
UNIVERSIDAD SAN FRANCISCO DE QUITO USFQrepositorio.usfq.edu.ec/bitstream/23000/7076/1/135829.pdf ·...
88
UNIVERSIDAD SAN FRANCISCO DE QUITO USFQ Colegio de Ciencias e Ingenierías Optimización de una máquina dispensadora de medicamentos e integración de un sistema de enfriamiento para su climatización Dispositivos Tecnológicos . Dennis Alejandro Llangarí Peña Ingeniería Mecánica Trabajo de titulación presentado como requisito para la obtención del título de Ingeniero Mecánico Quito, 20 de Diciembre de 2017
Transcript of UNIVERSIDAD SAN FRANCISCO DE QUITO USFQrepositorio.usfq.edu.ec/bitstream/23000/7076/1/135829.pdf ·...

UNIVERSIDAD SAN FRANCISCO DE QUITO USFQ
Colegio de Ciencias e Ingenierías
Optimización de una máquina dispensadora de medicamentos e integración de un sistema de enfriamiento para su
climatización
Dispositivos Tecnológicos .
Dennis Alejandro Llangarí Peña
Ingeniería Mecánica
Trabajo de titulación presentado como requisito para la obtención del título de Ingeniero Mecánico
Quito, 20 de Diciembre de 2017

2
UNIVERSIDAD SAN FRANCISCO DE QUITO USFQ
COLEGIO DE CIENCIAS E INGENIERIA
HOJA DE CALIFICACIÓN DE TRABAJO DE TITULACIÓN
Optimización y Construcción de una Máquina dispensadora inteligente de entrega de medicamentos
Dennis Llangarí
Calificación:
Nombre del profesor, Título académico
Michel Vargas, Ph.D.
Firma del profesor
Quito, 20 de Diciembre de 2017
3
Derechos de Autor
Por medio del presente documento certifico que he leído todas las Políticas y
Manuales de la Universidad San Francisco de Quito USFQ, incluyendo la Política de Propiedad
Intelectual USFQ, y estoy de acuerdo con su contenido, por lo que los derechos de propiedad
intelectual del presente trabajo quedan sujetos a lo dispuesto en esas Políticas.
Asimismo, autorizo a la USFQ para que realice la digitalización y publicación de este
trabajo en el repositorio virtual, de conformidad a lo dispuesto en el Art. 144 de la Ley
Orgánica de Educación Superior.
Firma del estudiante: _______________________________________ Nombres y apellidos: Dennis Alejandro Llangarí Peña Código: 00126998 Cédula de Identidad: 1716453608 Lugar y fecha: Quito, 20 de Diciembre de 2017
4
RESUMEN
En la industria farmacéutica, la distribución y entrega de medicamentos se puede optimizar
mediante la utilización de una máquina dispensadora inteligente. Este tipo de máquinas son
una herramienta y mecanismo de entregar productos a un bajo costo y brindando un mayor y
fácil acceso al consumidor. Sin embargo, varios medicamentos que estas máquinas
almacenan, necesitan mantener una temperatura baja y estable para conservarse
adecuadamente. Por esta razón, este proyecto busca la optimización del uso de espacio, la
reducción de tamaño y costo, y la implementación de un sistema de climatización de una
máquina inteligente que permita almacenar entre 50 a 60 medicamentos.
La elaboración de este proyecto consistió primero en especificar y determinar las
características de la máquina dispensadora: dimensiones máximas (800x550x400 mm), el
tipo y la cantidad de los medicamentos a almacenar (termolábiles y un aumento de al menos
el 40% en la capacidad de almacenamiento), y el rango de temperatura de almacenamiento
(5C – 10C). Luego, se optimizó el diseño anterior1 de espacio físico de la farmacia robot
Farmabot, manteniéndose el uso de un sistema de estanterías con una distribución de 4
columnas y 4 filas, pero con capacidades modulares ajustables en ángulo de inclinación y
distribución con materiales de bajo peso. Se aumentó la funcionalidad del actuador del brazo
mecánico para mejorar la forma de recoger y entregar medicinas al compartimento de entrega
de producto de la puerta exterior (en comparación con el modelo anterior). Finalmente, se
diseñó e implementó un sistema de climatización capaz de mantener la temperatura interna a
10ºC. Este sistema se lo desarrolló tomando en cuenta una reducción de peso y de espacio
físico requerido, a un bajo costo.
1 Tesis Esteban Egüez: diseño y construcción de una Farmacia Automatizada. Revisar en el repositorio digital de la USFQ

5
ABSTRACT
In the pharmaceutical industry, the distribution and delivery of medicines can be optimized
by the use of an intelligent dispensing machine. This type of machine is a tool and mechanism
for delivering products at a low cost while providing greater and easier access to the
consumer. However, several drugs that these machines store, need to maintain a low and
stable temperature to be properly preserved. For this reason, this project seeks to optimize
the use of space, the reduction of size and cost, and the implementation of an air conditioning
system in an intelligent dispensing machine that allows to store 50 to 60 medical products.
This project consisted first of specifying and determining the characteristics of the dispensing
machine: maximum dimensions (800x550x400 mm), the type and quantity of the medicines
to be stored (heat-labile and at least a 40% increase in the storage capacity), and a storage
temperature range between 5C to10C. The interior design of the previous model of
Farmabot (robot pharmacy) was optimized while maintaining the use of a shelf-system with
a distribution of 4 columns and 4 rows, but with modular capacity, adjustable shelf-angle of
inclination and space distribution, using low-weight materials. The functionality of the
actuator in the mechanical arm was increased to improve the way of collecting and delivering
medicines to the outer door compartment (in comparison with the previous model.) Finally,
an air conditioning system capable of maintaining the internal temperature to 10 º C was
designed and implemented. This system was developed taking into account a reduction in
weight and physical space required, at a low cost.
6
Tabla de Contenido
RESUMEN ................................................................................................................................ 4
ABSTRACT ............................................................................................................................... 5
ÍNDICE DE TABLAS................................................................................................................... 7
ÍNDICE DE FIGURAS ................................................................................................................. 8
INTRODUCCIÓN ...................................................................................................................... 9
Máquinas dispensadoras .................................................................................................. 10
Sistemas de refrigeración ................................................................................................. 11
Aislantes térmicos ............................................................................................................ 16
DESARROLLO ......................................................................................................................... 19
Estructura Interna ............................................................................................................. 19
Perfiles de estantería (Racks) ....................................................................................... 19
Travesaños .................................................................................................................... 21
Estructura Externa ............................................................................................................ 24
Columnas y bastidores.................................................................................................. 24
Rieles y sistema de sujeción ......................................................................................... 25
Mecanismo de Movimiento ............................................................................................. 27
Brazo mecánico............................................................................................................. 28
Actuador ....................................................................................................................... 31
Diseño de Sistema térmico ............................................................................................... 32
Proceso de Manufactura .................................................................................................. 50
Ensamble estructura interna y externa ........................................................................ 50
Ensamble sistema térmico............................................................................................ 52
RESULTADOS ......................................................................................................................... 55
Funcionamiento sistema térmico ..................................................................................... 56
Costos ............................................................................................................................... 59
DISCUSIÓN ............................................................................................................................ 62
CONCLUSIONES ..................................................................................................................... 63
REFERENCIAS BIBLIOGRÁFICAS............................................................................................. 64
7
ÍNDICE DE TABLAS
Tabla 1: Características de medicamentos y fármacos. ........................................................ 19
Tabla 2: Características de los medicamentos almacenados. ............................................... 34
Tabla 3: Propiedades del acero galvanizado......................................................................... 34
Tabla 4: Propiedades del aluminio 6061. ............................................................................. 35
Tabla 5: Proporción de calor sensible por infiltración de puertas. ....................................... 38
Tabla 6: Factores que intervienen en carga de transmisión. ................................................. 40
Tabla 7: Valores de cálculo para transferencia de calor. ...................................................... 41
Tabla 8: Cálculos para transmisión de calor. ........................................................................ 41
Tabla 9: Ganancia de calor en ventiladores comunes........................................................... 42
Tabla 10: Valoración total de cargas de refrigeración. ......................................................... 43
Tabla 11: Propiedades del módulo Peltier. ........................................................................... 47
Tabla 12: Propiedades de aislantes. ...................................................................................... 49
Tabla 13: Espesor de poliestireno expandido ....................................................................... 50
Tabla 14: Características de la máquina dispensadora de medicamentos actual .................. 55
Tabla 15: Comparación entre PVC y aluminio. ................................................................... 55
Tabla 16: Propiedades del acero galvanizado y aluminio 6061. .......................................... 56
Tabla 17: Condiciones del sistema térmico. ......................................................................... 56
Tabla 18: Propiedades del Aire a 20°C ................................................................................ 57
Tabla 19: Resultados experimentales del sistema térmico ................................................... 59
Tabla 20: Costo de estructura interna ................................................................................... 59
Tabla 21: Costo de estructura externa .................................................................................. 60
Tabla 22: Costo del sistema térmico..................................................................................... 60
Tabla 23: Costo total de la máquina dispensadora de medicamentos .................................. 61

8
ÍNDICE DE FIGURAS
Figura 1: ciclo de refrigeración (Berg, 2014). ...................................................................... 12
Figura 2: Ciclo invertido de Carnot (Cosme, 2014). ............................................................ 13
Figura 3: Ciclo de refrigeración por compresión (Correa, 2015). ........................................ 14
Figura 4: Ciclo de refrigeración por gas (López, 2013). ...................................................... 14
Figura 5: Ciclo de refrigeración por absorción (Cosme, 2014). ........................................... 15
Figura 6: Composición de las celdas Peltier (Hermes, 2012)............................................... 16
Figura 7: Tipos de aislantes térmicos (Merlin, 2016). .......................................................... 16
Figura 8: Poliuretano en viviendas (Merlin, 2016)............................................................... 17
Figura 9: Poliestireno expandible (Merlín, 2016). ............................................................... 18
Figura 10: Lanas minerales (Merlin, 2016). ......................................................................... 18
Figura 11: Perfiles (racks) de PVC. ...................................................................................... 20
Figura 12: medidas de perfiles PVC ..................................................................................... 21
Figura 13: Módulo de estantería (diseño CAD). .................................................................. 22
Figura 14: Análisis de travesaños (desplazamiento). ........................................................... 23
Figura 15: Análisis travesaños (esfuerzos normales). .......................................................... 23
Figura 16: Estructura externa (diseño CAD). ....................................................................... 25
Figura 17: Riel perforada y horquilla ................................................................................... 26
Figura 18: Inclinación de estanterías a 30º ........................................................................... 26
Figura 19: Inclinación de soportes perfiles de aluminio....................................................... 27
Figura 20: Mecanismo robot cartesiano ............................................................................... 28
Figura 21: Sistema de poleas para bandas ............................................................................ 29
Figura 22: Acople mecanismo horizontal ............................................................................. 29
Figura 23: Soportes para motores ......................................................................................... 30
Figura 24: Mecanismo de movimiento vertical .................................................................... 31
Figura 25: Pinzas plásticas y su servomotor. ........................................................................ 32
Figura 26: Pérdida de calor por infiltración de aire (Ashrae, 2010). .................................... 37
Figura 27: Especificación y denominación estandarizada de las placas Peltier (Hermes,
2014). .................................................................................................................................... 45
Figura 28: Ensamble módulo Peltier (diseño CAD). ............................................................ 46
Figura 29: Modelado en Solidworks estructura de la máquina. ........................................... 47
Figura 30: Modelado para rango de temperatura interna. .................................................... 48
Figura 31: Modelado para velocidades de flujo de aire........................................................ 49
Figura 32: Estructura de máquina dispensadora y rieles reguladoras. ................................. 51
Figura 33: Rieles de movimiento y sistema de sujeción. ..................................................... 51
Figura 34: Poliuretano de 50 mm espesor y estructura principal. ........................................ 52
Figura 35: Celdas Peltier conectadas. Disipadores de calor en la estructura. ...................... 53
Figura 36: sensor de temperatura y termocupla. ................................................................... 53
Figura 37: Ensamble de la máquina. .................................................................................... 54
Figura 38: Medición de temperaturas de la máquina dispensadora...................................... 59
9
INTRODUCCIÓN
Las máquinas dispensadoras se caracterizan por vender artículos de fácil acceso y venta
libre para el usuario, donde el artículo es recibido una vez que el cliente lo paga, depositando
directamente el dinero o insertando su tarjeta de crédito. Estas máquinas están en una
transformación digital y tecnológica, por lo que se proyecta que en el año 2020 se
comercialice unos 2,7 millones de unidades en todo el mundo. Estados Unidos es el principal
y más grande mercado para dichas máquinas. Una de las principales ventajas que ofrecen es
la disponibilidad del producto que expenden en cualquier momento del día, todos los días.
Normalmente, estas máquinas se pueden localizar en diferentes ámbitos o entornos, tanto
públicos como privados, bares, restaurantes. etc. Las máquinas dispensadoras dependen de
distintos parámetros relacionados principalmente con el tipo de producto que ofrecen. Por
tanto, el tamaño, cantidad, y características del producto resultan muy importantes. Además,
el sistema e interfase de interacción con el consumidor es otro punto importante a considerar,
al igual que el ambiente en el que va a operar. Sin embargo, su costo es un factor determinante
para implementar estas máquinas cuando sus requerimientos de sistema de interacción,
funciones y accesorios sean más complejos.
La industria farmacéutica es uno de los sectores productivos con un alto dinamismo, en
especial a lo que se refiere a la cadena de suministro. Actualmente, la distribución de sus
productos a través de máquinas dispensadoras ha alcanzado una buena aceptación en el
mercado. Por ello, desean expandir la oferta de productos que se puedan distribuir a través
de estas máquinas, viabilizando la reducción de los costos de distribución.
En Ecuador, existe una oferta limitada de máquinas dispensadoras de productos por el
bajo consumo y la falta de confianza que puede generar en el consumidor y/o vendedor.
Además, son escasas las empresas que fabrican máquinas dispensadoras a medida de los
requerimientos del producto y la necesidad del usuario. La importación desde mercados
internacionales ha sido la forma usual en que se han podido implementar estas máquinas
localmente, con costos elevados y con una limitada variedad de accesorios adicionales. Estas
máquinas se han implementado en su mayoría sólo para ofrecer productos básicos
10
alimenticios, bebidas, anticonceptivos y juguetes pequeños; sin tomar en cuenta otros
productos como: libros, periódicos, cigarrillos, medicamentos, etc.
Motivación
Dada la necesidad e interés de desarrollar una máquina dispensadora de medicamentos,
un primer prototipo fue desarrollado en el 2015 en la Universidad San Francisco de Quito
por Esteban Egüez2. Este prototipo de farmacia robot con un brazo mecánico fue capaz de
entregar y almacenar diferentes medicamentos de una forma adecuada (para mayor
información acerca de su desarrollo y funcionalidad referirse al trabajo mencionado). Sin
embargo, para efectos de masificar su producción, se requiere mejorar los costos asociados
e incrementar su funcionalidad. Gracias a esta motivación, el presente proyecto se ha
desarrollado para optimizar este prototipo en lo referente a peso y costo, así como
incrementar su capacidad de almacenamiento, funcionalidad y versatilidad de aplicaciones
de almacenamiento.
Por solicitud de los posibles clientes que potencialmente adquirirán este producto, se ha
definido el reducir las dimensiones de la máquina dispensadora (aproximadamente a un tercio
del tamaño del primer protipo) y brindar una solución de bajo costo para mantener
medicamentos termolábiles a una temperatura entre 10ºC y 12ºC.
Máquinas dispensadoras
Los atributos de estas máquinas han evolucionado para simplificar su uso, mejorar la
eficiencia operativa y energética, y entregar una experiencia más fácil y atractiva al
consumidor. Estas máquinas pueden ser del tipo mecánico o electrónico y proporcionan una
diferente funcionalidad para el cliente. Generalmente, las máquinas dispensadoras se
caracterizan por vender productos de fácil manejo y acceso. El producto es recibido una vez
que el cliente lo paga depositando el dinero o insertando su tarjeta de crédito. El momento
que el producto es pagado, el usuario está autorizado para recibir el producto y un mecanismo
2 Tesis Esteban Egüez: diseño y construcción de una Farmacia Automatizada. Revisar tesis en el repositorio digital de la USFQ
11
lo dispensa. En el caso de productos empaquetados delicados (como medicamentos), un
brazo mecanizado puede implementarse. Este brazo se traslada al compartimiento para
recoger el producto y lo coloca en un depósito para retirarlo. Sin embargo, si el sistema no
es calibrado adecuadamente, el producto puede quedar atrapado o no puede ser entregado.
Esta es la razón, por la que hay que establecer una funcionalidad correcta del brazo mecánico
para esta aplicación.
Medicamentos termolábiles
Los medicamentos termolábiles (incluyen: antibióticos, insulinas, vacunas y colirios)
son sensibles a la variación de su temperatura y por cuánto se los debe mantener climatizados
adecuadamente. La elaboración de estos fármacos consiste en un cuidado desde su proceso
y tratamiento que requiere una refrigeración constante. Por lo que desde su elaboración hasta
el consumo final en el cliente debe mantener una refrigeración constante.
Sistemas de refrigeración
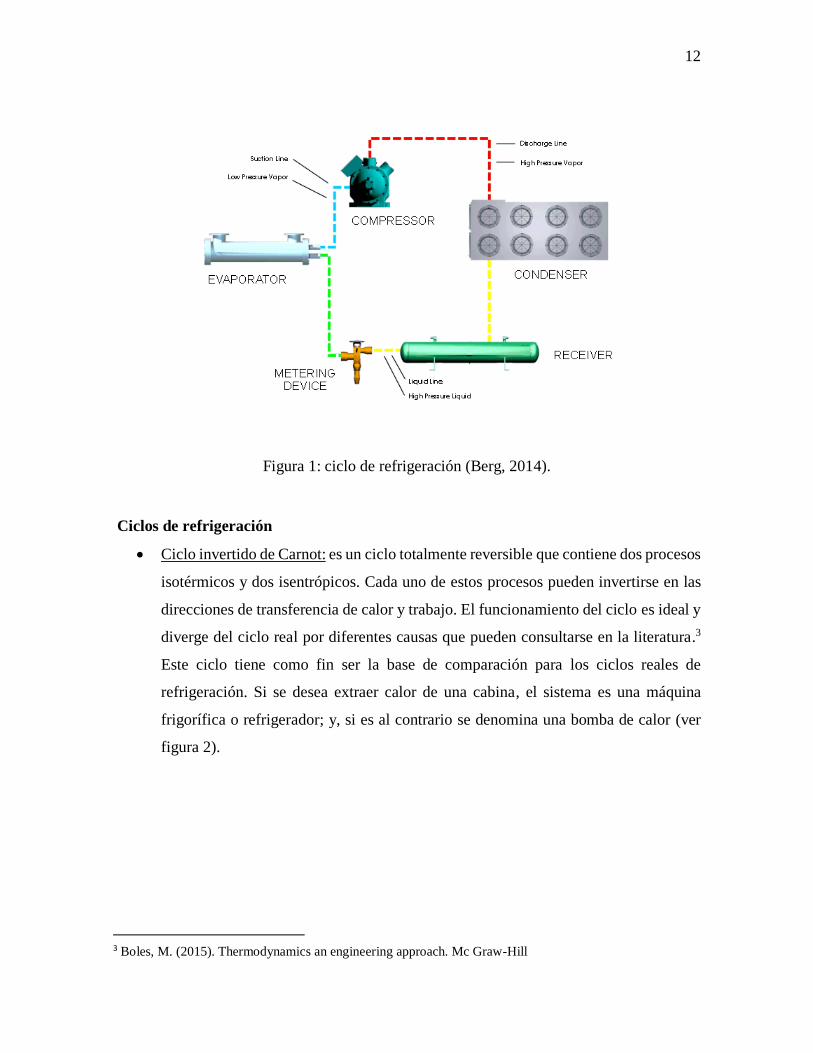
Los sistemas de refrigeración tradicionales contienen cuatro etapas fundamentales de
funcionamiento y aprovechan las propiedades de los fluidos utilizados. Los principales
componentes de un sistema de refrigeración son: condensador, compresor, evaporador y una
válvula de expansión. Para el control de consumo de energía y potencia, se utiliza un sistema
de control integrado y un receptor como depósito temporal para el tipo de refrigerante usado.
A continuación, en la figura 1 se ilustra el proceso general de un sistema de refrigeración:
12
Figura 1: ciclo de refrigeración (Berg, 2014).
Ciclos de refrigeración
Ciclo invertido de Carnot: es un ciclo totalmente reversible que contiene dos procesos
isotérmicos y dos isentrópicos. Cada uno de estos procesos pueden invertirse en las
direcciones de transferencia de calor y trabajo. El funcionamiento del ciclo es ideal y
diverge del ciclo real por diferentes causas que pueden consultarse en la literatura.3
Este ciclo tiene como fin ser la base de comparación para los ciclos reales de
refrigeración. Si se desea extraer calor de una cabina, el sistema es una máquina
frigorífica o refrigerador; y, si es al contrario se denomina una bomba de calor (ver
figura 2).
3 Boles, M. (2015). Thermodynamics an engineering approach. Mc Graw-Hill
13
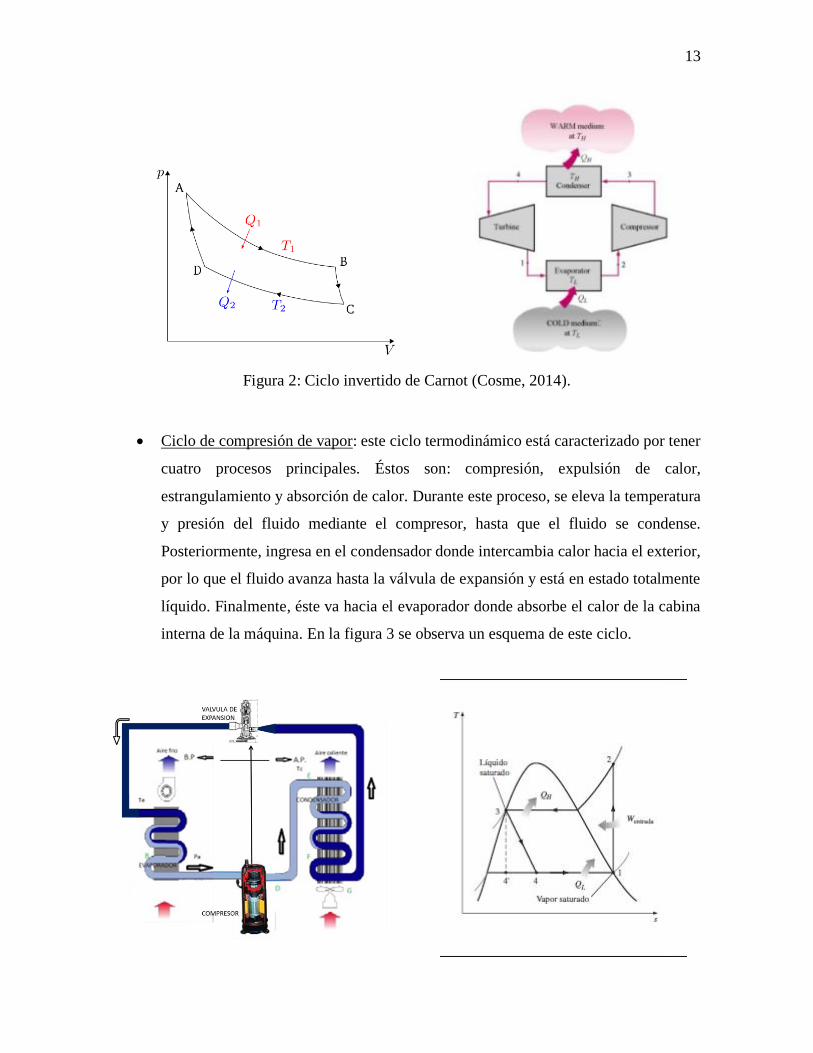
Figura 2: Ciclo invertido de Carnot (Cosme, 2014).
Ciclo de compresión de vapor: este ciclo termodinámico está caracterizado por tener
cuatro procesos principales. Éstos son: compresión, expulsión de calor,
estrangulamiento y absorción de calor. Durante este proceso, se eleva la temperatura
y presión del fluido mediante el compresor, hasta que el fluido se condense.
Posteriormente, ingresa en el condensador donde intercambia calor hacia el exterior,
por lo que el fluido avanza hasta la válvula de expansión y está en estado totalmente
líquido. Finalmente, éste va hacia el evaporador donde absorbe el calor de la cabina
interna de la máquina. En la figura 3 se observa un esquema de este ciclo.
14
Figura 3: Ciclo de refrigeración por compresión (Correa, 2015).
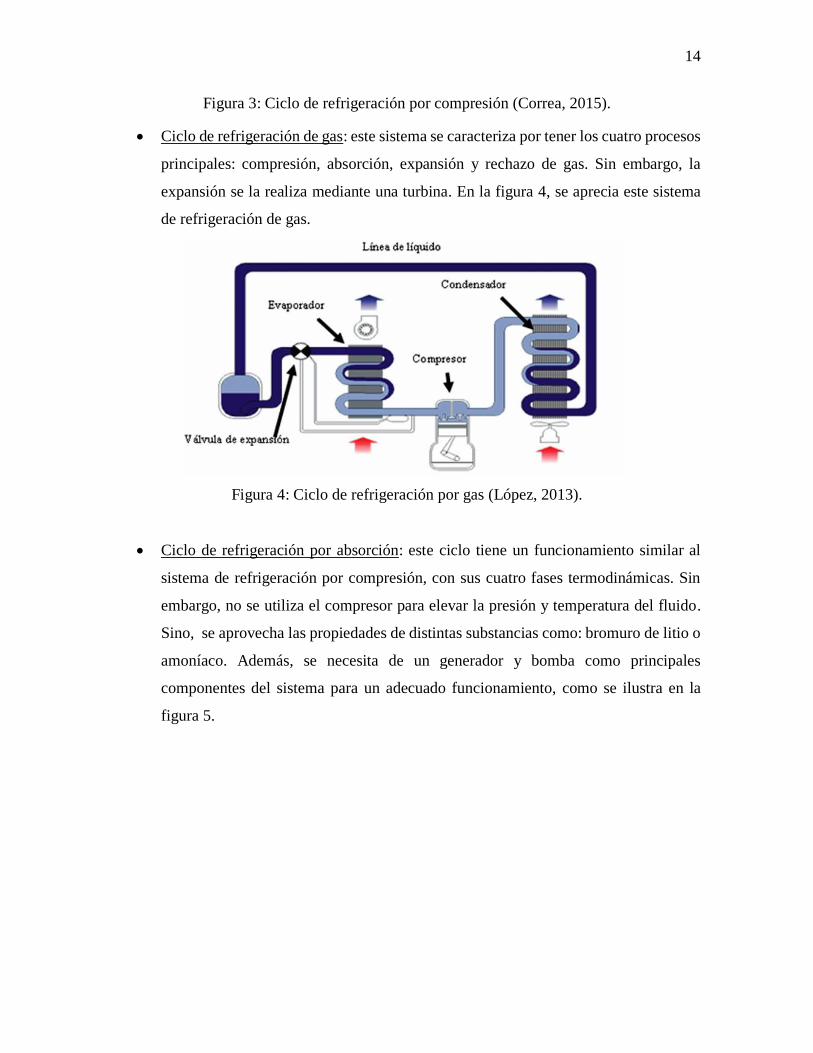
Ciclo de refrigeración de gas: este sistema se caracteriza por tener los cuatro procesos
principales: compresión, absorción, expansión y rechazo de gas. Sin embargo, la
expansión se la realiza mediante una turbina. En la figura 4, se aprecia este sistema
de refrigeración de gas.
Figura 4: Ciclo de refrigeración por gas (López, 2013).
Ciclo de refrigeración por absorción: este ciclo tiene un funcionamiento similar al
sistema de refrigeración por compresión, con sus cuatro fases termodinámicas. Sin
embargo, no se utiliza el compresor para elevar la presión y temperatura del fluido.
Sino, se aprovecha las propiedades de distintas substancias como: bromuro de litio o
amoníaco. Además, se necesita de un generador y bomba como principales
componentes del sistema para un adecuado funcionamiento, como se ilustra en la
figura 5.
15
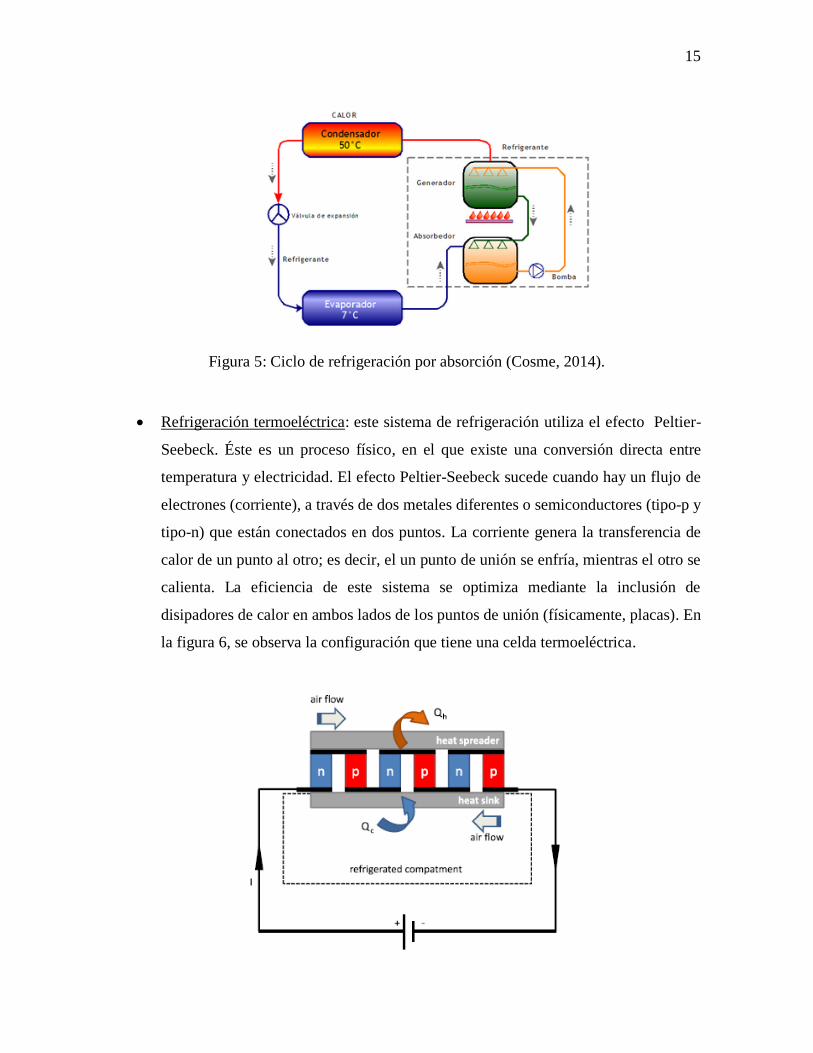
Figura 5: Ciclo de refrigeración por absorción (Cosme, 2014).
Refrigeración termoeléctrica: este sistema de refrigeración utiliza el efecto Peltier-
Seebeck. Éste es un proceso físico, en el que existe una conversión directa entre
temperatura y electricidad. El efecto Peltier-Seebeck sucede cuando hay un flujo de
electrones (corriente), a través de dos metales diferentes o semiconductores (tipo-p y
tipo-n) que están conectados en dos puntos. La corriente genera la transferencia de
calor de un punto al otro; es decir, el un punto de unión se enfría, mientras el otro se
calienta. La eficiencia de este sistema se optimiza mediante la inclusión de
disipadores de calor en ambos lados de los puntos de unión (físicamente, placas). En
la figura 6, se observa la configuración que tiene una celda termoeléctrica.
16
Figura 6: Composición de las celdas Peltier (Hermes, 2012).
La efectividad del sistema de refrigeración termoeléctrica comparada con un sistema de
refrigeración convencional se reduce a un 10% y comparado con un ciclo de compresión
tradicional baja a un 50%. Sin embargo, las aplicaciones de este sistema de refrigeración se
han incrementado, debido al bajo costo, bajo ruido y la facilidad de transportar sus elementos.
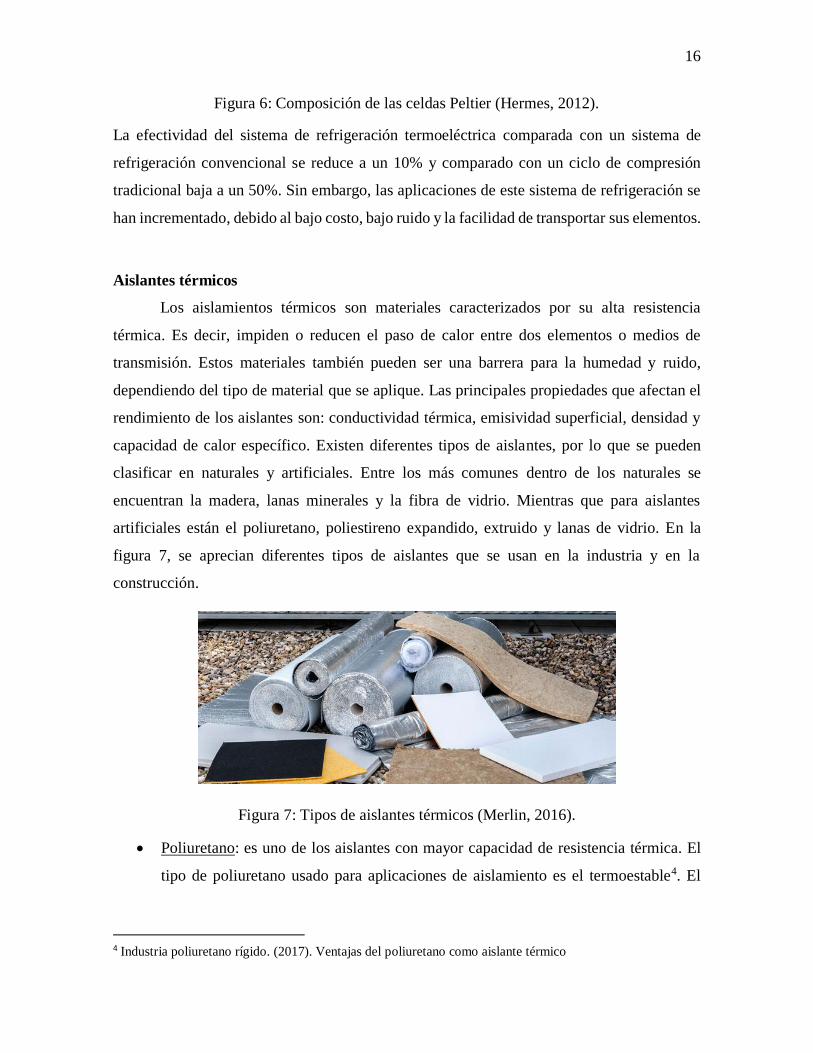
Aislantes térmicos
Los aislamientos térmicos son materiales caracterizados por su alta resistencia
térmica. Es decir, impiden o reducen el paso de calor entre dos elementos o medios de
transmisión. Estos materiales también pueden ser una barrera para la humedad y ruido,
dependiendo del tipo de material que se aplique. Las principales propiedades que afectan el
rendimiento de los aislantes son: conductividad térmica, emisividad superficial, densidad y
capacidad de calor específico. Existen diferentes tipos de aislantes, por lo que se pueden
clasificar en naturales y artificiales. Entre los más comunes dentro de los naturales se
encuentran la madera, lanas minerales y la fibra de vidrio. Mientras que para aislantes
artificiales están el poliuretano, poliestireno expandido, extruido y lanas de vidrio. En la
figura 7, se aprecian diferentes tipos de aislantes que se usan en la industria y en la
construcción.
Figura 7: Tipos de aislantes térmicos (Merlin, 2016).
Poliuretano: es uno de los aislantes con mayor capacidad de resistencia térmica. El
tipo de poliuretano usado para aplicaciones de aislamiento es el termoestable4. El
4 Industria poliuretano rígido. (2017). Ventajas del poliuretano como aislante térmico

