TUNGSTEN AS A PLASMA FACING COMPONENT AND …Permeation Figure 3: Fuel retetention and permeation...
10
TUNGSTEN AS A PLASMA FACING COMPONENT AND DEVELOPMENT OF ADVANCED MATERIALS FOR FUSION J.W.Coenen Forschungszentrum J¨ ulich GmbH, Institut f¨ ur Energie- und Klimaforschung - Plasmaphysik 52425 Juelich, Germany ABSTRACT For the realization of fusion energy especially ma- terials questions pose a significant challenge already today. Heat, particle and neutron loads pose a signifi- cant problem to material lifetime when extrapolating to DEMO [1, 2] the first stage prototype fusion reac- tor [3, 4, 5] considered to be the next step after ITER towards realizing fusion [6]. For many of the issues faced tungsten was considered the solution. Recent progress has however shown that new advanced tung- sten or material grades maybe required. In particular safety relevant components such as the first wall and the divertor of the reactor can benefit from introduc- ing new approaches such as composites or new alloys into the discussion. Cracking, oxidation as well as fuel management are driving safety issues when de- ciding for new materials. Considering in all this also the neutron induced effects such as transmutation, embrittlement and after-heat and activation is essen- tial. A component approach taking into account all aspects is required. I. BOUNDARY CONDITIONS - 1st Wall Components - PFCs & Structural Materisls Control Schemes / Limit Assesment Material Diagnotics Power Exhaust Control Fusion Performance Design Parameter Control Exhaust Power Exhaust Cooling Media Transients Steady State Condition Heat Flux Mitigation Nuclear After Heat Neutron Flux Particle Exhaust Wall Pumping Recycling Fusion Product Control Neutron Flux Operational Window Particle Fluxes Ions Neutrals Electrons Temperatures Cooling Temperature Surface Temperature External Forces Pressure Structural Loads Electromagnetic Plasma Compatabilitiy Plasma Impurities Fusion Perfomance Nuclear Aspects Transmutation Accident Scenarios Recyclability Thermal Properties Mechanical Properties Lifetime Wall Erosion Melting Cracking Corrosion Neutron Damage Maintainability Component Exchange Media Supplies Remote Handling Fuel Managment Tritrium Breeding Neutron Flux Breeding Media Fuel Retention Tritium Permation Component Retention Neutron Damage Figure 1: Materials Issues for fusion - incomplete When considering a future fusion power-plant multiple interlinked issues need to be evaluated (fig. 1). Some of the main problems a future reactor is faced with are linked to the materials exposed to the fusion environment and their lifetime consider- ations. Already from fig. 1 one can see that at the far branches of the tree multiple times the following issues arise, cooling media, neutron flux and neutron damage, ion impact and sputtering as well as heat loads and transient events. In the following a subset of those conditions can be evaluated only and so far only for the relatively well known conditions of the next step devices e.g. DEMO [2]. The devices called DEMO is so far considered to be the nearest-term reactor design that has the ca- pability to produce electricity and is viewed as single step between ITER and a commercial fusion plant. Currently, no conceptual design exists apart from early studies [3, 5]. A design has not been formally se- lected, and detailed operational requirements are not yet available [7]. For discussion purposes it is simple to assume a reactor with the fusion power of 2GW and a wall area of 1200m 2 . P exaust = P H + P α ∼ 450MW (1) P n = 1600MW/1200m 2 (∼ (40dpa/5fpy[8]) (2) P R = 225MW/1200m 2 (3) P P = 225MW/1200m 2 (4) This means an average of 1.5MW/m 2 on the first wall with ∼ 1.3MW coming from neutrons, typically 10 - 20MW/m 2 on the divertor and not yet any tran- sient loads taken into account. This machine is al- ready significantly different in size and performance from the next step device, ITER. Main differences in- clude significant power and hence neutron production (1dpa ∼ 5 × 10 25 n/m 2 ), Tritium self sufficiency, high availability and duty cycle as well as a pulse length of hours rather than minutes. In addition, safety reg- ulation will be more stringent both for operation and also for maintainability and component exchange [7]. A reactor might even go beyond, e.g. steady state operation. II. PWI CONSIDERATIONS 250
Transcript of TUNGSTEN AS A PLASMA FACING COMPONENT AND …Permeation Figure 3: Fuel retetention and permeation...

TUNGSTEN AS A PLASMA FACING COMPONENT AND DEVELOPMENT OFADVANCED MATERIALS FOR FUSION
J.W.Coenen
Forschungszentrum Julich GmbH, Institut fur Energie- und Klimaforschung - Plasmaphysik
52425 Juelich, Germany
ABSTRACT
For the realization of fusion energy especially ma-terials questions pose a significant challenge alreadytoday. Heat, particle and neutron loads pose a signifi-cant problem to material lifetime when extrapolatingto DEMO [1, 2] the first stage prototype fusion reac-tor [3, 4, 5] considered to be the next step after ITERtowards realizing fusion [6]. For many of the issuesfaced tungsten was considered the solution. Recentprogress has however shown that new advanced tung-sten or material grades maybe required. In particularsafety relevant components such as the first wall andthe divertor of the reactor can benefit from introduc-ing new approaches such as composites or new alloysinto the discussion. Cracking, oxidation as well asfuel management are driving safety issues when de-ciding for new materials. Considering in all this alsothe neutron induced effects such as transmutation,embrittlement and after-heat and activation is essen-tial. A component approach taking into account allaspects is required.
