U.S. Fast Reactor R&D - International Atomic Energy Agency · U.S. Status of Fast Reactor ......
48
U.S. Status of Fast Reactor Research and Technology Sal Golub U.S. Department of Energy Robert Hill Argonne National Laboratory IAEA Technical Working Group on Fast Reactors May 16, 2017
Transcript of U.S. Fast Reactor R&D - International Atomic Energy Agency · U.S. Status of Fast Reactor ......

U.S. Status of Fast Reactor
Research and Technology
Sal Golub
U.S. Department of Energy
Robert Hill
Argonne National Laboratory
IAEA Technical Working Group on Fast Reactors
May 16, 2017

The submitted manuscript has been created by UChicago Argonne, LLC as
Operator of Argonne National Laboratory ("Argonne") under Contract No. DE-
AC02-06CH11357 with the U.S. Department of Energy. The U.S. Government
retains for itself, and others acting on its behalf, a paid-up, nonexclusive,
irrevocable worldwide license in said article to reproduce, prepare derivative
works, distribute copies to the public, and perform publicly and display
publicly, by or on behalf of the Government.
GOVERNMENT LICENSE

Secretary Perry on Advanced Nuclear
3
“Fast reactors are one of the areas that I think that there’s some real
potential growth…The United States, I think, would be wise to use the
resources that we have here {at INL} to commit to the future of having our
ability to participate in that fast reactor technology and the potential that it
has for the future”
----Idaho National Laboratory, May 9, 2017
“…. We believe it is wise for countries to use and pursue
highly efficient energy resources.
They include… Advanced civil-nuclear technologies that
are proliferation resistant, produce little to no waste and
ensure safety.
Innovation is also a top priority for the Trump
Administration. We are committed to developing,
deploying and commercializing breakthrough
technologies…”
---G-7 Statement, April 10, 2017

4
Office of Nuclear Energy
Mission Areas
Sustaining the Current Fleet
of Light Water Reactors
Deploying Small Modular
Reactors
Demonstrating Advanced
Reactors
Nuclear Waste Management
Nuclear Science User
Facilities and Enabling
Capabilities

5
Advanced Reactor Vision and Strategy
GOAL
By the early 2030s, at least two non-light water advanced
reactor concepts have reached technical maturity,
demonstrated safety and economic benefits, and completed
licensing reviews by the U.S. Nuclear Regulatory Commission
(NRC) sufficient to allow construction to go forward.
VISION
By 2050, advanced reactors will provide a significant and
growing component of the nuclear energy mix both
domestically and globally, due to their advantages in terms of
improved safety, cost, performance, sustainability, and
reduced proliferation risks.

Growing National Interest in
Advanced Reactors
There is a growing interest in the development and deployment of
advanced (non-light water) nuclear reactor technologies
DOE-NE completed an Advanced Test/Demonstration Reactor Study as
directed by Congress in the FY2015 Omnibus Spending Bill
Secretary of Energy Advisory Board Task Force on the Future of Nuclear
Power recommended a major new deployment of nuclear power, to
include advanced reactors, in the 2030-2050 time period
Nuclear Energy Advisory Committee recommended prompt development
of a versatile fast spectrum test reactor
Held 3 NRC-DOE Joint Workshops on Advanced Non-Light Water
Reactors
Both Houses of the U.S. Congress have introduced and passed
legislation supporting innovative nuclear technologies
6

7
Engagement with Industry
Established the Gateway for Accelerating Innovation in Nuclear (GAIN)
initiative to provide developers with access to technical, regulatory and
financial support
Industry self established various advanced reactor working groups. The
Fast Reactor Technology Working Group consists of diverse concepts:
SFR – Oklo, General Electric, TerraPower, Advanced Reactor Concepts
LFR – Westinghouse, Columbia Basin Consulting Group
GFR – General Atomics
MCFR – Elysium, Southern/TerraPower
Group requests are generally broad in scope and identify capabilities useful
for multiple technology options 7

Priorities for Advanced Reactors
Work with NRC and industry to develop a framework for
advanced reactor licensing
Make DOE assets and expertise available to industry and
academia via the GAIN Initiative
Conduct cutting edge research to enable the commercial
deployment of advanced reactors by the 2030’s
Applying Modeling and Simulation tools suitable for analysis of
advanced reactor systems
8

