Vibration Specifications Standards Gearboxes With Alarm Limits
50
Vibration Specifications Standards Setup Criteria Instrumentation Requirements Vibration measurements will be made with an FFT analyzer. The type, model, serial number(s) and latest certified calibration date of all equipment used in the measurement of vibration levels for machine certification, shall be recorded and made available upon request. FFT Analyzer • The FFT Analyzer shall be capable of a line resolution bandwidth Df = 150 CPM for the frequency range specified for machine certification unless this restriction would result in less than 800 lines of resolution, in which case the requirement defaults to 800 lines of resolution. (Higher resolution may be required to resolve "Side Bands," or in Band 1 to resolve machine vibration between 0.3X and 0.8X Running Speed.) • The Dynamic Range shall be a minimum of 90 dB. • The FFT analyzer shall be capable of applying a Hanning window. • The FFT analyzer shall be capable of linear non-overlap averaging. • The FFT analyzer shall have anti-aliasing filters. MEASUREMENT SYSTEM ACCURACY The measurement system (FFT analyzer, cables, transducer and mounting) used to take vibration measurements for machine certification and acceptance shall have a measurement system. Amplitude accuracy over the selected frequency range as follows: • For displacement and velocity measurements ±l0% or ±1 dB. • For acceleration measurements ±20% or ±1.5 dB. Figure 1 Measurement System Frequency Response MEASUREMENT SYSTEM CALIBRATION
-
Upload
hemanth-kumar -
Category
Documents
-
view
71 -
download
2
Transcript of Vibration Specifications Standards Gearboxes With Alarm Limits

Vibration Specifications Standards Setup Criteria
Instrumentation Requirements
Vibration measurements will be made with an FFT analyzer. The type, model, serial number(s) and latest certified calibration date of all equipment used in the measurement of vibration levels for machine certification, shall be recorded and made available upon request.
FFT Analyzer
• The FFT Analyzer shall be capable of a line resolution bandwidth Df = 150 CPM for the frequency range specified for machine certification unless this restriction would result in less than 800 lines of resolution, in which case the requirement defaults to 800 lines of resolution. (Higher resolution may be required to resolve "Side Bands," or in Band 1 to resolve machine vibration between 0.3X and 0.8X Running Speed.)
• The Dynamic Range shall be a minimum of 90 dB.
• The FFT analyzer shall be capable of applying a Hanning window.
• The FFT analyzer shall be capable of linear non-overlap averaging.
• The FFT analyzer shall have anti-aliasing filters.
MEASUREMENT SYSTEM ACCURACY
The measurement system (FFT analyzer, cables, transducer and mounting) used to take vibration measurements for machine certification and acceptance shall have a measurement system. Amplitude accuracy over the selected frequency range as follows:
• For displacement and velocity measurements ±l0% or ±1 dB. • For acceleration measurements ±20% or ±1.5 dB.
Figure 1 Measurement System Frequency Response
MEASUREMENT SYSTEM CALIBRATION
Vibration equipment (transducer, preamplifier, FFT analyzer, recorder and connecting cable) used to take vibration measurements for machine certification and acceptance must be calibrated by a qualified instrumentation laboratory in accordance with Sections 5.1 and 5.2 of ANSI S2.17-1980 "Technique of Machinery Vibration Measurement" within one (1) year prior to the date of machine certification.
Calibration shall be traceable to the National Institute of Standards and Technology (NIST) in accordance with MIL-STD45662 "Military Standard Calibration Systems Requirements" (10 June 1980) or latest revision.

VIBRATION TRANSDUCERS
An accelerometer shall be used in the collection of data for machine certification and acceptance. The accelerometer must be selected and attached to the machine in such a way that the minimum frequency (Fmin) and maximum frequency (Fmax) as specified in Section 9 or specified otherwise by the purchaser, are within the usable frequency range of the transducer and can be accurately measured (reference recommendations of pickup manufacturer and/or Section 6.3, ANSI S2.17-1980).
The mass of the accelerometer and its mounting shall have minimal influence on the frequency response of the system over the selected measurement range. (Typical mass of accelerometer and mounting should not exceed 10 % of the dynamic mass of the structure upon which the accelerometer is mounted.) Reference Appendix for Dynamic Mass definition and Procedure to Determine Mass Effect
Integration is acceptable as a means of converting acceleration measurements to velocity or displacement, or for converting velocity measurements to displacement.
VIBRATION MEASUREMENT AXES DIRECTIONS
Axial direction (A) shall be parallel to the rotational axis of the machine.
Radial directions (R) shall be: • at 90° (perpendicular) relative to the shaft (rotor) centerline.
Vertical shall be in a radial direction: • on a machine surface opposite the machine mounting plate.
For motors or pumps that are end mounted, vertical readings shall be taken in a radial direction relative to axial readings on a surface opposite the machine to which the motor or pump is attached (reference Figure 2-b).
Horizontal shall be in a radial direction: • at a right angle (90°) from the vertical readings: • In the direction of the shaft (rotor) rotation (Reference Figure 2a and 2b). • For electric motors, the Electrical Connection Box (Pot Head) may be used as the horizontal location relative to vertical (reference Figure 3).
Other: • Any radial direction other than Horizontal or Vertical
(A) FOOT-MOUNTEDFigure 2 Vibration Measurement Axes Directions

(B) END-MOUNTEDFigure 3 Vibration Measurement Axes Directions
VIBRATION MEASUREMENT LOCATIONS
Required measurement positions and orientations on a machine's surface at which vibration measurements are to be taken shall be determined by mutual agreement of the purchaser and the machine builder, and shall meet the following requirements:
Follow the convention specified, unless specified otherwise by the purchaser.
If an obstruction or safety prevents locating a transducer as specified, locate as close as possible to the standardized position.
Measurement locations used for machine certification and acceptance shall be identified on the machine layout drawing and/or machine as mutually agreed upon by the purchaser and the machine builder.
Vibration measurement locations shall be on a rigid member of the machine, as close to each bearing as feasible. Bearing housings, bearing pedestals, machine casings or permanently mounted pickup mounting blocks are examples of suitable mounting locations.
Vibration measurement location shall NOT be on a flexible cover or shield such as the fan cover on an electric motor or a sheet-metal belt guard.
Guarding must be designed to allow accessibility to all measurement locations
In the event that vibration monitoring points will be rendered inaccessible after the machine is built or access to the measurement points would present a safety problem during measurement, the purchaser shall be contacted to determine if Permanently mounted transducers are to be installed.
Measurement locations shall be numbered consecutively from 1 to N in the direction of power flow per the following:
Position 1 designates the "out-board" Starting Power Point bearing location of the driver unit of the machine. Position N designates the bearing location at the "terminating" Power Point bearing location of the driven machine. (Reference Figure 3A and Figure 4)
When a machine station consists of multiple components, such as two or more spindles, consecutive numbering of components shall be in the direction of process flow. (Reference Figures 3A and 3B).