17
precio varía dependiendo de la presentación. Normalmente, se pueden encontrar en
forma de planchas o paneles. En la figura 8 se aprecia la instalación de este material.
Figura 8: Poliuretano en viviendas (Merlin, 2016).
Este aislante posee propiedades especiales dadas por sus estructuras pequeñas de
celdas que forman la espuma y la composición del gas aislante que contiene en su
interior. Para este tipo de material, la conductividad térmica depende de
características como: el porcentaje de celda cerrada, tamaño de celda, y el gas
aislante.
El espesor en este tipo de material es determinante para una mayor resistencia térmica
y mayor ahorro energético, lo que resulta en un bajo gasto energético para el
consumidor.
El poliestireno expandible: este tipo de aislante existe tanto en forma expandible
como extruido. Este tipo de material es denso y por su baja conductividad térmica
puede tener una alta resistencia térmica. Es uno de los aislantes más empleados en la
construcción de viviendas y edificios.
18
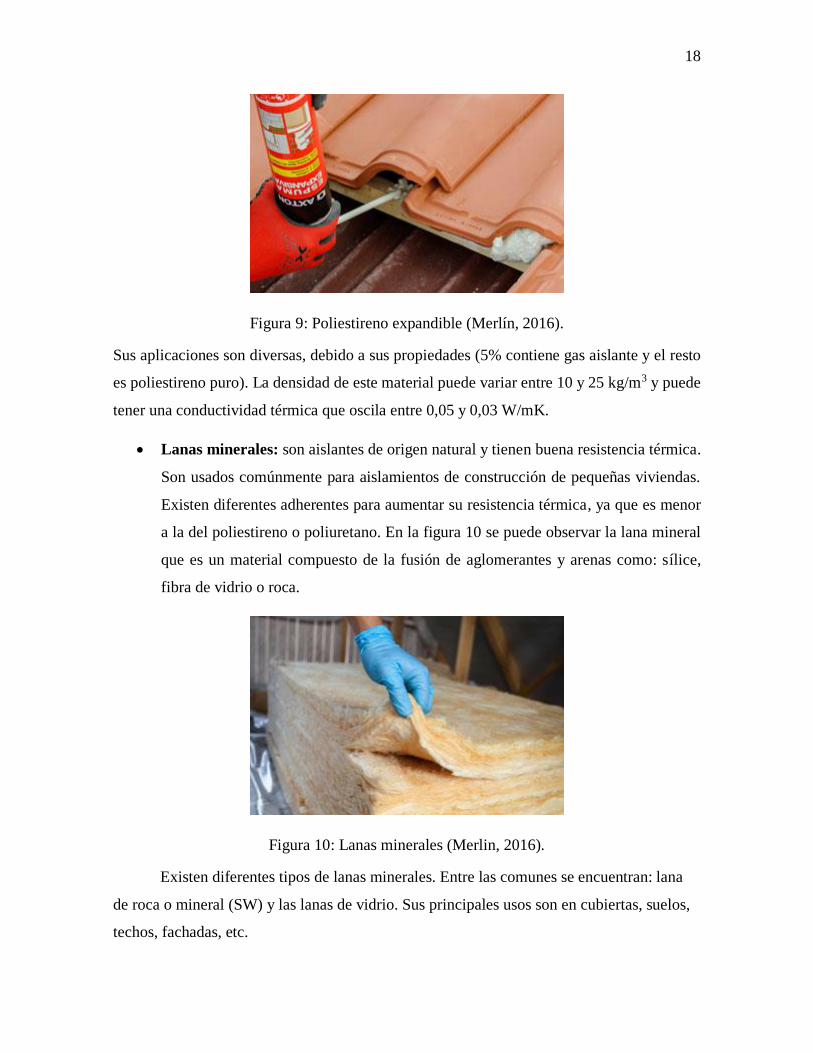
Figura 9: Poliestireno expandible (Merlín, 2016).
Sus aplicaciones son diversas, debido a sus propiedades (5% contiene gas aislante y el resto
es poliestireno puro). La densidad de este material puede variar entre 10 y 25 kg/m3 y puede
tener una conductividad térmica que oscila entre 0,05 y 0,03 W/mK.
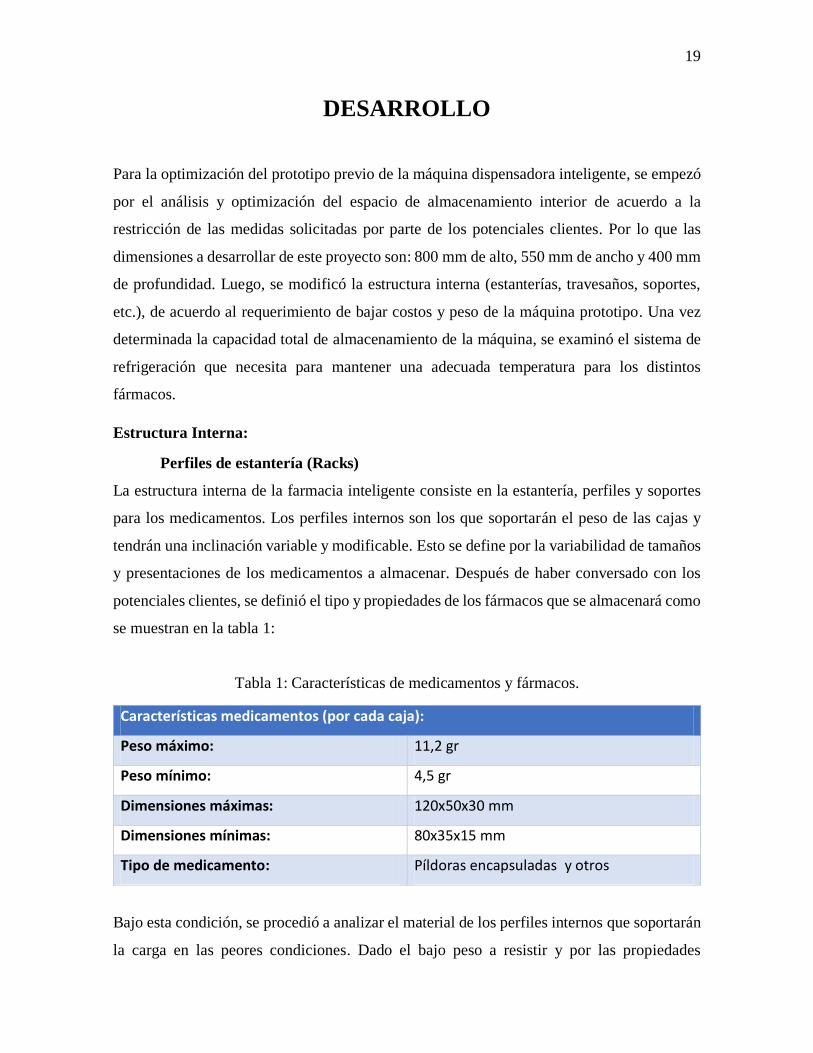
Lanas minerales: son aislantes de origen natural y tienen buena resistencia térmica.
Son usados comúnmente para aislamientos de construcción de pequeñas viviendas.
Existen diferentes adherentes para aumentar su resistencia térmica, ya que es menor
a la del poliestireno o poliuretano. En la figura 10 se puede observar la lana mineral
que es un material compuesto de la fusión de aglomerantes y arenas como: sílice,
fibra de vidrio o roca.
Figura 10: Lanas minerales (Merlin, 2016).
Existen diferentes tipos de lanas minerales. Entre las comunes se encuentran: lana
de roca o mineral (SW) y las lanas de vidrio. Sus principales usos son en cubiertas, suelos,
techos, fachadas, etc.
19
DESARROLLO
Para la optimización del prototipo previo de la máquina dispensadora inteligente, se empezó
por el análisis y optimización del espacio de almacenamiento interior de acuerdo a la
restricción de las medidas solicitadas por parte de los potenciales clientes. Por lo que las
dimensiones a desarrollar de este proyecto son: 800 mm de alto, 550 mm de ancho y 400 mm
de profundidad. Luego, se modificó la estructura interna (estanterías, travesaños, soportes,
etc.), de acuerdo al requerimiento de bajar costos y peso de la máquina prototipo. Una vez
determinada la capacidad total de almacenamiento de la máquina, se examinó el sistema de
refrigeración que necesita para mantener una adecuada temperatura para los distintos
fármacos.
Estructura Interna:
Perfiles de estantería (Racks)
La estructura interna de la farmacia inteligente consiste en la estantería, perfiles y soportes
para los medicamentos. Los perfiles internos son los que soportarán el peso de las cajas y
tendrán una inclinación variable y modificable. Esto se define por la variabilidad de tamaños
y presentaciones de los medicamentos a almacenar. Después de haber conversado con los
potenciales clientes, se definió el tipo y propiedades de los fármacos que se almacenará como
se muestran en la tabla 1:
Tabla 1: Características de medicamentos y fármacos.
Características medicamentos (por cada caja):
Peso máximo: 11,2 gr
Peso mínimo: 4,5 gr
Dimensiones máximas: 120x50x30 mm
Dimensiones mínimas: 80x35x15 mm
Tipo de medicamento: Píldoras encapsuladas y otros
Bajo esta condición, se procedió a analizar el material de los perfiles internos que soportarán
la carga en las peores condiciones. Dado el bajo peso a resistir y por las propiedades

20
inherentes de la aplicación, se definió utilizar polímero PVC. El PVC tiene adecuadas
propiedades como: buena rigidez, dureza y resistencia mecánica. Además, es posible
adquirirlos en el mercado local a un costo aproximado de la mitad de los perfiles de aluminio
previamente utilizados. Cabe destacar que éste es un material no conductor térmico, lo que
permite aislar térmicamente de mejor manera a los medicamentos del ambiente exterior. De
igual manera, es un material que permite fácilmente ser modificado o maquinado como se lo
requiera. Los perfiles mostrados en la figura 11 serán los encargados de sostener las cajas de
medicamentos. Estos estarán sujetos a los travesaños o tubos cuadrados de PVC que serán
movibles, ya que estarán sujetos con un soporte de adhesión.
Figura 11: Perfiles (racks) de PVC.
Estos perfiles serán adquiridos en Ecuador y tienen una dimensión de 31 mm de alto, 31 mm
de ancho, y una profundidad de 41 cm, como se puede observar en la figura 12.

21
Figura 12: medidas de perfiles PVC
Travesaños
Para soportar los perfiles de PVC será necesario unos travesaños fabricados de tubo cuadrado
de PVC. Estos tubos son flexibles para modificar de acuerdo a la distancia del producto. Por
lo general una caja en promedio posee entre 10 cm y 12 cm de largo, en base a estas distancias
se cambiarán de posición los perfiles. En la figura 13 se puede observar el elemento y el
ensamble con los perfiles de plástico.
22
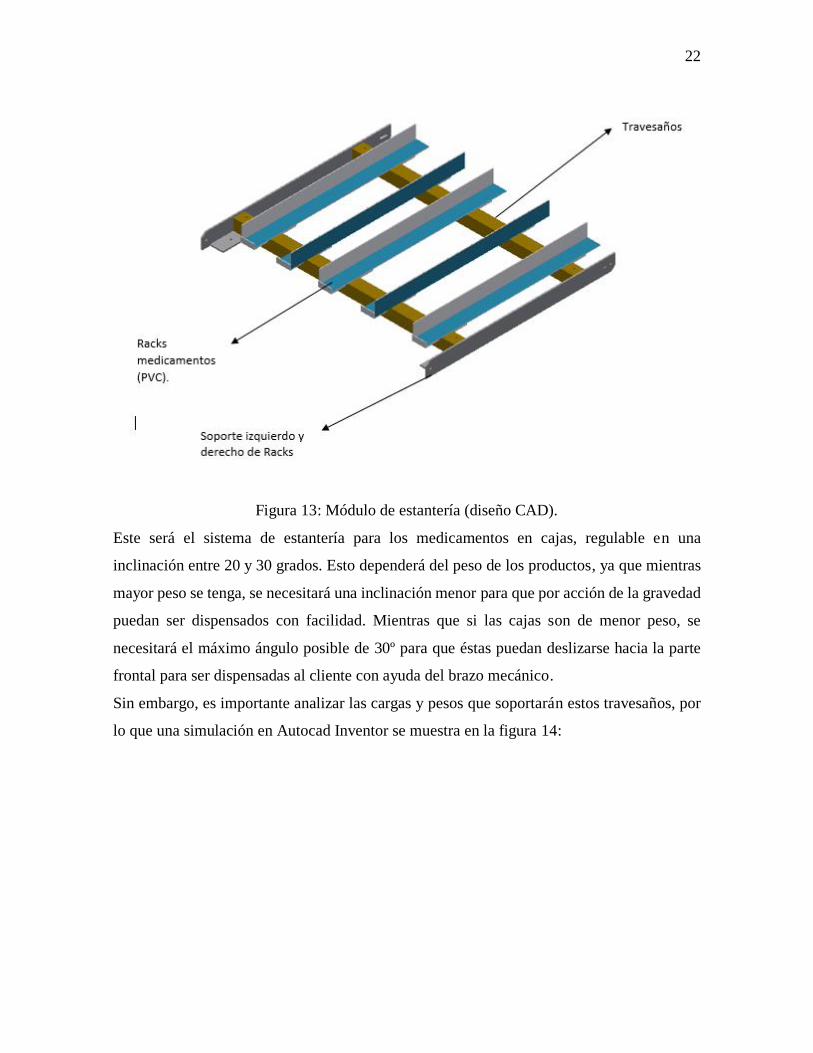
Figura 13: Módulo de estantería (diseño CAD).
Este será el sistema de estantería para los medicamentos en cajas, regulable en una
inclinación entre 20 y 30 grados. Esto dependerá del peso de los productos, ya que mientras
mayor peso se tenga, se necesitará una inclinación menor para que por acción de la gravedad
puedan ser dispensados con facilidad. Mientras que si las cajas son de menor peso, se
necesitará el máximo ángulo posible de 30º para que éstas puedan deslizarse hacia la parte
frontal para ser dispensadas al cliente con ayuda del brazo mecánico.
Sin embargo, es importante analizar las cargas y pesos que soportarán estos travesaños, por
lo que una simulación en Autocad Inventor se muestra en la figura 14:
23
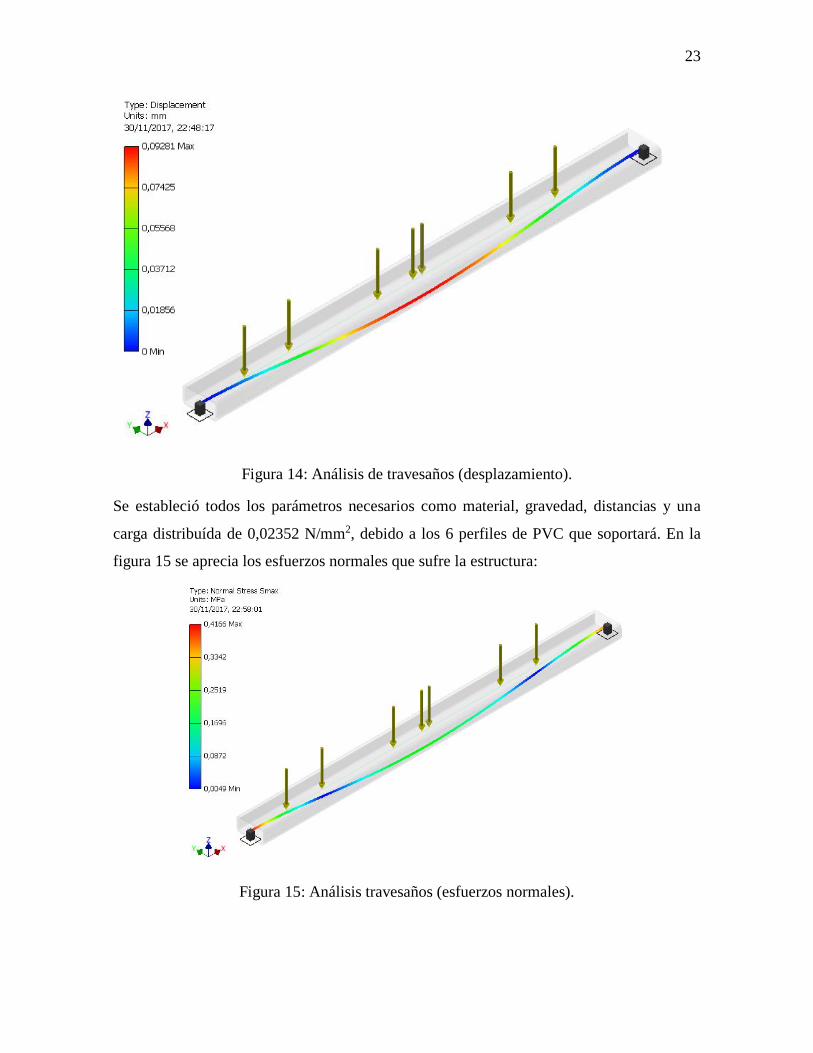
Figura 14: Análisis de travesaños (desplazamiento).
Se estableció todos los parámetros necesarios como material, gravedad, distancias y una
carga distribuída de 0,02352 N/mm2, debido a los 6 perfiles de PVC que soportará. En la
figura 15 se aprecia los esfuerzos normales que sufre la estructura:
Figura 15: Análisis travesaños (esfuerzos normales).
24
El PVC flexible posee un módulo de elasticidad de 2,14 GPa, por lo que en el análisis de
esfuerzo normal no ocurre ninguna deformación crítica, indicándonos que el material
seleccionado es adecuado para nuestra aplicación.
Estructura Externa:
Por características del sistema de despacho de los medicamentos, se decidió mantener una
distribución matricial de 4 x 3; es decir, 4 filas y 3 columnas. Bajo estas condiciones y
utilizando las dimensiones más pequeñas de las cajas de medicamentos, se logró calcular una
capacidad de almacenamiento de 60 medicamentos. Dado que las dimensiones externas
finales de la máquina fueron estipuladas a priori, simplemente se especificó el tamaño de la
estructura principal de 800 x 550 x 400 mm.
Por motivos de la carga total soportada y por facilidad de transición en el montaje, se propuso
soportar los módulos de estantería (compuestos de perfiles y travesaños) con ángulos de
aluminio a la estructura externa. De esta manera, se predefine que la forma de unión de las
partes se realizaría a través de sujetadores mecánicos (tornillos y pernos).
Columnas y bastidores
Para la estructura principal se analizó diferentes materiales que puedan dar seguridad,
resistencia y un buen mantenimiento. Por lo que el aluminio, hierro negro y el acero
galvanizado estuvieron en consideración por sus propiedades mecánicas y la disponibilidad
en el mercado. Después de una evaluación de costo/beneficio, evaluando las propiedades de
los materiales, se seleccionó al acero galvanizado como el material de fabricación.
La estructura principal está compuesta por 4 elementos básicos:
Perfil altura de estructura de 800 mm.
Perfil ancho de estructura de 550 mm.
Perfil profundidad de estructura de 400 mm.
Ensambles perfil (4): para soportes y rieles de movimiento.
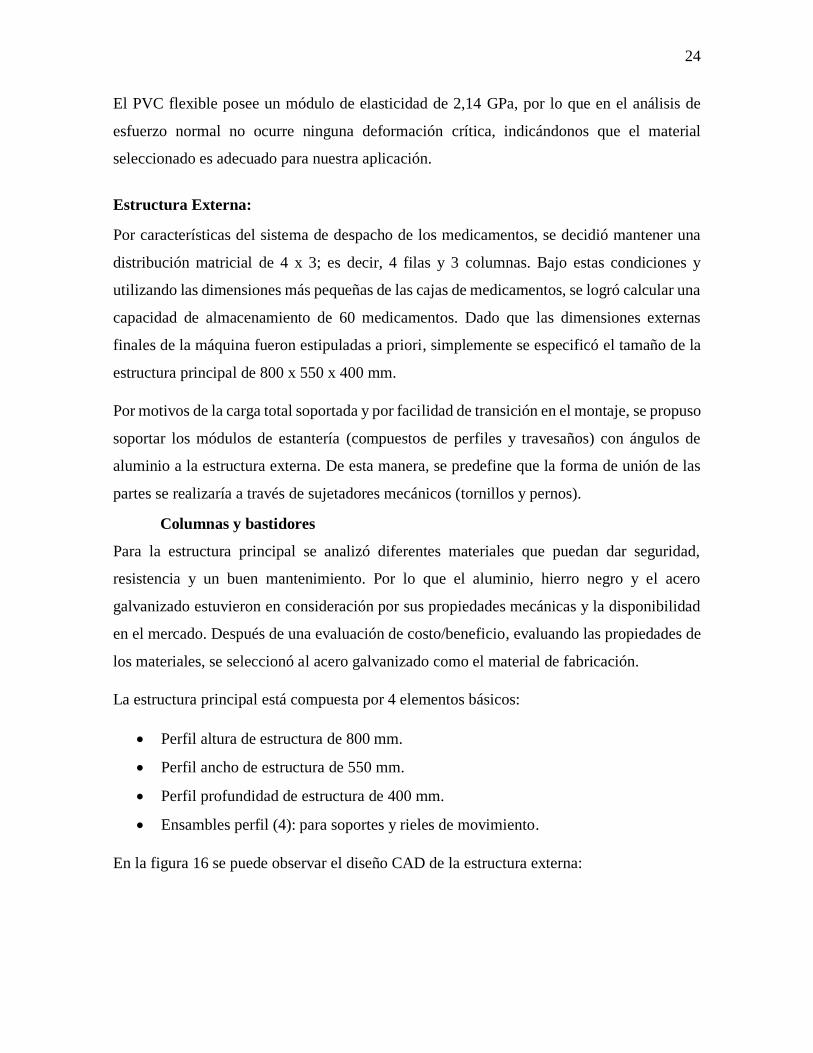
En la figura 16 se puede observar el diseño CAD de la estructura externa:
25
Figura 16: Estructura externa (diseño CAD).
Hay que señalar que en la parte inferior de la estructura se necesita un compartimento para
colocar los elementos electrónicos y de control de los diferentes sistemas de refrigeración y
despacho de medicamentos.
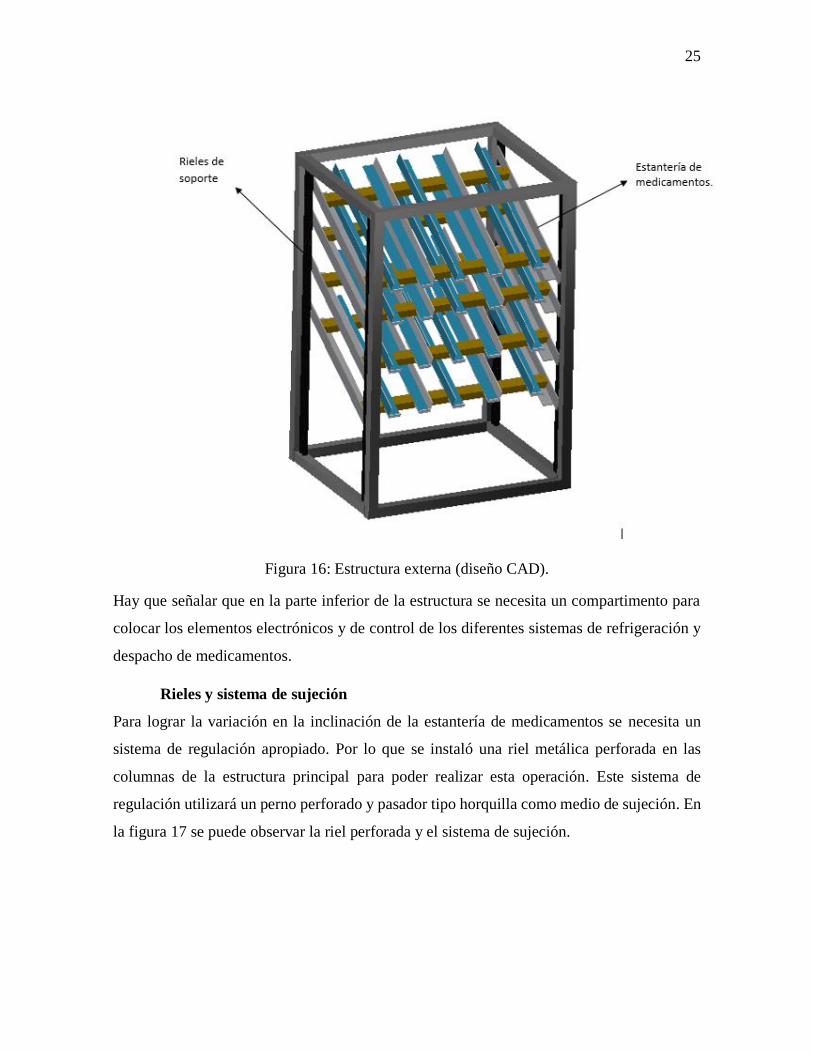
Rieles y sistema de sujeción
Para lograr la variación en la inclinación de la estantería de medicamentos se necesita un
sistema de regulación apropiado. Por lo que se instaló una riel metálica perforada en las
columnas de la estructura principal para poder realizar esta operación. Este sistema de
regulación utilizará un perno perforado y pasador tipo horquilla como medio de sujeción. En
la figura 17 se puede observar la riel perforada y el sistema de sujeción.
26
Figura 17: Riel perforada y horquilla
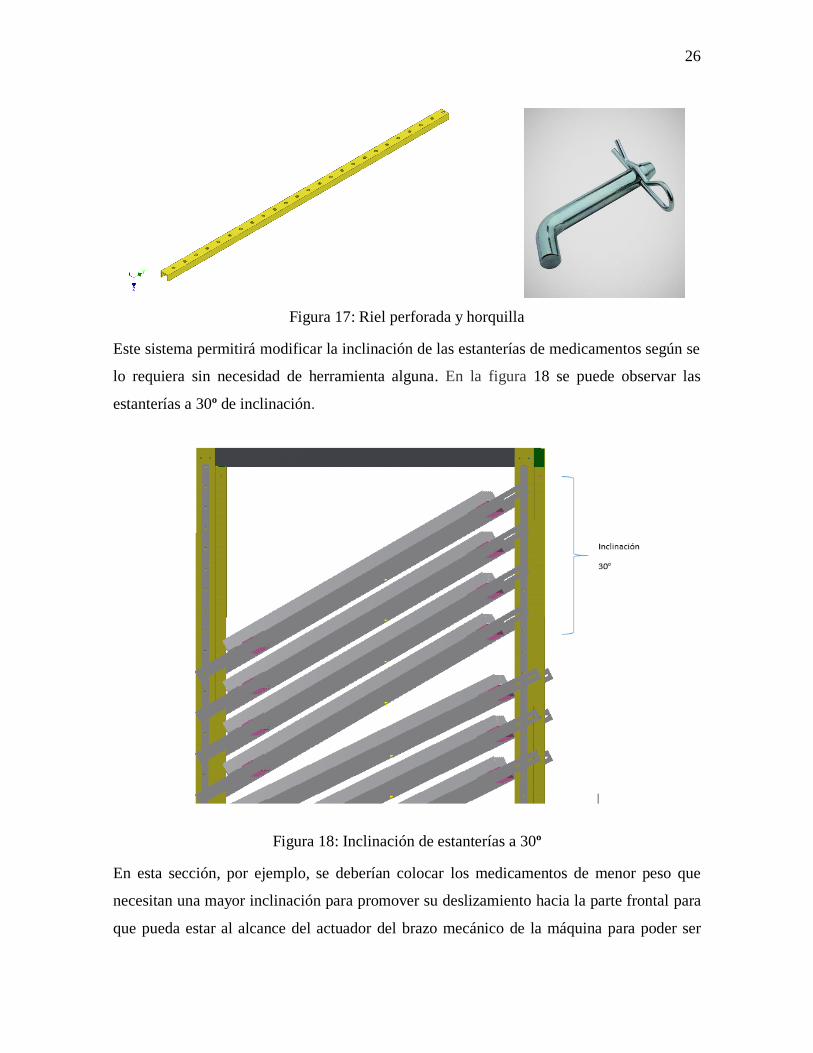
Este sistema permitirá modificar la inclinación de las estanterías de medicamentos según se
lo requiera sin necesidad de herramienta alguna. En la figura 18 se puede observar las
estanterías a 30º de inclinación.
Figura 18: Inclinación de estanterías a 30º
En esta sección, por ejemplo, se deberían colocar los medicamentos de menor peso que
necesitan una mayor inclinación para promover su deslizamiento hacia la parte frontal para
que pueda estar al alcance del actuador del brazo mecánico de la máquina para poder ser
27
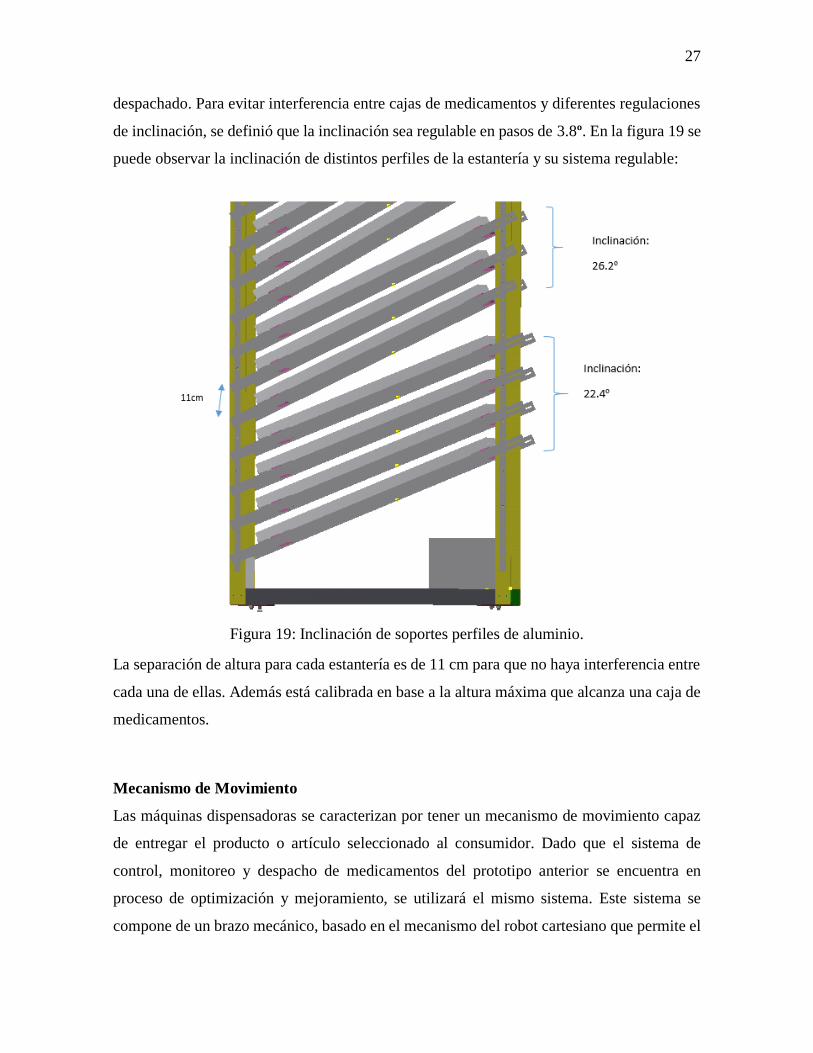
despachado. Para evitar interferencia entre cajas de medicamentos y diferentes regulaciones
de inclinación, se definió que la inclinación sea regulable en pasos de 3.8º. En la figura 19 se
puede observar la inclinación de distintos perfiles de la estantería y su sistema regulable:
Figura 19: Inclinación de soportes perfiles de aluminio.
La separación de altura para cada estantería es de 11 cm para que no haya interferencia entre
cada una de ellas. Además está calibrada en base a la altura máxima que alcanza una caja de
medicamentos.
Mecanismo de Movimiento
Las máquinas dispensadoras se caracterizan por tener un mecanismo de movimiento capaz
de entregar el producto o artículo seleccionado al consumidor. Dado que el sistema de
control, monitoreo y despacho de medicamentos del prototipo anterior se encuentra en
proceso de optimización y mejoramiento, se utilizará el mismo sistema. Este sistema se
compone de un brazo mecánico, basado en el mecanismo del robot cartesiano que permite el
28
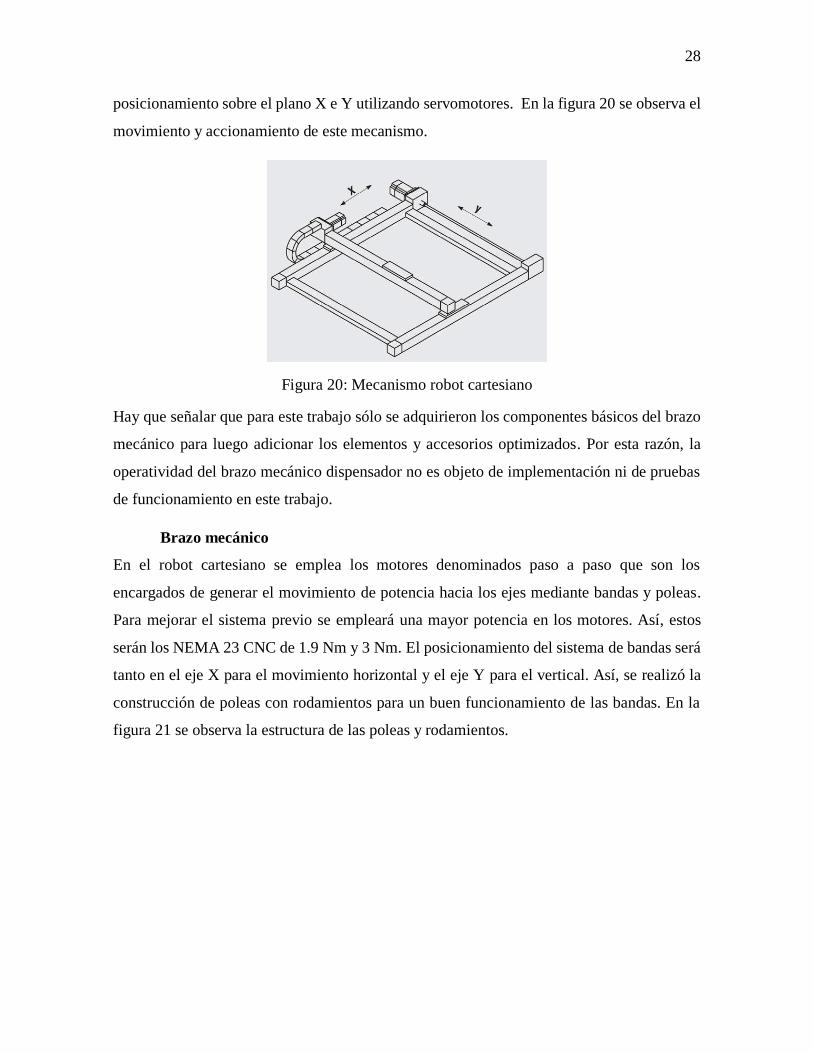
posicionamiento sobre el plano X e Y utilizando servomotores. En la figura 20 se observa el
movimiento y accionamiento de este mecanismo.
Figura 20: Mecanismo robot cartesiano
Hay que señalar que para este trabajo sólo se adquirieron los componentes básicos del brazo
mecánico para luego adicionar los elementos y accesorios optimizados. Por esta razón, la
operatividad del brazo mecánico dispensador no es objeto de implementación ni de pruebas
de funcionamiento en este trabajo.
Brazo mecánico
En el robot cartesiano se emplea los motores denominados paso a paso que son los
encargados de generar el movimiento de potencia hacia los ejes mediante bandas y poleas.
Para mejorar el sistema previo se empleará una mayor potencia en los motores. Así, estos
serán los NEMA 23 CNC de 1.9 Nm y 3 Nm. El posicionamiento del sistema de bandas será
tanto en el eje X para el movimiento horizontal y el eje Y para el vertical. Así, se realizó la
construcción de poleas con rodamientos para un buen funcionamiento de las bandas. En la
figura 21 se observa la estructura de las poleas y rodamientos.

