
WISDRI CONTINUOUS CASTING-DIRECT ROLLING SYSTEM FOR …seaisi.org/file/S5A-2 WISDRI CONTINUOUS...
22
WISDRI CONTINUOUS CASTING-DIRECT ROLLING SYSTEM FOR WIRE ROD AND BAR FAN JINLONG WISDRI Engineering & Research Incorporation Limited, Wuhan, China 2018/6/26
Transcript of WISDRI CONTINUOUS CASTING-DIRECT ROLLING SYSTEM FOR …seaisi.org/file/S5A-2 WISDRI CONTINUOUS...

WISDRI CONTINUOUS CASTING-DIRECT
ROLLING SYSTEM FOR WIRE ROD AND BAR
FAN JINLONG
WISDRI Engineering & Research Incorporation Limited, Wuhan, China
2018/6/26
WISDRI CONTINUOUS CASTING-DIRECT ROLLING SYSTEM
2
WISDRI CONTINUOUS CASTING-DIRECT ROLLING SYSTEM
3
Concept AdvantagesKey
TechnologiesApplications
1
2 3
4Contents
WISDRI CONTINUOUS CASTING-DIRECT ROLLING SYSTEM
4
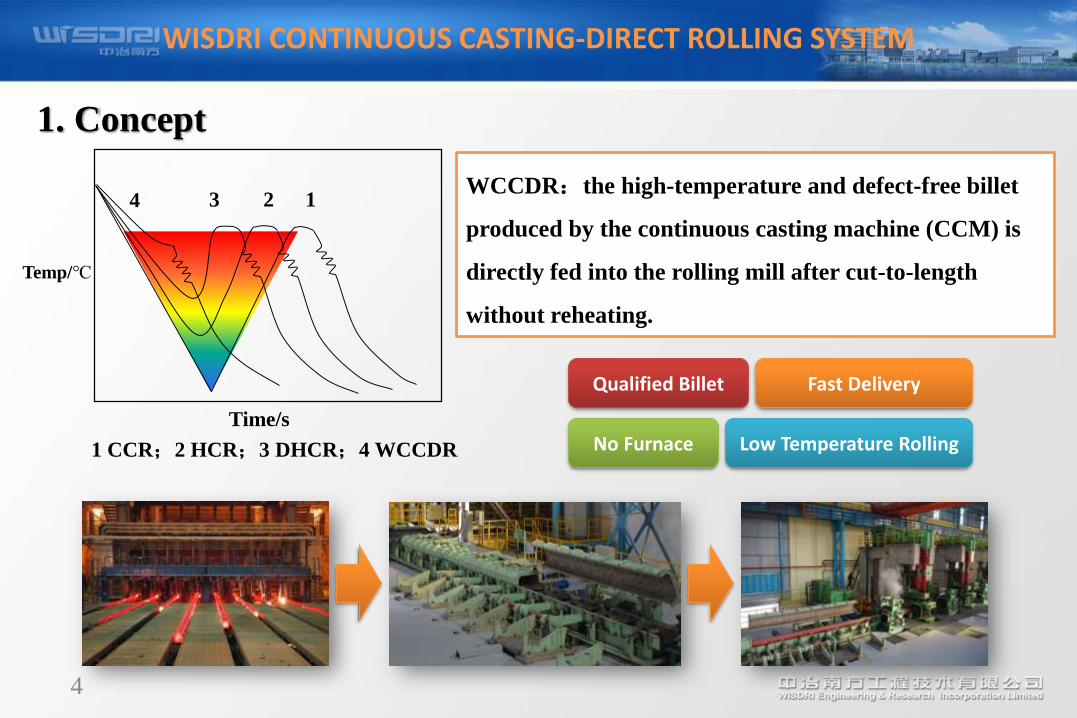
1. Concept
Temp/℃
Time/s
4 3 2 1
1 CCR;2 HCR;3 DHCR;4 WCCDR
WCCDR:the high-temperature and defect-free billet
produced by the continuous casting machine (CCM) is
directly fed into the rolling mill after cut-to-length
without reheating.
