WELDING PROCEDURE DEMO- SPECIFICATION (WPS) GMAW … D1.6.pdf · Cap As Required, see notes 1.6 mm...
1
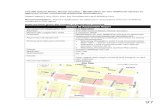
Prepared by: WPSAmerica.com WELDING PROCEDURE SPECIFICATION (WPS) Identification # DEMO-GMAW Ref. Code AWS D1.6 Company Name: www.WPSAmerica.com Address: [email protected], Toll Free: 1 (877) WPS-WELD PQR No. PREQUALIFIED Process GMAW Process Type Semi-Automatic Position Flat Base Metals Austenitic Stainless Steel Alloy Grades 304, 304L, 316 or 316L of Group A or B of Table 3.2-AWS D1.6 Filler Metals AWS A5.9: ER308L; ER308LSi; ER308; ER308Si; ER316L; ER316LSi; ER316; ER316Si Shielding Gas Flux (SAW) Ar+ 2% CO2 (Or) Ar+ 2% O2 Flow Rate 30-45 CFH Nozzle Dia. 5/8 in Weld Type Complete Joint Penetration Groove Weld Current/ Polarity DCEP Electrical Stick Out ESO (in) 5/8 to 3/4 Preheat / Interpass Temp., Min To free surfaces from moisture, Max Interpass 175 °C (350 °F) Joint Details/ Joint Design Used/ Sketch: Welding Procedure: Thickness (T) mm (in) Weld Size ETT (E) Side Weld Layers Pass No. Filler Metal Diameter mm (in) Current Amps Volts Wire Feed Speed (IPM) Travel Speed (IPM) T<=6 mm (1/4) T>=6 mm (1/4) T>=6 mm (1/4) T>=10 mm (3/8) T 1 and 2 Root, Fill, Cap As Required, see notes 1.6 mm (0.062, 1/16) 260-310 25-28 175-200 10 to 20 310-330 26-29 200-250 330-360 27-31 250-275 360-390 28-32 275-300 Notes, Technique or Code’s rules: -Transfer Mode: Spray -For low or high temp., corrosive or any critical applications always confirm wire choice with manufacturer. -Shielding gases shall conform to AWS A5.32/A5.32M -For similar metal joints, use filler metal of matching composition, (e.g.: weld 304L with 308L wire), (316 with 316, and 316L with 316L wire). -Dissimilar joining, use the lower alloyed of the two base metals, (e.g. use 308 to join 304 to 316). -If both metals are low carbon (3XXL), then use 3XXL filler metal as well. -Maximum thickness of layer is 5 mm (3/16) for root pass and 6 mm (1/4) for subsequent layers. -The minimum size of a root pass shall be sufficient to prevent cracking. Originated by: John Smith, Welding Engineer Date: 04, 29, 2005 Revision (1) Authorized by: Jim Clark, Quality Manager Date: 04, 29, 2005 Caution Note: Use of prequalified joint is not intended as a substitute for engineering judgment in the suitability of application to a welded assembly or connection.
Transcript of WELDING PROCEDURE DEMO- SPECIFICATION (WPS) GMAW … D1.6.pdf · Cap As Required, see notes 1.6 mm...

Prepared by:WPSAmerica.com
WELDING PROCEDURE SPECIFICATION (WPS)
Identification # DEMO-GMAW
Ref. Code AWS D1.6
Company Name: www.WPSAmerica.com
Address: [email protected], Toll Free: 1 (877) WPS-WELD PQR No. PREQUALIFIED
Process GMAW Process Type Semi-Automatic Position Flat Base Metals Austenitic Stainless Steel Alloy Grades 304, 304L, 316 or 316L of Group A or B of Table 3.2-AWS D1.6
Filler Metals AWS A5.9: ER308L; ER308LSi; ER308; ER308Si; ER316L; ER316LSi; ER316; ER316Si
Shielding Gas Flux (SAW)
Ar+ 2% CO2 (Or) Ar+ 2% O2
Flow Rate 30-45 CFH
Nozzle Dia. 5/8 in
Weld Type Complete Joint Penetration Groove Weld Current/ Polarity DCEP
Electrical Stick Out
ESO (in)5/8 to 3/4
Preheat /Interpass Temp., Min
To free surfaces from moisture, Max Interpass 175 °C (350 °F)
Joint Details/ Joint Design Used/ Sketch:
Welding Procedure:
Thickness (T) mm (in)
Weld Size ETT (E)
Side
WeldLayers
PassNo.
Filler Metal Diametermm (in)
Current Amps
Volts
Wire Feed Speed(IPM)
Travel Speed (IPM)
T<=6 mm (1/4) T>=6 mm (1/4) T>=6 mm (1/4) T>=10 mm (3/8)
T 1
and2
Root,Fill, Cap
AsRequired,see notes
1.6 mm (0.062, 1/16)
260-310 25-28 175-200
10 to 20 310-330 26-29 200-250
330-360 27-31 250-275
360-390 28-32 275-300
Notes, Technique or Code’s rules:-Transfer Mode: Spray-For low or high temp., corrosive or any critical applications always confirm wire choicewith manufacturer.-Shielding gases shall conform to AWS A5.32/A5.32M-For similar metal joints, use filler metal of matching composition,(e.g.: weld 304L with 308L wire), (316 with 316, and 316L with 316L wire).-Dissimilar joining, use the lower alloyed of the two base metals,(e.g. use 308 to join 304 to 316). -If both metals are low carbon (3XXL), then use 3XXL filler metal as well. -Maximum thickness of layer is 5 mm (3/16) for root pass and 6 mm (1/4) for subsequent layers.-The minimum size of a root pass shall be sufficient to prevent cracking.
Originated by: John Smith, Welding Engineer
Date: 04, 29, 2005 Revision (1)Authorized by:
Jim Clark, Quality Manager
Date: 04, 29, 2005Caution Note: Use of prequalified joint is not intended as a substitute for engineering judgment in the suitability of application to a welded assembly or connection.


![OSLON Square Datasheet Version 1.3 GW CSSRM2IV [cd] M9 260 270 84 MF 270 280 88 N1 280 290 91 NP 280 304 93 N2 290 300 94 N3 300 310 97 NQ 304 330 101 N4 310 320 100 N5 320 330 103](https://static.fdocuments.in/doc/165x107/60b2926160d74d68d6370f0f/oslon-square-datasheet-version-13-gw-cssrm2-iv-cd-m9-260-270-84-mf-270-280-88.jpg)











![o v } W o µ P } ' µ ] - Connolly Sales & Marketing · · 2015-01-087088-2 330 7735-10 330 7773 331 7808-3 310 7088-10 330 7742 194 n7773-ho 331 7808-7 310 7107 153 7744-2 330](https://static.fdocuments.in/doc/165x107/5ad1b3a07f8b9aff738bf67f/o-v-w-o-p-connolly-sales-330-7735-10-330-7773-331-7808-3-310-7088-10-330.jpg)