Transportation and Erection of Pressure...
44
10 Transportation and Erection of Pressure Vessels Procedure 10-1: Transportation of Pressure Vessels ............................................................. 632 Procedure 10-2: Erection of Pressure Vessels ...... 660 Procedure 10-3: Lifting Attachments and Terminology ..................................................... 666 Procedure 10-4: Lifting Loads and Forces .......... 675 Procedure 10-5: Design of Tail Beams, Lugs, and Base Ring Details ....................................... 681 Procedure 10-6: Design of Top Head and Cone Lifting Lugs ............................................. 691 Procedure 10-7: Design of Flange Lugs .............. 695 Procedure 10-8: Design of Trunnions ................. 706 Procedure 10-9: Local Loads in Shell Due to Erection Forces............................................. 710 Procedure 10-10: Miscellaneous ......................... 713 631
Transcript of Transportation and Erection of Pressure...

10Transportation and Erection of
Pressure Vessels
Procedure 10-1 Transportation of PressureVessels 632Procedure 10-2 Erection of Pressure Vessels 660Procedure 10-3 Lifting Attachments andTerminology 666Procedure 10-4 Lifting Loads and Forces 675Procedure 10-5 Design of Tail Beams Lugsand Base Ring Details 681Procedure 10-6 Design of Top Head andCone Lifting Lugs 691
Procedure 10-7 Design of Flange Lugs 695
Procedure 10-8 Design of Trunnions 706
Procedure 10-9 Local Loads in Shell Dueto Erection Forces 710
Procedure 10-10 Miscellaneous 713
631
Procedure 10-1 Transportation of Pressure Vessels
The transportation of a pressure vessel by ship bargeroad or rail will subject the vessel to one-time-onlystresses that can bend or permanently deform the vessel ifit is not adequately supported or tied down in the rightlocations The shipping forces must be accounted for toensure that the vessel arrives at its destination withoutdamage
It is very frustrating for all the parties involved to havea load damaged in transit and to have to return it to thefactory for repairs The cost and schedule impacts can bedevastating if a vessel is damaged in transit Certainminimal precautions can avoid the costly mistakes thatoften lead to problems Even when all precautions aremade however there is still the potential for damage dueto unforseen circumstances involved in the shipping andhandling process
Care should be taken to ensure that the size and locationof the shipping saddles tie-downs or lashing are adequateto hold the vessel but not deform the vessel Long thin-walled vessels such as trayed columns are especiallyvulnerable to these shipping forces The important thing toremember is that someone must take the responsibilityThe barge and rail people have their own concerns withregard to loading and lashing These may or may notcoincide with the concerns of the vessel designer
The shipping forces for ships barges trucks and railare contained in this procedure Each method of trans-portation has its own unique load schemes and resultingforces Barge shipping forces will differ from rail due tothe rocking motion of the seas Rail shipments howevergo around corners at high speed In addition rail forcesmust allow for the ldquohumpingrdquo of rail cars when they arejoined with the rest of the train Ocean shipments have toresist storms and waves without breaking free of theirlashings
Whereas horizontal vessels on saddles are designed forsome degree of loading in that position vertical vesselsare not The forces and moments that are used for thedesign of a vertical vessel assume the vessel is in itsoperating position Vertical vessels should generally bedesigned to be put on two saddles in a horizontal positionand transported by various means That is the purpose ofthis procedure Too often the details of transportation anderection are left in the hands of people who though wellversed in their particular field are not pressure vesselspecialists
Often vessels are transported by multiple means Thusthere will be handling operations between each successivemode of transportation Often a vessel must be moved byroad to the harbor and then transferred to a barge or shipOnce it reaches its destination it must be reloaded ontoroad or rail transport to the job site There it will be off-loaded and either stored or immediately erected A finaltransport may be necessary to move the vessel to thelocation where it will be finally erected At each handlingand transport phase there are different sets of forcesexerted on the vessel that must be accounted for
Shipping Saddles
The primary concern of the vessel designer is thelocation and construction of the shipping saddles to takethese forces without overstressing or damaging the vesselIf saddles are to be relocated by the transporter it isimportant that the new locations be reviewed Generallyonly two shipping saddles should be used However thismay not always be possible Remember that the reason forusing two saddles is that more than two saddles createsa statically indeterminate structure You are never assuredthat any given saddle is going to take more than itsapportioned load
Here are some circumstances that would allow for morethan two saddles to be used or for a special location of twosaddles
bull Transporter objects due to load on tiresbull Transporter objects due to load on barge or shipbull Very thin long vesselbull Heavy-walled vessels for spreading load on ship ortransporters
Shipping saddles can be constructed of wood or steel orcombinations The saddles should be attached to the vesselwith straps or bolts so that the vessel can be movedwithout having to reattach the saddle Horizontal vesselsmay be moved on their permanent saddles but should bechecked for the loadings due to shipping forces andclearances for boots and nozzles Shipping saddles shouldhave a minimum contact angle of 120 just like perma-nent saddles Provisions for jacking can be incorporatedinto the design of the saddles to allow loading andhandling operations without a crane(s)
632 Pressure Vessel Design Manual
Shipping saddles should be designed with the vesseland not left up to the transport company In generaltransportation and erection contractors do not havethe capability to design shipping saddles or to checkthe corresponding vessel stresses for the various loadcases
Whenever possible shipping saddles should be locatedadjacent to some major stiffening element Some commonstiffening elements include stiffening rings heads (bothinternal and external) or cones If necessary temporaryinternal spiders can be used and removed after shipment iscomplete
Key factors for shipping saddles to consider
bull Included anglebull Saddle widthbull Type of constructionbull Lashing lugsbull Jacking pocketsbull Method of attachment to the vesselbull Overall shipping height allowabledcheck withshipper
Recommended contact angle and saddle width
Vessel Stresses
The stresses in the vessel shell should be determined bystandard Zickrsquos analysis The location of shipping saddlesshould be determined such that the bending at the midspanand saddles is not excessive Also the stresses due tobending at the horn of the saddle is critical If this stress isexceeded the saddle angle and width of saddle should beincreased Also move the saddle closer to the head ora major stiffening element
Lashing
Vessels are lashed to the deck of ships and bargesIn like manner they must be temporarily fixed to rail-cars trailers and transporters Lashing should berestricted to the area of the saddle locations Vessels
are held in place with longitudinal and transverselashings Lashings should never be attached to smallnozzles or ladder or platform clips In some caseslashing may be attached to lifting lugs and base ringsLashings should not exceed 45 from the horizontalplane
Other Key Factors to Consider
bull Shipping clearancesbull Shipping orientationdpay close attention to lift lugsand nozzles
bull Shipping routebull Lifting orientationbull Type of transportbull Watertight shipment for all water transportationbull Escorts and permitsbull Abnormal loadsdsize and weight restrictionsbull Vessels shipped with a nitrogen purgebull Shippinghandling plan
Organizations That Have a Part in the Transportation andHandling of Pressure Vessels
bull Vessel fabricatorbull Transport companybull Engineering contractorbull Railway authoritiesbull Port authoritiesbull Erectionconstruction companybull Trailertransporter manufacturerbull Ship or barge captainbull Crane companyoperator
Special Considerations for Rail Shipments
1 Any shipment may be subject to advance railroadapproval
2 Any shipment over 10 ft-6 in wide must haverailroad approval
3 A shipping arrangement drawing is required for thefollowinga All multiple carloads (pivot bolster required)b All single carloads over 10 ft-6 in widec All single carloads over 15 ft-0 in ATR (above
top of rail)d All single carloads that overhang the end(s) of
the car and are over 8 ft-0 in ATR
Vessel Diameter Contact Angle
Minimum Saddle
Width
D lt 13 ft-0 in 120 11 in
13 ft-0 in lt D lt 24 ft-0 in 140 17 in
D gt 24 ft-0 in 160 23 in
Transportation and Erection of Pressure Vessels 633
4 Clearances must be checked for the followinga Vessels greater than 9 feet in widthb Vessels greater than 40 feet overall lengthc Vessels greater than 50 tons
5 The railroad will need the following specific dataas a minimum
a Weightb Overall lengthc Method of loadingd Loadpoint locationse Overhang lengthsf Widthg Heighth Routingroute surveysi Center of gravity
6 A swivel (pivot) bolster is required whenever thefollowing conditions exista Two or more cars are requiredb The capacity for a single car is exceededc The overhang of a single car exceeds 15 feet
7 Rated capacities of railcars are based on a uniformlydistributed load over the entire length of the carThe capacity of a car for a concentrated load willonly be a percentage of the rated capacity
8 Rules for loads loading and capacities vary bycarrier Other variables include the types of cars thecarrier runs the availability and the ultimatedestination Verify all information with the specificcarrier before proceeding with the design of ship-ping saddles or locations
9 For vessels that require pivot bolsters the shippingsaddles shall be adequately braced by diagonaltensioncompression rods between the vessel andthe saddle The rods and clips attached to the vesselshell should be designed by the vessel fabricator tosuit the specific requirements of the carrier
10 If requested rail bolsters can be returned to themanufacturer
11 Loading arrangement and tie-downs will have topass inspection by a representative of the railwaysand sometimes by an insurance underwriter prior toshipment
12 Accelerometers can be installed on the vessel tomonitor shipping forces during transit
13 A rail expediter who accompanies the load shouldbe considered for critical shipments
14 The railroad will allow a fixed time for the cars tobe offloaded cleaned and returned Demurragecharges for late return can be substantial
Outline of Methods of Vessel Shipping and Transportation
1 Roada Trucktractor and trailerb Transportersdsingle or multiple self-propelled
or towedc Specialdbulldozerd Frame adapterse Beams to span trailers or transportersf Rollersg Special
2 Raila Single carb Multiple carsc Special carsd Types of cars
bull Flatcarbull Fishbelly flatcarbull Well carbull Heavy-duty carbull Gondola car
3 Bargea River bargeb Ocean-going bargec Lakes and canals
4 Shipsa Roll-on roll-off typeb Loading and off-loading capabilitiesc In-hull or on-deckd Floating cranes
5 Othera Planeb Helicopterc Bulldozer
634 Pressure Vessel Design Manual
Table 10-1Overland shipping limits in the US
State Length ft Width ft Height ft Gross Weight lb
Alabama 150 16 16 180000
Arizona 120 14 16 250000
Arkansas 100 14 14 120000
California 120 14 16 220000
Colorado 130 17 16 228000
Connecticut 120 15 16 250000
Delaware 120 15 15 250000
Florida 150 16 16 250000
Georgia 100 14 14 120000
Idaho 110 16 15rsquo6 200000
Illinois 145 14rsquo6 15 250000
Indiana 110 16 15 250000
Iowa 120 18 16 250000
Kansas 126 16rsquo6 16 250000
Kentucky 110 16 15 250000
Louisiana 125 18 16 250000
Maine 125 16 16 250000
Maryland 100 15rsquo11 15rsquo11 220000
Massachusetts 115 14 14 240000
Michigan 150 16 15 230000
Minnesota 95 14rsquo6 14 250000
Mississippi 100 14 14 120000
Missouri 100 14 14 120000
Montana 110 18 17 240000
Nebraska 120 14 15rsquo6 212000
Nevada 105 17 16 240000
New Hampshire 120 15 16 250000
New Jersey 120 18 16 220000
New Mexico 120 14 16 250000
New York 120 14 14 160000
North Carolina 100 14 14 120000
North Dakota 120 14rsquo6 15rsquo6 150000
Ohio 100 14 14rsquo10 120000
Oklahoma 100 16 16 212000
Oregon 105 14 16 220000
Pennsylvania 120 16 15rsquo6 201000
Rhode Island 90 14 13rsquo6 120000
South Carolina 125 16 14 250000
South Dakota 120 14rsquo6 15rsquo6 150000
Tennessee 120 16 15 250000
Texas 125 20 18rsquo11 252000
Utah 125 15 16rsquo6 250000
Vermont 100 15 14 150000
Virginia 150 14 15 150000
Washington 150 14 16 200000
West Virginia 150 16 15 212000
Wisconsin 150 16 16 250000
Wyoming 110 18 17 252000
Note This information in this Table is for general reference information only and should not be relied upon for any given application These values
change regularly and local state and national regulations should be checked for any given haul application
Transportation and Erection of Pressure Vessels 635
636 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 637
638 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 639
640 Pressure Vessel Design Manual
Table 10-2Barge shipping forces
Transportation and Erection of Pressure Vessels 641
Pitch
Cases 3a and 3b
Forces in Vessel Due to Pitch
General
F frac14 ma frac14Wg
2pT
2Rqp180
F frac14 00214WRq
T2
f1 frac14 tan1
aR1
Fp frac14 00214WR1q1
T21
Case 3a Fy frac14 Fp sin f1
Fz frac14 Fp cos f1
Case 3b Fy frac14 Fp sin f1
Fz frac14 Fp cos f1
Roll
Case 2a q2 [ 30 max
Case 2b
Forces in Vessel Due to Roll
f2 frac14 tan1ed
R2 frac14 esin f2
FR frac14 00214WR2q2
T22
Case 2a Fy frac14 FR sin f2
Fx frac14 FR cos f2
Case 2b Fy frac14 FR sin f2
Fx frac14 FR cos f2
642 Pressure Vessel Design Manual
The job of the designer is to translate the loads resultingfrom the movement of the ship into loads applied to thepressure vessel that is stored either at or below decks Theship itself will rotate about its own center of buoyancy(CB) depending on the direction of the sea and the shiprsquosorientation to that direction of sea The vessel strapped toits deck is in turn affected by its location in relation to theCB of the ship For example if the CG of the vessel islocated near the CB of the ship the forces are minimizedThe farther apart the two are in relation to each other themore pronounced the effect on the vessel
The shiprsquos movement translates into loads on the threeprincipal axes of the vessel Saddles and lashings must bestrong enough to resist these external forces withoutexceeding some allowable stress point in the vessel Thepoint of application of the load is at the CG of the vesselThese loads affect the vessel in the same manner as
seismic forces do In fact the best way to think of theseloads is as vertical and horizontal seismic forces Verticalseismic forces either add or subtract to the weight of thevessel Horizontal seismic forces are either transverse orlongitudinal
The X Y and Z axes translate into and are equivalentto the following loadings in the vessel
X axis horizontal transverseY axis corresponds to vertical loads by either adding orsubtracting from the weight of the vesselZ axis longitudinal axis of the vessel All Z axis loadsare longitudinal loadings
Load Combinations for Sea Forces
1 dead load thorn sway thorn heave thorn wind2 dead load thorn surge thorn heave thorn wind
Transportation and Erection of Pressure Vessels 643
644 Pressure Vessel Design Manual
Axle Loads
The number of axles that must be placed under a load isdetermined by analyzing the weight restrictions andallowable bearing load from local state or national regu-lations The transportation contractor is responsible fordetermining the axle loads based on the equipment usedand the weight and distribution of the loads The author-ities that permit the load will require an analysis of the axleloads to ensure that the roadbed is not overloaded Axleloads include the weight of the vessel transport saddlesbeams hauler (tractor) dollies etc
There are three different methods used to distribute theloads to the axles
1 Flatbed This method uses conventional tractor-trailer assembly with various numbers of axles andwheels under the trailer bed to distribute the weightto the road surface
2 Bolstered This method is used for abnormally longloads in which the sets of axles are attached directlyto the load via the transport saddle Both sets ofaxles will have steering capabilities
3 Bolstered loads using equalizing transportingbeams This method is much the same as thebolstered long vessel load In this case the load istoo heavy for a flatbed yet too short for bolsteredaxles The solution is to utilize beams betweenbolsters to suspend the load
Transporter Stability
There are two types of stability checks that should beperformed on each load The first has to do with thetipping point of the load relative to the roadway as the loadshifts due to the camber of the road The second has to dowith the turning radius of bolstered loads As the load goesaround curves the CG shifts from being in line with thedollies to an eccentric condition In tight curves the
eccentricity of the load can overload the outer set ofwheels to the point of rollover The two cases are
1 Rollover stability due to road camber2 Turning stability due to turning radius
Case 1Due to the camber in roads the load will be subject to
various angles q that will change the location of the centerof gravity of the load On a flat surface the center of gravityis in line with the centerline of the trailer As the roadcamber increases the CG is steadily moved toward theouter set of wheels At some point the wheels are over-loaded on one side and the entire assembly reaches a tippingpoint Beyond this the trailer turns over and the load is lostThis condition has resulted in numerous rollovers
Case 2For bolstered loads the vessel must swivel on the deck
of the trailer in order to accommodate curves in the roadand corners As the curve or corner is negotiated theactual CG gets further away from the projected load pointThis is true whether you have a single pivoting bolster ortwo however the situation is more pronounced with thedouble pivoting case There have been a number of roll-overs as a result of the eccentricity ie shifting the load tothe outer row of wheels until the load becomes unstable
θ
Figure 101 Rollover stability
DOLLIEe
CG OF LOAD CENTERLINESUSPENDED LOAD
PROJECTEDLOAD POINT
Figure 102 Turning stability
Transportation and Erection of Pressure Vessels 645
646 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 647
Summary of LoadsForces on Vessels During Transportation
Table 10-3Transportation load coefficients K
Forces Road Rail Barge Ocean
Fx 05 10 095 10
Fy 15 20 13 15
Fz 10 15 15 15
Table 10-4Load per saddle due to transport forces
Due to Load per Saddle Diagram
Fx Q1 frac14 WsL2L1
thorn FxB
2A
Q2 frac14 WsL3L1
thorn FxB
2A
Fy Q1 frac14 ethWs thorn FyTHORNL2L1
Q2 frac14 ethWs thorn FyTHORNL3L1
Fz
Q1 frac14 WsL2L1
thorn FzB
L1
Q2 frac14 WsL3L1
thorn FzB
L1
648 Pressure Vessel Design Manual
Load Diagrams for Moments and Forces
Case 1
Note W frac14 weight of vessel plus any impact factors
OAL frac14 L1 thorn L2 thorn L3 w frac14 WOAL
Q1 frac14whethL1 thorn L2THORN2L2
3
i2L1
Q2 frac14 W Q1
M1 frac14 wL22
2
M2 frac14 Q1
Q1
2w L2
M3 frac14 wL23
2
Mx frac14 wethL2 XTHORN22
Mx1 frac14 wethL2 thorn X1THORN22
Q1X1
Mx2 frac14 wethL3 X2THORN22
Case 2
w1 frac14 W1
L2
w2 frac14 W2
L3
Q1 frac14 WL6
L1
Q2 frac14 W Q1
M1 frac14 w1L24
2
M2 frac14 M1 thornM3
2 w1L2
1
8
M3 frac14 w2L23
2
Transportation and Erection of Pressure Vessels 649
Case 3
Q1 frac14 WL1
2ethL1 thorn L2THORN WL2
2
2L1ethL1 thorn L2THORN
Q2 frac14 WL1
2ethL1 thorn L2THORN thornWL2
L1 thorn L2thorn WL2
2
2L1ethL1 thorn L2THORN
M1 frac14 Q21ethL1 thorn L2THORN
2W
M2 frac14 Q1L1 WL21
2ethL1 thorn L2THORN
Mx frac14 Q1XWX2
2ethL1 thorn L2THORN
Case 4
w1 frac14 W1
L2
w2 frac14 W2
L3
Q1 frac14 w1L2eth2L1 L2THORN thorn w2L23
2L1
Q2 frac14 w2L3eth2L1 L3THORN thorn w1L22
2L1
Moment at any point X from Q1
Mx frac14 Q1X w1X2
2
Moment at any point Y from Q2
My frac14 Q2ethL1 YTHORN w2ethL1 YTHORN22
650 Pressure Vessel Design Manual
Transportation-Vertical Vessel on Two Saddles UniformLoad Case With Incorporation of Shipping Factors
NotationF2 frac14 Additional load on Q2 LbsFZ frac14 Longitudinal loading due to shipping forces
LbsFY frac14 Vertical Loading due to shipping forces LbsKZ frac14 Longitudinal impact factorKY frac14 Vertical impact factor
Q1Q2 frac14 Saddle loads without impact factors LbsQ1
0Q20 frac14 Saddle loads with impact factors Lbs
W frac14 Shipping weight of vessel without impactfactors Lbs
WT frac14 Shipping weight with impact factors Lbsw1 frac14 Uniform load without FY LbsFtw2 frac14 Uniform load including FY LbsFt
NOTE Assume that FZ amp FY do not occur at the sametime
Case 1 Adding Load for Fz
bull Longitudinal load FZ
FZ frac14 KZ W
bull Uniform load w1
w1 frac14 W=LT
bull Additional load on saddle F2
F2 frac14 ethFZ BTHORN=L1
bull Saddle loads Q1 Q2 Q10 Q2
0
Q1 frac14 w1
hethL1 thorn L2THORN2L2
3
i2 L1
Q10 frac14 Q1 F2
Q2 frac14 W Q1
Q20 frac14 Q2 thorn F2
Case 2 Adding Loads for Fy
bull Longitudinal load FY
FY frac14 KY W
bull Vertical load FY
WT frac14 Wthorn FY
bull Uniform load w2
w2 frac14 WT=LT
bull Saddle loads Q10 amp Q2
0
Q10 frac14 w2
hethL1 thorn L2THORN2 L2
3
i=2L1
Q20 frac14 WT Q1
0
Select worst case and calculate moments
M1 frac14 wn L22=2
M2 frac14 Q10Q1
0=2 wn
L2
M3 frac14 wn L23=2
Sample Problem
Given
B frac14 1575 ftL1 frac14 124 ftL2 frac14 24 ftL3 frac14 21 ftLT frac14 169 ft
LT
M2
M1 M3
WT
w1 or w2
W
L2
Q1 Q2
Fz
B
L1 L3
Figure 103 Data for uniform load case
Transportation and Erection of Pressure Vessels 651
W frac14 741 kipsKY frac14 5KZ frac14 6
Calculation
FZ frac14 KZ W frac14 6 eth741THORN frac14 4446 kips
FY frac14 KY W frac14 5 eth741THORN frac14 3705 kips
WT frac14 Wthorn FY
frac14 741thorn 3705 frac14 1 1115 kips
w1 frac14 W=LT frac14 741=169 frac14 438 kips=ft
w2 frac14 WT=LT frac14 11115=169 frac14 658 kips=ft
F2 frac14 ethFZ BTHORN=L1 frac14 frac124446 eth1575THORN=124frac14 5647 kips
Case 1 Adding Load for FZ
bull Saddle loads Q1 Q2 Q10 Q2
0
Q1 frac14 w1
hethL1 thorn L2THORN2L2
3
i2 L1
frac14 438heth124thorn 24THORN2212
i2124
frac14 379 kips
Q10 frac14 Q1 F2 frac14 379 565 frac14 3225 kips
Q2 frac14 W Q1 frac14 741 379 frac14 362 kips
Q20 frac14 Q2 thorn F2 frac14 362thorn 565 frac14 4185 kips
Case 2 Adding Load for FY
bull Saddle loads Q10 amp Q2
0
Q10 frac14 w2
hethL1 thorn L2THORN2L2
3
i2 L1
frac14 658heth124thorn 24THORN2212
i2124
frac14 569 kips
Q10 frac14 WT Q1
0 frac14 11115 569
frac14 5425 kips
Worst case is Case 2Determine moments
M1 frac14 w2 L2
2
2 frac14
658242
2
frac14 1 895 ft kips
M2 frac14 Q10Q1
0=2 w2
L2
frac14 569 eth569=eth2$658THORN 24THORN frac14 10 946 ft kips
M3 frac14 w2 L2
3
2 frac14
658212
2 frac14 1 450 ft kips
Use these moments and loads to determine stresses inshell
652 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 653
654 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 655
Tension Bands on Saddles
NotationAr frac14 area required in2
As frac14 area of bolt in2
Ab frac14 area of band required in2
Aw frac14 allowable load on weld lbinB frac14 saddle height ind frac14 bolt diameter inf frac14 load on weld kipsinFt frac14 allowable stress tension psi
Fx Fy Fz frac14 shipping external forces lbK frac14 maximum band spacing inN frac14 number of bands on one saddlePe frac14 equivalent external pressure psiR frac14 outside vessel radius inT frac14 tension load in band lb
T123 frac14 load cases in bolt and band lbTb frac14 tension load in bolt lbWs frac14 weight of one saddle lbb frac14 angle of tension bands degreessa frac14 stress in bolt psisb frac14 stress in band psi
656 Pressure Vessel Design Manual
bull Find tension in band T1 due to shipping forces onsaddle Fx and Fy
T1 frac14 cos b
FxB4RN
thorn Fy Ws
4N
bull Area required for bolt
Ar frac14 T1
Ft
bull Find bolt diameter d
d frac14ffiffiffiffiffiffiffiffi4Ar
p
r
Select nominal bolt diameter
As frac14bull Find maximum stress in bolt due to manualwrenching sa
sa frac14 45 000ffiffiffid
p
bull Maximum tension load in bolts T2
T2 frac14 saAs
bull Load due to saddle weight T3
T3 frac14 Ws
2N
Note Include impact factor in weight of saddle
bull Find maximum load T
T frac14 greater of T1 T2 or T3
bull Load on weld f
f frac14 T4[
bull Determine size of weld from table based on load f
Use w frac14bull Maximum band spacing K
K frac14 4ffiffiffiffiffiRt
p
1285
bull Find area required for tension band Ar
Ar frac14 TFt
Use
bull Check shell stresses due to force T Pe
Pe frac14 4TpRK
lt ASME factor ldquoBrdquo
Table 10-5Allowable load weld
Weld Size w E60XX E70XX
31616 in 239 278
frac14 in 318 37151616 in 398 464
⅜ in 477 55771616 in 556 650
Kipsin of weld
Transportation and Erection of Pressure Vessels 657
Alternate Procedure
Tension Band Notation
N frac14 Number of bands on one saddleQ frac14 Total load on one saddle LbsR frac14 Outside vessel radius inT frac14 Tension load in band Lbsb frac14 Angle of tension bands degrees
K1 frac14 Transverse shipping coefficientK2 frac14 Vertical shipping coefficientX frac14 Horizontal distance to centroid of saddle
reaction inY frac14 Vertical distance to centroid of saddle in
Calculation
bull Vertical distance to centroid of saddle Y
Y frac14 R sin q=q
bull Find angle a
a frac14 cos1 Y=R
bull Horizontal distance to centroid of saddle X
X frac14 R sina
bull Tension load in band T
T frac14 frac12Q frac12ethK1 Y=XTHORN thorn K2=frac122N cos b
Notes
1 Vertical reaction can be a result of longitudinal loadUse largest value
2 Use K2 frac14 0 for transverse case3 Use K1 frac14 0 for longitudinal case4 Use worst case of T1 or T2 and design the balance of
components per previous method
Example
K1 frac14 25K2 frac14 5Q frac14 500 kipsR frac14 925 inq frac14 75 frac14 1308 radb frac14 75N frac14 2
Y frac14 R sin qqY frac14 925 sin 75 1308 frac14 683 in
a frac14 cos-1 (Y R)a frac14 cos-1 (683 925) frac14 424o
X frac14 R sin a
X frac14 925 (sin 424) frac14 624 in
Transverse (K2 frac14 0)
T1 frac14 [Q [(K1 Y X) thorn K2]] [2N cos b]T1 frac14 [500 [(025$683624) thorn 0]] [2$2 cos 75] frac14
3435 kips
Longitudinal (K1 frac14 0)
T2 frac14 [Q [(K1 Y X) thorn K2]] [2N cos b]T2 frac14 [500 [0 thorn 05]] [2$2 cos 75] frac14 6304 kips
K2 W
K1 W
B
AX
TY
R
β α
θ
Figure 10-4 Dimensions of shipping saddle for alternatecase
658 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 659
Procedure 10-2 Erection of Pressure Vessels
The designer of pressure vessels and similar equipmentwill ultimately become involved in the movement trans-portation and erection of that equipment The degree ofthat involvement will vary due to the separation of dutiesand responsibilities of the parties concerned It is prudenthowever for the designer to plan for the eventuality ofthese events and to integrate these activities into theoriginal design If this planning is done properly thereis seldom a problem when the equipment gets to itsfinal destination Conversely there have been numerousproblems encountered when proper planning has notbeen done
There is also an economic benefit in including thelifting attachments in the base vessel bid and designThese lifting attachments are relatively inexpensive incomparison to the overall cost of the vessel and minusculecompared to the cost of the erection of the equipment Theerection alone for a major vessel can run into millions ofdollars If these attachments are added after the purchaseorder is awarded they can become expensive extras
There are also the consequences to life property andschedules if this activity is not carried out to a successfulconclusion Compared to the fabricated cost of the liftingattachments the consequences to life property andschedule are too important to leave the design of thesecomponents and their effect on the vessel to those not fullyversed in the design and analysis of pressure vessels
In addition it is important that the designer of the liftingattachments be in contact with the construction organi-zation that will be executing the lift This ensures that alllifting attachments meet the requirements imposed by thelifting equipment There are so many different methodsand techniques for the erection of vessels and the relatedcosts of each that a coordinated effort between thedesigner and erector is mandatory To avoid surprisesneither the designer nor the erector can afford to work ina vacuum To this end it is not advisable for the vesselfabricator to be responsible for the design if the fabricatoris not the chief coordinator of the transport and erection ofthe vessel
Vessels and related equipment can be erected ina variety of ways Vessels are erected by means of singlecranes multiple cranes gin poles jacking towers andother means The designer of the lifting attachmentsshould not attempt to dictate the erection method by thetypes of attachments that are designed for the vessel The
selection of one type of attachment versus another couldvery well do just that
Not every vessel needs to be designed for erection orhave lifting attachments Obviously the larger the vesselthe more complex the vessel the more expensive thevessel the more care and concern that should be taken intoaccount when designing the attachments and coordinatingthe lift The following listing will provide some guidelinesfor the provision of special lifting attachments and a liftinganalysis to be done In general provide lifting attachmentsfor the following cases
bull Vessels over 50000 lb (25 tons)bull Vessels with LD ratios greater than 5bull Vertical vessels greater than 8 ft in diameter or 50 ftin length
bull Vessels located in a structure or supported bya structure
bull High-alloy or heat-treated vessels (since it would notbe advisable for the field to be doing welding onthese vessels after they arrive on site and wire ropeslings could contaminate the vessel material)
bull Flare stacksbull Vessels with special transportation requirements
At the initial pick point when the vessel is still hori-zontal the load is shared between the lifting lugs and thetail beam or lug based on their respective distances to thevessel center of gravity As the lift proceeds a greaterpercentage of the load is shifted to the top lugs or trun-nions until the vessel is vertical and all of the load is thenon the top lugs At this point the tail beam or shackle canbe removed
During each degree of rotation the load on the lugstrunnions tailing device base ring and vessel shell arecontinually varying The loads on the welds attachingthese devices will also change The designer shouldevaluate these loadings at the various lift angles todetermine the worst coincident case
The worst case is dependent on the type of vessel andthe type of attachments For example there are threetypes of trunnions described in this procedure There isthe bare trunnion (Type 3) where the wire rope slidesaround the trunnion itself While the vessel is in thehorizontal position (initial pick point) the load producesa circumferential moment on the shell Once the vesselis in the upright position the same load produces
660 Pressure Vessel Design Manual
a longitudinal moment in the shell At all the interme-diate angles of lift there is a combination of circumfer-ential and longitudinal moments The designer shouldcheck the two worst cases at 0 and 90 and severalcombinations in between
The same trunnion could have a lifting lug welded tothe end of the trunnion (Type 1) This lug also producescircumferential and longitudinal moments in the shellHowever in addition this type of lug will producea torsional moment on the shell that is maximum at 0 andzero at 90 of angular rotation The rotating lug (Type 2)eliminates any torsional moment
There is one single lift angle that will produce themaximum stress in the vessel shell but no lift angle that isthe worst for all vessels The worst case is dependent onthe type of lift attachments distances weights and posi-tion relative to the center of gravity
The minimum lift location is the lowest pick point thatdoes not overstress the overhanging portion of the vesselThe maximum lift location is the highest pick point thatdoes not overstress the vessel between the tail and pickpoints These points become significant when locating thelift points to balance the stress at the top lug the overhangand the midspan stress
The use of side lugs can sometimes provide anadvantage by reducing the buckling stress at midspan andthe required lift height Side lugs allow for shorter boomlengths on a two-crane lift or gin poles A shorter boomlength in turn allows a higher lift capacity for the cranesThe lower the lug location on the shell the shorter the liftand the higher the allowable crane capacity This cantranslate into dollars as crane capacity is affected Thechallenge from the vessel side is the longitudinal bendingdue to the overhang and increased local shell stresses Allof these factors must be balanced to determine the lowestoverall cost of an erected vessel
Requirement for Erection and Setting of Vertical Vessels
The following is a brief synopsis of general recom-mendations regarding the setting leveling and shimmingof vertical vessels The following should be considered asguidelines only There are no codes or standards that areapplied In general company specifications containcontract requirements for the contractors scope of supplyor duties The following lists help to clarify generalconstruction practices with regard to the setting of verticalvessels and towers
Contractor Duties
1 Prepare tops of foundations (bush hammer ifrequired)
2 Perform surveying as required to establish center-lines sole plate or shim elevations at bottom of baseof equipment
3 Shimming4 Erect equipment5 Levelplumbing6 Final alignment7 Grouting8 Bolting
Tolerances
Out of vertical tolerance for vertical vessels unlessspecified otherwise shall be 01 of the vessel heightor about frac14 inch for every 20 feet to a maximum offrac34 inches
Soleplates (also called bearing pads levelingplates or embedments)
Soleplates are stainless steel plates 05 inches to075 inches thick set in grout on top of the foundation atthe exact height of the underside of the base plate Asa rule two soleplates should be installed per anchor boltone on each side of the bolt Depending on the towerdiameter and the distance between the anchor boltsanother soleplate may be installed between adjacentanchor bolts The dimensions of the soleplates will varyaccording to the width of the vessel base ring and vesselweight Soleplates are supported in place by a mixture ofPortland cement and sand in proportions 13 The vesselshould not be erected until the soleplates have been inplace for 28 days to allow for concrete curing Shims andsoleplates will remain in place after the grouting operation
Shims
Shims are used to provide precise leveling of the vesselShim packs may be grouted into the foundation in lieu ofsole plates but this practice is unusual Typically shimsare used on top of the sole plates for the leveling opera-tion Special shims may be required for unique applica-tions such as a large vessel supported on a braced framestructure with minimal contactbearing at each support
Transportation and Erection of Pressure Vessels 661
point The following are some guidelines for the use ofshims
1 Shims If left in place shall be stainless steel2 Shims must have rounded corners3 Shims will be fixed in place4 Shims shall be deburred5 Shims shall be full bearing6 Shims may be horseshoe type7 Shims thinner than 0001 inches are not allowed8 Shims with holes are not allowed9 Shims should be the full width of the base plate
LevelingStraightnessPlumbness
After the vessel has been placed on its foundation itmust be checked to be certain it is vertical and plumbLeveling is normally checked by use of two theodilites90 degrees apart The theodilites shall be spaced anadequate distance from the vessel to allow visual field ofthe entire height of the vessel Adjustments can be made tothe vessel alignment by means of wedges either poweredor not and then shimmed The wedges should not be leftin place after shimming
The vessel may be heated by the sun to a highertemperature on one side than the other This can createa slight ldquobananardquo effect which should be taken intoaccount when checking levelness The equation forcalculating the deflection from this effect is as follows
2 frac14 p D2 t H2 aDT
8 I
where2 frac14 Deflection inD frac14 Diameter ftT frac14 Thickness inH frac14 Height fta frac14 Coefficient of thermal expansion ininF
DT frac14 Temperature difference from one side of thecolumn to the other F
I frac14 Moment of inertia of vessel cross section ft4
Bolting
After the vessel is aligned and shimmed the nuts on theanchor bolts must be tightened The vessel should not be
left standing without the crane attached unless all anchorbolts have been tightened
The anchor bolts should not be tightened to theirmaximum load until the drypacking under the base plateis complete At this stage the base plate is suspendedbetween the soleplates until the drypack is installedSince the soleplates straddle the anchor bolts there isa chance of deforming the baseplate prior to the instal-lation of the drypack if the anchor bolts are overtightened
After drypacking the anchor bolts should be tight-ened to the correct torque to produce the maximumallowable bolt stress The anchor bolts should not betightened beyond the point of maximum allowable boltstress
Note that the initial anchor bolt tension does notincrease the maximum bolt tension caused by wind orearthquake This initial tension will only clamp the basering to the concrete Both are in equal compression untilthe external load is applied The external load reduces thecompression in the concrete before additional load isapplied to the bolts After the external load overcomes allthe compression in the concrete the stress in the bolt willincrease to the value it would have been had there been noinitial tension
Grouting
Grout under base plates shall provide full uniform loadtransfer between the bottom of the base plate and the topof the foundation Load transfer to the foundation must bethrough the grout not through the shims or soleplate
Prior to setting of the vessel the top of the foundationshould be bush hammered and cleaned This ensures thatthe grout will adhere to the surface of the foundation Bushhammering may be done strictly under the base plate oracross the entire top of the foundation
Once the vessel is leveled shimmed and bolted it isready to be grouted Grouting shall consist of filling thevoid area between the top of foundation and the undersideof base plate with cementatious grout The grout shall beinstalled in accordance with the manufacturers recom-mendations and any applicable contract specifications
Depending on the type of grout to be used grout damsmay be used
662 Pressure Vessel Design Manual
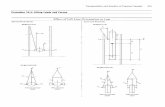
18
132 mm times 15 m SLINGSWL = 120 TON (SP)DOUBLE (2 PCS)SWL = 500 T times 40 m LENGTHSPREADER BEAM
SWL = 400T SHACKLE (4 NOS)
SWL = 400T SHACKLE (1 NO)
100 mm times 20 m SLINGSWL = 90 TON (SP)SWL = 737 TON (BH)DOUBLE (2 PCS)
90 mm times 15 m SLINGSWL = 60 TON (SP)SWL = 441 TON (BH)DOUBLE (2 PCS)
CounterWeight = 40ton
CounterWeight = 275ton
BOO
M 9
6m
90009000
620002000017000 100
0
100
0 13000
MAST 24m
oslash3840
oslash4160
1692
1829
1026
987
4
BOO
M 36m
Figure 10-5 Typical example of erection study
Transporta
tionandErectio
nofPressure
Vessels
663
Steps in Design
Given the overall weight and geometry of the vesseland the location of the center of gravity based on theerected weight apply the following steps to eithercomplete the design or analyze the design
Step 1 Select the type of lifting attachments as aninitial starting point
Lift end (also referred to as the ldquopick endrdquo)a Head lug Usually the simplest and most
economical and produces the least stressb Cone lug Similar to a head lug but located at
a conical transition section of the vesselc Side lug Complex and expensived Top flange lug The choice for high-pressure
vessels where the top center flange and head arevery rigid This method is uneconomical foraverage applications
e Side flange lug Rarely used because it requiresa very heavy nozzle and shell reinforcement
f Trunnions Simple and economical Used ona wide variety of vessels
g OtherTail end
a Tail beamb Tail lugc Choker (cinch) see later commentary
Tailing a column during erection with a wire ropechoker on the skirt above the base ring is a fairly commonprocedure Most experienced erectors are qualified toperform this procedure safely There are several advan-tages to using a tailing choker
bull Saves material design detailing and fabricationbull Simplifies concerns with lug and shippingorientations
bull May reduce overall height during transportation
There are situations and conditions that could make theuse of a tailing choker impractical costly and possiblyunsafe Provide tailing lugs or a tailing beam if
bull The column is more than about 10 feet in diameterThe larger the diameter the more difficult it is for thewire rope to cinch down and form a good choke onthe column
bull The tail load is so great that it requires the use ofslings greater than about 1frac12 inches in diameter Thelarger the diameter of the rope the less flexible it isand the more likely that it could slip up unexpectedlyduring erection
Step 2 Determine the forces T and P for all angles oferection
Step 3 Designcheck the lifting attachments for thetailing force T and pick force P
Step 4 Designcheck the base ring assembly forstresses due to tailing force T
Step 5 Determine the base ring stiffening configura-tion if required and design struts
Step 6 Check shell stresses due to bending during liftThis would include midspan as well as anyoverhang
Step 7 Analyze local loads in vessel shell and skirt dueto loads from attachments
Allowable Stresses
Per AISC
Tension
Ft frac14 06Fy on gross area
frac14 05Fu on effective net area
frac14 045Fy for pin-connected members
Compression(for short members only)
Fc frac14 Use buckling value
frac14 for vessel shell 133 ASME Factor B
Shear
Fs frac14 Net area of pin hole 045Fy
frac14 other than pin-connected members 04Fy
frac14 fillet welds in shear
E60XX 9600 lb=in or 13 600 psi
E70XX 11 200 lb=in or 15 800 psi
Bending
Fb frac14 06Fy to 075Fy depending on the shape of themember
Bearing
Fp frac14 09Fy
Combined
Shear and tension
sa
Fathorn sFs
1
664 Pressure Vessel Design Manual
Tension compression and bendingsa
Fathorn sb
Fb 1 or
sT
FTthorn sb
Fb 1
Note Custom-designed lifting devices that supportlifted loads are generally governed by ASME B3020ldquoBelow the hook lifting devicesrdquoUnder this specificationdesign stresses are limited to Fy3 The use of AISCallowables with a load factor of 18 or greater willgenerally meet this requirement
Notation
A frac14 area in2
Aa frac14 area available in2
Ab frac14 area bolt in2
An frac14 net cross-sectional area of lug in2
Ap frac14 area pin hole in2
Ar frac14 area required in2
As frac14 area strut in2 or shear area of boltsC frac14 lug dimension see sketchDo frac14 diameter vessel OD inD1 frac14 diameter lift hole inD2 frac14 diameter pin inD3 frac14 diameter pad eye inDsk frac14 diameter skirt inDm frac14 mean vessel diameter inE frac14 modulus of elasticity psifr frac14 tail end radial force lbfL frac14 tail end longitudinal force lbfs frac14 shear load lb or lbinFa frac14 allowable stress combined loading psiFb frac14 allowable stress bending psiFc frac14 allowable stress compression psiFp frac14 allowable stress bearing pressure psiFs frac14 allowable stress shear psiFt frac14 allowable stress tension psiFy frac14 minimum specified yield stress psiI frac14 moment of inertia in4
Jw frac14 polar moment of inertia of weld in4
K frac14 end connection coefficientKL frac14 overall load factor combining impact and safety
factors 15ndash20Ki frac14 impact factor 025ndash05Kr frac14 internal moment coefficient in circular ring due
to radial loadKs frac14 safety factorKT frac14 internal tensioncompression coefficient in
circular ring due to radial loadLs frac14 length of skirtbase stiffenerstrut in
M frac14 moment in-lbMb frac14 bending moment in-lbMC frac14 circumferential moment in-lbML frac14 longitudinal moment in-lbMT frac14 torsional moment in-lbNb frac14 number of bolts used in tail beam or flange
lugN frac14 width of flange of tail beam with a web stiffener
(N frac14 10 without web stiffener)nL frac14 number of head or side lugsP frac14 pick end load lbPe frac14 equivalent load lbPL frac14 longitudinal load per lug lbPr frac14 radial load lbPT frac14 transverse load per lug lbRb frac14 radius of base ring to neutral axis inr frac14 radius of gyration of strut in
Rc frac14 radius of bolt circle of flange inSu frac14 minimum specified tensile stress of bolts psitb frac14 thickness of base plate intg frac14 thickness of gusset intL frac14 thickness of lug intP frac14 thickness of pad eye ints frac14 thickness of shell inT frac14 tail end load lbTb frac14 bolt pretension load lbsTt frac14 tangential force lbw1 frac14 fillet weld size shell to re-padw2 frac14 fillet weld size re-pad to shellw3 frac14 fillet weld size pad eye to lugw4 frac14 fillet weld size base plate to skirtw5 frac14 uniform load on vessel lbinWE frac14 design erection weight lbWL frac14 erection weight lbZ frac14 section modulus in3
a frac14 angular position for moment coefficients in basering clockwise from 0
b frac14 angle between parallel beams degreess frac14 stress combined psisb frac14 stress bending psisp frac14 stress bearing psisc frac14 stress compression psiscr frac14 critical buckling stress psisT frac14 stress tension psis frac14 shear stress psisT frac14 torsional shear stress psiq frac14 lift angle degrees
qB frac14 minimum bearing contact angle degreesqH frac14 sling angle to lift line horizontal degreesqv frac14 sling angle to lift line vertical degrees
Transportation and Erection of Pressure Vessels 665
Procedure 10-3 Lifting Attachments and Terminology
666 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 667
668 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 669
670 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 671
Tailing Trunnion
Utilizes reinforced openings in skirt with through pipePipe is removed after erection and the openings used asskirt manways
Shell Flange Lug
Lifting Device Utilizing Top Body Flanges
672 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 673
Miscellaneous Lugs WL lt 60 kips
Calculations
Due to bending
tL frac14 6PTB
A2Fb
Due to shear
tL frac14 PTethA D1THORNFs
Due to tension
tL frac14 PLethA D1THORNFt
Notes
1 Table 10-6 is based on an allowable stress of 137ksi
2 Design each lug for a 21 safety factor3 Design each lug for a minimum 10 side force
Hertzian Stress Bearing
sp frac14 0418
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiE
PtL
ethR1 R2THORN
13
R1R2
vuuutlt 2Fy
Shear Load in WeldType 1 greater of following
sw frac14 6PTB
2A2
sw frac14 PL2A
Type 2 Use design for top head lug
Table 10-6Lug dimensions
WL kips A D1 B C tL w1 WL kips A D1 B C tL w1
4 3 088 15 2 05 025 20 7 175 3 3 1 038
6 35 1 163 2 063 025 25 7 238 4 4 1 044
8 4 113 175 2 063 025 35 8 238 4 4 1125 05
10 45 125 2 2 075 025 40 8 238 4 4 1125 063
12 5 138 213 3 088 025 45 8 288 4 4 1125 063
14 55 15 238 3 1 038 50 10 288 4 4 125 075
16 65 163 25 3 1 038 55 10 288 4 4 125 075
18 7 175 275 3 1 038 60 10 288 4 4 125 088
Figure 10-6 Dimensions and forces
674 Pressure Vessel Design Manual

Procedure 10-1 Transportation of Pressure Vessels
The transportation of a pressure vessel by ship bargeroad or rail will subject the vessel to one-time-onlystresses that can bend or permanently deform the vessel ifit is not adequately supported or tied down in the rightlocations The shipping forces must be accounted for toensure that the vessel arrives at its destination withoutdamage
It is very frustrating for all the parties involved to havea load damaged in transit and to have to return it to thefactory for repairs The cost and schedule impacts can bedevastating if a vessel is damaged in transit Certainminimal precautions can avoid the costly mistakes thatoften lead to problems Even when all precautions aremade however there is still the potential for damage dueto unforseen circumstances involved in the shipping andhandling process
Care should be taken to ensure that the size and locationof the shipping saddles tie-downs or lashing are adequateto hold the vessel but not deform the vessel Long thin-walled vessels such as trayed columns are especiallyvulnerable to these shipping forces The important thing toremember is that someone must take the responsibilityThe barge and rail people have their own concerns withregard to loading and lashing These may or may notcoincide with the concerns of the vessel designer
The shipping forces for ships barges trucks and railare contained in this procedure Each method of trans-portation has its own unique load schemes and resultingforces Barge shipping forces will differ from rail due tothe rocking motion of the seas Rail shipments howevergo around corners at high speed In addition rail forcesmust allow for the ldquohumpingrdquo of rail cars when they arejoined with the rest of the train Ocean shipments have toresist storms and waves without breaking free of theirlashings
Whereas horizontal vessels on saddles are designed forsome degree of loading in that position vertical vesselsare not The forces and moments that are used for thedesign of a vertical vessel assume the vessel is in itsoperating position Vertical vessels should generally bedesigned to be put on two saddles in a horizontal positionand transported by various means That is the purpose ofthis procedure Too often the details of transportation anderection are left in the hands of people who though wellversed in their particular field are not pressure vesselspecialists
Often vessels are transported by multiple means Thusthere will be handling operations between each successivemode of transportation Often a vessel must be moved byroad to the harbor and then transferred to a barge or shipOnce it reaches its destination it must be reloaded ontoroad or rail transport to the job site There it will be off-loaded and either stored or immediately erected A finaltransport may be necessary to move the vessel to thelocation where it will be finally erected At each handlingand transport phase there are different sets of forcesexerted on the vessel that must be accounted for
Shipping Saddles
The primary concern of the vessel designer is thelocation and construction of the shipping saddles to takethese forces without overstressing or damaging the vesselIf saddles are to be relocated by the transporter it isimportant that the new locations be reviewed Generallyonly two shipping saddles should be used However thismay not always be possible Remember that the reason forusing two saddles is that more than two saddles createsa statically indeterminate structure You are never assuredthat any given saddle is going to take more than itsapportioned load
Here are some circumstances that would allow for morethan two saddles to be used or for a special location of twosaddles
bull Transporter objects due to load on tiresbull Transporter objects due to load on barge or shipbull Very thin long vesselbull Heavy-walled vessels for spreading load on ship ortransporters
Shipping saddles can be constructed of wood or steel orcombinations The saddles should be attached to the vesselwith straps or bolts so that the vessel can be movedwithout having to reattach the saddle Horizontal vesselsmay be moved on their permanent saddles but should bechecked for the loadings due to shipping forces andclearances for boots and nozzles Shipping saddles shouldhave a minimum contact angle of 120 just like perma-nent saddles Provisions for jacking can be incorporatedinto the design of the saddles to allow loading andhandling operations without a crane(s)
632 Pressure Vessel Design Manual
Shipping saddles should be designed with the vesseland not left up to the transport company In generaltransportation and erection contractors do not havethe capability to design shipping saddles or to checkthe corresponding vessel stresses for the various loadcases
Whenever possible shipping saddles should be locatedadjacent to some major stiffening element Some commonstiffening elements include stiffening rings heads (bothinternal and external) or cones If necessary temporaryinternal spiders can be used and removed after shipment iscomplete
Key factors for shipping saddles to consider
bull Included anglebull Saddle widthbull Type of constructionbull Lashing lugsbull Jacking pocketsbull Method of attachment to the vesselbull Overall shipping height allowabledcheck withshipper
Recommended contact angle and saddle width
Vessel Stresses
The stresses in the vessel shell should be determined bystandard Zickrsquos analysis The location of shipping saddlesshould be determined such that the bending at the midspanand saddles is not excessive Also the stresses due tobending at the horn of the saddle is critical If this stress isexceeded the saddle angle and width of saddle should beincreased Also move the saddle closer to the head ora major stiffening element
Lashing
Vessels are lashed to the deck of ships and bargesIn like manner they must be temporarily fixed to rail-cars trailers and transporters Lashing should berestricted to the area of the saddle locations Vessels
are held in place with longitudinal and transverselashings Lashings should never be attached to smallnozzles or ladder or platform clips In some caseslashing may be attached to lifting lugs and base ringsLashings should not exceed 45 from the horizontalplane
Other Key Factors to Consider
bull Shipping clearancesbull Shipping orientationdpay close attention to lift lugsand nozzles
bull Shipping routebull Lifting orientationbull Type of transportbull Watertight shipment for all water transportationbull Escorts and permitsbull Abnormal loadsdsize and weight restrictionsbull Vessels shipped with a nitrogen purgebull Shippinghandling plan
Organizations That Have a Part in the Transportation andHandling of Pressure Vessels
bull Vessel fabricatorbull Transport companybull Engineering contractorbull Railway authoritiesbull Port authoritiesbull Erectionconstruction companybull Trailertransporter manufacturerbull Ship or barge captainbull Crane companyoperator
Special Considerations for Rail Shipments
1 Any shipment may be subject to advance railroadapproval
2 Any shipment over 10 ft-6 in wide must haverailroad approval
3 A shipping arrangement drawing is required for thefollowinga All multiple carloads (pivot bolster required)b All single carloads over 10 ft-6 in widec All single carloads over 15 ft-0 in ATR (above
top of rail)d All single carloads that overhang the end(s) of
the car and are over 8 ft-0 in ATR
Vessel Diameter Contact Angle
Minimum Saddle
Width
D lt 13 ft-0 in 120 11 in
13 ft-0 in lt D lt 24 ft-0 in 140 17 in
D gt 24 ft-0 in 160 23 in
Transportation and Erection of Pressure Vessels 633
4 Clearances must be checked for the followinga Vessels greater than 9 feet in widthb Vessels greater than 40 feet overall lengthc Vessels greater than 50 tons
5 The railroad will need the following specific dataas a minimum
a Weightb Overall lengthc Method of loadingd Loadpoint locationse Overhang lengthsf Widthg Heighth Routingroute surveysi Center of gravity
6 A swivel (pivot) bolster is required whenever thefollowing conditions exista Two or more cars are requiredb The capacity for a single car is exceededc The overhang of a single car exceeds 15 feet
7 Rated capacities of railcars are based on a uniformlydistributed load over the entire length of the carThe capacity of a car for a concentrated load willonly be a percentage of the rated capacity
8 Rules for loads loading and capacities vary bycarrier Other variables include the types of cars thecarrier runs the availability and the ultimatedestination Verify all information with the specificcarrier before proceeding with the design of ship-ping saddles or locations
9 For vessels that require pivot bolsters the shippingsaddles shall be adequately braced by diagonaltensioncompression rods between the vessel andthe saddle The rods and clips attached to the vesselshell should be designed by the vessel fabricator tosuit the specific requirements of the carrier
10 If requested rail bolsters can be returned to themanufacturer
11 Loading arrangement and tie-downs will have topass inspection by a representative of the railwaysand sometimes by an insurance underwriter prior toshipment
12 Accelerometers can be installed on the vessel tomonitor shipping forces during transit
13 A rail expediter who accompanies the load shouldbe considered for critical shipments
14 The railroad will allow a fixed time for the cars tobe offloaded cleaned and returned Demurragecharges for late return can be substantial
Outline of Methods of Vessel Shipping and Transportation
1 Roada Trucktractor and trailerb Transportersdsingle or multiple self-propelled
or towedc Specialdbulldozerd Frame adapterse Beams to span trailers or transportersf Rollersg Special
2 Raila Single carb Multiple carsc Special carsd Types of cars
bull Flatcarbull Fishbelly flatcarbull Well carbull Heavy-duty carbull Gondola car
3 Bargea River bargeb Ocean-going bargec Lakes and canals
4 Shipsa Roll-on roll-off typeb Loading and off-loading capabilitiesc In-hull or on-deckd Floating cranes
5 Othera Planeb Helicopterc Bulldozer
634 Pressure Vessel Design Manual
Table 10-1Overland shipping limits in the US
State Length ft Width ft Height ft Gross Weight lb
Alabama 150 16 16 180000
Arizona 120 14 16 250000
Arkansas 100 14 14 120000
California 120 14 16 220000
Colorado 130 17 16 228000
Connecticut 120 15 16 250000
Delaware 120 15 15 250000
Florida 150 16 16 250000
Georgia 100 14 14 120000
Idaho 110 16 15rsquo6 200000
Illinois 145 14rsquo6 15 250000
Indiana 110 16 15 250000
Iowa 120 18 16 250000
Kansas 126 16rsquo6 16 250000
Kentucky 110 16 15 250000
Louisiana 125 18 16 250000
Maine 125 16 16 250000
Maryland 100 15rsquo11 15rsquo11 220000
Massachusetts 115 14 14 240000
Michigan 150 16 15 230000
Minnesota 95 14rsquo6 14 250000
Mississippi 100 14 14 120000
Missouri 100 14 14 120000
Montana 110 18 17 240000
Nebraska 120 14 15rsquo6 212000
Nevada 105 17 16 240000
New Hampshire 120 15 16 250000
New Jersey 120 18 16 220000
New Mexico 120 14 16 250000
New York 120 14 14 160000
North Carolina 100 14 14 120000
North Dakota 120 14rsquo6 15rsquo6 150000
Ohio 100 14 14rsquo10 120000
Oklahoma 100 16 16 212000
Oregon 105 14 16 220000
Pennsylvania 120 16 15rsquo6 201000
Rhode Island 90 14 13rsquo6 120000
South Carolina 125 16 14 250000
South Dakota 120 14rsquo6 15rsquo6 150000
Tennessee 120 16 15 250000
Texas 125 20 18rsquo11 252000
Utah 125 15 16rsquo6 250000
Vermont 100 15 14 150000
Virginia 150 14 15 150000
Washington 150 14 16 200000
West Virginia 150 16 15 212000
Wisconsin 150 16 16 250000
Wyoming 110 18 17 252000
Note This information in this Table is for general reference information only and should not be relied upon for any given application These values
change regularly and local state and national regulations should be checked for any given haul application
Transportation and Erection of Pressure Vessels 635
636 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 637
638 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 639
640 Pressure Vessel Design Manual
Table 10-2Barge shipping forces
Transportation and Erection of Pressure Vessels 641
Pitch
Cases 3a and 3b
Forces in Vessel Due to Pitch
General
F frac14 ma frac14Wg
2pT
2Rqp180
F frac14 00214WRq
T2
f1 frac14 tan1
aR1
Fp frac14 00214WR1q1
T21
Case 3a Fy frac14 Fp sin f1
Fz frac14 Fp cos f1
Case 3b Fy frac14 Fp sin f1
Fz frac14 Fp cos f1
Roll
Case 2a q2 [ 30 max
Case 2b
Forces in Vessel Due to Roll
f2 frac14 tan1ed
R2 frac14 esin f2
FR frac14 00214WR2q2
T22
Case 2a Fy frac14 FR sin f2
Fx frac14 FR cos f2
Case 2b Fy frac14 FR sin f2
Fx frac14 FR cos f2
642 Pressure Vessel Design Manual
The job of the designer is to translate the loads resultingfrom the movement of the ship into loads applied to thepressure vessel that is stored either at or below decks Theship itself will rotate about its own center of buoyancy(CB) depending on the direction of the sea and the shiprsquosorientation to that direction of sea The vessel strapped toits deck is in turn affected by its location in relation to theCB of the ship For example if the CG of the vessel islocated near the CB of the ship the forces are minimizedThe farther apart the two are in relation to each other themore pronounced the effect on the vessel
The shiprsquos movement translates into loads on the threeprincipal axes of the vessel Saddles and lashings must bestrong enough to resist these external forces withoutexceeding some allowable stress point in the vessel Thepoint of application of the load is at the CG of the vesselThese loads affect the vessel in the same manner as
seismic forces do In fact the best way to think of theseloads is as vertical and horizontal seismic forces Verticalseismic forces either add or subtract to the weight of thevessel Horizontal seismic forces are either transverse orlongitudinal
The X Y and Z axes translate into and are equivalentto the following loadings in the vessel
X axis horizontal transverseY axis corresponds to vertical loads by either adding orsubtracting from the weight of the vesselZ axis longitudinal axis of the vessel All Z axis loadsare longitudinal loadings
Load Combinations for Sea Forces
1 dead load thorn sway thorn heave thorn wind2 dead load thorn surge thorn heave thorn wind
Transportation and Erection of Pressure Vessels 643
644 Pressure Vessel Design Manual
Axle Loads
The number of axles that must be placed under a load isdetermined by analyzing the weight restrictions andallowable bearing load from local state or national regu-lations The transportation contractor is responsible fordetermining the axle loads based on the equipment usedand the weight and distribution of the loads The author-ities that permit the load will require an analysis of the axleloads to ensure that the roadbed is not overloaded Axleloads include the weight of the vessel transport saddlesbeams hauler (tractor) dollies etc
There are three different methods used to distribute theloads to the axles
1 Flatbed This method uses conventional tractor-trailer assembly with various numbers of axles andwheels under the trailer bed to distribute the weightto the road surface
2 Bolstered This method is used for abnormally longloads in which the sets of axles are attached directlyto the load via the transport saddle Both sets ofaxles will have steering capabilities
3 Bolstered loads using equalizing transportingbeams This method is much the same as thebolstered long vessel load In this case the load istoo heavy for a flatbed yet too short for bolsteredaxles The solution is to utilize beams betweenbolsters to suspend the load
Transporter Stability
There are two types of stability checks that should beperformed on each load The first has to do with thetipping point of the load relative to the roadway as the loadshifts due to the camber of the road The second has to dowith the turning radius of bolstered loads As the load goesaround curves the CG shifts from being in line with thedollies to an eccentric condition In tight curves the
eccentricity of the load can overload the outer set ofwheels to the point of rollover The two cases are
1 Rollover stability due to road camber2 Turning stability due to turning radius
Case 1Due to the camber in roads the load will be subject to
various angles q that will change the location of the centerof gravity of the load On a flat surface the center of gravityis in line with the centerline of the trailer As the roadcamber increases the CG is steadily moved toward theouter set of wheels At some point the wheels are over-loaded on one side and the entire assembly reaches a tippingpoint Beyond this the trailer turns over and the load is lostThis condition has resulted in numerous rollovers
Case 2For bolstered loads the vessel must swivel on the deck
of the trailer in order to accommodate curves in the roadand corners As the curve or corner is negotiated theactual CG gets further away from the projected load pointThis is true whether you have a single pivoting bolster ortwo however the situation is more pronounced with thedouble pivoting case There have been a number of roll-overs as a result of the eccentricity ie shifting the load tothe outer row of wheels until the load becomes unstable
θ
Figure 101 Rollover stability
DOLLIEe
CG OF LOAD CENTERLINESUSPENDED LOAD
PROJECTEDLOAD POINT
Figure 102 Turning stability
Transportation and Erection of Pressure Vessels 645
646 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 647
Summary of LoadsForces on Vessels During Transportation
Table 10-3Transportation load coefficients K
Forces Road Rail Barge Ocean
Fx 05 10 095 10
Fy 15 20 13 15
Fz 10 15 15 15
Table 10-4Load per saddle due to transport forces
Due to Load per Saddle Diagram
Fx Q1 frac14 WsL2L1
thorn FxB
2A
Q2 frac14 WsL3L1
thorn FxB
2A
Fy Q1 frac14 ethWs thorn FyTHORNL2L1
Q2 frac14 ethWs thorn FyTHORNL3L1
Fz
Q1 frac14 WsL2L1
thorn FzB
L1
Q2 frac14 WsL3L1
thorn FzB
L1
648 Pressure Vessel Design Manual
Load Diagrams for Moments and Forces
Case 1
Note W frac14 weight of vessel plus any impact factors
OAL frac14 L1 thorn L2 thorn L3 w frac14 WOAL
Q1 frac14whethL1 thorn L2THORN2L2
3
i2L1
Q2 frac14 W Q1
M1 frac14 wL22
2
M2 frac14 Q1
Q1
2w L2
M3 frac14 wL23
2
Mx frac14 wethL2 XTHORN22
Mx1 frac14 wethL2 thorn X1THORN22
Q1X1
Mx2 frac14 wethL3 X2THORN22
Case 2
w1 frac14 W1
L2
w2 frac14 W2
L3
Q1 frac14 WL6
L1
Q2 frac14 W Q1
M1 frac14 w1L24
2
M2 frac14 M1 thornM3
2 w1L2
1
8
M3 frac14 w2L23
2
Transportation and Erection of Pressure Vessels 649
Case 3
Q1 frac14 WL1
2ethL1 thorn L2THORN WL2
2
2L1ethL1 thorn L2THORN
Q2 frac14 WL1
2ethL1 thorn L2THORN thornWL2
L1 thorn L2thorn WL2
2
2L1ethL1 thorn L2THORN
M1 frac14 Q21ethL1 thorn L2THORN
2W
M2 frac14 Q1L1 WL21
2ethL1 thorn L2THORN
Mx frac14 Q1XWX2
2ethL1 thorn L2THORN
Case 4
w1 frac14 W1
L2
w2 frac14 W2
L3
Q1 frac14 w1L2eth2L1 L2THORN thorn w2L23
2L1
Q2 frac14 w2L3eth2L1 L3THORN thorn w1L22
2L1
Moment at any point X from Q1
Mx frac14 Q1X w1X2
2
Moment at any point Y from Q2
My frac14 Q2ethL1 YTHORN w2ethL1 YTHORN22
650 Pressure Vessel Design Manual
Transportation-Vertical Vessel on Two Saddles UniformLoad Case With Incorporation of Shipping Factors
NotationF2 frac14 Additional load on Q2 LbsFZ frac14 Longitudinal loading due to shipping forces
LbsFY frac14 Vertical Loading due to shipping forces LbsKZ frac14 Longitudinal impact factorKY frac14 Vertical impact factor
Q1Q2 frac14 Saddle loads without impact factors LbsQ1
0Q20 frac14 Saddle loads with impact factors Lbs
W frac14 Shipping weight of vessel without impactfactors Lbs
WT frac14 Shipping weight with impact factors Lbsw1 frac14 Uniform load without FY LbsFtw2 frac14 Uniform load including FY LbsFt
NOTE Assume that FZ amp FY do not occur at the sametime
Case 1 Adding Load for Fz
bull Longitudinal load FZ
FZ frac14 KZ W
bull Uniform load w1
w1 frac14 W=LT
bull Additional load on saddle F2
F2 frac14 ethFZ BTHORN=L1
bull Saddle loads Q1 Q2 Q10 Q2
0
Q1 frac14 w1
hethL1 thorn L2THORN2L2
3
i2 L1
Q10 frac14 Q1 F2
Q2 frac14 W Q1
Q20 frac14 Q2 thorn F2
Case 2 Adding Loads for Fy
bull Longitudinal load FY
FY frac14 KY W
bull Vertical load FY
WT frac14 Wthorn FY
bull Uniform load w2
w2 frac14 WT=LT
bull Saddle loads Q10 amp Q2
0
Q10 frac14 w2
hethL1 thorn L2THORN2 L2
3
i=2L1
Q20 frac14 WT Q1
0
Select worst case and calculate moments
M1 frac14 wn L22=2
M2 frac14 Q10Q1
0=2 wn
L2
M3 frac14 wn L23=2
Sample Problem
Given
B frac14 1575 ftL1 frac14 124 ftL2 frac14 24 ftL3 frac14 21 ftLT frac14 169 ft
LT
M2
M1 M3
WT
w1 or w2
W
L2
Q1 Q2
Fz
B
L1 L3
Figure 103 Data for uniform load case
Transportation and Erection of Pressure Vessels 651
W frac14 741 kipsKY frac14 5KZ frac14 6
Calculation
FZ frac14 KZ W frac14 6 eth741THORN frac14 4446 kips
FY frac14 KY W frac14 5 eth741THORN frac14 3705 kips
WT frac14 Wthorn FY
frac14 741thorn 3705 frac14 1 1115 kips
w1 frac14 W=LT frac14 741=169 frac14 438 kips=ft
w2 frac14 WT=LT frac14 11115=169 frac14 658 kips=ft
F2 frac14 ethFZ BTHORN=L1 frac14 frac124446 eth1575THORN=124frac14 5647 kips
Case 1 Adding Load for FZ
bull Saddle loads Q1 Q2 Q10 Q2
0
Q1 frac14 w1
hethL1 thorn L2THORN2L2
3
i2 L1
frac14 438heth124thorn 24THORN2212
i2124
frac14 379 kips
Q10 frac14 Q1 F2 frac14 379 565 frac14 3225 kips
Q2 frac14 W Q1 frac14 741 379 frac14 362 kips
Q20 frac14 Q2 thorn F2 frac14 362thorn 565 frac14 4185 kips
Case 2 Adding Load for FY
bull Saddle loads Q10 amp Q2
0
Q10 frac14 w2
hethL1 thorn L2THORN2L2
3
i2 L1
frac14 658heth124thorn 24THORN2212
i2124
frac14 569 kips
Q10 frac14 WT Q1
0 frac14 11115 569
frac14 5425 kips
Worst case is Case 2Determine moments
M1 frac14 w2 L2
2
2 frac14
658242
2
frac14 1 895 ft kips
M2 frac14 Q10Q1
0=2 w2
L2
frac14 569 eth569=eth2$658THORN 24THORN frac14 10 946 ft kips
M3 frac14 w2 L2
3
2 frac14
658212
2 frac14 1 450 ft kips
Use these moments and loads to determine stresses inshell
652 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 653
654 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 655
Tension Bands on Saddles
NotationAr frac14 area required in2
As frac14 area of bolt in2
Ab frac14 area of band required in2
Aw frac14 allowable load on weld lbinB frac14 saddle height ind frac14 bolt diameter inf frac14 load on weld kipsinFt frac14 allowable stress tension psi
Fx Fy Fz frac14 shipping external forces lbK frac14 maximum band spacing inN frac14 number of bands on one saddlePe frac14 equivalent external pressure psiR frac14 outside vessel radius inT frac14 tension load in band lb
T123 frac14 load cases in bolt and band lbTb frac14 tension load in bolt lbWs frac14 weight of one saddle lbb frac14 angle of tension bands degreessa frac14 stress in bolt psisb frac14 stress in band psi
656 Pressure Vessel Design Manual
bull Find tension in band T1 due to shipping forces onsaddle Fx and Fy
T1 frac14 cos b
FxB4RN
thorn Fy Ws
4N
bull Area required for bolt
Ar frac14 T1
Ft
bull Find bolt diameter d
d frac14ffiffiffiffiffiffiffiffi4Ar
p
r
Select nominal bolt diameter
As frac14bull Find maximum stress in bolt due to manualwrenching sa
sa frac14 45 000ffiffiffid
p
bull Maximum tension load in bolts T2
T2 frac14 saAs
bull Load due to saddle weight T3
T3 frac14 Ws
2N
Note Include impact factor in weight of saddle
bull Find maximum load T
T frac14 greater of T1 T2 or T3
bull Load on weld f
f frac14 T4[
bull Determine size of weld from table based on load f
Use w frac14bull Maximum band spacing K
K frac14 4ffiffiffiffiffiRt
p
1285
bull Find area required for tension band Ar
Ar frac14 TFt
Use
bull Check shell stresses due to force T Pe
Pe frac14 4TpRK
lt ASME factor ldquoBrdquo
Table 10-5Allowable load weld
Weld Size w E60XX E70XX
31616 in 239 278
frac14 in 318 37151616 in 398 464
⅜ in 477 55771616 in 556 650
Kipsin of weld
Transportation and Erection of Pressure Vessels 657
Alternate Procedure
Tension Band Notation
N frac14 Number of bands on one saddleQ frac14 Total load on one saddle LbsR frac14 Outside vessel radius inT frac14 Tension load in band Lbsb frac14 Angle of tension bands degrees
K1 frac14 Transverse shipping coefficientK2 frac14 Vertical shipping coefficientX frac14 Horizontal distance to centroid of saddle
reaction inY frac14 Vertical distance to centroid of saddle in
Calculation
bull Vertical distance to centroid of saddle Y
Y frac14 R sin q=q
bull Find angle a
a frac14 cos1 Y=R
bull Horizontal distance to centroid of saddle X
X frac14 R sina
bull Tension load in band T
T frac14 frac12Q frac12ethK1 Y=XTHORN thorn K2=frac122N cos b
Notes
1 Vertical reaction can be a result of longitudinal loadUse largest value
2 Use K2 frac14 0 for transverse case3 Use K1 frac14 0 for longitudinal case4 Use worst case of T1 or T2 and design the balance of
components per previous method
Example
K1 frac14 25K2 frac14 5Q frac14 500 kipsR frac14 925 inq frac14 75 frac14 1308 radb frac14 75N frac14 2
Y frac14 R sin qqY frac14 925 sin 75 1308 frac14 683 in
a frac14 cos-1 (Y R)a frac14 cos-1 (683 925) frac14 424o
X frac14 R sin a
X frac14 925 (sin 424) frac14 624 in
Transverse (K2 frac14 0)
T1 frac14 [Q [(K1 Y X) thorn K2]] [2N cos b]T1 frac14 [500 [(025$683624) thorn 0]] [2$2 cos 75] frac14
3435 kips
Longitudinal (K1 frac14 0)
T2 frac14 [Q [(K1 Y X) thorn K2]] [2N cos b]T2 frac14 [500 [0 thorn 05]] [2$2 cos 75] frac14 6304 kips
K2 W
K1 W
B
AX
TY
R
β α
θ
Figure 10-4 Dimensions of shipping saddle for alternatecase
658 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 659
Procedure 10-2 Erection of Pressure Vessels
The designer of pressure vessels and similar equipmentwill ultimately become involved in the movement trans-portation and erection of that equipment The degree ofthat involvement will vary due to the separation of dutiesand responsibilities of the parties concerned It is prudenthowever for the designer to plan for the eventuality ofthese events and to integrate these activities into theoriginal design If this planning is done properly thereis seldom a problem when the equipment gets to itsfinal destination Conversely there have been numerousproblems encountered when proper planning has notbeen done
There is also an economic benefit in including thelifting attachments in the base vessel bid and designThese lifting attachments are relatively inexpensive incomparison to the overall cost of the vessel and minusculecompared to the cost of the erection of the equipment Theerection alone for a major vessel can run into millions ofdollars If these attachments are added after the purchaseorder is awarded they can become expensive extras
There are also the consequences to life property andschedules if this activity is not carried out to a successfulconclusion Compared to the fabricated cost of the liftingattachments the consequences to life property andschedule are too important to leave the design of thesecomponents and their effect on the vessel to those not fullyversed in the design and analysis of pressure vessels
In addition it is important that the designer of the liftingattachments be in contact with the construction organi-zation that will be executing the lift This ensures that alllifting attachments meet the requirements imposed by thelifting equipment There are so many different methodsand techniques for the erection of vessels and the relatedcosts of each that a coordinated effort between thedesigner and erector is mandatory To avoid surprisesneither the designer nor the erector can afford to work ina vacuum To this end it is not advisable for the vesselfabricator to be responsible for the design if the fabricatoris not the chief coordinator of the transport and erection ofthe vessel
Vessels and related equipment can be erected ina variety of ways Vessels are erected by means of singlecranes multiple cranes gin poles jacking towers andother means The designer of the lifting attachmentsshould not attempt to dictate the erection method by thetypes of attachments that are designed for the vessel The
selection of one type of attachment versus another couldvery well do just that
Not every vessel needs to be designed for erection orhave lifting attachments Obviously the larger the vesselthe more complex the vessel the more expensive thevessel the more care and concern that should be taken intoaccount when designing the attachments and coordinatingthe lift The following listing will provide some guidelinesfor the provision of special lifting attachments and a liftinganalysis to be done In general provide lifting attachmentsfor the following cases
bull Vessels over 50000 lb (25 tons)bull Vessels with LD ratios greater than 5bull Vertical vessels greater than 8 ft in diameter or 50 ftin length
bull Vessels located in a structure or supported bya structure
bull High-alloy or heat-treated vessels (since it would notbe advisable for the field to be doing welding onthese vessels after they arrive on site and wire ropeslings could contaminate the vessel material)
bull Flare stacksbull Vessels with special transportation requirements
At the initial pick point when the vessel is still hori-zontal the load is shared between the lifting lugs and thetail beam or lug based on their respective distances to thevessel center of gravity As the lift proceeds a greaterpercentage of the load is shifted to the top lugs or trun-nions until the vessel is vertical and all of the load is thenon the top lugs At this point the tail beam or shackle canbe removed
During each degree of rotation the load on the lugstrunnions tailing device base ring and vessel shell arecontinually varying The loads on the welds attachingthese devices will also change The designer shouldevaluate these loadings at the various lift angles todetermine the worst coincident case
The worst case is dependent on the type of vessel andthe type of attachments For example there are threetypes of trunnions described in this procedure There isthe bare trunnion (Type 3) where the wire rope slidesaround the trunnion itself While the vessel is in thehorizontal position (initial pick point) the load producesa circumferential moment on the shell Once the vesselis in the upright position the same load produces
660 Pressure Vessel Design Manual
a longitudinal moment in the shell At all the interme-diate angles of lift there is a combination of circumfer-ential and longitudinal moments The designer shouldcheck the two worst cases at 0 and 90 and severalcombinations in between
The same trunnion could have a lifting lug welded tothe end of the trunnion (Type 1) This lug also producescircumferential and longitudinal moments in the shellHowever in addition this type of lug will producea torsional moment on the shell that is maximum at 0 andzero at 90 of angular rotation The rotating lug (Type 2)eliminates any torsional moment
There is one single lift angle that will produce themaximum stress in the vessel shell but no lift angle that isthe worst for all vessels The worst case is dependent onthe type of lift attachments distances weights and posi-tion relative to the center of gravity
The minimum lift location is the lowest pick point thatdoes not overstress the overhanging portion of the vesselThe maximum lift location is the highest pick point thatdoes not overstress the vessel between the tail and pickpoints These points become significant when locating thelift points to balance the stress at the top lug the overhangand the midspan stress
The use of side lugs can sometimes provide anadvantage by reducing the buckling stress at midspan andthe required lift height Side lugs allow for shorter boomlengths on a two-crane lift or gin poles A shorter boomlength in turn allows a higher lift capacity for the cranesThe lower the lug location on the shell the shorter the liftand the higher the allowable crane capacity This cantranslate into dollars as crane capacity is affected Thechallenge from the vessel side is the longitudinal bendingdue to the overhang and increased local shell stresses Allof these factors must be balanced to determine the lowestoverall cost of an erected vessel
Requirement for Erection and Setting of Vertical Vessels
The following is a brief synopsis of general recom-mendations regarding the setting leveling and shimmingof vertical vessels The following should be considered asguidelines only There are no codes or standards that areapplied In general company specifications containcontract requirements for the contractors scope of supplyor duties The following lists help to clarify generalconstruction practices with regard to the setting of verticalvessels and towers
Contractor Duties
1 Prepare tops of foundations (bush hammer ifrequired)
2 Perform surveying as required to establish center-lines sole plate or shim elevations at bottom of baseof equipment
3 Shimming4 Erect equipment5 Levelplumbing6 Final alignment7 Grouting8 Bolting
Tolerances
Out of vertical tolerance for vertical vessels unlessspecified otherwise shall be 01 of the vessel heightor about frac14 inch for every 20 feet to a maximum offrac34 inches
Soleplates (also called bearing pads levelingplates or embedments)
Soleplates are stainless steel plates 05 inches to075 inches thick set in grout on top of the foundation atthe exact height of the underside of the base plate Asa rule two soleplates should be installed per anchor boltone on each side of the bolt Depending on the towerdiameter and the distance between the anchor boltsanother soleplate may be installed between adjacentanchor bolts The dimensions of the soleplates will varyaccording to the width of the vessel base ring and vesselweight Soleplates are supported in place by a mixture ofPortland cement and sand in proportions 13 The vesselshould not be erected until the soleplates have been inplace for 28 days to allow for concrete curing Shims andsoleplates will remain in place after the grouting operation
Shims
Shims are used to provide precise leveling of the vesselShim packs may be grouted into the foundation in lieu ofsole plates but this practice is unusual Typically shimsare used on top of the sole plates for the leveling opera-tion Special shims may be required for unique applica-tions such as a large vessel supported on a braced framestructure with minimal contactbearing at each support
Transportation and Erection of Pressure Vessels 661
point The following are some guidelines for the use ofshims
1 Shims If left in place shall be stainless steel2 Shims must have rounded corners3 Shims will be fixed in place4 Shims shall be deburred5 Shims shall be full bearing6 Shims may be horseshoe type7 Shims thinner than 0001 inches are not allowed8 Shims with holes are not allowed9 Shims should be the full width of the base plate
LevelingStraightnessPlumbness
After the vessel has been placed on its foundation itmust be checked to be certain it is vertical and plumbLeveling is normally checked by use of two theodilites90 degrees apart The theodilites shall be spaced anadequate distance from the vessel to allow visual field ofthe entire height of the vessel Adjustments can be made tothe vessel alignment by means of wedges either poweredor not and then shimmed The wedges should not be leftin place after shimming
The vessel may be heated by the sun to a highertemperature on one side than the other This can createa slight ldquobananardquo effect which should be taken intoaccount when checking levelness The equation forcalculating the deflection from this effect is as follows
2 frac14 p D2 t H2 aDT
8 I
where2 frac14 Deflection inD frac14 Diameter ftT frac14 Thickness inH frac14 Height fta frac14 Coefficient of thermal expansion ininF
DT frac14 Temperature difference from one side of thecolumn to the other F
I frac14 Moment of inertia of vessel cross section ft4
Bolting
After the vessel is aligned and shimmed the nuts on theanchor bolts must be tightened The vessel should not be
left standing without the crane attached unless all anchorbolts have been tightened
The anchor bolts should not be tightened to theirmaximum load until the drypacking under the base plateis complete At this stage the base plate is suspendedbetween the soleplates until the drypack is installedSince the soleplates straddle the anchor bolts there isa chance of deforming the baseplate prior to the instal-lation of the drypack if the anchor bolts are overtightened
After drypacking the anchor bolts should be tight-ened to the correct torque to produce the maximumallowable bolt stress The anchor bolts should not betightened beyond the point of maximum allowable boltstress
Note that the initial anchor bolt tension does notincrease the maximum bolt tension caused by wind orearthquake This initial tension will only clamp the basering to the concrete Both are in equal compression untilthe external load is applied The external load reduces thecompression in the concrete before additional load isapplied to the bolts After the external load overcomes allthe compression in the concrete the stress in the bolt willincrease to the value it would have been had there been noinitial tension
Grouting
Grout under base plates shall provide full uniform loadtransfer between the bottom of the base plate and the topof the foundation Load transfer to the foundation must bethrough the grout not through the shims or soleplate
Prior to setting of the vessel the top of the foundationshould be bush hammered and cleaned This ensures thatthe grout will adhere to the surface of the foundation Bushhammering may be done strictly under the base plate oracross the entire top of the foundation
Once the vessel is leveled shimmed and bolted it isready to be grouted Grouting shall consist of filling thevoid area between the top of foundation and the undersideof base plate with cementatious grout The grout shall beinstalled in accordance with the manufacturers recom-mendations and any applicable contract specifications
Depending on the type of grout to be used grout damsmay be used
662 Pressure Vessel Design Manual
18
132 mm times 15 m SLINGSWL = 120 TON (SP)DOUBLE (2 PCS)SWL = 500 T times 40 m LENGTHSPREADER BEAM
SWL = 400T SHACKLE (4 NOS)
SWL = 400T SHACKLE (1 NO)
100 mm times 20 m SLINGSWL = 90 TON (SP)SWL = 737 TON (BH)DOUBLE (2 PCS)
90 mm times 15 m SLINGSWL = 60 TON (SP)SWL = 441 TON (BH)DOUBLE (2 PCS)
CounterWeight = 40ton
CounterWeight = 275ton
BOO
M 9
6m
90009000
620002000017000 100
0
100
0 13000
MAST 24m
oslash3840
oslash4160
1692
1829
1026
987
4
BOO
M 36m
Figure 10-5 Typical example of erection study
Transporta
tionandErectio
nofPressure
Vessels
663
Steps in Design
Given the overall weight and geometry of the vesseland the location of the center of gravity based on theerected weight apply the following steps to eithercomplete the design or analyze the design
Step 1 Select the type of lifting attachments as aninitial starting point
Lift end (also referred to as the ldquopick endrdquo)a Head lug Usually the simplest and most
economical and produces the least stressb Cone lug Similar to a head lug but located at
a conical transition section of the vesselc Side lug Complex and expensived Top flange lug The choice for high-pressure
vessels where the top center flange and head arevery rigid This method is uneconomical foraverage applications
e Side flange lug Rarely used because it requiresa very heavy nozzle and shell reinforcement
f Trunnions Simple and economical Used ona wide variety of vessels
g OtherTail end
a Tail beamb Tail lugc Choker (cinch) see later commentary
Tailing a column during erection with a wire ropechoker on the skirt above the base ring is a fairly commonprocedure Most experienced erectors are qualified toperform this procedure safely There are several advan-tages to using a tailing choker
bull Saves material design detailing and fabricationbull Simplifies concerns with lug and shippingorientations
bull May reduce overall height during transportation
There are situations and conditions that could make theuse of a tailing choker impractical costly and possiblyunsafe Provide tailing lugs or a tailing beam if
bull The column is more than about 10 feet in diameterThe larger the diameter the more difficult it is for thewire rope to cinch down and form a good choke onthe column
bull The tail load is so great that it requires the use ofslings greater than about 1frac12 inches in diameter Thelarger the diameter of the rope the less flexible it isand the more likely that it could slip up unexpectedlyduring erection
Step 2 Determine the forces T and P for all angles oferection
Step 3 Designcheck the lifting attachments for thetailing force T and pick force P
Step 4 Designcheck the base ring assembly forstresses due to tailing force T
Step 5 Determine the base ring stiffening configura-tion if required and design struts
Step 6 Check shell stresses due to bending during liftThis would include midspan as well as anyoverhang
Step 7 Analyze local loads in vessel shell and skirt dueto loads from attachments
Allowable Stresses
Per AISC
Tension
Ft frac14 06Fy on gross area
frac14 05Fu on effective net area
frac14 045Fy for pin-connected members
Compression(for short members only)
Fc frac14 Use buckling value
frac14 for vessel shell 133 ASME Factor B
Shear
Fs frac14 Net area of pin hole 045Fy
frac14 other than pin-connected members 04Fy
frac14 fillet welds in shear
E60XX 9600 lb=in or 13 600 psi
E70XX 11 200 lb=in or 15 800 psi
Bending
Fb frac14 06Fy to 075Fy depending on the shape of themember
Bearing
Fp frac14 09Fy
Combined
Shear and tension
sa
Fathorn sFs
1
664 Pressure Vessel Design Manual
Tension compression and bendingsa
Fathorn sb
Fb 1 or
sT
FTthorn sb
Fb 1
Note Custom-designed lifting devices that supportlifted loads are generally governed by ASME B3020ldquoBelow the hook lifting devicesrdquoUnder this specificationdesign stresses are limited to Fy3 The use of AISCallowables with a load factor of 18 or greater willgenerally meet this requirement
Notation
A frac14 area in2
Aa frac14 area available in2
Ab frac14 area bolt in2
An frac14 net cross-sectional area of lug in2
Ap frac14 area pin hole in2
Ar frac14 area required in2
As frac14 area strut in2 or shear area of boltsC frac14 lug dimension see sketchDo frac14 diameter vessel OD inD1 frac14 diameter lift hole inD2 frac14 diameter pin inD3 frac14 diameter pad eye inDsk frac14 diameter skirt inDm frac14 mean vessel diameter inE frac14 modulus of elasticity psifr frac14 tail end radial force lbfL frac14 tail end longitudinal force lbfs frac14 shear load lb or lbinFa frac14 allowable stress combined loading psiFb frac14 allowable stress bending psiFc frac14 allowable stress compression psiFp frac14 allowable stress bearing pressure psiFs frac14 allowable stress shear psiFt frac14 allowable stress tension psiFy frac14 minimum specified yield stress psiI frac14 moment of inertia in4
Jw frac14 polar moment of inertia of weld in4
K frac14 end connection coefficientKL frac14 overall load factor combining impact and safety
factors 15ndash20Ki frac14 impact factor 025ndash05Kr frac14 internal moment coefficient in circular ring due
to radial loadKs frac14 safety factorKT frac14 internal tensioncompression coefficient in
circular ring due to radial loadLs frac14 length of skirtbase stiffenerstrut in
M frac14 moment in-lbMb frac14 bending moment in-lbMC frac14 circumferential moment in-lbML frac14 longitudinal moment in-lbMT frac14 torsional moment in-lbNb frac14 number of bolts used in tail beam or flange
lugN frac14 width of flange of tail beam with a web stiffener
(N frac14 10 without web stiffener)nL frac14 number of head or side lugsP frac14 pick end load lbPe frac14 equivalent load lbPL frac14 longitudinal load per lug lbPr frac14 radial load lbPT frac14 transverse load per lug lbRb frac14 radius of base ring to neutral axis inr frac14 radius of gyration of strut in
Rc frac14 radius of bolt circle of flange inSu frac14 minimum specified tensile stress of bolts psitb frac14 thickness of base plate intg frac14 thickness of gusset intL frac14 thickness of lug intP frac14 thickness of pad eye ints frac14 thickness of shell inT frac14 tail end load lbTb frac14 bolt pretension load lbsTt frac14 tangential force lbw1 frac14 fillet weld size shell to re-padw2 frac14 fillet weld size re-pad to shellw3 frac14 fillet weld size pad eye to lugw4 frac14 fillet weld size base plate to skirtw5 frac14 uniform load on vessel lbinWE frac14 design erection weight lbWL frac14 erection weight lbZ frac14 section modulus in3
a frac14 angular position for moment coefficients in basering clockwise from 0
b frac14 angle between parallel beams degreess frac14 stress combined psisb frac14 stress bending psisp frac14 stress bearing psisc frac14 stress compression psiscr frac14 critical buckling stress psisT frac14 stress tension psis frac14 shear stress psisT frac14 torsional shear stress psiq frac14 lift angle degrees
qB frac14 minimum bearing contact angle degreesqH frac14 sling angle to lift line horizontal degreesqv frac14 sling angle to lift line vertical degrees
Transportation and Erection of Pressure Vessels 665
Procedure 10-3 Lifting Attachments and Terminology
666 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 667
668 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 669
670 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 671
Tailing Trunnion
Utilizes reinforced openings in skirt with through pipePipe is removed after erection and the openings used asskirt manways
Shell Flange Lug
Lifting Device Utilizing Top Body Flanges
672 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 673
Miscellaneous Lugs WL lt 60 kips
Calculations
Due to bending
tL frac14 6PTB
A2Fb
Due to shear
tL frac14 PTethA D1THORNFs
Due to tension
tL frac14 PLethA D1THORNFt
Notes
1 Table 10-6 is based on an allowable stress of 137ksi
2 Design each lug for a 21 safety factor3 Design each lug for a minimum 10 side force
Hertzian Stress Bearing
sp frac14 0418
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiE
PtL
ethR1 R2THORN
13
R1R2
vuuutlt 2Fy
Shear Load in WeldType 1 greater of following
sw frac14 6PTB
2A2
sw frac14 PL2A
Type 2 Use design for top head lug
Table 10-6Lug dimensions
WL kips A D1 B C tL w1 WL kips A D1 B C tL w1
4 3 088 15 2 05 025 20 7 175 3 3 1 038
6 35 1 163 2 063 025 25 7 238 4 4 1 044
8 4 113 175 2 063 025 35 8 238 4 4 1125 05
10 45 125 2 2 075 025 40 8 238 4 4 1125 063
12 5 138 213 3 088 025 45 8 288 4 4 1125 063
14 55 15 238 3 1 038 50 10 288 4 4 125 075
16 65 163 25 3 1 038 55 10 288 4 4 125 075
18 7 175 275 3 1 038 60 10 288 4 4 125 088
Figure 10-6 Dimensions and forces
674 Pressure Vessel Design Manual