Fast DeliveryQualified Billet
No Furnace Low Temperature Rolling
WISDRI CONTINUOUS CASTING-DIRECT ROLLING SYSTEM
5
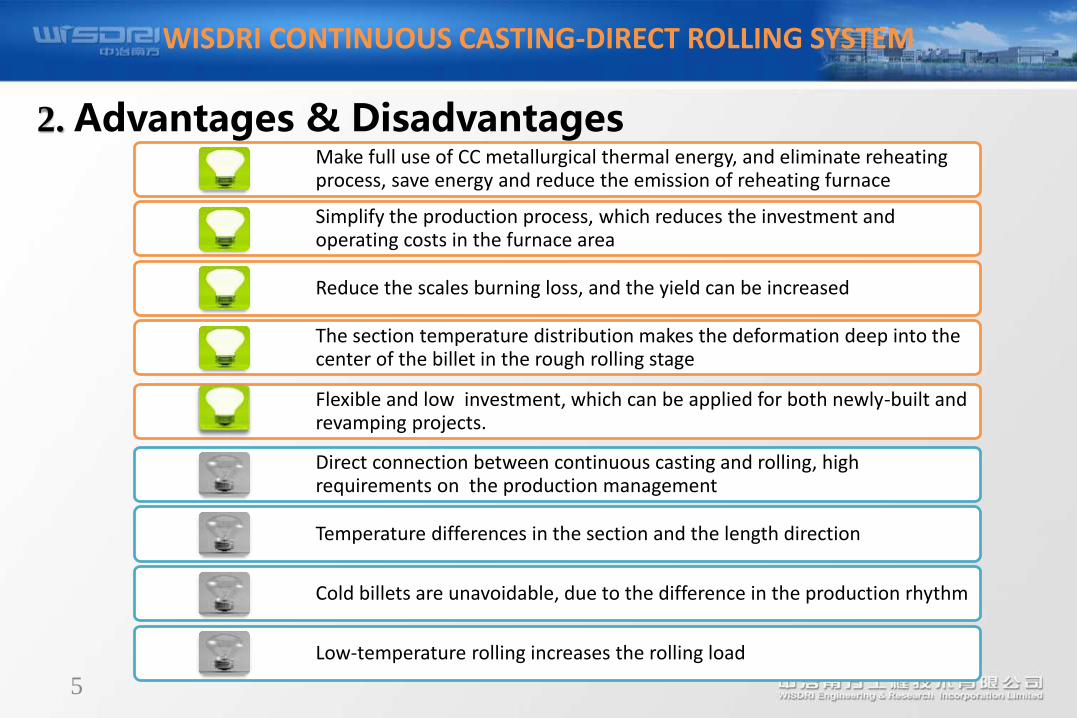
2. Advantages & Disadvantages Make full use of CC metallurgical thermal energy, and eliminate reheating process, save energy and reduce the emission of reheating furnace
Simplify the production process, which reduces the investment and operating costs in the furnace area
Reduce the scales burning loss, and the yield can be increased
The section temperature distribution makes the deformation deep into the center of the billet in the rough rolling stage
Flexible and low investment, which can be applied for both newly-built and revamping projects.
Direct connection between continuous casting and rolling, high requirements on the production management
Temperature differences in the section and the length direction
