UNIT - IV - WikispacesIV+Final...However there was no significant difference in size, ... GMP and...
32
UNIT - IV HEALTHY PASTRY: ―SAMOSA” Product Commercialisation TEAM - C Ajinkya Bande Ibtisam Alzahrani Lili Zhai Lu Chen Marilena Psylou Yushan Yang
Transcript of UNIT - IV - WikispacesIV+Final...However there was no significant difference in size, ... GMP and...

UNIT - IV
HEALTHY PASTRY: ―SAMOSA”
Product Commercialisation
TEAM - C
Ajinkya Bande
Ibtisam Alzahrani
Lili Zhai
Lu Chen
Marilena Psylou
Yushan Yang
SUMMARY
In order to examine the consumer acceptability of the healthy samosa the market comparison test
was conducted i.e. comparison of market products with the test product. The three samples (1 test sample
and 2 market samples) were assessed by subjecting them to preference rating test in which 36 untrained
assessors assessed the product on 8 attributes viz. golden surface, size, crispiness, soft filling, oiliness,
spiciness, saltiness and overall acceptability. The statistical analysis revealed that Sample A (Test sample)
and Sample M1 (Maysum vegetable samosa) are significantly different in golden surface from Sample
M2 (Maysum chicken samosa) whereas Sample A was significantly different from Sample M1 and M2 in
terms of crispiness. However there was no significant difference in size, soft filling, oiliness, saltiness and
surprisingly in overall acceptability as well, which was the major attribute which was to be assessed
during market comparison.
The main intrinsic factors used to determine samosas shelf life are the water activity, the enzymes
activity, the microbial population and the pH. The extrinsic factors which also affect the shelf life of the
product are the temperature, the relative humidity and the light. The extrinsic factors are closely
correlated to the microbial population and the enzymes activity. Accelerated shelf life tests will be
conducted in order to determine the shelf life of the samosas. The characteristic which is going to be
tested in the samosas ASLT is lipid oxidation, because it is the main cause of off-flavors and aromas that
may be created during storage. Peroxide value measurements will be used to determine the shelf life of
the samosas. Furthermore, the shelf-life of a food product is closely connected to the nature of the food,
the type of package and the environment surrounding the packaged product during storage and
distribution. The packaging material which will be used for primary packaging is Low-density
polyethylene (LDPE), the secondary packaging will be carton boxes made of corrugated paperboard and
the tertiary packaging will be shipping containers.
The report also examines the compliance of the preparation of samosa pastry to the food safety
legislations implemented in the United Kingdom and the European Union. Intended for public
consumption, samosa pastry and the procedures of its preparation in a manufacturing facility are required
to conform to the provisions of the applicable legislations. The food safety legislations in the UK are the
Food Safety Act 1990, Food Production (Safety) Regulation 2002, General Food Regulations of 2004,
Food Labelling Regulations 1996, and The Trade Descriptions Act 1968. On the other hand, the General
Food Law Regulation (EC) 178/2002 and its amending acts, Regulations (EC) 1642/2003, 575/2006,
202/2008, and 202/2008; Framework Directive 89/109/EEC, Regulation (EC) 1935/2004 European
Parliament and Council Directive 2000/13/EC which was amended by Commission Directive
2001/101/EC and Directive 2003/89/EC, and Commission Directive 2005/26/EC are also implemented in
the UK as a member state to the European Union. Furthermore, the procedure in preparing the samosa
pastry was examined from the time the crops are prepared, cooked, and packed. The materials for
packaging the pastry was analyzed if safe to be used as food container.
GMP and GHP are the prerequisite programs, providing the foundation for HACCP plan,
potentially growing business and ensuring job security. GMP & GHP manual is able to provide
information for preventing unacceptable health hazards or eliminating them from food. This manual was
correlated with corrective actions of HACCP, processing layout, and quality control to make sure the
production processing has met quality specifications and safety requirements. Sanitary practice, hygienic
requirements of equipments, facilities, persons and environment, and food safety practice are involved
and specified in the GMP&GHP manual for samosa production by looking at industry processing flow
chart and layout.
HACCP is a systematic preventive approach to food safety and pharmaceutical safety that
addresses physical, chemical, and biological hazards as a means of prevention rather than finished product

inspection. HACCP is used in the food industry to identify potential food safety hazards, so that key
actions can be taken to reduce or eliminate the risk of the hazards being realized. The action or control
steps are basically the GMP‘s and GHP‘s followed during the processing of food which ensures the
soundness of the product. The HACCP plan consists of assembly of HACCP team, description and
intended use of the product, steps for identification of hazards and decision tree or questionnaire for
Critical Control Point (CCP) with their critical limits, methods for monitoring, corrective action if they
surpass the limit and record keeping and documentation of records. HACCP can serve better when
accompanied with a quality control plan.
Quality Control is an approach occurs throughout the production process. The main objective of
the Quality Control Plan is to have the right tools and systems to collect the right information to make
sure the quality and safety of our products along with the production process, as well as provide possible
solutions for on-line monitoring and a well documented trail of the production process. This Quality
Control Plan does not solely consist of a review after a product is completed, but also includes all the
details of parameters to measure, control limits of parameters, locations, devices, techniques, frequencies
of verification, test methods, a list of equipment that is verified as well as valid requirements which
guarantee this plan to fits into an overall framework for monitoring quality and safety.
MARKET PRODUCT COMPARISON TEST
In order to examine the consumer acceptability of the healthy samosa the market comparison was
conducted. The comparison test was conducted between the team frozen samosa and two types of market
frozen samosas; first one is Maysum vegetable samosas the second one is Maysum chicken samosas. 36
untraind assessors participated in the market comparison test each assessor has to judge three samples
separately once and on the same day.
A preference test was conducted by using assessors to assess each of these attributes stated: golden
surface, size, crispiness, soft filling, oiliness, spiciness, saltiness and overall acceptability by using 9-point
hedonic scale.
The test samosas were prepared and fried half fry and stored frozen at -18°C for approximately 24
hours before testing. On the same day of sensory the samosas were baked for 15 minutes at 180°C in the
oven. The whole samosas were served to the assessors to allow them to assess all the attributes. The
temperature of the samosa was maintained by keeping the samosas in oven at 60°C. All the samosas were
presented in the same manner. The assessors were provided with samples coded with 3 digit codes and
care was taken that the identity of any product is not disclosed.
The assessor had to assess the attribute by answering the questionnaire that was designed by using
Compusense five is shown below. Higher the scores mean more preference by the consumer as it shown
below:
Dislike
extremely
Dislike
very
much
Dislike
moderately
Dislike
slightly
Neither
like nor
dislike
Like
slightly
Like
moderately
Like
very
much
Like
extremely
1 2 3 4 5 6 7 8 9
Q1. How do you think the golden surface of the sample?
Q2. How do you think the size of the sample?

Q3.How do you think the crispiness of the product?
Q4.How do you think the soft filling of the product?
Q5.How do you think the oiliness of the product?
Q6.How do you think the spiciness of the product?
Q7.How do you think the saltiness of the product?
Q8. How do you think the overall acceptability of product?
The results were computed using R statistics. The Tukey‘s test for additivity was done to
determine if there is any significant interaction effect followed by single factor within subject‘s analysis
of variance (ANOVA). If both tests gave significant results then the data was further subjected to
Friedman two-way ANOVA by ranks test and was then subjected to Tukey‘s HSD by ranks test in order
to determine the absolute differences between the sums of the ranks on the samples only when Friedman
two-way ANOVA by ranks test was giving significant result. If the Tukey‘s additivity test didn‘t give
significant results and ANOVA gave significant results then Tukey‘s HSD by ranks test was carried out.
The Results computed using R statistics are as follows-
Attributes Golden
Surface
Size Crispiness Soft
Filling
Oiliness Spiciness Saltiness Overall
Acceptability
Results Sample A&
M1
significantly
different
than M2.
No
difference
between A
& M1
No
significant
difference
among the
samples
Sample A
significantly
different
from M1 &
M2
No
significant
difference
among the
samples
No
significant
difference
among the
samples
No
significant
difference
among the
samples
No
significant
difference
among the
samples
No
significant
difference
among the
samples
Average Ratings for the Overall acceptability of the three sample samosas are as follows-
Sample A=>Healthy Pastry:
Samosa
M1=>Maysum
vegetable samosa
M2=> Maysum
chicken samosa
Mean 6.67 7.08 7.25
From the results sample A (test sample), M1 (Maysum veg. samosa) and M2 (Maysum chicken
samosa) have no significant difference in size, soft filling, oiliness, saltiness and overall acceptability.
However, there is significant deference in golden surface and crispiness among the samples. The obvious
reason behind this is the process followed for making healthy samosa (Sample A) is baking and healthy
ingredients (whole meal flour), which gives a bit uneven golden surface (because of baking) and a bit
lower crispiness (because of baking and ingredients). Surprisingly, even two fried market samosas (M1 &
M2) had significant difference between their golden surfaces which makes decision more clear, with all
these results in hand however there was no significant difference between the overall acceptability of the
samples which means that product is acceptable even with a bit of less crispiness but with healthier
ingredients and healthier attributes like less oiliness and less saltiness.

