Valve train inspection Inspect... Cylinder head castings Valves Guides Springs Cam and lifters...
22
Valve train inspection spect . . . • Cylinder head castings • Valves • Guides • Springs • Cam and lifters • Rocker arms and push rods • Timing chains and gears pyright 2003 Gary Lewis – Dave Capitolo
-
Upload
rodney-alexander -
Category
Documents
-
view
216 -
download
2
Transcript of Valve train inspection Inspect... Cylinder head castings Valves Guides Springs Cam and lifters...

Valve train inspection
Inspect . . .• Cylinder head castings• Valves• Guides• Springs• Cam and lifters• Rocker arms and push rods• Timing chains and gears
Copyright 2003 Gary Lewis – Dave Capitolo

Valve train inspection
Cylinder head castings• Visual inspection – Anything inconsistent• Gasket surfaces – Fire rings, water ports• Crack detection – Magnaflux, dye penetrant• Flatness – .004” Go/No Go on deck surfaces• Top side of OHC – Cam rotation

Valve train inspection
Valves• Stem wear - .001” to .0015”• Margins – 1/32” or ½ new thickness• Necking on stems• Tulip valve heads• Straightness – When refacing

Valve train inspection
Valves• Keeper groove wear• Stem tip wear caused by rotator failure

Valve train inspection
Valve burning• Starts with unequal cooling• Warpage, then burning

Valve train inspection
Valve springs• Pressure – 10% of spec in closed position• Square – Within 1/16” for each 2” of length• Pitting & corrosion

Valve train inspection
Valve guides• Measure wear limit: Stem diameter + max clearance • Valve rock is not the same as guide clearance! Rock is more than clearance

Valve train inspection
Valve guide knurling limits• Measure stem diameter. Is it within limits?• Set telescoping gauge: stem dia. + .002” + .004”• Use as “Go/No Go”• If wear is excessive, replace guide or use OS stem

Valve train inspection
Rocker arm studs• Threads
• Nicks on the side of studs• Height within 1/32”
Valve train inspection
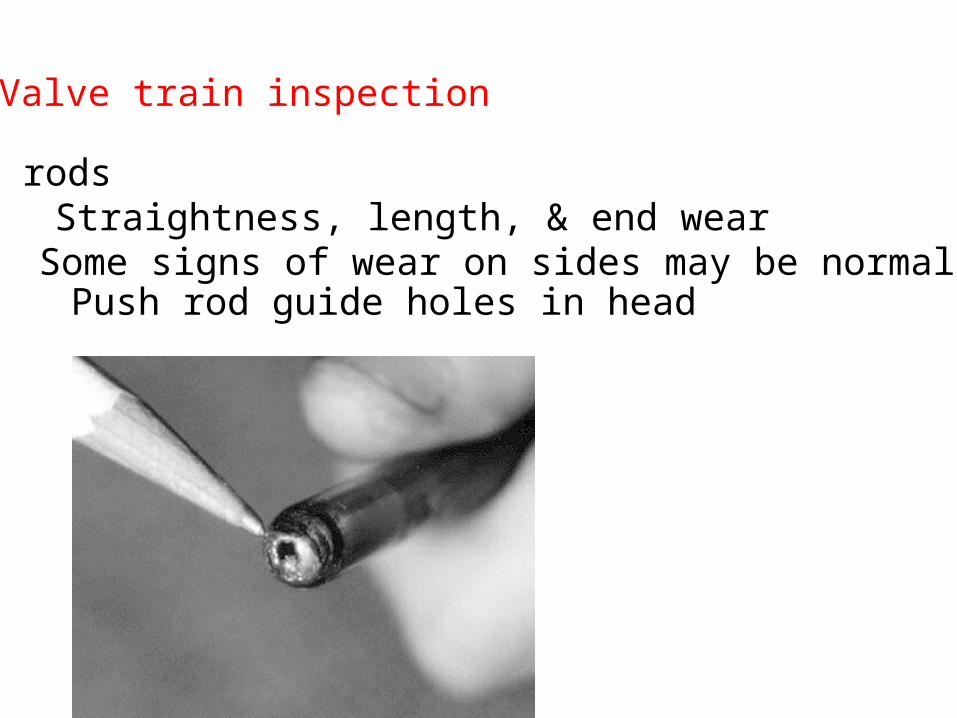
Push rods• Straightness, length, & end wear• Some signs of wear on sides may be normal• Push rod guide holes in head

