
What is AIMPLAS? - ComexiCTEC
179
Transcript of What is AIMPLAS? - ComexiCTEC


What is AIMPLAS?
AIMPLAS is a Technology Centre with more than 20 years of experience helping companies in the plastic sector

Staff
We are a team of more than 100 highlyqualified professionals

Resources
Over 8.500 m2 facilities with state-of-the-art equipments and instrumentation

Our greatest asset: your confidence
+500associates
+1.500customers
8.3M€revenues
2013 DATA

Revenues byactivity
RGB20/5/95

Marketoriented
RGB20/5/95

Global expertise across the whole plastics value chain
Production and/or commercialization
of plastic raw materials
Production and/or commercialization of semi-manufactured
raw materials “COMPOUNDING”
Manufacturing / Transformation
End-usersValorisation
of plastic waste

We work with industry leaders…

And also with SMEs committed to R&D and quality

Materials for Flexible Packaging
Vicent Martinez Sanz
Dpto. EXTRUSION
Conecte con @aimplas

RGB21/160/0
Materials for flexible packaging
Content
o Multilayer films and packaging requirements
Main film properties for flexible packagingBasic multilayer film structureAdvantages of thermoplastic filmsFlexible packaging and sustainability
o Multilayer film technologies
Thermoplastic coextrusionExtrusion coatingLamination with adhesivesBenefits and drawbacks of adhesive lamination

RGB21/160/0
Materials for flexible packaging
o Thermoplastic films: Main families and properties
Mechanical strengthBarrier propertiesThermal resistanceCOF: Slip agent additivesSurface Energy : Features for corona treatment
HDPE, LDPE , LLDPECPP, BOPP, Metallized and special coatingsOPETOPA
Biopolymers
Usual applications for multilayer films
Quick tests for film material identification

RGB21/160/0
Multilayer film
Film combining 2 o more single films
BOPP film
Ink
Adhesive
Met BOPP film

RGB21/160/0
Multilayer microscope enlarged view coextruded film

RGB21/160/0
Multilayer microscope enlarged view laminated film
Human hairthickness

RGB21/160/0
Why combining different materials in thesame structure?

RGB21/160/0
Why combining different materials in thesame structure?
In most applications one single material do not offer the
whole range of properties required for product packaging

RGB21/160/0
Why combining different materials in thesame structure?
In most applications one single material do not offer the
whole range of properties required for product packaging
The combination of different materials, providing different
functionalities, allows for a optimal structure to meet
packaging requirements

RGB21/160/0
Packaging requirements
o Mechanical strength
o Seal-ability
o Hygiene & Safety
o Barrier properties
o Transparency / Opacity
o Thermal resistance
o Printability
O2
CO2
flavor
MAP

RGB21/160/0
Main properties of films in flexible packaging
Material Thermalsealability
Barrier
Oxygen Moisture Light
Paper & Cardboard --- --- --- XX
Al foil --- XXX XXX XXX
LDPE XX -- XX -
BOPP X - XX -
Met BOPP - X XX XX
EVA XXX - - -
EVOH - XXX --- -
PVDC XX XX XX -

RGB21/160/0
Multilayer film structure
Structural layer: BOPP, OPET, OPA
Inks
Adhesive
Barrier layer: Foil Al, EVOH, PVDC, PA
Adhesive
Seal layer: LDPE, CPP, EVA, Ionomers

RGB21/160/0
Benefits of plastic materials for packaging
o Good mechanical strength / low weight balance
o Good barrier properties
o Thermal seal-ability
o Reciclability
o Low cost
o Printability
o Easy processing by several techniques
allowing free design and shapes

RGB21/160/0
Packaging trends
Plastic packages are gaining share vs. traditional materials

RGB21/160/0
Packaging trends
Flexible packaging overcomes rigid packages

RGB21/160/0
Flexible packaging features
o Thin gauge films with improved mechanical strength
o Optimal barrier properties thanks to multilayerstructures and special coatings
o High speed production in Form/Fill/Seal lines
o Lower environmental impact due to weight reduction
and transport cost savings

RGB21/160/0
Drawbacks: Difficult to recycling
o Low gauge films, low bulk density, combination of different materials
(plastic, paper, metal….)
o Need for layer separation using solvents or other techniques to allowmaterial recycling
o Need for compatibilizers when reprocessing plastics with differentmelting points
o Usually this type of waste is diverted to:
Energy recovery: plastic incineration
Mechanical recycling: low value products (bin bags,pipes, pots, etc.)

Technologies for multilayer films
o Thermoplastic coextrusion:
Blown film coextrusion
Cast film coextrusion
o Extrusion-coating
o Adhesive lamination

Thermoplastic coextrusion
Simultaneous extrusion of different polymeric materials through a
common die

Blown film coextrusion

Cast film coextrusion

Thermoplastic film coextrusion
Process for multilayer films (up to 11 layers) combining different
thermoplastic polymers

Thermoplastic film coextrusion
Process for multilayer films (up to 11 layers) combining different
thermoplastic polymers
Thermoplastic tie layer adhesives are needed to join non-compatible polymers

Thermoplastic film coextrusion
Recycled material can be sandwiched between functional barrier layers

Thermoplastic film coextrusion
Recycled material can be sandwiched between functional barrier layers
Functional additives are only added in the functional layer

Thermoplastic film coextrusion
Processing polymers with different rheological properties lead to interlayer
instabilities and optical deffects

Thermoplastic film coextrusion
Complex technology, high investments, expensive maintenance
equipment………but gaining share in the extrusion industry
Mainly in multilayer sheet for thermoforming semi-rigid trays requiring
barrier properties and glossy appeal

Extrusion-coating
Thermoplastic coating onto web substrate

Extrusion-coating
Widely used process for kraft paper coated with
LDPE to improve packaging performance:
o Moisture barrier proof
o Thermal sealability
o Improved puncture and tear strength

Extrusion-lamination

Lamination with adhesives
Process for joining films of different materials (plastic, aluminium foil, textile,
cardboard, etc.)