INTRINSIC AND EXTRINSIC FACTORS AFFECTING SHELF-LIFE
AND METHOD TO MONITOR THEM
According to the Institute of Food Science and Technology (IFST) in UK, shelf life is defined as
―the period of time during which the food product will remain safe; be certain to retain desired sensory,
chemical, physical, microbiological and functional characteristics; and comply with any label declaration
of nutritional data when stored under the recommended conditions‖. During the period of shelf life, all
food characteristics are acceptable by the consumer. ―Best before‖, with an indication of the date, is used
in the food package in order to define the date until the product maintains its properties as long as it is
properly stored. The ―Used by‖ indication is used for perishable microbiologically products with a sort
shelf life. It is important that the description of the storage conditions should be clearly mentioned on the
product label. After the end of ―Used by‖ date, those products must not be distributed.
The main difference between the two types of mentioning shelf life on the product label is that the
food after the ―best before‖ date can be still consumed without causing any harm to consumer, but the
quality of the product is lower than the quality that the food industry characterizes as desirable. The food
after the ―used by‖ date is dangerous for consumption (Brody and Lord 1999). The factors which control
shelf life are the intrinsic and the extrinsic factors. The intrinsic factors have to do with the product
formulation and the processing conditions. Frozen samosas are characterized as perishable food because
they must be kept at freezer temperatures in order to have a longer shelf life. The most important intrinsic
parameters are water activity (aw), pH, enzymes activity, the microorganisms and the O2 content. The
intrinsic factors can be controlled by the right selection of raw materials and the proper modification of
processing parameters.
The extrinsic factors, which control the degree of spoilage reactions, can be temperature, relative
humidity and the light. Temperature is a factor of crucial importance because it monitors the level of
deteriorative reactions. The packaging material can influence the temperature of the product. The
packaging materials which are used for frozen products such as samosas have insulating qualities and are
able to prevent heat transfer into the frozen product. Relative humidity (RH) is another important extrinsic
factor and it can affect the water activity of the product. Packaging material for frozen products such as
flexible plastic materials can be an effective way to exclude moisture from the product, but none is
completely impermeable. In that way, the shelf life of foods with low aw is decreased. Light is responsible
for many deteriorative reactions, such as off-flavor and aroma development. For that reason the packaging
materials are coated with dyes which absorb light at a certain wavelength and protect the product.
(Robertson 2010, Sun 2006, Murrell et al. 2004, Hough 2010)
Enzymatic reactions are another deteriorative factor for frozen packaged foods which contain
vegetables, and they are accelerated by the conditions on the surrounding environment, such as
temperature and aw. Furthermore, due to the fact that the samosa vegetable filling is already cooked, most
of the enzymes are inactivated. However, if the cooking procedure of the filling hasn‘t been properly
conducted, there will be some remaining enzymes such as peroxidase, polyphenoloxidase and
lipoxygenase, which will develop off-flavors and aromas during freeze storage. The peroxidase level
activity test is used in order to determine and monitor quality changes in frozen vegetable products. When
the peroxidase level is increased, then that indicates alterations in flavor, color and texture of the product.
Peroxidase level is measured before cooking as a control measurement for indicating the effectiveness of
cooking. For an adequate cooking process, there must be a loss of 95% of the peroxidase activity
(Muftugil 1985). Sweet potatoes contain a large amount of b-carotene which can be oxidized by the
presence of lipoxygenase (Aziz et al. 1999). The ascorbic acid of sweet potatoes is susceptible to
oxidation by the enzyme polyphenoloxidase in the presence of oxygen. By controlling the environmental
conditions during storage and with the aid of the preprocessing control, the enzymatic reactions can be

inhibited. In addition to that, the use of packaging materials which retain low temperature and act as
moisture barriers can increase the shelf life of the product. Furthermore, the appropriate packaging
material can retain the volatile compounds of the products and exclude the odors from the surrounding
environment. (Hui et al. 2003)
Samosas after prolong storage present physical changes as far as their appearance is concerned.
The main deterioration effect of freeze storage on the samosa is the burst freezing effect of prolonged
storage. Samosas are liable to physical changes during storage due to re-crystallization and sublimation.
In that way, ice crystals grow bigger outside and inside the product and that leads to product dehydration
and increased oxidative activity. Those two phenomena can be avoided by proper control of the
temperature (Hui et al. 2003).
Microorganisms can cause spoilage to foods depending on the nature of the food and the storage
conditions. The rate of spoilage and the ability of microorganisms to grow at frozen foods have to do with
the intrinsic and the extrinsic parameters. At lower temperatures the degree of microbial growth is
decreased and for that reason frozen foods have longer shelf life. Cooking of the vegetable filling leads to
a 100-to 1,000 fold reduction in the microbial population. However, the freezing procedure doesn‘t lead to
any significant decrease in the microbial population of cooked, frozen vegetables. The number of
microbial population in frozen cooked vegetables may be from 104 to 10
6 cfu g
-1. The types of
microorganisms which can grow in frozen processed vegetables are Enterobacter spp., Pseudomonas
spp., Bacillus spp., micrococci and lactic acid bacteria. Bacteria such as Salmonella, Staphylococci, E.
coli and Listeria monocytogenes are detected in frozen processed vegetables, only as an indication of poor
hygiene practices in the industry. The microbiological limits for E. coli and L. monocytogenes are 100cfu
g-1
. The type of microorganisms which can be found in dehydrated vegetables such as soya chunks are
mesophilic, aerobic bacteria with microbial population between 104 to 10
6 cfu g
-1. The origin of the
contamination is the raw material, the processing procedure and the storage conditions. The types of
microorganisms that can be found in dehydrated vegetables are Enterobacteriaceae, Pseudomonads,
Bacillaceae which is a thermophilic, spore forming bacteria and can survive blanching. Molds, yeasts and
fungal contamination can also be found in dehydrated vegetables. Dehydrated vegetables are thought to
be quiet safe. The main problem in their use is when rehydrated, due to high water activity; they can be
potential source of pathogenic microorganisms. For that reason it is very important to maintain good
hygiene practices throughout the whole production and storage process (Lund et al. 2000). In addition to
the previous analysis, it is important to maintain constant and proper conditions not only during product
storage, but also during distribution (temperature, humidity, etc) in order to secure the product‘s shelf life.
As far as the determination of frozen samosas shelf life is concerned, it is quite difficult to be
predicted in comparison to fresh or chilled foods. The main reason is the fact that many deterioration
mechanisms are involved in frozen foods, such as the enzymatic deterioration, the water migration during
freezing and storage, the water re-crystallization, the remaining unfrozen water and the microbial
spoilage. The main deterioration mechanisms for frozen dough products are lipid oxidation, the burst from
freezing, the loss of fresh aroma and the leathery texture. In fresh foods the main spoilage mechanism that
affects shelf life determination is the microbial deterioration. Storage temperature of frozen samosas is -
18°C, but this temperature is possibly to rise during distribution and rise even more when the consumer
enters the food chain. Furthermore, the temperature of frozen foods can rise up to 40°C during
transportation at home and the food surface may start thawing. There are more temperature fluctuations
due to the fact that domestic freezer is not as accurate as the retail one. In that way, the shelf life of the
product can be shorter in comparison to products which are properly stored at constant temperatures.
The method which would be used for testing the shelf life of frozen samosas is the Accelerated
Shelf Life Testing (ASLT). According to ASLT, laboratory experiments take place where the
environmental conditions (extrinsic factors) are accelerated by a known factor, such as temperature, and

in that way the samosas deteriorate at a faster rate. The effects that the accelerated extrinsic factors have
on the test product can be quantified, the range of the acceleration can be calculated and the ―true‖ shelf
life of the product can be determined under normal conditions. The physical changes, such as the mouth
feel, the change in flavor or color and all the other criteria for product failure, make the product
unacceptable for the consumer. In that way, shelf life is the time needed for the product to show signs of
failure. The reason why ASLT is needed is that testing the shelf life of frozen foods, which have shelf
lives of many months or one year, would require long lasting and high cost trials (Robertson 2010)
(Hough 2010). The characteristic which is going to be tested in the samosas ASLT is lipid oxidation,
because it is the main cause of off-flavors and aromas that may be created during storage. The sunflower
oil will be extracted from the sample by using the Soxhlet method and then the peroxide value of each oil
sample will be determined.
Peroxide value is used as a method of assessing rancidity reactions in oil during storage. It is
useful in order to determine the extent of deterioration reactions which will produce off-flavors and
aromas in the frozen product. The oil, which is contained in the samosas, starts to autoxidating during
storage. Due to the fact that sunflower oil contains a high degree of monounsaturated and polyunsaturated
fatty acids is more susceptible for autoxidation. Peroxide value is a measurement of the autoxidation of
oils. The autoxidation reaction is a free radical reaction with oxygen and the products of that reaction are
hydroperoxides, which can break down and form low-molecular compounds such as aldehydes, free fatty
acids and ketones. All these products cause autoxidative rancidity and the peroxide value is used to
measure the hydroperoxides in the product. In that way, peroxide value is a very useful measurement for
the determination of shelf-life of a frozen product. The content of peroxides is expressed in
milliequivalents peroxidic oxygen per kg of sample. Fresh oil should have a peroxide value<10meq/kg.
When the peroxide values are higher than 20 or 40 meq/kg, it is characterized as rancidity.
The experiment design which will be conducted for measuring the peroxide value change in the
samosas is described below:
Six samples are kept at 60°C, 6 samples are kept at 4°C and 6 samples are kept at 40°C for 35
days each. On the first day of the experiment 2 samples from each temperature are used for oil extraction
and on the next day of the experiments the oil which has been extracted is used for peroxide value
determination. After the determination of the peroxide value of the first samples the team is going to
determine the gaps between the experiment days.
The experimental design is described below:
The oil is extracted from the samosa sample and then the oil sample is put into an Erlenmeyer flask.
Acetic acid-chloroform solution is added and then is added KI solution and distilled water.
The method is based on the measuring of the iodine which is produced by the reaction of peroxides with
potassium iodine and the solution gets a yellow color:
KI + ROOH => ROH + K0H + I2
After that step the solution is titrated with sodium thiosulphate solution, almost until the yellow iodine
colour disappears:
2Na2S2O3 + I2 => Na2S4O6 + 2 NaI
The acetic acid is added in order to react with the base OH- which is formed by the hydrolysis of KOH.
After the titration, sodium lauryl sulphate (SDS) is added and then starch indicator solution is added (blue
color). The titration continues with constant agitation and the thiosulphate solution is added until the blue
color disappears.
The calculation of the peroxide value is based on the formulation:
Peroxide value (milliequivalents peroxide/1000g sample) = Sx M x 1000/sample (g)
Where,
S = volume of titrant, mL of sample
M= normality of sodium thiosulphate solution = 0.01M (Wydler)
Recent researches (Calligaris et al. 2004) have shown that as time passes the peroxide value of sunflower
oil increases. Furthermore, it is expected that the peroxide value of the samples stored at 40°C and 60°C
reaches its peak increase more quickly than the peroxide value at 4°C and in shorter time. The Arrhenius
equation is used in order to describe the temperature dependence of peroxide production rate per day. The
apparent zero-order rate constants of peroxide formation (kPV) can be described as a function of
temperature, lnkPV= f(T-1
) between -18°C and 40°C.
In that way: KPV = k0e(-E
a/RT)
, where k is the reaction rate constant; R is the molar gas constant
(8.31J/K/mol); T is the absolute temperature (K); Ea is the activation energy (J/mol); and k0 is the
frequency factor. The assumption which is made in order to apply the Arrhenius equation for shelf-life
experiments is that except for temperature, all the other factors should be constant. After the peroxide
value measurement the shelf-life of the samosas will be determined.
PACKAGING
Packaging plays a vital role for the proper storing of frozen foods. The selection of the appropriate
packaging material can minimize and prevent the quality loss of the product. The selection of packaging
material depends on the shelf-life of the product. Furthermore, the shelf-life of a food product is closely
connected to the nature of the food, the type of package and the environment surrounding the packaged
product during storage and distribution. The appropriate packaging can prevent the moisture loss from the
product. Moreover, moisture is lost through sublimation, due to the temperature difference between the
frozen food and the heat-exchange surfaces of the freezer. There is also a temperature difference within
the packaged frozen food and that leads to ice formation inside the package. Due to the temperature
variation, repeated thawing and refreezing of small amounts of water in frozen storage, the formation of
ice crystals grows further. That fact leads to damaging of the food appearance and also textural
undesirable changes. In addition to that, small amounts of unfrozen water can cause enzymatic and non-
enzymatic oxidation of lipids and of other nutrients, with sequel development of off-flavors and aromas.
So, it is important to have a package design which will retard the quality loss of the frozen product and
increase the shelf-life (Robertson 2010).
The main functions of packaging are containment, protection of the food against moisture, oxygen
and aroma migration and biological contamination and convenience for the consumer. For the team
product samosas, the primary package, which is in direct contact with the product, will be a plastic three
sealing plastic bags, made of Low-density polyethylene (LDPE). LDPE has a density of 910kg/m3 and it
is soft, flexible and has a very low cost per unit area. It doesn‘t emit off-flavors or odors to the product
and can withstand at very low temperatures such as -70°C. It prevents moisture migration, but it can‘t
prevent oxygen migration. For that reason LDPE is coated with Polyethylene Terephthalate (PET), with a
density of 1400kg/m3 which provide an extra barrier against oxygen and is doesn‘t migrate to the food.
Moreover, the film is coated with pigment which provides protection against light and in that way
oxidation catalysed by light can be prevented.
The secondary package of samosas will be carton boxes made of corrugated paperboard, made of
cellulose fibers. Cellulose fibers present unique properties which make them ideal for papermaking. They
present high-tensile strength, water insolubility, chemical stability and they can have a wide range of
dimensions. Corrugated cartons consist of many layers of laminated paperboard. Paperboard boxes are
rigid and offer protection to the product. In that way, the product is protected from mechanical and
physical damage during storage and transportation. ISO standards declare that paperboard is a paper with
a base weight higher than 250g/m2. The board which is used consists of plies made from different
materials. Most of them have a white surface made from a bleached virgin pulp, made from recycled
paper.