9
Energy Production
Reactor
Recycle Reactor
Recycle Used
Uranium
Extend Uranium
Resources
Recycle Fuel
Fabrication
A wide variety of actinide management strategies possible – Waste management – Resource extension
Favorable features for small reactor applications – Compact (high power density) – Extended burnup and cycle length – Inherent safety
Favorable features for plutonium management – High loading and throughput possible
With key technology development, also intended for electricity, heat production, or other energy product missions
Actinide Management in Fast Reactors

10
Fast Reactor R&D Priorities
For the commercial deployment of fast reactor technology, two
recurring challenges are identified
– For advanced fuel cycles, capital investment in reactors is the dominant
cost (cost reduction is also vital for electricity production)
– A pathway must be established for non-LWR licensing
One research focus is capital cost reduction through
application of innovative technology solutions
– Improved design approach – components and maintenance
– Advanced structural materials to reduce commodities
– Advanced energy conversion to improve size/efficiency
– Advanced modeling and simulation to optimize performance
– Fuel development to improve fuel cycle costs
Another focus is the resolution of key licensing issues
– Safety R&D to validate tools and assure margins
– Qualification of fast reactor fuels

11
Outline
Technology Innovations for Cost Reduction
– Design, components, and maintenance
– Advanced materials
– Energy conversion options
(Advanced modeling and simulation)
(Recycle fuel performance)
Key Licensing Issues R&D
– Safety analysis methods and modeling
– Validation and knowledge preservation
– Fuel qualification

Mechanisms Engineering Test Loop
(METL) Facility
12
To test small or intermediate scale advanced liquid metal
components and instrumentation in sodium:
– Gear Test Assembly for Compact Refueling Machine
– Westinghouse Thermoacoustic Sensor Testing
To develop and provide performance data on systems and
components used in sodium and reduce risk of failures during
operations
Will provide much needed U.S. infrastructure (both personnel
and hardware) to test liquid metal systems and components
METL consists of:
– ~3,000 kg R-grade sodium – to be purified in cold trap
– Two 18 inch test vessels and two 28 inch test vessels
– Max system temperature = 1000°F (except for 28 inch test
vessels – 1200°F)
– Test vessels can be isolated from main loop
See: https://www.osti.gov/scitech/biblio/1334794-mechanisms-engineering-test-loop-phase-status-report
May 10, 2017
NE
AC
NT
RD
Subcom
mitte
e R
evie
w
12

METL – Dump Tank and Main Loop

METL Status
We have the following systems and
components installed:
– Two large test vessels
– Two small test vessels
– Dump Tank
– Expansion Tank
– Large and small diameter valves
– Three pumps and flow meters
– Vessel Piping and Supports
– Plugging meter, cold trap, and vapor trap
– Control Cabinets
– Instrumentation and Heaters
– Valve Manifold
The following system and components are in
various stages of design and fabrication
– Control System is being developed and tested
– Insulation on piping and vessels – on going
– Checkout and commissioning will be starting soon
– Initial sodium fill – Summer 2017
– Test plan is being updated

METL – Test Vessels – piping insulated

Gear Test Assembly - Current Project Status
• Manufacturing of fabricated components
completed and received.
• Control system has been design and
constructed
• Electrical drawings for wiring diagrams and
system layout in production.
• System has been assembled
• Remachining was required of some parts
due to binding issues found after
assembly
• Performing some NDE of gears before
testing
• Developing plan to test in water before
sodium testing
• The gear test assembly will be the first
test assembly to be installed in METL