Shipping saddles should be designed with the vesseland not left up to the transport company In generaltransportation and erection contractors do not havethe capability to design shipping saddles or to checkthe corresponding vessel stresses for the various loadcases
Whenever possible shipping saddles should be locatedadjacent to some major stiffening element Some commonstiffening elements include stiffening rings heads (bothinternal and external) or cones If necessary temporaryinternal spiders can be used and removed after shipment iscomplete
Key factors for shipping saddles to consider
bull Included anglebull Saddle widthbull Type of constructionbull Lashing lugsbull Jacking pocketsbull Method of attachment to the vesselbull Overall shipping height allowabledcheck withshipper
Recommended contact angle and saddle width
Vessel Stresses
The stresses in the vessel shell should be determined bystandard Zickrsquos analysis The location of shipping saddlesshould be determined such that the bending at the midspanand saddles is not excessive Also the stresses due tobending at the horn of the saddle is critical If this stress isexceeded the saddle angle and width of saddle should beincreased Also move the saddle closer to the head ora major stiffening element
Lashing
Vessels are lashed to the deck of ships and bargesIn like manner they must be temporarily fixed to rail-cars trailers and transporters Lashing should berestricted to the area of the saddle locations Vessels
are held in place with longitudinal and transverselashings Lashings should never be attached to smallnozzles or ladder or platform clips In some caseslashing may be attached to lifting lugs and base ringsLashings should not exceed 45 from the horizontalplane
Other Key Factors to Consider
bull Shipping clearancesbull Shipping orientationdpay close attention to lift lugsand nozzles
bull Shipping routebull Lifting orientationbull Type of transportbull Watertight shipment for all water transportationbull Escorts and permitsbull Abnormal loadsdsize and weight restrictionsbull Vessels shipped with a nitrogen purgebull Shippinghandling plan
Organizations That Have a Part in the Transportation andHandling of Pressure Vessels
bull Vessel fabricatorbull Transport companybull Engineering contractorbull Railway authoritiesbull Port authoritiesbull Erectionconstruction companybull Trailertransporter manufacturerbull Ship or barge captainbull Crane companyoperator
Special Considerations for Rail Shipments
1 Any shipment may be subject to advance railroadapproval
2 Any shipment over 10 ft-6 in wide must haverailroad approval
3 A shipping arrangement drawing is required for thefollowinga All multiple carloads (pivot bolster required)b All single carloads over 10 ft-6 in widec All single carloads over 15 ft-0 in ATR (above
top of rail)d All single carloads that overhang the end(s) of
the car and are over 8 ft-0 in ATR
Vessel Diameter Contact Angle
Minimum Saddle
Width
D lt 13 ft-0 in 120 11 in
13 ft-0 in lt D lt 24 ft-0 in 140 17 in
D gt 24 ft-0 in 160 23 in
Transportation and Erection of Pressure Vessels 633
4 Clearances must be checked for the followinga Vessels greater than 9 feet in widthb Vessels greater than 40 feet overall lengthc Vessels greater than 50 tons
5 The railroad will need the following specific dataas a minimum
a Weightb Overall lengthc Method of loadingd Loadpoint locationse Overhang lengthsf Widthg Heighth Routingroute surveysi Center of gravity
6 A swivel (pivot) bolster is required whenever thefollowing conditions exista Two or more cars are requiredb The capacity for a single car is exceededc The overhang of a single car exceeds 15 feet
7 Rated capacities of railcars are based on a uniformlydistributed load over the entire length of the carThe capacity of a car for a concentrated load willonly be a percentage of the rated capacity
8 Rules for loads loading and capacities vary bycarrier Other variables include the types of cars thecarrier runs the availability and the ultimatedestination Verify all information with the specificcarrier before proceeding with the design of ship-ping saddles or locations
9 For vessels that require pivot bolsters the shippingsaddles shall be adequately braced by diagonaltensioncompression rods between the vessel andthe saddle The rods and clips attached to the vesselshell should be designed by the vessel fabricator tosuit the specific requirements of the carrier
10 If requested rail bolsters can be returned to themanufacturer
11 Loading arrangement and tie-downs will have topass inspection by a representative of the railwaysand sometimes by an insurance underwriter prior toshipment
12 Accelerometers can be installed on the vessel tomonitor shipping forces during transit
13 A rail expediter who accompanies the load shouldbe considered for critical shipments
14 The railroad will allow a fixed time for the cars tobe offloaded cleaned and returned Demurragecharges for late return can be substantial
Outline of Methods of Vessel Shipping and Transportation
1 Roada Trucktractor and trailerb Transportersdsingle or multiple self-propelled
or towedc Specialdbulldozerd Frame adapterse Beams to span trailers or transportersf Rollersg Special
2 Raila Single carb Multiple carsc Special carsd Types of cars
bull Flatcarbull Fishbelly flatcarbull Well carbull Heavy-duty carbull Gondola car
3 Bargea River bargeb Ocean-going bargec Lakes and canals
4 Shipsa Roll-on roll-off typeb Loading and off-loading capabilitiesc In-hull or on-deckd Floating cranes
5 Othera Planeb Helicopterc Bulldozer
634 Pressure Vessel Design Manual
Table 10-1Overland shipping limits in the US
State Length ft Width ft Height ft Gross Weight lb
Alabama 150 16 16 180000
Arizona 120 14 16 250000
Arkansas 100 14 14 120000
California 120 14 16 220000
Colorado 130 17 16 228000
Connecticut 120 15 16 250000
Delaware 120 15 15 250000
Florida 150 16 16 250000
Georgia 100 14 14 120000
Idaho 110 16 15rsquo6 200000
Illinois 145 14rsquo6 15 250000
Indiana 110 16 15 250000
Iowa 120 18 16 250000
Kansas 126 16rsquo6 16 250000
Kentucky 110 16 15 250000
Louisiana 125 18 16 250000
Maine 125 16 16 250000
Maryland 100 15rsquo11 15rsquo11 220000
Massachusetts 115 14 14 240000
Michigan 150 16 15 230000
Minnesota 95 14rsquo6 14 250000
Mississippi 100 14 14 120000
Missouri 100 14 14 120000
Montana 110 18 17 240000
Nebraska 120 14 15rsquo6 212000
Nevada 105 17 16 240000
New Hampshire 120 15 16 250000
New Jersey 120 18 16 220000
New Mexico 120 14 16 250000
New York 120 14 14 160000
North Carolina 100 14 14 120000
North Dakota 120 14rsquo6 15rsquo6 150000
Ohio 100 14 14rsquo10 120000
Oklahoma 100 16 16 212000
Oregon 105 14 16 220000
Pennsylvania 120 16 15rsquo6 201000
Rhode Island 90 14 13rsquo6 120000
South Carolina 125 16 14 250000
South Dakota 120 14rsquo6 15rsquo6 150000
Tennessee 120 16 15 250000
Texas 125 20 18rsquo11 252000
Utah 125 15 16rsquo6 250000
Vermont 100 15 14 150000
Virginia 150 14 15 150000
Washington 150 14 16 200000
West Virginia 150 16 15 212000
Wisconsin 150 16 16 250000
Wyoming 110 18 17 252000
Note This information in this Table is for general reference information only and should not be relied upon for any given application These values
change regularly and local state and national regulations should be checked for any given haul application
Transportation and Erection of Pressure Vessels 635
636 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 637
638 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 639
640 Pressure Vessel Design Manual
Table 10-2Barge shipping forces
Transportation and Erection of Pressure Vessels 641
Pitch
Cases 3a and 3b
Forces in Vessel Due to Pitch
General
F frac14 ma frac14Wg
2pT
2Rqp180
F frac14 00214WRq
T2
f1 frac14 tan1
aR1
Fp frac14 00214WR1q1
T21
Case 3a Fy frac14 Fp sin f1
Fz frac14 Fp cos f1
Case 3b Fy frac14 Fp sin f1
Fz frac14 Fp cos f1
Roll
Case 2a q2 [ 30 max
Case 2b
Forces in Vessel Due to Roll
f2 frac14 tan1ed
R2 frac14 esin f2
FR frac14 00214WR2q2
T22
Case 2a Fy frac14 FR sin f2
Fx frac14 FR cos f2
Case 2b Fy frac14 FR sin f2
Fx frac14 FR cos f2
642 Pressure Vessel Design Manual
The job of the designer is to translate the loads resultingfrom the movement of the ship into loads applied to thepressure vessel that is stored either at or below decks Theship itself will rotate about its own center of buoyancy(CB) depending on the direction of the sea and the shiprsquosorientation to that direction of sea The vessel strapped toits deck is in turn affected by its location in relation to theCB of the ship For example if the CG of the vessel islocated near the CB of the ship the forces are minimizedThe farther apart the two are in relation to each other themore pronounced the effect on the vessel
The shiprsquos movement translates into loads on the threeprincipal axes of the vessel Saddles and lashings must bestrong enough to resist these external forces withoutexceeding some allowable stress point in the vessel Thepoint of application of the load is at the CG of the vesselThese loads affect the vessel in the same manner as
seismic forces do In fact the best way to think of theseloads is as vertical and horizontal seismic forces Verticalseismic forces either add or subtract to the weight of thevessel Horizontal seismic forces are either transverse orlongitudinal
The X Y and Z axes translate into and are equivalentto the following loadings in the vessel
X axis horizontal transverseY axis corresponds to vertical loads by either adding orsubtracting from the weight of the vesselZ axis longitudinal axis of the vessel All Z axis loadsare longitudinal loadings
Load Combinations for Sea Forces
1 dead load thorn sway thorn heave thorn wind2 dead load thorn surge thorn heave thorn wind
Transportation and Erection of Pressure Vessels 643
644 Pressure Vessel Design Manual
Axle Loads
The number of axles that must be placed under a load isdetermined by analyzing the weight restrictions andallowable bearing load from local state or national regu-lations The transportation contractor is responsible fordetermining the axle loads based on the equipment usedand the weight and distribution of the loads The author-ities that permit the load will require an analysis of the axleloads to ensure that the roadbed is not overloaded Axleloads include the weight of the vessel transport saddlesbeams hauler (tractor) dollies etc
There are three different methods used to distribute theloads to the axles
1 Flatbed This method uses conventional tractor-trailer assembly with various numbers of axles andwheels under the trailer bed to distribute the weightto the road surface
2 Bolstered This method is used for abnormally longloads in which the sets of axles are attached directlyto the load via the transport saddle Both sets ofaxles will have steering capabilities
3 Bolstered loads using equalizing transportingbeams This method is much the same as thebolstered long vessel load In this case the load istoo heavy for a flatbed yet too short for bolsteredaxles The solution is to utilize beams betweenbolsters to suspend the load
Transporter Stability
There are two types of stability checks that should beperformed on each load The first has to do with thetipping point of the load relative to the roadway as the loadshifts due to the camber of the road The second has to dowith the turning radius of bolstered loads As the load goesaround curves the CG shifts from being in line with thedollies to an eccentric condition In tight curves the
eccentricity of the load can overload the outer set ofwheels to the point of rollover The two cases are
1 Rollover stability due to road camber2 Turning stability due to turning radius
Case 1Due to the camber in roads the load will be subject to
various angles q that will change the location of the centerof gravity of the load On a flat surface the center of gravityis in line with the centerline of the trailer As the roadcamber increases the CG is steadily moved toward theouter set of wheels At some point the wheels are over-loaded on one side and the entire assembly reaches a tippingpoint Beyond this the trailer turns over and the load is lostThis condition has resulted in numerous rollovers
Case 2For bolstered loads the vessel must swivel on the deck
of the trailer in order to accommodate curves in the roadand corners As the curve or corner is negotiated theactual CG gets further away from the projected load pointThis is true whether you have a single pivoting bolster ortwo however the situation is more pronounced with thedouble pivoting case There have been a number of roll-overs as a result of the eccentricity ie shifting the load tothe outer row of wheels until the load becomes unstable
θ
Figure 101 Rollover stability
DOLLIEe
CG OF LOAD CENTERLINESUSPENDED LOAD
PROJECTEDLOAD POINT
Figure 102 Turning stability
Transportation and Erection of Pressure Vessels 645
646 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 647
Summary of LoadsForces on Vessels During Transportation
Table 10-3Transportation load coefficients K
Forces Road Rail Barge Ocean
Fx 05 10 095 10
Fy 15 20 13 15
Fz 10 15 15 15
Table 10-4Load per saddle due to transport forces
Due to Load per Saddle Diagram
Fx Q1 frac14 WsL2L1
thorn FxB
2A
Q2 frac14 WsL3L1
thorn FxB
2A
Fy Q1 frac14 ethWs thorn FyTHORNL2L1
Q2 frac14 ethWs thorn FyTHORNL3L1
Fz
Q1 frac14 WsL2L1
thorn FzB
L1
Q2 frac14 WsL3L1
thorn FzB
L1
648 Pressure Vessel Design Manual
Load Diagrams for Moments and Forces
Case 1
Note W frac14 weight of vessel plus any impact factors
OAL frac14 L1 thorn L2 thorn L3 w frac14 WOAL
Q1 frac14whethL1 thorn L2THORN2L2
3
i2L1
Q2 frac14 W Q1
M1 frac14 wL22
2
M2 frac14 Q1
Q1
2w L2
M3 frac14 wL23
2
Mx frac14 wethL2 XTHORN22
Mx1 frac14 wethL2 thorn X1THORN22
Q1X1
Mx2 frac14 wethL3 X2THORN22
Case 2
w1 frac14 W1
L2
w2 frac14 W2
L3
Q1 frac14 WL6
L1
Q2 frac14 W Q1
M1 frac14 w1L24
2
M2 frac14 M1 thornM3
2 w1L2
1
8
M3 frac14 w2L23
2
Transportation and Erection of Pressure Vessels 649
Case 3
Q1 frac14 WL1
2ethL1 thorn L2THORN WL2
2
2L1ethL1 thorn L2THORN
Q2 frac14 WL1
2ethL1 thorn L2THORN thornWL2
L1 thorn L2thorn WL2
2
2L1ethL1 thorn L2THORN
M1 frac14 Q21ethL1 thorn L2THORN
2W
M2 frac14 Q1L1 WL21
2ethL1 thorn L2THORN
Mx frac14 Q1XWX2
2ethL1 thorn L2THORN
Case 4
w1 frac14 W1
L2
w2 frac14 W2
L3
Q1 frac14 w1L2eth2L1 L2THORN thorn w2L23
2L1
Q2 frac14 w2L3eth2L1 L3THORN thorn w1L22
2L1
Moment at any point X from Q1
Mx frac14 Q1X w1X2
2
Moment at any point Y from Q2
My frac14 Q2ethL1 YTHORN w2ethL1 YTHORN22
650 Pressure Vessel Design Manual
Transportation-Vertical Vessel on Two Saddles UniformLoad Case With Incorporation of Shipping Factors
NotationF2 frac14 Additional load on Q2 LbsFZ frac14 Longitudinal loading due to shipping forces
LbsFY frac14 Vertical Loading due to shipping forces LbsKZ frac14 Longitudinal impact factorKY frac14 Vertical impact factor
Q1Q2 frac14 Saddle loads without impact factors LbsQ1
0Q20 frac14 Saddle loads with impact factors Lbs
W frac14 Shipping weight of vessel without impactfactors Lbs
WT frac14 Shipping weight with impact factors Lbsw1 frac14 Uniform load without FY LbsFtw2 frac14 Uniform load including FY LbsFt
NOTE Assume that FZ amp FY do not occur at the sametime
Case 1 Adding Load for Fz
bull Longitudinal load FZ
FZ frac14 KZ W
bull Uniform load w1
w1 frac14 W=LT
bull Additional load on saddle F2
F2 frac14 ethFZ BTHORN=L1
bull Saddle loads Q1 Q2 Q10 Q2
0
Q1 frac14 w1
hethL1 thorn L2THORN2L2
3
i2 L1
Q10 frac14 Q1 F2
Q2 frac14 W Q1
Q20 frac14 Q2 thorn F2
Case 2 Adding Loads for Fy
bull Longitudinal load FY
FY frac14 KY W
bull Vertical load FY
WT frac14 Wthorn FY
bull Uniform load w2
w2 frac14 WT=LT
bull Saddle loads Q10 amp Q2
0
Q10 frac14 w2
hethL1 thorn L2THORN2 L2
3
i=2L1
Q20 frac14 WT Q1
0
Select worst case and calculate moments
M1 frac14 wn L22=2
M2 frac14 Q10Q1
0=2 wn
L2
M3 frac14 wn L23=2
Sample Problem
Given
B frac14 1575 ftL1 frac14 124 ftL2 frac14 24 ftL3 frac14 21 ftLT frac14 169 ft
LT
M2
M1 M3
WT
w1 or w2
W
L2
Q1 Q2
Fz
B
L1 L3
Figure 103 Data for uniform load case
Transportation and Erection of Pressure Vessels 651
W frac14 741 kipsKY frac14 5KZ frac14 6
Calculation
FZ frac14 KZ W frac14 6 eth741THORN frac14 4446 kips
FY frac14 KY W frac14 5 eth741THORN frac14 3705 kips
WT frac14 Wthorn FY
frac14 741thorn 3705 frac14 1 1115 kips
w1 frac14 W=LT frac14 741=169 frac14 438 kips=ft
w2 frac14 WT=LT frac14 11115=169 frac14 658 kips=ft
F2 frac14 ethFZ BTHORN=L1 frac14 frac124446 eth1575THORN=124frac14 5647 kips
Case 1 Adding Load for FZ
bull Saddle loads Q1 Q2 Q10 Q2
0
Q1 frac14 w1
hethL1 thorn L2THORN2L2
3
i2 L1
frac14 438heth124thorn 24THORN2212
i2124
frac14 379 kips
Q10 frac14 Q1 F2 frac14 379 565 frac14 3225 kips
Q2 frac14 W Q1 frac14 741 379 frac14 362 kips
Q20 frac14 Q2 thorn F2 frac14 362thorn 565 frac14 4185 kips
Case 2 Adding Load for FY
bull Saddle loads Q10 amp Q2
0
Q10 frac14 w2
hethL1 thorn L2THORN2L2
3
i2 L1
frac14 658heth124thorn 24THORN2212
i2124
frac14 569 kips
Q10 frac14 WT Q1
0 frac14 11115 569
frac14 5425 kips
Worst case is Case 2Determine moments
M1 frac14 w2 L2
2
2 frac14
658242
2
frac14 1 895 ft kips
M2 frac14 Q10Q1
0=2 w2
L2
frac14 569 eth569=eth2$658THORN 24THORN frac14 10 946 ft kips
M3 frac14 w2 L2
3
2 frac14
658212
2 frac14 1 450 ft kips
Use these moments and loads to determine stresses inshell
652 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 653
654 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 655
Tension Bands on Saddles
NotationAr frac14 area required in2
As frac14 area of bolt in2
Ab frac14 area of band required in2
Aw frac14 allowable load on weld lbinB frac14 saddle height ind frac14 bolt diameter inf frac14 load on weld kipsinFt frac14 allowable stress tension psi
Fx Fy Fz frac14 shipping external forces lbK frac14 maximum band spacing inN frac14 number of bands on one saddlePe frac14 equivalent external pressure psiR frac14 outside vessel radius inT frac14 tension load in band lb
T123 frac14 load cases in bolt and band lbTb frac14 tension load in bolt lbWs frac14 weight of one saddle lbb frac14 angle of tension bands degreessa frac14 stress in bolt psisb frac14 stress in band psi
656 Pressure Vessel Design Manual
bull Find tension in band T1 due to shipping forces onsaddle Fx and Fy
T1 frac14 cos b
FxB4RN
thorn Fy Ws
4N
bull Area required for bolt
Ar frac14 T1
Ft
bull Find bolt diameter d
d frac14ffiffiffiffiffiffiffiffi4Ar
p
r
Select nominal bolt diameter
As frac14bull Find maximum stress in bolt due to manualwrenching sa
sa frac14 45 000ffiffiffid
p
bull Maximum tension load in bolts T2
T2 frac14 saAs
bull Load due to saddle weight T3
T3 frac14 Ws
2N
Note Include impact factor in weight of saddle
bull Find maximum load T
T frac14 greater of T1 T2 or T3
bull Load on weld f
f frac14 T4[
bull Determine size of weld from table based on load f
Use w frac14bull Maximum band spacing K
K frac14 4ffiffiffiffiffiRt
p
1285
bull Find area required for tension band Ar
Ar frac14 TFt
Use
bull Check shell stresses due to force T Pe
Pe frac14 4TpRK
lt ASME factor ldquoBrdquo
Table 10-5Allowable load weld
Weld Size w E60XX E70XX
31616 in 239 278
frac14 in 318 37151616 in 398 464
⅜ in 477 55771616 in 556 650
Kipsin of weld
Transportation and Erection of Pressure Vessels 657
Alternate Procedure
Tension Band Notation
N frac14 Number of bands on one saddleQ frac14 Total load on one saddle LbsR frac14 Outside vessel radius inT frac14 Tension load in band Lbsb frac14 Angle of tension bands degrees
K1 frac14 Transverse shipping coefficientK2 frac14 Vertical shipping coefficientX frac14 Horizontal distance to centroid of saddle
reaction inY frac14 Vertical distance to centroid of saddle in
Calculation
bull Vertical distance to centroid of saddle Y
Y frac14 R sin q=q
bull Find angle a
a frac14 cos1 Y=R
bull Horizontal distance to centroid of saddle X
X frac14 R sina
bull Tension load in band T
T frac14 frac12Q frac12ethK1 Y=XTHORN thorn K2=frac122N cos b
Notes
1 Vertical reaction can be a result of longitudinal loadUse largest value
2 Use K2 frac14 0 for transverse case3 Use K1 frac14 0 for longitudinal case4 Use worst case of T1 or T2 and design the balance of
components per previous method
Example
K1 frac14 25K2 frac14 5Q frac14 500 kipsR frac14 925 inq frac14 75 frac14 1308 radb frac14 75N frac14 2
Y frac14 R sin qqY frac14 925 sin 75 1308 frac14 683 in
a frac14 cos-1 (Y R)a frac14 cos-1 (683 925) frac14 424o
X frac14 R sin a
X frac14 925 (sin 424) frac14 624 in
Transverse (K2 frac14 0)
T1 frac14 [Q [(K1 Y X) thorn K2]] [2N cos b]T1 frac14 [500 [(025$683624) thorn 0]] [2$2 cos 75] frac14
3435 kips
Longitudinal (K1 frac14 0)
T2 frac14 [Q [(K1 Y X) thorn K2]] [2N cos b]T2 frac14 [500 [0 thorn 05]] [2$2 cos 75] frac14 6304 kips
K2 W
K1 W
B
AX
TY
R
β α
θ
Figure 10-4 Dimensions of shipping saddle for alternatecase
658 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 659
Procedure 10-2 Erection of Pressure Vessels
The designer of pressure vessels and similar equipmentwill ultimately become involved in the movement trans-portation and erection of that equipment The degree ofthat involvement will vary due to the separation of dutiesand responsibilities of the parties concerned It is prudenthowever for the designer to plan for the eventuality ofthese events and to integrate these activities into theoriginal design If this planning is done properly thereis seldom a problem when the equipment gets to itsfinal destination Conversely there have been numerousproblems encountered when proper planning has notbeen done
There is also an economic benefit in including thelifting attachments in the base vessel bid and designThese lifting attachments are relatively inexpensive incomparison to the overall cost of the vessel and minusculecompared to the cost of the erection of the equipment Theerection alone for a major vessel can run into millions ofdollars If these attachments are added after the purchaseorder is awarded they can become expensive extras
There are also the consequences to life property andschedules if this activity is not carried out to a successfulconclusion Compared to the fabricated cost of the liftingattachments the consequences to life property andschedule are too important to leave the design of thesecomponents and their effect on the vessel to those not fullyversed in the design and analysis of pressure vessels
In addition it is important that the designer of the liftingattachments be in contact with the construction organi-zation that will be executing the lift This ensures that alllifting attachments meet the requirements imposed by thelifting equipment There are so many different methodsand techniques for the erection of vessels and the relatedcosts of each that a coordinated effort between thedesigner and erector is mandatory To avoid surprisesneither the designer nor the erector can afford to work ina vacuum To this end it is not advisable for the vesselfabricator to be responsible for the design if the fabricatoris not the chief coordinator of the transport and erection ofthe vessel
Vessels and related equipment can be erected ina variety of ways Vessels are erected by means of singlecranes multiple cranes gin poles jacking towers andother means The designer of the lifting attachmentsshould not attempt to dictate the erection method by thetypes of attachments that are designed for the vessel The
selection of one type of attachment versus another couldvery well do just that
Not every vessel needs to be designed for erection orhave lifting attachments Obviously the larger the vesselthe more complex the vessel the more expensive thevessel the more care and concern that should be taken intoaccount when designing the attachments and coordinatingthe lift The following listing will provide some guidelinesfor the provision of special lifting attachments and a liftinganalysis to be done In general provide lifting attachmentsfor the following cases
bull Vessels over 50000 lb (25 tons)bull Vessels with LD ratios greater than 5bull Vertical vessels greater than 8 ft in diameter or 50 ftin length
bull Vessels located in a structure or supported bya structure
bull High-alloy or heat-treated vessels (since it would notbe advisable for the field to be doing welding onthese vessels after they arrive on site and wire ropeslings could contaminate the vessel material)
bull Flare stacksbull Vessels with special transportation requirements
At the initial pick point when the vessel is still hori-zontal the load is shared between the lifting lugs and thetail beam or lug based on their respective distances to thevessel center of gravity As the lift proceeds a greaterpercentage of the load is shifted to the top lugs or trun-nions until the vessel is vertical and all of the load is thenon the top lugs At this point the tail beam or shackle canbe removed
During each degree of rotation the load on the lugstrunnions tailing device base ring and vessel shell arecontinually varying The loads on the welds attachingthese devices will also change The designer shouldevaluate these loadings at the various lift angles todetermine the worst coincident case
The worst case is dependent on the type of vessel andthe type of attachments For example there are threetypes of trunnions described in this procedure There isthe bare trunnion (Type 3) where the wire rope slidesaround the trunnion itself While the vessel is in thehorizontal position (initial pick point) the load producesa circumferential moment on the shell Once the vesselis in the upright position the same load produces
660 Pressure Vessel Design Manual
a longitudinal moment in the shell At all the interme-diate angles of lift there is a combination of circumfer-ential and longitudinal moments The designer shouldcheck the two worst cases at 0 and 90 and severalcombinations in between
The same trunnion could have a lifting lug welded tothe end of the trunnion (Type 1) This lug also producescircumferential and longitudinal moments in the shellHowever in addition this type of lug will producea torsional moment on the shell that is maximum at 0 andzero at 90 of angular rotation The rotating lug (Type 2)eliminates any torsional moment
There is one single lift angle that will produce themaximum stress in the vessel shell but no lift angle that isthe worst for all vessels The worst case is dependent onthe type of lift attachments distances weights and posi-tion relative to the center of gravity
The minimum lift location is the lowest pick point thatdoes not overstress the overhanging portion of the vesselThe maximum lift location is the highest pick point thatdoes not overstress the vessel between the tail and pickpoints These points become significant when locating thelift points to balance the stress at the top lug the overhangand the midspan stress
The use of side lugs can sometimes provide anadvantage by reducing the buckling stress at midspan andthe required lift height Side lugs allow for shorter boomlengths on a two-crane lift or gin poles A shorter boomlength in turn allows a higher lift capacity for the cranesThe lower the lug location on the shell the shorter the liftand the higher the allowable crane capacity This cantranslate into dollars as crane capacity is affected Thechallenge from the vessel side is the longitudinal bendingdue to the overhang and increased local shell stresses Allof these factors must be balanced to determine the lowestoverall cost of an erected vessel
Requirement for Erection and Setting of Vertical Vessels
The following is a brief synopsis of general recom-mendations regarding the setting leveling and shimmingof vertical vessels The following should be considered asguidelines only There are no codes or standards that areapplied In general company specifications containcontract requirements for the contractors scope of supplyor duties The following lists help to clarify generalconstruction practices with regard to the setting of verticalvessels and towers
Contractor Duties
1 Prepare tops of foundations (bush hammer ifrequired)
2 Perform surveying as required to establish center-lines sole plate or shim elevations at bottom of baseof equipment
3 Shimming4 Erect equipment5 Levelplumbing6 Final alignment7 Grouting8 Bolting
Tolerances
Out of vertical tolerance for vertical vessels unlessspecified otherwise shall be 01 of the vessel heightor about frac14 inch for every 20 feet to a maximum offrac34 inches
Soleplates (also called bearing pads levelingplates or embedments)
Soleplates are stainless steel plates 05 inches to075 inches thick set in grout on top of the foundation atthe exact height of the underside of the base plate Asa rule two soleplates should be installed per anchor boltone on each side of the bolt Depending on the towerdiameter and the distance between the anchor boltsanother soleplate may be installed between adjacentanchor bolts The dimensions of the soleplates will varyaccording to the width of the vessel base ring and vesselweight Soleplates are supported in place by a mixture ofPortland cement and sand in proportions 13 The vesselshould not be erected until the soleplates have been inplace for 28 days to allow for concrete curing Shims andsoleplates will remain in place after the grouting operation
Shims
Shims are used to provide precise leveling of the vesselShim packs may be grouted into the foundation in lieu ofsole plates but this practice is unusual Typically shimsare used on top of the sole plates for the leveling opera-tion Special shims may be required for unique applica-tions such as a large vessel supported on a braced framestructure with minimal contactbearing at each support
Transportation and Erection of Pressure Vessels 661
point The following are some guidelines for the use ofshims
1 Shims If left in place shall be stainless steel2 Shims must have rounded corners3 Shims will be fixed in place4 Shims shall be deburred5 Shims shall be full bearing6 Shims may be horseshoe type7 Shims thinner than 0001 inches are not allowed8 Shims with holes are not allowed9 Shims should be the full width of the base plate
LevelingStraightnessPlumbness
After the vessel has been placed on its foundation itmust be checked to be certain it is vertical and plumbLeveling is normally checked by use of two theodilites90 degrees apart The theodilites shall be spaced anadequate distance from the vessel to allow visual field ofthe entire height of the vessel Adjustments can be made tothe vessel alignment by means of wedges either poweredor not and then shimmed The wedges should not be leftin place after shimming
The vessel may be heated by the sun to a highertemperature on one side than the other This can createa slight ldquobananardquo effect which should be taken intoaccount when checking levelness The equation forcalculating the deflection from this effect is as follows
2 frac14 p D2 t H2 aDT
8 I
where2 frac14 Deflection inD frac14 Diameter ftT frac14 Thickness inH frac14 Height fta frac14 Coefficient of thermal expansion ininF
DT frac14 Temperature difference from one side of thecolumn to the other F
I frac14 Moment of inertia of vessel cross section ft4
Bolting
After the vessel is aligned and shimmed the nuts on theanchor bolts must be tightened The vessel should not be
left standing without the crane attached unless all anchorbolts have been tightened
The anchor bolts should not be tightened to theirmaximum load until the drypacking under the base plateis complete At this stage the base plate is suspendedbetween the soleplates until the drypack is installedSince the soleplates straddle the anchor bolts there isa chance of deforming the baseplate prior to the instal-lation of the drypack if the anchor bolts are overtightened
After drypacking the anchor bolts should be tight-ened to the correct torque to produce the maximumallowable bolt stress The anchor bolts should not betightened beyond the point of maximum allowable boltstress
Note that the initial anchor bolt tension does notincrease the maximum bolt tension caused by wind orearthquake This initial tension will only clamp the basering to the concrete Both are in equal compression untilthe external load is applied The external load reduces thecompression in the concrete before additional load isapplied to the bolts After the external load overcomes allthe compression in the concrete the stress in the bolt willincrease to the value it would have been had there been noinitial tension
Grouting
Grout under base plates shall provide full uniform loadtransfer between the bottom of the base plate and the topof the foundation Load transfer to the foundation must bethrough the grout not through the shims or soleplate
Prior to setting of the vessel the top of the foundationshould be bush hammered and cleaned This ensures thatthe grout will adhere to the surface of the foundation Bushhammering may be done strictly under the base plate oracross the entire top of the foundation
Once the vessel is leveled shimmed and bolted it isready to be grouted Grouting shall consist of filling thevoid area between the top of foundation and the undersideof base plate with cementatious grout The grout shall beinstalled in accordance with the manufacturers recom-mendations and any applicable contract specifications
Depending on the type of grout to be used grout damsmay be used
662 Pressure Vessel Design Manual
18
132 mm times 15 m SLINGSWL = 120 TON (SP)DOUBLE (2 PCS)SWL = 500 T times 40 m LENGTHSPREADER BEAM
SWL = 400T SHACKLE (4 NOS)
SWL = 400T SHACKLE (1 NO)
100 mm times 20 m SLINGSWL = 90 TON (SP)SWL = 737 TON (BH)DOUBLE (2 PCS)
90 mm times 15 m SLINGSWL = 60 TON (SP)SWL = 441 TON (BH)DOUBLE (2 PCS)
CounterWeight = 40ton
CounterWeight = 275ton
BOO
M 9
6m
90009000
620002000017000 100
0
100
0 13000
MAST 24m
oslash3840
oslash4160
1692
1829
1026
987
4
BOO
M 36m
Figure 10-5 Typical example of erection study
Transporta
tionandErectio
nofPressure
Vessels
663
Steps in Design
Given the overall weight and geometry of the vesseland the location of the center of gravity based on theerected weight apply the following steps to eithercomplete the design or analyze the design
Step 1 Select the type of lifting attachments as aninitial starting point
Lift end (also referred to as the ldquopick endrdquo)a Head lug Usually the simplest and most
economical and produces the least stressb Cone lug Similar to a head lug but located at
a conical transition section of the vesselc Side lug Complex and expensived Top flange lug The choice for high-pressure
vessels where the top center flange and head arevery rigid This method is uneconomical foraverage applications
e Side flange lug Rarely used because it requiresa very heavy nozzle and shell reinforcement
f Trunnions Simple and economical Used ona wide variety of vessels
g OtherTail end
a Tail beamb Tail lugc Choker (cinch) see later commentary
Tailing a column during erection with a wire ropechoker on the skirt above the base ring is a fairly commonprocedure Most experienced erectors are qualified toperform this procedure safely There are several advan-tages to using a tailing choker
bull Saves material design detailing and fabricationbull Simplifies concerns with lug and shippingorientations
bull May reduce overall height during transportation
There are situations and conditions that could make theuse of a tailing choker impractical costly and possiblyunsafe Provide tailing lugs or a tailing beam if
bull The column is more than about 10 feet in diameterThe larger the diameter the more difficult it is for thewire rope to cinch down and form a good choke onthe column
bull The tail load is so great that it requires the use ofslings greater than about 1frac12 inches in diameter Thelarger the diameter of the rope the less flexible it isand the more likely that it could slip up unexpectedlyduring erection
Step 2 Determine the forces T and P for all angles oferection
Step 3 Designcheck the lifting attachments for thetailing force T and pick force P
Step 4 Designcheck the base ring assembly forstresses due to tailing force T
Step 5 Determine the base ring stiffening configura-tion if required and design struts
Step 6 Check shell stresses due to bending during liftThis would include midspan as well as anyoverhang
Step 7 Analyze local loads in vessel shell and skirt dueto loads from attachments
Allowable Stresses
Per AISC
Tension
Ft frac14 06Fy on gross area
frac14 05Fu on effective net area
frac14 045Fy for pin-connected members
Compression(for short members only)
Fc frac14 Use buckling value
frac14 for vessel shell 133 ASME Factor B
Shear
Fs frac14 Net area of pin hole 045Fy
frac14 other than pin-connected members 04Fy
frac14 fillet welds in shear
E60XX 9600 lb=in or 13 600 psi
E70XX 11 200 lb=in or 15 800 psi
Bending
Fb frac14 06Fy to 075Fy depending on the shape of themember
Bearing
Fp frac14 09Fy
Combined
Shear and tension
sa
Fathorn sFs
1
664 Pressure Vessel Design Manual
Tension compression and bendingsa
Fathorn sb
Fb 1 or
sT
FTthorn sb
Fb 1
Note Custom-designed lifting devices that supportlifted loads are generally governed by ASME B3020ldquoBelow the hook lifting devicesrdquoUnder this specificationdesign stresses are limited to Fy3 The use of AISCallowables with a load factor of 18 or greater willgenerally meet this requirement
Notation
A frac14 area in2
Aa frac14 area available in2
Ab frac14 area bolt in2
An frac14 net cross-sectional area of lug in2
Ap frac14 area pin hole in2
Ar frac14 area required in2
As frac14 area strut in2 or shear area of boltsC frac14 lug dimension see sketchDo frac14 diameter vessel OD inD1 frac14 diameter lift hole inD2 frac14 diameter pin inD3 frac14 diameter pad eye inDsk frac14 diameter skirt inDm frac14 mean vessel diameter inE frac14 modulus of elasticity psifr frac14 tail end radial force lbfL frac14 tail end longitudinal force lbfs frac14 shear load lb or lbinFa frac14 allowable stress combined loading psiFb frac14 allowable stress bending psiFc frac14 allowable stress compression psiFp frac14 allowable stress bearing pressure psiFs frac14 allowable stress shear psiFt frac14 allowable stress tension psiFy frac14 minimum specified yield stress psiI frac14 moment of inertia in4
Jw frac14 polar moment of inertia of weld in4
K frac14 end connection coefficientKL frac14 overall load factor combining impact and safety
factors 15ndash20Ki frac14 impact factor 025ndash05Kr frac14 internal moment coefficient in circular ring due
to radial loadKs frac14 safety factorKT frac14 internal tensioncompression coefficient in
circular ring due to radial loadLs frac14 length of skirtbase stiffenerstrut in
M frac14 moment in-lbMb frac14 bending moment in-lbMC frac14 circumferential moment in-lbML frac14 longitudinal moment in-lbMT frac14 torsional moment in-lbNb frac14 number of bolts used in tail beam or flange
lugN frac14 width of flange of tail beam with a web stiffener
(N frac14 10 without web stiffener)nL frac14 number of head or side lugsP frac14 pick end load lbPe frac14 equivalent load lbPL frac14 longitudinal load per lug lbPr frac14 radial load lbPT frac14 transverse load per lug lbRb frac14 radius of base ring to neutral axis inr frac14 radius of gyration of strut in
Rc frac14 radius of bolt circle of flange inSu frac14 minimum specified tensile stress of bolts psitb frac14 thickness of base plate intg frac14 thickness of gusset intL frac14 thickness of lug intP frac14 thickness of pad eye ints frac14 thickness of shell inT frac14 tail end load lbTb frac14 bolt pretension load lbsTt frac14 tangential force lbw1 frac14 fillet weld size shell to re-padw2 frac14 fillet weld size re-pad to shellw3 frac14 fillet weld size pad eye to lugw4 frac14 fillet weld size base plate to skirtw5 frac14 uniform load on vessel lbinWE frac14 design erection weight lbWL frac14 erection weight lbZ frac14 section modulus in3
a frac14 angular position for moment coefficients in basering clockwise from 0
b frac14 angle between parallel beams degreess frac14 stress combined psisb frac14 stress bending psisp frac14 stress bearing psisc frac14 stress compression psiscr frac14 critical buckling stress psisT frac14 stress tension psis frac14 shear stress psisT frac14 torsional shear stress psiq frac14 lift angle degrees
qB frac14 minimum bearing contact angle degreesqH frac14 sling angle to lift line horizontal degreesqv frac14 sling angle to lift line vertical degrees
Transportation and Erection of Pressure Vessels 665
Procedure 10-3 Lifting Attachments and Terminology
666 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 667
668 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 669
670 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 671
Tailing Trunnion
Utilizes reinforced openings in skirt with through pipePipe is removed after erection and the openings used asskirt manways
Shell Flange Lug
Lifting Device Utilizing Top Body Flanges
672 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 673
Miscellaneous Lugs WL lt 60 kips
Calculations
Due to bending
tL frac14 6PTB
A2Fb
Due to shear
tL frac14 PTethA D1THORNFs
Due to tension
tL frac14 PLethA D1THORNFt
Notes
1 Table 10-6 is based on an allowable stress of 137ksi
2 Design each lug for a 21 safety factor3 Design each lug for a minimum 10 side force
Hertzian Stress Bearing
sp frac14 0418
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiE
PtL
ethR1 R2THORN
13
R1R2
vuuutlt 2Fy
Shear Load in WeldType 1 greater of following
sw frac14 6PTB
2A2
sw frac14 PL2A
Type 2 Use design for top head lug
Table 10-6Lug dimensions
WL kips A D1 B C tL w1 WL kips A D1 B C tL w1
4 3 088 15 2 05 025 20 7 175 3 3 1 038
6 35 1 163 2 063 025 25 7 238 4 4 1 044
8 4 113 175 2 063 025 35 8 238 4 4 1125 05
10 45 125 2 2 075 025 40 8 238 4 4 1125 063
12 5 138 213 3 088 025 45 8 288 4 4 1125 063
14 55 15 238 3 1 038 50 10 288 4 4 125 075
16 65 163 25 3 1 038 55 10 288 4 4 125 075
18 7 175 275 3 1 038 60 10 288 4 4 125 088
Figure 10-6 Dimensions and forces
674 Pressure Vessel Design Manual

4 Clearances must be checked for the followinga Vessels greater than 9 feet in widthb Vessels greater than 40 feet overall lengthc Vessels greater than 50 tons
5 The railroad will need the following specific dataas a minimum
a Weightb Overall lengthc Method of loadingd Loadpoint locationse Overhang lengthsf Widthg Heighth Routingroute surveysi Center of gravity
6 A swivel (pivot) bolster is required whenever thefollowing conditions exista Two or more cars are requiredb The capacity for a single car is exceededc The overhang of a single car exceeds 15 feet
7 Rated capacities of railcars are based on a uniformlydistributed load over the entire length of the carThe capacity of a car for a concentrated load willonly be a percentage of the rated capacity
8 Rules for loads loading and capacities vary bycarrier Other variables include the types of cars thecarrier runs the availability and the ultimatedestination Verify all information with the specificcarrier before proceeding with the design of ship-ping saddles or locations
9 For vessels that require pivot bolsters the shippingsaddles shall be adequately braced by diagonaltensioncompression rods between the vessel andthe saddle The rods and clips attached to the vesselshell should be designed by the vessel fabricator tosuit the specific requirements of the carrier
10 If requested rail bolsters can be returned to themanufacturer
11 Loading arrangement and tie-downs will have topass inspection by a representative of the railwaysand sometimes by an insurance underwriter prior toshipment
12 Accelerometers can be installed on the vessel tomonitor shipping forces during transit
13 A rail expediter who accompanies the load shouldbe considered for critical shipments
14 The railroad will allow a fixed time for the cars tobe offloaded cleaned and returned Demurragecharges for late return can be substantial
Outline of Methods of Vessel Shipping and Transportation
1 Roada Trucktractor and trailerb Transportersdsingle or multiple self-propelled
or towedc Specialdbulldozerd Frame adapterse Beams to span trailers or transportersf Rollersg Special
2 Raila Single carb Multiple carsc Special carsd Types of cars
bull Flatcarbull Fishbelly flatcarbull Well carbull Heavy-duty carbull Gondola car
3 Bargea River bargeb Ocean-going bargec Lakes and canals
4 Shipsa Roll-on roll-off typeb Loading and off-loading capabilitiesc In-hull or on-deckd Floating cranes
5 Othera Planeb Helicopterc Bulldozer
634 Pressure Vessel Design Manual
Table 10-1Overland shipping limits in the US
State Length ft Width ft Height ft Gross Weight lb
Alabama 150 16 16 180000
Arizona 120 14 16 250000
Arkansas 100 14 14 120000
California 120 14 16 220000
Colorado 130 17 16 228000
Connecticut 120 15 16 250000
Delaware 120 15 15 250000
Florida 150 16 16 250000
Georgia 100 14 14 120000
Idaho 110 16 15rsquo6 200000
Illinois 145 14rsquo6 15 250000
Indiana 110 16 15 250000
Iowa 120 18 16 250000
Kansas 126 16rsquo6 16 250000
Kentucky 110 16 15 250000
Louisiana 125 18 16 250000
Maine 125 16 16 250000
Maryland 100 15rsquo11 15rsquo11 220000
Massachusetts 115 14 14 240000
Michigan 150 16 15 230000
Minnesota 95 14rsquo6 14 250000
Mississippi 100 14 14 120000
Missouri 100 14 14 120000
Montana 110 18 17 240000
Nebraska 120 14 15rsquo6 212000
Nevada 105 17 16 240000
New Hampshire 120 15 16 250000
New Jersey 120 18 16 220000
New Mexico 120 14 16 250000
New York 120 14 14 160000
North Carolina 100 14 14 120000
North Dakota 120 14rsquo6 15rsquo6 150000
Ohio 100 14 14rsquo10 120000
Oklahoma 100 16 16 212000
Oregon 105 14 16 220000
Pennsylvania 120 16 15rsquo6 201000
Rhode Island 90 14 13rsquo6 120000
South Carolina 125 16 14 250000
South Dakota 120 14rsquo6 15rsquo6 150000
Tennessee 120 16 15 250000
Texas 125 20 18rsquo11 252000
Utah 125 15 16rsquo6 250000
Vermont 100 15 14 150000
Virginia 150 14 15 150000
Washington 150 14 16 200000
West Virginia 150 16 15 212000
Wisconsin 150 16 16 250000
Wyoming 110 18 17 252000
Note This information in this Table is for general reference information only and should not be relied upon for any given application These values
change regularly and local state and national regulations should be checked for any given haul application
Transportation and Erection of Pressure Vessels 635
636 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 637
638 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 639
640 Pressure Vessel Design Manual
Table 10-2Barge shipping forces
Transportation and Erection of Pressure Vessels 641
Pitch
Cases 3a and 3b
Forces in Vessel Due to Pitch
General
F frac14 ma frac14Wg
2pT
2Rqp180
F frac14 00214WRq
T2
f1 frac14 tan1
aR1
Fp frac14 00214WR1q1
T21
Case 3a Fy frac14 Fp sin f1
Fz frac14 Fp cos f1
Case 3b Fy frac14 Fp sin f1
Fz frac14 Fp cos f1
Roll
Case 2a q2 [ 30 max
Case 2b
Forces in Vessel Due to Roll
f2 frac14 tan1ed
R2 frac14 esin f2
FR frac14 00214WR2q2
T22
Case 2a Fy frac14 FR sin f2
Fx frac14 FR cos f2
Case 2b Fy frac14 FR sin f2
Fx frac14 FR cos f2
642 Pressure Vessel Design Manual
The job of the designer is to translate the loads resultingfrom the movement of the ship into loads applied to thepressure vessel that is stored either at or below decks Theship itself will rotate about its own center of buoyancy(CB) depending on the direction of the sea and the shiprsquosorientation to that direction of sea The vessel strapped toits deck is in turn affected by its location in relation to theCB of the ship For example if the CG of the vessel islocated near the CB of the ship the forces are minimizedThe farther apart the two are in relation to each other themore pronounced the effect on the vessel
The shiprsquos movement translates into loads on the threeprincipal axes of the vessel Saddles and lashings must bestrong enough to resist these external forces withoutexceeding some allowable stress point in the vessel Thepoint of application of the load is at the CG of the vesselThese loads affect the vessel in the same manner as
seismic forces do In fact the best way to think of theseloads is as vertical and horizontal seismic forces Verticalseismic forces either add or subtract to the weight of thevessel Horizontal seismic forces are either transverse orlongitudinal
The X Y and Z axes translate into and are equivalentto the following loadings in the vessel
X axis horizontal transverseY axis corresponds to vertical loads by either adding orsubtracting from the weight of the vesselZ axis longitudinal axis of the vessel All Z axis loadsare longitudinal loadings
Load Combinations for Sea Forces
1 dead load thorn sway thorn heave thorn wind2 dead load thorn surge thorn heave thorn wind
Transportation and Erection of Pressure Vessels 643
644 Pressure Vessel Design Manual
Axle Loads
The number of axles that must be placed under a load isdetermined by analyzing the weight restrictions andallowable bearing load from local state or national regu-lations The transportation contractor is responsible fordetermining the axle loads based on the equipment usedand the weight and distribution of the loads The author-ities that permit the load will require an analysis of the axleloads to ensure that the roadbed is not overloaded Axleloads include the weight of the vessel transport saddlesbeams hauler (tractor) dollies etc
There are three different methods used to distribute theloads to the axles
1 Flatbed This method uses conventional tractor-trailer assembly with various numbers of axles andwheels under the trailer bed to distribute the weightto the road surface
2 Bolstered This method is used for abnormally longloads in which the sets of axles are attached directlyto the load via the transport saddle Both sets ofaxles will have steering capabilities
3 Bolstered loads using equalizing transportingbeams This method is much the same as thebolstered long vessel load In this case the load istoo heavy for a flatbed yet too short for bolsteredaxles The solution is to utilize beams betweenbolsters to suspend the load
Transporter Stability
There are two types of stability checks that should beperformed on each load The first has to do with thetipping point of the load relative to the roadway as the loadshifts due to the camber of the road The second has to dowith the turning radius of bolstered loads As the load goesaround curves the CG shifts from being in line with thedollies to an eccentric condition In tight curves the
eccentricity of the load can overload the outer set ofwheels to the point of rollover The two cases are
1 Rollover stability due to road camber2 Turning stability due to turning radius
Case 1Due to the camber in roads the load will be subject to
various angles q that will change the location of the centerof gravity of the load On a flat surface the center of gravityis in line with the centerline of the trailer As the roadcamber increases the CG is steadily moved toward theouter set of wheels At some point the wheels are over-loaded on one side and the entire assembly reaches a tippingpoint Beyond this the trailer turns over and the load is lostThis condition has resulted in numerous rollovers
Case 2For bolstered loads the vessel must swivel on the deck
of the trailer in order to accommodate curves in the roadand corners As the curve or corner is negotiated theactual CG gets further away from the projected load pointThis is true whether you have a single pivoting bolster ortwo however the situation is more pronounced with thedouble pivoting case There have been a number of roll-overs as a result of the eccentricity ie shifting the load tothe outer row of wheels until the load becomes unstable
θ
Figure 101 Rollover stability
DOLLIEe
CG OF LOAD CENTERLINESUSPENDED LOAD
PROJECTEDLOAD POINT
Figure 102 Turning stability
Transportation and Erection of Pressure Vessels 645
646 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 647
Summary of LoadsForces on Vessels During Transportation
Table 10-3Transportation load coefficients K
Forces Road Rail Barge Ocean
Fx 05 10 095 10
Fy 15 20 13 15
Fz 10 15 15 15
Table 10-4Load per saddle due to transport forces
Due to Load per Saddle Diagram
Fx Q1 frac14 WsL2L1
thorn FxB
2A
Q2 frac14 WsL3L1
thorn FxB
2A
Fy Q1 frac14 ethWs thorn FyTHORNL2L1
Q2 frac14 ethWs thorn FyTHORNL3L1
Fz
Q1 frac14 WsL2L1
thorn FzB
L1
Q2 frac14 WsL3L1
thorn FzB
L1
648 Pressure Vessel Design Manual
Load Diagrams for Moments and Forces
Case 1
Note W frac14 weight of vessel plus any impact factors
OAL frac14 L1 thorn L2 thorn L3 w frac14 WOAL
Q1 frac14whethL1 thorn L2THORN2L2
3
i2L1
Q2 frac14 W Q1
M1 frac14 wL22
2
M2 frac14 Q1
Q1
2w L2
M3 frac14 wL23
2
Mx frac14 wethL2 XTHORN22
Mx1 frac14 wethL2 thorn X1THORN22
Q1X1
Mx2 frac14 wethL3 X2THORN22
Case 2
w1 frac14 W1
L2
w2 frac14 W2
L3
Q1 frac14 WL6
L1
Q2 frac14 W Q1
M1 frac14 w1L24
2
M2 frac14 M1 thornM3
2 w1L2
1
8
M3 frac14 w2L23
2
Transportation and Erection of Pressure Vessels 649
Case 3
Q1 frac14 WL1
2ethL1 thorn L2THORN WL2
2
2L1ethL1 thorn L2THORN
Q2 frac14 WL1
2ethL1 thorn L2THORN thornWL2
L1 thorn L2thorn WL2
2
2L1ethL1 thorn L2THORN
M1 frac14 Q21ethL1 thorn L2THORN
2W
M2 frac14 Q1L1 WL21
2ethL1 thorn L2THORN
Mx frac14 Q1XWX2
2ethL1 thorn L2THORN
Case 4
w1 frac14 W1
L2
w2 frac14 W2
L3
Q1 frac14 w1L2eth2L1 L2THORN thorn w2L23
2L1
Q2 frac14 w2L3eth2L1 L3THORN thorn w1L22
2L1
Moment at any point X from Q1
Mx frac14 Q1X w1X2
2
Moment at any point Y from Q2
My frac14 Q2ethL1 YTHORN w2ethL1 YTHORN22
650 Pressure Vessel Design Manual
Transportation-Vertical Vessel on Two Saddles UniformLoad Case With Incorporation of Shipping Factors
NotationF2 frac14 Additional load on Q2 LbsFZ frac14 Longitudinal loading due to shipping forces
LbsFY frac14 Vertical Loading due to shipping forces LbsKZ frac14 Longitudinal impact factorKY frac14 Vertical impact factor
Q1Q2 frac14 Saddle loads without impact factors LbsQ1
0Q20 frac14 Saddle loads with impact factors Lbs
W frac14 Shipping weight of vessel without impactfactors Lbs
WT frac14 Shipping weight with impact factors Lbsw1 frac14 Uniform load without FY LbsFtw2 frac14 Uniform load including FY LbsFt
NOTE Assume that FZ amp FY do not occur at the sametime
Case 1 Adding Load for Fz
bull Longitudinal load FZ
FZ frac14 KZ W
bull Uniform load w1
w1 frac14 W=LT
bull Additional load on saddle F2
F2 frac14 ethFZ BTHORN=L1
bull Saddle loads Q1 Q2 Q10 Q2
0
Q1 frac14 w1
hethL1 thorn L2THORN2L2
3
i2 L1
Q10 frac14 Q1 F2
Q2 frac14 W Q1
Q20 frac14 Q2 thorn F2
Case 2 Adding Loads for Fy
bull Longitudinal load FY
FY frac14 KY W
bull Vertical load FY
WT frac14 Wthorn FY
bull Uniform load w2
w2 frac14 WT=LT
bull Saddle loads Q10 amp Q2
0
Q10 frac14 w2
hethL1 thorn L2THORN2 L2
3
i=2L1
Q20 frac14 WT Q1
0
Select worst case and calculate moments
M1 frac14 wn L22=2
M2 frac14 Q10Q1
0=2 wn
L2
M3 frac14 wn L23=2
Sample Problem
Given
B frac14 1575 ftL1 frac14 124 ftL2 frac14 24 ftL3 frac14 21 ftLT frac14 169 ft
LT
M2
M1 M3
WT
w1 or w2
W
L2
Q1 Q2
Fz
B
L1 L3
Figure 103 Data for uniform load case
Transportation and Erection of Pressure Vessels 651
W frac14 741 kipsKY frac14 5KZ frac14 6
Calculation
FZ frac14 KZ W frac14 6 eth741THORN frac14 4446 kips
FY frac14 KY W frac14 5 eth741THORN frac14 3705 kips
WT frac14 Wthorn FY
frac14 741thorn 3705 frac14 1 1115 kips
w1 frac14 W=LT frac14 741=169 frac14 438 kips=ft
w2 frac14 WT=LT frac14 11115=169 frac14 658 kips=ft
F2 frac14 ethFZ BTHORN=L1 frac14 frac124446 eth1575THORN=124frac14 5647 kips
Case 1 Adding Load for FZ
bull Saddle loads Q1 Q2 Q10 Q2
0
Q1 frac14 w1
hethL1 thorn L2THORN2L2
3
i2 L1
frac14 438heth124thorn 24THORN2212
i2124
frac14 379 kips
Q10 frac14 Q1 F2 frac14 379 565 frac14 3225 kips
Q2 frac14 W Q1 frac14 741 379 frac14 362 kips
Q20 frac14 Q2 thorn F2 frac14 362thorn 565 frac14 4185 kips
Case 2 Adding Load for FY
bull Saddle loads Q10 amp Q2
0
Q10 frac14 w2
hethL1 thorn L2THORN2L2
3
i2 L1
frac14 658heth124thorn 24THORN2212
i2124
frac14 569 kips
Q10 frac14 WT Q1
0 frac14 11115 569
frac14 5425 kips
Worst case is Case 2Determine moments
M1 frac14 w2 L2
2
2 frac14
658242
2
frac14 1 895 ft kips
M2 frac14 Q10Q1
0=2 w2
L2
frac14 569 eth569=eth2$658THORN 24THORN frac14 10 946 ft kips
M3 frac14 w2 L2
3
2 frac14
658212
2 frac14 1 450 ft kips
Use these moments and loads to determine stresses inshell
652 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 653
654 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 655
Tension Bands on Saddles
NotationAr frac14 area required in2
As frac14 area of bolt in2
Ab frac14 area of band required in2
Aw frac14 allowable load on weld lbinB frac14 saddle height ind frac14 bolt diameter inf frac14 load on weld kipsinFt frac14 allowable stress tension psi
Fx Fy Fz frac14 shipping external forces lbK frac14 maximum band spacing inN frac14 number of bands on one saddlePe frac14 equivalent external pressure psiR frac14 outside vessel radius inT frac14 tension load in band lb
T123 frac14 load cases in bolt and band lbTb frac14 tension load in bolt lbWs frac14 weight of one saddle lbb frac14 angle of tension bands degreessa frac14 stress in bolt psisb frac14 stress in band psi
656 Pressure Vessel Design Manual
bull Find tension in band T1 due to shipping forces onsaddle Fx and Fy
T1 frac14 cos b
FxB4RN
thorn Fy Ws
4N
bull Area required for bolt
Ar frac14 T1
Ft
bull Find bolt diameter d
d frac14ffiffiffiffiffiffiffiffi4Ar
p
r
Select nominal bolt diameter
As frac14bull Find maximum stress in bolt due to manualwrenching sa
sa frac14 45 000ffiffiffid
p
bull Maximum tension load in bolts T2
T2 frac14 saAs
bull Load due to saddle weight T3
T3 frac14 Ws
2N
Note Include impact factor in weight of saddle
bull Find maximum load T
T frac14 greater of T1 T2 or T3
bull Load on weld f
f frac14 T4[
bull Determine size of weld from table based on load f
Use w frac14bull Maximum band spacing K
K frac14 4ffiffiffiffiffiRt
p
1285
bull Find area required for tension band Ar
Ar frac14 TFt
Use
bull Check shell stresses due to force T Pe
Pe frac14 4TpRK
lt ASME factor ldquoBrdquo
Table 10-5Allowable load weld
Weld Size w E60XX E70XX
31616 in 239 278
frac14 in 318 37151616 in 398 464
⅜ in 477 55771616 in 556 650
Kipsin of weld
Transportation and Erection of Pressure Vessels 657
Alternate Procedure
Tension Band Notation
N frac14 Number of bands on one saddleQ frac14 Total load on one saddle LbsR frac14 Outside vessel radius inT frac14 Tension load in band Lbsb frac14 Angle of tension bands degrees
K1 frac14 Transverse shipping coefficientK2 frac14 Vertical shipping coefficientX frac14 Horizontal distance to centroid of saddle
reaction inY frac14 Vertical distance to centroid of saddle in
Calculation
bull Vertical distance to centroid of saddle Y
Y frac14 R sin q=q
bull Find angle a
a frac14 cos1 Y=R
bull Horizontal distance to centroid of saddle X
X frac14 R sina
bull Tension load in band T
T frac14 frac12Q frac12ethK1 Y=XTHORN thorn K2=frac122N cos b
Notes
1 Vertical reaction can be a result of longitudinal loadUse largest value
2 Use K2 frac14 0 for transverse case3 Use K1 frac14 0 for longitudinal case4 Use worst case of T1 or T2 and design the balance of
components per previous method
Example
K1 frac14 25K2 frac14 5Q frac14 500 kipsR frac14 925 inq frac14 75 frac14 1308 radb frac14 75N frac14 2
Y frac14 R sin qqY frac14 925 sin 75 1308 frac14 683 in
a frac14 cos-1 (Y R)a frac14 cos-1 (683 925) frac14 424o
X frac14 R sin a
X frac14 925 (sin 424) frac14 624 in
Transverse (K2 frac14 0)
T1 frac14 [Q [(K1 Y X) thorn K2]] [2N cos b]T1 frac14 [500 [(025$683624) thorn 0]] [2$2 cos 75] frac14
3435 kips
Longitudinal (K1 frac14 0)
T2 frac14 [Q [(K1 Y X) thorn K2]] [2N cos b]T2 frac14 [500 [0 thorn 05]] [2$2 cos 75] frac14 6304 kips
K2 W
K1 W
B
AX
TY
R
β α
θ
Figure 10-4 Dimensions of shipping saddle for alternatecase
658 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 659
Procedure 10-2 Erection of Pressure Vessels
The designer of pressure vessels and similar equipmentwill ultimately become involved in the movement trans-portation and erection of that equipment The degree ofthat involvement will vary due to the separation of dutiesand responsibilities of the parties concerned It is prudenthowever for the designer to plan for the eventuality ofthese events and to integrate these activities into theoriginal design If this planning is done properly thereis seldom a problem when the equipment gets to itsfinal destination Conversely there have been numerousproblems encountered when proper planning has notbeen done
There is also an economic benefit in including thelifting attachments in the base vessel bid and designThese lifting attachments are relatively inexpensive incomparison to the overall cost of the vessel and minusculecompared to the cost of the erection of the equipment Theerection alone for a major vessel can run into millions ofdollars If these attachments are added after the purchaseorder is awarded they can become expensive extras
There are also the consequences to life property andschedules if this activity is not carried out to a successfulconclusion Compared to the fabricated cost of the liftingattachments the consequences to life property andschedule are too important to leave the design of thesecomponents and their effect on the vessel to those not fullyversed in the design and analysis of pressure vessels
In addition it is important that the designer of the liftingattachments be in contact with the construction organi-zation that will be executing the lift This ensures that alllifting attachments meet the requirements imposed by thelifting equipment There are so many different methodsand techniques for the erection of vessels and the relatedcosts of each that a coordinated effort between thedesigner and erector is mandatory To avoid surprisesneither the designer nor the erector can afford to work ina vacuum To this end it is not advisable for the vesselfabricator to be responsible for the design if the fabricatoris not the chief coordinator of the transport and erection ofthe vessel
Vessels and related equipment can be erected ina variety of ways Vessels are erected by means of singlecranes multiple cranes gin poles jacking towers andother means The designer of the lifting attachmentsshould not attempt to dictate the erection method by thetypes of attachments that are designed for the vessel The
selection of one type of attachment versus another couldvery well do just that
Not every vessel needs to be designed for erection orhave lifting attachments Obviously the larger the vesselthe more complex the vessel the more expensive thevessel the more care and concern that should be taken intoaccount when designing the attachments and coordinatingthe lift The following listing will provide some guidelinesfor the provision of special lifting attachments and a liftinganalysis to be done In general provide lifting attachmentsfor the following cases
bull Vessels over 50000 lb (25 tons)bull Vessels with LD ratios greater than 5bull Vertical vessels greater than 8 ft in diameter or 50 ftin length
bull Vessels located in a structure or supported bya structure
bull High-alloy or heat-treated vessels (since it would notbe advisable for the field to be doing welding onthese vessels after they arrive on site and wire ropeslings could contaminate the vessel material)
bull Flare stacksbull Vessels with special transportation requirements
At the initial pick point when the vessel is still hori-zontal the load is shared between the lifting lugs and thetail beam or lug based on their respective distances to thevessel center of gravity As the lift proceeds a greaterpercentage of the load is shifted to the top lugs or trun-nions until the vessel is vertical and all of the load is thenon the top lugs At this point the tail beam or shackle canbe removed
During each degree of rotation the load on the lugstrunnions tailing device base ring and vessel shell arecontinually varying The loads on the welds attachingthese devices will also change The designer shouldevaluate these loadings at the various lift angles todetermine the worst coincident case
The worst case is dependent on the type of vessel andthe type of attachments For example there are threetypes of trunnions described in this procedure There isthe bare trunnion (Type 3) where the wire rope slidesaround the trunnion itself While the vessel is in thehorizontal position (initial pick point) the load producesa circumferential moment on the shell Once the vesselis in the upright position the same load produces
660 Pressure Vessel Design Manual
a longitudinal moment in the shell At all the interme-diate angles of lift there is a combination of circumfer-ential and longitudinal moments The designer shouldcheck the two worst cases at 0 and 90 and severalcombinations in between
The same trunnion could have a lifting lug welded tothe end of the trunnion (Type 1) This lug also producescircumferential and longitudinal moments in the shellHowever in addition this type of lug will producea torsional moment on the shell that is maximum at 0 andzero at 90 of angular rotation The rotating lug (Type 2)eliminates any torsional moment
There is one single lift angle that will produce themaximum stress in the vessel shell but no lift angle that isthe worst for all vessels The worst case is dependent onthe type of lift attachments distances weights and posi-tion relative to the center of gravity
The minimum lift location is the lowest pick point thatdoes not overstress the overhanging portion of the vesselThe maximum lift location is the highest pick point thatdoes not overstress the vessel between the tail and pickpoints These points become significant when locating thelift points to balance the stress at the top lug the overhangand the midspan stress
The use of side lugs can sometimes provide anadvantage by reducing the buckling stress at midspan andthe required lift height Side lugs allow for shorter boomlengths on a two-crane lift or gin poles A shorter boomlength in turn allows a higher lift capacity for the cranesThe lower the lug location on the shell the shorter the liftand the higher the allowable crane capacity This cantranslate into dollars as crane capacity is affected Thechallenge from the vessel side is the longitudinal bendingdue to the overhang and increased local shell stresses Allof these factors must be balanced to determine the lowestoverall cost of an erected vessel
Requirement for Erection and Setting of Vertical Vessels
The following is a brief synopsis of general recom-mendations regarding the setting leveling and shimmingof vertical vessels The following should be considered asguidelines only There are no codes or standards that areapplied In general company specifications containcontract requirements for the contractors scope of supplyor duties The following lists help to clarify generalconstruction practices with regard to the setting of verticalvessels and towers
Contractor Duties
1 Prepare tops of foundations (bush hammer ifrequired)
2 Perform surveying as required to establish center-lines sole plate or shim elevations at bottom of baseof equipment
3 Shimming4 Erect equipment5 Levelplumbing6 Final alignment7 Grouting8 Bolting
Tolerances
Out of vertical tolerance for vertical vessels unlessspecified otherwise shall be 01 of the vessel heightor about frac14 inch for every 20 feet to a maximum offrac34 inches
Soleplates (also called bearing pads levelingplates or embedments)
Soleplates are stainless steel plates 05 inches to075 inches thick set in grout on top of the foundation atthe exact height of the underside of the base plate Asa rule two soleplates should be installed per anchor boltone on each side of the bolt Depending on the towerdiameter and the distance between the anchor boltsanother soleplate may be installed between adjacentanchor bolts The dimensions of the soleplates will varyaccording to the width of the vessel base ring and vesselweight Soleplates are supported in place by a mixture ofPortland cement and sand in proportions 13 The vesselshould not be erected until the soleplates have been inplace for 28 days to allow for concrete curing Shims andsoleplates will remain in place after the grouting operation
Shims
Shims are used to provide precise leveling of the vesselShim packs may be grouted into the foundation in lieu ofsole plates but this practice is unusual Typically shimsare used on top of the sole plates for the leveling opera-tion Special shims may be required for unique applica-tions such as a large vessel supported on a braced framestructure with minimal contactbearing at each support
Transportation and Erection of Pressure Vessels 661
point The following are some guidelines for the use ofshims
1 Shims If left in place shall be stainless steel2 Shims must have rounded corners3 Shims will be fixed in place4 Shims shall be deburred5 Shims shall be full bearing6 Shims may be horseshoe type7 Shims thinner than 0001 inches are not allowed8 Shims with holes are not allowed9 Shims should be the full width of the base plate
LevelingStraightnessPlumbness
After the vessel has been placed on its foundation itmust be checked to be certain it is vertical and plumbLeveling is normally checked by use of two theodilites90 degrees apart The theodilites shall be spaced anadequate distance from the vessel to allow visual field ofthe entire height of the vessel Adjustments can be made tothe vessel alignment by means of wedges either poweredor not and then shimmed The wedges should not be leftin place after shimming
The vessel may be heated by the sun to a highertemperature on one side than the other This can createa slight ldquobananardquo effect which should be taken intoaccount when checking levelness The equation forcalculating the deflection from this effect is as follows
2 frac14 p D2 t H2 aDT
8 I
where2 frac14 Deflection inD frac14 Diameter ftT frac14 Thickness inH frac14 Height fta frac14 Coefficient of thermal expansion ininF
DT frac14 Temperature difference from one side of thecolumn to the other F
I frac14 Moment of inertia of vessel cross section ft4
Bolting
After the vessel is aligned and shimmed the nuts on theanchor bolts must be tightened The vessel should not be
left standing without the crane attached unless all anchorbolts have been tightened
The anchor bolts should not be tightened to theirmaximum load until the drypacking under the base plateis complete At this stage the base plate is suspendedbetween the soleplates until the drypack is installedSince the soleplates straddle the anchor bolts there isa chance of deforming the baseplate prior to the instal-lation of the drypack if the anchor bolts are overtightened
After drypacking the anchor bolts should be tight-ened to the correct torque to produce the maximumallowable bolt stress The anchor bolts should not betightened beyond the point of maximum allowable boltstress
Note that the initial anchor bolt tension does notincrease the maximum bolt tension caused by wind orearthquake This initial tension will only clamp the basering to the concrete Both are in equal compression untilthe external load is applied The external load reduces thecompression in the concrete before additional load isapplied to the bolts After the external load overcomes allthe compression in the concrete the stress in the bolt willincrease to the value it would have been had there been noinitial tension
Grouting
Grout under base plates shall provide full uniform loadtransfer between the bottom of the base plate and the topof the foundation Load transfer to the foundation must bethrough the grout not through the shims or soleplate
Prior to setting of the vessel the top of the foundationshould be bush hammered and cleaned This ensures thatthe grout will adhere to the surface of the foundation Bushhammering may be done strictly under the base plate oracross the entire top of the foundation
Once the vessel is leveled shimmed and bolted it isready to be grouted Grouting shall consist of filling thevoid area between the top of foundation and the undersideof base plate with cementatious grout The grout shall beinstalled in accordance with the manufacturers recom-mendations and any applicable contract specifications
Depending on the type of grout to be used grout damsmay be used
662 Pressure Vessel Design Manual
18
132 mm times 15 m SLINGSWL = 120 TON (SP)DOUBLE (2 PCS)SWL = 500 T times 40 m LENGTHSPREADER BEAM
SWL = 400T SHACKLE (4 NOS)
SWL = 400T SHACKLE (1 NO)
100 mm times 20 m SLINGSWL = 90 TON (SP)SWL = 737 TON (BH)DOUBLE (2 PCS)
90 mm times 15 m SLINGSWL = 60 TON (SP)SWL = 441 TON (BH)DOUBLE (2 PCS)
CounterWeight = 40ton
CounterWeight = 275ton
BOO
M 9
6m
90009000
620002000017000 100
0
100
0 13000
MAST 24m
oslash3840
oslash4160
1692
1829
1026
987
4
BOO
M 36m
Figure 10-5 Typical example of erection study
Transporta
tionandErectio
nofPressure
Vessels
663
Steps in Design
Given the overall weight and geometry of the vesseland the location of the center of gravity based on theerected weight apply the following steps to eithercomplete the design or analyze the design
Step 1 Select the type of lifting attachments as aninitial starting point
Lift end (also referred to as the ldquopick endrdquo)a Head lug Usually the simplest and most
economical and produces the least stressb Cone lug Similar to a head lug but located at
a conical transition section of the vesselc Side lug Complex and expensived Top flange lug The choice for high-pressure
vessels where the top center flange and head arevery rigid This method is uneconomical foraverage applications
e Side flange lug Rarely used because it requiresa very heavy nozzle and shell reinforcement
f Trunnions Simple and economical Used ona wide variety of vessels
g OtherTail end
a Tail beamb Tail lugc Choker (cinch) see later commentary
Tailing a column during erection with a wire ropechoker on the skirt above the base ring is a fairly commonprocedure Most experienced erectors are qualified toperform this procedure safely There are several advan-tages to using a tailing choker
bull Saves material design detailing and fabricationbull Simplifies concerns with lug and shippingorientations
bull May reduce overall height during transportation
There are situations and conditions that could make theuse of a tailing choker impractical costly and possiblyunsafe Provide tailing lugs or a tailing beam if
bull The column is more than about 10 feet in diameterThe larger the diameter the more difficult it is for thewire rope to cinch down and form a good choke onthe column
bull The tail load is so great that it requires the use ofslings greater than about 1frac12 inches in diameter Thelarger the diameter of the rope the less flexible it isand the more likely that it could slip up unexpectedlyduring erection
Step 2 Determine the forces T and P for all angles oferection
Step 3 Designcheck the lifting attachments for thetailing force T and pick force P
Step 4 Designcheck the base ring assembly forstresses due to tailing force T
Step 5 Determine the base ring stiffening configura-tion if required and design struts
Step 6 Check shell stresses due to bending during liftThis would include midspan as well as anyoverhang
Step 7 Analyze local loads in vessel shell and skirt dueto loads from attachments
Allowable Stresses
Per AISC
Tension
Ft frac14 06Fy on gross area
frac14 05Fu on effective net area
frac14 045Fy for pin-connected members
Compression(for short members only)
Fc frac14 Use buckling value
frac14 for vessel shell 133 ASME Factor B
Shear
Fs frac14 Net area of pin hole 045Fy
frac14 other than pin-connected members 04Fy
frac14 fillet welds in shear
E60XX 9600 lb=in or 13 600 psi
E70XX 11 200 lb=in or 15 800 psi
Bending
Fb frac14 06Fy to 075Fy depending on the shape of themember
Bearing
Fp frac14 09Fy
Combined
Shear and tension
sa
Fathorn sFs
1
664 Pressure Vessel Design Manual
Tension compression and bendingsa
Fathorn sb
Fb 1 or
sT
FTthorn sb
Fb 1
Note Custom-designed lifting devices that supportlifted loads are generally governed by ASME B3020ldquoBelow the hook lifting devicesrdquoUnder this specificationdesign stresses are limited to Fy3 The use of AISCallowables with a load factor of 18 or greater willgenerally meet this requirement
Notation
A frac14 area in2
Aa frac14 area available in2
Ab frac14 area bolt in2
An frac14 net cross-sectional area of lug in2
Ap frac14 area pin hole in2
Ar frac14 area required in2
As frac14 area strut in2 or shear area of boltsC frac14 lug dimension see sketchDo frac14 diameter vessel OD inD1 frac14 diameter lift hole inD2 frac14 diameter pin inD3 frac14 diameter pad eye inDsk frac14 diameter skirt inDm frac14 mean vessel diameter inE frac14 modulus of elasticity psifr frac14 tail end radial force lbfL frac14 tail end longitudinal force lbfs frac14 shear load lb or lbinFa frac14 allowable stress combined loading psiFb frac14 allowable stress bending psiFc frac14 allowable stress compression psiFp frac14 allowable stress bearing pressure psiFs frac14 allowable stress shear psiFt frac14 allowable stress tension psiFy frac14 minimum specified yield stress psiI frac14 moment of inertia in4
Jw frac14 polar moment of inertia of weld in4
K frac14 end connection coefficientKL frac14 overall load factor combining impact and safety
factors 15ndash20Ki frac14 impact factor 025ndash05Kr frac14 internal moment coefficient in circular ring due
to radial loadKs frac14 safety factorKT frac14 internal tensioncompression coefficient in
circular ring due to radial loadLs frac14 length of skirtbase stiffenerstrut in
M frac14 moment in-lbMb frac14 bending moment in-lbMC frac14 circumferential moment in-lbML frac14 longitudinal moment in-lbMT frac14 torsional moment in-lbNb frac14 number of bolts used in tail beam or flange
lugN frac14 width of flange of tail beam with a web stiffener
(N frac14 10 without web stiffener)nL frac14 number of head or side lugsP frac14 pick end load lbPe frac14 equivalent load lbPL frac14 longitudinal load per lug lbPr frac14 radial load lbPT frac14 transverse load per lug lbRb frac14 radius of base ring to neutral axis inr frac14 radius of gyration of strut in
Rc frac14 radius of bolt circle of flange inSu frac14 minimum specified tensile stress of bolts psitb frac14 thickness of base plate intg frac14 thickness of gusset intL frac14 thickness of lug intP frac14 thickness of pad eye ints frac14 thickness of shell inT frac14 tail end load lbTb frac14 bolt pretension load lbsTt frac14 tangential force lbw1 frac14 fillet weld size shell to re-padw2 frac14 fillet weld size re-pad to shellw3 frac14 fillet weld size pad eye to lugw4 frac14 fillet weld size base plate to skirtw5 frac14 uniform load on vessel lbinWE frac14 design erection weight lbWL frac14 erection weight lbZ frac14 section modulus in3
a frac14 angular position for moment coefficients in basering clockwise from 0
b frac14 angle between parallel beams degreess frac14 stress combined psisb frac14 stress bending psisp frac14 stress bearing psisc frac14 stress compression psiscr frac14 critical buckling stress psisT frac14 stress tension psis frac14 shear stress psisT frac14 torsional shear stress psiq frac14 lift angle degrees
qB frac14 minimum bearing contact angle degreesqH frac14 sling angle to lift line horizontal degreesqv frac14 sling angle to lift line vertical degrees
Transportation and Erection of Pressure Vessels 665
Procedure 10-3 Lifting Attachments and Terminology
666 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 667
668 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 669
670 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 671
Tailing Trunnion
Utilizes reinforced openings in skirt with through pipePipe is removed after erection and the openings used asskirt manways
Shell Flange Lug
Lifting Device Utilizing Top Body Flanges
672 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 673
Miscellaneous Lugs WL lt 60 kips
Calculations
Due to bending
tL frac14 6PTB
A2Fb
Due to shear
tL frac14 PTethA D1THORNFs
Due to tension
tL frac14 PLethA D1THORNFt
Notes
1 Table 10-6 is based on an allowable stress of 137ksi
2 Design each lug for a 21 safety factor3 Design each lug for a minimum 10 side force
Hertzian Stress Bearing
sp frac14 0418
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiE
PtL
ethR1 R2THORN
13
R1R2
vuuutlt 2Fy
Shear Load in WeldType 1 greater of following
sw frac14 6PTB
2A2
sw frac14 PL2A
Type 2 Use design for top head lug
Table 10-6Lug dimensions
WL kips A D1 B C tL w1 WL kips A D1 B C tL w1
4 3 088 15 2 05 025 20 7 175 3 3 1 038
6 35 1 163 2 063 025 25 7 238 4 4 1 044
8 4 113 175 2 063 025 35 8 238 4 4 1125 05
10 45 125 2 2 075 025 40 8 238 4 4 1125 063
12 5 138 213 3 088 025 45 8 288 4 4 1125 063
14 55 15 238 3 1 038 50 10 288 4 4 125 075
16 65 163 25 3 1 038 55 10 288 4 4 125 075
18 7 175 275 3 1 038 60 10 288 4 4 125 088
Figure 10-6 Dimensions and forces
674 Pressure Vessel Design Manual