In order to prevent gases migration, paperboard cartons are coated with wax. In that way, the wax
also protects the product from heat penetration, from loss or gain of moisture and from mechanical
damage. Moreover, the corrugated cardboard has a thermal conductivity of 0.065Wm-1
K-1
and in that way
it can provide resistance to heat transfer. Corrugated cardboard is able to withstand at -40°C without
significant moisture absorption, after freezing the product in the air-blast freezer. The tertiary package of
the samosas is used for distribution and it is characterized as shipping container because they are used for
transportation and distribution. The tertiary package doesn‘t have marketing goals and it is not seen by the
consumer.
As far as the marketing point of view, packaging is the mean of communication between the
product and the consumer. The graphics and the colors in the package make the product appealing for the
consumer. Furthermore, the label provides the appropriate information to the consumer about the
ingredients, the nutritional value of the product, the allergens, the shelf-life, the suitability of the product
for certain population groups, the price, the location of food production and the recyclability of the
package. Moreover, packages include barcodes in order to monitor traceability through the food chain
(Robertson 2010).
It is very important that the package should provide convenience to the consumer, such as easy
opening and the appropriate instructions for the preparation of the product before consumption. In the
case of samosas, the product should be stored in the refrigerator and it is suitable for baking at 180°C for
10min or frying for 1 minute.
Another crucial issue as far as packaging materials is concerned is the environmental impact. It is
important that the materials used in packaging are recyclable in order to reduce the amount of packaging
waste. LDPE is a light material which provides thin plastic films and for that reason the package waste
volume reduces. LDPE‘s flexibility provides the opportunity for a larger amount of product per package
and in that way the amount of packaging material per unit of food weight is reduced. LDPE and
paperboard materials are recyclable (Sun 2006).
SAMOSA PASTRY AND THE FOOD SAFETY LEGISLATION IN UNITED KINGDOM AND
EUROPEAN UNION
Food safety is highly important as the other major components of a healthy living. The
government has regulated the food and beverage products offered in the market to ensure that the welfare
of consumers is proactively addressed. Food safety legislations require food manufacturers and the
products they sell to pass the standards established by applicable legislations. The United Kingdom has a
number of legislations and an institution that oversee this public concern. These main food safety
legislations are the Food Safety Act of 1990 (Food Standards Agency, 2011), Food Production (Safety)
Regulation 2002, General Food Regulations of 2004 (Food Standards Agency, 2011), and Food Labelling
Regulations 1996 (Food Standards Agency, 2011), to name a few. On the one hand, the Food Standards
Agency is the independent government body that is instituted ‗to protect the public health and consumer
interest in relation to food‘ (Food Standards Agency, 2011). In the case of the European Union, there is a
legislation established by the European Parliament and the Council that should be also implemented on its
Member States that include the United Kingdom. The General Food Law Regulation (EC) 178/2002
(Food Standards Agency, 2011) and its amending acts, Regulations (EC) 1642/2003, 575/2006, 202/2008,
and 202/2008; Framework Directive 89/109/EEC, Regulation (EC) 1935/2004 are some legislations it
implements. Meanwhile, the European Food Safety Authority (Europa, 2010) instituted by the General

Food Law Regulation (EC) 178/2002, is the agency that ‗shall provide scientific advice and scientific and
technical support in all areas impacting on food safety (Europa, 2010).
Relevant to food safety are the substances used in the products, the procedure of its preparation,
packaging, and labelling. Packaging refers to the process and materials utilized, while labelling is
basically the provision of nutritional information of the product, production process, place of origin, and
details about the manufacturer, retailer, or distributor. The consumers should be informed also on the
substances used in the products like allergens. Food safety comes with the quality of the products. The
health of the consumers is compromised once these products are poorly manufactured. This may result to
diseases, or worse loss of lives on the part of the consumer, while lawsuits and loss of license to operate
food businesses may result on the part of the food industry players.
One famous food product offered in the Asian and European markets is the samosa pastry. This
vegetarian pastry could be prepared domestically or in manufacturing facilities. Those prepared in
manufacturing facilities are the pastries intended for public consumption. This research paper examines
the compliance of its preparation and packaging prior to launching in the market, in this case, this paper
shall give emphasis on the products prepared and packed in the manufacturing facilities.
The common ingredients of preparing samosa are the following; plain flour, vegetable oil, water,
baking powder, onion, sweet potatoes, soya chunks, grounded cumin, and salt. Meanwhile, the procedure
of preparing is just simple. Below is a set of basic procedures carried out by one licensed manufacturer of
samosa pastry.
Washing of crops: Onions and sweet potatoes are washed to remove soil remains, stones, and any
other foreign material from the field. Only crops which are safe for consumption could be used as
ingredients.
Dicing of vegetables: It is done in order to have filling ingredients of same size and shape. This is
done to provide equal heat transfer during heating/cooking. Reducing the size of the crops is an efficient
way to proper mixing with the other ingredients.
Cooking of soya chunks: Soya chunks are cooked by rehydrating and to retake their previous
texture and form. Staining out water from soya chunks is done and the remnants are poured in a container.
Cooking of the filling: This step involves cooking of sweet potatoes, onions, and soya chunks all
together followed with the addition of spices. It is important that all ingredients are properly mixed to
ensure homogeneity of the fillings and to ensure the improvement of the characteristics of the final
product.
Dough preparation: Preparing dough is done in a mixing machine. Here, whole flour and plain
flour is mixed with the vegetable oil, water, and grounded cumin. Mixing here is achieved with the aid of
three main actions; kneading, folding, and shearing. When the dough is ready, it is left to rest for a while
in a tray.
Forming or shaping of samosa: The dough and the fillings are put into the machine. The desired
thickness of the samosa pastry is produced by the machine and filling is placed on the pastry and is folded
and fried. Frying samosa should be done until a crispy and golden brown surface is obtained (which
won‘t be followed in our product as it is just partially fried). The temperature of the oil should be high to
ensure that the absorption of oil by the samosa is minimized.
Freezing: The fried samosas are immediately passed in a strip tunnel quick freeze machine.
Packaging: The prepared samosa pastry comes in two stages. The primary packaging, which
directly contacts with the product, is a three-sealing plastic bags made of low density polyethylene
(LDPE). It has a density of 910 kg/m3 and is soft, flexible, and has a very low cost per unit area. It doesn‘t
emit flavors or odors to the product and can withstand at very low temperatures such as -70°C. It prevents
moisture migration, but it can‘t prevent oxygen migration. For that reason LDPE is coated with
polyethylene terephthalate (PET), with a density of 1400kg/m3 which provide an extra barrier against