Lamination with adhesives
Dry lamination
Wet lamination

Benefits lamination with adhesives
o Reverse printing ink and adhesive layer are sandwiched between films to
avoid direct contact with product to meet legislation requirements
BOPP film
Ink
Adhesive
Met BOPP film

Benefits lamination with adhesives
o Lower energy costs (mainly solvent-less) compared to other coating or
coextrusion processes
o High speeds (up to 600 m/min)
o Wide range of bioriented films, metallized, specialty coatings for high
demanding applications
o Precise control of film thickness
o Lower equipment investment costs
o Process efficiency and flexibility to adapt for short runs

Drawbacks lamination with adhesives
o Need for optimising adhesive coating weight
o Adhesive curing time lasts for 7 days
o COVs generation for solvent based adhesives
o Migration risks for PAAs generated from aromatic isocyanates

Primary aromatic amides (PAAs) can be originated from
degradation of aromatic isocyanates (TDI, MDI) included in
formulation of PUR adhesives and some printing inks
PAAs are considered carcinogenic substances at very low
amounts

Free monomer migration
PAA
Foil Al Sealing PE layer Food
Adhesivenot yet cured
TDI
Free monomer

Free monomer migration
PAA
Foil Al Sealing PE layer Food
Adhesivenot yet cured
TDI
monómero libre
Free monomerreacts leading to
PAAs
Free monomer migraton to food
Water migration
PAAs migration to food

European Regulation 10/2011 estates in annex II that
plastic materials for food contact applications shall not
release PAAs in quantities exceeding the specific migration
limit 0,1 mg per kg of food or simulant

Migration essays by specific HPLC
chromatographic analysis allows PAAs detection
within specific migration limits to assure laminate
safeness

If the adhesive curing process is fully completed, the
laminated is safe with no risk for free monomer
migration to the food
So that the importance of defining curing conditions
(temperature, moisture and time) of adhesive
system in order to assure lack of non-reacted
components

Curing rooms
o Temperature 40-50 ºC
o RH 50%
o Effective air circulation
Curing time for reels can be reduced to 3 days

Adhesive bond strength
Strip 15 mm width
Separation speed 100 mm/min

Adhesive bond strength
Good bond strength leads to film break
Materials in flexible packaging: Non plastic
o Paper and Cardboard
o Textiles woven / non woven

o Aluminium foil
High barrier properties
Excellent for retort packaging
Recommended thickness> 12 µm to avoid pin-hole
Type A Quality best wettability free of rolling oils
Need special ink and adhesives series for printing and laminating

Aluminium Foil Rolling Process

Aluminium foil wettability

Aluminium Foil Quality
45º
OK No OK

Materials in flexible packaging: General properties

Plastic films general properties
Thickness
Higher thickness films offer better mechanical strength and barrier properties
(WVTR and OTR), but also affects transparency and haze
Coextruded films biaxially oriented offer thin gauge films with improved
mechanical strength and high yielding (m2 /kg)
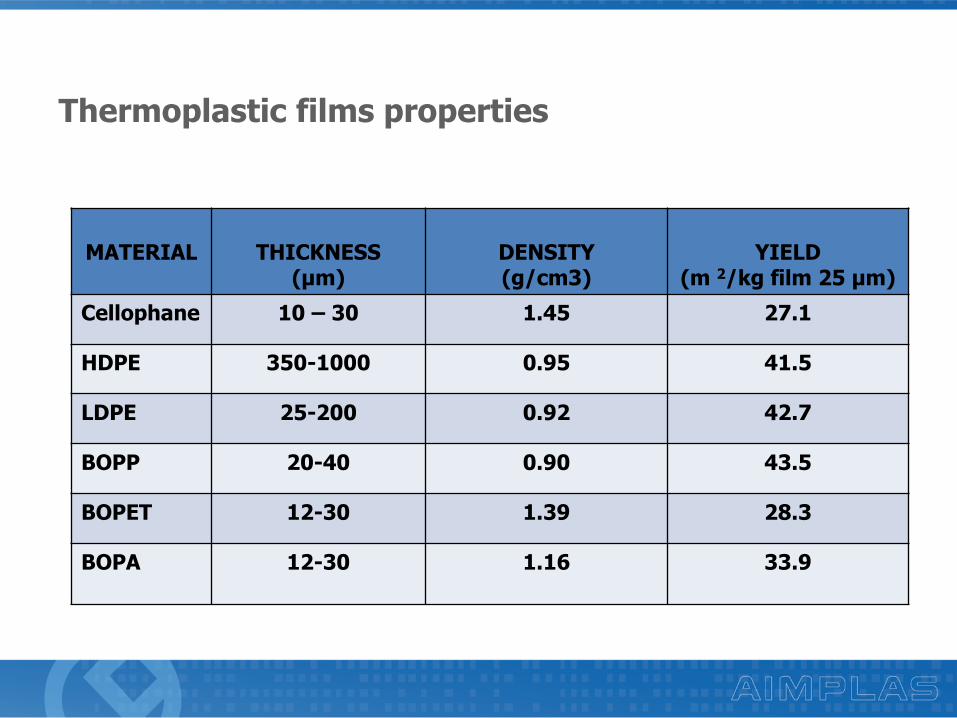
Thermoplastic films properties
MATERIAL THICKNESS (µm)
DENSITY(g/cm3)
YIELD(m 2/kg film 25 µm)
Cellophane 10 – 30 1.45 27.1
HDPE 350-1000 0.95 41.5
LDPE 25-200 0.92 42.7
BOPP 20-40 0.90 43.5
BOPET 12-30 1.39 28.3
BOPA 12-30 1.16 33.9

Mechanical strength
Depends on polymer type and heavily influenced by the extrusion
process and the polymer chain orientation
o Blown film extrusion (HDPE y LDPE) offer good balance in both MD
and CD
o Cast film and biaxial orientation (BOPP, OPET, OPA) increase
mechanical strength up to 300%

Property Unit HDPE LDPE BOPP BOPET BOPA
TensileStrength
MD N/mm2 35 32 140 230 250
TD N/mm2 48 28 280 260 280
E-Modulus MD N/mm2 862 303 2000 4400 3500
TD N/mm2 897 338 3500 5200 3800
Elongation MD % 450 470 220 110 110
TD % 500 550 70 90 100
Tearpropagation
MD gm 150 230 35 35 75
TD gm 150 310
Mechanical properties