17
EM
Pump
EM Pump
Control
Unit
Gas/Vacuum
Control
Console
Translation
System
Test
Tank
Cold
Trap
Expansion
Reservoir
Sodium
Bypass
Cold Trap
Bypass
Flow
Meter
Dump
Tank
Under Sodium Viewing (USV)
System Temperature
Controller Unit
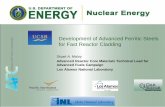
Develop an enabling ultrasonic technique for real-time operation monitoring and
nondestructive examination (NDE) under opaque liquid metals:
– Real-time operation and maintenance monitoring of SFRs at high temperature
and high radiation in-sodium
– In-service inspection and repair of components, structures, and systems
within reactor core or steam generators
– Improve reliability, ensure safety, and reduce operational costs
– Benefit inspection needs of various industries, particularly those requiring
inspection/monitoring in harsh environment
DAQ & Image
Processing
Sodium
Flow
Control
Ultrasonic
System
Gas Flow
Control
Bellows
Assembly
HT-TD
Target
Holder
Test
Tank

18
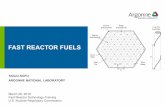
Submergible High Temperature Transducer
Under Sodium Viewing (USV) In-Sodium Test of UWT and Submergible HT Transducer
Simulation and Water Mockup of BUWT-PA
Ultrasonic Waveguide Transducer
Gold-plated
Focal Lens
Transducer Ultrasonic Waveguide
Achievements:
Temperature: 177C in sodium
Resolution: 0.5 mm in width and depth
Beam Size: < ~5 mm in sodium
Brush-type Ultrasonic Waveguide
Transducer Phased Array (BUWT-PA)
Achievements:
Temperature: 160-550C in sodium
Resolution: 0.5 mm in width and 1 mm depth
Piezo Element: PZT-5A or LiNbO3 @ 160°C Hot Oil
@ 177°C @344°C In-Sodium @350°C
Multiplexing
Composite
32-element in
Sodium (simulation) Multiplexing
Normalization
Water
Mockup

Code Qualification for Alloy 709
Alloy 709 (20Cr-25Ni) is an austenitic stainless steel with significant time-dependent
strength advantage over 316H stainless steel as a SFR construction material
Enhanced time-dependent strengths of Alloy 709 with respect to 316H can
o Reduce commodity requirements, and thereby decrease the capital cost of the reactor plant
o Permit structural components to withstand higher cyclic and sustained loading, leading to higher
safety margins, and the prospect of eliminating costly add-on hardware instituted in past designs,
and other design innovations and simplifications (Sham and Jetter, PVP2017-65102)
Developed an Alloy 709 code qualification plan to generate data to support
o Development of ASME Section III, Division 5 Code Case
o Licensing effort and long-term plant operations
Phase I Implementation
o ASME Section III, Division 5 Code Case for 650°C and 100,000 h
Engaged ASME Code committees on planned efforts
o Initiate very long-term thermal aging and creep tests to support future extensions of the code case to
longer design lifetimes (500,000 h)
Completed enhancement of creep testing capacities at the three national labs (ANL, INL and ORNL)
o Initiate very long-term sodium compatibility testing to generate data package to support licensing
effort and plant operations
Completed design effort for the construction of a sodium material test loop with large exposure vessels for
standard-sized test specimens 19

Alloy 709 Fabrication Scale-up
An Alloy 709 heat, ~55,000 lb, was melt by a vendor using commercial melt practice
Rectangular slabs and round ingots were produced
Slabs were hot-rolled to 1-inch plates using
vendor standard mill practice
Plates were solution annealed, and delivered
to the labs
Testing by the national labs and DOE-NEUP university
projects will commence after microstructure and mechanical
properties screening are complete
20

Extending Existing Materials:
Grade 91 Steel to 60-Year Design
Qualify Grade 91 for ASME Section III Division 5, Elastic, Perfectly Plastic (EPP)
Evaluation Methods
– Strain limits and creep-fatigue damage evaluation methods were developed as part of the ASME Code
Modernization effort to simply design analysis methods
– EPP methods do not require stress classification and take advantage of modern finite element technology
– Originally developed for stainless steels, additional qualification of Grade 91 for EPP is needed due to its
cyclic softening behavior that is different from stainless steels
– Testing of Grade 91 using special test articles that mockup thermal ratcheting (two-bar) and elastic follow-
up effects in actual structural component (SMT) to qualify Grade 91 for EPP has been initiated
Setup for two-bar testing SMT test setup and test article
21