Figure 3A Order and Consecutive Numbering Sequence
Figure 3B Order and Consecutive Numbering Sequence
Measurement locations documented for certification and acceptance on the machine layout drawing and on any vibration data submitted shall follow the following convention:
• Station or Machine • Component • Position • Orientation
Reference Figure 3C
Figure 3C Measurement Location Documentation Convention

Other Component Symbols not listed above should be agreed upon by the machine tool builder and the purchaser on an as-needed basis.
TRANSDUCER & MACHINE MOUNTING CONDITIONS
VIBRATION TRANSDUCER MOUNTING At the designated measurement positions, suitable surfaces shall be provided such that the mounted transducer will attach securely.
Hand-held pickups are not acceptable for measurement by this specification.
For a magnetic base mounted transducer the location on a machine's surface at which vibration measurements are to be taken shall be machined, if necessary, such that the magnet base can be attached firmly without "rocking."
For a stud mounted transducer the machine's surface at which vibration measurements are to be taken shall be in accordance with that specified by the transducer manufacturer (torque, grease, etc.) Designated transducer type to be specified by the purchaser.
If an adhesive is used to attach either the transducer or a magnetic mounting pad, the upper frequency limit of the transducer shall be reduced by 20% of the manufacturer's stated resonance for "hard" adhesives and by 50% of the manufacturer's stated resonance for "soft" adhesives. Transducer manufacturer's specifications should be consulted.
The vibration transducer as mounted must be such that the measurement system Amplitude accuracy over the selected frequency range equals or exceeds the requirements specified
MACHINE MOUNTING
Where a machine can be tested as an individual unit (e.g. motor, spindle, etc.) the machine must be mounted as specified
Where an individual machine can be tested only as an assembled unit (e.g. motor/pump, motor/fan, etc.), the machine mounting conditions shall be as equivalent as possible/feasible to those to be encountered upon installation at the purchaser's site.

Figure 4 Vibration Measurement Locations
Motor - Gear Box Spindle System (e)Figure 4 Vibration Measurement Locations Continued
TECHNICAL REQUIREMENTS
VIBRATION MEASUREMENT UNITS
Vibration data for machine certification and acceptance shall be expressed in the following measurement units:

The "Peak" and "Peak-to-Peak" Vibration Amplitude Measurements will be a Calculated Peak not a True Peak. The Calculated Peak will be derived from the RMS level based on the following equations:
Peak (P) = 1.414 x RMSPeak-to-Peak (P-to-P) = 2 x (P) = 2 x 1.414 x RMS
If a "True Peak" is required, the units of vibration measurement will be designated by the words "True Peak".
FREQUENCY BANDS
The frequency range of measurement shall be divided into sub-groups called bands. The Fmin and Fmax for each band will be defined in units of frequency or orders of running speed of the machine.(Ref. Figure 5)
Mandatory Bands Band 1 shall be (0.3 - 0.8) X Running Order Band 2 shall be (0.8 - 1.2) X Running Order Band 3 shall be (1.2 - 3.5) X Running Order
Other Bands
Bands 4 through N shall be defined by the specific machine tool application.
Figure 5 Frequency Bands
LINE AMPLITUDE ACCEPTANCE LIMITS
For vibration level limits specified in terms of "LINE AMPLITUDE ACCEPTANCE LIMITS": • A line of resolution will have a band width Df = 150 CPM unless specified otherwise, or unless the Df = 1500 CPM restriction would result in less than 800 lines of resolution over the frequency range specified for certification, in which case the resolution requirement will default to 800 lines. (Greater resolution may be required to resolve "Side Bands," or in Band 1 to resolve machine vibration between 0.3X and 0.8X Running Speed.

• The maximum amplitude of any line of resolution contained within a band shall not exceed the Line Amplitude Acceptance Limit for the Band.
BAND-LIMITED OVERALL AMPLITUDE ACCEPTANCE LIMITS
For vibration level limits specified in terms of "BAND-LIMITED OVERALL AMPLITUDE ACCEPTANCE LIMITS" the Total vibration level "A" in a band, as defined by the following equation, shall not exceed the Overall Amplitude Acceptance Limit specified for the Band
A = Overall vibration level in the BandAi = Amplitude in the ith line of resolution in the Band(I=1) =The first line of resolution in the Band(i=N) = The last line of resolution in the BandN = The number of lines of resolution in the Band
If the total energy in a peak is to be measured, a minimum of 5 lines of resolution must be used and the peak must be centered in the band.
If a line of resolution is coincidental with the Fmin/Fmax Of two adjacent bands, that line of resolution will be included in the band having the lowest acceptance level limit.
The amplitude range sensitivity of the FFT Analyzer shall be set to the maximum input sensitivity possible without overloading such that the actual measurement uses at least 80 dB of the Dynamic Range.
Certification will be based on:• Hanning Window.• Four (4) averages (Linear non-overlapping).
The transducer mounting shall be such that the measurement system Amplitude accuracy over the selected frequency range equals or exceeds the requirements. This may require the use of more than one accelerometer where potentially high frequencies might occur (such as gear mesh or harmonics of gear mesh) along with lower frequencies (such as due to unbalance, misalignment, looseness, etc.)
ALIGNMENT
All coupled rotating machines consisting of consecutive shafts connected through a coupling (whether rigid or flexible) shall be aligned within the tolerances specified by the purchaser in the "Request for Quote." If the Purchaser does not specify an alignment tolerance, the requirements of this Standard defaults to the tolerance limits specified in Alignment Specification
Consideration shall be given to any "thermal growth" that may occur during the normal operation of the machine that would cause the machine to "grow out of alignment" to the extent that the alignment tolerances of this specification would not be met.
BALANCING
STANDARD KEY
For rotating machines and machine components with a keyed shaft, balancing will achieved using a standard one-half key in the key seat in accordance with ISO 8821-1989. If a "full key", corresponding to

the half key used for balancing, is not provided with the rotating machine, a tag, as shown below, will be attached to the machine indicating the dimension of the key used to perform the balance test.
Figure 6 Balance Test Key Dimension
The use of solder or similar deposits to achieve rotor balance is not acceptable. Any parent metal removed to achieve dynamic or static balance shall be drilled out in a manner which will maintain the structural integrity of the rotor.
MACHINE QUOTATION, CERTIFICATION, AND ACCEPTANCE
QUOTATION
The Quotation shall specify that the equipment will meet the applicable vibration level limits in Section 9 of this Specification - or the vibration level limits specified by the purchaser in the "Request for Quote."
The Quotation shall state the applicable specification vibration level limits being quoted.
Any additional costs required to meet the specification limits shall be grouped in a separate section of the Quotation and titled "VIBRATION LIMITS." Costs must be itemized and sufficiently detailed to permit a complete evaluation by the Purchaser.
MEASUREMENT REQUIREMENTS FOR MACHINE CERTIFICATION
Vibration measurements shall:
Be the responsibility of the supplier unless specified otherwise by the purchaser.
Be performed by technically qualified person who is trained and experienced in vibration measurement. The technical qualifications of the person doing the vibration certification shall be submitted as a part of the machine vibration certification data.
Be taken with the machine operating as specified in Section 9 Where "no load" is specified, no actual machining such as cutting, grinding, etc. is to be taking place during collection of machine vibration data. Where "rated load" is specified, rated operating load--either actual or simulated--will be applied during collection of machine vibration data.
Prior to taking vibration measurements, the machine will be "run-in" until it reaches speed and thermal stability.
Vibration data for machine certification shall be measured during "run-off' at the vendor's facility. Where it is impractical to set-up and test a complete machine at the vendor's facility, arrangements shall be made to perform the test at the purchaser's facility. Under this circumstance, shipment of the equipment does not relieve the vendor of the responsibility for meeting the specified vibration level limits.