oxygen and is doesn‘t migrate to the food. Moreover, the film is coated with pigment which provides
protection against light and in that way oxidation catalyzed by light can be prevented. The secondary
package of samosas will be carton boxes made of corrugated paperboard, which are then made of
cellulose fibers.
Metal Detection: To detect whether samosa is contaminated with metal pieces from the metal
surfaces of the machines and equipment, all products pass though the metal detector after packaging. The
equipment can also monitor the weight of each samosa packet.
Food Safety Legislations in the United Kingdom and European Union
Mentioned earlier are the main food safety laws in the United Kingdom. These are the Food Safety
Act of 1990 (Food Standards Agency, 2011), Food Production (Safety) Regulation 2002, General Food
Regulations 2004 (Food Standards Agency, 2011), and Food Labelling Regulations 1996 (Food Standards
Agency, 2011). One of the main aims of the Food Safety Act is to ―ensure that all food meets consumers‘
expectations in terms of nature, substance and quality, and is not misleading‖ (Food Standards Agency,
2009). The General Food Regulations 2004, on the one hand, enforces certain provisions of Regulation
(EC) 178/2002 and amends the Food Safety Act of 1990 in line with Regulation (EC) 178/2002 (Food
Standards Agency, 2011). Meanwhile, the Food Labelling Regulation 1996 mandates manufacturers to
provide the provisioned information of the food. Not to mention for all this laws are the sanctions to
parties which may be proven guilty of violating the provisions. Furthermore, the General Food Law
Regulation (EC) 178/2002 (Food Standards Agency, 2011) and its amending acts, Regulations (EC)
1642/2003, 575/2006, 202/2008, and 202/2008 serve as the basic framework of food laws implemented in
the member states of the European Parliament and the Council. The general set of rules applicable to all
materials in relation to food contact is established in Framework Directive 89/109/EEC. The main
principle this framework upholds is that materials in contact with food should never endanger health of
the consumer, contaminate, or change the properties of the food (Food Standards Agency, 2004).
The procedure carried out by this licensed manufacturer of samosa pastry conforms to the
provisions set by the identified legislations of UK and EU. The washing of crops is hygienically observed
as compliance to the Food Safety Act section 7 (1), section 8 (2), section 16 (1) (2), and section 23; and to
Regulation (EC) 178/2002 articles 14, 15, 17, and 18. The packaging materials used by this manufacturer
of samosa likewise complies with the identified food safety legislations. The materials used low density
polyethylene (LDPE), polyethylene terephthalate (PET), and the carton boxes are safe to use as food
storage as regulated by the Framework Directive 89/109/EEC. These plastic materials were tested as safe,
thus safe to be used. This complies with the Regulation (EC) 10/2011 Article 4 that states only plastic
materials and articles could be used if; they 'comply with the relevant requirements established in Article
3 of Regulation (EC) 1935/2004; with the labeling requirement of Regulation (EC) 1935/2004; and with
the traceability requirements established in Article 17 of Regulation (EC) 1935/2004' (European Union,
2011). Furthermore, the labeling stage of the samosa pastry manufactured by this producer likewise
complies with the identified food safety law in UK and EU. Food Safety Law section 15 (1-5) and section
16 holds businesses liable for 'describing, advertising or presenting food which falsely describes the food
or is likely to mislead as to the nature or substance or quality of food' (Food Standards Agency, 2009). On
the other hand, the Food Labelling Regulations 1996 is mandates food manufacturers to label the storage
of foods with the following information; ‗name of food, list of ingredients (including all food allergens),
amount of an ingredient which is named or associated with the food, appropriate durability indication, any
special storage indication or instructions for use, name and address of the manufacturer, packer or retailer,
and place of origin‘ (Food Standards Agency, 2011).
Food safety is a key component to attaining consumer satisfaction and trust. Government agencies
and private sectors have developed new concepts that could help food industry players and to ensure that

food manufacturing process doesn‘t compromise the safety of the buying public. One of the new concepts
that emerged is the Hazard Analysis Critical Control Points (HACCP) (Rushing and Ward, 2011). It is a
system that is successfully applied in ensuring food safety (Rushing and Ward, 2011). It establishes seven
principles namely, hazard analysis, identify critical control points, establish critical limits, monitor the
CCP‘s, set corrective action, record keeping, and verification. Rushing and Ward (2011) argued that
HACCP is highly compatible to be implemented with the International Organization for Standardization
(ISO) 9000. Its website states that ISO 9000 is an ‗international consensus on good quality management
practices‘ (ISO, 2011). It is consisted of ‗standards and guidelines in relation to quality management
systems and related supporting standards‘ (ISO, 2011).
This research paper proposes that a standard procedure of manufacturing samosa for public
consumption be established. The ISO 22000 doesn‘t allow a weak link in the food supply chain like the
‗feed producers, primary producers through food manufacturers. Transport and storage operators and
subcontractors to retail and food service outlets – together with inter-related organizations such as
producers of equipment, packaging material, cleansing agents, additives, and ingredients‘ (Faergemand
and Jespersen, 2004) so that food safety is ensured along the process. In order to propose specific
recommendations, it is important to identify first the necessary key elements in order to achieve the safe
food production process based in ISO 22000. The key elements covered by ISO 22000 are
communication, system management, and hazard control. System management tool ISO 22000 is
compatible to be implemented with the HACCP. More particularly, this licensed manufacturer of samosa
pastry is advisable to corporate a complete player/suppliers s in the production of samosa.
Communication is very important along the food production process so that ‗relevant food safety hazards
are identified and adequately controlled‘ (Faergemand and Jespersen, 2004). The integration of a more
suitable and applicable system management must be designed and operated. One last important key
element to ensure food safety is identification and analysis of hazards along the production process and
proposing appropriate solution. Similar to HACCP, hazards must be analyzed, critical control points are
applied, execution of the critical control points, and monitoring the status and affectivity of the critical
control points. In case the critical control points didn‘t work out, establishing corrective measures is
critical.
GOOD MANUFACTURING PRACTICE (GMP) & GOOD HYGIENIC PRACTICE (GHP)
Good manufacturing practice (GMP) and Good hygienic practice (GHP) are the prerequisite
programs, providing the foundation for HACCP plan. GMP is a necessary for operating conditions of
procedures, performances of equipments and practices of employees. Implementation of GMP into an
industry is responsible to maintain consistent food quality and food safety with increase in production
efficiency by preventing re-working (RIPPEN, 2007). Good hygienic practice (GHP) is a necessary for
food plant installations and quality assurance system, suitable environment design and retailing of food,
which relates to the conditions and measures in order to ensure the safety, sanitation and quality of food at
all stages of the food chain. GMP and GHP will potentially grow business and ensure job security (FDA,
2000).
According to GMP & GHP criteria, the GMP manual for samosa production in the industry has
been established and combined with GHP manual which is shown in details in Appendix A. GMP& GHP
manual is able to provide information for preventing unacceptable health hazards or eliminating them
from food (RIPPEN, 2007). GMP & GHP manual was in place before implementing HACCP. Then this

manual were correlated with corrective actions of HACCP, processing layout, and quality control to make
sure the production processing has met quality specifications and safety requirements. Location and
surrounding, layout and design of food establishment premises, equipment performance and maintenance,
facilities, drainage and waste disposal, conditions and production procedures, conditions and production
procedures, conditions and production procedures and product information and consumer awareness are
involved in the GMP& GHP manual to specify sanitary practice, hygienic requirement and food safety
practice in samosa industry on the basis of science knowledge related to health hazards in foods by
looking at industry processing flow chart and layout.
The processing is carried out continuously to ensure daily required amount of products. Each
conditions (e.g. time and temperature) and good practices of processing procedures have been identified
to ensure that the microorganisms are well controlled in HACCP, and all food safety requirements have
been met. Good practices of processing procedures including raw material and ingredient receiving,
vegetable washing, chopping, cooking of soya chunks, cooking of filling, forming of samosa, deep frying,
freezing, packaging, storage of finished products and distribution have been identified to avoid unsafe
products for human consumption. Product recall programme has been considered, so that the consumption
of unsafe samosas is able to be prevented. Every shift will run for 8 hours in the industry, the conditions
of processing steps are considered within each shift. As to raw material and ingredient, inspection at
receiving and storage conditions have been considered in order to assure any item is suitable for human
consumption, and protect against contamination and minimize deterioration. For heating process and
freezing, time and temperature in manufacturing are specified and recorded. The sanitary condition of all
facilities and food establishment premises should be required in the food business. And there are also
several requirements for facilities such as water supply, drainage and waste disposal, hand wash and foot
dip facilities, toilets, air quality, ventilation and lighting in samosa processing procedures. They are
required to maintain clean and some of them like drainage and waste disposal, hand wash and foot dip
facilities and toilets shall be site away from the processing area in order to avoid polluting samosa. In
terms of sanitation and maintenance of establishment premises, pest control system shall be provided.
However, to control pest infestations, staffs would use permissible limits of chemical, physical or
biological agents, which will not pose a threat to the food safety and suitability. Chemical, physical or
biological agents should be used carefully in order to prevent from food contamination, and health hazard
problems for human consumption. Therefore, hazards could be eliminated or minimized to acceptable
degree in HACCP plan with effective action of GMP & GHP.
HAZARD ANALYSIS AND CRITICAL CONTROL POINT (HACCP)
Step 1- Frozen Samosa HACCP Team Assembly
Date: 27th
July‘ 2011 Name Title
HACCP Team Coordinator Mr. Ajinkya Bande QA MG
HACCP Team Members Miss. Ibtisam Alzahrani Purchasing & Storage MG
Miss. Lu Chen Processing MG
Miss. Marilena Psylou Maintenance MG
Miss. Lili Zhai Packaging MG
Miss. Yushan Yang Storage & Dispatch MG

Step 2- Product Description & Intended Use
Frozen samosas are suitable for everyday family meal. Packed in LDPE packet and are sold as frozen product in a grocery store. The product
has crispy pastry parcel filled with onion, sweet potato, coriander leaf and soya chunks cooked in a blend of Indian spices, folded in desired triangle
shape and partially fried. Finished product is to be kept frozen at -18°C or below during storage, transportation and display in retail store. The
product has an anticipated shelf-life of 6 months from the date of manufacturing if kept frozen.
The product is intended for consumption by the general population, either at home or in a food service environment. It is not specifically
processed for high-risk populations: Contains gluten. The frozen product must be kept frozen at -18°C of below during storage and unused portions
should be again stored at -18°C or below. Defrosting and again freezing of product may cause changes in texture of the product.
*Step 3: Frozen Samosa Raw Materials and Ingredients List and Information – HACCP Appendix
*Step 4: Process Flow sheet – HACCP Appendix
*Step 5: Onsite verification – Plant/Factory Layout HACCP Appendix
Step 6: Conduct a Hazard Analysis (HACCP principle 1)
The aim of this step is to identify potential hazards, their significance and preventing measures which can be applied.
(1) (2) (3) (4) (5) (6)
Processing
step
Potential
Hazards
Introduced,
Controlled or
Enhanced at
this step
Are any
potential
food
safety
hazard
significant
(Yes/NO)
Justify your decision What are preventive
measure(s) can be applied for
the significant hazards
Is this
step a
Critical
Control
Point
(CCP)?
Receiving
of Raw
material
Biological (B) Yes Ceratocystis fimbriata and pythium ultimum associated
with sweet potato (J. Woolfe), Aspergillus niger, Pythium
spp. & Rogers associated with onion (H. Jones, L. Mann),
Mould growth in flour.
Ensure suppliers are credible
and have a HACCP system.
No.
GMP &
GHP
6.1.1
Chemical (C) Yes Pesticide residues on vegetables, additives in flour and
quality of soya chunks.
Ensure suppliers are credible
and have a HACCP system
Physical (P) Yes Non vegetable material like grass, sticks, insects, leaves,
etc in vegetables and spices and insect, rodents in flour.
And damaged vegetables during transportation.
Ensure raw materials of high
grade and quality are delivered
by suppliers & GMP&GHP6.1.1