Develop ASME Design Parameters for Grade
91 Steel to Support 60-Year Design Life
Thermal Aging Factors for Yield and Tensile Strengths in ASME Code
– A thermal aging model based on carbide coarsening mechanism has been developed to predict thermal
aging effects on yield and tensile strengths of Grade 91
– Efforts to verify and validate the model is ongoing
– Recovered 13 specimens from long-term creep tests of Grade 91 from ORNL (50,000 to 132,000 h)
– Also recovered an ex-service Grade 91 tube material from ORNL that had been exposed to steam
condition for 147,000 h at Kingston Fossil Plant, TN, USA
– Some specimens have been made
– Microstructure characterization and in-situ tensile tests will be performed to calibrate and validate the
thermal aging model
Section preserved for creep damage
(cavitation) characterization Section for specimens
preparation
22

Supercritical Transformational
Electrical Production (STEP)
STEP is a DOE crosscutting program supported by 3 DOE offices (EERE, NE, FE)
STEP Pilot Demonstration Facility Project awarded to Gas Technology Institute
– 10 MWe operation of RCBC at Southwest Research Institute, San Antonio, TX by 2020
ART Energy Conversion Team focuses on Sodium Fast Reactor Application
– Power Block R&D funded by STEP, Reactor to sCO2 Power Block funded by ART
– Technology Roadmap/Project Management Plan/System Engineering Model completed
• Systematic Risk Identification and Retirement from components to system configuration.
– Commercialization of the sCO2 system by 2030 through Collaborative Basic and Applied Research and
Development(CBARD)
– Operation Recompression Closed Brayton Cycle at a turbine inlet of 550C
• Brayton Development Platform working with industry to achieve high TRL components for system integration for
STEP facility.
– Development of Intermediate Sodium to CO2 Heat Exchanger (Primary Heat Exchanger)
• Sodium Drain, Fill, Plug in PCHE
• Sodium/CO2 Interaction
ART Energy Conversion Engages Industry to Advance TRL of Components to 550C
– FBO to CRADA Process yields Lab/Industry collaborations with national awards
– SNL procuring the worlds first 1 MW turbo compressor at 750C though Design/Build process
– Standing up 8 additional test configurations in addition to the RCBC Test Article to address:
• Heat Exchanger (SEARCH), Particle Imaging Velocimetry (PIV), Seals, Bearings, Turbcompressor (Core), Dry Heat
Rejection (Tall Loop), RCBC Parallel Compression
23

Supercritical CO2
Commercial Development Program
Summary to date: Advance bearings, seals and heat exchangers from TRL 3 to TRL 7 to be
scalable for a 10 MWe 700C s-CO2 RCBC demonstration.
1.5” prototype
Sample Flowserve compressor
seal geometry in CO2 service
Peregrine heat exchanger plates
96 Chewonki Neck Rd Wiscasset, ME 04578
24

sCO2 Recompression Closed
Brayton Cycle R&D Program
Demonstration of component and
cycle performance for
recompression closed Brayton
cycles (RCBCs)
Development and design of next
generation RCBC testing systems
- Motor driven compressors
- Leads into stable RCBC testing
- Measures thrusting forces
Parallel Compression Test Rig
Industry
collaboration
to test
commercial
scale
components
and systems
Development of RCBC
optimization and control programs
Peregrine Turbine1.0 MW Test Rig
Design
1.0 MW turbocompressor housing
1.0 MW
turbine
wheels
25

26
sCO2 Cycle Dynamic
Modeling and Simulation
ANL Plant Dynamics Code (PDC) is current
worldwide state-of-the art capability for system
level plant dynamic analysis of sCO2 Brayton
cycle power converters
– Coupled to SAS4A/SASSYS-1 LMR code
PDC is being used to investigate dry
air cooling for the sCO2 cycle
– An increase in plant $/kWe of only about 2% over
water cooling
– With commercially available technology
– Need to re-optimize cycle for dry cooling
PDC validation with IST and RCBC test data
– Power-neutral TAC shaft operation (no active
speed control) tests at IST