29
Figura 21: Sistema de poleas para bandas
Estas poleas de duralón ayudan a mantener un eficaz funcionamiento y transmisión de
movimiento. Posteriormente, estas poleas se acoplan con unas cubiertas capaces de sostener
y proteger al material de la banda como se muestra en la figura 22.
Figura 22: Acople mecanismo horizontal
Este mecanismo horizontal va ensamblado en una riel de tubo de aluminio que le permitirá
desplazarse en toda su longitud. En tanto, los motores van ensamblados a la estructura
30
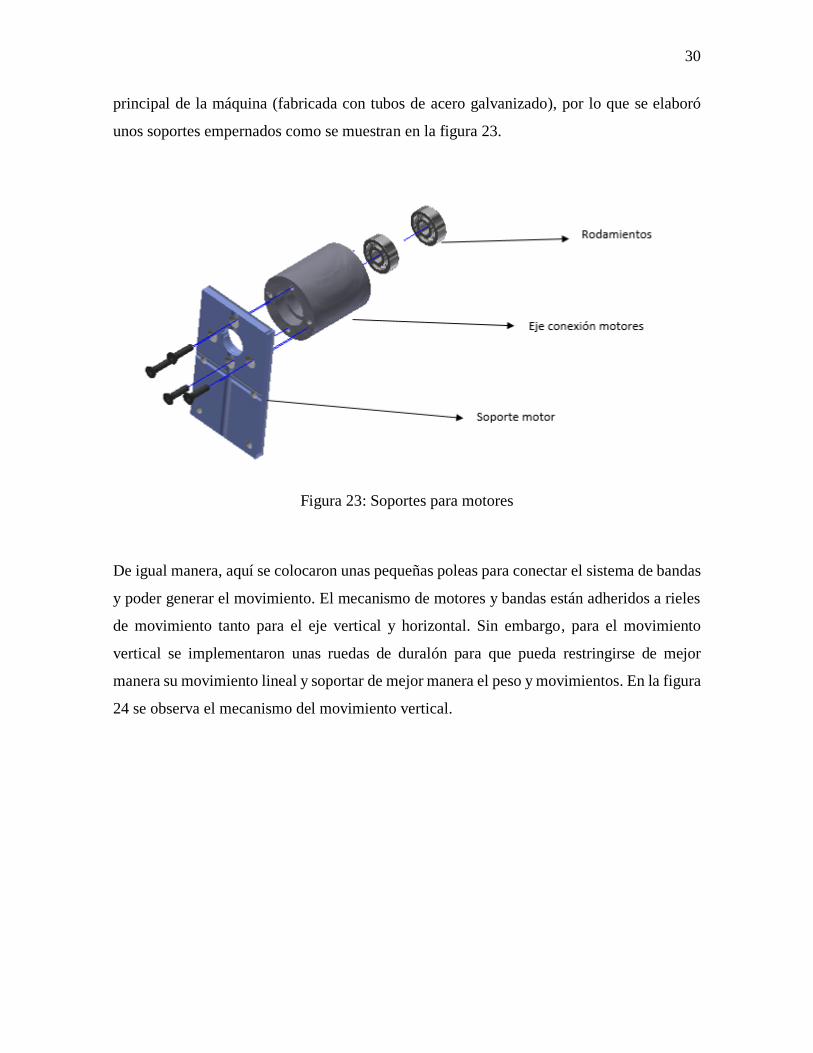
principal de la máquina (fabricada con tubos de acero galvanizado), por lo que se elaboró
unos soportes empernados como se muestran en la figura 23.
Figura 23: Soportes para motores
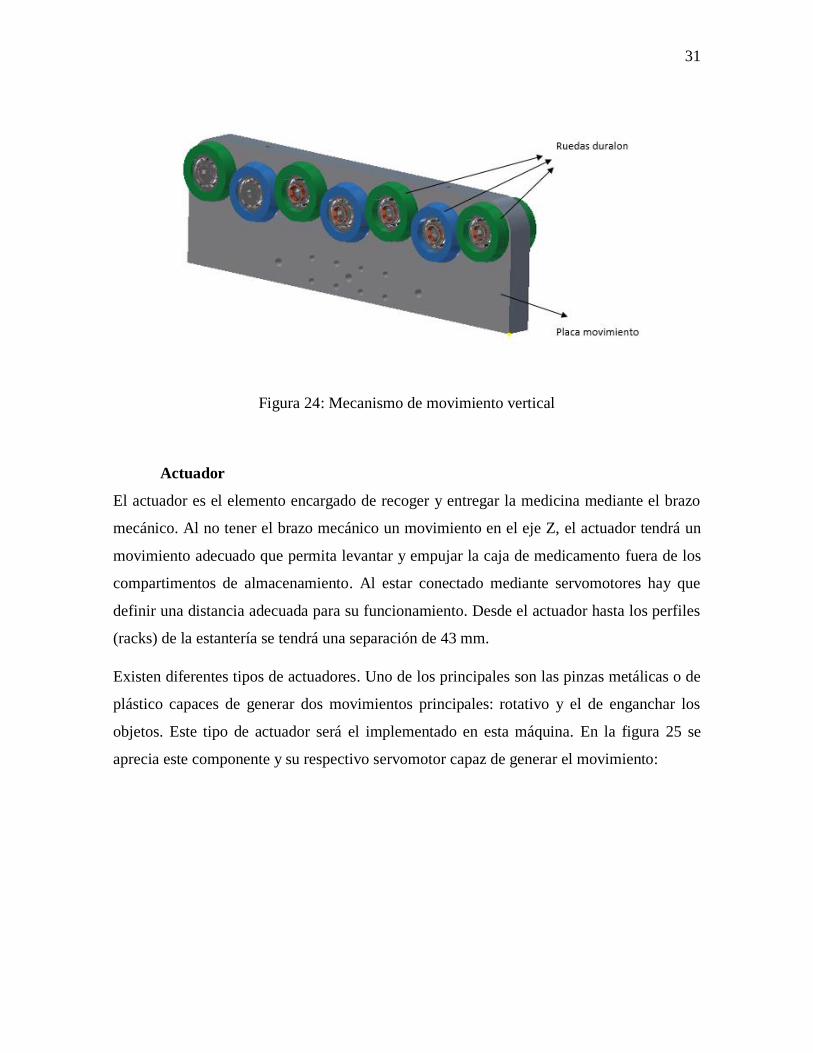
De igual manera, aquí se colocaron unas pequeñas poleas para conectar el sistema de bandas
y poder generar el movimiento. El mecanismo de motores y bandas están adheridos a rieles
de movimiento tanto para el eje vertical y horizontal. Sin embargo, para el movimiento
vertical se implementaron unas ruedas de duralón para que pueda restringirse de mejor
manera su movimiento lineal y soportar de mejor manera el peso y movimientos. En la figura
24 se observa el mecanismo del movimiento vertical.
31
Figura 24: Mecanismo de movimiento vertical
Actuador
El actuador es el elemento encargado de recoger y entregar la medicina mediante el brazo
mecánico. Al no tener el brazo mecánico un movimiento en el eje Z, el actuador tendrá un
movimiento adecuado que permita levantar y empujar la caja de medicamento fuera de los
compartimentos de almacenamiento. Al estar conectado mediante servomotores hay que
definir una distancia adecuada para su funcionamiento. Desde el actuador hasta los perfiles
(racks) de la estantería se tendrá una separación de 43 mm.
Existen diferentes tipos de actuadores. Uno de los principales son las pinzas metálicas o de
plástico capaces de generar dos movimientos principales: rotativo y el de enganchar los
objetos. Este tipo de actuador será el implementado en esta máquina. En la figura 25 se
aprecia este componente y su respectivo servomotor capaz de generar el movimiento:
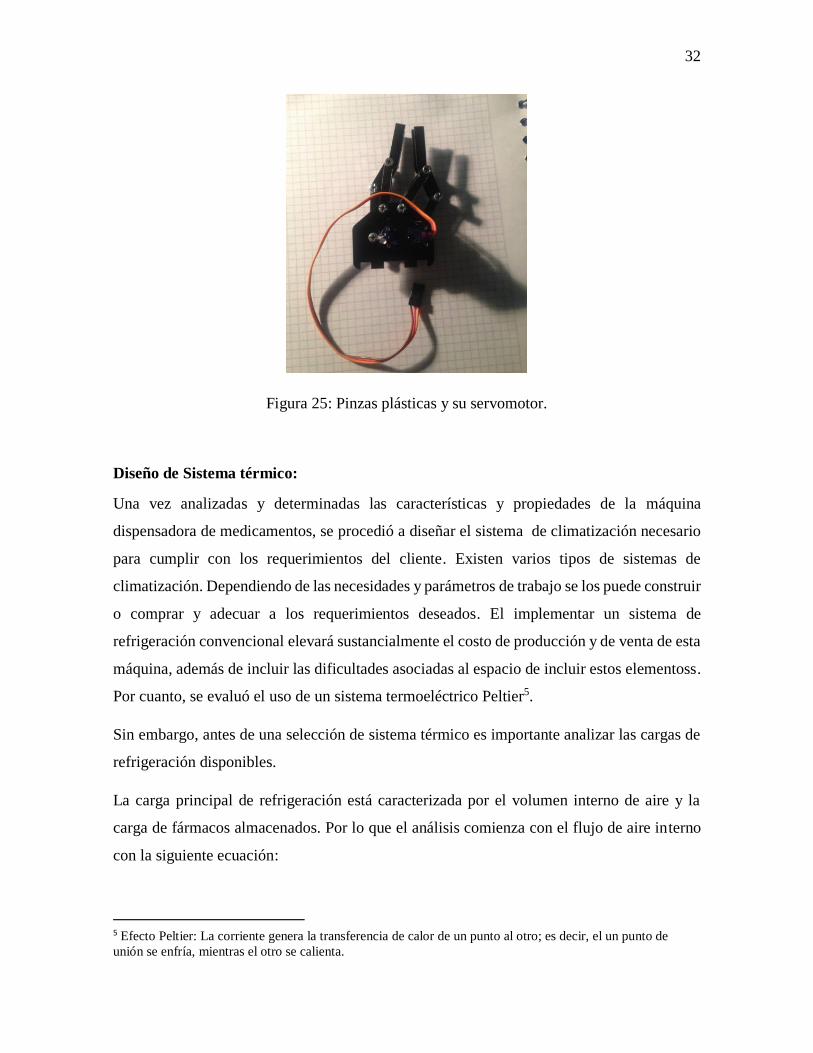
32
Figura 25: Pinzas plásticas y su servomotor.
Diseño de Sistema térmico:
Una vez analizadas y determinadas las características y propiedades de la máquina
dispensadora de medicamentos, se procedió a diseñar el sistema de climatización necesario
para cumplir con los requerimientos del cliente. Existen varios tipos de sistemas de
climatización. Dependiendo de las necesidades y parámetros de trabajo se los puede construir
o comprar y adecuar a los requerimientos deseados. El implementar un sistema de
refrigeración convencional elevará sustancialmente el costo de producción y de venta de esta
máquina, además de incluir las dificultades asociadas al espacio de incluir estos elementoss.
Por cuanto, se evaluó el uso de un sistema termoeléctrico Peltier5.
Sin embargo, antes de una selección de sistema térmico es importante analizar las cargas de
refrigeración disponibles.
La carga principal de refrigeración está caracterizada por el volumen interno de aire y la
carga de fármacos almacenados. Por lo que el análisis comienza con el flujo de aire interno
con la siguiente ecuación:
5 Efecto Peltier: La corriente genera la transferencia de calor de un punto al otro; es decir, el un punto de
unión se enfría, mientras el otro se calienta.

33
𝑄 = 𝑚𝐶𝑝(𝑇𝑓 − 𝑇𝑖)
Donde
m= 0,2384 kg masa de aire interior de la máquina
𝐶𝑝 = 1012 J/kg-K Calor especifico de aire a 25ºC
𝑇𝑓 = 8 ºC Temperatura final que tendrá el interior de la máquina
𝑇𝑖 = 25 ºC Temperatura inicial al cual entra el aire a condiciones normales.
De esta manera se puede calcular la capacidad de refrigeración para el volumen interno de
aire.
𝑄𝑎𝑖𝑟 = 0,2384(1012)(25 − 8)
𝑄𝑎𝑖𝑟 = 4101,43 𝐽
Se decide que esta cantidad de carga de refrigeración se necesitará enfriar en un tiempo de
20 minutos, determinándose que:
𝑞 =𝑄𝑎𝑖𝑟
𝑛
𝑞𝑎𝑖𝑟 =4101,43𝐽
20(60)= 3,42𝑊
En la ecuación previa n es el número de minutos que se necesitará para tener la diferencia de
temperatura antes establecida. Estos 3,42 W corresponden sólo al volumen de la máquina
con el aire interior.
Sin embargo, toda la máquina no solo estará llena de un volumen de aire sino también con
una masa interior de medicamentos de uso común. Por lo que hay que establecer algunas
propiedades de los fármacos para obtener la carga de refrigeración.
34
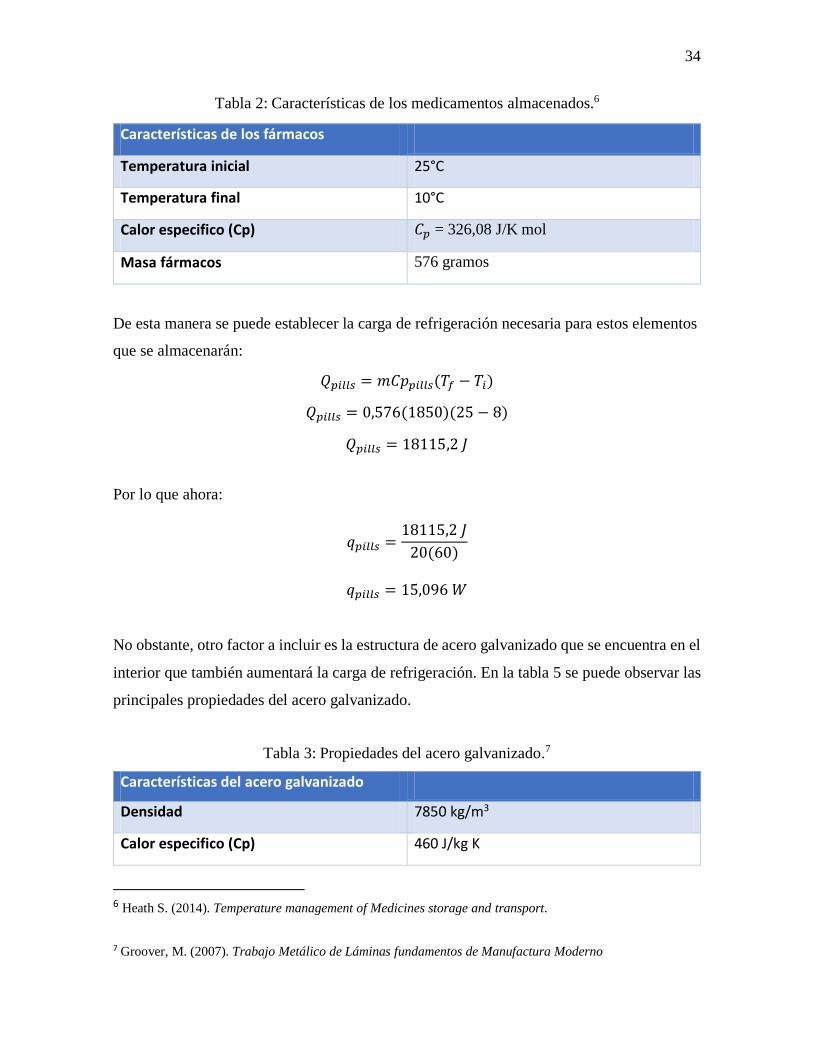
Tabla 2: Características de los medicamentos almacenados.6
Características de los fármacos
Temperatura inicial 25°C
Temperatura final 10°C
Calor especifico (Cp) 𝐶𝑝 = 326,08 J/K mol
Masa fármacos 576 gramos
De esta manera se puede establecer la carga de refrigeración necesaria para estos elementos
que se almacenarán:
𝑄𝑝𝑖𝑙𝑙𝑠 = 𝑚𝐶𝑝𝑝𝑖𝑙𝑙𝑠(𝑇𝑓 − 𝑇𝑖)
𝑄𝑝𝑖𝑙𝑙𝑠 = 0,576(1850)(25 − 8)
𝑄𝑝𝑖𝑙𝑙𝑠 = 18115,2 𝐽
Por lo que ahora:
𝑞𝑝𝑖𝑙𝑙𝑠 =18115,2 𝐽
20(60)
𝑞𝑝𝑖𝑙𝑙𝑠 = 15,096 𝑊
No obstante, otro factor a incluir es la estructura de acero galvanizado que se encuentra en el
interior que también aumentará la carga de refrigeración. En la tabla 5 se puede observar las
principales propiedades del acero galvanizado.
Tabla 3: Propiedades del acero galvanizado.7
Características del acero galvanizado
Densidad 7850 kg/m3
Calor especifico (Cp) 460 J/kg K
6 Heath S. (2014). Temperature management of Medicines storage and transport.
7 Groover, M. (2007). Trabajo Metálico de Láminas fundamentos de Manufactura Moderno
35
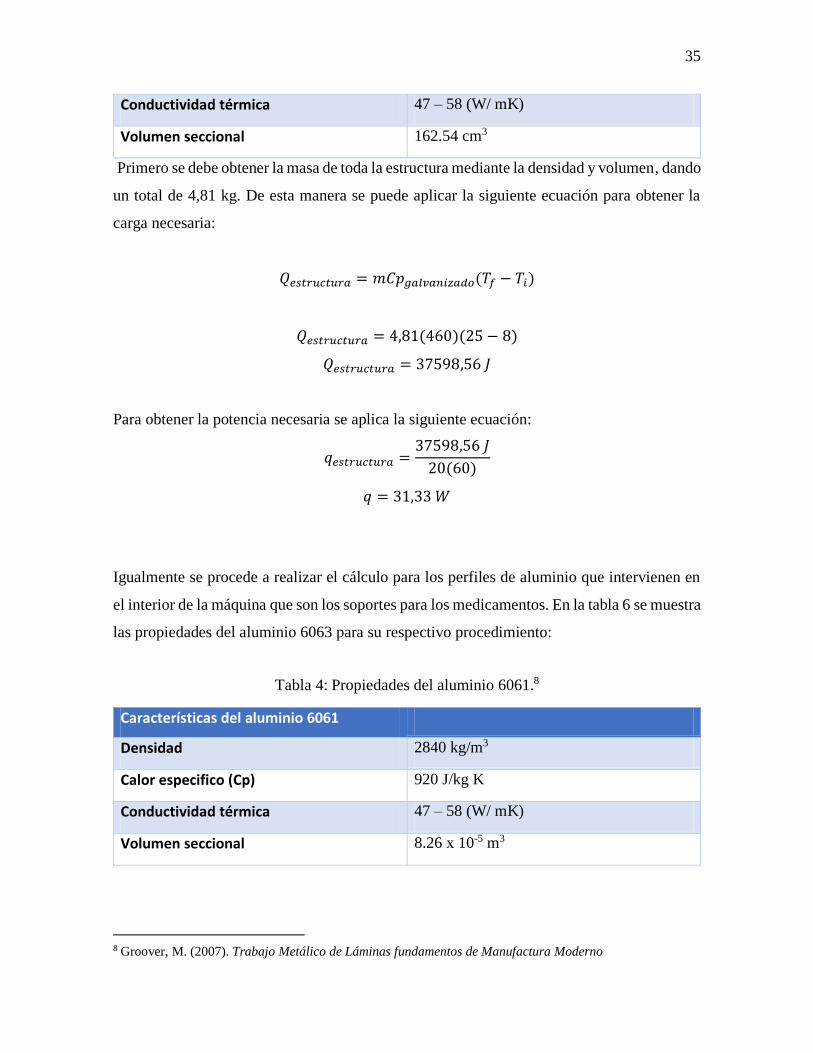
Conductividad térmica 47 – 58 (W/ mK)
Volumen seccional 162.54 cm3
Primero se debe obtener la masa de toda la estructura mediante la densidad y volumen, dando
un total de 4,81 kg. De esta manera se puede aplicar la siguiente ecuación para obtener la
carga necesaria:
𝑄𝑒𝑠𝑡𝑟𝑢𝑐𝑡𝑢𝑟𝑎 = 𝑚𝐶𝑝𝑔𝑎𝑙𝑣𝑎𝑛𝑖𝑧𝑎𝑑𝑜(𝑇𝑓 − 𝑇𝑖)
𝑄𝑒𝑠𝑡𝑟𝑢𝑐𝑡𝑢𝑟𝑎 = 4,81(460)(25 − 8)
𝑄𝑒𝑠𝑡𝑟𝑢𝑐𝑡𝑢𝑟𝑎 = 37598,56 𝐽
Para obtener la potencia necesaria se aplica la siguiente ecuación:
𝑞𝑒𝑠𝑡𝑟𝑢𝑐𝑡𝑢𝑟𝑎 =37598,56 𝐽
20(60)
𝑞 = 31,33 𝑊
Igualmente se procede a realizar el cálculo para los perfiles de aluminio que intervienen en
el interior de la máquina que son los soportes para los medicamentos. En la tabla 6 se muestra
las propiedades del aluminio 6063 para su respectivo procedimiento:
Tabla 4: Propiedades del aluminio 6061.8
Características del aluminio 6061
Densidad 2840 kg/m3
Calor especifico (Cp) 920 J/kg K
Conductividad térmica 47 – 58 (W/ mK)
Volumen seccional 8.26 x 10-5 m3
8 Groover, M. (2007). Trabajo Metálico de Láminas fundamentos de Manufactura Moderno
36
𝑄𝑝𝑒𝑟𝑓𝑖𝑙𝑒𝑠 = 𝑚𝐶𝑝𝑝𝑒𝑟𝑓𝑖𝑙𝑒𝑠(𝑇𝑓 − 𝑇𝑖)
𝑄𝑒𝑠𝑡𝑟𝑢𝑐𝑡𝑢𝑟𝑎 = 2,34(920)(25 − 8)
𝑄𝑝𝑒𝑟𝑓𝑖𝑙𝑒𝑠 = 36597,6 𝐽
𝑞𝑝𝑒𝑟𝑓𝑖𝑙𝑒𝑠 =36597,6 𝐽
20(60)
𝑞 = 30,49 𝑊
Otro de los factores que intervienen en la carga de refrigeración es la infiltración que ocurre
en la máquina durante varios lapsos del día o a ciertas horas. A pesar que la máquina
dispensadora de medicamentos estará aislada y tendrá un buen sistema de convección interior
forzada. Se necesita establecer una carga de infiltración que se produce por la siguiente
ecuación:
𝑞𝑡 = 𝑞𝐷𝑡𝐷𝑓(1 − 𝐸)
Donde:
𝑞𝑡 = ganancia de calor promedio para 24 horas u otro periodo (W).
𝑞 = carga de refrigeración sensible para un flujo establecido (kW).
Dt = puerta de entrada, factor de tiempo abierto
Df= factor de flujo de entrada
E = efectividad del dispositivo de protección de entrada.
Por lo que esta ganancia de calor se sumará a la carga total que se necesitará para la
máquina. De esta manera el primer factor a analizar es 𝑞, y se calcula con la ecuación (6):
𝑞 = 0,577𝑊𝐻1.5(𝑄𝑠
𝐴)(
1
𝑅𝑠)
37
Donde:
Qs/A = carga de calor sensible de aire de infiltración por metro cuadrado (kW/m2)
W = ancho de la puerta (m)
H= altura (m)
Rs = relación de calor sensible de la ganancia de calor de aire de infiltración.
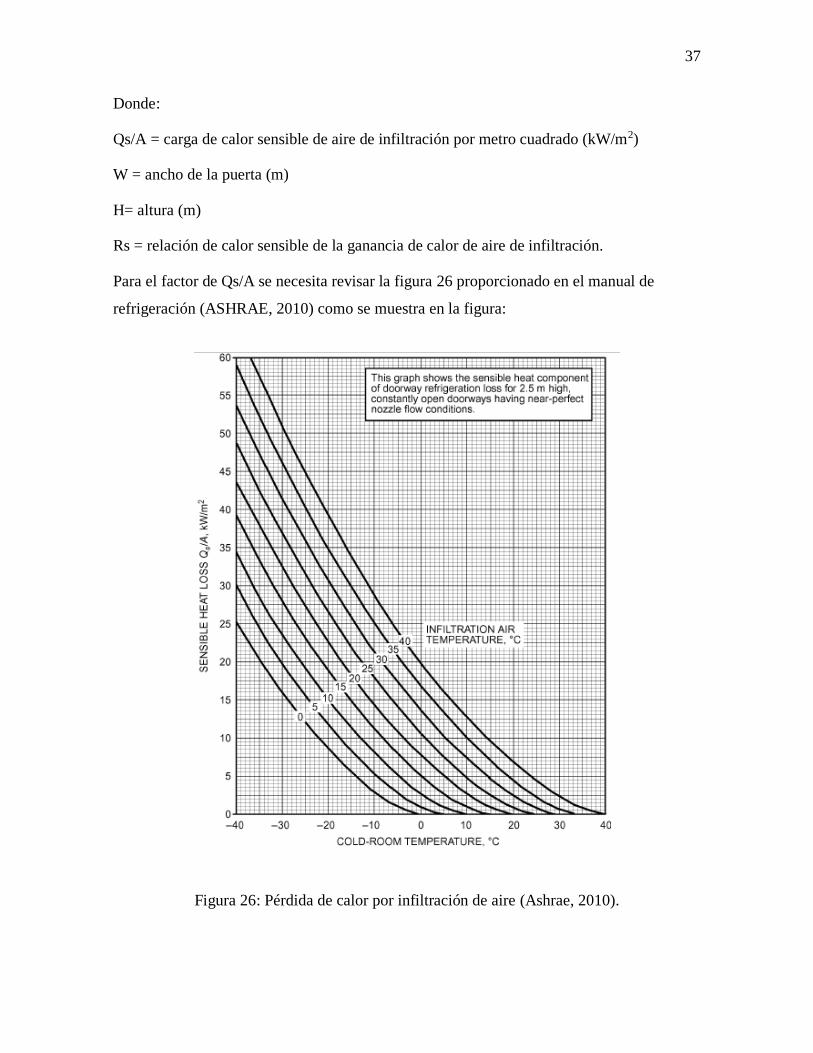
Para el factor de Qs/A se necesita revisar la figura 26 proporcionado en el manual de
refrigeración (ASHRAE, 2010) como se muestra en la figura:
Figura 26: Pérdida de calor por infiltración de aire (Ashrae, 2010).
38
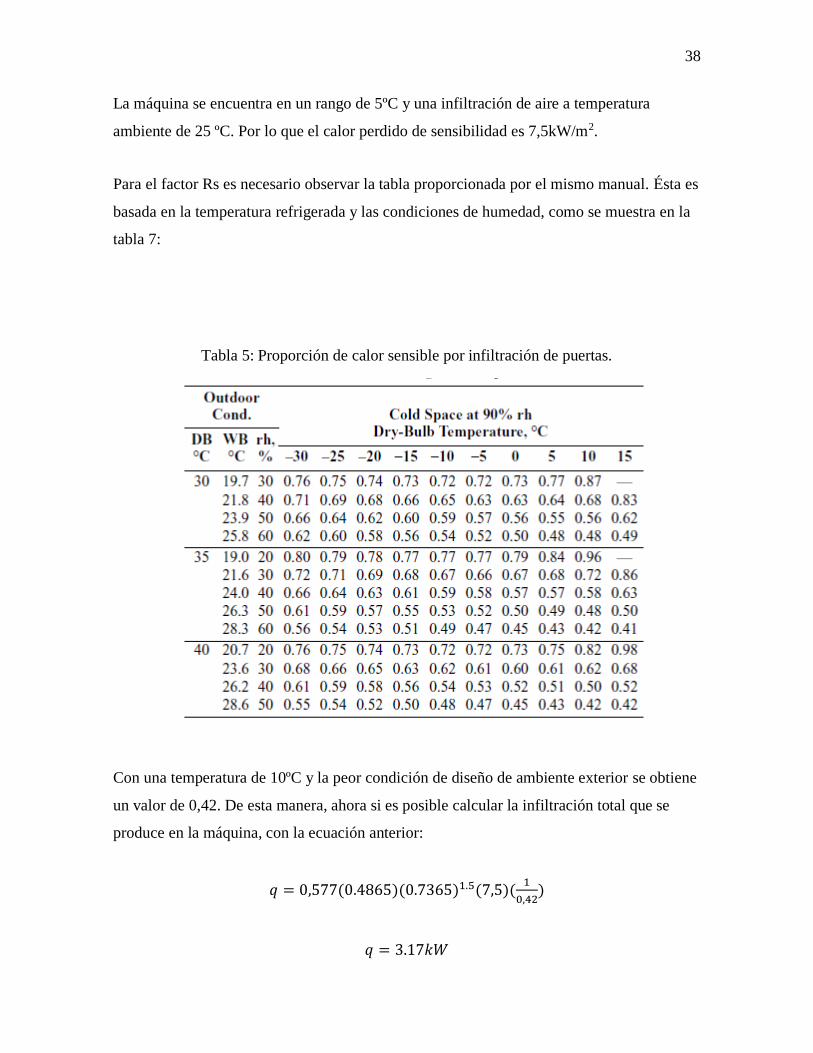
La máquina se encuentra en un rango de 5ºC y una infiltración de aire a temperatura
ambiente de 25 ºC. Por lo que el calor perdido de sensibilidad es 7,5kW/m2.
Para el factor Rs es necesario observar la tabla proporcionada por el mismo manual. Ésta es
basada en la temperatura refrigerada y las condiciones de humedad, como se muestra en la
tabla 7:
Tabla 5: Proporción de calor sensible por infiltración de puertas.
Con una temperatura de 10ºC y la peor condición de diseño de ambiente exterior se obtiene
un valor de 0,42. De esta manera, ahora si es posible calcular la infiltración total que se
produce en la máquina, con la ecuación anterior:
𝑞 = 0,577(0.4865)(0.7365)1.5(7,5)(1
0,42)
𝑞 = 3.17𝑘𝑊