Cold billets are unavoidable, due to the difference in the production rhythm
Low-temperature rolling increases the rolling load
WISDRI CONTINUOUS CASTING-DIRECT ROLLING SYSTEM
6
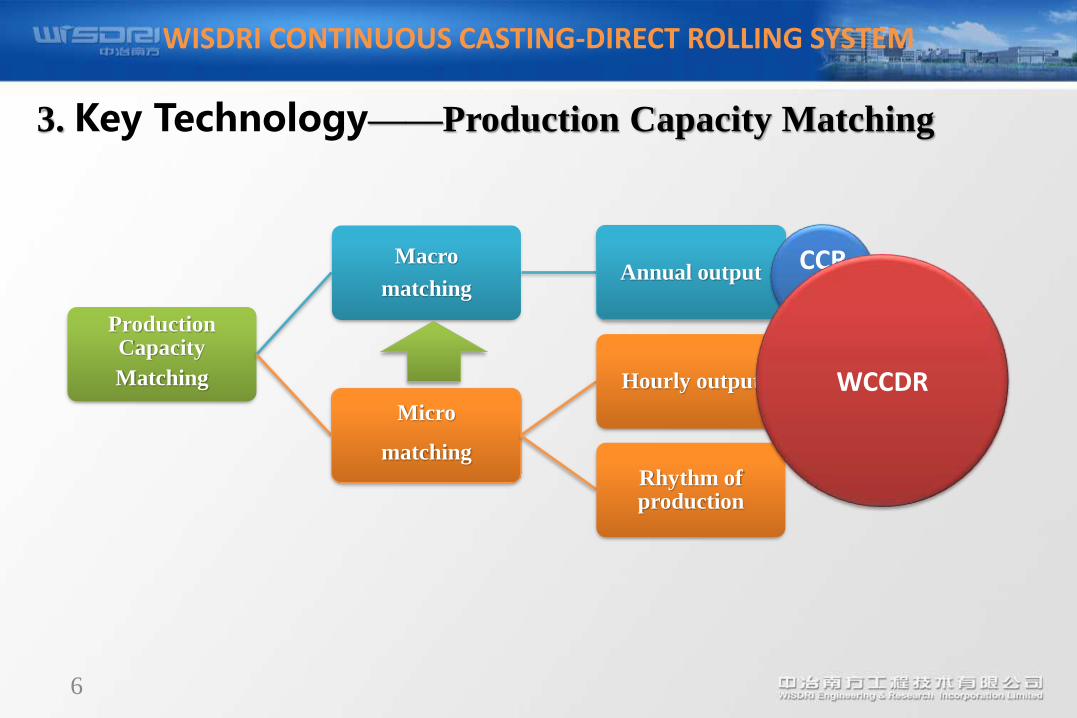
3. Key Technology——Production Capacity Matching
Production Capacity
Matching
Macro
matchingAnnual output
Micro
matching
Hourly output
Rhythm of production
CCRHCR
WCCDR
WISDRI CONTINUOUS CASTING-DIRECT ROLLING SYSTEM
7
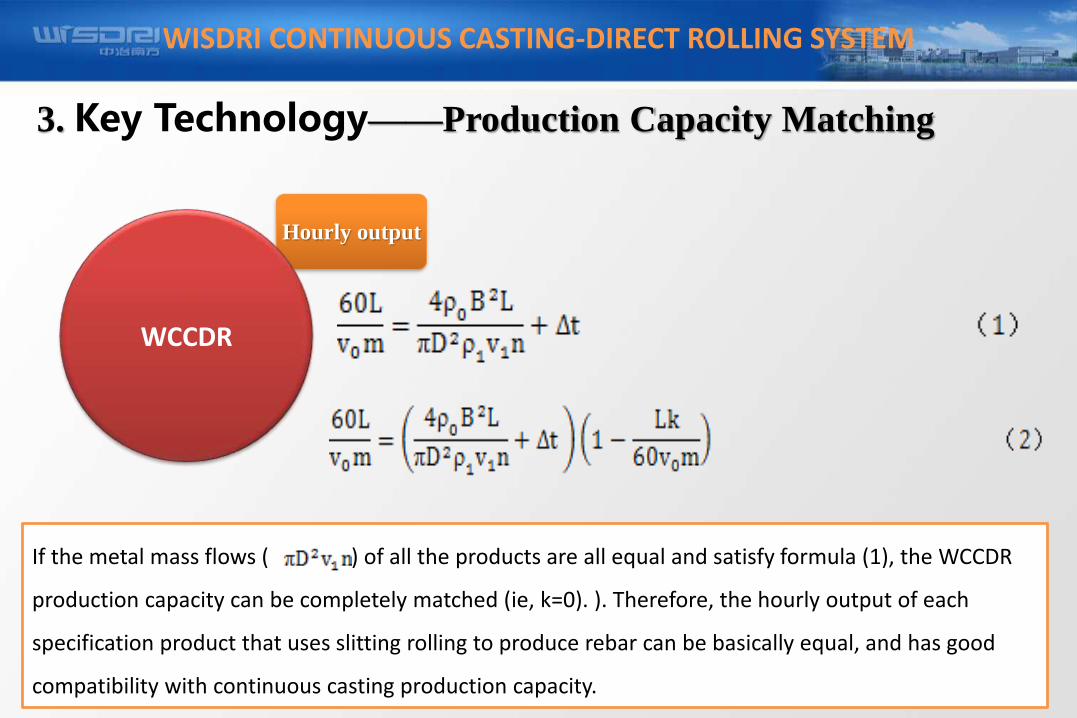
3. Key Technology——Production Capacity Matching
Hourly output
WCCDR
If the metal mass flows ( ) of all the products are all equal and satisfy formula (1), the WCCDR
production capacity can be completely matched (ie, k=0). ). Therefore, the hourly output of each
specification product that uses slitting rolling to produce rebar can be basically equal, and has good
compatibility with continuous casting production capacity.