I. BOUNDARY CONDITIONS
- 1st Wall Components -
PFCs & Structural Materisls
Control Schemes / Limit Assesment
Material Diagnotics
Power Exhaust Control
Fusion Performance
Design Parameter Control
Exhaust
Power Exhaust
Cooling Media
Transients
Steady State Condition
Heat Flux Mitigation
Nuclear After Heat
Neutron Flux
Particle Exhaust
Wall Pumping
Recycling
Fusion Product Control
Neutron Flux
Operational Window
Particle Fluxes
Ions
Neutrals
Electrons
Temperatures
Cooling Temperature
Surface Temperature
External Forces
Pressure
Structural Loads
Electromagnetic
Plasma Compatabilitiy
Plasma Impurities
Fusion Perfomance
Nuclear Aspects
Transmutation
Accident Scenarios
Recyclability
Thermal Properties
Mechanical Properties
Lifetime
Wall Erosion
Melting
Cracking
Corrosion
Neutron Damage
Maintainability
Component Exchange
Media Supplies
Remote HandlingFuel Managment
Tritrium BreedingNeutron Flux
Breeding Media
Fuel Retention
Tritium Permation
Component Retention
Neutron Damage
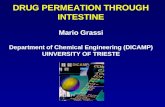
Figure 1: Materials Issues for fusion - incomplete
When considering a future fusion power-plantmultiple interlinked issues need to be evaluated (fig.1). Some of the main problems a future reactor isfaced with are linked to the materials exposed tothe fusion environment and their lifetime consider-ations. Already from fig. 1 one can see that at thefar branches of the tree multiple times the followingissues arise, cooling media, neutron flux and neutrondamage, ion impact and sputtering as well as heatloads and transient events.
In the following a subset of those conditions canbe evaluated only and so far only for the relativelywell known conditions of the next step devices e.g.DEMO [2].
The devices called DEMO is so far considered tobe the nearest-term reactor design that has the ca-pability to produce electricity and is viewed as singlestep between ITER and a commercial fusion plant.Currently, no conceptual design exists apart fromearly studies [3, 5]. A design has not been formally se-lected, and detailed operational requirements are notyet available [7]. For discussion purposes it is simpleto assume a reactor with the fusion power of 2GWand a wall area of 1200m2.
Pexaust = PH + Pα ∼ 450MW (1)
Pn = 1600MW/1200m2(∼ (40dpa/5fpy[8]) (2)
PR = 225MW/1200m2 (3)
PP = 225MW/1200m2 (4)
This means an average of 1.5MW/m2 on the firstwall with ∼ 1.3MW coming from neutrons, typically10−20MW/m2 on the divertor and not yet any tran-sient loads taken into account. This machine is al-ready significantly different in size and performancefrom the next step device, ITER. Main differences in-clude significant power and hence neutron production(1dpa ∼ 5× 1025n/m2), Tritium self sufficiency, highavailability and duty cycle as well as a pulse lengthof hours rather than minutes. In addition, safety reg-ulation will be more stringent both for operation andalso for maintainability and component exchange [7].A reactor might even go beyond, e.g. steady stateoperation.
II. PWI CONSIDERATIONS
250

Several issues related to materials used in its con-struction of a future fusion reactor need still to betackled. Among those are the issues related to thefirst wall and divertor surfaces, their power handlingcapabilities and lifetime. For the next generation de-vice, ITER, a solution based on actively cooled tung-sten (W) components has been developed for the di-vertor, while beryllium will be used on the first wall[9]. The cooling medium will be water as is also con-sidered for high heat load components in DEMO [7].In contrast to a reactor where high wall tempera-ture (> 300 C) facilitate energy production ITERW components are only operated at 70 C and hencein the brittle regime.
For the first wall of a fusion reactor unique chal-lenges on materials in extreme environments requireadvanced features in areas ranging from mechanicalstrength to thermal properties. The main challengesinclude wall lifetime, erosion, fuel management andoverall safety. For the lifetime of the wall mate-rial, considerations of erosion, thermal fatigue as wellas transient heat loading are crucial as typically 109
(30Hz) transients, so called ELMs, are to be expectedduring one full power year of operation.
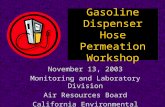
Figure 2: Sputtering yields for C, Mo, Be and Wbombarded with D ions [10]. For C, chemical erosionenhances the yield at low energies and yields. ForW, impurity sputtering, such as Ar ions, dominates.Based on [11, 10]
Tungsten is the main candidate material for thefirst wall of a fusion reactor as it is resilient againsterosion (Fig. 2), has the highest melting point ofany metal and shows rather benign behavior underneutron irradiation as well as low tritium retention.Erosion of the first wall and the divertor will requirea significant armor thickness or short exchange inter-vals, while high-power transients need strong mitiga-tion efficiency to prevent damage to the plasma facingcomponents (PFCs) [12].
One issue that is related to the wall erosion is thefusion performance of the fusion device and hence the
amount of tolerable impurities. For tungsten onlyminute amounts can be tolerated when consideringthe burn conditions of the plasma and cooling pro-vide by tungsten radiating in the plasma. In [13] theanalysis given for only helium as on of the impuritiesshows that 10−4 W atoms per deuterium atom canbe enough to extinguish the fusion performance.