Tensile strength
Higher Young´s Modulus means lower
elongation under tensile stress so that
the material show poor elastic behabiour
Strain
Tensilestress
Young´s Modulus(kg/cm2 )
PVC(plastified) 350-560
LDPE 1.000 - 1.800
LLDPE 2.000 - 2.800
HDPE 5.600 - 9.100
BOPP 7.700 - 24.000
BOPET 14.000 - 39.000
BOPA 14.000 - 15.500
Foil Aluminum 704.000
Rubber

Mechanical properties
Mechanical properties can be heavily affected by little changes in
temperature
This fact is critical when working with thin gauge films and high
temperatures in drying tunnel to avoid elongation and other dimensional
defects

Web tension
Depends on each material Young´s Modulus, and film thickness and width

Web tension
Example: Film PET de 40 microns y 80 cm width
35 N/cm/mm x 80 cm x 0,04 mm = 112 N
Factor web tension(N/cm/mm)
PE 7 - 21
CPP 14 - 35
BOPP 21 - 70
PET 35 – 105
PA 7 – 21
Foil Aluminum 35 - 105
Cellophane 35 - 70
As a rule of thumb, keep minimum tension to spread film assuring roll traction and
in order to avoid wrinkles, elongation and other defects

Checking web tension
If after crosscut film peaks lift MD, mean too much tension
Machine Direction

Checking web tension
Machine Direction
If after crosscut film peaks lift CD, mean too much temperature on nip

Causes of film wrinkles
o Excessive web tension

Causes of film wrinkles
o Excessive temperature in nip
calender or drying tunnel
o Dimensional changes due to
moisture or solvent absorption

Causes of film wrinkles
Check rollers alignment
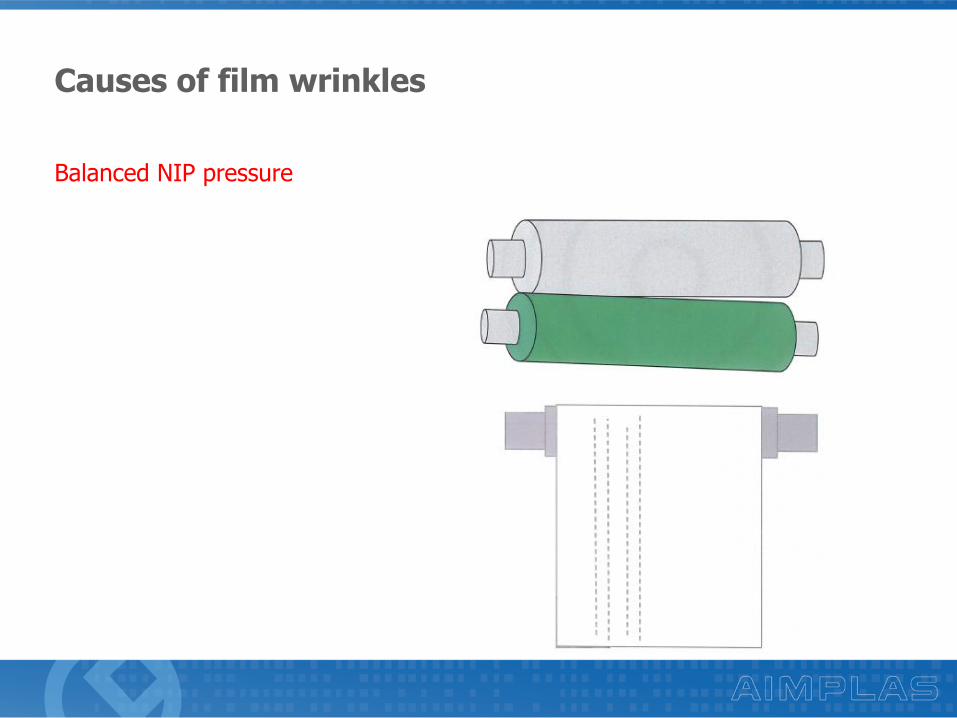
Causes of film wrinkles
Balanced NIP pressure

Causes of film wrinkles
Check uniform film gauge and avoid slack edge

Defects in laminating: Curling
Causes:
o Different film tension
Tips:
o Check proper film tension
o Rewind PE film as outer layer in the reel

Thermal resistance
Ability to withstand boiling, sterilization or retort treatments
MATERIAL HDPE LDPE PP PET PA
Maximum servicetemperature (ºC)
100 66 116 204 177

Thermal resistance
Also affects dimensional stability and thermal seal-ability
Lab heat sealing tester

Property Unit RCF HDPE LDPE Cast PP BOPP BOPET BOPA
OTR cm3 /m2 day 670 1800 7000 3700 2250 45 35
MVTR g / m2 day@ 90% HR
1 5 15 11 7 28 300
Fats resistance +++ + - + +++ +++ +++
Barrier properties
Comparison films 25 microns

Barrier properties

Barrier properties essays
ASTM F1249-06 Standard Test Method for Water Vapor Transmission Rate Through Plastic Film and Sheeting Using a Modulated Infrared SensorASTM D3985-05 Standard Test Method for Oxygen Gas Transmission Rate Through Plastic Film and Sheeting Using a Coulometric Sensor
Coloumetricdetector
As the oxygen gas permeates through the test film into the
carrier gas, it is transported to the coulometric detector where it creates an electric current with a magnitude that is proportional to the number of oxygen atoms
flowing into the detector

Additives
Plastic materials contain a wide range of several additives for improving specific
performance:
o Antioxidants
o Light stabilizers, UV absorbers
o Plasticizers
o Impact modifiers
o Nucleating agents, clarifiers to enhance optical properties
o Antistatic agents to minimise build-up of static electricity
o Anti-block particles to create surface micro-roughness to prevent film layers to
stick together
o Slip agents to reduce the surface COF avoiding film adheres to rolls metal
surface

Coefficient of Friction
Ability to sliding of two surfaces in contact with each other
COF > 0.50
COF < 0.20
Resistance to slip surfaces
High slip films that can be prone to roll
telescoping