The purchaser shall have the option to verify vibration data of equipment during machine "run-off' at the vendor's test site prior to shipment
The machine layout drawing shall be submitted as a part of the Machine Vibration Certification. Vibration measurement locations on the machine's surface at which vibration measurements are taken shall be designated on the drawing. At the option of the purchaser, Shaft speeds (RPM), gear type and number of gear teeth, gear mesh frequencies (CPM), bearing manufacturer's name, bearing type number and class, shall be identified on the machine layout drawing. Where gearboxes are involved, an insert such as illustrated in Figure 4-e shall be included on the machine layout drawing.
ACCEPTANCE
Authorization for machine/equipment acceptance based on the vibration limits of this specification requires signature by the purchaser's authorized representative. A copy of the acceptance must be sent to the plant's purchasing department before final acceptance is authorized.
Vibration Specifications Standards Gearboxes With Alarm Limits
Gearboxes shall not exceed the Vibration Limits specified
Figure 1 Line Amplitude Acceptance Limits for Gearboxes
Figure 2 Band-Limited Overall Amplitude Acceptance Limits for Gearboxes

Vibration Specifications Standards Electrical Motors With Alarm Limits
Electrical Motor Requirements
Motors will be defined by four (4) categories:Standard motor.......Utility OperationsSpecial motor..........Semi-Finish OperationsPrecision motor.......Finish OperationsOther motor............Per agreement by vendor and Lockheed Martin
The frequency range for motor certification will be from Fmin = 0.3 X Running Speed (synchronous speed) to Fmax = 120,000 CPM (2,000 Hertz)
Alternating current motors will be tested at rated voltage and frequency, and no load. Single speed alternating current motors will be tested at synchronous speed. A multi-speed alternating current motor will
be tested at all its rated synchronous speeds. Direct current motors will be tested at their highest rated speed. Series and universal motors will be tested at operating speed.
Note: The required deflection is inversely proportional to the speed squared.
MOTOR ISOLATION
Method of Motor Isolation for Measuring Vibration Place the motor on an elastic mounting so proportioned that the up and down natural frequency shall be at least as low as 25 percent of the test speed of the motor. To accomplish this it is required that the elastic mounting be deflected downwards at least by the amounts shown in the Following table due to the weight of the motor. When a flexible pad is used the compression shall in no case be more than 50 percent of the original thickness of the flexible pad; otherwise the supports may be too stiff.
MOTOR SYNCHRONOUS SPEED(RPM) ISOLATION PAD COMPRESSION(INCHES)900 11200 9/161800 1/43600 1/167200 1/64
Note: The required deflection is inversely proportional to the speed squared.
MOTOR ISOLATION
Method of Motor Isolation for Measuring Vibration
All new and rebuilt motors shall conform to the vibration limits specified when tested in accordance with this specification.
CRITICAL SPEED

Completely assembled motors shall have a percentage separation between the rotor shaft first actual critical speed and the rated motor speed as specified:
ROTOR DESIGN FIRST ACTUALCRITICAL SPEED LOCATIONRigid Shaft At least 25% Above Rated Motor SpeedFlexible Shaft Maximum of 85% of Motor Speed
LIMITS
All electrical motors defined by NEMA Standard MG-1-1993 Section I "Classification . According to Size,” Small (fractional), Medium (integral) and Large Machines, shall meet the following requirements:
The Velocity Amplitude (Inch/sec-Peak) of any line of resolution, measured at bearing locations in any direction shall not exceed the Line-Amplitude Band Limit values specified in and graphed when determined in accordance with using the frequency range defined
The Acceleration Overall Amplitude (g's Peak) at bearing locations in any direction (ref. Section 4) shall not exceed the Band-Limited Overall Amplitude Acceptance Limit values specified and graphed when determined in accordance with Section using the frequency range defined.
ELECTRICAL MOTOR CERTIFICATION
The amplitude of vibration at bearing locations in any direction shall not exceed the values listed.
Vibration signatures of velocity and acceleration, and a listing of the maximum peak velocity in each band for vibration measurements taken at position 1 horizontal, position 2 vertical, and position 3 axial shall be submitted as part of the motor certification. The data shall be identified with the Motor Serial Number, Frame Number, Model Number, Horsepower and Synchronous speed.
The motor nameplate shall carry the following designation:

Vibration data and signatures must be submitted with the motor to the Maintenance Engineering Department or other authorized representative before acceptance of the motor will be authorized.
Motors not meeting the certification shall be rejected.
Figure 1 Maximum Allowable Vibration Limits for Electric Motors

Vibration Specifications Standards General Industrial Machines With Alarm Limits
If Vibration Limit values are not available for the machine being considered, the Specification Limit shall (unless specified otherwise by the purchaser) default to the following:
Non-machine Tools and Non-precision Machine Tools shall not exceed the Vibration Limits specified and graphically illustrated
Figure 1 DEFAULT Line Amplitude Acceptance Limits for Non-Machine Tools and Non-Precision Machine Tools

Figure 2 DEFAULT Band-Limited Overall Amplitude Acceptance Limits for Non-Machine Tools and Non-Precision Machine Tools
Specifications Standards For Shafts Alignment
Coupled shaft alignment is the positioning of two or more machines so that the rotational centerlines of their shafts are co-linear at the coupling center under operating conditions.
LASER SHAFT ALIGNMENT SYSTEM REQUIREMENTS
The Laser Alignment System used for Coupled Shafts Alignment shall use either a combined laser emitter and laser target detector unit or separate units for its laser emitter and laser target detector.
SHAFT ALIGNMENT TOLERANCES
All shaft-to-shaft centerline alignments shall be within the tolerances specified unless more precise tolerances are specified by the machine manufacturer or by the purchasing engineer for special applications.
COUPLED SHAFT ALIGNMENT TOLERANCE VALUES

JACKSHAFTS Below “critical speed” of Jackshaft Short coupling tolerances apply to each coupling of the jackshaft.Above “critical speed” of Jackshaft Short coupling tolerances apply relative to the centerlines of the two machines.
*References: “The Optalign Training Book, “ 1990, Ludeca Inc., Miami, FL.
The Tolerances specified are the maximum allowable deviations from Zero-Zero Specifications or ALIGNMENT TARGET SPECIFICATIONS (i.e. an intention targeted offset and/or angularity).
Acknowledging that machines often move after start-up due to THERMAL GROWTH, dynamic load shifts, etc., the alignment parameters shall be measured and adjusted for operating conditions.
COUPLED SHAFTS ALIGNMENT VERIFICATION
Laser alignment will be performed on the machine tool builder’s floor on all shaft coupled machines.
When verifying the alignment of coupled shafts the machine tool builder must document and provide the following data for each set of coupled shafts:
a. Alignment tolerances used.b. SOFTFOOTc. Vertical ANGULARITY (Pitch) at the COUPLING POINTd. Vertical OFFSET at the coupling point.e. Horizontal angularity (Yaw) at the coupling point.f. Horizontal offset at the coupling point.
This information shall be provided to the purchaser at the time of functional check out.
Verification of alignment and re-alignment will be conducted at the purchaser’s facility during installation of the equipment.