39
Ahora se determinara el factor Dt como se muestra a continuación:
𝐷𝑡 =(𝑃×𝜃𝑝+60𝜃𝑜)
3600𝜃𝑑
Donde:
P= 1 Cantidad de aberturas puerta
𝜃𝑝 = 20 segundos Tiempo de apertura, cierre de puertas.
𝜃𝑜 = 10 min El tiempo que puerta está abierta.
𝜃𝑑 = 1 h Tiempo diario (u otro).
𝐷𝑡 = 0.08611
El tiempo de apertura 𝜃𝑝, en el manual de refrigeración recomienda que este valor esta entre
15 y 25 segundos donde dura este tramo de apertura de la puerta. Mientras que los otros dos
factores de 𝜃𝑜 y 𝜃𝑑 son proporcionados por el usuario.
El otro factor a considerar en la carga de infiltración es Df, al ser el factor de flujo de entrada
cuando no existe una mayor diferencia de 16 ºC se establece un valor de 0,8. Por otro lado,
si la diferencia de temperatura es mayor es de 1.
De igual manera el factor E, de efectividad del dispositivo de la puerta tiene un alto porcentaje
desde 95% para arriba. Con el paso del tiempo, estos pueden ir desgastándose hasta llegar un
80%. Por lo que de manera inicial se tomara el 95%.
Con los factores correcciones, y volviendo a la ecuación (4) se puede establecer la carga de
infiltración total:
𝑞𝑡 = 1.53 × 0,08611 × 0,8 × (1 − 0,95)
𝑞 = 5.27 𝑊
40
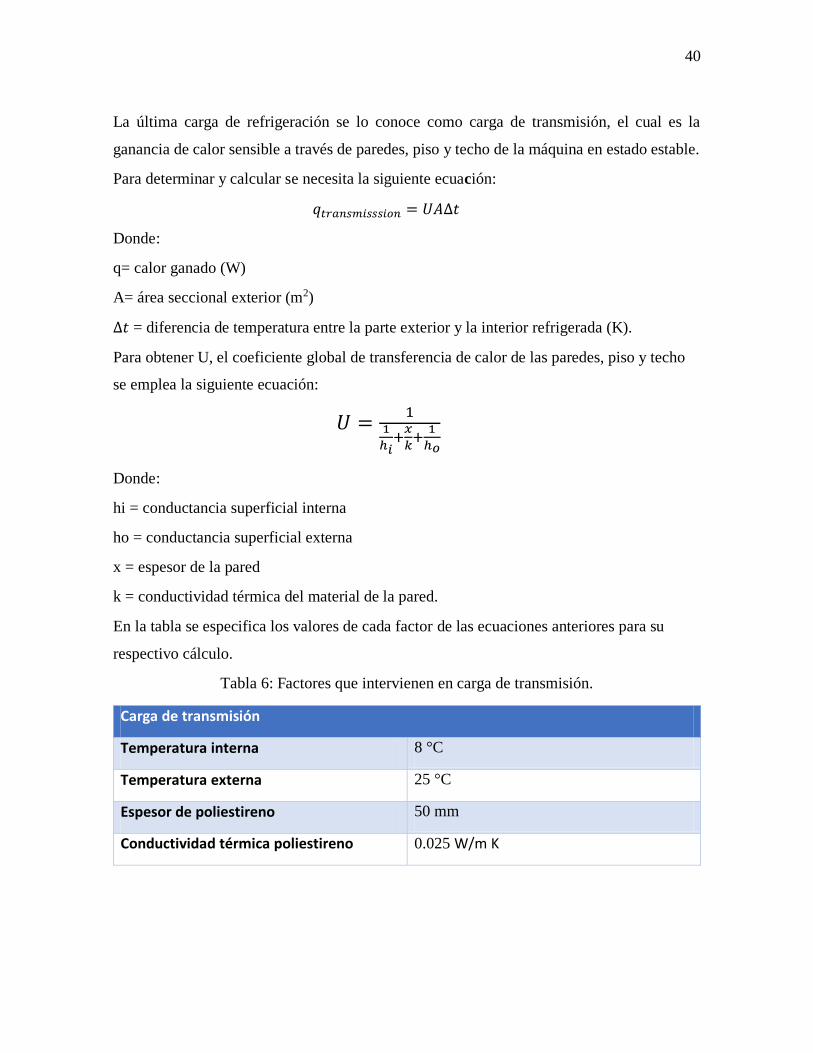
La última carga de refrigeración se lo conoce como carga de transmisión, el cual es la
ganancia de calor sensible a través de paredes, piso y techo de la máquina en estado estable.
Para determinar y calcular se necesita la siguiente ecuación:
𝑞𝑡𝑟𝑎𝑛𝑠𝑚𝑖𝑠𝑠𝑠𝑖𝑜𝑛 = 𝑈𝐴∆𝑡
Donde:
q= calor ganado (W)
A= área seccional exterior (m2)
∆𝑡 = diferencia de temperatura entre la parte exterior y la interior refrigerada (K).
Para obtener U, el coeficiente global de transferencia de calor de las paredes, piso y techo
se emplea la siguiente ecuación:
𝑈 =1
1
ℎ𝑖+
𝑥
𝑘+
1
ℎ𝑜
Donde:
hi = conductancia superficial interna
ho = conductancia superficial externa
x = espesor de la pared
k = conductividad térmica del material de la pared.
En la tabla se especifica los valores de cada factor de las ecuaciones anteriores para su
respectivo cálculo.
Tabla 6: Factores que intervienen en carga de transmisión.
Carga de transmisión
Temperatura interna 8 °C
Temperatura externa 25 °C
Espesor de poliestireno 50 mm
Conductividad térmica poliestireno 0.025 W/m K
41
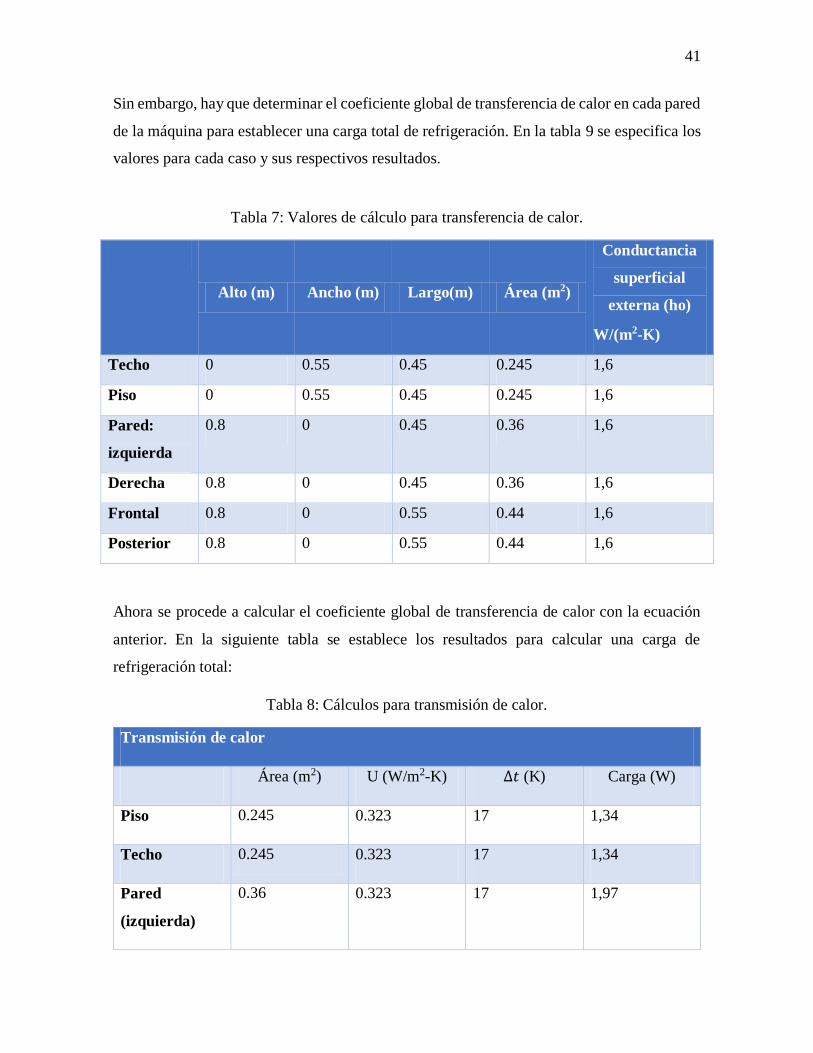
Sin embargo, hay que determinar el coeficiente global de transferencia de calor en cada pared
de la máquina para establecer una carga total de refrigeración. En la tabla 9 se especifica los
valores para cada caso y sus respectivos resultados.
Tabla 7: Valores de cálculo para transferencia de calor.
Alto (m) Ancho (m) Largo(m) Área (m2)
Conductancia
superficial
externa (ho)
W/(m2-K)
Techo 0 0.55 0.45 0.245 1,6
Piso 0 0.55 0.45 0.245 1,6
Pared:
izquierda
0.8 0 0.45 0.36 1,6
Derecha 0.8 0 0.45 0.36 1,6
Frontal 0.8 0 0.55 0.44 1,6
Posterior 0.8 0 0.55 0.44 1,6
Ahora se procede a calcular el coeficiente global de transferencia de calor con la ecuación
anterior. En la siguiente tabla se establece los resultados para calcular una carga de
refrigeración total:
Tabla 8: Cálculos para transmisión de calor.
Transmisión de calor
Área (m2) U (W/m2-K) ∆𝑡 (K) Carga (W)
Piso 0.245 0.323 17 1,34
Techo 0.245 0.323 17 1,34
Pared
(izquierda)
0.36 0.323 17 1,97
42
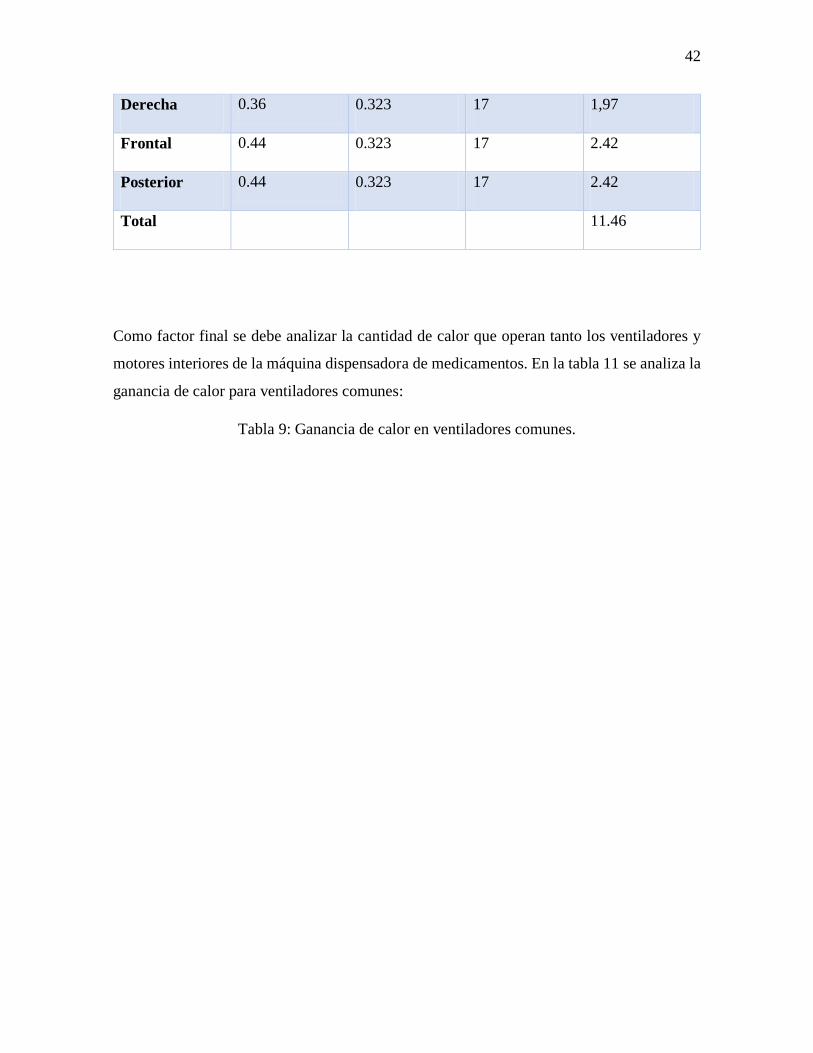
Derecha 0.36 0.323 17 1,97
Frontal 0.44 0.323 17 2.42
Posterior 0.44 0.323 17 2.42
Total 11.46
Como factor final se debe analizar la cantidad de calor que operan tanto los ventiladores y
motores interiores de la máquina dispensadora de medicamentos. En la tabla 11 se analiza la
ganancia de calor para ventiladores comunes:
Tabla 9: Ganancia de calor en ventiladores comunes.