COF test
Static COF consider just starting motion
Calculated by finding the initial peak force required to move the sled and
dividing the value by the weight of the sled
Dynamic COF consider regular motion
Calculated by finding the average load during the test and dividing this by
the weight of the sledUNE-EN ISO 8295: Plásticos. Películas y láminas. Determinación de los coeficientes de fricciónASTM D1894: Standard test method for static and kinetic coefficients of friction of plastic film and sheeting

Slip agents
Based on fatty acids amides (erucamide)
that migrate to film surface forming
a low friction layer
Low molecular weight primary amides bloom rapidly to film surface leading to:
o Haze and poor aesthetics
o Masking Corona treatment reducing surface energy
o Causing delamination
o Poor seal strength
o Build up wax layer on equipment surfaces

Thermal sealing defects
Adhesivenot fully cured
Isocyanate free
monomer migrates to outer layer and reacts
with erucamide leadingto polyurea (TM =250ºC)

COF changes in laminates
Erucamide tends to migrate towards adhesive side (or even closer
films such as PET or PA) due to attraction to polar groups
PET film Adhesive PE film

Surface energy
Thermoplastic films are non-porous inert substrates with poor wettability
properties for inks, adhesives or other coatings.
Surface treatments are needed in order to raise surface energy at a minimum
dyne level

Surface Energy levels for converting
Printing solvent based inks 38-42 Dyne/cm
Printing waterborne inks 44-48 Dyne/cm
Lamination adhesives 38-44 Dyne/cm
Plastics Surface Energy
PP 29-31 Dyne/cm
PE 30-31 Dyne/cm
PS 38 Dyne/cm
ABS 35-42 Dyne/cm
PA <36 Dyne/cm
PMMA <36 Dyne/cm
PET 41-44 Dyne/cm
PVC 39 Dyne/cm
PC 46 Dyne/cm


Treatments to increase Surface Energy
o Primers or adhesion promoters
o Flame oxidation treatment
o Corona treatment
o Atmospheric plasma

o Primers or adhesion promoters

o Flame oxidation treatment

o Corona treatment
High voltage discharge in the air-gap between electrode
and dielectric cylinder ionize air particles into high energy
species (ozone generation) that collide onto film surface
breaking molecular bonds and forming high polarity
functional groups for ink anchoring
Plain PE PE surface after Corona treatment
o Corona treatment
Films must be Corona treated immediately after extrusion process (pre-treated films)
Polyolefins (specially PP) require high power treaters in order to assurer enough dine level
Corona treatment is non permanent, so that dyne level decay over the time can be noticed
due to:
o Additives (slip agents) migrate to film surface masking Corona treatment
o High levels of humidity in the environment
o Contamination from dust, debris, oils, etc.
In-line refresh Corona treatment is needed right before the printing or lamination process
in order to reach minimum dyne level

o Corona treatment

Surface Energy measurement methods
Contact angle measurement

Test inks or pens

Corona treater
Adjust power supply to watt density according to each film properties
Watt density (W min / m2) =Power supply
Line speed x Film width

Corona treater
Check air-gap distance (1.5-2.0 mm) across electrode and cylinder

Corona treater
Avoid moisture or dust into corona chamber that could lead tohigh voltaje arcing

Corona treater
Keep electrode and roll cleanliness
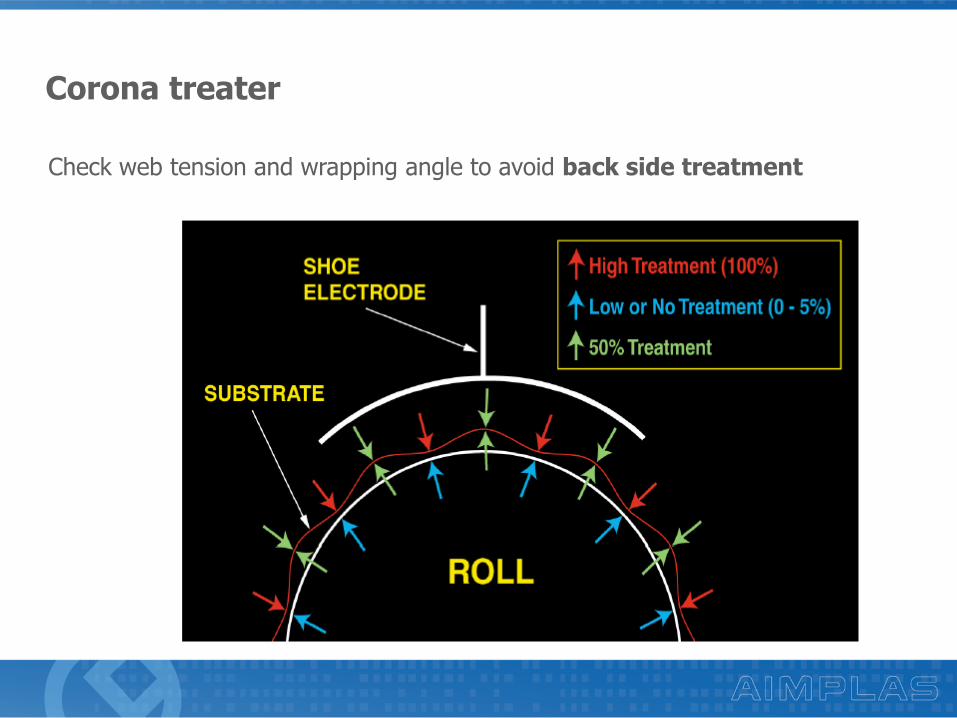
Corona treater
Check web tension and wrapping angle to avoid back side treatment