For the next step devices, e.g. DEMO, or a fu-ture fusion reactor the limits on power-exhaust, avail-ability and lifetime are quite stringent. Radiation ef-fects including neutron embrittlement may limit ac-tively cooled W components in DEMO to about 3-5 MW/m2 due to the diminished thermal conduc-tivity or the need to replace CuCrZr with Steels[14]. Quite extensive studies and materials programs[15, 16, 17, 1] have already been performed hence itis assumed that the boundary conditions [14] be ful-filled for the materials are in many cases above thetechnical feasibility limits as they are understood to-day.
• High divertor power handling, i.e., ability towithstand power loads larger than 10MW/m2.here especially the choice of coolant is critical.Water cooling will be required to allow sufficientexhaust efficienvy
• The radiation damage for the divertor is pre-dicted to be close to 3 dpa/fpy. For copper ifchosen the value varies between 3 and 5 dpa /fpy (full power year)
• It is assumed that despite the radiation damageerosion is the dominant lifetime determining fac-tor.
• Even when starting up DEMO in phases a finalblanket should be capable of lasting up to 50 dpa.
In the following we will however try to concen-trate on three groups of issues [14, 7]
• Power exhaust and energy production: The firstwall blanket exhausts the power and hence mustbe operated at elevated temperatures to allowfor efficient energy conversion. Here a materialmust be chosen with a suitable operational win-dow and sufficient exhaust capability. The cool-ing medium for high temperature operation canbe crucial.
• Mitigate material degradation due to neutronsand reduce radioactive waste: One can selectmaterials that allow high temperature operation,mitigate effect of operational degradation suchas embrittlement and neutron effects linked totransmutation.
• Tritium self-sufficiency and safety: 22 kg/year oftritium are required for a 2GW plasma operatedat 20% availability, this means ∼ 85% [14] of the
251

in-vessel surface must be covered by a breedingblanket and the loss of tritium without ability torecover needs to be minimized. Accident scenar-ios need to be considered e.g. loss of coolant andair ingress are among the possible scenarios.
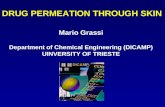
Tritium retention in plasma-facing components(PFCs) due to plasma wall interactions is one of themost critical safety issues for ITER and future fusiondevices. For carbon based PFCs the co-deposition offuel with re-deposited carbon has been identified asthe main retention mechanism (fig. 3).
Implantation Diusion
D, T, He , Be, Ar, ...
Bulk Material
Structural Part / Coolant Structure
Edge
Pla
sma
W, B
e, C
Mixed W, C, Be layers
W, Be, C
Tritium Codeposition
Permeation
Figure 3: Fuel retetention and permeation issuesunder plasma exposure conditions
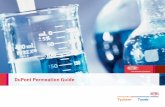
This retention grows linearly with particle flu-ence and can reach such large amounts that carbonis omitted in the activated phase of ITER and fu-ture reactors [11]. Instead, tungsten is foreseen asPFC material in the divertor of ITER and is themost promising candidate for PFCs in future reac-tors. Fuel retention behavior of tungsten is subjectto present studies. It was shown that by replacingCFC with W in the Joint European Torus (JET) theretention e.g. can be significantly reduced [18] as pre-dicted (Fig. 4). An issue that however remains is thepotential for diffusion of hydrogen into the material.In the breeding blankets especially the interaction oftritium with Reduced Activation Ferritic Martensitic(RAFM) steels, e.g. EUROFER-97, can be crucial tominimize fuel retention or loss.
III. MATERIAL ISSUES FOR TUNGSTEN
In the following sections several issues are de-scribed that arise from the above depicted boundaryconditions. As an example the divertor lifetime isconsidered as the desired parameter. Typically thereare three main avenues of damage to the materialof the divertor. Either high heat-loads cause melt-ing, cracking or recrystallization or neutrons impactthe actual microstructure of the material. Surfaces
1
0.1
0.01
0.001
D [a
t %]
0 200 400 600 800T[˚C]
D/CD/BeD/W
Figure 4: Estimate of retained deuterium concen-tration in C, Be and W deposits under codepositionconditions. (Sketch based on [11])
are damage by ions impacting and causing both sur-face morphology changes or erosion. Fig. 5 depictshence one approach to solving at least some of theproblems. Choosing Tungsten (W) as the main wallmaterial suppresses sputtering due to the high atomicmass in contrast to the sputtering ions. Tungsten alsohas a rather high thermal conductivity (Cu: ∼ 390W/(mK) W: ∼ 173 W/(mK) Mo: ∼ 138 W/(mK)Steel: ∼ 17 W/(mK) and can hence facility higherheat exhaust than e.g. steel, for tungsten also thehigh melting point is beneficial. Thermal propertieshowever are intrinsically linked to potential transmu-tation and irradiation processes. In addition it isknow that tungsten has a rather low hydrogen solu-bility and hence facilitates low retention under fusionconditions [18]. Tungsten is however inherently brit-tle and does show catastrophic oxidation behavior atelevated temperatures.
OxidationOxide Stability, Oxidation Mechanism
Mechanics
D/H/T Interaction
Transmutation/ Activation
Sputtering
Thermal PropertiesThermal Conductivity,Heat Capacity,…
Net Erosion, Surface Composition Change,…
Retention, Di usion,…
DBTT, Fracture Mechanics,
Nuclear Decay HeatNuclear Safety
Figure 5: Tungsten as a first wall material
252

Not always all material properties can be opti-mized at once. After an optimization step a mate-rial might be developed that in its entirety fulfills allcriteria by interaction between individual criteria asdisplayed in fig. 6
OxidationOxide Stability, Oxidation Mechanism
Mechanics
D/H/T Interaction
Transmutation/ Activation
Sputtering
Thermal PropertiesThermal Conductivity,Heat Capacity,…
Net Erosion, Surface Composition Change,…
Retention, Di usion,…
DBTT, Fracture Mechanics,
Nuclear Decay HeatNuclear Safety
Figure 6: A Compromise 1st Wall Material
A. Operational Window
Based on the assumption that W is the option sofar to be used as the surface layer the reactor PFCsalready quite basic assumptions can be made whenpicking the operational window and thickness of suchcomponents.