MACHINE BASES
MACHINE BASE CONSTRUCTION
A solid and rigid machine base is required to achieve and maintain shaft alignment.
Where bases are constructed using concrete or grouts final shaft alignment shall not be conducted until ample curing time has taken place. (A minimum of Thirty days is recommended)
Where the machine foundation installation specification does not require a concrete or grout base or the installation schedule does not permit the proper cure time for the concrete/grout
Where corrosion is or may be a problem the base must be fabricated of corrosive resistant materials. Where the machine base is constructed from commercially available steel or castings:
Use H, M, I, square, tube, and bar shapes with a minimum 0.5 inch (1.27 cm) thickness.
For machine bases consisting of a single steel plate, plate thickness must equal or exceed the thickness of the machine foot, but be no less than 1.0 inch (2.54 cm). The plate surface that the driver and driven machines will bolted to must be machine ground and of sufficient size to accommodate the machine components, push/pull blocks and/or jack screws. Jackscrews must not rest on any rounded edges.
Use of channel or angle stock is not recommended. Where use is necessary, the channel or angle stock must be reinforced using square bar or plate meeting the preceding thickness requirements.
After all welding and machining is completed, stress relieve the entire base.
FOOT CENTER LINES
The stiffness of the machine base shall be sufficient that no foot centerline shall deform or deflect more that .001” (.0254 mm) over the operating range from alignment conditions to full load conditions.
JOINING SHAPES TOGETHER
When joining shapes together they shall conform to the appropriate applicable A.S.M.E. and/or C.W.B. standard(s) for welding.
REQUIREMENTS FOR MACHINE PADS OR FLATS
After all welding and machining has been completed and the base has been stress relieved, the surface of all pads or flats for each machine to be installed on the base must be co-planar, within .001 inch (0.0254 mm).
MACHINE BASE SUPPORT
The feet of the driver and driven machines must not overhang the machine base.
JACKBOLTS
Jackbolts shall be located at the front and rear feet of the movable machine for horizontal alignment positioning. (This requirement also applies to vertically mounted units and vertically mounted flanged units). Jackbolts shall be parallel to the flat/pad surface and align on the center line formed by the hold down bolts in the cross machine direction. Ample room shall be left for removal and insertion of shims used in the vertical alignment of the coupled machines.

HOLD-DOWN BOLTS
The use of hold down bolts is the preferred method of fastening components to the base. Hold-down bolts shall meet the following specifications:
a. Hold-down bolts for both the driver and the driven machine(s) (in pairs or in trains) shall be positioned (spotted) after the machine’s shafts have been aligned.b. Hold-down bolts shall be centered in the hole of the machine foot.c. Hold-down bolts shall be the preferred method of fastening machines to the base.d. Hold-down bolts shall not be undercut (“Chicagoed”) to achieve HORIZONTAL adjustment.
PIPING
Piping must be fitted, supported, and sufficiently flexible such that softfoot due to movement caused by tightening pipe flanges doesn’t exceed .002” (.051 mm). Piping must not restrict the minimum 180 degree rotation requirement of the laser alignment system.
SHIMS
Shims shall meet the following specifications:
a. Commercially die-cut.b. Made of corrosion and crush resistant stainless steel, which is dimensionally stable when subjected to high compression over long periods of time.c. Consistent over the whole shim area, without seams or folds from bending.d. Clean, free from burrs, bumps, nicks and dents of any kind.e. Size numbers or trademarks etched into the shim, not printed or stamped.f. The smallest commercial shim that will fit around the hold down bolts without binding shall be used.g. The overall shim pack shall not exceed a total of three (3) shims.h. Shims must rest on bare metal, not paint or other coatings.
MACHINE VERTICAL MOBILITY
All machines shall be installed with a minimum of .125 inch (3.0 mm) dimensionally stable shims under each surface mounting point for vertical mobility.
COUPLING PLAY/BACKLASH
OEM’s must use only the couplings specified unless otherwise agreed upon by the purchaser. During the alignment process coupling play or backlash must be eliminated to accomplish a precision shaft alignment.
AXIAL SHAFT PLAY
Axial shaft play or end play must be no greater than .125 inch (3.175 mm). Accommodation of end movement must be done without inducing abnormal loads in the connecting equipment.






MACHINE TOOL SPINDLE LASER ALIGNMENT
MACHINE TOOL SPINDLE ALIGNMENT GEOMETRY
Machine Tool Spindle Alignment addresses the geometric relationship between the spindle axis of rotation and a rotation and a reference datum (e.g. a Master Part)
LASER SPINDLE ALIGNMENT SYSTEM REQUIREMENTS

The Laser Alignment System used for Machine Spindle Laser Alignment shall use separate units for its laser emitter and laser target detector so that Tracking Error and Angular Error can be distinguished.
MACHINE SPINDLE ALIGNMENT TOLERANCES
The machine spindle alignment tolerance is MACHINE DEPENDENT and shall be developed by the purchaser and the machine tool builder based on the machining operation and tolerance requirements of the part being machined.
The machine spindle shall be checked relative to a master part/pallet or suitable reference and be within alignment TOLERANCE specifications for:
a. TRACKING ERRORb. ANGULAR ERRORc. POSITION ERROR
The torque applied to the spindle hold down bolts shall comply with the spindle manufacturer’s specification.
For features that require more than one machining operation on the same feature, the alignment tolerance for Tracking and Angular errors for all spindles in the process is the final pass tolerance.
MACHINE BASE AND MACHINE SPINDLE VERIFICATION
The following information shall be provided to the purchaser at the time of runoff.
MACHINE BASE VERIFICATION
When verifying the MACHINE BASE, the machine tool builder shall document and provide the following data:a. The FLATNESS of the surface to which the slide assembly will be bolted.b. The flatness of the QUALIFIED LEVELING POINTS, when the base is mounted in a STRESS FREE CONDITION.c. The COPLANAR condition of the Qualified Leveling Points.d. The Parallelism of the Qualified Leveling Points to the slide assembly mounting surface.e. A Graphic showing the integrity of Flatness and Coplanar conditions.
MACHINE SPINDLE ALIGNMENT VERIFICATION
Laser alignment will be performed at the machine tool vendors location for all Multi-spindle heads, and all box and motorized spindle applications.
When verifying the machine spindle alignment the machine tool builder must document and provide to the purchaser the following data for each spindle:
a. Alignment tolerancesb. Spindle manufacturers recommend torque and sequence of hold down bolts.c. Tracking error (Alignment readings)d. Angular error (Alignment readings)e. Position error (Alignment readings)f. Torque (actual) and torque sequence of hold down bolts.
Verification of alignment and re-alignment will be conducted at the purchasers facility during installation of the equipment.

MACHINE BASE
MACHINE BASE CONSTRUCTION
A solid and rigid machine base is required to achieve and maintain spindle alignment.
Proper Civil engineering and Soil base Sampling should take place prior to pouring the machine base foundation.
Where bases/foundations are constructed using concrete or grouts, final spindle alignment shall not be conducted until ample curing time has taken place. (A minimum of Thirty days is recommended)
The machine base shall meet Level, Flat, and Coplanar requirements in a stress free condition.
The base shall have qualified leveling points. the qualified leveling points allow the machine’s flatness and LEVEL to be checked quickly and easily.
a. The qualified leveling points shall be ACCESSIBLE and outside the projected area occupied by the machine components. (Motors, Pumps, Spindle, Slide, Guards, etc.)
b. The qualified leveling points shall be located above each machine mounting point.
After all welding and machining is completed, stress relieve the entire base.
MACHINE BASE TOLERANCES:
a. Those portions of the machine base surface that support the slide assembly and the qualified leveling points shall be flat within .0002 in per foot (0.0167 mm/meter).
b. The accumulative error in Flatness Surface Integrity over the entire machine base surface shall not exceed the value agreed upon by purchaser and builder.
c. Qualified leveling points shall be coplanar within .0005 inch (0.0127 mm).
d. The qualified leveling points shall be parallel to the slide assembly mounting surface with .0005 inch (0.0127 mm).
MACHINE BASE FLOOR MOUNTING
a. The machine base floor mounting technique shall be approved by the purchaser.
b. Machine base mounting points shall be accessible, adjustable and induce no unnecessary strains on the machine base.
MACHINE WAYS
MACHINE WAYS BOLTED TO MACHINE BASE
Where the individual machine ways are bolted directly to the machine base, shims and/or grinding may be used to achieve vertical angular alignment and a vertical position alignment as dictated by the process and part tolerance. Alignment methodology and tolerances to be determined and agreed upon by the purchaser and the machine builder.
MACHINE WAYS ASSEMBLY
The machine way assembly load bearing areas shall be mounted on individual FULL BEARING FITTING SPACER BLOCKS. The SPACER BLOCKS shall be used to adjust the way assembly VERTICAL