WISDRI CONTINUOUS CASTING-DIRECT ROLLING SYSTEM
8
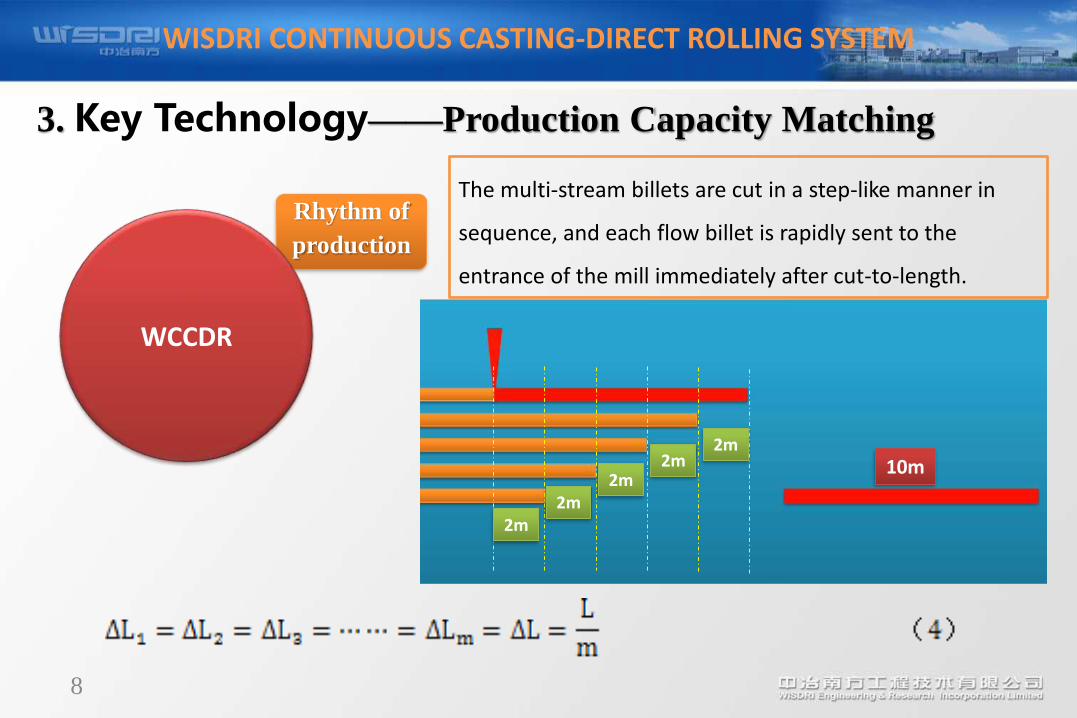
3. Key Technology——Production Capacity Matching
Rhythm of
production
WCCDR
The multi-stream billets are cut in a step-like manner in
sequence, and each flow billet is rapidly sent to the
entrance of the mill immediately after cut-to-length.
△L1
△L2
△L3
△L4
△L5
2m10m2m
2m2m
2m
WISDRI CONTINUOUS CASTING-DIRECT ROLLING SYSTEM
9
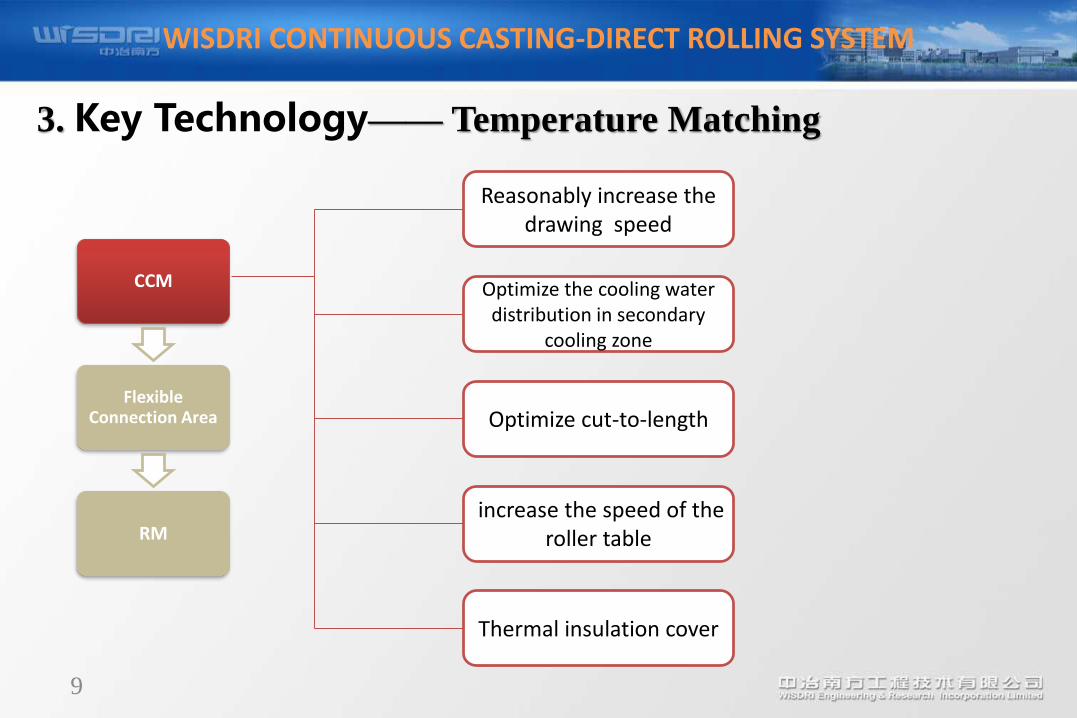
3. Key Technology—— Temperature Matching
CCM
Flexible Connection Area
RM
Reasonably increase the drawing speed
Optimize the cooling water distribution in secondary
cooling zone
Optimize cut-to-length
increase the speed of the roller table
Thermal insulation cover
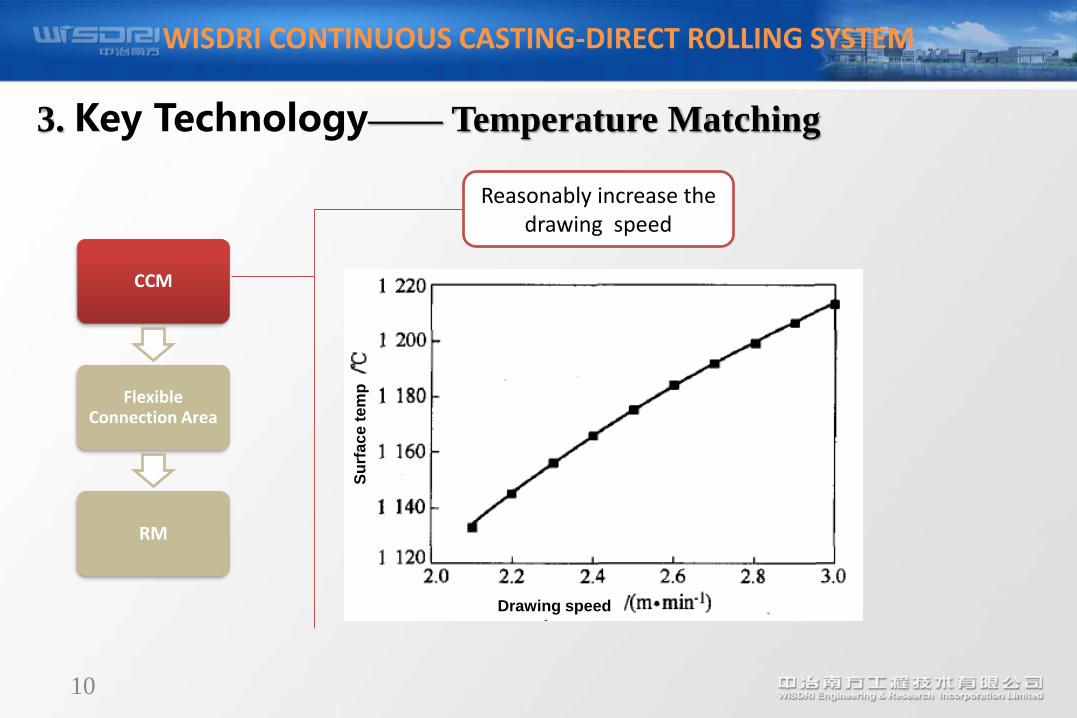
Drawing speed
Su
rfac