(1) (2) (3) (4) (5) (6)
Storage of
raw
material
Biological (B) Yes Spore forming/ spoilage Microorganisms Proper storage on receiving
GMP&GHP 6.1.2 & 7.2
Yes
(CCP1) Chemical (C) No -
Physical (P) Yes Damage due to insects and rodents and handling.
Washing
vegetables
Biological (B) Yes E. Coli, campylobacter, Vibrio cholera, etc in water.
(Water Microbiology)
Ensure regular water quality
check & GMP&GHP 6.2
Yes
(CCP2)
Chemical (C) Yes Ensure washings drain out of the vessel to have least
chlorine left on vegetables.
Visual examination &
GMP&GHP 6.2
Physical (P) Yes Foreign material remaining even after washing. Visual examination &
GMP&GHP 6.2
Chopping
vegetables
Biological (B) Yes Use of non-sterilized cutlery and unnecessary handling of
product.
Ensure cutlery sterilized at
121°C for 20min. GMP & GHP
No
GMP&
GHP
4.2, 6.3
& 10
Chemical (C) No - -
Physical (P) Yes Metal contamination, uneven sweet potato cubes. Ensure GMP & Personal training
Cooking
soya
chunks
Biological (B) Yes Cooking reduces microbial load but even cooked food
more susceptible for microbial contamination.
Ensure soya chunks at least
boiled for 10min, strained and
used or stored in storage at 4°C
for future use & GMP&GHP 6.4
Yes
(CCP3)
Chemical (C) No - -
Physical (P) No - -
Cooking
filling
Biological (B) Yes Cooked food more susceptible for microbial
contamination.
Ensure cooked filling
immediately used for stuffing or
stored in storage if to be used
later & GMP&GHP 6.5
Yes
(CCP4)
Chemical (C) No - -
Physical (P) No - -
Dough
making
Biological (B) No - - Yes
(CCP5) Chemical (C) No - -
Physical (P) Yes Baffle lubricants falling in dough Ensure baffle joints cleaned &
sealed properly & GMP&GHP4.2
Forming of
samosa
Biological (B) Yes Improper cleaning of machine leading to microbial
spoilage, improper handling of samosas by the workers.
Ensure proper cleaning of
machine before and after use.
GMP&GHP 6.6 & 10
Yes
(CCP6)
Chemical (C) Yes Detergent residue on the machine. Ensure machine cleaning. Visual
inspection. GMP&GHP 4 & 6.6

(1) (2) (3) (4) (5) (6)
Forming of
samosa
Physical (P) Yes Addition of foreign material during stuffing, metal
contamination.
Ensure closed hoppers, clean
machine & GMP&GHP 4 & 6.6
Deep
Frying
Biological (B) No - - Yes
(CCP7) Chemical (C) Yes Use of oil with high peroxide value Ensure oil quality check before
using & GMP&GHP 6.7
Physical (P) No - -
Freezing Biological (B) Yes Recontamination by micro-organisms Immediate freezing of the
product to -18ºC & GMP&GHP
4.2 & 6.8
Yes
(CCP8)
Chemical (C) No - -
Physical (P) No - -
Packaging
Biological (B) Yes Microbial recontamination Ensure proper packaging.
GMP&GHP 6.9
Yes
(CCP9)
Chemical (C) No - GMP&GHP 6.9.1
Physical (P) No - GMP&GHP 6.9.1/2/4 &
GMP&GHP 9
Storage Biological (B) Yes Microbial recontamination Ensure storage below -18°C &
GMP&GHP 6.10
Yes
(CCP10)
Chemical (C) No - -
Physical (P) No - -

*Step 7: Determine the critical control points (HACCP principle 2) – HACCP Appendix The aim of this step is to identify the critical control points throughout the production process (from receiving of raw materials to storage). It also shows
how the decision for each CCP is made.
Process
step
Is this hazard
of sufficient
likelihood of
occurrence and
severity to
warrant its
control?
Yes: Proceed
to next
question.
No: Not a CCP
Is this
hazard fully
controlled
by a
prerequisite
program?
Yes: Not a
CCP
No: Proceed
to next
question.
Q1. Do control
measures exist
for the
identified
hazard?
Yes: Proceed to
next question.
No: Either not a
CCP or need to
modify step,
process, or
product.
Q2. Is this process
step specifically
designed to
eliminate or reduce
the likely
occurrence of this
identified hazard to
an acceptable level?
Yes: CCP
No: Proceed to
next question
Q3. Could
contamination with
the identified
hazard(s) occur in
excess of
acceptable level(s)
or increase to
unacceptable
level(s)?
Yes: Proceed to
next question.
No: Not a CCP
Q4. Will a
subsequent step
eliminate the
identified
hazard(s) or
reduce its likely
occurrence to an
acceptable level?
Yes: Not a CCP
Identify
subsequent step.
No: CCP
CCP No.
Receiving
raw material
Yes No Yes Yes Yes No -
Storage of
raw material
Yes No Yes Yes Yes No CCP 1
Washing
vegetables
Yes No Yes Yes Yes No CCP 2
Cutting
vegetables
Yes No Yes No Yes Yes -
Cooking
soya chunks
Yes No Yes No Yes No CCP 3
Cooking
filling
Yes No Yes No Yes No CCP 4
Dough
making
Yes No Yes No Yes No CCP 5
Shaping of
samosa
Yes No Yes No Yes No CCP 6
Frying Yes No Yes No Yes No CCP 7
Freezing Yes No Yes No Yes No CCP 8
Packaging Yes No Yes No Yes No CCP 9
Storage Yes No Yes No Yes No CCP 10
*Step 8: Critical limit, monitoring action, corrective action, record keeping and verification form. (Principle 3,4,5,6 & 7) – HACCP Appendix
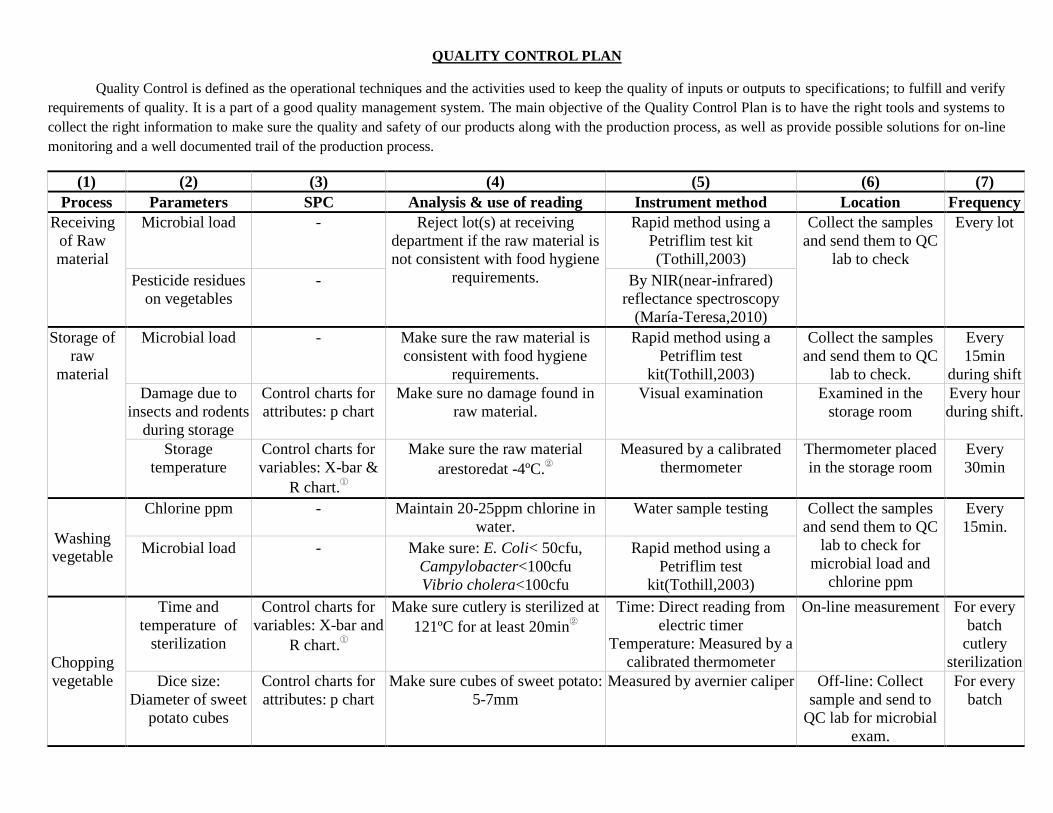
QUALITY CONTROL PLAN
Quality Control is defined as the operational techniques and the activities used to keep the quality of inputs or outputs to specifications; to fulfill and verify
requirements of quality. It is a part of a good quality management system. The main objective of the Quality Control Plan is to have the right tools and systems to
collect the right information to make sure the quality and safety of our products along with the production process, as well as provide possible solutions for on-line
monitoring and a well documented trail of the production process.
(1) (2) (3) (4) (5) (6) (7)
Process Parameters SPC Analysis & use of reading Instrument method Location Frequency
Receiving
of Raw
material
Microbial load
- Reject lot(s) at receiving
department if the raw material is
not consistent with food hygiene
requirements.
Rapid method using a
Petriflim test kit
(Tothill,2003)
Collect the samples
and send them to QC
lab to check
Every lot
Pesticide residues
on vegetables
- By NIR(near-infrared)
reflectance spectroscopy
(María-Teresa,2010)
Storage of
raw
material
Microbial load - Make sure the raw material is
consistent with food hygiene
requirements.
Rapid method using a
Petriflim test
kit(Tothill,2003)
Collect the samples
and send them to QC
lab to check.
Every
15min
during shift
Damage due to
insects and rodents
during storage
Control charts for
attributes: p chart
Make sure no damage found in
raw material.
Visual examination Examined in the
storage room
Every hour
during shift.
Storage
temperature
Control charts for
variables: X-bar &
R chart.①
Make sure the raw material
arestoredat -4ºC.②
Measured by a calibrated
thermometer
Thermometer placed
in the storage room
Every
30min
Washing vegetable
Chlorine ppm - Maintain 20-25ppm chlorine in
water.
Water sample testing
Collect the samples
and send them to QC
lab to check for
microbial load and
chlorine ppm
Every
15min.
Microbial load - Make sure: E. Coli< 50cfu,
Campylobacter<100cfu
Vibrio cholera<100cfu
Rapid method using a
Petriflim test
kit(Tothill,2003)
Chopping
vegetable
Time and
temperature of
sterilization
Control charts for
variables: X-bar and
R chart.①
Make sure cutlery is sterilized at
121ºC for at least 20min②
Time: Direct reading from
electric timer
Temperature: Measured by a
calibrated thermometer
On-line measurement For every
batch
cutlery
sterilization
Dice size:
Diameter of sweet
potato cubes
Control charts for
attributes: p chart
Make sure cubes of sweet potato:
5-7mm
Measured by avernier caliper Off-line: Collect
sample and send to
QC lab for microbial
exam.
For every
batch