Anti-seal effect due to back side treatment
sdfdfdfdf

o Atmospheric plasma
A precise flow of high energy ionized gas
clean, etch and functionalize substrate surface
More intense and lasting treatment than Corona

o Atmospheric plasma
Treatment lasting up to 18 month
Higher surface energy levels up to 60 dyn/cm
No risks back-side treatment or pin-holes
meses
dyn/cm
Suitable treatment for waterborne coatings onto BOPP films
Plasma
Corona
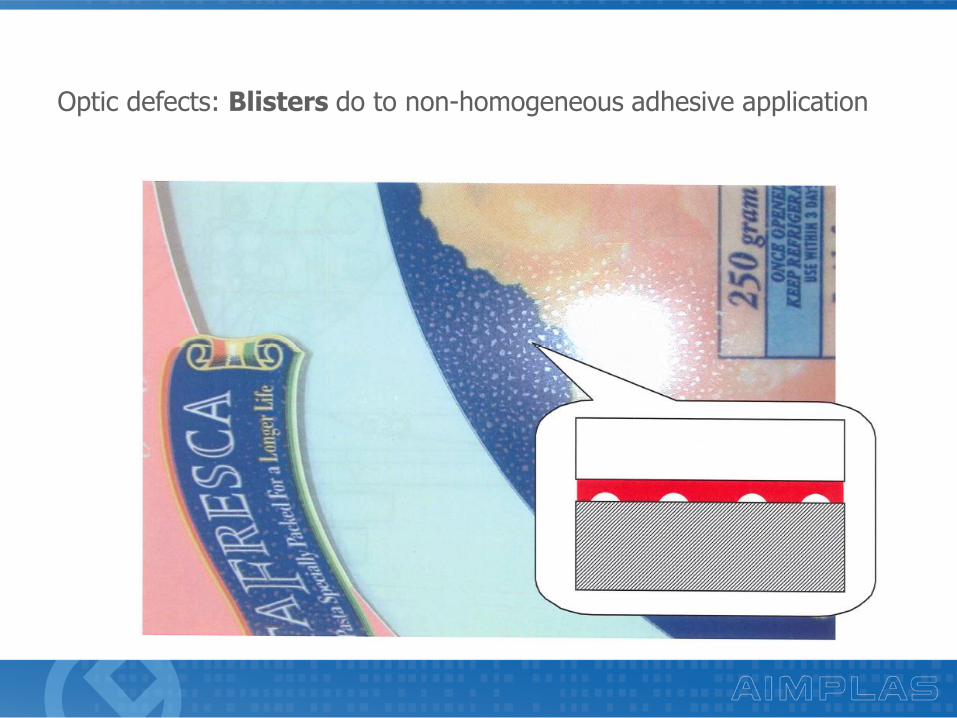
Optic defects: Blisters do to non-homogeneous adhesive application

Defects in laminates: Blisters
Causes:
o Low surface energy in carrier web leads to bad wettability
o Slip additives migration mask corona treatment
Tips:
o Check adhesive application onto web treated side
o Refresh corona treatment prior to application

Materials in flexible packaging: Main families

Polyethylene

HDPE
• Long linear polymer chains lead to high crystalline structure
• Good mechanical strength and stiffness
• Higher melting temperatures
• Higher moisture barrier properties

LDPE
• Branched chain structure leading low crystallinity
• Good transparent films, with enhanced flexibility and stretchability
• Good moisture barrier
• Poor O2 and gases barrier
• Excellent heat seal-ability due to low melting point

LLDPE
• Copolymer ethylene with copolymer (butene, hexene, octene) using
stereo-specific Ziegler-Natta catalysts
• Higher tensile and tear strength with lower gauge films
• Melting temperature between 10—15ºC higher than LDPE
• More difficult to extrude so that it is usually blended 70/30 with LDPE

Metallocene mPE
• Copolymer ethylene-hexene using stereo-specific metallocene catalysts
• Narrow molecular weight distribution (MWD)
• Excellent puncture strength and toughness at low temperatures
• Good transparency
• Lower melting temperatures and hot tacking for
better heat sealing performance
• Films for laminates in sacks, stand-up pouches, etc.

Polypropylene (PP)
Semi-crystalline polymer with better mechanical strength, lower density
and higher temperature resistance than PE
Widely used in snacks, confectionery, pet food, etc.

Cast PP (CPP)
Better thermal resistance than PE
Heat seal layer in boiling or retort packaging
Good impact strength

BOPP
Biaxial orientation provides enhanced mechanical strength
(stretching polymer chains in both machine and cross direction) and
higher barrier properties

BOPP

BOPP coextruded
In order to enhance performance in flow pack packaging lines a three layer
coextruded structure is obtained using low heat sealing PP copolymer resin
grades in the outer layers
Treated layerPP homopolymerHeat sealing layer

BOPP metallized
In order to improve barrier properties and light opacity an aluminium
coating layer is applied using a continuous metallizing process in a
deposition vacuum chamber
Aluminium layerCarrier layerPP homopolymerHeat sealing layer

BOPP metallized

BOPP metallized

Optical Density test
OD Thickness (nm)
0.5 6
1.0 12
1.5 19
2.0 28
2.5 38ASTM D1003 – 13 Standard Test Method for Haze and Luminous Transmittance of Transparent Plastics

Laminates metallized films: metal transfer
Delamination due to metallized layer transfer
BOPP Met
BOPP Print
CARRIER

Laminates metallized films: metal transfer
High Optic Density metallized films offer
homogeneous layer for a continuous adhesive coating

BOPP coatings
o UHB AlOx clear coating
Non toxic coating
Suitable for microwave and retort applications
Vacuum deposition process
with oxygen injection

BOPP coatings
o UHB AlOx clear coating
Plasma assisted
process
Non porous coating with improved optical transparency and higher barrier properties

BOPP coatings
o UHB SiOx clear coating
Vacuum deposition coating
by plasma or Electron Beam
Transparent films with excellent oxygen barrier (similar to Al Foil and up to
250 times lower permeation than BOPP)
But leads to yellowish, flex-cracking issues and difficult printing