Table 10-1Overland shipping limits in the US
State Length ft Width ft Height ft Gross Weight lb
Alabama 150 16 16 180000
Arizona 120 14 16 250000
Arkansas 100 14 14 120000
California 120 14 16 220000
Colorado 130 17 16 228000
Connecticut 120 15 16 250000
Delaware 120 15 15 250000
Florida 150 16 16 250000
Georgia 100 14 14 120000
Idaho 110 16 15rsquo6 200000
Illinois 145 14rsquo6 15 250000
Indiana 110 16 15 250000
Iowa 120 18 16 250000
Kansas 126 16rsquo6 16 250000
Kentucky 110 16 15 250000
Louisiana 125 18 16 250000
Maine 125 16 16 250000
Maryland 100 15rsquo11 15rsquo11 220000
Massachusetts 115 14 14 240000
Michigan 150 16 15 230000
Minnesota 95 14rsquo6 14 250000
Mississippi 100 14 14 120000
Missouri 100 14 14 120000
Montana 110 18 17 240000
Nebraska 120 14 15rsquo6 212000
Nevada 105 17 16 240000
New Hampshire 120 15 16 250000
New Jersey 120 18 16 220000
New Mexico 120 14 16 250000
New York 120 14 14 160000
North Carolina 100 14 14 120000
North Dakota 120 14rsquo6 15rsquo6 150000
Ohio 100 14 14rsquo10 120000
Oklahoma 100 16 16 212000
Oregon 105 14 16 220000
Pennsylvania 120 16 15rsquo6 201000
Rhode Island 90 14 13rsquo6 120000
South Carolina 125 16 14 250000
South Dakota 120 14rsquo6 15rsquo6 150000
Tennessee 120 16 15 250000
Texas 125 20 18rsquo11 252000
Utah 125 15 16rsquo6 250000
Vermont 100 15 14 150000
Virginia 150 14 15 150000
Washington 150 14 16 200000
West Virginia 150 16 15 212000
Wisconsin 150 16 16 250000
Wyoming 110 18 17 252000
Note This information in this Table is for general reference information only and should not be relied upon for any given application These values
change regularly and local state and national regulations should be checked for any given haul application
Transportation and Erection of Pressure Vessels 635
636 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 637
638 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 639
640 Pressure Vessel Design Manual
Table 10-2Barge shipping forces
Transportation and Erection of Pressure Vessels 641
Pitch
Cases 3a and 3b
Forces in Vessel Due to Pitch
General
F frac14 ma frac14Wg
2pT
2Rqp180
F frac14 00214WRq
T2
f1 frac14 tan1
aR1
Fp frac14 00214WR1q1
T21
Case 3a Fy frac14 Fp sin f1
Fz frac14 Fp cos f1
Case 3b Fy frac14 Fp sin f1
Fz frac14 Fp cos f1
Roll
Case 2a q2 [ 30 max
Case 2b
Forces in Vessel Due to Roll
f2 frac14 tan1ed
R2 frac14 esin f2
FR frac14 00214WR2q2
T22
Case 2a Fy frac14 FR sin f2
Fx frac14 FR cos f2
Case 2b Fy frac14 FR sin f2
Fx frac14 FR cos f2
642 Pressure Vessel Design Manual
The job of the designer is to translate the loads resultingfrom the movement of the ship into loads applied to thepressure vessel that is stored either at or below decks Theship itself will rotate about its own center of buoyancy(CB) depending on the direction of the sea and the shiprsquosorientation to that direction of sea The vessel strapped toits deck is in turn affected by its location in relation to theCB of the ship For example if the CG of the vessel islocated near the CB of the ship the forces are minimizedThe farther apart the two are in relation to each other themore pronounced the effect on the vessel
The shiprsquos movement translates into loads on the threeprincipal axes of the vessel Saddles and lashings must bestrong enough to resist these external forces withoutexceeding some allowable stress point in the vessel Thepoint of application of the load is at the CG of the vesselThese loads affect the vessel in the same manner as
seismic forces do In fact the best way to think of theseloads is as vertical and horizontal seismic forces Verticalseismic forces either add or subtract to the weight of thevessel Horizontal seismic forces are either transverse orlongitudinal
The X Y and Z axes translate into and are equivalentto the following loadings in the vessel
X axis horizontal transverseY axis corresponds to vertical loads by either adding orsubtracting from the weight of the vesselZ axis longitudinal axis of the vessel All Z axis loadsare longitudinal loadings
Load Combinations for Sea Forces
1 dead load thorn sway thorn heave thorn wind2 dead load thorn surge thorn heave thorn wind
Transportation and Erection of Pressure Vessels 643
644 Pressure Vessel Design Manual
Axle Loads
The number of axles that must be placed under a load isdetermined by analyzing the weight restrictions andallowable bearing load from local state or national regu-lations The transportation contractor is responsible fordetermining the axle loads based on the equipment usedand the weight and distribution of the loads The author-ities that permit the load will require an analysis of the axleloads to ensure that the roadbed is not overloaded Axleloads include the weight of the vessel transport saddlesbeams hauler (tractor) dollies etc
There are three different methods used to distribute theloads to the axles
1 Flatbed This method uses conventional tractor-trailer assembly with various numbers of axles andwheels under the trailer bed to distribute the weightto the road surface
2 Bolstered This method is used for abnormally longloads in which the sets of axles are attached directlyto the load via the transport saddle Both sets ofaxles will have steering capabilities
3 Bolstered loads using equalizing transportingbeams This method is much the same as thebolstered long vessel load In this case the load istoo heavy for a flatbed yet too short for bolsteredaxles The solution is to utilize beams betweenbolsters to suspend the load
Transporter Stability
There are two types of stability checks that should beperformed on each load The first has to do with thetipping point of the load relative to the roadway as the loadshifts due to the camber of the road The second has to dowith the turning radius of bolstered loads As the load goesaround curves the CG shifts from being in line with thedollies to an eccentric condition In tight curves the
eccentricity of the load can overload the outer set ofwheels to the point of rollover The two cases are
1 Rollover stability due to road camber2 Turning stability due to turning radius
Case 1Due to the camber in roads the load will be subject to
various angles q that will change the location of the centerof gravity of the load On a flat surface the center of gravityis in line with the centerline of the trailer As the roadcamber increases the CG is steadily moved toward theouter set of wheels At some point the wheels are over-loaded on one side and the entire assembly reaches a tippingpoint Beyond this the trailer turns over and the load is lostThis condition has resulted in numerous rollovers
Case 2For bolstered loads the vessel must swivel on the deck
of the trailer in order to accommodate curves in the roadand corners As the curve or corner is negotiated theactual CG gets further away from the projected load pointThis is true whether you have a single pivoting bolster ortwo however the situation is more pronounced with thedouble pivoting case There have been a number of roll-overs as a result of the eccentricity ie shifting the load tothe outer row of wheels until the load becomes unstable
θ
Figure 101 Rollover stability
DOLLIEe
CG OF LOAD CENTERLINESUSPENDED LOAD
PROJECTEDLOAD POINT
Figure 102 Turning stability
Transportation and Erection of Pressure Vessels 645
646 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 647
Summary of LoadsForces on Vessels During Transportation
Table 10-3Transportation load coefficients K
Forces Road Rail Barge Ocean
Fx 05 10 095 10
Fy 15 20 13 15
Fz 10 15 15 15
Table 10-4Load per saddle due to transport forces
Due to Load per Saddle Diagram
Fx Q1 frac14 WsL2L1
thorn FxB
2A
Q2 frac14 WsL3L1
thorn FxB
2A
Fy Q1 frac14 ethWs thorn FyTHORNL2L1
Q2 frac14 ethWs thorn FyTHORNL3L1
Fz
Q1 frac14 WsL2L1
thorn FzB
L1
Q2 frac14 WsL3L1
thorn FzB
L1
648 Pressure Vessel Design Manual
Load Diagrams for Moments and Forces
Case 1
Note W frac14 weight of vessel plus any impact factors
OAL frac14 L1 thorn L2 thorn L3 w frac14 WOAL
Q1 frac14whethL1 thorn L2THORN2L2
3
i2L1
Q2 frac14 W Q1
M1 frac14 wL22
2
M2 frac14 Q1
Q1
2w L2
M3 frac14 wL23
2
Mx frac14 wethL2 XTHORN22
Mx1 frac14 wethL2 thorn X1THORN22
Q1X1
Mx2 frac14 wethL3 X2THORN22
Case 2
w1 frac14 W1
L2
w2 frac14 W2
L3
Q1 frac14 WL6
L1
Q2 frac14 W Q1
M1 frac14 w1L24
2
M2 frac14 M1 thornM3
2 w1L2
1
8
M3 frac14 w2L23
2
Transportation and Erection of Pressure Vessels 649
Case 3
Q1 frac14 WL1
2ethL1 thorn L2THORN WL2
2
2L1ethL1 thorn L2THORN
Q2 frac14 WL1
2ethL1 thorn L2THORN thornWL2
L1 thorn L2thorn WL2
2
2L1ethL1 thorn L2THORN
M1 frac14 Q21ethL1 thorn L2THORN
2W
M2 frac14 Q1L1 WL21
2ethL1 thorn L2THORN
Mx frac14 Q1XWX2
2ethL1 thorn L2THORN
Case 4
w1 frac14 W1
L2
w2 frac14 W2
L3
Q1 frac14 w1L2eth2L1 L2THORN thorn w2L23
2L1
Q2 frac14 w2L3eth2L1 L3THORN thorn w1L22
2L1
Moment at any point X from Q1
Mx frac14 Q1X w1X2
2
Moment at any point Y from Q2
My frac14 Q2ethL1 YTHORN w2ethL1 YTHORN22
650 Pressure Vessel Design Manual
Transportation-Vertical Vessel on Two Saddles UniformLoad Case With Incorporation of Shipping Factors
NotationF2 frac14 Additional load on Q2 LbsFZ frac14 Longitudinal loading due to shipping forces
LbsFY frac14 Vertical Loading due to shipping forces LbsKZ frac14 Longitudinal impact factorKY frac14 Vertical impact factor
Q1Q2 frac14 Saddle loads without impact factors LbsQ1
0Q20 frac14 Saddle loads with impact factors Lbs
W frac14 Shipping weight of vessel without impactfactors Lbs
WT frac14 Shipping weight with impact factors Lbsw1 frac14 Uniform load without FY LbsFtw2 frac14 Uniform load including FY LbsFt
NOTE Assume that FZ amp FY do not occur at the sametime
Case 1 Adding Load for Fz
bull Longitudinal load FZ
FZ frac14 KZ W
bull Uniform load w1
w1 frac14 W=LT
bull Additional load on saddle F2
F2 frac14 ethFZ BTHORN=L1
bull Saddle loads Q1 Q2 Q10 Q2
0
Q1 frac14 w1
hethL1 thorn L2THORN2L2
3
i2 L1
Q10 frac14 Q1 F2
Q2 frac14 W Q1
Q20 frac14 Q2 thorn F2
Case 2 Adding Loads for Fy
bull Longitudinal load FY
FY frac14 KY W
bull Vertical load FY
WT frac14 Wthorn FY
bull Uniform load w2
w2 frac14 WT=LT
bull Saddle loads Q10 amp Q2
0
Q10 frac14 w2
hethL1 thorn L2THORN2 L2
3
i=2L1
Q20 frac14 WT Q1
0
Select worst case and calculate moments
M1 frac14 wn L22=2
M2 frac14 Q10Q1
0=2 wn
L2
M3 frac14 wn L23=2
Sample Problem
Given
B frac14 1575 ftL1 frac14 124 ftL2 frac14 24 ftL3 frac14 21 ftLT frac14 169 ft
LT
M2
M1 M3
WT
w1 or w2
W
L2
Q1 Q2
Fz
B
L1 L3
Figure 103 Data for uniform load case
Transportation and Erection of Pressure Vessels 651
W frac14 741 kipsKY frac14 5KZ frac14 6
Calculation
FZ frac14 KZ W frac14 6 eth741THORN frac14 4446 kips
FY frac14 KY W frac14 5 eth741THORN frac14 3705 kips
WT frac14 Wthorn FY
frac14 741thorn 3705 frac14 1 1115 kips
w1 frac14 W=LT frac14 741=169 frac14 438 kips=ft
w2 frac14 WT=LT frac14 11115=169 frac14 658 kips=ft
F2 frac14 ethFZ BTHORN=L1 frac14 frac124446 eth1575THORN=124frac14 5647 kips
Case 1 Adding Load for FZ
bull Saddle loads Q1 Q2 Q10 Q2
0
Q1 frac14 w1
hethL1 thorn L2THORN2L2
3
i2 L1
frac14 438heth124thorn 24THORN2212
i2124
frac14 379 kips
Q10 frac14 Q1 F2 frac14 379 565 frac14 3225 kips
Q2 frac14 W Q1 frac14 741 379 frac14 362 kips
Q20 frac14 Q2 thorn F2 frac14 362thorn 565 frac14 4185 kips
Case 2 Adding Load for FY
bull Saddle loads Q10 amp Q2
0
Q10 frac14 w2
hethL1 thorn L2THORN2L2
3
i2 L1
frac14 658heth124thorn 24THORN2212
i2124
frac14 569 kips
Q10 frac14 WT Q1
0 frac14 11115 569
frac14 5425 kips
Worst case is Case 2Determine moments
M1 frac14 w2 L2
2
2 frac14
658242
2
frac14 1 895 ft kips
M2 frac14 Q10Q1
0=2 w2
L2
frac14 569 eth569=eth2$658THORN 24THORN frac14 10 946 ft kips
M3 frac14 w2 L2
3
2 frac14
658212
2 frac14 1 450 ft kips
Use these moments and loads to determine stresses inshell
652 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 653
654 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 655
Tension Bands on Saddles
NotationAr frac14 area required in2
As frac14 area of bolt in2
Ab frac14 area of band required in2
Aw frac14 allowable load on weld lbinB frac14 saddle height ind frac14 bolt diameter inf frac14 load on weld kipsinFt frac14 allowable stress tension psi
Fx Fy Fz frac14 shipping external forces lbK frac14 maximum band spacing inN frac14 number of bands on one saddlePe frac14 equivalent external pressure psiR frac14 outside vessel radius inT frac14 tension load in band lb
T123 frac14 load cases in bolt and band lbTb frac14 tension load in bolt lbWs frac14 weight of one saddle lbb frac14 angle of tension bands degreessa frac14 stress in bolt psisb frac14 stress in band psi
656 Pressure Vessel Design Manual
bull Find tension in band T1 due to shipping forces onsaddle Fx and Fy
T1 frac14 cos b
FxB4RN
thorn Fy Ws
4N
bull Area required for bolt
Ar frac14 T1
Ft
bull Find bolt diameter d
d frac14ffiffiffiffiffiffiffiffi4Ar
p
r
Select nominal bolt diameter
As frac14bull Find maximum stress in bolt due to manualwrenching sa
sa frac14 45 000ffiffiffid
p
bull Maximum tension load in bolts T2
T2 frac14 saAs
bull Load due to saddle weight T3
T3 frac14 Ws
2N
Note Include impact factor in weight of saddle
bull Find maximum load T
T frac14 greater of T1 T2 or T3
bull Load on weld f
f frac14 T4[
bull Determine size of weld from table based on load f
Use w frac14bull Maximum band spacing K
K frac14 4ffiffiffiffiffiRt
p
1285
bull Find area required for tension band Ar
Ar frac14 TFt
Use
bull Check shell stresses due to force T Pe
Pe frac14 4TpRK
lt ASME factor ldquoBrdquo
Table 10-5Allowable load weld
Weld Size w E60XX E70XX
31616 in 239 278
frac14 in 318 37151616 in 398 464
⅜ in 477 55771616 in 556 650
Kipsin of weld
Transportation and Erection of Pressure Vessels 657
Alternate Procedure
Tension Band Notation
N frac14 Number of bands on one saddleQ frac14 Total load on one saddle LbsR frac14 Outside vessel radius inT frac14 Tension load in band Lbsb frac14 Angle of tension bands degrees
K1 frac14 Transverse shipping coefficientK2 frac14 Vertical shipping coefficientX frac14 Horizontal distance to centroid of saddle
reaction inY frac14 Vertical distance to centroid of saddle in
Calculation
bull Vertical distance to centroid of saddle Y
Y frac14 R sin q=q
bull Find angle a
a frac14 cos1 Y=R
bull Horizontal distance to centroid of saddle X
X frac14 R sina
bull Tension load in band T
T frac14 frac12Q frac12ethK1 Y=XTHORN thorn K2=frac122N cos b
Notes
1 Vertical reaction can be a result of longitudinal loadUse largest value
2 Use K2 frac14 0 for transverse case3 Use K1 frac14 0 for longitudinal case4 Use worst case of T1 or T2 and design the balance of
components per previous method
Example
K1 frac14 25K2 frac14 5Q frac14 500 kipsR frac14 925 inq frac14 75 frac14 1308 radb frac14 75N frac14 2
Y frac14 R sin qqY frac14 925 sin 75 1308 frac14 683 in
a frac14 cos-1 (Y R)a frac14 cos-1 (683 925) frac14 424o
X frac14 R sin a
X frac14 925 (sin 424) frac14 624 in
Transverse (K2 frac14 0)
T1 frac14 [Q [(K1 Y X) thorn K2]] [2N cos b]T1 frac14 [500 [(025$683624) thorn 0]] [2$2 cos 75] frac14
3435 kips
Longitudinal (K1 frac14 0)
T2 frac14 [Q [(K1 Y X) thorn K2]] [2N cos b]T2 frac14 [500 [0 thorn 05]] [2$2 cos 75] frac14 6304 kips
K2 W
K1 W
B
AX
TY
R
β α
θ
Figure 10-4 Dimensions of shipping saddle for alternatecase
658 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 659
Procedure 10-2 Erection of Pressure Vessels
The designer of pressure vessels and similar equipmentwill ultimately become involved in the movement trans-portation and erection of that equipment The degree ofthat involvement will vary due to the separation of dutiesand responsibilities of the parties concerned It is prudenthowever for the designer to plan for the eventuality ofthese events and to integrate these activities into theoriginal design If this planning is done properly thereis seldom a problem when the equipment gets to itsfinal destination Conversely there have been numerousproblems encountered when proper planning has notbeen done
There is also an economic benefit in including thelifting attachments in the base vessel bid and designThese lifting attachments are relatively inexpensive incomparison to the overall cost of the vessel and minusculecompared to the cost of the erection of the equipment Theerection alone for a major vessel can run into millions ofdollars If these attachments are added after the purchaseorder is awarded they can become expensive extras
There are also the consequences to life property andschedules if this activity is not carried out to a successfulconclusion Compared to the fabricated cost of the liftingattachments the consequences to life property andschedule are too important to leave the design of thesecomponents and their effect on the vessel to those not fullyversed in the design and analysis of pressure vessels
In addition it is important that the designer of the liftingattachments be in contact with the construction organi-zation that will be executing the lift This ensures that alllifting attachments meet the requirements imposed by thelifting equipment There are so many different methodsand techniques for the erection of vessels and the relatedcosts of each that a coordinated effort between thedesigner and erector is mandatory To avoid surprisesneither the designer nor the erector can afford to work ina vacuum To this end it is not advisable for the vesselfabricator to be responsible for the design if the fabricatoris not the chief coordinator of the transport and erection ofthe vessel
Vessels and related equipment can be erected ina variety of ways Vessels are erected by means of singlecranes multiple cranes gin poles jacking towers andother means The designer of the lifting attachmentsshould not attempt to dictate the erection method by thetypes of attachments that are designed for the vessel The
selection of one type of attachment versus another couldvery well do just that
Not every vessel needs to be designed for erection orhave lifting attachments Obviously the larger the vesselthe more complex the vessel the more expensive thevessel the more care and concern that should be taken intoaccount when designing the attachments and coordinatingthe lift The following listing will provide some guidelinesfor the provision of special lifting attachments and a liftinganalysis to be done In general provide lifting attachmentsfor the following cases
bull Vessels over 50000 lb (25 tons)bull Vessels with LD ratios greater than 5bull Vertical vessels greater than 8 ft in diameter or 50 ftin length
bull Vessels located in a structure or supported bya structure
bull High-alloy or heat-treated vessels (since it would notbe advisable for the field to be doing welding onthese vessels after they arrive on site and wire ropeslings could contaminate the vessel material)
bull Flare stacksbull Vessels with special transportation requirements
At the initial pick point when the vessel is still hori-zontal the load is shared between the lifting lugs and thetail beam or lug based on their respective distances to thevessel center of gravity As the lift proceeds a greaterpercentage of the load is shifted to the top lugs or trun-nions until the vessel is vertical and all of the load is thenon the top lugs At this point the tail beam or shackle canbe removed
During each degree of rotation the load on the lugstrunnions tailing device base ring and vessel shell arecontinually varying The loads on the welds attachingthese devices will also change The designer shouldevaluate these loadings at the various lift angles todetermine the worst coincident case
The worst case is dependent on the type of vessel andthe type of attachments For example there are threetypes of trunnions described in this procedure There isthe bare trunnion (Type 3) where the wire rope slidesaround the trunnion itself While the vessel is in thehorizontal position (initial pick point) the load producesa circumferential moment on the shell Once the vesselis in the upright position the same load produces
660 Pressure Vessel Design Manual
a longitudinal moment in the shell At all the interme-diate angles of lift there is a combination of circumfer-ential and longitudinal moments The designer shouldcheck the two worst cases at 0 and 90 and severalcombinations in between
The same trunnion could have a lifting lug welded tothe end of the trunnion (Type 1) This lug also producescircumferential and longitudinal moments in the shellHowever in addition this type of lug will producea torsional moment on the shell that is maximum at 0 andzero at 90 of angular rotation The rotating lug (Type 2)eliminates any torsional moment
There is one single lift angle that will produce themaximum stress in the vessel shell but no lift angle that isthe worst for all vessels The worst case is dependent onthe type of lift attachments distances weights and posi-tion relative to the center of gravity
The minimum lift location is the lowest pick point thatdoes not overstress the overhanging portion of the vesselThe maximum lift location is the highest pick point thatdoes not overstress the vessel between the tail and pickpoints These points become significant when locating thelift points to balance the stress at the top lug the overhangand the midspan stress
The use of side lugs can sometimes provide anadvantage by reducing the buckling stress at midspan andthe required lift height Side lugs allow for shorter boomlengths on a two-crane lift or gin poles A shorter boomlength in turn allows a higher lift capacity for the cranesThe lower the lug location on the shell the shorter the liftand the higher the allowable crane capacity This cantranslate into dollars as crane capacity is affected Thechallenge from the vessel side is the longitudinal bendingdue to the overhang and increased local shell stresses Allof these factors must be balanced to determine the lowestoverall cost of an erected vessel
Requirement for Erection and Setting of Vertical Vessels
The following is a brief synopsis of general recom-mendations regarding the setting leveling and shimmingof vertical vessels The following should be considered asguidelines only There are no codes or standards that areapplied In general company specifications containcontract requirements for the contractors scope of supplyor duties The following lists help to clarify generalconstruction practices with regard to the setting of verticalvessels and towers
Contractor Duties
1 Prepare tops of foundations (bush hammer ifrequired)
2 Perform surveying as required to establish center-lines sole plate or shim elevations at bottom of baseof equipment
3 Shimming4 Erect equipment5 Levelplumbing6 Final alignment7 Grouting8 Bolting
Tolerances
Out of vertical tolerance for vertical vessels unlessspecified otherwise shall be 01 of the vessel heightor about frac14 inch for every 20 feet to a maximum offrac34 inches
Soleplates (also called bearing pads levelingplates or embedments)
Soleplates are stainless steel plates 05 inches to075 inches thick set in grout on top of the foundation atthe exact height of the underside of the base plate Asa rule two soleplates should be installed per anchor boltone on each side of the bolt Depending on the towerdiameter and the distance between the anchor boltsanother soleplate may be installed between adjacentanchor bolts The dimensions of the soleplates will varyaccording to the width of the vessel base ring and vesselweight Soleplates are supported in place by a mixture ofPortland cement and sand in proportions 13 The vesselshould not be erected until the soleplates have been inplace for 28 days to allow for concrete curing Shims andsoleplates will remain in place after the grouting operation
Shims
Shims are used to provide precise leveling of the vesselShim packs may be grouted into the foundation in lieu ofsole plates but this practice is unusual Typically shimsare used on top of the sole plates for the leveling opera-tion Special shims may be required for unique applica-tions such as a large vessel supported on a braced framestructure with minimal contactbearing at each support
Transportation and Erection of Pressure Vessels 661
point The following are some guidelines for the use ofshims
1 Shims If left in place shall be stainless steel2 Shims must have rounded corners3 Shims will be fixed in place4 Shims shall be deburred5 Shims shall be full bearing6 Shims may be horseshoe type7 Shims thinner than 0001 inches are not allowed8 Shims with holes are not allowed9 Shims should be the full width of the base plate
LevelingStraightnessPlumbness
After the vessel has been placed on its foundation itmust be checked to be certain it is vertical and plumbLeveling is normally checked by use of two theodilites90 degrees apart The theodilites shall be spaced anadequate distance from the vessel to allow visual field ofthe entire height of the vessel Adjustments can be made tothe vessel alignment by means of wedges either poweredor not and then shimmed The wedges should not be leftin place after shimming
The vessel may be heated by the sun to a highertemperature on one side than the other This can createa slight ldquobananardquo effect which should be taken intoaccount when checking levelness The equation forcalculating the deflection from this effect is as follows
2 frac14 p D2 t H2 aDT
8 I
where2 frac14 Deflection inD frac14 Diameter ftT frac14 Thickness inH frac14 Height fta frac14 Coefficient of thermal expansion ininF
DT frac14 Temperature difference from one side of thecolumn to the other F
I frac14 Moment of inertia of vessel cross section ft4
Bolting
After the vessel is aligned and shimmed the nuts on theanchor bolts must be tightened The vessel should not be
left standing without the crane attached unless all anchorbolts have been tightened
The anchor bolts should not be tightened to theirmaximum load until the drypacking under the base plateis complete At this stage the base plate is suspendedbetween the soleplates until the drypack is installedSince the soleplates straddle the anchor bolts there isa chance of deforming the baseplate prior to the instal-lation of the drypack if the anchor bolts are overtightened
After drypacking the anchor bolts should be tight-ened to the correct torque to produce the maximumallowable bolt stress The anchor bolts should not betightened beyond the point of maximum allowable boltstress
Note that the initial anchor bolt tension does notincrease the maximum bolt tension caused by wind orearthquake This initial tension will only clamp the basering to the concrete Both are in equal compression untilthe external load is applied The external load reduces thecompression in the concrete before additional load isapplied to the bolts After the external load overcomes allthe compression in the concrete the stress in the bolt willincrease to the value it would have been had there been noinitial tension
Grouting
Grout under base plates shall provide full uniform loadtransfer between the bottom of the base plate and the topof the foundation Load transfer to the foundation must bethrough the grout not through the shims or soleplate
Prior to setting of the vessel the top of the foundationshould be bush hammered and cleaned This ensures thatthe grout will adhere to the surface of the foundation Bushhammering may be done strictly under the base plate oracross the entire top of the foundation
Once the vessel is leveled shimmed and bolted it isready to be grouted Grouting shall consist of filling thevoid area between the top of foundation and the undersideof base plate with cementatious grout The grout shall beinstalled in accordance with the manufacturers recom-mendations and any applicable contract specifications
Depending on the type of grout to be used grout damsmay be used
662 Pressure Vessel Design Manual
18
132 mm times 15 m SLINGSWL = 120 TON (SP)DOUBLE (2 PCS)SWL = 500 T times 40 m LENGTHSPREADER BEAM
SWL = 400T SHACKLE (4 NOS)
SWL = 400T SHACKLE (1 NO)
100 mm times 20 m SLINGSWL = 90 TON (SP)SWL = 737 TON (BH)DOUBLE (2 PCS)
90 mm times 15 m SLINGSWL = 60 TON (SP)SWL = 441 TON (BH)DOUBLE (2 PCS)
CounterWeight = 40ton
CounterWeight = 275ton
BOO
M 9
6m
90009000
620002000017000 100
0
100
0 13000
MAST 24m
oslash3840
oslash4160
1692
1829
1026
987
4
BOO
M 36m
Figure 10-5 Typical example of erection study
Transporta
tionandErectio
nofPressure
Vessels
663
Steps in Design
Given the overall weight and geometry of the vesseland the location of the center of gravity based on theerected weight apply the following steps to eithercomplete the design or analyze the design
Step 1 Select the type of lifting attachments as aninitial starting point
Lift end (also referred to as the ldquopick endrdquo)a Head lug Usually the simplest and most
economical and produces the least stressb Cone lug Similar to a head lug but located at
a conical transition section of the vesselc Side lug Complex and expensived Top flange lug The choice for high-pressure
vessels where the top center flange and head arevery rigid This method is uneconomical foraverage applications
e Side flange lug Rarely used because it requiresa very heavy nozzle and shell reinforcement
f Trunnions Simple and economical Used ona wide variety of vessels
g OtherTail end
a Tail beamb Tail lugc Choker (cinch) see later commentary
Tailing a column during erection with a wire ropechoker on the skirt above the base ring is a fairly commonprocedure Most experienced erectors are qualified toperform this procedure safely There are several advan-tages to using a tailing choker
bull Saves material design detailing and fabricationbull Simplifies concerns with lug and shippingorientations
bull May reduce overall height during transportation
There are situations and conditions that could make theuse of a tailing choker impractical costly and possiblyunsafe Provide tailing lugs or a tailing beam if
bull The column is more than about 10 feet in diameterThe larger the diameter the more difficult it is for thewire rope to cinch down and form a good choke onthe column
bull The tail load is so great that it requires the use ofslings greater than about 1frac12 inches in diameter Thelarger the diameter of the rope the less flexible it isand the more likely that it could slip up unexpectedlyduring erection
Step 2 Determine the forces T and P for all angles oferection
Step 3 Designcheck the lifting attachments for thetailing force T and pick force P
Step 4 Designcheck the base ring assembly forstresses due to tailing force T
Step 5 Determine the base ring stiffening configura-tion if required and design struts
Step 6 Check shell stresses due to bending during liftThis would include midspan as well as anyoverhang
Step 7 Analyze local loads in vessel shell and skirt dueto loads from attachments
Allowable Stresses
Per AISC
Tension
Ft frac14 06Fy on gross area
frac14 05Fu on effective net area
frac14 045Fy for pin-connected members
Compression(for short members only)
Fc frac14 Use buckling value
frac14 for vessel shell 133 ASME Factor B
Shear
Fs frac14 Net area of pin hole 045Fy
frac14 other than pin-connected members 04Fy
frac14 fillet welds in shear
E60XX 9600 lb=in or 13 600 psi
E70XX 11 200 lb=in or 15 800 psi
Bending
Fb frac14 06Fy to 075Fy depending on the shape of themember
Bearing
Fp frac14 09Fy
Combined
Shear and tension
sa
Fathorn sFs
1
664 Pressure Vessel Design Manual
Tension compression and bendingsa
Fathorn sb
Fb 1 or
sT
FTthorn sb
Fb 1
Note Custom-designed lifting devices that supportlifted loads are generally governed by ASME B3020ldquoBelow the hook lifting devicesrdquoUnder this specificationdesign stresses are limited to Fy3 The use of AISCallowables with a load factor of 18 or greater willgenerally meet this requirement
Notation
A frac14 area in2
Aa frac14 area available in2
Ab frac14 area bolt in2
An frac14 net cross-sectional area of lug in2
Ap frac14 area pin hole in2
Ar frac14 area required in2
As frac14 area strut in2 or shear area of boltsC frac14 lug dimension see sketchDo frac14 diameter vessel OD inD1 frac14 diameter lift hole inD2 frac14 diameter pin inD3 frac14 diameter pad eye inDsk frac14 diameter skirt inDm frac14 mean vessel diameter inE frac14 modulus of elasticity psifr frac14 tail end radial force lbfL frac14 tail end longitudinal force lbfs frac14 shear load lb or lbinFa frac14 allowable stress combined loading psiFb frac14 allowable stress bending psiFc frac14 allowable stress compression psiFp frac14 allowable stress bearing pressure psiFs frac14 allowable stress shear psiFt frac14 allowable stress tension psiFy frac14 minimum specified yield stress psiI frac14 moment of inertia in4
Jw frac14 polar moment of inertia of weld in4
K frac14 end connection coefficientKL frac14 overall load factor combining impact and safety
factors 15ndash20Ki frac14 impact factor 025ndash05Kr frac14 internal moment coefficient in circular ring due
to radial loadKs frac14 safety factorKT frac14 internal tensioncompression coefficient in
circular ring due to radial loadLs frac14 length of skirtbase stiffenerstrut in
M frac14 moment in-lbMb frac14 bending moment in-lbMC frac14 circumferential moment in-lbML frac14 longitudinal moment in-lbMT frac14 torsional moment in-lbNb frac14 number of bolts used in tail beam or flange
lugN frac14 width of flange of tail beam with a web stiffener
(N frac14 10 without web stiffener)nL frac14 number of head or side lugsP frac14 pick end load lbPe frac14 equivalent load lbPL frac14 longitudinal load per lug lbPr frac14 radial load lbPT frac14 transverse load per lug lbRb frac14 radius of base ring to neutral axis inr frac14 radius of gyration of strut in
Rc frac14 radius of bolt circle of flange inSu frac14 minimum specified tensile stress of bolts psitb frac14 thickness of base plate intg frac14 thickness of gusset intL frac14 thickness of lug intP frac14 thickness of pad eye ints frac14 thickness of shell inT frac14 tail end load lbTb frac14 bolt pretension load lbsTt frac14 tangential force lbw1 frac14 fillet weld size shell to re-padw2 frac14 fillet weld size re-pad to shellw3 frac14 fillet weld size pad eye to lugw4 frac14 fillet weld size base plate to skirtw5 frac14 uniform load on vessel lbinWE frac14 design erection weight lbWL frac14 erection weight lbZ frac14 section modulus in3
a frac14 angular position for moment coefficients in basering clockwise from 0
b frac14 angle between parallel beams degreess frac14 stress combined psisb frac14 stress bending psisp frac14 stress bearing psisc frac14 stress compression psiscr frac14 critical buckling stress psisT frac14 stress tension psis frac14 shear stress psisT frac14 torsional shear stress psiq frac14 lift angle degrees
qB frac14 minimum bearing contact angle degreesqH frac14 sling angle to lift line horizontal degreesqv frac14 sling angle to lift line vertical degrees
Transportation and Erection of Pressure Vessels 665
Procedure 10-3 Lifting Attachments and Terminology
666 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 667
668 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 669
670 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 671
Tailing Trunnion
Utilizes reinforced openings in skirt with through pipePipe is removed after erection and the openings used asskirt manways
Shell Flange Lug
Lifting Device Utilizing Top Body Flanges
672 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 673
Miscellaneous Lugs WL lt 60 kips
Calculations
Due to bending
tL frac14 6PTB
A2Fb
Due to shear
tL frac14 PTethA D1THORNFs
Due to tension
tL frac14 PLethA D1THORNFt
Notes
1 Table 10-6 is based on an allowable stress of 137ksi
2 Design each lug for a 21 safety factor3 Design each lug for a minimum 10 side force
Hertzian Stress Bearing
sp frac14 0418
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiE
PtL
ethR1 R2THORN
13
R1R2
vuuutlt 2Fy
Shear Load in WeldType 1 greater of following
sw frac14 6PTB
2A2
sw frac14 PL2A
Type 2 Use design for top head lug
Table 10-6Lug dimensions
WL kips A D1 B C tL w1 WL kips A D1 B C tL w1
4 3 088 15 2 05 025 20 7 175 3 3 1 038
6 35 1 163 2 063 025 25 7 238 4 4 1 044
8 4 113 175 2 063 025 35 8 238 4 4 1125 05
10 45 125 2 2 075 025 40 8 238 4 4 1125 063
12 5 138 213 3 088 025 45 8 288 4 4 1125 063
14 55 15 238 3 1 038 50 10 288 4 4 125 075
16 65 163 25 3 1 038 55 10 288 4 4 125 075
18 7 175 275 3 1 038 60 10 288 4 4 125 088
Figure 10-6 Dimensions and forces
674 Pressure Vessel Design Manual

636 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 637
638 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 639
640 Pressure Vessel Design Manual
Table 10-2Barge shipping forces
Transportation and Erection of Pressure Vessels 641
Pitch
Cases 3a and 3b
Forces in Vessel Due to Pitch
General
F frac14 ma frac14Wg
2pT
2Rqp180
F frac14 00214WRq
T2
f1 frac14 tan1
aR1
Fp frac14 00214WR1q1
T21
Case 3a Fy frac14 Fp sin f1
Fz frac14 Fp cos f1
Case 3b Fy frac14 Fp sin f1
Fz frac14 Fp cos f1
Roll
Case 2a q2 [ 30 max
Case 2b
Forces in Vessel Due to Roll
f2 frac14 tan1ed
R2 frac14 esin f2
FR frac14 00214WR2q2
T22
Case 2a Fy frac14 FR sin f2
Fx frac14 FR cos f2
Case 2b Fy frac14 FR sin f2
Fx frac14 FR cos f2
642 Pressure Vessel Design Manual
The job of the designer is to translate the loads resultingfrom the movement of the ship into loads applied to thepressure vessel that is stored either at or below decks Theship itself will rotate about its own center of buoyancy(CB) depending on the direction of the sea and the shiprsquosorientation to that direction of sea The vessel strapped toits deck is in turn affected by its location in relation to theCB of the ship For example if the CG of the vessel islocated near the CB of the ship the forces are minimizedThe farther apart the two are in relation to each other themore pronounced the effect on the vessel
The shiprsquos movement translates into loads on the threeprincipal axes of the vessel Saddles and lashings must bestrong enough to resist these external forces withoutexceeding some allowable stress point in the vessel Thepoint of application of the load is at the CG of the vesselThese loads affect the vessel in the same manner as
seismic forces do In fact the best way to think of theseloads is as vertical and horizontal seismic forces Verticalseismic forces either add or subtract to the weight of thevessel Horizontal seismic forces are either transverse orlongitudinal
The X Y and Z axes translate into and are equivalentto the following loadings in the vessel
X axis horizontal transverseY axis corresponds to vertical loads by either adding orsubtracting from the weight of the vesselZ axis longitudinal axis of the vessel All Z axis loadsare longitudinal loadings
Load Combinations for Sea Forces
1 dead load thorn sway thorn heave thorn wind2 dead load thorn surge thorn heave thorn wind
Transportation and Erection of Pressure Vessels 643
644 Pressure Vessel Design Manual
Axle Loads
The number of axles that must be placed under a load isdetermined by analyzing the weight restrictions andallowable bearing load from local state or national regu-lations The transportation contractor is responsible fordetermining the axle loads based on the equipment usedand the weight and distribution of the loads The author-ities that permit the load will require an analysis of the axleloads to ensure that the roadbed is not overloaded Axleloads include the weight of the vessel transport saddlesbeams hauler (tractor) dollies etc
There are three different methods used to distribute theloads to the axles
1 Flatbed This method uses conventional tractor-trailer assembly with various numbers of axles andwheels under the trailer bed to distribute the weightto the road surface
2 Bolstered This method is used for abnormally longloads in which the sets of axles are attached directlyto the load via the transport saddle Both sets ofaxles will have steering capabilities
3 Bolstered loads using equalizing transportingbeams This method is much the same as thebolstered long vessel load In this case the load istoo heavy for a flatbed yet too short for bolsteredaxles The solution is to utilize beams betweenbolsters to suspend the load
Transporter Stability
There are two types of stability checks that should beperformed on each load The first has to do with thetipping point of the load relative to the roadway as the loadshifts due to the camber of the road The second has to dowith the turning radius of bolstered loads As the load goesaround curves the CG shifts from being in line with thedollies to an eccentric condition In tight curves the
eccentricity of the load can overload the outer set ofwheels to the point of rollover The two cases are
1 Rollover stability due to road camber2 Turning stability due to turning radius
Case 1Due to the camber in roads the load will be subject to
various angles q that will change the location of the centerof gravity of the load On a flat surface the center of gravityis in line with the centerline of the trailer As the roadcamber increases the CG is steadily moved toward theouter set of wheels At some point the wheels are over-loaded on one side and the entire assembly reaches a tippingpoint Beyond this the trailer turns over and the load is lostThis condition has resulted in numerous rollovers
Case 2For bolstered loads the vessel must swivel on the deck
of the trailer in order to accommodate curves in the roadand corners As the curve or corner is negotiated theactual CG gets further away from the projected load pointThis is true whether you have a single pivoting bolster ortwo however the situation is more pronounced with thedouble pivoting case There have been a number of roll-overs as a result of the eccentricity ie shifting the load tothe outer row of wheels until the load becomes unstable
θ
Figure 101 Rollover stability
DOLLIEe
CG OF LOAD CENTERLINESUSPENDED LOAD
PROJECTEDLOAD POINT
Figure 102 Turning stability
Transportation and Erection of Pressure Vessels 645
646 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 647
Summary of LoadsForces on Vessels During Transportation
Table 10-3Transportation load coefficients K
Forces Road Rail Barge Ocean
Fx 05 10 095 10
Fy 15 20 13 15
Fz 10 15 15 15
Table 10-4Load per saddle due to transport forces
Due to Load per Saddle Diagram
Fx Q1 frac14 WsL2L1
thorn FxB
2A
Q2 frac14 WsL3L1
thorn FxB
2A
Fy Q1 frac14 ethWs thorn FyTHORNL2L1
Q2 frac14 ethWs thorn FyTHORNL3L1
Fz
Q1 frac14 WsL2L1
thorn FzB
L1
Q2 frac14 WsL3L1
thorn FzB
L1
648 Pressure Vessel Design Manual
Load Diagrams for Moments and Forces
Case 1
Note W frac14 weight of vessel plus any impact factors
OAL frac14 L1 thorn L2 thorn L3 w frac14 WOAL
Q1 frac14whethL1 thorn L2THORN2L2
3
i2L1
Q2 frac14 W Q1
M1 frac14 wL22
2
M2 frac14 Q1
Q1
2w L2
M3 frac14 wL23
2
Mx frac14 wethL2 XTHORN22
Mx1 frac14 wethL2 thorn X1THORN22
Q1X1
Mx2 frac14 wethL3 X2THORN22
Case 2
w1 frac14 W1
L2
w2 frac14 W2
L3
Q1 frac14 WL6
L1
Q2 frac14 W Q1
M1 frac14 w1L24
2
M2 frac14 M1 thornM3
2 w1L2
1
8
M3 frac14 w2L23
2
Transportation and Erection of Pressure Vessels 649
Case 3
Q1 frac14 WL1
2ethL1 thorn L2THORN WL2
2
2L1ethL1 thorn L2THORN
Q2 frac14 WL1
2ethL1 thorn L2THORN thornWL2
L1 thorn L2thorn WL2
2
2L1ethL1 thorn L2THORN
M1 frac14 Q21ethL1 thorn L2THORN
2W
M2 frac14 Q1L1 WL21
2ethL1 thorn L2THORN
Mx frac14 Q1XWX2
2ethL1 thorn L2THORN
Case 4
w1 frac14 W1
L2
w2 frac14 W2
L3
Q1 frac14 w1L2eth2L1 L2THORN thorn w2L23
2L1
Q2 frac14 w2L3eth2L1 L3THORN thorn w1L22
2L1
Moment at any point X from Q1
Mx frac14 Q1X w1X2
2
Moment at any point Y from Q2
My frac14 Q2ethL1 YTHORN w2ethL1 YTHORN22
650 Pressure Vessel Design Manual
Transportation-Vertical Vessel on Two Saddles UniformLoad Case With Incorporation of Shipping Factors
NotationF2 frac14 Additional load on Q2 LbsFZ frac14 Longitudinal loading due to shipping forces
LbsFY frac14 Vertical Loading due to shipping forces LbsKZ frac14 Longitudinal impact factorKY frac14 Vertical impact factor
Q1Q2 frac14 Saddle loads without impact factors LbsQ1
0Q20 frac14 Saddle loads with impact factors Lbs
W frac14 Shipping weight of vessel without impactfactors Lbs
WT frac14 Shipping weight with impact factors Lbsw1 frac14 Uniform load without FY LbsFtw2 frac14 Uniform load including FY LbsFt
NOTE Assume that FZ amp FY do not occur at the sametime
Case 1 Adding Load for Fz
bull Longitudinal load FZ
FZ frac14 KZ W
bull Uniform load w1
w1 frac14 W=LT
bull Additional load on saddle F2
F2 frac14 ethFZ BTHORN=L1
bull Saddle loads Q1 Q2 Q10 Q2
0
Q1 frac14 w1
hethL1 thorn L2THORN2L2
3
i2 L1
Q10 frac14 Q1 F2
Q2 frac14 W Q1
Q20 frac14 Q2 thorn F2
Case 2 Adding Loads for Fy
bull Longitudinal load FY
FY frac14 KY W
bull Vertical load FY
WT frac14 Wthorn FY
bull Uniform load w2
w2 frac14 WT=LT
bull Saddle loads Q10 amp Q2
0
Q10 frac14 w2
hethL1 thorn L2THORN2 L2
3
i=2L1
Q20 frac14 WT Q1
0
Select worst case and calculate moments
M1 frac14 wn L22=2
M2 frac14 Q10Q1
0=2 wn
L2
M3 frac14 wn L23=2
Sample Problem
Given
B frac14 1575 ftL1 frac14 124 ftL2 frac14 24 ftL3 frac14 21 ftLT frac14 169 ft
LT
M2
M1 M3
WT
w1 or w2
W
L2
Q1 Q2
Fz
B
L1 L3
Figure 103 Data for uniform load case
Transportation and Erection of Pressure Vessels 651
W frac14 741 kipsKY frac14 5KZ frac14 6
Calculation
FZ frac14 KZ W frac14 6 eth741THORN frac14 4446 kips
FY frac14 KY W frac14 5 eth741THORN frac14 3705 kips
WT frac14 Wthorn FY
frac14 741thorn 3705 frac14 1 1115 kips
w1 frac14 W=LT frac14 741=169 frac14 438 kips=ft
w2 frac14 WT=LT frac14 11115=169 frac14 658 kips=ft
F2 frac14 ethFZ BTHORN=L1 frac14 frac124446 eth1575THORN=124frac14 5647 kips
Case 1 Adding Load for FZ
bull Saddle loads Q1 Q2 Q10 Q2
0
Q1 frac14 w1
hethL1 thorn L2THORN2L2
3
i2 L1
frac14 438heth124thorn 24THORN2212
i2124
frac14 379 kips
Q10 frac14 Q1 F2 frac14 379 565 frac14 3225 kips
Q2 frac14 W Q1 frac14 741 379 frac14 362 kips
Q20 frac14 Q2 thorn F2 frac14 362thorn 565 frac14 4185 kips
Case 2 Adding Load for FY
bull Saddle loads Q10 amp Q2
0
Q10 frac14 w2
hethL1 thorn L2THORN2L2
3
i2 L1
frac14 658heth124thorn 24THORN2212
i2124
frac14 569 kips
Q10 frac14 WT Q1
0 frac14 11115 569
frac14 5425 kips
Worst case is Case 2Determine moments
M1 frac14 w2 L2
2
2 frac14
658242
2
frac14 1 895 ft kips
M2 frac14 Q10Q1
0=2 w2
L2
frac14 569 eth569=eth2$658THORN 24THORN frac14 10 946 ft kips
M3 frac14 w2 L2
3
2 frac14
658212
2 frac14 1 450 ft kips
Use these moments and loads to determine stresses inshell
652 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 653
654 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 655
Tension Bands on Saddles
NotationAr frac14 area required in2
As frac14 area of bolt in2
Ab frac14 area of band required in2
Aw frac14 allowable load on weld lbinB frac14 saddle height ind frac14 bolt diameter inf frac14 load on weld kipsinFt frac14 allowable stress tension psi
Fx Fy Fz frac14 shipping external forces lbK frac14 maximum band spacing inN frac14 number of bands on one saddlePe frac14 equivalent external pressure psiR frac14 outside vessel radius inT frac14 tension load in band lb
T123 frac14 load cases in bolt and band lbTb frac14 tension load in bolt lbWs frac14 weight of one saddle lbb frac14 angle of tension bands degreessa frac14 stress in bolt psisb frac14 stress in band psi
656 Pressure Vessel Design Manual
bull Find tension in band T1 due to shipping forces onsaddle Fx and Fy
T1 frac14 cos b
FxB4RN
thorn Fy Ws
4N
bull Area required for bolt
Ar frac14 T1
Ft
bull Find bolt diameter d
d frac14ffiffiffiffiffiffiffiffi4Ar
p
r
Select nominal bolt diameter
As frac14bull Find maximum stress in bolt due to manualwrenching sa
sa frac14 45 000ffiffiffid
p
bull Maximum tension load in bolts T2
T2 frac14 saAs
bull Load due to saddle weight T3
T3 frac14 Ws
2N
Note Include impact factor in weight of saddle
bull Find maximum load T
T frac14 greater of T1 T2 or T3
bull Load on weld f
f frac14 T4[
bull Determine size of weld from table based on load f
Use w frac14bull Maximum band spacing K
K frac14 4ffiffiffiffiffiRt
p
1285
bull Find area required for tension band Ar
Ar frac14 TFt
Use
bull Check shell stresses due to force T Pe
Pe frac14 4TpRK
lt ASME factor ldquoBrdquo
Table 10-5Allowable load weld
Weld Size w E60XX E70XX
31616 in 239 278
frac14 in 318 37151616 in 398 464
⅜ in 477 55771616 in 556 650
Kipsin of weld
Transportation and Erection of Pressure Vessels 657
Alternate Procedure
Tension Band Notation
N frac14 Number of bands on one saddleQ frac14 Total load on one saddle LbsR frac14 Outside vessel radius inT frac14 Tension load in band Lbsb frac14 Angle of tension bands degrees
K1 frac14 Transverse shipping coefficientK2 frac14 Vertical shipping coefficientX frac14 Horizontal distance to centroid of saddle
reaction inY frac14 Vertical distance to centroid of saddle in
Calculation
bull Vertical distance to centroid of saddle Y
Y frac14 R sin q=q
bull Find angle a
a frac14 cos1 Y=R
bull Horizontal distance to centroid of saddle X
X frac14 R sina
bull Tension load in band T
T frac14 frac12Q frac12ethK1 Y=XTHORN thorn K2=frac122N cos b
Notes
1 Vertical reaction can be a result of longitudinal loadUse largest value
2 Use K2 frac14 0 for transverse case3 Use K1 frac14 0 for longitudinal case4 Use worst case of T1 or T2 and design the balance of
components per previous method
Example
K1 frac14 25K2 frac14 5Q frac14 500 kipsR frac14 925 inq frac14 75 frac14 1308 radb frac14 75N frac14 2
Y frac14 R sin qqY frac14 925 sin 75 1308 frac14 683 in
a frac14 cos-1 (Y R)a frac14 cos-1 (683 925) frac14 424o
X frac14 R sin a
X frac14 925 (sin 424) frac14 624 in
Transverse (K2 frac14 0)
T1 frac14 [Q [(K1 Y X) thorn K2]] [2N cos b]T1 frac14 [500 [(025$683624) thorn 0]] [2$2 cos 75] frac14
3435 kips
Longitudinal (K1 frac14 0)
T2 frac14 [Q [(K1 Y X) thorn K2]] [2N cos b]T2 frac14 [500 [0 thorn 05]] [2$2 cos 75] frac14 6304 kips
K2 W
K1 W
B
AX
TY
R
β α
θ
Figure 10-4 Dimensions of shipping saddle for alternatecase
658 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 659
Procedure 10-2 Erection of Pressure Vessels
The designer of pressure vessels and similar equipmentwill ultimately become involved in the movement trans-portation and erection of that equipment The degree ofthat involvement will vary due to the separation of dutiesand responsibilities of the parties concerned It is prudenthowever for the designer to plan for the eventuality ofthese events and to integrate these activities into theoriginal design If this planning is done properly thereis seldom a problem when the equipment gets to itsfinal destination Conversely there have been numerousproblems encountered when proper planning has notbeen done
There is also an economic benefit in including thelifting attachments in the base vessel bid and designThese lifting attachments are relatively inexpensive incomparison to the overall cost of the vessel and minusculecompared to the cost of the erection of the equipment Theerection alone for a major vessel can run into millions ofdollars If these attachments are added after the purchaseorder is awarded they can become expensive extras
There are also the consequences to life property andschedules if this activity is not carried out to a successfulconclusion Compared to the fabricated cost of the liftingattachments the consequences to life property andschedule are too important to leave the design of thesecomponents and their effect on the vessel to those not fullyversed in the design and analysis of pressure vessels
In addition it is important that the designer of the liftingattachments be in contact with the construction organi-zation that will be executing the lift This ensures that alllifting attachments meet the requirements imposed by thelifting equipment There are so many different methodsand techniques for the erection of vessels and the relatedcosts of each that a coordinated effort between thedesigner and erector is mandatory To avoid surprisesneither the designer nor the erector can afford to work ina vacuum To this end it is not advisable for the vesselfabricator to be responsible for the design if the fabricatoris not the chief coordinator of the transport and erection ofthe vessel
Vessels and related equipment can be erected ina variety of ways Vessels are erected by means of singlecranes multiple cranes gin poles jacking towers andother means The designer of the lifting attachmentsshould not attempt to dictate the erection method by thetypes of attachments that are designed for the vessel The
selection of one type of attachment versus another couldvery well do just that
Not every vessel needs to be designed for erection orhave lifting attachments Obviously the larger the vesselthe more complex the vessel the more expensive thevessel the more care and concern that should be taken intoaccount when designing the attachments and coordinatingthe lift The following listing will provide some guidelinesfor the provision of special lifting attachments and a liftinganalysis to be done In general provide lifting attachmentsfor the following cases
bull Vessels over 50000 lb (25 tons)bull Vessels with LD ratios greater than 5bull Vertical vessels greater than 8 ft in diameter or 50 ftin length
bull Vessels located in a structure or supported bya structure
bull High-alloy or heat-treated vessels (since it would notbe advisable for the field to be doing welding onthese vessels after they arrive on site and wire ropeslings could contaminate the vessel material)
bull Flare stacksbull Vessels with special transportation requirements
At the initial pick point when the vessel is still hori-zontal the load is shared between the lifting lugs and thetail beam or lug based on their respective distances to thevessel center of gravity As the lift proceeds a greaterpercentage of the load is shifted to the top lugs or trun-nions until the vessel is vertical and all of the load is thenon the top lugs At this point the tail beam or shackle canbe removed
During each degree of rotation the load on the lugstrunnions tailing device base ring and vessel shell arecontinually varying The loads on the welds attachingthese devices will also change The designer shouldevaluate these loadings at the various lift angles todetermine the worst coincident case
The worst case is dependent on the type of vessel andthe type of attachments For example there are threetypes of trunnions described in this procedure There isthe bare trunnion (Type 3) where the wire rope slidesaround the trunnion itself While the vessel is in thehorizontal position (initial pick point) the load producesa circumferential moment on the shell Once the vesselis in the upright position the same load produces
660 Pressure Vessel Design Manual
a longitudinal moment in the shell At all the interme-diate angles of lift there is a combination of circumfer-ential and longitudinal moments The designer shouldcheck the two worst cases at 0 and 90 and severalcombinations in between
The same trunnion could have a lifting lug welded tothe end of the trunnion (Type 1) This lug also producescircumferential and longitudinal moments in the shellHowever in addition this type of lug will producea torsional moment on the shell that is maximum at 0 andzero at 90 of angular rotation The rotating lug (Type 2)eliminates any torsional moment
There is one single lift angle that will produce themaximum stress in the vessel shell but no lift angle that isthe worst for all vessels The worst case is dependent onthe type of lift attachments distances weights and posi-tion relative to the center of gravity
The minimum lift location is the lowest pick point thatdoes not overstress the overhanging portion of the vesselThe maximum lift location is the highest pick point thatdoes not overstress the vessel between the tail and pickpoints These points become significant when locating thelift points to balance the stress at the top lug the overhangand the midspan stress
The use of side lugs can sometimes provide anadvantage by reducing the buckling stress at midspan andthe required lift height Side lugs allow for shorter boomlengths on a two-crane lift or gin poles A shorter boomlength in turn allows a higher lift capacity for the cranesThe lower the lug location on the shell the shorter the liftand the higher the allowable crane capacity This cantranslate into dollars as crane capacity is affected Thechallenge from the vessel side is the longitudinal bendingdue to the overhang and increased local shell stresses Allof these factors must be balanced to determine the lowestoverall cost of an erected vessel
Requirement for Erection and Setting of Vertical Vessels
The following is a brief synopsis of general recom-mendations regarding the setting leveling and shimmingof vertical vessels The following should be considered asguidelines only There are no codes or standards that areapplied In general company specifications containcontract requirements for the contractors scope of supplyor duties The following lists help to clarify generalconstruction practices with regard to the setting of verticalvessels and towers
Contractor Duties
1 Prepare tops of foundations (bush hammer ifrequired)
2 Perform surveying as required to establish center-lines sole plate or shim elevations at bottom of baseof equipment
3 Shimming4 Erect equipment5 Levelplumbing6 Final alignment7 Grouting8 Bolting
Tolerances
Out of vertical tolerance for vertical vessels unlessspecified otherwise shall be 01 of the vessel heightor about frac14 inch for every 20 feet to a maximum offrac34 inches
Soleplates (also called bearing pads levelingplates or embedments)
Soleplates are stainless steel plates 05 inches to075 inches thick set in grout on top of the foundation atthe exact height of the underside of the base plate Asa rule two soleplates should be installed per anchor boltone on each side of the bolt Depending on the towerdiameter and the distance between the anchor boltsanother soleplate may be installed between adjacentanchor bolts The dimensions of the soleplates will varyaccording to the width of the vessel base ring and vesselweight Soleplates are supported in place by a mixture ofPortland cement and sand in proportions 13 The vesselshould not be erected until the soleplates have been inplace for 28 days to allow for concrete curing Shims andsoleplates will remain in place after the grouting operation
Shims
Shims are used to provide precise leveling of the vesselShim packs may be grouted into the foundation in lieu ofsole plates but this practice is unusual Typically shimsare used on top of the sole plates for the leveling opera-tion Special shims may be required for unique applica-tions such as a large vessel supported on a braced framestructure with minimal contactbearing at each support
Transportation and Erection of Pressure Vessels 661
point The following are some guidelines for the use ofshims
1 Shims If left in place shall be stainless steel2 Shims must have rounded corners3 Shims will be fixed in place4 Shims shall be deburred5 Shims shall be full bearing6 Shims may be horseshoe type7 Shims thinner than 0001 inches are not allowed8 Shims with holes are not allowed9 Shims should be the full width of the base plate
LevelingStraightnessPlumbness
After the vessel has been placed on its foundation itmust be checked to be certain it is vertical and plumbLeveling is normally checked by use of two theodilites90 degrees apart The theodilites shall be spaced anadequate distance from the vessel to allow visual field ofthe entire height of the vessel Adjustments can be made tothe vessel alignment by means of wedges either poweredor not and then shimmed The wedges should not be leftin place after shimming
The vessel may be heated by the sun to a highertemperature on one side than the other This can createa slight ldquobananardquo effect which should be taken intoaccount when checking levelness The equation forcalculating the deflection from this effect is as follows
2 frac14 p D2 t H2 aDT
8 I
where2 frac14 Deflection inD frac14 Diameter ftT frac14 Thickness inH frac14 Height fta frac14 Coefficient of thermal expansion ininF
DT frac14 Temperature difference from one side of thecolumn to the other F
I frac14 Moment of inertia of vessel cross section ft4
Bolting
After the vessel is aligned and shimmed the nuts on theanchor bolts must be tightened The vessel should not be
left standing without the crane attached unless all anchorbolts have been tightened
The anchor bolts should not be tightened to theirmaximum load until the drypacking under the base plateis complete At this stage the base plate is suspendedbetween the soleplates until the drypack is installedSince the soleplates straddle the anchor bolts there isa chance of deforming the baseplate prior to the instal-lation of the drypack if the anchor bolts are overtightened
After drypacking the anchor bolts should be tight-ened to the correct torque to produce the maximumallowable bolt stress The anchor bolts should not betightened beyond the point of maximum allowable boltstress
Note that the initial anchor bolt tension does notincrease the maximum bolt tension caused by wind orearthquake This initial tension will only clamp the basering to the concrete Both are in equal compression untilthe external load is applied The external load reduces thecompression in the concrete before additional load isapplied to the bolts After the external load overcomes allthe compression in the concrete the stress in the bolt willincrease to the value it would have been had there been noinitial tension
Grouting
Grout under base plates shall provide full uniform loadtransfer between the bottom of the base plate and the topof the foundation Load transfer to the foundation must bethrough the grout not through the shims or soleplate
Prior to setting of the vessel the top of the foundationshould be bush hammered and cleaned This ensures thatthe grout will adhere to the surface of the foundation Bushhammering may be done strictly under the base plate oracross the entire top of the foundation
Once the vessel is leveled shimmed and bolted it isready to be grouted Grouting shall consist of filling thevoid area between the top of foundation and the undersideof base plate with cementatious grout The grout shall beinstalled in accordance with the manufacturers recom-mendations and any applicable contract specifications
Depending on the type of grout to be used grout damsmay be used
662 Pressure Vessel Design Manual
18
132 mm times 15 m SLINGSWL = 120 TON (SP)DOUBLE (2 PCS)SWL = 500 T times 40 m LENGTHSPREADER BEAM
SWL = 400T SHACKLE (4 NOS)
SWL = 400T SHACKLE (1 NO)
100 mm times 20 m SLINGSWL = 90 TON (SP)SWL = 737 TON (BH)DOUBLE (2 PCS)
90 mm times 15 m SLINGSWL = 60 TON (SP)SWL = 441 TON (BH)DOUBLE (2 PCS)
CounterWeight = 40ton
CounterWeight = 275ton
BOO
M 9
6m
90009000
620002000017000 100
0
100
0 13000
MAST 24m
oslash3840
oslash4160
1692
1829
1026
987
4
BOO
M 36m
Figure 10-5 Typical example of erection study
Transporta
tionandErectio
nofPressure
Vessels
663
Steps in Design
Given the overall weight and geometry of the vesseland the location of the center of gravity based on theerected weight apply the following steps to eithercomplete the design or analyze the design
Step 1 Select the type of lifting attachments as aninitial starting point
Lift end (also referred to as the ldquopick endrdquo)a Head lug Usually the simplest and most
economical and produces the least stressb Cone lug Similar to a head lug but located at
a conical transition section of the vesselc Side lug Complex and expensived Top flange lug The choice for high-pressure
vessels where the top center flange and head arevery rigid This method is uneconomical foraverage applications
e Side flange lug Rarely used because it requiresa very heavy nozzle and shell reinforcement
f Trunnions Simple and economical Used ona wide variety of vessels
g OtherTail end
a Tail beamb Tail lugc Choker (cinch) see later commentary
Tailing a column during erection with a wire ropechoker on the skirt above the base ring is a fairly commonprocedure Most experienced erectors are qualified toperform this procedure safely There are several advan-tages to using a tailing choker
bull Saves material design detailing and fabricationbull Simplifies concerns with lug and shippingorientations
bull May reduce overall height during transportation
There are situations and conditions that could make theuse of a tailing choker impractical costly and possiblyunsafe Provide tailing lugs or a tailing beam if
bull The column is more than about 10 feet in diameterThe larger the diameter the more difficult it is for thewire rope to cinch down and form a good choke onthe column
bull The tail load is so great that it requires the use ofslings greater than about 1frac12 inches in diameter Thelarger the diameter of the rope the less flexible it isand the more likely that it could slip up unexpectedlyduring erection
Step 2 Determine the forces T and P for all angles oferection
Step 3 Designcheck the lifting attachments for thetailing force T and pick force P
Step 4 Designcheck the base ring assembly forstresses due to tailing force T
Step 5 Determine the base ring stiffening configura-tion if required and design struts
Step 6 Check shell stresses due to bending during liftThis would include midspan as well as anyoverhang
Step 7 Analyze local loads in vessel shell and skirt dueto loads from attachments
Allowable Stresses
Per AISC
Tension
Ft frac14 06Fy on gross area
frac14 05Fu on effective net area
frac14 045Fy for pin-connected members
Compression(for short members only)
Fc frac14 Use buckling value
frac14 for vessel shell 133 ASME Factor B
Shear
Fs frac14 Net area of pin hole 045Fy
frac14 other than pin-connected members 04Fy
frac14 fillet welds in shear
E60XX 9600 lb=in or 13 600 psi
E70XX 11 200 lb=in or 15 800 psi
Bending
Fb frac14 06Fy to 075Fy depending on the shape of themember
Bearing
Fp frac14 09Fy
Combined
Shear and tension
sa
Fathorn sFs
1
664 Pressure Vessel Design Manual
Tension compression and bendingsa
Fathorn sb
Fb 1 or
sT
FTthorn sb
Fb 1
Note Custom-designed lifting devices that supportlifted loads are generally governed by ASME B3020ldquoBelow the hook lifting devicesrdquoUnder this specificationdesign stresses are limited to Fy3 The use of AISCallowables with a load factor of 18 or greater willgenerally meet this requirement
Notation
A frac14 area in2
Aa frac14 area available in2
Ab frac14 area bolt in2
An frac14 net cross-sectional area of lug in2
Ap frac14 area pin hole in2
Ar frac14 area required in2
As frac14 area strut in2 or shear area of boltsC frac14 lug dimension see sketchDo frac14 diameter vessel OD inD1 frac14 diameter lift hole inD2 frac14 diameter pin inD3 frac14 diameter pad eye inDsk frac14 diameter skirt inDm frac14 mean vessel diameter inE frac14 modulus of elasticity psifr frac14 tail end radial force lbfL frac14 tail end longitudinal force lbfs frac14 shear load lb or lbinFa frac14 allowable stress combined loading psiFb frac14 allowable stress bending psiFc frac14 allowable stress compression psiFp frac14 allowable stress bearing pressure psiFs frac14 allowable stress shear psiFt frac14 allowable stress tension psiFy frac14 minimum specified yield stress psiI frac14 moment of inertia in4
Jw frac14 polar moment of inertia of weld in4
K frac14 end connection coefficientKL frac14 overall load factor combining impact and safety
factors 15ndash20Ki frac14 impact factor 025ndash05Kr frac14 internal moment coefficient in circular ring due
to radial loadKs frac14 safety factorKT frac14 internal tensioncompression coefficient in
circular ring due to radial loadLs frac14 length of skirtbase stiffenerstrut in
M frac14 moment in-lbMb frac14 bending moment in-lbMC frac14 circumferential moment in-lbML frac14 longitudinal moment in-lbMT frac14 torsional moment in-lbNb frac14 number of bolts used in tail beam or flange
lugN frac14 width of flange of tail beam with a web stiffener
(N frac14 10 without web stiffener)nL frac14 number of head or side lugsP frac14 pick end load lbPe frac14 equivalent load lbPL frac14 longitudinal load per lug lbPr frac14 radial load lbPT frac14 transverse load per lug lbRb frac14 radius of base ring to neutral axis inr frac14 radius of gyration of strut in
Rc frac14 radius of bolt circle of flange inSu frac14 minimum specified tensile stress of bolts psitb frac14 thickness of base plate intg frac14 thickness of gusset intL frac14 thickness of lug intP frac14 thickness of pad eye ints frac14 thickness of shell inT frac14 tail end load lbTb frac14 bolt pretension load lbsTt frac14 tangential force lbw1 frac14 fillet weld size shell to re-padw2 frac14 fillet weld size re-pad to shellw3 frac14 fillet weld size pad eye to lugw4 frac14 fillet weld size base plate to skirtw5 frac14 uniform load on vessel lbinWE frac14 design erection weight lbWL frac14 erection weight lbZ frac14 section modulus in3
a frac14 angular position for moment coefficients in basering clockwise from 0
b frac14 angle between parallel beams degreess frac14 stress combined psisb frac14 stress bending psisp frac14 stress bearing psisc frac14 stress compression psiscr frac14 critical buckling stress psisT frac14 stress tension psis frac14 shear stress psisT frac14 torsional shear stress psiq frac14 lift angle degrees
qB frac14 minimum bearing contact angle degreesqH frac14 sling angle to lift line horizontal degreesqv frac14 sling angle to lift line vertical degrees
Transportation and Erection of Pressure Vessels 665
Procedure 10-3 Lifting Attachments and Terminology
666 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 667
668 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 669
670 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 671
Tailing Trunnion
Utilizes reinforced openings in skirt with through pipePipe is removed after erection and the openings used asskirt manways
Shell Flange Lug
Lifting Device Utilizing Top Body Flanges
672 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 673
Miscellaneous Lugs WL lt 60 kips
Calculations
Due to bending
tL frac14 6PTB
A2Fb
Due to shear
tL frac14 PTethA D1THORNFs
Due to tension
tL frac14 PLethA D1THORNFt
Notes
1 Table 10-6 is based on an allowable stress of 137ksi
2 Design each lug for a 21 safety factor3 Design each lug for a minimum 10 side force
Hertzian Stress Bearing
sp frac14 0418
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiE
PtL
ethR1 R2THORN
13
R1R2
vuuutlt 2Fy
Shear Load in WeldType 1 greater of following
sw frac14 6PTB
2A2
sw frac14 PL2A
Type 2 Use design for top head lug
Table 10-6Lug dimensions
WL kips A D1 B C tL w1 WL kips A D1 B C tL w1
4 3 088 15 2 05 025 20 7 175 3 3 1 038
6 35 1 163 2 063 025 25 7 238 4 4 1 044
8 4 113 175 2 063 025 35 8 238 4 4 1125 05
10 45 125 2 2 075 025 40 8 238 4 4 1125 063
12 5 138 213 3 088 025 45 8 288 4 4 1125 063
14 55 15 238 3 1 038 50 10 288 4 4 125 075
16 65 163 25 3 1 038 55 10 288 4 4 125 075
18 7 175 275 3 1 038 60 10 288 4 4 125 088
Figure 10-6 Dimensions and forces
674 Pressure Vessel Design Manual

Transportation and Erection of Pressure Vessels 637
638 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 639
640 Pressure Vessel Design Manual
Table 10-2Barge shipping forces
Transportation and Erection of Pressure Vessels 641
Pitch
Cases 3a and 3b
Forces in Vessel Due to Pitch
General
F frac14 ma frac14Wg
2pT
2Rqp180
F frac14 00214WRq
T2
f1 frac14 tan1
aR1
Fp frac14 00214WR1q1
T21
Case 3a Fy frac14 Fp sin f1
Fz frac14 Fp cos f1
Case 3b Fy frac14 Fp sin f1
Fz frac14 Fp cos f1
Roll
Case 2a q2 [ 30 max
Case 2b
Forces in Vessel Due to Roll
f2 frac14 tan1ed
R2 frac14 esin f2
FR frac14 00214WR2q2
T22
Case 2a Fy frac14 FR sin f2
Fx frac14 FR cos f2
Case 2b Fy frac14 FR sin f2
Fx frac14 FR cos f2
642 Pressure Vessel Design Manual
The job of the designer is to translate the loads resultingfrom the movement of the ship into loads applied to thepressure vessel that is stored either at or below decks Theship itself will rotate about its own center of buoyancy(CB) depending on the direction of the sea and the shiprsquosorientation to that direction of sea The vessel strapped toits deck is in turn affected by its location in relation to theCB of the ship For example if the CG of the vessel islocated near the CB of the ship the forces are minimizedThe farther apart the two are in relation to each other themore pronounced the effect on the vessel
The shiprsquos movement translates into loads on the threeprincipal axes of the vessel Saddles and lashings must bestrong enough to resist these external forces withoutexceeding some allowable stress point in the vessel Thepoint of application of the load is at the CG of the vesselThese loads affect the vessel in the same manner as
seismic forces do In fact the best way to think of theseloads is as vertical and horizontal seismic forces Verticalseismic forces either add or subtract to the weight of thevessel Horizontal seismic forces are either transverse orlongitudinal
The X Y and Z axes translate into and are equivalentto the following loadings in the vessel
X axis horizontal transverseY axis corresponds to vertical loads by either adding orsubtracting from the weight of the vesselZ axis longitudinal axis of the vessel All Z axis loadsare longitudinal loadings
Load Combinations for Sea Forces
1 dead load thorn sway thorn heave thorn wind2 dead load thorn surge thorn heave thorn wind
Transportation and Erection of Pressure Vessels 643
644 Pressure Vessel Design Manual
Axle Loads
The number of axles that must be placed under a load isdetermined by analyzing the weight restrictions andallowable bearing load from local state or national regu-lations The transportation contractor is responsible fordetermining the axle loads based on the equipment usedand the weight and distribution of the loads The author-ities that permit the load will require an analysis of the axleloads to ensure that the roadbed is not overloaded Axleloads include the weight of the vessel transport saddlesbeams hauler (tractor) dollies etc
There are three different methods used to distribute theloads to the axles
1 Flatbed This method uses conventional tractor-trailer assembly with various numbers of axles andwheels under the trailer bed to distribute the weightto the road surface
2 Bolstered This method is used for abnormally longloads in which the sets of axles are attached directlyto the load via the transport saddle Both sets ofaxles will have steering capabilities
3 Bolstered loads using equalizing transportingbeams This method is much the same as thebolstered long vessel load In this case the load istoo heavy for a flatbed yet too short for bolsteredaxles The solution is to utilize beams betweenbolsters to suspend the load
Transporter Stability
There are two types of stability checks that should beperformed on each load The first has to do with thetipping point of the load relative to the roadway as the loadshifts due to the camber of the road The second has to dowith the turning radius of bolstered loads As the load goesaround curves the CG shifts from being in line with thedollies to an eccentric condition In tight curves the
eccentricity of the load can overload the outer set ofwheels to the point of rollover The two cases are
1 Rollover stability due to road camber2 Turning stability due to turning radius
Case 1Due to the camber in roads the load will be subject to
various angles q that will change the location of the centerof gravity of the load On a flat surface the center of gravityis in line with the centerline of the trailer As the roadcamber increases the CG is steadily moved toward theouter set of wheels At some point the wheels are over-loaded on one side and the entire assembly reaches a tippingpoint Beyond this the trailer turns over and the load is lostThis condition has resulted in numerous rollovers
Case 2For bolstered loads the vessel must swivel on the deck
of the trailer in order to accommodate curves in the roadand corners As the curve or corner is negotiated theactual CG gets further away from the projected load pointThis is true whether you have a single pivoting bolster ortwo however the situation is more pronounced with thedouble pivoting case There have been a number of roll-overs as a result of the eccentricity ie shifting the load tothe outer row of wheels until the load becomes unstable
θ
Figure 101 Rollover stability
DOLLIEe
CG OF LOAD CENTERLINESUSPENDED LOAD
PROJECTEDLOAD POINT
Figure 102 Turning stability
Transportation and Erection of Pressure Vessels 645
646 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 647
Summary of LoadsForces on Vessels During Transportation
Table 10-3Transportation load coefficients K
Forces Road Rail Barge Ocean
Fx 05 10 095 10
Fy 15 20 13 15
Fz 10 15 15 15
Table 10-4Load per saddle due to transport forces
Due to Load per Saddle Diagram
Fx Q1 frac14 WsL2L1
thorn FxB
2A
Q2 frac14 WsL3L1
thorn FxB
2A
Fy Q1 frac14 ethWs thorn FyTHORNL2L1
Q2 frac14 ethWs thorn FyTHORNL3L1
Fz
Q1 frac14 WsL2L1
thorn FzB
L1
Q2 frac14 WsL3L1
thorn FzB
L1
648 Pressure Vessel Design Manual
Load Diagrams for Moments and Forces
Case 1
Note W frac14 weight of vessel plus any impact factors
OAL frac14 L1 thorn L2 thorn L3 w frac14 WOAL
Q1 frac14whethL1 thorn L2THORN2L2
3
i2L1
Q2 frac14 W Q1
M1 frac14 wL22
2
M2 frac14 Q1
Q1
2w L2
M3 frac14 wL23
2
Mx frac14 wethL2 XTHORN22
Mx1 frac14 wethL2 thorn X1THORN22
Q1X1
Mx2 frac14 wethL3 X2THORN22
Case 2
w1 frac14 W1
L2
w2 frac14 W2
L3
Q1 frac14 WL6
L1
Q2 frac14 W Q1
M1 frac14 w1L24
2
M2 frac14 M1 thornM3
2 w1L2
1
8
M3 frac14 w2L23
2
Transportation and Erection of Pressure Vessels 649
Case 3
Q1 frac14 WL1
2ethL1 thorn L2THORN WL2
2
2L1ethL1 thorn L2THORN
Q2 frac14 WL1
2ethL1 thorn L2THORN thornWL2
L1 thorn L2thorn WL2
2
2L1ethL1 thorn L2THORN
M1 frac14 Q21ethL1 thorn L2THORN
2W
M2 frac14 Q1L1 WL21
2ethL1 thorn L2THORN
Mx frac14 Q1XWX2
2ethL1 thorn L2THORN
Case 4
w1 frac14 W1
L2
w2 frac14 W2
L3
Q1 frac14 w1L2eth2L1 L2THORN thorn w2L23
2L1
Q2 frac14 w2L3eth2L1 L3THORN thorn w1L22
2L1
Moment at any point X from Q1
Mx frac14 Q1X w1X2
2
Moment at any point Y from Q2
My frac14 Q2ethL1 YTHORN w2ethL1 YTHORN22
650 Pressure Vessel Design Manual
Transportation-Vertical Vessel on Two Saddles UniformLoad Case With Incorporation of Shipping Factors
NotationF2 frac14 Additional load on Q2 LbsFZ frac14 Longitudinal loading due to shipping forces
LbsFY frac14 Vertical Loading due to shipping forces LbsKZ frac14 Longitudinal impact factorKY frac14 Vertical impact factor
Q1Q2 frac14 Saddle loads without impact factors LbsQ1
0Q20 frac14 Saddle loads with impact factors Lbs
W frac14 Shipping weight of vessel without impactfactors Lbs
WT frac14 Shipping weight with impact factors Lbsw1 frac14 Uniform load without FY LbsFtw2 frac14 Uniform load including FY LbsFt
NOTE Assume that FZ amp FY do not occur at the sametime
Case 1 Adding Load for Fz
bull Longitudinal load FZ
FZ frac14 KZ W
bull Uniform load w1
w1 frac14 W=LT
bull Additional load on saddle F2
F2 frac14 ethFZ BTHORN=L1
bull Saddle loads Q1 Q2 Q10 Q2
0
Q1 frac14 w1
hethL1 thorn L2THORN2L2
3
i2 L1
Q10 frac14 Q1 F2
Q2 frac14 W Q1
Q20 frac14 Q2 thorn F2
Case 2 Adding Loads for Fy
bull Longitudinal load FY
FY frac14 KY W
bull Vertical load FY
WT frac14 Wthorn FY
bull Uniform load w2
w2 frac14 WT=LT
bull Saddle loads Q10 amp Q2
0
Q10 frac14 w2
hethL1 thorn L2THORN2 L2
3
i=2L1
Q20 frac14 WT Q1
0
Select worst case and calculate moments
M1 frac14 wn L22=2
M2 frac14 Q10Q1
0=2 wn
L2
M3 frac14 wn L23=2
Sample Problem
Given
B frac14 1575 ftL1 frac14 124 ftL2 frac14 24 ftL3 frac14 21 ftLT frac14 169 ft
LT
M2
M1 M3
WT
w1 or w2
W
L2
Q1 Q2
Fz
B
L1 L3
Figure 103 Data for uniform load case
Transportation and Erection of Pressure Vessels 651
W frac14 741 kipsKY frac14 5KZ frac14 6
Calculation
FZ frac14 KZ W frac14 6 eth741THORN frac14 4446 kips
FY frac14 KY W frac14 5 eth741THORN frac14 3705 kips
WT frac14 Wthorn FY
frac14 741thorn 3705 frac14 1 1115 kips
w1 frac14 W=LT frac14 741=169 frac14 438 kips=ft
w2 frac14 WT=LT frac14 11115=169 frac14 658 kips=ft
F2 frac14 ethFZ BTHORN=L1 frac14 frac124446 eth1575THORN=124frac14 5647 kips
Case 1 Adding Load for FZ
bull Saddle loads Q1 Q2 Q10 Q2
0
Q1 frac14 w1
hethL1 thorn L2THORN2L2
3
i2 L1
frac14 438heth124thorn 24THORN2212
i2124
frac14 379 kips
Q10 frac14 Q1 F2 frac14 379 565 frac14 3225 kips
Q2 frac14 W Q1 frac14 741 379 frac14 362 kips
Q20 frac14 Q2 thorn F2 frac14 362thorn 565 frac14 4185 kips
Case 2 Adding Load for FY
bull Saddle loads Q10 amp Q2
0
Q10 frac14 w2
hethL1 thorn L2THORN2L2
3
i2 L1
frac14 658heth124thorn 24THORN2212
i2124
frac14 569 kips
Q10 frac14 WT Q1
0 frac14 11115 569
frac14 5425 kips
Worst case is Case 2Determine moments
M1 frac14 w2 L2
2
2 frac14
658242
2
frac14 1 895 ft kips
M2 frac14 Q10Q1
0=2 w2
L2
frac14 569 eth569=eth2$658THORN 24THORN frac14 10 946 ft kips
M3 frac14 w2 L2
3
2 frac14
658212
2 frac14 1 450 ft kips
Use these moments and loads to determine stresses inshell
652 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 653
654 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 655
Tension Bands on Saddles
NotationAr frac14 area required in2
As frac14 area of bolt in2
Ab frac14 area of band required in2
Aw frac14 allowable load on weld lbinB frac14 saddle height ind frac14 bolt diameter inf frac14 load on weld kipsinFt frac14 allowable stress tension psi
Fx Fy Fz frac14 shipping external forces lbK frac14 maximum band spacing inN frac14 number of bands on one saddlePe frac14 equivalent external pressure psiR frac14 outside vessel radius inT frac14 tension load in band lb
T123 frac14 load cases in bolt and band lbTb frac14 tension load in bolt lbWs frac14 weight of one saddle lbb frac14 angle of tension bands degreessa frac14 stress in bolt psisb frac14 stress in band psi
656 Pressure Vessel Design Manual
bull Find tension in band T1 due to shipping forces onsaddle Fx and Fy
T1 frac14 cos b
FxB4RN
thorn Fy Ws
4N
bull Area required for bolt
Ar frac14 T1
Ft
bull Find bolt diameter d
d frac14ffiffiffiffiffiffiffiffi4Ar
p
r
Select nominal bolt diameter
As frac14bull Find maximum stress in bolt due to manualwrenching sa
sa frac14 45 000ffiffiffid
p
bull Maximum tension load in bolts T2
T2 frac14 saAs
bull Load due to saddle weight T3
T3 frac14 Ws
2N
Note Include impact factor in weight of saddle
bull Find maximum load T
T frac14 greater of T1 T2 or T3
bull Load on weld f
f frac14 T4[
bull Determine size of weld from table based on load f
Use w frac14bull Maximum band spacing K
K frac14 4ffiffiffiffiffiRt
p
1285
bull Find area required for tension band Ar
Ar frac14 TFt
Use
bull Check shell stresses due to force T Pe
Pe frac14 4TpRK
lt ASME factor ldquoBrdquo
Table 10-5Allowable load weld
Weld Size w E60XX E70XX
31616 in 239 278
frac14 in 318 37151616 in 398 464
⅜ in 477 55771616 in 556 650
Kipsin of weld
Transportation and Erection of Pressure Vessels 657
Alternate Procedure
Tension Band Notation
N frac14 Number of bands on one saddleQ frac14 Total load on one saddle LbsR frac14 Outside vessel radius inT frac14 Tension load in band Lbsb frac14 Angle of tension bands degrees
K1 frac14 Transverse shipping coefficientK2 frac14 Vertical shipping coefficientX frac14 Horizontal distance to centroid of saddle
reaction inY frac14 Vertical distance to centroid of saddle in
Calculation
bull Vertical distance to centroid of saddle Y
Y frac14 R sin q=q
bull Find angle a
a frac14 cos1 Y=R
bull Horizontal distance to centroid of saddle X
X frac14 R sina
bull Tension load in band T
T frac14 frac12Q frac12ethK1 Y=XTHORN thorn K2=frac122N cos b
Notes
1 Vertical reaction can be a result of longitudinal loadUse largest value
2 Use K2 frac14 0 for transverse case3 Use K1 frac14 0 for longitudinal case4 Use worst case of T1 or T2 and design the balance of
components per previous method
Example
K1 frac14 25K2 frac14 5Q frac14 500 kipsR frac14 925 inq frac14 75 frac14 1308 radb frac14 75N frac14 2
Y frac14 R sin qqY frac14 925 sin 75 1308 frac14 683 in
a frac14 cos-1 (Y R)a frac14 cos-1 (683 925) frac14 424o
X frac14 R sin a
X frac14 925 (sin 424) frac14 624 in
Transverse (K2 frac14 0)
T1 frac14 [Q [(K1 Y X) thorn K2]] [2N cos b]T1 frac14 [500 [(025$683624) thorn 0]] [2$2 cos 75] frac14
3435 kips
Longitudinal (K1 frac14 0)
T2 frac14 [Q [(K1 Y X) thorn K2]] [2N cos b]T2 frac14 [500 [0 thorn 05]] [2$2 cos 75] frac14 6304 kips
K2 W
K1 W
B
AX
TY
R
β α
θ
Figure 10-4 Dimensions of shipping saddle for alternatecase
658 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 659
Procedure 10-2 Erection of Pressure Vessels
The designer of pressure vessels and similar equipmentwill ultimately become involved in the movement trans-portation and erection of that equipment The degree ofthat involvement will vary due to the separation of dutiesand responsibilities of the parties concerned It is prudenthowever for the designer to plan for the eventuality ofthese events and to integrate these activities into theoriginal design If this planning is done properly thereis seldom a problem when the equipment gets to itsfinal destination Conversely there have been numerousproblems encountered when proper planning has notbeen done
There is also an economic benefit in including thelifting attachments in the base vessel bid and designThese lifting attachments are relatively inexpensive incomparison to the overall cost of the vessel and minusculecompared to the cost of the erection of the equipment Theerection alone for a major vessel can run into millions ofdollars If these attachments are added after the purchaseorder is awarded they can become expensive extras
There are also the consequences to life property andschedules if this activity is not carried out to a successfulconclusion Compared to the fabricated cost of the liftingattachments the consequences to life property andschedule are too important to leave the design of thesecomponents and their effect on the vessel to those not fullyversed in the design and analysis of pressure vessels
In addition it is important that the designer of the liftingattachments be in contact with the construction organi-zation that will be executing the lift This ensures that alllifting attachments meet the requirements imposed by thelifting equipment There are so many different methodsand techniques for the erection of vessels and the relatedcosts of each that a coordinated effort between thedesigner and erector is mandatory To avoid surprisesneither the designer nor the erector can afford to work ina vacuum To this end it is not advisable for the vesselfabricator to be responsible for the design if the fabricatoris not the chief coordinator of the transport and erection ofthe vessel
Vessels and related equipment can be erected ina variety of ways Vessels are erected by means of singlecranes multiple cranes gin poles jacking towers andother means The designer of the lifting attachmentsshould not attempt to dictate the erection method by thetypes of attachments that are designed for the vessel The
selection of one type of attachment versus another couldvery well do just that
Not every vessel needs to be designed for erection orhave lifting attachments Obviously the larger the vesselthe more complex the vessel the more expensive thevessel the more care and concern that should be taken intoaccount when designing the attachments and coordinatingthe lift The following listing will provide some guidelinesfor the provision of special lifting attachments and a liftinganalysis to be done In general provide lifting attachmentsfor the following cases
bull Vessels over 50000 lb (25 tons)bull Vessels with LD ratios greater than 5bull Vertical vessels greater than 8 ft in diameter or 50 ftin length
bull Vessels located in a structure or supported bya structure
bull High-alloy or heat-treated vessels (since it would notbe advisable for the field to be doing welding onthese vessels after they arrive on site and wire ropeslings could contaminate the vessel material)
bull Flare stacksbull Vessels with special transportation requirements
At the initial pick point when the vessel is still hori-zontal the load is shared between the lifting lugs and thetail beam or lug based on their respective distances to thevessel center of gravity As the lift proceeds a greaterpercentage of the load is shifted to the top lugs or trun-nions until the vessel is vertical and all of the load is thenon the top lugs At this point the tail beam or shackle canbe removed
During each degree of rotation the load on the lugstrunnions tailing device base ring and vessel shell arecontinually varying The loads on the welds attachingthese devices will also change The designer shouldevaluate these loadings at the various lift angles todetermine the worst coincident case
The worst case is dependent on the type of vessel andthe type of attachments For example there are threetypes of trunnions described in this procedure There isthe bare trunnion (Type 3) where the wire rope slidesaround the trunnion itself While the vessel is in thehorizontal position (initial pick point) the load producesa circumferential moment on the shell Once the vesselis in the upright position the same load produces
660 Pressure Vessel Design Manual
a longitudinal moment in the shell At all the interme-diate angles of lift there is a combination of circumfer-ential and longitudinal moments The designer shouldcheck the two worst cases at 0 and 90 and severalcombinations in between
The same trunnion could have a lifting lug welded tothe end of the trunnion (Type 1) This lug also producescircumferential and longitudinal moments in the shellHowever in addition this type of lug will producea torsional moment on the shell that is maximum at 0 andzero at 90 of angular rotation The rotating lug (Type 2)eliminates any torsional moment
There is one single lift angle that will produce themaximum stress in the vessel shell but no lift angle that isthe worst for all vessels The worst case is dependent onthe type of lift attachments distances weights and posi-tion relative to the center of gravity
The minimum lift location is the lowest pick point thatdoes not overstress the overhanging portion of the vesselThe maximum lift location is the highest pick point thatdoes not overstress the vessel between the tail and pickpoints These points become significant when locating thelift points to balance the stress at the top lug the overhangand the midspan stress
The use of side lugs can sometimes provide anadvantage by reducing the buckling stress at midspan andthe required lift height Side lugs allow for shorter boomlengths on a two-crane lift or gin poles A shorter boomlength in turn allows a higher lift capacity for the cranesThe lower the lug location on the shell the shorter the liftand the higher the allowable crane capacity This cantranslate into dollars as crane capacity is affected Thechallenge from the vessel side is the longitudinal bendingdue to the overhang and increased local shell stresses Allof these factors must be balanced to determine the lowestoverall cost of an erected vessel
Requirement for Erection and Setting of Vertical Vessels
The following is a brief synopsis of general recom-mendations regarding the setting leveling and shimmingof vertical vessels The following should be considered asguidelines only There are no codes or standards that areapplied In general company specifications containcontract requirements for the contractors scope of supplyor duties The following lists help to clarify generalconstruction practices with regard to the setting of verticalvessels and towers
Contractor Duties
1 Prepare tops of foundations (bush hammer ifrequired)
2 Perform surveying as required to establish center-lines sole plate or shim elevations at bottom of baseof equipment
3 Shimming4 Erect equipment5 Levelplumbing6 Final alignment7 Grouting8 Bolting
Tolerances
Out of vertical tolerance for vertical vessels unlessspecified otherwise shall be 01 of the vessel heightor about frac14 inch for every 20 feet to a maximum offrac34 inches
Soleplates (also called bearing pads levelingplates or embedments)
Soleplates are stainless steel plates 05 inches to075 inches thick set in grout on top of the foundation atthe exact height of the underside of the base plate Asa rule two soleplates should be installed per anchor boltone on each side of the bolt Depending on the towerdiameter and the distance between the anchor boltsanother soleplate may be installed between adjacentanchor bolts The dimensions of the soleplates will varyaccording to the width of the vessel base ring and vesselweight Soleplates are supported in place by a mixture ofPortland cement and sand in proportions 13 The vesselshould not be erected until the soleplates have been inplace for 28 days to allow for concrete curing Shims andsoleplates will remain in place after the grouting operation
Shims
Shims are used to provide precise leveling of the vesselShim packs may be grouted into the foundation in lieu ofsole plates but this practice is unusual Typically shimsare used on top of the sole plates for the leveling opera-tion Special shims may be required for unique applica-tions such as a large vessel supported on a braced framestructure with minimal contactbearing at each support
Transportation and Erection of Pressure Vessels 661
point The following are some guidelines for the use ofshims
1 Shims If left in place shall be stainless steel2 Shims must have rounded corners3 Shims will be fixed in place4 Shims shall be deburred5 Shims shall be full bearing6 Shims may be horseshoe type7 Shims thinner than 0001 inches are not allowed8 Shims with holes are not allowed9 Shims should be the full width of the base plate
LevelingStraightnessPlumbness
After the vessel has been placed on its foundation itmust be checked to be certain it is vertical and plumbLeveling is normally checked by use of two theodilites90 degrees apart The theodilites shall be spaced anadequate distance from the vessel to allow visual field ofthe entire height of the vessel Adjustments can be made tothe vessel alignment by means of wedges either poweredor not and then shimmed The wedges should not be leftin place after shimming
The vessel may be heated by the sun to a highertemperature on one side than the other This can createa slight ldquobananardquo effect which should be taken intoaccount when checking levelness The equation forcalculating the deflection from this effect is as follows
2 frac14 p D2 t H2 aDT
8 I
where2 frac14 Deflection inD frac14 Diameter ftT frac14 Thickness inH frac14 Height fta frac14 Coefficient of thermal expansion ininF
DT frac14 Temperature difference from one side of thecolumn to the other F
I frac14 Moment of inertia of vessel cross section ft4
Bolting
After the vessel is aligned and shimmed the nuts on theanchor bolts must be tightened The vessel should not be
left standing without the crane attached unless all anchorbolts have been tightened
The anchor bolts should not be tightened to theirmaximum load until the drypacking under the base plateis complete At this stage the base plate is suspendedbetween the soleplates until the drypack is installedSince the soleplates straddle the anchor bolts there isa chance of deforming the baseplate prior to the instal-lation of the drypack if the anchor bolts are overtightened
After drypacking the anchor bolts should be tight-ened to the correct torque to produce the maximumallowable bolt stress The anchor bolts should not betightened beyond the point of maximum allowable boltstress
Note that the initial anchor bolt tension does notincrease the maximum bolt tension caused by wind orearthquake This initial tension will only clamp the basering to the concrete Both are in equal compression untilthe external load is applied The external load reduces thecompression in the concrete before additional load isapplied to the bolts After the external load overcomes allthe compression in the concrete the stress in the bolt willincrease to the value it would have been had there been noinitial tension
Grouting
Grout under base plates shall provide full uniform loadtransfer between the bottom of the base plate and the topof the foundation Load transfer to the foundation must bethrough the grout not through the shims or soleplate
Prior to setting of the vessel the top of the foundationshould be bush hammered and cleaned This ensures thatthe grout will adhere to the surface of the foundation Bushhammering may be done strictly under the base plate oracross the entire top of the foundation
Once the vessel is leveled shimmed and bolted it isready to be grouted Grouting shall consist of filling thevoid area between the top of foundation and the undersideof base plate with cementatious grout The grout shall beinstalled in accordance with the manufacturers recom-mendations and any applicable contract specifications
Depending on the type of grout to be used grout damsmay be used
662 Pressure Vessel Design Manual
18
132 mm times 15 m SLINGSWL = 120 TON (SP)DOUBLE (2 PCS)SWL = 500 T times 40 m LENGTHSPREADER BEAM
SWL = 400T SHACKLE (4 NOS)
SWL = 400T SHACKLE (1 NO)
100 mm times 20 m SLINGSWL = 90 TON (SP)SWL = 737 TON (BH)DOUBLE (2 PCS)
90 mm times 15 m SLINGSWL = 60 TON (SP)SWL = 441 TON (BH)DOUBLE (2 PCS)
CounterWeight = 40ton
CounterWeight = 275ton
BOO
M 9
6m
90009000
620002000017000 100
0
100
0 13000
MAST 24m
oslash3840
oslash4160
1692
1829
1026
987
4
BOO
M 36m
Figure 10-5 Typical example of erection study
Transporta
tionandErectio
nofPressure
Vessels
663
Steps in Design
Given the overall weight and geometry of the vesseland the location of the center of gravity based on theerected weight apply the following steps to eithercomplete the design or analyze the design
Step 1 Select the type of lifting attachments as aninitial starting point
Lift end (also referred to as the ldquopick endrdquo)a Head lug Usually the simplest and most
economical and produces the least stressb Cone lug Similar to a head lug but located at
a conical transition section of the vesselc Side lug Complex and expensived Top flange lug The choice for high-pressure
vessels where the top center flange and head arevery rigid This method is uneconomical foraverage applications
e Side flange lug Rarely used because it requiresa very heavy nozzle and shell reinforcement
f Trunnions Simple and economical Used ona wide variety of vessels
g OtherTail end
a Tail beamb Tail lugc Choker (cinch) see later commentary
Tailing a column during erection with a wire ropechoker on the skirt above the base ring is a fairly commonprocedure Most experienced erectors are qualified toperform this procedure safely There are several advan-tages to using a tailing choker
bull Saves material design detailing and fabricationbull Simplifies concerns with lug and shippingorientations
bull May reduce overall height during transportation
There are situations and conditions that could make theuse of a tailing choker impractical costly and possiblyunsafe Provide tailing lugs or a tailing beam if
bull The column is more than about 10 feet in diameterThe larger the diameter the more difficult it is for thewire rope to cinch down and form a good choke onthe column
bull The tail load is so great that it requires the use ofslings greater than about 1frac12 inches in diameter Thelarger the diameter of the rope the less flexible it isand the more likely that it could slip up unexpectedlyduring erection
Step 2 Determine the forces T and P for all angles oferection
Step 3 Designcheck the lifting attachments for thetailing force T and pick force P
Step 4 Designcheck the base ring assembly forstresses due to tailing force T
Step 5 Determine the base ring stiffening configura-tion if required and design struts
Step 6 Check shell stresses due to bending during liftThis would include midspan as well as anyoverhang
Step 7 Analyze local loads in vessel shell and skirt dueto loads from attachments
Allowable Stresses
Per AISC
Tension
Ft frac14 06Fy on gross area
frac14 05Fu on effective net area
frac14 045Fy for pin-connected members
Compression(for short members only)
Fc frac14 Use buckling value
frac14 for vessel shell 133 ASME Factor B
Shear
Fs frac14 Net area of pin hole 045Fy
frac14 other than pin-connected members 04Fy
frac14 fillet welds in shear
E60XX 9600 lb=in or 13 600 psi
E70XX 11 200 lb=in or 15 800 psi
Bending
Fb frac14 06Fy to 075Fy depending on the shape of themember
Bearing
Fp frac14 09Fy
Combined
Shear and tension
sa
Fathorn sFs
1
664 Pressure Vessel Design Manual
Tension compression and bendingsa
Fathorn sb
Fb 1 or
sT
FTthorn sb
Fb 1
Note Custom-designed lifting devices that supportlifted loads are generally governed by ASME B3020ldquoBelow the hook lifting devicesrdquoUnder this specificationdesign stresses are limited to Fy3 The use of AISCallowables with a load factor of 18 or greater willgenerally meet this requirement
Notation
A frac14 area in2
Aa frac14 area available in2
Ab frac14 area bolt in2
An frac14 net cross-sectional area of lug in2
Ap frac14 area pin hole in2
Ar frac14 area required in2
As frac14 area strut in2 or shear area of boltsC frac14 lug dimension see sketchDo frac14 diameter vessel OD inD1 frac14 diameter lift hole inD2 frac14 diameter pin inD3 frac14 diameter pad eye inDsk frac14 diameter skirt inDm frac14 mean vessel diameter inE frac14 modulus of elasticity psifr frac14 tail end radial force lbfL frac14 tail end longitudinal force lbfs frac14 shear load lb or lbinFa frac14 allowable stress combined loading psiFb frac14 allowable stress bending psiFc frac14 allowable stress compression psiFp frac14 allowable stress bearing pressure psiFs frac14 allowable stress shear psiFt frac14 allowable stress tension psiFy frac14 minimum specified yield stress psiI frac14 moment of inertia in4
Jw frac14 polar moment of inertia of weld in4
K frac14 end connection coefficientKL frac14 overall load factor combining impact and safety
factors 15ndash20Ki frac14 impact factor 025ndash05Kr frac14 internal moment coefficient in circular ring due
to radial loadKs frac14 safety factorKT frac14 internal tensioncompression coefficient in
circular ring due to radial loadLs frac14 length of skirtbase stiffenerstrut in
M frac14 moment in-lbMb frac14 bending moment in-lbMC frac14 circumferential moment in-lbML frac14 longitudinal moment in-lbMT frac14 torsional moment in-lbNb frac14 number of bolts used in tail beam or flange
lugN frac14 width of flange of tail beam with a web stiffener
(N frac14 10 without web stiffener)nL frac14 number of head or side lugsP frac14 pick end load lbPe frac14 equivalent load lbPL frac14 longitudinal load per lug lbPr frac14 radial load lbPT frac14 transverse load per lug lbRb frac14 radius of base ring to neutral axis inr frac14 radius of gyration of strut in
Rc frac14 radius of bolt circle of flange inSu frac14 minimum specified tensile stress of bolts psitb frac14 thickness of base plate intg frac14 thickness of gusset intL frac14 thickness of lug intP frac14 thickness of pad eye ints frac14 thickness of shell inT frac14 tail end load lbTb frac14 bolt pretension load lbsTt frac14 tangential force lbw1 frac14 fillet weld size shell to re-padw2 frac14 fillet weld size re-pad to shellw3 frac14 fillet weld size pad eye to lugw4 frac14 fillet weld size base plate to skirtw5 frac14 uniform load on vessel lbinWE frac14 design erection weight lbWL frac14 erection weight lbZ frac14 section modulus in3
a frac14 angular position for moment coefficients in basering clockwise from 0
b frac14 angle between parallel beams degreess frac14 stress combined psisb frac14 stress bending psisp frac14 stress bearing psisc frac14 stress compression psiscr frac14 critical buckling stress psisT frac14 stress tension psis frac14 shear stress psisT frac14 torsional shear stress psiq frac14 lift angle degrees
qB frac14 minimum bearing contact angle degreesqH frac14 sling angle to lift line horizontal degreesqv frac14 sling angle to lift line vertical degrees
Transportation and Erection of Pressure Vessels 665
Procedure 10-3 Lifting Attachments and Terminology
666 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 667
668 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 669
670 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 671
Tailing Trunnion
Utilizes reinforced openings in skirt with through pipePipe is removed after erection and the openings used asskirt manways
Shell Flange Lug
Lifting Device Utilizing Top Body Flanges
672 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 673
Miscellaneous Lugs WL lt 60 kips
Calculations
Due to bending
tL frac14 6PTB
A2Fb
Due to shear
tL frac14 PTethA D1THORNFs
Due to tension
tL frac14 PLethA D1THORNFt
Notes
1 Table 10-6 is based on an allowable stress of 137ksi
2 Design each lug for a 21 safety factor3 Design each lug for a minimum 10 side force
Hertzian Stress Bearing
sp frac14 0418
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiE
PtL
ethR1 R2THORN
13
R1R2
vuuutlt 2Fy
Shear Load in WeldType 1 greater of following
sw frac14 6PTB
2A2
sw frac14 PL2A
Type 2 Use design for top head lug
Table 10-6Lug dimensions
WL kips A D1 B C tL w1 WL kips A D1 B C tL w1
4 3 088 15 2 05 025 20 7 175 3 3 1 038
6 35 1 163 2 063 025 25 7 238 4 4 1 044
8 4 113 175 2 063 025 35 8 238 4 4 1125 05
10 45 125 2 2 075 025 40 8 238 4 4 1125 063
12 5 138 213 3 088 025 45 8 288 4 4 1125 063
14 55 15 238 3 1 038 50 10 288 4 4 125 075
16 65 163 25 3 1 038 55 10 288 4 4 125 075
18 7 175 275 3 1 038 60 10 288 4 4 125 088
Figure 10-6 Dimensions and forces
674 Pressure Vessel Design Manual