The lower operating temperature limit in metalalloys is mainly determined by radiation embrittle-ment (decrease in fracture toughness), which is gen-erally most pronounced for irradiation temperaturesbelow ∼ 0.3Tmelt, where Tmelt is the melting tem-perature (Tungsten ∼ 3300K) [19]. The upper oper-ating temperature limit is determined by one of fourfactors, all of which become more pronounced with in-creasing exposure time such as thermal creep (grainboundary sliding or matrix diffusional creep), hightemperature helium embrittlement of grain bound-aries, cavity swelling (particularly important for Cualloys), and coolant compatibility such as corrosionissues.
If the PFCs surface is operated at 1100 C as op-timal for W [20] and copper is chosen together withwater as part of the coolant solution the thickness isautomatically determined (5) with κ the heat conduc-tivity)
q =Tsurface − Tcoold1/κ1 + d2/κ2
(5)
This means that the maximum heat-exhaust is de-termined by the heat conduction, the potential forrecrystallization and the ductile to brittle transitionbehavior of the material. Here new material optionsare required to allow a larger operational window, byovercoming the limiting factor, keeping in mind thata maximized heat conduction is crucial (e.g. Steel ).
SURFACE HEATFLUX
DT A
rmou
r Mat
eria
l
DT C
oolin
g Pi
pe
Cool
ant
DT C
oola
nt
(a) Steady state heat flux in a conventionalmonoblock like structure
1GW/m2 for 1mspenetrates less than a 1mm
0.2 0.4 0.6 0.8
500
1000
1500
Del
ta T
in [K
]Depth [mm]
(b) Heat flux penetration (in tungsten) from 1GW,1ms event
Figure 7: Power-exhaust - Issues arising from steadystate and transients
For transient events the limits can even be more strin-gent when considering the limited penetration depthof a given heat-pulse fig. 7(b) and its maximum sur-face temperature rise ( egn. (6)) with κ the heatconductivity, ρ the density and c the heat capacity).Active cooling for fast transients is meaningless be-cause of the small penetration depth.
∆T∞surface(t) =qs√
κρc ·√π
√∆t (6)
From assumptions related to unmitigated ELMs at 1GW/m2 for 1ms [12] already a temperature rise of1500K is achieved in only the top 1 mm. Crackingor melting is difficult to prevent here. Irreparabledamage has to be avoided at any cost. Even higherthermal wall loads caused by so called disruptions,sudden and uncontrolled loss of the plasma with de-position of the energy on the wall. Assuming that50% of the thermal energy are radiated during ther-mal quench of the plasma and with a limited inhomo-geneity in toroidal and poloidal direction respectivelythe thermal disruption loads are always much abovethe crack limit [21] even-though below the melt limit.Variation of the torus geometry (aspect ratio) pro-vides only moderate reduction of loads.
B. Evolution of Thermal Properties
In addition to the above mentioned issues fig. 8shows that the fusion environment can also drastically
253

Rhenium / Osmium Content [wt%]
Resi
sitiv
ity[ρ
/μΩ
cm]
50
40
30
20
10
00 5 10 15 20 25 30
Re
Os
(a) Electrical resistivity of W containing var-ious amounts of Re or Os. The red line andgreen line stand for W-xRe and W-xOs respec-tively [22]
Figure 8: Change of electrical and thermal proper-ties of tungsten under neutron irradiation and trans-mutation
change some of the set assumptions. Already a smallamount of transmutation can have a significant in-fluence on the power-exhaust. When calculating thethermal conductivity based on κ · ρ = L · T with κthe thermal conductivity, ρ the resistivity and L theLorentz number with a value of 3.2 × 10−8WΩK−2
for tungsten one can estimated that κ drops 60% al-ready at 5wt% or Re or Os. From previous work [23]one can determine that especially at lower temper-atures κ drops significantly (30%). In any case onedoes depend on stable and predictable material prop-erties even under radiation - or a detailed knowledgeof the time dependent evolution to determine lifetimeand performance of components.
C. Embrittlement
Conventional high performance materials offerhigh strength and stiffness combined with low den-sity hence weight. However, a fundamental limitationof the current approach is the inherent brittleness oftungsten. As seen above cracking hence brittle behav-ior can be a limiting factor when operating any PFCin a tokamak [21]. For the fusion environment the ad-ditional problem becomes operational embrittlement.An issue related to embrittlement is certainly the re-crystallization of tungsten. at temperatures of 1400Konly mere hours are required to complete recrystallizethe material [24].