Valve train inspection
Rocker arms• Wear on faces & push rod sockets• Wear in adjusting screws• Stamped rockers cannot be refaced• Forged, cast, & fabricated rockers can be refaced

Valve train inspection
Rocker shafts• Cleaning is critical for normal oiling• Check direction of oil holes

Valve train inspection
Cams and lifters• Inspect lifters for rotation• Inspect cam lobes for wear

Valve train inspection
What makes lifters rotate?
• Crowned lifter base• Tapered cam lobe• Taper is .001” to .002”

Valve train inspection
More cam & lifter wear
• Edge wear on cam lobes• Pitting on lifter bases

Valve train inspection
More cam & lifter wear
• Good pattern is a narrow path near center of lobe • Wear may extend across full width of lobe
Valve train inspection
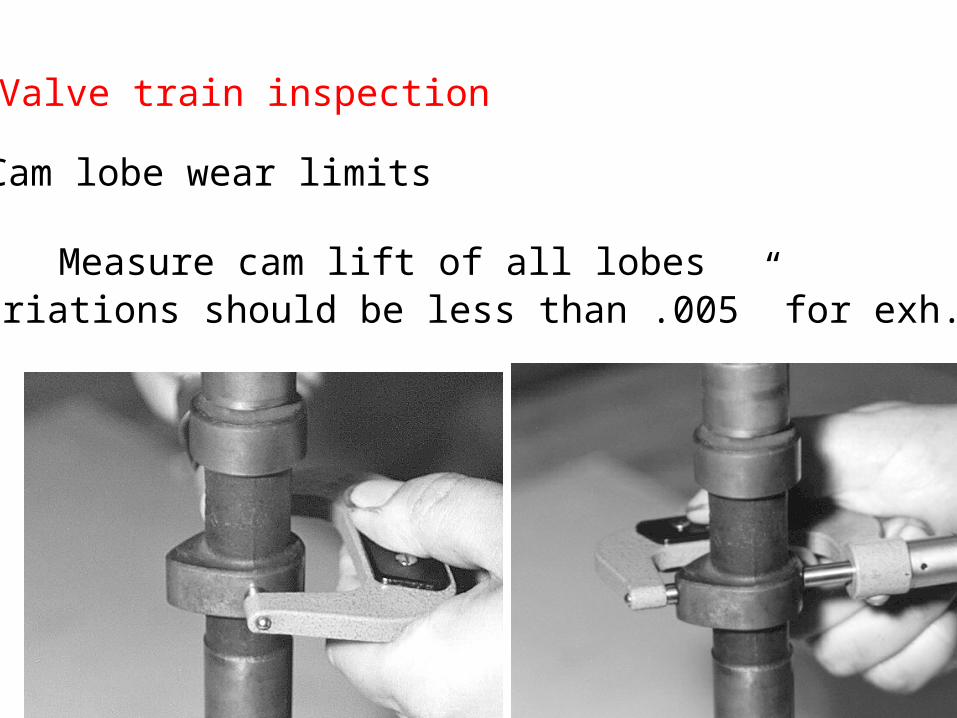
Cam lobe wear limits
• Measure cam lift of all lobes• Variations should be less than .005” for exh. or int.

Valve train inspection
Cam journal wear
• Measure journal diameters with micrometer• Check cam bore on aluminum heads for wear

Valve train inspection
Lifter testing
• Test predetermined leak down• Finds excessive clearance and check valve failure• Lash compensators (OHC) checked the same way

Valve train inspection
Natural gas valve trains
• No lubrication in fuel• Valve rotators should be removed• Recommended valve material - Inconel alloy• Recommended seat material – cobalt, non-magnetic• Recommended seal material - Viton umbrella seals

Valve train inspection
Timing components
• OHV timing chain slack – Maximum ½” • Timing gear backlash – Maximum .006”

Valve train inspection
Timing components
• OHC timing chain slack – Controlled by tensioners• Worn assemblies rattle at start up and at idle