angular alignment (PITCH) and vertical position alignment. The blocks shall have slotted holes for easy removal, have a nominal thickness of .250 inch (6.350 mm) and mounting surfaces (top and bottom) shall be parallel with .0005 inch. (0.0127 mm).
Individual spacer blocks at each bolt may be used where a full bearing fitting spacer block is not practical.
JACKBOLTS shall be used to move the way assembly vertically and be located adjacent to each shim/hold down bolt support point.
PUSH/PULL BLOCKS shall be used to adjust the way assembly’s HORIZONTAL angular alignment (YAW) and horizontal position alignment. The push/pull blocks shall be accessible.
The machine way assembly shall not be doweled to the machine base.
MACHINE SPINDLE ADJUSTMENT DESIGN
The design of an align-able machine spindle assembly shall incorporate the following:
SINGLE AXIS BOX SPINDLES AND BOX SPINDLE CLUSTERS
Push/pull blocks shall be used for tracking and position alignment in the horizontal plane.
Full bearing fitting spacer blocks located under the front, rear, and all other support points of the spindle shall be used for tracking and position alignment in the vertical plane. The blocks shall have slotted holes for easy removal, have a nominal thickness of .250 inch (6.350 mm) and mounting surfaces (top and bottom) shall be parallel within .0005 inch (0.0127 mm).
Flange mounted box spindles are not recommend.
MULTIPLE SPINDLES
Provide push/pull blocks for tracking and position alignment in the horizontal and vertical plane.
A reference spindle shall be designated by the purchaser.
All other spindle axes shall be parallel to the reference spindle axis within .0005 inch per foot (0.0417 mm/meter).
FLANGE MOUNTED SPINDLES
Push/pull blocks shall be used for position alignment in a plane parallel to the flange mounting.
Jackbolts shall be used for tracking error alignment.
BUSHING PLATES
Machine spindle and tooling shall be designed whenever possible to eliminate the need for Bushing Plates.
Where Bushing Plates are necessary:
Bushing liners shall not extend past or above the surface of the bushing plate. Bushing liner ID centerline shall be perpendicular to the bushing plate mounting surface within .0010 inch per foot (0.0833 mm. per meter).
Bushing plate liner position tolerances shall not exceed 5% of total part tolerance.
All bushing plate locating and mounting surfaces shall be ground to a known datum, square and parallel

to .0010 inch per foot.(0.0833 mm. per meter).
LASER ALIGNMENT SUPPORT SYSTEMS
NOTE: Nominal English/Metric dimensioning is used for Laser/Target Holding Adapter I.D. and Bushings I.D.., therefore English to Metric I.D. conversions will not be exact, however the tolerance integrity must be maintained.
LASER/TARGET HOLDING ADAPTERS shall be:
a. Practical to install and use while machine is in a production environment.
b. Shall mount to represent the spindle’s axis of rotation.
c. Provided by machine tool builder.
d. Standard inside diameter of each Laser holding adapter shall be ground to .7500 inch +.0010/-.0000 inch I.D. (20 mm +.0250/-.0000 mm I.D.). If spacing or center distance constraints do not allow for a .7500 inch (20 mm) inside diameter, then the inside diameter may be reduced to the next appropriate nominal size +.0010/-.0000 inch (+.0250/-.0000 mm). Laser holding adapters shall be of a length that is as long as is practical and conditions allow, and runout of the inside diameter to the mounting journal shall not exceed .001 inch (0.0254 mm).
e. Standard inside diameter of each Target holding adapter shall be ground to .7500 inch +.0002/-.0000 inch I.D. (20 mm +.0051/-0000 mm I.D.) If spacing or center distance constraints do not allow for a .7500 inch (20 mm) inside diameter, then the inside diameter shall be reduced to the next appropriate nominal size +.0002/-.0000 inch (+.0051/-.0000 mm).
f. Laser and Target post sizes should be common within one machine.
Adapters are required for each line-up application to secure the laser or target.
Each adapter shall be black oxide coated and have the following information clearly stamped and filled with yellow paint on the body of the adapter.
a. Inside bore diameter.
b. Tooling number and detail number.
All adapter designs requiring tool numbers shall be approved prior to build.
TOOLING MASTERS/PALLETS AND FIXTURES SUPPORT SYSTEMS
The tooling masters/pallets shall be:
a. Practical to install and use while machine is in the production environment.
b. Accurately represent the part characteristic centerline and made to gage tolerances.
c. Traceable to N.I.S.T.(National Institute of Standards and Technology).
d. Provided by machine tool builder.
e. All Adapters and Masters are to be housed in an environmental proof permanent packaging suitable for gage storage.

Details with the master pallet/part shall duplicate the production pallet/part such as: pallet feet, clamp pads, registry system, transfer mechanism, etc.
All of the above details and the master pallet/part that may effect the REPEATABILITY of the master shall be inspected and documented.
The Master pallet base shall be Meehanite cast iron for stability. (Variance allowable subject to prior approval by purchaser).
The master part shall be Meehanite cast iron or metallurgical stable hardened steel as appropriate based on part size.
Bushings required to mount the target receiver to the master pallet shall be ground and lapped to .7500 inch + .0001/ - .0000 inch I.D. (20 mm +.0025/25/-0000 mm I.D.) If spacing or center distance constraints do not allow for a .7500 inch (20 mm) I.D. bushing, then the inside bushing diameter shall be reduced to the next appropriate size +.0001/-.0000 inch (+.0025/-.0000 mm). Where Bushings are not used, I.D. sizes may change due to size constraints, however I.D. + tolerances remain unchanged.
The head of the bushing shall be ground square to the bushing I.D. within .001 inch per foot (.0833 mm. per meter). Where there are multiple bushings, the total accumulative error must not exceed .001 inch per foot (.0833 mm per meter).
All bushings shall be a minimum of 1.5 inch (40 mm) in length and no blind bushing holes are acceptable with in the master unless approved by the purchaser.
Nominal cordial distances between all bushings or holes shall be within 5% of part tolerance maximum error, non-accumulative. Each transfer leg shall be reviewed to identify if common bushing/hole positions are required on both sides of the upright for lining up both left and right machining stations. All bushings/holes with the master upright assembly shall be tagged with appropriate hole number and station number, which provides exact control in positioning the machine.
The indexing direction of the pallet shall be clearly marked to eliminate incorrect loading by the operator.
The ability to index the master through each station with the transfer shall be considered during the initial design.
The master will be used to periodically master the pallet checking gauge and shall incorporate all design features for this inspection requirement.
All design concepts shall be approved by the purchaser prior to equipment build.
GUARDS & UTILITY CONNECTIONS
Guards shall have access covers and or be designed for easy removal ensuring that all alignments points, shims and adjustment bolts are accessible.
All hard lines will be routed such that all alignment points, shims and adjustment bolts are accessible.
GLOSSARY
1) ACCESSIBLE: The ability to reach and adjust the aligning feature. Consideration should be given to confined space restrictions, removing guards, bushing plates, hydraulic lines, lubrication lines, electric lines etc.
2) ALIGNMENT TARGET SPECIFICATIONS: Desired intentional offset and angularity at coupling center to compensate for thermal growth and/or dynamic loads. Most properly specified as an OFFSET, and an angle in two perpendicular planes, horizontal and vertical.