Fig. 9 shows that already at moderate neutronfluence corresponding to 1 dpa the DBTT of tungstenmoves up to almost 900 C. If in addition recyrstalli-sation takes place (fig. 9 ) almost no structural loadcan be given to the tungsten component at tempera-tures of a few hundred degrees. For a typical mono-block [12, 23] a tungsten thickness of 6mm on top ofthe CuCrZr cooling pipe would mean, based on sim-
W,bending test ,
Tirr=250-300˚C
W,te
nsile
test
, Tirr
=100
˚C
DBT
T [˚C
]
Neutron Fluence [1024 m-2]
W,tensile test , Tirr=371-382˚C
1000
750
500
250
0
0 0.5 1 1.5 2displacements per atom
Figure 9: DBTT dependence after neutron irradia-tion based on [25]
ple estimations (egn. 5) that only the top part ofa exposed mono-block would be in the allowed tem-perature range [20]. This means for a water-cooledsolution tungsten is normally a brittle hence onlya functional part, suppressing e.g. erosion and al-lowing for high operational temperatures. Failure isusually sudden and catastrophic, with no significantdamage or warning and little residual load-carryingcapacity if any. Structures that satisfy a visual in-spection may fail suddenly at loads much lower thanexpected. Cracking is usually avoided for PFCs andcertainly for structural components.
D. Activation & Transmutation
An issue that especially for complex componentswith multiple material and alloying components canbe quite crucial is the recyclability and activation un-der neutron irradiation. As fusion is typically consid-ered a technology with minimal or now longterm nu-clear waste [25] tungsten and e.g. special steel grades[26] have optimized radiation performance with re-spect to low activation, e.g. molybdenum and alu-minium are avoided as they produce long term acti-vation products [8, 25]
Based on a study provided in [5, 8] with a neutronflux at the first wall of ∼ 1.015ncm−2s−1 one canestimate the activation of materials after a 5 yearperiod. For materials exposed in the divertor a factor10 lower neutron rate is expected in the area of thehigh heat flux exposure due to geometrical reasons[7].
Fig. 10 shows the values of an assumed compo-nent containing W, Cr, Cu and Er, representing e.g. atypical mono-block with small interlayers and a cop-per cooling structure. Already here it is clear that theshielded hands on radiation level can not be achievedafter 100 years when using copper cooling at the firstwall. Mitigation of these effects need to be consid-
254

Figure 10: The activation of tungsten (first wall) isshown in comparison to a component (W 79.7wt%,Er 0.6wt%, Cr 12.1wt%, Cu 7.5%) for the first wallcan be estimated as an upper bound (based on [8]).Divertor components in general are less prone to acti-vation. Shielded hands-on level: 2mSv/h, Hands-OnLevel: 10µSv/h
ered by utilizing non or low activation materials. e.g.replacing copper for the first wall and removing Er orAl oxides in favor of Ytrria.
IV. NEW MATERIAL OPTIONS
For all the above described issues or boundarycondition potential solutions need to be developed.We are faced with a multilayer approach for thePlasma-Facing-Components (PFCs) including armor,fuel barriers, cooling structures & breeding elementsand hence we have to consider a multitude of inter-acting materials. From the plasma toward the cool-ing structure we consider tungsten or tungsten alloyson either a copper or steel structure with functionallayers e.g. permeation barriers or compliance layers.A generally new components concepts to circumventclassical definitions of limits is required with dam-age resilient materials such as composites followed bya much better definition what can be tolerated be-fore a component needs to be exchanged. We needto define lifetime with more parameters than ero-sion and cracking for PFCs. Composite approachesto enhance material parameters and mitigate dam-age modes by utilizing mixed properties will be idealinclunding safety features like passivating alloys etc.Not yet developed ideas on self-healing or damagetolerant materials similar to aerospace applicationsmight be a future field of research including e.g. liq-uid metals [27]. Already today smart materials, fibercomposites and alloys which adapt to the operationalscenario are possible. In some cases detrimental ef-fects such as erosion are actually used to facilitatematerial functions (sec. ). If W as a 1st wall material
is required to suppress erosion even preferential sput-tering can turn the top layer of alloys or steel into athin layer of erosion suppressing tungsten [28, 29, 30].
A. Composites for High Loads
A basic strategy to achieve pseudo-ductility isthe incorporation of new ductile matrices and fibres,which needs extensive development and validation[31]. To overcome brittleness issues when using W, aW-fiber enhanced W-composite material (Wf/W) in-corporating extrinsic toughening mechanisms can beused.The composite approach enables energy dissipa-tion and thus stress peaks can be released at cracktips and cracks can be stopped. Another option is acomposite laminates made of commercially availableraw materials [32, 17].
Strain
Stre
ss
σu bre failure
σ0
crack initiationin matrix / bulk(brittle failure)
(a) Strain-Stress-Curve for a typical Com-posite Material
Fibre
Matrix
Matrix-fabrication
Interface
Fibre FibreCoating
(Magnetron)
Interface
(b) fibre enhanced composite and interface layer
Figure 11: Composite approaches based on pseudo-ductilisation.
Accordingly, even in the brittle regime this ma-terial allows for a certain tolerance towards crackingand damage in general . In comparison conventionaltungsten would fail immediately. From fig. 11(a) theprinciple of composite strengthening behavior can beseen. Even when a crack has been initiated insidethe material the energy dissipation mechanisms allowfurther load to be put towards the component untilat a later stage also the fiber and hence the overallmaterial fails.
255

First Wf/W samples have been produced, show-ing extrinsic toughening mechanisms similar to thoseof ceramic materials [33, 34]. These mechanisms willalso help to mitigate effects of operational embrittle-ment due to neutrons and high operational tempera-tures. A component based on Wf/W can be devel-oped with both chemical infiltration (CVI), utilizinga newly installed CVI-setup and a powder metallurgi-cal path through hot-isostatic-pressing [35, 36]. Cru-cial in both cases is the interface between fiber andmatrix. The interface is a thin layer which providesa relatively weak bond between the fiber [37] and thematrix for enabling pseudo-ductile fracture in the in-herently brittle material, similar to e.g. SiC ceramics[38].