Sodium-CO2 Interaction Tests in
the Argonne SNAKE Facility
sCO2 – sodium interaction experiments studied
chemical reaction of sCO2 and sodium at prototypic
SFR conditions. sCO2 jet injected into open Na pool
and DBHX geometries.
In two experiments the solid reaction products
stopped the flow of sCO2 even at 200 atm (2900 psig)
pressure.
Lower temperature experiments resulted in
exothermic reaction producing agglomerated porous
solids (NaCO3, C, NaO2) and CO.
Acoustic leak detection feasible.
Test vessel post-experiment
Injection nozzle outlet pre-test & post-test
(solid reaction product plug)
r=3mm
DBHX Geometry
Open Na Pool
Geometry

28
Compact Heat Exchanger Development –
Key Phenomena
Three experiment facilities are being assembled to obtain data
essential for reliable design of intermediate heat exchangers
– Sodium Freezing and Remelting
– Sodium Draining and Refilling
– Sodium Plugging
Without the data and an understanding of the phenomena in the tests,
heat exchanger design constraints (e.g., a reliable safe value for the
minimum sodium channel size) will not be known
New Test Section
EM Pump
Reservoir

Direct Regulator Engagement
on Licensing Framework
U.S. NRC issued Draft Regulatory Guide DG-1330 (Proposed New Regulatory
Guide 1.232) as “Guidance for Developing Principal Design Criteria for Non-
LWRs” in February 2017
– Consistent with DOE proposal and structure of General Design Criteria for
LWRs (10-CFR-50 App. A)
– One set of technology-inclusive Advanced Reactor Design Criteria (ARDC)
– One set of SFR-specific Design Criteria (SFR-DC)
A new DOE initiative on revisions for the Standard Review Plan (NUREG-
0800) for SFRs (SFR-RP)
– Initial effort is limited to Chapter 4 (reactor core components)
– Most significant revisions to Section 4.2 on fuels: Proposed that the
applicant provides limits for cladding strain, fuel and cladding
temperatures, and time-at-temperature as fuel acceptance criteria for both
metallic or oxide fuel forms
– It is required that the "net reactivity feedback” (from all feedback
mechanisms) to be negative at temperatures elevated above the normal
operating range
29

Safety Analysis Code
Improvements
SAS4A/SASSYS-1 Modernization:
– Version 5.2 Completed (brand new source code and data management
structure compliant with Fortran 2003 standards)
– Development of SQA plan and its initial application for NQA-1
compliance
MELCOR-CONTAIN-LMR Integration
– Revive US sodium fire modeling capabilities by moving Contain-LMR
models into MELCOR
– Provide experiment validations including the use of past spray and pool
fire tests
– Validate the atmospheric chemistry model
– First expected supported release in October 2017 (code release and
updated manuals)
Reduced order thermal stratification modeling and testing for its validation via NE-
University Program
– University of Wisconsin/MIT and Kansas State University/UIUC
30

PRISM PRA Update
Multi-year project to update/modernize
the PRISM SFR probabilistic risk
assessment.
Goal: Address shortcomings of PRA
noted by the NRC during PSID submittal
in 1990s and meet requirements of new
ASME/ANS Non-LWR PRA standard.
Results: Project completion by end of
2016 (in interim, many conference papers
- ICONE/PSAM – on methodologies and
preliminary results).
31
GE Hitachi PRISM – SFR Design
Argonne: Examining passive safety
system reliability, the component
reliability database, and the mechanistic
source term assessment.
GE Hitachi: Developing PRA structure,
conducting system analysis and event
sequence identification/analysis, and
determining risk-insights.

SFR Mechanistic Source Term (MST)
Assessment
Assessment of methodologies for
mechanistically estimating the "source
term" from postulated accidents in the
residual risk domain for metal-fueled, pool-
type SFRs using best-estimate models
32

Advanced Modeling & Simulation
High-fidelity FEM neutron transport
module with matching cross-section
generation capabilities
Unstructured grid for complex geometries
• Deformed SFR cores with moving grid
On-line cross section generation
Excellent scalability for parallel computing
CFD with high-order spectral elements on an
unstructured (but conformal) hexahedral grid
Incompressible and weakly-compressible flow
DNS, LES, and RANS formulations for
turbulence
Excellent parallel scaling (1M+ ranks)
• Gordon Bell and R&D-100 awards
MC
2-3
/PR
OT
EU
S
Ne
k5
00
0