e t
em
p
WISDRI CONTINUOUS CASTING-DIRECT ROLLING SYSTEM
10
3. Key Technology—— Temperature Matching
CCM
Flexible Connection Area
RM
Reasonably increase the drawing speed
WISDRI CONTINUOUS CASTING-DIRECT ROLLING SYSTEM
11
3. Key Technology—— Temperature Matching
The cooling water control system with feedback
is used to collect the real-time temperature data of
the billet, adjust the amount of the secondary
cooling water flow, and reduce the cooling
intensity to increase the billet temperature under
the premise of ensuring the solidification quality of
the billet.
CCM
Flexible Connection Area
RM
Optimize the cooling water distribution in secondary
cooling zone
WISDRI CONTINUOUS CASTING-DIRECT ROLLING SYSTEM
12
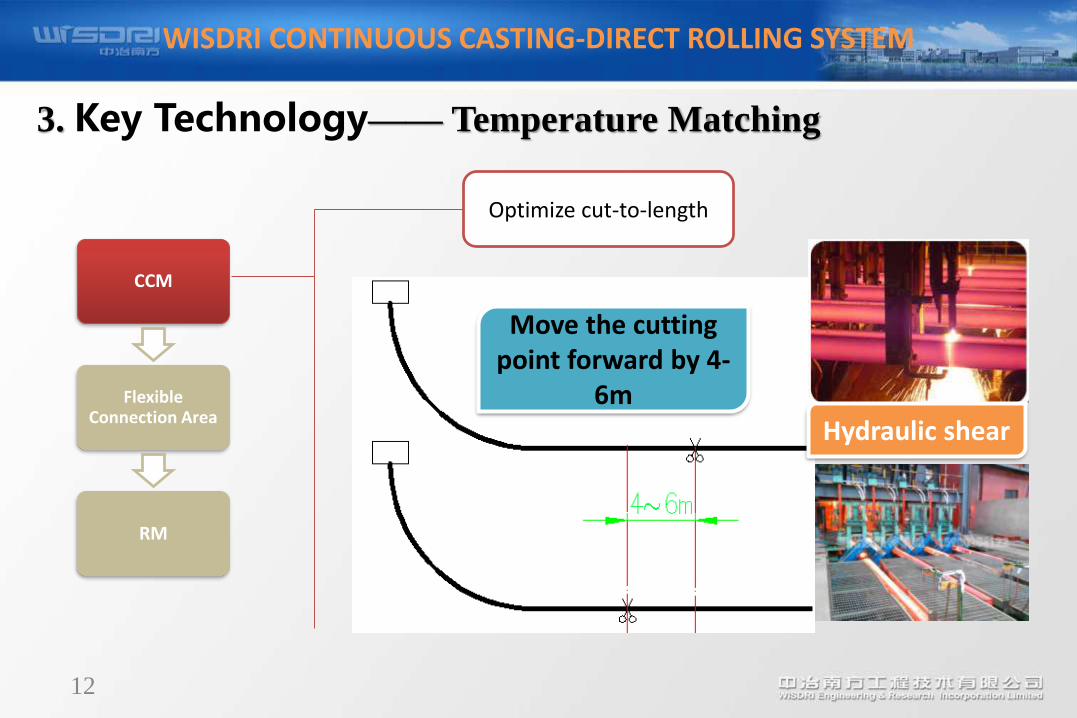
3. Key Technology—— Temperature Matching