3) ANGULAR ERROR: A misalignment condition characterized by the angular error between the desired centerline and the actual centerline. This misalignment condition may exist in planes both horizontal and vertical to the axis of rotation.
4) ANGULARITY: The angle between the rotational centerlines of two shafts. Angularity is a “slope”expressed in terms of a rise (millimeters or thousandths of an inch) over a run (meter or inches).
5) A.S.M.E.:American Society of Mechanical engineers345 East 47th StreetNew York, NY 1017212-705-7722
6) AXIAL PLAY, AXIAL FLOAT, END FLOAT: Shaft axial movement along its centerline caused by axial forces, thermal expansion or contraction, and permitted by journal bearings, sleeve bearings and/or looseness.
7) BASE PLATE: The surface , often made of steel plate or cast iron, to which the feet of a machine are attached.
8) CO-LINEAR: Co-linear means two lines that are positioned as if they were one line. Co-linear as used in alignment means two or more centerlines of rotation with no offset or angularity between them. Two or more lines are co-linear when there is no offset or angularity between them (i.e. they follow the same path).
9) COPLANAR: The condition of two or more surfaces having all elements in one plane. (per ANSI Y14.5)
10) COUPLING POINT: The phrase “COUPLING POINT” in the definition of SHAFT ALIGNMENT is an acknowledgment that vibration due to misalignment originates at a the point of power transmission, the coupling. The shafts are being aligned and the coupling center is just the measuring point.
11) C.W.B.: Canadian Welding Bureau:7250 West Credit AvenueMississauga, Ontario L5N5N1416-542-1312
12) FULL BEARING FITTING SPACER BLOCK: A single spacer block used for aligning the machine tool in the vertical plane.
13) FLATNESS: The condition of a surface having all elements in one plane. (Per ANSI Y 14.5.)
Note: As used in this specifications, a flat is a small surface flush with or cut into a BASE PLATE, machined flat, and co-planar with the other flats in the base plate. The flats support the Shims and/or feet of the machine to be installed. A pad is a small block of metal that serves to elevate the feet of the machine above the surface of the base plate. Pads are commonly used compensate for differences in machine center line heights, and for increased corrosion resistance by raising the machine feet out of any possible standing fluids. Pads and flats have holes drilled and tapped in their centers to accept hold down bolts.
14) HORIZONTAL: Parallel to the mounting surface.
15) JACKBOLTS, JACKSCREWS , PUSH/PULL BLOCKS: Positioning bolts on the machine base which are located at, each foot of the machine and are used to adjust the position of the machines. Bolts mounted on the machine base or foundation, optimally at the machine foot locations, which provides exact control in positioning the machine.

16) LASER/TARGET ADAPTER: A laser/target adapter is an adapter which allows the laser/target to be mounted into the spindle or master part.
17) LEVEL: Parallel to a reference plane or a reference line established by a laser.
18) MACHINE: The total entity made up of individual machine components such as motors, pumps, spindles, fixtures, etc. Also reference MACHINE COMPONENT.
19) MACHINE BASE: The structure that supports the machine or machine components under consideration.
20) MACHINE COMPONENT: An individual unit such as a motor, pump, spindle, fixture, etc. often referred to as a machine in its own context.
21) MACHINE DEPENDENT: A condition which is dependent on the machining operation and the design requirement of the part being machined.
22) OFFSET: The distance (in thousands of an inch or in millimeters) between two reference centerlines such as a spindle center line and a part characteristic centerline or the rotational centerlines of two parallel shafts.
23) PITCH: An angular misalignment in the vertical plane. (ANSI/ASME b5.54-1991)
24) POSITION ERROR (CENTERLINE/OFFSET MISALIGNMENT): A misalignment condition that exist when the spindle/shaft centerline is parallel but not in line with (not coincidental) with the desired alignment centerline.
25) PUSH-PULL BLOCKS: Side push-pull adjustment blocks used for aligning machine tool in the horizontal plane.
26) QUALIFYING LEVEL POINTS: Qualified leveling points are locations which have their heights defined and must be in same plane. That plane must be parallel to the mounting surfaces of the slide assembly.
27) REPEATABILITY: The consistency of readings and results between consecutive sets of measurements.
28) SHAFT ALIGNMENT: Positioning two or more machines (e.g. a motor driving a hydraulic pump(s), etc.) so that the rotational centerlines of their shafts are collinear at the coupling center under operating conditions.
29) SPINDLE ALIGNMENT: The geometric relationship between the spindle axis or rotation and areference datum.
30) SOFT FOOT: A condition that exists when the bottom of all of the feet of the machinery components are not on the same plane (can be compared to a chair with one short leg). Soft foot is present if the machine frame distorts when a foot bolt is loosened or tightened. It must be corrected before the machine is actually aligned.
PARALLEL SOFT FOOT: A parallel gap between the machine foot and its support surface.
ANGULAR SOFT FOOT: An angled gap between the machine foot and its support surface.
INDUCED SOFT FOOT: A type of soft foot that is caused by external forces, ( pipe strain,coupling strain, etc.,) acting on a machine independent of the foot to base plate connection.

“SQUISHY” SOFT FOOT: A type of soft foot characterized by material, (could be Shims, paint, rust, grease, oil, dirt, etc.) acting, like a spring between the underside of the machine foot and the base plate contact area.
31) SPACER BLOCKS: See FULL BEARING FITTING SPACER BLOCK.
32) STRESS FREE CONDITION: The condition that exists when there are no forces acting on the structure of a machine, machine component, or machine base that would cause distortion in the structure such as bending, twist, etc.
33) THERMAL EFFECTS (GROWTH OR SHRINKAGE): This term is used to describe displacement of shaft axes due to machinery temperature changes (or dynamic loading effects) during start-up.
34) TOLERANCE, DEADBAND, WINDOW, OR ENVELOPE: An area where all misalignment forces sum to a negligible amount and no further improvement in alignment will reduce significantly the vibration of the machine or improve efficiency.
35) TOLERANCE VALUES: Maximum allowable deviation from the desired values, whether such values are zero or non-zero.
36) TRACKING/TRACKING ERROR: An angular MISALIGNMENT condition between spindle centerline and the machine way centerline. This condition may be present in both parallel and perpendicular to the way centerline
37) VERTICAL: Perpendicular to the horizontal plane.
38) YAW MISALIGNMENT: An angular misalignment in the horizontal plane.
39) N.I.S.T.National Institute of Standards and TechnologyBuilding 304, Room 139Gaithersburg, MD 20899301-975-3503
We plan to procure a gear box which will be attached to a motor of 500 Kw. The manufacturer of the gear box is specifying 4.8 mm/s RMS as the vibration limit though we would like to set the limit to 1.8 mm/s max. Is there any guideline available?
I would go for accepted at 2.8mm/s RMS as brand new or after a reasonable run in period at least some 70% full load or more to be a fair level in real life. How many have seen 1.8mm/s IRL unless you paid a fortune for it and it´s a wonder of precision, in that case you may be correct. In my world all machines are large and on weak foundation as there are no stiff foundations I(my)RL. Olov