Advanced Modeling & Simulation
SFR challenge problems and V&V opportunities SHARP-zoom (analytic magnifier)
Coupled system-CFD analyses (to support bilateral
collaborations with Japan, France, China)
Wire-wrapped SFR pin bundle benchmarks (DOE-
funded, industry-led projects Areva/TerraPower, EU-
Sesame INERI, bilateral/trilateral collaborations with
Japan and France)
Reduced-order thermal stratification modeling
AFR hot-channel factor evaluation Numerous corrections to account for uncertainties In
modeling, experiments, instrumentation, manufacturing
tolerance, etc.
Reevaluations using SHARP:
– Intra-assembly flow maldistribution
– Cladding circumferential temperature
– Wire Wrap Orientation
– Subchannel Flow Area
– Film Heat Transfer Coefficient
– Cladding thickness and conductivity
– Coolant Properties
– Fissile Maldistribution
– Fuel Thermal Conductivity
– Inlet Flow Maldistribution
34

M&S for long-life cores: T/H simulations
and experiment for SFR fuel assemblies
Team
Previous work
• Previous efforts (recent and legacy
experiments) focused on nominal
geometries.
• Little data suited for CFD, none takes
into account deformations seen later
in fuel assembly life.
• Collaboration leverages extensive
simulation experience with wire-
wrapped rod bundles at Terrapower
and Argonne as well as experimental
excellence at Areva and TAMU
Sample 37 Pin Model (deformations)
Work in Progress
Expected Outcomes
Numerical Simulation Detailed Hydraulic Experiments Thermal Performance experiments
• High quality experimental data for:
a. Specified metallic pin deformation;
b. Specified duct deformation.
• Objective: generate CFD validation grade data for non-
deformed and deformed geometries
a. It is a benchmark of current approaches with
benchmark milestones, not a software development
effort.
• Impact: Validated CFD analysis will be used to assess
thermal performance of the fuel assemblies’
AREVA - Temperature measurements
of 61 pin fuel assemblies (19 distributed
heater rods + 42 unheated rods) with
straight duct and deformed duct
configurations
TerraPower, LLC –
Pre/post-test CFD predictions
Argonne National Laboratory -
Performing highly resolved
pre/post-test CFD predictions
Texas A&M University - Velocity
and pressure measurements of 61
pin assemblies (unheated) with
straight duct and deformed
pin/duct configurations

Fast Reactor
Knowledge Preservation
Identify areas where information is at risk of being lost or
destroyed
– Example – FFTF document preservation at PNNL
Collect and organize FR-related information
– EBR-II SHRT database
– FFTF Passive Safety Testing database
– TREAT Database
– EBR-II Fuels Irradiation Database
– Fast Reactor Reliability Database
Recover lost computer codes
– NUBOW-3D code recovery – supports core restraint design
– SWAAM (sodium-water interaction) code recovery
• Upgraded to include sodium-CO2 interactions
– SOFIRE – a sodium pool fire code
Make information accessible to U.S. and other Fast Reactor
technology development countries
– DOE’s Office of Scientific and Technical Information
• Over 8,600 documents have been scanned and made available
– IAEA CRP on EBR-II Passive Testing Benchmark
– IAEA CRP - NAPRO 36

37
FFTF – Information Recovery
Accomplishments
An FY16 FFTF Lessons Learned report was prepared discussing the
following technical areas:
1. Sodium Thermal Stratification,
2. Sodium Vapor Trap Design/Operation,
3. Thermal Transient Usage,
4. Sodium Pump Flooding, Shaft Bowing, and Seizure,
5. Sodium and NaK Fill Process,
6. Heat Exchanger Performance.
7. Deactivation of Primary System Isolation Valves
8. Sodium and NaK System Deactivation
These FFTF lessons learned reports are critical to passing on information
regarding the performance of U.S. fast reactor technology
This work is supported by personnel who were involved with the operations
and irradiation testing of the FFTF reactor located at Hanford, Washington

