UNIVERSIDAD DE CUENCAdspace.ucuenca.edu.ec/bitstream/123456789/30231/1/Trabajo de... · UNIVERSIDAD...
116
1 UNIVERSIDAD DE CUENCA Facultad de Ciencias Económicas y Administrativas Carrera de Ingeniería de Empresas “Diseño de la célula de manufactura de congeladores dentro del área de poliuretano de la empresa Induglob S.A., bajo el enfoque de la metodología Lean, periodo 2017” Trabajo de titulación previo a la obtención del título de Ingeniera de Empresas Autor: María Bernarda Reyes Suconota CI: 0104505276 Director: Ing. Hugo Efraín Quezada Jara CI: 0101775500 Cuenca - Ecuador Abril 2018
Transcript of UNIVERSIDAD DE CUENCAdspace.ucuenca.edu.ec/bitstream/123456789/30231/1/Trabajo de... · UNIVERSIDAD...
1
UNIVERSIDAD DE CUENCA
Facultad de Ciencias Económicas y Administrativas
Carrera de Ingeniería de Empresas
“Diseño de la célula de manufactura de congeladores
dentro del área de poliuretano de la empresa
Induglob S.A., bajo el enfoque de la metodología
Lean, periodo 2017”
Trabajo de titulación previo a la obtención
del título de Ingeniera de Empresas
Autor:
María Bernarda Reyes Suconota
CI: 0104505276
Director:
Ing. Hugo Efraín Quezada Jara
CI: 0101775500
Cuenca - Ecuador
Abril 2018
UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 2
Resumen
La filosofía Lean constituye para muchos gerentes la oportunidad de orientar
sus esfuerzos al enfoque de creación de valor, para sus clientes y accionistas.
Para la organización objeto de estudio, los beneficios de migrar hacia una
organización Lean son transcendentales, dada su situación actual; que por
muchos factores, la volvieron poco competitiva. Por esto, la organización dio
cabida al Sistema de Gestión Indurama que busca hacerla Lean Enterprise,
iniciando su implementación con la organización de los puestos de trabajo.
Este proyecto busca presentar un diseño de disposiciones flexibles, como la
célula de manufactura, para la sección de Congeladores - Poliuretano con el
objetivo de mejorar su eficiencia y productividad y de preparar al proceso para
la implementación de otras herramientas.
El proyecto requirió una investigación de tipo exploratoria - descriptiva,
considerando que el área será una de las secciones piloto para experimentar
la metodología que se utilizará en las demás secciones. Después de la
implementación, se obtuvo una reducción del 30% del costo de mano de obra
directa, una reducción de tiempos muertos en un 75%, y un incremento del
valor agregado a un 92,81%. En cuanto a la eficiencia, el OEE presentó una
mejora significativa pasando del 58% al 85% llevándola a rangos “world class”.
Palabras clave: LEAN MANUFACTURING, CÉLULA DE MANUFACTURA,
DISEÑO DE LAYOUT, BALANCEO DE LÍNEAS.

UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 3
Abstract
The Lean philosophy constitutes, for many managers, the opportunity to guide
their efforts towards the value creation approach for their clients and
shareholders. For the organization under study, the benefits of migrating to a
Lean system are transcendental, given its current situation, because of several
factors, it became uncompetitive. For this reason, the organization gave space
to The Indurama Management System which endeavors to make it a Lean
Enterprise, its implementation is going to start with the work organization. The
objective of this project is to present a design of flexible distributions, such as
the manufacturing cells, for the Freezing of their Polyurethane section with the
aim of improving its efficiency and productivity and preparing the process for
the implementation of other Lean tools.
The project required an exploratory/descriptive type of research, since this
area is one of the pilot sections to experience the methodology that will be
used at the other sections. After the implementation, the results were the
following: a reduction of 30% of the cost of direct labor was obtained, also a
reduction of downtime by 75%, and an increase in value added to 92.81%. In
terms of efficiency, the OEE presented a significant improvement - going from
58% to 85% and thus taking it to "world class" ranges.
Keywords: LEAN MANUFACTURING, MANUFACTURING CELL, LAYOUT
DESIGN, LINE BALANCING.

UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 4
ÍNDICE DE CONTENIDO
RESUMEN.............................................................................................................................. 2
ABSTRACT............................................................................................................................ 3
CLÁUSULA DE DERECHOS DE AUTOR ....................................................................... 8
CLÁUSULA DE PROPIEDAD INTELECTUAL ............................................................... 9
DEDICATORIA .................................................................................................................... 10
AGRADECIMIENTO ........................................................................................................... 11
INTRODUCCIÓN ................................................................................................................ 12
JUSTIFICACIÓN ................................................................................................................. 13
PLANTEAMIENTO DEL PROBLEMA ............................................................................ 14
OBJETIVOS ......................................................................................................................... 15
CAPÍTULO I: ANTECEDENTES DEL OBJETO DE ESTUDIO .................................. 16
Reseña histórica............................................................................................................ 16
Visión ............................................................................................................................... 17
Misión ............................................................................................................................... 18
Estrategia ........................................................................................................................ 18
Valores organizacionales ............................................................................................ 19
Lean Enterprise en Indurama..................................................................................... 21
CAPÍTULO II: MARCO TEÓRICO ................................................................................... 24
Diseño del trabajo ......................................................................................................... 24
Condiciones de trabajo ............................................................................................... 27
Orden y limpieza .......................................................................................................... 27
Iluminación ................................................................................................................... 28
Ergonomía y seguridad .............................................................................................. 29
Diseño del layout ......................................................................................................... 30
Lean Manufacturing ...................................................................................................... 37
Estado del Arte .............................................................................................................. 52
CAPÍTULO III: DISEÑO METODOLÓGICO ................................................................... 58
CAPÍTULO IV: DESARROLLO DEL PROYECTO ....................................................... 60
Situación Actual y Diagnóstico ...................................................................................... 60
Desarrollo y Aplicación de la Propuesta ...................................................................... 73
CAPÍTULO V: RESULTADOS DEL PROYECTO ......................................................... 84
CAPÍTULO VI: CONCLUSIONES, RECOMENDACIONES Y LIMITACIONES ....... 88
BIBLIOGRAFÍA ................................................................................................................... 90
ANEXOS ............................................................................................................................... 92
UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 5
ÍNDICE DE ILUSTRACIONES
Ilustración 1: Logo de INDUGLOB S.A. 2017 ............................................. 5
Ilustración 2: Visión de INDUGLOB S.A. 2017 ......................................... 18
Ilustración 3: Misión de INDUGLOB S.A. 2017 ........................................ 18
Ilustración 4: Estrategias de INDUGLOB S.A. 2017 ................................ 19
Ilustración 5: Octógono de Excelencia INDUGLOB S.A. 2017 ............... 19
Ilustración 6: Sistema de Gestión Indurama (SGI) .................................. 21
Ilustración 7: Pilares y herramientas del Sistema de Gestión Indurama
..................................................................................................................... 22
Ilustración 8: Tipo de distribución fija ..................................................... 34
Ilustración 9: Tipo de distribución orientada a proceso ........................ 35
Ilustración 10: Tipo de distribución orientada a producto ..................... 36
Ilustración 11: Distribución en célula de manufactura ........................... 37
Ilustración 12: Casa del Sistema de producción Toyota ........................ 39
Ilustración 13: Layout original sección Congeladores ........................... 63
Ilustración 14: Layout original Troquelado.............................................. 63
Ilustración 15: Layout original Inyección................................................. 63
Ilustración 16: Layout original 1 ............................................................... 64
Ilustración 17: Layout original 2 ............................................................... 64
Ilustración 18: Layout original 3 ............................................................... 65
Ilustración 19: Layout original 4 ............................................................... 65
Ilustración 20: Propuesta de layout Troquelado ..................................... 77
Ilustración 21: Propuesta de layout Inyección ........................................ 77
Ilustración 22: Propuesta de layout sección Congeladores .................. 78
Ilustración 23: Luminaria en layout propuesto ....................................... 79
Ilustración 24: Aplicación de Seiri ............................................................ 79
Ilustración 25: Despliegue de herramientas de trabajo y EPP’s por
puesto de trabajo ....................................................................................... 80
Ilustración 26: Aplicación de Seiton ........................................................ 80
Ilustración 27: Diseño de racks ................................................................ 81
Ilustración 28: Despliegue de estructuras de producto por modelo
(medio de transporte, cantidad de entrega y ubicación en rack) ......... 81
Ilustración 29: Aplicación de Seiso .......................................................... 82
Ilustración 30: Aplicación de Seiketsu ..................................................... 83
Ilustración 31: Diseño de rack para Armado de Evaporador ................ 97
Ilustración 32: Diseño de rack para Hermetizado ................................... 97
Ilustración 33: Diseño de rack para la base inferior del gabinete ......... 98
Ilustración 34: Diseño de rack para Armado de Gabinete ...................... 98
ÍNDICE DE FIGURAS
Figura 1: Metodología para el estudio del trabajo ............................................. 26
Figura 2: Proceso de Congeladores – Poliuretano................................. 61
UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 6
ÍNDICE DE GRÁFICOS
Gráfico 1: Causas principales de Para ..................................................... 67
Gráfico 2: FTQ inicial de la sección ......................................................... 68
Gráfico 3: Defectos en producto a través del proceso ........................6969
Gráfico 4: Pared de Balanceo inicial .....................................................7474
Gráfico 5: Pared de Balanceo final ........................................................... 84
Gráfico 6: Anexo 2: Causas de paras en Inyección Pre Proyecto ....... 887
Gráfico 7: Anexo 2: Causas de paras en Troquelado Pre Proyecto ...... 93
Gráfico 8: Anexo 2: Causas de paras en Hermetizado Pre Proyecto .. 934
Gráfico 9: Anexo 2: Causas de paras en Armado de Evaporador Pre
Proyecto ..................................................................................................... 94
Gráfico 10: Anexo 2: Causas de paras en Colocado de Cañería Pre
Proyecto ..................................................................................................... 94
Gráfico 11: Anexo 3: Variación del tiempo unitario de producción Pre
proyecto ...................................................................................................... 96
Gráfico 12: Anexo 9: Pared de Balanceo por actividad inicial ............. 103
Gráfico 13: Anexo 10: Pared de Balanceo por actividad futura
pretendida................................................................................................. 104
Gráfico 14:Anexo 12: Diagrama de precedencia ................................... 106
Gráfico 15: Anexo 16: Pared de Balanceo por actividad futura Post
proyecto .................................................................................................... 112
Gráfico 16: Anexo 16: Causas de paras en Armado de Evaporador Post
Proyecto ................................................................................................... 113
Gráfico 17: Anexo 16: Causas de paras en Colocado de Cañerìa Post
Proyecto ................................................................................................... 113
Gráfico 18: Anexo 16: Causas de paras en Armado de Gabinete Post
Proyecto ................................................................................................... 113
ÍNDICE DE TABLAS
Tabla 1: Niveles típicos de iluminación recomendados para diferentes
ubicaciones y tareas ..................................................................................... 28
Tabla 2: Preguntas propuestas para análisis de procesos ..................... 31
Tabla 3: Ranking de evaluación internacional de OEE ............................ 51
Tabla 4: Fuentes de recolección de información para ratios del OEE ... 66
Tabla 5: Resultado inicial OEE .......................................................................... 69
Tabla 6: Cálculo del Down Time (tiempo inefectivo) ................................... 70
Tabla 7: Cálculo del Takt time ........................................................................... 70
Tabla 8: Modelos y presentaciones de Congeladores ................................ 71
Tabla 9: Resultados del VSM inicial ................................................................. 71
Tabla 10: Herramienta ECRS .............................................................................. 72
Tabla 11: Pared de Balanceo Inicial ................................................................. 73
Tabla 12: Matriz de Transferencia ..................................................................... 75
UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 7
Tabla 13: Proporcionalidad de la Tabla de Transferencia ......................... 75
Tabla 14: Colores designados para infraestructura .................................... 82
Tabla 15: Sistema de auditorías ........................................................................ 83
Tabla 16: Resultado del VSM final .................................................................... 85
Tabla 17: Resultado del OEE final Post Proyecto ........................................ 87
Tabla 18: Resultado del ratio de Disponibilidad ........................................... 93
Tabla 19: Resultado del ratio de Rendimiento .............................................. 95
Tabla 20: Promedio de tiempo unitario de producción de un gabinete de
congelador Inyectado .......................................................................................... 95
Tabla 21: Resultados del ratio de Calidad ...................................................... 96
Tabla 22: Nomenclatura básica del Value Stream Map ............................... 97
Tabla 23: Pruebas cronometradas por puestos de trabajo Pre proyecto
.................................................................................................................................... 98
Tabla 24: Anexo 11: Detalle del balance de actividades .......................... 105
Tabla 25: Anexo 14: Pruebas cronometradas por puestos de trabajo
Post proyecto ...................................................................................................... 109
Tabla 26: Resultado del Ratio de Rendimiento Post Proyecto ............... 114
Tabla 27: Resultado del Ratio de Disponibilidad Post Proyecto ........... 114
Tabla 28: Resultado del Ratio de Calidad Post Proyecto ......................... 115
ÍNDICE DE ANEXOS
Anexo 1: Formato de recolección de información de Defectos y Paras 92
Anexo 2: Ratio de Disponibilidad Pre proyecto ............................................ 93
Anexo 3: Ratio de Rendimiento Pre proyecto ............................................... 95
Anexo 4: Ratio de Calidad Pre proyecto ......................................................... 96
Anexo 5: Nomenclatura del Value Stream Map ............................................. 97
Anexo 6: Pruebas cronometradas Pre proyecto .......................................... 98
Anexo 7: VSM actual (inicial) ........................................................................... 101
Anexo 8: VSM actual con explosiones KAIZEN .......................................... 102
Anexo 9: Pared de Balanceo por actividades inicial ................................. 103
Anexo 10: Pared de Balanceo por actividad Futura .................................. 104
Anexo 11: Detalle de la distribución de actividades ................................. 105
Anexo 12: Diagrama de precedencia ............................................................. 106
Anexo 13: Diseño de racks ............................................................................... 107
Anexo 14: Pruebas cronometradas Post proyecto .................................... 109
Anexo 15: Pared de Balanceo por actividades futura Post proyecto ... 112
Anexo 16: Causas de paras Post proyecto .................................................. 113
Anexo 17: Ratio de Rendimiento Post Proyecto ........................................ 114
Anexo 18: Ratio de Disponibilidad Post Proyecto ..................................... 114
Anexo 19: Ratio de Calidad Post Proyecto .................................................. 115
Anexo 20: VSM final ........................................................................................... 116
UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 8
CLÁUSULA DE DERECHOS DE AUTOR
UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 9
CLÁUSULA DE PROPIEDAD INTELECTUAL

UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 10
DEDICATORIA
A mi madre, quien ha sido el pilar más importante de mi vida y me ha
demostrado que la fortaleza, la disciplina y actitud pueden contra cualquier
barrera en la vida.
A mis abuelos, quienes con su amor y dedicación aportaron a mi vida personal
y profesional de innumerables formas, haciendo de mí un ser humano íntegro.
A mis tutores empresariales y académicos, quienes con su conocimiento y
experiencia aportaron a mi formación.

UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 11
AGRADECIMIENTO
A la empresa INDUGLOB S.A. que abrió sus puertas para mi formación DUAL,
proporcionándome proyectos retadores con líderes comprometidos que me
formaron personal y profesionalmente.
A mi tutor académico Ing. Hugo Quezada, quien con su experiencia y
conocimiento práctico supo guiar el desarrollo de este proyecto.
A mis tutores empresariales Ing. David Idrovo, quien con su buen liderazgo,
compromiso y excelencia profesional se convirtió en la orientación principal
para la aplicación de la teoría estudiada dentro del área objeto de estudio y;
al Sr. Bolívar Condo, quien con su predisposición al cambio y a la mejora
continua, su don de gente y su vasta experiencia, facilitó la realización de esta
investigación dentro del área que está a su cargo y formó parte activa del
proyecto, proporcionando ideas y motivando a su equipo a participar con su
talento.
UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 12
INTRODUCCIÓN
El término Lean Manufacturing fue utilizado por primera vez dentro del mundo de la
Administración en el libro La Máquina que cambió el mundo: La historia de
producción Lean, en el año de 1988. Se empleó para definir un sistema de
producción basado en el modelo de producción Toyota, un sistema empresarial
basado en una filosofía arraigada a la gestión con cero desperdicios y con un sistema
Pull (acorde a la demanda). Se requiere de mucha flexibilidad, ante lo cual la
administración de la producción toma un papel crucial, al igual que la disposición del
área de trabajo. Indurama, una empresa cuencana dedicada a la manufactura y
comercialización de productos de línea blanca, se encuentra en un proceso de
planificación e implementación de esta filosofía bajo el “Sistema de Gestión
Indurama”, haciendo de la misma un entorno ideal para el presente tema de
investigación, enfocando este proyecto en la sección de Congeladores – Poliuretano
que estará dentro de las secciones pilotos de la implementación del sistema. Es
entonces que el objeto de este proyecto es priorizar un diseño apegado a la creación
de flujo y a la optimización de recursos para mejorar su eficiencia.
Para cumplir con el objetivo, el proyecto contará con el siguiente contenido: en el
capítulo I se detallan los antecedentes de la empresa, con su misión, visión, valores
y estrategia para el periodo estudiado, además de una breve reseña del SGI
mencionado anteriormente. En el capítulo II se desarrolla el marco teórico sobre el
cual se ejecutó la aplicación de este proyecto con temas sobre la organización del
trabajo y las herramientas Lean que ayuden a la realización del mismo. En el capítulo
III, se explica el diseño metodológico utilizado para la recolección y análisis de la
información necesaria mientras que el capítulo IV relatará el desarrollo en sí del
diagnóstico de la situación inicial y la estructura de la propuesta, para pasar al
capítulo V que detallan las conclusiones que radican en un incremento en el OEE de
un 27% en su eficiencia y un 28% de incremento de valor agregado al proceso
reduciendo tiempos muertos a lo largo del proceso. El capítulo VI concluye la
efectividad del diseño de célula de manufactura en el proceso de poliuretano -
congeladores mejorando la eficiencia, la disponibilidad, calidad de dicha sección, y
por ende, su performance. Con este diseño de célula que ha demostrado conseguir
una mejora sustancial de la sección queda demostrado que la filosofía Lean es
aplicable en los procesos de Indurama y que además aporta una solución ideal ante
su falta de competitividad en ambientes hostiles y llenos de incertidumbre.
UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 13
JUSTIFICACIÓN
El diseño de células de Manufactura Lean trae a la empresa que decide
aplicarla la oportunidad de volverse más competitiva, aprovechando de
manera eficiente los recursos asignados para la transformación, ésta es una
de las razones principales del despunte de países orientales, en donde la
disciplina y la cultura de la búsqueda de la mejora continua son bases
fundamentales para el éxito.
INDUGLOB S. A desde hace 3 años ha iniciado un proceso de preparación
previo a la implementación a través de proyectos Lean Six Sigma,
fortaleciendo los conceptos que han permitido cimentar el proceso de
ejecución del SGI desde hace un año atrás, comprendiendo las ventajas que
ofrece a la organización, al igual que la complejidad que esto implica. Este
proyecto integrador le permitirá a la empresa sentar los conocimientos
adquiridos durante el proceso de capacitación previo que vivieron sus
colaboradores, para poder palpar un verdadero diseño LEAN ya dentro de sus
propios procesos.
El diseño de la célula de manufactura a realizarse formará parte de un
proyecto de Lean Six Sigma que contribuye a los objetivos buscados por el
denominado SGI o “Sistema de Gestión Indurama” en la reducción de
desperdicios, que lo está llevando a cabo el departamento de Mejora Continua
de INDUGLOB S.A. Considerando que la empresa tiene entre sus objetivos
ser más competitiva en la producción de congeladores, protegiendo la marca
y el posicionamiento de la misma en la mente del consumidor mediante
características como calidad, tiempos de respuesta más cortos y diseños
exclusivos, la coordinación del área de transformación decidió solicitar el
diseño de la célula en la sección de poliuretano, por ser este un proceso crítico
en la línea de congeladores.
UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 14
PLANTEAMIENTO DEL PROBLEMA
INDUGLOB S.A. actualmente se encuentra en un proceso de conservar y
ganar nuevos mercados internacionales, en donde debido a la condición de la
moneda de nuestro país, su competitividad se ha visto afectada de manera
significativa. Es importante mencionar que la situación del mercado nacional
no es diferente, pues esta industria ha sido duramente afectada con la gran
cantidad de impuestos con los que varios de sus productos han sido gravados,
y con la competencia de productos extranjeros con bajos precios introducidos
al mercado ecuatoriano.
Entre otros factores, los altos costos productivos han generado una baja
competitividad global de la empresa, ante lo cual urge una revisión de los
componentes de costo generados por la administración de la producción y su
ineficiencia para recuperar sus niveles de rentabilidad y la agregación de valor
para los accionistas.
Para poder afrontar esta situación, proteger su marca Indurama y su
participación en el mercado, la empresa se ha visto obligada a reaccionar,
siendo más cuidadosa con la utilización de sus recursos; es por esto que la
Gerencia vio oportuna la creación de un departamento adicional dentro de la
organización para el desarrollo de proyectos de mejora que funcionen
mediante la identificación de despilfarros y su eliminación, este departamento
fue denominado “Mejora Continua”. En este, se integraron profesionales
internos con habilidades específicas para que desempeñen el rol de blackbelt,
como es conocido el cargo dentro de la filosofía Lean.
Los miembros del departamento de “Mejora Continua” han recibido varias
capacitaciones con consultoría externa, orientadas al Lean Manufacturing y
las herramientas de aplicación que esta implica. Serán ellos el principal apoyo
de este proyecto integrador quienes brindarán las pautas de aplicación del
proyecto SGI. Este contexto demuestra la necesidad de la empresa de contar
con un diseño de gestión que facilite el flujo de producto dentro de la sección
previo a la implementación de Lean Manufacturing. Es aquí en donde radica
el apoyo de la formación dual a la empresa formadora.
UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 15
OBJETIVOS
OBJETIVO GENERAL
Presentar un diseño de célula de manufactura apegado a Lean
Manufacturing para el proceso de Congeladores – Poliuretano para
mejorar la eficiencia de la sección y lograr una óptima utilización de
recursos.
Objetivos Específicos
1. Realizar un análisis de la situación actual de la sección de
Congeladores – Poliuretano para contar con una visión clara del punto
de inicio y efectuar un diagnóstico que permita identificar las
oportunidades de mejora.
2. Desarrollar el layout de la sección de Congeladores – Poliuretano para
lograr un flujo óptimo de materiales dentro de la sección, que funcione
bajo la metodología de células de trabajo.
3. Implementar el layout propuesto bajo el principio de las 5’s y reducción
de desperdicios, congruentemente con el cronograma del proyecto
institucional SGI.

UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 16
CAPÍTULO I:
ANTECEDENTES DEL OBJETO DE ESTUDIO
Reseña histórica
La presente reseña histórica fue proporcionada por la empresa objeto de
estudio INDUGLOB S.A.:
Lo que en la actualidad es INDUGLOB S.A., inició en febrero de 1972 en la
ciudad de Cuenca con el nombre de MULTINDUSTRIAS CIA. LTDA., con la
producción de cocinetas de mesa, ollas enlozadas, calderos industriales y
bicicletas en un espacio arrendado de 1.000 metros cuadrados y con un
equipo de colaboradores de apenas 50 personas Para 1975 logró la primera
exportación de cocinetas al Perú.
En 1978 inició la producción de cocinas y en 1980 se convirtió en INDURAMA
arrancando la producción en serie dentro de su ubicación actual en las calles
Don Bosco y Av. De las Américas con una extensión de cerca de 30.000
metros cuadrados. En 1982 emprendió en la producción de refrigeradoras,
dejando las líneas de bicicletas, ollas y calderos industriales, asimismo
continuó con su proceso de diversificación incrementando la línea de
producción de congeladores.
Logo de Indurama1
El diseño para Indurama es un pilar fundamental, innovando constantemente.
Gracias a este enfoque ha elevado su categoría hacia los mayores estándares
internacionales de desarrollo y tecnología presentando en sus líneas de
diseño íconos que marcaron historia y reconocimiento como lo han sido sus
1. INDUGLOB S.A., 2017
Ilustración 1

UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 17
diseños Arian en 1997, Viva en 1998, Croma en el 2000, Spazio en el 2003,
Avant 2006, Quarzo en el 2010 y su consolidación ahora en un nuevo diseño
interno y una tecnología de conservación de alimentos y optimización de
consumo que seguro beneficiará a miles de usuarios, llevando alimentos
frescos y sanos en sus hogares. Con sus exportaciones al vecino mercado de
Perú, la empresa continuó creciendo, consolidándose exitosamente hasta
llegar a ser una marca presente en más de 25 países de Latinoamérica.
Indurama siempre ha estado orientada a la creación de electrodomésticos que
contribuyan a la realización de las tareas cotidianas del hogar, y sobretodo
que permitan a quienes tienen a su cargo dichas labores, convertirlas en
tareas más simples y sencillas. De esta manera, la empresa y sus
colaboradores trabajan día a día para no solo lograr el cumplimiento de esta
meta sino para hacerlo con excelencia, cumpliendo los estándares más altos
de diseño y tecnología. En la actualidad, la empresa maneja una amplia gama
de productos, que van desde refrigeradoras y cocinas hasta aires
acondicionados, haciendo de Indurama y de la marca Indurama, una marca
muy posicionada a nivel nacional que gana cada vez más espacio en el
mercado internacional.
Actualmente Indurama está constituida por tres áreas principales:
administración, transformación y la fuerza de ventas y servicio técnico,
formando parte de sus filas 1400 colaboradores. Al igual que a sus
colaboradores, Indurama presta gran atención al cuidado del medio ambiente,
diseñando sus procesos de tal forma que aseguren la sostenibilidad de los
recursos naturales. Cuenta con certificaciones como BASC, ISO 50001, ISO
17025 y Sello de Calidad INEN (Urgilés Nieto, 2016).
Visión
La visión de Indurama desde hace algunos años atrás deja de lado el enfoque
único de un mercado nacional, puesto que desea ampliar sus alcances y
reconocimiento de marca hasta los mercados internacionales,
específicamente Latinoamérica, es por esto que actualmente cuenta con

UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 18
varias filiales en dicha zona, que ayudarán a cumplir dicho objetivo. La visión
dicta el siguiente enunciado (INDUGLOB, 2017):
Ilustración 2:
Visión de INDUGLOB S.A.1
Misión
En cuanto a la misión de Indurama hace mucho énfasis en la calidad dentro
del diseño, que siempre ha sido uno de los factores diferenciadores de la
marca. El siguiente enunciado describe la misión de la empresa (INDUGLOB,
2017):
Ilustración 3
Misión de INDUGLOB S.A.2
Estrategia
Para cumplir con la misión y alcanzar la visión, la empresa se ha propuesto
utilizar las siguientes estrategias, las mismas que han sido propuestas una
para cada departamento descrito dentro del organigrama institucional, a partir
de estas se despliegan los objetivos departamentales. (INDUGLOB, 2017):
1. INDUGLOB S.A., 2017
2. INDUGLOB S.A., 2017
Ilustración 2

UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 19
Ilustración 5
Estrategias de INDUGLOB S.A.1
Valores organizacionales
Para alcanzar sus objetivos un pilar muy importante para Indurama es su
gente y es por esto que es una empresa muy consciente que enfoca su gestión
en el desarrollo de sus 1400 colaboradores ubicados en Ecuador y en sus
filiales de Perú, Colombia y Guatemala. En los cuales busca los siguientes
comportamientos organizacionales:
Ilustración 5
Octógono de excelencia Indurama 2
3. INDUGLOB S.A., 2017
4. INDUGLOB S.A., 2017
Ilustración 4

UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 20
Para conseguir dichos comportamientos organizacionales, descritos en la
ilustración previa, conocido como el octógono de excelencia dentro de la
empresa, sus colaboradores deben contar con los siguientes valores
(INDUGLOB, 2017):
Honestidad:
Actuar con total transparencia en todas las circunstancias, cuidando
siempre de mantener una comunicación directa.
Comunicar situaciones que comprometan el bienestar de la empresa y
sus colaboradores.
Evitar los comentarios o rumores basados en prejuicios o suposiciones
de la empresa y/o las personas.
Respeto:
Tratar con afecto y consideración a los demás.
Aceptar las diferencias personales.
Acatar las políticas y lineamientos de la empresa.
Humildad:
Valorar las ideas y experiencias de los demás y mantener una actitud
positiva para aprender.
Reconocer y aceptar los errores.
Evitar actitudes prepotentes.
Unión:
Resolver los puntos de conflicto dentro del equipo y buscar consensos.
Animar y motivar a los demás para desarrollar el trabajo de equipo.
Generosidad:
Compartir conocimientos y apoyar al desarrollo de sus compañeros,
subordinados, y de la organización en general.
Anteponer el bien común sobre el interés personal.
Mantener una actitud abierta para comprender a los demás y
ayudarnos.
Saber perdonar.

UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 21
Lean Enterprise en Indurama
INDUGLOB S.A., hace tres años dio sus primeros pasos hacia la
implementación de un sistema Lean dentro de la empresa mediante la
aplicación de proyectos Six Sigma cuyo enfoque estaba en la optimización de
recursos dentro de sus varios procesos. Con estos antecedentes, la empresa
inició con la formulación de un plan de acción para la implementación de un
modelo Lean Enterprise en su gestión; es entonces que para enero de 2017
el equipo de mejora continua, con el apoyo de los líderes de la empresa, inicia
con la implementación del SGI (Sistema de Gestión Indurama). Este plan toma
como base de referencia varias empresas que han aplicado exitosamente el
TPS (Sistema de Producción Toyota) adecuándolo a sus propias necesidades
y creando sus propios sistemas, como es el caso del átomo de General
Motors, o el Nissan Production Way de Nissan Motors. Dicho sistema cuenta
con los siguientes pilares (INDUGLOB, 2017):
Ilustración 6
Sistema de Gestión Indurama (SGI) 2017 1
1. INDUGLOB S.A., 2017
UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 22
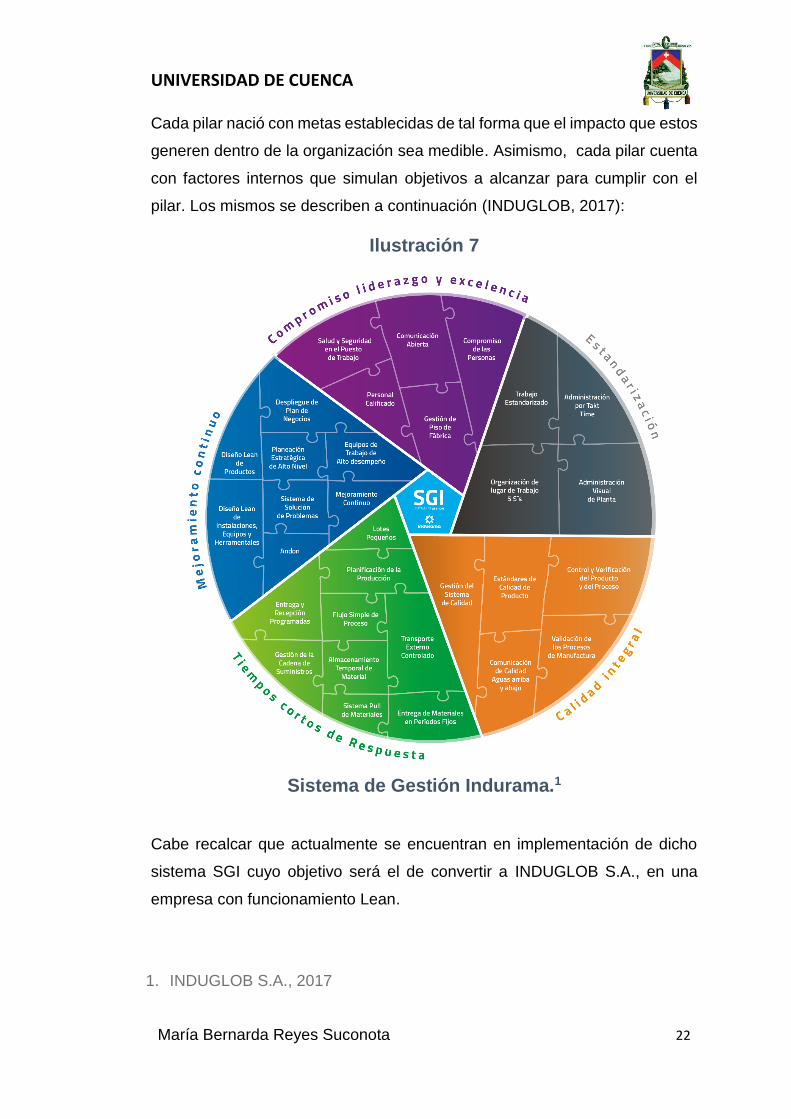
Cada pilar nació con metas establecidas de tal forma que el impacto que estos
generen dentro de la organización sea medible. Asimismo, cada pilar cuenta
con factores internos que simulan objetivos a alcanzar para cumplir con el
pilar. Los mismos se describen a continuación (INDUGLOB, 2017):
Ilustración 7
Sistema de Gestión Indurama.1
Cabe recalcar que actualmente se encuentran en implementación de dicho
sistema SGI cuyo objetivo será el de convertir a INDUGLOB S.A., en una
empresa con funcionamiento Lean.
1. INDUGLOB S.A., 2017
UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 23
Según el Ing. Juan Chumbi, líder del departamento de Mejora Continua, lo
que Indurama busca con la implementación de la Manufactura Esbelta es ser
una empresa de clase mundial; además define al Lean Enterprise como una
necesidad para la empresa si desea mantenerse a largo plazo.
Menciona también que varios competidores importantes de Indurama como
Samsung y LG operan ya hace varios años bajo esta metodología y que por
lo tanto cuentan ya con una ventaja competitiva enorme frente a Indurama.
(Chumbi, 2017)
Para el Jefe del área, “Lo más importante es que todos nos comprometimos a
perseguir la mejora continua”. Es por esto que ha creado el SGI o “Sistema
de Gestión Indurama” que lo está llevando a cabo el departamento de Mejora
Continua de INDUGLOB S.A., considerando que la empresa tiene entre sus
objetivos ser más competitiva en la producción, protegiendo la marca y el
posicionamiento de la misma en la mente del consumidor mediante
características como calidad, tiempos de respuesta más cortos y diseños
exclusivos (Chumbi, 2017).
Indurama busca seguir con la implementación de Lean y piensa realizarlo en
toda la empresa, considera que es una metodología que no es exclusiva para
las empresas grandes sino que las empresas pequeñas y medianas también
pueden gozar de los beneficios que ésta trae. Se está capacitando a todos
sus colaboradores para no solo impartir la filosofía y las herramientas que ésta
proporciona sino lograr un cambio cultural en donde se utilice la metodología
día a día y así mejorar el performance general de la organización. Indurama
comprende las ventajas de ésta metodología por lo que trabaja
constantemente para adaptar sus herramientas a los procesos cotidianos de
las empresas reduciendo desperdicios y mejorando rentabilidades.
UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 24
CAPÍTULO II:
MARCO TEÓRICO
Diseño del trabajo
El diseño del trabajo tiene como objetivo proporcionar una propuesta de
organización del trabajo óptimo que reduzca al máximo los desperdicios en
cuanto a materiales, tiempo y esfuerzos, permitiendo una producción más
fácil, más productiva y con mayor rédito para la organización (Garcia Criollo,
2005).
Considerando esto, la productividad de la sección estará comprometida por la
existencia de los desperdicios, o lo que dentro del Sistema de Producción
Toyota (TPS) se conoce como muda. El TPS o Lean Manufacturing consiste
en una nueva metodología de administración de producción que se enfoca en
la gestión para la reducción de desperdicios, proporcionando herramientas y
metodologías para conseguirlo (Meyers & Stephens, 2006).
Los desperdicios son todas aquellas actividades desarrolladas que no
agregan valor para el cliente, ya sea este interno o externo. Han sido
clasificados dentro de siete grandes grupos descritos a continuación (Likert,
2004):
Sobreproducción: la producción de artículos sin que exista una
colocación previa de pedido que active la demanda, esto a su vez
genera una activación de los procesos hacia atrás exigiendo más
recursos de los necesarios.
Esperas: tiempos que representan una inactividad para los recursos
utilizados en la transformación.
Transportes o movimientos innecesarios: desplazamiento de piezas,
materiales, producto en proceso y producto terminado bien sea hacia
las bodegas o entre los procesos.

UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 25
Sobre procesamiento: o procesar incorrectamente, desarrollo de
operaciones innecesarias ya sea que produzcan piezas defectuosas o
calidad que supere a los estándares.
Exceso de inventarios: obsolescencia, daños en los artículos y tiempos
de procesamiento más largos. Este desperdicio puede esconder otros
problemas en la producción.
Movimientos innecesarios: aquellos movimientos inútiles que generan
una pérdida de tiempo para el colaborador.
Defectos: piezas defectuosas que requieran de un reproceso para
cumplir con los estándares de calidad.
Creatividad de los colaboradores: tiempo, ideas, actitudes,
oportunidades de mejora que podrían ser proporcionados por el
colaborador.
Para evitar dichos desperdicios dentro de los procesos productivos, es
necesario realizar un diseño efectivo bajo el enfoque del estudio del trabajo,
en donde Kanawaty para la Organización Internacional del Trabajo, lo define
como “El examen sistemático de los métodos para realizar actividades para
mejorar la utilización eficaz de los recursos y establecer normas de
rendimiento con respecto a dichas actividades” (Kanawaty, 2001). Es por esto
que el estudio de trabajo puede ser considerado como un instrumento para
analizar las actividades realizadas en un proceso, simplificarlas y/o
modificarlas si es preciso, para reducir todo aquello considerado como
movimientos innecesarios (Kanawaty, 2001).
De este modo, es necesario definir el método óptimo que permita llevar a
cabo un trabajo eficientemente, siendo rentables y seguros. Este método,
según López, Alarcón & Rocha, se refiere al conjunto de factores previamente
establecidos y que cumplen el carácter de normalizados y estandarizados que
aseguran una operación constante. La orientación del estudio de trabajo y de
la Ingeniería de métodos por sí misma, es la de identificar el método que
permita la optimización del uso de recursos, la reducción de tiempos de ciclo
y en general de todos los desperdicios previamente descritos para así obtener
UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 26
costos más bajos de operación (López Peralta, Alarcón Jiménez, & Rocha
Pérez, 2014).
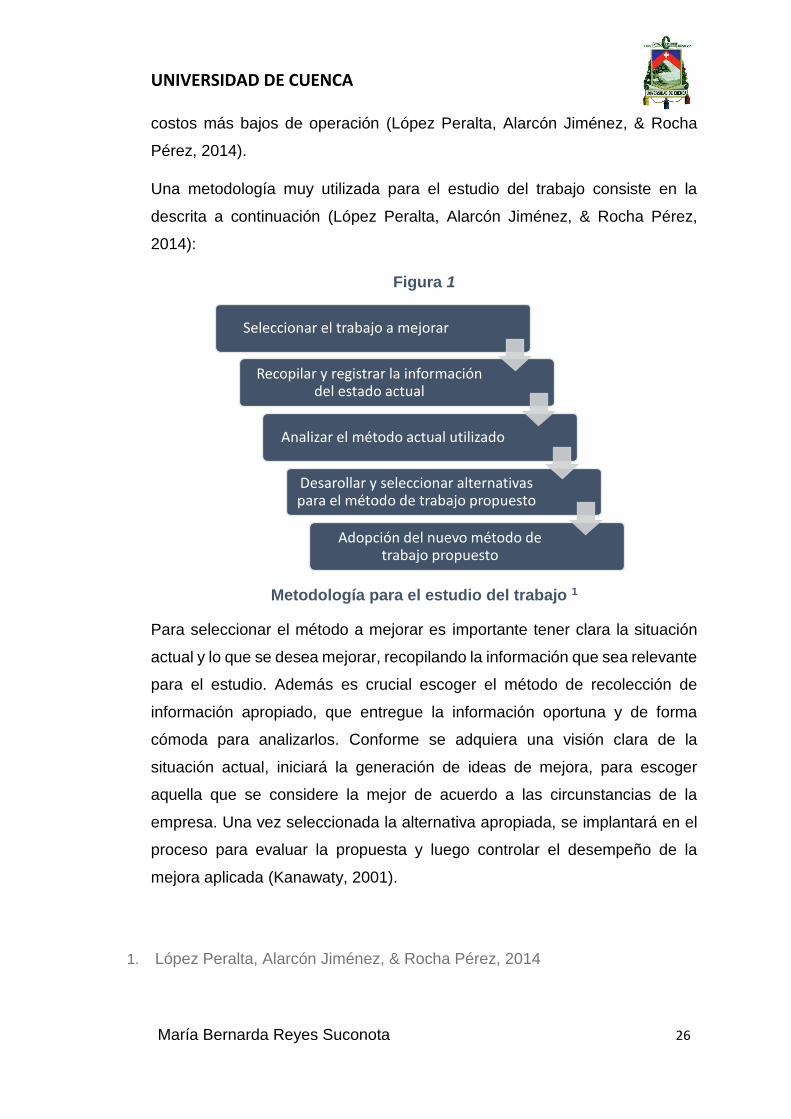
Una metodología muy utilizada para el estudio del trabajo consiste en la
descrita a continuación (López Peralta, Alarcón Jiménez, & Rocha Pérez,
2014):
Figura 1
Metodología para el estudio del trabajo 1
Para seleccionar el método a mejorar es importante tener clara la situación
actual y lo que se desea mejorar, recopilando la información que sea relevante
para el estudio. Además es crucial escoger el método de recolección de
información apropiado, que entregue la información oportuna y de forma
cómoda para analizarlos. Conforme se adquiera una visión clara de la
situación actual, iniciará la generación de ideas de mejora, para escoger
aquella que se considere la mejor de acuerdo a las circunstancias de la
empresa. Una vez seleccionada la alternativa apropiada, se implantará en el
proceso para evaluar la propuesta y luego controlar el desempeño de la
mejora aplicada (Kanawaty, 2001).
1. López Peralta, Alarcón Jiménez, & Rocha Pérez, 2014
Seleccionar el trabajo a mejorar
Recopilar y registrar la información del estado actual
Analizar el método actual utilizado
Desarollar y seleccionar alternativas para el método de trabajo propuesto
Adopción del nuevo método de trabajo propuesto
UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 27
Condiciones de trabajo
El estudio del trabajo debe considerar algunos factores importantes para
proporcionar a los colaboradores un ambiente propicio de trabajo, que
minimice desperdicios y contribuya con los procesos para volverlos más
simples y eficientes. Una buena condición de trabajo depende de las
condiciones higiénicas que se le brinde al colaborador, de la temperatura de
ambiente, de la iluminación adecuada e inclusive del ruido existente, todos
estos factores evitarán las distracciones y favorecerán la concentración y la
productividad dentro de las secciones de trabajo (Garcia Criollo, 2005). A
continuación se profundiza en dichos factores determinantes:
Orden y limpieza
Varios autores mencionan a este factor como el más importante para lograr
condiciones de trabajo adecuadas y seguras; sin embargo, requiere de mucha
disciplina y el grado de dificultad de su aplicación dependerá mucho de la
cultura que viva la organización. A pesar de esto, los esfuerzos que ofrezca la
misma traerán una reducción de accidentes de trabajo, una mejora en el
ambiente laboral y por ende una mejora en la productividad. En este sentido
Kanawaty para la Organización Internacional del Trabajo, detalla los
siguientes elementos básicos dentro del orden y la limpieza, cabe recalcar que
mucho está relacionado con la herramienta de Lean denominada 5’s utilizada
en el TPS, la misma que será detallada más adelante (Kanawaty, 2001):
Eliminar los materiales y productos innecesarios, y aquellos que se
utilizan organizarlos de tal forma que puedan ser alcanzados
fácilmente.
El espacio físico debe contar con pasillos despejados y debidamente
señalizados.
Los puestos de trabajo deben mantenerse siempre limpios pues la
limpieza constante reduce riesgos de accidentes laborales y de
enfermedades profesionales mientras que en la maquinaria, mesas y
UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 28
herramientas de trabajo alarga su vida útil y disminuye la frecuencia de
actividades de mantenimiento.
Iluminación
Una buena luminaria representa también un factor crítico de mejora de
productividad para la producción. Facilita la operación al colaborador a la vez
que reduce los desperdicios por deficiencias en proceso al exigir menos
esfuerzo de la vista. Congruentemente, es de vital importancia considerar
criterios como la intensidad del alumbrado, la calidad de la luz, el
deslumbramiento, considerado como la incapacidad de diferenciar objetos por
una cantidad excesiva de luz, el contraste de colores, brillantez, parpadeos de
lámparas y sombras generadas. El nivel de la luminaria, medido en luxes,
puede reducirse de un 10% a 50% por suciedad y desgastes, por lo que su
limpieza y mantenimiento son procedimientos básicos y esenciales (Garcia
Criollo, 2005).
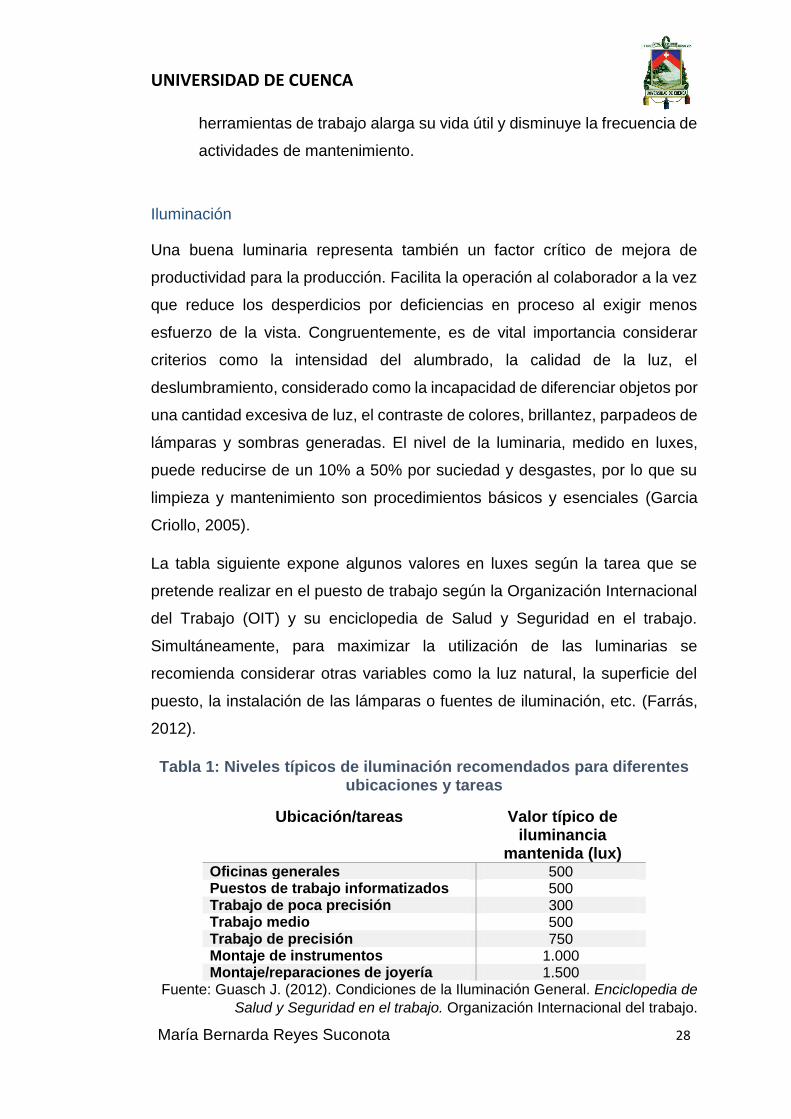
La tabla siguiente expone algunos valores en luxes según la tarea que se
pretende realizar en el puesto de trabajo según la Organización Internacional
del Trabajo (OIT) y su enciclopedia de Salud y Seguridad en el trabajo.
Simultáneamente, para maximizar la utilización de las luminarias se
recomienda considerar otras variables como la luz natural, la superficie del
puesto, la instalación de las lámparas o fuentes de iluminación, etc. (Farrás,
2012).
Tabla 1: Niveles típicos de iluminación recomendados para diferentes ubicaciones y tareas
Ubicación/tareas Valor típico de iluminancia
mantenida (lux) Oficinas generales 500 Puestos de trabajo informatizados 500 Trabajo de poca precisión 300 Trabajo medio 500 Trabajo de precisión 750 Montaje de instrumentos 1.000 Montaje/reparaciones de joyería 1.500
Fuente: Guasch J. (2012). Condiciones de la Iluminación General. Enciclopedia de
Salud y Seguridad en el trabajo. Organización Internacional del trabajo.

UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 29
Para determinar el nivel de detalle que posee la tarea y por ende el nivel de
iluminancia que se requiere, la OIT recomienda estudiar la configuración de
los detalles que exigen las operaciones en el puesto, el contraste con la mesa
de trabajo y el tiempo de realización que exige el trabajo. Imperioso aclarar
que la optimización de la luminaria en el puesto dependerá del análisis de las
necesidades del mismo (Farrás, 2012).
Ergonomía y seguridad
La ergonomía tiene por objetivo promover la eficacia funcional sin sacrificar el
bienestar del humano, ante lo cual considera dos factores: tiempo y espacio.
El periodo de tiempo que emplea el trabajador para controlar un sistema, lo
que puede ser considerado como pericia y el espacio para la realización de
sus actividades dentro del sistema. Esta no se limita al tema del bienestar
físico y a la máxima utilización de sus capacidades físicas, sino también de
sus capacidades psicológicas pensando en el individuo como una entidad
integra (Kanawaty, 2001).
Parte muy importante para el bienestar del operario es la seguridad que se le
pueda proporcionar en el puesto de trabajo. La prevención de los riesgos de
trabajo es considerada como una obligación del empleador dentro del artículo
11 en el Reglamento de Seguridad y Salud de los Trabajadores y
Mejoramiento del Medio Ambiente de Trabajo y es por esto que se lo debe
considerar para el diseño de las operaciones (Reglamento de Seguridad y
Salud de los Trabajadores y Mejoramiento del Medio Ambiente de Trabajo,
2015). Las organizaciones deben preocuparse por generar capacitaciones en
sus operarios para que entiendan dichos posibles riesgos y se los considere
constantemente promoviendo la búsqueda de soluciones y no solo la
identificación de riesgos y peligros (Kanawaty, 2001).
Para la mitigación de riesgos de trabajo, los equipos de protección personal
juegan un papel muy importante. Según el portal Ergo, un blog del Instituto
Biomecánico de Valencia, la organización es el responsable del “análisis y
evaluación de riesgos y únicamente utilizar EPI’s (Equipos de Protección
Individual) en aquellos en donde no sea posible mitigar por otros medios hasta

UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 30
llegar a niveles tolerables” (Ergo, 2016). Además detalla algunos pasos que
se pueden seguir para elegir el equipo de protección adecuado (Ergo, 2016):
1. Analice y evalúe el puesto de trabajo y sus riesgos: la naturaleza del
riesgo y la parte del cuerpo que busca proteger el EPI.
2. Defina el equipo de protección necesario: según las necesidades
analizadas en el punto anterior y las características de los diferentes
EPI’s, además de las características físicas del trabajador.
3. Seleccione el EPI adecuado y compárelo con los EPI’s en mercado:
considere características técnicas del equipo, precios y opiniones de
usuarios.
En la actualidad en términos de ergonomía un nuevo método está surgiendo
y es el denominado la ergonomía participativa, en ésta se busca la inclusión
de los colaboradores en el proceso de selección del EPI y en el feedback del
mismo, para el portal la concientización es el éxito de la prevención (Ergo,
2016).
Diseño del layout
El diseño del layout afecta directamente al flujo de material, y con esto a la
productividad y rentabilidad de la sección, además puede ser una de las
fuentes principales generadoras de desperdicios que tanto desea eliminar el
Lean Manufacturing. La distribución consiste en un arreglo físico de máquinas
y equipos para la producciones, considerando estaciones de trabajo, espacio
para el personal, espacio designado para materiales y el equipo de manejo de
los mismos (Meyers & Stephens, 2006).
Según Roberto Garcia el diseño de la distribución corresponde a:
Una disposición de áreas de trabajo donde las operaciones
consecutivas están colocadas inmediata y mutuamente adyacentes,
donde el material se mueve continuamente y a un ritmo uniforme a
través de una serie de operaciones equilibradas que permiten la
actividad simultánea en todos los puntos, moviéndose el producto hacia
UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 31
el fin de su elaboración a lo largo de un camino razonadamente directo.
(Garcia Criollo, 2005)
Para la decisión de distribución se señalan algunos factores a considerar
como la definición de objetivos y criterios a evaluar que serán priorizados para
el diseño, predicciones de demanda, el grado de procesamiento, número de
operaciones requeridas y el flujo necesario entre los elementos de la
distribución y el espacio físico requerido vs. el disponible (Chase, Jacobs, &
Aquilano, 2009).
El primer paso es realizar un análisis del proceso actual, para ello se cuenta
con algunas herramientas como los gráficos y diagramas en donde se muestra
la sucesión de operaciones de forma ordenada y secuencial, esto
proporcionará una visión general del proceso, facilitando la identificación de
desperdicios. Una herramienta tipo diagrama de proceso es el de actividades
múltiples, que registran las actividades de varios objetos de estudio en una
escala de tiempo, la matriz SIPOC también es una herramienta para analizar
procesos muy valiosa, cuyo nombre proviene de las siglas en inglés, que en
español se traducen: Proveedores, entradas, proceso que se quiere mejorar,
salidas del proceso y clientes que reciben el producto terminado. La función
de esta herramienta es identificar todos los elementos relevantes dentro la
mejora antes de que el trabajo comience. (Kanawaty, 2001). Otra
herramienta importante es el diagrama de circulación o también denominado
diagrama de hilos, en donde sobre un plano de las instalaciones físicas se
dibuja el flujo del proceso (Garcia Criollo, 2005).
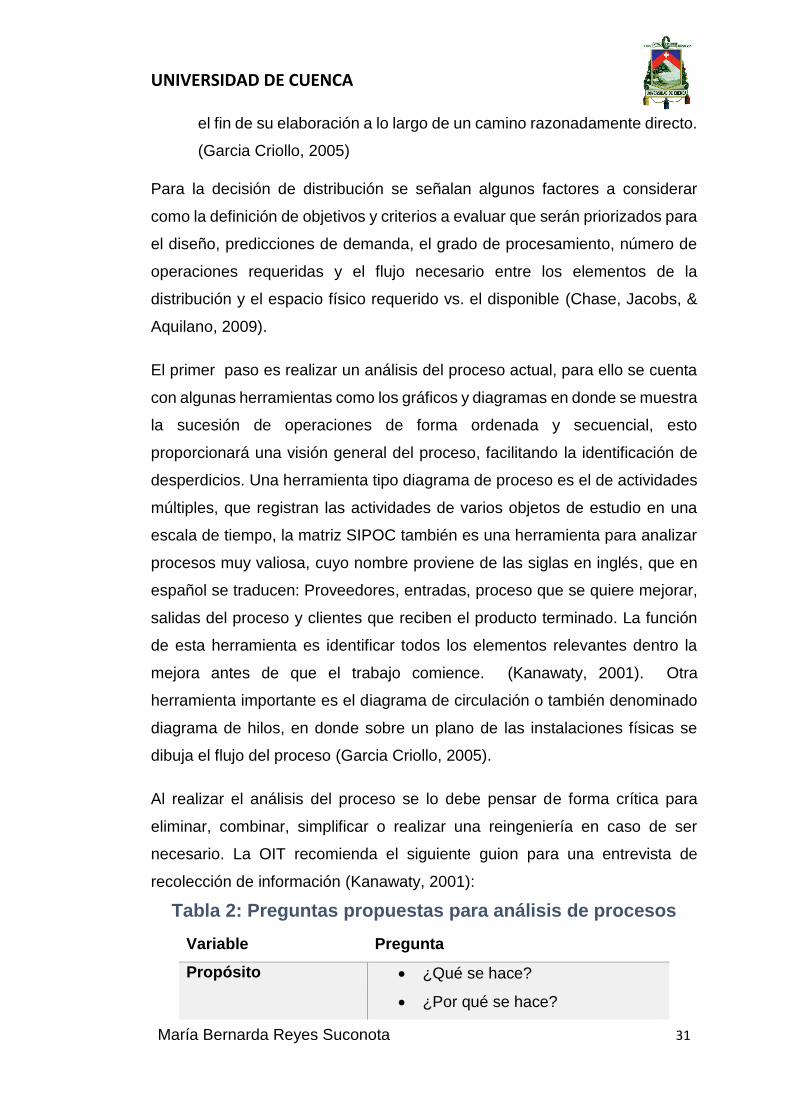
Al realizar el análisis del proceso se lo debe pensar de forma crítica para
eliminar, combinar, simplificar o realizar una reingeniería en caso de ser
necesario. La OIT recomienda el siguiente guion para una entrevista de
recolección de información (Kanawaty, 2001):
Tabla 2: Preguntas propuestas para análisis de procesos
Variable Pregunta
Propósito ¿Qué se hace?
¿Por qué se hace?

UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 32
¿Qué otra cosa podría hacerse?
¿Qué debería hacerse?
Lugar ¿Dónde se hace?
¿Por qué se hace entonces?
¿Cuándo podría hacerse?
¿Cuándo debería hacerse?
Sucesión ¿Cuándo se hace?
¿Por qué se hace entonces?
¿Cuándo podría hacerse?
¿Cuándo debería hacerse?
Persona ¿Quién lo hace?
¿Por qué lo hace esa persona?
¿Qué otra persona podría
hacerlo?
¿Quién debería hacerlo?
Medios ¿Cómo se hace?
¿Por qué se hace de ese modo?
¿De qué otro modo podría
hacerse?
¿Cómo debería hacerse?
Fuente: Kanawaty, R. (2001). Introducción al estudio del trabajo.
Una vez claro el proceso, se continúa con un estudio de tiempos en donde se
realizan mediciones cronometradas de la duración de las actividades de un
proceso, esto con el fin de poder crear estándares de desempeño que no sean
muy holgados o demasiado ajustados, teniendo en mente que serán estos
quienes dicten el ritmo de producción de la sección, lo que en el Lean se lo
denomina el Takt time. En este estudio se consideran todos aquellos tiempos
que forman parte del proceso, tiempos de operación, tiempos de arranque,
esperas etc. Los mismos que formarán el tiempo de ciclo del proceso, siendo
el tiempo total que transcurra para completar una operación (Kanawaty, 2001).
El punto de partida está en la subdivisión de las tareas en los elementos más
específicos posibles, luego se continúa con la determinación de la muestra,

UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 33
es decir cuántas veces se medirá la tarea. Una vez recogidos los datos se
determinará el tiempo promedio de duración de la operación bajo la fórmula
(Heizer & Render, 2009):
𝑇𝑖𝑒𝑚𝑝𝑜 𝑝𝑟𝑜𝑚𝑒𝑑𝑖𝑜 = ∑ 𝑡𝑖𝑒𝑚𝑝𝑜𝑠 𝑟𝑒𝑔𝑖𝑠𝑡𝑟𝑎𝑑𝑜𝑠
𝑁ú𝑚𝑒𝑟𝑜 𝑑𝑒 𝑜𝑏𝑠𝑒𝑟𝑣𝑎𝑐𝑖𝑜𝑛𝑒𝑠
El siguiente paso después de obtener los tiempos por actividad en los puestos
de trabajo es la realización del balanceo. El balanceo consiste en la entrega
de actividades o tareas a los puestos de trabajo de modo que dichos puestos
no tengan más de lo que se pueda hacer durante el tiempo de ciclo de todas
las estaciones y el tiempo no asignado a la realización de tareas sea el mínimo
posible, el proceso del balanceo se complica debido a las relaciones de
precedencia entre las tareas dada por el diseño del producto y la tecnología
disponible. El cálculo dependerá de las siguientes fórmulas (Chase, Jacobs,
& Aquilano, 2009):
1. Determinación del tiempo de ciclo (C):
𝐶 = 𝑇𝑖𝑒𝑚𝑝𝑜 𝑑𝑒 𝑝𝑟𝑜𝑑𝑢𝑐𝑐𝑖ó𝑛 𝑑𝑖𝑎𝑟𝑖𝑜
𝐷𝑒𝑚𝑎𝑛𝑑𝑎 𝑑𝑒 𝑝𝑟𝑜𝑑𝑢𝑐𝑡𝑜 𝑑𝑖𝑎𝑟𝑖𝑎 (𝑢𝑛𝑖𝑑𝑎𝑑𝑒𝑠)
2. Determinación del número mínimo de estaciones de trabajo (N):
𝑁 = ∑ 𝑡𝑖𝑒𝑚𝑝𝑜𝑠 𝑑𝑒 𝑙𝑎𝑠 𝑡𝑎𝑟𝑒𝑎𝑠
𝑇𝑖𝑒𝑚𝑝𝑜 𝑑𝑒 𝑐𝑖𝑐𝑙𝑜 (𝐶)
Con esta información, se procede a la asignación de las tareas a las
estaciones de trabajo de acuerdo a las reglas de asignación según la prioridad
de la sección. El balanceo estará completo cuando se determine el nivel de
eficiencia del mismo, dado por la siguiente fórmula y una vez que sea
satisfactorio pues caso contrario se tendrá que escoger otra regla de
asignación y repetir el proceso (Chase, Jacobs, & Aquilano, 2009):
𝐸𝑓𝑖𝑐𝑖𝑒𝑛𝑐𝑖𝑎 = ∑ 𝑇𝑖𝑒𝑚𝑝𝑜𝑠 𝑑𝑒 𝑙𝑎𝑠 𝑡𝑎𝑟𝑒𝑎𝑠
𝑁ú𝑚𝑒𝑟𝑜 𝑑𝑒 𝑒𝑠𝑡𝑎𝑐𝑖𝑜𝑛𝑒𝑠 (𝑁) 𝑥 𝑡𝑖𝑒𝑚𝑝𝑜 𝑑𝑒 𝑐𝑖𝑐𝑙𝑜 𝑑𝑒 𝑒𝑠𝑡𝑎𝑐𝑖ó𝑛 (𝐶)

UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 34
Tipos de distribución
La selección del tipo de distribución dependerá de varios factores como el
equipo para el manejo de materiales, entre los cuales se encuentran las
bandas, gatas o carros, los requerimientos de capacidad y espacio, que tendrá
mucho que ver con el tamaño de la maquinaria y equipo a utilizar del proceso,
las actividades a realizar y de la normativa de salud y seguridad vigente,
entorno y estética, iluminación, etc., flujos de información, el desperdicio de
transporte o movimientos innecesarios pueden entrar en este factor (Heizer &
Render, 2009).
La teoría describe los siguientes tipos de distribución:
Distribución fija: orientadas a proyectos grandes y ampulosos, en donde
el producto permanece estable en un lugar y las herramientas y el equipo
se mueven alrededor del mismo. Algunos ejemplos de este tipo de
distribución son la construcción de aeronaves, barcos, puentes,
carreteras, casas, etc. (Kanawaty, 2001)
Requiere de técnicas bien desarrolladas, por lo que tiene algunos factores
limitantes como el espacio requerido y la variedad de materiales que
exige. Ante dichos inconvenientes, una solución utilizada frecuentemente
dentro de industrias con disposiciones fijas es la de contar con
semielaborados previo al ensamble, reduciendo el ciclo de producción
(Heizer & Render, 2009).
Ilustración 8
Tipo de Distribución fija1
1. Riaña, S, 2010.

UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 35
Distribución orientada al proceso: estudia la producción de alta variedad y
alto volumen, en este tipo de distribución se agrupan funciones o equipos
similares en una misma zona dentro de la sección y el producto avanza a
lo largo de las operaciones (Kanawaty, 2001).
Este tipo de distribución permite que los diferentes productos pasen
secuencialmente según su necesidad. Por ejemplo, un paciente que
recurre a un centro de salud crea su propia ruta en base a sus
necesidades, por lo que accede a las especialidades que dicha necesidad
amerite. Algunas ventajas de la utilización de la distribución orientada a
procesos son: la flexibilidad, pues si existe algún error o avería se puede
transferir la producción a otro compañero o máquina del departamento, la
adaptación para producciones con diferentes características de producto
y la conveniencia para fabricar lotes pequeños. Sus desventajas son el
extenso tiempo de ciclo del producto, difícil programación de la
producción, altos set ups, la exigencia logística del proceso, personal
altamente especializado y altos niveles de inventarios por la carencia de
balanceo (Heizer & Render, 2009).
Ilustración 9
Distribución orientada a proceso1
Distribución orientada al producto: trabaja con la utilización de personal y
maquinaria óptima en base al balanceo, siguiendo los pasos lógicos del
proceso de fabricación. Estudia distribuciones en donde cada pieza se
mueve a través de una línea de ensamble y en línea recta (Kanawaty,
2001).
1. Riaña, S, 2010.

UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 36
Dado que este tipo de distribución trabaja con producción repetitiva y
continua y por lo tanto de un balanceo, es muy dependiente de la
demanda, además el volumen de la capacidad dictamina la cantidad de
máquinas y mano de obra por lo que el producto tendrá que justificar esas
inversiones. El balanceo permite la utilización al máximo de los recursos
y un flujo con el tiempo de ocio mínimo requerido, además de tareas
correctamente distribuidas entre los diferentes puestos de trabajo (Heizer
& Render, 2009).
Ilustración 10
Distribución orientada a producto1
Distribución de célula de manufactura: coloca equipos enfocándose en la
producción especializada de un solo producto o varios que compartan
características o procesamientos similares. Se lo considera un híbrido
entre una distribución orientada al proceso y una orientada al producto,
pues dentro de la célula se realizan varios procesos pero especializados
en una gama específica de productos. Mediante la determinación de los
tiempos de las operaciones, se pueden identificar las estaciones de
trabajo, el número de operarios y la maquinaria y herramientas
necesarias para cumplir con la demanda del cliente (takt time). Así como
también optimizar las estaciones de trabajo con la realización de un
diagrama de precedencia que demuestre las relaciones inmediatas entre
las operaciones, y por ende su ubicación inmediata (Garcia Criollo, 2005).
La célula de manufactura permite a la sección las siguientes ventajas: la
reducción de inventario en proceso pues busca la visualización clara
1. Riaña, S, 2010.

UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 37
del flujo de producto, además minimiza el espacio requerido al reducir el
inventario el proceso y al reacomodar máquinas y puestos de trabajo.
Adicionalmente agiliza el movimiento de materiales, ya sea materia prima
o producto en proceso por el espacio que libera y la reducción de
inventarios. Congruentemente, existirá una mejora de comunicación,
desarrollo y participación de los colaboradores en sus procesos y en la
cadena de producción general, favoreciendo los canales para lograr
mejoras y reducciones de costos (Heizer & Render, 2009).
Ilustración 11
Diseño de célula de manufactura1
Lean Manufacturing
Lean Manufacturing consiste en un nuevo modelo de gestión organizacional
que busca conseguir una mejora de la calidad y de la eficiencia a través de la
reducción permanente de despilfarros (Madariaga, 2013). Por su parte,
Manuel Rajadell, en su libro Lean Manufacturing, la evidencia de una
necesidad, expone a esta nueva filosofía como una persecución de la mejora
del sistema, de tal forma que se eliminen todas aquellas acciones que no
generan valor agregado al producto final y que por lo tanto el cliente no está
dispuesto a pagar. Se dice que este conjunto de herramientas fueron en parte
inspiradas por los principios de Deming pero desarrolladas en Japón en 1930,
aunque actualmente son mundialmente aceptadas dada la aplicación que ha
1. Heizer & Render. 2010.

UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 38
tenido en varios países industrializados (Rajadell Carreras & Sánchez García,
2010).
El éxito de esta nueva técnica se basa en la administración orientada en las
necesidades del cliente y su satisfacción, al punto de que adapta sus procesos
para asignar a sus productos o servicios los atributos que el cliente exige,
siempre con la utilización efectiva de los recursos necesarios. Algunas
ventajas que trae la utilización de la filosofía Lean son la mejora de la
competitividad mediante el pensamiento de la mejora continua y la innovación
constante, la reducción de costes generales manteniendo estándares de
calidad y la reducción de tiempos de ciclo, lo cual impacta directamente en la
productividad de la célula de manufactura (Rajadell Carreras & Sánchez
García, 2010).
Los principios de Lean Manufacturing
Para la implementación de Lean, es importante considerar los siguientes
pilares que permitirán un proceso más ordenado y con bases sólidas que
velarán el mantenimiento de esta filosofía a largo plazo (Rajadell Carreras &
Sánchez García, 2010):
1. Kaizen: representa un cambio para mejorar, desde la cultura de cambio
constante encaminado hacia la mejora continua. Su más grande
diferencia con la innovación radica en el tamaño del cambio pues el
kaizen se caracteriza por las pequeñas mejoras pero de carácter
constante.
2. Control total de la calidad: expone la necesidad del control como parte
de la responsabilidad de cada empleado en sus puestos de trabajo, de
esta forma reducimos costes por la no calidad; adicionalmente propone
vincular no solo a la empresa en proceso de implementación sino
también a su cadena de valor con proveedores y distribuidores.
3. Justo a tiempo: desarrollado por Taiichi Ohno, es un concepto que exige
la fabricación de artículos necesarios en las cantidades requeridas y en
el instante preciso. Trabaja bajo el enfoque de satisfacción al cliente con
lead time (tiempo de entrega) cortos y confiables con costos bajos.
UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 39
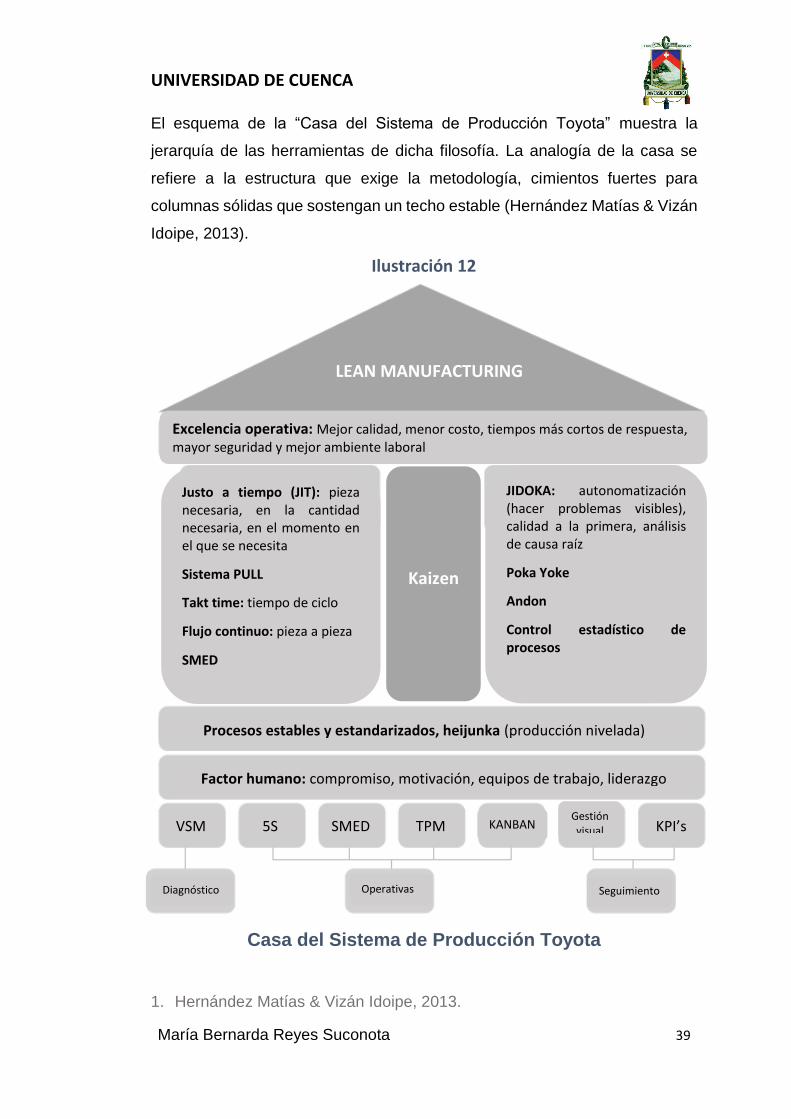
Ilustración 12
El esquema de la “Casa del Sistema de Producción Toyota” muestra la
jerarquía de las herramientas de dicha filosofía. La analogía de la casa se
refiere a la estructura que exige la metodología, cimientos fuertes para
columnas sólidas que sostengan un techo estable (Hernández Matías & Vizán
Idoipe, 2013).
Casa del Sistema de Producción Toyota
1. Hernández Matías & Vizán Idoipe, 2013.
LEAN MANUFACTURING
Excelencia operativa: Mejor calidad, menor costo, tiempos más cortos de respuesta, mayor seguridad y mejor ambiente laboral
Justo a tiempo (JIT): pieza necesaria, en la cantidad necesaria, en el momento en el que se necesita
Sistema PULL
Takt time: tiempo de ciclo
Flujo continuo: pieza a pieza
SMED
JIDOKA: autonomatización (hacer problemas visibles), calidad a la primera, análisis de causa raíz
Poka Yoke
Andon
Control estadístico de procesos
Kaizen
Procesos estables y estandarizados, heijunka (producción nivelada)
Factor humano: compromiso, motivación, equipos de trabajo, liderazgo
VSM TPM SMED 5S KANBAN Gestión visual KPI’s
Diagnóstico Operativas Seguimiento

UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 40
El primer factor dentro los cimientos es el humano pues deben estar
comprometidos con el sistema y estar plenamente convencidos de que
funcionará y por lo tanto pondrán todo de sí para que lo haga, además se
proporcionarán procesos estandarizados que buscarán perseguir uniformidad
de resultados. Conjuntamente, la nivelación de la producción con heijunka
ayudará a proporcionar flexibilidad y a preparar el área de trabajo con lo
requerido para cumplir con la demanda. Con las bases fuertes y bien
fundamentadas, las columnas que contienen las herramientas más
importantes de la metodología pondrán en funcionamiento y a punto los
procesos llegando a la excelencia operativa buscada con la filosofía en
general (Hernández Matías & Vizán Idoipe, 2013).
Herramientas de aplicación LEAN
La implementación de Lean implica un cambio cultural en la organización con
un alto grado de compromiso por parte de sus colaboradores de todos los
niveles, es por esto que varios autores mencionan varias herramientas que
ayuden a sentar en el día a día esta filosofía. El reflejo de todos los pilares de
Lean previamente mencionados funcionaron como fundamento al momento
de la creación de dichas herramientas, con sus principios y técnicas; sin
embargo, Lean también ha acogido algunas herramientas ya existentes que
han sido acopladas para que funcionen bajo la misma filosofía.
Las herramientas, según Juan Carlos Hernández, serán mencionadas a
continuación (Hernández Matías & Vizán Idoipe, 2013):
UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 41
Dichas herramientas conjuntamente con los colaboradores encargados de su
ejecución son el corazón del Lean, y es por esto que su entendimiento es muy
importante dentro de la empresa. Es crucial comprender que estas tendrán
que ser ajustadas a la organización debido a que cada una tiene diferentes
requerimientos y necesidades y un funcionamiento natural especial. A
continuación se profundizará en algunas de las herramientas de Lean
(Hernández Matías & Vizán Idoipe, 2013):
5’s:
Gestión y control sistemático del orden y limpieza de la sección de trabajo. La
“S” corresponde a las iniciales en japonés que conforman el acrónimo, estas
son:
Seiri (organizar): revisar las piezas y herramientas presentes en el
puesto de trabajo y conservar solo aquello que realmente necesita.
(Ortiz Ulloa, 2010). Para esta S se propone la herramienta de las
tarjetas rojas, en donde se etiquetará todo aquello que sea considerado
como no necesario para la operación, después dichos objetos serán
trasladados a una zona transitoria de almacenamiento para comprobar
el desuso de los mismos y en caso de confirmarlo, separar los objetos
que puedan ser utilizados para cumplir otras operaciones y los que no,
desecharlos. Se la considera como la herramienta que puede cambiar
la mentalidad del tan mencionado “Por si acaso” (Hernández Matías &
Vizán Idoipe, 2013).
Seiton (ordenar): después de seleccionar las piezas necesarias para la
realización del proceso se continuará con la designación del espacio
que utilizarán las mismas dentro del puesto de trabajo, es decir su
forma de almacenamiento y conservación. (Borges Lopes, Freitas, &
Sousa, 2015). Esta S le permitirá encontrar con mayor facilidad las
herramientas durante la operación así como también el retornarlas a su
posición original. Para esto se recomienda la señalización de las áreas
designadas y proporcionar un lugar para cada cosa y, mientras no esté
en uso, cada cosa en su lugar. El orden respetará la lógica que más
prime dentro de la sección según la necesidad de la misma, siendo la
más utilizada la frecuencia de uso de las herramientas o piezas dentro

UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 42
de la operación. Con la implementación de ésta S buscaremos eliminar
la mentalidad del “Ya lo haré mañana” y la procrastinación en el puesto
de trabajo (Hernández Matías & Vizán Idoipe, 2013).
Seiso (limpiar): esta actividad puede ser desarrollada paralelamente a
la S anterior, y no se trata solamente de la limpieza inicial del área de
trabajo, sino de la generación de métodos para asegurar la limpieza de
la misma regularmente para mantenerla en óptimas condiciones
(Borges Lopes, Freitas, & Sousa, 2015). Para esto se recomiendan
auditorías constantes para en caso de identificarse suciedad o
desorden realizar análisis de causas y encontrar las fuentes
originadoras y erradicarlos, y de no ser factible su eliminación, cuando
mínimo controlarlos (Hernández Matías & Vizán Idoipe, 2013).
Seiketsu (estandarización): después de poner a punto los puestos de
trabajo, se debe continuar con el desarrollo del método para conservar
el estado de los puestos de trabajo a largo plazo. Para conseguirlo, las
empresas necesitan incluir a sus colaboradores en el proceso de
generación de reglas que los ayuden a mantener las condiciones que
se han generado en el puesto de trabajo. Los procesos de
comunicación son muy importantes dado que en esta S los
colaboradores se empoderarán del cambio y entenderán que serán los
nuevos responsables de su mantenimiento (Borges Lopes, Freitas, &
Sousa, 2015). Algunas herramientas utilizadas en la práctica son los
estándares, documentos en donde se registran las reglas previamente
consensuadas y la asignación de responsabilidades sobre las tres
fases anteriores, de esta forma se sabrá el rol de cada uno de los
miembros del equipo en el proyecto de mejora. Se recomienda incluir
dichas actividades en las tareas cotidianas del equipo (Hernández
Matías & Vizán Idoipe, 2013).
Shitsuke (disciplina): generar el hábito y una nueva cultura, la cultura
de la disciplina propia y autocontrol. Al tratarse de un cambio de cultura
se convierte en la etapa más difícil de este proceso pues no se debe
permitir la ruptura o incumplimientos de los estándares ya establecidos.

UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 43
El no regresar al pasado, permite al equipo seguir avanzando e
involucrarse en la escalinata a la mejora continua (Ortiz Ulloa, 2010).
La herramienta utilizada para esta S es el sistema de auditorías, que
apruebe o desapruebe el trabajo realizado en todas las fases previas.
Esta fase representa el ciclo continuo y el éxito del proyecto.
Aunque no es un concepto nuevo por sí mismo para las empresas, la
generación del método para desarrollar el hábito si lo es, pues a cada una de
estas acciones comprometen una herramienta de control que asegura la
disciplina en la implementación progresiva. Las 5’s son consideradas como
una de las técnicas más sencillas y eficientes pero que realmente requiere de
mucha dedicación y compromiso por parte de todos los colaboradores que
tengan cualquier tipo de relación con la sección de trabajo.
SMED (Single-Minute Exchange of Dies):
Conjunto de técnicas enfocadas en la reducción y optimización de los
tiempos de preparación de las máquinas, siendo este el periodo
comprendido entre el último producto que cumpla con las condiciones de
calidad del modelo saliente a el primer producto que cumpla con las
condiciones de calidad del modelo entrante del programa de producción
(Borges Lopes, Freitas, & Sousa, 2015).
La implementación de proyectos de SMED es esencial para responder a
cambios rápidos de demanda y al concepto básico de Lean, la flexibilidad.
Esto requiere de un análisis completo del proceso de tal forma que se
puedan proponer y aplicar mejoras, así se incrementará la capacidad de
reacción de la célula de trabajo ante cambios de modelos. Un consejo
importante que proporciona la teoría es que para los proyectos de SMED
es necesario también incluir al departamento de calidad que vele por el
cumplimiento de estándares y con el desarrollo de métodos que aseguren
dicho cumplimiento, al mismo tiempo puede aportar con técnicas y
herramientas de análisis que son básicas para el trabajo en calidad.
(Hernández Matías & Vizán Idoipe, 2013).
El proceso para un proyecto de SMED inicia con el levantamiento de las
actividades realizadas para el cambio de modelo inicialmente y su

UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 44
clasificación según el momento de su ejecución, antes o después de
detener la producción para el cambio de modelo. Se denominarán
actividades internas a todas aquellas actividades de cambio de modelo que
se realicen cuando las máquinas están paradas, mientras que aquellas que
se realicen mientras la máquina esté en funcionamiento para la producción
se denominarán actividades externas. Consecuentemente, todo proyecto
de SMED tendrá por objetivo transformar la mayor cantidad de actividades
internas en externas. Luego, se registrarán los tiempos por actividad y se
realizaran entrevistas con operarios para entender la dinámica del cambio
de modelo inicial. Para el éxito del proyecto es importante grabar en video
el proceso para estar seguros de que no se olvidó ningún detalle y luego
exponerlo a los colaboradores (Restrepo Correa, Medina, & Cruz, 2009).
Con la imagen inicial clara, el siguiente paso es analizar las tareas internas
y convertirlas en externas mediante cambios de procesos, utillajes,
reorganización de actividades, revisión de ajustes, etc., con el fin de reducir
al máximo el tiempo que transcurra mientras la máquina se encuentra sin
producir. Algunas opciones a considerar son la realización de operaciones
simultáneamente, la utilización de anclajes y balancines, automatizaciones,
etc. Después, tendrán que analizarse todos los cambios propuestos en la
práctica para considerar su impacto en el puesto de trabajo y en los
procesos y así decidir si son factibles y provechosos o no (Restrepo Correa,
Medina, & Cruz, 2009).
De igual manera, los cambios tendrán que ser parte del nuevo proceso
estandarizado y volverán a ser la situación inicial para un nuevo proyecto
de mejora (Borges Lopes, Freitas, & Sousa, 2015).
Estandarización:
Base fundamental conjuntamente con 5’s y SMED sobre la cual se
cimentarán las herramientas de aplicación Lean. Hernández y Vizán
definen a los estándares como:
“Descripciones escritas y gráficas que nos ayudan a comprender las
técnicas más eficaces y fiables para una fábrica y nos proveen de
conocimientos precisos sobre personas, máquinas, materiales,
métodos, mediciones e información, con el objeto de hacer productos
UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 45
de calidad de modo fiable, seguro, barato y rápidamente” (Hernández
Matías & Vizán Idoipe, 2013, pág. 45)
Al hablar de estandarización en el trabajo, el objetivo es establecer de
forma explícita el método óptimo con el que se debe realizar una operación,
para que el resultado sea confiable y repetible, sin olvidar la seguridad, la
calidad y el cumplimiento del takt time establecido. Esta herramienta a
breves rasgos es utilizada en el Lean para comunicar los sitios en donde
están los elementos del trabajo, estándares sugeridos para realizar un
trabajo o proceso, espacios designados a inventario, ya sea en proceso,
defectuoso o producto final, métodos de utilización de máquinas, gestión
visual de seguridad industrial, entre otras (Ortiz Ulloa, 2010).
Los estándares que sean desplegados a lo largo de los procesos tendrán
un impacto importante en el mismo, es por esto que se sugieren algunas
características que facilitarán su implementación: presentar enunciados
simples y concretos, que reflejen los mejores métodos con las herramientas
disponibles actualmente en los puestos de trabajo. A más de eso, tendrán
que buscarse métodos de control que ayude al equipo de mejora continua
a asegurar su cumplimiento, hasta volver al estándar parte implícita del
proceso (Hernández Matías & Vizán Idoipe, 2013).
Para contrariar la idea de rigidez que proyecta el concepto de los
estándares, estos tendrían que ser presentados bajo una noción de
posición inicial o situación actual de proceso, que siempre estará sujeto a
proyectos de mejora. Esta orientación de la administración de los
estándares vincula el trabajo estandarizado con el Kaizen de Lean,
involucrando a los procesos en un espiral de mejora continua de forma
ordenada y monitorizada (Hernández Matías & Vizán Idoipe, 2013).
TPM, Mantenimiento productivo total:
Es el conjunto de técnicas de prevención para reducir la probabilidad de
averías y mejorar la eficiencia de la sección. Al entrar en concordancia con
la filosofía Lean, el TPM busca mantener a las máquinas que exige el
proceso en perfecto estado, para ser capaces de responder ágilmente a la

UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 46
demanda de mercado, desde su arranque hasta el cambio de modelo, sus
paros y su funcionamiento normal (Rajadell Carreras & Sánchez García,
2010).
Su método de aplicación consiste en iniciar con el conocimiento de la
máquina objeto de estudio y todo aquello relacionado con el proceso actual
de mantenimiento, después continuar con la limpieza general y devolverla
al estado inicial con el que la máquina fue entregada a la sección de
manufactura. Proseguir con la detección y eliminación de fuentes de
suciedad que puedan generar el mal funcionamiento, luego la capacitación
por parte del departamento de mantenimiento hacia los dueños del proceso
para generar un mantenimiento casi autónomo de la sección de trabajo. Y
por último, asegurando el mantenimiento de la técnica, la mejora continua,
en donde los colaboradores dueños de proceso conocen tanto del proceso
que pueden proponer mejoras que a su vez serán analizadas por los
expertos, previo a implementación (Hernández Matías & Vizán Idoipe,
2013).
Siendo este un procedimiento genérico, cabe recalcar las diferencias entre
los tipos de mantenimientos existentes en el entorno empresarial dentro del
TPM (Rajadell Carreras & Sánchez García, 2010):
1. Mantenimiento planificado: se refiere al mantenimiento regular y
periódico, según el estado de la máquina. Dado que son los técnicos
especialistas los encargados de corregir, prevenir y evitar averías, este
tipo de mantenimiento será jerarquizado de acuerdo a las prioridades
de la planta y a la disponibilidad de recursos. Una herramienta que
puede ser de mucha ayuda para el monitoreo del mantenimiento
planificado son los informes del personal de mantenimiento, en el cual
deberán constatar la situación de la máquina y las actividades
realizadas para su reparación cuando mínimo, esto dependerá de las
necesidades de cada organización.
2. Mantenimiento preventivo: son los esfuerzos enfocados en la reducción
de averías imprevistas. Se tratan de paros planificados para realizar
cambios de piezas desgastadas y en general inspecciones completas
a los equipos. Se pueden utilizar las recomendaciones técnicas del

UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 47
proveedor de maquinaria, generalmente estos especifican el tiempo de
vida útil de los componentes y los métodos de mantenimiento
apropiados según los sistemas de cada máquina.
3. Mantenimiento predictivo: consiste en la detección de averías antes de
que ocurran, para programar oportunamente paras por mantenimiento.
El encargado de realizar este tipo de mantenimiento serán los
operadores, involucrando al personal de producción, liberando de la
excesiva carga de la que regularmente es responsable el departamento
de mantenimiento. Sin embargo, ésta no es la principal ventaja de
aplicar TPM, sino el conocimiento de la máquina que ganará el equipo
de producción. Esto es importante para evitar daños mayores cuyo
reparo exija de grandes sumas económicas para la empresa; las
averías no necesariamente se generan instantáneamente, por el
contrario, requieren de una acumulación de daños que representan
señales de alerta, que de existir un técnico de mantenimiento asignado
a cada máquina en cada minuto que ésta se encuentre operando, se
las reconocería de inmediato, mitigando sus efectos a largo plazo.
Dado que esto no se da en la realidad, el contar con un operador
instruido creará un técnico vigilante en el miembro de producción,
consciente de su papel y cuidando de la máquina que tiene a su
responsabilidad.
Jidoka, autonomatización:
Automatización con participación del colaborador. Construye un concepto
de sistema de control de calidad que funciona de forma autónoma para que
notifique en caso de que se presente alguna anormalidad en el proceso y
por ende antes de que se generen desperdicios por piezas defectuosas.
Jidoka comparte la idea de que la responsabilidad de la calidad es de todos
y que todos deben trabajar en ella (Hernández Matías & Vizán Idoipe,
2013).
Dentro de esta técnica utilizamos herramientas como Poka Yoke que se
concentran en la prevención del fallo mediante la creación de sistemas a
prueba de errores y de alertar en caso de fallo una vez ocurrido el suceso
respectivamente. Los dispositivos Poka Yoke son instalados para cumplir

UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 48
con dos funciones principales (Montaña Sánchez, Leguizamo Hurtado, &
González González, 2013):
Control: son sistemas que apagan o bloquean las máquinas en cuanto
detectan una anormalidad en el producto, de esta forma evita el
desperdicio de recursos al evitar defectos en grandes cantidades.
Advertencia: son sistemas que advierten al trabajador de las
anormalidades ocurridas, su mayor inconveniente está en que todavía
el sistema depende directamente del colaborador y de su atención al
sistema de alarma, es por este motivo que se debe utilizar este sistema
cuando la implementación del tipo control sea extremadamente
complejo por la naturaleza de la tarea.
Jidoka vincula el principio de la calidad total a la producción, pues
genera la noción de integridad entre ambos procesos, esto para
satisfacer las necesidades de la demanda con costes mínimos y altas
rentabilidades. Además, se hablan de conceptos como el FTQ (First
Time Quality) o calidad a la primera que se monitorea con revisiones
constantes. Este logro generalmente viene acompañado de cambios de
estructuras organizaciones, apoyados en nuevos enfoques desde los
líderes gerenciales (Rajadell Carreras & Sánchez García, 2010).
VSM (Value Stream Mapping):
El mapeo de Flujo de Valor es una herramienta gráfica que tiene por
objetivo detectar desperdicios presentes en un proceso desde el proveedor
hasta el cliente de forma clara y sencilla, para incrementar la eficiencia del
proceso en estudio mediante la identificación de actividades que no
agreguen valor al negocio (Hernández Matías & Vizán Idoipe, 2013).
Algunas causas de desperdicios en procesos son los siguientes (Cabrera
Calva, 2013):
Desbalanceo: generado por la mala distribución de actividades entre
los puestos de trabajo de un proceso. Este problema acarrea
exigencias de recursos innecesarios y tiempos de espera ante la falta
de flujo continuo de producto.

UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 49
Exceso de producción: producir más de lo que la demanda está
dispuesta a adquirir, es decir producir para mantener inventarios.
Mantener el inventario a punto producen costos innecesarios
reduciendo rentabilidades para la empresa.
Resistencia al cambio: conservar un proceso de la misma forma desde
que se inició y evitar la innovación. En algunas empresas la resistencia
al cambio puede ser tan fuerte que el talento humano en lugar de
aportar ideas y buscar la mejora se convierten en un bloqueo más que
impiden la implementación de nuevas propuestas.
Suboptimización: no considerar el todo como un sistema y priorizar
algunas actividades afectando otras.
Producir secuencialmente en lugar de hacerlo paralelamente: reducir
tiempos de espera del producto mientras se fabrica otro componente
para el ensamble y formar cuadrillas que trabajen y produzcan
simultáneamente.
Paralizaciones constantes de la producción: interrupciones al flujo
continuo por averías constantes, ausentismos u otras causas que no
están siendo atacadas desde la raíz.
Cabrera (2013) describe el procedimiento a seguir para realizar un VSM de
la siguiente manera (Cabrera Calva, 2013):
1. Identificar la familia de producto y formar el equipo: primero se tendrá
que seleccionar la gama de producto a analizar según la prioridad para
la organización (costos poco competitivos, problemas de calidad, etc.).
Después, se constituirá el equipo de análisis que estará formado por
un grupo de 3 a 5 miembros con conocimiento básico del proceso a
analizar, es muy importante que cuenten con la predisposición al
cambio y que estén dispuestos a generarlo. El equipo designará un
líder y después visitará el proceso cuantas veces sea necesario para
recolectar toda la información posible de toda la cadena de valor.
2. Diagrama del Estado Actual: muestra la situación actual del proceso y
la posibilidad de identificar oportunidades de mejora. Es necesario que
el equipo sepa mantenerse imparcial al momento de su realización

UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 50
pues deben plasmar aquello que realmente pasa, con pruebas
cronometradas, observaciones in situ y comentarios de los operadores
dueños de proceso.
3. Elaboración del diagrama del estado futuro: el Mapeo del Estado Futuro
del flujo de valor ayuda a desarrollar la estrategia de mejora, pues es
la etapa en la cual el equipo toma un papel de caza desperdicios y los
identifica con explosiones kaizen. Un Value Stream Map ideal tendrá
que buscar que el producto o servicio tenga un flujo continuo desde las
materias primas necesarias hasta la recepción del cliente, sin demoras,
tiempos de espera ni reprocesos (Rother & Shook, 2003).
Para llegar al estado deseado se puede utilizar herramientas de mejora
como 5W1H, que consiste en analizar los procesos mediante las
preguntas why (por qué), what (qué), where (dónde), when (cuándo),
who (quién) y how (cómo) y ECRS (Eliminar, Combinar, Reorganizar y
Simplificar), con la cual se considera eliminar actividades cuando son
rápidamente identificadas como innecesarias y cuyo propósito no
agregue valor al negocio, combinar las actividades que no pueden ser
eliminadas porque son necesarias pero pueden ser reasignadas con
otros procesos, reorganizar las actividades cuando se necesita revisar
las rutas o secuencias de las mismas y simplificar cuando se identifican
procesos muy complejos, vulnerables a ocurrencias de fallo (Rao,
2016).
4. Plan de implementación: El plan de acción permite identificar al equipo
las actividades necesarias para llevar a cabo el VSM planteado como
estado futuro, este plan debe ser realizado para el corto plazo (Cabrera
Calva, 2013).
OEE y TVC:
Indicadores que orientan sus esfuerzos de análisis hacia el funcionamiento
de la maquinaria el primero, y el segundo hacia el de los procesos
manuales. Su objetivo es comparar el performance real vs el performance
ideal y sacar conclusiones de los fallos ocurridos para tomar acciones
correctivas. En ambos casos el estudio se concentra en tres variables de
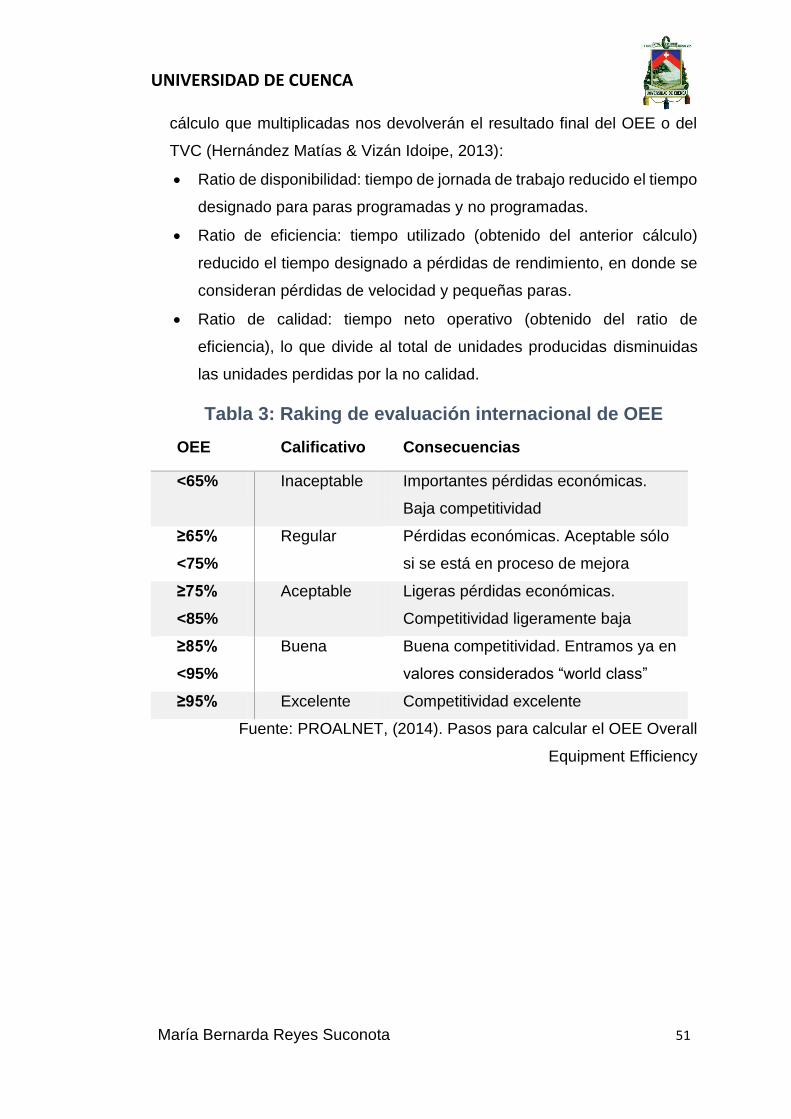
UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 51
cálculo que multiplicadas nos devolverán el resultado final del OEE o del
TVC (Hernández Matías & Vizán Idoipe, 2013):
Ratio de disponibilidad: tiempo de jornada de trabajo reducido el tiempo
designado para paras programadas y no programadas.
Ratio de eficiencia: tiempo utilizado (obtenido del anterior cálculo)
reducido el tiempo designado a pérdidas de rendimiento, en donde se
consideran pérdidas de velocidad y pequeñas paras.
Ratio de calidad: tiempo neto operativo (obtenido del ratio de
eficiencia), lo que divide al total de unidades producidas disminuidas
las unidades perdidas por la no calidad.
Tabla 3: Raking de evaluación internacional de OEE
OEE Calificativo Consecuencias
<65% Inaceptable Importantes pérdidas económicas.
Baja competitividad
≥65%
<75%
Regular Pérdidas económicas. Aceptable sólo
si se está en proceso de mejora
≥75%
<85%
Aceptable Ligeras pérdidas económicas.
Competitividad ligeramente baja
≥85%
<95%
Buena Buena competitividad. Entramos ya en
valores considerados “world class”
≥95% Excelente Competitividad excelente
Fuente: PROALNET, (2014). Pasos para calcular el OEE Overall
Equipment Efficiency
UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 52
Estado del Arte
Lean Manufacturing fue reconocido en el mundo académico a partir de 1990
cuando Womack, Jones y Roos (1990) utilizaron el término para describir la
metodología de gestión utilizada por la empresa Toyota, a partir de este
momento se lo empezó a utilizar como un sinónimo del Toyota Production
System. Dicho sistema inició en un primer negocio fundado por Sakichi
Toyoda, un telar denominado Toyoda Loom Works, en esta iniciaron con
conceptos básicos para Lean Manufacturing y la filosofía en sí, como el Justo
a tiempo (JIT) que fue contribuido por su hijo Kiichiro Toyoda. Tiempo después
se incorporó al equipo Taiichi Ohno, un ingeniero mecánico que llegó a aportar
al equipo su enfoque técnico de ingeniero mecánico. En 1943 cuando Toyoda
Loom Works se disuelve, Ohno decide entrar con Kiichiro Toyoda a un nuevo
negocio, la fabricación de automóviles, a pesar de su nula experiencia en el
mismo. Fue entonces cuando Kiichiro decide viajar a Estados Unidos para
observar el proceso de Ford y su línea de ensamble (Pentlicki, 2014).
De esto tomó el siguiente principio:
No materiales push, es decir inventario en espera al siguiente proceso,
era necesario la creación del flujo 1 a 1 dentro de las secciones,
consideramos aquí el flujo de material del sistema Toyota.
Por otro lado, la administración de Toyota continuó con el estudio del enfoque
en la calidad, en donde se concentraba en los conceptos de Deming, Juran y
Taguchi, en donde los primeros explicaban que es tarea de todos en la
organización encontrar y exceder los requerimientos del cliente y Taguchi que
la calidad debía ser involucrada desde la fase de diseño. A partir de esto
Toyota:
Creó un sistema de control de calidad y círculos de calidad propio a
partir de una capacitación intensa de los conceptos de Deming y Juran
enfocada a los gerentes e ingenieros de la empresa.
Identificó la importancia del proceso de planificación en la etapa de
diseño de producto enfocándose en un indicador financiero, el costo de
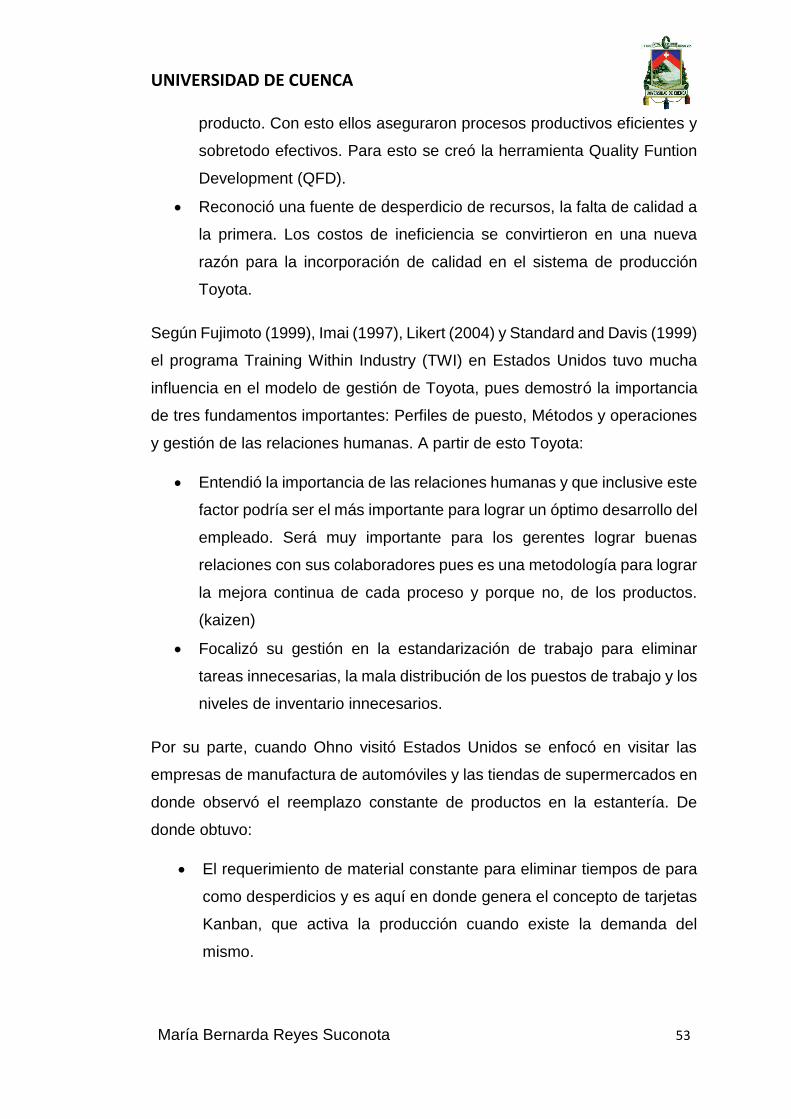
UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 53
producto. Con esto ellos aseguraron procesos productivos eficientes y
sobretodo efectivos. Para esto se creó la herramienta Quality Funtion
Development (QFD).
Reconoció una fuente de desperdicio de recursos, la falta de calidad a
la primera. Los costos de ineficiencia se convirtieron en una nueva
razón para la incorporación de calidad en el sistema de producción
Toyota.
Según Fujimoto (1999), Imai (1997), Likert (2004) y Standard and Davis (1999)
el programa Training Within Industry (TWI) en Estados Unidos tuvo mucha
influencia en el modelo de gestión de Toyota, pues demostró la importancia
de tres fundamentos importantes: Perfiles de puesto, Métodos y operaciones
y gestión de las relaciones humanas. A partir de esto Toyota:
Entendió la importancia de las relaciones humanas y que inclusive este
factor podría ser el más importante para lograr un óptimo desarrollo del
empleado. Será muy importante para los gerentes lograr buenas
relaciones con sus colaboradores pues es una metodología para lograr
la mejora continua de cada proceso y porque no, de los productos.
(kaizen)
Focalizó su gestión en la estandarización de trabajo para eliminar
tareas innecesarias, la mala distribución de los puestos de trabajo y los
niveles de inventario innecesarios.
Por su parte, cuando Ohno visitó Estados Unidos se enfocó en visitar las
empresas de manufactura de automóviles y las tiendas de supermercados en
donde observó el reemplazo constante de productos en la estantería. De
donde obtuvo:
El requerimiento de material constante para eliminar tiempos de para
como desperdicios y es aquí en donde genera el concepto de tarjetas
Kanban, que activa la producción cuando existe la demanda del
mismo.

UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 54
Un reto importante, la creación de flujo continuo para pequeños lotes
de producción y sobre todo con limitados recursos, que era la situación
actual que vivía Toyota en ese momento.
El reto de Toyota era bastante claro y con esto empezaron a desarrollar el
sistema de producción Toyota (TPS). Ohno, para mejorar los tiempos de ciclo
y facilitar el flujo de producto sin la necesidad de mantener grandes cantidades
de inventario, trabajó proyectos de SMED, para reducir tiempos de set up o
cambios de modelos en las máquinas. Para ser más flexibles frente a la
demanda, además propuso lotes de producción más pequeños.
De esta manera se fueron construyendo las herramientas Lean, nuevos
conceptos basados en teoría ya existente pero adaptados a una realidad
latente de una empresa con un enfoque correcto, los clientes.
En 1970 el sistema de producción Toyota fue conocido en el occidente durante
la primera crisis petrolera cuando fue importante conseguir calidad con
eficiencia. MIT (Massachusetts Institute of Technology) publicó un libro en
1984 denominado El futuro del automóvil, sobre los rangos de productividad
del sector automotriz y fue entonces cuando empezó a crecer el interés por
entender la metodología del TPS y se realizaron publicaciones de autores
como Womack & Jones, en donde hablaban ya de Lean Manufacturing y lo
defendían como una serie de eventos que reducían los desperdicios y
aquellas operaciones que no agregan valor, mejorando aquellas que sí lo
hacían (Womack & Jones, 2003).
Para el 2007 Abdulmaleka y Rajgopal hablaban de Lean como “El proceso de
identificación de cualquier tipo de desperdicios dentro de la cadena de
suministro, que proporciona herramientas de implementación para reducir
dichos desperdicios y el lead time.” (Abdulmalek & Rajgopal, 2007).
En 2009, Upadhye realizó una investigación enfocada en el estudio de la
percepción de Lean Manufacturing en empresas manufactureras e institutos
educativos, se afirmó que con la aplicación de Lean Manufacturing varias
empresas habían obtenido una reducción de costos y de utilización de

UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 55
recursos, un flujo continuo de producto (pieza a pieza), reducción de
inventarios con funcionamiento de justo a tiempo y optimización de procesos.
Además mejoraron el lead time (tiempos de ciclo de entrega de producto),
reclamos e indicadores de parque en garantía, costos de mantenimiento de
inventarios, mejoramiento de procesos de diseño y de producción, y sobre
todo mejoramiento de las relaciones con clientes y accionistas (Upadhye,
Deshmukh, & Garg, 2009).
Jannies Angelis, en 2012 se refiere a Lean Manufacturing como un estándar
de competitividad global, cuya aplicación es condicionada a un proceso de
resolución de problemas. Esta, por sí misma, es una herramienta para lograr
compromiso en el trabajador y de programas de mejoramiento continuo para
la implementación de prácticas apropiadas (Angelis & Fernandes, 2012).
En 2014, Kumar (2014) definió al Lean Manufacturing como:
“Aplicar la medición del tiempo del método y la eficiencia del balanceo de
línea y reducir el tiempo de ciclo en una línea de ensamble y mejorar la
eficiencia en esa línea de productos. También dice que Lean
manufacturing es una filosofía empresarial que mejora continuamente el
proceso que implica en la fabricación. ”
El mundo había adoptado el concepto de la filosofía Lean como una
herramienta más para el gerente en varias industrias, como es el caso del
sector de salud, el siguiente paso se orientó a la especialización en la
aplicación de las herramientas que había proporcionado el TPS. Por ejemplo
Shaswat (2015) desarrollo la metodología de implementación del Value
Stream Mapping, herramienta de diagnóstico Lean (Mayatra, Chauhan, &
Trivedi, 2016)
Actualmente, los autores definen al Lean manufacturing como: “Un sistema
que integra el trabajo diario de producción y la logística de entrega con
información proveniente de la identificación de problemas y mejora de
procesos para eliminar desperdicios y reducir los tamaños de lotes de
producción” (Mayatra, Chauhan, & Trivedi, 2016).”

UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 56
La manufactura celular
La manufactura celular tiene por objetivo la reducción del tiempo destinado a
transporte, del nivel de inventario entre procesos y lograr el balanceo
adecuado. Sigue el concepto de flujo continuo, bajo el movimiento de pieza a
pieza, con esta distribución la organización adquiere mucha flexibilidad para
responder de mejor manera a su demanda (Mayatra, Chauhan, & Trivedi,
2016).
Una distribución celular tiene como característica principal la disposición de
estaciones de trabajo de forma secuencial, reduciendo desperdicios de
transporte y movimientos innecesarios. La aplicación de esta herramienta
marca el inicio de la implementación de Lean en la organización dentro de la
configuración de planta y es que mejora la productividades de la distribución
de la sección. A menudo se trata de reemplazar máquinas grandes con
máquinas más pequeñas que le proporcionen flexibilidad a la célula de
trabajo. Este tipo de distribución tuvo como base el concepto de tecnología de
grupos, lo cual básicamente explica la intención de colocación de procesos
secuenciales de forma continua de tal forma que una célula cumpla con un
proceso completo de fabricación. (Baquero, 2015)
El concepto inició en 1989 con Wemmerlov and Hyer, quienes hablaron de la
distribución celular como una forma de reducir tiempos de set up y costos de
logística interna. Para 1920, después del reconocimiento de la teoría de
tecnología de grupos, existía un ambiente perfecto para probar dicha
herramienta, con tiempos de set up altos, demanda estable, un flujo
unidireccional y tiempo suficiente entre procesos para el transporte de
material. En 1994, Suresh and Meredith comentaron sobre el efecto de la
flexibilidad por el cambio constante de modelo, en donde se defendía el
desgaste de la máquina a costa de un incremento de productividad general
(Kant, Pattanaik, & Pandey, 2015).
Su vinculación con el modelo Lean Manufacturing está dado por los siguientes
conceptos (Hernández Matías & Vizán Idoipe, 2013):

UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 57
Sistema de producción Pull, la producción de un puesto de trabajo se
activa cuando su cliente lo requiere, así se elimina el desperdicio de
sobreproducción.
Flujo continuo, la correcta sincronización de los puestos de trabajo sin
inventario en proceso (WIP) para proveer sin interrupciones a la
siguiente estación de trabajo, con esto se reducirán tiempos por
esperas innecesarias.
JIT, las piezas necesarias, en el lugar indicado, en el momento
requerido. Reducirá el nivel de inventario, pero exige de un alto nivel
de sincronización en la cadena de suministro (eficiencia).
Takt time, marca el ritmo de producción de las estaciones de trabajo,
es decir el tiempo en el que deben entregar las piezas terminadas a su
cliente. Su fórmula de cálculo está determinada por el tiempo de trabajo
para el número de unidades requeridas.
Estandarización de trabajo, asegura calidad al unificar los procesos
para obtener siempre el mismo resultado. Reduce la necesidad de
reprocesos y unidades defectuosas por lote de producción.
Algunas consideraciones que se debe tener en cuenta al momento de diseñar
la célula de trabajo son las siguientes, primero, se admite duplicidad de
máquinas en lugar de una máquina grande, segundo la carga de trabajo debe
ser correctamente nivelada para optimizar el uso de recursos, el tercero indica
que cada tiempo de ciclo no puede ser mayor al takt time establecido. (Kant,
Pattanaik, & Pandey, 2015).

UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 58
CAPÍTULO III
DISEÑO METODOLÓGICO
El problema del presente proyecto integrador radica en la baja competitividad
de la empresa y los altos costos productivos, tanto en mercados nacionales
como internacionales. Ante lo cual urge una revisión de los componentes de
costo generados por la administración de la producción y su ineficiencia para
recuperar sus niveles de rentabilidad y la agregación de valor para los
accionistas.
Para la resolución del problema propuesto según la idea de investigación de
este proyecto integrador se ha decidido utilizar el siguiente marco
metodológico:
Según Sampieri (2014), las investigaciones exploratorias analizan temas poco
estudiados, aquellos que simplemente no hayan sido estudiados antes o que
se deseen abordar desde otras perspectivas. Al mismo tiempo, el autor señala
que las investigaciones de carácter descriptivo detallan como se da un
fenómeno sin involucrarse en la relación entre variables. En base a esta
explicación, el tipo de investigación a llevar a cabo en este proyecto integrador
será de tipo exploratorio-descriptivo, esto considerando que el área de
Congeladores - Poliuretano será una de las primeras secciones en el área de
transformación en la que se trabajará y que por lo tanto, funcionará como un
área de prueba para experimentar la metodología que se utilizará en las
secciones restantes de la planta. Este concepto de experimentación es muy
importante pues ésta es una de las razones por la cual la filosofía Lean no ha
tenido éxito en todas las empresas en las que se la ha querido implementar,
cada organización tiene sus propias necesidades y se desarrollan bajo
condiciones diferentes, es por esto que es tan importante saber acoplar y
establecer el conocimiento para dejar información que podría servir de entrada
para la implementación en el resto de procesos. Adicionalmente, el
componente descriptivo suministra la información detallada de la situación
observada en la empresa y de los fenómenos ocurridos durante la realización
del proyecto.

UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 59
Los métodos de investigación a utilizar serán el de observación, inductivo,
deductivo, de análisis y todos aquellos que proporcionen información
relevante para el proyecto. Para la modalidad se utilizará el enfoque mixto,
puesto que se utilizarán técnicas de recolección de información tanto
cualitativas como cuantitativas para enriquecer los resultados de la
investigación y la toma de decisiones. Es importante mencionar que se
utilizarán fuentes primarias y secundarias, tomando información recolectada
por la autora de este documento e información que disponga la organización.
En cuanto a las mediciones cuantitativas que se realizarán, se enfocarán en
la recolección de datos con observación y análisis de contenido cuantitativo
para el testeo de las mejoras realizadas en proceso, así como también del
control de la calidad, tiempos de paras y la toma de tiempo cronometrada para
alimentar herramientas de medición de la calidad del performance pre y post
proyecto como el OEE y el VSM.
Por su parte, el enfoque cualitativo a utilizar en ésta investigación, se
trabajarán con técnicas de recolección de información tanto individuales y
grupales con herramientas como las 5W1H y el ECRS con el equipo de trabajo
de la sección de manufactura para conocer los procesos a profundidad y
entender sus necesidades y requerimientos pre y post proyecto. Esta
información enriquecerá el desarrollo de las herramientas de mejora, a la vez
que facilitará la formación de los equipos de trabajo y de la comunicación entre
los líderes y sus miembros.
Otro punto para el diseño metodológico es el tema de la población y la muestra
objeto de estudio. Puesto que es una sección con catorce colaboradores en
donde todos son especialistas en procedimientos específicos, se trabajará con
toda la población de colaboradores; asimismo al producirse cinco modelos
diferentes, se considerarán todos los modelos producidos, de tal forma que se
consideren todos los puntos de vista de los especialistas de cada proceso. El
diseño propuesto en el presente capítulo plantea colaborar con bases
científicas para las herramientas de la metodología Lean y de diseño de
puestos proporcionando un marco metodológico concreto sobre el cual se
desarrollará esta investigación.

UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 60
CAPÍTULO IV
DESARROLLO DEL PROYECTO
Situación Actual y Diagnóstico
La sección de congeladores fue entregada a Polímeros hace un año, después
de una desintegración de la línea individual de congeladores para crear una
sola línea de productos fríos. Los procesos de dicha sección fueron asignados
a las diferentes secciones con procesos similares de la línea de refrigeración,
dejando la fabricación del gabinete al área de poliuretano. Así también fueron
entregados los recursos con los que contaba la sección, una nómina de
catorce personas que representan un costo de alrededor de $10.000
mensuales. El proceso fue trasladado a la planta superior de las instalaciones
actuales de Indurama y se generó una distribución provisional sin puestos de
trabajo estables, sin flujo de producto constante, sin designación fija de
espacios y sin definición de responsabilidades en los procesos. De igual
manera, tampoco se consideró la proveeduría de materias primas, medios y
facilidad de ingreso a la sección. Esta disposición inicial provocó la generación
de inventarios en proceso, innecesarios para el nivel de demanda de mercado
actual, además de la utilización de recursos tanto logísticos como productivos
que encarecían el costo de producto, afectando a la competitividad del mismo
en el mercado comercial.
El diseño de las instalaciones para la sección de congeladores estará basado
en información recolectada in situ, centrándose en información como los
tiempos de ciclo por puesto de trabajo, el nivel de calidad de producto en
proceso y producto terminado de la sección. Por lo tanto, la unidad de
investigación a considerar para el presente estudio estará conformada por los
siguientes procesos:
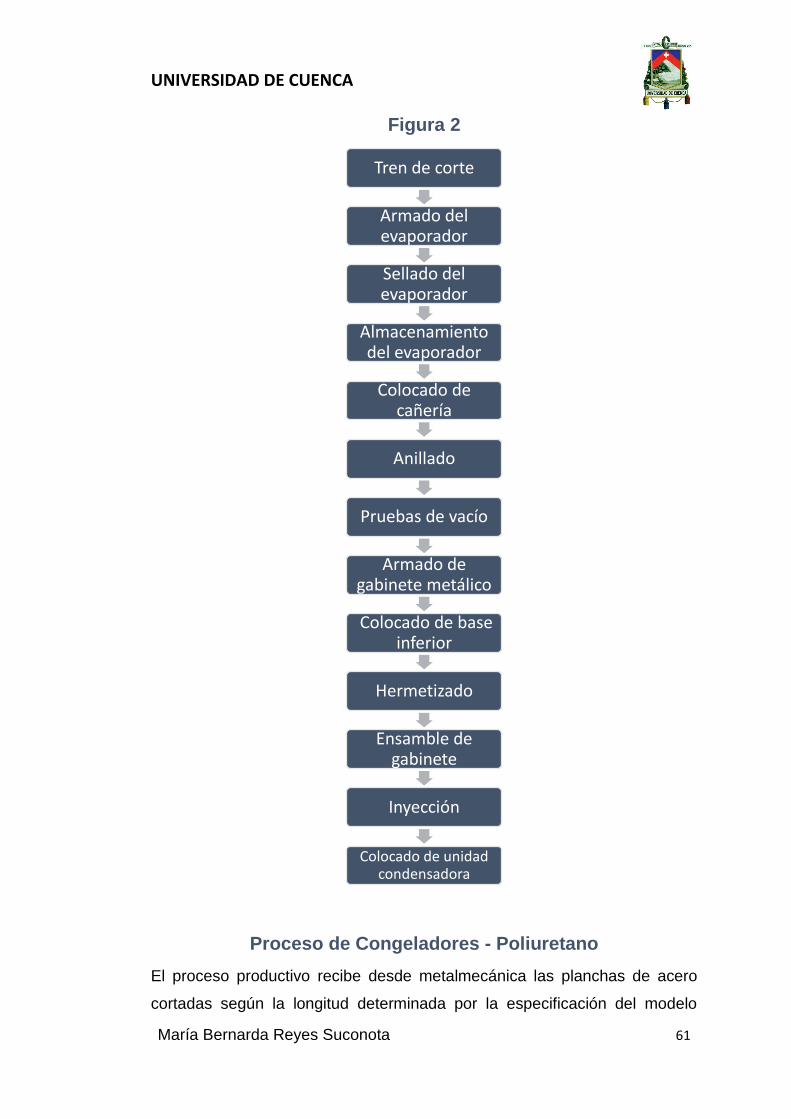
UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 61
Figura 2
Proceso de Congeladores - Poliuretano
El proceso productivo recibe desde metalmecánica las planchas de acero
cortadas según la longitud determinada por la especificación del modelo
Tren de corte
Armado del evaporador
Sellado del evaporador
Almacenamiento del evaporador
Colocado de cañería
Anillado
Pruebas de vacío
Armado de gabinete metálico
Colocado de base inferior
Hermetizado
Ensamble de gabinete
Inyección
Colocado de unidad condensadora
UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 62
programado y en las combinaciones determinadas por la estructura de
producto. El proceso de Congeladores - Poliuretano inicia con el tren de corte,
en donde se realizan tres actividades principales, el troquelado, la formación
de rodillos y el doblado de la lámina, la pieza continúa con el segundo
proceso, aquí se desarrolla el armado del evaporador, realizando actividades
de acople de piezas provenientes del proceso anterior y de metalmecánica.
Inmediatamente después, se continúa con el sellado del evaporador, con
actividades de hermetizado del evaporador mediante la colocación de un
producto químico en el acople de piezas, que al finalizar requiere de un tiempo
de almacenamiento de ocho horas considerado como tiempo de secado y
curado del producto.
Luego, la pieza se traslada al colocado de cañerías, en donde se implementa
el sistema de enfriamiento del congelador, continuando con el anillado y las
pruebas de vacío. Este proceso termina el armado del evaporador, dejándolo
listo para el ensamble al gabinete metálico. Por su parte, el gabinete metálico
inicia con el proceso de armado de gabinete, con el ensamble de las piezas
frontal, posterior, y base metálica para luego continuar con una de las
actividades más críticas del proceso, el hermetizado, dicho nivel de criticidad
se debe a que al generarse un fallo se pueden ocasionar fugas de poliuretano
(material químico utilizado para la hermeticidad del producto) en el proceso de
inyección, lo cual dañará el producto y el molde de inyección, desperdiciando
recursos en tiempo y materiales. Posteriormente, se continúa con el ensamble
del evaporador y del gabinete metálico, un proceso muy importante para la
correcta dispersión del poliuretano en el producto terminado. A continuación,
el proceso de inyección de poliuretano, con un tiempo de desmolde (tiempo
de reacción del material químico dentro del molde) de 7 minutos en los
modelos grandes y de 6 minutos en los modelos pequeños en donde se
realizan actividades de cambios de molde, preparación de gabinete para
inyección y limpieza de residuos. Por último, se coloca la unidad
condensadora y las ruedas dejando al gabinete listo para el ensamble final en
la línea de refrigeración.

UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 63
Para realizar dicho proceso, la sección de congeladores dispuso el siguiente
diseño de Layout, siendo este el diseño inicial para el cual se presentará la
propuesta de mejora:
Ilustración 13
Layout Original sección Congeladores
Layout original Troquelado Layout original Inyección
Ilustración 14 Ilustración 15
UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 64
Después de un proceso de observación dentro de la sección y de una
entrevista con el supervisor se llegó a la conclusión de que ésta disposición
presentaba los siguientes problemas principales: rutas sin definir de producto
dentro de la sección, lo que complicaba el flujo a través de los procesos y
generaba inventarios de por medio; la subutilización de recursos asignados,
que representan un desperdicio para la organización; la complicación para la
entrega de materias primas por parte del área de logística y la falta de
asignación de puestos fijos para los operarios, lo que complicaba el rastreo
de causas raíz en los problemas de calidad.
Ilustración 16
Layout Original 1
Ilustración 17
Layout Original 2

UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 65
Ilustración 18
Layout Original 3
Ilustración 19
Layout Original 4
Para conocer la situación actual de la sección a profundidad se ha decidido
utilizar dos herramientas de diagnóstico planteadas por la metodología de
gestión Lean, el indicador de eficiencia OEE y el VSM o análisis de la cadena
de valor.
Se iniciará con la aplicación del indicador de eficiencia general OEE
recolectándose información durante un periodo de trabajo en el que se
fabriquen todos los modelos, considerando todas sus horas de trabajo y todas
las unidades programadas. Es importante recalcar el objetivo actual de la
empresa relatado en su plan estratégico, la eficiencia de procesos para
mejorar su capacidad de adaptación a los movimientos de la demanda y
conseguir flexibilidad, una característica básica del Lean. Con este objetivo,
se empoderó a los colaboradores de la sección, como dueños de proceso para

UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 66
que formen parte de esta etapa de análisis y diagnóstico con información
proporcionada directamente desde la fuente acerca de las necesidades del
proceso y la naturaleza de su funcionamiento como tal.
El requerimiento de información estará dado por las siguientes fórmulas:
Tabla 4: Fuentes de recolección de información para ratios del OEE
Ratio Fórmula Variable Fuente
Disponibilidad
Tiempo de
carga
Tiempo de
para
programada
Tiempo de
para no
programada
Planificación
semanal
Hojas de
recolección
de la
información
Eficiencia
Tiempo de
ciclo teórico
Cantidad
procesada
Tiempo de
operación
Departamento
de ing.
Industrial
Planificación
semanal
Paras
programadas
y no
programadas:
hojas de
recolección
de la
información
Calidad
Cantidad
procesada
Cantidad
defectuosa
Planificación
semanal
Hojas de
recolección
de la
información
Con este levantamiento se ha procedido a recolectar la información de las
fuentes en donde la misma ya se encuentra disponible, mientras que en el
caso de aquellas variables en donde no se maneja información todavía, se ha
procedido a realizar las hojas de recolección de información.
(𝑄. 𝑝𝑟𝑜𝑐𝑒𝑠𝑎𝑑𝑎 − 𝑄. 𝑑𝑒𝑓𝑒𝑐𝑡𝑢𝑜𝑠𝑎)
𝑄. 𝑝𝑟𝑜𝑐𝑒𝑠𝑎𝑑𝑎
(𝑇. 𝑐𝑖𝑐𝑙𝑜 𝑡𝑒ó𝑟𝑖𝑐𝑜 ∗ 𝑄. 𝑝𝑟𝑜𝑐𝑒𝑠𝑎𝑑𝑎)
𝑇. 𝑜𝑝𝑒𝑟𝑎𝑐𝑖ó𝑛
(𝑇. 𝑐𝑎𝑟𝑔𝑎 − 𝑇. 𝑝𝑎𝑟𝑎 𝑛𝑜 𝑝𝑟𝑜𝑔𝑟𝑎𝑚𝑎𝑑𝑎)
𝑇. 𝑐𝑎𝑟𝑔𝑎

UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 67
Después de un proceso de capacitación previa a los colaboradores fueron
ellos quienes, con apoyo de la supervisión, contribuyeron con la recolección
de la información para el cálculo del OEE, mediante el formato que les fue
proporcionado de Defectos y Paras para la sección de Congeladores –
Poliuretano (Ver anexo 1). Se registra el proceso al que pertenece el
colaborador, el día de registro, el modelo, el lote y la jornada de trabajo.
Además, se registra el número de unidades defectuosas y las causas del
defecto. Con esto, se logrará completar el ratio de calidad mencionado en el
cuadro anterior. Consecuentemente, se registrará también el tiempo de paras
programadas y no programadas durante la jornada de trabajo, continuando
con el modelo y la causa de la para dada. Los resultados son los siguientes:
Disponibilidad:
El ratio de disponibilidad con un resultado de 71, 42%, refleja la cantidad de
paras que enfrenta la sección, siendo de esto sus principales causas el mal
balanceo y distribución. Con esto se generaban paras completas de un
proceso para ser capaces de responder a otros, consecuentemente se
producían inventarios en proceso exagerados que luego desembocaban en
paras por faltantes de los procesos precedentes (Ver Anexo 2).
Gráfico 1Causas principales de Para
Causas principales de Para
Rendimiento:
En cuanto al cálculo del nivel de eficiencia de la sección, se tomó como base
el performance de su último proceso, inyección. Para esto se consideraron
dos métodos, primero con la fórmula señalada en el marco teórico, para el
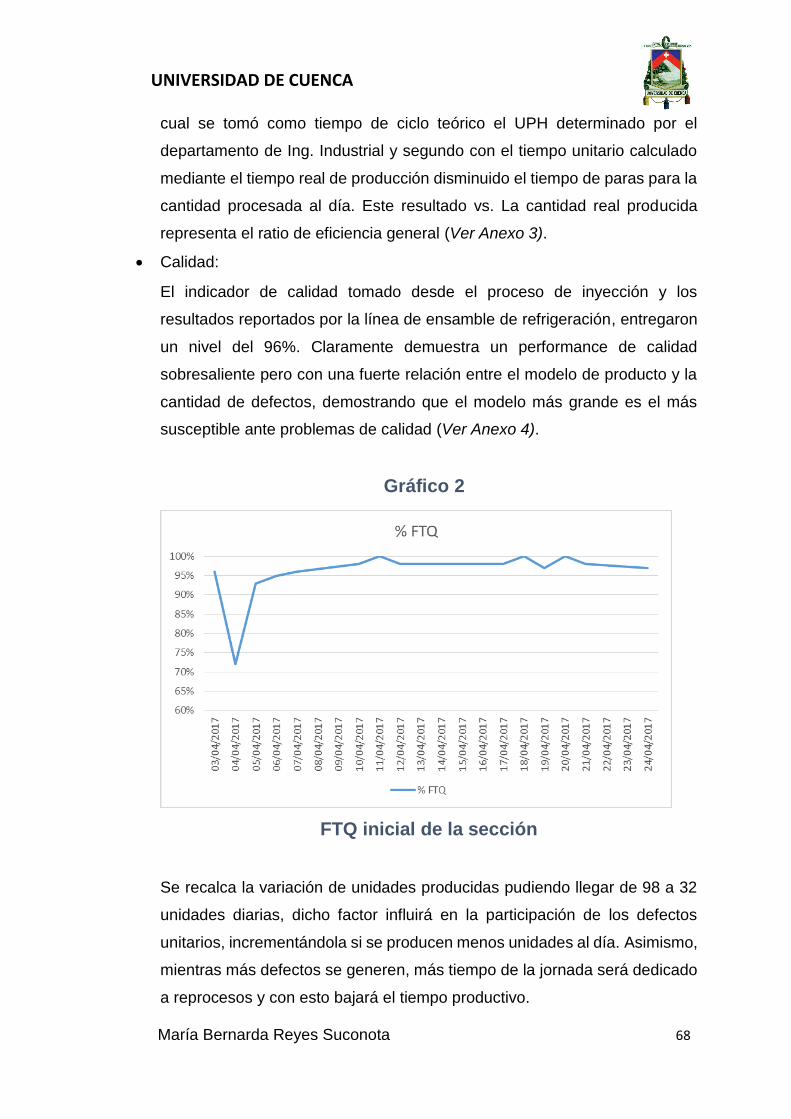
UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 68
cual se tomó como tiempo de ciclo teórico el UPH determinado por el
departamento de Ing. Industrial y segundo con el tiempo unitario calculado
mediante el tiempo real de producción disminuido el tiempo de paras para la
cantidad procesada al día. Este resultado vs. La cantidad real producida
representa el ratio de eficiencia general (Ver Anexo 3).
Calidad:
El indicador de calidad tomado desde el proceso de inyección y los
resultados reportados por la línea de ensamble de refrigeración, entregaron
un nivel del 96%. Claramente demuestra un performance de calidad
sobresaliente pero con una fuerte relación entre el modelo de producto y la
cantidad de defectos, demostrando que el modelo más grande es el más
susceptible ante problemas de calidad (Ver Anexo 4).
Gráfico 2
FTQ inicial de la sección
Se recalca la variación de unidades producidas pudiendo llegar de 98 a 32
unidades diarias, dicho factor influirá en la participación de los defectos
unitarios, incrementándola si se producen menos unidades al día. Asimismo,
mientras más defectos se generen, más tiempo de la jornada será dedicado
a reprocesos y con esto bajará el tiempo productivo.

UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 69
Gráfico 3: Defectos en producto a través del proceso
Defectos en producto a través del proceso
Calculado sobre una base de 900 productos al mes, se determinó que el
proceso más crítico es el de hermetizado, cuyos defectos tienen como efecto
la fuga de material químico en inyección. El proceso de control es complejo
dado que el proceso de hermetizado es un proceso manual y por lo tanto
difícil de controlar.
El resultado del OEE nos revela un estado de pérdidas económicas
importantes, al estar funcionando a menos del 65% de eficiencia:
Tabla 5: Resultado inicial OEE
INDICADOR RESULTADO
Rendimiento 85,62%
Disponibilidad 71,42%
Calidad 95,58%
OEE 58,45%
En el indicador se destaca un bajo performance principalmente del ratio de
disponibilidad por la cantidad de horas de para no programada que presenta
la sección. Asimismo, el indicador de rendimiento señala un bajo
cumplimiento de la productividad, a pesar de contar con recursos en
demasía. Esto señala una poderosa necesidad de verificar el cumplimiento

UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 70
de la producción real al nivel del planificado acorde a los UPH planteados
para la programación de la producción.
Un proceso previo al trabajo de estos indicadores y la definición óptima del
balanceo y distribución física, es requerido el cálculo del takt time, el mismo
que definirá el ritmo de producción idóneo en minutos bajo el cual la sección
tiene que producir una unidad de producto terminado. Se tomarán para el
cálculo las paras del proceso de inyección dado que es el proceso final y el
que activará los procesos precedentes. Cabe recalcar que para dicho cálculo
no se tomarán en cuenta los minutos de para generados por el mal balanceo
dado el proyecto de mejora que se encuentra en marcha para erradicar este
problema.
Tabla 6: Cálculo del Down Time (tiempo inefectivo)
Tabla 7: Cálculo del Takt time
TIEMPO DISPONIBLE UNID
MES Días Horas Min Día
Horas extra mes
Down Time (min)
T Dispon - Down Time
TAKT TIME (min)
Día
JUNIO 22 8 480 0 61 419 8,38 50
La segunda herramienta a utilizar para el diagnóstico es el VSM que
proporcionará una vista más meticulosa de las oportunidades de mejora entre
procesos. Como se expuso anteriormente, la teoría propone la siguiente
metodología de aplicación:
1. Identificar la familia de producto y formar el equipo: dentro del mix de
productos fabricados, el Congelador era un producto que buscaba un
DÍAS HORAS DOWN TIME (MIN)
Materiales 0,5238095
Reprocesos 0,0666667
Calentamiento 0,1214286
Daños 0,1
Set up 0,2
Total 1,0119048 60,714286
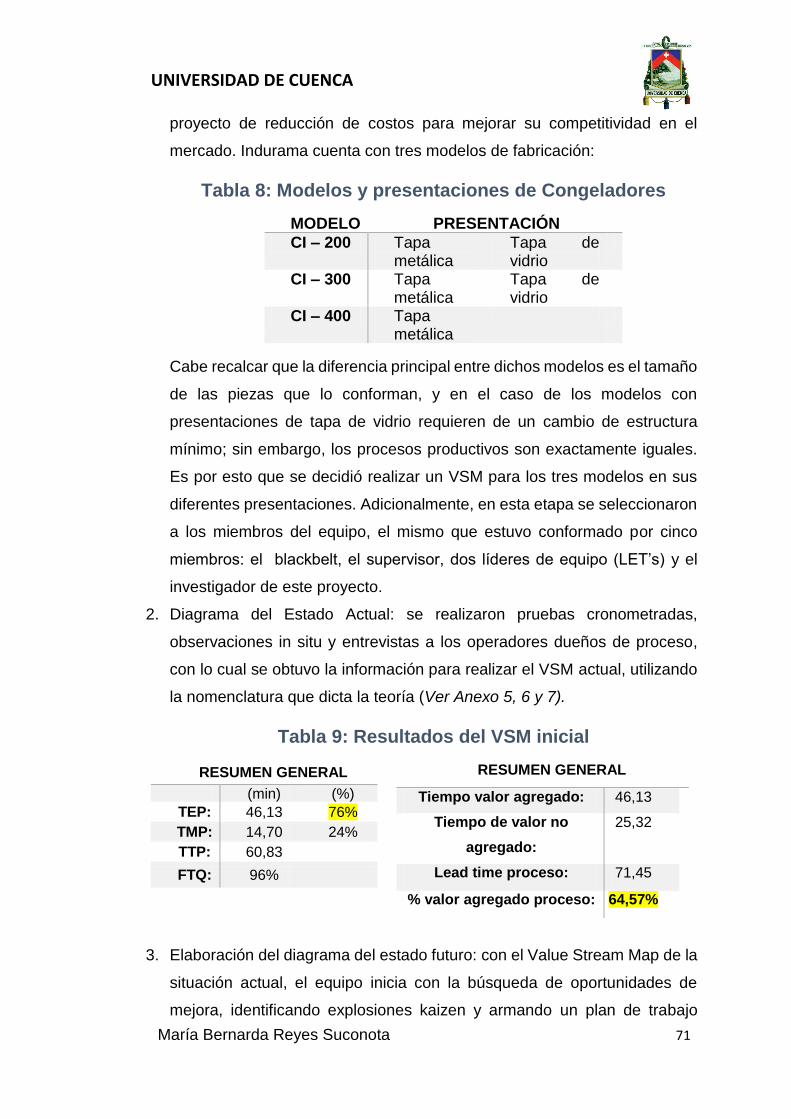
UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 71
proyecto de reducción de costos para mejorar su competitividad en el
mercado. Indurama cuenta con tres modelos de fabricación:
Tabla 8: Modelos y presentaciones de Congeladores
MODELO PRESENTACIÓN
CI – 200 Tapa metálica
Tapa de vidrio
CI – 300 Tapa metálica
Tapa de vidrio
CI – 400 Tapa metálica
Cabe recalcar que la diferencia principal entre dichos modelos es el tamaño
de las piezas que lo conforman, y en el caso de los modelos con
presentaciones de tapa de vidrio requieren de un cambio de estructura
mínimo; sin embargo, los procesos productivos son exactamente iguales.
Es por esto que se decidió realizar un VSM para los tres modelos en sus
diferentes presentaciones. Adicionalmente, en esta etapa se seleccionaron
a los miembros del equipo, el mismo que estuvo conformado por cinco
miembros: el blackbelt, el supervisor, dos líderes de equipo (LET’s) y el
investigador de este proyecto.
2. Diagrama del Estado Actual: se realizaron pruebas cronometradas,
observaciones in situ y entrevistas a los operadores dueños de proceso,
con lo cual se obtuvo la información para realizar el VSM actual, utilizando
la nomenclatura que dicta la teoría (Ver Anexo 5, 6 y 7).
Tabla 9: Resultados del VSM inicial
RESUMEN GENERAL
Tiempo valor agregado: 46,13
Tiempo de valor no
agregado:
25,32
Lead time proceso: 71,45
% valor agregado proceso: 64,57%
3. Elaboración del diagrama del estado futuro: con el Value Stream Map de la
situación actual, el equipo inicia con la búsqueda de oportunidades de
mejora, identificando explosiones kaizen y armando un plan de trabajo
RESUMEN GENERAL
(min) (%)
TEP: 46,13 76%
TMP: 14,70 24%
TTP: 60,83
FTQ: 96%

UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 72
mediante la utilización de la herramienta ECRS (Eliminar, Combinar, Re
organizar y Simplificar). Después de haber analizado los procesos se
obtuvo lo siguiente (Ver Anexo 8):
Tabla 10: Herramienta ECRS
ECRS Eliminar, Combinar, Re organizar y Simplificar
N° PROCESO #MOD ESPERADO
#MOD ORIGIN
TIEMPO TOTAL
HERRAMIENTA
ACCIONES A REALIZAR
1 Troquelado 1 1 4,439
R Nivelación de cargas y capacitación
2 Armado y sellado de evaporador
2 4 3,417 + 4,16
C, S, R Vinculación de dos procesos dentro de un mismo puesto de trabajo, que funcionan dentro del takt time del proceso
3 Colocado de cañería
1 1 8,625 C, S, R Mejora de proceso para reducir actividades manuales mediante una automatización
4 Anillado y prueba de vacío
1 1 10,14 C, S, R Mejora de proceso para realizarlo dentro del mismo puesto de colocado de cañería, la prueba de vacío es un tiempo de máquina en donde el operario no tiene ninguna actividad
5 Armado de gabinete
2 2 8,878 R, E Organización de las actividades del proceso con procedimientos estructurados y responsabilidades definidas, tiempos de pre ensambles eliminados para reducir inventarios innecesarios
6 Ensamble de gabinete
2 3 5,966 +5,629
C, S, R Organización de las actividades del proceso con procedimientos estructurados y responsabilidades definidas
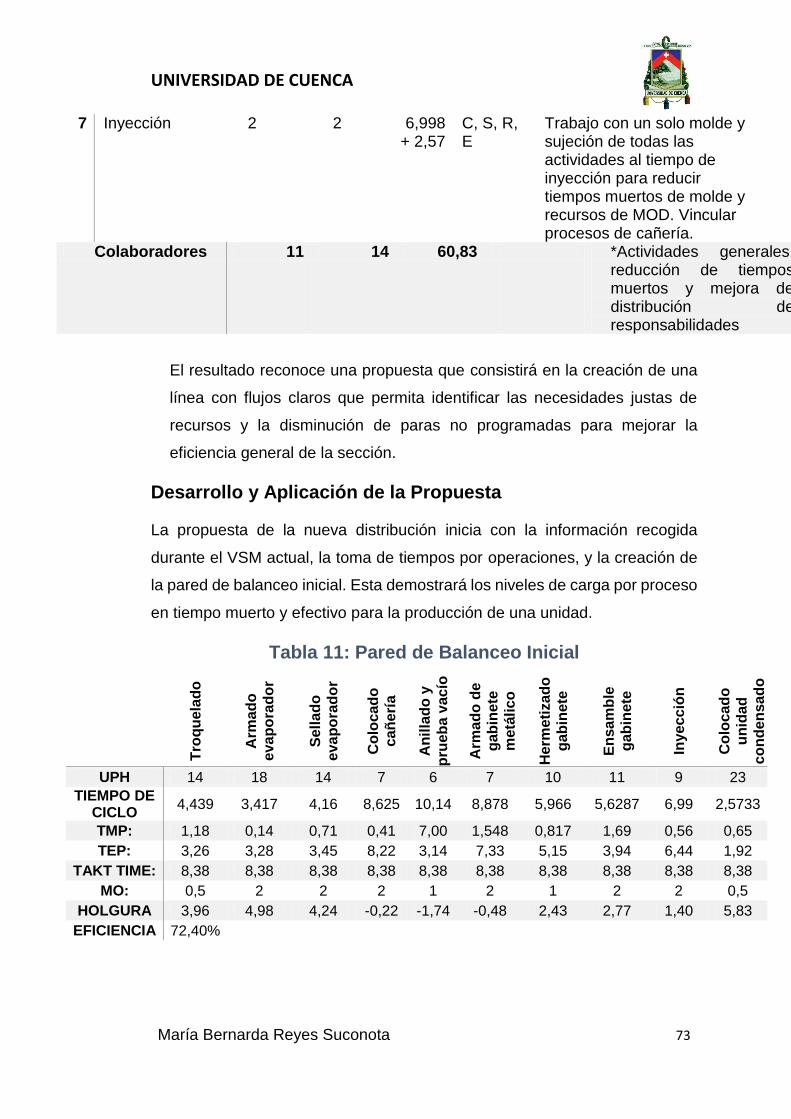
UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 73
7 Inyección 2 2 6,998 + 2,57
C, S, R, E
Trabajo con un solo molde y sujeción de todas las actividades al tiempo de inyección para reducir tiempos muertos de molde y recursos de MOD. Vincular procesos de cañería.
Colaboradores 11 14 60,83 *Actividades generales: reducción de tiempos muertos y mejora de distribución de responsabilidades
El resultado reconoce una propuesta que consistirá en la creación de una
línea con flujos claros que permita identificar las necesidades justas de
recursos y la disminución de paras no programadas para mejorar la
eficiencia general de la sección.
Desarrollo y Aplicación de la Propuesta
La propuesta de la nueva distribución inicia con la información recogida
durante el VSM actual, la toma de tiempos por operaciones, y la creación de
la pared de balanceo inicial. Esta demostrará los niveles de carga por proceso
en tiempo muerto y efectivo para la producción de una unidad.
Tabla 11: Pared de Balanceo Inicial
Tro
qu
ela
do
Arm
ad
o
eva
po
rad
or
Se
lla
do
eva
po
rad
or
Co
loc
ad
o
cañ
erí
a
An
illa
do
y
pru
eb
a v
ac
ío
Arm
ad
o d
e
gab
ine
te
me
táli
co
He
rme
tiza
do
gab
ine
te
En
sa
mb
le
gab
ine
te
Inye
cc
ión
Co
loc
ad
o
un
idad
co
nd
en
sad
o
ra
UPH 14 18 14 7 6 7 10 11 9 23
TIEMPO DE CICLO
4,439 3,417 4,16 8,625 10,14 8,878 5,966 5,6287 6,99 2,5733
TMP: 1,18 0,14 0,71 0,41 7,00 1,548 0,817 1,69 0,56 0,65
TEP: 3,26 3,28 3,45 8,22 3,14 7,33 5,15 3,94 6,44 1,92
TAKT TIME: 8,38 8,38 8,38 8,38 8,38 8,38 8,38 8,38 8,38 8,38
MO: 0,5 2 2 2 1 2 1 2 2 0,5
HOLGURA 3,96 4,98 4,24 -0,22 -1,74 -0,48 2,43 2,77 1,40 5,83
EFICIENCIA 72,40%

UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 74
Gráfico 4
Pared de Balanceo Inicial Congeladores - Poliuretano
La pared de balanceo inicial demuestra un requerimiento de reasignación de
actividades para eliminar la sobrecarga de algunos puestos que actualmente
no se encuentran en capacidad de responder al takt time establecido y para
mejorar la utilización de otros cuyas actividades demuestran estar bastante
holgadas, generando tiempos inutilizados durante la jornada laboral (Ver
Anexo 9, 10 y 11). El nivel de eficiencia del balance inicial responde al
siguiente cálculo:
𝐸𝑓𝑖𝑐𝑖𝑒𝑛𝑐𝑖𝑎 = 60,83 𝑚𝑖𝑛
10 𝑥 8,4 𝑚𝑖𝑛= 72,59%
La propuesta está basada en el flujo que se describe en el diagrama de
precedencia (Ver Anexo 12), que dictó las relaciones de precedencia entre las
operaciones y actividades de procesos en concordancia con el flujo de
producto. Tomando el diagrama de precedencia como input, se desarrolló la
matriz de transferencia que tiene por objetivo demostrar las relaciones más
fuertes entre los procesos, según su vinculación dentro del flujo, con su
respectivo proveedor y cliente, esto describirá las cercanías requeridas para
3,26 3,28 3,45
8,22
3,14
7,33
5,153,94
6,44
1,92
1,180,14
0,71
0,41
7,00
1,55
0,821,69
0,56
0,65
0,001,002,003,004,005,006,007,008,009,00
10,00
TEP TMP TAKT TIME
Takt time= 8,4 MIN

UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 75
evitar transportes, movimientos innecesarios y la creación de inventarios
excesivos.
Tabla 12: Matriz de Transferencia
Tro
que
lado
Arm
ado d
e
gab
inete
me
tálic
o
Arm
ado d
e
evap
ora
do
r
Co
locad
o d
e
ca
ñe
ría
He
rme
tizad
o
En
sam
ble
de
gab
inete
d
e
co
ng
ela
do
r In
yecció
n
Lín
ea
de
ensa
mb
le
To
tal
Bodega 4 1 1 1 1 1 1 1 11
Metalmecánica 1 1 2
Troquelado 3 2 5 Armado de gabinete metálico
1 1
Armado de evaporador 1 1
Colocado de cañería 1 1
Hermetizado 1 1 Ensamble de gabinete de congelador
1 1
Inyección 1 1
Tabla 13: Proporcionalidad de la Tabla de Transferencia
Tro
que
lad
o
Arm
ad
o d
e
gab
inete
metá
lico
Arm
ad
o d
e
evapora
dor
Colo
ca
do d
e
cañerí
a
Herm
etizado
Ensam
ble
de
gab
inete
d
e
conge
lad
or
Inyecció
n
Lín
ea d
e
ensam
ble
Bodega 37% 9% 9% 9% 9% 9% 9% 9%
Metalmecánica 50% 50% 0% 0% 0% 0% 0% 0%
Troquelado 0% 60% 40% 0% 0% 0% 0% 0%
Armado de gabinete metálico
0% 0% 0% 0% 100% 0% 0% 0%
Armado de evaporador 0% 0% 0% 100% 0% 0% 0% 0%
Colocado de cañería 0% 0% 0% 0% 0% 100% 0% 0%
Hermetizado 0% 0% 0% 0% 0% 100% 0% 0%
Ensamble de gabinete de congelador
0% 0% 0% 0% 0% 0% 100% 0%
Inyección 0% 0% 0% 0% 0% 0% 0% 100%
Con este proceso, se obtuvo que la distribución óptima es una distribución tipo
célula de manufactura, que promueva la producción continua y la
comunicación entre las operaciones del proceso. Por su parte, las
operaciones de troquelado proveen piezas tanto para el armado de
UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 76
evaporador como para el armado de gabinete metálico, sin embargo, al
encontrarse en pisos separados, se mantuvo junto al elevador al proceso de
troquelado para facilitar el transporte de piezas; cabe recalcar algunos
factores que contribuyeron a mantener dicho proceso en la planta baja,
primero el tamaño y peso de las máquinas que son superiores al que la
estructura física del piso superior puede soportar, otro factor es el tamaño de
las piezas a procesar que hace imposible la logística de entrega en el piso
superior con la infraestructura actual. De igual manera, el traslado del resto de
las operaciones al primer piso tampoco es una alternativa viable debido a la
falta de espacio físico disponible en la planta (Ver anexo 14 y 15).
Para no incrementar los movimientos y transportes innecesarios se colocará
en los extremos de la célula los procesos de armado de evaporador y armado
de gabinete metálico y a la asignación de un espacio para las piezas para
facilitar el flujo interno y externo de la distribución. Por su parte, el armado de
evaporador requiere una locación cercana al proceso de colocado de cañería
con un espacio para el tiempo de curado que requieren los evaporadores para
un correcto hermetizado, luego este entrega su producto al proceso de
ensamble que recibe también el producto desde el armado de gabinete
metálico. El proceso de ensamble se localiza junto a la banda de transporte
colocado en la derecha de la sección, que liberará el producto procesado
hacia inyección, que por su lado requiere de cercanía a la línea de ensamble
para terminar con el proceso productivo de Congeladores - Poliuretano.
Adicionalmente, se crearon espacios donde los colaboradores pueden
compartir sus ideas y realizar proyectos de mejora, denominados ahora como
mesas de equipos de trabajo que también fueron considerados para realizar
la propuesta.
Así también, se trabajó con los procesos de troquelado e inyección cuya
maquinaria y moldes definen el flujo de las piezas, siendo en el caso del
troquelado el tren de corte con la troqueladora, la roll formadora y la dobladora
en línea recta y la adición de la dobladora de base inferior entregada por el
balanceo de actividades.

UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 77
Ilustración 20
Propuesta de Layout para el proceso de Troquelado
El proceso de inyección adaptó el horno para reducirlo a una cabina, liberando
espacio para el abastecimiento y la absorción de las operaciones de colocado
de unidad condensadora y ruedas. Asimismo, se solicitó un movimiento del
ventilador de la inyectadora con el mismo fin, liberar espacio físico. Otra parte
fundamental fue el movimiento de los moldes utilizados para la inyección, los
mismos que por niveles de demanda diaria pueden responder con uno solo,
permitiendo colocar un molde de cada modelo dentro de la sección para ganar
flexibilidad y rapidez en cambios de modelo.
Ilustración 21
Propuesta de Layout para el proceso de Inyección
Por un requerimiento de la organización, se decidió estandarizar las medidas
de los puestos de trabajo, 2m x 3, 63m. Esto en consideración a las medidas
del espacio físico disponible, al tamaño del producto que se moverá a lo largo
del proceso, la ergonomía de los operadores y el espacio designado para el
abastecimiento de materias primas y semielaborados necesarios. Flujo
representado en la ilustración 22.

UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 78
Propuesta de Layout sección Congeladores
La propuesta previamente expuesta contaba también con otro factor
importante analizado para lograr óptimas condiciones de trabajo en la sección,
y este es la luminaria necesaria. Inicialmente la iluminación de la sección
estaba alrededor de 70 a 100 luxes, lo cual representa un nivel insuficiente
para realizar un trabajo medio como el que se realiza en la sección, es por
esto que en concordancia con la OIT se propondrá incrementar dicho nivel
con el fin de conseguir un mejor performance global dentro de la sección.
Según la tabla descrita en el marco teórico, la OIT sugiere un promedio de
500 luxes para un nivel de trabajo medio, aquel cuyos requisitos visuales son
normales como el manejo de maquinaria de peso medio, espacios de oficina
y que exigen de un trabajo continuo. Adicionalmente, y con estos
fundamentos, la organización ha planteado dicho valor como estándar para el
resto de secciones de sus tres líneas de producción.
Almacenamiento
de Evaporador
Ilustración 22

UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 79
Ilustración 23
Luminaria en Layout propuesto
Congruentemente al cambio de distribución física, se aplicó la herramienta de
Lean 5’s, ésta herramienta facilitó mucho el desarrollo y aplicación de la
mejora propuesta debido a sus etapas que marcan hitos claros y alcanzables:
Seiri (organizar): Se realizó una actividad grupal durante una jornada
laboral en la que los colaboradores dueños de cada puesto de trabajo
revisaron cada cosa dentro de su disposición, analizando si se utiliza en el
proceso y retirando todo aquello que no lo haga o este averiado. Así
también, este proceso se realizó las zonas comunes y armarios.
Ilustración 24
Aplicación de Seiri (organizar)
De igual modo en esta etapa se consideraron los equipos de protección
personal (EPP’s) necesarios para la sección, por lo que se realizó con el
departamento de Seguridad Industrial un levantamiento de riesgos y una
capacitación de EPP’s a los colaboradores para fomentar su uso constante,
su obligatoriedad tendrá mayor rigurosidad desde el momento del
despliegue de las hojas de herramientas y equipos de protección personal,
formatos desarrollados por el departamento de mejora continua para el SGI

UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 80
en la organización. Estas hojas serán desplegadas en los puestos de
trabajo disponibles para su consulta permanentemente.
Ilustración 25
Despliegue de herramientas de trabajo y Equipos de
Protección Personal
Seiton (ordenar): Con el levantamiento de la información sobre las
herramientas necesarias para el proceso, se designó su ubicación dentro
del puesto de trabajo utilizando como criterio la frecuencia de uso.
Ilustración 26
Aplicación de Seiton (ordenar)
Es así que conjuntamente con los operarios se realizó un levantamiento de
requerimientos de utillajes y adecuaciones, las mismas que fueron
ejecutadas fuera de las jornadas laborales.
Otro problema importante para mantener el flujo dentro de la sección hacía
referencia al abastecimiento logístico, razón por lo cual, después de una
revisión exhaustiva de la estructura de producto, en todos sus modelos, se
procedió a diseñar racks de abastecimiento de materiales con espacios
físicos y medios de transporte designados según el tamaño de material y la
explosión de materiales (cálculo que explica la cantidad de material por lote

UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 81
de producción: 50 unidades cada 8 horas). Estos inputs para la
construcción de racks fueron realizados en coordinación con el
departamento de logística interna.
Del mismo modo, se realizaron las hojas de materiales, formato
desarrollado por el departamento de mejora continua para la aplicación de
esta herramienta del Lean en la organización que será desplegada
conjuntamente a la hoja de herramientas y equipos de protección personal
(Ver anexo 13).
Ilustración 27
Diseño de Racks Congeladores – Poliuretano
Ilustración 28
Despliegue de las estructuras de producto para
la logística interna
Seiso (limpiar): esta etapa se realizó una vez la propuesta de Layout fue
aceptada, siendo los colaboradores quienes la ejecutaron durante una
jornada de trabajo. Parte de la adecuación fue la pintura del piso que como
ENSAMBLE DE CONGELADOR
16cm
50cm
21cm 50cm
21cm
51cm
16cm
50cm
21cm 21cm
3cm
10cm
50cm
60cm
4cm
2,5cm
154cm
37cm
COLOCADO DE BASE INFERIOR
16cm
37cm
21cm 37cm
21cm
37cm 37cm
20cm16cm
37cm
22cm 22cm 5cm2cm
4cm
20cm
37cm
5cm
108cm
137cm
5cm

UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 82
se había determinado anteriormente en congruencia con la normativa de la
empresa, perseguía los siguientes lineamientos:
Tabla 14: Colores designados para infraestructura
Infraestructura COLOR
Estación de trabajo Crema
Logística y abastecimiento Gris oscuro
Paso peatonal Verde
Pasillo Gris claro
Señalización Amarillo
Asimismo se realizarán auditorías constantes para asegurar el
mantenimiento del estado inicial.
Ilustración 29
Aplicación de Seiso (limpieza)
Seiketsu (estandarización): Se realizaron reuniones y diálogos periódicos
con los colaboradores para definir responsabilidades una vez se terminó la
limpieza inicial, sin embargo, a lo largo del proyecto se empoderó
completamente al equipo de trabajo, dejando que sean ellos quienes
propongan las soluciones y el cambio. Esto para crear mayor sentido de
pertenencia y apego a las nuevas reglas establecidas y a las ubicaciones
designadas para las herramientas y mesas de los puestos de trabajo.
De igual manera se recalcó en los equipos de trabajo que cada colaborador
es responsable de su propio puesto de trabajo y serán los líderes de cada
equipo quienes supervisarán el cumplimiento de las mismas.

UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 83
Ilustración 30
Aplicación de Seiketsu (Estandarización)
Shitsuke (disciplina): Se utilizará el sistema de auditorías para aprobar o
desaprobar el trabajo realizado, el mismo que consistirá en el siguiente
cronograma:
Tabla 15: Sistema de auditorías
RESPONSABLE FRECUENCIA
Líder de equipo Semanalmente
Supervisor 14 días
Jefe de línea Mensualmente
Jefe de producción 45 días
Gerente de transformación 2 meses
El sistema de auditorías se encuentra durante su proceso de
implementación a cargo del departamento de mejora continua y del área de
producción, con sus respectivos equipos de trabajo.

UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 84
CAPÍTULO V:
RESULTADOS DEL PROYECTO
Al aplicar la mejora propuesta dentro de la sección de Congeladores –
Poliuretano se logró una reducción del 30% del costo total de mano de obra
directa, recalcando que se realizaron pruebas de flujo, controles de
cumplimiento de producción y calidad para verificar el buen estado de dichas
variables. Después de las mejoras dentro de los procesos enfocadas en la
reducción de tiempos muertos se obtuvo una reducción del tiempo de ciclo de
60, 83 min a 47, 63 min, con lo cual se pueden determinar el número de
estaciones precisas para una distribución óptima:
𝑁 = 47,63 𝑚𝑖𝑛
8,38 𝑚𝑖𝑛= 5, 67 = 6
La propuesta aplicada obedece a este cálculo, obteniendo como resultado una
mejor distribución de actividades dentro de la sección consiguiendo un
proceso más balanceado, cuyos puestos de trabajo son capaces de responder
al takt time sin ningún problema, en algunos casos se presentan holguras que
por motivo de naturaleza de proceso necesitarían de una automatización con
mayores inversiones. A continuación la pared de balanceo final (Ver anexo
16):
Gráfico 5
Pared de Balanceo Final
4,716,87
7,966,18
7,59 7,19
3,190,88
0,261,51
0,51 0,78
0,00
2,00
4,00
6,00
8,00
10,00
TROQUELADO ARMADOEVAPORADOR
COLOCADOCAÑERIA
ARMADO DEGABINETEMETALICO
ENSAMBLEGABINETE
INYECCIÓN
TEP TMP TAKT TIME
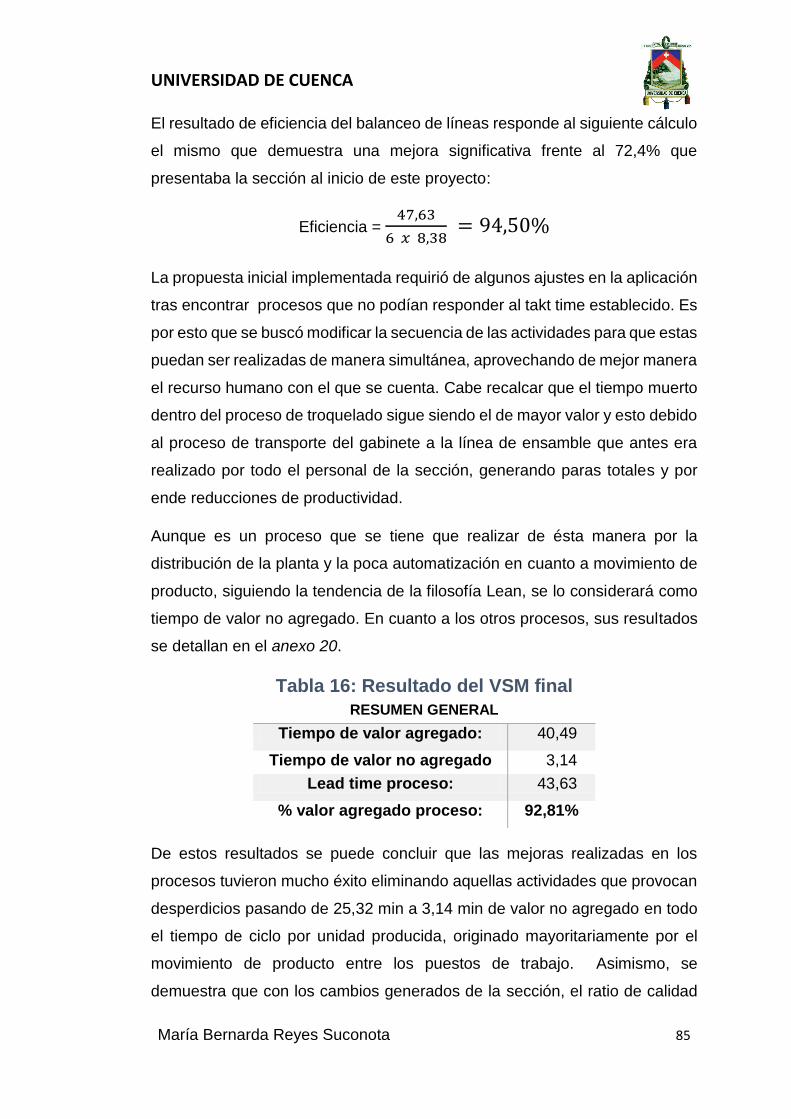
UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 85
El resultado de eficiencia del balanceo de líneas responde al siguiente cálculo
el mismo que demuestra una mejora significativa frente al 72,4% que
presentaba la sección al inicio de este proyecto:
Eficiencia = 47,63
6 𝑥 8,38 = 94,50%
La propuesta inicial implementada requirió de algunos ajustes en la aplicación
tras encontrar procesos que no podían responder al takt time establecido. Es
por esto que se buscó modificar la secuencia de las actividades para que estas
puedan ser realizadas de manera simultánea, aprovechando de mejor manera
el recurso humano con el que se cuenta. Cabe recalcar que el tiempo muerto
dentro del proceso de troquelado sigue siendo el de mayor valor y esto debido
al proceso de transporte del gabinete a la línea de ensamble que antes era
realizado por todo el personal de la sección, generando paras totales y por
ende reducciones de productividad.
Aunque es un proceso que se tiene que realizar de ésta manera por la
distribución de la planta y la poca automatización en cuanto a movimiento de
producto, siguiendo la tendencia de la filosofía Lean, se lo considerará como
tiempo de valor no agregado. En cuanto a los otros procesos, sus resultados
se detallan en el anexo 20.
Tabla 16: Resultado del VSM final
RESUMEN GENERAL
Tiempo de valor agregado: 40,49
Tiempo de valor no agregado 3,14
Lead time proceso: 43,63
% valor agregado proceso: 92,81%
De estos resultados se puede concluir que las mejoras realizadas en los
procesos tuvieron mucho éxito eliminando aquellas actividades que provocan
desperdicios pasando de 25,32 min a 3,14 min de valor no agregado en todo
el tiempo de ciclo por unidad producida, originado mayoritariamente por el
movimiento de producto entre los puestos de trabajo. Asimismo, se
demuestra que con los cambios generados de la sección, el ratio de calidad

UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 86
FTQ (calidad a la primera) no se ha visto afectado, manteniendo los altos
índices del mismo que presentaba la sección inicialmente. Esto se debe a la
polifuncionalidad de sus colabores y a la reestructuración por equipos de la
sección, que los motiva a realizar inspecciones del estado del producto que
es entregado en su puesto y a su vez del que surge como resultado de su
procesamiento. Como resultado final el porcentaje de valor agregado se
incrementó de un 64,57% a un 92,81%. El OEE (Overall Equipment Efficiency)
después del proyecto presenta sus resultados de la siguiente manera, según
los tres tipos de ratios que lo conforman:
El indicador de rendimiento tiene un resultado claro de mejora, del 93,88%
frente al 86% original, el mismo que se presentó por dos causas principales,
primero la reducción de tiempos de paras que en su mayoría era provocada
por cambios de modelo y después por el cumplimiento de las unidades
producidas reales, que ahora fácilmente alcanza la cantidad programada (Ver
Anexo 17).
Al igual que el ratio de rendimiento, el ratio de disponibilidad también
experimentó una importante mejora, que de igual manera se dio como
consecuencia de la reducción de paras no programadas dentro de la sección
pasando de un 94,27% frente al 71,42%. Anteriormente la causa principal de
para del último proceso, inyección se presentaba por la falta de gabinete para
inyectar y esto a su vez por el mal balanceo y la falta de puestos definidos en
sus procesos predecesores. Al solventar dichos problemas, el tiempo de paras
en el proceso se redujo en un 76% dejando nuevos factores susceptibles de
mejora, principalmente el tiempo designado a calibración y calentamientos,
que puede ser solucionado con un proyecto de SMED, que reduzca este
tiempo de para programada (Ver Anexo 18).

UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 87
Gráfico 6: Causas de paras en Inyección Post Proyecto
Causas de paras en Inyección Post Proyecto
En cuanto al ratio de calidad, como se mencionó anteriormente en el análisis
de los resultados del VSM final, no sufrió una reducción significativa con las
mejoras realizadas, siendo los resultados un porcentaje de 95% frente al 96%
previo (Ver Anexo 19).
Con estos resultados el cálculo del OEE presentó una mejora bastante
significativa también pasando del 58% al 85% de eficiencia general, siendo
ahora un proceso clasificado como bueno y que por lo tanto cuenta con
buenos niveles de competitividad, entrando ya en valores considerados “world
class”.
Tabla 17: Resultado del OEE final Post Proyecto
INDICADOR RESULTADO
Rendimiento 94%
Disponibilidad 94%
Calidad 96%
OEE 85%
Este resultado demuestra que la propuesta implementada tuvo éxito, logrando
desarrollar un proceso comparable con empresas que cuidan su gestión de
procesos para optimizar sus recursos.

UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 88
CAPÍTULO VI
CONCLUSIONES, RECOMENDACIONES Y LIMITACIONES
INDUGLOB S.A. con su sistema SGI está experimentando la adaptación de
sus procesos para convertirse en una Lean Enterprise, con esto busca
incrementar su competitividad y ser más flexible. La filosofía Lean ha permitido
encontrar herramientas aplicables a su realidad que faciliten dicha transición
y la competencia a nivel internacional con la óptima gestión de sus procesos
enfocada en la detección y reducción de desperdicios.
Como conclusión general queda demostrado que el diseño de una célula de
manufactura en el proceso de poliuretano - congeladores mejoró la eficiencia,
la disponibilidad y calidad de dicha sección, optimizando así su performance
general. Con este diseño de célula, que ha demostrado conseguir una mejora
sustancial de la sección, queda demostrado que la filosofía Lean es aplicable
en los procesos de Indurama y que además aporta una oportunidad ideal para
la mejora y mantenimiento de la competitividad en niveles de demanda
variable. Con esta aplicación se pudieron obtener las siguientes conclusiones:
El cálculo del OEE, el VSM y la gráfica de la pared de balanceo representan
métodos de diagnóstico y evaluación de resultados que proporciona
perspectivas sobre los tiempos de valor agregado, tiempos muertos y del
nivel de calidad del proceso. Esta información representa un resumen
general del estado del proceso, el nivel de eficiencia de la distribución física
actual, el diseño del proceso, el nivel de instrucción de los colaboradores,
los defectos generados con mayor frecuencia y los modelos críticos
susceptibles a defectos.
El esquema de layout implementado se diseñó bajo la identificación de la
necesidad mediante la recopilación de la información inicial con indicadores
de diagnóstico, en este caso el VSM, el OEE y la pared de balanceo, con
el análisis de dichos datos se desarrollaron alternativas para después
seleccionar la más óptima. El diseño seleccionado, la célula de
manufactura, facilita la visualización de los procesos precedentes y
sucesores, el funcionamiento acorde al takt time y la comunicación

UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 89
inmediata de defectos de calidad, así como el abastecimiento de la logística
interna en los puestos de trabajo.
La aplicación de las 5’s es un método de organización de los puestos de
trabajo que permitirá plasmar una nueva distribución de actividades
conseguido con el balanceo de líneas. Además, funciona como base para
la aplicación de herramientas como Poka yoke, SMED, TPM,
administración por Takt time, estandarización, Andon y control estadístico
de procesos.
Algunas recomendaciones para la mejora de la sección son las siguientes:
1. Realizar un proyecto de tipo SMED en el proceso de troquelado que
permita desarrollar los cambios de modelo con mayor rapidez y sin mucha
complejidad como lo es ahora.
2. Buscar un material de reemplazo para el sellado de los evaporadores con
menor tiempo de secado y costo.
3. Automatizar el traslado del producto de un puesto de trabajo a otro para
reducir el riesgo ergonómico de los colaboradores de la sección, asi como
la mejor distribución de la mano de obra en los procesos.
4. Promover un proceso de rediseño en el ensamble de congeladores para
incluir los procesos en la linea de refrigeración y asi facilitar la distribución
del costo cuando disminuya el volumen de producción acorde a la
demanda, asi se reducirán variaciones en el costo unitario del producto.
5. Colocar un sistema Andon en la sección que facilite a los colaboradores
el porcentaje de cumplimiento de las unidades producidas en contraste
con las planificadas.
La adaptación de los métodos de la filosofía Lean es muy importante para la
implementación en cualquier organización. Antes de hacerlo es necesario
conocer la cultura de la empresa para introducir la filosofía minimizando la
resistencia natural al cambio, aprovechando el talento de los colaboradores.
Este sistema es mucho más que una metodología de gestión pues se basa
en un cambio de mentalidad profundo a través de los niveles jerárquicos de
la organización y que ha demostrado ser capaz de plasmar resultados en una
empresa de nuestro medio.

UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 90
BIBLIOGRAFÍA Abdulmalek, F., & Rajgopal, J. (2007). Analizando los beneficios de Lean
Manufacturing y Value Stream Mapping via simuación. International Journal
of Production Economics.
Angelis, J., & Fernandes, B. (2012). International Journal of Lean Six Sigma.
Emerald Group.
Baquero, J. (2015). Posibles aplicaciones de Lean Manufacturing. Bogotá:
Fundación Universitaria Agraria de Colombia.
Borges Lopes, R., Freitas, F., & Sousa, I. (2015). Aplicación de las herramientas de
Lean Manufacturing en la Industria de Alimentos. Journal of Technology
Management & Innovation, Santiago de Chile.
Cabrera Calva, R. C. (2013). VSM. México .
Cabrera, R. C. (14 de marzo de 2014). Value Stream Mapping. En R. C. Cabrera,
Manual de Lean Manufacturing (pág. 507). España: Rafael Carlos Cabrera
Calva. Obtenido de Ucreanop.org.
Chase, R., Jacobs, F., & Aquilano, N. (2009). Administración de operaciones.
México D.F: McGraw Hill.
Chumbi, J. (28 de Enero de 2017). ¿Porqué Indurama implementa LEAN
Enterprise? (J. Somers, Entrevistador)
Ergo. (29 de Marzo de 2016). Equipos de Protección Individual: cómo escoger los
adecuados. Obtenido de ergoibv: http://www.ergoibv.com
Farrás, J. G. (2012). Condiciones de la Iluminación General. Ginebra: Organización
Internacional del Trabajo.
Garcia Criollo, R. (2005). Estudio del trabajo. México D.F.: McGraw Hill.
Griffin, M. (2012). Vibraciones. Ginebra: Organización Internacional del Trabajo.
Heizer, J., & Render, B. (2009). Principios de administración de operaciones.
México : Pearson.
Hernández Matías, J., & Vizán Idoipe, A. (2013). Lean Manufacturing. Madrid:
Creative Commons.
Induglob S.A. (2017).
Kanawaty, G. (2001). Introducción al estudio del trabajo. Ginebra: Oficina
Internacional del Trabajo.
Kant, R., Pattanaik, L., & Pandey, V. (2015). Framework for strategic
implementation of cellular manufacturing in Lean production environment.
Ranchi: Nova Science Publishers.
Likert, J. (2004). Las claves del éxito de Toyota. España: McGraw Hill.
López Peralta, J., Alarcón Jiménez, E., & Rocha Pérez, M. (2014). Estudio del
Trabajo: Una Nueva Visión. México D.F.: Grupo Editorial Patria S.A. de C.V.
UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 91
Madariaga, F. (2013). Lean Manufacturing. España: Bubok Publishing S.L.
Mayatra, M., Chauhan, N., & Trivedi, P. (2016). A literature reiver on implementation
of Lean Techniques. IJARIIT.
Meyers, F., & Stephens, M. (2006). Diseño de instalaciones de manufactura y
manejo de materiales. México: Pearson.
Montaña Sánchez, A., Leguizamo Hurtado, L. J., & González González, M. A.
(2013). Lean Manufacturing. Cali: Universidad Santiago de Cali.
Ortiz Ulloa, J. (2010). Implementación de herramientas de Lean Manufacturing en el
área de mezclas de la empresa Compañía Ecuatoriana de Caucho S.A.
Cuenca: Universidad de Cuenca.
Pentlicki, J. H. (2014). BARRIERS AND SUCCESS STRATEGIES FOR
SUSTAINABLE LEAN MANUFACTURING IMPLEMENTATION: A
QUALITATIVE CASE STUDY. Arizona: UMI.
PROALNET. (2014). PROALNET.COM. Obtenido de PROALNET.COM:
http://proalnet.com
Quezada, H. (2017). Operaciones Lean. Cuenca, Azuay, Ecuador: Universidad de
Cuenca.
Rajadell Carreras, M., & Sánchez García, J. (2010). Lean Manufacturing: La
evidencia de una necesidad. Madrid: Diaz de Santos.
Rao, N. (12 de Junio de 2016). Industrial Engineering Knowledge Center. Obtenido
de Industrial Engineering Knowledge Center: nraoiekc.blogspot.com
Reglamento de Seguridad y Salud de los Trabajadores y Mejoramiento del Medio
Ambiente de Trabajo. (24 de 06 de 2015). Reglamento de Seguridad y Salud
de los Trabajadores y Mejoramiento del Medio Ambiente de Trabajo.
Ecuador.
Restrepo Correa, J. H., Medina, P. D., & Cruz, E. A. (2009). Cómo reducir el tiempo
de preparación. Pereira: Universidad Tecnológica de Pereira.
Riaño, S. (06 de Septiembre de 2010). Diseño de planta. Obtenido de Diseño de
planta: http://stevenenelsena.blogspot.com
Rother, M., & Shook, J. (2003). Learning to see, The Lean Enterprise Institute .
Massachusetts: Brookline.
Suter, A. H. (2012). Ruido. Ginebra: Organización Internacional del Trabajo.
Upadhye, N., Deshmukh, S., & Garg, S. (2009). Key issues for implementation of
Lean Manufacturing System. Global Business and Management Research:
An International Journal, 57-68.
Urgilés Nieto, M. d. (2016). Análisis de las prácticas de Responsabilidad Social
Empresarial de INDURAMA en la ciudad de Cuenca. Cuenca: Universidad
del Azuay.
Womack, J., & Jones, D. (2003). Lean Thinking. London: Simon and Schunder.

UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 92
ANEXOS
Anexo 1: Formato de recolección de información de Defectos y Paras
Anexo 2: Formato de recolección de información de Defectos y Paras
DIA MODELO UNID DIA
DEFECTOS Y PARAS
FECHA
DIAS
DIA
MODELO
TAMAÑO DEL LOTE
CAUSAS DEL DEFECTO CAUSAS DE LA PARA
1 2 3 4 5
CAUSAS DEL DEFECTO TIEMPO MODELO CAUSAS DE LA PARA
FECHA
Anexo 3: Formato de recolección de información de Defectos y Paras

UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 93
Anexo 2: Ratio de Disponibilidad Pre proyecto
Tabla 18: Resultado del ratio de Disponibilidad MODELO FECHA HORAS
PROGRAMADAS HORAS REALES
TIEMPO DE PARA
INDICADOR
CI-300 03/04/2017 8:00 12:00:00 1:55:00 84%
CI-400 04/04/2017 16:00 7:00:00 3:10:00 55%
CI-400 05/04/2017 16:00 12:00:00 1:30:00 88%
CI-300 06/04/2017 16:00 11:00:00 4:05:00 63%
CI-300 07/04/2017 8:00 9:00:00 4:40:00 48%
CI-400 10/04/2017 8:00 8:00:00 2:15:00 72%
CI-400 11/04/2017 8:00 8:00:00 0:50:00 90%
CI-400 12/04/2017 8:00 8:00:00 2:05:00 74%
CI-300 17/04/2017 8:00 8:00:00 1:10:00 85%
CI-200 18/04/2017 8:00 8:00:00 1:20:00 83%
CI-200 19/04/2017 8:00 8:00:00 1:00:00 88%
CI-400 20/04/2017 16:00 8:00:00 1:50:00 77%
CI-400 21/04/2017 8:00 8:00:00 1:10:00 85%
CI-300 24/04/2017 8:00 12:00:00 5:10:00 57%
CI-400 25/04/2017 8:00 8:00:00 6:10:00 23%
71,423%
Causas de paras por proceso
Gráfico 7 Causas de paras en Troquelado
Causas de paras en Troquelado

UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 94
Causas de paras en Hermetizado
Gráfico 9 Causas de paras en Armado de Evaporador
Causas de paras en Armado de Evaporador
Causas de paras en Colocado de Cañería
Gráfico 8: Causas de paras en Hermetizado Pre proyecto
Gráfico 9: Causas de paras en Hermetizado Pre proyecto
Gráfico 10 Causas de paras en Colocado de Cañería
Gráfico 10 Causas de paras en Colocado de Cañería

UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 95
Anexo 3: Ratio de Rendimiento Pre proyecto
Tabla 19: Resultado del Ratio de Rendimiento
MODELO FECHA
CANT. REAL
PROCESADA
TIEMPO PROG.
TIEMPO REAL
PARAS
TIEMPO UNITARIO
POR GABINETE
INYECTADO
PROD ESPERA
DA
CANT REAL
EFICIENCIA
CI-300 03/04/2017 95 8:00:00 12:00:00 1:55:00 0:06:22 121 95 79%
CI-400 04/04/2017 32 8:00:00 7:00:00 3:10:00 0:07:11 37 32 87%
CI-400 05/04/2017 98 8:00:00 12:00:00 1:30:00 0:06:26 105 98 93%
CI-300 06/04/2017 83 8:00:00 11:00:00 4:05:00 0:05:00 95 83 87%
CI-300 07/04/2017 48 8:00:00 9:00:00 4:40:00 0:05:25 52 48 92%
CI-400 10/04/2017 59 8:00:00 8:00:00 2:15:00 0:05:51 58 59 100%
CI-400 11/04/2017 60 8:00:00 8:00:00 0:50:00 0:07:10 72 60 84%
CI-400 12/04/2017 50 8:00:00 8:00:00 2:05:00 0:07:06 59 50 85%
CI-300 17/04/2017 49 8:00:00 8:00:00 1:10:00 0:08:22 82 49 60%
CI-200 18/04/2017 75 8:00:00 8:00:00 1:20:00 0:05:20 80 75 94%
CI-200 19/04/2017 66 8:00:00 8:00:00 1:00:00 0:06:22 84 66 79%
CI-400 20/04/2017 59 8:00:00 8:00:00 1:50:00 0:06:16 62 59 96%
CI-400 21/04/2017 52 8:00:00 8:00:00 1:10:00 0:07:53 68 52 76%
CI-300 24/04/2017 72 8:00:00 12:00:00 5:10:00 0:05:42 82 72 88%
PROMEDIO 86%
Tabla 20: Promedio de tiempo unitario de producción de un gabinete de congelador Inyectado
PROMEDIO DE TIEMPO UNITARIO
FECHA MODELO Total
03/04/2017 CI-300 0:06:22
04/04/2017 CI-400 0:07:11
05/04/2017 CI-400 0:06:26
06/04/2017 CI-300 0:05:00
07/04/2017 CI-300 0:05:25
10/04/2017 CI-400 0:05:51
11/04/2017 CI-400 0:07:10
12/04/2017 CI-400 0:07:06
17/04/2017 CI-300 0:08:22
18/04/2017 CI-200 0:05:20
19/04/2017 CI-200 0:06:22
20/04/2017 CI-400 0:06:16
21/04/2017 CI-400 0:07:53
24/04/2017 CI-300 0:05:42
PROMEDIO GENERAL 0:06:28
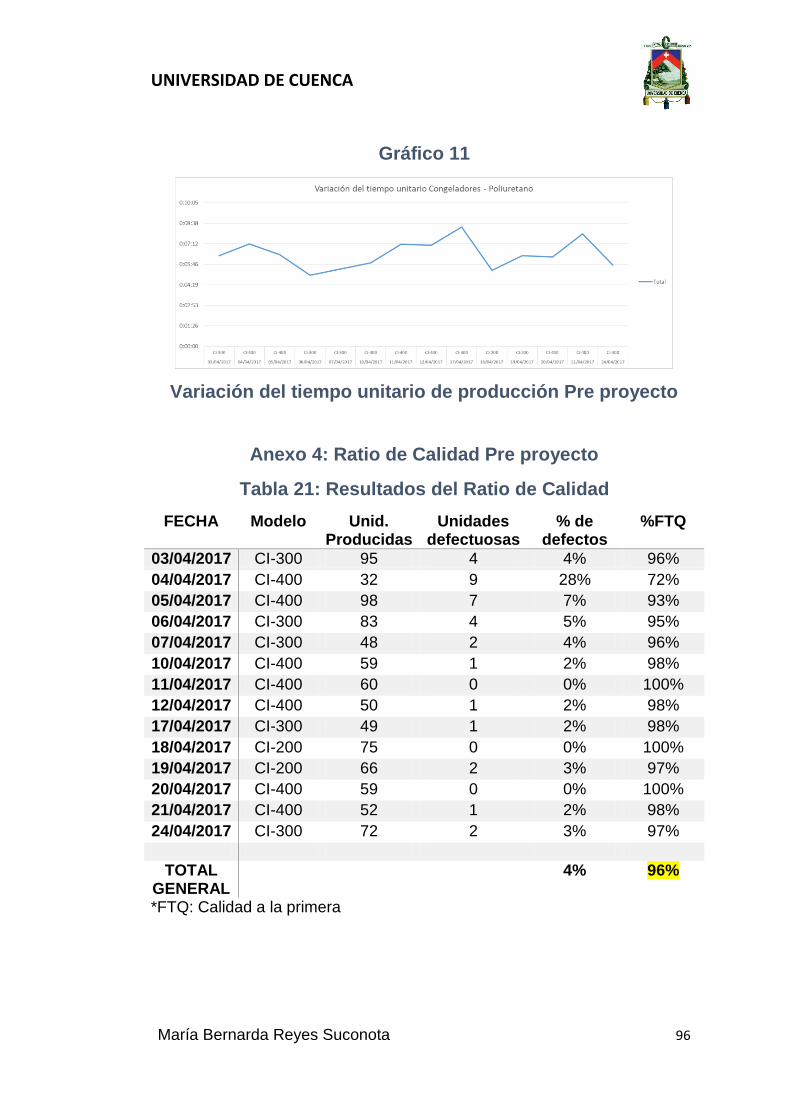
UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 96
Gráfico 11
Variación del tiempo unitario de producción Pre proyecto
Anexo 4: Ratio de Calidad Pre proyecto
Tabla 21: Resultados del Ratio de Calidad
FECHA Modelo Unid. Producidas
Unidades defectuosas
% de defectos
%FTQ
03/04/2017 CI-300 95 4 4% 96%
04/04/2017 CI-400 32 9 28% 72%
05/04/2017 CI-400 98 7 7% 93%
06/04/2017 CI-300 83 4 5% 95%
07/04/2017 CI-300 48 2 4% 96%
10/04/2017 CI-400 59 1 2% 98%
11/04/2017 CI-400 60 0 0% 100%
12/04/2017 CI-400 50 1 2% 98%
17/04/2017 CI-300 49 1 2% 98%
18/04/2017 CI-200 75 0 0% 100%
19/04/2017 CI-200 66 2 3% 97%
20/04/2017 CI-400 59 0 0% 100%
21/04/2017 CI-400 52 1 2% 98%
24/04/2017 CI-300 72 2 3% 97%
TOTAL
GENERAL 4% 96%
*FTQ: Calidad a la primera

UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 97
Anexo 5: Nomenclatura del Value Stream Map
Tabla 22: Nomenclatura básica del Value Stream Map
ÍCONO SIGNIFICADO
Localizaciones externas: clientes y
proveedores
Procesos
Transporte
Movimiento de material de un proceso a otro.
Flujo de información manual
Acumulación de inventario
Métricas del Proceso (min)
TEP: 5,10
TMP: 2,44
TTP: 7,54
FTQ: 96%
Contiene los datos del proceso:
TEP: Tiempo Efectivo de Proceso (agregación
de valor)
TPM: Tiempo Muerto de Proceso (falta de
agregación de valor)
TTP: Tiempo Total de Proceso: Sumatoria del
TEP y TPM
FTQ: Calidad a la Primera, porcentaje de
producción que cumple los estándares de
calidad sin reprocesos
Explosión Kaizen: utilizada para identificar
oportunidades de mejora en un proceso
I
I
I
I
I
I
I
I
I
I
I
I
I
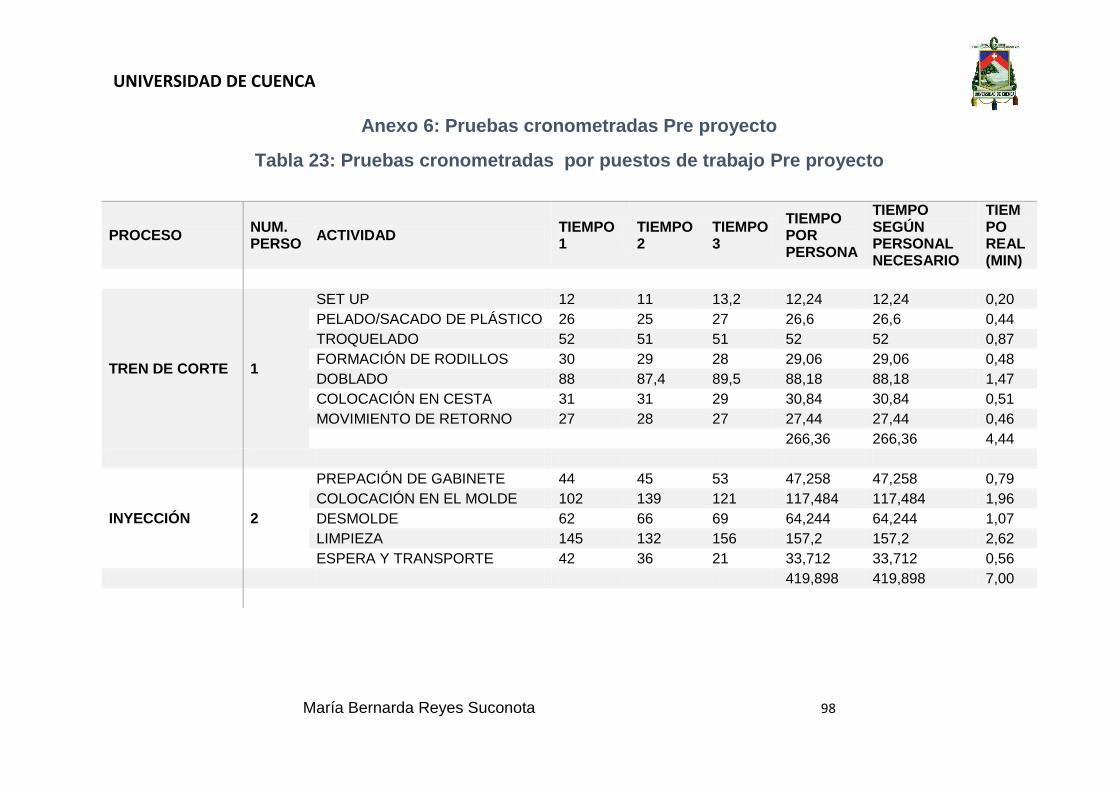
UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 98
Anexo 6: Pruebas cronometradas Pre proyecto
Tabla 23: Pruebas cronometradas por puestos de trabajo Pre proyecto
PROCESO NUM. PERSO
ACTIVIDAD TIEMPO 1
TIEMPO 2
TIEMPO 3
TIEMPO POR PERSONA
TIEMPO SEGÚN PERSONAL NECESARIO
TIEMPO REAL (MIN)
TREN DE CORTE 1
SET UP 12 11 13,2 12,24 12,24 0,20
PELADO/SACADO DE PLÁSTICO 26 25 27 26,6 26,6 0,44
TROQUELADO 52 51 51 52 52 0,87
FORMACIÓN DE RODILLOS 30 29 28 29,06 29,06 0,48
DOBLADO 88 87,4 89,5 88,18 88,18 1,47
COLOCACIÓN EN CESTA 31 31 29 30,84 30,84 0,51
MOVIMIENTO DE RETORNO 27 28 27 27,44 27,44 0,46
266,36 266,36 4,44
INYECCIÓN 2
PREPACIÓN DE GABINETE 44 45 53 47,258 47,258 0,79
COLOCACIÓN EN EL MOLDE 102 139 121 117,484 117,484 1,96
DESMOLDE 62 66 69 64,244 64,244 1,07
LIMPIEZA 145 132 156 157,2 157,2 2,62
ESPERA Y TRANSPORTE 42 36 21 33,712 33,712 0,56
419,898 419,898 7,00

UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 99
ARMADO DE EVAPORADOR
4
ENSAMBLE DE U GRANDE Y U PEQUEÑA
202 189 200 196,8 98,4 3,28
MOVIMIENTOS INNECESARIOS 8 8 8 8,22 4,11 0,14
MOVIMIENTOS INNECESARIOS 7 8 9 7,8 3,9 0,13
TRANSPORTE U GRANDE U PEQUEÑA
32 35 34 34,8 455,45 0,58
SELLADO 193 207 222 206,932 413,864 3,45
454,552 975,724 7,58
COLOCAR CAÑERÍA
2
PREPARACIÓN DEL EVAPORADOR
48 48 53 50,704 25,352 0,85
COLOCACIÓN DE LA CAÑERÍA 249 247 257 252,2 126,1 4,20
HERMETIZADO DEL EVAPORADOR
191 198 181 190,19 95,095 3,17
MOVIMIENTOS 27 25 24 24,4 12,2 0,41
ANILLADO Y PRUEBA DE FUGAS
188 188 189 188,664 94,332 3,14
PRUEBAS DE VACÍO 420 420 420 420 210 7,00
1126,158 563,079 18,77
ARMADO EXTERNO DEL GABINETE
2
ENSAMBLE DE FRONTAL Y POSTERIOR
87 88 88 87,787 43,8935 1,46
COLOCACIÓN DE BASE METÁLICA
125 124 123 126,668 63,334 2,11
BISAGRAS Y CONEXIONES 143 137 131 139,506 69,753 2,33
PRE ENSAMBLES 18 19 20 18,882 9,441 0,31
MOVIMIENTOS 19 19 20 19,3 9,65 0,32
DOBLADO BASE INFERIOR 68 65 68 66,984 33,492 1,12
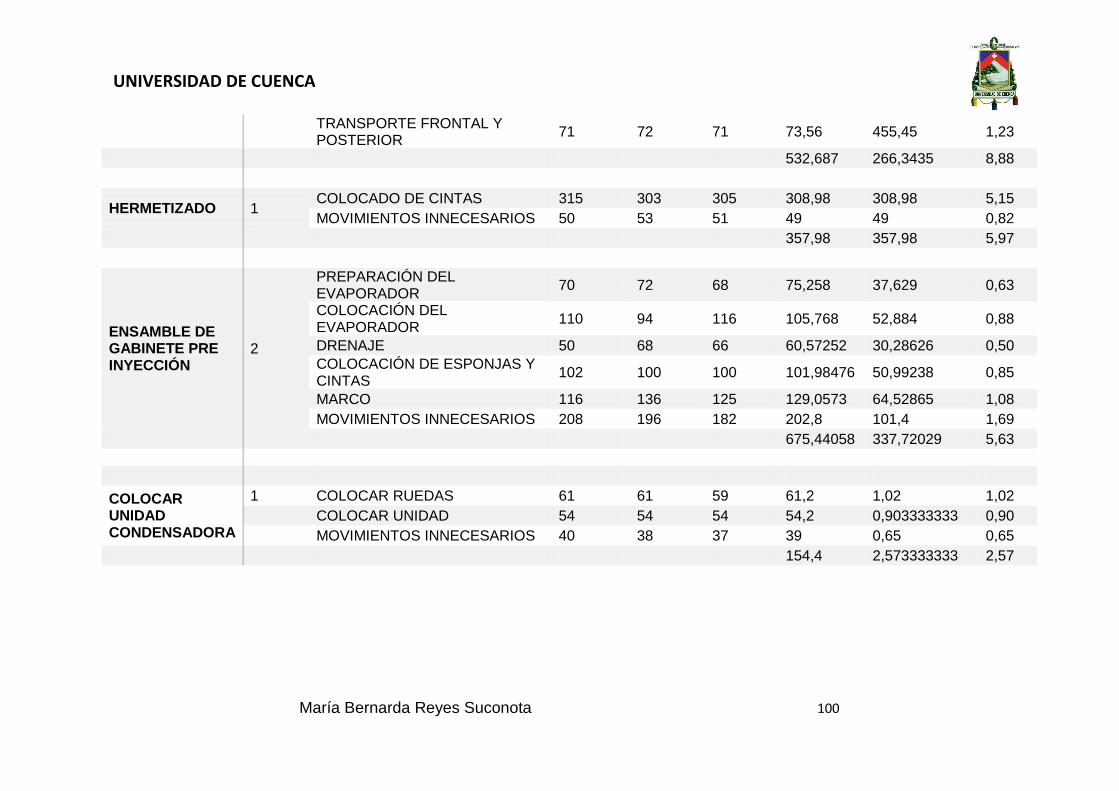
UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 100
TRANSPORTE FRONTAL Y POSTERIOR
71 72 71 73,56 455,45 1,23
532,687 266,3435 8,88
HERMETIZADO 1 COLOCADO DE CINTAS 315 303 305 308,98 308,98 5,15
MOVIMIENTOS INNECESARIOS 50 53 51 49 49 0,82
357,98 357,98 5,97
ENSAMBLE DE GABINETE PRE INYECCIÓN
2
PREPARACIÓN DEL EVAPORADOR
70 72 68 75,258 37,629 0,63
COLOCACIÓN DEL EVAPORADOR
110 94 116 105,768 52,884 0,88
DRENAJE 50 68 66 60,57252 30,28626 0,50
COLOCACIÓN DE ESPONJAS Y CINTAS
102 100 100 101,98476 50,99238 0,85
MARCO 116 136 125 129,0573 64,52865 1,08
MOVIMIENTOS INNECESARIOS 208 196 182 202,8 101,4 1,69
675,44058 337,72029 5,63
COLOCAR UNIDAD CONDENSADORA
1 COLOCAR RUEDAS 61 61 59 61,2 1,02 1,02
COLOCAR UNIDAD 54 54 54 54,2 0,903333333 0,90
MOVIMIENTOS INNECESARIOS 40 38 37 39 0,65 0,65
154,4 2,573333333 2,57
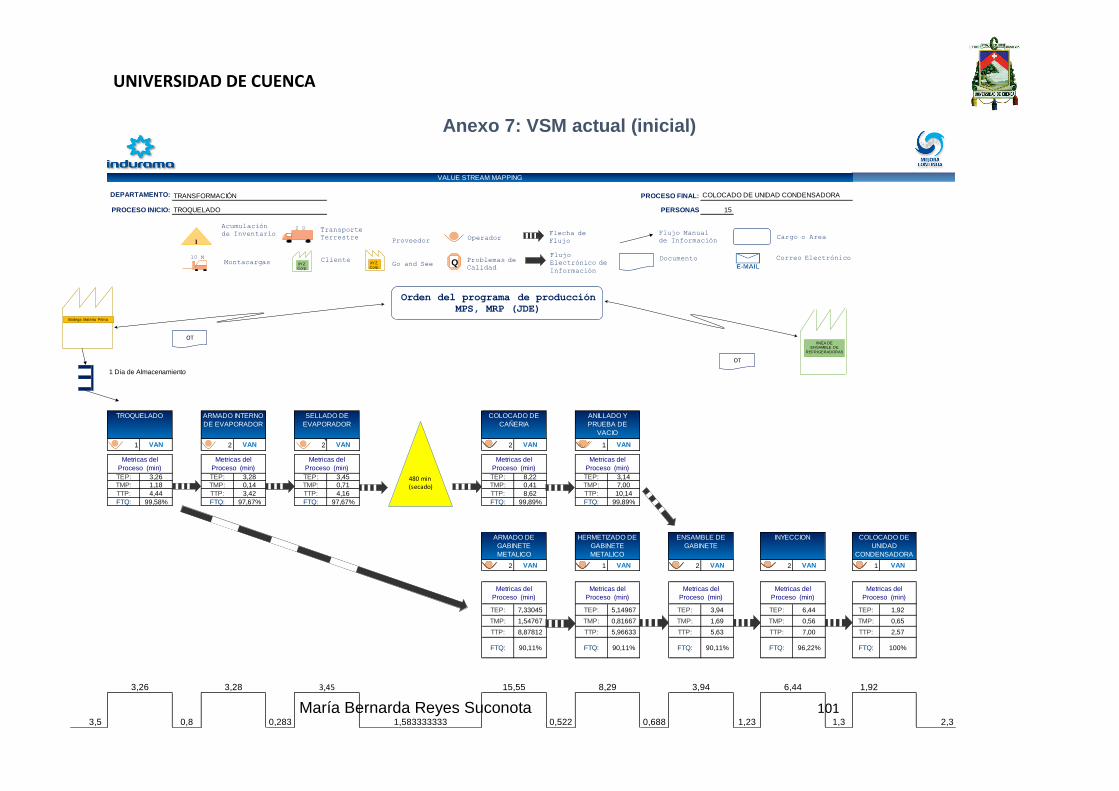
UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 101
Anexo 7: VSM actual (inicial)
DEPARTAMENTO: TRANSFORMACIÓN COLOCADO DE UNIDAD CONDENSADORA
PROCESO INICIO: TROQUELADO 15
1 Dia de Almacenamiento
1 VAN 2 VAN 2 VAN 2 VAN 1 VAN
TEP: 3,26 TEP: 3,28 TEP: 3,45 TEP: 8,22 TEP: 3,14
TMP: 1,18 TMP: 0,14 TMP: 0,71 TMP: 0,41 TMP: 7,00
TTP: 4,44 TTP: 3,42 TTP: 4,16 TTP: 8,62 TTP: 10,14
FTQ: 99,58% FTQ: 97,67% FTQ: 97,67% FTQ: 99,89% FTQ: 99,89%
2 VAN 1 VAN 2 VAN 2 VAN 1 VAN
TEP: 7,33045 TEP: 5,14967 TEP: 3,94 TEP: 6,44 TEP: 1,92
TMP: 1,54767 TMP: 0,81667 TMP: 1,69 TMP: 0,56 TMP: 0,65
TTP: 8,87812 TTP: 5,96633 TTP: 5,63 TTP: 7,00 TTP: 2,57
FTQ: 90,11% FTQ: 90,11% FTQ: 90,11% FTQ: 96,22% FTQ: 100%
1,92
3,5 0,8 0,283 0,522 0,688 1,23 1,3 2,3
8,29 3,94 6,44
1,583333333
Metricas del
Proceso (min)
Metricas del
Proceso (min)
Metricas del
Proceso (min)
Metricas del
Proceso (min)
Metricas del
Proceso (min)
3,26 3,28 3,45 15,55
ARMADO DE
GABINETE
METALICO
HERMETIZADO DE
GABINETE
METALICO
ENSAMBLE DE
GABINETE
INYECCION COLOCADO DE
UNIDAD
CONDENSADORA
Metricas del
Proceso (min)
Metricas del
Proceso (min)
Metricas del
Proceso (min)
Metricas del
Proceso (min)
Metricas del
Proceso (min)
TROQUELADO ARMADO INTERNO
DE EVAPORADOR
SELLADO DE
EVAPORADOR
COLOCADO DE
CAÑERIA
ANILLADO Y
PRUEBA DE
VACIO
VALUE STREAM MAPPING
PROCESO FINAL:
PERSONAS
I
10 M
2 DAcumulación
de Inventario Flecha de
Flujo
Montacargas
Transporte
Terrestre
XYZ Corp.
ClienteXYZ Corp.
Proveedor
Go and See
Operador
Q Problemas de
Calidad
Flujo
Electrónico de
Información
Flujo Manual
de Información
Documento
Cargo o Area
Bodega Materia Prima
OT
Orden del programa de producción
MPS, MRP (JDE)
Correo Electrónico
OT
lINEA DE ENSAMBLE DE
REFRIGERADORAS
480 min(secado)
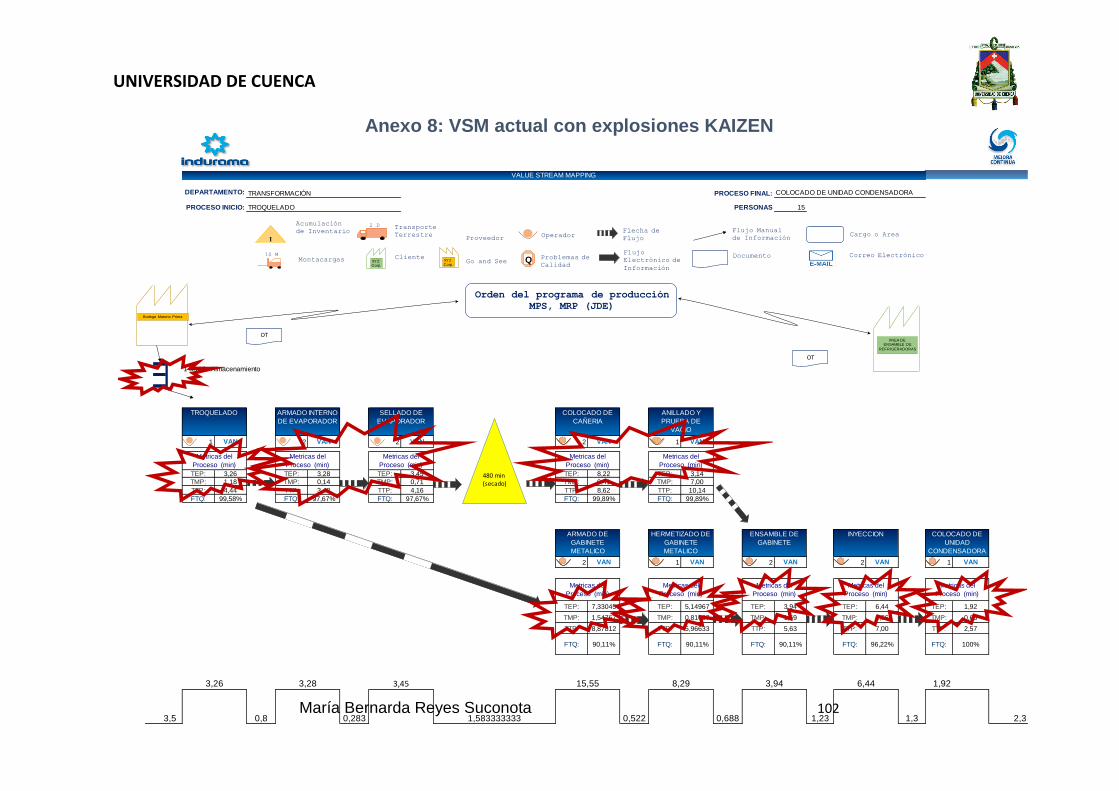
UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 102
Anexo 8: VSM actual con explosiones KAIZEN
DEPARTAMENTO: TRANSFORMACIÓN COLOCADO DE UNIDAD CONDENSADORA
PROCESO INICIO: TROQUELADO 15
1 Dia de Almacenamiento
1 VAN 2 VAN 2 VAN 2 VAN 1 VAN
TEP: 3,26 TEP: 3,28 TEP: 3,45 TEP: 8,22 TEP: 3,14
TMP: 1,18 TMP: 0,14 TMP: 0,71 TMP: 0,41 TMP: 7,00
TTP: 4,44 TTP: 3,42 TTP: 4,16 TTP: 8,62 TTP: 10,14
FTQ: 99,58% FTQ: 97,67% FTQ: 97,67% FTQ: 99,89% FTQ: 99,89%
2 VAN 1 VAN 2 VAN 2 VAN 1 VAN
TEP: 7,33045 TEP: 5,14967 TEP: 3,94 TEP: 6,44 TEP: 1,92
TMP: 1,54767 TMP: 0,81667 TMP: 1,69 TMP: 0,56 TMP: 0,65
TTP: 8,87812 TTP: 5,96633 TTP: 5,63 TTP: 7,00 TTP: 2,57
FTQ: 90,11% FTQ: 90,11% FTQ: 90,11% FTQ: 96,22% FTQ: 100%
1,92
3,5 0,8 0,283 0,522 0,688 1,23 1,3 2,3
6,44
Metricas del
Proceso (min)
COLOCADO DE
CAÑERIA
Metricas del
Proceso (min)
3,94
ENSAMBLE DE
GABINETE
Metricas del
Proceso (min)
HERMETIZADO DE
GABINETE
METALICO
ARMADO DE
GABINETE
METALICO
8,2915,55
ANILLADO Y
PRUEBA DE
VACIO
Metricas del
Proceso (min)
Metricas del
Proceso (min)
VALUE STREAM MAPPING
PROCESO FINAL:
PERSONAS
3,453,26 3,28
Metricas del
Proceso (min)
Metricas del
Proceso (min)
Metricas del
Proceso (min)
TROQUELADO ARMADO INTERNO
DE EVAPORADOR
SELLADO DE
EVAPORADOR
1,583333333
Metricas del
Proceso (min)
Metricas del
Proceso (min)
INYECCION COLOCADO DE
UNIDAD
CONDENSADORA
I
10 M
2 DAcumulación
de Inventario Flecha de
Flujo
Montacargas
Transporte
Terrestre
XYZ Corp.
ClienteXYZ Corp.
Proveedor
Go and See
Operador
Q Problemas de
Calidad
Flujo
Electrónico de
Información
Flujo Manual
de Información
Documento
Cargo o Area
Bodega Materia Prima
OT
Orden del programa de producción
MPS, MRP (JDE)
Correo Electrónico
OT
lINEA DE ENSAMBLE DE
REFRIGERADORAS
480 min(secado)

UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 103
Anexo 9: Pared de Balanceo por actividades inicial
INNECESARIOS
Pared de Balanceo por Actividad Inicial (min)
Gráfico 12
Gráfico 11

UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 104
Anexo 4: Pared de Balanceo por actividad Futura
Gráfico 13
Pared de Balanceo por Actividad Futura pretendida (min)

UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 105
Anexo 11: Detalle de la distribución de actividades
Tabla 24: Anexo 11: Detalle del balance de actividades
Actividad Proceso
proveniente Proceso entregado
Transporte de gabinete a la
línea Todo la sección Troquelado
Doblado de base inferior Armado de
gabinete Troquelado
Sellado de evaporador Sellado de
evaporador
Armado de
evaporador
Transporte de piezas de
evaporador
Sellado de
evaporador
Armado de
evaporador
Colocación de esponjas Ensamble de
gabinete Armado de gabinete
Hermetizado de gabinete Ensamble de
gabinete
Hermetizado de
gabinete
Colocar unidad
condensadora
Colocado de
unidad Inyección
Colocar ruedas Colocado de
unidad Inyección
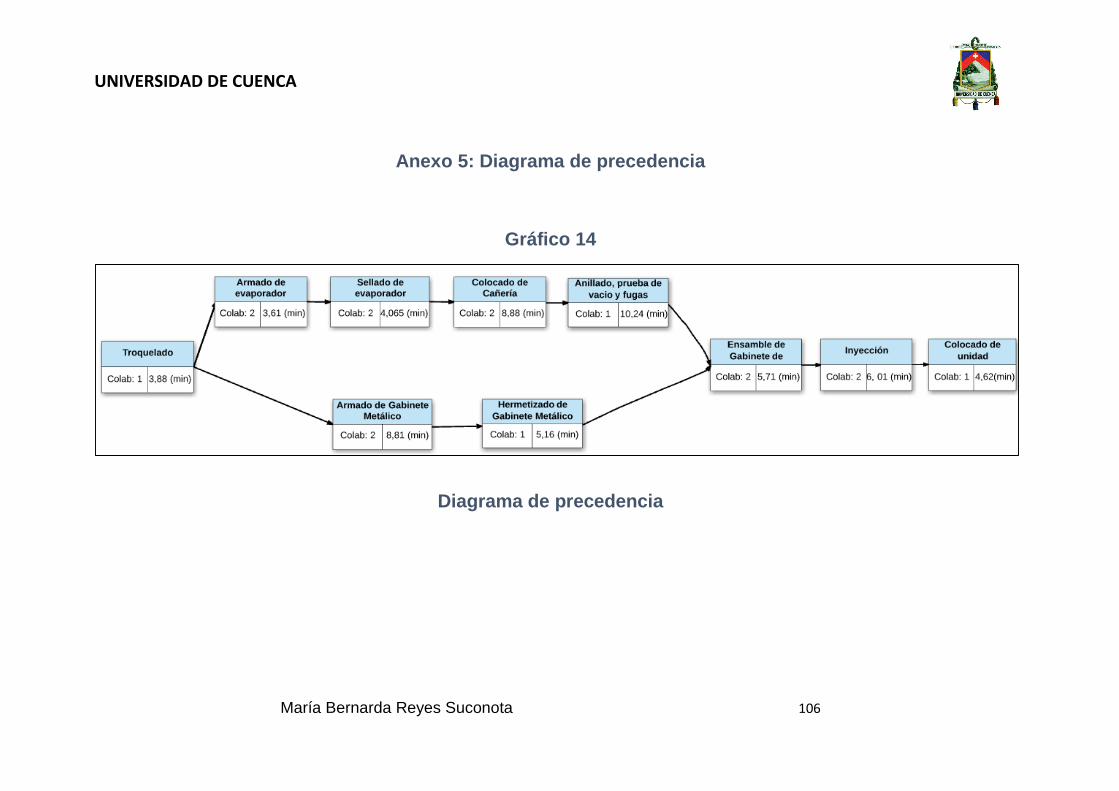
UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 106
Anexo 5: Diagrama de precedencia
Gráfico 14
Diagrama de precedencia

UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 107
Anexo 6: Diseño de racks
Ilustración 31mado de Evaporador
Diseño de rack para Armado de Evaporador Pre proyecto
Ilustración 32seño de rack para Hermetizado Pre proyecto
Diseño de rack para Hermetizado Pre proyecto
ARMADO DE EVAPORADOR
16cm
50cm
21cm 50cm
21cm
51cm
16cm
50cm
21cm 21cm
3cm
10cm
50cm
60cm
4cm
2,5cm
154cm
37cm
HERMETIZADO
29cm
16cm
20cm
59cm
37cm 37cm
15cm
38cm
36cm
16cm
106cm
5cm
101cm
5cm

UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 108
Ilustración 33Diseño de rack para la base inferior del gabinete
Diseño de rack para la base inferior del gabinete Pre
proyecto
Ilustración 34
Diseño de rack para el Armado de Gabinete Pre proyecto
ARMADO DE GABINETE
2,5cm
69cm
42cm
37cm
21cm 37cm
21cm
37cm 37cm
15cm
21cm 21cm
16cm
16cm
147cm
103cm
5cm
BASE INFERIOR GALVANIZADA
66cm
163cm
15cm
15cm
66cm
16cm
60cm
16cm
40cm 15cm
40cm
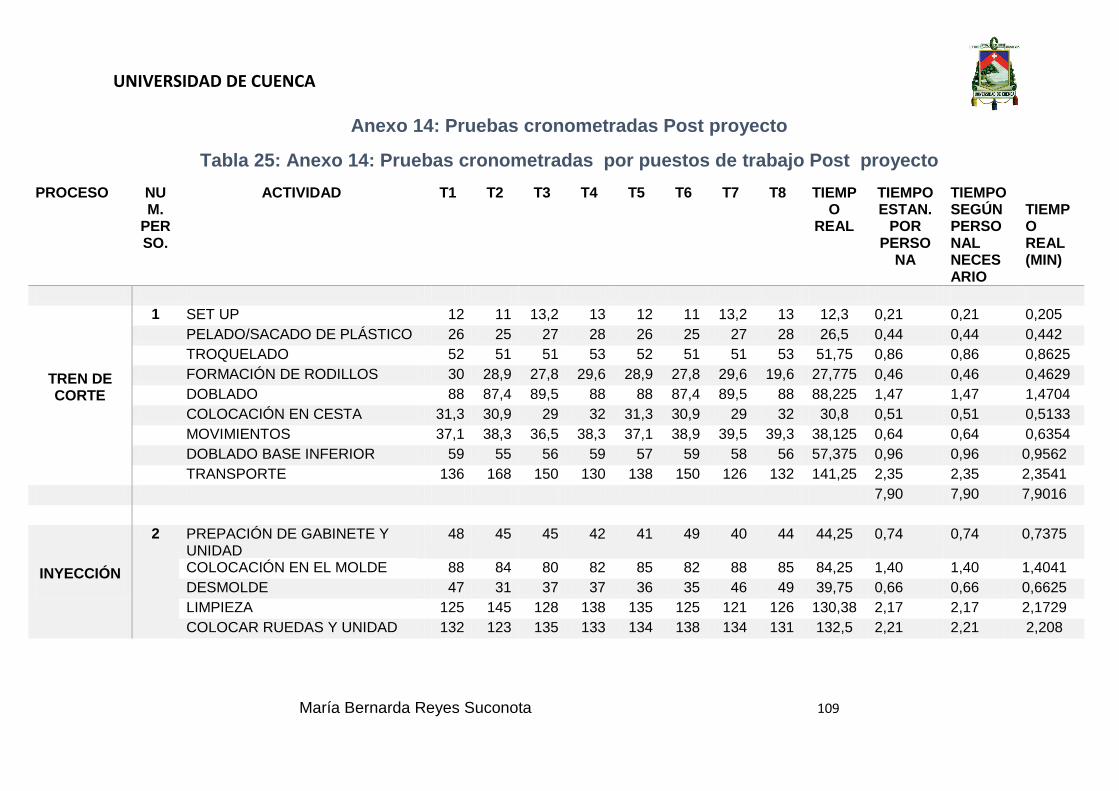
UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 109
Anexo 14: Pruebas cronometradas Post proyecto
Tabla 25: Anexo 14: Pruebas cronometradas por puestos de trabajo Post proyecto
PROCESO NUM.
PERSO.
ACTIVIDAD T1 T2 T3 T4 T5 T6 T7 T8 TIEMPO
REAL
TIEMPO ESTAN.
POR PERSO
NA
TIEMPO SEGÚN PERSONAL NECESARIO
TIEMPO REAL (MIN)
TREN DE CORTE
1 SET UP 12 11 13,2 13 12 11 13,2 13 12,3 0,21 0,21 0,205
PELADO/SACADO DE PLÁSTICO 26 25 27 28 26 25 27 28 26,5 0,44 0,44 0,442
TROQUELADO 52 51 51 53 52 51 51 53 51,75 0,86 0,86 0,8625
FORMACIÓN DE RODILLOS 30 28,9 27,8 29,6 28,9 27,8 29,6 19,6 27,775 0,46 0,46 0,4629
DOBLADO 88 87,4 89,5 88 88 87,4 89,5 88 88,225 1,47 1,47 1,4704
COLOCACIÓN EN CESTA 31,3 30,9 29 32 31,3 30,9 29 32 30,8 0,51 0,51 0,5133
MOVIMIENTOS 37,1 38,3 36,5 38,3 37,1 38,9 39,5 39,3 38,125 0,64 0,64 0,6354
DOBLADO BASE INFERIOR 59 55 56 59 57 59 58 56 57,375 0,96 0,96 0,9562
TRANSPORTE 136 168 150 130 138 150 126 132 141,25 2,35 2,35 2,3541
7,90 7,90 7,9016
INYECCIÓN
2 PREPACIÓN DE GABINETE Y UNIDAD
48 45 45 42 41 49 40 44 44,25 0,74 0,74 0,7375
COLOCACIÓN EN EL MOLDE 88 84 80 82 85 82 88 85 84,25 1,40 1,40 1,4041
DESMOLDE 47 31 37 37 36 35 46 49 39,75 0,66 0,66 0,6625
LIMPIEZA 125 145 128 138 135 125 121 126 130,38 2,17 2,17 2,1729
COLOCAR RUEDAS Y UNIDAD 132 123 135 133 134 138 134 131 132,5 2,21 2,21 2,208

UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 110
ESPERAS Y TRANSPORTE 45 48 50 49 44 49 47 41 46,625 0,78 0,78 0,777
7,96 7,96 7,9625
ARMADO DE
EVAPORADOR
4 RETIRADO DE PLÁSTICOS 33 30 28 29 33 32 34 35 31,75 15,88 0,53 0,529
ENSAMBLE DE U GRANDE Y U PEQUEÑA
75,0 76,0 76 73 78 73 77 78 75,75 37,88 1,26 1,2625
ENSAMBLE BASE Y PERFILES 91,00
85,00
87 88 90 84 95 91 88,875 44,44 1,48 1,48125
SELLADO 217 208 217 220 218 216 210 219 215,63 107,81 3,59 3,59375
TRANSPORTE U GRANDE U PEQUEÑA
35,5 35,5 35,5 35,5 35,5 35,5 35,5 35,5 35,45 455,45 0,59 0,591
MOVIMIENTOS 18 18 15 18 17 17 16 18 17,125 34,25 0,29 0,285
695,70 7,74 7,7429
TRANSPORTE 17 13 16 15 17 16 16 17 15,875 7,94 0,26 0,26458
COLOCAR CAÑERÍA
2 PREPARADO EVAPORADOR 62 62 56 58 58 62 54 58 58,75 29,38 0,98 0,97916
COLOCACIÓN DE LA CAÑERÍA 186 180 179 172 179 180 168 179 177,875
88,94 2,96 2,96458
HERMETIZADO Y ANILLADO 197 204 201 206 210 215 210 210 206,625
103,31 3,44 3,44375
PRUEBAS DE VACÍO 35 38 35 40 30 33 32 30 34,125 17,06 0,57 0,56875
246,63 8,22 8,2208
ARMADO EXTERNO DEL GABINETE
2 ENSAMBLE DE FRONTAL Y POSTERIOR
170 163 160 185 165 175 168 163 168,63 84,31 2,81 2,8105
BISAGRAS Y CONEXIONES 59 55 56 56 57 55 62 56 57 28,50 0,95 0,95
COLOCACIÓN DE BASE METÁLICA
119 95 92 112 114 98 97 101 103,5 51,75 1,73 1,725

UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 111
PRE ENSAMBLES 40 48 42 41 39 40 40 44 41,75 20,88 0,70 0,696
MOVIMIENTOS 20 20 18 20 19 19 20 22 19,75 9,88 0,33 0,3292
TRANSPORTE FRONTAL Y POSTERIOR
70,9 70,9 70,9 70,9 70,9 70,9 70,9 70,9 70,9 455,45 1,18 1,1817
230,76 7,69 7,692
ENSAMBLE DE
GABINETE PREINYECC
IÓN
2 PREPARACIÓN DEL EVAPORADOR
66 68 72 68 71 75 78 73 71,375 1,2098
COLOCACIÓN DEL EVAPORADOR
46 50 46 53 48 45 51 49 48,5 145,18 1,21 0,822
DRENAJE Y HERMETIZADO 35 36 33 32 33 36 37 33 34,375 98,65 0,82 0,5827
COLOCACIÓN DE ESPONJAS Y CINTAS Y HERMETIZADO
118 122 120 112 120 129 121 125 120,875
69,92 0,58 2,0489
MARCO Y HERMETIZADO 179 160 175 168 188 170 169 174 172,88 175,82 351,63 2,930
CARGA 17 12 14 15 16 15 14 12 14,375 14,619 29,239 0,2437
TRANSPORTE 17 15 16 13 16 18 17 15 15,875 16,145 32,290 0,2691
14,375 486,380 0 8,106

UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 112
Anexo 15: Pared de Balanceo por actividades futura Post proyecto
Gráfico 15
Pared de Balanceo por actividades futura Post proyecto

UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 113
Anexo 7: Causas de paras Post proyecto
Gráfico 16
Causas de paras por Armado de Evaporador Post proyecto
Gráfico 17
Causas de paras por Colocado de Cañería Post proyecto
Gráfico 18
Causas de paras Armado de Gabinete Post proyecto

UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 114
Anexo 8: Ratio de Rendimiento Post Proyecto
Tabla 26: Resultado del Ratio de Rendimiento Post Proyecto
MODELO
FECHA CANT PROC
ESADA
TIEMPO PROGRAMADO
TIEMPO REAL
LABORADO
TIEMPO DE
PARAS
TIEMPO TRABAJ
ADO (MIN)
TIEMPO UNIT POR
GABINETE INYECTADO
PROD ESPER
ADA
CANT REAL
EFICIENCIA
CI-400 01/11/2017 50 8:00:00 8:00:00 1:00:00 420 0:08:20 50 50 100%
CI-400 06/11/2017 49 8:00:00 8:00:00 1:15:00 405 0:07:07 48 49 100%
CI-400 07/11/2017 51 8:00:00 8:00:00 0:25:00 455 0:08:39 54 51 94%
CI-400 14/11/2017 52 8:00:00 8:00:00 0:15:00 465 0:08:07 55 52 94%
CI-400 15/11/2017 50 8:00:00 8:00:00 0:35:00 445 0:08:54 53 50 94%
CI-300 16/11/2017 50 8:00:00 8:00:00 0:45:00 435 0:08:42 52 50 97%
CI-300 17/11/2017 50 8:00:00 8:00:00 0:15:00 465 0:09:18 55 50 90%
CI-300 20/11/2017 50 8:00:00 8:00:00 0:15:00 465 0:09:18 55 50 90%
CI-400 21/11/2017 52 8:00:00 8:00:00 0:15:00 465 0:08:57 55 52 94%
CI-400 22/11/2017 51 8:00:00 8:00:00 0:35:00 445 0:08:44 53 51 96%
CI-400 23/11/2017 50 8:00:00 8:00:00 0:15:00 465 0:09:18 55 50 90%
CI-400 24/11/2017 50 8:00:00 8:00:00 0:15:00 465 0:09:18 55 50 90%
CI-200 27/11/2017 50 8:00:00 8:00:00 0:15:00 465 0:09:18 55 50 90%
CI-300 28/11/2017 50 8:00:00 8:00:00 0:15:00 465 0:09:18 55 50 90%
CI-400 29/11/2017 50 8:00:00 8:00:00 0:35:00 445 0:08:54 53 50 94%
CI-400 30/11/2017 54 8:00:00 8:00:00 0:10:00 470 0:08:42 56 54 97%
PROM 0:21:09 0:08:50 93,88%
Anexo 18: Ratio de Disponibilidad Post Proyecto
Tabla 27: Resultado del Ratio de Disponibilidad Post Proyecto
MODELO
FECHA HORAS PROGRAMADAS
HORAS REALES
TIEMPO DE
PARA
INDICADOR CON HORAS
PROGRAMADAS
INDICADOR CON
HORAS REALES
CI-300 23/10/2017 8:00:00 8:00:00 0:10:00 98% 98%
CI-300 24/10/2017 8:00:00 8:00:00 0:10:00 98% 98%
CI-400 26/10/2017 8:00:00 8:00:00 0:10:00 98% 98%
CI-200 27/10/2017 8:00:00 8:00:00 0:10:00 98% 98%
CI-400 30/10/2017 8:00:00 8:00:00 0:10:00 98% 98%
CI-400 01/11/2017 8:00:00 8:00:00 1:00:00 88% 88%
CI-400 06/11/2017 8:00:00 8:00:00 1:15:00 84% 84%
CI-400 07/11/2017 8:00:00 8:00:00 0:25:00 95% 95%

UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 115
CI-400 14/11/2017 8:00:00 8:00:00 0:15:00 97% 97%
CI-400 15/11/2017 8:00:00 8:00:00 0:35:00 93% 93%
CI-300 16/11/2017 8:00:00 8:00:00 0:45:00 91% 91%
CI-300 17/11/2017 8:00:00 8:00:00 0:15:00 97% 97%
CI-300 20/11/2017 8:00:00 8:00:00 0:15:00 97% 97%
CI-400 21/11/2017 8:00:00 8:00:00 0:15:00 97% 97%
CI-400 22/11/2017 8:00:00 8:00:00 0:35:00 93% 93%
CI-400 23/11/2017 8:00:00 8:00:00 0:15:00 97% 97%
CI-400 24/11/2017 8:00:00 8:00:00 0:15:00 97% 97%
CI-200 27/11/2017 8:00:00 8:00:00 0:15:00 97% 97%
CI-300 28/11/2017 8:00:00 8:00:00 0:15:00 97% 97%
CI-400 29/11/2017 8:00:00 8:00:00 0:35:00 93% 93%
CI-400 30/11/2017 8:00:00 8:00:00 0:10:00 98% 98%
CI-400 01/12/2017 8:00:00 8:00:00 0:10:00 98% 98%
CI-400 02/12/2017 8:00:00 8:00:00 0:10:00 98% 98%
CI-400 04/12/2017 8:00:00 8:00:00 0:10:00 98% 98%
CI-400 05/12/2017 8:00:00 8:00:00 0:20:00 96% 96%
CI-400 06/12/2017 8:00:00 8:00:00 0:10:00 98% 98%
PROM 0:21:09 96% 94,27%
Anexo 19: Ratio de Calidad Post Proyecto
Tabla 28: Resultado del Ratio de Calidad Post Proyecto
FECHA MODELO UNIDADES PRODUCIDAS
UNIDADES DEFETOSAS
% DE NO CALIDAD
% CALIDAD
01/11/2017 CI-400 50 5 10% 90%
06/11/2017 CI-400 49 6 12% 88%
07/11/2017 CI-400 51 0 0% 100%
14/11/2017 CI-400 52 7 13% 87%
15/11/2017 CI-400 50 0 0% 100%
16/11/2017 CI-300 50 6 12% 88%
17/11/2017 CI-300 50 0 0% 100%
20/11/2017 CI-300 50 0 0% 100%
21/11/2017 CI-400 52 5 10% 90%
22/11/2017 CI-400 51 0 0% 100%
23/11/2017 CI-400 50 3 6% 94%
24/11/2017 CI-400 50 2 4% 96%
27/11/2017 CI-200 50 0 0% 100%
28/11/2017 CI-300 50 0 0% 100%
29/11/2017 CI-400 50 3 6% 94%
TOTAL GENERAL
4,89% 95,11%

UNIVERSIDAD DE CUENCA
María Bernarda Reyes Suconota 116
Anexo 20: VSM final
DEPARTAMENTO: TRANSFORMACIÓN INYECCION
PROCESO INICIO: TROQUELADO 11
1 Dia de Almacenamiento
1 VAN 2 VAN 2 VAN
TEP: 4,71 TEP: 6,87 TEP: 7,96
TMP: 3,19 TMP: 0,88 TMP: 0,26
TTP: 7,90 TTP: 7,74 TTP: 8,22
FTQ: FTQ: 99,87% FTQ: 99,79%
2 VAN 2 VAN 2 VAN
TEP: 6,18125 TEP: 7,59 TEP: 7,19
TMP: 1,51083 TMP: 0,51 TMP: 0,78
TTP: 7,69208 TTP: 8,11 TTP: 7,96
FTQ: 100,00% FTQ: 99,47% FTQ: 95,91%
2,3
INYECCION
Metricas del
Proceso (min)
0,2833333330,316666667 0,12
ARMADO DE
GABINETE
METALICO
Metricas del
Proceso (min)
ENSAMBLE DE
GABINETE
0,116666667
7,194,71 7,59
Metricas del
Proceso (min)
6,87 14,14
Metricas del
Proceso (min)
TROQUELADO ARMADO INTERNO
DE EVAPORADOR
Metricas del
Proceso (min)
COLOCADO DE
CAÑERIA
Metricas del
Proceso (min)
VALUE STREAM MAPPING
PROCESO FINAL:
PERSONAS
I
10 M
2 DAcumulación
de Inventario Flecha de
Flujo
Montacargas
Transporte
Terrestre
XYZ Corp.
ClienteXYZ Corp.
Proveedor
Go and See
Operador
Q Problemas de
Calidad
Flujo
Electrónico de
Información
Flujo Manual
de Información
Documento
Cargo o Area
Bodega Materia Prima
OTOrden del programa de producción
MPS, MRP (JDE)
Correo
lINEA DE ENSAMBLE DE
REFRIGERADORAS
480 min(secado