43
Por lo que en la siguiente ecuación se calcula la carga necesitada por los ventiladores:
𝑞𝑓𝑎𝑛 = 𝑛 × 𝑃𝑓𝑎𝑛
De acuerdo a la tabla se obtiene un valor de 𝑃𝑓𝑎𝑛 = 35 W y n es el número de ventiladores
internos, que son 2. Por lo que el valor de la carga ganada es de 70 W.
Finalmente se debe hacer una totalidad de las cargas de refrigeración necesarias y aplicar
un factor de seguridad como se presenta en la tabla:
Tabla 10: Valoración total de cargas de refrigeración.
44
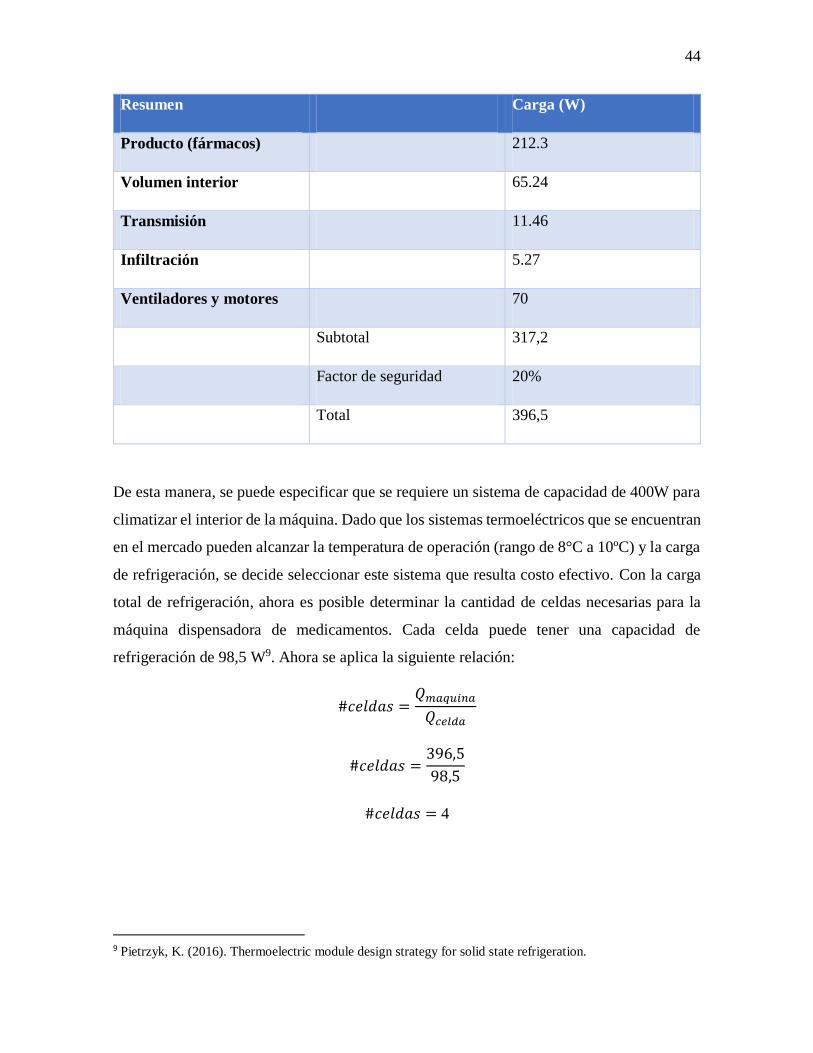
Resumen Carga (W)
Producto (fármacos) 212.3
Volumen interior 65.24
Transmisión 11.46
Infiltración 5.27
Ventiladores y motores 70
Subtotal 317,2
Factor de seguridad 20%
Total 396,5
De esta manera, se puede especificar que se requiere un sistema de capacidad de 400W para
climatizar el interior de la máquina. Dado que los sistemas termoeléctricos que se encuentran
en el mercado pueden alcanzar la temperatura de operación (rango de 8°C a 10ºC) y la carga
de refrigeración, se decide seleccionar este sistema que resulta costo efectivo. Con la carga
total de refrigeración, ahora es posible determinar la cantidad de celdas necesarias para la
máquina dispensadora de medicamentos. Cada celda puede tener una capacidad de
refrigeración de 98,5 W9. Ahora se aplica la siguiente relación:
#𝑐𝑒𝑙𝑑𝑎𝑠 =𝑄𝑚𝑎𝑞𝑢𝑖𝑛𝑎
𝑄𝑐𝑒𝑙𝑑𝑎
#𝑐𝑒𝑙𝑑𝑎𝑠 =396,5
98,5
#𝑐𝑒𝑙𝑑𝑎𝑠 = 4
9 Pietrzyk, K. (2016). Thermoelectric module design strategy for solid state refrigeration.
45
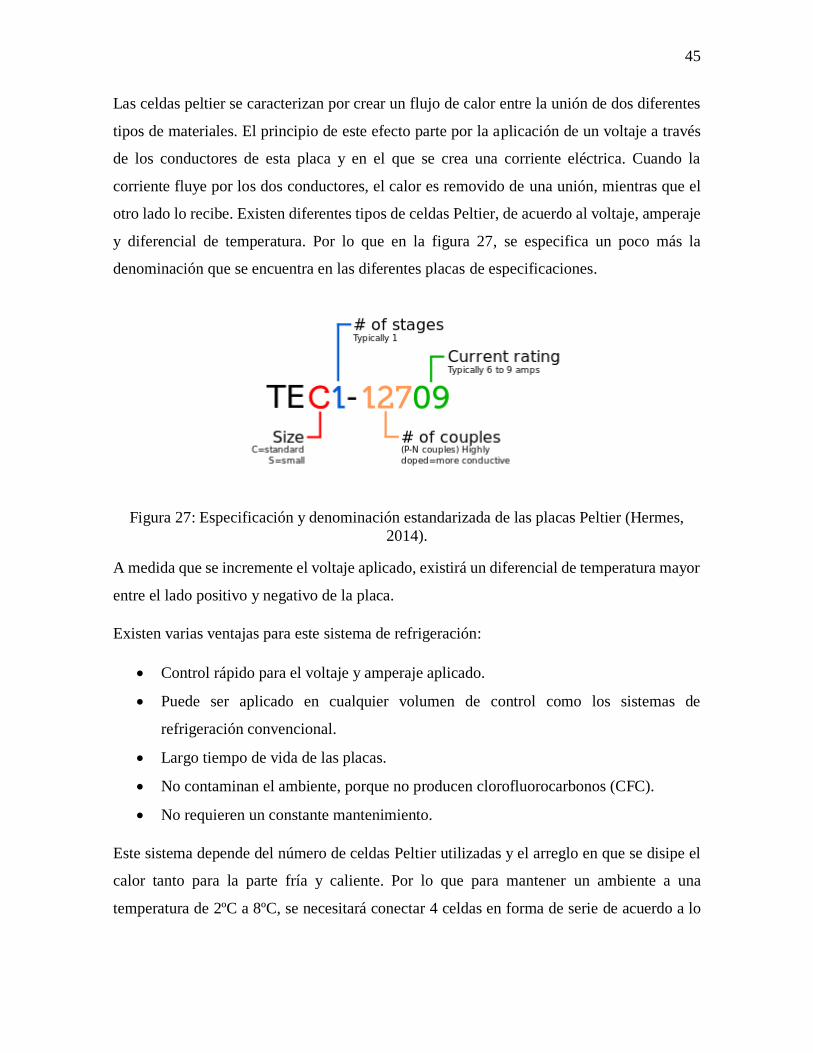
Las celdas peltier se caracterizan por crear un flujo de calor entre la unión de dos diferentes
tipos de materiales. El principio de este efecto parte por la aplicación de un voltaje a través
de los conductores de esta placa y en el que se crea una corriente eléctrica. Cuando la
corriente fluye por los dos conductores, el calor es removido de una unión, mientras que el
otro lado lo recibe. Existen diferentes tipos de celdas Peltier, de acuerdo al voltaje, amperaje
y diferencial de temperatura. Por lo que en la figura 27, se especifica un poco más la
denominación que se encuentra en las diferentes placas de especificaciones.
Figura 27: Especificación y denominación estandarizada de las placas Peltier (Hermes,
2014).
A medida que se incremente el voltaje aplicado, existirá un diferencial de temperatura mayor
entre el lado positivo y negativo de la placa.
Existen varias ventajas para este sistema de refrigeración:
Control rápido para el voltaje y amperaje aplicado.
Puede ser aplicado en cualquier volumen de control como los sistemas de
refrigeración convencional.
Largo tiempo de vida de las placas.
No contaminan el ambiente, porque no producen clorofluorocarbonos (CFC).
No requieren un constante mantenimiento.
Este sistema depende del número de celdas Peltier utilizadas y el arreglo en que se disipe el
calor tanto para la parte fría y caliente. Por lo que para mantener un ambiente a una
temperatura de 2ºC a 8ºC, se necesitará conectar 4 celdas en forma de serie de acuerdo a lo
46
arriba calculado. Para que el sistema requerido funcione se debe adquirir los siguientes
elementos:
Celda peltier TEC1- 12710 (6A).
Ventiladores de 12V.
Disipadores de calor.
Adaptadores de corriente
Fuente de poder 12 V, 5A.
Placa de modulación de ancho por pulsos.
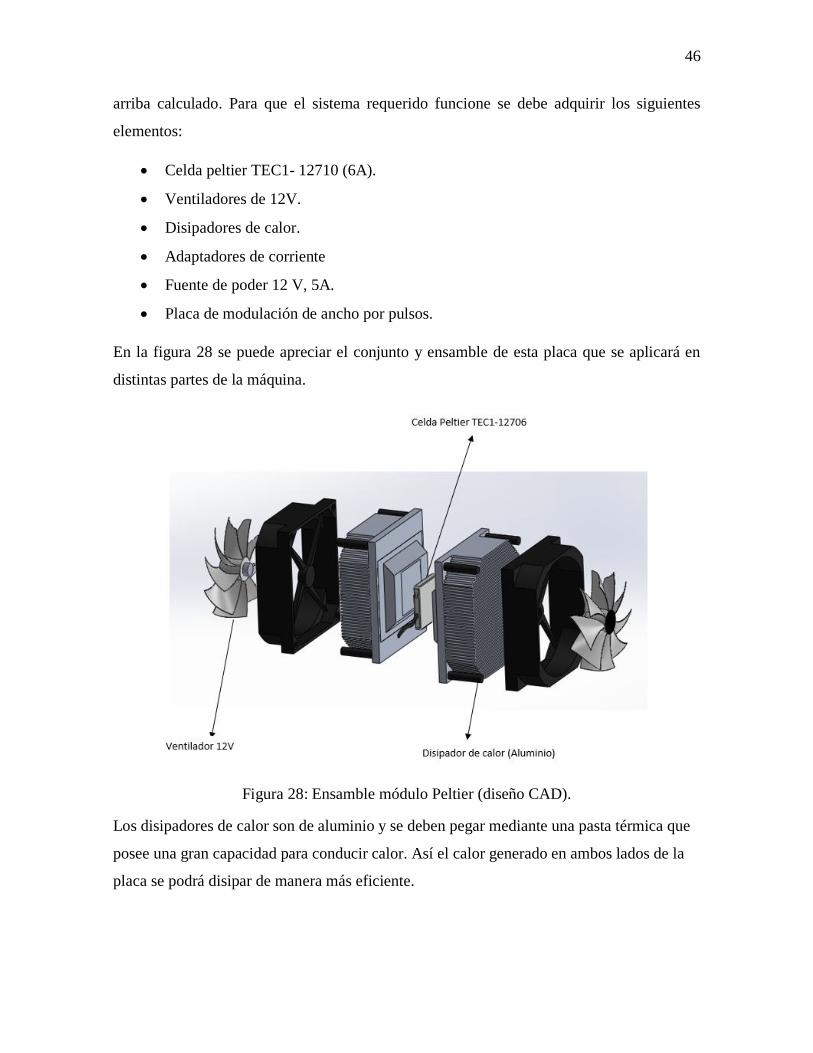
En la figura 28 se puede apreciar el conjunto y ensamble de esta placa que se aplicará en
distintas partes de la máquina.
Figura 28: Ensamble módulo Peltier (diseño CAD).
Los disipadores de calor son de aluminio y se deben pegar mediante una pasta térmica que
posee una gran capacidad para conducir calor. Así el calor generado en ambos lados de la
placa se podrá disipar de manera más eficiente.
47
Dentro de un sistema termoeléctrico es importante analizar la trasferencia de calor entre los
distintos medios y fluidos. Para ello se requiere establecer las características principales de
las celdas Peltier como se puede ver en la tabla 13:
Tabla 11: Propiedades del módulo Peltier.10
Propiedades TEC1-12715
Voltaje máximo 17,2 V
Corriente máxima 15 A
Capacidad de enfriamiento 98,5 W
Diferencia de temperatura 70 ºC
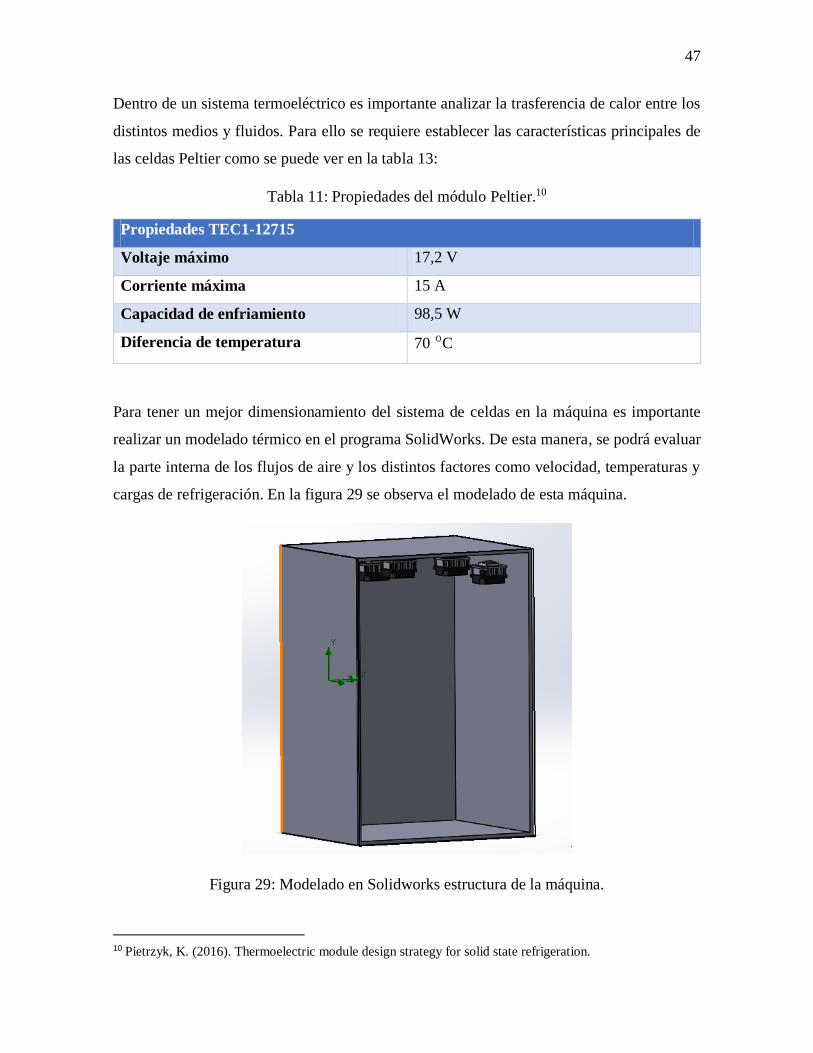
Para tener un mejor dimensionamiento del sistema de celdas en la máquina es importante
realizar un modelado térmico en el programa SolidWorks. De esta manera, se podrá evaluar
la parte interna de los flujos de aire y los distintos factores como velocidad, temperaturas y
cargas de refrigeración. En la figura 29 se observa el modelado de esta máquina.
Figura 29: Modelado en Solidworks estructura de la máquina.
10 Pietrzyk, K. (2016). Thermoelectric module design strategy for solid state refrigeration.
48
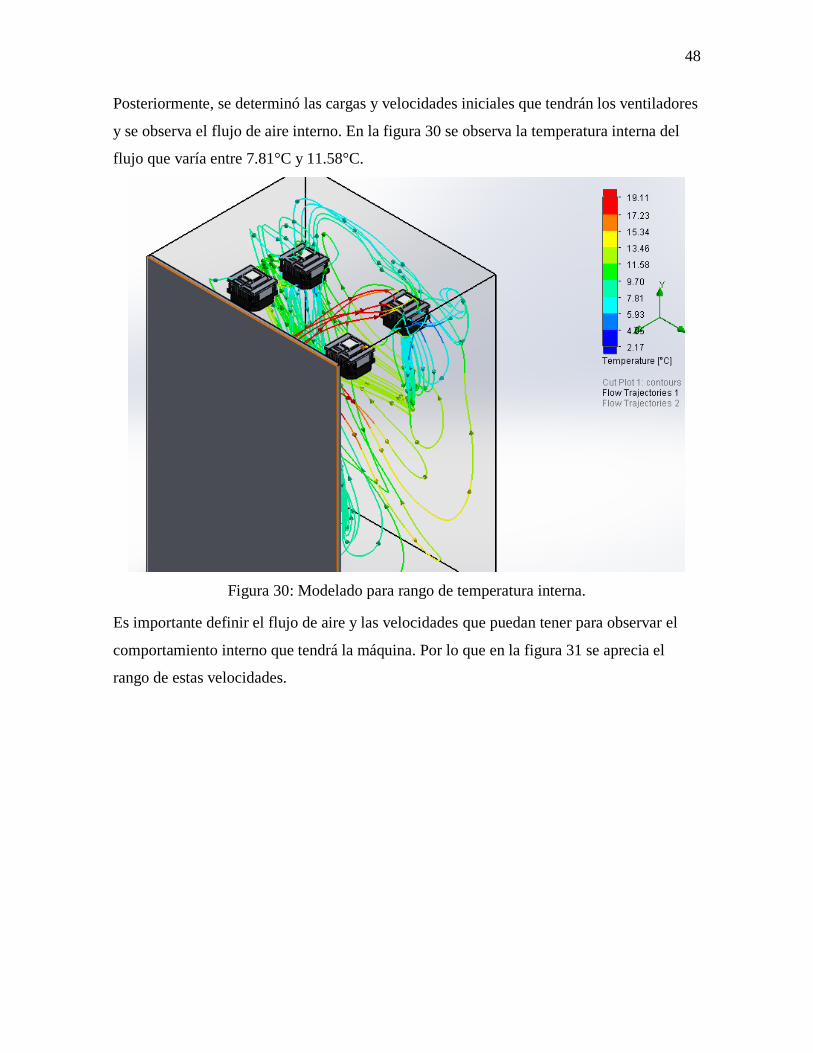
Posteriormente, se determinó las cargas y velocidades iniciales que tendrán los ventiladores
y se observa el flujo de aire interno. En la figura 30 se observa la temperatura interna del
flujo que varía entre 7.81°C y 11.58°C.
Figura 30: Modelado para rango de temperatura interna.
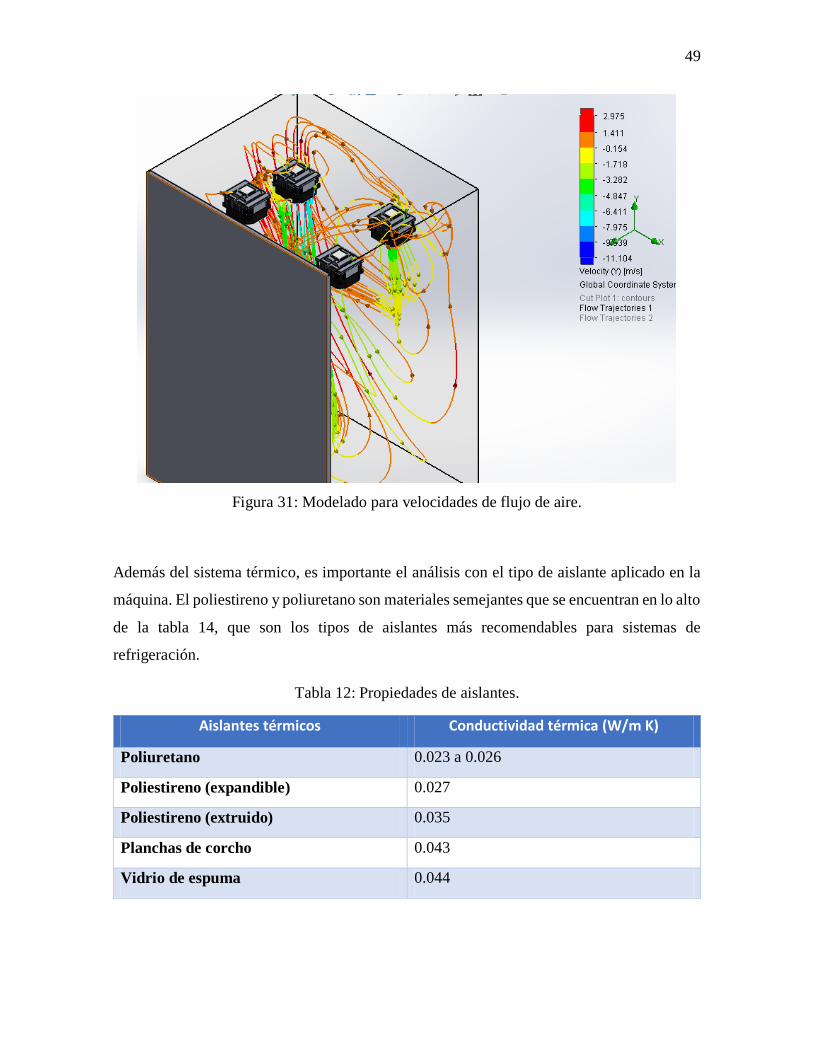
Es importante definir el flujo de aire y las velocidades que puedan tener para observar el
comportamiento interno que tendrá la máquina. Por lo que en la figura 31 se aprecia el
rango de estas velocidades.
49
Figura 31: Modelado para velocidades de flujo de aire.
Además del sistema térmico, es importante el análisis con el tipo de aislante aplicado en la
máquina. El poliestireno y poliuretano son materiales semejantes que se encuentran en lo alto
de la tabla 14, que son los tipos de aislantes más recomendables para sistemas de
refrigeración.
Tabla 12: Propiedades de aislantes.
Aislantes térmicos Conductividad térmica (W/m K)
Poliuretano 0.023 a 0.026
Poliestireno (expandible) 0.027
Poliestireno (extruido) 0.035
Planchas de corcho 0.043
Vidrio de espuma 0.044
50
No obstante, también hay que tomar en cuenta la disponibilidad en el mercado, y su costo.
En la empresa Verton, se dispone de estos dos aislantes. Por presentación y facilidad de
montaje, se selecciona el poliuretano para ser utilizado en esta aplicación.
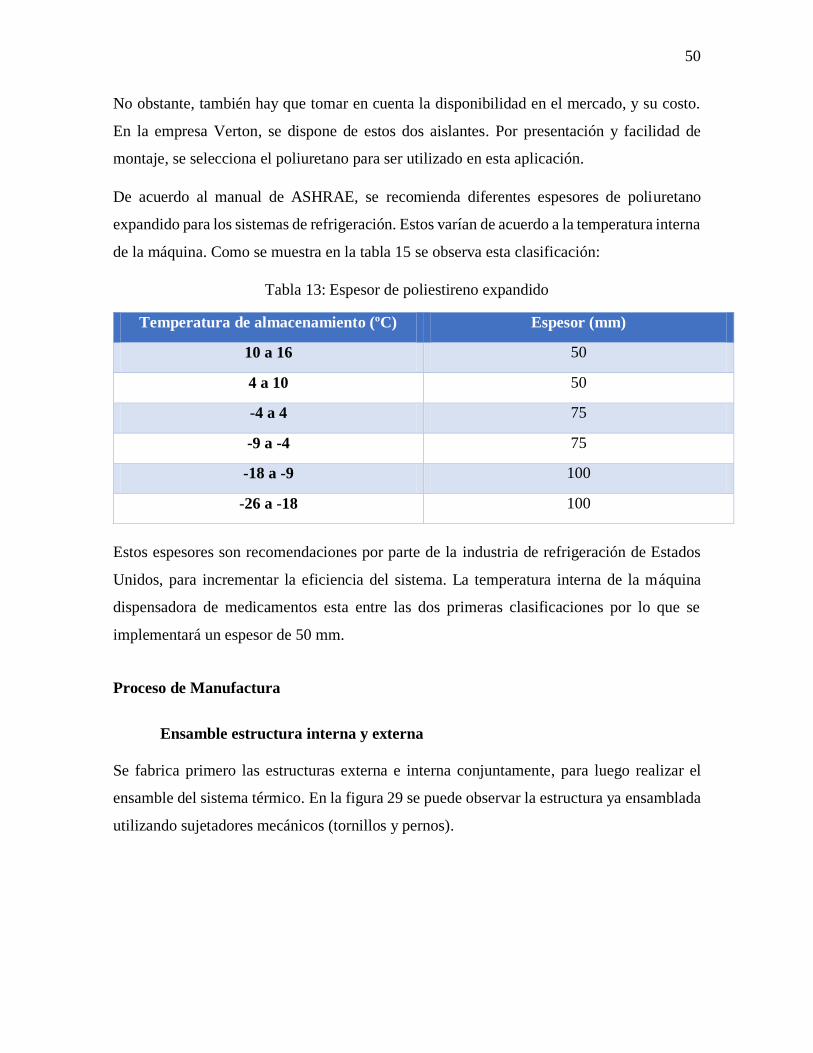
De acuerdo al manual de ASHRAE, se recomienda diferentes espesores de poliuretano
expandido para los sistemas de refrigeración. Estos varían de acuerdo a la temperatura interna
de la máquina. Como se muestra en la tabla 15 se observa esta clasificación:
Tabla 13: Espesor de poliestireno expandido
Temperatura de almacenamiento (ºC) Espesor (mm)
10 a 16 50
4 a 10 50
-4 a 4 75
-9 a -4 75
-18 a -9 100
-26 a -18 100
Estos espesores son recomendaciones por parte de la industria de refrigeración de Estados
Unidos, para incrementar la eficiencia del sistema. La temperatura interna de la máquina
dispensadora de medicamentos esta entre las dos primeras clasificaciones por lo que se
implementará un espesor de 50 mm.
Proceso de Manufactura
Ensamble estructura interna y externa
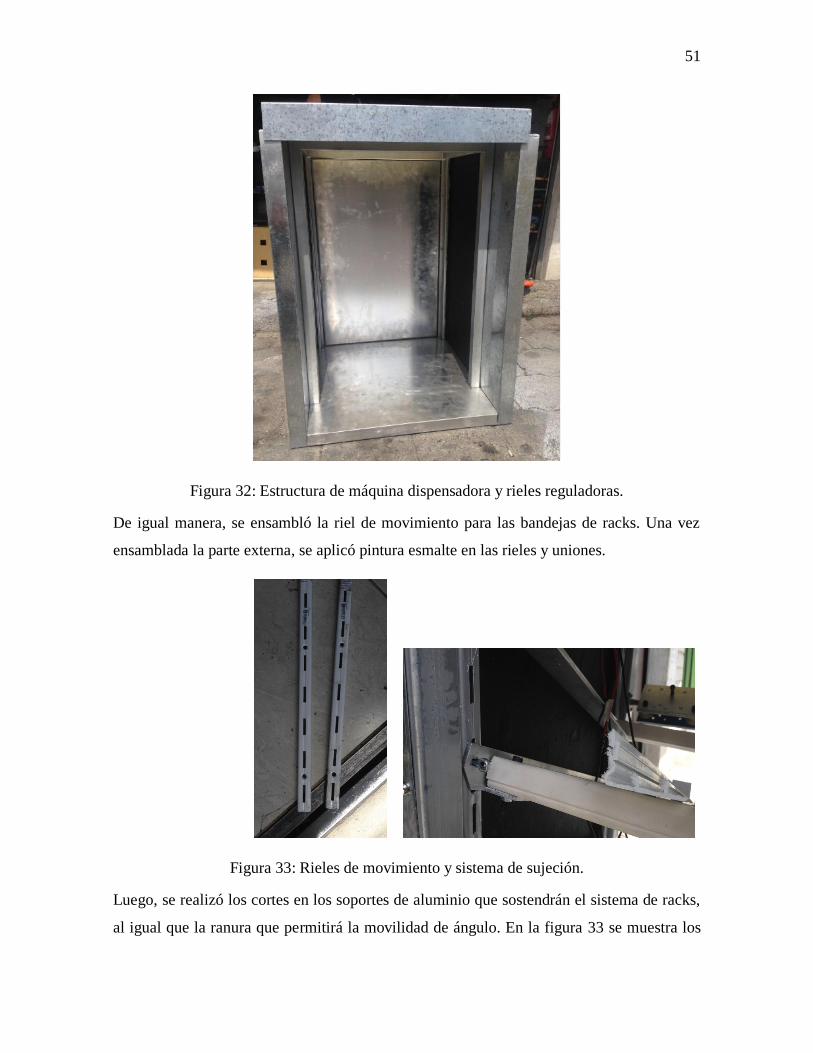
Se fabrica primero las estructuras externa e interna conjuntamente, para luego realizar el
ensamble del sistema térmico. En la figura 29 se puede observar la estructura ya ensamblada
utilizando sujetadores mecánicos (tornillos y pernos).
51
Figura 32: Estructura de máquina dispensadora y rieles reguladoras.
De igual manera, se ensambló la riel de movimiento para las bandejas de racks. Una vez
ensamblada la parte externa, se aplicó pintura esmalte en las rieles y uniones.
Figura 33: Rieles de movimiento y sistema de sujeción.
Luego, se realizó los cortes en los soportes de aluminio que sostendrán el sistema de racks,
al igual que la ranura que permitirá la movilidad de ángulo. En la figura 33 se muestra los
52
cortes realizados y la ranura realizado mediante una fresadora CNC. Mientras que las
perforaciones para los distintos acoples tuvieron una medida de M5 en el taladro de banco.
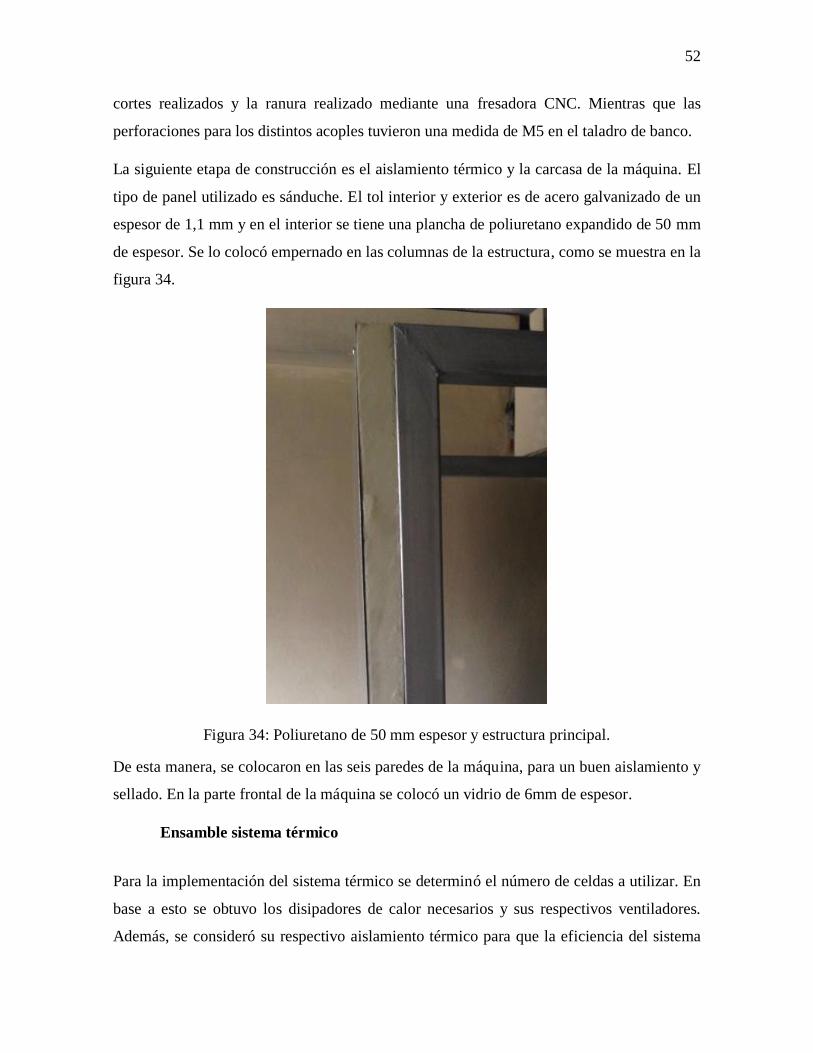
La siguiente etapa de construcción es el aislamiento térmico y la carcasa de la máquina. El
tipo de panel utilizado es sánduche. El tol interior y exterior es de acero galvanizado de un
espesor de 1,1 mm y en el interior se tiene una plancha de poliuretano expandido de 50 mm
de espesor. Se lo colocó empernado en las columnas de la estructura, como se muestra en la
figura 34.
Figura 34: Poliuretano de 50 mm espesor y estructura principal.
De esta manera, se colocaron en las seis paredes de la máquina, para un buen aislamiento y
sellado. En la parte frontal de la máquina se colocó un vidrio de 6mm de espesor.
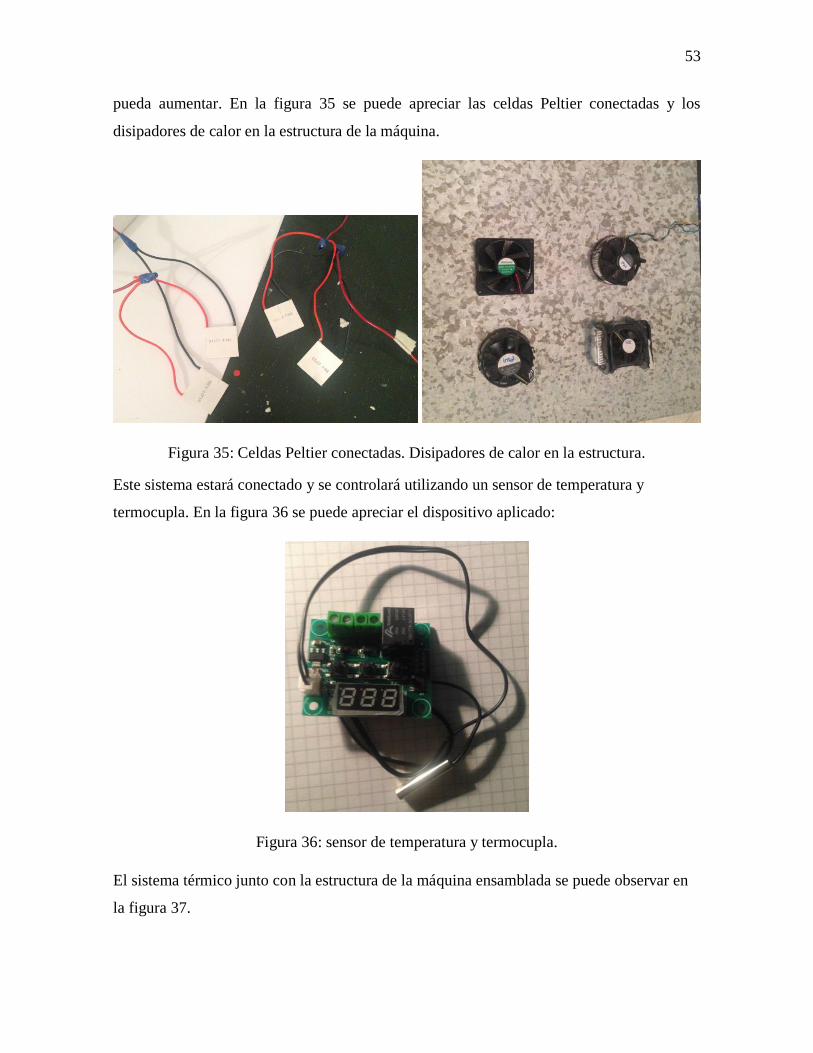
Ensamble sistema térmico
Para la implementación del sistema térmico se determinó el número de celdas a utilizar. En
base a esto se obtuvo los disipadores de calor necesarios y sus respectivos ventiladores.
Además, se consideró su respectivo aislamiento térmico para que la eficiencia del sistema
53
pueda aumentar. En la figura 35 se puede apreciar las celdas Peltier conectadas y los
disipadores de calor en la estructura de la máquina.
Figura 35: Celdas Peltier conectadas. Disipadores de calor en la estructura.
Este sistema estará conectado y se controlará utilizando un sensor de temperatura y
termocupla. En la figura 36 se puede apreciar el dispositivo aplicado:
Figura 36: sensor de temperatura y termocupla.
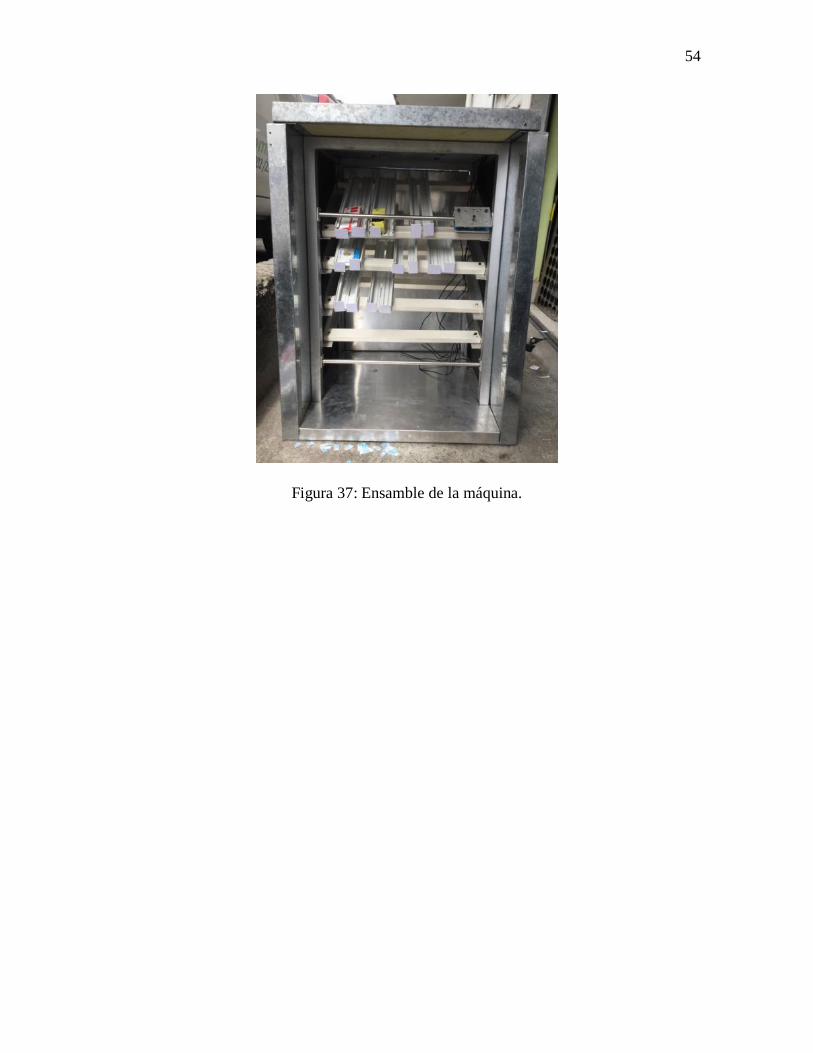
El sistema térmico junto con la estructura de la máquina ensamblada se puede observar en
la figura 37.
54
Figura 37: Ensamble de la máquina.
55
RESULTADOS
La máquina dispensadora de medicamentos inteligente se ha logrado optimizar en varias
áreas: el sistema de almacenamiento, el aumento de funcionalidad del brazo mecánico y la
implementación de un sistema térmico. Para efecto de realizar un análisis adecuado, es
importante estipular las características y propiedades de misma:
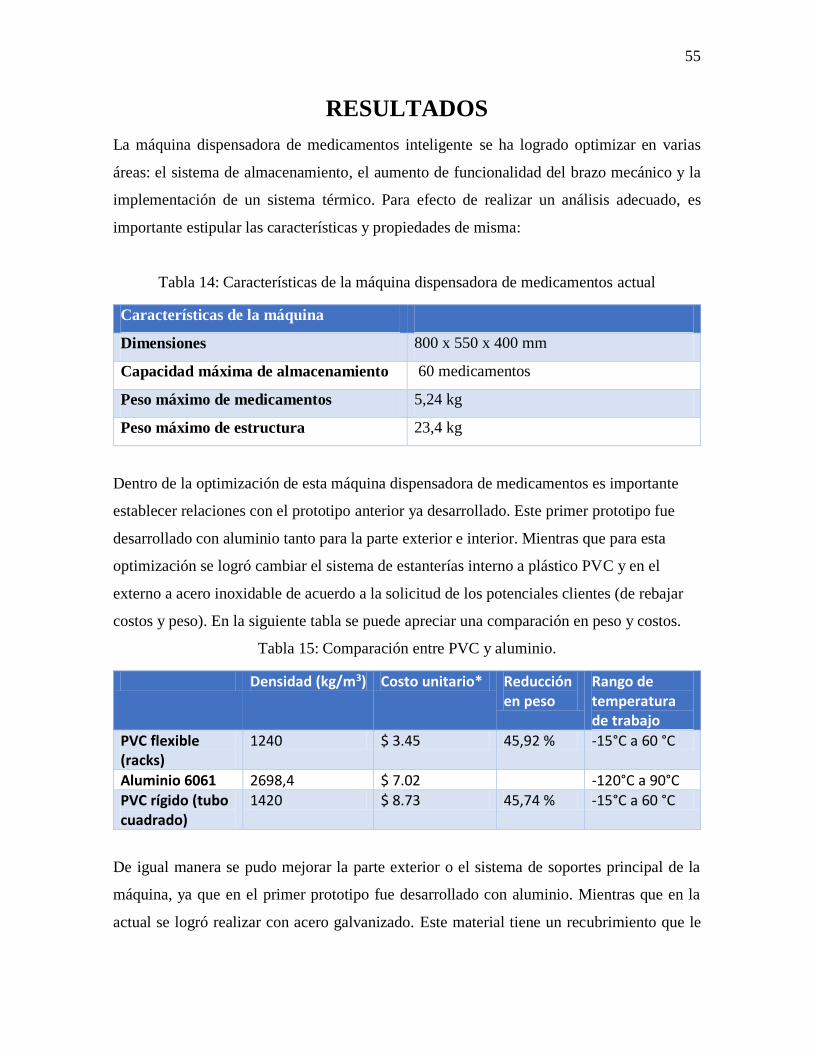
Tabla 14: Características de la máquina dispensadora de medicamentos actual
Características de la máquina
Dimensiones 800 x 550 x 400 mm
Capacidad máxima de almacenamiento 60 medicamentos
Peso máximo de medicamentos 5,24 kg
Peso máximo de estructura 23,4 kg
Dentro de la optimización de esta máquina dispensadora de medicamentos es importante
establecer relaciones con el prototipo anterior ya desarrollado. Este primer prototipo fue
desarrollado con aluminio tanto para la parte exterior e interior. Mientras que para esta
optimización se logró cambiar el sistema de estanterías interno a plástico PVC y en el
externo a acero inoxidable de acuerdo a la solicitud de los potenciales clientes (de rebajar
costos y peso). En la siguiente tabla se puede apreciar una comparación en peso y costos.
Tabla 15: Comparación entre PVC y aluminio.
Densidad (kg/m3) Costo unitario* Reducción en peso
Rango de temperatura de trabajo
PVC flexible (racks)
1240 $ 3.45 45,92 % -15°C a 60 °C
Aluminio 6061 2698,4 $ 7.02 -120°C a 90°C PVC rígido (tubo cuadrado)
1420 $ 8.73 45,74 % -15°C a 60 °C
De igual manera se pudo mejorar la parte exterior o el sistema de soportes principal de la
máquina, ya que en el primer prototipo fue desarrollado con aluminio. Mientras que en la
actual se logró realizar con acero galvanizado. Este material tiene un recubrimiento que le
56
otorga una buena presentación para los medicamentos requeridos. En la siguiente tabla, se
compara los materiales aplicados entre el prototipo anterior y el actual.
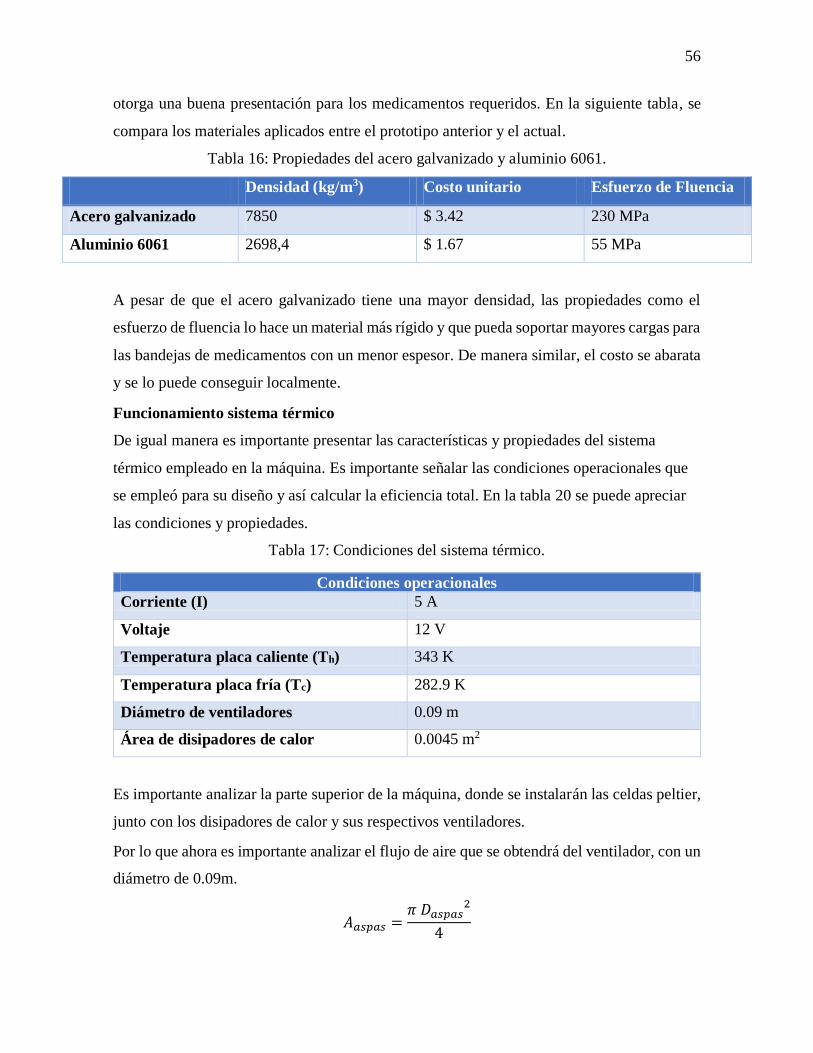
Tabla 16: Propiedades del acero galvanizado y aluminio 6061.
Densidad (kg/m3) Costo unitario Esfuerzo de Fluencia
Acero galvanizado 7850 $ 3.42 230 MPa
Aluminio 6061 2698,4 $ 1.67 55 MPa
A pesar de que el acero galvanizado tiene una mayor densidad, las propiedades como el
esfuerzo de fluencia lo hace un material más rígido y que pueda soportar mayores cargas para
las bandejas de medicamentos con un menor espesor. De manera similar, el costo se abarata
y se lo puede conseguir localmente.
Funcionamiento sistema térmico
De igual manera es importante presentar las características y propiedades del sistema
térmico empleado en la máquina. Es importante señalar las condiciones operacionales que
se empleó para su diseño y así calcular la eficiencia total. En la tabla 20 se puede apreciar
las condiciones y propiedades.
Tabla 17: Condiciones del sistema térmico.
Condiciones operacionales
Corriente (I) 5 A
Voltaje 12 V
Temperatura placa caliente (Th) 343 K
Temperatura placa fría (Tc) 282.9 K
Diámetro de ventiladores 0.09 m
Área de disipadores de calor 0.0045 m2
Es importante analizar la parte superior de la máquina, donde se instalarán las celdas peltier,
junto con los disipadores de calor y sus respectivos ventiladores.
Por lo que ahora es importante analizar el flujo de aire que se obtendrá del ventilador, con un
diámetro de 0.09m.
𝐴𝑎𝑠𝑝𝑎𝑠 =𝜋 𝐷𝑎𝑠𝑝𝑎𝑠
2
4