Keeping in mind the above mentioned boundaryconditions one can consider that brittleness from ei-ther neutron irradiation or elevated temperatures canbe mitigated as the pseudo-ductilisation does not relyon any part of the material being ductile, crack re-silience can be established [33, 34]. Facilities to pro-duce both CVI as well as powder metallurgicalWf/Ware now available. It now needs to be shown that forthose components equally good behavior in terms ofthermal conductivity, erosion and retention can beestablished. As part of the development especiallythe choice of the fiber and interface material can becrucial. A sag-stabilized potassium doped fibre caneven retain some ductility in addition strengtheningthe material. For the interface a non activating choiceis necessary hence one can move from the so far con-sidered erbia [37, 33] potentially towards yttria.
In addition to conventional composites also finegrain tungsten is an option to strengthen and duc-tilize tungsten [39] similar to other metals [40] an op-tion to achieve this for W & DEMO applications isPowder Injection Molding (PIM) [41, 42]. Powder In-jection Molding (PIM) as production method enablesthe mass fabrication of low cost, high performancecomponents with complex geometries. The range indimension of the produced parts reach from a micro-gearwheel (d = 3mm, 0.050g) up to a heavy plate((60x60x20)mm, 1400 g). Furthermore, PIM as spe-cial process allows the joining of tungsten and dopedtungsten materials without brazing and the develop-ment of composite and prototype materials. There-fore, it is an ideal tool for divertor R&D as well asmaterial science.
B. Tungsten smart alloys
Addressing the safety issue, a loss-of-coolant ac-cident in a fusion reactor could lead to a temperaturerise of 1400 K after ∼ 30 − 60 days due to neutroninduced afterheat of the in-vessel components [5].
Thereby, a potential problem with the use of Win a fusion reactor is the formation of radioactive andhighly volatile WO3 compounds. In order to suppressthe release of W-oxides tungsten-based alloys contain-ing vitrifying components seem feasible, as they can
Depleted Zone /W-enriched
D, T, He , Ar, ...
Passivating Layer XxOx
limited WO3 release
O2, H20 atmospehere
Bulk W / Tungsten SMART alloyStructural Part / Coolant Structure
Edge Plasma
During Operation Loss of Coolant Accident
Figure 12: Working principle of a smart alloys basedPFC with both the operational and accident mecha-nisms shown.
be processed to thick protective coatings with reason-able thermal conductivity, e.g. by plasma sprayingwith subsequent densification. Enhanced erosion oflight elements during normal reactor operation is notexpected to be a concern. Preferential sputtering ofalloying elements leads to rapid depletion of the firstatomic layers of light alloying elements and leaves apure W-surface facing the plasma [43]. This mech-anism is similar to the above mention EUROFER-97 surface enrichment. Fig. 12 displays the basicmechanism. During operation plasma ions erode thelight constituents of the alloy leaving behind a thindepleted zone with only tungsten remaining. Subse-quently the tungsten layer suppresses further erosionhence utilizing the beneficial properties of tungsten.In case of a loss of coolant and air or water ingressthe tungsten layer oxides releasing a minima amountof WO3 and then passivating the alloy due to thechromium content. W-Cr-Y with up to780 at% of Wcontent already shows 104-fold suppression of tung-sten oxidation due to self-passivation [44]. Test sys-tems are being produced via magnetron sputteringand evaluated with respect to their oxidation behav-ior. Production of bulk samples is ongoing. Rigor-ous testing of oxidation behavior, high heat flux test-ing and plasma loads as well as mass production forcandidate materials is under preparation. The mate-rial can be considered for both first wall and diver-tor applications especially when combined with thestrengthening properties of the Wf/W composite ap-proach. The PWI behavior and potential neutron ortemperature embrittlement need to be quantified.
C. Functionally Graded Materials
Having discussed tungsten as the main candidatefor the PFMs of a fusion reactor the joint to thecooling structure or wall structure in general is cru-cial. From the values of thermal expansion for thedifferent materials (copper ∼ 16.5µm/(mK), tung-sten: ∼ 4.5µm/(mK) molybdenum: ∼ 4.8µm/(mK),
256

stainless steel: ∼ 12µm/(mK) it is clear that a ma-ture solution of joining them needs to be established.
As one of the example systems the developmentof Functionally Graded Materials (FGMs) between Was the PFM with the structural material EUROFER-97 can be considered. As depicted in [45] FGMs area candidate especially when considering applicationssuch as the blanket modules of a DEMO [7] or even ahelium cooled tungsten divertor with low to mediumheat-flux (1− 5MW/m2) for which the heat conduc-tivity of EUROFER-97 maybe sufficient.
Similar ideas are developed for the transition be-tween copper and W [46, 47] potentially being usedas solution for a water-cooled high heat-flux divertor[7, 14]
D. Tritium Management
Moving towards the actual structural part of thereactor tritium management is an issue especially forthe breeding blankets. In order to prevent tritiumloss and radiological hazards it is important to sup-press permeation through the reactor walls. Researchon permeation barriers ranges over a variety of ma-terials [48, 49, 50, 51] including erbia and alumina.Permeation barriers require high permeation reduc-tion factors, high thermal stability and corrosion re-sistance as well as similar thermal expansion coeffi-cients compared to those of the substrate. Estab-lishing the permeation mitigation requires controlledexperiment. A new gas-driven permeation setup is es-tablished at FZJ to investigate deuterium permeationthrough different ceramic coatings on EUROFER-97,which significantly reduce the deuterium permeation.Several techniques to apply the coatings can be con-sidered e.g. Arc Deposition, Chemical Routes, Mag-netron Sputtering. A mitigation factor of 50-100 isessential to allow safe operation and allow a reason-able tritium breeding ratio.