Move the cutting point forward by 4-
6mHydraulic shear
CCM
Flexible Connection Area
RM
Optimize cut-to-length
WISDRI CONTINUOUS CASTING-DIRECT ROLLING SYSTEM
13
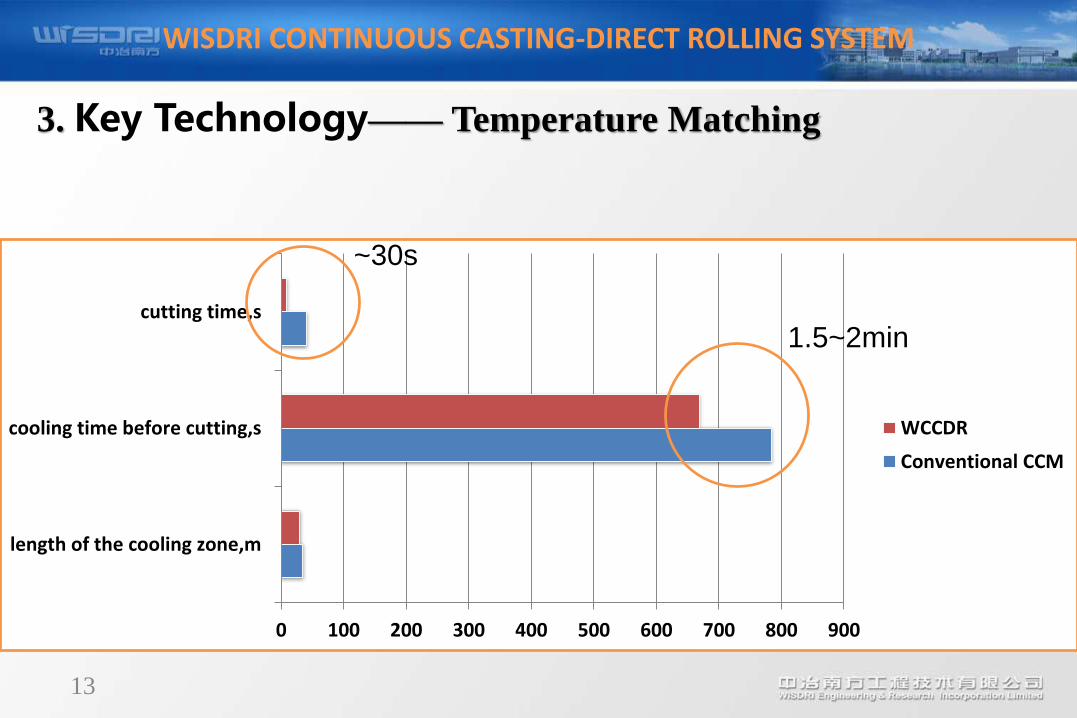
3. Key Technology—— Temperature Matching
0 100 200 300 400 500 600 700 800 900
length of the cooling zone,m
cooling time before cutting,s
cutting time,s
WCCDR
Conventional CCM
1.5~2min
~30s

0 50 100 150
Roller table length,m
Running speed,m/min
Running time,s
WCCDR
Conventional CCM
WISDRI CONTINUOUS CASTING-DIRECT ROLLING SYSTEM
14
3. Key Technology—— Temperature Matching
~75s
CCM
Flexible Connection Area
RM
Increase the speed of the roller table
Increase the speed of the roller table
after cutting and the conveying roller
table.
Each strand is controlled separately.