How to Inspect a Gearbox Jane Muller Robert Errichello Tags: gear lubrication
Although a comprehensive on-site gearbox inspection is desirable in many situations, there may be constraints that limit the extent of the inspection such as cost, time, accessibility and qualified personnel.
Cost and shutdown time might be perceived as prohibitive by management, but catching a problem in its earliest stages can save time and money in the long run. While it may seem too difficult to do a comprehensive inspection, a simple visual inspection of gear contact patterns through an inspection port can prevent future catastrophic failures. If in-house inspection expertise is not available, an expert can be hired to perform the inspection and train personnel.
Overcoming constraints in order to allow an inspection can help to extend gearbox life and avoid catastrophic failure. This might save time, money, injury to personnel and damage to adjacent equipment.
This article describes the equipment and techniques necessary to perform an on-site gearbox inspection.
Getting Prepared
Before beginning an inspection, prepare an inspection form for documenting your observations. It should be designed for your specific application. Next, assemble the necessary equipment (see sidebar on page 14).
Good Housekeeping is Essential
There are several sources of gearbox contamination, including those that are built-in, internally generated, ingressed and added during maintenance. Many gearboxes operate in dirty environments. Therefore, good housekeeping methods should be used during inspections. Areas around inspection ports and other openings should be cleaned before they are opened. Inspectors should take care not to drop anything into the gearbox. Shirt pockets should be empty, and tools should be stored in a tool belt. Ports should never be left open during breaks and should be closed and secured after the inspection is complete.
Walkaround Visual Inspection
You should perform a thorough external examination before the gearbox inspection port is opened. Use an inspection form to record important data that would otherwise be lost once cleaning is completed. For example, before cleaning the exterior of the gear housing, inspect it for signs of overheating, corrosion, contamination, oil leaks and damage. Measure the tightening torque of structural fasteners that carry significant loads such as torque arm bolts. Look for evidence of movement including cracked paint or fretting corrosion at structural interfaces. Note the condition of the fasteners and inspect load-bearing surfaces of components for fretting corrosion or other evidence of movement.
Detecting Overheating
The following are signs of overheating:
Smoke from shafts, seals or breathers
Discolored or burnt paint on housings
Water sprayed on the housing or shafts evaporates quickly, boils or crackles
Temper colors on unpainted surfaces

Melted plastic components such as shipping plugs
Low oil level in sight glass or on dipstick
Dark oil in sight glass or on dipstick
Foam in sight glass
Water in sight glass or sludge on filter element (may indicate oil cooler failure)
Metal chips on magnetic plugs, chip detectors or filters (may denote gear or bearing failure caused by overheating)
Methods for Inspecting a Gearbox
Visual walkaround Visual inspection through inspection ports Borescope inspection Measure temperature
o Thermometerso Resistance temperature detector (RTD)
probeso Thermography
Measure oil pressure Measure sound and vibration Inspect filter elements
Inspect magnetic debris collectors On-site analysis of lubricant Laboratory analysis of lubricant Magnetic particle inspection of gears Dye penetrant inspection of gears Documenting gear condition
o Writteno Sketcheso Photographyo Contact patterns
To help you detect overheating, use this checklist.
Visually inspect the gearbox exterior for signs of overheating. Record temperatures from gearbox thermometers, thermocouples or resistance temperature
detectors (RTDs). Measure oil sump temperature. For pressure-fed systems with an oil cooler, measure temperature at the gearbox oil inlet and outlet,
as well as the cooler water inlet and outlet. Estimate gearbox housing and shaft temperatures using water spray. Survey the gearbox housing temperature by touching it with the palm of your hand and using
temperature-sensitive paint, crayons and labels or a digital thermometer probe. Check the gearbox housing temperature using an infrared thermometer or infrared imaging camera. Analyze gearbox oil for signs of oxidation or thermal degradation using on-site and laboratory tests. Analyze gearbox oil using particle counters, spectrometric analysis and ferrography to detect wear
debris. Inspect internal gearbox components through inspection ports for signs of overheating,
misalignment, inadequate backlash, inadequate bearing endplay or oil oxidation. Measure gearbox sound and vibration and compare to allowable limits.
Inspect the Breather
The breather should be located in a clean, non-pressurized area away from contaminants. It should include a filter and desiccant to prevent ingress of dust and water. Also, ensure that the breather is shielded from water during washdowns.

Check Shaft Seals
Look for oil leaks at the shaft seals. If there are signs of oil leakage, the seals are probably allowing ingression of dust and water. If the gearbox has labyrinth seals, it should have external seals such as V-rings to prevent contaminant ingression.
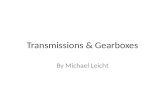
Figure 1. Cracked paint at the torque arminterface indicates movement
(a). The 45-degree direction of the cracks(b) suggests the component on theright moved downward relative to
the component on the left.
Inspect Structural Interfaces
Figure 1 shows cracked paint at an interface, which indicates there was movement. The 45-degree direction of the cracks suggests the component on the right moved downward relative to the component on the left.
Examine Through Inspection Ports
Examine the inspection port cover and determine whether all bolts are tight and the cover is properly sealed or if there is oil leakage. Only qualified personnel should be allowed to open inspection ports. In some cases it is necessary to secure the ports with padlocks to enforce security.
Clean the inspection port cover and the surrounding area. Remove the cover, being careful not to contaminate the gearbox interior. Count the bolts and store them in a separate container so there is no chance they will fall into the gearbox. Observe the condition of the gears, shafts and bearings.
If the gears or bearings are damaged but still functional, management may decide to continue operation and monitor damage progression. In this case, the gear system should be continuously monitored. You should also make certain there are no risks to human life.
For critical applications, examine the gears with magnetic particle inspection to ensure there aren’t any cracks that prevent safe, continued operation. If there are no cracks, you should periodically perform a visual inspection and measure temperature, sound and vibration.
Collect samples of the lubricant for analysis, examine the oil filter for wear debris and contaminants, and inspect magnetic plugs for wear debris.
The best place to take an oil sample from a gearbox is as close to the gearset as possible. Using a minimess sample port with tube extension will allow you to mount the sample port in the drain and manipulate the tube so that it terminates exactly where you want it.
The rule of thumb for installing sample port tube extensions is to keep the end of the tube at least 2 inches away from any static or dynamic surface.