BOPP coatings
o Acrylic or chemical treated
Excellent gloss and optical properties
High surface energy to enhance printability
Film with COF more regular and durable
Lower heat sealing temperatures
Enhanced performance in high speed flow-pack packaging lines
Do not refresh using Corona treatment
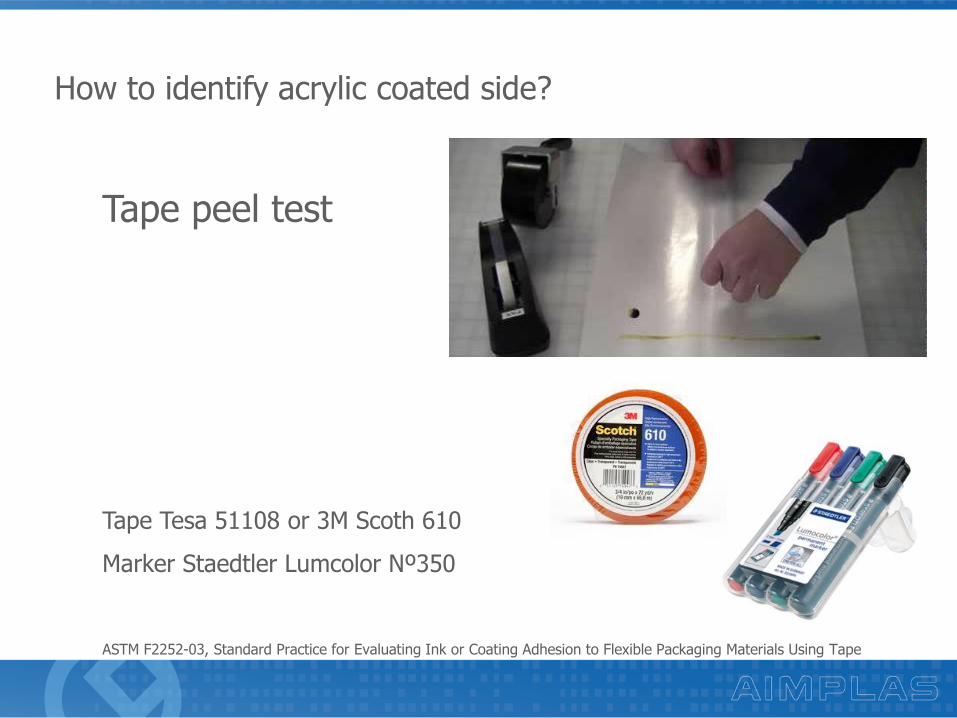
How to identify acrylic coated side?
Tape peel test
Tape Tesa 51108 or 3M Scoth 610
Marker Staedtler Lumcolor Nº350
ASTM F2252-03, Standard Practice for Evaluating Ink or Coating Adhesion to Flexible Packaging Materials Using Tape

BOPP coatings
o Saran (PVdC)
High barrier properties to oxygen and water moisture permeation
Good heat seal-ability

BOPP coatings
o Saran (PVdC)
High barrier properties to oxygen and water moisture permeation
Good heat seal-ability
o PVOH
High oxygen barrier (in dry conditions)
Chlorine free
Difficult to heat sealing
Excellent printability
Lower solvent retention

BOPP white & pearl cavitated films
Spherical microparticles lead to microvoids during biaxial orientation process
Films with lower density (down to 0,3 g/cm3) and higher stiffness
Good opacity and improved printability
Soft touch (like plastic paper)

OPET
Good mechanical strength at temperatures above 150ºC
Excellent glossy and transparency
Good chemical resistance and excellent dimensional stability
Excellent printability
Good barrier properties (oxygen and moisture) due to high crystallinity
Also available in films metalized and special coatings
Widely used in retort packaging, dual oven, lids, etc.

OPA
Excellent toughness, drawability and resistance to puncture and stress
cracking
Excellent glossy and transparency
Good chemical resistance to fats
Excellent thermal resistance at high temperatures
Good oxygen and flavours barrier
Very sensitive to water moisture causing poor dimensional stability
Used in vacuum skin-layer packaging,
meat, cheese, coffee, boil & roast-in bags

OPA
PA 6 Excellent flex cracking resistance
Better impact resistance
Better resistance to fats and solvents
PA 66 Lower water sorption
Better resistance to high temperatures
MX D6 Higher oxygen and aroma barrier even in high moistureenvironment
High temperatures resistance

Bioplastics
A wide family of materials featuring added value properties
Biobased non-biodegradable plastics
green-PE from ethanol using sugar can as raw material
PA from castor oil
Biobased and biodegradable plastics
PHAs synthesized by microorganisms
PLA from corn
Oil based plastics that are biodegradable
PBAT , PCL
+
+

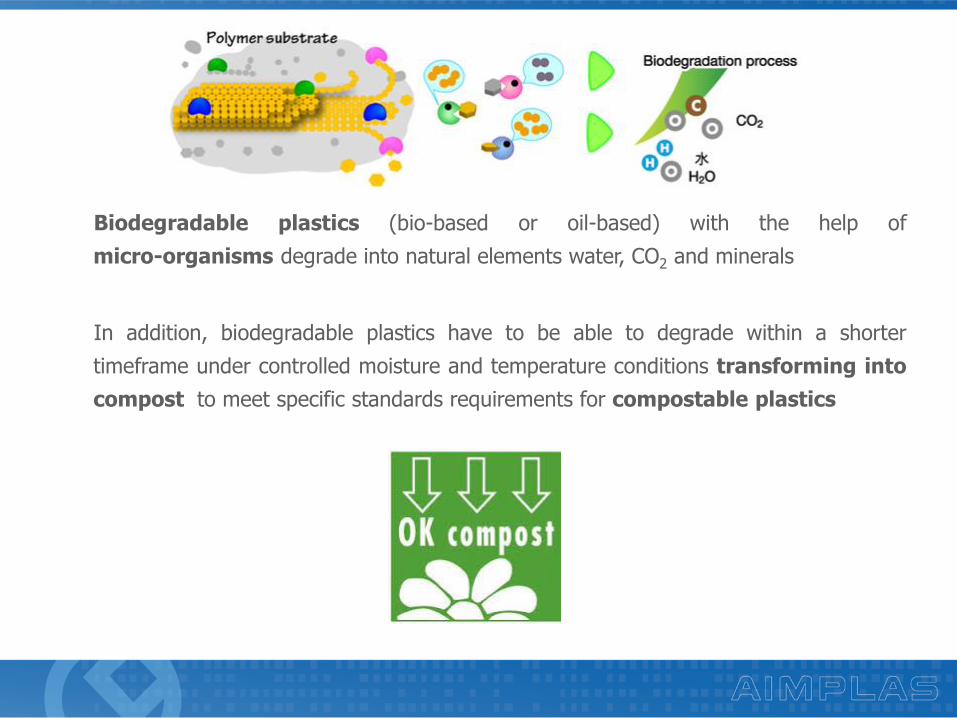
Biodegradable plastics (bio-based or oil-based) with the help of
micro-organisms degrade into natural elements water, CO2 and minerals
In addition, biodegradable plastics have to be able to degrade within a shorter
timeframe under controlled moisture and temperature conditions transforming into
compost to meet specific standards requirements for compostable plastics
Testing for certification according to standard EN 13432
encompasses:
• Chemical test: Threshold values for heavy metals
• Biodegradability in controlled composting conditions: Proof must be made that at
least 90% of the organic material is converted into CO2 within 6 months.
• Disintegration: After 3 months composting and subsequent sifting through a 2 mm
sieve no more than 10% residue may remain
• Practical test of compostability in a semi-industrial (or industrial) composting
facility: No negative influence on the composting process is permitted
• Ecotoxicity test: Examination of the effect of resultant compost on plant growth
(agronomic test)