638 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 639
640 Pressure Vessel Design Manual
Table 10-2Barge shipping forces
Transportation and Erection of Pressure Vessels 641
Pitch
Cases 3a and 3b
Forces in Vessel Due to Pitch
General
F frac14 ma frac14Wg
2pT
2Rqp180
F frac14 00214WRq
T2
f1 frac14 tan1
aR1
Fp frac14 00214WR1q1
T21
Case 3a Fy frac14 Fp sin f1
Fz frac14 Fp cos f1
Case 3b Fy frac14 Fp sin f1
Fz frac14 Fp cos f1
Roll
Case 2a q2 [ 30 max
Case 2b
Forces in Vessel Due to Roll
f2 frac14 tan1ed
R2 frac14 esin f2
FR frac14 00214WR2q2
T22
Case 2a Fy frac14 FR sin f2
Fx frac14 FR cos f2
Case 2b Fy frac14 FR sin f2
Fx frac14 FR cos f2
642 Pressure Vessel Design Manual
The job of the designer is to translate the loads resultingfrom the movement of the ship into loads applied to thepressure vessel that is stored either at or below decks Theship itself will rotate about its own center of buoyancy(CB) depending on the direction of the sea and the shiprsquosorientation to that direction of sea The vessel strapped toits deck is in turn affected by its location in relation to theCB of the ship For example if the CG of the vessel islocated near the CB of the ship the forces are minimizedThe farther apart the two are in relation to each other themore pronounced the effect on the vessel
The shiprsquos movement translates into loads on the threeprincipal axes of the vessel Saddles and lashings must bestrong enough to resist these external forces withoutexceeding some allowable stress point in the vessel Thepoint of application of the load is at the CG of the vesselThese loads affect the vessel in the same manner as
seismic forces do In fact the best way to think of theseloads is as vertical and horizontal seismic forces Verticalseismic forces either add or subtract to the weight of thevessel Horizontal seismic forces are either transverse orlongitudinal
The X Y and Z axes translate into and are equivalentto the following loadings in the vessel
X axis horizontal transverseY axis corresponds to vertical loads by either adding orsubtracting from the weight of the vesselZ axis longitudinal axis of the vessel All Z axis loadsare longitudinal loadings
Load Combinations for Sea Forces
1 dead load thorn sway thorn heave thorn wind2 dead load thorn surge thorn heave thorn wind
Transportation and Erection of Pressure Vessels 643
644 Pressure Vessel Design Manual
Axle Loads
The number of axles that must be placed under a load isdetermined by analyzing the weight restrictions andallowable bearing load from local state or national regu-lations The transportation contractor is responsible fordetermining the axle loads based on the equipment usedand the weight and distribution of the loads The author-ities that permit the load will require an analysis of the axleloads to ensure that the roadbed is not overloaded Axleloads include the weight of the vessel transport saddlesbeams hauler (tractor) dollies etc
There are three different methods used to distribute theloads to the axles
1 Flatbed This method uses conventional tractor-trailer assembly with various numbers of axles andwheels under the trailer bed to distribute the weightto the road surface
2 Bolstered This method is used for abnormally longloads in which the sets of axles are attached directlyto the load via the transport saddle Both sets ofaxles will have steering capabilities
3 Bolstered loads using equalizing transportingbeams This method is much the same as thebolstered long vessel load In this case the load istoo heavy for a flatbed yet too short for bolsteredaxles The solution is to utilize beams betweenbolsters to suspend the load
Transporter Stability
There are two types of stability checks that should beperformed on each load The first has to do with thetipping point of the load relative to the roadway as the loadshifts due to the camber of the road The second has to dowith the turning radius of bolstered loads As the load goesaround curves the CG shifts from being in line with thedollies to an eccentric condition In tight curves the
eccentricity of the load can overload the outer set ofwheels to the point of rollover The two cases are
1 Rollover stability due to road camber2 Turning stability due to turning radius
Case 1Due to the camber in roads the load will be subject to
various angles q that will change the location of the centerof gravity of the load On a flat surface the center of gravityis in line with the centerline of the trailer As the roadcamber increases the CG is steadily moved toward theouter set of wheels At some point the wheels are over-loaded on one side and the entire assembly reaches a tippingpoint Beyond this the trailer turns over and the load is lostThis condition has resulted in numerous rollovers
Case 2For bolstered loads the vessel must swivel on the deck
of the trailer in order to accommodate curves in the roadand corners As the curve or corner is negotiated theactual CG gets further away from the projected load pointThis is true whether you have a single pivoting bolster ortwo however the situation is more pronounced with thedouble pivoting case There have been a number of roll-overs as a result of the eccentricity ie shifting the load tothe outer row of wheels until the load becomes unstable
θ
Figure 101 Rollover stability
DOLLIEe
CG OF LOAD CENTERLINESUSPENDED LOAD
PROJECTEDLOAD POINT
Figure 102 Turning stability
Transportation and Erection of Pressure Vessels 645
646 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 647
Summary of LoadsForces on Vessels During Transportation
Table 10-3Transportation load coefficients K
Forces Road Rail Barge Ocean
Fx 05 10 095 10
Fy 15 20 13 15
Fz 10 15 15 15
Table 10-4Load per saddle due to transport forces
Due to Load per Saddle Diagram
Fx Q1 frac14 WsL2L1
thorn FxB
2A
Q2 frac14 WsL3L1
thorn FxB
2A
Fy Q1 frac14 ethWs thorn FyTHORNL2L1
Q2 frac14 ethWs thorn FyTHORNL3L1
Fz
Q1 frac14 WsL2L1
thorn FzB
L1
Q2 frac14 WsL3L1
thorn FzB
L1
648 Pressure Vessel Design Manual
Load Diagrams for Moments and Forces
Case 1
Note W frac14 weight of vessel plus any impact factors
OAL frac14 L1 thorn L2 thorn L3 w frac14 WOAL
Q1 frac14whethL1 thorn L2THORN2L2
3
i2L1
Q2 frac14 W Q1
M1 frac14 wL22
2
M2 frac14 Q1
Q1
2w L2
M3 frac14 wL23
2
Mx frac14 wethL2 XTHORN22
Mx1 frac14 wethL2 thorn X1THORN22
Q1X1
Mx2 frac14 wethL3 X2THORN22
Case 2
w1 frac14 W1
L2
w2 frac14 W2
L3
Q1 frac14 WL6
L1
Q2 frac14 W Q1
M1 frac14 w1L24
2
M2 frac14 M1 thornM3
2 w1L2
1
8
M3 frac14 w2L23
2
Transportation and Erection of Pressure Vessels 649
Case 3
Q1 frac14 WL1
2ethL1 thorn L2THORN WL2
2
2L1ethL1 thorn L2THORN
Q2 frac14 WL1
2ethL1 thorn L2THORN thornWL2
L1 thorn L2thorn WL2
2
2L1ethL1 thorn L2THORN
M1 frac14 Q21ethL1 thorn L2THORN
2W
M2 frac14 Q1L1 WL21
2ethL1 thorn L2THORN
Mx frac14 Q1XWX2
2ethL1 thorn L2THORN
Case 4
w1 frac14 W1
L2
w2 frac14 W2
L3
Q1 frac14 w1L2eth2L1 L2THORN thorn w2L23
2L1
Q2 frac14 w2L3eth2L1 L3THORN thorn w1L22
2L1
Moment at any point X from Q1
Mx frac14 Q1X w1X2
2
Moment at any point Y from Q2
My frac14 Q2ethL1 YTHORN w2ethL1 YTHORN22
650 Pressure Vessel Design Manual
Transportation-Vertical Vessel on Two Saddles UniformLoad Case With Incorporation of Shipping Factors
NotationF2 frac14 Additional load on Q2 LbsFZ frac14 Longitudinal loading due to shipping forces
LbsFY frac14 Vertical Loading due to shipping forces LbsKZ frac14 Longitudinal impact factorKY frac14 Vertical impact factor
Q1Q2 frac14 Saddle loads without impact factors LbsQ1
0Q20 frac14 Saddle loads with impact factors Lbs
W frac14 Shipping weight of vessel without impactfactors Lbs
WT frac14 Shipping weight with impact factors Lbsw1 frac14 Uniform load without FY LbsFtw2 frac14 Uniform load including FY LbsFt
NOTE Assume that FZ amp FY do not occur at the sametime
Case 1 Adding Load for Fz
bull Longitudinal load FZ
FZ frac14 KZ W
bull Uniform load w1
w1 frac14 W=LT
bull Additional load on saddle F2
F2 frac14 ethFZ BTHORN=L1
bull Saddle loads Q1 Q2 Q10 Q2
0
Q1 frac14 w1
hethL1 thorn L2THORN2L2
3
i2 L1
Q10 frac14 Q1 F2
Q2 frac14 W Q1
Q20 frac14 Q2 thorn F2
Case 2 Adding Loads for Fy
bull Longitudinal load FY
FY frac14 KY W
bull Vertical load FY
WT frac14 Wthorn FY
bull Uniform load w2
w2 frac14 WT=LT
bull Saddle loads Q10 amp Q2
0
Q10 frac14 w2
hethL1 thorn L2THORN2 L2
3
i=2L1
Q20 frac14 WT Q1
0
Select worst case and calculate moments
M1 frac14 wn L22=2
M2 frac14 Q10Q1
0=2 wn
L2
M3 frac14 wn L23=2
Sample Problem
Given
B frac14 1575 ftL1 frac14 124 ftL2 frac14 24 ftL3 frac14 21 ftLT frac14 169 ft
LT
M2
M1 M3
WT
w1 or w2
W
L2
Q1 Q2
Fz
B
L1 L3
Figure 103 Data for uniform load case
Transportation and Erection of Pressure Vessels 651
W frac14 741 kipsKY frac14 5KZ frac14 6
Calculation
FZ frac14 KZ W frac14 6 eth741THORN frac14 4446 kips
FY frac14 KY W frac14 5 eth741THORN frac14 3705 kips
WT frac14 Wthorn FY
frac14 741thorn 3705 frac14 1 1115 kips
w1 frac14 W=LT frac14 741=169 frac14 438 kips=ft
w2 frac14 WT=LT frac14 11115=169 frac14 658 kips=ft
F2 frac14 ethFZ BTHORN=L1 frac14 frac124446 eth1575THORN=124frac14 5647 kips
Case 1 Adding Load for FZ
bull Saddle loads Q1 Q2 Q10 Q2
0
Q1 frac14 w1
hethL1 thorn L2THORN2L2
3
i2 L1
frac14 438heth124thorn 24THORN2212
i2124
frac14 379 kips
Q10 frac14 Q1 F2 frac14 379 565 frac14 3225 kips
Q2 frac14 W Q1 frac14 741 379 frac14 362 kips
Q20 frac14 Q2 thorn F2 frac14 362thorn 565 frac14 4185 kips
Case 2 Adding Load for FY
bull Saddle loads Q10 amp Q2
0
Q10 frac14 w2
hethL1 thorn L2THORN2L2
3
i2 L1
frac14 658heth124thorn 24THORN2212
i2124
frac14 569 kips
Q10 frac14 WT Q1
0 frac14 11115 569
frac14 5425 kips
Worst case is Case 2Determine moments
M1 frac14 w2 L2
2
2 frac14
658242
2
frac14 1 895 ft kips
M2 frac14 Q10Q1
0=2 w2
L2
frac14 569 eth569=eth2$658THORN 24THORN frac14 10 946 ft kips
M3 frac14 w2 L2
3
2 frac14
658212
2 frac14 1 450 ft kips
Use these moments and loads to determine stresses inshell
652 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 653
654 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 655
Tension Bands on Saddles
NotationAr frac14 area required in2
As frac14 area of bolt in2
Ab frac14 area of band required in2
Aw frac14 allowable load on weld lbinB frac14 saddle height ind frac14 bolt diameter inf frac14 load on weld kipsinFt frac14 allowable stress tension psi
Fx Fy Fz frac14 shipping external forces lbK frac14 maximum band spacing inN frac14 number of bands on one saddlePe frac14 equivalent external pressure psiR frac14 outside vessel radius inT frac14 tension load in band lb
T123 frac14 load cases in bolt and band lbTb frac14 tension load in bolt lbWs frac14 weight of one saddle lbb frac14 angle of tension bands degreessa frac14 stress in bolt psisb frac14 stress in band psi
656 Pressure Vessel Design Manual
bull Find tension in band T1 due to shipping forces onsaddle Fx and Fy
T1 frac14 cos b
FxB4RN
thorn Fy Ws
4N
bull Area required for bolt
Ar frac14 T1
Ft
bull Find bolt diameter d
d frac14ffiffiffiffiffiffiffiffi4Ar
p
r
Select nominal bolt diameter
As frac14bull Find maximum stress in bolt due to manualwrenching sa
sa frac14 45 000ffiffiffid
p
bull Maximum tension load in bolts T2
T2 frac14 saAs
bull Load due to saddle weight T3
T3 frac14 Ws
2N
Note Include impact factor in weight of saddle
bull Find maximum load T
T frac14 greater of T1 T2 or T3
bull Load on weld f
f frac14 T4[
bull Determine size of weld from table based on load f
Use w frac14bull Maximum band spacing K
K frac14 4ffiffiffiffiffiRt
p
1285
bull Find area required for tension band Ar
Ar frac14 TFt
Use
bull Check shell stresses due to force T Pe
Pe frac14 4TpRK
lt ASME factor ldquoBrdquo
Table 10-5Allowable load weld
Weld Size w E60XX E70XX
31616 in 239 278
frac14 in 318 37151616 in 398 464
⅜ in 477 55771616 in 556 650
Kipsin of weld
Transportation and Erection of Pressure Vessels 657
Alternate Procedure
Tension Band Notation
N frac14 Number of bands on one saddleQ frac14 Total load on one saddle LbsR frac14 Outside vessel radius inT frac14 Tension load in band Lbsb frac14 Angle of tension bands degrees
K1 frac14 Transverse shipping coefficientK2 frac14 Vertical shipping coefficientX frac14 Horizontal distance to centroid of saddle
reaction inY frac14 Vertical distance to centroid of saddle in
Calculation
bull Vertical distance to centroid of saddle Y
Y frac14 R sin q=q
bull Find angle a
a frac14 cos1 Y=R
bull Horizontal distance to centroid of saddle X
X frac14 R sina
bull Tension load in band T
T frac14 frac12Q frac12ethK1 Y=XTHORN thorn K2=frac122N cos b
Notes
1 Vertical reaction can be a result of longitudinal loadUse largest value
2 Use K2 frac14 0 for transverse case3 Use K1 frac14 0 for longitudinal case4 Use worst case of T1 or T2 and design the balance of
components per previous method
Example
K1 frac14 25K2 frac14 5Q frac14 500 kipsR frac14 925 inq frac14 75 frac14 1308 radb frac14 75N frac14 2
Y frac14 R sin qqY frac14 925 sin 75 1308 frac14 683 in
a frac14 cos-1 (Y R)a frac14 cos-1 (683 925) frac14 424o
X frac14 R sin a
X frac14 925 (sin 424) frac14 624 in
Transverse (K2 frac14 0)
T1 frac14 [Q [(K1 Y X) thorn K2]] [2N cos b]T1 frac14 [500 [(025$683624) thorn 0]] [2$2 cos 75] frac14
3435 kips
Longitudinal (K1 frac14 0)
T2 frac14 [Q [(K1 Y X) thorn K2]] [2N cos b]T2 frac14 [500 [0 thorn 05]] [2$2 cos 75] frac14 6304 kips
K2 W
K1 W
B
AX
TY
R
β α
θ
Figure 10-4 Dimensions of shipping saddle for alternatecase
658 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 659
Procedure 10-2 Erection of Pressure Vessels
The designer of pressure vessels and similar equipmentwill ultimately become involved in the movement trans-portation and erection of that equipment The degree ofthat involvement will vary due to the separation of dutiesand responsibilities of the parties concerned It is prudenthowever for the designer to plan for the eventuality ofthese events and to integrate these activities into theoriginal design If this planning is done properly thereis seldom a problem when the equipment gets to itsfinal destination Conversely there have been numerousproblems encountered when proper planning has notbeen done
There is also an economic benefit in including thelifting attachments in the base vessel bid and designThese lifting attachments are relatively inexpensive incomparison to the overall cost of the vessel and minusculecompared to the cost of the erection of the equipment Theerection alone for a major vessel can run into millions ofdollars If these attachments are added after the purchaseorder is awarded they can become expensive extras
There are also the consequences to life property andschedules if this activity is not carried out to a successfulconclusion Compared to the fabricated cost of the liftingattachments the consequences to life property andschedule are too important to leave the design of thesecomponents and their effect on the vessel to those not fullyversed in the design and analysis of pressure vessels
In addition it is important that the designer of the liftingattachments be in contact with the construction organi-zation that will be executing the lift This ensures that alllifting attachments meet the requirements imposed by thelifting equipment There are so many different methodsand techniques for the erection of vessels and the relatedcosts of each that a coordinated effort between thedesigner and erector is mandatory To avoid surprisesneither the designer nor the erector can afford to work ina vacuum To this end it is not advisable for the vesselfabricator to be responsible for the design if the fabricatoris not the chief coordinator of the transport and erection ofthe vessel
Vessels and related equipment can be erected ina variety of ways Vessels are erected by means of singlecranes multiple cranes gin poles jacking towers andother means The designer of the lifting attachmentsshould not attempt to dictate the erection method by thetypes of attachments that are designed for the vessel The
selection of one type of attachment versus another couldvery well do just that
Not every vessel needs to be designed for erection orhave lifting attachments Obviously the larger the vesselthe more complex the vessel the more expensive thevessel the more care and concern that should be taken intoaccount when designing the attachments and coordinatingthe lift The following listing will provide some guidelinesfor the provision of special lifting attachments and a liftinganalysis to be done In general provide lifting attachmentsfor the following cases
bull Vessels over 50000 lb (25 tons)bull Vessels with LD ratios greater than 5bull Vertical vessels greater than 8 ft in diameter or 50 ftin length
bull Vessels located in a structure or supported bya structure
bull High-alloy or heat-treated vessels (since it would notbe advisable for the field to be doing welding onthese vessels after they arrive on site and wire ropeslings could contaminate the vessel material)
bull Flare stacksbull Vessels with special transportation requirements
At the initial pick point when the vessel is still hori-zontal the load is shared between the lifting lugs and thetail beam or lug based on their respective distances to thevessel center of gravity As the lift proceeds a greaterpercentage of the load is shifted to the top lugs or trun-nions until the vessel is vertical and all of the load is thenon the top lugs At this point the tail beam or shackle canbe removed
During each degree of rotation the load on the lugstrunnions tailing device base ring and vessel shell arecontinually varying The loads on the welds attachingthese devices will also change The designer shouldevaluate these loadings at the various lift angles todetermine the worst coincident case
The worst case is dependent on the type of vessel andthe type of attachments For example there are threetypes of trunnions described in this procedure There isthe bare trunnion (Type 3) where the wire rope slidesaround the trunnion itself While the vessel is in thehorizontal position (initial pick point) the load producesa circumferential moment on the shell Once the vesselis in the upright position the same load produces
660 Pressure Vessel Design Manual
a longitudinal moment in the shell At all the interme-diate angles of lift there is a combination of circumfer-ential and longitudinal moments The designer shouldcheck the two worst cases at 0 and 90 and severalcombinations in between
The same trunnion could have a lifting lug welded tothe end of the trunnion (Type 1) This lug also producescircumferential and longitudinal moments in the shellHowever in addition this type of lug will producea torsional moment on the shell that is maximum at 0 andzero at 90 of angular rotation The rotating lug (Type 2)eliminates any torsional moment
There is one single lift angle that will produce themaximum stress in the vessel shell but no lift angle that isthe worst for all vessels The worst case is dependent onthe type of lift attachments distances weights and posi-tion relative to the center of gravity
The minimum lift location is the lowest pick point thatdoes not overstress the overhanging portion of the vesselThe maximum lift location is the highest pick point thatdoes not overstress the vessel between the tail and pickpoints These points become significant when locating thelift points to balance the stress at the top lug the overhangand the midspan stress
The use of side lugs can sometimes provide anadvantage by reducing the buckling stress at midspan andthe required lift height Side lugs allow for shorter boomlengths on a two-crane lift or gin poles A shorter boomlength in turn allows a higher lift capacity for the cranesThe lower the lug location on the shell the shorter the liftand the higher the allowable crane capacity This cantranslate into dollars as crane capacity is affected Thechallenge from the vessel side is the longitudinal bendingdue to the overhang and increased local shell stresses Allof these factors must be balanced to determine the lowestoverall cost of an erected vessel
Requirement for Erection and Setting of Vertical Vessels
The following is a brief synopsis of general recom-mendations regarding the setting leveling and shimmingof vertical vessels The following should be considered asguidelines only There are no codes or standards that areapplied In general company specifications containcontract requirements for the contractors scope of supplyor duties The following lists help to clarify generalconstruction practices with regard to the setting of verticalvessels and towers
Contractor Duties
1 Prepare tops of foundations (bush hammer ifrequired)
2 Perform surveying as required to establish center-lines sole plate or shim elevations at bottom of baseof equipment
3 Shimming4 Erect equipment5 Levelplumbing6 Final alignment7 Grouting8 Bolting
Tolerances
Out of vertical tolerance for vertical vessels unlessspecified otherwise shall be 01 of the vessel heightor about frac14 inch for every 20 feet to a maximum offrac34 inches
Soleplates (also called bearing pads levelingplates or embedments)
Soleplates are stainless steel plates 05 inches to075 inches thick set in grout on top of the foundation atthe exact height of the underside of the base plate Asa rule two soleplates should be installed per anchor boltone on each side of the bolt Depending on the towerdiameter and the distance between the anchor boltsanother soleplate may be installed between adjacentanchor bolts The dimensions of the soleplates will varyaccording to the width of the vessel base ring and vesselweight Soleplates are supported in place by a mixture ofPortland cement and sand in proportions 13 The vesselshould not be erected until the soleplates have been inplace for 28 days to allow for concrete curing Shims andsoleplates will remain in place after the grouting operation
Shims
Shims are used to provide precise leveling of the vesselShim packs may be grouted into the foundation in lieu ofsole plates but this practice is unusual Typically shimsare used on top of the sole plates for the leveling opera-tion Special shims may be required for unique applica-tions such as a large vessel supported on a braced framestructure with minimal contactbearing at each support
Transportation and Erection of Pressure Vessels 661
point The following are some guidelines for the use ofshims
1 Shims If left in place shall be stainless steel2 Shims must have rounded corners3 Shims will be fixed in place4 Shims shall be deburred5 Shims shall be full bearing6 Shims may be horseshoe type7 Shims thinner than 0001 inches are not allowed8 Shims with holes are not allowed9 Shims should be the full width of the base plate
LevelingStraightnessPlumbness
After the vessel has been placed on its foundation itmust be checked to be certain it is vertical and plumbLeveling is normally checked by use of two theodilites90 degrees apart The theodilites shall be spaced anadequate distance from the vessel to allow visual field ofthe entire height of the vessel Adjustments can be made tothe vessel alignment by means of wedges either poweredor not and then shimmed The wedges should not be leftin place after shimming
The vessel may be heated by the sun to a highertemperature on one side than the other This can createa slight ldquobananardquo effect which should be taken intoaccount when checking levelness The equation forcalculating the deflection from this effect is as follows
2 frac14 p D2 t H2 aDT
8 I
where2 frac14 Deflection inD frac14 Diameter ftT frac14 Thickness inH frac14 Height fta frac14 Coefficient of thermal expansion ininF
DT frac14 Temperature difference from one side of thecolumn to the other F
I frac14 Moment of inertia of vessel cross section ft4
Bolting
After the vessel is aligned and shimmed the nuts on theanchor bolts must be tightened The vessel should not be
left standing without the crane attached unless all anchorbolts have been tightened
The anchor bolts should not be tightened to theirmaximum load until the drypacking under the base plateis complete At this stage the base plate is suspendedbetween the soleplates until the drypack is installedSince the soleplates straddle the anchor bolts there isa chance of deforming the baseplate prior to the instal-lation of the drypack if the anchor bolts are overtightened
After drypacking the anchor bolts should be tight-ened to the correct torque to produce the maximumallowable bolt stress The anchor bolts should not betightened beyond the point of maximum allowable boltstress
Note that the initial anchor bolt tension does notincrease the maximum bolt tension caused by wind orearthquake This initial tension will only clamp the basering to the concrete Both are in equal compression untilthe external load is applied The external load reduces thecompression in the concrete before additional load isapplied to the bolts After the external load overcomes allthe compression in the concrete the stress in the bolt willincrease to the value it would have been had there been noinitial tension
Grouting
Grout under base plates shall provide full uniform loadtransfer between the bottom of the base plate and the topof the foundation Load transfer to the foundation must bethrough the grout not through the shims or soleplate
Prior to setting of the vessel the top of the foundationshould be bush hammered and cleaned This ensures thatthe grout will adhere to the surface of the foundation Bushhammering may be done strictly under the base plate oracross the entire top of the foundation
Once the vessel is leveled shimmed and bolted it isready to be grouted Grouting shall consist of filling thevoid area between the top of foundation and the undersideof base plate with cementatious grout The grout shall beinstalled in accordance with the manufacturers recom-mendations and any applicable contract specifications
Depending on the type of grout to be used grout damsmay be used
662 Pressure Vessel Design Manual
18
132 mm times 15 m SLINGSWL = 120 TON (SP)DOUBLE (2 PCS)SWL = 500 T times 40 m LENGTHSPREADER BEAM
SWL = 400T SHACKLE (4 NOS)
SWL = 400T SHACKLE (1 NO)
100 mm times 20 m SLINGSWL = 90 TON (SP)SWL = 737 TON (BH)DOUBLE (2 PCS)
90 mm times 15 m SLINGSWL = 60 TON (SP)SWL = 441 TON (BH)DOUBLE (2 PCS)
CounterWeight = 40ton
CounterWeight = 275ton
BOO
M 9
6m
90009000
620002000017000 100
0
100
0 13000
MAST 24m
oslash3840
oslash4160
1692
1829
1026
987
4
BOO
M 36m
Figure 10-5 Typical example of erection study
Transporta
tionandErectio
nofPressure
Vessels
663
Steps in Design
Given the overall weight and geometry of the vesseland the location of the center of gravity based on theerected weight apply the following steps to eithercomplete the design or analyze the design
Step 1 Select the type of lifting attachments as aninitial starting point
Lift end (also referred to as the ldquopick endrdquo)a Head lug Usually the simplest and most
economical and produces the least stressb Cone lug Similar to a head lug but located at
a conical transition section of the vesselc Side lug Complex and expensived Top flange lug The choice for high-pressure
vessels where the top center flange and head arevery rigid This method is uneconomical foraverage applications
e Side flange lug Rarely used because it requiresa very heavy nozzle and shell reinforcement
f Trunnions Simple and economical Used ona wide variety of vessels
g OtherTail end
a Tail beamb Tail lugc Choker (cinch) see later commentary
Tailing a column during erection with a wire ropechoker on the skirt above the base ring is a fairly commonprocedure Most experienced erectors are qualified toperform this procedure safely There are several advan-tages to using a tailing choker
bull Saves material design detailing and fabricationbull Simplifies concerns with lug and shippingorientations
bull May reduce overall height during transportation
There are situations and conditions that could make theuse of a tailing choker impractical costly and possiblyunsafe Provide tailing lugs or a tailing beam if
bull The column is more than about 10 feet in diameterThe larger the diameter the more difficult it is for thewire rope to cinch down and form a good choke onthe column
bull The tail load is so great that it requires the use ofslings greater than about 1frac12 inches in diameter Thelarger the diameter of the rope the less flexible it isand the more likely that it could slip up unexpectedlyduring erection
Step 2 Determine the forces T and P for all angles oferection
Step 3 Designcheck the lifting attachments for thetailing force T and pick force P
Step 4 Designcheck the base ring assembly forstresses due to tailing force T
Step 5 Determine the base ring stiffening configura-tion if required and design struts
Step 6 Check shell stresses due to bending during liftThis would include midspan as well as anyoverhang
Step 7 Analyze local loads in vessel shell and skirt dueto loads from attachments
Allowable Stresses
Per AISC
Tension
Ft frac14 06Fy on gross area
frac14 05Fu on effective net area
frac14 045Fy for pin-connected members
Compression(for short members only)
Fc frac14 Use buckling value
frac14 for vessel shell 133 ASME Factor B
Shear
Fs frac14 Net area of pin hole 045Fy
frac14 other than pin-connected members 04Fy
frac14 fillet welds in shear
E60XX 9600 lb=in or 13 600 psi
E70XX 11 200 lb=in or 15 800 psi
Bending
Fb frac14 06Fy to 075Fy depending on the shape of themember
Bearing
Fp frac14 09Fy
Combined
Shear and tension
sa
Fathorn sFs
1
664 Pressure Vessel Design Manual
Tension compression and bendingsa
Fathorn sb
Fb 1 or
sT
FTthorn sb
Fb 1
Note Custom-designed lifting devices that supportlifted loads are generally governed by ASME B3020ldquoBelow the hook lifting devicesrdquoUnder this specificationdesign stresses are limited to Fy3 The use of AISCallowables with a load factor of 18 or greater willgenerally meet this requirement
Notation
A frac14 area in2
Aa frac14 area available in2
Ab frac14 area bolt in2
An frac14 net cross-sectional area of lug in2
Ap frac14 area pin hole in2
Ar frac14 area required in2
As frac14 area strut in2 or shear area of boltsC frac14 lug dimension see sketchDo frac14 diameter vessel OD inD1 frac14 diameter lift hole inD2 frac14 diameter pin inD3 frac14 diameter pad eye inDsk frac14 diameter skirt inDm frac14 mean vessel diameter inE frac14 modulus of elasticity psifr frac14 tail end radial force lbfL frac14 tail end longitudinal force lbfs frac14 shear load lb or lbinFa frac14 allowable stress combined loading psiFb frac14 allowable stress bending psiFc frac14 allowable stress compression psiFp frac14 allowable stress bearing pressure psiFs frac14 allowable stress shear psiFt frac14 allowable stress tension psiFy frac14 minimum specified yield stress psiI frac14 moment of inertia in4
Jw frac14 polar moment of inertia of weld in4
K frac14 end connection coefficientKL frac14 overall load factor combining impact and safety
factors 15ndash20Ki frac14 impact factor 025ndash05Kr frac14 internal moment coefficient in circular ring due
to radial loadKs frac14 safety factorKT frac14 internal tensioncompression coefficient in
circular ring due to radial loadLs frac14 length of skirtbase stiffenerstrut in
M frac14 moment in-lbMb frac14 bending moment in-lbMC frac14 circumferential moment in-lbML frac14 longitudinal moment in-lbMT frac14 torsional moment in-lbNb frac14 number of bolts used in tail beam or flange
lugN frac14 width of flange of tail beam with a web stiffener
(N frac14 10 without web stiffener)nL frac14 number of head or side lugsP frac14 pick end load lbPe frac14 equivalent load lbPL frac14 longitudinal load per lug lbPr frac14 radial load lbPT frac14 transverse load per lug lbRb frac14 radius of base ring to neutral axis inr frac14 radius of gyration of strut in
Rc frac14 radius of bolt circle of flange inSu frac14 minimum specified tensile stress of bolts psitb frac14 thickness of base plate intg frac14 thickness of gusset intL frac14 thickness of lug intP frac14 thickness of pad eye ints frac14 thickness of shell inT frac14 tail end load lbTb frac14 bolt pretension load lbsTt frac14 tangential force lbw1 frac14 fillet weld size shell to re-padw2 frac14 fillet weld size re-pad to shellw3 frac14 fillet weld size pad eye to lugw4 frac14 fillet weld size base plate to skirtw5 frac14 uniform load on vessel lbinWE frac14 design erection weight lbWL frac14 erection weight lbZ frac14 section modulus in3
a frac14 angular position for moment coefficients in basering clockwise from 0
b frac14 angle between parallel beams degreess frac14 stress combined psisb frac14 stress bending psisp frac14 stress bearing psisc frac14 stress compression psiscr frac14 critical buckling stress psisT frac14 stress tension psis frac14 shear stress psisT frac14 torsional shear stress psiq frac14 lift angle degrees
qB frac14 minimum bearing contact angle degreesqH frac14 sling angle to lift line horizontal degreesqv frac14 sling angle to lift line vertical degrees
Transportation and Erection of Pressure Vessels 665
Procedure 10-3 Lifting Attachments and Terminology
666 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 667
668 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 669
670 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 671
Tailing Trunnion
Utilizes reinforced openings in skirt with through pipePipe is removed after erection and the openings used asskirt manways
Shell Flange Lug
Lifting Device Utilizing Top Body Flanges
672 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 673
Miscellaneous Lugs WL lt 60 kips
Calculations
Due to bending
tL frac14 6PTB
A2Fb
Due to shear
tL frac14 PTethA D1THORNFs
Due to tension
tL frac14 PLethA D1THORNFt
Notes
1 Table 10-6 is based on an allowable stress of 137ksi
2 Design each lug for a 21 safety factor3 Design each lug for a minimum 10 side force
Hertzian Stress Bearing
sp frac14 0418
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiE
PtL
ethR1 R2THORN
13
R1R2
vuuutlt 2Fy
Shear Load in WeldType 1 greater of following
sw frac14 6PTB
2A2
sw frac14 PL2A
Type 2 Use design for top head lug
Table 10-6Lug dimensions
WL kips A D1 B C tL w1 WL kips A D1 B C tL w1
4 3 088 15 2 05 025 20 7 175 3 3 1 038
6 35 1 163 2 063 025 25 7 238 4 4 1 044
8 4 113 175 2 063 025 35 8 238 4 4 1125 05
10 45 125 2 2 075 025 40 8 238 4 4 1125 063
12 5 138 213 3 088 025 45 8 288 4 4 1125 063
14 55 15 238 3 1 038 50 10 288 4 4 125 075
16 65 163 25 3 1 038 55 10 288 4 4 125 075
18 7 175 275 3 1 038 60 10 288 4 4 125 088
Figure 10-6 Dimensions and forces
674 Pressure Vessel Design Manual

Transportation and Erection of Pressure Vessels 639
640 Pressure Vessel Design Manual
Table 10-2Barge shipping forces
Transportation and Erection of Pressure Vessels 641
Pitch
Cases 3a and 3b
Forces in Vessel Due to Pitch
General
F frac14 ma frac14Wg
2pT
2Rqp180
F frac14 00214WRq
T2
f1 frac14 tan1
aR1
Fp frac14 00214WR1q1
T21
Case 3a Fy frac14 Fp sin f1
Fz frac14 Fp cos f1
Case 3b Fy frac14 Fp sin f1
Fz frac14 Fp cos f1
Roll
Case 2a q2 [ 30 max
Case 2b
Forces in Vessel Due to Roll
f2 frac14 tan1ed
R2 frac14 esin f2
FR frac14 00214WR2q2
T22
Case 2a Fy frac14 FR sin f2
Fx frac14 FR cos f2
Case 2b Fy frac14 FR sin f2
Fx frac14 FR cos f2
642 Pressure Vessel Design Manual
The job of the designer is to translate the loads resultingfrom the movement of the ship into loads applied to thepressure vessel that is stored either at or below decks Theship itself will rotate about its own center of buoyancy(CB) depending on the direction of the sea and the shiprsquosorientation to that direction of sea The vessel strapped toits deck is in turn affected by its location in relation to theCB of the ship For example if the CG of the vessel islocated near the CB of the ship the forces are minimizedThe farther apart the two are in relation to each other themore pronounced the effect on the vessel
The shiprsquos movement translates into loads on the threeprincipal axes of the vessel Saddles and lashings must bestrong enough to resist these external forces withoutexceeding some allowable stress point in the vessel Thepoint of application of the load is at the CG of the vesselThese loads affect the vessel in the same manner as
seismic forces do In fact the best way to think of theseloads is as vertical and horizontal seismic forces Verticalseismic forces either add or subtract to the weight of thevessel Horizontal seismic forces are either transverse orlongitudinal
The X Y and Z axes translate into and are equivalentto the following loadings in the vessel
X axis horizontal transverseY axis corresponds to vertical loads by either adding orsubtracting from the weight of the vesselZ axis longitudinal axis of the vessel All Z axis loadsare longitudinal loadings
Load Combinations for Sea Forces
1 dead load thorn sway thorn heave thorn wind2 dead load thorn surge thorn heave thorn wind
Transportation and Erection of Pressure Vessels 643
644 Pressure Vessel Design Manual
Axle Loads
The number of axles that must be placed under a load isdetermined by analyzing the weight restrictions andallowable bearing load from local state or national regu-lations The transportation contractor is responsible fordetermining the axle loads based on the equipment usedand the weight and distribution of the loads The author-ities that permit the load will require an analysis of the axleloads to ensure that the roadbed is not overloaded Axleloads include the weight of the vessel transport saddlesbeams hauler (tractor) dollies etc
There are three different methods used to distribute theloads to the axles
1 Flatbed This method uses conventional tractor-trailer assembly with various numbers of axles andwheels under the trailer bed to distribute the weightto the road surface
2 Bolstered This method is used for abnormally longloads in which the sets of axles are attached directlyto the load via the transport saddle Both sets ofaxles will have steering capabilities
3 Bolstered loads using equalizing transportingbeams This method is much the same as thebolstered long vessel load In this case the load istoo heavy for a flatbed yet too short for bolsteredaxles The solution is to utilize beams betweenbolsters to suspend the load
Transporter Stability
There are two types of stability checks that should beperformed on each load The first has to do with thetipping point of the load relative to the roadway as the loadshifts due to the camber of the road The second has to dowith the turning radius of bolstered loads As the load goesaround curves the CG shifts from being in line with thedollies to an eccentric condition In tight curves the
eccentricity of the load can overload the outer set ofwheels to the point of rollover The two cases are
1 Rollover stability due to road camber2 Turning stability due to turning radius
Case 1Due to the camber in roads the load will be subject to
various angles q that will change the location of the centerof gravity of the load On a flat surface the center of gravityis in line with the centerline of the trailer As the roadcamber increases the CG is steadily moved toward theouter set of wheels At some point the wheels are over-loaded on one side and the entire assembly reaches a tippingpoint Beyond this the trailer turns over and the load is lostThis condition has resulted in numerous rollovers
Case 2For bolstered loads the vessel must swivel on the deck
of the trailer in order to accommodate curves in the roadand corners As the curve or corner is negotiated theactual CG gets further away from the projected load pointThis is true whether you have a single pivoting bolster ortwo however the situation is more pronounced with thedouble pivoting case There have been a number of roll-overs as a result of the eccentricity ie shifting the load tothe outer row of wheels until the load becomes unstable
θ
Figure 101 Rollover stability
DOLLIEe
CG OF LOAD CENTERLINESUSPENDED LOAD
PROJECTEDLOAD POINT
Figure 102 Turning stability
Transportation and Erection of Pressure Vessels 645
646 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 647
Summary of LoadsForces on Vessels During Transportation
Table 10-3Transportation load coefficients K
Forces Road Rail Barge Ocean
Fx 05 10 095 10
Fy 15 20 13 15
Fz 10 15 15 15
Table 10-4Load per saddle due to transport forces
Due to Load per Saddle Diagram
Fx Q1 frac14 WsL2L1
thorn FxB
2A
Q2 frac14 WsL3L1
thorn FxB
2A
Fy Q1 frac14 ethWs thorn FyTHORNL2L1
Q2 frac14 ethWs thorn FyTHORNL3L1
Fz
Q1 frac14 WsL2L1
thorn FzB
L1
Q2 frac14 WsL3L1
thorn FzB
L1
648 Pressure Vessel Design Manual
Load Diagrams for Moments and Forces
Case 1
Note W frac14 weight of vessel plus any impact factors
OAL frac14 L1 thorn L2 thorn L3 w frac14 WOAL
Q1 frac14whethL1 thorn L2THORN2L2
3
i2L1
Q2 frac14 W Q1
M1 frac14 wL22
2
M2 frac14 Q1
Q1
2w L2
M3 frac14 wL23
2
Mx frac14 wethL2 XTHORN22
Mx1 frac14 wethL2 thorn X1THORN22
Q1X1
Mx2 frac14 wethL3 X2THORN22
Case 2
w1 frac14 W1
L2
w2 frac14 W2
L3
Q1 frac14 WL6
L1
Q2 frac14 W Q1
M1 frac14 w1L24
2
M2 frac14 M1 thornM3
2 w1L2
1
8
M3 frac14 w2L23
2
Transportation and Erection of Pressure Vessels 649
Case 3
Q1 frac14 WL1
2ethL1 thorn L2THORN WL2
2
2L1ethL1 thorn L2THORN
Q2 frac14 WL1
2ethL1 thorn L2THORN thornWL2
L1 thorn L2thorn WL2
2
2L1ethL1 thorn L2THORN
M1 frac14 Q21ethL1 thorn L2THORN
2W
M2 frac14 Q1L1 WL21
2ethL1 thorn L2THORN
Mx frac14 Q1XWX2
2ethL1 thorn L2THORN
Case 4
w1 frac14 W1
L2
w2 frac14 W2
L3
Q1 frac14 w1L2eth2L1 L2THORN thorn w2L23
2L1
Q2 frac14 w2L3eth2L1 L3THORN thorn w1L22
2L1
Moment at any point X from Q1
Mx frac14 Q1X w1X2
2
Moment at any point Y from Q2
My frac14 Q2ethL1 YTHORN w2ethL1 YTHORN22
650 Pressure Vessel Design Manual
Transportation-Vertical Vessel on Two Saddles UniformLoad Case With Incorporation of Shipping Factors
NotationF2 frac14 Additional load on Q2 LbsFZ frac14 Longitudinal loading due to shipping forces
LbsFY frac14 Vertical Loading due to shipping forces LbsKZ frac14 Longitudinal impact factorKY frac14 Vertical impact factor
Q1Q2 frac14 Saddle loads without impact factors LbsQ1
0Q20 frac14 Saddle loads with impact factors Lbs
W frac14 Shipping weight of vessel without impactfactors Lbs
WT frac14 Shipping weight with impact factors Lbsw1 frac14 Uniform load without FY LbsFtw2 frac14 Uniform load including FY LbsFt
NOTE Assume that FZ amp FY do not occur at the sametime
Case 1 Adding Load for Fz
bull Longitudinal load FZ
FZ frac14 KZ W
bull Uniform load w1
w1 frac14 W=LT
bull Additional load on saddle F2
F2 frac14 ethFZ BTHORN=L1
bull Saddle loads Q1 Q2 Q10 Q2
0
Q1 frac14 w1
hethL1 thorn L2THORN2L2
3
i2 L1
Q10 frac14 Q1 F2
Q2 frac14 W Q1
Q20 frac14 Q2 thorn F2
Case 2 Adding Loads for Fy
bull Longitudinal load FY
FY frac14 KY W
bull Vertical load FY
WT frac14 Wthorn FY
bull Uniform load w2
w2 frac14 WT=LT
bull Saddle loads Q10 amp Q2
0
Q10 frac14 w2
hethL1 thorn L2THORN2 L2
3
i=2L1
Q20 frac14 WT Q1
0
Select worst case and calculate moments
M1 frac14 wn L22=2
M2 frac14 Q10Q1
0=2 wn
L2
M3 frac14 wn L23=2
Sample Problem
Given
B frac14 1575 ftL1 frac14 124 ftL2 frac14 24 ftL3 frac14 21 ftLT frac14 169 ft
LT
M2
M1 M3
WT
w1 or w2
W
L2
Q1 Q2
Fz
B
L1 L3
Figure 103 Data for uniform load case
Transportation and Erection of Pressure Vessels 651
W frac14 741 kipsKY frac14 5KZ frac14 6
Calculation
FZ frac14 KZ W frac14 6 eth741THORN frac14 4446 kips
FY frac14 KY W frac14 5 eth741THORN frac14 3705 kips
WT frac14 Wthorn FY
frac14 741thorn 3705 frac14 1 1115 kips
w1 frac14 W=LT frac14 741=169 frac14 438 kips=ft
w2 frac14 WT=LT frac14 11115=169 frac14 658 kips=ft
F2 frac14 ethFZ BTHORN=L1 frac14 frac124446 eth1575THORN=124frac14 5647 kips
Case 1 Adding Load for FZ
bull Saddle loads Q1 Q2 Q10 Q2
0
Q1 frac14 w1
hethL1 thorn L2THORN2L2
3
i2 L1
frac14 438heth124thorn 24THORN2212
i2124
frac14 379 kips
Q10 frac14 Q1 F2 frac14 379 565 frac14 3225 kips
Q2 frac14 W Q1 frac14 741 379 frac14 362 kips
Q20 frac14 Q2 thorn F2 frac14 362thorn 565 frac14 4185 kips
Case 2 Adding Load for FY
bull Saddle loads Q10 amp Q2
0
Q10 frac14 w2
hethL1 thorn L2THORN2L2
3
i2 L1
frac14 658heth124thorn 24THORN2212
i2124
frac14 569 kips
Q10 frac14 WT Q1
0 frac14 11115 569
frac14 5425 kips
Worst case is Case 2Determine moments
M1 frac14 w2 L2
2
2 frac14
658242
2
frac14 1 895 ft kips
M2 frac14 Q10Q1
0=2 w2
L2
frac14 569 eth569=eth2$658THORN 24THORN frac14 10 946 ft kips
M3 frac14 w2 L2
3
2 frac14
658212
2 frac14 1 450 ft kips
Use these moments and loads to determine stresses inshell
652 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 653
654 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 655
Tension Bands on Saddles
NotationAr frac14 area required in2
As frac14 area of bolt in2
Ab frac14 area of band required in2
Aw frac14 allowable load on weld lbinB frac14 saddle height ind frac14 bolt diameter inf frac14 load on weld kipsinFt frac14 allowable stress tension psi
Fx Fy Fz frac14 shipping external forces lbK frac14 maximum band spacing inN frac14 number of bands on one saddlePe frac14 equivalent external pressure psiR frac14 outside vessel radius inT frac14 tension load in band lb
T123 frac14 load cases in bolt and band lbTb frac14 tension load in bolt lbWs frac14 weight of one saddle lbb frac14 angle of tension bands degreessa frac14 stress in bolt psisb frac14 stress in band psi
656 Pressure Vessel Design Manual
bull Find tension in band T1 due to shipping forces onsaddle Fx and Fy
T1 frac14 cos b
FxB4RN
thorn Fy Ws
4N
bull Area required for bolt
Ar frac14 T1
Ft
bull Find bolt diameter d
d frac14ffiffiffiffiffiffiffiffi4Ar
p
r
Select nominal bolt diameter
As frac14bull Find maximum stress in bolt due to manualwrenching sa
sa frac14 45 000ffiffiffid
p
bull Maximum tension load in bolts T2
T2 frac14 saAs
bull Load due to saddle weight T3
T3 frac14 Ws
2N
Note Include impact factor in weight of saddle
bull Find maximum load T
T frac14 greater of T1 T2 or T3
bull Load on weld f
f frac14 T4[
bull Determine size of weld from table based on load f
Use w frac14bull Maximum band spacing K
K frac14 4ffiffiffiffiffiRt
p
1285
bull Find area required for tension band Ar
Ar frac14 TFt
Use
bull Check shell stresses due to force T Pe
Pe frac14 4TpRK
lt ASME factor ldquoBrdquo
Table 10-5Allowable load weld
Weld Size w E60XX E70XX
31616 in 239 278
frac14 in 318 37151616 in 398 464
⅜ in 477 55771616 in 556 650
Kipsin of weld
Transportation and Erection of Pressure Vessels 657
Alternate Procedure
Tension Band Notation
N frac14 Number of bands on one saddleQ frac14 Total load on one saddle LbsR frac14 Outside vessel radius inT frac14 Tension load in band Lbsb frac14 Angle of tension bands degrees
K1 frac14 Transverse shipping coefficientK2 frac14 Vertical shipping coefficientX frac14 Horizontal distance to centroid of saddle
reaction inY frac14 Vertical distance to centroid of saddle in
Calculation
bull Vertical distance to centroid of saddle Y
Y frac14 R sin q=q
bull Find angle a
a frac14 cos1 Y=R
bull Horizontal distance to centroid of saddle X
X frac14 R sina
bull Tension load in band T
T frac14 frac12Q frac12ethK1 Y=XTHORN thorn K2=frac122N cos b
Notes
1 Vertical reaction can be a result of longitudinal loadUse largest value
2 Use K2 frac14 0 for transverse case3 Use K1 frac14 0 for longitudinal case4 Use worst case of T1 or T2 and design the balance of
components per previous method
Example
K1 frac14 25K2 frac14 5Q frac14 500 kipsR frac14 925 inq frac14 75 frac14 1308 radb frac14 75N frac14 2
Y frac14 R sin qqY frac14 925 sin 75 1308 frac14 683 in
a frac14 cos-1 (Y R)a frac14 cos-1 (683 925) frac14 424o
X frac14 R sin a
X frac14 925 (sin 424) frac14 624 in
Transverse (K2 frac14 0)
T1 frac14 [Q [(K1 Y X) thorn K2]] [2N cos b]T1 frac14 [500 [(025$683624) thorn 0]] [2$2 cos 75] frac14
3435 kips
Longitudinal (K1 frac14 0)
T2 frac14 [Q [(K1 Y X) thorn K2]] [2N cos b]T2 frac14 [500 [0 thorn 05]] [2$2 cos 75] frac14 6304 kips
K2 W
K1 W
B
AX
TY
R
β α
θ
Figure 10-4 Dimensions of shipping saddle for alternatecase
658 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 659
Procedure 10-2 Erection of Pressure Vessels
The designer of pressure vessels and similar equipmentwill ultimately become involved in the movement trans-portation and erection of that equipment The degree ofthat involvement will vary due to the separation of dutiesand responsibilities of the parties concerned It is prudenthowever for the designer to plan for the eventuality ofthese events and to integrate these activities into theoriginal design If this planning is done properly thereis seldom a problem when the equipment gets to itsfinal destination Conversely there have been numerousproblems encountered when proper planning has notbeen done
There is also an economic benefit in including thelifting attachments in the base vessel bid and designThese lifting attachments are relatively inexpensive incomparison to the overall cost of the vessel and minusculecompared to the cost of the erection of the equipment Theerection alone for a major vessel can run into millions ofdollars If these attachments are added after the purchaseorder is awarded they can become expensive extras
There are also the consequences to life property andschedules if this activity is not carried out to a successfulconclusion Compared to the fabricated cost of the liftingattachments the consequences to life property andschedule are too important to leave the design of thesecomponents and their effect on the vessel to those not fullyversed in the design and analysis of pressure vessels
In addition it is important that the designer of the liftingattachments be in contact with the construction organi-zation that will be executing the lift This ensures that alllifting attachments meet the requirements imposed by thelifting equipment There are so many different methodsand techniques for the erection of vessels and the relatedcosts of each that a coordinated effort between thedesigner and erector is mandatory To avoid surprisesneither the designer nor the erector can afford to work ina vacuum To this end it is not advisable for the vesselfabricator to be responsible for the design if the fabricatoris not the chief coordinator of the transport and erection ofthe vessel
Vessels and related equipment can be erected ina variety of ways Vessels are erected by means of singlecranes multiple cranes gin poles jacking towers andother means The designer of the lifting attachmentsshould not attempt to dictate the erection method by thetypes of attachments that are designed for the vessel The
selection of one type of attachment versus another couldvery well do just that
Not every vessel needs to be designed for erection orhave lifting attachments Obviously the larger the vesselthe more complex the vessel the more expensive thevessel the more care and concern that should be taken intoaccount when designing the attachments and coordinatingthe lift The following listing will provide some guidelinesfor the provision of special lifting attachments and a liftinganalysis to be done In general provide lifting attachmentsfor the following cases
bull Vessels over 50000 lb (25 tons)bull Vessels with LD ratios greater than 5bull Vertical vessels greater than 8 ft in diameter or 50 ftin length
bull Vessels located in a structure or supported bya structure
bull High-alloy or heat-treated vessels (since it would notbe advisable for the field to be doing welding onthese vessels after they arrive on site and wire ropeslings could contaminate the vessel material)
bull Flare stacksbull Vessels with special transportation requirements
At the initial pick point when the vessel is still hori-zontal the load is shared between the lifting lugs and thetail beam or lug based on their respective distances to thevessel center of gravity As the lift proceeds a greaterpercentage of the load is shifted to the top lugs or trun-nions until the vessel is vertical and all of the load is thenon the top lugs At this point the tail beam or shackle canbe removed
During each degree of rotation the load on the lugstrunnions tailing device base ring and vessel shell arecontinually varying The loads on the welds attachingthese devices will also change The designer shouldevaluate these loadings at the various lift angles todetermine the worst coincident case
The worst case is dependent on the type of vessel andthe type of attachments For example there are threetypes of trunnions described in this procedure There isthe bare trunnion (Type 3) where the wire rope slidesaround the trunnion itself While the vessel is in thehorizontal position (initial pick point) the load producesa circumferential moment on the shell Once the vesselis in the upright position the same load produces
660 Pressure Vessel Design Manual
a longitudinal moment in the shell At all the interme-diate angles of lift there is a combination of circumfer-ential and longitudinal moments The designer shouldcheck the two worst cases at 0 and 90 and severalcombinations in between
The same trunnion could have a lifting lug welded tothe end of the trunnion (Type 1) This lug also producescircumferential and longitudinal moments in the shellHowever in addition this type of lug will producea torsional moment on the shell that is maximum at 0 andzero at 90 of angular rotation The rotating lug (Type 2)eliminates any torsional moment
There is one single lift angle that will produce themaximum stress in the vessel shell but no lift angle that isthe worst for all vessels The worst case is dependent onthe type of lift attachments distances weights and posi-tion relative to the center of gravity
The minimum lift location is the lowest pick point thatdoes not overstress the overhanging portion of the vesselThe maximum lift location is the highest pick point thatdoes not overstress the vessel between the tail and pickpoints These points become significant when locating thelift points to balance the stress at the top lug the overhangand the midspan stress
The use of side lugs can sometimes provide anadvantage by reducing the buckling stress at midspan andthe required lift height Side lugs allow for shorter boomlengths on a two-crane lift or gin poles A shorter boomlength in turn allows a higher lift capacity for the cranesThe lower the lug location on the shell the shorter the liftand the higher the allowable crane capacity This cantranslate into dollars as crane capacity is affected Thechallenge from the vessel side is the longitudinal bendingdue to the overhang and increased local shell stresses Allof these factors must be balanced to determine the lowestoverall cost of an erected vessel
Requirement for Erection and Setting of Vertical Vessels
The following is a brief synopsis of general recom-mendations regarding the setting leveling and shimmingof vertical vessels The following should be considered asguidelines only There are no codes or standards that areapplied In general company specifications containcontract requirements for the contractors scope of supplyor duties The following lists help to clarify generalconstruction practices with regard to the setting of verticalvessels and towers
Contractor Duties
1 Prepare tops of foundations (bush hammer ifrequired)
2 Perform surveying as required to establish center-lines sole plate or shim elevations at bottom of baseof equipment
3 Shimming4 Erect equipment5 Levelplumbing6 Final alignment7 Grouting8 Bolting
Tolerances
Out of vertical tolerance for vertical vessels unlessspecified otherwise shall be 01 of the vessel heightor about frac14 inch for every 20 feet to a maximum offrac34 inches
Soleplates (also called bearing pads levelingplates or embedments)
Soleplates are stainless steel plates 05 inches to075 inches thick set in grout on top of the foundation atthe exact height of the underside of the base plate Asa rule two soleplates should be installed per anchor boltone on each side of the bolt Depending on the towerdiameter and the distance between the anchor boltsanother soleplate may be installed between adjacentanchor bolts The dimensions of the soleplates will varyaccording to the width of the vessel base ring and vesselweight Soleplates are supported in place by a mixture ofPortland cement and sand in proportions 13 The vesselshould not be erected until the soleplates have been inplace for 28 days to allow for concrete curing Shims andsoleplates will remain in place after the grouting operation
Shims
Shims are used to provide precise leveling of the vesselShim packs may be grouted into the foundation in lieu ofsole plates but this practice is unusual Typically shimsare used on top of the sole plates for the leveling opera-tion Special shims may be required for unique applica-tions such as a large vessel supported on a braced framestructure with minimal contactbearing at each support
Transportation and Erection of Pressure Vessels 661
point The following are some guidelines for the use ofshims
1 Shims If left in place shall be stainless steel2 Shims must have rounded corners3 Shims will be fixed in place4 Shims shall be deburred5 Shims shall be full bearing6 Shims may be horseshoe type7 Shims thinner than 0001 inches are not allowed8 Shims with holes are not allowed9 Shims should be the full width of the base plate
LevelingStraightnessPlumbness
After the vessel has been placed on its foundation itmust be checked to be certain it is vertical and plumbLeveling is normally checked by use of two theodilites90 degrees apart The theodilites shall be spaced anadequate distance from the vessel to allow visual field ofthe entire height of the vessel Adjustments can be made tothe vessel alignment by means of wedges either poweredor not and then shimmed The wedges should not be leftin place after shimming
The vessel may be heated by the sun to a highertemperature on one side than the other This can createa slight ldquobananardquo effect which should be taken intoaccount when checking levelness The equation forcalculating the deflection from this effect is as follows
2 frac14 p D2 t H2 aDT
8 I
where2 frac14 Deflection inD frac14 Diameter ftT frac14 Thickness inH frac14 Height fta frac14 Coefficient of thermal expansion ininF
DT frac14 Temperature difference from one side of thecolumn to the other F
I frac14 Moment of inertia of vessel cross section ft4
Bolting
After the vessel is aligned and shimmed the nuts on theanchor bolts must be tightened The vessel should not be
left standing without the crane attached unless all anchorbolts have been tightened
The anchor bolts should not be tightened to theirmaximum load until the drypacking under the base plateis complete At this stage the base plate is suspendedbetween the soleplates until the drypack is installedSince the soleplates straddle the anchor bolts there isa chance of deforming the baseplate prior to the instal-lation of the drypack if the anchor bolts are overtightened
After drypacking the anchor bolts should be tight-ened to the correct torque to produce the maximumallowable bolt stress The anchor bolts should not betightened beyond the point of maximum allowable boltstress
Note that the initial anchor bolt tension does notincrease the maximum bolt tension caused by wind orearthquake This initial tension will only clamp the basering to the concrete Both are in equal compression untilthe external load is applied The external load reduces thecompression in the concrete before additional load isapplied to the bolts After the external load overcomes allthe compression in the concrete the stress in the bolt willincrease to the value it would have been had there been noinitial tension
Grouting
Grout under base plates shall provide full uniform loadtransfer between the bottom of the base plate and the topof the foundation Load transfer to the foundation must bethrough the grout not through the shims or soleplate
Prior to setting of the vessel the top of the foundationshould be bush hammered and cleaned This ensures thatthe grout will adhere to the surface of the foundation Bushhammering may be done strictly under the base plate oracross the entire top of the foundation
Once the vessel is leveled shimmed and bolted it isready to be grouted Grouting shall consist of filling thevoid area between the top of foundation and the undersideof base plate with cementatious grout The grout shall beinstalled in accordance with the manufacturers recom-mendations and any applicable contract specifications
Depending on the type of grout to be used grout damsmay be used
662 Pressure Vessel Design Manual
18
132 mm times 15 m SLINGSWL = 120 TON (SP)DOUBLE (2 PCS)SWL = 500 T times 40 m LENGTHSPREADER BEAM
SWL = 400T SHACKLE (4 NOS)
SWL = 400T SHACKLE (1 NO)
100 mm times 20 m SLINGSWL = 90 TON (SP)SWL = 737 TON (BH)DOUBLE (2 PCS)
90 mm times 15 m SLINGSWL = 60 TON (SP)SWL = 441 TON (BH)DOUBLE (2 PCS)
CounterWeight = 40ton
CounterWeight = 275ton
BOO
M 9
6m
90009000
620002000017000 100
0
100
0 13000
MAST 24m
oslash3840
oslash4160
1692
1829
1026
987
4
BOO
M 36m
Figure 10-5 Typical example of erection study
Transporta
tionandErectio
nofPressure
Vessels
663
Steps in Design
Given the overall weight and geometry of the vesseland the location of the center of gravity based on theerected weight apply the following steps to eithercomplete the design or analyze the design
Step 1 Select the type of lifting attachments as aninitial starting point
Lift end (also referred to as the ldquopick endrdquo)a Head lug Usually the simplest and most
economical and produces the least stressb Cone lug Similar to a head lug but located at
a conical transition section of the vesselc Side lug Complex and expensived Top flange lug The choice for high-pressure
vessels where the top center flange and head arevery rigid This method is uneconomical foraverage applications
e Side flange lug Rarely used because it requiresa very heavy nozzle and shell reinforcement
f Trunnions Simple and economical Used ona wide variety of vessels
g OtherTail end
a Tail beamb Tail lugc Choker (cinch) see later commentary
Tailing a column during erection with a wire ropechoker on the skirt above the base ring is a fairly commonprocedure Most experienced erectors are qualified toperform this procedure safely There are several advan-tages to using a tailing choker
bull Saves material design detailing and fabricationbull Simplifies concerns with lug and shippingorientations
bull May reduce overall height during transportation
There are situations and conditions that could make theuse of a tailing choker impractical costly and possiblyunsafe Provide tailing lugs or a tailing beam if
bull The column is more than about 10 feet in diameterThe larger the diameter the more difficult it is for thewire rope to cinch down and form a good choke onthe column
bull The tail load is so great that it requires the use ofslings greater than about 1frac12 inches in diameter Thelarger the diameter of the rope the less flexible it isand the more likely that it could slip up unexpectedlyduring erection
Step 2 Determine the forces T and P for all angles oferection
Step 3 Designcheck the lifting attachments for thetailing force T and pick force P
Step 4 Designcheck the base ring assembly forstresses due to tailing force T
Step 5 Determine the base ring stiffening configura-tion if required and design struts
Step 6 Check shell stresses due to bending during liftThis would include midspan as well as anyoverhang
Step 7 Analyze local loads in vessel shell and skirt dueto loads from attachments
Allowable Stresses
Per AISC
Tension
Ft frac14 06Fy on gross area
frac14 05Fu on effective net area
frac14 045Fy for pin-connected members
Compression(for short members only)
Fc frac14 Use buckling value
frac14 for vessel shell 133 ASME Factor B
Shear
Fs frac14 Net area of pin hole 045Fy
frac14 other than pin-connected members 04Fy
frac14 fillet welds in shear
E60XX 9600 lb=in or 13 600 psi
E70XX 11 200 lb=in or 15 800 psi
Bending
Fb frac14 06Fy to 075Fy depending on the shape of themember
Bearing
Fp frac14 09Fy
Combined
Shear and tension
sa
Fathorn sFs
1
664 Pressure Vessel Design Manual
Tension compression and bendingsa
Fathorn sb
Fb 1 or
sT
FTthorn sb
Fb 1
Note Custom-designed lifting devices that supportlifted loads are generally governed by ASME B3020ldquoBelow the hook lifting devicesrdquoUnder this specificationdesign stresses are limited to Fy3 The use of AISCallowables with a load factor of 18 or greater willgenerally meet this requirement
Notation
A frac14 area in2
Aa frac14 area available in2
Ab frac14 area bolt in2
An frac14 net cross-sectional area of lug in2
Ap frac14 area pin hole in2
Ar frac14 area required in2
As frac14 area strut in2 or shear area of boltsC frac14 lug dimension see sketchDo frac14 diameter vessel OD inD1 frac14 diameter lift hole inD2 frac14 diameter pin inD3 frac14 diameter pad eye inDsk frac14 diameter skirt inDm frac14 mean vessel diameter inE frac14 modulus of elasticity psifr frac14 tail end radial force lbfL frac14 tail end longitudinal force lbfs frac14 shear load lb or lbinFa frac14 allowable stress combined loading psiFb frac14 allowable stress bending psiFc frac14 allowable stress compression psiFp frac14 allowable stress bearing pressure psiFs frac14 allowable stress shear psiFt frac14 allowable stress tension psiFy frac14 minimum specified yield stress psiI frac14 moment of inertia in4
Jw frac14 polar moment of inertia of weld in4
K frac14 end connection coefficientKL frac14 overall load factor combining impact and safety
factors 15ndash20Ki frac14 impact factor 025ndash05Kr frac14 internal moment coefficient in circular ring due
to radial loadKs frac14 safety factorKT frac14 internal tensioncompression coefficient in
circular ring due to radial loadLs frac14 length of skirtbase stiffenerstrut in
M frac14 moment in-lbMb frac14 bending moment in-lbMC frac14 circumferential moment in-lbML frac14 longitudinal moment in-lbMT frac14 torsional moment in-lbNb frac14 number of bolts used in tail beam or flange
lugN frac14 width of flange of tail beam with a web stiffener
(N frac14 10 without web stiffener)nL frac14 number of head or side lugsP frac14 pick end load lbPe frac14 equivalent load lbPL frac14 longitudinal load per lug lbPr frac14 radial load lbPT frac14 transverse load per lug lbRb frac14 radius of base ring to neutral axis inr frac14 radius of gyration of strut in
Rc frac14 radius of bolt circle of flange inSu frac14 minimum specified tensile stress of bolts psitb frac14 thickness of base plate intg frac14 thickness of gusset intL frac14 thickness of lug intP frac14 thickness of pad eye ints frac14 thickness of shell inT frac14 tail end load lbTb frac14 bolt pretension load lbsTt frac14 tangential force lbw1 frac14 fillet weld size shell to re-padw2 frac14 fillet weld size re-pad to shellw3 frac14 fillet weld size pad eye to lugw4 frac14 fillet weld size base plate to skirtw5 frac14 uniform load on vessel lbinWE frac14 design erection weight lbWL frac14 erection weight lbZ frac14 section modulus in3
a frac14 angular position for moment coefficients in basering clockwise from 0
b frac14 angle between parallel beams degreess frac14 stress combined psisb frac14 stress bending psisp frac14 stress bearing psisc frac14 stress compression psiscr frac14 critical buckling stress psisT frac14 stress tension psis frac14 shear stress psisT frac14 torsional shear stress psiq frac14 lift angle degrees
qB frac14 minimum bearing contact angle degreesqH frac14 sling angle to lift line horizontal degreesqv frac14 sling angle to lift line vertical degrees
Transportation and Erection of Pressure Vessels 665
Procedure 10-3 Lifting Attachments and Terminology
666 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 667
668 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 669
670 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 671
Tailing Trunnion
Utilizes reinforced openings in skirt with through pipePipe is removed after erection and the openings used asskirt manways
Shell Flange Lug
Lifting Device Utilizing Top Body Flanges
672 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 673
Miscellaneous Lugs WL lt 60 kips
Calculations
Due to bending
tL frac14 6PTB
A2Fb
Due to shear
tL frac14 PTethA D1THORNFs
Due to tension
tL frac14 PLethA D1THORNFt
Notes
1 Table 10-6 is based on an allowable stress of 137ksi
2 Design each lug for a 21 safety factor3 Design each lug for a minimum 10 side force
Hertzian Stress Bearing
sp frac14 0418
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiE
PtL
ethR1 R2THORN
13
R1R2
vuuutlt 2Fy
Shear Load in WeldType 1 greater of following
sw frac14 6PTB
2A2
sw frac14 PL2A
Type 2 Use design for top head lug
Table 10-6Lug dimensions
WL kips A D1 B C tL w1 WL kips A D1 B C tL w1
4 3 088 15 2 05 025 20 7 175 3 3 1 038
6 35 1 163 2 063 025 25 7 238 4 4 1 044
8 4 113 175 2 063 025 35 8 238 4 4 1125 05
10 45 125 2 2 075 025 40 8 238 4 4 1125 063
12 5 138 213 3 088 025 45 8 288 4 4 1125 063
14 55 15 238 3 1 038 50 10 288 4 4 125 075
16 65 163 25 3 1 038 55 10 288 4 4 125 075
18 7 175 275 3 1 038 60 10 288 4 4 125 088
Figure 10-6 Dimensions and forces
674 Pressure Vessel Design Manual

640 Pressure Vessel Design Manual
Table 10-2Barge shipping forces
Transportation and Erection of Pressure Vessels 641
Pitch
Cases 3a and 3b
Forces in Vessel Due to Pitch
General
F frac14 ma frac14Wg
2pT
2Rqp180
F frac14 00214WRq
T2
f1 frac14 tan1
aR1
Fp frac14 00214WR1q1
T21
Case 3a Fy frac14 Fp sin f1
Fz frac14 Fp cos f1
Case 3b Fy frac14 Fp sin f1
Fz frac14 Fp cos f1
Roll
Case 2a q2 [ 30 max
Case 2b
Forces in Vessel Due to Roll
f2 frac14 tan1ed
R2 frac14 esin f2
FR frac14 00214WR2q2
T22
Case 2a Fy frac14 FR sin f2
Fx frac14 FR cos f2
Case 2b Fy frac14 FR sin f2
Fx frac14 FR cos f2
642 Pressure Vessel Design Manual
The job of the designer is to translate the loads resultingfrom the movement of the ship into loads applied to thepressure vessel that is stored either at or below decks Theship itself will rotate about its own center of buoyancy(CB) depending on the direction of the sea and the shiprsquosorientation to that direction of sea The vessel strapped toits deck is in turn affected by its location in relation to theCB of the ship For example if the CG of the vessel islocated near the CB of the ship the forces are minimizedThe farther apart the two are in relation to each other themore pronounced the effect on the vessel
The shiprsquos movement translates into loads on the threeprincipal axes of the vessel Saddles and lashings must bestrong enough to resist these external forces withoutexceeding some allowable stress point in the vessel Thepoint of application of the load is at the CG of the vesselThese loads affect the vessel in the same manner as
seismic forces do In fact the best way to think of theseloads is as vertical and horizontal seismic forces Verticalseismic forces either add or subtract to the weight of thevessel Horizontal seismic forces are either transverse orlongitudinal
The X Y and Z axes translate into and are equivalentto the following loadings in the vessel
X axis horizontal transverseY axis corresponds to vertical loads by either adding orsubtracting from the weight of the vesselZ axis longitudinal axis of the vessel All Z axis loadsare longitudinal loadings
Load Combinations for Sea Forces
1 dead load thorn sway thorn heave thorn wind2 dead load thorn surge thorn heave thorn wind
Transportation and Erection of Pressure Vessels 643
644 Pressure Vessel Design Manual
Axle Loads
The number of axles that must be placed under a load isdetermined by analyzing the weight restrictions andallowable bearing load from local state or national regu-lations The transportation contractor is responsible fordetermining the axle loads based on the equipment usedand the weight and distribution of the loads The author-ities that permit the load will require an analysis of the axleloads to ensure that the roadbed is not overloaded Axleloads include the weight of the vessel transport saddlesbeams hauler (tractor) dollies etc
There are three different methods used to distribute theloads to the axles
1 Flatbed This method uses conventional tractor-trailer assembly with various numbers of axles andwheels under the trailer bed to distribute the weightto the road surface
2 Bolstered This method is used for abnormally longloads in which the sets of axles are attached directlyto the load via the transport saddle Both sets ofaxles will have steering capabilities
3 Bolstered loads using equalizing transportingbeams This method is much the same as thebolstered long vessel load In this case the load istoo heavy for a flatbed yet too short for bolsteredaxles The solution is to utilize beams betweenbolsters to suspend the load
Transporter Stability
There are two types of stability checks that should beperformed on each load The first has to do with thetipping point of the load relative to the roadway as the loadshifts due to the camber of the road The second has to dowith the turning radius of bolstered loads As the load goesaround curves the CG shifts from being in line with thedollies to an eccentric condition In tight curves the
eccentricity of the load can overload the outer set ofwheels to the point of rollover The two cases are
1 Rollover stability due to road camber2 Turning stability due to turning radius
Case 1Due to the camber in roads the load will be subject to
various angles q that will change the location of the centerof gravity of the load On a flat surface the center of gravityis in line with the centerline of the trailer As the roadcamber increases the CG is steadily moved toward theouter set of wheels At some point the wheels are over-loaded on one side and the entire assembly reaches a tippingpoint Beyond this the trailer turns over and the load is lostThis condition has resulted in numerous rollovers
Case 2For bolstered loads the vessel must swivel on the deck
of the trailer in order to accommodate curves in the roadand corners As the curve or corner is negotiated theactual CG gets further away from the projected load pointThis is true whether you have a single pivoting bolster ortwo however the situation is more pronounced with thedouble pivoting case There have been a number of roll-overs as a result of the eccentricity ie shifting the load tothe outer row of wheels until the load becomes unstable
θ
Figure 101 Rollover stability
DOLLIEe
CG OF LOAD CENTERLINESUSPENDED LOAD
PROJECTEDLOAD POINT
Figure 102 Turning stability
Transportation and Erection of Pressure Vessels 645
646 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 647
Summary of LoadsForces on Vessels During Transportation
Table 10-3Transportation load coefficients K
Forces Road Rail Barge Ocean
Fx 05 10 095 10
Fy 15 20 13 15
Fz 10 15 15 15
Table 10-4Load per saddle due to transport forces
Due to Load per Saddle Diagram
Fx Q1 frac14 WsL2L1
thorn FxB
2A
Q2 frac14 WsL3L1
thorn FxB
2A
Fy Q1 frac14 ethWs thorn FyTHORNL2L1
Q2 frac14 ethWs thorn FyTHORNL3L1
Fz
Q1 frac14 WsL2L1
thorn FzB
L1
Q2 frac14 WsL3L1
thorn FzB
L1
648 Pressure Vessel Design Manual
Load Diagrams for Moments and Forces
Case 1
Note W frac14 weight of vessel plus any impact factors
OAL frac14 L1 thorn L2 thorn L3 w frac14 WOAL
Q1 frac14whethL1 thorn L2THORN2L2
3
i2L1
Q2 frac14 W Q1
M1 frac14 wL22
2
M2 frac14 Q1
Q1
2w L2
M3 frac14 wL23
2
Mx frac14 wethL2 XTHORN22
Mx1 frac14 wethL2 thorn X1THORN22
Q1X1
Mx2 frac14 wethL3 X2THORN22
Case 2
w1 frac14 W1
L2
w2 frac14 W2
L3
Q1 frac14 WL6
L1
Q2 frac14 W Q1
M1 frac14 w1L24
2
M2 frac14 M1 thornM3
2 w1L2
1
8
M3 frac14 w2L23
2
Transportation and Erection of Pressure Vessels 649
Case 3
Q1 frac14 WL1
2ethL1 thorn L2THORN WL2
2
2L1ethL1 thorn L2THORN
Q2 frac14 WL1
2ethL1 thorn L2THORN thornWL2
L1 thorn L2thorn WL2
2
2L1ethL1 thorn L2THORN
M1 frac14 Q21ethL1 thorn L2THORN
2W
M2 frac14 Q1L1 WL21
2ethL1 thorn L2THORN
Mx frac14 Q1XWX2
2ethL1 thorn L2THORN
Case 4
w1 frac14 W1
L2
w2 frac14 W2
L3
Q1 frac14 w1L2eth2L1 L2THORN thorn w2L23
2L1
Q2 frac14 w2L3eth2L1 L3THORN thorn w1L22
2L1
Moment at any point X from Q1
Mx frac14 Q1X w1X2
2
Moment at any point Y from Q2
My frac14 Q2ethL1 YTHORN w2ethL1 YTHORN22
650 Pressure Vessel Design Manual
Transportation-Vertical Vessel on Two Saddles UniformLoad Case With Incorporation of Shipping Factors
NotationF2 frac14 Additional load on Q2 LbsFZ frac14 Longitudinal loading due to shipping forces
LbsFY frac14 Vertical Loading due to shipping forces LbsKZ frac14 Longitudinal impact factorKY frac14 Vertical impact factor
Q1Q2 frac14 Saddle loads without impact factors LbsQ1
0Q20 frac14 Saddle loads with impact factors Lbs
W frac14 Shipping weight of vessel without impactfactors Lbs
WT frac14 Shipping weight with impact factors Lbsw1 frac14 Uniform load without FY LbsFtw2 frac14 Uniform load including FY LbsFt
NOTE Assume that FZ amp FY do not occur at the sametime
Case 1 Adding Load for Fz
bull Longitudinal load FZ
FZ frac14 KZ W
bull Uniform load w1
w1 frac14 W=LT
bull Additional load on saddle F2
F2 frac14 ethFZ BTHORN=L1
bull Saddle loads Q1 Q2 Q10 Q2
0
Q1 frac14 w1
hethL1 thorn L2THORN2L2
3
i2 L1
Q10 frac14 Q1 F2
Q2 frac14 W Q1
Q20 frac14 Q2 thorn F2
Case 2 Adding Loads for Fy
bull Longitudinal load FY
FY frac14 KY W
bull Vertical load FY
WT frac14 Wthorn FY
bull Uniform load w2
w2 frac14 WT=LT
bull Saddle loads Q10 amp Q2
0
Q10 frac14 w2
hethL1 thorn L2THORN2 L2
3
i=2L1
Q20 frac14 WT Q1
0
Select worst case and calculate moments
M1 frac14 wn L22=2
M2 frac14 Q10Q1
0=2 wn
L2
M3 frac14 wn L23=2
Sample Problem
Given
B frac14 1575 ftL1 frac14 124 ftL2 frac14 24 ftL3 frac14 21 ftLT frac14 169 ft
LT
M2
M1 M3
WT
w1 or w2
W
L2
Q1 Q2
Fz
B
L1 L3
Figure 103 Data for uniform load case
Transportation and Erection of Pressure Vessels 651
W frac14 741 kipsKY frac14 5KZ frac14 6
Calculation
FZ frac14 KZ W frac14 6 eth741THORN frac14 4446 kips
FY frac14 KY W frac14 5 eth741THORN frac14 3705 kips
WT frac14 Wthorn FY
frac14 741thorn 3705 frac14 1 1115 kips
w1 frac14 W=LT frac14 741=169 frac14 438 kips=ft
w2 frac14 WT=LT frac14 11115=169 frac14 658 kips=ft
F2 frac14 ethFZ BTHORN=L1 frac14 frac124446 eth1575THORN=124frac14 5647 kips
Case 1 Adding Load for FZ
bull Saddle loads Q1 Q2 Q10 Q2
0
Q1 frac14 w1
hethL1 thorn L2THORN2L2
3
i2 L1
frac14 438heth124thorn 24THORN2212
i2124
frac14 379 kips
Q10 frac14 Q1 F2 frac14 379 565 frac14 3225 kips
Q2 frac14 W Q1 frac14 741 379 frac14 362 kips
Q20 frac14 Q2 thorn F2 frac14 362thorn 565 frac14 4185 kips
Case 2 Adding Load for FY
bull Saddle loads Q10 amp Q2
0
Q10 frac14 w2
hethL1 thorn L2THORN2L2
3
i2 L1
frac14 658heth124thorn 24THORN2212
i2124
frac14 569 kips
Q10 frac14 WT Q1
0 frac14 11115 569
frac14 5425 kips
Worst case is Case 2Determine moments
M1 frac14 w2 L2
2
2 frac14
658242
2
frac14 1 895 ft kips
M2 frac14 Q10Q1
0=2 w2
L2
frac14 569 eth569=eth2$658THORN 24THORN frac14 10 946 ft kips
M3 frac14 w2 L2
3
2 frac14
658212
2 frac14 1 450 ft kips
Use these moments and loads to determine stresses inshell
652 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 653
654 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 655
Tension Bands on Saddles
NotationAr frac14 area required in2
As frac14 area of bolt in2
Ab frac14 area of band required in2
Aw frac14 allowable load on weld lbinB frac14 saddle height ind frac14 bolt diameter inf frac14 load on weld kipsinFt frac14 allowable stress tension psi
Fx Fy Fz frac14 shipping external forces lbK frac14 maximum band spacing inN frac14 number of bands on one saddlePe frac14 equivalent external pressure psiR frac14 outside vessel radius inT frac14 tension load in band lb
T123 frac14 load cases in bolt and band lbTb frac14 tension load in bolt lbWs frac14 weight of one saddle lbb frac14 angle of tension bands degreessa frac14 stress in bolt psisb frac14 stress in band psi
656 Pressure Vessel Design Manual
bull Find tension in band T1 due to shipping forces onsaddle Fx and Fy
T1 frac14 cos b
FxB4RN
thorn Fy Ws
4N
bull Area required for bolt
Ar frac14 T1
Ft
bull Find bolt diameter d
d frac14ffiffiffiffiffiffiffiffi4Ar
p
r
Select nominal bolt diameter
As frac14bull Find maximum stress in bolt due to manualwrenching sa
sa frac14 45 000ffiffiffid
p
bull Maximum tension load in bolts T2
T2 frac14 saAs
bull Load due to saddle weight T3
T3 frac14 Ws
2N
Note Include impact factor in weight of saddle
bull Find maximum load T
T frac14 greater of T1 T2 or T3
bull Load on weld f
f frac14 T4[
bull Determine size of weld from table based on load f
Use w frac14bull Maximum band spacing K
K frac14 4ffiffiffiffiffiRt
p
1285
bull Find area required for tension band Ar
Ar frac14 TFt
Use
bull Check shell stresses due to force T Pe
Pe frac14 4TpRK
lt ASME factor ldquoBrdquo
Table 10-5Allowable load weld
Weld Size w E60XX E70XX
31616 in 239 278
frac14 in 318 37151616 in 398 464
⅜ in 477 55771616 in 556 650
Kipsin of weld
Transportation and Erection of Pressure Vessels 657
Alternate Procedure
Tension Band Notation
N frac14 Number of bands on one saddleQ frac14 Total load on one saddle LbsR frac14 Outside vessel radius inT frac14 Tension load in band Lbsb frac14 Angle of tension bands degrees
K1 frac14 Transverse shipping coefficientK2 frac14 Vertical shipping coefficientX frac14 Horizontal distance to centroid of saddle
reaction inY frac14 Vertical distance to centroid of saddle in
Calculation
bull Vertical distance to centroid of saddle Y
Y frac14 R sin q=q
bull Find angle a
a frac14 cos1 Y=R
bull Horizontal distance to centroid of saddle X
X frac14 R sina
bull Tension load in band T
T frac14 frac12Q frac12ethK1 Y=XTHORN thorn K2=frac122N cos b
Notes
1 Vertical reaction can be a result of longitudinal loadUse largest value
2 Use K2 frac14 0 for transverse case3 Use K1 frac14 0 for longitudinal case4 Use worst case of T1 or T2 and design the balance of
components per previous method
Example
K1 frac14 25K2 frac14 5Q frac14 500 kipsR frac14 925 inq frac14 75 frac14 1308 radb frac14 75N frac14 2
Y frac14 R sin qqY frac14 925 sin 75 1308 frac14 683 in
a frac14 cos-1 (Y R)a frac14 cos-1 (683 925) frac14 424o
X frac14 R sin a
X frac14 925 (sin 424) frac14 624 in
Transverse (K2 frac14 0)
T1 frac14 [Q [(K1 Y X) thorn K2]] [2N cos b]T1 frac14 [500 [(025$683624) thorn 0]] [2$2 cos 75] frac14
3435 kips
Longitudinal (K1 frac14 0)
T2 frac14 [Q [(K1 Y X) thorn K2]] [2N cos b]T2 frac14 [500 [0 thorn 05]] [2$2 cos 75] frac14 6304 kips
K2 W
K1 W
B
AX
TY
R
β α
θ
Figure 10-4 Dimensions of shipping saddle for alternatecase
658 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 659
Procedure 10-2 Erection of Pressure Vessels
The designer of pressure vessels and similar equipmentwill ultimately become involved in the movement trans-portation and erection of that equipment The degree ofthat involvement will vary due to the separation of dutiesand responsibilities of the parties concerned It is prudenthowever for the designer to plan for the eventuality ofthese events and to integrate these activities into theoriginal design If this planning is done properly thereis seldom a problem when the equipment gets to itsfinal destination Conversely there have been numerousproblems encountered when proper planning has notbeen done
There is also an economic benefit in including thelifting attachments in the base vessel bid and designThese lifting attachments are relatively inexpensive incomparison to the overall cost of the vessel and minusculecompared to the cost of the erection of the equipment Theerection alone for a major vessel can run into millions ofdollars If these attachments are added after the purchaseorder is awarded they can become expensive extras
There are also the consequences to life property andschedules if this activity is not carried out to a successfulconclusion Compared to the fabricated cost of the liftingattachments the consequences to life property andschedule are too important to leave the design of thesecomponents and their effect on the vessel to those not fullyversed in the design and analysis of pressure vessels
In addition it is important that the designer of the liftingattachments be in contact with the construction organi-zation that will be executing the lift This ensures that alllifting attachments meet the requirements imposed by thelifting equipment There are so many different methodsand techniques for the erection of vessels and the relatedcosts of each that a coordinated effort between thedesigner and erector is mandatory To avoid surprisesneither the designer nor the erector can afford to work ina vacuum To this end it is not advisable for the vesselfabricator to be responsible for the design if the fabricatoris not the chief coordinator of the transport and erection ofthe vessel
Vessels and related equipment can be erected ina variety of ways Vessels are erected by means of singlecranes multiple cranes gin poles jacking towers andother means The designer of the lifting attachmentsshould not attempt to dictate the erection method by thetypes of attachments that are designed for the vessel The
selection of one type of attachment versus another couldvery well do just that
Not every vessel needs to be designed for erection orhave lifting attachments Obviously the larger the vesselthe more complex the vessel the more expensive thevessel the more care and concern that should be taken intoaccount when designing the attachments and coordinatingthe lift The following listing will provide some guidelinesfor the provision of special lifting attachments and a liftinganalysis to be done In general provide lifting attachmentsfor the following cases
bull Vessels over 50000 lb (25 tons)bull Vessels with LD ratios greater than 5bull Vertical vessels greater than 8 ft in diameter or 50 ftin length
bull Vessels located in a structure or supported bya structure
bull High-alloy or heat-treated vessels (since it would notbe advisable for the field to be doing welding onthese vessels after they arrive on site and wire ropeslings could contaminate the vessel material)
bull Flare stacksbull Vessels with special transportation requirements
At the initial pick point when the vessel is still hori-zontal the load is shared between the lifting lugs and thetail beam or lug based on their respective distances to thevessel center of gravity As the lift proceeds a greaterpercentage of the load is shifted to the top lugs or trun-nions until the vessel is vertical and all of the load is thenon the top lugs At this point the tail beam or shackle canbe removed
During each degree of rotation the load on the lugstrunnions tailing device base ring and vessel shell arecontinually varying The loads on the welds attachingthese devices will also change The designer shouldevaluate these loadings at the various lift angles todetermine the worst coincident case
The worst case is dependent on the type of vessel andthe type of attachments For example there are threetypes of trunnions described in this procedure There isthe bare trunnion (Type 3) where the wire rope slidesaround the trunnion itself While the vessel is in thehorizontal position (initial pick point) the load producesa circumferential moment on the shell Once the vesselis in the upright position the same load produces
660 Pressure Vessel Design Manual
a longitudinal moment in the shell At all the interme-diate angles of lift there is a combination of circumfer-ential and longitudinal moments The designer shouldcheck the two worst cases at 0 and 90 and severalcombinations in between
The same trunnion could have a lifting lug welded tothe end of the trunnion (Type 1) This lug also producescircumferential and longitudinal moments in the shellHowever in addition this type of lug will producea torsional moment on the shell that is maximum at 0 andzero at 90 of angular rotation The rotating lug (Type 2)eliminates any torsional moment
There is one single lift angle that will produce themaximum stress in the vessel shell but no lift angle that isthe worst for all vessels The worst case is dependent onthe type of lift attachments distances weights and posi-tion relative to the center of gravity
The minimum lift location is the lowest pick point thatdoes not overstress the overhanging portion of the vesselThe maximum lift location is the highest pick point thatdoes not overstress the vessel between the tail and pickpoints These points become significant when locating thelift points to balance the stress at the top lug the overhangand the midspan stress
The use of side lugs can sometimes provide anadvantage by reducing the buckling stress at midspan andthe required lift height Side lugs allow for shorter boomlengths on a two-crane lift or gin poles A shorter boomlength in turn allows a higher lift capacity for the cranesThe lower the lug location on the shell the shorter the liftand the higher the allowable crane capacity This cantranslate into dollars as crane capacity is affected Thechallenge from the vessel side is the longitudinal bendingdue to the overhang and increased local shell stresses Allof these factors must be balanced to determine the lowestoverall cost of an erected vessel
Requirement for Erection and Setting of Vertical Vessels
The following is a brief synopsis of general recom-mendations regarding the setting leveling and shimmingof vertical vessels The following should be considered asguidelines only There are no codes or standards that areapplied In general company specifications containcontract requirements for the contractors scope of supplyor duties The following lists help to clarify generalconstruction practices with regard to the setting of verticalvessels and towers
Contractor Duties
1 Prepare tops of foundations (bush hammer ifrequired)
2 Perform surveying as required to establish center-lines sole plate or shim elevations at bottom of baseof equipment
3 Shimming4 Erect equipment5 Levelplumbing6 Final alignment7 Grouting8 Bolting
Tolerances
Out of vertical tolerance for vertical vessels unlessspecified otherwise shall be 01 of the vessel heightor about frac14 inch for every 20 feet to a maximum offrac34 inches
Soleplates (also called bearing pads levelingplates or embedments)
Soleplates are stainless steel plates 05 inches to075 inches thick set in grout on top of the foundation atthe exact height of the underside of the base plate Asa rule two soleplates should be installed per anchor boltone on each side of the bolt Depending on the towerdiameter and the distance between the anchor boltsanother soleplate may be installed between adjacentanchor bolts The dimensions of the soleplates will varyaccording to the width of the vessel base ring and vesselweight Soleplates are supported in place by a mixture ofPortland cement and sand in proportions 13 The vesselshould not be erected until the soleplates have been inplace for 28 days to allow for concrete curing Shims andsoleplates will remain in place after the grouting operation
Shims
Shims are used to provide precise leveling of the vesselShim packs may be grouted into the foundation in lieu ofsole plates but this practice is unusual Typically shimsare used on top of the sole plates for the leveling opera-tion Special shims may be required for unique applica-tions such as a large vessel supported on a braced framestructure with minimal contactbearing at each support
Transportation and Erection of Pressure Vessels 661
point The following are some guidelines for the use ofshims
1 Shims If left in place shall be stainless steel2 Shims must have rounded corners3 Shims will be fixed in place4 Shims shall be deburred5 Shims shall be full bearing6 Shims may be horseshoe type7 Shims thinner than 0001 inches are not allowed8 Shims with holes are not allowed9 Shims should be the full width of the base plate
LevelingStraightnessPlumbness
After the vessel has been placed on its foundation itmust be checked to be certain it is vertical and plumbLeveling is normally checked by use of two theodilites90 degrees apart The theodilites shall be spaced anadequate distance from the vessel to allow visual field ofthe entire height of the vessel Adjustments can be made tothe vessel alignment by means of wedges either poweredor not and then shimmed The wedges should not be leftin place after shimming
The vessel may be heated by the sun to a highertemperature on one side than the other This can createa slight ldquobananardquo effect which should be taken intoaccount when checking levelness The equation forcalculating the deflection from this effect is as follows
2 frac14 p D2 t H2 aDT
8 I
where2 frac14 Deflection inD frac14 Diameter ftT frac14 Thickness inH frac14 Height fta frac14 Coefficient of thermal expansion ininF
DT frac14 Temperature difference from one side of thecolumn to the other F
I frac14 Moment of inertia of vessel cross section ft4
Bolting
After the vessel is aligned and shimmed the nuts on theanchor bolts must be tightened The vessel should not be
left standing without the crane attached unless all anchorbolts have been tightened
The anchor bolts should not be tightened to theirmaximum load until the drypacking under the base plateis complete At this stage the base plate is suspendedbetween the soleplates until the drypack is installedSince the soleplates straddle the anchor bolts there isa chance of deforming the baseplate prior to the instal-lation of the drypack if the anchor bolts are overtightened
After drypacking the anchor bolts should be tight-ened to the correct torque to produce the maximumallowable bolt stress The anchor bolts should not betightened beyond the point of maximum allowable boltstress
Note that the initial anchor bolt tension does notincrease the maximum bolt tension caused by wind orearthquake This initial tension will only clamp the basering to the concrete Both are in equal compression untilthe external load is applied The external load reduces thecompression in the concrete before additional load isapplied to the bolts After the external load overcomes allthe compression in the concrete the stress in the bolt willincrease to the value it would have been had there been noinitial tension
Grouting
Grout under base plates shall provide full uniform loadtransfer between the bottom of the base plate and the topof the foundation Load transfer to the foundation must bethrough the grout not through the shims or soleplate
Prior to setting of the vessel the top of the foundationshould be bush hammered and cleaned This ensures thatthe grout will adhere to the surface of the foundation Bushhammering may be done strictly under the base plate oracross the entire top of the foundation
Once the vessel is leveled shimmed and bolted it isready to be grouted Grouting shall consist of filling thevoid area between the top of foundation and the undersideof base plate with cementatious grout The grout shall beinstalled in accordance with the manufacturers recom-mendations and any applicable contract specifications
Depending on the type of grout to be used grout damsmay be used
662 Pressure Vessel Design Manual
18
132 mm times 15 m SLINGSWL = 120 TON (SP)DOUBLE (2 PCS)SWL = 500 T times 40 m LENGTHSPREADER BEAM
SWL = 400T SHACKLE (4 NOS)
SWL = 400T SHACKLE (1 NO)
100 mm times 20 m SLINGSWL = 90 TON (SP)SWL = 737 TON (BH)DOUBLE (2 PCS)
90 mm times 15 m SLINGSWL = 60 TON (SP)SWL = 441 TON (BH)DOUBLE (2 PCS)
CounterWeight = 40ton
CounterWeight = 275ton
BOO
M 9
6m
90009000
620002000017000 100
0
100
0 13000
MAST 24m
oslash3840
oslash4160
1692
1829
1026
987
4
BOO
M 36m
Figure 10-5 Typical example of erection study
Transporta
tionandErectio
nofPressure
Vessels
663
Steps in Design
Given the overall weight and geometry of the vesseland the location of the center of gravity based on theerected weight apply the following steps to eithercomplete the design or analyze the design
Step 1 Select the type of lifting attachments as aninitial starting point
Lift end (also referred to as the ldquopick endrdquo)a Head lug Usually the simplest and most
economical and produces the least stressb Cone lug Similar to a head lug but located at
a conical transition section of the vesselc Side lug Complex and expensived Top flange lug The choice for high-pressure
vessels where the top center flange and head arevery rigid This method is uneconomical foraverage applications
e Side flange lug Rarely used because it requiresa very heavy nozzle and shell reinforcement
f Trunnions Simple and economical Used ona wide variety of vessels
g OtherTail end
a Tail beamb Tail lugc Choker (cinch) see later commentary
Tailing a column during erection with a wire ropechoker on the skirt above the base ring is a fairly commonprocedure Most experienced erectors are qualified toperform this procedure safely There are several advan-tages to using a tailing choker
bull Saves material design detailing and fabricationbull Simplifies concerns with lug and shippingorientations
bull May reduce overall height during transportation
There are situations and conditions that could make theuse of a tailing choker impractical costly and possiblyunsafe Provide tailing lugs or a tailing beam if
bull The column is more than about 10 feet in diameterThe larger the diameter the more difficult it is for thewire rope to cinch down and form a good choke onthe column
bull The tail load is so great that it requires the use ofslings greater than about 1frac12 inches in diameter Thelarger the diameter of the rope the less flexible it isand the more likely that it could slip up unexpectedlyduring erection
Step 2 Determine the forces T and P for all angles oferection
Step 3 Designcheck the lifting attachments for thetailing force T and pick force P
Step 4 Designcheck the base ring assembly forstresses due to tailing force T
Step 5 Determine the base ring stiffening configura-tion if required and design struts
Step 6 Check shell stresses due to bending during liftThis would include midspan as well as anyoverhang
Step 7 Analyze local loads in vessel shell and skirt dueto loads from attachments
Allowable Stresses
Per AISC
Tension
Ft frac14 06Fy on gross area
frac14 05Fu on effective net area
frac14 045Fy for pin-connected members
Compression(for short members only)
Fc frac14 Use buckling value
frac14 for vessel shell 133 ASME Factor B
Shear
Fs frac14 Net area of pin hole 045Fy
frac14 other than pin-connected members 04Fy
frac14 fillet welds in shear
E60XX 9600 lb=in or 13 600 psi
E70XX 11 200 lb=in or 15 800 psi
Bending
Fb frac14 06Fy to 075Fy depending on the shape of themember
Bearing
Fp frac14 09Fy
Combined
Shear and tension
sa
Fathorn sFs
1
664 Pressure Vessel Design Manual
Tension compression and bendingsa
Fathorn sb
Fb 1 or
sT
FTthorn sb
Fb 1
Note Custom-designed lifting devices that supportlifted loads are generally governed by ASME B3020ldquoBelow the hook lifting devicesrdquoUnder this specificationdesign stresses are limited to Fy3 The use of AISCallowables with a load factor of 18 or greater willgenerally meet this requirement
Notation
A frac14 area in2
Aa frac14 area available in2
Ab frac14 area bolt in2
An frac14 net cross-sectional area of lug in2
Ap frac14 area pin hole in2
Ar frac14 area required in2
As frac14 area strut in2 or shear area of boltsC frac14 lug dimension see sketchDo frac14 diameter vessel OD inD1 frac14 diameter lift hole inD2 frac14 diameter pin inD3 frac14 diameter pad eye inDsk frac14 diameter skirt inDm frac14 mean vessel diameter inE frac14 modulus of elasticity psifr frac14 tail end radial force lbfL frac14 tail end longitudinal force lbfs frac14 shear load lb or lbinFa frac14 allowable stress combined loading psiFb frac14 allowable stress bending psiFc frac14 allowable stress compression psiFp frac14 allowable stress bearing pressure psiFs frac14 allowable stress shear psiFt frac14 allowable stress tension psiFy frac14 minimum specified yield stress psiI frac14 moment of inertia in4
Jw frac14 polar moment of inertia of weld in4
K frac14 end connection coefficientKL frac14 overall load factor combining impact and safety
factors 15ndash20Ki frac14 impact factor 025ndash05Kr frac14 internal moment coefficient in circular ring due
to radial loadKs frac14 safety factorKT frac14 internal tensioncompression coefficient in
circular ring due to radial loadLs frac14 length of skirtbase stiffenerstrut in
M frac14 moment in-lbMb frac14 bending moment in-lbMC frac14 circumferential moment in-lbML frac14 longitudinal moment in-lbMT frac14 torsional moment in-lbNb frac14 number of bolts used in tail beam or flange
lugN frac14 width of flange of tail beam with a web stiffener
(N frac14 10 without web stiffener)nL frac14 number of head or side lugsP frac14 pick end load lbPe frac14 equivalent load lbPL frac14 longitudinal load per lug lbPr frac14 radial load lbPT frac14 transverse load per lug lbRb frac14 radius of base ring to neutral axis inr frac14 radius of gyration of strut in
Rc frac14 radius of bolt circle of flange inSu frac14 minimum specified tensile stress of bolts psitb frac14 thickness of base plate intg frac14 thickness of gusset intL frac14 thickness of lug intP frac14 thickness of pad eye ints frac14 thickness of shell inT frac14 tail end load lbTb frac14 bolt pretension load lbsTt frac14 tangential force lbw1 frac14 fillet weld size shell to re-padw2 frac14 fillet weld size re-pad to shellw3 frac14 fillet weld size pad eye to lugw4 frac14 fillet weld size base plate to skirtw5 frac14 uniform load on vessel lbinWE frac14 design erection weight lbWL frac14 erection weight lbZ frac14 section modulus in3
a frac14 angular position for moment coefficients in basering clockwise from 0
b frac14 angle between parallel beams degreess frac14 stress combined psisb frac14 stress bending psisp frac14 stress bearing psisc frac14 stress compression psiscr frac14 critical buckling stress psisT frac14 stress tension psis frac14 shear stress psisT frac14 torsional shear stress psiq frac14 lift angle degrees
qB frac14 minimum bearing contact angle degreesqH frac14 sling angle to lift line horizontal degreesqv frac14 sling angle to lift line vertical degrees
Transportation and Erection of Pressure Vessels 665
Procedure 10-3 Lifting Attachments and Terminology
666 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 667
668 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 669
670 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 671
Tailing Trunnion
Utilizes reinforced openings in skirt with through pipePipe is removed after erection and the openings used asskirt manways
Shell Flange Lug
Lifting Device Utilizing Top Body Flanges
672 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 673
Miscellaneous Lugs WL lt 60 kips
Calculations
Due to bending
tL frac14 6PTB
A2Fb
Due to shear
tL frac14 PTethA D1THORNFs
Due to tension
tL frac14 PLethA D1THORNFt
Notes
1 Table 10-6 is based on an allowable stress of 137ksi
2 Design each lug for a 21 safety factor3 Design each lug for a minimum 10 side force
Hertzian Stress Bearing
sp frac14 0418
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiE
PtL
ethR1 R2THORN
13
R1R2
vuuutlt 2Fy
Shear Load in WeldType 1 greater of following
sw frac14 6PTB
2A2
sw frac14 PL2A
Type 2 Use design for top head lug
Table 10-6Lug dimensions
WL kips A D1 B C tL w1 WL kips A D1 B C tL w1
4 3 088 15 2 05 025 20 7 175 3 3 1 038
6 35 1 163 2 063 025 25 7 238 4 4 1 044
8 4 113 175 2 063 025 35 8 238 4 4 1125 05
10 45 125 2 2 075 025 40 8 238 4 4 1125 063
12 5 138 213 3 088 025 45 8 288 4 4 1125 063
14 55 15 238 3 1 038 50 10 288 4 4 125 075
16 65 163 25 3 1 038 55 10 288 4 4 125 075
18 7 175 275 3 1 038 60 10 288 4 4 125 088
Figure 10-6 Dimensions and forces
674 Pressure Vessel Design Manual