(1) (2) (3) (4) (5) (6) (7)
Cooking
of Soya
chunks
Time of boiling - Make sure soya boiled in water
for at least 10min.
Direct reading from an
electric timer
On-line measurement:
measured by an
electric timer
For every
batch
boiled.
Cooking
filling
The time product
was on hold after
cooking with and
without
refrigeration
- Make sure immediately use
cooked filling or keep it in
isolated and refrigerated
compartment.
Direct reading from electric
timer
On-line measurement:
measured by an
electric timer
For every
batch
Dough
making
Properly cleaned
and sealed baffle
joints
Control charts for
attributes: p chart
Make sure the baffle joint are
cleaned and sealed properly
ProFossTM
Flour(A High
resolution NIR system for
flour analysis)
On-line measurement For every
batch
Forming
of samosa
Microbial load Make sure the raw material is
consistent with food hygiene
requirements.
Rapid method using a
Petriflim test
kit(Tothill,2003)
Off-line measurement:
stop the line clean
machine and start
production again and
send samples in QC
lab for microbial and
chemical analysis.
Every shift
Foreign material No addition of foreign material
during stuffing
By NIR (near-infrared)
reflectance
spectroscopy(María-
Teresa,2010)
On-line measurement
Frying Peroxide value of
oil
Calculate Peroxide value of oil,
make sure it is less than 13meq/lit
i.e. to check the degree of
rancidity.
1g sample+30ml(glacial:
chloroform::3:2) + 0.5ml
KI(saturated).
Add starch indicator.
Titrate against 0.2N Na2SO3.
PV=(Sample-blank)*N*1000
Wt. of the sample
(Bhuyan,2007)
Off-line measurement:
sample is takenfrom a
process line
andmeasured with a
device in a laboratory.
Every 4
hours
(at start and
mid of
every 8
hour shift)
Freezing Freezing
temperature
Control charts for
variables: X-bar and
R chart.①
Make sure product be frozen
immediately after frying to-18°C.②
Measured by a calibrated
thermometer(Kress-
Rogers,2001)
Thermometer placed
in the freezer
Every
30min
Packaging Proper 3-seal
packaging
Control charts for
attributes: p chart
Make sure the products are proper
packed
Visual inspection of packets On-line measurement Every pack

(1) (2) (3) (4) (5) (6) (7)
Packaging Unit weight
Control charts for
variables: X-bar and
R chart.①
Make sure the weight of each
pack not less than 340g and not
higher than 348g
Measured by an electronic
scale
On-line measurement Every pack
Metal detection No metal should be detected Measured by ametal detector On-line measurement Every pack
Storage Storage
temperature
Control charts for
variables: X-bar &
R chart.①
Make sure the products are stored
below -18ºC.②
Measured by a calibrated
thermometer(Kress-
Rogers,2001)
Thermometer placed
in the storage room
Every
30min
①If samples are outside the control limits, determine from the records the assignable causes of the variation
②corrective action needs to be taken when plotted samples fall outside action limits
Quality Control is an approach occurs throughout the production process. It requires performing all activities in conformance with valid
requirements. The following performance criteria guarantee this plan can fits into an overall framework for monitoring quality and safety.
This Quality Control plan includes all the details of parameters to measure, control limits of parameters, locations, devices, techniques,
frequency of verification, test methods and a list of equipment that is verified.
The Quality Control team has a clear responsibility to ensure all project elements are economical, accurate, properly prepared, coordinated,
checked, and completed.
The Quality Control team will review plans for compliance with legislation, the product and the production process, good manufacturing practice
(GMP), good hygiene practice (GHP) and HACCP plan.
The results and analysis of the results of process control calculations will consistent with the data and the food processing quality control
situation.
Quantity calculations and independent quantity check calculations will be bound and properly identified.
All documents with details on control charting, test data and the diary will be recorded, and all the copies will be kept in form of electronic files.

REFERENCES
1) BRODY, A.L and LORD, J.B. 1999. Developing New Products for a Changing Market [online].
CRC Press. [Assessed 11 July 2011]. Available from: http://0-
www.crcnetbase.com.wam.leeds.ac.uk/doi/book/10.1201/9781420049084
2) ROBERTSON, G.L. 2010. Food Packaging and Shelf Life [online].CRC Press.[Assessed11July
2011]. Available from: http://0-
www.crcnetbase.com.wam.leeds.ac.uk/doi/book/10.1201/9781420078459
3) SUN, D.W. 2006. Handbook of Frozen Food Processing and Packaging [online]. CRC Press.
[Assessed 11 July 2011]. Available from:http://0-
www.crcnetbase.com.wam.leeds.ac.uk/doi/book/10.1201/9781420027402
4) MURRELL, K. D. et al. 2004. Handbook of Frozen Foods [online]. CRC Press. [Assessed 11
July 2011]. Available from: http://0-www.crcnetbase.com.wam.leeds.ac.uk/isbn/9780824747121
5) HOUGH, G. 2010. Sensory Shelf Life Estimation of Food Products [online]. CRC Press.
[Assessed 11 July 2011]. Available from: http://0-
www.crcnetbase.com.wam.leeds.ac.uk/doi/book/10.1201/9781420092943
6) HUI, Y. H. et al. 2003. Handbook of Vegetable Preservation and Processing [online]. CRC Press.
[Assessed 23 July 2011]. Available from: http://0-
www.crcnetbase.com.wam.leeds.ac.uk/isbn/9780824743017
7) LUND, B. M. et al. 2000. Microbiological Safety and Quality of Food, Volumes 1-2 [online].
Gaithersburg, Md. : Aspen Publishers. [Assessed 23 July 2011]. Available from: http://0-
www.knovel.com.wam.leeds.ac.uk/web/portal/basic_search/display?_EXT_KNOVEL_DISPLA
Y_bookid=946
8) AZIZ, S. et al. 1999. Potato lipoxygenase catalysed co-oxidation of β-carotene. Food Chemistry
[online]. 64(2), [Assessed 28 July 2011], pp. 227-230. Available from:
http://www.sciencedirect.com/science/article/pii/S030881469800137X
9) MUFTUGIL, N. 1985. The Peroxidase Enzyme Activity of some Vegetables and its Resistance to
Heat. Journal of the Science of Food and Agriculture [online]. 36, [Assessed 28 July 2011],
pp.877-880. Available from: http://onlinelibrary.wiley.com/doi/10.1002/jsfa.2740360918/pdf
10) CALLIGARIS, L. et al. 2004. Application of a Modified Arrhenius Equation for the Evaluation
of Oxidation Rate of Sunflower Oil at Subzero Temperatures. Food Engineering and Physical
Properties [online]. 69(8), [Assessed 26 July 2011], pp. 361-366. Available from:
http://onlinelibrary.wiley.com/doi/10.1111/j.1365-2621.2004.tb09896.x/pdf
11) WYDLER, K. Peroxide value of edible oils and fats. Mettler Toledo [online]. 624, [Assessed 26
July 2011], pp. 1-3. Available from:
http://us.mt.com/us/en/home/supportive_content/application_editorials.z2vUzxjPy0vKAxrVCML
HBfbHCI4XotyYmq--.M624.MediaFileComponent.html/M624_e.pdf
12) Faergemand, J., and Jespersen, D., 2004. ‗ISO 22000 to ensure integrity of food supply chain.‘
ISO Insider. ISO Management Systems September-October 2004. [Online], [Assessed 28 July
2011]. Available from: http://www.iso.org/iso/tool_5-04.pdf
13) Food Standards Agency., 2011. Understanding labeling rules. [online], [Assessed 28 July
2011]. Available from: http://www.food.gov.uk/scotland/regsscotland/ull/#h_2
14) Food Standards Agency., 2011. General Food Law. [online], [Assessed 28 July 2011].
Available from: http://www.food.gov.uk/foodindustry/regulation/foodlaw/
15) Food Standards Agency., 2009. The Food Safety Act: A Guide for Food Businesses 2009
Edition. [Online], [Assessed 28 July 2011]. Available from:
http://www.food.gov.uk/multimedia/pdfs/fsactguide.pdf
16) Food Standards Agency., 2004. Investigation of the nature and extent of biodegradable
polymers used in direct food contact applications. [Online], [Assessed 28 July 2011].