CCM
Flexible Connection Area
RM
WISDRI CONTINUOUS CASTING-DIRECT ROLLING SYSTEM
15
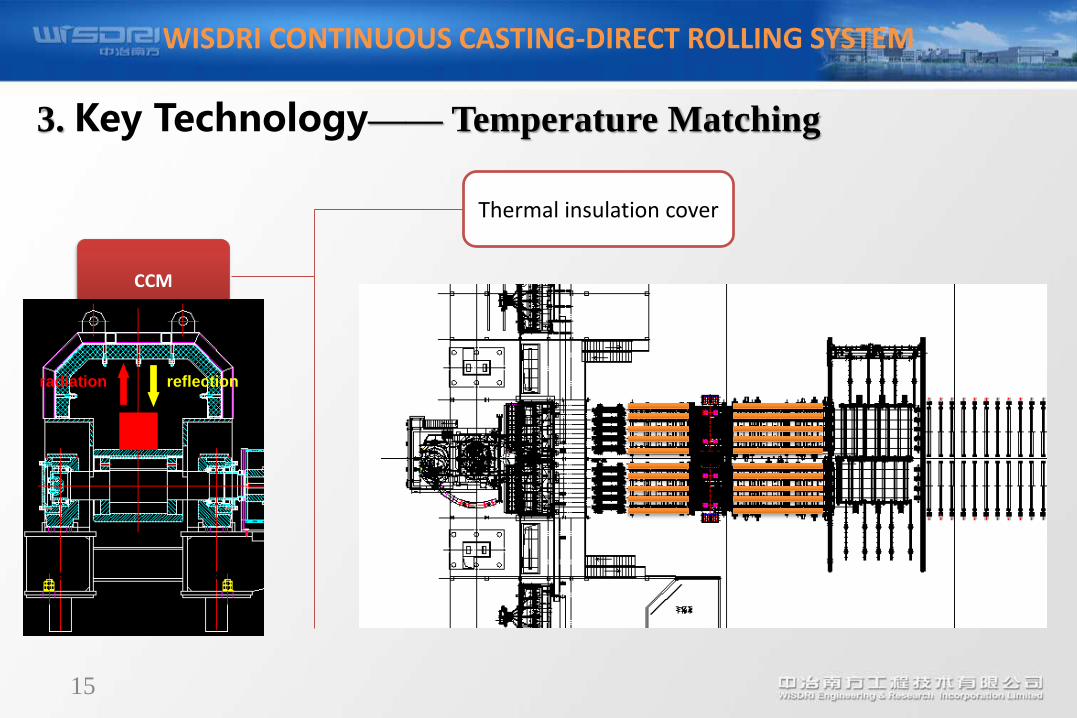
3. Key Technology—— Temperature Matching
radiation reflection
Thermal insulation cover
WISDRI CONTINUOUS CASTING-DIRECT ROLLING SYSTEM
16
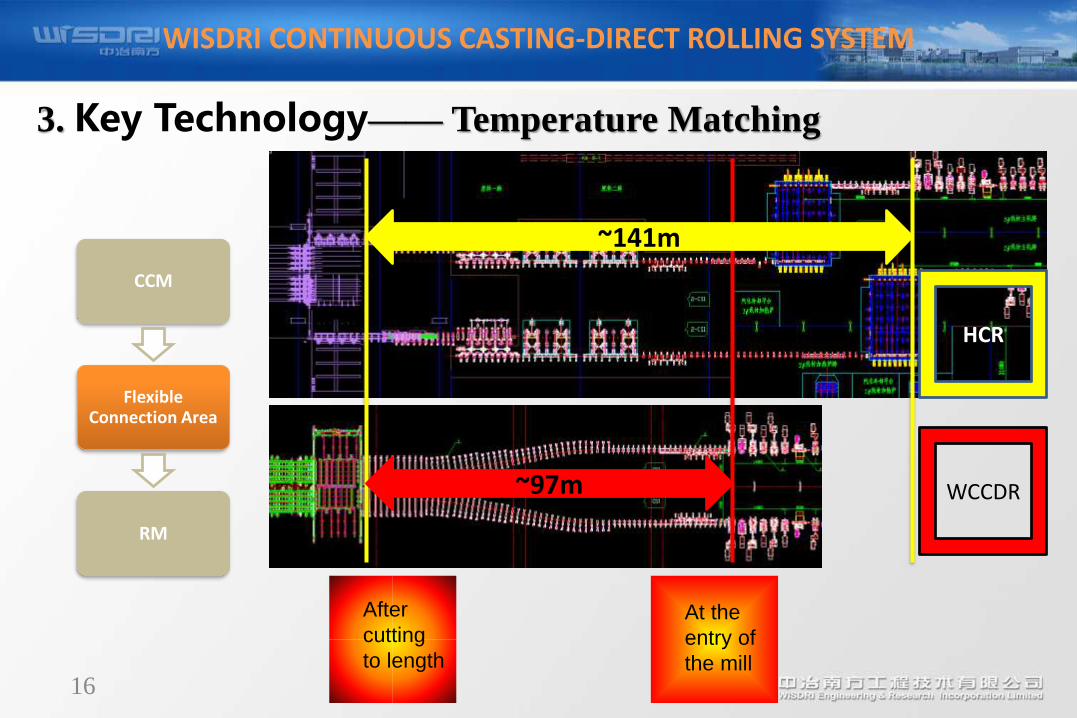
3. Key Technology—— Temperature Matching
HCR
WCCDR
~141m
~97m
CCM
Flexible Connection Area
RM
After
cutting
to length
At the
entry of
the mill
WISDRI CONTINUOUS CASTING-DIRECT ROLLING SYSTEM
17
3. Key Technology—— Temperature Matching
Low temperature rolling technology is the guarantee of the temperature
matching in WCCDR;
The WCCDR has a lower initial rolling temperature, a nearby finish rolling
temperature, and temperature distribution characteristic of “two low and two
high” ;
The deformation in the rough rolling stage can be deep into the center of
the billet;
the temperature difference between the head and tail of the billet can be
controlled within 50°C in the WCCDR.