In addition to permeation mitigation and me-chanical feasibility, compatibility with neutron irradi-ation needs to be enforced. Here especially erbia andalumina but also zirconia [52] do have issues. Perme-ation barriers from Ytrria [53] may be a potential lowactivation element element (fig. 10) and in additionis quite similar in terms of thermal expansion whenconsidering EUROFER-97 as the substrate.
V. SUMMARY AND OUTLOOK
Considering all the above mentioned issues whenusing materials in a fusion reactor environment ahighly integrated approach is required. The lifetimeof PFCs and joints due to erosion, creep, thermalcycling, embrittlement needs to be compatible withsteady state operation and short maintenance inter-vals.Thermal properties of composites and compo-nents have to be at least similar to bulk materialswhen enhanced properties in terms of strength are
not to hinder the maximization of operational perfor-mance. Damage resilient materials can here facilitatesmall, thin components and hence higher exhaust ca-pabilities. The components need to be compatiblewith the aim of tritium breeding and self-sufficiencyand hence mitigate tritium retention and loss.
Despite using various alloying components, in-terlayers or coatings maintainability and recyclingof used materials is required to make fusion viableand publicly acceptable. Last but not least, largescale production of advanced materials is crucial. Wehence propose to utilize the composite approach to-gether with alloying concepts to maximize the po-tential of the tungsten part of a potential PFC. To-gether with W/Cu composites at the coolant level andW/EUROFER joints high-performance componentscan be developed. Rigorous testing with respect toPWI and high heat-flux performance are planned forall concepts to have prototype components availablewithin 5 years for application in existing fusion de-vices.
VI. ACKNOWLEDGEMENTS
In particular I would like to thank all peopleinvolved in preparing this manuscript: S.Antusch4,M.Aumann 1, W.Biel1,3, J.Du1, J.Engels1, S.Heuer1,A.Houben1, T.Hoeschen2, B.Jasper1, F.Koch2,J.Linke1, A.Litnovsky1, Y.Mao1, R.Neu2,5,G.Pintsuk1, J.Riesch2, M.Rasinski1, J.Reiser4,M.Rieth4, A.Terra 1, B.Unterberg1, Th.Weber1,T.Wegener1, J-H.You2 and Ch.Linsmeier1
1Forschungszentrum Julich GmbH, Institut fur Energie- und Kli-
maforschung, Julich, Germany 2Max-Planck-Institut fur Plasmaphysik,
Garching Germany 3Department of Applied Physics, Ghent University,
Ghent, Belgium 4 Karlsruhe Institute of Technology, Institute for Applied
Materials, Eggenstein-Leopoldshafen, Germany 5 Technische Universitat
Munchen, Boltzmannstrasse 15, 85748 Garching, Germany’
REFERENCES
1. Stork et al, D. Assessment of the eu r&dprogramme on demo structural and high-heatflux materials, final report of the materi-als assessment group,. Technical ReportEFDA(12)52/7.2, EFDA (December 2012).
2. Wenninger, R. et al. Nuclear Fusion, 54 (2014),11. Cited By 0.
3. Maisonnier, D. et al. Nuclear Fusion, 47 (2007),11, 1524.
4. Maisonnier, D. et al. Fusion Engineering andDesign, 81 (2006), 814, 1123 – 1130. Proceed-ings of the Seventh International Symposium onFusion Nuclear Technology ISFNT-7 Part B Pro-ceedins of the Seventh International Symposiumon Fusion Nuclear Technology.
257

5. Maisonnier, D. et al. A conceptual study ofcommercial fusion power plants. Final Reportof the European Fusion Power Plant Concep-tual Study (PPCS) EFDA(05)-27/4.10, EFDA(2005). EFDA(05)-27/4.10.
6. Romanelli, F. Fusion Electricity A roadmap tothe realisation of fusion energy. European FusionDevelopment Agreement, EFDA (2012). ISBN978-3-00-040720-8.
7. Federici, G. et al. In Fusion Engineering(SOFE), 2013 IEEE 25th Symposium on, pages1–8 (June 2013).
8. Forrest, R. et al. Handbook of activationdata calculated using easy-2007. UKAEA FUS552, EURATOM/UKAEA Fusion Association(March 2009).
9. Pitts, R. et al. Journal of Nuclear Materials,415 (2011), 1 SUPPL, S957S964.
10. Eckstein, W. et al. Sputtering data. Tech-nical Report IPP 9/82, Max-Planck-Instut fuerPlasmaphysik (1993).
11. Roth, J. et al. Journal of Nuclear Materi-als, 390391 (2009), 0, 1 – 9. Proceedings ofthe 18th International Conference on Plasma-Surface Interactions in Controlled Fusion DeviceProceedings of the 18th International Conferenceon Plasma-Surface Interactions in Controlled Fu-sion Device.