Available from: http://www.foodbase.org.uk/admintools/reportdocuments/348-1-
610_A03040_Biodegradables_final_report.pdf
17) Europa., 2010. General Principles of Food Law – European Food Safety Authority –
Procedures for Food Safety. [online], [Assessed 28 July 2011]. Available
from:http://europa.eu/legislation_summaries/food_safety/general_provisions/f80501_en.h
tm#AMENDINGACT
18) European Union., 2011. 'Commission Regulation (EU) No 10/2011.' Official Journal of
the European Union 12/1. [online], [Assessed 27 July 2011]. Available from: http://eur-
lex.europa.eu/LexUriServ/LexUriServ.do?uri=OJ:L:2011:012:0001:0089:EN:PDF
19) International Organization for Standardization., 2011. ISO 9000 Essentials. [online],
[Assessed 28 July 2011]. Available from: http://www.iso.org/iso/iso_9000_essentials
20) Rushing, J.E. and Ward, D.R., 2011. Hazard Analysis Critical Control Points. [online],
[Assessed 28 July 2011]. Available from:
http://www.ces.ncsu.edu/depts/foodsci/ext/pubs/haccpprinciples.html
21) María-Teresa Sánchez, Measurement of pesticide residues in peppers by near-infrared
reflectance spectroscopy, Volume 66, Issue 6, pages 580–586, June 2010, Pest
Management Science.
22) Kress-Rogers, E., Brimelow, C.J.B. 2001. Instrumentation & sensors for the food
industry. II Edition. Woodhead Publishing Limited, London.
23) Tothill, I.E. 2003. Rapid and on-line instrumentation for food quality assurance.
Woodhead Publishing Limited,London.
24) Bhuyan, M. 2007. Measurement and control in food processing. Taylor & Francis,
London.
25) Faergemand, J., and Jespersen, D., 2004. ‗ISO 22000 to ensure integrity of food supply
chain.‘ ISO Insider. ISO Management Systems September-October 2004. [online],
[Assessed 28 July 2011]. Available from: http://www.iso.org/iso/tool_5-04.pdf
26) Food Standards Agency., 2011. Understanding labeling rules. [online], [Assessed 28 July
2011]. Available from: http://www.food.gov.uk/scotland/regsscotland/ull/#h_2
27) Food Standards Agency., 2011. General Food Law. [online], [Assessed 28 July 2011].
Available from: http://www.food.gov.uk/foodindustry/regulation/foodlaw/
28) Food Standards Agency., 2004. Investigation of the nature and extent of biodegradable polymers
used in direct food contact applications. [online], [Assessed 28 July 2011]. Available from:
http://www.foodbase.org.uk/admintools/reportdocuments/348-1-
610_A03040_Biodegradables_final_report.pdf
29) Europa., 2010. General Principles of Food Law – European Food Safety Authority –
Procedures for Food Safety. [online], [Assessed 28 July 2011]. Available from:
http://europa.eu/legislation_summaries/food_safety/general_provisions/f80501_en.htm#
AMENDINGACT
30) Europa., 2010. General Principles of Food Law – European Food Safety Authority –
Procedures for Food Safety. [online], [Assessed 28 July 2011]. Available from:
http://europa.eu/legislation_summaries/food_safety/general_provisions/f80501_en.htm#
AMENDINGACT
31) European Union., 2011. 'Commission Regulation (EU) No 10/2011.' Official Journal of
the European Union 12/1. [online], [Assessed 27 July 2011]. Available from: http://eur-
lex.europa.eu/LexUriServ/LexUriServ.do?uri=OJ:L:2011:012:0001:0089:EN:PDF
32) International Organization for Standardization., 2011. ISO 9000 Essentials. [online],
[Assessed 28 July 2011]. Available from: http://www.iso.org/iso/iso_9000_essentials

33) Rushing, J.E. and Ward, D.R., 2011. Hazard Analysis Critical Control Points. [online],
[Assessed 28 July 2011]. Available from:
http://www.ces.ncsu.edu/depts/foodsci/ext/pubs/haccpprinciples.html
34) OMAR. M. 2002. Haccp training manual. http://innri.unuftp.is/proj98/Maria%20Isabel-
haccp4finalreport1.pdf ------p6
35) ALLI.I. 2003. GMPs and HACCP prerequisite programs. Food Quality Assurance [online]. 4,
[Assessed 28th
July 2011], pp97-119. Available from:
heep://www.crcnetbase.com/doi/pdf/10.1201/9780203484883.ch4
36) GALL.K. 2005. Raw materials, Ingredients and Storage, GMP training [online]
[Assessed 25th
July 2011], ppl-28. Available from:
http://dyson.cornell.edu/special_programs/gmp/module09/01/module0901.html
37) RIPPEN.T.2007. Prerequisite Programs for Good Manufacturing Practices (GMPs).
http://jifsan.umd.edu/pdf/gaqps_en/08%20GAqPs%20Manual%20GMP.pdf
38) GMP/GHP Criteria for Food. 2001.
www.qcin.org/documents/downloadpdf.php?...gmp_ghp/level1require.pdf
39) WOOLFE, J. Sweet potato an untapped food resource, p-222
40) JONES, H. and MANN, L., Onions and their allies, p-190
41) Water Microbiology [online], [Assessed 28 July 2011]. Available from: http://science.jrank.org/pages/7311/Water-Microbiology.html
APPENDIX A
Good Manufacturing Practices (GMP)
And
Good Hygienic Practices (GHP)

1. Primary production
The primary producer shall meet the following requirements:
1.1 Food produce and materials should be protected from air, water and pests during production,
handling, storage and transport appropriately in order to prevent food being contaminated (Sanjay
Chaudhary, 2005).
1.2 Plants are controlled, thus there is no a threat to consumers health through food consumption (Sanjay
Chaudhary, 2005).
2. Location and surroundings
2.1 Food Establishment shall be located away from contaminated areas where wastes or easy to be
infected by pests and industrial activities which produce obnoxious odour, fumes, excessive soot, dust,
smoke, chemical or biological emissions and pollutants (Sanjay Chaudhary, 2005).
2.2 In order to prevent poultry and pets from entering food processing area or even in the factory premises
a wall surrounding plant shall be constructed so as to avoid possibility of protect food to be contaminated
(Food and Drug Administration (FDA), 2000).
2.3 The surroundings of the plant shall always be kept clean. The open ground of the plant site shall be
covered with cement or asphalt so that contamination of dust would be prevented (FDA, 2000).
3. Layout and design of food establishment premises
3.1 The layout of the plant should be designed if such a way that it ensures there is no cross
contamination from the previous step of production in the next step (Sanjay Chaudhary, 2005).
3.2 Wall and floor shall be kept clean and tidy so as to avoid corrosion, damage or accumulation of water.
The material of food processing and food service area floor shall be made of impervious, non-absorbent,
washable and non-toxic (Sanjay Chaudhary, 2005).
3.3 Ceilings and roof inside the processing area shall be kept in a clean condition in order to avoid dirt
accumulation, condensation, and growth of undesirable moulds and the shedding of paint particles (FDA.
2000, Sanjay Chaudhary, 2005).
3.4 Windows shall be kept clean to avoid the accumulation of dirt and pests from entering. Windows shall
remain closed and fixed during production whereas only the doors necessary should be used for accessing
the processing area (Sanjay Chaudhary, 2005).
4. Equipment performance and maintenance
4.1 Equipments that in contact with food and used for food handling or production including dicing
machine, dough mixer, cooking kettle, samosa making machine, deep fryer, packaging machine,

refrigerator and freezer should be made of corrosion resistant material which have no toxicity impact to
food materials. Surface of all equipments should be smooth, non porous, crevice free, and easily visible
for inspection. The location of equipments should be accessible for regular cleaning and sanitizing, and
facilitate maintenance and inspection (OMAR, 2002).
4.2 Dough mixer (especially baffles), cutlery, samosa making machine (metal contact surface), dicing
machine (especially blades), cooking kettle should be cleaned and sanitized every shift to avoid
contamination. Ice layer of freezer should be cleaned every day in order to increase freezing efficiency.
Sanitation records should be kept for monitoring activities and verification of the sanitation program
(ALLI, 2003).
4.3 Cooking kettle, deep fryer, freezer and refrigerator used for cooking, frying, freezing and storage
should be designed to achieve the required food temperatures as quickly as necessary for food safety and
suitability, and allow temperatures, time, velocity of freezer, and other relevant parameters to be
controlled and monitored. These parameters should be check and recorded every day to ensure good
processing conditions (GMP/GHP Criteria for FOOD, 2001).
5. Facilities
5.1 Water supply
5.1.1 Potable water used shall meet the requirements of WHO Guidelines for Drinking Water. Water
supply with appropriate facilities for its storage, distribution and temperature or any other controls shall
be used as necessary (Sanjay Chaudhary, 2005).
5.1.2 The location of toilet and collect waste material contaminated area shall away more than 15 meters
from the water source of underground water. The location of reservoirs shall be away by more than 3
meters from toilet and dirty contaminated area (Sanjay Chaudhary, 2005).
5.1.3 The piping system of drinking and non-drinking water shall be entirely separated and should be
indicated with different colour codes on piping‘s and the outlet as well (Sanjay Chaudhary, 2005).
5.3 Drainage and waste disposal
5.3.1 The disposal of sewage shall be done according to the requirements of Environment Pollution
Control Board. Adequate drainage, waste disposal systems and facilities shall be provided. They shall be
kept clean so as to eliminate the contamination of food or the risk of potable water supply. Drainage
system shall be maintained in a good flow condition and avoid offensive odors (FDA, 2000 and Sanjay
Chaudhary, 2005).
5.3.2 Waste storage shall be such located away from the food processing and storage areas. Waste shall be
stayed in covered containers and shall not be allowed to accumulate in food handling, food storage, and
other working areas (Sanjay Chaudhary, 2005).

5.4 Hand wash & Foot dip facilities and toilets
5.4.1 Adequate hand-washing and hand-drying facilities shall be provided in the proper site of the plant,
and provided liquid sanitizer, hand-drier. Foot dips filled with chlorine water of 30-50ppm should be
installed at the entrance of the production areas. The faucets shall be furnished with running water
(Sanjay Chaudhary, 2005).
5.4.2 There shall be an adequate equipment to avoid washed hand re-contamination. And then a concise
and easy understanding hand-washing instruction shall be posted in a conspicuous place near hand-
washing facilities (Sanjay Chaudhary, 2005).
5.4.3 Toilet shall always be kept clean and non-offensive odors. The doors of toilet shall not be opened
directly toward operation area so as to prevent food from contamination (FDA.2000, Sanjay Chaudhary,
2005).
5.4.4 A sign indicating ―washing hands after toilet‖ shall be posted in the vicinity of hand washing area in
the toilets with instructions of hand washing (Sanjay Chaudhary, 2005).
5.5 Air quality and ventilation
To avoid air from contaminated areas flowing to clean areas, ventilation systems shall be provided,
thereby minimizing air-borne contamination of food; controlling odours; controlling ambient
temperatures and humidity. Ventilation outlet shall be maintained clean (Sanjay Chaudhary, 2005).
5.6 Lighting
Proper lighting shall be provided to ensure processing operated in a hygienic way and there shall be no
less than 100 lux for general operation area, 200 lux for working or preparation tables. The original food
colour should not be affected by the source of artificial light. The lighting facilities shall be kept clean to
prevent food from contamination (FDA, 2000 and Sanjay Chaudhary, 2005).
6. Conditions and production procedures
6.1 Raw material and ingredients
6.1.1Raw material and ingredients at receiving
Sweet potatoes, soya chunks, onion, coriander, flour (wholemeal flour and white flour), salt, sunflower oil
(with max peroxide value of 0.7meq/lit), yoghurt, ready mix spice (roghan josh spice, ginger garlic paste,
mint sauce), cumin seeds, mustard seeds, chilli, potable water and packaging materials shall be inspected
and evaluated by experienced persons at receiving location. Any items that are contaminated or not
suitable for human consumption shall be segregated from acceptable materials and ingredients. Proper
storage conditions for food and ingredients should be pre-determined (GALL, 2005). Records of
inspection of incoming materials at the receiving location and verification of received materials should be
kept (ALLI, 2003).