SFR Safety Testing Databases
EBR-II Safety Test Database: ~80 experiments from the comprehensive
shutdown heat removal, balance of plant, and inherent control testing program
conducted at EBR-II during 1984-97 period.
Including the landmark inherent safety demonstration test (unprotected
station blackout)
FFTF Passive Safety Testing Database: Natural circulation tests as a reliable
means of decay heat removal during unprotected loss-of-flow transient,
extending passive safety experience to a large-size SFR
Including impact of unique core restraint system design and GEM device
TREAT Test Database: Archive of documents, meta- and numerical data from
~800 one-of-a-kind tests as the basis of present knowledge of transient fuel
behavior on key phenomena related to transient fuel performance including fuel
failures.
SFR Component Reliability Database: Based on combination of original
CREDO data, as well as revisited EBR-II, FFTF, and FERMI run logs, to
support Fast Reactor PRA.
38

FFTF Passive Safety Benchmark
Benchmark specification for most severe Loss-
Of-Flow WithOut Scram (LOFWOS) test
– Core loading, assembly fuel compositions
– Major plant components and heat transport
system configuration
– Description of measurements – locations and
types of instruments
– Description of initial and boundary conditions
Demonstrated effectiveness of Gas Expansion
Modules (GEM) as passive reactivity control
devices
– Pump trip from 50% power without scram
– Measured coolant flow and temperatures to
natural convection using two fast-response
instrumented fuel assemblies
FFTF Reactor
400 MWth loop-type test reactor
Mixed UO2-PuO2 (MOX) fuel
Unique core restraint system 39

SFR Metal Fuel Qualification Databases
EBR-II Physics Analysis Database and IFR Materials Information System:
Pin-by-pin core loading data for each EBR-II cycle, fuels fabrication information,
and operating parameters for validation of depletion analysis capabilities.
EBR-II Metal Fuel Irradiation Database: Detailed pin-by-pin fuel irradiation
history in EBR-II (digitized micrographs for profilometry data, gamma scans,
and fuel cross section, and PIE data from Argonne Alpha-Gamma Hot Cell
(porosity, cladding strain and other microstructural characteristics)
FFTF Metal Fuel Irradiation Database: Archival of tests conducted at FFTF including fabrication data and QA documentation for IFR-1 and MFF series of metal fuel tests, reports and available operational data for irradiation cycles, results for impact of metal fuel tests on reactor operating parameters such as reactivity feedbacks, and direct measurement data (in-core assembly growth, assembly pull forces, IEM cell exams).
Out-of-pile Metal Fuel Test Database: Data from Whole Pin Furnace tests and Fuel Behavior Testing Furnace to characterize steady-state and transient margins to fuel failure for binary metallic alloy SFR fuel as part of IFR program.
40

Fast Reactor
Advanced Fuels Development
Scope: Advance the scientific understanding and engineering application of
fuels for use in future fast-spectrum reactors, including:
1) fuels for enhanced resource utilization (including actinide transmutation),
2) support for driver/startup fuel concepts.
Approach:
– DOE-funded development to focus on metallic fuels technology
– Industry interest manifested in metallic fuel-related CRADAs in critical
areas (e.g., new fabrication techniques)
– Continue international collaborations (e.g., CEA, JAEA) to track the
status of MOX fuels technology
– Support fuel technology needs of DOE-NE/ART and industry FOA
concepts relative to demonstration/test reactors
41

Develop/demonstrate advanced
fabrication methods capable of
fabricating fresh and recycled fuels
with <0.1% unrecoverable loss of
transuranic materials.
– Advanced casting (GACS)
– Continuous casting
– Robust crucibles and molds
– Extrusion
– Additive manufacturing
Fuel Fabrication
High Level Objectives
Demonstrate remote (i.e., hot cell)
fabrication of metallic fuels that
make use of recycled fuel
feedstock obtained from
separations processes.
– Design, fabrication, and installation of
advanced casting furnace in HFEF
– Demonstrate remote casting of
transmutation fuel alloys
– Remote casting of fuel for IRT
42