57
𝐴𝑎𝑠𝑝𝑎𝑠 = 0.006362𝑚2
El ventilador tiene una velocidad de giro de 2300 rpm y de esta manera se puede calcular la
velocidad del motor.
𝑣𝑚𝑜𝑡𝑜𝑟 = 0.1047𝑣𝑔𝑖𝑟𝑜
𝐷𝑎𝑠𝑝𝑎𝑠
2
𝑣𝑚𝑜𝑡𝑜𝑟 = 10.83 𝑚/𝑠
La potencia necesaria del ventilador se obtuvo del catálogo, para determinar la fuerza neta
aplicada:
𝑃𝑚𝑜𝑡𝑜𝑟 = 4.11 𝑊.
𝐹𝑚𝑜𝑡𝑜𝑟 =𝑃𝑚𝑜𝑡𝑜𝑟
𝑣𝑚𝑜𝑡𝑜𝑟
𝐹𝑚𝑜𝑡𝑜𝑟 = 0.38 𝑁
Una vez determinada esta fuerza se procede a calcular la velocidad del aire que se emplea:
𝑣𝑎𝑖𝑟𝑒 = √𝐹𝑚𝑜𝑡𝑜𝑟
12 𝜌𝑎𝑖𝑟𝑒 ∗ 𝐴𝑎𝑠𝑝𝑎𝑠
𝑣𝑎𝑖𝑟𝑒 = 9.96𝑚/𝑠
Sin embargo, ahora es importante determinar otras propiedades como el número de Reynolds,
la ecuación de Nusselt y el coeficiente de convección de aire. Por lo que las características
del aire se presentan en la tabla 21:
Tabla 18: Propiedades del Aire a 20°C
Propiedades del aire a 20 ºC
Densidad (𝝆𝒂𝒊𝒓𝒆) 1.204 kg/m3
Viscosidad (𝝁𝒂𝒊𝒓𝒆) 1.825 x 10-5 kg/m-s
Calor especifico (𝒄𝒑𝒂𝒊𝒓𝒆) 1.0041 kJ/kg-K
Conductividad térmica (𝒌𝒂𝒊𝒓𝒆) 0.02514 W/m-K
Prandtl (𝑷𝒓𝒂𝒊𝒓𝒆) 0.7294
El número de Reynolds se obtiene:
𝑅𝑒𝑎𝑖𝑟𝑒 =𝜌𝑎𝑖𝑟𝑒 ∗ 𝑣𝑎𝑖𝑟𝑒 ∗ 𝐷𝑎𝑖𝑠𝑝𝑎𝑠
𝜇𝑎𝑖𝑟𝑒

58
𝑅𝑒𝑎𝑖𝑟𝑒 = 68341
Ecuación de número de Nusselt:
𝑁𝑢𝑎𝑖𝑟𝑒 = 0.3 + 0.62 𝑅𝑒𝑎𝑖𝑟𝑒0.5 𝑃𝑟𝑎𝑖𝑟𝑒
1/3
[1 + (0.4
𝑃𝑟𝑎𝑖𝑟𝑒)2/3]0.25
[1 + (𝑅𝑒𝑎𝑖𝑟𝑒
282000)5/8]4/5
𝑁𝑢𝑎𝑖𝑟𝑒 = 190.7
Coeficiente de convección de aire:
ℎ𝑎𝑖𝑟𝑒 = 𝑁𝑢𝑎𝑖𝑟𝑒
𝑘𝑎𝑖𝑟𝑒
𝐷𝑒𝑥𝑡
ℎ𝑎𝑖𝑟𝑒 = 37.4 𝑊/𝑚2𝐾
Por lo que ahora se establece la ecuación del circuito para despejar el coeficiente global de
transferencia de calor (U):
1
𝑈=
1
ℎ1+
𝐿𝐴
𝑘𝐴+
1
ℎ2
𝑈 = 3.93 𝑊/𝑚2 𝐾
𝑄 = 𝑈𝐴𝑑𝑖𝑠𝑖𝑝𝑎𝑑𝑜𝑟 𝑑𝑒 𝑐𝑎𝑙𝑜𝑟∆𝑡
Q = 34,95 W
Este valor corresponde por cada celda aplicada y se debe calcular para las 4. Una vez
determinada se puede aplicar para la obtención del COP.
𝐶𝑂𝑃 =𝑄𝑐
𝑊𝑖𝑛= 2,33
De esta manera es posible tener las propiedades del sistema térmico en la máquina
dispensadora de medicamentos. Por lo que en la tabla 22 se muestran los resultados del
sistema termoeléctrico.

59
Tabla 19: Resultados experimentales del sistema térmico
Sistema térmico
Temperatura máxima 25 ºC
Temperatura mínima 9,01 ºC
COP 2,33
La temperatura se obtuvo mediante la termocupla aplicada internamente. En la figura 38 se
observa la medición de temperaturas.
Figura 38: Medición de temperaturas de la máquina dispensadora.
Para evaluar esta máquina es importante determinar el costo de cada una de las partes que la
componen y su funcionamiento. Estos costos pueden variar dependiendo de la mano de obra
y ensamblaje que se aplique. Si esta máquina se empezara a producir en masa en una línea
de producción se puede reducir el costo de producción, así como el precio por unidad.
Costos
La construcción de la estructura principal e interna de la máquina se desarrolló con diferentes
partes de plástico PVC, acero galvanizado y aluminio. Se analizó diferentes proveedores para
tener un costo bajo y pueda ser implementado en otras máquinas similares. Por lo que en las
tablas a continuación se podrá observar este detalle:
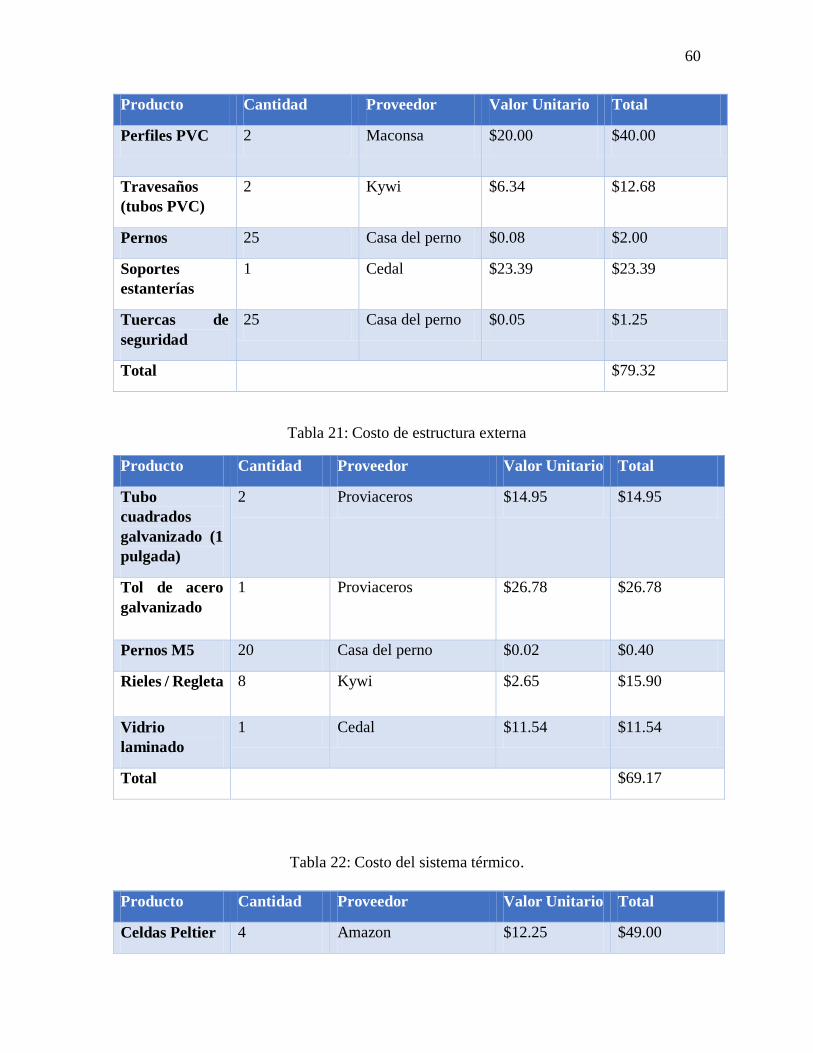
Tabla 20: Costo de estructura interna
60
Producto Cantidad Proveedor Valor Unitario Total
Perfiles PVC 2 Maconsa $20.00 $40.00
Travesaños
(tubos PVC)
2 Kywi $6.34 $12.68
Pernos 25 Casa del perno $0.08 $2.00
Soportes
estanterías
1 Cedal $23.39 $23.39
Tuercas de
seguridad
25 Casa del perno $0.05 $1.25
Total $79.32
Tabla 21: Costo de estructura externa
Producto Cantidad Proveedor Valor Unitario Total
Tubo
cuadrados
galvanizado (1
pulgada)
2 Proviaceros $14.95 $14.95
Tol de acero
galvanizado
1 Proviaceros $26.78 $26.78
Pernos M5 20 Casa del perno $0.02 $0.40
Rieles / Regleta 8 Kywi $2.65 $15.90
Vidrio
laminado
1 Cedal $11.54 $11.54
Total $69.17
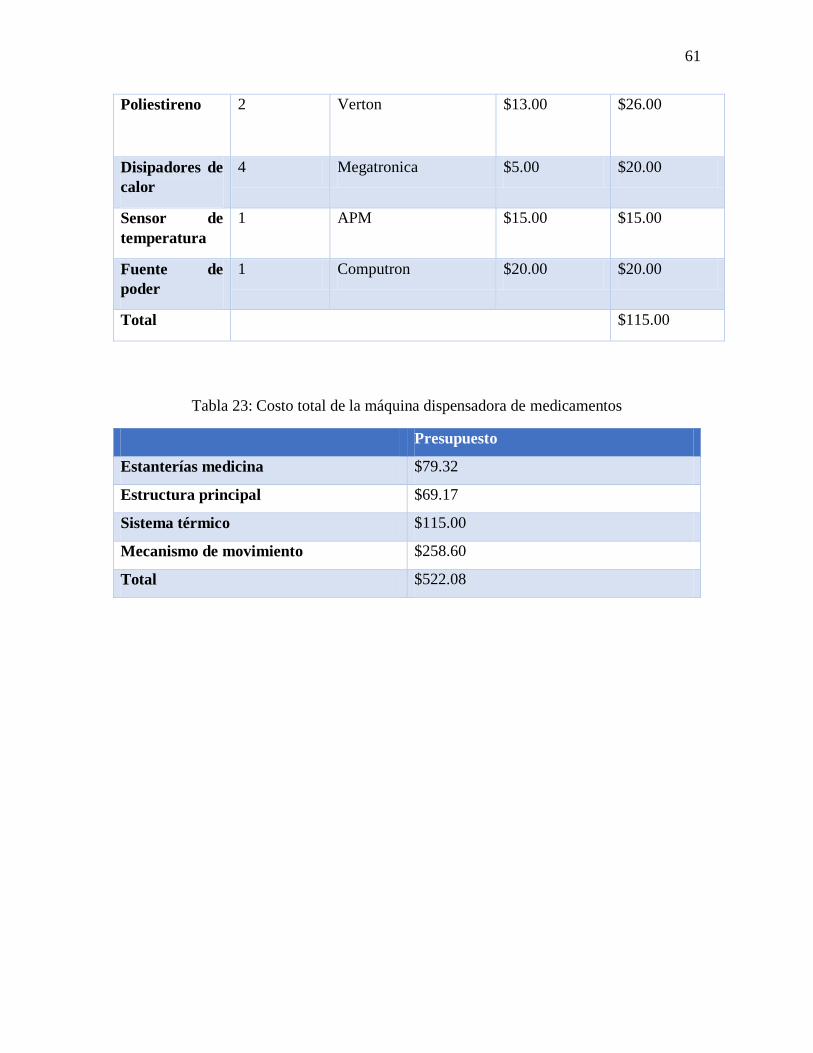
Tabla 22: Costo del sistema térmico.
Producto Cantidad Proveedor Valor Unitario Total
Celdas Peltier 4 Amazon $12.25 $49.00
61
Poliestireno 2 Verton $13.00 $26.00
Disipadores de
calor
4 Megatronica $5.00 $20.00
Sensor de
temperatura
1 APM $15.00 $15.00
Fuente de
poder
1 Computron $20.00 $20.00
Total $115.00
Tabla 23: Costo total de la máquina dispensadora de medicamentos
Presupuesto
Estanterías medicina $79.32
Estructura principal $69.17
Sistema térmico $115.00
Mecanismo de movimiento $258.60
Total $522.08
62
DISCUSIÓN
Después de un análisis profundo y minucioso, se ha logrado optimizar esta máquina,
reduciendo el costo y peso de la misma, incluyendo un sistema de climatización para los
medicamentos almacenados. Se ha aumentado la versatilidad de almacenamiento a través de
inclinación variable de estanterías en un rango de 30° hasta 22.8° (en pasos de 3.8°). Si bien
la inclinación de las estanterías de medicamentos se calculó dependiendo del peso y
coeficiente de fricción entre las superficies. Estas pueden variar con el desgaste del PVC de
las estanterías y puede que se necesite menor inclinación dependiendo del peso del
medicamento con el tiempo.
El sistema de sujeción de perno y horquilla, es el adecuado para mover la inclinación de las
estanterías con facilidad y agilidad. No se necesitará estar destornillando o ajustando, ya que
la horquilla es segura y se adecúa al sistema de la estructura principal.
La simulación de cargas y fuerzas en la estructura principal fue fundamental para tener una
seguridad y estabilidad en las estanterías y el producto. El peso de las estanterías y perfiles
de plástico PVC es bajo lo que facilitó tener un factor de seguridad alto para la estructura.
El mecanismo de movimiento del brazo mecánico se adecuó y aumentó la funcionalidad para
alcanzar una mayor velocidad y rapidez. Si bien se tenía la posibilidad de trabajar sólo con
dos motores para el eje Y, se debió readecuar el espacio para tener la posibilidad de colocar
un tercero. Además se tuvo que aplicar una doble banda para sujetar a los motores con el eje
para que el actuador sea el encargado de moverse a mayor velocidad en menor tiempo y tener
una entrega eficiente.
El sistema de refrigeración consistió en tres etapas fundamentales: el análisis de la carga de
refrigeración necesaria, la implementación del sistema termoeléctrico y la evaluación o
pruebas. Las cuatro celdas Peltier fueron necesarias para mantener la refrigeración de la
máquina en un rango de 9.01ºC a 10 °C. Los disipadores de calor juegan un papel
fundamental al tener que captar la mayor cantidad de carga de refrigeración para ser disipada
internamente. De igual manera, los ventiladores ayudan a aumentar la eficiencia de este
sistema.
63
CONCLUSIONES
La máquina dispensadora de medicamentos fue optimizada con reducción de peso y
costo; mientras que se aumentó la capacidad y versatilidad de almacenamiento.
La estructura externa principal de la máquina se construyó con las dimensiones
solicitadas de: 800 x 550 x 400 mm.
En la parte interna se logró colocar rieles de movimiento capaces de variar la altura
de los racks y su ángulo de inclinación, dándole versatilidad, mayor funcionalidad y
capacidad de almacenamiento. De igual manera, estos racks son movibles con gran
facilidad, ya que son livianos y resistentes.
Se logró mejorar la funcionalidad del brazo mecánico, al aplicar diferentes motores
paso a paso, alcanzando una mayor velocidad. De esta manera, se requirió mejorar el
sistema de bandas para darle mayor versatilidad al proceso de entrega.
Se implementó un sistema de refrigeración termoeléctrico para los medicamentos
termolábiles (que trabaja correctamente y es de bajo costo) que evita que pierdan la
cadena de frío.
El sistema termoeléctrico se seleccionó en base a las cargas de refrigeración que se
presentan en la máquina como: fármacos, la estructura y bandejas de medicamentos.
Asimismo, se evaluó otros factores que afectan a la carga de refrigeración como:
infiltración, y trasmisión de motores y ventiladores. Dando como resultado una carga
de 396,5 W y aplicándose 4 celdas Peltier de 98.5 W con un COP de 2,33.
64
REFERENCIAS BIBLIOGRÁFICAS
Boles, M. (2015). Thermodynamics an engineering approach. Mc Graw-Hill: New
York. Eight Edition.
Clare, R. (2016). Global intelligent vending machine market 2017 -2021. Cision Newswire.
New York. Recuperado el 23 de junio de 2017 desde
http://www.prnewswire.com/news-releases/global-intelligent-vending-machine-
market-2017-2021-300401611.html
Crane, C. (2015). Intelligent vending machines, a global strategic business report.
Recuperado el 22 de junio de 2017 desde http://www.strategyr.com/pressMCP-
7036.asp
Cosme, R. (2014). Ciclos de refrigeración. Recuperado el 28 de septiembre de 2017 desde
https://es.slideshare.net/irisyaninacamposjime/ciclos-de-refrigeracintermodinamica.
Correa, L. (2015). Ciclos de Refrigeración: por compresión. Recuperado el 28 de
septiembre de 2017 desde http://rsilvera-utp-fim-
refrigeracion.blogspot.com/2015/07/ciclo-ideal-de-refrigeracion-por.html.
Extrusiones. (2015). Sellos, perfiles o empaques de caucho para ventanas, puertas y
fachadas. Recuperado el 5 de junio de 2017 desde
https://www.extrusiones.com.co/lineas-de-productos/linea-construccion/sellos-para-
ventanas-puertas-y-fachadas
Groover, M. (2007). Trabajo Metálico de Láminas fundamentos de Manufactura Moderno.
Quinta Edición. Mc Graw Hill.
Heath S. (2014). Temperature management of Medicines storage and transport. Version 4:
Foundation Trust.
Hermes, C. (2012). Thermodynamic comparison of Peltier, Stirling, and vapor compression
portable coolers. Elsevier Ltd. 0306-2619.
Industria poliuretano rígido. (2017). Ventajas del poliuretano como aislante térmico.
Recuperado el 2 de noviembre de 2017 desde
http://aislaconpoliuretano.com/ventajas-poliuretano-aislante-termico.htm
López, D. (2013). Ciclo de Brayton invertido. Recuperado el 28 de septiembre de 2017 desde
http://termo2-1mi131.blogspot.com/2013/11/ciclo-brayton-invertido.html.
Merlin, L. (2016). Tipos de aislamientos térmicos. Recuperado el 17 de Noviembre de 2017
65
desde http://www.leroymerlin.es/ideas-y-consejos/comoHacerlo/tipos-de-
aislamientos-termicos-cual-necesitas.html
Nortebagua. (2014). Catálogo propiedades de PVC. Recuperado el 20 de junio de 2017
desde http://www.nortebagua.com/pdf/pvc.pdf
Plasticbages. (2014). Características técnicas de PVC. Recuperado el 21 de junio de 2017
desde http://www.plasticbages.com/caracteristicaspvc.html
Pietrzyk, K. (2016). Thermoelectric module design strategy for solid state refrigeration.
Elsevier Ltd. 0360 - 5442.
Roberts, F. (2001). Vending Machine. Recuperado el 1 de junio de 2017 desde
http://www.madehow.com/Volume-7/Vending-Machine.html
Schneider, E. (2008). Guía aplicativa robot cartesiano X Y. Recuperado el 20 de junio de
2017 desde http://www.equiposdidacticos.com/pdf/catalogos/MESAXY_WEB.pdf
Uniperfiles. (2016). Perfiles plásticos en PVC. Recuperado el 1 de junio de 2017 desde
http://www.uniperfilesltda.com/productos_construccion-liviana_dilataciones.html
Yildiz, S. (2011). Design and simulation of a vapor compression refrigeration cycle for a
micro refrigeration. Recuperado el 10 de junio de 2017 desde
https://www.researchgate.net/file.PostFileLoader.html?id
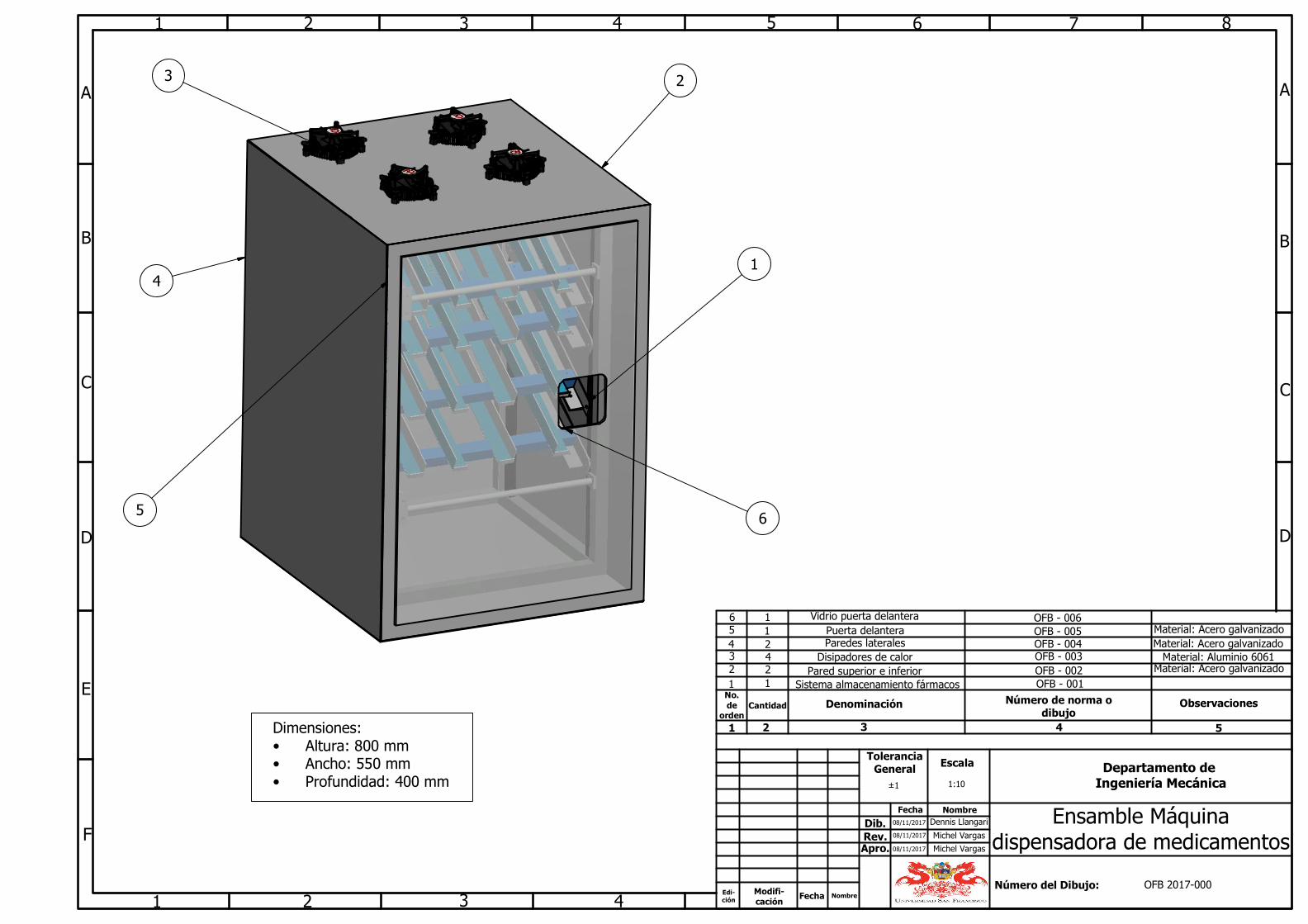
1 2 3 4 56 7 8
1 23
4
A
B
C
D
E
F
A
B
C
D
Edi-
ción
Modifi-
cación
Fecha
Nombre
Tolerancia
General
FechaNombre
Dib.
Rev.
Apro.
Departamento de
Ingeniería Mecánica
Ensamble Máquina
dispensadora de medicamentos
Escala
08/11/2017
OFB 2017-000Número del Dibujo:
1:10
±1
08/11/2017
08/11/2017
Dennis Llangari
Michel Vargas
Michel Vargas
Cantidad
Denominación
No.
de
orden
Número de norma o
dibujo
Observaciones
23 4
5
1
2
3
4
Sistema almacenamiento fármacos
Pared superior e inferior
Disipadores de calor
Paredes laterales
OFB - 004
OFB - 003
OFB - 002
OFB - 001
Material: Acero galvanizado
Material: Aluminio 6061
Material: Acero galvanizado
1
Puerta delantera5
OFB - 005
Material: Acero galvanizado
6
Vidrio puerta delantera
OFB - 006
1
2
4
2
1
1
3
6
5
4
2
1
Dimensiones:
• Altura: 800 mm
• Ancho: 550 mm
• Profundidad: 400 mm