Table 10-2Barge shipping forces
Transportation and Erection of Pressure Vessels 641
Pitch
Cases 3a and 3b
Forces in Vessel Due to Pitch
General
F frac14 ma frac14Wg
2pT
2Rqp180
F frac14 00214WRq
T2
f1 frac14 tan1
aR1
Fp frac14 00214WR1q1
T21
Case 3a Fy frac14 Fp sin f1
Fz frac14 Fp cos f1
Case 3b Fy frac14 Fp sin f1
Fz frac14 Fp cos f1
Roll
Case 2a q2 [ 30 max
Case 2b
Forces in Vessel Due to Roll
f2 frac14 tan1ed
R2 frac14 esin f2
FR frac14 00214WR2q2
T22
Case 2a Fy frac14 FR sin f2
Fx frac14 FR cos f2
Case 2b Fy frac14 FR sin f2
Fx frac14 FR cos f2
642 Pressure Vessel Design Manual
The job of the designer is to translate the loads resultingfrom the movement of the ship into loads applied to thepressure vessel that is stored either at or below decks Theship itself will rotate about its own center of buoyancy(CB) depending on the direction of the sea and the shiprsquosorientation to that direction of sea The vessel strapped toits deck is in turn affected by its location in relation to theCB of the ship For example if the CG of the vessel islocated near the CB of the ship the forces are minimizedThe farther apart the two are in relation to each other themore pronounced the effect on the vessel
The shiprsquos movement translates into loads on the threeprincipal axes of the vessel Saddles and lashings must bestrong enough to resist these external forces withoutexceeding some allowable stress point in the vessel Thepoint of application of the load is at the CG of the vesselThese loads affect the vessel in the same manner as
seismic forces do In fact the best way to think of theseloads is as vertical and horizontal seismic forces Verticalseismic forces either add or subtract to the weight of thevessel Horizontal seismic forces are either transverse orlongitudinal
The X Y and Z axes translate into and are equivalentto the following loadings in the vessel
X axis horizontal transverseY axis corresponds to vertical loads by either adding orsubtracting from the weight of the vesselZ axis longitudinal axis of the vessel All Z axis loadsare longitudinal loadings
Load Combinations for Sea Forces
1 dead load thorn sway thorn heave thorn wind2 dead load thorn surge thorn heave thorn wind
Transportation and Erection of Pressure Vessels 643
644 Pressure Vessel Design Manual
Axle Loads
The number of axles that must be placed under a load isdetermined by analyzing the weight restrictions andallowable bearing load from local state or national regu-lations The transportation contractor is responsible fordetermining the axle loads based on the equipment usedand the weight and distribution of the loads The author-ities that permit the load will require an analysis of the axleloads to ensure that the roadbed is not overloaded Axleloads include the weight of the vessel transport saddlesbeams hauler (tractor) dollies etc
There are three different methods used to distribute theloads to the axles
1 Flatbed This method uses conventional tractor-trailer assembly with various numbers of axles andwheels under the trailer bed to distribute the weightto the road surface
2 Bolstered This method is used for abnormally longloads in which the sets of axles are attached directlyto the load via the transport saddle Both sets ofaxles will have steering capabilities
3 Bolstered loads using equalizing transportingbeams This method is much the same as thebolstered long vessel load In this case the load istoo heavy for a flatbed yet too short for bolsteredaxles The solution is to utilize beams betweenbolsters to suspend the load
Transporter Stability
There are two types of stability checks that should beperformed on each load The first has to do with thetipping point of the load relative to the roadway as the loadshifts due to the camber of the road The second has to dowith the turning radius of bolstered loads As the load goesaround curves the CG shifts from being in line with thedollies to an eccentric condition In tight curves the
eccentricity of the load can overload the outer set ofwheels to the point of rollover The two cases are
1 Rollover stability due to road camber2 Turning stability due to turning radius
Case 1Due to the camber in roads the load will be subject to
various angles q that will change the location of the centerof gravity of the load On a flat surface the center of gravityis in line with the centerline of the trailer As the roadcamber increases the CG is steadily moved toward theouter set of wheels At some point the wheels are over-loaded on one side and the entire assembly reaches a tippingpoint Beyond this the trailer turns over and the load is lostThis condition has resulted in numerous rollovers
Case 2For bolstered loads the vessel must swivel on the deck
of the trailer in order to accommodate curves in the roadand corners As the curve or corner is negotiated theactual CG gets further away from the projected load pointThis is true whether you have a single pivoting bolster ortwo however the situation is more pronounced with thedouble pivoting case There have been a number of roll-overs as a result of the eccentricity ie shifting the load tothe outer row of wheels until the load becomes unstable
θ
Figure 101 Rollover stability
DOLLIEe
CG OF LOAD CENTERLINESUSPENDED LOAD
PROJECTEDLOAD POINT
Figure 102 Turning stability
Transportation and Erection of Pressure Vessels 645
646 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 647
Summary of LoadsForces on Vessels During Transportation
Table 10-3Transportation load coefficients K
Forces Road Rail Barge Ocean
Fx 05 10 095 10
Fy 15 20 13 15
Fz 10 15 15 15
Table 10-4Load per saddle due to transport forces
Due to Load per Saddle Diagram
Fx Q1 frac14 WsL2L1
thorn FxB
2A
Q2 frac14 WsL3L1
thorn FxB
2A
Fy Q1 frac14 ethWs thorn FyTHORNL2L1
Q2 frac14 ethWs thorn FyTHORNL3L1
Fz
Q1 frac14 WsL2L1
thorn FzB
L1
Q2 frac14 WsL3L1
thorn FzB
L1
648 Pressure Vessel Design Manual
Load Diagrams for Moments and Forces
Case 1
Note W frac14 weight of vessel plus any impact factors
OAL frac14 L1 thorn L2 thorn L3 w frac14 WOAL
Q1 frac14whethL1 thorn L2THORN2L2
3
i2L1
Q2 frac14 W Q1
M1 frac14 wL22
2
M2 frac14 Q1
Q1
2w L2
M3 frac14 wL23
2
Mx frac14 wethL2 XTHORN22
Mx1 frac14 wethL2 thorn X1THORN22
Q1X1
Mx2 frac14 wethL3 X2THORN22
Case 2
w1 frac14 W1
L2
w2 frac14 W2
L3
Q1 frac14 WL6
L1
Q2 frac14 W Q1
M1 frac14 w1L24
2
M2 frac14 M1 thornM3
2 w1L2
1
8
M3 frac14 w2L23
2
Transportation and Erection of Pressure Vessels 649
Case 3
Q1 frac14 WL1
2ethL1 thorn L2THORN WL2
2
2L1ethL1 thorn L2THORN
Q2 frac14 WL1
2ethL1 thorn L2THORN thornWL2
L1 thorn L2thorn WL2
2
2L1ethL1 thorn L2THORN
M1 frac14 Q21ethL1 thorn L2THORN
2W
M2 frac14 Q1L1 WL21
2ethL1 thorn L2THORN
Mx frac14 Q1XWX2
2ethL1 thorn L2THORN
Case 4
w1 frac14 W1
L2
w2 frac14 W2
L3
Q1 frac14 w1L2eth2L1 L2THORN thorn w2L23
2L1
Q2 frac14 w2L3eth2L1 L3THORN thorn w1L22
2L1
Moment at any point X from Q1
Mx frac14 Q1X w1X2
2
Moment at any point Y from Q2
My frac14 Q2ethL1 YTHORN w2ethL1 YTHORN22
650 Pressure Vessel Design Manual
Transportation-Vertical Vessel on Two Saddles UniformLoad Case With Incorporation of Shipping Factors
NotationF2 frac14 Additional load on Q2 LbsFZ frac14 Longitudinal loading due to shipping forces
LbsFY frac14 Vertical Loading due to shipping forces LbsKZ frac14 Longitudinal impact factorKY frac14 Vertical impact factor
Q1Q2 frac14 Saddle loads without impact factors LbsQ1
0Q20 frac14 Saddle loads with impact factors Lbs
W frac14 Shipping weight of vessel without impactfactors Lbs
WT frac14 Shipping weight with impact factors Lbsw1 frac14 Uniform load without FY LbsFtw2 frac14 Uniform load including FY LbsFt
NOTE Assume that FZ amp FY do not occur at the sametime
Case 1 Adding Load for Fz
bull Longitudinal load FZ
FZ frac14 KZ W
bull Uniform load w1
w1 frac14 W=LT
bull Additional load on saddle F2
F2 frac14 ethFZ BTHORN=L1
bull Saddle loads Q1 Q2 Q10 Q2
0
Q1 frac14 w1
hethL1 thorn L2THORN2L2
3
i2 L1
Q10 frac14 Q1 F2
Q2 frac14 W Q1
Q20 frac14 Q2 thorn F2
Case 2 Adding Loads for Fy
bull Longitudinal load FY
FY frac14 KY W
bull Vertical load FY
WT frac14 Wthorn FY
bull Uniform load w2
w2 frac14 WT=LT
bull Saddle loads Q10 amp Q2
0
Q10 frac14 w2
hethL1 thorn L2THORN2 L2
3
i=2L1
Q20 frac14 WT Q1
0
Select worst case and calculate moments
M1 frac14 wn L22=2
M2 frac14 Q10Q1
0=2 wn
L2
M3 frac14 wn L23=2
Sample Problem
Given
B frac14 1575 ftL1 frac14 124 ftL2 frac14 24 ftL3 frac14 21 ftLT frac14 169 ft
LT
M2
M1 M3
WT
w1 or w2
W
L2
Q1 Q2
Fz
B
L1 L3
Figure 103 Data for uniform load case
Transportation and Erection of Pressure Vessels 651
W frac14 741 kipsKY frac14 5KZ frac14 6
Calculation
FZ frac14 KZ W frac14 6 eth741THORN frac14 4446 kips
FY frac14 KY W frac14 5 eth741THORN frac14 3705 kips
WT frac14 Wthorn FY
frac14 741thorn 3705 frac14 1 1115 kips
w1 frac14 W=LT frac14 741=169 frac14 438 kips=ft
w2 frac14 WT=LT frac14 11115=169 frac14 658 kips=ft
F2 frac14 ethFZ BTHORN=L1 frac14 frac124446 eth1575THORN=124frac14 5647 kips
Case 1 Adding Load for FZ
bull Saddle loads Q1 Q2 Q10 Q2
0
Q1 frac14 w1
hethL1 thorn L2THORN2L2
3
i2 L1
frac14 438heth124thorn 24THORN2212
i2124
frac14 379 kips
Q10 frac14 Q1 F2 frac14 379 565 frac14 3225 kips
Q2 frac14 W Q1 frac14 741 379 frac14 362 kips
Q20 frac14 Q2 thorn F2 frac14 362thorn 565 frac14 4185 kips
Case 2 Adding Load for FY
bull Saddle loads Q10 amp Q2
0
Q10 frac14 w2
hethL1 thorn L2THORN2L2
3
i2 L1
frac14 658heth124thorn 24THORN2212
i2124
frac14 569 kips
Q10 frac14 WT Q1
0 frac14 11115 569
frac14 5425 kips
Worst case is Case 2Determine moments
M1 frac14 w2 L2
2
2 frac14
658242
2
frac14 1 895 ft kips
M2 frac14 Q10Q1
0=2 w2
L2
frac14 569 eth569=eth2$658THORN 24THORN frac14 10 946 ft kips
M3 frac14 w2 L2
3
2 frac14
658212
2 frac14 1 450 ft kips
Use these moments and loads to determine stresses inshell
652 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 653
654 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 655
Tension Bands on Saddles
NotationAr frac14 area required in2
As frac14 area of bolt in2
Ab frac14 area of band required in2
Aw frac14 allowable load on weld lbinB frac14 saddle height ind frac14 bolt diameter inf frac14 load on weld kipsinFt frac14 allowable stress tension psi
Fx Fy Fz frac14 shipping external forces lbK frac14 maximum band spacing inN frac14 number of bands on one saddlePe frac14 equivalent external pressure psiR frac14 outside vessel radius inT frac14 tension load in band lb
T123 frac14 load cases in bolt and band lbTb frac14 tension load in bolt lbWs frac14 weight of one saddle lbb frac14 angle of tension bands degreessa frac14 stress in bolt psisb frac14 stress in band psi
656 Pressure Vessel Design Manual
bull Find tension in band T1 due to shipping forces onsaddle Fx and Fy
T1 frac14 cos b
FxB4RN
thorn Fy Ws
4N
bull Area required for bolt
Ar frac14 T1
Ft
bull Find bolt diameter d
d frac14ffiffiffiffiffiffiffiffi4Ar
p
r
Select nominal bolt diameter
As frac14bull Find maximum stress in bolt due to manualwrenching sa
sa frac14 45 000ffiffiffid
p
bull Maximum tension load in bolts T2
T2 frac14 saAs
bull Load due to saddle weight T3
T3 frac14 Ws
2N
Note Include impact factor in weight of saddle
bull Find maximum load T
T frac14 greater of T1 T2 or T3
bull Load on weld f
f frac14 T4[
bull Determine size of weld from table based on load f
Use w frac14bull Maximum band spacing K
K frac14 4ffiffiffiffiffiRt
p
1285
bull Find area required for tension band Ar
Ar frac14 TFt
Use
bull Check shell stresses due to force T Pe
Pe frac14 4TpRK
lt ASME factor ldquoBrdquo
Table 10-5Allowable load weld
Weld Size w E60XX E70XX
31616 in 239 278
frac14 in 318 37151616 in 398 464
⅜ in 477 55771616 in 556 650
Kipsin of weld
Transportation and Erection of Pressure Vessels 657
Alternate Procedure
Tension Band Notation
N frac14 Number of bands on one saddleQ frac14 Total load on one saddle LbsR frac14 Outside vessel radius inT frac14 Tension load in band Lbsb frac14 Angle of tension bands degrees
K1 frac14 Transverse shipping coefficientK2 frac14 Vertical shipping coefficientX frac14 Horizontal distance to centroid of saddle
reaction inY frac14 Vertical distance to centroid of saddle in
Calculation
bull Vertical distance to centroid of saddle Y
Y frac14 R sin q=q
bull Find angle a
a frac14 cos1 Y=R
bull Horizontal distance to centroid of saddle X
X frac14 R sina
bull Tension load in band T
T frac14 frac12Q frac12ethK1 Y=XTHORN thorn K2=frac122N cos b
Notes
1 Vertical reaction can be a result of longitudinal loadUse largest value
2 Use K2 frac14 0 for transverse case3 Use K1 frac14 0 for longitudinal case4 Use worst case of T1 or T2 and design the balance of
components per previous method
Example
K1 frac14 25K2 frac14 5Q frac14 500 kipsR frac14 925 inq frac14 75 frac14 1308 radb frac14 75N frac14 2
Y frac14 R sin qqY frac14 925 sin 75 1308 frac14 683 in
a frac14 cos-1 (Y R)a frac14 cos-1 (683 925) frac14 424o
X frac14 R sin a
X frac14 925 (sin 424) frac14 624 in
Transverse (K2 frac14 0)
T1 frac14 [Q [(K1 Y X) thorn K2]] [2N cos b]T1 frac14 [500 [(025$683624) thorn 0]] [2$2 cos 75] frac14
3435 kips
Longitudinal (K1 frac14 0)
T2 frac14 [Q [(K1 Y X) thorn K2]] [2N cos b]T2 frac14 [500 [0 thorn 05]] [2$2 cos 75] frac14 6304 kips
K2 W
K1 W
B
AX
TY
R
β α
θ
Figure 10-4 Dimensions of shipping saddle for alternatecase
658 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 659
Procedure 10-2 Erection of Pressure Vessels
The designer of pressure vessels and similar equipmentwill ultimately become involved in the movement trans-portation and erection of that equipment The degree ofthat involvement will vary due to the separation of dutiesand responsibilities of the parties concerned It is prudenthowever for the designer to plan for the eventuality ofthese events and to integrate these activities into theoriginal design If this planning is done properly thereis seldom a problem when the equipment gets to itsfinal destination Conversely there have been numerousproblems encountered when proper planning has notbeen done
There is also an economic benefit in including thelifting attachments in the base vessel bid and designThese lifting attachments are relatively inexpensive incomparison to the overall cost of the vessel and minusculecompared to the cost of the erection of the equipment Theerection alone for a major vessel can run into millions ofdollars If these attachments are added after the purchaseorder is awarded they can become expensive extras
There are also the consequences to life property andschedules if this activity is not carried out to a successfulconclusion Compared to the fabricated cost of the liftingattachments the consequences to life property andschedule are too important to leave the design of thesecomponents and their effect on the vessel to those not fullyversed in the design and analysis of pressure vessels
In addition it is important that the designer of the liftingattachments be in contact with the construction organi-zation that will be executing the lift This ensures that alllifting attachments meet the requirements imposed by thelifting equipment There are so many different methodsand techniques for the erection of vessels and the relatedcosts of each that a coordinated effort between thedesigner and erector is mandatory To avoid surprisesneither the designer nor the erector can afford to work ina vacuum To this end it is not advisable for the vesselfabricator to be responsible for the design if the fabricatoris not the chief coordinator of the transport and erection ofthe vessel
Vessels and related equipment can be erected ina variety of ways Vessels are erected by means of singlecranes multiple cranes gin poles jacking towers andother means The designer of the lifting attachmentsshould not attempt to dictate the erection method by thetypes of attachments that are designed for the vessel The
selection of one type of attachment versus another couldvery well do just that
Not every vessel needs to be designed for erection orhave lifting attachments Obviously the larger the vesselthe more complex the vessel the more expensive thevessel the more care and concern that should be taken intoaccount when designing the attachments and coordinatingthe lift The following listing will provide some guidelinesfor the provision of special lifting attachments and a liftinganalysis to be done In general provide lifting attachmentsfor the following cases
bull Vessels over 50000 lb (25 tons)bull Vessels with LD ratios greater than 5bull Vertical vessels greater than 8 ft in diameter or 50 ftin length
bull Vessels located in a structure or supported bya structure
bull High-alloy or heat-treated vessels (since it would notbe advisable for the field to be doing welding onthese vessels after they arrive on site and wire ropeslings could contaminate the vessel material)
bull Flare stacksbull Vessels with special transportation requirements
At the initial pick point when the vessel is still hori-zontal the load is shared between the lifting lugs and thetail beam or lug based on their respective distances to thevessel center of gravity As the lift proceeds a greaterpercentage of the load is shifted to the top lugs or trun-nions until the vessel is vertical and all of the load is thenon the top lugs At this point the tail beam or shackle canbe removed
During each degree of rotation the load on the lugstrunnions tailing device base ring and vessel shell arecontinually varying The loads on the welds attachingthese devices will also change The designer shouldevaluate these loadings at the various lift angles todetermine the worst coincident case
The worst case is dependent on the type of vessel andthe type of attachments For example there are threetypes of trunnions described in this procedure There isthe bare trunnion (Type 3) where the wire rope slidesaround the trunnion itself While the vessel is in thehorizontal position (initial pick point) the load producesa circumferential moment on the shell Once the vesselis in the upright position the same load produces
660 Pressure Vessel Design Manual
a longitudinal moment in the shell At all the interme-diate angles of lift there is a combination of circumfer-ential and longitudinal moments The designer shouldcheck the two worst cases at 0 and 90 and severalcombinations in between
The same trunnion could have a lifting lug welded tothe end of the trunnion (Type 1) This lug also producescircumferential and longitudinal moments in the shellHowever in addition this type of lug will producea torsional moment on the shell that is maximum at 0 andzero at 90 of angular rotation The rotating lug (Type 2)eliminates any torsional moment
There is one single lift angle that will produce themaximum stress in the vessel shell but no lift angle that isthe worst for all vessels The worst case is dependent onthe type of lift attachments distances weights and posi-tion relative to the center of gravity
The minimum lift location is the lowest pick point thatdoes not overstress the overhanging portion of the vesselThe maximum lift location is the highest pick point thatdoes not overstress the vessel between the tail and pickpoints These points become significant when locating thelift points to balance the stress at the top lug the overhangand the midspan stress
The use of side lugs can sometimes provide anadvantage by reducing the buckling stress at midspan andthe required lift height Side lugs allow for shorter boomlengths on a two-crane lift or gin poles A shorter boomlength in turn allows a higher lift capacity for the cranesThe lower the lug location on the shell the shorter the liftand the higher the allowable crane capacity This cantranslate into dollars as crane capacity is affected Thechallenge from the vessel side is the longitudinal bendingdue to the overhang and increased local shell stresses Allof these factors must be balanced to determine the lowestoverall cost of an erected vessel
Requirement for Erection and Setting of Vertical Vessels
The following is a brief synopsis of general recom-mendations regarding the setting leveling and shimmingof vertical vessels The following should be considered asguidelines only There are no codes or standards that areapplied In general company specifications containcontract requirements for the contractors scope of supplyor duties The following lists help to clarify generalconstruction practices with regard to the setting of verticalvessels and towers
Contractor Duties
1 Prepare tops of foundations (bush hammer ifrequired)
2 Perform surveying as required to establish center-lines sole plate or shim elevations at bottom of baseof equipment
3 Shimming4 Erect equipment5 Levelplumbing6 Final alignment7 Grouting8 Bolting
Tolerances
Out of vertical tolerance for vertical vessels unlessspecified otherwise shall be 01 of the vessel heightor about frac14 inch for every 20 feet to a maximum offrac34 inches
Soleplates (also called bearing pads levelingplates or embedments)
Soleplates are stainless steel plates 05 inches to075 inches thick set in grout on top of the foundation atthe exact height of the underside of the base plate Asa rule two soleplates should be installed per anchor boltone on each side of the bolt Depending on the towerdiameter and the distance between the anchor boltsanother soleplate may be installed between adjacentanchor bolts The dimensions of the soleplates will varyaccording to the width of the vessel base ring and vesselweight Soleplates are supported in place by a mixture ofPortland cement and sand in proportions 13 The vesselshould not be erected until the soleplates have been inplace for 28 days to allow for concrete curing Shims andsoleplates will remain in place after the grouting operation
Shims
Shims are used to provide precise leveling of the vesselShim packs may be grouted into the foundation in lieu ofsole plates but this practice is unusual Typically shimsare used on top of the sole plates for the leveling opera-tion Special shims may be required for unique applica-tions such as a large vessel supported on a braced framestructure with minimal contactbearing at each support
Transportation and Erection of Pressure Vessels 661
point The following are some guidelines for the use ofshims
1 Shims If left in place shall be stainless steel2 Shims must have rounded corners3 Shims will be fixed in place4 Shims shall be deburred5 Shims shall be full bearing6 Shims may be horseshoe type7 Shims thinner than 0001 inches are not allowed8 Shims with holes are not allowed9 Shims should be the full width of the base plate
LevelingStraightnessPlumbness
After the vessel has been placed on its foundation itmust be checked to be certain it is vertical and plumbLeveling is normally checked by use of two theodilites90 degrees apart The theodilites shall be spaced anadequate distance from the vessel to allow visual field ofthe entire height of the vessel Adjustments can be made tothe vessel alignment by means of wedges either poweredor not and then shimmed The wedges should not be leftin place after shimming
The vessel may be heated by the sun to a highertemperature on one side than the other This can createa slight ldquobananardquo effect which should be taken intoaccount when checking levelness The equation forcalculating the deflection from this effect is as follows
2 frac14 p D2 t H2 aDT
8 I
where2 frac14 Deflection inD frac14 Diameter ftT frac14 Thickness inH frac14 Height fta frac14 Coefficient of thermal expansion ininF
DT frac14 Temperature difference from one side of thecolumn to the other F
I frac14 Moment of inertia of vessel cross section ft4
Bolting
After the vessel is aligned and shimmed the nuts on theanchor bolts must be tightened The vessel should not be
left standing without the crane attached unless all anchorbolts have been tightened
The anchor bolts should not be tightened to theirmaximum load until the drypacking under the base plateis complete At this stage the base plate is suspendedbetween the soleplates until the drypack is installedSince the soleplates straddle the anchor bolts there isa chance of deforming the baseplate prior to the instal-lation of the drypack if the anchor bolts are overtightened
After drypacking the anchor bolts should be tight-ened to the correct torque to produce the maximumallowable bolt stress The anchor bolts should not betightened beyond the point of maximum allowable boltstress
Note that the initial anchor bolt tension does notincrease the maximum bolt tension caused by wind orearthquake This initial tension will only clamp the basering to the concrete Both are in equal compression untilthe external load is applied The external load reduces thecompression in the concrete before additional load isapplied to the bolts After the external load overcomes allthe compression in the concrete the stress in the bolt willincrease to the value it would have been had there been noinitial tension
Grouting
Grout under base plates shall provide full uniform loadtransfer between the bottom of the base plate and the topof the foundation Load transfer to the foundation must bethrough the grout not through the shims or soleplate
Prior to setting of the vessel the top of the foundationshould be bush hammered and cleaned This ensures thatthe grout will adhere to the surface of the foundation Bushhammering may be done strictly under the base plate oracross the entire top of the foundation
Once the vessel is leveled shimmed and bolted it isready to be grouted Grouting shall consist of filling thevoid area between the top of foundation and the undersideof base plate with cementatious grout The grout shall beinstalled in accordance with the manufacturers recom-mendations and any applicable contract specifications
Depending on the type of grout to be used grout damsmay be used
662 Pressure Vessel Design Manual
18
132 mm times 15 m SLINGSWL = 120 TON (SP)DOUBLE (2 PCS)SWL = 500 T times 40 m LENGTHSPREADER BEAM
SWL = 400T SHACKLE (4 NOS)
SWL = 400T SHACKLE (1 NO)
100 mm times 20 m SLINGSWL = 90 TON (SP)SWL = 737 TON (BH)DOUBLE (2 PCS)
90 mm times 15 m SLINGSWL = 60 TON (SP)SWL = 441 TON (BH)DOUBLE (2 PCS)
CounterWeight = 40ton
CounterWeight = 275ton
BOO
M 9
6m
90009000
620002000017000 100
0
100
0 13000
MAST 24m
oslash3840
oslash4160
1692
1829
1026
987
4
BOO
M 36m
Figure 10-5 Typical example of erection study
Transporta
tionandErectio
nofPressure
Vessels
663
Steps in Design
Given the overall weight and geometry of the vesseland the location of the center of gravity based on theerected weight apply the following steps to eithercomplete the design or analyze the design
Step 1 Select the type of lifting attachments as aninitial starting point
Lift end (also referred to as the ldquopick endrdquo)a Head lug Usually the simplest and most
economical and produces the least stressb Cone lug Similar to a head lug but located at
a conical transition section of the vesselc Side lug Complex and expensived Top flange lug The choice for high-pressure
vessels where the top center flange and head arevery rigid This method is uneconomical foraverage applications
e Side flange lug Rarely used because it requiresa very heavy nozzle and shell reinforcement
f Trunnions Simple and economical Used ona wide variety of vessels
g OtherTail end
a Tail beamb Tail lugc Choker (cinch) see later commentary
Tailing a column during erection with a wire ropechoker on the skirt above the base ring is a fairly commonprocedure Most experienced erectors are qualified toperform this procedure safely There are several advan-tages to using a tailing choker
bull Saves material design detailing and fabricationbull Simplifies concerns with lug and shippingorientations
bull May reduce overall height during transportation
There are situations and conditions that could make theuse of a tailing choker impractical costly and possiblyunsafe Provide tailing lugs or a tailing beam if
bull The column is more than about 10 feet in diameterThe larger the diameter the more difficult it is for thewire rope to cinch down and form a good choke onthe column
bull The tail load is so great that it requires the use ofslings greater than about 1frac12 inches in diameter Thelarger the diameter of the rope the less flexible it isand the more likely that it could slip up unexpectedlyduring erection
Step 2 Determine the forces T and P for all angles oferection
Step 3 Designcheck the lifting attachments for thetailing force T and pick force P
Step 4 Designcheck the base ring assembly forstresses due to tailing force T
Step 5 Determine the base ring stiffening configura-tion if required and design struts
Step 6 Check shell stresses due to bending during liftThis would include midspan as well as anyoverhang
Step 7 Analyze local loads in vessel shell and skirt dueto loads from attachments
Allowable Stresses
Per AISC
Tension
Ft frac14 06Fy on gross area
frac14 05Fu on effective net area
frac14 045Fy for pin-connected members
Compression(for short members only)
Fc frac14 Use buckling value
frac14 for vessel shell 133 ASME Factor B
Shear
Fs frac14 Net area of pin hole 045Fy
frac14 other than pin-connected members 04Fy
frac14 fillet welds in shear
E60XX 9600 lb=in or 13 600 psi
E70XX 11 200 lb=in or 15 800 psi
Bending
Fb frac14 06Fy to 075Fy depending on the shape of themember
Bearing
Fp frac14 09Fy
Combined
Shear and tension
sa
Fathorn sFs
1
664 Pressure Vessel Design Manual
Tension compression and bendingsa
Fathorn sb
Fb 1 or
sT
FTthorn sb
Fb 1
Note Custom-designed lifting devices that supportlifted loads are generally governed by ASME B3020ldquoBelow the hook lifting devicesrdquoUnder this specificationdesign stresses are limited to Fy3 The use of AISCallowables with a load factor of 18 or greater willgenerally meet this requirement
Notation
A frac14 area in2
Aa frac14 area available in2
Ab frac14 area bolt in2
An frac14 net cross-sectional area of lug in2
Ap frac14 area pin hole in2
Ar frac14 area required in2
As frac14 area strut in2 or shear area of boltsC frac14 lug dimension see sketchDo frac14 diameter vessel OD inD1 frac14 diameter lift hole inD2 frac14 diameter pin inD3 frac14 diameter pad eye inDsk frac14 diameter skirt inDm frac14 mean vessel diameter inE frac14 modulus of elasticity psifr frac14 tail end radial force lbfL frac14 tail end longitudinal force lbfs frac14 shear load lb or lbinFa frac14 allowable stress combined loading psiFb frac14 allowable stress bending psiFc frac14 allowable stress compression psiFp frac14 allowable stress bearing pressure psiFs frac14 allowable stress shear psiFt frac14 allowable stress tension psiFy frac14 minimum specified yield stress psiI frac14 moment of inertia in4
Jw frac14 polar moment of inertia of weld in4
K frac14 end connection coefficientKL frac14 overall load factor combining impact and safety
factors 15ndash20Ki frac14 impact factor 025ndash05Kr frac14 internal moment coefficient in circular ring due
to radial loadKs frac14 safety factorKT frac14 internal tensioncompression coefficient in
circular ring due to radial loadLs frac14 length of skirtbase stiffenerstrut in
M frac14 moment in-lbMb frac14 bending moment in-lbMC frac14 circumferential moment in-lbML frac14 longitudinal moment in-lbMT frac14 torsional moment in-lbNb frac14 number of bolts used in tail beam or flange
lugN frac14 width of flange of tail beam with a web stiffener
(N frac14 10 without web stiffener)nL frac14 number of head or side lugsP frac14 pick end load lbPe frac14 equivalent load lbPL frac14 longitudinal load per lug lbPr frac14 radial load lbPT frac14 transverse load per lug lbRb frac14 radius of base ring to neutral axis inr frac14 radius of gyration of strut in
Rc frac14 radius of bolt circle of flange inSu frac14 minimum specified tensile stress of bolts psitb frac14 thickness of base plate intg frac14 thickness of gusset intL frac14 thickness of lug intP frac14 thickness of pad eye ints frac14 thickness of shell inT frac14 tail end load lbTb frac14 bolt pretension load lbsTt frac14 tangential force lbw1 frac14 fillet weld size shell to re-padw2 frac14 fillet weld size re-pad to shellw3 frac14 fillet weld size pad eye to lugw4 frac14 fillet weld size base plate to skirtw5 frac14 uniform load on vessel lbinWE frac14 design erection weight lbWL frac14 erection weight lbZ frac14 section modulus in3
a frac14 angular position for moment coefficients in basering clockwise from 0
b frac14 angle between parallel beams degreess frac14 stress combined psisb frac14 stress bending psisp frac14 stress bearing psisc frac14 stress compression psiscr frac14 critical buckling stress psisT frac14 stress tension psis frac14 shear stress psisT frac14 torsional shear stress psiq frac14 lift angle degrees
qB frac14 minimum bearing contact angle degreesqH frac14 sling angle to lift line horizontal degreesqv frac14 sling angle to lift line vertical degrees
Transportation and Erection of Pressure Vessels 665
Procedure 10-3 Lifting Attachments and Terminology
666 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 667
668 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 669
670 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 671
Tailing Trunnion
Utilizes reinforced openings in skirt with through pipePipe is removed after erection and the openings used asskirt manways
Shell Flange Lug
Lifting Device Utilizing Top Body Flanges
672 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 673
Miscellaneous Lugs WL lt 60 kips
Calculations
Due to bending
tL frac14 6PTB
A2Fb
Due to shear
tL frac14 PTethA D1THORNFs
Due to tension
tL frac14 PLethA D1THORNFt
Notes
1 Table 10-6 is based on an allowable stress of 137ksi
2 Design each lug for a 21 safety factor3 Design each lug for a minimum 10 side force
Hertzian Stress Bearing
sp frac14 0418
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiE
PtL
ethR1 R2THORN
13
R1R2
vuuutlt 2Fy
Shear Load in WeldType 1 greater of following
sw frac14 6PTB
2A2
sw frac14 PL2A
Type 2 Use design for top head lug
Table 10-6Lug dimensions
WL kips A D1 B C tL w1 WL kips A D1 B C tL w1
4 3 088 15 2 05 025 20 7 175 3 3 1 038
6 35 1 163 2 063 025 25 7 238 4 4 1 044
8 4 113 175 2 063 025 35 8 238 4 4 1125 05
10 45 125 2 2 075 025 40 8 238 4 4 1125 063
12 5 138 213 3 088 025 45 8 288 4 4 1125 063
14 55 15 238 3 1 038 50 10 288 4 4 125 075
16 65 163 25 3 1 038 55 10 288 4 4 125 075
18 7 175 275 3 1 038 60 10 288 4 4 125 088
Figure 10-6 Dimensions and forces
674 Pressure Vessel Design Manual

Pitch
Cases 3a and 3b
Forces in Vessel Due to Pitch
General
F frac14 ma frac14Wg
2pT
2Rqp180
F frac14 00214WRq
T2
f1 frac14 tan1
aR1
Fp frac14 00214WR1q1
T21
Case 3a Fy frac14 Fp sin f1
Fz frac14 Fp cos f1
Case 3b Fy frac14 Fp sin f1
Fz frac14 Fp cos f1
Roll
Case 2a q2 [ 30 max
Case 2b
Forces in Vessel Due to Roll
f2 frac14 tan1ed
R2 frac14 esin f2
FR frac14 00214WR2q2
T22
Case 2a Fy frac14 FR sin f2
Fx frac14 FR cos f2
Case 2b Fy frac14 FR sin f2
Fx frac14 FR cos f2
642 Pressure Vessel Design Manual
The job of the designer is to translate the loads resultingfrom the movement of the ship into loads applied to thepressure vessel that is stored either at or below decks Theship itself will rotate about its own center of buoyancy(CB) depending on the direction of the sea and the shiprsquosorientation to that direction of sea The vessel strapped toits deck is in turn affected by its location in relation to theCB of the ship For example if the CG of the vessel islocated near the CB of the ship the forces are minimizedThe farther apart the two are in relation to each other themore pronounced the effect on the vessel
The shiprsquos movement translates into loads on the threeprincipal axes of the vessel Saddles and lashings must bestrong enough to resist these external forces withoutexceeding some allowable stress point in the vessel Thepoint of application of the load is at the CG of the vesselThese loads affect the vessel in the same manner as
seismic forces do In fact the best way to think of theseloads is as vertical and horizontal seismic forces Verticalseismic forces either add or subtract to the weight of thevessel Horizontal seismic forces are either transverse orlongitudinal
The X Y and Z axes translate into and are equivalentto the following loadings in the vessel
X axis horizontal transverseY axis corresponds to vertical loads by either adding orsubtracting from the weight of the vesselZ axis longitudinal axis of the vessel All Z axis loadsare longitudinal loadings
Load Combinations for Sea Forces
1 dead load thorn sway thorn heave thorn wind2 dead load thorn surge thorn heave thorn wind
Transportation and Erection of Pressure Vessels 643
644 Pressure Vessel Design Manual
Axle Loads
The number of axles that must be placed under a load isdetermined by analyzing the weight restrictions andallowable bearing load from local state or national regu-lations The transportation contractor is responsible fordetermining the axle loads based on the equipment usedand the weight and distribution of the loads The author-ities that permit the load will require an analysis of the axleloads to ensure that the roadbed is not overloaded Axleloads include the weight of the vessel transport saddlesbeams hauler (tractor) dollies etc
There are three different methods used to distribute theloads to the axles
1 Flatbed This method uses conventional tractor-trailer assembly with various numbers of axles andwheels under the trailer bed to distribute the weightto the road surface
2 Bolstered This method is used for abnormally longloads in which the sets of axles are attached directlyto the load via the transport saddle Both sets ofaxles will have steering capabilities
3 Bolstered loads using equalizing transportingbeams This method is much the same as thebolstered long vessel load In this case the load istoo heavy for a flatbed yet too short for bolsteredaxles The solution is to utilize beams betweenbolsters to suspend the load
Transporter Stability
There are two types of stability checks that should beperformed on each load The first has to do with thetipping point of the load relative to the roadway as the loadshifts due to the camber of the road The second has to dowith the turning radius of bolstered loads As the load goesaround curves the CG shifts from being in line with thedollies to an eccentric condition In tight curves the
eccentricity of the load can overload the outer set ofwheels to the point of rollover The two cases are
1 Rollover stability due to road camber2 Turning stability due to turning radius
Case 1Due to the camber in roads the load will be subject to
various angles q that will change the location of the centerof gravity of the load On a flat surface the center of gravityis in line with the centerline of the trailer As the roadcamber increases the CG is steadily moved toward theouter set of wheels At some point the wheels are over-loaded on one side and the entire assembly reaches a tippingpoint Beyond this the trailer turns over and the load is lostThis condition has resulted in numerous rollovers
Case 2For bolstered loads the vessel must swivel on the deck
of the trailer in order to accommodate curves in the roadand corners As the curve or corner is negotiated theactual CG gets further away from the projected load pointThis is true whether you have a single pivoting bolster ortwo however the situation is more pronounced with thedouble pivoting case There have been a number of roll-overs as a result of the eccentricity ie shifting the load tothe outer row of wheels until the load becomes unstable
θ
Figure 101 Rollover stability
DOLLIEe
CG OF LOAD CENTERLINESUSPENDED LOAD
PROJECTEDLOAD POINT
Figure 102 Turning stability
Transportation and Erection of Pressure Vessels 645
646 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 647
Summary of LoadsForces on Vessels During Transportation
Table 10-3Transportation load coefficients K
Forces Road Rail Barge Ocean
Fx 05 10 095 10
Fy 15 20 13 15
Fz 10 15 15 15
Table 10-4Load per saddle due to transport forces
Due to Load per Saddle Diagram
Fx Q1 frac14 WsL2L1
thorn FxB
2A
Q2 frac14 WsL3L1
thorn FxB
2A
Fy Q1 frac14 ethWs thorn FyTHORNL2L1
Q2 frac14 ethWs thorn FyTHORNL3L1
Fz
Q1 frac14 WsL2L1
thorn FzB
L1
Q2 frac14 WsL3L1
thorn FzB
L1
648 Pressure Vessel Design Manual
Load Diagrams for Moments and Forces
Case 1
Note W frac14 weight of vessel plus any impact factors
OAL frac14 L1 thorn L2 thorn L3 w frac14 WOAL
Q1 frac14whethL1 thorn L2THORN2L2
3
i2L1
Q2 frac14 W Q1
M1 frac14 wL22
2
M2 frac14 Q1
Q1
2w L2
M3 frac14 wL23
2
Mx frac14 wethL2 XTHORN22
Mx1 frac14 wethL2 thorn X1THORN22
Q1X1
Mx2 frac14 wethL3 X2THORN22
Case 2
w1 frac14 W1
L2
w2 frac14 W2
L3
Q1 frac14 WL6
L1
Q2 frac14 W Q1
M1 frac14 w1L24
2
M2 frac14 M1 thornM3
2 w1L2
1
8
M3 frac14 w2L23
2
Transportation and Erection of Pressure Vessels 649
Case 3
Q1 frac14 WL1
2ethL1 thorn L2THORN WL2
2
2L1ethL1 thorn L2THORN
Q2 frac14 WL1
2ethL1 thorn L2THORN thornWL2
L1 thorn L2thorn WL2
2
2L1ethL1 thorn L2THORN
M1 frac14 Q21ethL1 thorn L2THORN
2W
M2 frac14 Q1L1 WL21
2ethL1 thorn L2THORN
Mx frac14 Q1XWX2
2ethL1 thorn L2THORN
Case 4
w1 frac14 W1
L2
w2 frac14 W2
L3
Q1 frac14 w1L2eth2L1 L2THORN thorn w2L23
2L1
Q2 frac14 w2L3eth2L1 L3THORN thorn w1L22
2L1
Moment at any point X from Q1
Mx frac14 Q1X w1X2
2
Moment at any point Y from Q2
My frac14 Q2ethL1 YTHORN w2ethL1 YTHORN22
650 Pressure Vessel Design Manual
Transportation-Vertical Vessel on Two Saddles UniformLoad Case With Incorporation of Shipping Factors
NotationF2 frac14 Additional load on Q2 LbsFZ frac14 Longitudinal loading due to shipping forces
LbsFY frac14 Vertical Loading due to shipping forces LbsKZ frac14 Longitudinal impact factorKY frac14 Vertical impact factor
Q1Q2 frac14 Saddle loads without impact factors LbsQ1
0Q20 frac14 Saddle loads with impact factors Lbs
W frac14 Shipping weight of vessel without impactfactors Lbs
WT frac14 Shipping weight with impact factors Lbsw1 frac14 Uniform load without FY LbsFtw2 frac14 Uniform load including FY LbsFt
NOTE Assume that FZ amp FY do not occur at the sametime
Case 1 Adding Load for Fz
bull Longitudinal load FZ
FZ frac14 KZ W
bull Uniform load w1
w1 frac14 W=LT
bull Additional load on saddle F2
F2 frac14 ethFZ BTHORN=L1
bull Saddle loads Q1 Q2 Q10 Q2
0
Q1 frac14 w1
hethL1 thorn L2THORN2L2
3
i2 L1
Q10 frac14 Q1 F2
Q2 frac14 W Q1
Q20 frac14 Q2 thorn F2
Case 2 Adding Loads for Fy
bull Longitudinal load FY
FY frac14 KY W
bull Vertical load FY
WT frac14 Wthorn FY
bull Uniform load w2
w2 frac14 WT=LT
bull Saddle loads Q10 amp Q2
0
Q10 frac14 w2
hethL1 thorn L2THORN2 L2
3
i=2L1
Q20 frac14 WT Q1
0
Select worst case and calculate moments
M1 frac14 wn L22=2
M2 frac14 Q10Q1
0=2 wn
L2
M3 frac14 wn L23=2
Sample Problem
Given
B frac14 1575 ftL1 frac14 124 ftL2 frac14 24 ftL3 frac14 21 ftLT frac14 169 ft
LT
M2
M1 M3
WT
w1 or w2
W
L2
Q1 Q2
Fz
B
L1 L3
Figure 103 Data for uniform load case
Transportation and Erection of Pressure Vessels 651
W frac14 741 kipsKY frac14 5KZ frac14 6
Calculation
FZ frac14 KZ W frac14 6 eth741THORN frac14 4446 kips
FY frac14 KY W frac14 5 eth741THORN frac14 3705 kips
WT frac14 Wthorn FY
frac14 741thorn 3705 frac14 1 1115 kips
w1 frac14 W=LT frac14 741=169 frac14 438 kips=ft
w2 frac14 WT=LT frac14 11115=169 frac14 658 kips=ft
F2 frac14 ethFZ BTHORN=L1 frac14 frac124446 eth1575THORN=124frac14 5647 kips
Case 1 Adding Load for FZ
bull Saddle loads Q1 Q2 Q10 Q2
0
Q1 frac14 w1
hethL1 thorn L2THORN2L2
3
i2 L1
frac14 438heth124thorn 24THORN2212
i2124
frac14 379 kips
Q10 frac14 Q1 F2 frac14 379 565 frac14 3225 kips
Q2 frac14 W Q1 frac14 741 379 frac14 362 kips
Q20 frac14 Q2 thorn F2 frac14 362thorn 565 frac14 4185 kips
Case 2 Adding Load for FY
bull Saddle loads Q10 amp Q2
0
Q10 frac14 w2
hethL1 thorn L2THORN2L2
3
i2 L1
frac14 658heth124thorn 24THORN2212
i2124
frac14 569 kips
Q10 frac14 WT Q1
0 frac14 11115 569
frac14 5425 kips
Worst case is Case 2Determine moments
M1 frac14 w2 L2
2
2 frac14
658242
2
frac14 1 895 ft kips
M2 frac14 Q10Q1
0=2 w2
L2
frac14 569 eth569=eth2$658THORN 24THORN frac14 10 946 ft kips
M3 frac14 w2 L2
3
2 frac14
658212
2 frac14 1 450 ft kips
Use these moments and loads to determine stresses inshell
652 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 653
654 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 655
Tension Bands on Saddles
NotationAr frac14 area required in2
As frac14 area of bolt in2
Ab frac14 area of band required in2
Aw frac14 allowable load on weld lbinB frac14 saddle height ind frac14 bolt diameter inf frac14 load on weld kipsinFt frac14 allowable stress tension psi
Fx Fy Fz frac14 shipping external forces lbK frac14 maximum band spacing inN frac14 number of bands on one saddlePe frac14 equivalent external pressure psiR frac14 outside vessel radius inT frac14 tension load in band lb
T123 frac14 load cases in bolt and band lbTb frac14 tension load in bolt lbWs frac14 weight of one saddle lbb frac14 angle of tension bands degreessa frac14 stress in bolt psisb frac14 stress in band psi
656 Pressure Vessel Design Manual
bull Find tension in band T1 due to shipping forces onsaddle Fx and Fy
T1 frac14 cos b
FxB4RN
thorn Fy Ws
4N
bull Area required for bolt
Ar frac14 T1
Ft
bull Find bolt diameter d
d frac14ffiffiffiffiffiffiffiffi4Ar
p
r
Select nominal bolt diameter
As frac14bull Find maximum stress in bolt due to manualwrenching sa
sa frac14 45 000ffiffiffid
p
bull Maximum tension load in bolts T2
T2 frac14 saAs
bull Load due to saddle weight T3
T3 frac14 Ws
2N
Note Include impact factor in weight of saddle
bull Find maximum load T
T frac14 greater of T1 T2 or T3
bull Load on weld f
f frac14 T4[
bull Determine size of weld from table based on load f
Use w frac14bull Maximum band spacing K
K frac14 4ffiffiffiffiffiRt
p
1285
bull Find area required for tension band Ar
Ar frac14 TFt
Use
bull Check shell stresses due to force T Pe
Pe frac14 4TpRK
lt ASME factor ldquoBrdquo
Table 10-5Allowable load weld
Weld Size w E60XX E70XX
31616 in 239 278
frac14 in 318 37151616 in 398 464
⅜ in 477 55771616 in 556 650
Kipsin of weld
Transportation and Erection of Pressure Vessels 657
Alternate Procedure
Tension Band Notation
N frac14 Number of bands on one saddleQ frac14 Total load on one saddle LbsR frac14 Outside vessel radius inT frac14 Tension load in band Lbsb frac14 Angle of tension bands degrees
K1 frac14 Transverse shipping coefficientK2 frac14 Vertical shipping coefficientX frac14 Horizontal distance to centroid of saddle
reaction inY frac14 Vertical distance to centroid of saddle in
Calculation
bull Vertical distance to centroid of saddle Y
Y frac14 R sin q=q
bull Find angle a
a frac14 cos1 Y=R
bull Horizontal distance to centroid of saddle X
X frac14 R sina
bull Tension load in band T
T frac14 frac12Q frac12ethK1 Y=XTHORN thorn K2=frac122N cos b
Notes
1 Vertical reaction can be a result of longitudinal loadUse largest value
2 Use K2 frac14 0 for transverse case3 Use K1 frac14 0 for longitudinal case4 Use worst case of T1 or T2 and design the balance of
components per previous method
Example
K1 frac14 25K2 frac14 5Q frac14 500 kipsR frac14 925 inq frac14 75 frac14 1308 radb frac14 75N frac14 2
Y frac14 R sin qqY frac14 925 sin 75 1308 frac14 683 in
a frac14 cos-1 (Y R)a frac14 cos-1 (683 925) frac14 424o
X frac14 R sin a
X frac14 925 (sin 424) frac14 624 in
Transverse (K2 frac14 0)
T1 frac14 [Q [(K1 Y X) thorn K2]] [2N cos b]T1 frac14 [500 [(025$683624) thorn 0]] [2$2 cos 75] frac14
3435 kips
Longitudinal (K1 frac14 0)
T2 frac14 [Q [(K1 Y X) thorn K2]] [2N cos b]T2 frac14 [500 [0 thorn 05]] [2$2 cos 75] frac14 6304 kips
K2 W
K1 W
B
AX
TY
R
β α
θ
Figure 10-4 Dimensions of shipping saddle for alternatecase
658 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 659
Procedure 10-2 Erection of Pressure Vessels
The designer of pressure vessels and similar equipmentwill ultimately become involved in the movement trans-portation and erection of that equipment The degree ofthat involvement will vary due to the separation of dutiesand responsibilities of the parties concerned It is prudenthowever for the designer to plan for the eventuality ofthese events and to integrate these activities into theoriginal design If this planning is done properly thereis seldom a problem when the equipment gets to itsfinal destination Conversely there have been numerousproblems encountered when proper planning has notbeen done
There is also an economic benefit in including thelifting attachments in the base vessel bid and designThese lifting attachments are relatively inexpensive incomparison to the overall cost of the vessel and minusculecompared to the cost of the erection of the equipment Theerection alone for a major vessel can run into millions ofdollars If these attachments are added after the purchaseorder is awarded they can become expensive extras
There are also the consequences to life property andschedules if this activity is not carried out to a successfulconclusion Compared to the fabricated cost of the liftingattachments the consequences to life property andschedule are too important to leave the design of thesecomponents and their effect on the vessel to those not fullyversed in the design and analysis of pressure vessels
In addition it is important that the designer of the liftingattachments be in contact with the construction organi-zation that will be executing the lift This ensures that alllifting attachments meet the requirements imposed by thelifting equipment There are so many different methodsand techniques for the erection of vessels and the relatedcosts of each that a coordinated effort between thedesigner and erector is mandatory To avoid surprisesneither the designer nor the erector can afford to work ina vacuum To this end it is not advisable for the vesselfabricator to be responsible for the design if the fabricatoris not the chief coordinator of the transport and erection ofthe vessel
Vessels and related equipment can be erected ina variety of ways Vessels are erected by means of singlecranes multiple cranes gin poles jacking towers andother means The designer of the lifting attachmentsshould not attempt to dictate the erection method by thetypes of attachments that are designed for the vessel The
selection of one type of attachment versus another couldvery well do just that
Not every vessel needs to be designed for erection orhave lifting attachments Obviously the larger the vesselthe more complex the vessel the more expensive thevessel the more care and concern that should be taken intoaccount when designing the attachments and coordinatingthe lift The following listing will provide some guidelinesfor the provision of special lifting attachments and a liftinganalysis to be done In general provide lifting attachmentsfor the following cases
bull Vessels over 50000 lb (25 tons)bull Vessels with LD ratios greater than 5bull Vertical vessels greater than 8 ft in diameter or 50 ftin length
bull Vessels located in a structure or supported bya structure
bull High-alloy or heat-treated vessels (since it would notbe advisable for the field to be doing welding onthese vessels after they arrive on site and wire ropeslings could contaminate the vessel material)
bull Flare stacksbull Vessels with special transportation requirements
At the initial pick point when the vessel is still hori-zontal the load is shared between the lifting lugs and thetail beam or lug based on their respective distances to thevessel center of gravity As the lift proceeds a greaterpercentage of the load is shifted to the top lugs or trun-nions until the vessel is vertical and all of the load is thenon the top lugs At this point the tail beam or shackle canbe removed
During each degree of rotation the load on the lugstrunnions tailing device base ring and vessel shell arecontinually varying The loads on the welds attachingthese devices will also change The designer shouldevaluate these loadings at the various lift angles todetermine the worst coincident case
The worst case is dependent on the type of vessel andthe type of attachments For example there are threetypes of trunnions described in this procedure There isthe bare trunnion (Type 3) where the wire rope slidesaround the trunnion itself While the vessel is in thehorizontal position (initial pick point) the load producesa circumferential moment on the shell Once the vesselis in the upright position the same load produces
660 Pressure Vessel Design Manual
a longitudinal moment in the shell At all the interme-diate angles of lift there is a combination of circumfer-ential and longitudinal moments The designer shouldcheck the two worst cases at 0 and 90 and severalcombinations in between
The same trunnion could have a lifting lug welded tothe end of the trunnion (Type 1) This lug also producescircumferential and longitudinal moments in the shellHowever in addition this type of lug will producea torsional moment on the shell that is maximum at 0 andzero at 90 of angular rotation The rotating lug (Type 2)eliminates any torsional moment
There is one single lift angle that will produce themaximum stress in the vessel shell but no lift angle that isthe worst for all vessels The worst case is dependent onthe type of lift attachments distances weights and posi-tion relative to the center of gravity
The minimum lift location is the lowest pick point thatdoes not overstress the overhanging portion of the vesselThe maximum lift location is the highest pick point thatdoes not overstress the vessel between the tail and pickpoints These points become significant when locating thelift points to balance the stress at the top lug the overhangand the midspan stress
The use of side lugs can sometimes provide anadvantage by reducing the buckling stress at midspan andthe required lift height Side lugs allow for shorter boomlengths on a two-crane lift or gin poles A shorter boomlength in turn allows a higher lift capacity for the cranesThe lower the lug location on the shell the shorter the liftand the higher the allowable crane capacity This cantranslate into dollars as crane capacity is affected Thechallenge from the vessel side is the longitudinal bendingdue to the overhang and increased local shell stresses Allof these factors must be balanced to determine the lowestoverall cost of an erected vessel
Requirement for Erection and Setting of Vertical Vessels
The following is a brief synopsis of general recom-mendations regarding the setting leveling and shimmingof vertical vessels The following should be considered asguidelines only There are no codes or standards that areapplied In general company specifications containcontract requirements for the contractors scope of supplyor duties The following lists help to clarify generalconstruction practices with regard to the setting of verticalvessels and towers
Contractor Duties
1 Prepare tops of foundations (bush hammer ifrequired)
2 Perform surveying as required to establish center-lines sole plate or shim elevations at bottom of baseof equipment
3 Shimming4 Erect equipment5 Levelplumbing6 Final alignment7 Grouting8 Bolting
Tolerances
Out of vertical tolerance for vertical vessels unlessspecified otherwise shall be 01 of the vessel heightor about frac14 inch for every 20 feet to a maximum offrac34 inches
Soleplates (also called bearing pads levelingplates or embedments)
Soleplates are stainless steel plates 05 inches to075 inches thick set in grout on top of the foundation atthe exact height of the underside of the base plate Asa rule two soleplates should be installed per anchor boltone on each side of the bolt Depending on the towerdiameter and the distance between the anchor boltsanother soleplate may be installed between adjacentanchor bolts The dimensions of the soleplates will varyaccording to the width of the vessel base ring and vesselweight Soleplates are supported in place by a mixture ofPortland cement and sand in proportions 13 The vesselshould not be erected until the soleplates have been inplace for 28 days to allow for concrete curing Shims andsoleplates will remain in place after the grouting operation
Shims
Shims are used to provide precise leveling of the vesselShim packs may be grouted into the foundation in lieu ofsole plates but this practice is unusual Typically shimsare used on top of the sole plates for the leveling opera-tion Special shims may be required for unique applica-tions such as a large vessel supported on a braced framestructure with minimal contactbearing at each support
Transportation and Erection of Pressure Vessels 661
point The following are some guidelines for the use ofshims
1 Shims If left in place shall be stainless steel2 Shims must have rounded corners3 Shims will be fixed in place4 Shims shall be deburred5 Shims shall be full bearing6 Shims may be horseshoe type7 Shims thinner than 0001 inches are not allowed8 Shims with holes are not allowed9 Shims should be the full width of the base plate
LevelingStraightnessPlumbness
After the vessel has been placed on its foundation itmust be checked to be certain it is vertical and plumbLeveling is normally checked by use of two theodilites90 degrees apart The theodilites shall be spaced anadequate distance from the vessel to allow visual field ofthe entire height of the vessel Adjustments can be made tothe vessel alignment by means of wedges either poweredor not and then shimmed The wedges should not be leftin place after shimming
The vessel may be heated by the sun to a highertemperature on one side than the other This can createa slight ldquobananardquo effect which should be taken intoaccount when checking levelness The equation forcalculating the deflection from this effect is as follows
2 frac14 p D2 t H2 aDT
8 I
where2 frac14 Deflection inD frac14 Diameter ftT frac14 Thickness inH frac14 Height fta frac14 Coefficient of thermal expansion ininF
DT frac14 Temperature difference from one side of thecolumn to the other F
I frac14 Moment of inertia of vessel cross section ft4
Bolting
After the vessel is aligned and shimmed the nuts on theanchor bolts must be tightened The vessel should not be
left standing without the crane attached unless all anchorbolts have been tightened
The anchor bolts should not be tightened to theirmaximum load until the drypacking under the base plateis complete At this stage the base plate is suspendedbetween the soleplates until the drypack is installedSince the soleplates straddle the anchor bolts there isa chance of deforming the baseplate prior to the instal-lation of the drypack if the anchor bolts are overtightened
After drypacking the anchor bolts should be tight-ened to the correct torque to produce the maximumallowable bolt stress The anchor bolts should not betightened beyond the point of maximum allowable boltstress
Note that the initial anchor bolt tension does notincrease the maximum bolt tension caused by wind orearthquake This initial tension will only clamp the basering to the concrete Both are in equal compression untilthe external load is applied The external load reduces thecompression in the concrete before additional load isapplied to the bolts After the external load overcomes allthe compression in the concrete the stress in the bolt willincrease to the value it would have been had there been noinitial tension
Grouting
Grout under base plates shall provide full uniform loadtransfer between the bottom of the base plate and the topof the foundation Load transfer to the foundation must bethrough the grout not through the shims or soleplate
Prior to setting of the vessel the top of the foundationshould be bush hammered and cleaned This ensures thatthe grout will adhere to the surface of the foundation Bushhammering may be done strictly under the base plate oracross the entire top of the foundation
Once the vessel is leveled shimmed and bolted it isready to be grouted Grouting shall consist of filling thevoid area between the top of foundation and the undersideof base plate with cementatious grout The grout shall beinstalled in accordance with the manufacturers recom-mendations and any applicable contract specifications
Depending on the type of grout to be used grout damsmay be used
662 Pressure Vessel Design Manual
18
132 mm times 15 m SLINGSWL = 120 TON (SP)DOUBLE (2 PCS)SWL = 500 T times 40 m LENGTHSPREADER BEAM
SWL = 400T SHACKLE (4 NOS)
SWL = 400T SHACKLE (1 NO)
100 mm times 20 m SLINGSWL = 90 TON (SP)SWL = 737 TON (BH)DOUBLE (2 PCS)
90 mm times 15 m SLINGSWL = 60 TON (SP)SWL = 441 TON (BH)DOUBLE (2 PCS)
CounterWeight = 40ton
CounterWeight = 275ton
BOO
M 9
6m
90009000
620002000017000 100
0
100
0 13000
MAST 24m
oslash3840
oslash4160
1692
1829
1026
987
4
BOO
M 36m
Figure 10-5 Typical example of erection study
Transporta
tionandErectio
nofPressure
Vessels
663
Steps in Design
Given the overall weight and geometry of the vesseland the location of the center of gravity based on theerected weight apply the following steps to eithercomplete the design or analyze the design
Step 1 Select the type of lifting attachments as aninitial starting point
Lift end (also referred to as the ldquopick endrdquo)a Head lug Usually the simplest and most
economical and produces the least stressb Cone lug Similar to a head lug but located at
a conical transition section of the vesselc Side lug Complex and expensived Top flange lug The choice for high-pressure
vessels where the top center flange and head arevery rigid This method is uneconomical foraverage applications
e Side flange lug Rarely used because it requiresa very heavy nozzle and shell reinforcement
f Trunnions Simple and economical Used ona wide variety of vessels
g OtherTail end
a Tail beamb Tail lugc Choker (cinch) see later commentary
Tailing a column during erection with a wire ropechoker on the skirt above the base ring is a fairly commonprocedure Most experienced erectors are qualified toperform this procedure safely There are several advan-tages to using a tailing choker
bull Saves material design detailing and fabricationbull Simplifies concerns with lug and shippingorientations
bull May reduce overall height during transportation
There are situations and conditions that could make theuse of a tailing choker impractical costly and possiblyunsafe Provide tailing lugs or a tailing beam if
bull The column is more than about 10 feet in diameterThe larger the diameter the more difficult it is for thewire rope to cinch down and form a good choke onthe column
bull The tail load is so great that it requires the use ofslings greater than about 1frac12 inches in diameter Thelarger the diameter of the rope the less flexible it isand the more likely that it could slip up unexpectedlyduring erection
Step 2 Determine the forces T and P for all angles oferection
Step 3 Designcheck the lifting attachments for thetailing force T and pick force P
Step 4 Designcheck the base ring assembly forstresses due to tailing force T
Step 5 Determine the base ring stiffening configura-tion if required and design struts
Step 6 Check shell stresses due to bending during liftThis would include midspan as well as anyoverhang
Step 7 Analyze local loads in vessel shell and skirt dueto loads from attachments
Allowable Stresses
Per AISC
Tension
Ft frac14 06Fy on gross area
frac14 05Fu on effective net area
frac14 045Fy for pin-connected members
Compression(for short members only)
Fc frac14 Use buckling value
frac14 for vessel shell 133 ASME Factor B
Shear
Fs frac14 Net area of pin hole 045Fy
frac14 other than pin-connected members 04Fy
frac14 fillet welds in shear
E60XX 9600 lb=in or 13 600 psi
E70XX 11 200 lb=in or 15 800 psi
Bending
Fb frac14 06Fy to 075Fy depending on the shape of themember
Bearing
Fp frac14 09Fy
Combined
Shear and tension
sa
Fathorn sFs
1
664 Pressure Vessel Design Manual
Tension compression and bendingsa
Fathorn sb
Fb 1 or
sT
FTthorn sb
Fb 1
Note Custom-designed lifting devices that supportlifted loads are generally governed by ASME B3020ldquoBelow the hook lifting devicesrdquoUnder this specificationdesign stresses are limited to Fy3 The use of AISCallowables with a load factor of 18 or greater willgenerally meet this requirement
Notation
A frac14 area in2
Aa frac14 area available in2
Ab frac14 area bolt in2
An frac14 net cross-sectional area of lug in2
Ap frac14 area pin hole in2
Ar frac14 area required in2
As frac14 area strut in2 or shear area of boltsC frac14 lug dimension see sketchDo frac14 diameter vessel OD inD1 frac14 diameter lift hole inD2 frac14 diameter pin inD3 frac14 diameter pad eye inDsk frac14 diameter skirt inDm frac14 mean vessel diameter inE frac14 modulus of elasticity psifr frac14 tail end radial force lbfL frac14 tail end longitudinal force lbfs frac14 shear load lb or lbinFa frac14 allowable stress combined loading psiFb frac14 allowable stress bending psiFc frac14 allowable stress compression psiFp frac14 allowable stress bearing pressure psiFs frac14 allowable stress shear psiFt frac14 allowable stress tension psiFy frac14 minimum specified yield stress psiI frac14 moment of inertia in4
Jw frac14 polar moment of inertia of weld in4
K frac14 end connection coefficientKL frac14 overall load factor combining impact and safety
factors 15ndash20Ki frac14 impact factor 025ndash05Kr frac14 internal moment coefficient in circular ring due
to radial loadKs frac14 safety factorKT frac14 internal tensioncompression coefficient in
circular ring due to radial loadLs frac14 length of skirtbase stiffenerstrut in
M frac14 moment in-lbMb frac14 bending moment in-lbMC frac14 circumferential moment in-lbML frac14 longitudinal moment in-lbMT frac14 torsional moment in-lbNb frac14 number of bolts used in tail beam or flange
lugN frac14 width of flange of tail beam with a web stiffener
(N frac14 10 without web stiffener)nL frac14 number of head or side lugsP frac14 pick end load lbPe frac14 equivalent load lbPL frac14 longitudinal load per lug lbPr frac14 radial load lbPT frac14 transverse load per lug lbRb frac14 radius of base ring to neutral axis inr frac14 radius of gyration of strut in
Rc frac14 radius of bolt circle of flange inSu frac14 minimum specified tensile stress of bolts psitb frac14 thickness of base plate intg frac14 thickness of gusset intL frac14 thickness of lug intP frac14 thickness of pad eye ints frac14 thickness of shell inT frac14 tail end load lbTb frac14 bolt pretension load lbsTt frac14 tangential force lbw1 frac14 fillet weld size shell to re-padw2 frac14 fillet weld size re-pad to shellw3 frac14 fillet weld size pad eye to lugw4 frac14 fillet weld size base plate to skirtw5 frac14 uniform load on vessel lbinWE frac14 design erection weight lbWL frac14 erection weight lbZ frac14 section modulus in3
a frac14 angular position for moment coefficients in basering clockwise from 0
b frac14 angle between parallel beams degreess frac14 stress combined psisb frac14 stress bending psisp frac14 stress bearing psisc frac14 stress compression psiscr frac14 critical buckling stress psisT frac14 stress tension psis frac14 shear stress psisT frac14 torsional shear stress psiq frac14 lift angle degrees
qB frac14 minimum bearing contact angle degreesqH frac14 sling angle to lift line horizontal degreesqv frac14 sling angle to lift line vertical degrees
Transportation and Erection of Pressure Vessels 665
Procedure 10-3 Lifting Attachments and Terminology
666 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 667
668 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 669
670 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 671
Tailing Trunnion
Utilizes reinforced openings in skirt with through pipePipe is removed after erection and the openings used asskirt manways
Shell Flange Lug
Lifting Device Utilizing Top Body Flanges
672 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 673
Miscellaneous Lugs WL lt 60 kips
Calculations
Due to bending
tL frac14 6PTB
A2Fb
Due to shear
tL frac14 PTethA D1THORNFs
Due to tension
tL frac14 PLethA D1THORNFt
Notes
1 Table 10-6 is based on an allowable stress of 137ksi
2 Design each lug for a 21 safety factor3 Design each lug for a minimum 10 side force
Hertzian Stress Bearing
sp frac14 0418
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiE
PtL
ethR1 R2THORN
13
R1R2
vuuutlt 2Fy
Shear Load in WeldType 1 greater of following
sw frac14 6PTB
2A2
sw frac14 PL2A
Type 2 Use design for top head lug
Table 10-6Lug dimensions
WL kips A D1 B C tL w1 WL kips A D1 B C tL w1
4 3 088 15 2 05 025 20 7 175 3 3 1 038
6 35 1 163 2 063 025 25 7 238 4 4 1 044
8 4 113 175 2 063 025 35 8 238 4 4 1125 05
10 45 125 2 2 075 025 40 8 238 4 4 1125 063
12 5 138 213 3 088 025 45 8 288 4 4 1125 063
14 55 15 238 3 1 038 50 10 288 4 4 125 075
16 65 163 25 3 1 038 55 10 288 4 4 125 075
18 7 175 275 3 1 038 60 10 288 4 4 125 088
Figure 10-6 Dimensions and forces
674 Pressure Vessel Design Manual

The job of the designer is to translate the loads resultingfrom the movement of the ship into loads applied to thepressure vessel that is stored either at or below decks Theship itself will rotate about its own center of buoyancy(CB) depending on the direction of the sea and the shiprsquosorientation to that direction of sea The vessel strapped toits deck is in turn affected by its location in relation to theCB of the ship For example if the CG of the vessel islocated near the CB of the ship the forces are minimizedThe farther apart the two are in relation to each other themore pronounced the effect on the vessel
The shiprsquos movement translates into loads on the threeprincipal axes of the vessel Saddles and lashings must bestrong enough to resist these external forces withoutexceeding some allowable stress point in the vessel Thepoint of application of the load is at the CG of the vesselThese loads affect the vessel in the same manner as
seismic forces do In fact the best way to think of theseloads is as vertical and horizontal seismic forces Verticalseismic forces either add or subtract to the weight of thevessel Horizontal seismic forces are either transverse orlongitudinal
The X Y and Z axes translate into and are equivalentto the following loadings in the vessel
X axis horizontal transverseY axis corresponds to vertical loads by either adding orsubtracting from the weight of the vesselZ axis longitudinal axis of the vessel All Z axis loadsare longitudinal loadings
Load Combinations for Sea Forces
1 dead load thorn sway thorn heave thorn wind2 dead load thorn surge thorn heave thorn wind
Transportation and Erection of Pressure Vessels 643
644 Pressure Vessel Design Manual
Axle Loads
The number of axles that must be placed under a load isdetermined by analyzing the weight restrictions andallowable bearing load from local state or national regu-lations The transportation contractor is responsible fordetermining the axle loads based on the equipment usedand the weight and distribution of the loads The author-ities that permit the load will require an analysis of the axleloads to ensure that the roadbed is not overloaded Axleloads include the weight of the vessel transport saddlesbeams hauler (tractor) dollies etc
There are three different methods used to distribute theloads to the axles
1 Flatbed This method uses conventional tractor-trailer assembly with various numbers of axles andwheels under the trailer bed to distribute the weightto the road surface
2 Bolstered This method is used for abnormally longloads in which the sets of axles are attached directlyto the load via the transport saddle Both sets ofaxles will have steering capabilities
3 Bolstered loads using equalizing transportingbeams This method is much the same as thebolstered long vessel load In this case the load istoo heavy for a flatbed yet too short for bolsteredaxles The solution is to utilize beams betweenbolsters to suspend the load
Transporter Stability
There are two types of stability checks that should beperformed on each load The first has to do with thetipping point of the load relative to the roadway as the loadshifts due to the camber of the road The second has to dowith the turning radius of bolstered loads As the load goesaround curves the CG shifts from being in line with thedollies to an eccentric condition In tight curves the
eccentricity of the load can overload the outer set ofwheels to the point of rollover The two cases are
1 Rollover stability due to road camber2 Turning stability due to turning radius
Case 1Due to the camber in roads the load will be subject to
various angles q that will change the location of the centerof gravity of the load On a flat surface the center of gravityis in line with the centerline of the trailer As the roadcamber increases the CG is steadily moved toward theouter set of wheels At some point the wheels are over-loaded on one side and the entire assembly reaches a tippingpoint Beyond this the trailer turns over and the load is lostThis condition has resulted in numerous rollovers
Case 2For bolstered loads the vessel must swivel on the deck
of the trailer in order to accommodate curves in the roadand corners As the curve or corner is negotiated theactual CG gets further away from the projected load pointThis is true whether you have a single pivoting bolster ortwo however the situation is more pronounced with thedouble pivoting case There have been a number of roll-overs as a result of the eccentricity ie shifting the load tothe outer row of wheels until the load becomes unstable
θ
Figure 101 Rollover stability
DOLLIEe
CG OF LOAD CENTERLINESUSPENDED LOAD
PROJECTEDLOAD POINT
Figure 102 Turning stability
Transportation and Erection of Pressure Vessels 645
646 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 647
Summary of LoadsForces on Vessels During Transportation
Table 10-3Transportation load coefficients K
Forces Road Rail Barge Ocean
Fx 05 10 095 10
Fy 15 20 13 15
Fz 10 15 15 15
Table 10-4Load per saddle due to transport forces
Due to Load per Saddle Diagram
Fx Q1 frac14 WsL2L1
thorn FxB
2A
Q2 frac14 WsL3L1
thorn FxB
2A
Fy Q1 frac14 ethWs thorn FyTHORNL2L1
Q2 frac14 ethWs thorn FyTHORNL3L1
Fz
Q1 frac14 WsL2L1
thorn FzB
L1
Q2 frac14 WsL3L1
thorn FzB
L1
648 Pressure Vessel Design Manual
Load Diagrams for Moments and Forces
Case 1
Note W frac14 weight of vessel plus any impact factors
OAL frac14 L1 thorn L2 thorn L3 w frac14 WOAL
Q1 frac14whethL1 thorn L2THORN2L2
3
i2L1
Q2 frac14 W Q1
M1 frac14 wL22
2
M2 frac14 Q1
Q1
2w L2
M3 frac14 wL23
2
Mx frac14 wethL2 XTHORN22
Mx1 frac14 wethL2 thorn X1THORN22
Q1X1
Mx2 frac14 wethL3 X2THORN22
Case 2
w1 frac14 W1
L2
w2 frac14 W2
L3
Q1 frac14 WL6
L1
Q2 frac14 W Q1
M1 frac14 w1L24
2
M2 frac14 M1 thornM3
2 w1L2
1
8
M3 frac14 w2L23
2
Transportation and Erection of Pressure Vessels 649
Case 3
Q1 frac14 WL1
2ethL1 thorn L2THORN WL2
2
2L1ethL1 thorn L2THORN
Q2 frac14 WL1
2ethL1 thorn L2THORN thornWL2
L1 thorn L2thorn WL2
2
2L1ethL1 thorn L2THORN
M1 frac14 Q21ethL1 thorn L2THORN
2W
M2 frac14 Q1L1 WL21
2ethL1 thorn L2THORN
Mx frac14 Q1XWX2
2ethL1 thorn L2THORN
Case 4
w1 frac14 W1
L2
w2 frac14 W2
L3
Q1 frac14 w1L2eth2L1 L2THORN thorn w2L23
2L1
Q2 frac14 w2L3eth2L1 L3THORN thorn w1L22
2L1
Moment at any point X from Q1
Mx frac14 Q1X w1X2
2
Moment at any point Y from Q2
My frac14 Q2ethL1 YTHORN w2ethL1 YTHORN22
650 Pressure Vessel Design Manual
Transportation-Vertical Vessel on Two Saddles UniformLoad Case With Incorporation of Shipping Factors
NotationF2 frac14 Additional load on Q2 LbsFZ frac14 Longitudinal loading due to shipping forces
LbsFY frac14 Vertical Loading due to shipping forces LbsKZ frac14 Longitudinal impact factorKY frac14 Vertical impact factor
Q1Q2 frac14 Saddle loads without impact factors LbsQ1
0Q20 frac14 Saddle loads with impact factors Lbs
W frac14 Shipping weight of vessel without impactfactors Lbs
WT frac14 Shipping weight with impact factors Lbsw1 frac14 Uniform load without FY LbsFtw2 frac14 Uniform load including FY LbsFt
NOTE Assume that FZ amp FY do not occur at the sametime
Case 1 Adding Load for Fz
bull Longitudinal load FZ
FZ frac14 KZ W
bull Uniform load w1
w1 frac14 W=LT
bull Additional load on saddle F2
F2 frac14 ethFZ BTHORN=L1
bull Saddle loads Q1 Q2 Q10 Q2
0
Q1 frac14 w1
hethL1 thorn L2THORN2L2
3
i2 L1
Q10 frac14 Q1 F2
Q2 frac14 W Q1
Q20 frac14 Q2 thorn F2
Case 2 Adding Loads for Fy
bull Longitudinal load FY
FY frac14 KY W
bull Vertical load FY
WT frac14 Wthorn FY
bull Uniform load w2
w2 frac14 WT=LT
bull Saddle loads Q10 amp Q2
0
Q10 frac14 w2
hethL1 thorn L2THORN2 L2
3
i=2L1
Q20 frac14 WT Q1
0
Select worst case and calculate moments
M1 frac14 wn L22=2
M2 frac14 Q10Q1
0=2 wn
L2
M3 frac14 wn L23=2
Sample Problem
Given
B frac14 1575 ftL1 frac14 124 ftL2 frac14 24 ftL3 frac14 21 ftLT frac14 169 ft
LT
M2
M1 M3
WT
w1 or w2
W
L2
Q1 Q2
Fz
B
L1 L3
Figure 103 Data for uniform load case
Transportation and Erection of Pressure Vessels 651
W frac14 741 kipsKY frac14 5KZ frac14 6
Calculation
FZ frac14 KZ W frac14 6 eth741THORN frac14 4446 kips
FY frac14 KY W frac14 5 eth741THORN frac14 3705 kips
WT frac14 Wthorn FY
frac14 741thorn 3705 frac14 1 1115 kips
w1 frac14 W=LT frac14 741=169 frac14 438 kips=ft
w2 frac14 WT=LT frac14 11115=169 frac14 658 kips=ft
F2 frac14 ethFZ BTHORN=L1 frac14 frac124446 eth1575THORN=124frac14 5647 kips
Case 1 Adding Load for FZ
bull Saddle loads Q1 Q2 Q10 Q2
0
Q1 frac14 w1
hethL1 thorn L2THORN2L2
3
i2 L1
frac14 438heth124thorn 24THORN2212
i2124
frac14 379 kips
Q10 frac14 Q1 F2 frac14 379 565 frac14 3225 kips
Q2 frac14 W Q1 frac14 741 379 frac14 362 kips
Q20 frac14 Q2 thorn F2 frac14 362thorn 565 frac14 4185 kips
Case 2 Adding Load for FY
bull Saddle loads Q10 amp Q2
0
Q10 frac14 w2
hethL1 thorn L2THORN2L2
3
i2 L1
frac14 658heth124thorn 24THORN2212
i2124
frac14 569 kips
Q10 frac14 WT Q1
0 frac14 11115 569
frac14 5425 kips
Worst case is Case 2Determine moments
M1 frac14 w2 L2
2
2 frac14
658242
2
frac14 1 895 ft kips
M2 frac14 Q10Q1
0=2 w2
L2
frac14 569 eth569=eth2$658THORN 24THORN frac14 10 946 ft kips
M3 frac14 w2 L2
3
2 frac14
658212
2 frac14 1 450 ft kips
Use these moments and loads to determine stresses inshell
652 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 653
654 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 655
Tension Bands on Saddles
NotationAr frac14 area required in2
As frac14 area of bolt in2
Ab frac14 area of band required in2
Aw frac14 allowable load on weld lbinB frac14 saddle height ind frac14 bolt diameter inf frac14 load on weld kipsinFt frac14 allowable stress tension psi
Fx Fy Fz frac14 shipping external forces lbK frac14 maximum band spacing inN frac14 number of bands on one saddlePe frac14 equivalent external pressure psiR frac14 outside vessel radius inT frac14 tension load in band lb
T123 frac14 load cases in bolt and band lbTb frac14 tension load in bolt lbWs frac14 weight of one saddle lbb frac14 angle of tension bands degreessa frac14 stress in bolt psisb frac14 stress in band psi
656 Pressure Vessel Design Manual
bull Find tension in band T1 due to shipping forces onsaddle Fx and Fy
T1 frac14 cos b
FxB4RN
thorn Fy Ws
4N
bull Area required for bolt
Ar frac14 T1
Ft
bull Find bolt diameter d
d frac14ffiffiffiffiffiffiffiffi4Ar
p
r
Select nominal bolt diameter
As frac14bull Find maximum stress in bolt due to manualwrenching sa
sa frac14 45 000ffiffiffid
p
bull Maximum tension load in bolts T2
T2 frac14 saAs
bull Load due to saddle weight T3
T3 frac14 Ws
2N
Note Include impact factor in weight of saddle
bull Find maximum load T
T frac14 greater of T1 T2 or T3
bull Load on weld f
f frac14 T4[
bull Determine size of weld from table based on load f
Use w frac14bull Maximum band spacing K
K frac14 4ffiffiffiffiffiRt
p
1285
bull Find area required for tension band Ar
Ar frac14 TFt
Use
bull Check shell stresses due to force T Pe
Pe frac14 4TpRK
lt ASME factor ldquoBrdquo
Table 10-5Allowable load weld
Weld Size w E60XX E70XX
31616 in 239 278
frac14 in 318 37151616 in 398 464
⅜ in 477 55771616 in 556 650
Kipsin of weld
Transportation and Erection of Pressure Vessels 657
Alternate Procedure
Tension Band Notation
N frac14 Number of bands on one saddleQ frac14 Total load on one saddle LbsR frac14 Outside vessel radius inT frac14 Tension load in band Lbsb frac14 Angle of tension bands degrees
K1 frac14 Transverse shipping coefficientK2 frac14 Vertical shipping coefficientX frac14 Horizontal distance to centroid of saddle
reaction inY frac14 Vertical distance to centroid of saddle in
Calculation
bull Vertical distance to centroid of saddle Y
Y frac14 R sin q=q
bull Find angle a
a frac14 cos1 Y=R
bull Horizontal distance to centroid of saddle X
X frac14 R sina
bull Tension load in band T
T frac14 frac12Q frac12ethK1 Y=XTHORN thorn K2=frac122N cos b
Notes
1 Vertical reaction can be a result of longitudinal loadUse largest value
2 Use K2 frac14 0 for transverse case3 Use K1 frac14 0 for longitudinal case4 Use worst case of T1 or T2 and design the balance of
components per previous method
Example
K1 frac14 25K2 frac14 5Q frac14 500 kipsR frac14 925 inq frac14 75 frac14 1308 radb frac14 75N frac14 2
Y frac14 R sin qqY frac14 925 sin 75 1308 frac14 683 in
a frac14 cos-1 (Y R)a frac14 cos-1 (683 925) frac14 424o
X frac14 R sin a
X frac14 925 (sin 424) frac14 624 in
Transverse (K2 frac14 0)
T1 frac14 [Q [(K1 Y X) thorn K2]] [2N cos b]T1 frac14 [500 [(025$683624) thorn 0]] [2$2 cos 75] frac14
3435 kips
Longitudinal (K1 frac14 0)
T2 frac14 [Q [(K1 Y X) thorn K2]] [2N cos b]T2 frac14 [500 [0 thorn 05]] [2$2 cos 75] frac14 6304 kips
K2 W
K1 W
B
AX
TY
R
β α
θ
Figure 10-4 Dimensions of shipping saddle for alternatecase
658 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 659
Procedure 10-2 Erection of Pressure Vessels
The designer of pressure vessels and similar equipmentwill ultimately become involved in the movement trans-portation and erection of that equipment The degree ofthat involvement will vary due to the separation of dutiesand responsibilities of the parties concerned It is prudenthowever for the designer to plan for the eventuality ofthese events and to integrate these activities into theoriginal design If this planning is done properly thereis seldom a problem when the equipment gets to itsfinal destination Conversely there have been numerousproblems encountered when proper planning has notbeen done
There is also an economic benefit in including thelifting attachments in the base vessel bid and designThese lifting attachments are relatively inexpensive incomparison to the overall cost of the vessel and minusculecompared to the cost of the erection of the equipment Theerection alone for a major vessel can run into millions ofdollars If these attachments are added after the purchaseorder is awarded they can become expensive extras
There are also the consequences to life property andschedules if this activity is not carried out to a successfulconclusion Compared to the fabricated cost of the liftingattachments the consequences to life property andschedule are too important to leave the design of thesecomponents and their effect on the vessel to those not fullyversed in the design and analysis of pressure vessels
In addition it is important that the designer of the liftingattachments be in contact with the construction organi-zation that will be executing the lift This ensures that alllifting attachments meet the requirements imposed by thelifting equipment There are so many different methodsand techniques for the erection of vessels and the relatedcosts of each that a coordinated effort between thedesigner and erector is mandatory To avoid surprisesneither the designer nor the erector can afford to work ina vacuum To this end it is not advisable for the vesselfabricator to be responsible for the design if the fabricatoris not the chief coordinator of the transport and erection ofthe vessel
Vessels and related equipment can be erected ina variety of ways Vessels are erected by means of singlecranes multiple cranes gin poles jacking towers andother means The designer of the lifting attachmentsshould not attempt to dictate the erection method by thetypes of attachments that are designed for the vessel The
selection of one type of attachment versus another couldvery well do just that
Not every vessel needs to be designed for erection orhave lifting attachments Obviously the larger the vesselthe more complex the vessel the more expensive thevessel the more care and concern that should be taken intoaccount when designing the attachments and coordinatingthe lift The following listing will provide some guidelinesfor the provision of special lifting attachments and a liftinganalysis to be done In general provide lifting attachmentsfor the following cases
bull Vessels over 50000 lb (25 tons)bull Vessels with LD ratios greater than 5bull Vertical vessels greater than 8 ft in diameter or 50 ftin length
bull Vessels located in a structure or supported bya structure
bull High-alloy or heat-treated vessels (since it would notbe advisable for the field to be doing welding onthese vessels after they arrive on site and wire ropeslings could contaminate the vessel material)
bull Flare stacksbull Vessels with special transportation requirements
At the initial pick point when the vessel is still hori-zontal the load is shared between the lifting lugs and thetail beam or lug based on their respective distances to thevessel center of gravity As the lift proceeds a greaterpercentage of the load is shifted to the top lugs or trun-nions until the vessel is vertical and all of the load is thenon the top lugs At this point the tail beam or shackle canbe removed
During each degree of rotation the load on the lugstrunnions tailing device base ring and vessel shell arecontinually varying The loads on the welds attachingthese devices will also change The designer shouldevaluate these loadings at the various lift angles todetermine the worst coincident case
The worst case is dependent on the type of vessel andthe type of attachments For example there are threetypes of trunnions described in this procedure There isthe bare trunnion (Type 3) where the wire rope slidesaround the trunnion itself While the vessel is in thehorizontal position (initial pick point) the load producesa circumferential moment on the shell Once the vesselis in the upright position the same load produces
660 Pressure Vessel Design Manual
a longitudinal moment in the shell At all the interme-diate angles of lift there is a combination of circumfer-ential and longitudinal moments The designer shouldcheck the two worst cases at 0 and 90 and severalcombinations in between
The same trunnion could have a lifting lug welded tothe end of the trunnion (Type 1) This lug also producescircumferential and longitudinal moments in the shellHowever in addition this type of lug will producea torsional moment on the shell that is maximum at 0 andzero at 90 of angular rotation The rotating lug (Type 2)eliminates any torsional moment
There is one single lift angle that will produce themaximum stress in the vessel shell but no lift angle that isthe worst for all vessels The worst case is dependent onthe type of lift attachments distances weights and posi-tion relative to the center of gravity
The minimum lift location is the lowest pick point thatdoes not overstress the overhanging portion of the vesselThe maximum lift location is the highest pick point thatdoes not overstress the vessel between the tail and pickpoints These points become significant when locating thelift points to balance the stress at the top lug the overhangand the midspan stress
The use of side lugs can sometimes provide anadvantage by reducing the buckling stress at midspan andthe required lift height Side lugs allow for shorter boomlengths on a two-crane lift or gin poles A shorter boomlength in turn allows a higher lift capacity for the cranesThe lower the lug location on the shell the shorter the liftand the higher the allowable crane capacity This cantranslate into dollars as crane capacity is affected Thechallenge from the vessel side is the longitudinal bendingdue to the overhang and increased local shell stresses Allof these factors must be balanced to determine the lowestoverall cost of an erected vessel
Requirement for Erection and Setting of Vertical Vessels
The following is a brief synopsis of general recom-mendations regarding the setting leveling and shimmingof vertical vessels The following should be considered asguidelines only There are no codes or standards that areapplied In general company specifications containcontract requirements for the contractors scope of supplyor duties The following lists help to clarify generalconstruction practices with regard to the setting of verticalvessels and towers
Contractor Duties
1 Prepare tops of foundations (bush hammer ifrequired)
2 Perform surveying as required to establish center-lines sole plate or shim elevations at bottom of baseof equipment
3 Shimming4 Erect equipment5 Levelplumbing6 Final alignment7 Grouting8 Bolting
Tolerances
Out of vertical tolerance for vertical vessels unlessspecified otherwise shall be 01 of the vessel heightor about frac14 inch for every 20 feet to a maximum offrac34 inches
Soleplates (also called bearing pads levelingplates or embedments)
Soleplates are stainless steel plates 05 inches to075 inches thick set in grout on top of the foundation atthe exact height of the underside of the base plate Asa rule two soleplates should be installed per anchor boltone on each side of the bolt Depending on the towerdiameter and the distance between the anchor boltsanother soleplate may be installed between adjacentanchor bolts The dimensions of the soleplates will varyaccording to the width of the vessel base ring and vesselweight Soleplates are supported in place by a mixture ofPortland cement and sand in proportions 13 The vesselshould not be erected until the soleplates have been inplace for 28 days to allow for concrete curing Shims andsoleplates will remain in place after the grouting operation
Shims
Shims are used to provide precise leveling of the vesselShim packs may be grouted into the foundation in lieu ofsole plates but this practice is unusual Typically shimsare used on top of the sole plates for the leveling opera-tion Special shims may be required for unique applica-tions such as a large vessel supported on a braced framestructure with minimal contactbearing at each support
Transportation and Erection of Pressure Vessels 661
point The following are some guidelines for the use ofshims
1 Shims If left in place shall be stainless steel2 Shims must have rounded corners3 Shims will be fixed in place4 Shims shall be deburred5 Shims shall be full bearing6 Shims may be horseshoe type7 Shims thinner than 0001 inches are not allowed8 Shims with holes are not allowed9 Shims should be the full width of the base plate
LevelingStraightnessPlumbness
After the vessel has been placed on its foundation itmust be checked to be certain it is vertical and plumbLeveling is normally checked by use of two theodilites90 degrees apart The theodilites shall be spaced anadequate distance from the vessel to allow visual field ofthe entire height of the vessel Adjustments can be made tothe vessel alignment by means of wedges either poweredor not and then shimmed The wedges should not be leftin place after shimming
The vessel may be heated by the sun to a highertemperature on one side than the other This can createa slight ldquobananardquo effect which should be taken intoaccount when checking levelness The equation forcalculating the deflection from this effect is as follows
2 frac14 p D2 t H2 aDT
8 I
where2 frac14 Deflection inD frac14 Diameter ftT frac14 Thickness inH frac14 Height fta frac14 Coefficient of thermal expansion ininF
DT frac14 Temperature difference from one side of thecolumn to the other F
I frac14 Moment of inertia of vessel cross section ft4
Bolting
After the vessel is aligned and shimmed the nuts on theanchor bolts must be tightened The vessel should not be
left standing without the crane attached unless all anchorbolts have been tightened
The anchor bolts should not be tightened to theirmaximum load until the drypacking under the base plateis complete At this stage the base plate is suspendedbetween the soleplates until the drypack is installedSince the soleplates straddle the anchor bolts there isa chance of deforming the baseplate prior to the instal-lation of the drypack if the anchor bolts are overtightened
After drypacking the anchor bolts should be tight-ened to the correct torque to produce the maximumallowable bolt stress The anchor bolts should not betightened beyond the point of maximum allowable boltstress
Note that the initial anchor bolt tension does notincrease the maximum bolt tension caused by wind orearthquake This initial tension will only clamp the basering to the concrete Both are in equal compression untilthe external load is applied The external load reduces thecompression in the concrete before additional load isapplied to the bolts After the external load overcomes allthe compression in the concrete the stress in the bolt willincrease to the value it would have been had there been noinitial tension
Grouting
Grout under base plates shall provide full uniform loadtransfer between the bottom of the base plate and the topof the foundation Load transfer to the foundation must bethrough the grout not through the shims or soleplate
Prior to setting of the vessel the top of the foundationshould be bush hammered and cleaned This ensures thatthe grout will adhere to the surface of the foundation Bushhammering may be done strictly under the base plate oracross the entire top of the foundation
Once the vessel is leveled shimmed and bolted it isready to be grouted Grouting shall consist of filling thevoid area between the top of foundation and the undersideof base plate with cementatious grout The grout shall beinstalled in accordance with the manufacturers recom-mendations and any applicable contract specifications
Depending on the type of grout to be used grout damsmay be used
662 Pressure Vessel Design Manual
18
132 mm times 15 m SLINGSWL = 120 TON (SP)DOUBLE (2 PCS)SWL = 500 T times 40 m LENGTHSPREADER BEAM
SWL = 400T SHACKLE (4 NOS)
SWL = 400T SHACKLE (1 NO)
100 mm times 20 m SLINGSWL = 90 TON (SP)SWL = 737 TON (BH)DOUBLE (2 PCS)
90 mm times 15 m SLINGSWL = 60 TON (SP)SWL = 441 TON (BH)DOUBLE (2 PCS)
CounterWeight = 40ton
CounterWeight = 275ton
BOO
M 9
6m
90009000
620002000017000 100
0
100
0 13000
MAST 24m
oslash3840
oslash4160
1692
1829
1026
987
4
BOO
M 36m
Figure 10-5 Typical example of erection study
Transporta
tionandErectio
nofPressure
Vessels
663
Steps in Design
Given the overall weight and geometry of the vesseland the location of the center of gravity based on theerected weight apply the following steps to eithercomplete the design or analyze the design
Step 1 Select the type of lifting attachments as aninitial starting point
Lift end (also referred to as the ldquopick endrdquo)a Head lug Usually the simplest and most
economical and produces the least stressb Cone lug Similar to a head lug but located at
a conical transition section of the vesselc Side lug Complex and expensived Top flange lug The choice for high-pressure
vessels where the top center flange and head arevery rigid This method is uneconomical foraverage applications
e Side flange lug Rarely used because it requiresa very heavy nozzle and shell reinforcement
f Trunnions Simple and economical Used ona wide variety of vessels
g OtherTail end
a Tail beamb Tail lugc Choker (cinch) see later commentary
Tailing a column during erection with a wire ropechoker on the skirt above the base ring is a fairly commonprocedure Most experienced erectors are qualified toperform this procedure safely There are several advan-tages to using a tailing choker
bull Saves material design detailing and fabricationbull Simplifies concerns with lug and shippingorientations
bull May reduce overall height during transportation
There are situations and conditions that could make theuse of a tailing choker impractical costly and possiblyunsafe Provide tailing lugs or a tailing beam if
bull The column is more than about 10 feet in diameterThe larger the diameter the more difficult it is for thewire rope to cinch down and form a good choke onthe column
bull The tail load is so great that it requires the use ofslings greater than about 1frac12 inches in diameter Thelarger the diameter of the rope the less flexible it isand the more likely that it could slip up unexpectedlyduring erection
Step 2 Determine the forces T and P for all angles oferection
Step 3 Designcheck the lifting attachments for thetailing force T and pick force P
Step 4 Designcheck the base ring assembly forstresses due to tailing force T
Step 5 Determine the base ring stiffening configura-tion if required and design struts
Step 6 Check shell stresses due to bending during liftThis would include midspan as well as anyoverhang
Step 7 Analyze local loads in vessel shell and skirt dueto loads from attachments
Allowable Stresses
Per AISC
Tension
Ft frac14 06Fy on gross area
frac14 05Fu on effective net area
frac14 045Fy for pin-connected members
Compression(for short members only)
Fc frac14 Use buckling value
frac14 for vessel shell 133 ASME Factor B
Shear
Fs frac14 Net area of pin hole 045Fy
frac14 other than pin-connected members 04Fy
frac14 fillet welds in shear
E60XX 9600 lb=in or 13 600 psi
E70XX 11 200 lb=in or 15 800 psi
Bending
Fb frac14 06Fy to 075Fy depending on the shape of themember
Bearing
Fp frac14 09Fy
Combined
Shear and tension
sa
Fathorn sFs
1
664 Pressure Vessel Design Manual
Tension compression and bendingsa
Fathorn sb
Fb 1 or
sT
FTthorn sb
Fb 1
Note Custom-designed lifting devices that supportlifted loads are generally governed by ASME B3020ldquoBelow the hook lifting devicesrdquoUnder this specificationdesign stresses are limited to Fy3 The use of AISCallowables with a load factor of 18 or greater willgenerally meet this requirement
Notation
A frac14 area in2
Aa frac14 area available in2
Ab frac14 area bolt in2
An frac14 net cross-sectional area of lug in2
Ap frac14 area pin hole in2
Ar frac14 area required in2
As frac14 area strut in2 or shear area of boltsC frac14 lug dimension see sketchDo frac14 diameter vessel OD inD1 frac14 diameter lift hole inD2 frac14 diameter pin inD3 frac14 diameter pad eye inDsk frac14 diameter skirt inDm frac14 mean vessel diameter inE frac14 modulus of elasticity psifr frac14 tail end radial force lbfL frac14 tail end longitudinal force lbfs frac14 shear load lb or lbinFa frac14 allowable stress combined loading psiFb frac14 allowable stress bending psiFc frac14 allowable stress compression psiFp frac14 allowable stress bearing pressure psiFs frac14 allowable stress shear psiFt frac14 allowable stress tension psiFy frac14 minimum specified yield stress psiI frac14 moment of inertia in4
Jw frac14 polar moment of inertia of weld in4
K frac14 end connection coefficientKL frac14 overall load factor combining impact and safety
factors 15ndash20Ki frac14 impact factor 025ndash05Kr frac14 internal moment coefficient in circular ring due
to radial loadKs frac14 safety factorKT frac14 internal tensioncompression coefficient in
circular ring due to radial loadLs frac14 length of skirtbase stiffenerstrut in
M frac14 moment in-lbMb frac14 bending moment in-lbMC frac14 circumferential moment in-lbML frac14 longitudinal moment in-lbMT frac14 torsional moment in-lbNb frac14 number of bolts used in tail beam or flange
lugN frac14 width of flange of tail beam with a web stiffener
(N frac14 10 without web stiffener)nL frac14 number of head or side lugsP frac14 pick end load lbPe frac14 equivalent load lbPL frac14 longitudinal load per lug lbPr frac14 radial load lbPT frac14 transverse load per lug lbRb frac14 radius of base ring to neutral axis inr frac14 radius of gyration of strut in
Rc frac14 radius of bolt circle of flange inSu frac14 minimum specified tensile stress of bolts psitb frac14 thickness of base plate intg frac14 thickness of gusset intL frac14 thickness of lug intP frac14 thickness of pad eye ints frac14 thickness of shell inT frac14 tail end load lbTb frac14 bolt pretension load lbsTt frac14 tangential force lbw1 frac14 fillet weld size shell to re-padw2 frac14 fillet weld size re-pad to shellw3 frac14 fillet weld size pad eye to lugw4 frac14 fillet weld size base plate to skirtw5 frac14 uniform load on vessel lbinWE frac14 design erection weight lbWL frac14 erection weight lbZ frac14 section modulus in3
a frac14 angular position for moment coefficients in basering clockwise from 0
b frac14 angle between parallel beams degreess frac14 stress combined psisb frac14 stress bending psisp frac14 stress bearing psisc frac14 stress compression psiscr frac14 critical buckling stress psisT frac14 stress tension psis frac14 shear stress psisT frac14 torsional shear stress psiq frac14 lift angle degrees
qB frac14 minimum bearing contact angle degreesqH frac14 sling angle to lift line horizontal degreesqv frac14 sling angle to lift line vertical degrees
Transportation and Erection of Pressure Vessels 665
Procedure 10-3 Lifting Attachments and Terminology
666 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 667
668 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 669
670 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 671
Tailing Trunnion
Utilizes reinforced openings in skirt with through pipePipe is removed after erection and the openings used asskirt manways
Shell Flange Lug
Lifting Device Utilizing Top Body Flanges
672 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 673
Miscellaneous Lugs WL lt 60 kips
Calculations
Due to bending
tL frac14 6PTB
A2Fb
Due to shear
tL frac14 PTethA D1THORNFs
Due to tension
tL frac14 PLethA D1THORNFt
Notes
1 Table 10-6 is based on an allowable stress of 137ksi
2 Design each lug for a 21 safety factor3 Design each lug for a minimum 10 side force
Hertzian Stress Bearing
sp frac14 0418
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiE
PtL
ethR1 R2THORN
13
R1R2
vuuutlt 2Fy
Shear Load in WeldType 1 greater of following
sw frac14 6PTB
2A2
sw frac14 PL2A
Type 2 Use design for top head lug
Table 10-6Lug dimensions
WL kips A D1 B C tL w1 WL kips A D1 B C tL w1
4 3 088 15 2 05 025 20 7 175 3 3 1 038
6 35 1 163 2 063 025 25 7 238 4 4 1 044
8 4 113 175 2 063 025 35 8 238 4 4 1125 05
10 45 125 2 2 075 025 40 8 238 4 4 1125 063
12 5 138 213 3 088 025 45 8 288 4 4 1125 063
14 55 15 238 3 1 038 50 10 288 4 4 125 075
16 65 163 25 3 1 038 55 10 288 4 4 125 075
18 7 175 275 3 1 038 60 10 288 4 4 125 088
Figure 10-6 Dimensions and forces
674 Pressure Vessel Design Manual