Fuel Performance
High Level Objectives
Demonstrate acceptable
performance of fast reactor fuels
which can accommodate Pu and
significant quantities of minor
actinides, with a view to provide a
fuel technology option for recycle
of used nuclear fuels and
management of actinide materials.
– Prepare actinide feedstock materials
– Test fuels with Pu, Am, Np contents
Develop/demonstrate fast reactor
fuels and associated fuel
technologies (i.e., cladding)
capable of reliable performance to
high/ultra-high burnup.
– Low smear density metallic fuels
– Annular, sodium-free metallic fuels
– Cladding coatings and liners
– Fuel alloy additions for lanthanide
control
– High-dose/strength cladding materials
43

Support development and
validation of an advanced fuel
performance code for use in
design/analysis of metallic and
MOX fuels in fast reactors.
– BISON is development platform
– Implement legacy metallic and MOX
fuel behavior models
– Develop new mechanistic models
– Systematize fuel characterization and
material property data (Handbook)
– Perform model validation
Fuel Modeling
High Level Objectives
BISON
BISON 1.3
44

Fuel Fabrication
Fuel Fabrication Activities
– Characterization Specimens (Handbook)
• Legacy and advanced metallic fuel alloys
1) Pu-10Zr
2) Pu-30Zr
3) U-20Pu-10Zr
4) U-20Pu-3Am-2Np-10Zr
5) U-20Pu-4Pd-10Zr
6) U-20Pu-4Pd-4RE-10Zr
7) U-19Pu-0.7Zr-4.3Ti-5Mo
– Fuel Fabrication for AFC-3F
• Fabrication Variables Experiment
U-20Pu-4Pd-4RE-10Zr
AFC-3F Fuel Slugs
AFC-3F
Nominal Design
Rodlet Composition Form SD
(%)
3F-1 U-10Zr (EBR-II) solid 75
3F-2 U-10Zr solid 75
3F-3 U-20Pu-10Zr solid 75
3F-4 U-10Zr solid 75
3F-5 U-20Pu-10Zr (EBR-II) solid 75
45

Fuel Optimization Alloys-UPuZrPd
Palladium has been shown to be a promising additive to control
FCCI. Studies using Pd have been extended to include
transmutation fuel, i.e. U-20Pu-10Zr-3.86Pd
Microstructural characterization of the alloys is underway.
Diffusion couples against Fe have been started.
46
U-20Pu-10Zr-3.86Pd U-20Pu-10Zr-3.86Pd-4.3Ln

Irradiation Status: AFC-3D
AFC-3D irradiation is complete, the experiment has been shipped to the Hot Fuels
Examination Facility (HFEF) for PIE.
47
AFC-3D
Nominal Design As-Run Calculations (EOC 158B)
Rodlet Composition † Form SD
(%) EFPD
Average
LHGR
(W/cm)
Fission
Density
(1021
f/cm3)
Burnup (at.%)
HM 235U
3D-1 U-10Zr annular 55 195 302 1.61 4.6 6.8
3D-2 U-4Pd-13Zr solid 55 91 330 0.84 2.8 6.0
3D-3 U-10Mo solid 55 91 322 0.84 2.2 6.8
3D-4 U-10Mo annular 55 195 308 1.69 4.6 14.0
3D-5 U-4Pd-13Zr annular 55 91 349 0.90 2.9 4.8
† Fuel composition expressed in weight percent
Inserted cycle 154B, 23 Aug 2013
3D-2, 3, 5 discharged cycle 157A, 30 Aug 2014; 3D-1 and 3D-4 discharged cycle 158B, 1 Apr 2016

Industry interest in Advanced Reactor options has increased
– Wide variety of technology options being promoted
– Legislation for industry-led R&D and innovation R&D
To support near-term commercialization, R&D efforts are focused on
1) technology innovations for cost reduction
2) key licensing challenges
Recent progress and accomplishments technology R&D items focused
on innovations for performance improvement (cost reduction)
– METL sodium test loop and first test assembly in 2017
– Alloy 709 austenitic alloy ASME code qualification for SFR has started
– STEP Program to accelerate supercritical CO2 technology
Recent progress and accomplishments on licensing R&D items focused
on safety analysis tools/validation and advanced fuels
– PRA and mechanistic source term assessments completed
– Knowledge preservation in databases (e.g., FFTF benchmark proposal)
– Validation of fuel fabrication and irradiation performance
Summary
48