Starch based films TPS
Starch blends from corn, potato, etc. are chemically modified to extrude films
Good mechanical properties
Good printability
Good oxygen barrier
Soft touch
Antistatic
Low COF

Starch based films TPS
Starch blends from corn, potato, etc. are chemically modified to extrude films
Good mechanical properties
Good printability
Good oxygen barrier
Soft touch
Antistatic
Low COF
Low thermal resistance
Very sensitive to water moisture
Opaque and matt appearance

Starch based films TPS
Starch blends from corn, potato, etc. are chemically modified to extrude films
Good mechanical properties
Good printability
Good oxygen barrier
Soft touch
Antistatic
Low COF
Main applications include bags for shopping
or organic waste collection
Low thermal resistance
Very sensitive to water moisture
Opaque and matt appearance
Poly Lactide Acid PLA
Polymerized material after corn starch biofermentation process
Oriented BOPLA enhance mechanical strength
Good oxygen and aroma barrier
Good printability
Excellent transparency and gloss
Sealable at low temperatures
Good twisting and deadfold behaviour
Good resistance to oils

Poly Lactide Acid PLA
Polymerized material after corn starch biofermentation process
Oriented BOPLA enhance mechanical strength
Good oxygen and aroma barrier
Good printability
Excellent transparency and gloss
Sealable at low temperatures
Good twisting and deadfold behaviour
Good resistance to oils
Poor thermal resistance
Poor moisture barrier
Very low elongation
Stiff and glassy

Poly Lactide Acid PLA
Polymerized material after corn starch biofermentation process
Oriented BOPLA enhance mechanical strength
Good oxygen and aroma barrier
Good printability
Excellent transparency and gloss
Sealable at low temperatures
Good twisting and deadfold behaviour
Good resistance to oils
Used in food flexible packaging
Poor thermal resistance
Poor moisture barrier
Very low elongation
Stiff and glassy

Copolyester blends PLA + PBAT
Thermoplastic compounds for film extrusion (trade names Ecovio, Bio-Flex)
More flexible films with elongation similar to LDPE
Higher tear strength
Good printability
Sealable at low temperatures
Pleasant soft touch

Copolyester blends PLA + PBAT
Thermoplastic compounds for film extrusion (trade names Ecovio, Bio-Flex)
More flexible films with elongation similar to LDPE
Higher tear strength
Good printability
Sealable at low temperatures
Pleasant soft touch
Used in laminated films,
mulch agricultural film,
bags for shopping
or organic waste collection

RGB21/160/0
Multilayer films applications
Aseptic packaging, Retort
Puddings, soaps, sauces
PET/Al Foil/LDPEPET/Al Foil/PPCast
PE/Al Foil/PE/Papel/PE
Bag in Box Wine, juices… Met PET / EVA o LDPEMet PA / EVA o LDPE
LLDPE/TL/EVOH/TL/LLDPE
Dry food Cereals HDPE/HDPE/EVAHDPE/TL/PA/Ionomer
Snacks Chips, nuts… BOPP/LDPEPET/LDPE
Met BOPP / BOPPMet PET/LDPE
Coffee Coffee PET/MetPET/LLDPEPET/Al Foil/LDPE
Met BOPP/PE/TL/EVOH/TL/PE/LDPEPA PVdC coating / LLDPE
Cheese Cheese PET / PA / PE
Frozen meals Fish, vegetables EVA/LLDPE/EVALLDPE/HDPE/LLDPE
MAP Fruits, vegetables Cast Homo PP/ Random PPLLDPE/mLLDPE/LLDPE
PE Pr / PE

RGB21/160/0
Multilayer films applications
Retort, Boiling, Hot Fill
PET Pr/ Al Foil / CPP
PET Pr / Al Foil / OPA / CPP
PET Pr / CPP
PET Pr / Al Foil / LDPE
PET Pr / PET Met / LDPE
PET Pr / OPA / LDPE
RGB21/160/0
Multilayer films applications
Microwave
PET AlOx / OPA / CPP

RGB21/160/0
Multilayer films applications
Aseptic bags and sackets
LDPE / Paper Pr / Al Foil / LDPE
PET Pr / Al Foil / LDPE

RGB21/160/0
Multilayer films applications
Wet towells, cosmetics
PET Pr / LDPE
PET Pr / PET Met / LDPE
PET Pr / BOPA / PET Met / LDPE
PET Pr / Al Foil / LDPE

RGB21/160/0
Multilayer films applications
Bag in Box
Met PET / EVA o LDPE
Met PA / EVA o LDPE
PET Pr / BOPA / PET Met / LDPE
LDPE /TL / EVOH / TL / LDPE
PA / EVOH / PA / TL / LDPE

RGB21/160/0
Multilayer films applications
Dry food, cereals
HDPE / HDPE / LDPE
HDPE / HDPE / EVA
HDPE / TL / EVOH / TL / EVA
HDPE / PA / TL / EVA
HDPE / TL / PA / Ionomer
HDPE / TL / EVOH / Ionomer

RGB21/160/0
Multilayer films applications
Pasta, rice
BOPP Pr / CPP

RGB21/160/0
Multilayer films applications
Pet food
PET Pr / LDPE
PET Pr / PET Met / CPP

RGB21/160/0
Multilayer films applications
Snacks, confectionery
BOPP Pr / LDPEPET Pr / LDPE
BOPP Pr / BOPP MetBOPP Pr / CPP
BOPP Pr /Met PET / CPP