644 Pressure Vessel Design Manual
Axle Loads
The number of axles that must be placed under a load isdetermined by analyzing the weight restrictions andallowable bearing load from local state or national regu-lations The transportation contractor is responsible fordetermining the axle loads based on the equipment usedand the weight and distribution of the loads The author-ities that permit the load will require an analysis of the axleloads to ensure that the roadbed is not overloaded Axleloads include the weight of the vessel transport saddlesbeams hauler (tractor) dollies etc
There are three different methods used to distribute theloads to the axles
1 Flatbed This method uses conventional tractor-trailer assembly with various numbers of axles andwheels under the trailer bed to distribute the weightto the road surface
2 Bolstered This method is used for abnormally longloads in which the sets of axles are attached directlyto the load via the transport saddle Both sets ofaxles will have steering capabilities
3 Bolstered loads using equalizing transportingbeams This method is much the same as thebolstered long vessel load In this case the load istoo heavy for a flatbed yet too short for bolsteredaxles The solution is to utilize beams betweenbolsters to suspend the load
Transporter Stability
There are two types of stability checks that should beperformed on each load The first has to do with thetipping point of the load relative to the roadway as the loadshifts due to the camber of the road The second has to dowith the turning radius of bolstered loads As the load goesaround curves the CG shifts from being in line with thedollies to an eccentric condition In tight curves the
eccentricity of the load can overload the outer set ofwheels to the point of rollover The two cases are
1 Rollover stability due to road camber2 Turning stability due to turning radius
Case 1Due to the camber in roads the load will be subject to
various angles q that will change the location of the centerof gravity of the load On a flat surface the center of gravityis in line with the centerline of the trailer As the roadcamber increases the CG is steadily moved toward theouter set of wheels At some point the wheels are over-loaded on one side and the entire assembly reaches a tippingpoint Beyond this the trailer turns over and the load is lostThis condition has resulted in numerous rollovers
Case 2For bolstered loads the vessel must swivel on the deck
of the trailer in order to accommodate curves in the roadand corners As the curve or corner is negotiated theactual CG gets further away from the projected load pointThis is true whether you have a single pivoting bolster ortwo however the situation is more pronounced with thedouble pivoting case There have been a number of roll-overs as a result of the eccentricity ie shifting the load tothe outer row of wheels until the load becomes unstable
θ
Figure 101 Rollover stability
DOLLIEe
CG OF LOAD CENTERLINESUSPENDED LOAD
PROJECTEDLOAD POINT
Figure 102 Turning stability
Transportation and Erection of Pressure Vessels 645
646 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 647
Summary of LoadsForces on Vessels During Transportation
Table 10-3Transportation load coefficients K
Forces Road Rail Barge Ocean
Fx 05 10 095 10
Fy 15 20 13 15
Fz 10 15 15 15
Table 10-4Load per saddle due to transport forces
Due to Load per Saddle Diagram
Fx Q1 frac14 WsL2L1
thorn FxB
2A
Q2 frac14 WsL3L1
thorn FxB
2A
Fy Q1 frac14 ethWs thorn FyTHORNL2L1
Q2 frac14 ethWs thorn FyTHORNL3L1
Fz
Q1 frac14 WsL2L1
thorn FzB
L1
Q2 frac14 WsL3L1
thorn FzB
L1
648 Pressure Vessel Design Manual
Load Diagrams for Moments and Forces
Case 1
Note W frac14 weight of vessel plus any impact factors
OAL frac14 L1 thorn L2 thorn L3 w frac14 WOAL
Q1 frac14whethL1 thorn L2THORN2L2
3
i2L1
Q2 frac14 W Q1
M1 frac14 wL22
2
M2 frac14 Q1
Q1
2w L2
M3 frac14 wL23
2
Mx frac14 wethL2 XTHORN22
Mx1 frac14 wethL2 thorn X1THORN22
Q1X1
Mx2 frac14 wethL3 X2THORN22
Case 2
w1 frac14 W1
L2
w2 frac14 W2
L3
Q1 frac14 WL6
L1
Q2 frac14 W Q1
M1 frac14 w1L24
2
M2 frac14 M1 thornM3
2 w1L2
1
8
M3 frac14 w2L23
2
Transportation and Erection of Pressure Vessels 649
Case 3
Q1 frac14 WL1
2ethL1 thorn L2THORN WL2
2
2L1ethL1 thorn L2THORN
Q2 frac14 WL1
2ethL1 thorn L2THORN thornWL2
L1 thorn L2thorn WL2
2
2L1ethL1 thorn L2THORN
M1 frac14 Q21ethL1 thorn L2THORN
2W
M2 frac14 Q1L1 WL21
2ethL1 thorn L2THORN
Mx frac14 Q1XWX2
2ethL1 thorn L2THORN
Case 4
w1 frac14 W1
L2
w2 frac14 W2
L3
Q1 frac14 w1L2eth2L1 L2THORN thorn w2L23
2L1
Q2 frac14 w2L3eth2L1 L3THORN thorn w1L22
2L1
Moment at any point X from Q1
Mx frac14 Q1X w1X2
2
Moment at any point Y from Q2
My frac14 Q2ethL1 YTHORN w2ethL1 YTHORN22
650 Pressure Vessel Design Manual
Transportation-Vertical Vessel on Two Saddles UniformLoad Case With Incorporation of Shipping Factors
NotationF2 frac14 Additional load on Q2 LbsFZ frac14 Longitudinal loading due to shipping forces
LbsFY frac14 Vertical Loading due to shipping forces LbsKZ frac14 Longitudinal impact factorKY frac14 Vertical impact factor
Q1Q2 frac14 Saddle loads without impact factors LbsQ1
0Q20 frac14 Saddle loads with impact factors Lbs
W frac14 Shipping weight of vessel without impactfactors Lbs
WT frac14 Shipping weight with impact factors Lbsw1 frac14 Uniform load without FY LbsFtw2 frac14 Uniform load including FY LbsFt
NOTE Assume that FZ amp FY do not occur at the sametime
Case 1 Adding Load for Fz
bull Longitudinal load FZ
FZ frac14 KZ W
bull Uniform load w1
w1 frac14 W=LT
bull Additional load on saddle F2
F2 frac14 ethFZ BTHORN=L1
bull Saddle loads Q1 Q2 Q10 Q2
0
Q1 frac14 w1
hethL1 thorn L2THORN2L2
3
i2 L1
Q10 frac14 Q1 F2
Q2 frac14 W Q1
Q20 frac14 Q2 thorn F2
Case 2 Adding Loads for Fy
bull Longitudinal load FY
FY frac14 KY W
bull Vertical load FY
WT frac14 Wthorn FY
bull Uniform load w2
w2 frac14 WT=LT
bull Saddle loads Q10 amp Q2
0
Q10 frac14 w2
hethL1 thorn L2THORN2 L2
3
i=2L1
Q20 frac14 WT Q1
0
Select worst case and calculate moments
M1 frac14 wn L22=2
M2 frac14 Q10Q1
0=2 wn
L2
M3 frac14 wn L23=2
Sample Problem
Given
B frac14 1575 ftL1 frac14 124 ftL2 frac14 24 ftL3 frac14 21 ftLT frac14 169 ft
LT
M2
M1 M3
WT
w1 or w2
W
L2
Q1 Q2
Fz
B
L1 L3
Figure 103 Data for uniform load case
Transportation and Erection of Pressure Vessels 651
W frac14 741 kipsKY frac14 5KZ frac14 6
Calculation
FZ frac14 KZ W frac14 6 eth741THORN frac14 4446 kips
FY frac14 KY W frac14 5 eth741THORN frac14 3705 kips
WT frac14 Wthorn FY
frac14 741thorn 3705 frac14 1 1115 kips
w1 frac14 W=LT frac14 741=169 frac14 438 kips=ft
w2 frac14 WT=LT frac14 11115=169 frac14 658 kips=ft
F2 frac14 ethFZ BTHORN=L1 frac14 frac124446 eth1575THORN=124frac14 5647 kips
Case 1 Adding Load for FZ
bull Saddle loads Q1 Q2 Q10 Q2
0
Q1 frac14 w1
hethL1 thorn L2THORN2L2
3
i2 L1
frac14 438heth124thorn 24THORN2212
i2124
frac14 379 kips
Q10 frac14 Q1 F2 frac14 379 565 frac14 3225 kips
Q2 frac14 W Q1 frac14 741 379 frac14 362 kips
Q20 frac14 Q2 thorn F2 frac14 362thorn 565 frac14 4185 kips
Case 2 Adding Load for FY
bull Saddle loads Q10 amp Q2
0
Q10 frac14 w2
hethL1 thorn L2THORN2L2
3
i2 L1
frac14 658heth124thorn 24THORN2212
i2124
frac14 569 kips
Q10 frac14 WT Q1
0 frac14 11115 569
frac14 5425 kips
Worst case is Case 2Determine moments
M1 frac14 w2 L2
2
2 frac14
658242
2
frac14 1 895 ft kips
M2 frac14 Q10Q1
0=2 w2
L2
frac14 569 eth569=eth2$658THORN 24THORN frac14 10 946 ft kips
M3 frac14 w2 L2
3
2 frac14
658212
2 frac14 1 450 ft kips
Use these moments and loads to determine stresses inshell
652 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 653
654 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 655
Tension Bands on Saddles
NotationAr frac14 area required in2
As frac14 area of bolt in2
Ab frac14 area of band required in2
Aw frac14 allowable load on weld lbinB frac14 saddle height ind frac14 bolt diameter inf frac14 load on weld kipsinFt frac14 allowable stress tension psi
Fx Fy Fz frac14 shipping external forces lbK frac14 maximum band spacing inN frac14 number of bands on one saddlePe frac14 equivalent external pressure psiR frac14 outside vessel radius inT frac14 tension load in band lb
T123 frac14 load cases in bolt and band lbTb frac14 tension load in bolt lbWs frac14 weight of one saddle lbb frac14 angle of tension bands degreessa frac14 stress in bolt psisb frac14 stress in band psi
656 Pressure Vessel Design Manual
bull Find tension in band T1 due to shipping forces onsaddle Fx and Fy
T1 frac14 cos b
FxB4RN
thorn Fy Ws
4N
bull Area required for bolt
Ar frac14 T1
Ft
bull Find bolt diameter d
d frac14ffiffiffiffiffiffiffiffi4Ar
p
r
Select nominal bolt diameter
As frac14bull Find maximum stress in bolt due to manualwrenching sa
sa frac14 45 000ffiffiffid
p
bull Maximum tension load in bolts T2
T2 frac14 saAs
bull Load due to saddle weight T3
T3 frac14 Ws
2N
Note Include impact factor in weight of saddle
bull Find maximum load T
T frac14 greater of T1 T2 or T3
bull Load on weld f
f frac14 T4[
bull Determine size of weld from table based on load f
Use w frac14bull Maximum band spacing K
K frac14 4ffiffiffiffiffiRt
p
1285
bull Find area required for tension band Ar
Ar frac14 TFt
Use
bull Check shell stresses due to force T Pe
Pe frac14 4TpRK
lt ASME factor ldquoBrdquo
Table 10-5Allowable load weld
Weld Size w E60XX E70XX
31616 in 239 278
frac14 in 318 37151616 in 398 464
⅜ in 477 55771616 in 556 650
Kipsin of weld
Transportation and Erection of Pressure Vessels 657
Alternate Procedure
Tension Band Notation
N frac14 Number of bands on one saddleQ frac14 Total load on one saddle LbsR frac14 Outside vessel radius inT frac14 Tension load in band Lbsb frac14 Angle of tension bands degrees
K1 frac14 Transverse shipping coefficientK2 frac14 Vertical shipping coefficientX frac14 Horizontal distance to centroid of saddle
reaction inY frac14 Vertical distance to centroid of saddle in
Calculation
bull Vertical distance to centroid of saddle Y
Y frac14 R sin q=q
bull Find angle a
a frac14 cos1 Y=R
bull Horizontal distance to centroid of saddle X
X frac14 R sina
bull Tension load in band T
T frac14 frac12Q frac12ethK1 Y=XTHORN thorn K2=frac122N cos b
Notes
1 Vertical reaction can be a result of longitudinal loadUse largest value
2 Use K2 frac14 0 for transverse case3 Use K1 frac14 0 for longitudinal case4 Use worst case of T1 or T2 and design the balance of
components per previous method
Example
K1 frac14 25K2 frac14 5Q frac14 500 kipsR frac14 925 inq frac14 75 frac14 1308 radb frac14 75N frac14 2
Y frac14 R sin qqY frac14 925 sin 75 1308 frac14 683 in
a frac14 cos-1 (Y R)a frac14 cos-1 (683 925) frac14 424o
X frac14 R sin a
X frac14 925 (sin 424) frac14 624 in
Transverse (K2 frac14 0)
T1 frac14 [Q [(K1 Y X) thorn K2]] [2N cos b]T1 frac14 [500 [(025$683624) thorn 0]] [2$2 cos 75] frac14
3435 kips
Longitudinal (K1 frac14 0)
T2 frac14 [Q [(K1 Y X) thorn K2]] [2N cos b]T2 frac14 [500 [0 thorn 05]] [2$2 cos 75] frac14 6304 kips
K2 W
K1 W
B
AX
TY
R
β α
θ
Figure 10-4 Dimensions of shipping saddle for alternatecase
658 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 659
Procedure 10-2 Erection of Pressure Vessels
The designer of pressure vessels and similar equipmentwill ultimately become involved in the movement trans-portation and erection of that equipment The degree ofthat involvement will vary due to the separation of dutiesand responsibilities of the parties concerned It is prudenthowever for the designer to plan for the eventuality ofthese events and to integrate these activities into theoriginal design If this planning is done properly thereis seldom a problem when the equipment gets to itsfinal destination Conversely there have been numerousproblems encountered when proper planning has notbeen done
There is also an economic benefit in including thelifting attachments in the base vessel bid and designThese lifting attachments are relatively inexpensive incomparison to the overall cost of the vessel and minusculecompared to the cost of the erection of the equipment Theerection alone for a major vessel can run into millions ofdollars If these attachments are added after the purchaseorder is awarded they can become expensive extras
There are also the consequences to life property andschedules if this activity is not carried out to a successfulconclusion Compared to the fabricated cost of the liftingattachments the consequences to life property andschedule are too important to leave the design of thesecomponents and their effect on the vessel to those not fullyversed in the design and analysis of pressure vessels
In addition it is important that the designer of the liftingattachments be in contact with the construction organi-zation that will be executing the lift This ensures that alllifting attachments meet the requirements imposed by thelifting equipment There are so many different methodsand techniques for the erection of vessels and the relatedcosts of each that a coordinated effort between thedesigner and erector is mandatory To avoid surprisesneither the designer nor the erector can afford to work ina vacuum To this end it is not advisable for the vesselfabricator to be responsible for the design if the fabricatoris not the chief coordinator of the transport and erection ofthe vessel
Vessels and related equipment can be erected ina variety of ways Vessels are erected by means of singlecranes multiple cranes gin poles jacking towers andother means The designer of the lifting attachmentsshould not attempt to dictate the erection method by thetypes of attachments that are designed for the vessel The
selection of one type of attachment versus another couldvery well do just that
Not every vessel needs to be designed for erection orhave lifting attachments Obviously the larger the vesselthe more complex the vessel the more expensive thevessel the more care and concern that should be taken intoaccount when designing the attachments and coordinatingthe lift The following listing will provide some guidelinesfor the provision of special lifting attachments and a liftinganalysis to be done In general provide lifting attachmentsfor the following cases
bull Vessels over 50000 lb (25 tons)bull Vessels with LD ratios greater than 5bull Vertical vessels greater than 8 ft in diameter or 50 ftin length
bull Vessels located in a structure or supported bya structure
bull High-alloy or heat-treated vessels (since it would notbe advisable for the field to be doing welding onthese vessels after they arrive on site and wire ropeslings could contaminate the vessel material)
bull Flare stacksbull Vessels with special transportation requirements
At the initial pick point when the vessel is still hori-zontal the load is shared between the lifting lugs and thetail beam or lug based on their respective distances to thevessel center of gravity As the lift proceeds a greaterpercentage of the load is shifted to the top lugs or trun-nions until the vessel is vertical and all of the load is thenon the top lugs At this point the tail beam or shackle canbe removed
During each degree of rotation the load on the lugstrunnions tailing device base ring and vessel shell arecontinually varying The loads on the welds attachingthese devices will also change The designer shouldevaluate these loadings at the various lift angles todetermine the worst coincident case
The worst case is dependent on the type of vessel andthe type of attachments For example there are threetypes of trunnions described in this procedure There isthe bare trunnion (Type 3) where the wire rope slidesaround the trunnion itself While the vessel is in thehorizontal position (initial pick point) the load producesa circumferential moment on the shell Once the vesselis in the upright position the same load produces
660 Pressure Vessel Design Manual
a longitudinal moment in the shell At all the interme-diate angles of lift there is a combination of circumfer-ential and longitudinal moments The designer shouldcheck the two worst cases at 0 and 90 and severalcombinations in between
The same trunnion could have a lifting lug welded tothe end of the trunnion (Type 1) This lug also producescircumferential and longitudinal moments in the shellHowever in addition this type of lug will producea torsional moment on the shell that is maximum at 0 andzero at 90 of angular rotation The rotating lug (Type 2)eliminates any torsional moment
There is one single lift angle that will produce themaximum stress in the vessel shell but no lift angle that isthe worst for all vessels The worst case is dependent onthe type of lift attachments distances weights and posi-tion relative to the center of gravity
The minimum lift location is the lowest pick point thatdoes not overstress the overhanging portion of the vesselThe maximum lift location is the highest pick point thatdoes not overstress the vessel between the tail and pickpoints These points become significant when locating thelift points to balance the stress at the top lug the overhangand the midspan stress
The use of side lugs can sometimes provide anadvantage by reducing the buckling stress at midspan andthe required lift height Side lugs allow for shorter boomlengths on a two-crane lift or gin poles A shorter boomlength in turn allows a higher lift capacity for the cranesThe lower the lug location on the shell the shorter the liftand the higher the allowable crane capacity This cantranslate into dollars as crane capacity is affected Thechallenge from the vessel side is the longitudinal bendingdue to the overhang and increased local shell stresses Allof these factors must be balanced to determine the lowestoverall cost of an erected vessel
Requirement for Erection and Setting of Vertical Vessels
The following is a brief synopsis of general recom-mendations regarding the setting leveling and shimmingof vertical vessels The following should be considered asguidelines only There are no codes or standards that areapplied In general company specifications containcontract requirements for the contractors scope of supplyor duties The following lists help to clarify generalconstruction practices with regard to the setting of verticalvessels and towers
Contractor Duties
1 Prepare tops of foundations (bush hammer ifrequired)
2 Perform surveying as required to establish center-lines sole plate or shim elevations at bottom of baseof equipment
3 Shimming4 Erect equipment5 Levelplumbing6 Final alignment7 Grouting8 Bolting
Tolerances
Out of vertical tolerance for vertical vessels unlessspecified otherwise shall be 01 of the vessel heightor about frac14 inch for every 20 feet to a maximum offrac34 inches
Soleplates (also called bearing pads levelingplates or embedments)
Soleplates are stainless steel plates 05 inches to075 inches thick set in grout on top of the foundation atthe exact height of the underside of the base plate Asa rule two soleplates should be installed per anchor boltone on each side of the bolt Depending on the towerdiameter and the distance between the anchor boltsanother soleplate may be installed between adjacentanchor bolts The dimensions of the soleplates will varyaccording to the width of the vessel base ring and vesselweight Soleplates are supported in place by a mixture ofPortland cement and sand in proportions 13 The vesselshould not be erected until the soleplates have been inplace for 28 days to allow for concrete curing Shims andsoleplates will remain in place after the grouting operation
Shims
Shims are used to provide precise leveling of the vesselShim packs may be grouted into the foundation in lieu ofsole plates but this practice is unusual Typically shimsare used on top of the sole plates for the leveling opera-tion Special shims may be required for unique applica-tions such as a large vessel supported on a braced framestructure with minimal contactbearing at each support
Transportation and Erection of Pressure Vessels 661
point The following are some guidelines for the use ofshims
1 Shims If left in place shall be stainless steel2 Shims must have rounded corners3 Shims will be fixed in place4 Shims shall be deburred5 Shims shall be full bearing6 Shims may be horseshoe type7 Shims thinner than 0001 inches are not allowed8 Shims with holes are not allowed9 Shims should be the full width of the base plate
LevelingStraightnessPlumbness
After the vessel has been placed on its foundation itmust be checked to be certain it is vertical and plumbLeveling is normally checked by use of two theodilites90 degrees apart The theodilites shall be spaced anadequate distance from the vessel to allow visual field ofthe entire height of the vessel Adjustments can be made tothe vessel alignment by means of wedges either poweredor not and then shimmed The wedges should not be leftin place after shimming
The vessel may be heated by the sun to a highertemperature on one side than the other This can createa slight ldquobananardquo effect which should be taken intoaccount when checking levelness The equation forcalculating the deflection from this effect is as follows
2 frac14 p D2 t H2 aDT
8 I
where2 frac14 Deflection inD frac14 Diameter ftT frac14 Thickness inH frac14 Height fta frac14 Coefficient of thermal expansion ininF
DT frac14 Temperature difference from one side of thecolumn to the other F
I frac14 Moment of inertia of vessel cross section ft4
Bolting
After the vessel is aligned and shimmed the nuts on theanchor bolts must be tightened The vessel should not be
left standing without the crane attached unless all anchorbolts have been tightened
The anchor bolts should not be tightened to theirmaximum load until the drypacking under the base plateis complete At this stage the base plate is suspendedbetween the soleplates until the drypack is installedSince the soleplates straddle the anchor bolts there isa chance of deforming the baseplate prior to the instal-lation of the drypack if the anchor bolts are overtightened
After drypacking the anchor bolts should be tight-ened to the correct torque to produce the maximumallowable bolt stress The anchor bolts should not betightened beyond the point of maximum allowable boltstress
Note that the initial anchor bolt tension does notincrease the maximum bolt tension caused by wind orearthquake This initial tension will only clamp the basering to the concrete Both are in equal compression untilthe external load is applied The external load reduces thecompression in the concrete before additional load isapplied to the bolts After the external load overcomes allthe compression in the concrete the stress in the bolt willincrease to the value it would have been had there been noinitial tension
Grouting
Grout under base plates shall provide full uniform loadtransfer between the bottom of the base plate and the topof the foundation Load transfer to the foundation must bethrough the grout not through the shims or soleplate
Prior to setting of the vessel the top of the foundationshould be bush hammered and cleaned This ensures thatthe grout will adhere to the surface of the foundation Bushhammering may be done strictly under the base plate oracross the entire top of the foundation
Once the vessel is leveled shimmed and bolted it isready to be grouted Grouting shall consist of filling thevoid area between the top of foundation and the undersideof base plate with cementatious grout The grout shall beinstalled in accordance with the manufacturers recom-mendations and any applicable contract specifications
Depending on the type of grout to be used grout damsmay be used
662 Pressure Vessel Design Manual
18
132 mm times 15 m SLINGSWL = 120 TON (SP)DOUBLE (2 PCS)SWL = 500 T times 40 m LENGTHSPREADER BEAM
SWL = 400T SHACKLE (4 NOS)
SWL = 400T SHACKLE (1 NO)
100 mm times 20 m SLINGSWL = 90 TON (SP)SWL = 737 TON (BH)DOUBLE (2 PCS)
90 mm times 15 m SLINGSWL = 60 TON (SP)SWL = 441 TON (BH)DOUBLE (2 PCS)
CounterWeight = 40ton
CounterWeight = 275ton
BOO
M 9
6m
90009000
620002000017000 100
0
100
0 13000
MAST 24m
oslash3840
oslash4160
1692
1829
1026
987
4
BOO
M 36m
Figure 10-5 Typical example of erection study
Transporta
tionandErectio
nofPressure
Vessels
663
Steps in Design
Given the overall weight and geometry of the vesseland the location of the center of gravity based on theerected weight apply the following steps to eithercomplete the design or analyze the design
Step 1 Select the type of lifting attachments as aninitial starting point
Lift end (also referred to as the ldquopick endrdquo)a Head lug Usually the simplest and most
economical and produces the least stressb Cone lug Similar to a head lug but located at
a conical transition section of the vesselc Side lug Complex and expensived Top flange lug The choice for high-pressure
vessels where the top center flange and head arevery rigid This method is uneconomical foraverage applications
e Side flange lug Rarely used because it requiresa very heavy nozzle and shell reinforcement
f Trunnions Simple and economical Used ona wide variety of vessels
g OtherTail end
a Tail beamb Tail lugc Choker (cinch) see later commentary
Tailing a column during erection with a wire ropechoker on the skirt above the base ring is a fairly commonprocedure Most experienced erectors are qualified toperform this procedure safely There are several advan-tages to using a tailing choker
bull Saves material design detailing and fabricationbull Simplifies concerns with lug and shippingorientations
bull May reduce overall height during transportation
There are situations and conditions that could make theuse of a tailing choker impractical costly and possiblyunsafe Provide tailing lugs or a tailing beam if
bull The column is more than about 10 feet in diameterThe larger the diameter the more difficult it is for thewire rope to cinch down and form a good choke onthe column
bull The tail load is so great that it requires the use ofslings greater than about 1frac12 inches in diameter Thelarger the diameter of the rope the less flexible it isand the more likely that it could slip up unexpectedlyduring erection
Step 2 Determine the forces T and P for all angles oferection
Step 3 Designcheck the lifting attachments for thetailing force T and pick force P
Step 4 Designcheck the base ring assembly forstresses due to tailing force T
Step 5 Determine the base ring stiffening configura-tion if required and design struts
Step 6 Check shell stresses due to bending during liftThis would include midspan as well as anyoverhang
Step 7 Analyze local loads in vessel shell and skirt dueto loads from attachments
Allowable Stresses
Per AISC
Tension
Ft frac14 06Fy on gross area
frac14 05Fu on effective net area
frac14 045Fy for pin-connected members
Compression(for short members only)
Fc frac14 Use buckling value
frac14 for vessel shell 133 ASME Factor B
Shear
Fs frac14 Net area of pin hole 045Fy
frac14 other than pin-connected members 04Fy
frac14 fillet welds in shear
E60XX 9600 lb=in or 13 600 psi
E70XX 11 200 lb=in or 15 800 psi
Bending
Fb frac14 06Fy to 075Fy depending on the shape of themember
Bearing
Fp frac14 09Fy
Combined
Shear and tension
sa
Fathorn sFs
1
664 Pressure Vessel Design Manual
Tension compression and bendingsa
Fathorn sb
Fb 1 or
sT
FTthorn sb
Fb 1
Note Custom-designed lifting devices that supportlifted loads are generally governed by ASME B3020ldquoBelow the hook lifting devicesrdquoUnder this specificationdesign stresses are limited to Fy3 The use of AISCallowables with a load factor of 18 or greater willgenerally meet this requirement
Notation
A frac14 area in2
Aa frac14 area available in2
Ab frac14 area bolt in2
An frac14 net cross-sectional area of lug in2
Ap frac14 area pin hole in2
Ar frac14 area required in2
As frac14 area strut in2 or shear area of boltsC frac14 lug dimension see sketchDo frac14 diameter vessel OD inD1 frac14 diameter lift hole inD2 frac14 diameter pin inD3 frac14 diameter pad eye inDsk frac14 diameter skirt inDm frac14 mean vessel diameter inE frac14 modulus of elasticity psifr frac14 tail end radial force lbfL frac14 tail end longitudinal force lbfs frac14 shear load lb or lbinFa frac14 allowable stress combined loading psiFb frac14 allowable stress bending psiFc frac14 allowable stress compression psiFp frac14 allowable stress bearing pressure psiFs frac14 allowable stress shear psiFt frac14 allowable stress tension psiFy frac14 minimum specified yield stress psiI frac14 moment of inertia in4
Jw frac14 polar moment of inertia of weld in4
K frac14 end connection coefficientKL frac14 overall load factor combining impact and safety
factors 15ndash20Ki frac14 impact factor 025ndash05Kr frac14 internal moment coefficient in circular ring due
to radial loadKs frac14 safety factorKT frac14 internal tensioncompression coefficient in
circular ring due to radial loadLs frac14 length of skirtbase stiffenerstrut in
M frac14 moment in-lbMb frac14 bending moment in-lbMC frac14 circumferential moment in-lbML frac14 longitudinal moment in-lbMT frac14 torsional moment in-lbNb frac14 number of bolts used in tail beam or flange
lugN frac14 width of flange of tail beam with a web stiffener
(N frac14 10 without web stiffener)nL frac14 number of head or side lugsP frac14 pick end load lbPe frac14 equivalent load lbPL frac14 longitudinal load per lug lbPr frac14 radial load lbPT frac14 transverse load per lug lbRb frac14 radius of base ring to neutral axis inr frac14 radius of gyration of strut in
Rc frac14 radius of bolt circle of flange inSu frac14 minimum specified tensile stress of bolts psitb frac14 thickness of base plate intg frac14 thickness of gusset intL frac14 thickness of lug intP frac14 thickness of pad eye ints frac14 thickness of shell inT frac14 tail end load lbTb frac14 bolt pretension load lbsTt frac14 tangential force lbw1 frac14 fillet weld size shell to re-padw2 frac14 fillet weld size re-pad to shellw3 frac14 fillet weld size pad eye to lugw4 frac14 fillet weld size base plate to skirtw5 frac14 uniform load on vessel lbinWE frac14 design erection weight lbWL frac14 erection weight lbZ frac14 section modulus in3
a frac14 angular position for moment coefficients in basering clockwise from 0
b frac14 angle between parallel beams degreess frac14 stress combined psisb frac14 stress bending psisp frac14 stress bearing psisc frac14 stress compression psiscr frac14 critical buckling stress psisT frac14 stress tension psis frac14 shear stress psisT frac14 torsional shear stress psiq frac14 lift angle degrees
qB frac14 minimum bearing contact angle degreesqH frac14 sling angle to lift line horizontal degreesqv frac14 sling angle to lift line vertical degrees
Transportation and Erection of Pressure Vessels 665
Procedure 10-3 Lifting Attachments and Terminology
666 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 667
668 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 669
670 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 671
Tailing Trunnion
Utilizes reinforced openings in skirt with through pipePipe is removed after erection and the openings used asskirt manways
Shell Flange Lug
Lifting Device Utilizing Top Body Flanges
672 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 673
Miscellaneous Lugs WL lt 60 kips
Calculations
Due to bending
tL frac14 6PTB
A2Fb
Due to shear
tL frac14 PTethA D1THORNFs
Due to tension
tL frac14 PLethA D1THORNFt
Notes
1 Table 10-6 is based on an allowable stress of 137ksi
2 Design each lug for a 21 safety factor3 Design each lug for a minimum 10 side force
Hertzian Stress Bearing
sp frac14 0418
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiE
PtL
ethR1 R2THORN
13
R1R2
vuuutlt 2Fy
Shear Load in WeldType 1 greater of following
sw frac14 6PTB
2A2
sw frac14 PL2A
Type 2 Use design for top head lug
Table 10-6Lug dimensions
WL kips A D1 B C tL w1 WL kips A D1 B C tL w1
4 3 088 15 2 05 025 20 7 175 3 3 1 038
6 35 1 163 2 063 025 25 7 238 4 4 1 044
8 4 113 175 2 063 025 35 8 238 4 4 1125 05
10 45 125 2 2 075 025 40 8 238 4 4 1125 063
12 5 138 213 3 088 025 45 8 288 4 4 1125 063
14 55 15 238 3 1 038 50 10 288 4 4 125 075
16 65 163 25 3 1 038 55 10 288 4 4 125 075
18 7 175 275 3 1 038 60 10 288 4 4 125 088
Figure 10-6 Dimensions and forces
674 Pressure Vessel Design Manual

Axle Loads
The number of axles that must be placed under a load isdetermined by analyzing the weight restrictions andallowable bearing load from local state or national regu-lations The transportation contractor is responsible fordetermining the axle loads based on the equipment usedand the weight and distribution of the loads The author-ities that permit the load will require an analysis of the axleloads to ensure that the roadbed is not overloaded Axleloads include the weight of the vessel transport saddlesbeams hauler (tractor) dollies etc
There are three different methods used to distribute theloads to the axles
1 Flatbed This method uses conventional tractor-trailer assembly with various numbers of axles andwheels under the trailer bed to distribute the weightto the road surface
2 Bolstered This method is used for abnormally longloads in which the sets of axles are attached directlyto the load via the transport saddle Both sets ofaxles will have steering capabilities
3 Bolstered loads using equalizing transportingbeams This method is much the same as thebolstered long vessel load In this case the load istoo heavy for a flatbed yet too short for bolsteredaxles The solution is to utilize beams betweenbolsters to suspend the load
Transporter Stability
There are two types of stability checks that should beperformed on each load The first has to do with thetipping point of the load relative to the roadway as the loadshifts due to the camber of the road The second has to dowith the turning radius of bolstered loads As the load goesaround curves the CG shifts from being in line with thedollies to an eccentric condition In tight curves the
eccentricity of the load can overload the outer set ofwheels to the point of rollover The two cases are
1 Rollover stability due to road camber2 Turning stability due to turning radius
Case 1Due to the camber in roads the load will be subject to
various angles q that will change the location of the centerof gravity of the load On a flat surface the center of gravityis in line with the centerline of the trailer As the roadcamber increases the CG is steadily moved toward theouter set of wheels At some point the wheels are over-loaded on one side and the entire assembly reaches a tippingpoint Beyond this the trailer turns over and the load is lostThis condition has resulted in numerous rollovers
Case 2For bolstered loads the vessel must swivel on the deck
of the trailer in order to accommodate curves in the roadand corners As the curve or corner is negotiated theactual CG gets further away from the projected load pointThis is true whether you have a single pivoting bolster ortwo however the situation is more pronounced with thedouble pivoting case There have been a number of roll-overs as a result of the eccentricity ie shifting the load tothe outer row of wheels until the load becomes unstable
θ
Figure 101 Rollover stability
DOLLIEe
CG OF LOAD CENTERLINESUSPENDED LOAD
PROJECTEDLOAD POINT
Figure 102 Turning stability
Transportation and Erection of Pressure Vessels 645
646 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 647
Summary of LoadsForces on Vessels During Transportation
Table 10-3Transportation load coefficients K
Forces Road Rail Barge Ocean
Fx 05 10 095 10
Fy 15 20 13 15
Fz 10 15 15 15
Table 10-4Load per saddle due to transport forces
Due to Load per Saddle Diagram
Fx Q1 frac14 WsL2L1
thorn FxB
2A
Q2 frac14 WsL3L1
thorn FxB
2A
Fy Q1 frac14 ethWs thorn FyTHORNL2L1
Q2 frac14 ethWs thorn FyTHORNL3L1
Fz
Q1 frac14 WsL2L1
thorn FzB
L1
Q2 frac14 WsL3L1
thorn FzB
L1
648 Pressure Vessel Design Manual
Load Diagrams for Moments and Forces
Case 1
Note W frac14 weight of vessel plus any impact factors
OAL frac14 L1 thorn L2 thorn L3 w frac14 WOAL
Q1 frac14whethL1 thorn L2THORN2L2
3
i2L1
Q2 frac14 W Q1
M1 frac14 wL22
2
M2 frac14 Q1
Q1
2w L2
M3 frac14 wL23
2
Mx frac14 wethL2 XTHORN22
Mx1 frac14 wethL2 thorn X1THORN22
Q1X1
Mx2 frac14 wethL3 X2THORN22
Case 2
w1 frac14 W1
L2
w2 frac14 W2
L3
Q1 frac14 WL6
L1
Q2 frac14 W Q1
M1 frac14 w1L24
2
M2 frac14 M1 thornM3
2 w1L2
1
8
M3 frac14 w2L23
2
Transportation and Erection of Pressure Vessels 649
Case 3
Q1 frac14 WL1
2ethL1 thorn L2THORN WL2
2
2L1ethL1 thorn L2THORN
Q2 frac14 WL1
2ethL1 thorn L2THORN thornWL2
L1 thorn L2thorn WL2
2
2L1ethL1 thorn L2THORN
M1 frac14 Q21ethL1 thorn L2THORN
2W
M2 frac14 Q1L1 WL21
2ethL1 thorn L2THORN
Mx frac14 Q1XWX2
2ethL1 thorn L2THORN
Case 4
w1 frac14 W1
L2
w2 frac14 W2
L3
Q1 frac14 w1L2eth2L1 L2THORN thorn w2L23
2L1
Q2 frac14 w2L3eth2L1 L3THORN thorn w1L22
2L1
Moment at any point X from Q1
Mx frac14 Q1X w1X2
2
Moment at any point Y from Q2
My frac14 Q2ethL1 YTHORN w2ethL1 YTHORN22
650 Pressure Vessel Design Manual
Transportation-Vertical Vessel on Two Saddles UniformLoad Case With Incorporation of Shipping Factors
NotationF2 frac14 Additional load on Q2 LbsFZ frac14 Longitudinal loading due to shipping forces
LbsFY frac14 Vertical Loading due to shipping forces LbsKZ frac14 Longitudinal impact factorKY frac14 Vertical impact factor
Q1Q2 frac14 Saddle loads without impact factors LbsQ1
0Q20 frac14 Saddle loads with impact factors Lbs
W frac14 Shipping weight of vessel without impactfactors Lbs
WT frac14 Shipping weight with impact factors Lbsw1 frac14 Uniform load without FY LbsFtw2 frac14 Uniform load including FY LbsFt
NOTE Assume that FZ amp FY do not occur at the sametime
Case 1 Adding Load for Fz
bull Longitudinal load FZ
FZ frac14 KZ W
bull Uniform load w1
w1 frac14 W=LT
bull Additional load on saddle F2
F2 frac14 ethFZ BTHORN=L1
bull Saddle loads Q1 Q2 Q10 Q2
0
Q1 frac14 w1
hethL1 thorn L2THORN2L2
3
i2 L1
Q10 frac14 Q1 F2
Q2 frac14 W Q1
Q20 frac14 Q2 thorn F2
Case 2 Adding Loads for Fy
bull Longitudinal load FY
FY frac14 KY W
bull Vertical load FY
WT frac14 Wthorn FY
bull Uniform load w2
w2 frac14 WT=LT
bull Saddle loads Q10 amp Q2
0
Q10 frac14 w2
hethL1 thorn L2THORN2 L2
3
i=2L1
Q20 frac14 WT Q1
0
Select worst case and calculate moments
M1 frac14 wn L22=2
M2 frac14 Q10Q1
0=2 wn
L2
M3 frac14 wn L23=2
Sample Problem
Given
B frac14 1575 ftL1 frac14 124 ftL2 frac14 24 ftL3 frac14 21 ftLT frac14 169 ft
LT
M2
M1 M3
WT
w1 or w2
W
L2
Q1 Q2
Fz
B
L1 L3
Figure 103 Data for uniform load case
Transportation and Erection of Pressure Vessels 651
W frac14 741 kipsKY frac14 5KZ frac14 6
Calculation
FZ frac14 KZ W frac14 6 eth741THORN frac14 4446 kips
FY frac14 KY W frac14 5 eth741THORN frac14 3705 kips
WT frac14 Wthorn FY
frac14 741thorn 3705 frac14 1 1115 kips
w1 frac14 W=LT frac14 741=169 frac14 438 kips=ft
w2 frac14 WT=LT frac14 11115=169 frac14 658 kips=ft
F2 frac14 ethFZ BTHORN=L1 frac14 frac124446 eth1575THORN=124frac14 5647 kips
Case 1 Adding Load for FZ
bull Saddle loads Q1 Q2 Q10 Q2
0
Q1 frac14 w1
hethL1 thorn L2THORN2L2
3
i2 L1
frac14 438heth124thorn 24THORN2212
i2124
frac14 379 kips
Q10 frac14 Q1 F2 frac14 379 565 frac14 3225 kips
Q2 frac14 W Q1 frac14 741 379 frac14 362 kips
Q20 frac14 Q2 thorn F2 frac14 362thorn 565 frac14 4185 kips
Case 2 Adding Load for FY
bull Saddle loads Q10 amp Q2
0
Q10 frac14 w2
hethL1 thorn L2THORN2L2
3
i2 L1
frac14 658heth124thorn 24THORN2212
i2124
frac14 569 kips
Q10 frac14 WT Q1
0 frac14 11115 569
frac14 5425 kips
Worst case is Case 2Determine moments
M1 frac14 w2 L2
2
2 frac14
658242
2
frac14 1 895 ft kips
M2 frac14 Q10Q1
0=2 w2
L2
frac14 569 eth569=eth2$658THORN 24THORN frac14 10 946 ft kips
M3 frac14 w2 L2
3
2 frac14
658212
2 frac14 1 450 ft kips
Use these moments and loads to determine stresses inshell
652 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 653
654 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 655
Tension Bands on Saddles
NotationAr frac14 area required in2
As frac14 area of bolt in2
Ab frac14 area of band required in2
Aw frac14 allowable load on weld lbinB frac14 saddle height ind frac14 bolt diameter inf frac14 load on weld kipsinFt frac14 allowable stress tension psi
Fx Fy Fz frac14 shipping external forces lbK frac14 maximum band spacing inN frac14 number of bands on one saddlePe frac14 equivalent external pressure psiR frac14 outside vessel radius inT frac14 tension load in band lb
T123 frac14 load cases in bolt and band lbTb frac14 tension load in bolt lbWs frac14 weight of one saddle lbb frac14 angle of tension bands degreessa frac14 stress in bolt psisb frac14 stress in band psi
656 Pressure Vessel Design Manual
bull Find tension in band T1 due to shipping forces onsaddle Fx and Fy
T1 frac14 cos b
FxB4RN
thorn Fy Ws
4N
bull Area required for bolt
Ar frac14 T1
Ft
bull Find bolt diameter d
d frac14ffiffiffiffiffiffiffiffi4Ar
p
r
Select nominal bolt diameter
As frac14bull Find maximum stress in bolt due to manualwrenching sa
sa frac14 45 000ffiffiffid
p
bull Maximum tension load in bolts T2
T2 frac14 saAs
bull Load due to saddle weight T3
T3 frac14 Ws
2N
Note Include impact factor in weight of saddle
bull Find maximum load T
T frac14 greater of T1 T2 or T3
bull Load on weld f
f frac14 T4[
bull Determine size of weld from table based on load f
Use w frac14bull Maximum band spacing K
K frac14 4ffiffiffiffiffiRt
p
1285
bull Find area required for tension band Ar
Ar frac14 TFt
Use
bull Check shell stresses due to force T Pe
Pe frac14 4TpRK
lt ASME factor ldquoBrdquo
Table 10-5Allowable load weld
Weld Size w E60XX E70XX
31616 in 239 278
frac14 in 318 37151616 in 398 464
⅜ in 477 55771616 in 556 650
Kipsin of weld
Transportation and Erection of Pressure Vessels 657
Alternate Procedure
Tension Band Notation
N frac14 Number of bands on one saddleQ frac14 Total load on one saddle LbsR frac14 Outside vessel radius inT frac14 Tension load in band Lbsb frac14 Angle of tension bands degrees
K1 frac14 Transverse shipping coefficientK2 frac14 Vertical shipping coefficientX frac14 Horizontal distance to centroid of saddle
reaction inY frac14 Vertical distance to centroid of saddle in
Calculation
bull Vertical distance to centroid of saddle Y
Y frac14 R sin q=q
bull Find angle a
a frac14 cos1 Y=R
bull Horizontal distance to centroid of saddle X
X frac14 R sina
bull Tension load in band T
T frac14 frac12Q frac12ethK1 Y=XTHORN thorn K2=frac122N cos b
Notes
1 Vertical reaction can be a result of longitudinal loadUse largest value
2 Use K2 frac14 0 for transverse case3 Use K1 frac14 0 for longitudinal case4 Use worst case of T1 or T2 and design the balance of
components per previous method
Example
K1 frac14 25K2 frac14 5Q frac14 500 kipsR frac14 925 inq frac14 75 frac14 1308 radb frac14 75N frac14 2
Y frac14 R sin qqY frac14 925 sin 75 1308 frac14 683 in
a frac14 cos-1 (Y R)a frac14 cos-1 (683 925) frac14 424o
X frac14 R sin a
X frac14 925 (sin 424) frac14 624 in
Transverse (K2 frac14 0)
T1 frac14 [Q [(K1 Y X) thorn K2]] [2N cos b]T1 frac14 [500 [(025$683624) thorn 0]] [2$2 cos 75] frac14
3435 kips
Longitudinal (K1 frac14 0)
T2 frac14 [Q [(K1 Y X) thorn K2]] [2N cos b]T2 frac14 [500 [0 thorn 05]] [2$2 cos 75] frac14 6304 kips
K2 W
K1 W
B
AX
TY
R
β α
θ
Figure 10-4 Dimensions of shipping saddle for alternatecase
658 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 659
Procedure 10-2 Erection of Pressure Vessels
The designer of pressure vessels and similar equipmentwill ultimately become involved in the movement trans-portation and erection of that equipment The degree ofthat involvement will vary due to the separation of dutiesand responsibilities of the parties concerned It is prudenthowever for the designer to plan for the eventuality ofthese events and to integrate these activities into theoriginal design If this planning is done properly thereis seldom a problem when the equipment gets to itsfinal destination Conversely there have been numerousproblems encountered when proper planning has notbeen done
There is also an economic benefit in including thelifting attachments in the base vessel bid and designThese lifting attachments are relatively inexpensive incomparison to the overall cost of the vessel and minusculecompared to the cost of the erection of the equipment Theerection alone for a major vessel can run into millions ofdollars If these attachments are added after the purchaseorder is awarded they can become expensive extras
There are also the consequences to life property andschedules if this activity is not carried out to a successfulconclusion Compared to the fabricated cost of the liftingattachments the consequences to life property andschedule are too important to leave the design of thesecomponents and their effect on the vessel to those not fullyversed in the design and analysis of pressure vessels
In addition it is important that the designer of the liftingattachments be in contact with the construction organi-zation that will be executing the lift This ensures that alllifting attachments meet the requirements imposed by thelifting equipment There are so many different methodsand techniques for the erection of vessels and the relatedcosts of each that a coordinated effort between thedesigner and erector is mandatory To avoid surprisesneither the designer nor the erector can afford to work ina vacuum To this end it is not advisable for the vesselfabricator to be responsible for the design if the fabricatoris not the chief coordinator of the transport and erection ofthe vessel
Vessels and related equipment can be erected ina variety of ways Vessels are erected by means of singlecranes multiple cranes gin poles jacking towers andother means The designer of the lifting attachmentsshould not attempt to dictate the erection method by thetypes of attachments that are designed for the vessel The
selection of one type of attachment versus another couldvery well do just that
Not every vessel needs to be designed for erection orhave lifting attachments Obviously the larger the vesselthe more complex the vessel the more expensive thevessel the more care and concern that should be taken intoaccount when designing the attachments and coordinatingthe lift The following listing will provide some guidelinesfor the provision of special lifting attachments and a liftinganalysis to be done In general provide lifting attachmentsfor the following cases
bull Vessels over 50000 lb (25 tons)bull Vessels with LD ratios greater than 5bull Vertical vessels greater than 8 ft in diameter or 50 ftin length
bull Vessels located in a structure or supported bya structure
bull High-alloy or heat-treated vessels (since it would notbe advisable for the field to be doing welding onthese vessels after they arrive on site and wire ropeslings could contaminate the vessel material)
bull Flare stacksbull Vessels with special transportation requirements
At the initial pick point when the vessel is still hori-zontal the load is shared between the lifting lugs and thetail beam or lug based on their respective distances to thevessel center of gravity As the lift proceeds a greaterpercentage of the load is shifted to the top lugs or trun-nions until the vessel is vertical and all of the load is thenon the top lugs At this point the tail beam or shackle canbe removed
During each degree of rotation the load on the lugstrunnions tailing device base ring and vessel shell arecontinually varying The loads on the welds attachingthese devices will also change The designer shouldevaluate these loadings at the various lift angles todetermine the worst coincident case
The worst case is dependent on the type of vessel andthe type of attachments For example there are threetypes of trunnions described in this procedure There isthe bare trunnion (Type 3) where the wire rope slidesaround the trunnion itself While the vessel is in thehorizontal position (initial pick point) the load producesa circumferential moment on the shell Once the vesselis in the upright position the same load produces
660 Pressure Vessel Design Manual
a longitudinal moment in the shell At all the interme-diate angles of lift there is a combination of circumfer-ential and longitudinal moments The designer shouldcheck the two worst cases at 0 and 90 and severalcombinations in between
The same trunnion could have a lifting lug welded tothe end of the trunnion (Type 1) This lug also producescircumferential and longitudinal moments in the shellHowever in addition this type of lug will producea torsional moment on the shell that is maximum at 0 andzero at 90 of angular rotation The rotating lug (Type 2)eliminates any torsional moment
There is one single lift angle that will produce themaximum stress in the vessel shell but no lift angle that isthe worst for all vessels The worst case is dependent onthe type of lift attachments distances weights and posi-tion relative to the center of gravity
The minimum lift location is the lowest pick point thatdoes not overstress the overhanging portion of the vesselThe maximum lift location is the highest pick point thatdoes not overstress the vessel between the tail and pickpoints These points become significant when locating thelift points to balance the stress at the top lug the overhangand the midspan stress
The use of side lugs can sometimes provide anadvantage by reducing the buckling stress at midspan andthe required lift height Side lugs allow for shorter boomlengths on a two-crane lift or gin poles A shorter boomlength in turn allows a higher lift capacity for the cranesThe lower the lug location on the shell the shorter the liftand the higher the allowable crane capacity This cantranslate into dollars as crane capacity is affected Thechallenge from the vessel side is the longitudinal bendingdue to the overhang and increased local shell stresses Allof these factors must be balanced to determine the lowestoverall cost of an erected vessel
Requirement for Erection and Setting of Vertical Vessels
The following is a brief synopsis of general recom-mendations regarding the setting leveling and shimmingof vertical vessels The following should be considered asguidelines only There are no codes or standards that areapplied In general company specifications containcontract requirements for the contractors scope of supplyor duties The following lists help to clarify generalconstruction practices with regard to the setting of verticalvessels and towers
Contractor Duties
1 Prepare tops of foundations (bush hammer ifrequired)
2 Perform surveying as required to establish center-lines sole plate or shim elevations at bottom of baseof equipment
3 Shimming4 Erect equipment5 Levelplumbing6 Final alignment7 Grouting8 Bolting
Tolerances
Out of vertical tolerance for vertical vessels unlessspecified otherwise shall be 01 of the vessel heightor about frac14 inch for every 20 feet to a maximum offrac34 inches
Soleplates (also called bearing pads levelingplates or embedments)
Soleplates are stainless steel plates 05 inches to075 inches thick set in grout on top of the foundation atthe exact height of the underside of the base plate Asa rule two soleplates should be installed per anchor boltone on each side of the bolt Depending on the towerdiameter and the distance between the anchor boltsanother soleplate may be installed between adjacentanchor bolts The dimensions of the soleplates will varyaccording to the width of the vessel base ring and vesselweight Soleplates are supported in place by a mixture ofPortland cement and sand in proportions 13 The vesselshould not be erected until the soleplates have been inplace for 28 days to allow for concrete curing Shims andsoleplates will remain in place after the grouting operation
Shims
Shims are used to provide precise leveling of the vesselShim packs may be grouted into the foundation in lieu ofsole plates but this practice is unusual Typically shimsare used on top of the sole plates for the leveling opera-tion Special shims may be required for unique applica-tions such as a large vessel supported on a braced framestructure with minimal contactbearing at each support
Transportation and Erection of Pressure Vessels 661
point The following are some guidelines for the use ofshims
1 Shims If left in place shall be stainless steel2 Shims must have rounded corners3 Shims will be fixed in place4 Shims shall be deburred5 Shims shall be full bearing6 Shims may be horseshoe type7 Shims thinner than 0001 inches are not allowed8 Shims with holes are not allowed9 Shims should be the full width of the base plate
LevelingStraightnessPlumbness
After the vessel has been placed on its foundation itmust be checked to be certain it is vertical and plumbLeveling is normally checked by use of two theodilites90 degrees apart The theodilites shall be spaced anadequate distance from the vessel to allow visual field ofthe entire height of the vessel Adjustments can be made tothe vessel alignment by means of wedges either poweredor not and then shimmed The wedges should not be leftin place after shimming
The vessel may be heated by the sun to a highertemperature on one side than the other This can createa slight ldquobananardquo effect which should be taken intoaccount when checking levelness The equation forcalculating the deflection from this effect is as follows
2 frac14 p D2 t H2 aDT
8 I
where2 frac14 Deflection inD frac14 Diameter ftT frac14 Thickness inH frac14 Height fta frac14 Coefficient of thermal expansion ininF
DT frac14 Temperature difference from one side of thecolumn to the other F
I frac14 Moment of inertia of vessel cross section ft4
Bolting
After the vessel is aligned and shimmed the nuts on theanchor bolts must be tightened The vessel should not be
left standing without the crane attached unless all anchorbolts have been tightened
The anchor bolts should not be tightened to theirmaximum load until the drypacking under the base plateis complete At this stage the base plate is suspendedbetween the soleplates until the drypack is installedSince the soleplates straddle the anchor bolts there isa chance of deforming the baseplate prior to the instal-lation of the drypack if the anchor bolts are overtightened
After drypacking the anchor bolts should be tight-ened to the correct torque to produce the maximumallowable bolt stress The anchor bolts should not betightened beyond the point of maximum allowable boltstress
Note that the initial anchor bolt tension does notincrease the maximum bolt tension caused by wind orearthquake This initial tension will only clamp the basering to the concrete Both are in equal compression untilthe external load is applied The external load reduces thecompression in the concrete before additional load isapplied to the bolts After the external load overcomes allthe compression in the concrete the stress in the bolt willincrease to the value it would have been had there been noinitial tension
Grouting
Grout under base plates shall provide full uniform loadtransfer between the bottom of the base plate and the topof the foundation Load transfer to the foundation must bethrough the grout not through the shims or soleplate
Prior to setting of the vessel the top of the foundationshould be bush hammered and cleaned This ensures thatthe grout will adhere to the surface of the foundation Bushhammering may be done strictly under the base plate oracross the entire top of the foundation
Once the vessel is leveled shimmed and bolted it isready to be grouted Grouting shall consist of filling thevoid area between the top of foundation and the undersideof base plate with cementatious grout The grout shall beinstalled in accordance with the manufacturers recom-mendations and any applicable contract specifications
Depending on the type of grout to be used grout damsmay be used
662 Pressure Vessel Design Manual
18
132 mm times 15 m SLINGSWL = 120 TON (SP)DOUBLE (2 PCS)SWL = 500 T times 40 m LENGTHSPREADER BEAM
SWL = 400T SHACKLE (4 NOS)
SWL = 400T SHACKLE (1 NO)
100 mm times 20 m SLINGSWL = 90 TON (SP)SWL = 737 TON (BH)DOUBLE (2 PCS)
90 mm times 15 m SLINGSWL = 60 TON (SP)SWL = 441 TON (BH)DOUBLE (2 PCS)
CounterWeight = 40ton
CounterWeight = 275ton
BOO
M 9
6m
90009000
620002000017000 100
0
100
0 13000
MAST 24m
oslash3840
oslash4160
1692
1829
1026
987
4
BOO
M 36m
Figure 10-5 Typical example of erection study
Transporta
tionandErectio
nofPressure
Vessels
663
Steps in Design
Given the overall weight and geometry of the vesseland the location of the center of gravity based on theerected weight apply the following steps to eithercomplete the design or analyze the design
Step 1 Select the type of lifting attachments as aninitial starting point
Lift end (also referred to as the ldquopick endrdquo)a Head lug Usually the simplest and most
economical and produces the least stressb Cone lug Similar to a head lug but located at
a conical transition section of the vesselc Side lug Complex and expensived Top flange lug The choice for high-pressure
vessels where the top center flange and head arevery rigid This method is uneconomical foraverage applications
e Side flange lug Rarely used because it requiresa very heavy nozzle and shell reinforcement
f Trunnions Simple and economical Used ona wide variety of vessels
g OtherTail end
a Tail beamb Tail lugc Choker (cinch) see later commentary
Tailing a column during erection with a wire ropechoker on the skirt above the base ring is a fairly commonprocedure Most experienced erectors are qualified toperform this procedure safely There are several advan-tages to using a tailing choker
bull Saves material design detailing and fabricationbull Simplifies concerns with lug and shippingorientations
bull May reduce overall height during transportation
There are situations and conditions that could make theuse of a tailing choker impractical costly and possiblyunsafe Provide tailing lugs or a tailing beam if
bull The column is more than about 10 feet in diameterThe larger the diameter the more difficult it is for thewire rope to cinch down and form a good choke onthe column
bull The tail load is so great that it requires the use ofslings greater than about 1frac12 inches in diameter Thelarger the diameter of the rope the less flexible it isand the more likely that it could slip up unexpectedlyduring erection
Step 2 Determine the forces T and P for all angles oferection
Step 3 Designcheck the lifting attachments for thetailing force T and pick force P
Step 4 Designcheck the base ring assembly forstresses due to tailing force T
Step 5 Determine the base ring stiffening configura-tion if required and design struts
Step 6 Check shell stresses due to bending during liftThis would include midspan as well as anyoverhang
Step 7 Analyze local loads in vessel shell and skirt dueto loads from attachments
Allowable Stresses
Per AISC
Tension
Ft frac14 06Fy on gross area
frac14 05Fu on effective net area
frac14 045Fy for pin-connected members
Compression(for short members only)
Fc frac14 Use buckling value
frac14 for vessel shell 133 ASME Factor B
Shear
Fs frac14 Net area of pin hole 045Fy
frac14 other than pin-connected members 04Fy
frac14 fillet welds in shear
E60XX 9600 lb=in or 13 600 psi
E70XX 11 200 lb=in or 15 800 psi
Bending
Fb frac14 06Fy to 075Fy depending on the shape of themember
Bearing
Fp frac14 09Fy
Combined
Shear and tension
sa
Fathorn sFs
1
664 Pressure Vessel Design Manual
Tension compression and bendingsa
Fathorn sb
Fb 1 or
sT
FTthorn sb
Fb 1
Note Custom-designed lifting devices that supportlifted loads are generally governed by ASME B3020ldquoBelow the hook lifting devicesrdquoUnder this specificationdesign stresses are limited to Fy3 The use of AISCallowables with a load factor of 18 or greater willgenerally meet this requirement
Notation
A frac14 area in2
Aa frac14 area available in2
Ab frac14 area bolt in2
An frac14 net cross-sectional area of lug in2
Ap frac14 area pin hole in2
Ar frac14 area required in2
As frac14 area strut in2 or shear area of boltsC frac14 lug dimension see sketchDo frac14 diameter vessel OD inD1 frac14 diameter lift hole inD2 frac14 diameter pin inD3 frac14 diameter pad eye inDsk frac14 diameter skirt inDm frac14 mean vessel diameter inE frac14 modulus of elasticity psifr frac14 tail end radial force lbfL frac14 tail end longitudinal force lbfs frac14 shear load lb or lbinFa frac14 allowable stress combined loading psiFb frac14 allowable stress bending psiFc frac14 allowable stress compression psiFp frac14 allowable stress bearing pressure psiFs frac14 allowable stress shear psiFt frac14 allowable stress tension psiFy frac14 minimum specified yield stress psiI frac14 moment of inertia in4
Jw frac14 polar moment of inertia of weld in4
K frac14 end connection coefficientKL frac14 overall load factor combining impact and safety
factors 15ndash20Ki frac14 impact factor 025ndash05Kr frac14 internal moment coefficient in circular ring due
to radial loadKs frac14 safety factorKT frac14 internal tensioncompression coefficient in
circular ring due to radial loadLs frac14 length of skirtbase stiffenerstrut in
M frac14 moment in-lbMb frac14 bending moment in-lbMC frac14 circumferential moment in-lbML frac14 longitudinal moment in-lbMT frac14 torsional moment in-lbNb frac14 number of bolts used in tail beam or flange
lugN frac14 width of flange of tail beam with a web stiffener
(N frac14 10 without web stiffener)nL frac14 number of head or side lugsP frac14 pick end load lbPe frac14 equivalent load lbPL frac14 longitudinal load per lug lbPr frac14 radial load lbPT frac14 transverse load per lug lbRb frac14 radius of base ring to neutral axis inr frac14 radius of gyration of strut in
Rc frac14 radius of bolt circle of flange inSu frac14 minimum specified tensile stress of bolts psitb frac14 thickness of base plate intg frac14 thickness of gusset intL frac14 thickness of lug intP frac14 thickness of pad eye ints frac14 thickness of shell inT frac14 tail end load lbTb frac14 bolt pretension load lbsTt frac14 tangential force lbw1 frac14 fillet weld size shell to re-padw2 frac14 fillet weld size re-pad to shellw3 frac14 fillet weld size pad eye to lugw4 frac14 fillet weld size base plate to skirtw5 frac14 uniform load on vessel lbinWE frac14 design erection weight lbWL frac14 erection weight lbZ frac14 section modulus in3
a frac14 angular position for moment coefficients in basering clockwise from 0
b frac14 angle between parallel beams degreess frac14 stress combined psisb frac14 stress bending psisp frac14 stress bearing psisc frac14 stress compression psiscr frac14 critical buckling stress psisT frac14 stress tension psis frac14 shear stress psisT frac14 torsional shear stress psiq frac14 lift angle degrees
qB frac14 minimum bearing contact angle degreesqH frac14 sling angle to lift line horizontal degreesqv frac14 sling angle to lift line vertical degrees
Transportation and Erection of Pressure Vessels 665
Procedure 10-3 Lifting Attachments and Terminology
666 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 667
668 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 669
670 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 671
Tailing Trunnion
Utilizes reinforced openings in skirt with through pipePipe is removed after erection and the openings used asskirt manways
Shell Flange Lug
Lifting Device Utilizing Top Body Flanges
672 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 673
Miscellaneous Lugs WL lt 60 kips
Calculations
Due to bending
tL frac14 6PTB
A2Fb
Due to shear
tL frac14 PTethA D1THORNFs
Due to tension
tL frac14 PLethA D1THORNFt
Notes
1 Table 10-6 is based on an allowable stress of 137ksi
2 Design each lug for a 21 safety factor3 Design each lug for a minimum 10 side force
Hertzian Stress Bearing
sp frac14 0418
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiE
PtL
ethR1 R2THORN
13
R1R2
vuuutlt 2Fy
Shear Load in WeldType 1 greater of following
sw frac14 6PTB
2A2
sw frac14 PL2A
Type 2 Use design for top head lug
Table 10-6Lug dimensions
WL kips A D1 B C tL w1 WL kips A D1 B C tL w1
4 3 088 15 2 05 025 20 7 175 3 3 1 038
6 35 1 163 2 063 025 25 7 238 4 4 1 044
8 4 113 175 2 063 025 35 8 238 4 4 1125 05
10 45 125 2 2 075 025 40 8 238 4 4 1125 063
12 5 138 213 3 088 025 45 8 288 4 4 1125 063
14 55 15 238 3 1 038 50 10 288 4 4 125 075
16 65 163 25 3 1 038 55 10 288 4 4 125 075
18 7 175 275 3 1 038 60 10 288 4 4 125 088
Figure 10-6 Dimensions and forces
674 Pressure Vessel Design Manual

646 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 647
Summary of LoadsForces on Vessels During Transportation
Table 10-3Transportation load coefficients K
Forces Road Rail Barge Ocean
Fx 05 10 095 10
Fy 15 20 13 15
Fz 10 15 15 15
Table 10-4Load per saddle due to transport forces
Due to Load per Saddle Diagram
Fx Q1 frac14 WsL2L1
thorn FxB
2A
Q2 frac14 WsL3L1
thorn FxB
2A
Fy Q1 frac14 ethWs thorn FyTHORNL2L1
Q2 frac14 ethWs thorn FyTHORNL3L1
Fz
Q1 frac14 WsL2L1
thorn FzB
L1
Q2 frac14 WsL3L1
thorn FzB
L1
648 Pressure Vessel Design Manual
Load Diagrams for Moments and Forces
Case 1
Note W frac14 weight of vessel plus any impact factors
OAL frac14 L1 thorn L2 thorn L3 w frac14 WOAL
Q1 frac14whethL1 thorn L2THORN2L2
3
i2L1
Q2 frac14 W Q1
M1 frac14 wL22
2
M2 frac14 Q1
Q1
2w L2
M3 frac14 wL23
2
Mx frac14 wethL2 XTHORN22
Mx1 frac14 wethL2 thorn X1THORN22
Q1X1
Mx2 frac14 wethL3 X2THORN22
Case 2
w1 frac14 W1
L2
w2 frac14 W2
L3
Q1 frac14 WL6
L1
Q2 frac14 W Q1
M1 frac14 w1L24
2
M2 frac14 M1 thornM3
2 w1L2
1
8
M3 frac14 w2L23
2
Transportation and Erection of Pressure Vessels 649
Case 3
Q1 frac14 WL1
2ethL1 thorn L2THORN WL2
2
2L1ethL1 thorn L2THORN
Q2 frac14 WL1
2ethL1 thorn L2THORN thornWL2
L1 thorn L2thorn WL2
2
2L1ethL1 thorn L2THORN
M1 frac14 Q21ethL1 thorn L2THORN
2W
M2 frac14 Q1L1 WL21
2ethL1 thorn L2THORN
Mx frac14 Q1XWX2
2ethL1 thorn L2THORN
Case 4
w1 frac14 W1
L2
w2 frac14 W2
L3
Q1 frac14 w1L2eth2L1 L2THORN thorn w2L23
2L1
Q2 frac14 w2L3eth2L1 L3THORN thorn w1L22
2L1
Moment at any point X from Q1
Mx frac14 Q1X w1X2
2
Moment at any point Y from Q2
My frac14 Q2ethL1 YTHORN w2ethL1 YTHORN22
650 Pressure Vessel Design Manual
Transportation-Vertical Vessel on Two Saddles UniformLoad Case With Incorporation of Shipping Factors
NotationF2 frac14 Additional load on Q2 LbsFZ frac14 Longitudinal loading due to shipping forces
LbsFY frac14 Vertical Loading due to shipping forces LbsKZ frac14 Longitudinal impact factorKY frac14 Vertical impact factor
Q1Q2 frac14 Saddle loads without impact factors LbsQ1
0Q20 frac14 Saddle loads with impact factors Lbs
W frac14 Shipping weight of vessel without impactfactors Lbs
WT frac14 Shipping weight with impact factors Lbsw1 frac14 Uniform load without FY LbsFtw2 frac14 Uniform load including FY LbsFt
NOTE Assume that FZ amp FY do not occur at the sametime
Case 1 Adding Load for Fz
bull Longitudinal load FZ
FZ frac14 KZ W
bull Uniform load w1
w1 frac14 W=LT
bull Additional load on saddle F2
F2 frac14 ethFZ BTHORN=L1
bull Saddle loads Q1 Q2 Q10 Q2
0
Q1 frac14 w1
hethL1 thorn L2THORN2L2
3
i2 L1
Q10 frac14 Q1 F2
Q2 frac14 W Q1
Q20 frac14 Q2 thorn F2
Case 2 Adding Loads for Fy
bull Longitudinal load FY
FY frac14 KY W
bull Vertical load FY
WT frac14 Wthorn FY
bull Uniform load w2
w2 frac14 WT=LT
bull Saddle loads Q10 amp Q2
0
Q10 frac14 w2
hethL1 thorn L2THORN2 L2
3
i=2L1
Q20 frac14 WT Q1
0
Select worst case and calculate moments
M1 frac14 wn L22=2
M2 frac14 Q10Q1
0=2 wn
L2
M3 frac14 wn L23=2
Sample Problem
Given
B frac14 1575 ftL1 frac14 124 ftL2 frac14 24 ftL3 frac14 21 ftLT frac14 169 ft
LT
M2
M1 M3
WT
w1 or w2
W
L2
Q1 Q2
Fz
B
L1 L3
Figure 103 Data for uniform load case
Transportation and Erection of Pressure Vessels 651
W frac14 741 kipsKY frac14 5KZ frac14 6
Calculation
FZ frac14 KZ W frac14 6 eth741THORN frac14 4446 kips
FY frac14 KY W frac14 5 eth741THORN frac14 3705 kips
WT frac14 Wthorn FY
frac14 741thorn 3705 frac14 1 1115 kips
w1 frac14 W=LT frac14 741=169 frac14 438 kips=ft
w2 frac14 WT=LT frac14 11115=169 frac14 658 kips=ft
F2 frac14 ethFZ BTHORN=L1 frac14 frac124446 eth1575THORN=124frac14 5647 kips
Case 1 Adding Load for FZ
bull Saddle loads Q1 Q2 Q10 Q2
0
Q1 frac14 w1
hethL1 thorn L2THORN2L2
3
i2 L1
frac14 438heth124thorn 24THORN2212
i2124
frac14 379 kips
Q10 frac14 Q1 F2 frac14 379 565 frac14 3225 kips
Q2 frac14 W Q1 frac14 741 379 frac14 362 kips
Q20 frac14 Q2 thorn F2 frac14 362thorn 565 frac14 4185 kips
Case 2 Adding Load for FY
bull Saddle loads Q10 amp Q2
0
Q10 frac14 w2
hethL1 thorn L2THORN2L2
3
i2 L1
frac14 658heth124thorn 24THORN2212
i2124
frac14 569 kips
Q10 frac14 WT Q1
0 frac14 11115 569
frac14 5425 kips
Worst case is Case 2Determine moments
M1 frac14 w2 L2
2
2 frac14
658242
2
frac14 1 895 ft kips
M2 frac14 Q10Q1
0=2 w2
L2
frac14 569 eth569=eth2$658THORN 24THORN frac14 10 946 ft kips
M3 frac14 w2 L2
3
2 frac14
658212
2 frac14 1 450 ft kips
Use these moments and loads to determine stresses inshell
652 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 653
654 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 655
Tension Bands on Saddles
NotationAr frac14 area required in2
As frac14 area of bolt in2
Ab frac14 area of band required in2
Aw frac14 allowable load on weld lbinB frac14 saddle height ind frac14 bolt diameter inf frac14 load on weld kipsinFt frac14 allowable stress tension psi
Fx Fy Fz frac14 shipping external forces lbK frac14 maximum band spacing inN frac14 number of bands on one saddlePe frac14 equivalent external pressure psiR frac14 outside vessel radius inT frac14 tension load in band lb
T123 frac14 load cases in bolt and band lbTb frac14 tension load in bolt lbWs frac14 weight of one saddle lbb frac14 angle of tension bands degreessa frac14 stress in bolt psisb frac14 stress in band psi
656 Pressure Vessel Design Manual
bull Find tension in band T1 due to shipping forces onsaddle Fx and Fy
T1 frac14 cos b
FxB4RN
thorn Fy Ws
4N
bull Area required for bolt
Ar frac14 T1
Ft
bull Find bolt diameter d
d frac14ffiffiffiffiffiffiffiffi4Ar
p
r
Select nominal bolt diameter
As frac14bull Find maximum stress in bolt due to manualwrenching sa
sa frac14 45 000ffiffiffid
p
bull Maximum tension load in bolts T2
T2 frac14 saAs
bull Load due to saddle weight T3
T3 frac14 Ws
2N
Note Include impact factor in weight of saddle
bull Find maximum load T
T frac14 greater of T1 T2 or T3
bull Load on weld f
f frac14 T4[
bull Determine size of weld from table based on load f
Use w frac14bull Maximum band spacing K
K frac14 4ffiffiffiffiffiRt
p
1285
bull Find area required for tension band Ar
Ar frac14 TFt
Use
bull Check shell stresses due to force T Pe
Pe frac14 4TpRK
lt ASME factor ldquoBrdquo
Table 10-5Allowable load weld
Weld Size w E60XX E70XX
31616 in 239 278
frac14 in 318 37151616 in 398 464
⅜ in 477 55771616 in 556 650
Kipsin of weld
Transportation and Erection of Pressure Vessels 657
Alternate Procedure
Tension Band Notation
N frac14 Number of bands on one saddleQ frac14 Total load on one saddle LbsR frac14 Outside vessel radius inT frac14 Tension load in band Lbsb frac14 Angle of tension bands degrees
K1 frac14 Transverse shipping coefficientK2 frac14 Vertical shipping coefficientX frac14 Horizontal distance to centroid of saddle
reaction inY frac14 Vertical distance to centroid of saddle in
Calculation
bull Vertical distance to centroid of saddle Y
Y frac14 R sin q=q
bull Find angle a
a frac14 cos1 Y=R
bull Horizontal distance to centroid of saddle X
X frac14 R sina
bull Tension load in band T
T frac14 frac12Q frac12ethK1 Y=XTHORN thorn K2=frac122N cos b
Notes
1 Vertical reaction can be a result of longitudinal loadUse largest value
2 Use K2 frac14 0 for transverse case3 Use K1 frac14 0 for longitudinal case4 Use worst case of T1 or T2 and design the balance of
components per previous method
Example
K1 frac14 25K2 frac14 5Q frac14 500 kipsR frac14 925 inq frac14 75 frac14 1308 radb frac14 75N frac14 2
Y frac14 R sin qqY frac14 925 sin 75 1308 frac14 683 in
a frac14 cos-1 (Y R)a frac14 cos-1 (683 925) frac14 424o
X frac14 R sin a
X frac14 925 (sin 424) frac14 624 in
Transverse (K2 frac14 0)
T1 frac14 [Q [(K1 Y X) thorn K2]] [2N cos b]T1 frac14 [500 [(025$683624) thorn 0]] [2$2 cos 75] frac14
3435 kips
Longitudinal (K1 frac14 0)
T2 frac14 [Q [(K1 Y X) thorn K2]] [2N cos b]T2 frac14 [500 [0 thorn 05]] [2$2 cos 75] frac14 6304 kips
K2 W
K1 W
B
AX
TY
R
β α
θ
Figure 10-4 Dimensions of shipping saddle for alternatecase
658 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 659
Procedure 10-2 Erection of Pressure Vessels
The designer of pressure vessels and similar equipmentwill ultimately become involved in the movement trans-portation and erection of that equipment The degree ofthat involvement will vary due to the separation of dutiesand responsibilities of the parties concerned It is prudenthowever for the designer to plan for the eventuality ofthese events and to integrate these activities into theoriginal design If this planning is done properly thereis seldom a problem when the equipment gets to itsfinal destination Conversely there have been numerousproblems encountered when proper planning has notbeen done
There is also an economic benefit in including thelifting attachments in the base vessel bid and designThese lifting attachments are relatively inexpensive incomparison to the overall cost of the vessel and minusculecompared to the cost of the erection of the equipment Theerection alone for a major vessel can run into millions ofdollars If these attachments are added after the purchaseorder is awarded they can become expensive extras
There are also the consequences to life property andschedules if this activity is not carried out to a successfulconclusion Compared to the fabricated cost of the liftingattachments the consequences to life property andschedule are too important to leave the design of thesecomponents and their effect on the vessel to those not fullyversed in the design and analysis of pressure vessels
In addition it is important that the designer of the liftingattachments be in contact with the construction organi-zation that will be executing the lift This ensures that alllifting attachments meet the requirements imposed by thelifting equipment There are so many different methodsand techniques for the erection of vessels and the relatedcosts of each that a coordinated effort between thedesigner and erector is mandatory To avoid surprisesneither the designer nor the erector can afford to work ina vacuum To this end it is not advisable for the vesselfabricator to be responsible for the design if the fabricatoris not the chief coordinator of the transport and erection ofthe vessel
Vessels and related equipment can be erected ina variety of ways Vessels are erected by means of singlecranes multiple cranes gin poles jacking towers andother means The designer of the lifting attachmentsshould not attempt to dictate the erection method by thetypes of attachments that are designed for the vessel The
selection of one type of attachment versus another couldvery well do just that
Not every vessel needs to be designed for erection orhave lifting attachments Obviously the larger the vesselthe more complex the vessel the more expensive thevessel the more care and concern that should be taken intoaccount when designing the attachments and coordinatingthe lift The following listing will provide some guidelinesfor the provision of special lifting attachments and a liftinganalysis to be done In general provide lifting attachmentsfor the following cases
bull Vessels over 50000 lb (25 tons)bull Vessels with LD ratios greater than 5bull Vertical vessels greater than 8 ft in diameter or 50 ftin length
bull Vessels located in a structure or supported bya structure
bull High-alloy or heat-treated vessels (since it would notbe advisable for the field to be doing welding onthese vessels after they arrive on site and wire ropeslings could contaminate the vessel material)
bull Flare stacksbull Vessels with special transportation requirements
At the initial pick point when the vessel is still hori-zontal the load is shared between the lifting lugs and thetail beam or lug based on their respective distances to thevessel center of gravity As the lift proceeds a greaterpercentage of the load is shifted to the top lugs or trun-nions until the vessel is vertical and all of the load is thenon the top lugs At this point the tail beam or shackle canbe removed
During each degree of rotation the load on the lugstrunnions tailing device base ring and vessel shell arecontinually varying The loads on the welds attachingthese devices will also change The designer shouldevaluate these loadings at the various lift angles todetermine the worst coincident case
The worst case is dependent on the type of vessel andthe type of attachments For example there are threetypes of trunnions described in this procedure There isthe bare trunnion (Type 3) where the wire rope slidesaround the trunnion itself While the vessel is in thehorizontal position (initial pick point) the load producesa circumferential moment on the shell Once the vesselis in the upright position the same load produces
660 Pressure Vessel Design Manual
a longitudinal moment in the shell At all the interme-diate angles of lift there is a combination of circumfer-ential and longitudinal moments The designer shouldcheck the two worst cases at 0 and 90 and severalcombinations in between
The same trunnion could have a lifting lug welded tothe end of the trunnion (Type 1) This lug also producescircumferential and longitudinal moments in the shellHowever in addition this type of lug will producea torsional moment on the shell that is maximum at 0 andzero at 90 of angular rotation The rotating lug (Type 2)eliminates any torsional moment
There is one single lift angle that will produce themaximum stress in the vessel shell but no lift angle that isthe worst for all vessels The worst case is dependent onthe type of lift attachments distances weights and posi-tion relative to the center of gravity
The minimum lift location is the lowest pick point thatdoes not overstress the overhanging portion of the vesselThe maximum lift location is the highest pick point thatdoes not overstress the vessel between the tail and pickpoints These points become significant when locating thelift points to balance the stress at the top lug the overhangand the midspan stress
The use of side lugs can sometimes provide anadvantage by reducing the buckling stress at midspan andthe required lift height Side lugs allow for shorter boomlengths on a two-crane lift or gin poles A shorter boomlength in turn allows a higher lift capacity for the cranesThe lower the lug location on the shell the shorter the liftand the higher the allowable crane capacity This cantranslate into dollars as crane capacity is affected Thechallenge from the vessel side is the longitudinal bendingdue to the overhang and increased local shell stresses Allof these factors must be balanced to determine the lowestoverall cost of an erected vessel
Requirement for Erection and Setting of Vertical Vessels
The following is a brief synopsis of general recom-mendations regarding the setting leveling and shimmingof vertical vessels The following should be considered asguidelines only There are no codes or standards that areapplied In general company specifications containcontract requirements for the contractors scope of supplyor duties The following lists help to clarify generalconstruction practices with regard to the setting of verticalvessels and towers
Contractor Duties
1 Prepare tops of foundations (bush hammer ifrequired)
2 Perform surveying as required to establish center-lines sole plate or shim elevations at bottom of baseof equipment
3 Shimming4 Erect equipment5 Levelplumbing6 Final alignment7 Grouting8 Bolting
Tolerances
Out of vertical tolerance for vertical vessels unlessspecified otherwise shall be 01 of the vessel heightor about frac14 inch for every 20 feet to a maximum offrac34 inches
Soleplates (also called bearing pads levelingplates or embedments)
Soleplates are stainless steel plates 05 inches to075 inches thick set in grout on top of the foundation atthe exact height of the underside of the base plate Asa rule two soleplates should be installed per anchor boltone on each side of the bolt Depending on the towerdiameter and the distance between the anchor boltsanother soleplate may be installed between adjacentanchor bolts The dimensions of the soleplates will varyaccording to the width of the vessel base ring and vesselweight Soleplates are supported in place by a mixture ofPortland cement and sand in proportions 13 The vesselshould not be erected until the soleplates have been inplace for 28 days to allow for concrete curing Shims andsoleplates will remain in place after the grouting operation
Shims
Shims are used to provide precise leveling of the vesselShim packs may be grouted into the foundation in lieu ofsole plates but this practice is unusual Typically shimsare used on top of the sole plates for the leveling opera-tion Special shims may be required for unique applica-tions such as a large vessel supported on a braced framestructure with minimal contactbearing at each support
Transportation and Erection of Pressure Vessels 661
point The following are some guidelines for the use ofshims
1 Shims If left in place shall be stainless steel2 Shims must have rounded corners3 Shims will be fixed in place4 Shims shall be deburred5 Shims shall be full bearing6 Shims may be horseshoe type7 Shims thinner than 0001 inches are not allowed8 Shims with holes are not allowed9 Shims should be the full width of the base plate
LevelingStraightnessPlumbness
After the vessel has been placed on its foundation itmust be checked to be certain it is vertical and plumbLeveling is normally checked by use of two theodilites90 degrees apart The theodilites shall be spaced anadequate distance from the vessel to allow visual field ofthe entire height of the vessel Adjustments can be made tothe vessel alignment by means of wedges either poweredor not and then shimmed The wedges should not be leftin place after shimming
The vessel may be heated by the sun to a highertemperature on one side than the other This can createa slight ldquobananardquo effect which should be taken intoaccount when checking levelness The equation forcalculating the deflection from this effect is as follows
2 frac14 p D2 t H2 aDT
8 I
where2 frac14 Deflection inD frac14 Diameter ftT frac14 Thickness inH frac14 Height fta frac14 Coefficient of thermal expansion ininF
DT frac14 Temperature difference from one side of thecolumn to the other F
I frac14 Moment of inertia of vessel cross section ft4
Bolting
After the vessel is aligned and shimmed the nuts on theanchor bolts must be tightened The vessel should not be
left standing without the crane attached unless all anchorbolts have been tightened
The anchor bolts should not be tightened to theirmaximum load until the drypacking under the base plateis complete At this stage the base plate is suspendedbetween the soleplates until the drypack is installedSince the soleplates straddle the anchor bolts there isa chance of deforming the baseplate prior to the instal-lation of the drypack if the anchor bolts are overtightened
After drypacking the anchor bolts should be tight-ened to the correct torque to produce the maximumallowable bolt stress The anchor bolts should not betightened beyond the point of maximum allowable boltstress
Note that the initial anchor bolt tension does notincrease the maximum bolt tension caused by wind orearthquake This initial tension will only clamp the basering to the concrete Both are in equal compression untilthe external load is applied The external load reduces thecompression in the concrete before additional load isapplied to the bolts After the external load overcomes allthe compression in the concrete the stress in the bolt willincrease to the value it would have been had there been noinitial tension
Grouting
Grout under base plates shall provide full uniform loadtransfer between the bottom of the base plate and the topof the foundation Load transfer to the foundation must bethrough the grout not through the shims or soleplate
Prior to setting of the vessel the top of the foundationshould be bush hammered and cleaned This ensures thatthe grout will adhere to the surface of the foundation Bushhammering may be done strictly under the base plate oracross the entire top of the foundation
Once the vessel is leveled shimmed and bolted it isready to be grouted Grouting shall consist of filling thevoid area between the top of foundation and the undersideof base plate with cementatious grout The grout shall beinstalled in accordance with the manufacturers recom-mendations and any applicable contract specifications
Depending on the type of grout to be used grout damsmay be used
662 Pressure Vessel Design Manual
18
132 mm times 15 m SLINGSWL = 120 TON (SP)DOUBLE (2 PCS)SWL = 500 T times 40 m LENGTHSPREADER BEAM
SWL = 400T SHACKLE (4 NOS)
SWL = 400T SHACKLE (1 NO)
100 mm times 20 m SLINGSWL = 90 TON (SP)SWL = 737 TON (BH)DOUBLE (2 PCS)
90 mm times 15 m SLINGSWL = 60 TON (SP)SWL = 441 TON (BH)DOUBLE (2 PCS)
CounterWeight = 40ton
CounterWeight = 275ton
BOO
M 9
6m
90009000
620002000017000 100
0
100
0 13000
MAST 24m
oslash3840
oslash4160
1692
1829
1026
987
4
BOO
M 36m
Figure 10-5 Typical example of erection study
Transporta
tionandErectio
nofPressure
Vessels
663
Steps in Design
Given the overall weight and geometry of the vesseland the location of the center of gravity based on theerected weight apply the following steps to eithercomplete the design or analyze the design
Step 1 Select the type of lifting attachments as aninitial starting point
Lift end (also referred to as the ldquopick endrdquo)a Head lug Usually the simplest and most
economical and produces the least stressb Cone lug Similar to a head lug but located at
a conical transition section of the vesselc Side lug Complex and expensived Top flange lug The choice for high-pressure
vessels where the top center flange and head arevery rigid This method is uneconomical foraverage applications
e Side flange lug Rarely used because it requiresa very heavy nozzle and shell reinforcement
f Trunnions Simple and economical Used ona wide variety of vessels
g OtherTail end
a Tail beamb Tail lugc Choker (cinch) see later commentary
Tailing a column during erection with a wire ropechoker on the skirt above the base ring is a fairly commonprocedure Most experienced erectors are qualified toperform this procedure safely There are several advan-tages to using a tailing choker
bull Saves material design detailing and fabricationbull Simplifies concerns with lug and shippingorientations
bull May reduce overall height during transportation
There are situations and conditions that could make theuse of a tailing choker impractical costly and possiblyunsafe Provide tailing lugs or a tailing beam if
bull The column is more than about 10 feet in diameterThe larger the diameter the more difficult it is for thewire rope to cinch down and form a good choke onthe column
bull The tail load is so great that it requires the use ofslings greater than about 1frac12 inches in diameter Thelarger the diameter of the rope the less flexible it isand the more likely that it could slip up unexpectedlyduring erection
Step 2 Determine the forces T and P for all angles oferection
Step 3 Designcheck the lifting attachments for thetailing force T and pick force P
Step 4 Designcheck the base ring assembly forstresses due to tailing force T
Step 5 Determine the base ring stiffening configura-tion if required and design struts
Step 6 Check shell stresses due to bending during liftThis would include midspan as well as anyoverhang
Step 7 Analyze local loads in vessel shell and skirt dueto loads from attachments
Allowable Stresses
Per AISC
Tension
Ft frac14 06Fy on gross area
frac14 05Fu on effective net area
frac14 045Fy for pin-connected members
Compression(for short members only)
Fc frac14 Use buckling value
frac14 for vessel shell 133 ASME Factor B
Shear
Fs frac14 Net area of pin hole 045Fy
frac14 other than pin-connected members 04Fy
frac14 fillet welds in shear
E60XX 9600 lb=in or 13 600 psi
E70XX 11 200 lb=in or 15 800 psi
Bending
Fb frac14 06Fy to 075Fy depending on the shape of themember
Bearing
Fp frac14 09Fy
Combined
Shear and tension
sa
Fathorn sFs
1
664 Pressure Vessel Design Manual
Tension compression and bendingsa
Fathorn sb
Fb 1 or
sT
FTthorn sb
Fb 1
Note Custom-designed lifting devices that supportlifted loads are generally governed by ASME B3020ldquoBelow the hook lifting devicesrdquoUnder this specificationdesign stresses are limited to Fy3 The use of AISCallowables with a load factor of 18 or greater willgenerally meet this requirement
Notation
A frac14 area in2
Aa frac14 area available in2
Ab frac14 area bolt in2
An frac14 net cross-sectional area of lug in2
Ap frac14 area pin hole in2
Ar frac14 area required in2
As frac14 area strut in2 or shear area of boltsC frac14 lug dimension see sketchDo frac14 diameter vessel OD inD1 frac14 diameter lift hole inD2 frac14 diameter pin inD3 frac14 diameter pad eye inDsk frac14 diameter skirt inDm frac14 mean vessel diameter inE frac14 modulus of elasticity psifr frac14 tail end radial force lbfL frac14 tail end longitudinal force lbfs frac14 shear load lb or lbinFa frac14 allowable stress combined loading psiFb frac14 allowable stress bending psiFc frac14 allowable stress compression psiFp frac14 allowable stress bearing pressure psiFs frac14 allowable stress shear psiFt frac14 allowable stress tension psiFy frac14 minimum specified yield stress psiI frac14 moment of inertia in4
Jw frac14 polar moment of inertia of weld in4
K frac14 end connection coefficientKL frac14 overall load factor combining impact and safety
factors 15ndash20Ki frac14 impact factor 025ndash05Kr frac14 internal moment coefficient in circular ring due
to radial loadKs frac14 safety factorKT frac14 internal tensioncompression coefficient in
circular ring due to radial loadLs frac14 length of skirtbase stiffenerstrut in
M frac14 moment in-lbMb frac14 bending moment in-lbMC frac14 circumferential moment in-lbML frac14 longitudinal moment in-lbMT frac14 torsional moment in-lbNb frac14 number of bolts used in tail beam or flange
lugN frac14 width of flange of tail beam with a web stiffener
(N frac14 10 without web stiffener)nL frac14 number of head or side lugsP frac14 pick end load lbPe frac14 equivalent load lbPL frac14 longitudinal load per lug lbPr frac14 radial load lbPT frac14 transverse load per lug lbRb frac14 radius of base ring to neutral axis inr frac14 radius of gyration of strut in
Rc frac14 radius of bolt circle of flange inSu frac14 minimum specified tensile stress of bolts psitb frac14 thickness of base plate intg frac14 thickness of gusset intL frac14 thickness of lug intP frac14 thickness of pad eye ints frac14 thickness of shell inT frac14 tail end load lbTb frac14 bolt pretension load lbsTt frac14 tangential force lbw1 frac14 fillet weld size shell to re-padw2 frac14 fillet weld size re-pad to shellw3 frac14 fillet weld size pad eye to lugw4 frac14 fillet weld size base plate to skirtw5 frac14 uniform load on vessel lbinWE frac14 design erection weight lbWL frac14 erection weight lbZ frac14 section modulus in3
a frac14 angular position for moment coefficients in basering clockwise from 0
b frac14 angle between parallel beams degreess frac14 stress combined psisb frac14 stress bending psisp frac14 stress bearing psisc frac14 stress compression psiscr frac14 critical buckling stress psisT frac14 stress tension psis frac14 shear stress psisT frac14 torsional shear stress psiq frac14 lift angle degrees
qB frac14 minimum bearing contact angle degreesqH frac14 sling angle to lift line horizontal degreesqv frac14 sling angle to lift line vertical degrees
Transportation and Erection of Pressure Vessels 665
Procedure 10-3 Lifting Attachments and Terminology
666 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 667
668 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 669
670 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 671
Tailing Trunnion
Utilizes reinforced openings in skirt with through pipePipe is removed after erection and the openings used asskirt manways
Shell Flange Lug
Lifting Device Utilizing Top Body Flanges
672 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 673
Miscellaneous Lugs WL lt 60 kips
Calculations
Due to bending
tL frac14 6PTB
A2Fb
Due to shear
tL frac14 PTethA D1THORNFs
Due to tension
tL frac14 PLethA D1THORNFt
Notes
1 Table 10-6 is based on an allowable stress of 137ksi
2 Design each lug for a 21 safety factor3 Design each lug for a minimum 10 side force
Hertzian Stress Bearing
sp frac14 0418
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiE
PtL
ethR1 R2THORN
13
R1R2
vuuutlt 2Fy
Shear Load in WeldType 1 greater of following
sw frac14 6PTB
2A2
sw frac14 PL2A
Type 2 Use design for top head lug
Table 10-6Lug dimensions
WL kips A D1 B C tL w1 WL kips A D1 B C tL w1
4 3 088 15 2 05 025 20 7 175 3 3 1 038
6 35 1 163 2 063 025 25 7 238 4 4 1 044
8 4 113 175 2 063 025 35 8 238 4 4 1125 05
10 45 125 2 2 075 025 40 8 238 4 4 1125 063
12 5 138 213 3 088 025 45 8 288 4 4 1125 063
14 55 15 238 3 1 038 50 10 288 4 4 125 075
16 65 163 25 3 1 038 55 10 288 4 4 125 075
18 7 175 275 3 1 038 60 10 288 4 4 125 088
Figure 10-6 Dimensions and forces
674 Pressure Vessel Design Manual