6.1.2 Raw material and ingredients storage
Received refrigerated foods such as sweet potatoes, onion, coriander, yoghurt and ready mix spice should
be stored in the refrigerated condition to protect against contamination and minimize deterioration. Dry
foods or ingredients such as flour, sunflower oil, soya chunks, salt, cumin seeds, mustard seeds, chilli
should be stored in containers or an environment that protect them from conditions of high moisture and
humidity. Storage of raw material and ingredients must be separated from products in production areas to
avoid cross contamination. Storage conditions should be monitored every shift. Records of monitoring
should be kept (GALL, 2005).
6.2 Washing vegetables
All soil and other contamination of vegetables should be removed by washing. Water used for washing
should meet adequate sanitary requirement, which does not contribute to food contamination in the food
processing. All water should be drained out (GALL, 2005).
6.3 Chopping
Onions and coriander should be chopped ensuring size of 8-10mm for onions and coriander of size 4-
7mm. Sweet potatoes should be diced in dicing machine. Dicing machine should be set up to ensure equal
size of sweet potato cubes of 5-7mm, and checked and recorded before every shift. Also ensure proper
handling of the material before, during and after chopping.
6.4 Cooking of soya chucks
Cook soya chunks by boiling at 100˚C for 10 minutes in the cooking kettle. Boiling temperature should
be monitored and recorded for every batch of soya chunks cooked by using calibrated stop watch and
thermometer. For excess amount of cooked soya chunks should be immediately refrigerated at 4˚C.
6.5 Cooking of filling
Cooking of filling and soya chunks starts side by side and as soon as soya chunks are strained and ready
to use are added into the filling cooking kettle.
6.6 Forming of samosa
Samosas should be wrapped properly to avoid excess oil absorption during frying which is undesirable.

6.7 Deep frying
Fry samosa at 190˚C for 30 seconds in the deep fryer. Frying temperature should be maintained at 190˚C
and checked regularly. Check peroxide value of frying oil at the beginning and middle of each 8 hour
shift. Debris of the samosas must be cleaned at the end of each shift. Records of frying time and
temperature should be kept for peroxide value analysis in order to avoid high rancidity of frying oil under
heating.
6.8 Freezing
Freeze fried product immediately at -180C within 30 minutes. The time required for freezing can be
adjusted by adjusting the air velocity in the blast freezer. Records should be kept.
6.9 Packaging
6.9.1 Packaging design and materials should be able to minimize contamination and prevent
damage and accommodate proper labelling in order to protect products. Packaging
materials should be applicable to food packaging, and have adequate protection for food
from conditions of handling, processing, storage and transportation (GMP/GHP Criteria
for FOOD, 2001).
6.9.2 Packaging materials should be handled and stored separately from raw materials and
finished products under hygienic conditions (GMP/GHP Criteria for FOOD, 2001).
6.9.3 Re-usable packaging should be easy to clean and disinfect, and have adequate durableness
to reuse (GMP/GHP Criteria for FOOD, 2001).
6.9.4 Weight of each samosa unit should be monitored at least 340g.
6.10 Storage
Finished products should be stored in the freezer in a sanitary manner at -180C or below after
packaging immediately to prevent spoilage, protect against contamination, rapid proliferation of
microorganisms, and minimise damage. All products in the storage should be clearly identified
and recorded (GMP/GHP Criteria for FOOD, 2001). Freezer should maintain stock rotation of
finished products—―first in, first out‖ (OMAR, 2002).
6.11 Distribution
Only finished products that have met all the food safety requirements of HACCP plan, packaging and
labelling specifications should leave the factory. The cleanliness and sanitary conditions of the

transportation vehicle should be inspected before loading products for delivery to assure food safety
(ALLI, 2003). Transportation vehicle should be able to maintain finished products at temperature of at
least -180C or below during distribution to prevent deterioration of products (RIPPEN, 2007).
Temperature should be recorded during the whole transportation period. Locks and seals on transportation
vehicle must be maintained to avoid damage of products (ALLI, 2003).
6.12 Product recall programme
Contaminated, deteriorated, failed packaged products or any product that are found to cause health
problems should be recalled. Effective recall procedures should be developed and in place to ensure that
the identified recalled product is completely removed from market as rapidly, efficiently as possible
(OMAR, 2002). Supervision of recalled products should be carried out all the time until they are
determined to be destroyed, used for other purposes but not for human consumption, or reprocessed in
certain manner to make sure safety for human consumption. Records of recalled products should be kept
(GMP/GHP Criteria for FOOD, 2001).
7. Sanitation and maintenance of establishment premises
7.1 Cleaning and maintenance
7.1.1 Food premises shall be kept clean, maintained in adequate good repair and condition and provided
with hot and cold water adequately for all purposes. The surfaces of work and equipment in contact with
food shall be kept clean, maintained in a sound condition and sterilized at frequent intervals if necessary
(Sanjay Chaudhary, 2005).
7.1.2 Food handlers shall draw up and observe a cleaning and sanitation program. The program shall be
recorded. And which specific areas shall be cleaned; the frequency of cleaning; cleaning procedures and
cleaning equipment and materials to be used shall be indicated in the cleaning and sanitation program
(Sanjay Chaudhary, 2005).
7.1.3 According to manufacturer‘s instructions, staffs should use carefully cleaning chemicals, store
separately from food materials and state briefly containers in order to avoid risk of contamination of food
(Sanjay Chaudhary, 2005).
7.1.4 According to manufacturer‘s instructions to avoid the contamination of food during processing,
packaging and serving, equipment, machinery, building and facilities shall be maintained regularly
(Sanjay Chaudhary, 2005).
7.1.5 The monitoring and verification of the sanitation programs are required, and sanitation records shall
be kept as evidence for activities (ALLI, 2003 and OMAR, 2002).

7.2 Pest Control Systems
7.2.1 So as to avoid pest from entering into the food establishment and to remove potential breeding
areas. Food establishment shall always be kept clean. Holes, drains and other places where pests are
possible to gain access shall be sealed as soon as reported/noticed (Sanjay Chaudhary, 2005).
7.2.2 Use permissible limits of chemical, physical or biological agents, which will not pose a threat to the
food safety and suitability, to handle pest infestations directly in order to avoid influencing food safety or
suitability (Sanjay Chaudhary, 2005).
7.2.3 Records shall be maintained, which include the reports of the scheduled monitoring of pest control
devices and which as evidence for pests and pest activity. The records are also related to the use of any
pesticide for pest control within the plant (ALLI, 2003 and OMAR, 2002).
8. Personal hygiene
8.1 Health status
People, who is suffering from or carrying a disease or illness, shall not be allowed to access any food
operation area and as well as in the factory premises to prevent the risk of contamination food.
A system shall be developed by Food Business to report any person who has illness or symptoms of
illness to the management. Food handler shall have health examination and it would be showed that if
clinically or epidemiologically indicated from the results (Sanjay Chaudhary, 2005).
8.2 Personal Cleanliness
8.2.1 The degree of personal cleanliness should be high not only for food handlers but also for cleaning
workers or any other who might enter in production area. Clean and protective clothing, head covering
and footwear should be provided for food handlers by the Food Business. And it must be ensured that
food handlers wear only clean and protective clothing, head covering and footwear at work every day
(Sanjay Chaudhary, 2005).
8.2.2 Food or food contact surfaces shall not be contacted directly by food handlers with any cut or
wounds (Sanjay Chaudhary, 2005).
8.2.3 Before doing food handling activities, after using the toilet and after handling raw food or any
contaminated material, tools, equipment or work surface, food handlers shall wash their hands with soap,
sanitize their hands and then dry with hand drier or clean cloth towel (Sanjay Chaudhary, 2005).
8.3 Personal Behaviour
8.3.1 Actions, including smoking; spitting; chewing or eating; sneezing or coughing over unprotected
food and eating in food preparation and food service areas, are prohibited for food handlers who
contributed to food handling activities (Sanjay Chaudhary, 2005).

8.3.2 Any personal belongings such as rings, bangles, jewellery, watches, pins and other items shall not
be allowed to wear by food handlers because which might pose a threat to the safety and suitability of
food (Sanjay Chaudhary, 2005).
8.4 Visitors
Visitors should wear clean and protective clothing and should correspond with personal hygiene rules
when they enter into food manufacturing, cooking, preparation, and storage or handling areas (Sanjay
Chaudhary, 2005).
9. Product information and consumer awareness
9.1 All packaged food products shall include a label and requisite information on them so as to give
adequate and available information to the next person in the food chain to make sure them doing correct
and safe actions in the handling, storing, processing, preparing and displaying steps, where necessary, the
lot or batch can be easily traced and recalled (Sanjay Chaudhary, 2005).
9.2 Food business has a duty to ensure consumers to know product important information and abide by
products instructions and understand particularly the relationship between time and temperature control
and food borne illness so that consumers could make informed choices (Sanjay Chaudhary, 2005).
10 Personal training
10.1 Food handlers‘ role and responsibility, in terms of preventing food from contamination, should be
realized in the food establishments. Food handlers shall have the necessary knowledge and skills relevant
to each food processing steps in order to guarantee the food safety and food quality (Sanjay Chaudhary,
2005).
10.2 Food handlers in food establishment shall be educated and trained in respect of hygiene and food
safety which associate with their work activities, food nature, its handling, processing, preparation,
packaging, storage, service and distribution (Sanjay Chaudhary, 2005).
10.3 The effectiveness of training and routine supervision shall be evaluated and checked timely so as to
guarantee food hygiene and food safety procedures are being implemented effectually. Training
programme shall be routinely assessed and updated if necessary. Training records shall be kept as
evidence to employees in order to indicate that the training needs of employees are reviewed periodically
(Sanjay Chaudhary, 2005 and ALLI, 2003).