1 2 3 4 56 7 8
1 23
4
A
B
C
D
E
F
A
B
C
D
Edi-
ción
Modifi-
cación
Fecha
Nombre
Tolerancias
FechaNombre
Dib.
Rev.
Apro.
Departamento de
Ingeniería Mecánica
Sistema de almacenamiento
Escala
15/10/2017
OFB 2017-001Número del Dibujo:
1:10
±1
04/12/2017
04/12/2017
Dennis Llangari
Michel Vargas
Michel Vargas
Cantidad
Denominación
No.
de
orden
Número de norma o
dibujo
Observaciones
23 4
5
1
2
3
4
Columna ancho
Columna profundidad
Columna vertical
Riel Perforada
001 - 010
001 - 009
001 - 008
001 - 007
Acero Galvanizado
Acero Galvanizado
Acero Galvanizado
Acero Galvanizado
1
Módulos estanterias
5
001 - 011
6
Tornillo cabeza plana
ANSI B18.6.4
4
4
4
4
4
16M4 x 5/8
7 2
Ensamble movimiento horizontal
001 - 012
8 2 Eje para mecanismo horizontalDiametro 1 pulgada Acero inoxidable
5
3
1
2
4
6
7
8
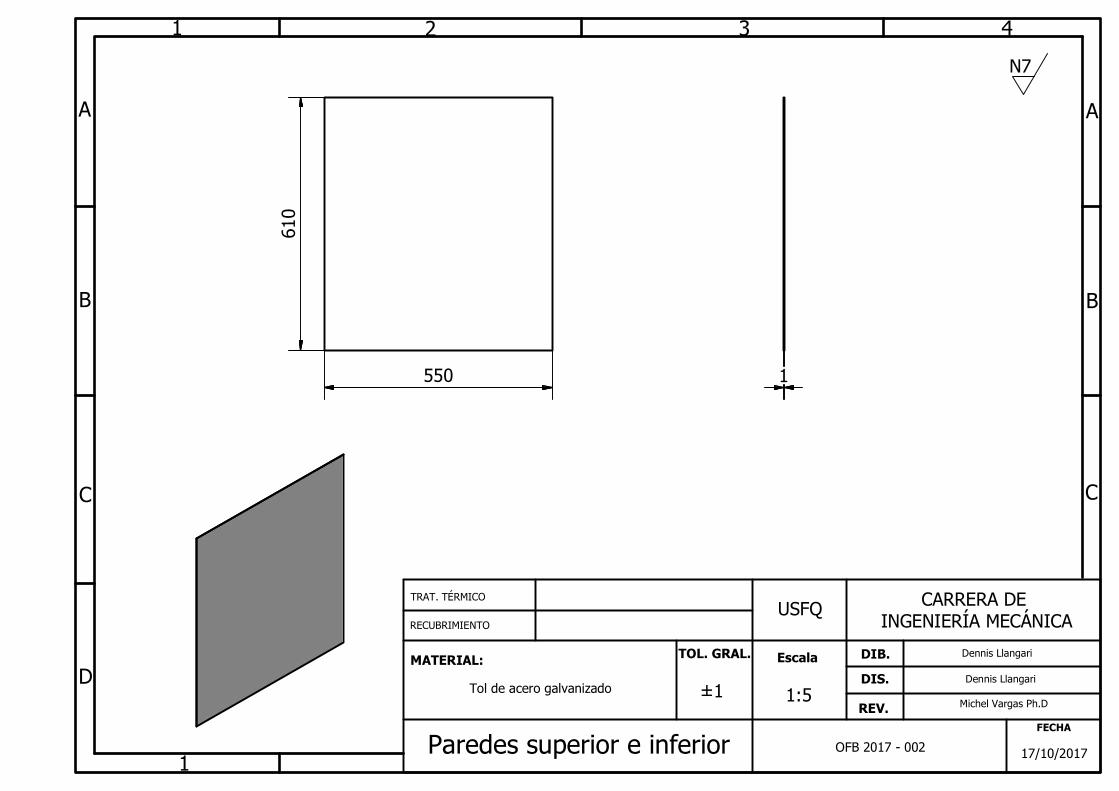
12 3 4
1
A
B
C
D
A
B
C
TOL. GRAL.
FECHA
DIB.
DIS.
REV.
MATERIAL:
Paredes superior e inferior
Escala
17/10/2017
OFB 2017 - 002
1:5
±1
Dennis Llangari
Dennis Llangari
Michel Vargas Ph.D
Tol de acero galvanizado
CARRERA DE
INGENIERÍA MECÁNICA
USFQ
TRAT. TÉRMICO
RECUBRIMIENTO
N7
610
550 1
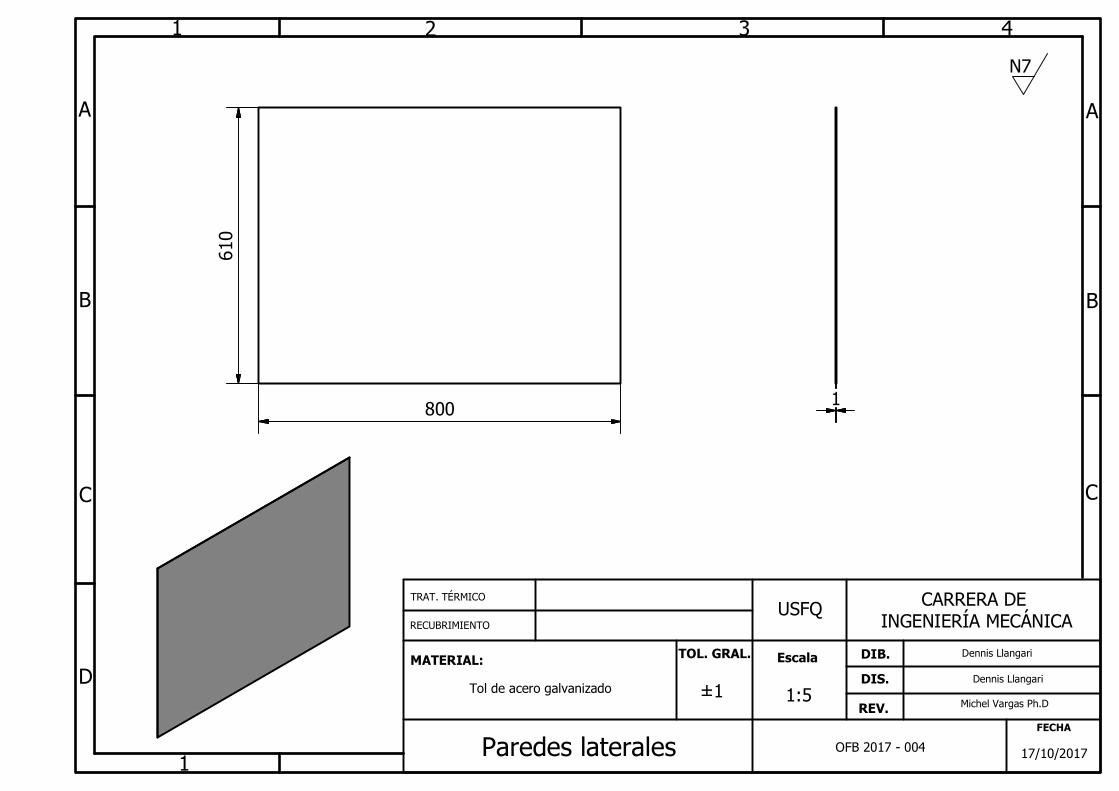
12 3 4
1
A
B
C
D
A
B
C
TOL. GRAL.
FECHA
DIB.
DIS.
REV.
MATERIAL:
Paredes laterales
Escala
17/10/2017
OFB 2017 - 004
1:5
±1
Dennis Llangari
Dennis Llangari
Michel Vargas Ph.D
Tol de acero galvanizado
CARRERA DE
INGENIERÍA MECÁNICA
USFQ
TRAT. TÉRMICO
RECUBRIMIENTO
N7
610
800
1
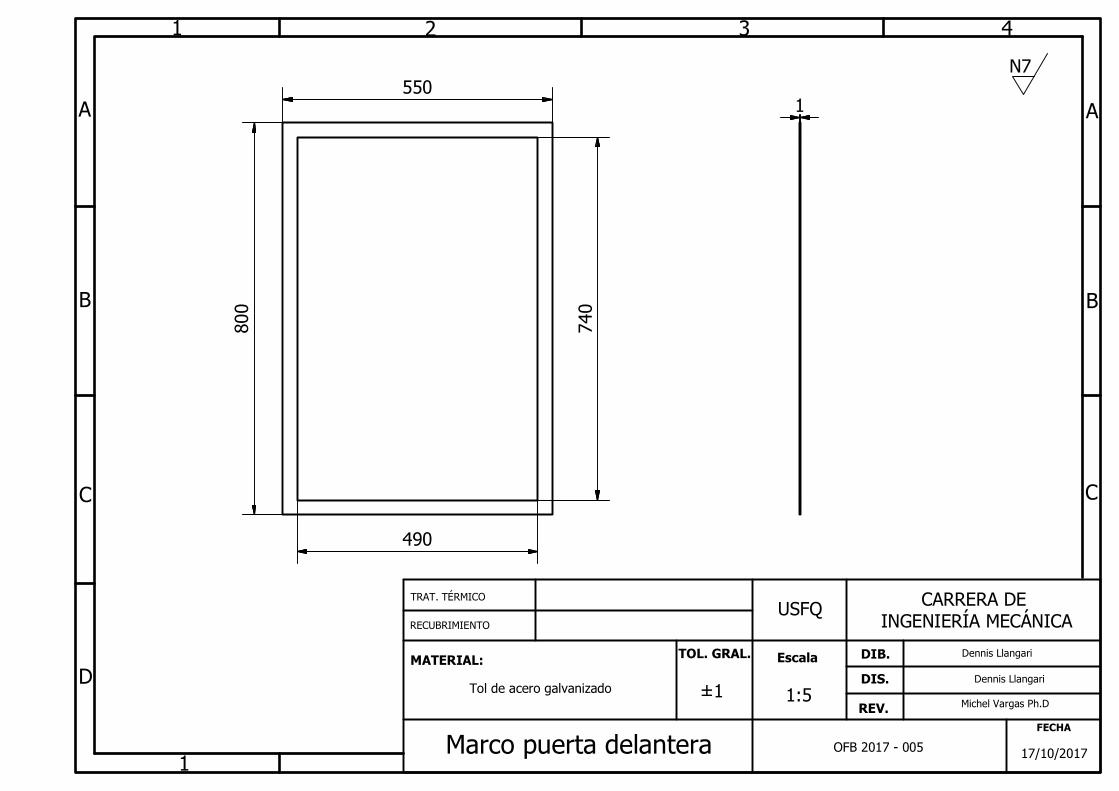
12 3 4
1
A
B
C
D
A
B
C
TOL. GRAL.
FECHA
DIB.
DIS.
REV.
MATERIAL:
Marco puerta delantera
Escala
17/10/2017
OFB 2017 - 005
1:5
±1
Dennis Llangari
Dennis Llangari
Michel Vargas Ph.D
Tol de acero galvanizado
CARRERA DE
INGENIERÍA MECÁNICA
USFQ
TRAT. TÉRMICO
RECUBRIMIENTO
N7
550
800
490
740
1
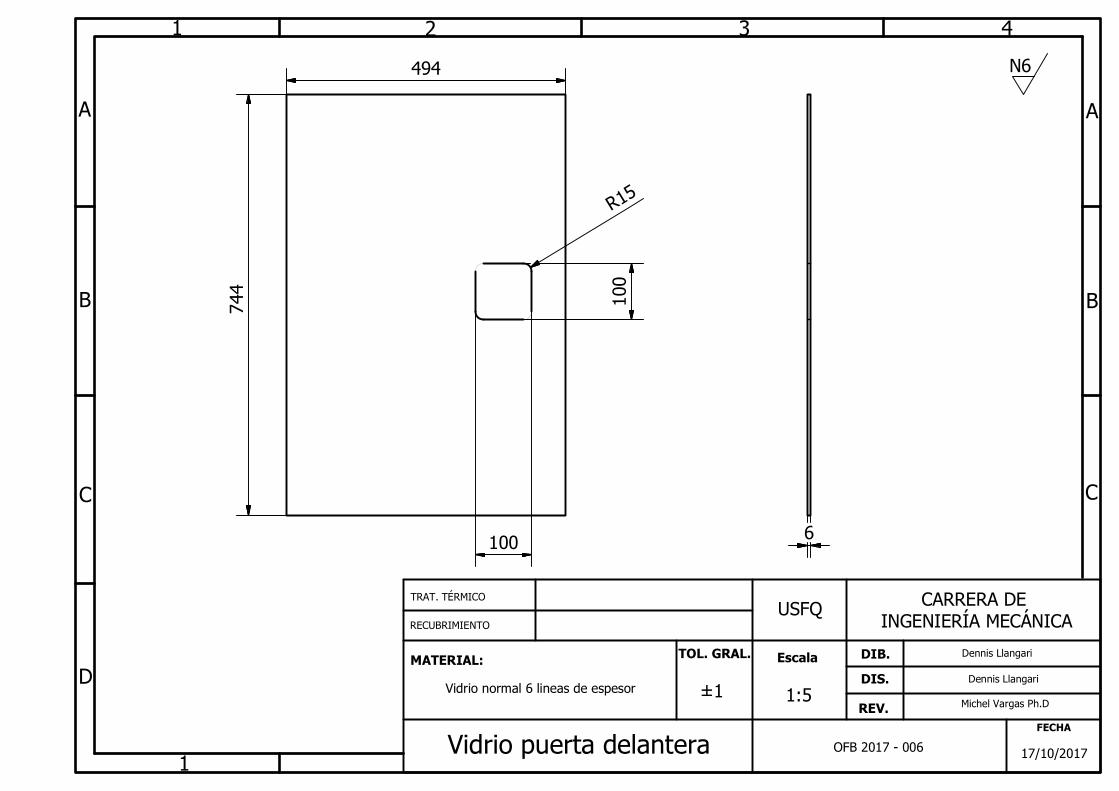
12 3 4
1
A
B
C
D
A
B
C
TOL. GRAL.
FECHA
DIB.
DIS.
REV.
MATERIAL:
Vidrio puerta delantera
Escala
17/10/2017
OFB 2017 - 006
1:5
±1
Dennis Llangari
Dennis Llangari
Michel Vargas Ph.D
Vidrio normal 6 lineas de espesor
CARRERA DE
INGENIERÍA MECÁNICA
USFQ
TRAT. TÉRMICO
RECUBRIMIENTO
N6
494
744
100
100
R
1
5
6

12 3 4
1
A
B
C
D
A
B
C
TOL. GRAL.
FECHA
DIB.
DIS.
REV.
MATERIAL:
Columna ancho estructura
Escala
17/10/2017
OFB 2017 - 007
1:3
±1
Dennis Llangari
Dennis Llangari
Michel Vargas Ph.D
Tubo cuadrado acero galvanizado 1 pulgada
(1.5mm espesor)
CARRERA DE
INGENIERÍA MECÁNICA
USFQ
TRAT. TÉRMICO
RECUBRIMIENTO
N7
550
4
5
°
4
5
°
25,4
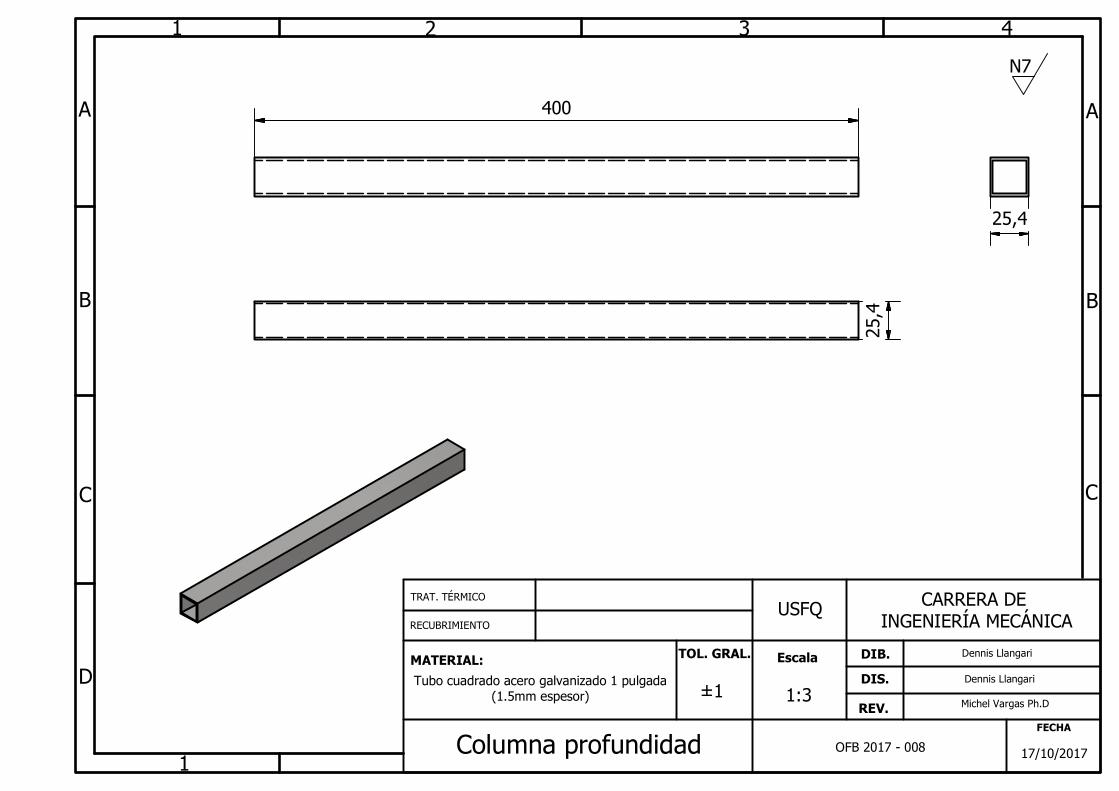
12 3 4
1
A
B
C
D
A
B
C
TOL. GRAL.
FECHA
DIB.
DIS.
REV.
MATERIAL:
Columna profundidad
Escala
17/10/2017
OFB 2017 - 008
1:3
±1
Dennis Llangari
Dennis Llangari
Michel Vargas Ph.D
Tubo cuadrado acero galvanizado 1 pulgada
(1.5mm espesor)
CARRERA DE
INGENIERÍA MECÁNICA
USFQ
TRAT. TÉRMICO
RECUBRIMIENTO
N7
400
25,4
25,4
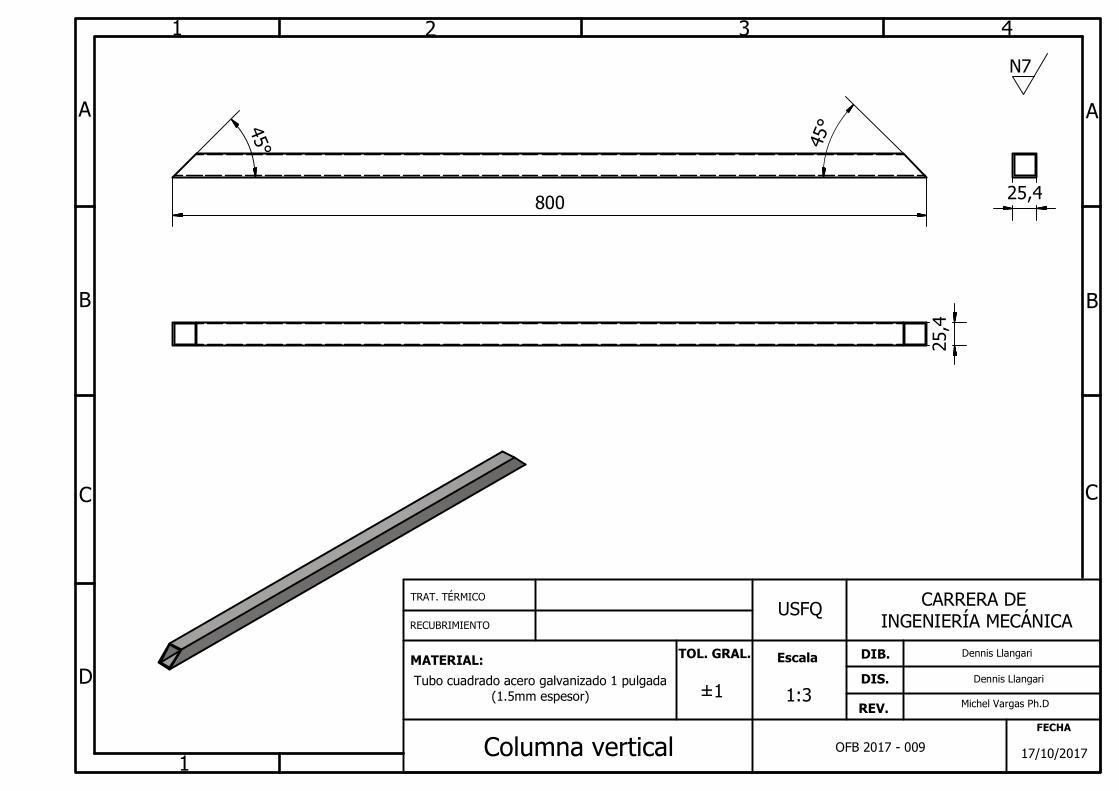
12 3 4
1
A
B
C
D
A
B
C
TOL. GRAL.
FECHA
DIB.
DIS.
REV.
MATERIAL:
Columna vertical
Escala
17/10/2017
OFB 2017 - 009
1:3
±1
Dennis Llangari
Dennis Llangari
Michel Vargas Ph.D
Tubo cuadrado acero galvanizado 1 pulgada
(1.5mm espesor)
CARRERA DE
INGENIERÍA MECÁNICA
USFQ
TRAT. TÉRMICO
RECUBRIMIENTO
N7
25,4
800
25,4
4
5
°4
5
°
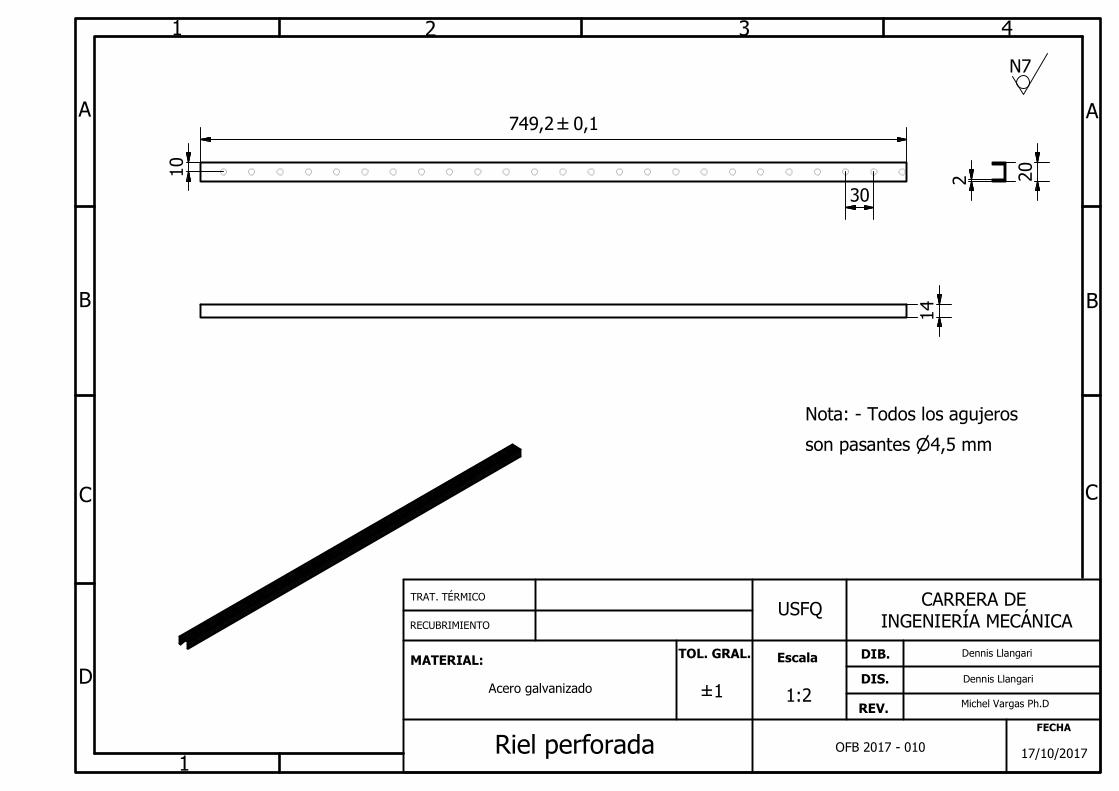
12 3 4
1
A
B
C
D
A
B
C
TOL. GRAL.
FECHA
DIB.
DIS.
REV.
MATERIAL:
Riel perforada
Escala
17/10/2017
OFB 2017 - 010
1:2
±1
Dennis Llangari
Dennis Llangari
Michel Vargas Ph.D
Acero galvanizado
CARRERA DE
INGENIERÍA MECÁNICA
USFQ
TRAT. TÉRMICO
RECUBRIMIENTO
N7
749,20,1
14
20
30
2
10
Nota: - Todos los agujeros
son pasantes 4,5 mm

12 3 4
1
A
B
C
D
A
B
Edi-
ción
Modifi-
cación
Fecha
Nombre
Tolerancia
General
FechaNombre
Dib.
Rev.
Apro.
Firma/Empresa
Material
Bandeja de racks
medicamentos
Escala
17/03/2017
OFB 2017-011
1:10
±1
18/10/2017
18/10/2017
Dennis Llangari
Michel Vargas
Michel Vargas
Ver lista de materiales
USFQ
ISO B.16.5
011 - 14
Material: Aluminio 6063
011 - 15
Material: PVC
011 - 16
Material: PVC
Material: Aluminio 6063
011 - 13
M5x1/2 plg
Soporte estanteria derecha
Soporte estanteria izquierda
Perfil Rack
Travesaño PVC
Tornillo de cabeza plana
5
3
2
4
1
Observaciones
Número de norma o
dibujo
Denominación
No.
de
orden
Cantidad
1
1
2
6
4
21
3
4
5