Transportation and Erection of Pressure Vessels 647
Summary of LoadsForces on Vessels During Transportation
Table 10-3Transportation load coefficients K
Forces Road Rail Barge Ocean
Fx 05 10 095 10
Fy 15 20 13 15
Fz 10 15 15 15
Table 10-4Load per saddle due to transport forces
Due to Load per Saddle Diagram
Fx Q1 frac14 WsL2L1
thorn FxB
2A
Q2 frac14 WsL3L1
thorn FxB
2A
Fy Q1 frac14 ethWs thorn FyTHORNL2L1
Q2 frac14 ethWs thorn FyTHORNL3L1
Fz
Q1 frac14 WsL2L1
thorn FzB
L1
Q2 frac14 WsL3L1
thorn FzB
L1
648 Pressure Vessel Design Manual
Load Diagrams for Moments and Forces
Case 1
Note W frac14 weight of vessel plus any impact factors
OAL frac14 L1 thorn L2 thorn L3 w frac14 WOAL
Q1 frac14whethL1 thorn L2THORN2L2
3
i2L1
Q2 frac14 W Q1
M1 frac14 wL22
2
M2 frac14 Q1
Q1
2w L2
M3 frac14 wL23
2
Mx frac14 wethL2 XTHORN22
Mx1 frac14 wethL2 thorn X1THORN22
Q1X1
Mx2 frac14 wethL3 X2THORN22
Case 2
w1 frac14 W1
L2
w2 frac14 W2
L3
Q1 frac14 WL6
L1
Q2 frac14 W Q1
M1 frac14 w1L24
2
M2 frac14 M1 thornM3
2 w1L2
1
8
M3 frac14 w2L23
2
Transportation and Erection of Pressure Vessels 649
Case 3
Q1 frac14 WL1
2ethL1 thorn L2THORN WL2
2
2L1ethL1 thorn L2THORN
Q2 frac14 WL1
2ethL1 thorn L2THORN thornWL2
L1 thorn L2thorn WL2
2
2L1ethL1 thorn L2THORN
M1 frac14 Q21ethL1 thorn L2THORN
2W
M2 frac14 Q1L1 WL21
2ethL1 thorn L2THORN
Mx frac14 Q1XWX2
2ethL1 thorn L2THORN
Case 4
w1 frac14 W1
L2
w2 frac14 W2
L3
Q1 frac14 w1L2eth2L1 L2THORN thorn w2L23
2L1
Q2 frac14 w2L3eth2L1 L3THORN thorn w1L22
2L1
Moment at any point X from Q1
Mx frac14 Q1X w1X2
2
Moment at any point Y from Q2
My frac14 Q2ethL1 YTHORN w2ethL1 YTHORN22
650 Pressure Vessel Design Manual
Transportation-Vertical Vessel on Two Saddles UniformLoad Case With Incorporation of Shipping Factors
NotationF2 frac14 Additional load on Q2 LbsFZ frac14 Longitudinal loading due to shipping forces
LbsFY frac14 Vertical Loading due to shipping forces LbsKZ frac14 Longitudinal impact factorKY frac14 Vertical impact factor
Q1Q2 frac14 Saddle loads without impact factors LbsQ1
0Q20 frac14 Saddle loads with impact factors Lbs
W frac14 Shipping weight of vessel without impactfactors Lbs
WT frac14 Shipping weight with impact factors Lbsw1 frac14 Uniform load without FY LbsFtw2 frac14 Uniform load including FY LbsFt
NOTE Assume that FZ amp FY do not occur at the sametime
Case 1 Adding Load for Fz
bull Longitudinal load FZ
FZ frac14 KZ W
bull Uniform load w1
w1 frac14 W=LT
bull Additional load on saddle F2
F2 frac14 ethFZ BTHORN=L1
bull Saddle loads Q1 Q2 Q10 Q2
0
Q1 frac14 w1
hethL1 thorn L2THORN2L2
3
i2 L1
Q10 frac14 Q1 F2
Q2 frac14 W Q1
Q20 frac14 Q2 thorn F2
Case 2 Adding Loads for Fy
bull Longitudinal load FY
FY frac14 KY W
bull Vertical load FY
WT frac14 Wthorn FY
bull Uniform load w2
w2 frac14 WT=LT
bull Saddle loads Q10 amp Q2
0
Q10 frac14 w2
hethL1 thorn L2THORN2 L2
3
i=2L1
Q20 frac14 WT Q1
0
Select worst case and calculate moments
M1 frac14 wn L22=2
M2 frac14 Q10Q1
0=2 wn
L2
M3 frac14 wn L23=2
Sample Problem
Given
B frac14 1575 ftL1 frac14 124 ftL2 frac14 24 ftL3 frac14 21 ftLT frac14 169 ft
LT
M2
M1 M3
WT
w1 or w2
W
L2
Q1 Q2
Fz
B
L1 L3
Figure 103 Data for uniform load case
Transportation and Erection of Pressure Vessels 651
W frac14 741 kipsKY frac14 5KZ frac14 6
Calculation
FZ frac14 KZ W frac14 6 eth741THORN frac14 4446 kips
FY frac14 KY W frac14 5 eth741THORN frac14 3705 kips
WT frac14 Wthorn FY
frac14 741thorn 3705 frac14 1 1115 kips
w1 frac14 W=LT frac14 741=169 frac14 438 kips=ft
w2 frac14 WT=LT frac14 11115=169 frac14 658 kips=ft
F2 frac14 ethFZ BTHORN=L1 frac14 frac124446 eth1575THORN=124frac14 5647 kips
Case 1 Adding Load for FZ
bull Saddle loads Q1 Q2 Q10 Q2
0
Q1 frac14 w1
hethL1 thorn L2THORN2L2
3
i2 L1
frac14 438heth124thorn 24THORN2212
i2124
frac14 379 kips
Q10 frac14 Q1 F2 frac14 379 565 frac14 3225 kips
Q2 frac14 W Q1 frac14 741 379 frac14 362 kips
Q20 frac14 Q2 thorn F2 frac14 362thorn 565 frac14 4185 kips
Case 2 Adding Load for FY
bull Saddle loads Q10 amp Q2
0
Q10 frac14 w2
hethL1 thorn L2THORN2L2
3
i2 L1
frac14 658heth124thorn 24THORN2212
i2124
frac14 569 kips
Q10 frac14 WT Q1
0 frac14 11115 569
frac14 5425 kips
Worst case is Case 2Determine moments
M1 frac14 w2 L2
2
2 frac14
658242
2
frac14 1 895 ft kips
M2 frac14 Q10Q1
0=2 w2
L2
frac14 569 eth569=eth2$658THORN 24THORN frac14 10 946 ft kips
M3 frac14 w2 L2
3
2 frac14
658212
2 frac14 1 450 ft kips
Use these moments and loads to determine stresses inshell
652 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 653
654 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 655
Tension Bands on Saddles
NotationAr frac14 area required in2
As frac14 area of bolt in2
Ab frac14 area of band required in2
Aw frac14 allowable load on weld lbinB frac14 saddle height ind frac14 bolt diameter inf frac14 load on weld kipsinFt frac14 allowable stress tension psi
Fx Fy Fz frac14 shipping external forces lbK frac14 maximum band spacing inN frac14 number of bands on one saddlePe frac14 equivalent external pressure psiR frac14 outside vessel radius inT frac14 tension load in band lb
T123 frac14 load cases in bolt and band lbTb frac14 tension load in bolt lbWs frac14 weight of one saddle lbb frac14 angle of tension bands degreessa frac14 stress in bolt psisb frac14 stress in band psi
656 Pressure Vessel Design Manual
bull Find tension in band T1 due to shipping forces onsaddle Fx and Fy
T1 frac14 cos b
FxB4RN
thorn Fy Ws
4N
bull Area required for bolt
Ar frac14 T1
Ft
bull Find bolt diameter d
d frac14ffiffiffiffiffiffiffiffi4Ar
p
r
Select nominal bolt diameter
As frac14bull Find maximum stress in bolt due to manualwrenching sa
sa frac14 45 000ffiffiffid
p
bull Maximum tension load in bolts T2
T2 frac14 saAs
bull Load due to saddle weight T3
T3 frac14 Ws
2N
Note Include impact factor in weight of saddle
bull Find maximum load T
T frac14 greater of T1 T2 or T3
bull Load on weld f
f frac14 T4[
bull Determine size of weld from table based on load f
Use w frac14bull Maximum band spacing K
K frac14 4ffiffiffiffiffiRt
p
1285
bull Find area required for tension band Ar
Ar frac14 TFt
Use
bull Check shell stresses due to force T Pe
Pe frac14 4TpRK
lt ASME factor ldquoBrdquo
Table 10-5Allowable load weld
Weld Size w E60XX E70XX
31616 in 239 278
frac14 in 318 37151616 in 398 464
⅜ in 477 55771616 in 556 650
Kipsin of weld
Transportation and Erection of Pressure Vessels 657
Alternate Procedure
Tension Band Notation
N frac14 Number of bands on one saddleQ frac14 Total load on one saddle LbsR frac14 Outside vessel radius inT frac14 Tension load in band Lbsb frac14 Angle of tension bands degrees
K1 frac14 Transverse shipping coefficientK2 frac14 Vertical shipping coefficientX frac14 Horizontal distance to centroid of saddle
reaction inY frac14 Vertical distance to centroid of saddle in
Calculation
bull Vertical distance to centroid of saddle Y
Y frac14 R sin q=q
bull Find angle a
a frac14 cos1 Y=R
bull Horizontal distance to centroid of saddle X
X frac14 R sina
bull Tension load in band T
T frac14 frac12Q frac12ethK1 Y=XTHORN thorn K2=frac122N cos b
Notes
1 Vertical reaction can be a result of longitudinal loadUse largest value
2 Use K2 frac14 0 for transverse case3 Use K1 frac14 0 for longitudinal case4 Use worst case of T1 or T2 and design the balance of
components per previous method
Example
K1 frac14 25K2 frac14 5Q frac14 500 kipsR frac14 925 inq frac14 75 frac14 1308 radb frac14 75N frac14 2
Y frac14 R sin qqY frac14 925 sin 75 1308 frac14 683 in
a frac14 cos-1 (Y R)a frac14 cos-1 (683 925) frac14 424o
X frac14 R sin a
X frac14 925 (sin 424) frac14 624 in
Transverse (K2 frac14 0)
T1 frac14 [Q [(K1 Y X) thorn K2]] [2N cos b]T1 frac14 [500 [(025$683624) thorn 0]] [2$2 cos 75] frac14
3435 kips
Longitudinal (K1 frac14 0)
T2 frac14 [Q [(K1 Y X) thorn K2]] [2N cos b]T2 frac14 [500 [0 thorn 05]] [2$2 cos 75] frac14 6304 kips
K2 W
K1 W
B
AX
TY
R
β α
θ
Figure 10-4 Dimensions of shipping saddle for alternatecase
658 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 659
Procedure 10-2 Erection of Pressure Vessels
The designer of pressure vessels and similar equipmentwill ultimately become involved in the movement trans-portation and erection of that equipment The degree ofthat involvement will vary due to the separation of dutiesand responsibilities of the parties concerned It is prudenthowever for the designer to plan for the eventuality ofthese events and to integrate these activities into theoriginal design If this planning is done properly thereis seldom a problem when the equipment gets to itsfinal destination Conversely there have been numerousproblems encountered when proper planning has notbeen done
There is also an economic benefit in including thelifting attachments in the base vessel bid and designThese lifting attachments are relatively inexpensive incomparison to the overall cost of the vessel and minusculecompared to the cost of the erection of the equipment Theerection alone for a major vessel can run into millions ofdollars If these attachments are added after the purchaseorder is awarded they can become expensive extras
There are also the consequences to life property andschedules if this activity is not carried out to a successfulconclusion Compared to the fabricated cost of the liftingattachments the consequences to life property andschedule are too important to leave the design of thesecomponents and their effect on the vessel to those not fullyversed in the design and analysis of pressure vessels
In addition it is important that the designer of the liftingattachments be in contact with the construction organi-zation that will be executing the lift This ensures that alllifting attachments meet the requirements imposed by thelifting equipment There are so many different methodsand techniques for the erection of vessels and the relatedcosts of each that a coordinated effort between thedesigner and erector is mandatory To avoid surprisesneither the designer nor the erector can afford to work ina vacuum To this end it is not advisable for the vesselfabricator to be responsible for the design if the fabricatoris not the chief coordinator of the transport and erection ofthe vessel
Vessels and related equipment can be erected ina variety of ways Vessels are erected by means of singlecranes multiple cranes gin poles jacking towers andother means The designer of the lifting attachmentsshould not attempt to dictate the erection method by thetypes of attachments that are designed for the vessel The
selection of one type of attachment versus another couldvery well do just that
Not every vessel needs to be designed for erection orhave lifting attachments Obviously the larger the vesselthe more complex the vessel the more expensive thevessel the more care and concern that should be taken intoaccount when designing the attachments and coordinatingthe lift The following listing will provide some guidelinesfor the provision of special lifting attachments and a liftinganalysis to be done In general provide lifting attachmentsfor the following cases
bull Vessels over 50000 lb (25 tons)bull Vessels with LD ratios greater than 5bull Vertical vessels greater than 8 ft in diameter or 50 ftin length
bull Vessels located in a structure or supported bya structure
bull High-alloy or heat-treated vessels (since it would notbe advisable for the field to be doing welding onthese vessels after they arrive on site and wire ropeslings could contaminate the vessel material)
bull Flare stacksbull Vessels with special transportation requirements
At the initial pick point when the vessel is still hori-zontal the load is shared between the lifting lugs and thetail beam or lug based on their respective distances to thevessel center of gravity As the lift proceeds a greaterpercentage of the load is shifted to the top lugs or trun-nions until the vessel is vertical and all of the load is thenon the top lugs At this point the tail beam or shackle canbe removed
During each degree of rotation the load on the lugstrunnions tailing device base ring and vessel shell arecontinually varying The loads on the welds attachingthese devices will also change The designer shouldevaluate these loadings at the various lift angles todetermine the worst coincident case
The worst case is dependent on the type of vessel andthe type of attachments For example there are threetypes of trunnions described in this procedure There isthe bare trunnion (Type 3) where the wire rope slidesaround the trunnion itself While the vessel is in thehorizontal position (initial pick point) the load producesa circumferential moment on the shell Once the vesselis in the upright position the same load produces
660 Pressure Vessel Design Manual
a longitudinal moment in the shell At all the interme-diate angles of lift there is a combination of circumfer-ential and longitudinal moments The designer shouldcheck the two worst cases at 0 and 90 and severalcombinations in between
The same trunnion could have a lifting lug welded tothe end of the trunnion (Type 1) This lug also producescircumferential and longitudinal moments in the shellHowever in addition this type of lug will producea torsional moment on the shell that is maximum at 0 andzero at 90 of angular rotation The rotating lug (Type 2)eliminates any torsional moment
There is one single lift angle that will produce themaximum stress in the vessel shell but no lift angle that isthe worst for all vessels The worst case is dependent onthe type of lift attachments distances weights and posi-tion relative to the center of gravity
The minimum lift location is the lowest pick point thatdoes not overstress the overhanging portion of the vesselThe maximum lift location is the highest pick point thatdoes not overstress the vessel between the tail and pickpoints These points become significant when locating thelift points to balance the stress at the top lug the overhangand the midspan stress
The use of side lugs can sometimes provide anadvantage by reducing the buckling stress at midspan andthe required lift height Side lugs allow for shorter boomlengths on a two-crane lift or gin poles A shorter boomlength in turn allows a higher lift capacity for the cranesThe lower the lug location on the shell the shorter the liftand the higher the allowable crane capacity This cantranslate into dollars as crane capacity is affected Thechallenge from the vessel side is the longitudinal bendingdue to the overhang and increased local shell stresses Allof these factors must be balanced to determine the lowestoverall cost of an erected vessel
Requirement for Erection and Setting of Vertical Vessels
The following is a brief synopsis of general recom-mendations regarding the setting leveling and shimmingof vertical vessels The following should be considered asguidelines only There are no codes or standards that areapplied In general company specifications containcontract requirements for the contractors scope of supplyor duties The following lists help to clarify generalconstruction practices with regard to the setting of verticalvessels and towers
Contractor Duties
1 Prepare tops of foundations (bush hammer ifrequired)
2 Perform surveying as required to establish center-lines sole plate or shim elevations at bottom of baseof equipment
3 Shimming4 Erect equipment5 Levelplumbing6 Final alignment7 Grouting8 Bolting
Tolerances
Out of vertical tolerance for vertical vessels unlessspecified otherwise shall be 01 of the vessel heightor about frac14 inch for every 20 feet to a maximum offrac34 inches
Soleplates (also called bearing pads levelingplates or embedments)
Soleplates are stainless steel plates 05 inches to075 inches thick set in grout on top of the foundation atthe exact height of the underside of the base plate Asa rule two soleplates should be installed per anchor boltone on each side of the bolt Depending on the towerdiameter and the distance between the anchor boltsanother soleplate may be installed between adjacentanchor bolts The dimensions of the soleplates will varyaccording to the width of the vessel base ring and vesselweight Soleplates are supported in place by a mixture ofPortland cement and sand in proportions 13 The vesselshould not be erected until the soleplates have been inplace for 28 days to allow for concrete curing Shims andsoleplates will remain in place after the grouting operation
Shims
Shims are used to provide precise leveling of the vesselShim packs may be grouted into the foundation in lieu ofsole plates but this practice is unusual Typically shimsare used on top of the sole plates for the leveling opera-tion Special shims may be required for unique applica-tions such as a large vessel supported on a braced framestructure with minimal contactbearing at each support
Transportation and Erection of Pressure Vessels 661
point The following are some guidelines for the use ofshims
1 Shims If left in place shall be stainless steel2 Shims must have rounded corners3 Shims will be fixed in place4 Shims shall be deburred5 Shims shall be full bearing6 Shims may be horseshoe type7 Shims thinner than 0001 inches are not allowed8 Shims with holes are not allowed9 Shims should be the full width of the base plate
LevelingStraightnessPlumbness
After the vessel has been placed on its foundation itmust be checked to be certain it is vertical and plumbLeveling is normally checked by use of two theodilites90 degrees apart The theodilites shall be spaced anadequate distance from the vessel to allow visual field ofthe entire height of the vessel Adjustments can be made tothe vessel alignment by means of wedges either poweredor not and then shimmed The wedges should not be leftin place after shimming
The vessel may be heated by the sun to a highertemperature on one side than the other This can createa slight ldquobananardquo effect which should be taken intoaccount when checking levelness The equation forcalculating the deflection from this effect is as follows
2 frac14 p D2 t H2 aDT
8 I
where2 frac14 Deflection inD frac14 Diameter ftT frac14 Thickness inH frac14 Height fta frac14 Coefficient of thermal expansion ininF
DT frac14 Temperature difference from one side of thecolumn to the other F
I frac14 Moment of inertia of vessel cross section ft4
Bolting
After the vessel is aligned and shimmed the nuts on theanchor bolts must be tightened The vessel should not be
left standing without the crane attached unless all anchorbolts have been tightened
The anchor bolts should not be tightened to theirmaximum load until the drypacking under the base plateis complete At this stage the base plate is suspendedbetween the soleplates until the drypack is installedSince the soleplates straddle the anchor bolts there isa chance of deforming the baseplate prior to the instal-lation of the drypack if the anchor bolts are overtightened
After drypacking the anchor bolts should be tight-ened to the correct torque to produce the maximumallowable bolt stress The anchor bolts should not betightened beyond the point of maximum allowable boltstress
Note that the initial anchor bolt tension does notincrease the maximum bolt tension caused by wind orearthquake This initial tension will only clamp the basering to the concrete Both are in equal compression untilthe external load is applied The external load reduces thecompression in the concrete before additional load isapplied to the bolts After the external load overcomes allthe compression in the concrete the stress in the bolt willincrease to the value it would have been had there been noinitial tension
Grouting
Grout under base plates shall provide full uniform loadtransfer between the bottom of the base plate and the topof the foundation Load transfer to the foundation must bethrough the grout not through the shims or soleplate
Prior to setting of the vessel the top of the foundationshould be bush hammered and cleaned This ensures thatthe grout will adhere to the surface of the foundation Bushhammering may be done strictly under the base plate oracross the entire top of the foundation
Once the vessel is leveled shimmed and bolted it isready to be grouted Grouting shall consist of filling thevoid area between the top of foundation and the undersideof base plate with cementatious grout The grout shall beinstalled in accordance with the manufacturers recom-mendations and any applicable contract specifications
Depending on the type of grout to be used grout damsmay be used
662 Pressure Vessel Design Manual
18
132 mm times 15 m SLINGSWL = 120 TON (SP)DOUBLE (2 PCS)SWL = 500 T times 40 m LENGTHSPREADER BEAM
SWL = 400T SHACKLE (4 NOS)
SWL = 400T SHACKLE (1 NO)
100 mm times 20 m SLINGSWL = 90 TON (SP)SWL = 737 TON (BH)DOUBLE (2 PCS)
90 mm times 15 m SLINGSWL = 60 TON (SP)SWL = 441 TON (BH)DOUBLE (2 PCS)
CounterWeight = 40ton
CounterWeight = 275ton
BOO
M 9
6m
90009000
620002000017000 100
0
100
0 13000
MAST 24m
oslash3840
oslash4160
1692
1829
1026
987
4
BOO
M 36m
Figure 10-5 Typical example of erection study
Transporta
tionandErectio
nofPressure
Vessels
663
Steps in Design
Given the overall weight and geometry of the vesseland the location of the center of gravity based on theerected weight apply the following steps to eithercomplete the design or analyze the design
Step 1 Select the type of lifting attachments as aninitial starting point
Lift end (also referred to as the ldquopick endrdquo)a Head lug Usually the simplest and most
economical and produces the least stressb Cone lug Similar to a head lug but located at
a conical transition section of the vesselc Side lug Complex and expensived Top flange lug The choice for high-pressure
vessels where the top center flange and head arevery rigid This method is uneconomical foraverage applications
e Side flange lug Rarely used because it requiresa very heavy nozzle and shell reinforcement
f Trunnions Simple and economical Used ona wide variety of vessels
g OtherTail end
a Tail beamb Tail lugc Choker (cinch) see later commentary
Tailing a column during erection with a wire ropechoker on the skirt above the base ring is a fairly commonprocedure Most experienced erectors are qualified toperform this procedure safely There are several advan-tages to using a tailing choker
bull Saves material design detailing and fabricationbull Simplifies concerns with lug and shippingorientations
bull May reduce overall height during transportation
There are situations and conditions that could make theuse of a tailing choker impractical costly and possiblyunsafe Provide tailing lugs or a tailing beam if
bull The column is more than about 10 feet in diameterThe larger the diameter the more difficult it is for thewire rope to cinch down and form a good choke onthe column
bull The tail load is so great that it requires the use ofslings greater than about 1frac12 inches in diameter Thelarger the diameter of the rope the less flexible it isand the more likely that it could slip up unexpectedlyduring erection
Step 2 Determine the forces T and P for all angles oferection
Step 3 Designcheck the lifting attachments for thetailing force T and pick force P
Step 4 Designcheck the base ring assembly forstresses due to tailing force T
Step 5 Determine the base ring stiffening configura-tion if required and design struts
Step 6 Check shell stresses due to bending during liftThis would include midspan as well as anyoverhang
Step 7 Analyze local loads in vessel shell and skirt dueto loads from attachments
Allowable Stresses
Per AISC
Tension
Ft frac14 06Fy on gross area
frac14 05Fu on effective net area
frac14 045Fy for pin-connected members
Compression(for short members only)
Fc frac14 Use buckling value
frac14 for vessel shell 133 ASME Factor B
Shear
Fs frac14 Net area of pin hole 045Fy
frac14 other than pin-connected members 04Fy
frac14 fillet welds in shear
E60XX 9600 lb=in or 13 600 psi
E70XX 11 200 lb=in or 15 800 psi
Bending
Fb frac14 06Fy to 075Fy depending on the shape of themember
Bearing
Fp frac14 09Fy
Combined
Shear and tension
sa
Fathorn sFs
1
664 Pressure Vessel Design Manual
Tension compression and bendingsa
Fathorn sb
Fb 1 or
sT
FTthorn sb
Fb 1
Note Custom-designed lifting devices that supportlifted loads are generally governed by ASME B3020ldquoBelow the hook lifting devicesrdquoUnder this specificationdesign stresses are limited to Fy3 The use of AISCallowables with a load factor of 18 or greater willgenerally meet this requirement
Notation
A frac14 area in2
Aa frac14 area available in2
Ab frac14 area bolt in2
An frac14 net cross-sectional area of lug in2
Ap frac14 area pin hole in2
Ar frac14 area required in2
As frac14 area strut in2 or shear area of boltsC frac14 lug dimension see sketchDo frac14 diameter vessel OD inD1 frac14 diameter lift hole inD2 frac14 diameter pin inD3 frac14 diameter pad eye inDsk frac14 diameter skirt inDm frac14 mean vessel diameter inE frac14 modulus of elasticity psifr frac14 tail end radial force lbfL frac14 tail end longitudinal force lbfs frac14 shear load lb or lbinFa frac14 allowable stress combined loading psiFb frac14 allowable stress bending psiFc frac14 allowable stress compression psiFp frac14 allowable stress bearing pressure psiFs frac14 allowable stress shear psiFt frac14 allowable stress tension psiFy frac14 minimum specified yield stress psiI frac14 moment of inertia in4
Jw frac14 polar moment of inertia of weld in4
K frac14 end connection coefficientKL frac14 overall load factor combining impact and safety
factors 15ndash20Ki frac14 impact factor 025ndash05Kr frac14 internal moment coefficient in circular ring due
to radial loadKs frac14 safety factorKT frac14 internal tensioncompression coefficient in
circular ring due to radial loadLs frac14 length of skirtbase stiffenerstrut in
M frac14 moment in-lbMb frac14 bending moment in-lbMC frac14 circumferential moment in-lbML frac14 longitudinal moment in-lbMT frac14 torsional moment in-lbNb frac14 number of bolts used in tail beam or flange
lugN frac14 width of flange of tail beam with a web stiffener
(N frac14 10 without web stiffener)nL frac14 number of head or side lugsP frac14 pick end load lbPe frac14 equivalent load lbPL frac14 longitudinal load per lug lbPr frac14 radial load lbPT frac14 transverse load per lug lbRb frac14 radius of base ring to neutral axis inr frac14 radius of gyration of strut in
Rc frac14 radius of bolt circle of flange inSu frac14 minimum specified tensile stress of bolts psitb frac14 thickness of base plate intg frac14 thickness of gusset intL frac14 thickness of lug intP frac14 thickness of pad eye ints frac14 thickness of shell inT frac14 tail end load lbTb frac14 bolt pretension load lbsTt frac14 tangential force lbw1 frac14 fillet weld size shell to re-padw2 frac14 fillet weld size re-pad to shellw3 frac14 fillet weld size pad eye to lugw4 frac14 fillet weld size base plate to skirtw5 frac14 uniform load on vessel lbinWE frac14 design erection weight lbWL frac14 erection weight lbZ frac14 section modulus in3
a frac14 angular position for moment coefficients in basering clockwise from 0
b frac14 angle between parallel beams degreess frac14 stress combined psisb frac14 stress bending psisp frac14 stress bearing psisc frac14 stress compression psiscr frac14 critical buckling stress psisT frac14 stress tension psis frac14 shear stress psisT frac14 torsional shear stress psiq frac14 lift angle degrees
qB frac14 minimum bearing contact angle degreesqH frac14 sling angle to lift line horizontal degreesqv frac14 sling angle to lift line vertical degrees
Transportation and Erection of Pressure Vessels 665
Procedure 10-3 Lifting Attachments and Terminology
666 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 667
668 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 669
670 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 671
Tailing Trunnion
Utilizes reinforced openings in skirt with through pipePipe is removed after erection and the openings used asskirt manways
Shell Flange Lug
Lifting Device Utilizing Top Body Flanges
672 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 673
Miscellaneous Lugs WL lt 60 kips
Calculations
Due to bending
tL frac14 6PTB
A2Fb
Due to shear
tL frac14 PTethA D1THORNFs
Due to tension
tL frac14 PLethA D1THORNFt
Notes
1 Table 10-6 is based on an allowable stress of 137ksi
2 Design each lug for a 21 safety factor3 Design each lug for a minimum 10 side force
Hertzian Stress Bearing
sp frac14 0418
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiE
PtL
ethR1 R2THORN
13
R1R2
vuuutlt 2Fy
Shear Load in WeldType 1 greater of following
sw frac14 6PTB
2A2
sw frac14 PL2A
Type 2 Use design for top head lug
Table 10-6Lug dimensions
WL kips A D1 B C tL w1 WL kips A D1 B C tL w1
4 3 088 15 2 05 025 20 7 175 3 3 1 038
6 35 1 163 2 063 025 25 7 238 4 4 1 044
8 4 113 175 2 063 025 35 8 238 4 4 1125 05
10 45 125 2 2 075 025 40 8 238 4 4 1125 063
12 5 138 213 3 088 025 45 8 288 4 4 1125 063
14 55 15 238 3 1 038 50 10 288 4 4 125 075
16 65 163 25 3 1 038 55 10 288 4 4 125 075
18 7 175 275 3 1 038 60 10 288 4 4 125 088
Figure 10-6 Dimensions and forces
674 Pressure Vessel Design Manual

Summary of LoadsForces on Vessels During Transportation
Table 10-3Transportation load coefficients K
Forces Road Rail Barge Ocean
Fx 05 10 095 10
Fy 15 20 13 15
Fz 10 15 15 15
Table 10-4Load per saddle due to transport forces
Due to Load per Saddle Diagram
Fx Q1 frac14 WsL2L1
thorn FxB
2A
Q2 frac14 WsL3L1
thorn FxB
2A
Fy Q1 frac14 ethWs thorn FyTHORNL2L1
Q2 frac14 ethWs thorn FyTHORNL3L1
Fz
Q1 frac14 WsL2L1
thorn FzB
L1
Q2 frac14 WsL3L1
thorn FzB
L1
648 Pressure Vessel Design Manual
Load Diagrams for Moments and Forces
Case 1
Note W frac14 weight of vessel plus any impact factors
OAL frac14 L1 thorn L2 thorn L3 w frac14 WOAL
Q1 frac14whethL1 thorn L2THORN2L2
3
i2L1
Q2 frac14 W Q1
M1 frac14 wL22
2
M2 frac14 Q1
Q1
2w L2
M3 frac14 wL23
2
Mx frac14 wethL2 XTHORN22
Mx1 frac14 wethL2 thorn X1THORN22
Q1X1
Mx2 frac14 wethL3 X2THORN22
Case 2
w1 frac14 W1
L2
w2 frac14 W2
L3
Q1 frac14 WL6
L1
Q2 frac14 W Q1
M1 frac14 w1L24
2
M2 frac14 M1 thornM3
2 w1L2
1
8
M3 frac14 w2L23
2
Transportation and Erection of Pressure Vessels 649
Case 3
Q1 frac14 WL1
2ethL1 thorn L2THORN WL2
2
2L1ethL1 thorn L2THORN
Q2 frac14 WL1
2ethL1 thorn L2THORN thornWL2
L1 thorn L2thorn WL2
2
2L1ethL1 thorn L2THORN
M1 frac14 Q21ethL1 thorn L2THORN
2W
M2 frac14 Q1L1 WL21
2ethL1 thorn L2THORN
Mx frac14 Q1XWX2
2ethL1 thorn L2THORN
Case 4
w1 frac14 W1
L2
w2 frac14 W2
L3
Q1 frac14 w1L2eth2L1 L2THORN thorn w2L23
2L1
Q2 frac14 w2L3eth2L1 L3THORN thorn w1L22
2L1
Moment at any point X from Q1
Mx frac14 Q1X w1X2
2
Moment at any point Y from Q2
My frac14 Q2ethL1 YTHORN w2ethL1 YTHORN22
650 Pressure Vessel Design Manual
Transportation-Vertical Vessel on Two Saddles UniformLoad Case With Incorporation of Shipping Factors
NotationF2 frac14 Additional load on Q2 LbsFZ frac14 Longitudinal loading due to shipping forces
LbsFY frac14 Vertical Loading due to shipping forces LbsKZ frac14 Longitudinal impact factorKY frac14 Vertical impact factor
Q1Q2 frac14 Saddle loads without impact factors LbsQ1
0Q20 frac14 Saddle loads with impact factors Lbs
W frac14 Shipping weight of vessel without impactfactors Lbs
WT frac14 Shipping weight with impact factors Lbsw1 frac14 Uniform load without FY LbsFtw2 frac14 Uniform load including FY LbsFt
NOTE Assume that FZ amp FY do not occur at the sametime
Case 1 Adding Load for Fz
bull Longitudinal load FZ
FZ frac14 KZ W
bull Uniform load w1
w1 frac14 W=LT
bull Additional load on saddle F2
F2 frac14 ethFZ BTHORN=L1
bull Saddle loads Q1 Q2 Q10 Q2
0
Q1 frac14 w1
hethL1 thorn L2THORN2L2
3
i2 L1
Q10 frac14 Q1 F2
Q2 frac14 W Q1
Q20 frac14 Q2 thorn F2
Case 2 Adding Loads for Fy
bull Longitudinal load FY
FY frac14 KY W
bull Vertical load FY
WT frac14 Wthorn FY
bull Uniform load w2
w2 frac14 WT=LT
bull Saddle loads Q10 amp Q2
0
Q10 frac14 w2
hethL1 thorn L2THORN2 L2
3
i=2L1
Q20 frac14 WT Q1
0
Select worst case and calculate moments
M1 frac14 wn L22=2
M2 frac14 Q10Q1
0=2 wn
L2
M3 frac14 wn L23=2
Sample Problem
Given
B frac14 1575 ftL1 frac14 124 ftL2 frac14 24 ftL3 frac14 21 ftLT frac14 169 ft
LT
M2
M1 M3
WT
w1 or w2
W
L2
Q1 Q2
Fz
B
L1 L3
Figure 103 Data for uniform load case
Transportation and Erection of Pressure Vessels 651
W frac14 741 kipsKY frac14 5KZ frac14 6
Calculation
FZ frac14 KZ W frac14 6 eth741THORN frac14 4446 kips
FY frac14 KY W frac14 5 eth741THORN frac14 3705 kips
WT frac14 Wthorn FY
frac14 741thorn 3705 frac14 1 1115 kips
w1 frac14 W=LT frac14 741=169 frac14 438 kips=ft
w2 frac14 WT=LT frac14 11115=169 frac14 658 kips=ft
F2 frac14 ethFZ BTHORN=L1 frac14 frac124446 eth1575THORN=124frac14 5647 kips
Case 1 Adding Load for FZ
bull Saddle loads Q1 Q2 Q10 Q2
0
Q1 frac14 w1
hethL1 thorn L2THORN2L2
3
i2 L1
frac14 438heth124thorn 24THORN2212
i2124
frac14 379 kips
Q10 frac14 Q1 F2 frac14 379 565 frac14 3225 kips
Q2 frac14 W Q1 frac14 741 379 frac14 362 kips
Q20 frac14 Q2 thorn F2 frac14 362thorn 565 frac14 4185 kips
Case 2 Adding Load for FY
bull Saddle loads Q10 amp Q2
0
Q10 frac14 w2
hethL1 thorn L2THORN2L2
3
i2 L1
frac14 658heth124thorn 24THORN2212
i2124
frac14 569 kips
Q10 frac14 WT Q1
0 frac14 11115 569
frac14 5425 kips
Worst case is Case 2Determine moments
M1 frac14 w2 L2
2
2 frac14
658242
2
frac14 1 895 ft kips
M2 frac14 Q10Q1
0=2 w2
L2
frac14 569 eth569=eth2$658THORN 24THORN frac14 10 946 ft kips
M3 frac14 w2 L2
3
2 frac14
658212
2 frac14 1 450 ft kips
Use these moments and loads to determine stresses inshell
652 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 653
654 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 655
Tension Bands on Saddles
NotationAr frac14 area required in2
As frac14 area of bolt in2
Ab frac14 area of band required in2
Aw frac14 allowable load on weld lbinB frac14 saddle height ind frac14 bolt diameter inf frac14 load on weld kipsinFt frac14 allowable stress tension psi
Fx Fy Fz frac14 shipping external forces lbK frac14 maximum band spacing inN frac14 number of bands on one saddlePe frac14 equivalent external pressure psiR frac14 outside vessel radius inT frac14 tension load in band lb
T123 frac14 load cases in bolt and band lbTb frac14 tension load in bolt lbWs frac14 weight of one saddle lbb frac14 angle of tension bands degreessa frac14 stress in bolt psisb frac14 stress in band psi
656 Pressure Vessel Design Manual
bull Find tension in band T1 due to shipping forces onsaddle Fx and Fy
T1 frac14 cos b
FxB4RN
thorn Fy Ws
4N
bull Area required for bolt
Ar frac14 T1
Ft
bull Find bolt diameter d
d frac14ffiffiffiffiffiffiffiffi4Ar
p
r
Select nominal bolt diameter
As frac14bull Find maximum stress in bolt due to manualwrenching sa
sa frac14 45 000ffiffiffid
p
bull Maximum tension load in bolts T2
T2 frac14 saAs
bull Load due to saddle weight T3
T3 frac14 Ws
2N
Note Include impact factor in weight of saddle
bull Find maximum load T
T frac14 greater of T1 T2 or T3
bull Load on weld f
f frac14 T4[
bull Determine size of weld from table based on load f
Use w frac14bull Maximum band spacing K
K frac14 4ffiffiffiffiffiRt
p
1285
bull Find area required for tension band Ar
Ar frac14 TFt
Use
bull Check shell stresses due to force T Pe
Pe frac14 4TpRK
lt ASME factor ldquoBrdquo
Table 10-5Allowable load weld
Weld Size w E60XX E70XX
31616 in 239 278
frac14 in 318 37151616 in 398 464
⅜ in 477 55771616 in 556 650
Kipsin of weld
Transportation and Erection of Pressure Vessels 657
Alternate Procedure
Tension Band Notation
N frac14 Number of bands on one saddleQ frac14 Total load on one saddle LbsR frac14 Outside vessel radius inT frac14 Tension load in band Lbsb frac14 Angle of tension bands degrees
K1 frac14 Transverse shipping coefficientK2 frac14 Vertical shipping coefficientX frac14 Horizontal distance to centroid of saddle
reaction inY frac14 Vertical distance to centroid of saddle in
Calculation
bull Vertical distance to centroid of saddle Y
Y frac14 R sin q=q
bull Find angle a
a frac14 cos1 Y=R
bull Horizontal distance to centroid of saddle X
X frac14 R sina
bull Tension load in band T
T frac14 frac12Q frac12ethK1 Y=XTHORN thorn K2=frac122N cos b
Notes
1 Vertical reaction can be a result of longitudinal loadUse largest value
2 Use K2 frac14 0 for transverse case3 Use K1 frac14 0 for longitudinal case4 Use worst case of T1 or T2 and design the balance of
components per previous method
Example
K1 frac14 25K2 frac14 5Q frac14 500 kipsR frac14 925 inq frac14 75 frac14 1308 radb frac14 75N frac14 2
Y frac14 R sin qqY frac14 925 sin 75 1308 frac14 683 in
a frac14 cos-1 (Y R)a frac14 cos-1 (683 925) frac14 424o
X frac14 R sin a
X frac14 925 (sin 424) frac14 624 in
Transverse (K2 frac14 0)
T1 frac14 [Q [(K1 Y X) thorn K2]] [2N cos b]T1 frac14 [500 [(025$683624) thorn 0]] [2$2 cos 75] frac14
3435 kips
Longitudinal (K1 frac14 0)
T2 frac14 [Q [(K1 Y X) thorn K2]] [2N cos b]T2 frac14 [500 [0 thorn 05]] [2$2 cos 75] frac14 6304 kips
K2 W
K1 W
B
AX
TY
R
β α
θ
Figure 10-4 Dimensions of shipping saddle for alternatecase
658 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 659
Procedure 10-2 Erection of Pressure Vessels
The designer of pressure vessels and similar equipmentwill ultimately become involved in the movement trans-portation and erection of that equipment The degree ofthat involvement will vary due to the separation of dutiesand responsibilities of the parties concerned It is prudenthowever for the designer to plan for the eventuality ofthese events and to integrate these activities into theoriginal design If this planning is done properly thereis seldom a problem when the equipment gets to itsfinal destination Conversely there have been numerousproblems encountered when proper planning has notbeen done
There is also an economic benefit in including thelifting attachments in the base vessel bid and designThese lifting attachments are relatively inexpensive incomparison to the overall cost of the vessel and minusculecompared to the cost of the erection of the equipment Theerection alone for a major vessel can run into millions ofdollars If these attachments are added after the purchaseorder is awarded they can become expensive extras
There are also the consequences to life property andschedules if this activity is not carried out to a successfulconclusion Compared to the fabricated cost of the liftingattachments the consequences to life property andschedule are too important to leave the design of thesecomponents and their effect on the vessel to those not fullyversed in the design and analysis of pressure vessels
In addition it is important that the designer of the liftingattachments be in contact with the construction organi-zation that will be executing the lift This ensures that alllifting attachments meet the requirements imposed by thelifting equipment There are so many different methodsand techniques for the erection of vessels and the relatedcosts of each that a coordinated effort between thedesigner and erector is mandatory To avoid surprisesneither the designer nor the erector can afford to work ina vacuum To this end it is not advisable for the vesselfabricator to be responsible for the design if the fabricatoris not the chief coordinator of the transport and erection ofthe vessel
Vessels and related equipment can be erected ina variety of ways Vessels are erected by means of singlecranes multiple cranes gin poles jacking towers andother means The designer of the lifting attachmentsshould not attempt to dictate the erection method by thetypes of attachments that are designed for the vessel The
selection of one type of attachment versus another couldvery well do just that
Not every vessel needs to be designed for erection orhave lifting attachments Obviously the larger the vesselthe more complex the vessel the more expensive thevessel the more care and concern that should be taken intoaccount when designing the attachments and coordinatingthe lift The following listing will provide some guidelinesfor the provision of special lifting attachments and a liftinganalysis to be done In general provide lifting attachmentsfor the following cases
bull Vessels over 50000 lb (25 tons)bull Vessels with LD ratios greater than 5bull Vertical vessels greater than 8 ft in diameter or 50 ftin length
bull Vessels located in a structure or supported bya structure
bull High-alloy or heat-treated vessels (since it would notbe advisable for the field to be doing welding onthese vessels after they arrive on site and wire ropeslings could contaminate the vessel material)
bull Flare stacksbull Vessels with special transportation requirements
At the initial pick point when the vessel is still hori-zontal the load is shared between the lifting lugs and thetail beam or lug based on their respective distances to thevessel center of gravity As the lift proceeds a greaterpercentage of the load is shifted to the top lugs or trun-nions until the vessel is vertical and all of the load is thenon the top lugs At this point the tail beam or shackle canbe removed
During each degree of rotation the load on the lugstrunnions tailing device base ring and vessel shell arecontinually varying The loads on the welds attachingthese devices will also change The designer shouldevaluate these loadings at the various lift angles todetermine the worst coincident case
The worst case is dependent on the type of vessel andthe type of attachments For example there are threetypes of trunnions described in this procedure There isthe bare trunnion (Type 3) where the wire rope slidesaround the trunnion itself While the vessel is in thehorizontal position (initial pick point) the load producesa circumferential moment on the shell Once the vesselis in the upright position the same load produces
660 Pressure Vessel Design Manual
a longitudinal moment in the shell At all the interme-diate angles of lift there is a combination of circumfer-ential and longitudinal moments The designer shouldcheck the two worst cases at 0 and 90 and severalcombinations in between
The same trunnion could have a lifting lug welded tothe end of the trunnion (Type 1) This lug also producescircumferential and longitudinal moments in the shellHowever in addition this type of lug will producea torsional moment on the shell that is maximum at 0 andzero at 90 of angular rotation The rotating lug (Type 2)eliminates any torsional moment
There is one single lift angle that will produce themaximum stress in the vessel shell but no lift angle that isthe worst for all vessels The worst case is dependent onthe type of lift attachments distances weights and posi-tion relative to the center of gravity
The minimum lift location is the lowest pick point thatdoes not overstress the overhanging portion of the vesselThe maximum lift location is the highest pick point thatdoes not overstress the vessel between the tail and pickpoints These points become significant when locating thelift points to balance the stress at the top lug the overhangand the midspan stress
The use of side lugs can sometimes provide anadvantage by reducing the buckling stress at midspan andthe required lift height Side lugs allow for shorter boomlengths on a two-crane lift or gin poles A shorter boomlength in turn allows a higher lift capacity for the cranesThe lower the lug location on the shell the shorter the liftand the higher the allowable crane capacity This cantranslate into dollars as crane capacity is affected Thechallenge from the vessel side is the longitudinal bendingdue to the overhang and increased local shell stresses Allof these factors must be balanced to determine the lowestoverall cost of an erected vessel
Requirement for Erection and Setting of Vertical Vessels
The following is a brief synopsis of general recom-mendations regarding the setting leveling and shimmingof vertical vessels The following should be considered asguidelines only There are no codes or standards that areapplied In general company specifications containcontract requirements for the contractors scope of supplyor duties The following lists help to clarify generalconstruction practices with regard to the setting of verticalvessels and towers
Contractor Duties
1 Prepare tops of foundations (bush hammer ifrequired)
2 Perform surveying as required to establish center-lines sole plate or shim elevations at bottom of baseof equipment
3 Shimming4 Erect equipment5 Levelplumbing6 Final alignment7 Grouting8 Bolting
Tolerances
Out of vertical tolerance for vertical vessels unlessspecified otherwise shall be 01 of the vessel heightor about frac14 inch for every 20 feet to a maximum offrac34 inches
Soleplates (also called bearing pads levelingplates or embedments)
Soleplates are stainless steel plates 05 inches to075 inches thick set in grout on top of the foundation atthe exact height of the underside of the base plate Asa rule two soleplates should be installed per anchor boltone on each side of the bolt Depending on the towerdiameter and the distance between the anchor boltsanother soleplate may be installed between adjacentanchor bolts The dimensions of the soleplates will varyaccording to the width of the vessel base ring and vesselweight Soleplates are supported in place by a mixture ofPortland cement and sand in proportions 13 The vesselshould not be erected until the soleplates have been inplace for 28 days to allow for concrete curing Shims andsoleplates will remain in place after the grouting operation
Shims
Shims are used to provide precise leveling of the vesselShim packs may be grouted into the foundation in lieu ofsole plates but this practice is unusual Typically shimsare used on top of the sole plates for the leveling opera-tion Special shims may be required for unique applica-tions such as a large vessel supported on a braced framestructure with minimal contactbearing at each support
Transportation and Erection of Pressure Vessels 661
point The following are some guidelines for the use ofshims
1 Shims If left in place shall be stainless steel2 Shims must have rounded corners3 Shims will be fixed in place4 Shims shall be deburred5 Shims shall be full bearing6 Shims may be horseshoe type7 Shims thinner than 0001 inches are not allowed8 Shims with holes are not allowed9 Shims should be the full width of the base plate
LevelingStraightnessPlumbness
After the vessel has been placed on its foundation itmust be checked to be certain it is vertical and plumbLeveling is normally checked by use of two theodilites90 degrees apart The theodilites shall be spaced anadequate distance from the vessel to allow visual field ofthe entire height of the vessel Adjustments can be made tothe vessel alignment by means of wedges either poweredor not and then shimmed The wedges should not be leftin place after shimming
The vessel may be heated by the sun to a highertemperature on one side than the other This can createa slight ldquobananardquo effect which should be taken intoaccount when checking levelness The equation forcalculating the deflection from this effect is as follows
2 frac14 p D2 t H2 aDT
8 I
where2 frac14 Deflection inD frac14 Diameter ftT frac14 Thickness inH frac14 Height fta frac14 Coefficient of thermal expansion ininF
DT frac14 Temperature difference from one side of thecolumn to the other F
I frac14 Moment of inertia of vessel cross section ft4
Bolting
After the vessel is aligned and shimmed the nuts on theanchor bolts must be tightened The vessel should not be
left standing without the crane attached unless all anchorbolts have been tightened
The anchor bolts should not be tightened to theirmaximum load until the drypacking under the base plateis complete At this stage the base plate is suspendedbetween the soleplates until the drypack is installedSince the soleplates straddle the anchor bolts there isa chance of deforming the baseplate prior to the instal-lation of the drypack if the anchor bolts are overtightened
After drypacking the anchor bolts should be tight-ened to the correct torque to produce the maximumallowable bolt stress The anchor bolts should not betightened beyond the point of maximum allowable boltstress
Note that the initial anchor bolt tension does notincrease the maximum bolt tension caused by wind orearthquake This initial tension will only clamp the basering to the concrete Both are in equal compression untilthe external load is applied The external load reduces thecompression in the concrete before additional load isapplied to the bolts After the external load overcomes allthe compression in the concrete the stress in the bolt willincrease to the value it would have been had there been noinitial tension
Grouting
Grout under base plates shall provide full uniform loadtransfer between the bottom of the base plate and the topof the foundation Load transfer to the foundation must bethrough the grout not through the shims or soleplate
Prior to setting of the vessel the top of the foundationshould be bush hammered and cleaned This ensures thatthe grout will adhere to the surface of the foundation Bushhammering may be done strictly under the base plate oracross the entire top of the foundation
Once the vessel is leveled shimmed and bolted it isready to be grouted Grouting shall consist of filling thevoid area between the top of foundation and the undersideof base plate with cementatious grout The grout shall beinstalled in accordance with the manufacturers recom-mendations and any applicable contract specifications
Depending on the type of grout to be used grout damsmay be used
662 Pressure Vessel Design Manual
18
132 mm times 15 m SLINGSWL = 120 TON (SP)DOUBLE (2 PCS)SWL = 500 T times 40 m LENGTHSPREADER BEAM
SWL = 400T SHACKLE (4 NOS)
SWL = 400T SHACKLE (1 NO)
100 mm times 20 m SLINGSWL = 90 TON (SP)SWL = 737 TON (BH)DOUBLE (2 PCS)
90 mm times 15 m SLINGSWL = 60 TON (SP)SWL = 441 TON (BH)DOUBLE (2 PCS)
CounterWeight = 40ton
CounterWeight = 275ton
BOO
M 9
6m
90009000
620002000017000 100
0
100
0 13000
MAST 24m
oslash3840
oslash4160
1692
1829
1026
987
4
BOO
M 36m
Figure 10-5 Typical example of erection study
Transporta
tionandErectio
nofPressure
Vessels
663
Steps in Design
Given the overall weight and geometry of the vesseland the location of the center of gravity based on theerected weight apply the following steps to eithercomplete the design or analyze the design
Step 1 Select the type of lifting attachments as aninitial starting point
Lift end (also referred to as the ldquopick endrdquo)a Head lug Usually the simplest and most
economical and produces the least stressb Cone lug Similar to a head lug but located at
a conical transition section of the vesselc Side lug Complex and expensived Top flange lug The choice for high-pressure
vessels where the top center flange and head arevery rigid This method is uneconomical foraverage applications
e Side flange lug Rarely used because it requiresa very heavy nozzle and shell reinforcement
f Trunnions Simple and economical Used ona wide variety of vessels
g OtherTail end
a Tail beamb Tail lugc Choker (cinch) see later commentary
Tailing a column during erection with a wire ropechoker on the skirt above the base ring is a fairly commonprocedure Most experienced erectors are qualified toperform this procedure safely There are several advan-tages to using a tailing choker
bull Saves material design detailing and fabricationbull Simplifies concerns with lug and shippingorientations
bull May reduce overall height during transportation
There are situations and conditions that could make theuse of a tailing choker impractical costly and possiblyunsafe Provide tailing lugs or a tailing beam if
bull The column is more than about 10 feet in diameterThe larger the diameter the more difficult it is for thewire rope to cinch down and form a good choke onthe column
bull The tail load is so great that it requires the use ofslings greater than about 1frac12 inches in diameter Thelarger the diameter of the rope the less flexible it isand the more likely that it could slip up unexpectedlyduring erection
Step 2 Determine the forces T and P for all angles oferection
Step 3 Designcheck the lifting attachments for thetailing force T and pick force P
Step 4 Designcheck the base ring assembly forstresses due to tailing force T
Step 5 Determine the base ring stiffening configura-tion if required and design struts
Step 6 Check shell stresses due to bending during liftThis would include midspan as well as anyoverhang
Step 7 Analyze local loads in vessel shell and skirt dueto loads from attachments
Allowable Stresses
Per AISC
Tension
Ft frac14 06Fy on gross area
frac14 05Fu on effective net area
frac14 045Fy for pin-connected members
Compression(for short members only)
Fc frac14 Use buckling value
frac14 for vessel shell 133 ASME Factor B
Shear
Fs frac14 Net area of pin hole 045Fy
frac14 other than pin-connected members 04Fy
frac14 fillet welds in shear
E60XX 9600 lb=in or 13 600 psi
E70XX 11 200 lb=in or 15 800 psi
Bending
Fb frac14 06Fy to 075Fy depending on the shape of themember
Bearing
Fp frac14 09Fy
Combined
Shear and tension
sa
Fathorn sFs
1
664 Pressure Vessel Design Manual
Tension compression and bendingsa
Fathorn sb
Fb 1 or
sT
FTthorn sb
Fb 1
Note Custom-designed lifting devices that supportlifted loads are generally governed by ASME B3020ldquoBelow the hook lifting devicesrdquoUnder this specificationdesign stresses are limited to Fy3 The use of AISCallowables with a load factor of 18 or greater willgenerally meet this requirement
Notation
A frac14 area in2
Aa frac14 area available in2
Ab frac14 area bolt in2
An frac14 net cross-sectional area of lug in2
Ap frac14 area pin hole in2
Ar frac14 area required in2
As frac14 area strut in2 or shear area of boltsC frac14 lug dimension see sketchDo frac14 diameter vessel OD inD1 frac14 diameter lift hole inD2 frac14 diameter pin inD3 frac14 diameter pad eye inDsk frac14 diameter skirt inDm frac14 mean vessel diameter inE frac14 modulus of elasticity psifr frac14 tail end radial force lbfL frac14 tail end longitudinal force lbfs frac14 shear load lb or lbinFa frac14 allowable stress combined loading psiFb frac14 allowable stress bending psiFc frac14 allowable stress compression psiFp frac14 allowable stress bearing pressure psiFs frac14 allowable stress shear psiFt frac14 allowable stress tension psiFy frac14 minimum specified yield stress psiI frac14 moment of inertia in4
Jw frac14 polar moment of inertia of weld in4
K frac14 end connection coefficientKL frac14 overall load factor combining impact and safety
factors 15ndash20Ki frac14 impact factor 025ndash05Kr frac14 internal moment coefficient in circular ring due
to radial loadKs frac14 safety factorKT frac14 internal tensioncompression coefficient in
circular ring due to radial loadLs frac14 length of skirtbase stiffenerstrut in
M frac14 moment in-lbMb frac14 bending moment in-lbMC frac14 circumferential moment in-lbML frac14 longitudinal moment in-lbMT frac14 torsional moment in-lbNb frac14 number of bolts used in tail beam or flange
lugN frac14 width of flange of tail beam with a web stiffener
(N frac14 10 without web stiffener)nL frac14 number of head or side lugsP frac14 pick end load lbPe frac14 equivalent load lbPL frac14 longitudinal load per lug lbPr frac14 radial load lbPT frac14 transverse load per lug lbRb frac14 radius of base ring to neutral axis inr frac14 radius of gyration of strut in
Rc frac14 radius of bolt circle of flange inSu frac14 minimum specified tensile stress of bolts psitb frac14 thickness of base plate intg frac14 thickness of gusset intL frac14 thickness of lug intP frac14 thickness of pad eye ints frac14 thickness of shell inT frac14 tail end load lbTb frac14 bolt pretension load lbsTt frac14 tangential force lbw1 frac14 fillet weld size shell to re-padw2 frac14 fillet weld size re-pad to shellw3 frac14 fillet weld size pad eye to lugw4 frac14 fillet weld size base plate to skirtw5 frac14 uniform load on vessel lbinWE frac14 design erection weight lbWL frac14 erection weight lbZ frac14 section modulus in3
a frac14 angular position for moment coefficients in basering clockwise from 0
b frac14 angle between parallel beams degreess frac14 stress combined psisb frac14 stress bending psisp frac14 stress bearing psisc frac14 stress compression psiscr frac14 critical buckling stress psisT frac14 stress tension psis frac14 shear stress psisT frac14 torsional shear stress psiq frac14 lift angle degrees
qB frac14 minimum bearing contact angle degreesqH frac14 sling angle to lift line horizontal degreesqv frac14 sling angle to lift line vertical degrees
Transportation and Erection of Pressure Vessels 665
Procedure 10-3 Lifting Attachments and Terminology
666 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 667
668 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 669
670 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 671
Tailing Trunnion
Utilizes reinforced openings in skirt with through pipePipe is removed after erection and the openings used asskirt manways
Shell Flange Lug
Lifting Device Utilizing Top Body Flanges
672 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 673
Miscellaneous Lugs WL lt 60 kips
Calculations
Due to bending
tL frac14 6PTB
A2Fb
Due to shear
tL frac14 PTethA D1THORNFs
Due to tension
tL frac14 PLethA D1THORNFt
Notes
1 Table 10-6 is based on an allowable stress of 137ksi
2 Design each lug for a 21 safety factor3 Design each lug for a minimum 10 side force
Hertzian Stress Bearing
sp frac14 0418
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiE
PtL
ethR1 R2THORN
13
R1R2
vuuutlt 2Fy
Shear Load in WeldType 1 greater of following
sw frac14 6PTB
2A2
sw frac14 PL2A
Type 2 Use design for top head lug
Table 10-6Lug dimensions
WL kips A D1 B C tL w1 WL kips A D1 B C tL w1
4 3 088 15 2 05 025 20 7 175 3 3 1 038
6 35 1 163 2 063 025 25 7 238 4 4 1 044
8 4 113 175 2 063 025 35 8 238 4 4 1125 05
10 45 125 2 2 075 025 40 8 238 4 4 1125 063
12 5 138 213 3 088 025 45 8 288 4 4 1125 063
14 55 15 238 3 1 038 50 10 288 4 4 125 075
16 65 163 25 3 1 038 55 10 288 4 4 125 075
18 7 175 275 3 1 038 60 10 288 4 4 125 088
Figure 10-6 Dimensions and forces
674 Pressure Vessel Design Manual

Load Diagrams for Moments and Forces
Case 1
Note W frac14 weight of vessel plus any impact factors
OAL frac14 L1 thorn L2 thorn L3 w frac14 WOAL
Q1 frac14whethL1 thorn L2THORN2L2
3
i2L1
Q2 frac14 W Q1
M1 frac14 wL22
2
M2 frac14 Q1
Q1
2w L2
M3 frac14 wL23
2
Mx frac14 wethL2 XTHORN22
Mx1 frac14 wethL2 thorn X1THORN22
Q1X1
Mx2 frac14 wethL3 X2THORN22
Case 2
w1 frac14 W1
L2
w2 frac14 W2
L3
Q1 frac14 WL6
L1
Q2 frac14 W Q1
M1 frac14 w1L24
2
M2 frac14 M1 thornM3
2 w1L2
1
8
M3 frac14 w2L23
2
Transportation and Erection of Pressure Vessels 649
Case 3
Q1 frac14 WL1
2ethL1 thorn L2THORN WL2
2
2L1ethL1 thorn L2THORN
Q2 frac14 WL1
2ethL1 thorn L2THORN thornWL2
L1 thorn L2thorn WL2
2
2L1ethL1 thorn L2THORN
M1 frac14 Q21ethL1 thorn L2THORN
2W
M2 frac14 Q1L1 WL21
2ethL1 thorn L2THORN
Mx frac14 Q1XWX2
2ethL1 thorn L2THORN
Case 4
w1 frac14 W1
L2
w2 frac14 W2
L3
Q1 frac14 w1L2eth2L1 L2THORN thorn w2L23
2L1
Q2 frac14 w2L3eth2L1 L3THORN thorn w1L22
2L1
Moment at any point X from Q1
Mx frac14 Q1X w1X2
2
Moment at any point Y from Q2
My frac14 Q2ethL1 YTHORN w2ethL1 YTHORN22
650 Pressure Vessel Design Manual
Transportation-Vertical Vessel on Two Saddles UniformLoad Case With Incorporation of Shipping Factors
NotationF2 frac14 Additional load on Q2 LbsFZ frac14 Longitudinal loading due to shipping forces
LbsFY frac14 Vertical Loading due to shipping forces LbsKZ frac14 Longitudinal impact factorKY frac14 Vertical impact factor
Q1Q2 frac14 Saddle loads without impact factors LbsQ1
0Q20 frac14 Saddle loads with impact factors Lbs
W frac14 Shipping weight of vessel without impactfactors Lbs
WT frac14 Shipping weight with impact factors Lbsw1 frac14 Uniform load without FY LbsFtw2 frac14 Uniform load including FY LbsFt
NOTE Assume that FZ amp FY do not occur at the sametime
Case 1 Adding Load for Fz
bull Longitudinal load FZ
FZ frac14 KZ W
bull Uniform load w1
w1 frac14 W=LT
bull Additional load on saddle F2
F2 frac14 ethFZ BTHORN=L1
bull Saddle loads Q1 Q2 Q10 Q2
0
Q1 frac14 w1
hethL1 thorn L2THORN2L2
3
i2 L1
Q10 frac14 Q1 F2
Q2 frac14 W Q1
Q20 frac14 Q2 thorn F2
Case 2 Adding Loads for Fy
bull Longitudinal load FY
FY frac14 KY W
bull Vertical load FY
WT frac14 Wthorn FY
bull Uniform load w2
w2 frac14 WT=LT
bull Saddle loads Q10 amp Q2
0
Q10 frac14 w2
hethL1 thorn L2THORN2 L2
3
i=2L1
Q20 frac14 WT Q1
0
Select worst case and calculate moments
M1 frac14 wn L22=2
M2 frac14 Q10Q1
0=2 wn
L2
M3 frac14 wn L23=2
Sample Problem
Given
B frac14 1575 ftL1 frac14 124 ftL2 frac14 24 ftL3 frac14 21 ftLT frac14 169 ft
LT
M2
M1 M3
WT
w1 or w2
W
L2
Q1 Q2
Fz
B
L1 L3
Figure 103 Data for uniform load case
Transportation and Erection of Pressure Vessels 651
W frac14 741 kipsKY frac14 5KZ frac14 6
Calculation
FZ frac14 KZ W frac14 6 eth741THORN frac14 4446 kips
FY frac14 KY W frac14 5 eth741THORN frac14 3705 kips
WT frac14 Wthorn FY
frac14 741thorn 3705 frac14 1 1115 kips
w1 frac14 W=LT frac14 741=169 frac14 438 kips=ft
w2 frac14 WT=LT frac14 11115=169 frac14 658 kips=ft
F2 frac14 ethFZ BTHORN=L1 frac14 frac124446 eth1575THORN=124frac14 5647 kips
Case 1 Adding Load for FZ
bull Saddle loads Q1 Q2 Q10 Q2
0
Q1 frac14 w1
hethL1 thorn L2THORN2L2
3
i2 L1
frac14 438heth124thorn 24THORN2212
i2124
frac14 379 kips
Q10 frac14 Q1 F2 frac14 379 565 frac14 3225 kips
Q2 frac14 W Q1 frac14 741 379 frac14 362 kips
Q20 frac14 Q2 thorn F2 frac14 362thorn 565 frac14 4185 kips
Case 2 Adding Load for FY
bull Saddle loads Q10 amp Q2
0
Q10 frac14 w2
hethL1 thorn L2THORN2L2
3
i2 L1
frac14 658heth124thorn 24THORN2212
i2124
frac14 569 kips
Q10 frac14 WT Q1
0 frac14 11115 569
frac14 5425 kips
Worst case is Case 2Determine moments
M1 frac14 w2 L2
2
2 frac14
658242
2
frac14 1 895 ft kips
M2 frac14 Q10Q1
0=2 w2
L2
frac14 569 eth569=eth2$658THORN 24THORN frac14 10 946 ft kips
M3 frac14 w2 L2
3
2 frac14
658212
2 frac14 1 450 ft kips
Use these moments and loads to determine stresses inshell
652 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 653
654 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 655
Tension Bands on Saddles
NotationAr frac14 area required in2
As frac14 area of bolt in2
Ab frac14 area of band required in2
Aw frac14 allowable load on weld lbinB frac14 saddle height ind frac14 bolt diameter inf frac14 load on weld kipsinFt frac14 allowable stress tension psi
Fx Fy Fz frac14 shipping external forces lbK frac14 maximum band spacing inN frac14 number of bands on one saddlePe frac14 equivalent external pressure psiR frac14 outside vessel radius inT frac14 tension load in band lb
T123 frac14 load cases in bolt and band lbTb frac14 tension load in bolt lbWs frac14 weight of one saddle lbb frac14 angle of tension bands degreessa frac14 stress in bolt psisb frac14 stress in band psi
656 Pressure Vessel Design Manual
bull Find tension in band T1 due to shipping forces onsaddle Fx and Fy
T1 frac14 cos b
FxB4RN
thorn Fy Ws
4N
bull Area required for bolt
Ar frac14 T1
Ft
bull Find bolt diameter d
d frac14ffiffiffiffiffiffiffiffi4Ar
p
r
Select nominal bolt diameter
As frac14bull Find maximum stress in bolt due to manualwrenching sa
sa frac14 45 000ffiffiffid
p
bull Maximum tension load in bolts T2
T2 frac14 saAs
bull Load due to saddle weight T3
T3 frac14 Ws
2N
Note Include impact factor in weight of saddle
bull Find maximum load T
T frac14 greater of T1 T2 or T3
bull Load on weld f
f frac14 T4[
bull Determine size of weld from table based on load f
Use w frac14bull Maximum band spacing K
K frac14 4ffiffiffiffiffiRt
p
1285
bull Find area required for tension band Ar
Ar frac14 TFt
Use
bull Check shell stresses due to force T Pe
Pe frac14 4TpRK
lt ASME factor ldquoBrdquo
Table 10-5Allowable load weld
Weld Size w E60XX E70XX
31616 in 239 278
frac14 in 318 37151616 in 398 464
⅜ in 477 55771616 in 556 650
Kipsin of weld
Transportation and Erection of Pressure Vessels 657
Alternate Procedure
Tension Band Notation
N frac14 Number of bands on one saddleQ frac14 Total load on one saddle LbsR frac14 Outside vessel radius inT frac14 Tension load in band Lbsb frac14 Angle of tension bands degrees
K1 frac14 Transverse shipping coefficientK2 frac14 Vertical shipping coefficientX frac14 Horizontal distance to centroid of saddle
reaction inY frac14 Vertical distance to centroid of saddle in
Calculation
bull Vertical distance to centroid of saddle Y
Y frac14 R sin q=q
bull Find angle a
a frac14 cos1 Y=R
bull Horizontal distance to centroid of saddle X
X frac14 R sina
bull Tension load in band T
T frac14 frac12Q frac12ethK1 Y=XTHORN thorn K2=frac122N cos b
Notes
1 Vertical reaction can be a result of longitudinal loadUse largest value
2 Use K2 frac14 0 for transverse case3 Use K1 frac14 0 for longitudinal case4 Use worst case of T1 or T2 and design the balance of
components per previous method
Example
K1 frac14 25K2 frac14 5Q frac14 500 kipsR frac14 925 inq frac14 75 frac14 1308 radb frac14 75N frac14 2
Y frac14 R sin qqY frac14 925 sin 75 1308 frac14 683 in
a frac14 cos-1 (Y R)a frac14 cos-1 (683 925) frac14 424o
X frac14 R sin a
X frac14 925 (sin 424) frac14 624 in
Transverse (K2 frac14 0)
T1 frac14 [Q [(K1 Y X) thorn K2]] [2N cos b]T1 frac14 [500 [(025$683624) thorn 0]] [2$2 cos 75] frac14
3435 kips
Longitudinal (K1 frac14 0)
T2 frac14 [Q [(K1 Y X) thorn K2]] [2N cos b]T2 frac14 [500 [0 thorn 05]] [2$2 cos 75] frac14 6304 kips
K2 W
K1 W
B
AX
TY
R
β α
θ
Figure 10-4 Dimensions of shipping saddle for alternatecase
658 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 659
Procedure 10-2 Erection of Pressure Vessels
The designer of pressure vessels and similar equipmentwill ultimately become involved in the movement trans-portation and erection of that equipment The degree ofthat involvement will vary due to the separation of dutiesand responsibilities of the parties concerned It is prudenthowever for the designer to plan for the eventuality ofthese events and to integrate these activities into theoriginal design If this planning is done properly thereis seldom a problem when the equipment gets to itsfinal destination Conversely there have been numerousproblems encountered when proper planning has notbeen done
There is also an economic benefit in including thelifting attachments in the base vessel bid and designThese lifting attachments are relatively inexpensive incomparison to the overall cost of the vessel and minusculecompared to the cost of the erection of the equipment Theerection alone for a major vessel can run into millions ofdollars If these attachments are added after the purchaseorder is awarded they can become expensive extras
There are also the consequences to life property andschedules if this activity is not carried out to a successfulconclusion Compared to the fabricated cost of the liftingattachments the consequences to life property andschedule are too important to leave the design of thesecomponents and their effect on the vessel to those not fullyversed in the design and analysis of pressure vessels
In addition it is important that the designer of the liftingattachments be in contact with the construction organi-zation that will be executing the lift This ensures that alllifting attachments meet the requirements imposed by thelifting equipment There are so many different methodsand techniques for the erection of vessels and the relatedcosts of each that a coordinated effort between thedesigner and erector is mandatory To avoid surprisesneither the designer nor the erector can afford to work ina vacuum To this end it is not advisable for the vesselfabricator to be responsible for the design if the fabricatoris not the chief coordinator of the transport and erection ofthe vessel
Vessels and related equipment can be erected ina variety of ways Vessels are erected by means of singlecranes multiple cranes gin poles jacking towers andother means The designer of the lifting attachmentsshould not attempt to dictate the erection method by thetypes of attachments that are designed for the vessel The
selection of one type of attachment versus another couldvery well do just that
Not every vessel needs to be designed for erection orhave lifting attachments Obviously the larger the vesselthe more complex the vessel the more expensive thevessel the more care and concern that should be taken intoaccount when designing the attachments and coordinatingthe lift The following listing will provide some guidelinesfor the provision of special lifting attachments and a liftinganalysis to be done In general provide lifting attachmentsfor the following cases
bull Vessels over 50000 lb (25 tons)bull Vessels with LD ratios greater than 5bull Vertical vessels greater than 8 ft in diameter or 50 ftin length
bull Vessels located in a structure or supported bya structure
bull High-alloy or heat-treated vessels (since it would notbe advisable for the field to be doing welding onthese vessels after they arrive on site and wire ropeslings could contaminate the vessel material)
bull Flare stacksbull Vessels with special transportation requirements
At the initial pick point when the vessel is still hori-zontal the load is shared between the lifting lugs and thetail beam or lug based on their respective distances to thevessel center of gravity As the lift proceeds a greaterpercentage of the load is shifted to the top lugs or trun-nions until the vessel is vertical and all of the load is thenon the top lugs At this point the tail beam or shackle canbe removed
During each degree of rotation the load on the lugstrunnions tailing device base ring and vessel shell arecontinually varying The loads on the welds attachingthese devices will also change The designer shouldevaluate these loadings at the various lift angles todetermine the worst coincident case
The worst case is dependent on the type of vessel andthe type of attachments For example there are threetypes of trunnions described in this procedure There isthe bare trunnion (Type 3) where the wire rope slidesaround the trunnion itself While the vessel is in thehorizontal position (initial pick point) the load producesa circumferential moment on the shell Once the vesselis in the upright position the same load produces
660 Pressure Vessel Design Manual
a longitudinal moment in the shell At all the interme-diate angles of lift there is a combination of circumfer-ential and longitudinal moments The designer shouldcheck the two worst cases at 0 and 90 and severalcombinations in between
The same trunnion could have a lifting lug welded tothe end of the trunnion (Type 1) This lug also producescircumferential and longitudinal moments in the shellHowever in addition this type of lug will producea torsional moment on the shell that is maximum at 0 andzero at 90 of angular rotation The rotating lug (Type 2)eliminates any torsional moment
There is one single lift angle that will produce themaximum stress in the vessel shell but no lift angle that isthe worst for all vessels The worst case is dependent onthe type of lift attachments distances weights and posi-tion relative to the center of gravity
The minimum lift location is the lowest pick point thatdoes not overstress the overhanging portion of the vesselThe maximum lift location is the highest pick point thatdoes not overstress the vessel between the tail and pickpoints These points become significant when locating thelift points to balance the stress at the top lug the overhangand the midspan stress
The use of side lugs can sometimes provide anadvantage by reducing the buckling stress at midspan andthe required lift height Side lugs allow for shorter boomlengths on a two-crane lift or gin poles A shorter boomlength in turn allows a higher lift capacity for the cranesThe lower the lug location on the shell the shorter the liftand the higher the allowable crane capacity This cantranslate into dollars as crane capacity is affected Thechallenge from the vessel side is the longitudinal bendingdue to the overhang and increased local shell stresses Allof these factors must be balanced to determine the lowestoverall cost of an erected vessel
Requirement for Erection and Setting of Vertical Vessels
The following is a brief synopsis of general recom-mendations regarding the setting leveling and shimmingof vertical vessels The following should be considered asguidelines only There are no codes or standards that areapplied In general company specifications containcontract requirements for the contractors scope of supplyor duties The following lists help to clarify generalconstruction practices with regard to the setting of verticalvessels and towers
Contractor Duties
1 Prepare tops of foundations (bush hammer ifrequired)
2 Perform surveying as required to establish center-lines sole plate or shim elevations at bottom of baseof equipment
3 Shimming4 Erect equipment5 Levelplumbing6 Final alignment7 Grouting8 Bolting
Tolerances
Out of vertical tolerance for vertical vessels unlessspecified otherwise shall be 01 of the vessel heightor about frac14 inch for every 20 feet to a maximum offrac34 inches
Soleplates (also called bearing pads levelingplates or embedments)
Soleplates are stainless steel plates 05 inches to075 inches thick set in grout on top of the foundation atthe exact height of the underside of the base plate Asa rule two soleplates should be installed per anchor boltone on each side of the bolt Depending on the towerdiameter and the distance between the anchor boltsanother soleplate may be installed between adjacentanchor bolts The dimensions of the soleplates will varyaccording to the width of the vessel base ring and vesselweight Soleplates are supported in place by a mixture ofPortland cement and sand in proportions 13 The vesselshould not be erected until the soleplates have been inplace for 28 days to allow for concrete curing Shims andsoleplates will remain in place after the grouting operation
Shims
Shims are used to provide precise leveling of the vesselShim packs may be grouted into the foundation in lieu ofsole plates but this practice is unusual Typically shimsare used on top of the sole plates for the leveling opera-tion Special shims may be required for unique applica-tions such as a large vessel supported on a braced framestructure with minimal contactbearing at each support
Transportation and Erection of Pressure Vessels 661
point The following are some guidelines for the use ofshims
1 Shims If left in place shall be stainless steel2 Shims must have rounded corners3 Shims will be fixed in place4 Shims shall be deburred5 Shims shall be full bearing6 Shims may be horseshoe type7 Shims thinner than 0001 inches are not allowed8 Shims with holes are not allowed9 Shims should be the full width of the base plate
LevelingStraightnessPlumbness
After the vessel has been placed on its foundation itmust be checked to be certain it is vertical and plumbLeveling is normally checked by use of two theodilites90 degrees apart The theodilites shall be spaced anadequate distance from the vessel to allow visual field ofthe entire height of the vessel Adjustments can be made tothe vessel alignment by means of wedges either poweredor not and then shimmed The wedges should not be leftin place after shimming
The vessel may be heated by the sun to a highertemperature on one side than the other This can createa slight ldquobananardquo effect which should be taken intoaccount when checking levelness The equation forcalculating the deflection from this effect is as follows
2 frac14 p D2 t H2 aDT
8 I
where2 frac14 Deflection inD frac14 Diameter ftT frac14 Thickness inH frac14 Height fta frac14 Coefficient of thermal expansion ininF
DT frac14 Temperature difference from one side of thecolumn to the other F
I frac14 Moment of inertia of vessel cross section ft4
Bolting
After the vessel is aligned and shimmed the nuts on theanchor bolts must be tightened The vessel should not be
left standing without the crane attached unless all anchorbolts have been tightened
The anchor bolts should not be tightened to theirmaximum load until the drypacking under the base plateis complete At this stage the base plate is suspendedbetween the soleplates until the drypack is installedSince the soleplates straddle the anchor bolts there isa chance of deforming the baseplate prior to the instal-lation of the drypack if the anchor bolts are overtightened
After drypacking the anchor bolts should be tight-ened to the correct torque to produce the maximumallowable bolt stress The anchor bolts should not betightened beyond the point of maximum allowable boltstress
Note that the initial anchor bolt tension does notincrease the maximum bolt tension caused by wind orearthquake This initial tension will only clamp the basering to the concrete Both are in equal compression untilthe external load is applied The external load reduces thecompression in the concrete before additional load isapplied to the bolts After the external load overcomes allthe compression in the concrete the stress in the bolt willincrease to the value it would have been had there been noinitial tension
Grouting
Grout under base plates shall provide full uniform loadtransfer between the bottom of the base plate and the topof the foundation Load transfer to the foundation must bethrough the grout not through the shims or soleplate
Prior to setting of the vessel the top of the foundationshould be bush hammered and cleaned This ensures thatthe grout will adhere to the surface of the foundation Bushhammering may be done strictly under the base plate oracross the entire top of the foundation
Once the vessel is leveled shimmed and bolted it isready to be grouted Grouting shall consist of filling thevoid area between the top of foundation and the undersideof base plate with cementatious grout The grout shall beinstalled in accordance with the manufacturers recom-mendations and any applicable contract specifications
Depending on the type of grout to be used grout damsmay be used
662 Pressure Vessel Design Manual
18
132 mm times 15 m SLINGSWL = 120 TON (SP)DOUBLE (2 PCS)SWL = 500 T times 40 m LENGTHSPREADER BEAM
SWL = 400T SHACKLE (4 NOS)
SWL = 400T SHACKLE (1 NO)
100 mm times 20 m SLINGSWL = 90 TON (SP)SWL = 737 TON (BH)DOUBLE (2 PCS)
90 mm times 15 m SLINGSWL = 60 TON (SP)SWL = 441 TON (BH)DOUBLE (2 PCS)
CounterWeight = 40ton
CounterWeight = 275ton
BOO
M 9
6m
90009000
620002000017000 100
0
100
0 13000
MAST 24m
oslash3840
oslash4160
1692
1829
1026
987
4
BOO
M 36m
Figure 10-5 Typical example of erection study
Transporta
tionandErectio
nofPressure
Vessels
663
Steps in Design
Given the overall weight and geometry of the vesseland the location of the center of gravity based on theerected weight apply the following steps to eithercomplete the design or analyze the design
Step 1 Select the type of lifting attachments as aninitial starting point
Lift end (also referred to as the ldquopick endrdquo)a Head lug Usually the simplest and most
economical and produces the least stressb Cone lug Similar to a head lug but located at
a conical transition section of the vesselc Side lug Complex and expensived Top flange lug The choice for high-pressure
vessels where the top center flange and head arevery rigid This method is uneconomical foraverage applications
e Side flange lug Rarely used because it requiresa very heavy nozzle and shell reinforcement
f Trunnions Simple and economical Used ona wide variety of vessels
g OtherTail end
a Tail beamb Tail lugc Choker (cinch) see later commentary
Tailing a column during erection with a wire ropechoker on the skirt above the base ring is a fairly commonprocedure Most experienced erectors are qualified toperform this procedure safely There are several advan-tages to using a tailing choker
bull Saves material design detailing and fabricationbull Simplifies concerns with lug and shippingorientations
bull May reduce overall height during transportation
There are situations and conditions that could make theuse of a tailing choker impractical costly and possiblyunsafe Provide tailing lugs or a tailing beam if
bull The column is more than about 10 feet in diameterThe larger the diameter the more difficult it is for thewire rope to cinch down and form a good choke onthe column
bull The tail load is so great that it requires the use ofslings greater than about 1frac12 inches in diameter Thelarger the diameter of the rope the less flexible it isand the more likely that it could slip up unexpectedlyduring erection
Step 2 Determine the forces T and P for all angles oferection
Step 3 Designcheck the lifting attachments for thetailing force T and pick force P
Step 4 Designcheck the base ring assembly forstresses due to tailing force T
Step 5 Determine the base ring stiffening configura-tion if required and design struts
Step 6 Check shell stresses due to bending during liftThis would include midspan as well as anyoverhang
Step 7 Analyze local loads in vessel shell and skirt dueto loads from attachments
Allowable Stresses
Per AISC
Tension
Ft frac14 06Fy on gross area
frac14 05Fu on effective net area
frac14 045Fy for pin-connected members
Compression(for short members only)
Fc frac14 Use buckling value
frac14 for vessel shell 133 ASME Factor B
Shear
Fs frac14 Net area of pin hole 045Fy
frac14 other than pin-connected members 04Fy
frac14 fillet welds in shear
E60XX 9600 lb=in or 13 600 psi
E70XX 11 200 lb=in or 15 800 psi
Bending
Fb frac14 06Fy to 075Fy depending on the shape of themember
Bearing
Fp frac14 09Fy
Combined
Shear and tension
sa
Fathorn sFs
1
664 Pressure Vessel Design Manual
Tension compression and bendingsa
Fathorn sb
Fb 1 or
sT
FTthorn sb
Fb 1
Note Custom-designed lifting devices that supportlifted loads are generally governed by ASME B3020ldquoBelow the hook lifting devicesrdquoUnder this specificationdesign stresses are limited to Fy3 The use of AISCallowables with a load factor of 18 or greater willgenerally meet this requirement
Notation
A frac14 area in2
Aa frac14 area available in2
Ab frac14 area bolt in2
An frac14 net cross-sectional area of lug in2
Ap frac14 area pin hole in2
Ar frac14 area required in2
As frac14 area strut in2 or shear area of boltsC frac14 lug dimension see sketchDo frac14 diameter vessel OD inD1 frac14 diameter lift hole inD2 frac14 diameter pin inD3 frac14 diameter pad eye inDsk frac14 diameter skirt inDm frac14 mean vessel diameter inE frac14 modulus of elasticity psifr frac14 tail end radial force lbfL frac14 tail end longitudinal force lbfs frac14 shear load lb or lbinFa frac14 allowable stress combined loading psiFb frac14 allowable stress bending psiFc frac14 allowable stress compression psiFp frac14 allowable stress bearing pressure psiFs frac14 allowable stress shear psiFt frac14 allowable stress tension psiFy frac14 minimum specified yield stress psiI frac14 moment of inertia in4
Jw frac14 polar moment of inertia of weld in4
K frac14 end connection coefficientKL frac14 overall load factor combining impact and safety
factors 15ndash20Ki frac14 impact factor 025ndash05Kr frac14 internal moment coefficient in circular ring due
to radial loadKs frac14 safety factorKT frac14 internal tensioncompression coefficient in
circular ring due to radial loadLs frac14 length of skirtbase stiffenerstrut in
M frac14 moment in-lbMb frac14 bending moment in-lbMC frac14 circumferential moment in-lbML frac14 longitudinal moment in-lbMT frac14 torsional moment in-lbNb frac14 number of bolts used in tail beam or flange
lugN frac14 width of flange of tail beam with a web stiffener
(N frac14 10 without web stiffener)nL frac14 number of head or side lugsP frac14 pick end load lbPe frac14 equivalent load lbPL frac14 longitudinal load per lug lbPr frac14 radial load lbPT frac14 transverse load per lug lbRb frac14 radius of base ring to neutral axis inr frac14 radius of gyration of strut in
Rc frac14 radius of bolt circle of flange inSu frac14 minimum specified tensile stress of bolts psitb frac14 thickness of base plate intg frac14 thickness of gusset intL frac14 thickness of lug intP frac14 thickness of pad eye ints frac14 thickness of shell inT frac14 tail end load lbTb frac14 bolt pretension load lbsTt frac14 tangential force lbw1 frac14 fillet weld size shell to re-padw2 frac14 fillet weld size re-pad to shellw3 frac14 fillet weld size pad eye to lugw4 frac14 fillet weld size base plate to skirtw5 frac14 uniform load on vessel lbinWE frac14 design erection weight lbWL frac14 erection weight lbZ frac14 section modulus in3
a frac14 angular position for moment coefficients in basering clockwise from 0
b frac14 angle between parallel beams degreess frac14 stress combined psisb frac14 stress bending psisp frac14 stress bearing psisc frac14 stress compression psiscr frac14 critical buckling stress psisT frac14 stress tension psis frac14 shear stress psisT frac14 torsional shear stress psiq frac14 lift angle degrees
qB frac14 minimum bearing contact angle degreesqH frac14 sling angle to lift line horizontal degreesqv frac14 sling angle to lift line vertical degrees
Transportation and Erection of Pressure Vessels 665
Procedure 10-3 Lifting Attachments and Terminology
666 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 667
668 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 669
670 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 671
Tailing Trunnion
Utilizes reinforced openings in skirt with through pipePipe is removed after erection and the openings used asskirt manways
Shell Flange Lug
Lifting Device Utilizing Top Body Flanges
672 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 673
Miscellaneous Lugs WL lt 60 kips
Calculations
Due to bending
tL frac14 6PTB
A2Fb
Due to shear
tL frac14 PTethA D1THORNFs
Due to tension
tL frac14 PLethA D1THORNFt
Notes
1 Table 10-6 is based on an allowable stress of 137ksi
2 Design each lug for a 21 safety factor3 Design each lug for a minimum 10 side force
Hertzian Stress Bearing
sp frac14 0418
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiE
PtL
ethR1 R2THORN
13
R1R2
vuuutlt 2Fy
Shear Load in WeldType 1 greater of following
sw frac14 6PTB
2A2
sw frac14 PL2A
Type 2 Use design for top head lug
Table 10-6Lug dimensions
WL kips A D1 B C tL w1 WL kips A D1 B C tL w1
4 3 088 15 2 05 025 20 7 175 3 3 1 038
6 35 1 163 2 063 025 25 7 238 4 4 1 044
8 4 113 175 2 063 025 35 8 238 4 4 1125 05
10 45 125 2 2 075 025 40 8 238 4 4 1125 063
12 5 138 213 3 088 025 45 8 288 4 4 1125 063
14 55 15 238 3 1 038 50 10 288 4 4 125 075
16 65 163 25 3 1 038 55 10 288 4 4 125 075
18 7 175 275 3 1 038 60 10 288 4 4 125 088
Figure 10-6 Dimensions and forces
674 Pressure Vessel Design Manual