12. Pitts, R. et al. Journal of Nuclear Materials,(2013), 438, S48.
13. Puetterich, T. et al. Nuclear Fusion, 50 (2010),2, 025012.
14. Bachmann, C. In http://www.soft2014.eu.http://www.soft2014.eu (2014).
15. Stork, D. et al. Journal of Nuclear Materials,455 (2014), 1-3, 277–291. Cited By 1.
16. Rieth, M. et al. Journal of Nuclear Materials,442 (2013), 1-3 SUPPL.1, S173–S180. Cited By2.
17. Reiser, J. and Rieth, M. Fusion Engineer-ing and Design, 87 (2012), 56, 718 – 721.¡ce:title¿Tenth International Symposium on Fu-sion Nuclear Technology (ISFNT-10)¡/ce:title¿.
18. Brezinsek, S. et al. Nuclear Fusion, 53 (2013),8, 083023.
19. Igitkhanov, Y.; Bazylev, B. and Fetzer, R. Thequantification of the key physics parameters forthe demo fusion power reactor and analysis of thereactor relevant physics issues. KIT ScientificReports 7661, KIT (2015).
20. Zinkle, S. and Ghoniem, N. Fusion Engineeringand Design, 5152 (2000), 0, 55 – 71.
21. Linke, J. et al. Nuclear Fusion, 51 (2011), 7,073017.
22. Tanno, T. et al. Journal of Nuclear Materials,386388 (2009), 0, 218 – 221. Fusion ReactorMaterials Proceedings of the Thirteenth Interna-tional Conference on Fusion Reactor Materials.
23. Linke, J. Fusion Science And Technology, 53(2008), 2T, 278–287.
24. Goodwin, F. et al. In Martienssen, W. and War-limont, H., editors, Springer Handbook of Con-densed Matter and Materials Data, pages 161–430. Springer Berlin Heidelberg (2005). ISBN978-3-540-44376-6.
25. Bolt, H. et al. Journal of Nuclear Materials,307311, Part 1 (2002), 0, 43 – 52.
26. Lindau, R. et al. Fusion Engineering and De-sign, 7579 (2005), 0, 989 – 996. Proceedingsof the 23rd Symposium of Fusion TechnologySOFT 23.
27. Coenen et al, J. Physica Scripta, 2014 (2014),T159, 014037.
28. Rasinski et al, M. In PFMC-2015 (2015). Posterat this conferencxe.
29. Sugiyama, K. et al. Journal of Nuclear Materi-als, (2014). Cited By 0; Article in Press.
30. Roth, J. et al. Journal of Nuclear Materials,454 (2014), 13, 1 – 6.
31. Czel, G. and Wisnom, M. Composites Part A:Applied Science and Manufacturing, 52 (2013),0, 23 – 30.
32. Reiser, J. et al. Advanced Engineering Materials,17 (2014), 4, 491–501. Cited By 0.
33. Riesch, J. et al. Physica Scripta, 2014 (2014),T159, 014031.
34. Riesch, J. et al. Acta Materialia, 61 (2013), 19,7060 – 7071.
35. Riesch et al, J. In PFMC-2015 (2015). Articleat this conferencxe.
36. Hoeschen et al, T. In PFMC-2015 (2015). Posterat this conferencxe.
37. Du, J.; You, J.-H. and Hschen, T. Journal ofMaterials Science, 47 (2012), 11, 4706–4715.
38. Shimoda, K. et al. Composites Science and Tech-nology, 68 (2008), 1, 98 – 105.
258

39. Nemeth, A. A. et al. International Journalof Refractory Metals and Hard Materials, 50(2015), 0, 9 – 15.
40. Hohenwarter, A. and Pippan, R. Philosophi-cal Transactions of the Royal Society of LondonA: Mathematical, Physical and Engineering Sci-ences, 373 (2015), 2038.
41. Antusch, S. et al. Fusion Engineering and De-sign, 88 (2013), 9-10, 2461–2465. Cited By 1.
42. Antusch et al., S. Nuclear Materials and Energy,(2015). Accepted for publication.
43. Eckstein et al, W. IAEA, (2001), 7b, pp. 76.Vienna.
44. Wegener et al, T. In PFMC-2015 (2015). Posterat this conferencxe.
45. Aktaa, J. et al. Fusion Engineering and De-sign, 89 (2014), 78, 913 – 920. Proceedingsof the 11th International Symposium on FusionNuclear Technology-11 (ISFNT-11) Barcelona,Spain, 15-20 September, 2013.
46. Greuner, H. et al. Fusion Engineering and De-sign, (2015), 0, –.
47. You, J.-H. et al. Journal of Nuclear Materials,438 (2013), 13, 1 – 6.
48. Hollenberg, G. et al. Fusion Engineering andDesign, 28 (1995), 0, 190 – 208. Proceedingsof the Third International Symposium on FusionNuclear Technology.
49. Levchuk, D. et al. Physica Scripta, 2004 (2004),T108, 119.
50. Chikada, T. et al. Fusion Engineering and De-sign, 84 (2009), 26, 590 – 592. Proceeding of the25th Symposium on Fusion Technology (SOFT-25).
51. Chikada, T. et al. Fusion Engineering and De-sign, 85 (2010), 79, 1537 – 1541. Proceedingsof the Ninth International Symposium on FusionNuclear Technology.
52. Zhang, K. and Hatano, Y. Journal of NuclearMaterials, 417 (2011), 1-3, 1229–1232. CitedBy 3.
53. Wu, Y. et al. Fusion Engineering and Design,90 (2015), 0, 105 – 109.
259