RGB21/160/0
Multilayer films applications
Coffee
PET Pr / Met PET o Al Foil / LDPE
BOPA Pr / Met PET / LDPE
BOPP Pr / Met PET / LDPE

RGB21/160/0
Multilayer films applications
Cheese
OPA / LDPE
PET Pr/ OPA / LDPE
PET PVDC Pr / LDPE or CPP
PA / EVOH / PA / TL / PE

RGB21/160/0
Multilayer films applications
Meat
PET Pr/ OPA / LDPE
PA / IonomerPA / TL / EVOH / TL /LDPE
PE / TL / PA / EVOH / PA / TL / PE

RGB21/160/0
Multilayer films applications
Frozen food
EVA/LDPE/EVAMHDPE/HDPE/LDPE o EVA
PET Pr / LDPE o EVA

RGB21/160/0
Multilayer films applications
Salad bag and lids
BOPP Pr / BOPP
BOPP Pr / CPP
PET Pr / LDPE
PET Pr / PET Pelable anti-fog

RGB21/160/0
Multilayer films applications
Lids iogurt, jelly
PET Pr / Al Foil HS lacquer
PET Pr / PET Met HS lacquer
Pr Papel / PET Met HS lacquer

How to identify the different plastic film materials?

METHOD 1:
Infrared spectroscopy analysis FTIR

METHOD 2:
Using a surface energy pen test,

METHOD 2:
Using a surface energy pen test,
a lighter,
METHOD 2:
Using a surface energy pen test,
a lighter,
…… and a skilled nose

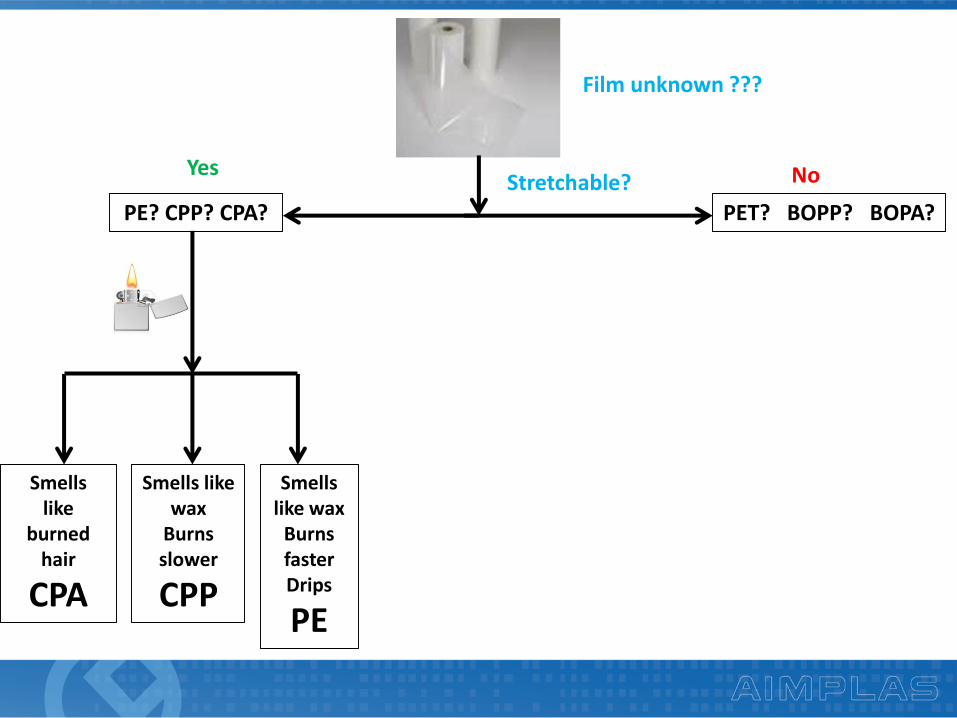
Film unknown???

Film unknown ???
Stretchable?
PE? CPP? CPA?
Yes
PET? BOPP? BOPA?
No

Film unknown???
Stretchable?
PE? CPP? CPA?
Yes
PET? BOPP? BOPA?
No
Smellslike
burnedhair
CPA

Film unknown ???
Stretchable?
PE? CPP? CPA?
Yes
PET? BOPP? BOPA?
No
Smellslike
burnedhair
CPA
Smells likewax
Burnsslower
CPP
Film unknown ???
Stretchable?
PE? CPP? CPA?
Yes
PET? BOPP? BOPA?
No
Smellslike
burnedhair
CPA
Smells likewax
Burns slower
CPP
Smellslike wax
Burns fasterDrips
PE

Film unknown???
Stretchable?
PE? CPP? CPA?
Yes
PET? BOPP? BOPA?
No
Smellslike
burnedhair
CPA
Smells likewax
Burns slower
CPP
Smellslike wax
Burns fasterdrips
PE
SideNot
Treated
<38
BOPP

Film unknown???
Stretchable?
PE? CPP? CPA?
Yes
PET? BOPP? BOPA?
No
Smellslike
burnedhair
CPA
Smells likewax
Burns slower
CPP
Smellslike wax
Burns fasterdrips
PE
SideNot
Treated
<38
BOPP
SideNot
treated
>38

Film unknown???
Stretchable?
PE? CPP? CPA?
Yes
PET? BOPP? BOPA?
No
Smellslike
burnedhair
CPA
Smells likewax
Burns slower
CPP
Smellslike wax
Burns fasterdrips
PE
SideNot
treated
<38
BOPP
SideNot
treated
>38
BOPA
Smellslike
burned
hair

Film unknown???
Stretchable?
PE? CPP? CPA?
Yes
PET? BOPP? BOPA?
No
Smellslike
burnedhair
CPA
Smells likewax
Burns slower
CPP
Smellslike wax
Burns fasterdrips
PE
SideNot
treated
<38
BOPP
SideNot
treated
>38
BOPA
Smellslike
burned
hair
PET
KrispyBurns
brightly
Sweet smell

Thank you
Contacte with us:
www.aimplas.es
Tel. 96 136 60 40
www.facebook.com/aimplas
Twitter: @aimplas


