You will need to flush the entire combination of tube extension, minimess sample port, sample port adapter and sample tube before you take your sample for analysis. Flush at least 10 times the volume of all the components prior to taking the sample for analysis. This typically works out to 3 or 4 ounces of fluid for a sample port with a tube extension of 12 inches.
To prevent further damage to the gears and bearings from wear debris, replace the filter element and then drain, flush and refill the reservoir with new lubricant. Continue to monitor lubricant properties during operation and repeat the maintenance if necessary.
If cracks are found or the damage is severe enough to warrant removal of the gearbox, measure shaft coupling endplay and alignment before removing the gearbox. Note the condition and loosening torque of fasteners including coupling and mounting bolts. To check for possible twist in the gear housing, install a dial indicator at each corner of the gearbox and then measure movement of the mounting feet as bolts are loosened. If there’s no twist, each indicator will record the same vertical movement. If there is twist, calculate the twist from relative movements.
If no obvious damage is detected, document the condition of gears and bearings with photographs, sketches and written descriptions. Also, record gear tooth contact patterns for future reference (see Recording Gear Tooth Contact Patterns section).
Equipment to Use for a Gearbox Inspection
Toothbrush for contact patterns PT-650 Tooth Marking Grease for no-load
contact patterns DYKEM layout lacquer for loaded contact
patterns 6-inch medium mill bastard file for recording
graphite contact tapes Drafting pencil with 2H lead for recording
graphite contact tapes Swiss army knife with scissors for recording
contact tapes Scotch No. 845 Book Tape for recording
contact tapes 0.03 mm and 0.04 mm shims Felt-tip paint marker Ear plugs Sweatband Toolbelt Metric/inch tape measure Tweezers Spatula Telescoping magnet Leatherman “super tool"
High-intensity LED flashlight Fiber-optic attachment for LED flashlight 6-inch metric/inch scale 3.5-inch magnifier 2-by-3.5-inch telescoping mirror 30X Panasonic Light Scope microscope Torque wrench Dial indicators with magnetic bases Inspection forms Lubricant sampling equipment Baggies and tags for specimens Micrometers Borescope DSLR camera with close-up flash Sound meter Vibration probe Digital thermometer Infrared thermometer or infrared imaging
camera
Measure Gear Backlash and Shaft Endplay
Measure gear backlash by mounting a dial indicator so it is similar to a pinion tooth profile, block the gear to prevent its rotation and rock the pinion through the backlash.
To measure shaft endplay, mount a dial indicator at the end of a shaft and move the shaft in the axial direction. In most cases, this requires a fixture with a ball bearing on the central shaft that allows pushing and pulling the shaft while it is rotated to seat the bearing rollers.

This fixture is used for measuring shaft endplay.
Gear Mesh Alignment
Gears have maximum load capacity when the gear shafts are perfectly aligned and the transmitted load is uniformly distributed across the entire active face width. Unfortunately, many factors such as design issues, manufacturing accuracy, deflections, thermal distortion and external effects may combine to cause misalignment of the gear mesh. The result is that the gears are misaligned and the load distribution is not uniform.
Gear Tooth Contact Patterns
It is important to inspect gear tooth contact patterns because they can disclose gear mesh misalignment. The inspection should be done during commissioning of the gearbox to catch misalignment before it causes damage. Inspections should be regularly repeated to determine any changes in contact patterns caused by problems such as bearing failure.
What to Look for
Watch for heavy contact at the edges of the contact area, especially at each end of the pinion and gear face, at the tips of the teeth and along the roots of the teeth at the start of active profile (SAP). Determine if there are wear steps at the tooth ends, tips or the SAP. The pinion is often wider than the gear, and if there is misalignment, a wear step is likely to be at either end of the pinion. Severe misalignment usually causes macropitting.
Severe misalignment can causemacropitting on helical pinion gears.
Recording Gear Tooth Contact Patterns
If there’s evidence of gear misalignment such as macropitting concentrated at the ends of the teeth but no broken teeth or other failures that would prohibit rotating the gears, record the gear tooth contact patterns. The way gear teeth touch indicates how they are aligned. Tooth contact patterns can be recorded under

loaded or unloaded conditions. No-load patterns aren’t as reliable as loaded patterns for detecting misalignment because the marking compound is relatively thick. In addition, no-load tests don’t include misalignment caused by load, speed or temperature. Therefore, if possible, follow any no-load tests with loaded tests.
Recording No-load Contact Patterns
For no-load tests, thoroughly clean and paint the teeth of one gear with a soft marking compound and then roll the teeth through the mesh so compound transfers to the unpainted gear. Turn the pinion by hand while applying a light load to the gear shaft by hand or a brake. Use clear tape to lift transferred patterns from the gear and mount the tape on white paper to form a permanent record.
The compound PT-650 Tooth Marking Grease from Products/Techniques Inc. works best. Scotch No. 845 Book Tape (2 inches wide) is preferred for lifting contact patterns.
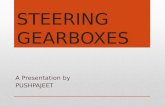
Figure 2 shows contact tapes that indicate a contact pattern wandering from centered in some sectors of the gear to biased toward the left end of the face width in other sectors. This type of misalignment is caused by runout of the gear. It can only be corrected by replacing the gear with a more accurate one.
This image shows a no-load contact pattern transferred to an unpainted gear.
A different sector of the unpainted gear is revealed in this photo.

Figure 2. Documentation of no-load contact patterns.
Recording Loaded Contact Patterns
For loaded tests, thoroughly clean the teeth with a solvent and acetone. Paint several teeth on one or both gears with a thin coat of machinist’s layout lacquer (DYKEM). Run the gears under load for sufficient time to wear off the lacquer and establish the contact pattern. Photograph the patterns to obtain a permanent record.
If possible, record loaded contact patterns under several loads, such as 25, 50, 75 and 100 percent of full load. Inspect the patterns after running about one hour at each load to monitor how the patterns change with load. Ideally, the patterns shouldn’t vary with load. Optimum contact patterns cover nearly 100 percent of the active face of the gear teeth under full load, except at extremes along tooth tips, roots and ends, where contact should be lighter as evidenced by traces of lacquer.
Think of on-site gearbox inspections as preventative maintenance. Problems caught early and corrected can prevent catastrophic, costly and dangerous failures down the road.
This pattern was recorded at 50 percent load.

This pattern was recorded at 100 percent load.
Recording Macropitting
A permanent record of macropitting can be obtained by painting teeth with marking compound and lifting the macropitting pattern with transparent tape. The procedure is:
1. Clean the tooth by rubbing with a clean, lint-free cloth soaked in fast-drying solvent.2. Paint teeth with a thin coat of marking compound. The compound “PT-650 Tooth Marking Grease”
available from Products/Techniques Inc. works best.3. Place a length of transparent tape over the entire tooth. Allow the tape to fold over the edges and
topland to define boundaries of the tooth. Scotch No. 845 Book Tape is preferred.4. Rub the back of the tape with a clean cloth to ensure intimate contact with the tooth surface.5. Starting at one end, carefully peel the tape from the tooth.6. Place one end of the tape (with adhesive side down) on white paper and carefully spread the tape
across the paper. Macropitted areas will appear white.7. Annotate the record to fully describe tooth location and orientation.
Recording Micropitting
A permanent record of micropitting can be obtained by rubbing fine graphite into micropitted areas and lifting the graphite pattern with transparent tape. The procedure is as follows:
1. Clean the tooth by rubbing with a clean, lint-free cloth soaked in fast-drying solvent.2. Place a clean lint-free cloth on a flat surface and rub a drafting pencil on a file or sandpaper to coat
the cloth with graphite.3. Rub the entire tooth surface with the cloth so graphite covers micropitted areas, topland and edges
of the tooth.4. Rub the entire tooth surface with a clean lint-free cloth to remove loose graphite.5. Place a length of transparent tape over the entire tooth. Allow the tape to fold over the edges and
topland to define the boundaries of the tooth. Scotch No. 845 Book Tape works best.6. Rub the back of the tape with a clean cloth to ensure intimate contact with the tooth surface.7. Starting at one end, carefully peel the tape from the tooth.8. Place one end of the tape (with adhesive side down) on white paper and carefully spread the tape
across the paper. Micropitted areas will appear as dark gray, machining marks as lighter gray and polished areas will look white.
9. Annotate the record to fully describe tooth location and orientation.
Machinery Lubrication (2/2012)