1 2 3 4 56 7 8
1 23
4
A
B
C
D
E
F
A
B
C
Edi-
ción
Modifi-
cación
Fecha
Nombre
Tolerancia
General
FechaNombre
Dib.
Rev.
Apro.
Firma/Empresa
Departamento de
Ingeniería Mecánica
Ensamble mecanismo eje X
Escala
15/10/2017
OFB 2017-012Número del Dibujo:
1:1
±1
19/10/2017
19/10/2017
Dennis Llangari
Michel Vargas
Michel Vargas
Cantidad
Denominación
No.
de
orden
Número de norma o
dibujo
Observaciones
1
2
3
4
Ensamble polea eje X
Placa estructura mecansimo eje X
Separador mecanismo eje X
Separador de poleas
012 - 020
012 - 019
012 - 018
012 - 017
Aluminio 6063
Eje bronce fosfórico
USFQ
Separador ajuste mecanismo eje X5
012 - 021
Eje bronce fosfórico
6
7
8
Tornillo cabeza cilíndrica
Rodelas para pernos hexagonales
Tuercas hexagonales
DIN 912
DIN 126 -5.5
ISO 10511 - M5
5
2
2
2
4
3
15
5
9
10
1
2
Soporte motor eje X
Tornillo cabeza cilíndrica
M5 x 50
M5 x 60
012 - 022
DIN 6912
1 2
4
8
10
9
5
7
6
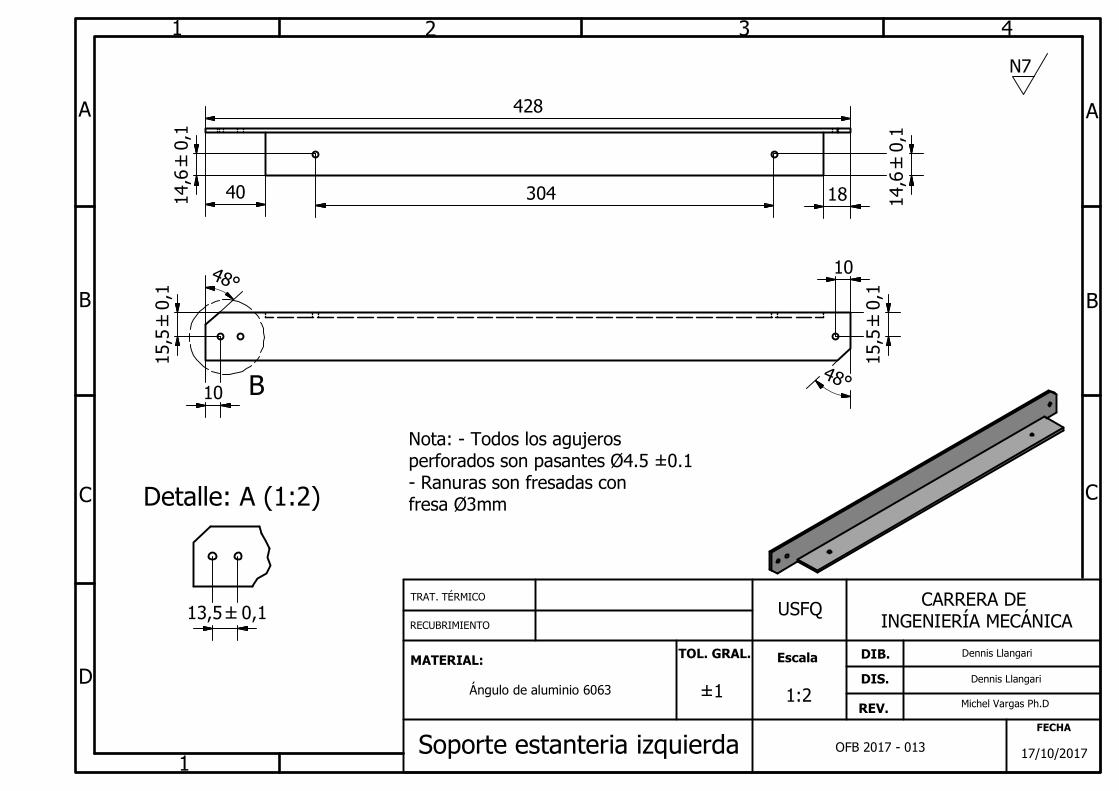
Detalle: A (1:2)
B
12 3 4
1
A
B
C
D
A
B
C
TOL. GRAL.
FECHA
DIB.
DIS.
REV.
MATERIAL:
Soporte estanteria izquierda
Escala
17/10/2017
OFB 2017 - 013
1:2
±1
Dennis Llangari
Dennis Llangari
Michel Vargas Ph.D
Ángulo de aluminio 6063
CARRERA DE
INGENIERÍA MECÁNICA
USFQ
TRAT. TÉRMICO
RECUBRIMIENTO
N7
428
14,6
0,1
14,6
0,1
15,5
0,1
15,5
0,1
4
8
°
4
8
°
10
304
13,50,1
10
40
18
Nota: - Todos los agujeros
perforados son pasantes Ø4.5 ±0.1
- Ranuras son fresadas con
fresa Ø3mm
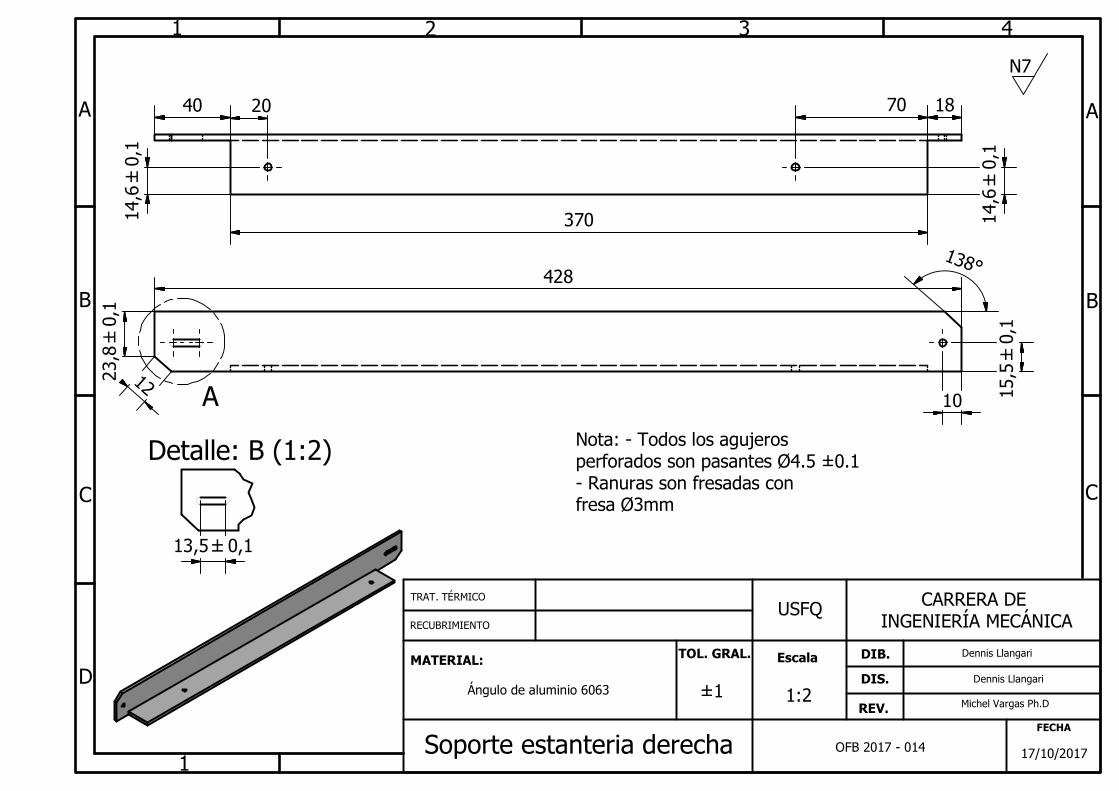
Detalle: B (1:2)
A
12 3 4
1
A
B
C
D
A
B
C
TOL. GRAL.
FECHA
DIB.
DIS.
REV.
MATERIAL:
Soporte estanteria derecha
Escala
17/10/2017
OFB 2017 - 014
1:2
±1
Dennis Llangari
Dennis Llangari
Michel Vargas Ph.D
Ángulo de aluminio 6063
CARRERA DE
INGENIERÍA MECÁNICA
USFQ
TRAT. TÉRMICO
RECUBRIMIENTO
428
370
70
14,6
0,1
20
14,6
0,1
1
2
23,8
0,1
15,5
0,1
10
1
3
8
°
40 18
13,50,1
N7
Nota: - Todos los agujeros
perforados son pasantes Ø4.5 ±0.1
- Ranuras son fresadas con
fresa Ø3mm
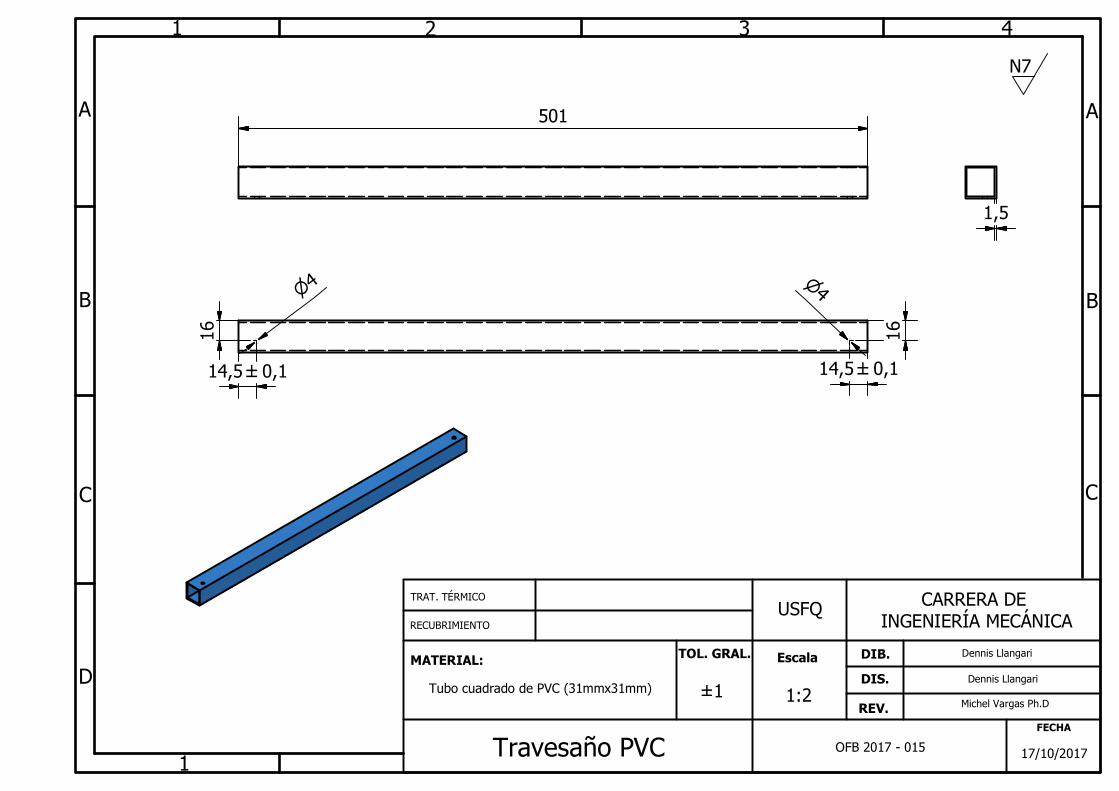
12 3 4
1
A
B
C
D
A
B
C
TOL. GRAL.
FECHA
DIB.
DIS.
REV.
MATERIAL:
Travesaño PVC
Escala
17/10/2017
OFB 2017 - 015
1:2
±1
Dennis Llangari
Dennis Llangari
Michel Vargas Ph.D
Tubo cuadrado de PVC (31mmx31mm)
CARRERA DE
INGENIERÍA MECÁNICA
USFQ
TRAT. TÉRMICO
RECUBRIMIENTO
N7
501
1,5
14,50,1
16
16
14,50,1
4
4
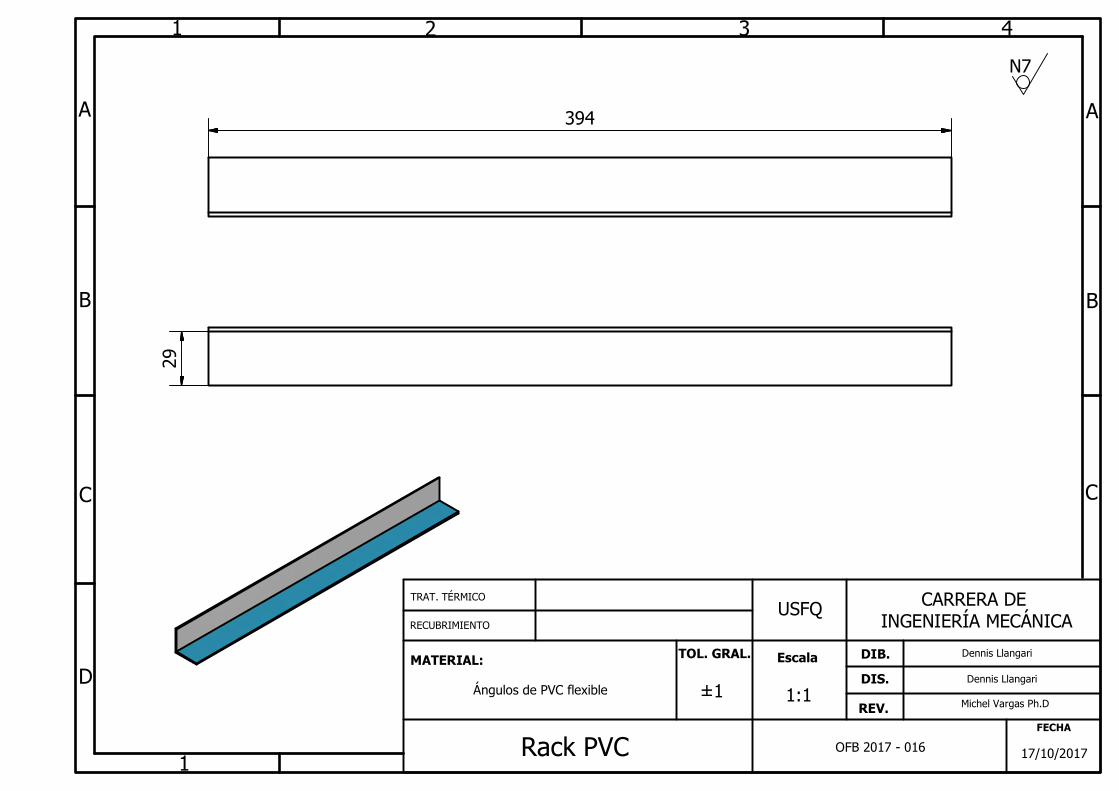
12 3 4
1
A
B
C
D
A
B
C
TOL. GRAL.
FECHA
DIB.
DIS.
REV.
MATERIAL:
Rack PVC
Escala
17/10/2017
OFB 2017 - 016
1:1
±1
Dennis Llangari
Dennis Llangari
Michel Vargas Ph.D
Ángulos de PVC flexible
CARRERA DE
INGENIERÍA MECÁNICA
USFQ
TRAT. TÉRMICO
RECUBRIMIENTO
N7
394
29
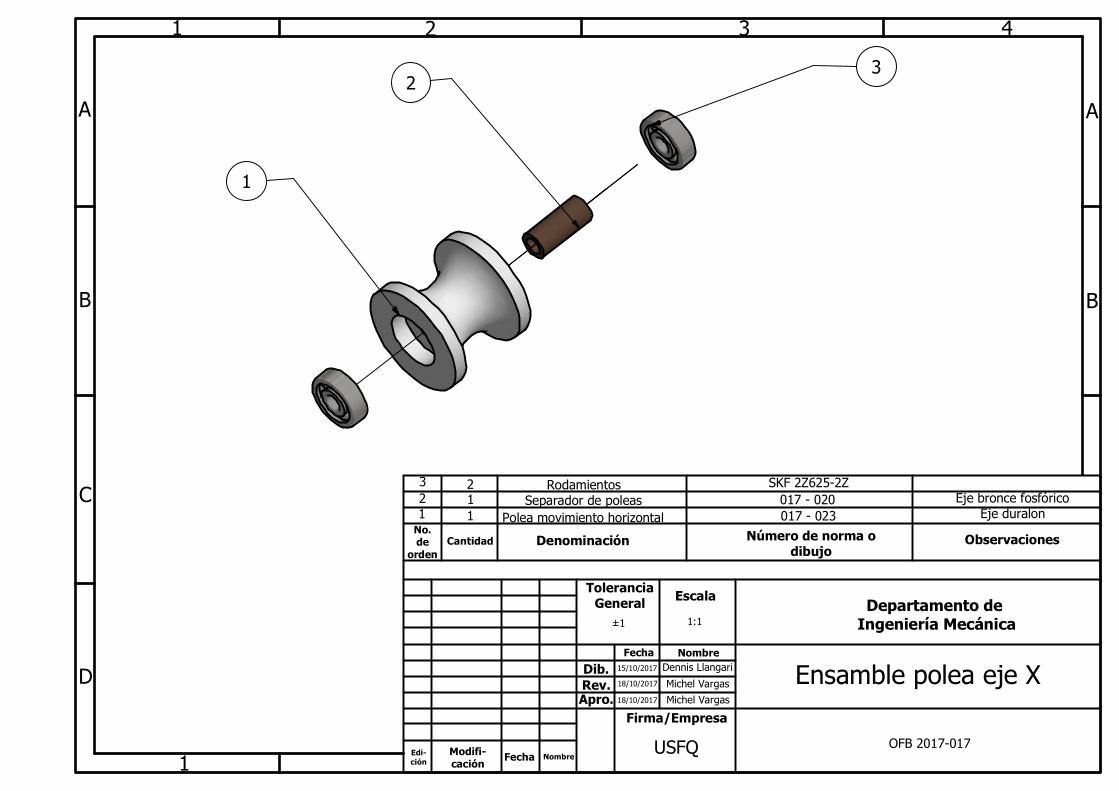
12 3 4
1
A
B
C
D
A
B
Edi-
ción
Modifi-
cación
Fecha
Nombre
Tolerancia
General
FechaNombre
Dib.
Rev.
Apro.
Firma/Empresa
Departamento de
Ingeniería Mecánica
Ensamble polea eje X
Escala
15/10/2017
OFB 2017-017
1:1
±1
18/10/2017
18/10/2017
Dennis Llangari
Michel Vargas
Michel Vargas
USFQ
017 - 020
Eje bronce fosfórico
SKF 2Z625-2Z
Eje duralon
017 - 023
Separador de poleas
Polea movimiento horizontal
Rodamientos
3
2
1
Observaciones
Número de norma o
dibujo
Denominación
No.
de
orden
Cantidad
1
1
2
1
2
3
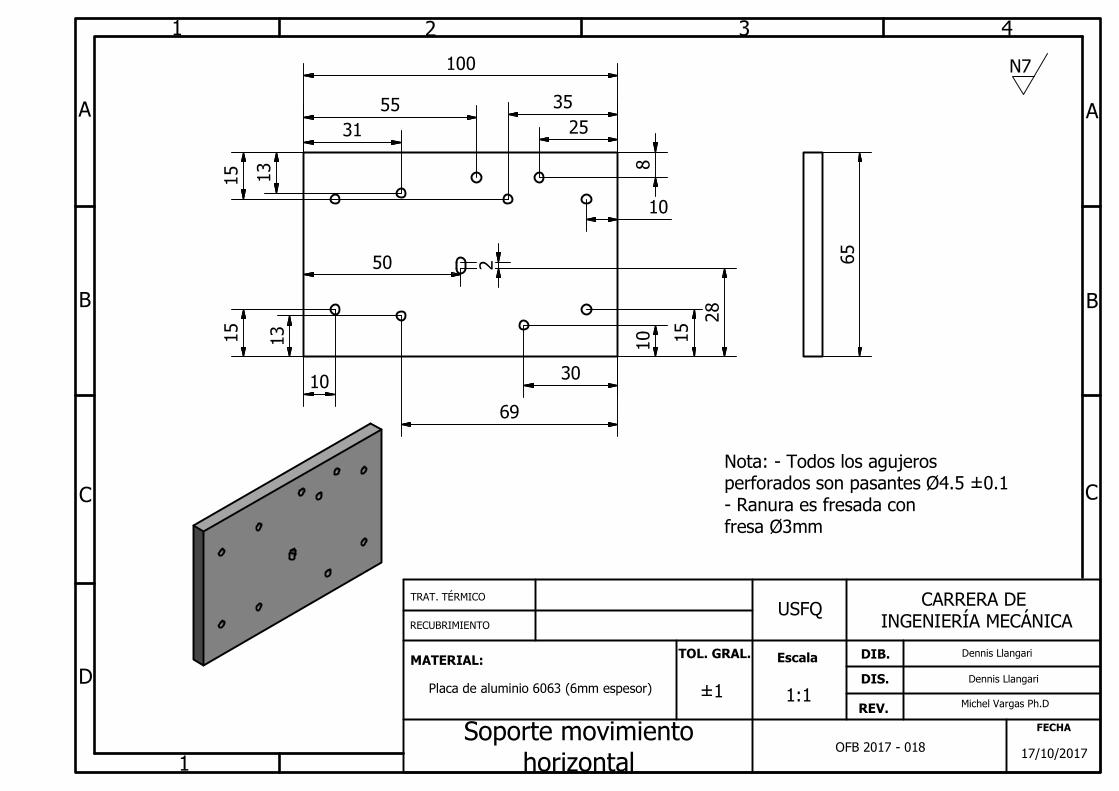
12 3 4
1
A
B
C
D
A
B
C
TOL. GRAL.
FECHA
DIB.
DIS.
REV.
MATERIAL:
Soporte movimiento
horizontal
Escala
17/10/2017
OFB 2017 - 018
1:1
±1
Dennis Llangari
Dennis Llangari
Michel Vargas Ph.D
Placa de aluminio 6063 (6mm espesor)
CARRERA DE
INGENIERÍA MECÁNICA
USFQ
TRAT. TÉRMICO
RECUBRIMIENTO
N7
100
65
10
15
30
69
25
35
31
55
50
2
10
8
15
13
15
13
10
28
Nota: - Todos los agujeros
perforados son pasantes Ø4.5 ±0.1
- Ranura es fresada con
fresa Ø3mm

12 3 4
1
A
B
C
D
A
B
C
TOL. GRAL.
FECHA
DIB.
DIS.
REV.
MATERIAL:
Separador mecanismo
Escala
17/03/2017
OFB 2017 - 019
1:2
±1
Dennis Llangari
Michel Vargas Ph.D
Michel Vargas Ph.D
Eje bronce fosfórico
CARRERA DE
INGENIERÍA MECÁNICA
USFQ
TRAT. TÉRMICO
RECUBRIMIENTO
30 8
5
N7
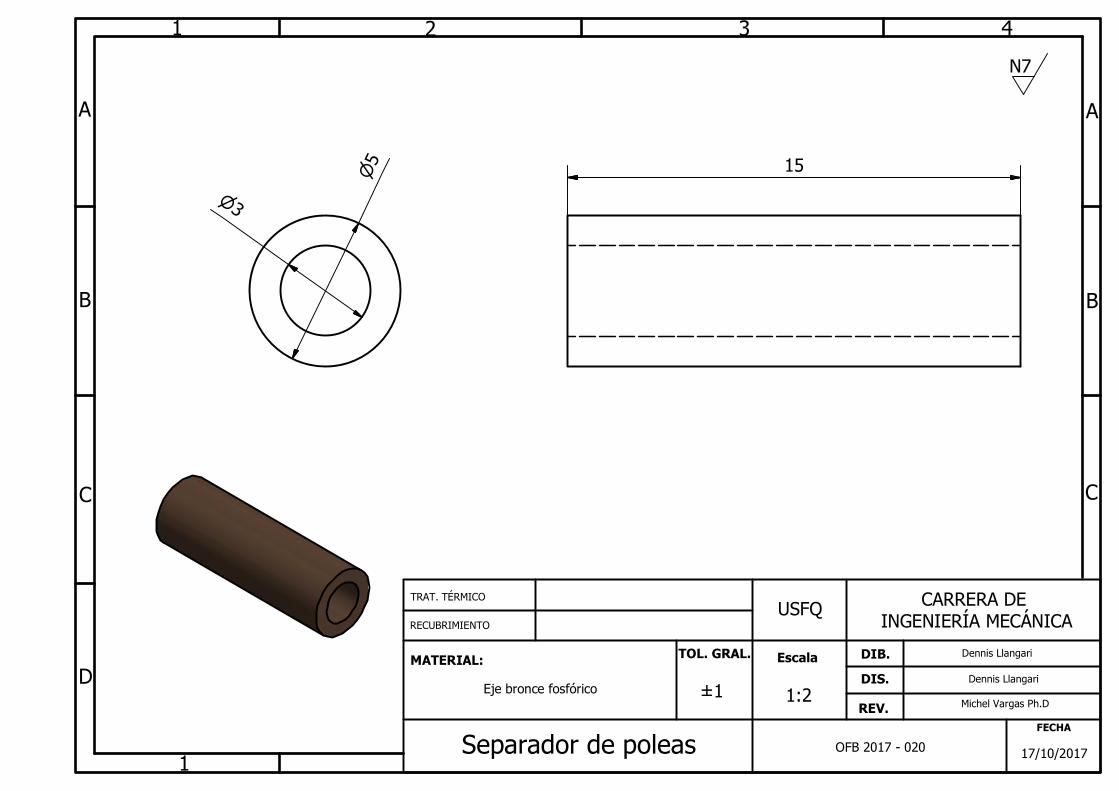
12 3 4
1
A
B
C
D
A
B
C
TOL. GRAL.
FECHA
DIB.
DIS.
REV.
MATERIAL:
Separador de poleas
Escala
17/10/2017
OFB 2017 - 020
1:2
±1
Dennis Llangari
Dennis Llangari
Michel Vargas Ph.D
Eje bronce fosfórico
CARRERA DE
INGENIERÍA MECÁNICA
USFQ
TRAT. TÉRMICO
RECUBRIMIENTO
N7
5
3
15
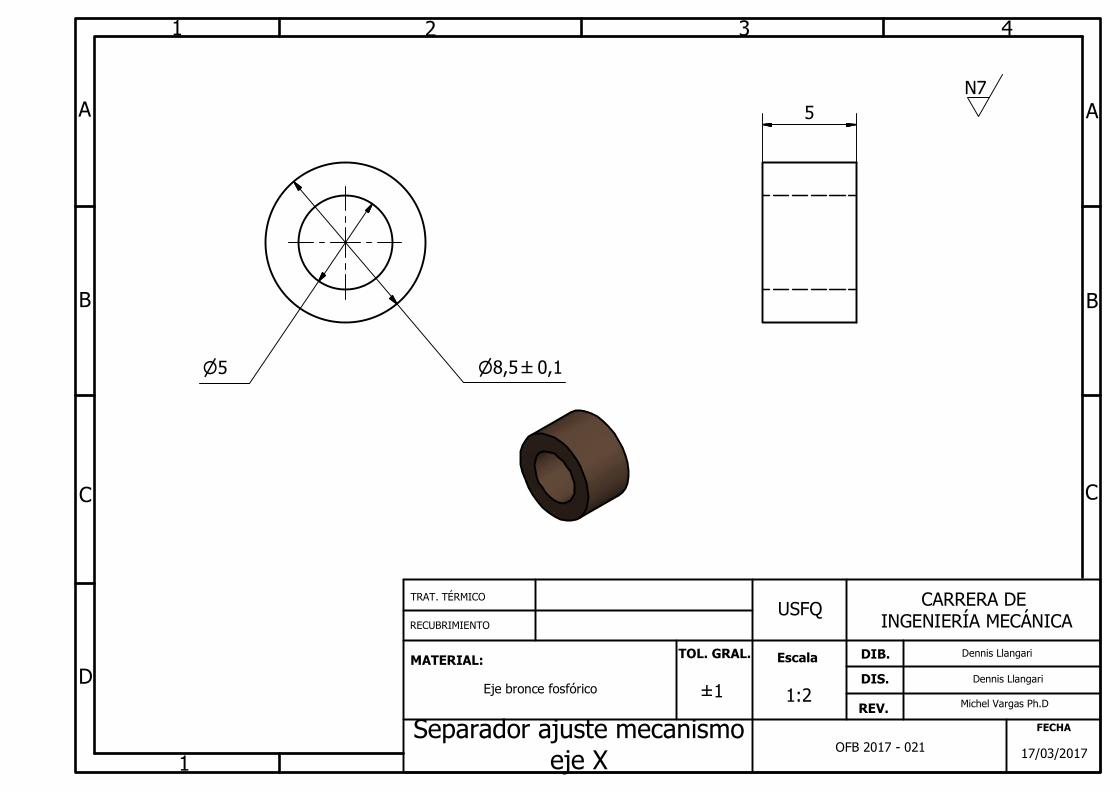
12 3 4
1
A
B
C
D
A
B
C
TOL. GRAL.
FECHA
DIB.
DIS.
REV.
MATERIAL:
Separador ajuste mecanismo
eje X
Escala
17/03/2017
OFB 2017 - 021
1:2
±1
Dennis Llangari
Dennis Llangari
Michel Vargas Ph.D
Eje bronce fosfórico
CARRERA DE
INGENIERÍA MECÁNICA
USFQ
TRAT. TÉRMICO
RECUBRIMIENTO
5
8,5 0,15
N7
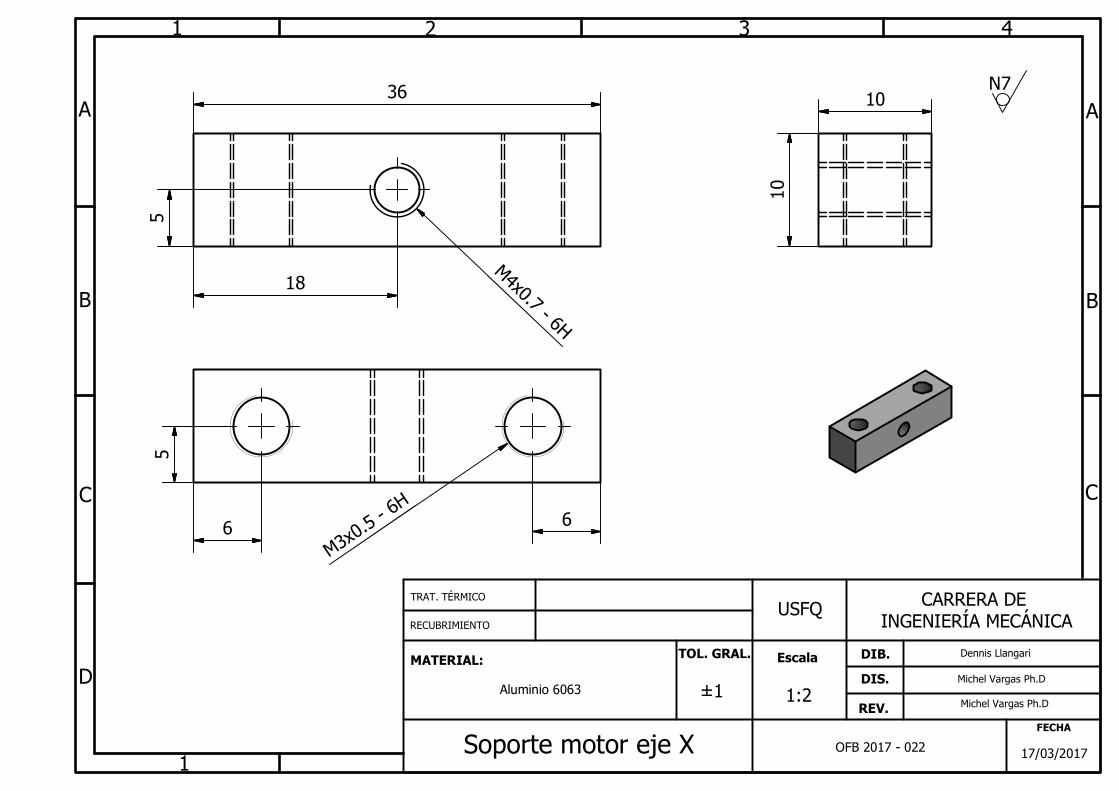
12 3 4
1
A
B
C
D
A
B
C
TOL. GRAL.
FECHA
DIB.
DIS.
REV.
MATERIAL:
Soporte motor eje X
Escala
17/03/2017
OFB 2017 - 022
1:2
±1
Dennis Llangari
Michel Vargas Ph.D
Michel Vargas Ph.D
Aluminio 6063
CARRERA DE
INGENIERÍA MECÁNICA
USFQ
TRAT. TÉRMICO
RECUBRIMIENTO
36
10
10
18
6
6
5
M
3
x
0
.
5
-
6
H
M
4
x
0
.
7
-
6
H
5
N7

12 3 4
1
A
B
C
D
A
B
C
TOL. GRAL.
FECHA
DIB.
DIS.
REV.
MATERIAL:
Polea movimiento horizontal
Escala
17/10/2017
OFB 2017 - 023
1:1
±1
Dennis Llangari
Dennis Llangari
Michel Vargas Ph.D
Eje de duralon
CARRERA DE
INGENIERÍA MECÁNICA
USFQ
TRAT. TÉRMICO
RECUBRIMIENTO
N7
20
R
6
,
5
2
5
16
J
7
12
5


