Head
CCM
Flexible Connection Area
RM
Tail

WISDRI CONTINUOUS CASTING-DIRECT ROLLING SYSTEM
18
3. Key Technology—— Temperature Matching
880
900
920
940
960
980
1000
0 20 40 60 80 100
Temp. distribution on the section of the billet℃
Temp.
Avg Temp. on the section
CCM
Flexible Connection Area
RM
WCCDR
HCR
Distance from the center, mm
equiv
ale
nt
str
ain
,mm
.mm
-1
WISDRI CONTINUOUS CASTING-DIRECT ROLLING SYSTEM
19
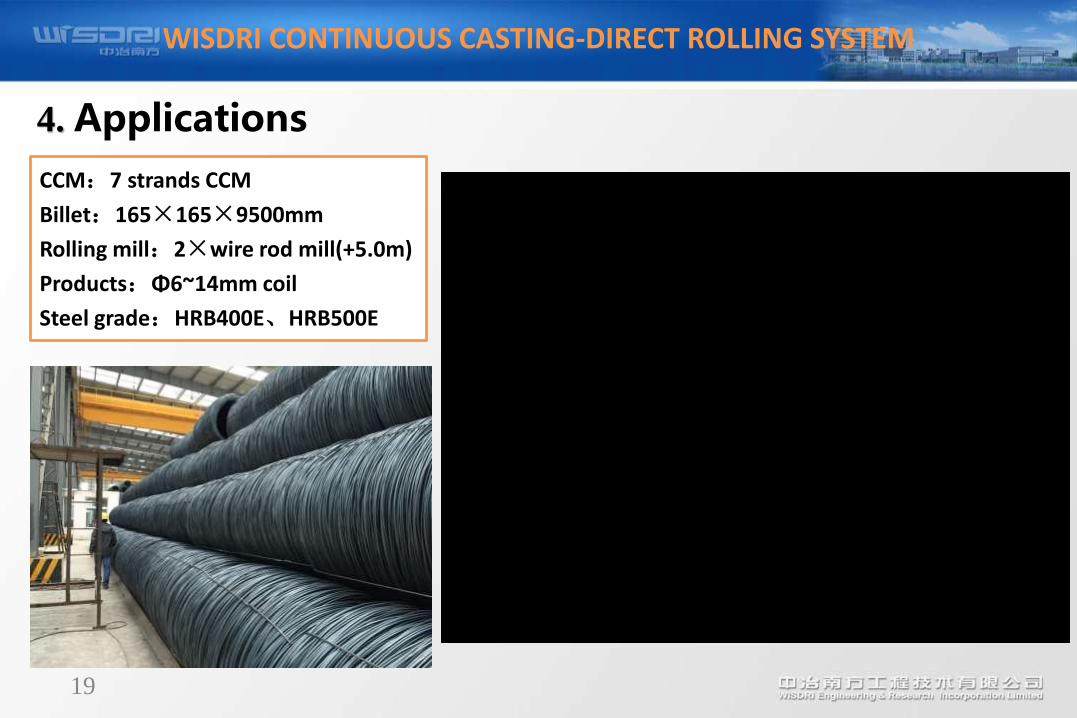
4. Applications
CCM:7 strands CCM
Billet:165×165×9500mm
Rolling mill:2×wire rod mill(+5.0m)
Products:Φ6~14mm coil
Steel grade:HRB400E、HRB500E

WISDRI CONTINUOUS CASTING-DIRECT ROLLING SYSTEM
20
4. Applications
CCM: 8 strands CCM
Billet :165×165×9500mm
Rolling mill :2×bar mill
Products :Φ12~40mm
Steel grade :HRB400E、HRB500E
WISDRI CONTINUOUS CASTING-DIRECT ROLLING SYSTEM
21
Contact information
Name: FAN JINLONG
Email: [email protected]
Company: WISDRI Engineering & Research Incorporation Limited
Address: No.33, DaXueYuan Ave. ,Wuhan,Hubei Province,P.R.China

`
22
Professional Devoted Constant Foresighted
Thank you!


