Case 3
Q1 frac14 WL1
2ethL1 thorn L2THORN WL2
2
2L1ethL1 thorn L2THORN
Q2 frac14 WL1
2ethL1 thorn L2THORN thornWL2
L1 thorn L2thorn WL2
2
2L1ethL1 thorn L2THORN
M1 frac14 Q21ethL1 thorn L2THORN
2W
M2 frac14 Q1L1 WL21
2ethL1 thorn L2THORN
Mx frac14 Q1XWX2
2ethL1 thorn L2THORN
Case 4
w1 frac14 W1
L2
w2 frac14 W2
L3
Q1 frac14 w1L2eth2L1 L2THORN thorn w2L23
2L1
Q2 frac14 w2L3eth2L1 L3THORN thorn w1L22
2L1
Moment at any point X from Q1
Mx frac14 Q1X w1X2
2
Moment at any point Y from Q2
My frac14 Q2ethL1 YTHORN w2ethL1 YTHORN22
650 Pressure Vessel Design Manual
Transportation-Vertical Vessel on Two Saddles UniformLoad Case With Incorporation of Shipping Factors
NotationF2 frac14 Additional load on Q2 LbsFZ frac14 Longitudinal loading due to shipping forces
LbsFY frac14 Vertical Loading due to shipping forces LbsKZ frac14 Longitudinal impact factorKY frac14 Vertical impact factor
Q1Q2 frac14 Saddle loads without impact factors LbsQ1
0Q20 frac14 Saddle loads with impact factors Lbs
W frac14 Shipping weight of vessel without impactfactors Lbs
WT frac14 Shipping weight with impact factors Lbsw1 frac14 Uniform load without FY LbsFtw2 frac14 Uniform load including FY LbsFt
NOTE Assume that FZ amp FY do not occur at the sametime
Case 1 Adding Load for Fz
bull Longitudinal load FZ
FZ frac14 KZ W
bull Uniform load w1
w1 frac14 W=LT
bull Additional load on saddle F2
F2 frac14 ethFZ BTHORN=L1
bull Saddle loads Q1 Q2 Q10 Q2
0
Q1 frac14 w1
hethL1 thorn L2THORN2L2
3
i2 L1
Q10 frac14 Q1 F2
Q2 frac14 W Q1
Q20 frac14 Q2 thorn F2
Case 2 Adding Loads for Fy
bull Longitudinal load FY
FY frac14 KY W
bull Vertical load FY
WT frac14 Wthorn FY
bull Uniform load w2
w2 frac14 WT=LT
bull Saddle loads Q10 amp Q2
0
Q10 frac14 w2
hethL1 thorn L2THORN2 L2
3
i=2L1
Q20 frac14 WT Q1
0
Select worst case and calculate moments
M1 frac14 wn L22=2
M2 frac14 Q10Q1
0=2 wn
L2
M3 frac14 wn L23=2
Sample Problem
Given
B frac14 1575 ftL1 frac14 124 ftL2 frac14 24 ftL3 frac14 21 ftLT frac14 169 ft
LT
M2
M1 M3
WT
w1 or w2
W
L2
Q1 Q2
Fz
B
L1 L3
Figure 103 Data for uniform load case
Transportation and Erection of Pressure Vessels 651
W frac14 741 kipsKY frac14 5KZ frac14 6
Calculation
FZ frac14 KZ W frac14 6 eth741THORN frac14 4446 kips
FY frac14 KY W frac14 5 eth741THORN frac14 3705 kips
WT frac14 Wthorn FY
frac14 741thorn 3705 frac14 1 1115 kips
w1 frac14 W=LT frac14 741=169 frac14 438 kips=ft
w2 frac14 WT=LT frac14 11115=169 frac14 658 kips=ft
F2 frac14 ethFZ BTHORN=L1 frac14 frac124446 eth1575THORN=124frac14 5647 kips
Case 1 Adding Load for FZ
bull Saddle loads Q1 Q2 Q10 Q2
0
Q1 frac14 w1
hethL1 thorn L2THORN2L2
3
i2 L1
frac14 438heth124thorn 24THORN2212
i2124
frac14 379 kips
Q10 frac14 Q1 F2 frac14 379 565 frac14 3225 kips
Q2 frac14 W Q1 frac14 741 379 frac14 362 kips
Q20 frac14 Q2 thorn F2 frac14 362thorn 565 frac14 4185 kips
Case 2 Adding Load for FY
bull Saddle loads Q10 amp Q2
0
Q10 frac14 w2
hethL1 thorn L2THORN2L2
3
i2 L1
frac14 658heth124thorn 24THORN2212
i2124
frac14 569 kips
Q10 frac14 WT Q1
0 frac14 11115 569
frac14 5425 kips
Worst case is Case 2Determine moments
M1 frac14 w2 L2
2
2 frac14
658242
2
frac14 1 895 ft kips
M2 frac14 Q10Q1
0=2 w2
L2
frac14 569 eth569=eth2$658THORN 24THORN frac14 10 946 ft kips
M3 frac14 w2 L2
3
2 frac14
658212
2 frac14 1 450 ft kips
Use these moments and loads to determine stresses inshell
652 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 653
654 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 655
Tension Bands on Saddles
NotationAr frac14 area required in2
As frac14 area of bolt in2
Ab frac14 area of band required in2
Aw frac14 allowable load on weld lbinB frac14 saddle height ind frac14 bolt diameter inf frac14 load on weld kipsinFt frac14 allowable stress tension psi
Fx Fy Fz frac14 shipping external forces lbK frac14 maximum band spacing inN frac14 number of bands on one saddlePe frac14 equivalent external pressure psiR frac14 outside vessel radius inT frac14 tension load in band lb
T123 frac14 load cases in bolt and band lbTb frac14 tension load in bolt lbWs frac14 weight of one saddle lbb frac14 angle of tension bands degreessa frac14 stress in bolt psisb frac14 stress in band psi
656 Pressure Vessel Design Manual
bull Find tension in band T1 due to shipping forces onsaddle Fx and Fy
T1 frac14 cos b
FxB4RN
thorn Fy Ws
4N
bull Area required for bolt
Ar frac14 T1
Ft
bull Find bolt diameter d
d frac14ffiffiffiffiffiffiffiffi4Ar
p
r
Select nominal bolt diameter
As frac14bull Find maximum stress in bolt due to manualwrenching sa
sa frac14 45 000ffiffiffid
p
bull Maximum tension load in bolts T2
T2 frac14 saAs
bull Load due to saddle weight T3
T3 frac14 Ws
2N
Note Include impact factor in weight of saddle
bull Find maximum load T
T frac14 greater of T1 T2 or T3
bull Load on weld f
f frac14 T4[
bull Determine size of weld from table based on load f
Use w frac14bull Maximum band spacing K
K frac14 4ffiffiffiffiffiRt
p
1285
bull Find area required for tension band Ar
Ar frac14 TFt
Use
bull Check shell stresses due to force T Pe
Pe frac14 4TpRK
lt ASME factor ldquoBrdquo
Table 10-5Allowable load weld
Weld Size w E60XX E70XX
31616 in 239 278
frac14 in 318 37151616 in 398 464
⅜ in 477 55771616 in 556 650
Kipsin of weld
Transportation and Erection of Pressure Vessels 657
Alternate Procedure
Tension Band Notation
N frac14 Number of bands on one saddleQ frac14 Total load on one saddle LbsR frac14 Outside vessel radius inT frac14 Tension load in band Lbsb frac14 Angle of tension bands degrees
K1 frac14 Transverse shipping coefficientK2 frac14 Vertical shipping coefficientX frac14 Horizontal distance to centroid of saddle
reaction inY frac14 Vertical distance to centroid of saddle in
Calculation
bull Vertical distance to centroid of saddle Y
Y frac14 R sin q=q
bull Find angle a
a frac14 cos1 Y=R
bull Horizontal distance to centroid of saddle X
X frac14 R sina
bull Tension load in band T
T frac14 frac12Q frac12ethK1 Y=XTHORN thorn K2=frac122N cos b
Notes
1 Vertical reaction can be a result of longitudinal loadUse largest value
2 Use K2 frac14 0 for transverse case3 Use K1 frac14 0 for longitudinal case4 Use worst case of T1 or T2 and design the balance of
components per previous method
Example
K1 frac14 25K2 frac14 5Q frac14 500 kipsR frac14 925 inq frac14 75 frac14 1308 radb frac14 75N frac14 2
Y frac14 R sin qqY frac14 925 sin 75 1308 frac14 683 in
a frac14 cos-1 (Y R)a frac14 cos-1 (683 925) frac14 424o
X frac14 R sin a
X frac14 925 (sin 424) frac14 624 in
Transverse (K2 frac14 0)
T1 frac14 [Q [(K1 Y X) thorn K2]] [2N cos b]T1 frac14 [500 [(025$683624) thorn 0]] [2$2 cos 75] frac14
3435 kips
Longitudinal (K1 frac14 0)
T2 frac14 [Q [(K1 Y X) thorn K2]] [2N cos b]T2 frac14 [500 [0 thorn 05]] [2$2 cos 75] frac14 6304 kips
K2 W
K1 W
B
AX
TY
R
β α
θ
Figure 10-4 Dimensions of shipping saddle for alternatecase
658 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 659
Procedure 10-2 Erection of Pressure Vessels
The designer of pressure vessels and similar equipmentwill ultimately become involved in the movement trans-portation and erection of that equipment The degree ofthat involvement will vary due to the separation of dutiesand responsibilities of the parties concerned It is prudenthowever for the designer to plan for the eventuality ofthese events and to integrate these activities into theoriginal design If this planning is done properly thereis seldom a problem when the equipment gets to itsfinal destination Conversely there have been numerousproblems encountered when proper planning has notbeen done
There is also an economic benefit in including thelifting attachments in the base vessel bid and designThese lifting attachments are relatively inexpensive incomparison to the overall cost of the vessel and minusculecompared to the cost of the erection of the equipment Theerection alone for a major vessel can run into millions ofdollars If these attachments are added after the purchaseorder is awarded they can become expensive extras
There are also the consequences to life property andschedules if this activity is not carried out to a successfulconclusion Compared to the fabricated cost of the liftingattachments the consequences to life property andschedule are too important to leave the design of thesecomponents and their effect on the vessel to those not fullyversed in the design and analysis of pressure vessels
In addition it is important that the designer of the liftingattachments be in contact with the construction organi-zation that will be executing the lift This ensures that alllifting attachments meet the requirements imposed by thelifting equipment There are so many different methodsand techniques for the erection of vessels and the relatedcosts of each that a coordinated effort between thedesigner and erector is mandatory To avoid surprisesneither the designer nor the erector can afford to work ina vacuum To this end it is not advisable for the vesselfabricator to be responsible for the design if the fabricatoris not the chief coordinator of the transport and erection ofthe vessel
Vessels and related equipment can be erected ina variety of ways Vessels are erected by means of singlecranes multiple cranes gin poles jacking towers andother means The designer of the lifting attachmentsshould not attempt to dictate the erection method by thetypes of attachments that are designed for the vessel The
selection of one type of attachment versus another couldvery well do just that
Not every vessel needs to be designed for erection orhave lifting attachments Obviously the larger the vesselthe more complex the vessel the more expensive thevessel the more care and concern that should be taken intoaccount when designing the attachments and coordinatingthe lift The following listing will provide some guidelinesfor the provision of special lifting attachments and a liftinganalysis to be done In general provide lifting attachmentsfor the following cases
bull Vessels over 50000 lb (25 tons)bull Vessels with LD ratios greater than 5bull Vertical vessels greater than 8 ft in diameter or 50 ftin length
bull Vessels located in a structure or supported bya structure
bull High-alloy or heat-treated vessels (since it would notbe advisable for the field to be doing welding onthese vessels after they arrive on site and wire ropeslings could contaminate the vessel material)
bull Flare stacksbull Vessels with special transportation requirements
At the initial pick point when the vessel is still hori-zontal the load is shared between the lifting lugs and thetail beam or lug based on their respective distances to thevessel center of gravity As the lift proceeds a greaterpercentage of the load is shifted to the top lugs or trun-nions until the vessel is vertical and all of the load is thenon the top lugs At this point the tail beam or shackle canbe removed
During each degree of rotation the load on the lugstrunnions tailing device base ring and vessel shell arecontinually varying The loads on the welds attachingthese devices will also change The designer shouldevaluate these loadings at the various lift angles todetermine the worst coincident case
The worst case is dependent on the type of vessel andthe type of attachments For example there are threetypes of trunnions described in this procedure There isthe bare trunnion (Type 3) where the wire rope slidesaround the trunnion itself While the vessel is in thehorizontal position (initial pick point) the load producesa circumferential moment on the shell Once the vesselis in the upright position the same load produces
660 Pressure Vessel Design Manual
a longitudinal moment in the shell At all the interme-diate angles of lift there is a combination of circumfer-ential and longitudinal moments The designer shouldcheck the two worst cases at 0 and 90 and severalcombinations in between
The same trunnion could have a lifting lug welded tothe end of the trunnion (Type 1) This lug also producescircumferential and longitudinal moments in the shellHowever in addition this type of lug will producea torsional moment on the shell that is maximum at 0 andzero at 90 of angular rotation The rotating lug (Type 2)eliminates any torsional moment
There is one single lift angle that will produce themaximum stress in the vessel shell but no lift angle that isthe worst for all vessels The worst case is dependent onthe type of lift attachments distances weights and posi-tion relative to the center of gravity
The minimum lift location is the lowest pick point thatdoes not overstress the overhanging portion of the vesselThe maximum lift location is the highest pick point thatdoes not overstress the vessel between the tail and pickpoints These points become significant when locating thelift points to balance the stress at the top lug the overhangand the midspan stress
The use of side lugs can sometimes provide anadvantage by reducing the buckling stress at midspan andthe required lift height Side lugs allow for shorter boomlengths on a two-crane lift or gin poles A shorter boomlength in turn allows a higher lift capacity for the cranesThe lower the lug location on the shell the shorter the liftand the higher the allowable crane capacity This cantranslate into dollars as crane capacity is affected Thechallenge from the vessel side is the longitudinal bendingdue to the overhang and increased local shell stresses Allof these factors must be balanced to determine the lowestoverall cost of an erected vessel
Requirement for Erection and Setting of Vertical Vessels
The following is a brief synopsis of general recom-mendations regarding the setting leveling and shimmingof vertical vessels The following should be considered asguidelines only There are no codes or standards that areapplied In general company specifications containcontract requirements for the contractors scope of supplyor duties The following lists help to clarify generalconstruction practices with regard to the setting of verticalvessels and towers
Contractor Duties
1 Prepare tops of foundations (bush hammer ifrequired)
2 Perform surveying as required to establish center-lines sole plate or shim elevations at bottom of baseof equipment
3 Shimming4 Erect equipment5 Levelplumbing6 Final alignment7 Grouting8 Bolting
Tolerances
Out of vertical tolerance for vertical vessels unlessspecified otherwise shall be 01 of the vessel heightor about frac14 inch for every 20 feet to a maximum offrac34 inches
Soleplates (also called bearing pads levelingplates or embedments)
Soleplates are stainless steel plates 05 inches to075 inches thick set in grout on top of the foundation atthe exact height of the underside of the base plate Asa rule two soleplates should be installed per anchor boltone on each side of the bolt Depending on the towerdiameter and the distance between the anchor boltsanother soleplate may be installed between adjacentanchor bolts The dimensions of the soleplates will varyaccording to the width of the vessel base ring and vesselweight Soleplates are supported in place by a mixture ofPortland cement and sand in proportions 13 The vesselshould not be erected until the soleplates have been inplace for 28 days to allow for concrete curing Shims andsoleplates will remain in place after the grouting operation
Shims
Shims are used to provide precise leveling of the vesselShim packs may be grouted into the foundation in lieu ofsole plates but this practice is unusual Typically shimsare used on top of the sole plates for the leveling opera-tion Special shims may be required for unique applica-tions such as a large vessel supported on a braced framestructure with minimal contactbearing at each support
Transportation and Erection of Pressure Vessels 661
point The following are some guidelines for the use ofshims
1 Shims If left in place shall be stainless steel2 Shims must have rounded corners3 Shims will be fixed in place4 Shims shall be deburred5 Shims shall be full bearing6 Shims may be horseshoe type7 Shims thinner than 0001 inches are not allowed8 Shims with holes are not allowed9 Shims should be the full width of the base plate
LevelingStraightnessPlumbness
After the vessel has been placed on its foundation itmust be checked to be certain it is vertical and plumbLeveling is normally checked by use of two theodilites90 degrees apart The theodilites shall be spaced anadequate distance from the vessel to allow visual field ofthe entire height of the vessel Adjustments can be made tothe vessel alignment by means of wedges either poweredor not and then shimmed The wedges should not be leftin place after shimming
The vessel may be heated by the sun to a highertemperature on one side than the other This can createa slight ldquobananardquo effect which should be taken intoaccount when checking levelness The equation forcalculating the deflection from this effect is as follows
2 frac14 p D2 t H2 aDT
8 I
where2 frac14 Deflection inD frac14 Diameter ftT frac14 Thickness inH frac14 Height fta frac14 Coefficient of thermal expansion ininF
DT frac14 Temperature difference from one side of thecolumn to the other F
I frac14 Moment of inertia of vessel cross section ft4
Bolting
After the vessel is aligned and shimmed the nuts on theanchor bolts must be tightened The vessel should not be
left standing without the crane attached unless all anchorbolts have been tightened
The anchor bolts should not be tightened to theirmaximum load until the drypacking under the base plateis complete At this stage the base plate is suspendedbetween the soleplates until the drypack is installedSince the soleplates straddle the anchor bolts there isa chance of deforming the baseplate prior to the instal-lation of the drypack if the anchor bolts are overtightened
After drypacking the anchor bolts should be tight-ened to the correct torque to produce the maximumallowable bolt stress The anchor bolts should not betightened beyond the point of maximum allowable boltstress
Note that the initial anchor bolt tension does notincrease the maximum bolt tension caused by wind orearthquake This initial tension will only clamp the basering to the concrete Both are in equal compression untilthe external load is applied The external load reduces thecompression in the concrete before additional load isapplied to the bolts After the external load overcomes allthe compression in the concrete the stress in the bolt willincrease to the value it would have been had there been noinitial tension
Grouting
Grout under base plates shall provide full uniform loadtransfer between the bottom of the base plate and the topof the foundation Load transfer to the foundation must bethrough the grout not through the shims or soleplate
Prior to setting of the vessel the top of the foundationshould be bush hammered and cleaned This ensures thatthe grout will adhere to the surface of the foundation Bushhammering may be done strictly under the base plate oracross the entire top of the foundation
Once the vessel is leveled shimmed and bolted it isready to be grouted Grouting shall consist of filling thevoid area between the top of foundation and the undersideof base plate with cementatious grout The grout shall beinstalled in accordance with the manufacturers recom-mendations and any applicable contract specifications
Depending on the type of grout to be used grout damsmay be used
662 Pressure Vessel Design Manual
18
132 mm times 15 m SLINGSWL = 120 TON (SP)DOUBLE (2 PCS)SWL = 500 T times 40 m LENGTHSPREADER BEAM
SWL = 400T SHACKLE (4 NOS)
SWL = 400T SHACKLE (1 NO)
100 mm times 20 m SLINGSWL = 90 TON (SP)SWL = 737 TON (BH)DOUBLE (2 PCS)
90 mm times 15 m SLINGSWL = 60 TON (SP)SWL = 441 TON (BH)DOUBLE (2 PCS)
CounterWeight = 40ton
CounterWeight = 275ton
BOO
M 9
6m
90009000
620002000017000 100
0
100
0 13000
MAST 24m
oslash3840
oslash4160
1692
1829
1026
987
4
BOO
M 36m
Figure 10-5 Typical example of erection study
Transporta
tionandErectio
nofPressure
Vessels
663
Steps in Design
Given the overall weight and geometry of the vesseland the location of the center of gravity based on theerected weight apply the following steps to eithercomplete the design or analyze the design
Step 1 Select the type of lifting attachments as aninitial starting point
Lift end (also referred to as the ldquopick endrdquo)a Head lug Usually the simplest and most
economical and produces the least stressb Cone lug Similar to a head lug but located at
a conical transition section of the vesselc Side lug Complex and expensived Top flange lug The choice for high-pressure
vessels where the top center flange and head arevery rigid This method is uneconomical foraverage applications
e Side flange lug Rarely used because it requiresa very heavy nozzle and shell reinforcement
f Trunnions Simple and economical Used ona wide variety of vessels
g OtherTail end
a Tail beamb Tail lugc Choker (cinch) see later commentary
Tailing a column during erection with a wire ropechoker on the skirt above the base ring is a fairly commonprocedure Most experienced erectors are qualified toperform this procedure safely There are several advan-tages to using a tailing choker
bull Saves material design detailing and fabricationbull Simplifies concerns with lug and shippingorientations
bull May reduce overall height during transportation
There are situations and conditions that could make theuse of a tailing choker impractical costly and possiblyunsafe Provide tailing lugs or a tailing beam if
bull The column is more than about 10 feet in diameterThe larger the diameter the more difficult it is for thewire rope to cinch down and form a good choke onthe column
bull The tail load is so great that it requires the use ofslings greater than about 1frac12 inches in diameter Thelarger the diameter of the rope the less flexible it isand the more likely that it could slip up unexpectedlyduring erection
Step 2 Determine the forces T and P for all angles oferection
Step 3 Designcheck the lifting attachments for thetailing force T and pick force P
Step 4 Designcheck the base ring assembly forstresses due to tailing force T
Step 5 Determine the base ring stiffening configura-tion if required and design struts
Step 6 Check shell stresses due to bending during liftThis would include midspan as well as anyoverhang
Step 7 Analyze local loads in vessel shell and skirt dueto loads from attachments
Allowable Stresses
Per AISC
Tension
Ft frac14 06Fy on gross area
frac14 05Fu on effective net area
frac14 045Fy for pin-connected members
Compression(for short members only)
Fc frac14 Use buckling value
frac14 for vessel shell 133 ASME Factor B
Shear
Fs frac14 Net area of pin hole 045Fy
frac14 other than pin-connected members 04Fy
frac14 fillet welds in shear
E60XX 9600 lb=in or 13 600 psi
E70XX 11 200 lb=in or 15 800 psi
Bending
Fb frac14 06Fy to 075Fy depending on the shape of themember
Bearing
Fp frac14 09Fy
Combined
Shear and tension
sa
Fathorn sFs
1
664 Pressure Vessel Design Manual
Tension compression and bendingsa
Fathorn sb
Fb 1 or
sT
FTthorn sb
Fb 1
Note Custom-designed lifting devices that supportlifted loads are generally governed by ASME B3020ldquoBelow the hook lifting devicesrdquoUnder this specificationdesign stresses are limited to Fy3 The use of AISCallowables with a load factor of 18 or greater willgenerally meet this requirement
Notation
A frac14 area in2
Aa frac14 area available in2
Ab frac14 area bolt in2
An frac14 net cross-sectional area of lug in2
Ap frac14 area pin hole in2
Ar frac14 area required in2
As frac14 area strut in2 or shear area of boltsC frac14 lug dimension see sketchDo frac14 diameter vessel OD inD1 frac14 diameter lift hole inD2 frac14 diameter pin inD3 frac14 diameter pad eye inDsk frac14 diameter skirt inDm frac14 mean vessel diameter inE frac14 modulus of elasticity psifr frac14 tail end radial force lbfL frac14 tail end longitudinal force lbfs frac14 shear load lb or lbinFa frac14 allowable stress combined loading psiFb frac14 allowable stress bending psiFc frac14 allowable stress compression psiFp frac14 allowable stress bearing pressure psiFs frac14 allowable stress shear psiFt frac14 allowable stress tension psiFy frac14 minimum specified yield stress psiI frac14 moment of inertia in4
Jw frac14 polar moment of inertia of weld in4
K frac14 end connection coefficientKL frac14 overall load factor combining impact and safety
factors 15ndash20Ki frac14 impact factor 025ndash05Kr frac14 internal moment coefficient in circular ring due
to radial loadKs frac14 safety factorKT frac14 internal tensioncompression coefficient in
circular ring due to radial loadLs frac14 length of skirtbase stiffenerstrut in
M frac14 moment in-lbMb frac14 bending moment in-lbMC frac14 circumferential moment in-lbML frac14 longitudinal moment in-lbMT frac14 torsional moment in-lbNb frac14 number of bolts used in tail beam or flange
lugN frac14 width of flange of tail beam with a web stiffener
(N frac14 10 without web stiffener)nL frac14 number of head or side lugsP frac14 pick end load lbPe frac14 equivalent load lbPL frac14 longitudinal load per lug lbPr frac14 radial load lbPT frac14 transverse load per lug lbRb frac14 radius of base ring to neutral axis inr frac14 radius of gyration of strut in
Rc frac14 radius of bolt circle of flange inSu frac14 minimum specified tensile stress of bolts psitb frac14 thickness of base plate intg frac14 thickness of gusset intL frac14 thickness of lug intP frac14 thickness of pad eye ints frac14 thickness of shell inT frac14 tail end load lbTb frac14 bolt pretension load lbsTt frac14 tangential force lbw1 frac14 fillet weld size shell to re-padw2 frac14 fillet weld size re-pad to shellw3 frac14 fillet weld size pad eye to lugw4 frac14 fillet weld size base plate to skirtw5 frac14 uniform load on vessel lbinWE frac14 design erection weight lbWL frac14 erection weight lbZ frac14 section modulus in3
a frac14 angular position for moment coefficients in basering clockwise from 0
b frac14 angle between parallel beams degreess frac14 stress combined psisb frac14 stress bending psisp frac14 stress bearing psisc frac14 stress compression psiscr frac14 critical buckling stress psisT frac14 stress tension psis frac14 shear stress psisT frac14 torsional shear stress psiq frac14 lift angle degrees
qB frac14 minimum bearing contact angle degreesqH frac14 sling angle to lift line horizontal degreesqv frac14 sling angle to lift line vertical degrees
Transportation and Erection of Pressure Vessels 665
Procedure 10-3 Lifting Attachments and Terminology
666 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 667
668 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 669
670 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 671
Tailing Trunnion
Utilizes reinforced openings in skirt with through pipePipe is removed after erection and the openings used asskirt manways
Shell Flange Lug
Lifting Device Utilizing Top Body Flanges
672 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 673
Miscellaneous Lugs WL lt 60 kips
Calculations
Due to bending
tL frac14 6PTB
A2Fb
Due to shear
tL frac14 PTethA D1THORNFs
Due to tension
tL frac14 PLethA D1THORNFt
Notes
1 Table 10-6 is based on an allowable stress of 137ksi
2 Design each lug for a 21 safety factor3 Design each lug for a minimum 10 side force
Hertzian Stress Bearing
sp frac14 0418
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiE
PtL
ethR1 R2THORN
13
R1R2
vuuutlt 2Fy
Shear Load in WeldType 1 greater of following
sw frac14 6PTB
2A2
sw frac14 PL2A
Type 2 Use design for top head lug
Table 10-6Lug dimensions
WL kips A D1 B C tL w1 WL kips A D1 B C tL w1
4 3 088 15 2 05 025 20 7 175 3 3 1 038
6 35 1 163 2 063 025 25 7 238 4 4 1 044
8 4 113 175 2 063 025 35 8 238 4 4 1125 05
10 45 125 2 2 075 025 40 8 238 4 4 1125 063
12 5 138 213 3 088 025 45 8 288 4 4 1125 063
14 55 15 238 3 1 038 50 10 288 4 4 125 075
16 65 163 25 3 1 038 55 10 288 4 4 125 075
18 7 175 275 3 1 038 60 10 288 4 4 125 088
Figure 10-6 Dimensions and forces
674 Pressure Vessel Design Manual

Transportation-Vertical Vessel on Two Saddles UniformLoad Case With Incorporation of Shipping Factors
NotationF2 frac14 Additional load on Q2 LbsFZ frac14 Longitudinal loading due to shipping forces
LbsFY frac14 Vertical Loading due to shipping forces LbsKZ frac14 Longitudinal impact factorKY frac14 Vertical impact factor
Q1Q2 frac14 Saddle loads without impact factors LbsQ1
0Q20 frac14 Saddle loads with impact factors Lbs
W frac14 Shipping weight of vessel without impactfactors Lbs
WT frac14 Shipping weight with impact factors Lbsw1 frac14 Uniform load without FY LbsFtw2 frac14 Uniform load including FY LbsFt
NOTE Assume that FZ amp FY do not occur at the sametime
Case 1 Adding Load for Fz
bull Longitudinal load FZ
FZ frac14 KZ W
bull Uniform load w1
w1 frac14 W=LT
bull Additional load on saddle F2
F2 frac14 ethFZ BTHORN=L1
bull Saddle loads Q1 Q2 Q10 Q2
0
Q1 frac14 w1
hethL1 thorn L2THORN2L2
3
i2 L1
Q10 frac14 Q1 F2
Q2 frac14 W Q1
Q20 frac14 Q2 thorn F2
Case 2 Adding Loads for Fy
bull Longitudinal load FY
FY frac14 KY W
bull Vertical load FY
WT frac14 Wthorn FY
bull Uniform load w2
w2 frac14 WT=LT
bull Saddle loads Q10 amp Q2
0
Q10 frac14 w2
hethL1 thorn L2THORN2 L2
3
i=2L1
Q20 frac14 WT Q1
0
Select worst case and calculate moments
M1 frac14 wn L22=2
M2 frac14 Q10Q1
0=2 wn
L2
M3 frac14 wn L23=2
Sample Problem
Given
B frac14 1575 ftL1 frac14 124 ftL2 frac14 24 ftL3 frac14 21 ftLT frac14 169 ft
LT
M2
M1 M3
WT
w1 or w2
W
L2
Q1 Q2
Fz
B
L1 L3
Figure 103 Data for uniform load case
Transportation and Erection of Pressure Vessels 651
W frac14 741 kipsKY frac14 5KZ frac14 6
Calculation
FZ frac14 KZ W frac14 6 eth741THORN frac14 4446 kips
FY frac14 KY W frac14 5 eth741THORN frac14 3705 kips
WT frac14 Wthorn FY
frac14 741thorn 3705 frac14 1 1115 kips
w1 frac14 W=LT frac14 741=169 frac14 438 kips=ft
w2 frac14 WT=LT frac14 11115=169 frac14 658 kips=ft
F2 frac14 ethFZ BTHORN=L1 frac14 frac124446 eth1575THORN=124frac14 5647 kips
Case 1 Adding Load for FZ
bull Saddle loads Q1 Q2 Q10 Q2
0
Q1 frac14 w1
hethL1 thorn L2THORN2L2
3
i2 L1
frac14 438heth124thorn 24THORN2212
i2124
frac14 379 kips
Q10 frac14 Q1 F2 frac14 379 565 frac14 3225 kips
Q2 frac14 W Q1 frac14 741 379 frac14 362 kips
Q20 frac14 Q2 thorn F2 frac14 362thorn 565 frac14 4185 kips
Case 2 Adding Load for FY
bull Saddle loads Q10 amp Q2
0
Q10 frac14 w2
hethL1 thorn L2THORN2L2
3
i2 L1
frac14 658heth124thorn 24THORN2212
i2124
frac14 569 kips
Q10 frac14 WT Q1
0 frac14 11115 569
frac14 5425 kips
Worst case is Case 2Determine moments
M1 frac14 w2 L2
2
2 frac14
658242
2
frac14 1 895 ft kips
M2 frac14 Q10Q1
0=2 w2
L2
frac14 569 eth569=eth2$658THORN 24THORN frac14 10 946 ft kips
M3 frac14 w2 L2
3
2 frac14
658212
2 frac14 1 450 ft kips
Use these moments and loads to determine stresses inshell
652 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 653
654 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 655
Tension Bands on Saddles
NotationAr frac14 area required in2
As frac14 area of bolt in2
Ab frac14 area of band required in2
Aw frac14 allowable load on weld lbinB frac14 saddle height ind frac14 bolt diameter inf frac14 load on weld kipsinFt frac14 allowable stress tension psi
Fx Fy Fz frac14 shipping external forces lbK frac14 maximum band spacing inN frac14 number of bands on one saddlePe frac14 equivalent external pressure psiR frac14 outside vessel radius inT frac14 tension load in band lb
T123 frac14 load cases in bolt and band lbTb frac14 tension load in bolt lbWs frac14 weight of one saddle lbb frac14 angle of tension bands degreessa frac14 stress in bolt psisb frac14 stress in band psi
656 Pressure Vessel Design Manual
bull Find tension in band T1 due to shipping forces onsaddle Fx and Fy
T1 frac14 cos b
FxB4RN
thorn Fy Ws
4N
bull Area required for bolt
Ar frac14 T1
Ft
bull Find bolt diameter d
d frac14ffiffiffiffiffiffiffiffi4Ar
p
r
Select nominal bolt diameter
As frac14bull Find maximum stress in bolt due to manualwrenching sa
sa frac14 45 000ffiffiffid
p
bull Maximum tension load in bolts T2
T2 frac14 saAs
bull Load due to saddle weight T3
T3 frac14 Ws
2N
Note Include impact factor in weight of saddle
bull Find maximum load T
T frac14 greater of T1 T2 or T3
bull Load on weld f
f frac14 T4[
bull Determine size of weld from table based on load f
Use w frac14bull Maximum band spacing K
K frac14 4ffiffiffiffiffiRt
p
1285
bull Find area required for tension band Ar
Ar frac14 TFt
Use
bull Check shell stresses due to force T Pe
Pe frac14 4TpRK
lt ASME factor ldquoBrdquo
Table 10-5Allowable load weld
Weld Size w E60XX E70XX
31616 in 239 278
frac14 in 318 37151616 in 398 464
⅜ in 477 55771616 in 556 650
Kipsin of weld
Transportation and Erection of Pressure Vessels 657
Alternate Procedure
Tension Band Notation
N frac14 Number of bands on one saddleQ frac14 Total load on one saddle LbsR frac14 Outside vessel radius inT frac14 Tension load in band Lbsb frac14 Angle of tension bands degrees
K1 frac14 Transverse shipping coefficientK2 frac14 Vertical shipping coefficientX frac14 Horizontal distance to centroid of saddle
reaction inY frac14 Vertical distance to centroid of saddle in
Calculation
bull Vertical distance to centroid of saddle Y
Y frac14 R sin q=q
bull Find angle a
a frac14 cos1 Y=R
bull Horizontal distance to centroid of saddle X
X frac14 R sina
bull Tension load in band T
T frac14 frac12Q frac12ethK1 Y=XTHORN thorn K2=frac122N cos b
Notes
1 Vertical reaction can be a result of longitudinal loadUse largest value
2 Use K2 frac14 0 for transverse case3 Use K1 frac14 0 for longitudinal case4 Use worst case of T1 or T2 and design the balance of
components per previous method
Example
K1 frac14 25K2 frac14 5Q frac14 500 kipsR frac14 925 inq frac14 75 frac14 1308 radb frac14 75N frac14 2
Y frac14 R sin qqY frac14 925 sin 75 1308 frac14 683 in
a frac14 cos-1 (Y R)a frac14 cos-1 (683 925) frac14 424o
X frac14 R sin a
X frac14 925 (sin 424) frac14 624 in
Transverse (K2 frac14 0)
T1 frac14 [Q [(K1 Y X) thorn K2]] [2N cos b]T1 frac14 [500 [(025$683624) thorn 0]] [2$2 cos 75] frac14
3435 kips
Longitudinal (K1 frac14 0)
T2 frac14 [Q [(K1 Y X) thorn K2]] [2N cos b]T2 frac14 [500 [0 thorn 05]] [2$2 cos 75] frac14 6304 kips
K2 W
K1 W
B
AX
TY
R
β α
θ
Figure 10-4 Dimensions of shipping saddle for alternatecase
658 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 659
Procedure 10-2 Erection of Pressure Vessels
The designer of pressure vessels and similar equipmentwill ultimately become involved in the movement trans-portation and erection of that equipment The degree ofthat involvement will vary due to the separation of dutiesand responsibilities of the parties concerned It is prudenthowever for the designer to plan for the eventuality ofthese events and to integrate these activities into theoriginal design If this planning is done properly thereis seldom a problem when the equipment gets to itsfinal destination Conversely there have been numerousproblems encountered when proper planning has notbeen done
There is also an economic benefit in including thelifting attachments in the base vessel bid and designThese lifting attachments are relatively inexpensive incomparison to the overall cost of the vessel and minusculecompared to the cost of the erection of the equipment Theerection alone for a major vessel can run into millions ofdollars If these attachments are added after the purchaseorder is awarded they can become expensive extras
There are also the consequences to life property andschedules if this activity is not carried out to a successfulconclusion Compared to the fabricated cost of the liftingattachments the consequences to life property andschedule are too important to leave the design of thesecomponents and their effect on the vessel to those not fullyversed in the design and analysis of pressure vessels
In addition it is important that the designer of the liftingattachments be in contact with the construction organi-zation that will be executing the lift This ensures that alllifting attachments meet the requirements imposed by thelifting equipment There are so many different methodsand techniques for the erection of vessels and the relatedcosts of each that a coordinated effort between thedesigner and erector is mandatory To avoid surprisesneither the designer nor the erector can afford to work ina vacuum To this end it is not advisable for the vesselfabricator to be responsible for the design if the fabricatoris not the chief coordinator of the transport and erection ofthe vessel
Vessels and related equipment can be erected ina variety of ways Vessels are erected by means of singlecranes multiple cranes gin poles jacking towers andother means The designer of the lifting attachmentsshould not attempt to dictate the erection method by thetypes of attachments that are designed for the vessel The
selection of one type of attachment versus another couldvery well do just that
Not every vessel needs to be designed for erection orhave lifting attachments Obviously the larger the vesselthe more complex the vessel the more expensive thevessel the more care and concern that should be taken intoaccount when designing the attachments and coordinatingthe lift The following listing will provide some guidelinesfor the provision of special lifting attachments and a liftinganalysis to be done In general provide lifting attachmentsfor the following cases
bull Vessels over 50000 lb (25 tons)bull Vessels with LD ratios greater than 5bull Vertical vessels greater than 8 ft in diameter or 50 ftin length
bull Vessels located in a structure or supported bya structure
bull High-alloy or heat-treated vessels (since it would notbe advisable for the field to be doing welding onthese vessels after they arrive on site and wire ropeslings could contaminate the vessel material)
bull Flare stacksbull Vessels with special transportation requirements
At the initial pick point when the vessel is still hori-zontal the load is shared between the lifting lugs and thetail beam or lug based on their respective distances to thevessel center of gravity As the lift proceeds a greaterpercentage of the load is shifted to the top lugs or trun-nions until the vessel is vertical and all of the load is thenon the top lugs At this point the tail beam or shackle canbe removed
During each degree of rotation the load on the lugstrunnions tailing device base ring and vessel shell arecontinually varying The loads on the welds attachingthese devices will also change The designer shouldevaluate these loadings at the various lift angles todetermine the worst coincident case
The worst case is dependent on the type of vessel andthe type of attachments For example there are threetypes of trunnions described in this procedure There isthe bare trunnion (Type 3) where the wire rope slidesaround the trunnion itself While the vessel is in thehorizontal position (initial pick point) the load producesa circumferential moment on the shell Once the vesselis in the upright position the same load produces
660 Pressure Vessel Design Manual
a longitudinal moment in the shell At all the interme-diate angles of lift there is a combination of circumfer-ential and longitudinal moments The designer shouldcheck the two worst cases at 0 and 90 and severalcombinations in between
The same trunnion could have a lifting lug welded tothe end of the trunnion (Type 1) This lug also producescircumferential and longitudinal moments in the shellHowever in addition this type of lug will producea torsional moment on the shell that is maximum at 0 andzero at 90 of angular rotation The rotating lug (Type 2)eliminates any torsional moment
There is one single lift angle that will produce themaximum stress in the vessel shell but no lift angle that isthe worst for all vessels The worst case is dependent onthe type of lift attachments distances weights and posi-tion relative to the center of gravity
The minimum lift location is the lowest pick point thatdoes not overstress the overhanging portion of the vesselThe maximum lift location is the highest pick point thatdoes not overstress the vessel between the tail and pickpoints These points become significant when locating thelift points to balance the stress at the top lug the overhangand the midspan stress
The use of side lugs can sometimes provide anadvantage by reducing the buckling stress at midspan andthe required lift height Side lugs allow for shorter boomlengths on a two-crane lift or gin poles A shorter boomlength in turn allows a higher lift capacity for the cranesThe lower the lug location on the shell the shorter the liftand the higher the allowable crane capacity This cantranslate into dollars as crane capacity is affected Thechallenge from the vessel side is the longitudinal bendingdue to the overhang and increased local shell stresses Allof these factors must be balanced to determine the lowestoverall cost of an erected vessel
Requirement for Erection and Setting of Vertical Vessels
The following is a brief synopsis of general recom-mendations regarding the setting leveling and shimmingof vertical vessels The following should be considered asguidelines only There are no codes or standards that areapplied In general company specifications containcontract requirements for the contractors scope of supplyor duties The following lists help to clarify generalconstruction practices with regard to the setting of verticalvessels and towers
Contractor Duties
1 Prepare tops of foundations (bush hammer ifrequired)
2 Perform surveying as required to establish center-lines sole plate or shim elevations at bottom of baseof equipment
3 Shimming4 Erect equipment5 Levelplumbing6 Final alignment7 Grouting8 Bolting
Tolerances
Out of vertical tolerance for vertical vessels unlessspecified otherwise shall be 01 of the vessel heightor about frac14 inch for every 20 feet to a maximum offrac34 inches
Soleplates (also called bearing pads levelingplates or embedments)
Soleplates are stainless steel plates 05 inches to075 inches thick set in grout on top of the foundation atthe exact height of the underside of the base plate Asa rule two soleplates should be installed per anchor boltone on each side of the bolt Depending on the towerdiameter and the distance between the anchor boltsanother soleplate may be installed between adjacentanchor bolts The dimensions of the soleplates will varyaccording to the width of the vessel base ring and vesselweight Soleplates are supported in place by a mixture ofPortland cement and sand in proportions 13 The vesselshould not be erected until the soleplates have been inplace for 28 days to allow for concrete curing Shims andsoleplates will remain in place after the grouting operation
Shims
Shims are used to provide precise leveling of the vesselShim packs may be grouted into the foundation in lieu ofsole plates but this practice is unusual Typically shimsare used on top of the sole plates for the leveling opera-tion Special shims may be required for unique applica-tions such as a large vessel supported on a braced framestructure with minimal contactbearing at each support
Transportation and Erection of Pressure Vessels 661
point The following are some guidelines for the use ofshims
1 Shims If left in place shall be stainless steel2 Shims must have rounded corners3 Shims will be fixed in place4 Shims shall be deburred5 Shims shall be full bearing6 Shims may be horseshoe type7 Shims thinner than 0001 inches are not allowed8 Shims with holes are not allowed9 Shims should be the full width of the base plate
LevelingStraightnessPlumbness
After the vessel has been placed on its foundation itmust be checked to be certain it is vertical and plumbLeveling is normally checked by use of two theodilites90 degrees apart The theodilites shall be spaced anadequate distance from the vessel to allow visual field ofthe entire height of the vessel Adjustments can be made tothe vessel alignment by means of wedges either poweredor not and then shimmed The wedges should not be leftin place after shimming
The vessel may be heated by the sun to a highertemperature on one side than the other This can createa slight ldquobananardquo effect which should be taken intoaccount when checking levelness The equation forcalculating the deflection from this effect is as follows
2 frac14 p D2 t H2 aDT
8 I
where2 frac14 Deflection inD frac14 Diameter ftT frac14 Thickness inH frac14 Height fta frac14 Coefficient of thermal expansion ininF
DT frac14 Temperature difference from one side of thecolumn to the other F
I frac14 Moment of inertia of vessel cross section ft4
Bolting
After the vessel is aligned and shimmed the nuts on theanchor bolts must be tightened The vessel should not be
left standing without the crane attached unless all anchorbolts have been tightened
The anchor bolts should not be tightened to theirmaximum load until the drypacking under the base plateis complete At this stage the base plate is suspendedbetween the soleplates until the drypack is installedSince the soleplates straddle the anchor bolts there isa chance of deforming the baseplate prior to the instal-lation of the drypack if the anchor bolts are overtightened
After drypacking the anchor bolts should be tight-ened to the correct torque to produce the maximumallowable bolt stress The anchor bolts should not betightened beyond the point of maximum allowable boltstress
Note that the initial anchor bolt tension does notincrease the maximum bolt tension caused by wind orearthquake This initial tension will only clamp the basering to the concrete Both are in equal compression untilthe external load is applied The external load reduces thecompression in the concrete before additional load isapplied to the bolts After the external load overcomes allthe compression in the concrete the stress in the bolt willincrease to the value it would have been had there been noinitial tension
Grouting
Grout under base plates shall provide full uniform loadtransfer between the bottom of the base plate and the topof the foundation Load transfer to the foundation must bethrough the grout not through the shims or soleplate
Prior to setting of the vessel the top of the foundationshould be bush hammered and cleaned This ensures thatthe grout will adhere to the surface of the foundation Bushhammering may be done strictly under the base plate oracross the entire top of the foundation
Once the vessel is leveled shimmed and bolted it isready to be grouted Grouting shall consist of filling thevoid area between the top of foundation and the undersideof base plate with cementatious grout The grout shall beinstalled in accordance with the manufacturers recom-mendations and any applicable contract specifications
Depending on the type of grout to be used grout damsmay be used
662 Pressure Vessel Design Manual
18
132 mm times 15 m SLINGSWL = 120 TON (SP)DOUBLE (2 PCS)SWL = 500 T times 40 m LENGTHSPREADER BEAM
SWL = 400T SHACKLE (4 NOS)
SWL = 400T SHACKLE (1 NO)
100 mm times 20 m SLINGSWL = 90 TON (SP)SWL = 737 TON (BH)DOUBLE (2 PCS)
90 mm times 15 m SLINGSWL = 60 TON (SP)SWL = 441 TON (BH)DOUBLE (2 PCS)
CounterWeight = 40ton
CounterWeight = 275ton
BOO
M 9
6m
90009000
620002000017000 100
0
100
0 13000
MAST 24m
oslash3840
oslash4160
1692
1829
1026
987
4
BOO
M 36m
Figure 10-5 Typical example of erection study
Transporta
tionandErectio
nofPressure
Vessels
663
Steps in Design
Given the overall weight and geometry of the vesseland the location of the center of gravity based on theerected weight apply the following steps to eithercomplete the design or analyze the design
Step 1 Select the type of lifting attachments as aninitial starting point
Lift end (also referred to as the ldquopick endrdquo)a Head lug Usually the simplest and most
economical and produces the least stressb Cone lug Similar to a head lug but located at
a conical transition section of the vesselc Side lug Complex and expensived Top flange lug The choice for high-pressure
vessels where the top center flange and head arevery rigid This method is uneconomical foraverage applications
e Side flange lug Rarely used because it requiresa very heavy nozzle and shell reinforcement
f Trunnions Simple and economical Used ona wide variety of vessels
g OtherTail end
a Tail beamb Tail lugc Choker (cinch) see later commentary
Tailing a column during erection with a wire ropechoker on the skirt above the base ring is a fairly commonprocedure Most experienced erectors are qualified toperform this procedure safely There are several advan-tages to using a tailing choker
bull Saves material design detailing and fabricationbull Simplifies concerns with lug and shippingorientations
bull May reduce overall height during transportation
There are situations and conditions that could make theuse of a tailing choker impractical costly and possiblyunsafe Provide tailing lugs or a tailing beam if
bull The column is more than about 10 feet in diameterThe larger the diameter the more difficult it is for thewire rope to cinch down and form a good choke onthe column
bull The tail load is so great that it requires the use ofslings greater than about 1frac12 inches in diameter Thelarger the diameter of the rope the less flexible it isand the more likely that it could slip up unexpectedlyduring erection
Step 2 Determine the forces T and P for all angles oferection
Step 3 Designcheck the lifting attachments for thetailing force T and pick force P
Step 4 Designcheck the base ring assembly forstresses due to tailing force T
Step 5 Determine the base ring stiffening configura-tion if required and design struts
Step 6 Check shell stresses due to bending during liftThis would include midspan as well as anyoverhang
Step 7 Analyze local loads in vessel shell and skirt dueto loads from attachments
Allowable Stresses
Per AISC
Tension
Ft frac14 06Fy on gross area
frac14 05Fu on effective net area
frac14 045Fy for pin-connected members
Compression(for short members only)
Fc frac14 Use buckling value
frac14 for vessel shell 133 ASME Factor B
Shear
Fs frac14 Net area of pin hole 045Fy
frac14 other than pin-connected members 04Fy
frac14 fillet welds in shear
E60XX 9600 lb=in or 13 600 psi
E70XX 11 200 lb=in or 15 800 psi
Bending
Fb frac14 06Fy to 075Fy depending on the shape of themember
Bearing
Fp frac14 09Fy
Combined
Shear and tension
sa
Fathorn sFs
1
664 Pressure Vessel Design Manual
Tension compression and bendingsa
Fathorn sb
Fb 1 or
sT
FTthorn sb
Fb 1
Note Custom-designed lifting devices that supportlifted loads are generally governed by ASME B3020ldquoBelow the hook lifting devicesrdquoUnder this specificationdesign stresses are limited to Fy3 The use of AISCallowables with a load factor of 18 or greater willgenerally meet this requirement
Notation
A frac14 area in2
Aa frac14 area available in2
Ab frac14 area bolt in2
An frac14 net cross-sectional area of lug in2
Ap frac14 area pin hole in2
Ar frac14 area required in2
As frac14 area strut in2 or shear area of boltsC frac14 lug dimension see sketchDo frac14 diameter vessel OD inD1 frac14 diameter lift hole inD2 frac14 diameter pin inD3 frac14 diameter pad eye inDsk frac14 diameter skirt inDm frac14 mean vessel diameter inE frac14 modulus of elasticity psifr frac14 tail end radial force lbfL frac14 tail end longitudinal force lbfs frac14 shear load lb or lbinFa frac14 allowable stress combined loading psiFb frac14 allowable stress bending psiFc frac14 allowable stress compression psiFp frac14 allowable stress bearing pressure psiFs frac14 allowable stress shear psiFt frac14 allowable stress tension psiFy frac14 minimum specified yield stress psiI frac14 moment of inertia in4
Jw frac14 polar moment of inertia of weld in4
K frac14 end connection coefficientKL frac14 overall load factor combining impact and safety
factors 15ndash20Ki frac14 impact factor 025ndash05Kr frac14 internal moment coefficient in circular ring due
to radial loadKs frac14 safety factorKT frac14 internal tensioncompression coefficient in
circular ring due to radial loadLs frac14 length of skirtbase stiffenerstrut in
M frac14 moment in-lbMb frac14 bending moment in-lbMC frac14 circumferential moment in-lbML frac14 longitudinal moment in-lbMT frac14 torsional moment in-lbNb frac14 number of bolts used in tail beam or flange
lugN frac14 width of flange of tail beam with a web stiffener
(N frac14 10 without web stiffener)nL frac14 number of head or side lugsP frac14 pick end load lbPe frac14 equivalent load lbPL frac14 longitudinal load per lug lbPr frac14 radial load lbPT frac14 transverse load per lug lbRb frac14 radius of base ring to neutral axis inr frac14 radius of gyration of strut in
Rc frac14 radius of bolt circle of flange inSu frac14 minimum specified tensile stress of bolts psitb frac14 thickness of base plate intg frac14 thickness of gusset intL frac14 thickness of lug intP frac14 thickness of pad eye ints frac14 thickness of shell inT frac14 tail end load lbTb frac14 bolt pretension load lbsTt frac14 tangential force lbw1 frac14 fillet weld size shell to re-padw2 frac14 fillet weld size re-pad to shellw3 frac14 fillet weld size pad eye to lugw4 frac14 fillet weld size base plate to skirtw5 frac14 uniform load on vessel lbinWE frac14 design erection weight lbWL frac14 erection weight lbZ frac14 section modulus in3
a frac14 angular position for moment coefficients in basering clockwise from 0
b frac14 angle between parallel beams degreess frac14 stress combined psisb frac14 stress bending psisp frac14 stress bearing psisc frac14 stress compression psiscr frac14 critical buckling stress psisT frac14 stress tension psis frac14 shear stress psisT frac14 torsional shear stress psiq frac14 lift angle degrees
qB frac14 minimum bearing contact angle degreesqH frac14 sling angle to lift line horizontal degreesqv frac14 sling angle to lift line vertical degrees
Transportation and Erection of Pressure Vessels 665
Procedure 10-3 Lifting Attachments and Terminology
666 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 667
668 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 669
670 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 671
Tailing Trunnion
Utilizes reinforced openings in skirt with through pipePipe is removed after erection and the openings used asskirt manways
Shell Flange Lug
Lifting Device Utilizing Top Body Flanges
672 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 673
Miscellaneous Lugs WL lt 60 kips
Calculations
Due to bending
tL frac14 6PTB
A2Fb
Due to shear
tL frac14 PTethA D1THORNFs
Due to tension
tL frac14 PLethA D1THORNFt
Notes
1 Table 10-6 is based on an allowable stress of 137ksi
2 Design each lug for a 21 safety factor3 Design each lug for a minimum 10 side force
Hertzian Stress Bearing
sp frac14 0418
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiE
PtL
ethR1 R2THORN
13
R1R2
vuuutlt 2Fy
Shear Load in WeldType 1 greater of following
sw frac14 6PTB
2A2
sw frac14 PL2A
Type 2 Use design for top head lug
Table 10-6Lug dimensions
WL kips A D1 B C tL w1 WL kips A D1 B C tL w1
4 3 088 15 2 05 025 20 7 175 3 3 1 038
6 35 1 163 2 063 025 25 7 238 4 4 1 044
8 4 113 175 2 063 025 35 8 238 4 4 1125 05
10 45 125 2 2 075 025 40 8 238 4 4 1125 063
12 5 138 213 3 088 025 45 8 288 4 4 1125 063
14 55 15 238 3 1 038 50 10 288 4 4 125 075
16 65 163 25 3 1 038 55 10 288 4 4 125 075
18 7 175 275 3 1 038 60 10 288 4 4 125 088
Figure 10-6 Dimensions and forces
674 Pressure Vessel Design Manual

W frac14 741 kipsKY frac14 5KZ frac14 6
Calculation
FZ frac14 KZ W frac14 6 eth741THORN frac14 4446 kips
FY frac14 KY W frac14 5 eth741THORN frac14 3705 kips
WT frac14 Wthorn FY
frac14 741thorn 3705 frac14 1 1115 kips
w1 frac14 W=LT frac14 741=169 frac14 438 kips=ft
w2 frac14 WT=LT frac14 11115=169 frac14 658 kips=ft
F2 frac14 ethFZ BTHORN=L1 frac14 frac124446 eth1575THORN=124frac14 5647 kips
Case 1 Adding Load for FZ
bull Saddle loads Q1 Q2 Q10 Q2
0
Q1 frac14 w1
hethL1 thorn L2THORN2L2
3
i2 L1
frac14 438heth124thorn 24THORN2212
i2124
frac14 379 kips
Q10 frac14 Q1 F2 frac14 379 565 frac14 3225 kips
Q2 frac14 W Q1 frac14 741 379 frac14 362 kips
Q20 frac14 Q2 thorn F2 frac14 362thorn 565 frac14 4185 kips
Case 2 Adding Load for FY
bull Saddle loads Q10 amp Q2
0
Q10 frac14 w2
hethL1 thorn L2THORN2L2
3
i2 L1
frac14 658heth124thorn 24THORN2212
i2124
frac14 569 kips
Q10 frac14 WT Q1
0 frac14 11115 569
frac14 5425 kips
Worst case is Case 2Determine moments
M1 frac14 w2 L2
2
2 frac14
658242
2
frac14 1 895 ft kips
M2 frac14 Q10Q1
0=2 w2
L2
frac14 569 eth569=eth2$658THORN 24THORN frac14 10 946 ft kips
M3 frac14 w2 L2
3
2 frac14
658212
2 frac14 1 450 ft kips
Use these moments and loads to determine stresses inshell
652 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 653
654 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 655
Tension Bands on Saddles
NotationAr frac14 area required in2
As frac14 area of bolt in2
Ab frac14 area of band required in2
Aw frac14 allowable load on weld lbinB frac14 saddle height ind frac14 bolt diameter inf frac14 load on weld kipsinFt frac14 allowable stress tension psi
Fx Fy Fz frac14 shipping external forces lbK frac14 maximum band spacing inN frac14 number of bands on one saddlePe frac14 equivalent external pressure psiR frac14 outside vessel radius inT frac14 tension load in band lb
T123 frac14 load cases in bolt and band lbTb frac14 tension load in bolt lbWs frac14 weight of one saddle lbb frac14 angle of tension bands degreessa frac14 stress in bolt psisb frac14 stress in band psi
656 Pressure Vessel Design Manual
bull Find tension in band T1 due to shipping forces onsaddle Fx and Fy
T1 frac14 cos b
FxB4RN
thorn Fy Ws
4N
bull Area required for bolt
Ar frac14 T1
Ft
bull Find bolt diameter d
d frac14ffiffiffiffiffiffiffiffi4Ar
p
r
Select nominal bolt diameter
As frac14bull Find maximum stress in bolt due to manualwrenching sa
sa frac14 45 000ffiffiffid
p
bull Maximum tension load in bolts T2
T2 frac14 saAs
bull Load due to saddle weight T3
T3 frac14 Ws
2N
Note Include impact factor in weight of saddle
bull Find maximum load T
T frac14 greater of T1 T2 or T3
bull Load on weld f
f frac14 T4[
bull Determine size of weld from table based on load f
Use w frac14bull Maximum band spacing K
K frac14 4ffiffiffiffiffiRt
p
1285
bull Find area required for tension band Ar
Ar frac14 TFt
Use
bull Check shell stresses due to force T Pe
Pe frac14 4TpRK
lt ASME factor ldquoBrdquo
Table 10-5Allowable load weld
Weld Size w E60XX E70XX
31616 in 239 278
frac14 in 318 37151616 in 398 464
⅜ in 477 55771616 in 556 650
Kipsin of weld
Transportation and Erection of Pressure Vessels 657
Alternate Procedure
Tension Band Notation
N frac14 Number of bands on one saddleQ frac14 Total load on one saddle LbsR frac14 Outside vessel radius inT frac14 Tension load in band Lbsb frac14 Angle of tension bands degrees
K1 frac14 Transverse shipping coefficientK2 frac14 Vertical shipping coefficientX frac14 Horizontal distance to centroid of saddle
reaction inY frac14 Vertical distance to centroid of saddle in
Calculation
bull Vertical distance to centroid of saddle Y
Y frac14 R sin q=q
bull Find angle a
a frac14 cos1 Y=R
bull Horizontal distance to centroid of saddle X
X frac14 R sina
bull Tension load in band T
T frac14 frac12Q frac12ethK1 Y=XTHORN thorn K2=frac122N cos b
Notes
1 Vertical reaction can be a result of longitudinal loadUse largest value
2 Use K2 frac14 0 for transverse case3 Use K1 frac14 0 for longitudinal case4 Use worst case of T1 or T2 and design the balance of
components per previous method
Example
K1 frac14 25K2 frac14 5Q frac14 500 kipsR frac14 925 inq frac14 75 frac14 1308 radb frac14 75N frac14 2
Y frac14 R sin qqY frac14 925 sin 75 1308 frac14 683 in
a frac14 cos-1 (Y R)a frac14 cos-1 (683 925) frac14 424o
X frac14 R sin a
X frac14 925 (sin 424) frac14 624 in
Transverse (K2 frac14 0)
T1 frac14 [Q [(K1 Y X) thorn K2]] [2N cos b]T1 frac14 [500 [(025$683624) thorn 0]] [2$2 cos 75] frac14
3435 kips
Longitudinal (K1 frac14 0)
T2 frac14 [Q [(K1 Y X) thorn K2]] [2N cos b]T2 frac14 [500 [0 thorn 05]] [2$2 cos 75] frac14 6304 kips
K2 W
K1 W
B
AX
TY
R
β α
θ
Figure 10-4 Dimensions of shipping saddle for alternatecase
658 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 659
Procedure 10-2 Erection of Pressure Vessels
The designer of pressure vessels and similar equipmentwill ultimately become involved in the movement trans-portation and erection of that equipment The degree ofthat involvement will vary due to the separation of dutiesand responsibilities of the parties concerned It is prudenthowever for the designer to plan for the eventuality ofthese events and to integrate these activities into theoriginal design If this planning is done properly thereis seldom a problem when the equipment gets to itsfinal destination Conversely there have been numerousproblems encountered when proper planning has notbeen done
There is also an economic benefit in including thelifting attachments in the base vessel bid and designThese lifting attachments are relatively inexpensive incomparison to the overall cost of the vessel and minusculecompared to the cost of the erection of the equipment Theerection alone for a major vessel can run into millions ofdollars If these attachments are added after the purchaseorder is awarded they can become expensive extras
There are also the consequences to life property andschedules if this activity is not carried out to a successfulconclusion Compared to the fabricated cost of the liftingattachments the consequences to life property andschedule are too important to leave the design of thesecomponents and their effect on the vessel to those not fullyversed in the design and analysis of pressure vessels
In addition it is important that the designer of the liftingattachments be in contact with the construction organi-zation that will be executing the lift This ensures that alllifting attachments meet the requirements imposed by thelifting equipment There are so many different methodsand techniques for the erection of vessels and the relatedcosts of each that a coordinated effort between thedesigner and erector is mandatory To avoid surprisesneither the designer nor the erector can afford to work ina vacuum To this end it is not advisable for the vesselfabricator to be responsible for the design if the fabricatoris not the chief coordinator of the transport and erection ofthe vessel
Vessels and related equipment can be erected ina variety of ways Vessels are erected by means of singlecranes multiple cranes gin poles jacking towers andother means The designer of the lifting attachmentsshould not attempt to dictate the erection method by thetypes of attachments that are designed for the vessel The
selection of one type of attachment versus another couldvery well do just that
Not every vessel needs to be designed for erection orhave lifting attachments Obviously the larger the vesselthe more complex the vessel the more expensive thevessel the more care and concern that should be taken intoaccount when designing the attachments and coordinatingthe lift The following listing will provide some guidelinesfor the provision of special lifting attachments and a liftinganalysis to be done In general provide lifting attachmentsfor the following cases
bull Vessels over 50000 lb (25 tons)bull Vessels with LD ratios greater than 5bull Vertical vessels greater than 8 ft in diameter or 50 ftin length
bull Vessels located in a structure or supported bya structure
bull High-alloy or heat-treated vessels (since it would notbe advisable for the field to be doing welding onthese vessels after they arrive on site and wire ropeslings could contaminate the vessel material)
bull Flare stacksbull Vessels with special transportation requirements
At the initial pick point when the vessel is still hori-zontal the load is shared between the lifting lugs and thetail beam or lug based on their respective distances to thevessel center of gravity As the lift proceeds a greaterpercentage of the load is shifted to the top lugs or trun-nions until the vessel is vertical and all of the load is thenon the top lugs At this point the tail beam or shackle canbe removed
During each degree of rotation the load on the lugstrunnions tailing device base ring and vessel shell arecontinually varying The loads on the welds attachingthese devices will also change The designer shouldevaluate these loadings at the various lift angles todetermine the worst coincident case
The worst case is dependent on the type of vessel andthe type of attachments For example there are threetypes of trunnions described in this procedure There isthe bare trunnion (Type 3) where the wire rope slidesaround the trunnion itself While the vessel is in thehorizontal position (initial pick point) the load producesa circumferential moment on the shell Once the vesselis in the upright position the same load produces
660 Pressure Vessel Design Manual
a longitudinal moment in the shell At all the interme-diate angles of lift there is a combination of circumfer-ential and longitudinal moments The designer shouldcheck the two worst cases at 0 and 90 and severalcombinations in between
The same trunnion could have a lifting lug welded tothe end of the trunnion (Type 1) This lug also producescircumferential and longitudinal moments in the shellHowever in addition this type of lug will producea torsional moment on the shell that is maximum at 0 andzero at 90 of angular rotation The rotating lug (Type 2)eliminates any torsional moment
There is one single lift angle that will produce themaximum stress in the vessel shell but no lift angle that isthe worst for all vessels The worst case is dependent onthe type of lift attachments distances weights and posi-tion relative to the center of gravity
The minimum lift location is the lowest pick point thatdoes not overstress the overhanging portion of the vesselThe maximum lift location is the highest pick point thatdoes not overstress the vessel between the tail and pickpoints These points become significant when locating thelift points to balance the stress at the top lug the overhangand the midspan stress
The use of side lugs can sometimes provide anadvantage by reducing the buckling stress at midspan andthe required lift height Side lugs allow for shorter boomlengths on a two-crane lift or gin poles A shorter boomlength in turn allows a higher lift capacity for the cranesThe lower the lug location on the shell the shorter the liftand the higher the allowable crane capacity This cantranslate into dollars as crane capacity is affected Thechallenge from the vessel side is the longitudinal bendingdue to the overhang and increased local shell stresses Allof these factors must be balanced to determine the lowestoverall cost of an erected vessel
Requirement for Erection and Setting of Vertical Vessels
The following is a brief synopsis of general recom-mendations regarding the setting leveling and shimmingof vertical vessels The following should be considered asguidelines only There are no codes or standards that areapplied In general company specifications containcontract requirements for the contractors scope of supplyor duties The following lists help to clarify generalconstruction practices with regard to the setting of verticalvessels and towers
Contractor Duties
1 Prepare tops of foundations (bush hammer ifrequired)
2 Perform surveying as required to establish center-lines sole plate or shim elevations at bottom of baseof equipment
3 Shimming4 Erect equipment5 Levelplumbing6 Final alignment7 Grouting8 Bolting
Tolerances
Out of vertical tolerance for vertical vessels unlessspecified otherwise shall be 01 of the vessel heightor about frac14 inch for every 20 feet to a maximum offrac34 inches
Soleplates (also called bearing pads levelingplates or embedments)
Soleplates are stainless steel plates 05 inches to075 inches thick set in grout on top of the foundation atthe exact height of the underside of the base plate Asa rule two soleplates should be installed per anchor boltone on each side of the bolt Depending on the towerdiameter and the distance between the anchor boltsanother soleplate may be installed between adjacentanchor bolts The dimensions of the soleplates will varyaccording to the width of the vessel base ring and vesselweight Soleplates are supported in place by a mixture ofPortland cement and sand in proportions 13 The vesselshould not be erected until the soleplates have been inplace for 28 days to allow for concrete curing Shims andsoleplates will remain in place after the grouting operation
Shims
Shims are used to provide precise leveling of the vesselShim packs may be grouted into the foundation in lieu ofsole plates but this practice is unusual Typically shimsare used on top of the sole plates for the leveling opera-tion Special shims may be required for unique applica-tions such as a large vessel supported on a braced framestructure with minimal contactbearing at each support
Transportation and Erection of Pressure Vessels 661
point The following are some guidelines for the use ofshims
1 Shims If left in place shall be stainless steel2 Shims must have rounded corners3 Shims will be fixed in place4 Shims shall be deburred5 Shims shall be full bearing6 Shims may be horseshoe type7 Shims thinner than 0001 inches are not allowed8 Shims with holes are not allowed9 Shims should be the full width of the base plate
LevelingStraightnessPlumbness
After the vessel has been placed on its foundation itmust be checked to be certain it is vertical and plumbLeveling is normally checked by use of two theodilites90 degrees apart The theodilites shall be spaced anadequate distance from the vessel to allow visual field ofthe entire height of the vessel Adjustments can be made tothe vessel alignment by means of wedges either poweredor not and then shimmed The wedges should not be leftin place after shimming
The vessel may be heated by the sun to a highertemperature on one side than the other This can createa slight ldquobananardquo effect which should be taken intoaccount when checking levelness The equation forcalculating the deflection from this effect is as follows
2 frac14 p D2 t H2 aDT
8 I
where2 frac14 Deflection inD frac14 Diameter ftT frac14 Thickness inH frac14 Height fta frac14 Coefficient of thermal expansion ininF
DT frac14 Temperature difference from one side of thecolumn to the other F
I frac14 Moment of inertia of vessel cross section ft4
Bolting
After the vessel is aligned and shimmed the nuts on theanchor bolts must be tightened The vessel should not be
left standing without the crane attached unless all anchorbolts have been tightened
The anchor bolts should not be tightened to theirmaximum load until the drypacking under the base plateis complete At this stage the base plate is suspendedbetween the soleplates until the drypack is installedSince the soleplates straddle the anchor bolts there isa chance of deforming the baseplate prior to the instal-lation of the drypack if the anchor bolts are overtightened
After drypacking the anchor bolts should be tight-ened to the correct torque to produce the maximumallowable bolt stress The anchor bolts should not betightened beyond the point of maximum allowable boltstress
Note that the initial anchor bolt tension does notincrease the maximum bolt tension caused by wind orearthquake This initial tension will only clamp the basering to the concrete Both are in equal compression untilthe external load is applied The external load reduces thecompression in the concrete before additional load isapplied to the bolts After the external load overcomes allthe compression in the concrete the stress in the bolt willincrease to the value it would have been had there been noinitial tension
Grouting
Grout under base plates shall provide full uniform loadtransfer between the bottom of the base plate and the topof the foundation Load transfer to the foundation must bethrough the grout not through the shims or soleplate
Prior to setting of the vessel the top of the foundationshould be bush hammered and cleaned This ensures thatthe grout will adhere to the surface of the foundation Bushhammering may be done strictly under the base plate oracross the entire top of the foundation
Once the vessel is leveled shimmed and bolted it isready to be grouted Grouting shall consist of filling thevoid area between the top of foundation and the undersideof base plate with cementatious grout The grout shall beinstalled in accordance with the manufacturers recom-mendations and any applicable contract specifications
Depending on the type of grout to be used grout damsmay be used
662 Pressure Vessel Design Manual
18
132 mm times 15 m SLINGSWL = 120 TON (SP)DOUBLE (2 PCS)SWL = 500 T times 40 m LENGTHSPREADER BEAM
SWL = 400T SHACKLE (4 NOS)
SWL = 400T SHACKLE (1 NO)
100 mm times 20 m SLINGSWL = 90 TON (SP)SWL = 737 TON (BH)DOUBLE (2 PCS)
90 mm times 15 m SLINGSWL = 60 TON (SP)SWL = 441 TON (BH)DOUBLE (2 PCS)
CounterWeight = 40ton
CounterWeight = 275ton
BOO
M 9
6m
90009000
620002000017000 100
0
100
0 13000
MAST 24m
oslash3840
oslash4160
1692
1829
1026
987
4
BOO
M 36m
Figure 10-5 Typical example of erection study
Transporta
tionandErectio
nofPressure
Vessels
663
Steps in Design
Given the overall weight and geometry of the vesseland the location of the center of gravity based on theerected weight apply the following steps to eithercomplete the design or analyze the design
Step 1 Select the type of lifting attachments as aninitial starting point
Lift end (also referred to as the ldquopick endrdquo)a Head lug Usually the simplest and most
economical and produces the least stressb Cone lug Similar to a head lug but located at
a conical transition section of the vesselc Side lug Complex and expensived Top flange lug The choice for high-pressure
vessels where the top center flange and head arevery rigid This method is uneconomical foraverage applications
e Side flange lug Rarely used because it requiresa very heavy nozzle and shell reinforcement
f Trunnions Simple and economical Used ona wide variety of vessels
g OtherTail end
a Tail beamb Tail lugc Choker (cinch) see later commentary
Tailing a column during erection with a wire ropechoker on the skirt above the base ring is a fairly commonprocedure Most experienced erectors are qualified toperform this procedure safely There are several advan-tages to using a tailing choker
bull Saves material design detailing and fabricationbull Simplifies concerns with lug and shippingorientations
bull May reduce overall height during transportation
There are situations and conditions that could make theuse of a tailing choker impractical costly and possiblyunsafe Provide tailing lugs or a tailing beam if
bull The column is more than about 10 feet in diameterThe larger the diameter the more difficult it is for thewire rope to cinch down and form a good choke onthe column
bull The tail load is so great that it requires the use ofslings greater than about 1frac12 inches in diameter Thelarger the diameter of the rope the less flexible it isand the more likely that it could slip up unexpectedlyduring erection
Step 2 Determine the forces T and P for all angles oferection
Step 3 Designcheck the lifting attachments for thetailing force T and pick force P
Step 4 Designcheck the base ring assembly forstresses due to tailing force T
Step 5 Determine the base ring stiffening configura-tion if required and design struts
Step 6 Check shell stresses due to bending during liftThis would include midspan as well as anyoverhang
Step 7 Analyze local loads in vessel shell and skirt dueto loads from attachments
Allowable Stresses
Per AISC
Tension
Ft frac14 06Fy on gross area
frac14 05Fu on effective net area
frac14 045Fy for pin-connected members
Compression(for short members only)
Fc frac14 Use buckling value
frac14 for vessel shell 133 ASME Factor B
Shear
Fs frac14 Net area of pin hole 045Fy
frac14 other than pin-connected members 04Fy
frac14 fillet welds in shear
E60XX 9600 lb=in or 13 600 psi
E70XX 11 200 lb=in or 15 800 psi
Bending
Fb frac14 06Fy to 075Fy depending on the shape of themember
Bearing
Fp frac14 09Fy
Combined
Shear and tension
sa
Fathorn sFs
1
664 Pressure Vessel Design Manual
Tension compression and bendingsa
Fathorn sb
Fb 1 or
sT
FTthorn sb
Fb 1
Note Custom-designed lifting devices that supportlifted loads are generally governed by ASME B3020ldquoBelow the hook lifting devicesrdquoUnder this specificationdesign stresses are limited to Fy3 The use of AISCallowables with a load factor of 18 or greater willgenerally meet this requirement
Notation
A frac14 area in2
Aa frac14 area available in2
Ab frac14 area bolt in2
An frac14 net cross-sectional area of lug in2
Ap frac14 area pin hole in2
Ar frac14 area required in2
As frac14 area strut in2 or shear area of boltsC frac14 lug dimension see sketchDo frac14 diameter vessel OD inD1 frac14 diameter lift hole inD2 frac14 diameter pin inD3 frac14 diameter pad eye inDsk frac14 diameter skirt inDm frac14 mean vessel diameter inE frac14 modulus of elasticity psifr frac14 tail end radial force lbfL frac14 tail end longitudinal force lbfs frac14 shear load lb or lbinFa frac14 allowable stress combined loading psiFb frac14 allowable stress bending psiFc frac14 allowable stress compression psiFp frac14 allowable stress bearing pressure psiFs frac14 allowable stress shear psiFt frac14 allowable stress tension psiFy frac14 minimum specified yield stress psiI frac14 moment of inertia in4
Jw frac14 polar moment of inertia of weld in4
K frac14 end connection coefficientKL frac14 overall load factor combining impact and safety
factors 15ndash20Ki frac14 impact factor 025ndash05Kr frac14 internal moment coefficient in circular ring due
to radial loadKs frac14 safety factorKT frac14 internal tensioncompression coefficient in
circular ring due to radial loadLs frac14 length of skirtbase stiffenerstrut in
M frac14 moment in-lbMb frac14 bending moment in-lbMC frac14 circumferential moment in-lbML frac14 longitudinal moment in-lbMT frac14 torsional moment in-lbNb frac14 number of bolts used in tail beam or flange
lugN frac14 width of flange of tail beam with a web stiffener
(N frac14 10 without web stiffener)nL frac14 number of head or side lugsP frac14 pick end load lbPe frac14 equivalent load lbPL frac14 longitudinal load per lug lbPr frac14 radial load lbPT frac14 transverse load per lug lbRb frac14 radius of base ring to neutral axis inr frac14 radius of gyration of strut in
Rc frac14 radius of bolt circle of flange inSu frac14 minimum specified tensile stress of bolts psitb frac14 thickness of base plate intg frac14 thickness of gusset intL frac14 thickness of lug intP frac14 thickness of pad eye ints frac14 thickness of shell inT frac14 tail end load lbTb frac14 bolt pretension load lbsTt frac14 tangential force lbw1 frac14 fillet weld size shell to re-padw2 frac14 fillet weld size re-pad to shellw3 frac14 fillet weld size pad eye to lugw4 frac14 fillet weld size base plate to skirtw5 frac14 uniform load on vessel lbinWE frac14 design erection weight lbWL frac14 erection weight lbZ frac14 section modulus in3
a frac14 angular position for moment coefficients in basering clockwise from 0
b frac14 angle between parallel beams degreess frac14 stress combined psisb frac14 stress bending psisp frac14 stress bearing psisc frac14 stress compression psiscr frac14 critical buckling stress psisT frac14 stress tension psis frac14 shear stress psisT frac14 torsional shear stress psiq frac14 lift angle degrees
qB frac14 minimum bearing contact angle degreesqH frac14 sling angle to lift line horizontal degreesqv frac14 sling angle to lift line vertical degrees
Transportation and Erection of Pressure Vessels 665
Procedure 10-3 Lifting Attachments and Terminology
666 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 667
668 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 669
670 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 671
Tailing Trunnion
Utilizes reinforced openings in skirt with through pipePipe is removed after erection and the openings used asskirt manways
Shell Flange Lug
Lifting Device Utilizing Top Body Flanges
672 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 673
Miscellaneous Lugs WL lt 60 kips
Calculations
Due to bending
tL frac14 6PTB
A2Fb
Due to shear
tL frac14 PTethA D1THORNFs
Due to tension
tL frac14 PLethA D1THORNFt
Notes
1 Table 10-6 is based on an allowable stress of 137ksi
2 Design each lug for a 21 safety factor3 Design each lug for a minimum 10 side force
Hertzian Stress Bearing
sp frac14 0418
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiE
PtL
ethR1 R2THORN
13
R1R2
vuuutlt 2Fy
Shear Load in WeldType 1 greater of following
sw frac14 6PTB
2A2
sw frac14 PL2A
Type 2 Use design for top head lug
Table 10-6Lug dimensions
WL kips A D1 B C tL w1 WL kips A D1 B C tL w1
4 3 088 15 2 05 025 20 7 175 3 3 1 038
6 35 1 163 2 063 025 25 7 238 4 4 1 044
8 4 113 175 2 063 025 35 8 238 4 4 1125 05
10 45 125 2 2 075 025 40 8 238 4 4 1125 063
12 5 138 213 3 088 025 45 8 288 4 4 1125 063
14 55 15 238 3 1 038 50 10 288 4 4 125 075
16 65 163 25 3 1 038 55 10 288 4 4 125 075
18 7 175 275 3 1 038 60 10 288 4 4 125 088
Figure 10-6 Dimensions and forces
674 Pressure Vessel Design Manual

Transportation and Erection of Pressure Vessels 653
654 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 655
Tension Bands on Saddles
NotationAr frac14 area required in2
As frac14 area of bolt in2
Ab frac14 area of band required in2
Aw frac14 allowable load on weld lbinB frac14 saddle height ind frac14 bolt diameter inf frac14 load on weld kipsinFt frac14 allowable stress tension psi
Fx Fy Fz frac14 shipping external forces lbK frac14 maximum band spacing inN frac14 number of bands on one saddlePe frac14 equivalent external pressure psiR frac14 outside vessel radius inT frac14 tension load in band lb
T123 frac14 load cases in bolt and band lbTb frac14 tension load in bolt lbWs frac14 weight of one saddle lbb frac14 angle of tension bands degreessa frac14 stress in bolt psisb frac14 stress in band psi
656 Pressure Vessel Design Manual
bull Find tension in band T1 due to shipping forces onsaddle Fx and Fy
T1 frac14 cos b
FxB4RN
thorn Fy Ws
4N
bull Area required for bolt
Ar frac14 T1
Ft
bull Find bolt diameter d
d frac14ffiffiffiffiffiffiffiffi4Ar
p
r
Select nominal bolt diameter
As frac14bull Find maximum stress in bolt due to manualwrenching sa
sa frac14 45 000ffiffiffid
p
bull Maximum tension load in bolts T2
T2 frac14 saAs
bull Load due to saddle weight T3
T3 frac14 Ws
2N
Note Include impact factor in weight of saddle
bull Find maximum load T
T frac14 greater of T1 T2 or T3
bull Load on weld f
f frac14 T4[
bull Determine size of weld from table based on load f
Use w frac14bull Maximum band spacing K
K frac14 4ffiffiffiffiffiRt
p
1285
bull Find area required for tension band Ar
Ar frac14 TFt
Use
bull Check shell stresses due to force T Pe
Pe frac14 4TpRK
lt ASME factor ldquoBrdquo
Table 10-5Allowable load weld
Weld Size w E60XX E70XX
31616 in 239 278
frac14 in 318 37151616 in 398 464
⅜ in 477 55771616 in 556 650
Kipsin of weld
Transportation and Erection of Pressure Vessels 657
Alternate Procedure
Tension Band Notation
N frac14 Number of bands on one saddleQ frac14 Total load on one saddle LbsR frac14 Outside vessel radius inT frac14 Tension load in band Lbsb frac14 Angle of tension bands degrees
K1 frac14 Transverse shipping coefficientK2 frac14 Vertical shipping coefficientX frac14 Horizontal distance to centroid of saddle
reaction inY frac14 Vertical distance to centroid of saddle in
Calculation
bull Vertical distance to centroid of saddle Y
Y frac14 R sin q=q
bull Find angle a
a frac14 cos1 Y=R
bull Horizontal distance to centroid of saddle X
X frac14 R sina
bull Tension load in band T
T frac14 frac12Q frac12ethK1 Y=XTHORN thorn K2=frac122N cos b
Notes
1 Vertical reaction can be a result of longitudinal loadUse largest value
2 Use K2 frac14 0 for transverse case3 Use K1 frac14 0 for longitudinal case4 Use worst case of T1 or T2 and design the balance of
components per previous method
Example
K1 frac14 25K2 frac14 5Q frac14 500 kipsR frac14 925 inq frac14 75 frac14 1308 radb frac14 75N frac14 2
Y frac14 R sin qqY frac14 925 sin 75 1308 frac14 683 in
a frac14 cos-1 (Y R)a frac14 cos-1 (683 925) frac14 424o
X frac14 R sin a
X frac14 925 (sin 424) frac14 624 in
Transverse (K2 frac14 0)
T1 frac14 [Q [(K1 Y X) thorn K2]] [2N cos b]T1 frac14 [500 [(025$683624) thorn 0]] [2$2 cos 75] frac14
3435 kips
Longitudinal (K1 frac14 0)
T2 frac14 [Q [(K1 Y X) thorn K2]] [2N cos b]T2 frac14 [500 [0 thorn 05]] [2$2 cos 75] frac14 6304 kips
K2 W
K1 W
B
AX
TY
R
β α
θ
Figure 10-4 Dimensions of shipping saddle for alternatecase
658 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 659
Procedure 10-2 Erection of Pressure Vessels
The designer of pressure vessels and similar equipmentwill ultimately become involved in the movement trans-portation and erection of that equipment The degree ofthat involvement will vary due to the separation of dutiesand responsibilities of the parties concerned It is prudenthowever for the designer to plan for the eventuality ofthese events and to integrate these activities into theoriginal design If this planning is done properly thereis seldom a problem when the equipment gets to itsfinal destination Conversely there have been numerousproblems encountered when proper planning has notbeen done
There is also an economic benefit in including thelifting attachments in the base vessel bid and designThese lifting attachments are relatively inexpensive incomparison to the overall cost of the vessel and minusculecompared to the cost of the erection of the equipment Theerection alone for a major vessel can run into millions ofdollars If these attachments are added after the purchaseorder is awarded they can become expensive extras
There are also the consequences to life property andschedules if this activity is not carried out to a successfulconclusion Compared to the fabricated cost of the liftingattachments the consequences to life property andschedule are too important to leave the design of thesecomponents and their effect on the vessel to those not fullyversed in the design and analysis of pressure vessels
In addition it is important that the designer of the liftingattachments be in contact with the construction organi-zation that will be executing the lift This ensures that alllifting attachments meet the requirements imposed by thelifting equipment There are so many different methodsand techniques for the erection of vessels and the relatedcosts of each that a coordinated effort between thedesigner and erector is mandatory To avoid surprisesneither the designer nor the erector can afford to work ina vacuum To this end it is not advisable for the vesselfabricator to be responsible for the design if the fabricatoris not the chief coordinator of the transport and erection ofthe vessel
Vessels and related equipment can be erected ina variety of ways Vessels are erected by means of singlecranes multiple cranes gin poles jacking towers andother means The designer of the lifting attachmentsshould not attempt to dictate the erection method by thetypes of attachments that are designed for the vessel The
selection of one type of attachment versus another couldvery well do just that
Not every vessel needs to be designed for erection orhave lifting attachments Obviously the larger the vesselthe more complex the vessel the more expensive thevessel the more care and concern that should be taken intoaccount when designing the attachments and coordinatingthe lift The following listing will provide some guidelinesfor the provision of special lifting attachments and a liftinganalysis to be done In general provide lifting attachmentsfor the following cases
bull Vessels over 50000 lb (25 tons)bull Vessels with LD ratios greater than 5bull Vertical vessels greater than 8 ft in diameter or 50 ftin length
bull Vessels located in a structure or supported bya structure
bull High-alloy or heat-treated vessels (since it would notbe advisable for the field to be doing welding onthese vessels after they arrive on site and wire ropeslings could contaminate the vessel material)
bull Flare stacksbull Vessels with special transportation requirements
At the initial pick point when the vessel is still hori-zontal the load is shared between the lifting lugs and thetail beam or lug based on their respective distances to thevessel center of gravity As the lift proceeds a greaterpercentage of the load is shifted to the top lugs or trun-nions until the vessel is vertical and all of the load is thenon the top lugs At this point the tail beam or shackle canbe removed
During each degree of rotation the load on the lugstrunnions tailing device base ring and vessel shell arecontinually varying The loads on the welds attachingthese devices will also change The designer shouldevaluate these loadings at the various lift angles todetermine the worst coincident case
The worst case is dependent on the type of vessel andthe type of attachments For example there are threetypes of trunnions described in this procedure There isthe bare trunnion (Type 3) where the wire rope slidesaround the trunnion itself While the vessel is in thehorizontal position (initial pick point) the load producesa circumferential moment on the shell Once the vesselis in the upright position the same load produces
660 Pressure Vessel Design Manual
a longitudinal moment in the shell At all the interme-diate angles of lift there is a combination of circumfer-ential and longitudinal moments The designer shouldcheck the two worst cases at 0 and 90 and severalcombinations in between
The same trunnion could have a lifting lug welded tothe end of the trunnion (Type 1) This lug also producescircumferential and longitudinal moments in the shellHowever in addition this type of lug will producea torsional moment on the shell that is maximum at 0 andzero at 90 of angular rotation The rotating lug (Type 2)eliminates any torsional moment
There is one single lift angle that will produce themaximum stress in the vessel shell but no lift angle that isthe worst for all vessels The worst case is dependent onthe type of lift attachments distances weights and posi-tion relative to the center of gravity
The minimum lift location is the lowest pick point thatdoes not overstress the overhanging portion of the vesselThe maximum lift location is the highest pick point thatdoes not overstress the vessel between the tail and pickpoints These points become significant when locating thelift points to balance the stress at the top lug the overhangand the midspan stress
The use of side lugs can sometimes provide anadvantage by reducing the buckling stress at midspan andthe required lift height Side lugs allow for shorter boomlengths on a two-crane lift or gin poles A shorter boomlength in turn allows a higher lift capacity for the cranesThe lower the lug location on the shell the shorter the liftand the higher the allowable crane capacity This cantranslate into dollars as crane capacity is affected Thechallenge from the vessel side is the longitudinal bendingdue to the overhang and increased local shell stresses Allof these factors must be balanced to determine the lowestoverall cost of an erected vessel
Requirement for Erection and Setting of Vertical Vessels
The following is a brief synopsis of general recom-mendations regarding the setting leveling and shimmingof vertical vessels The following should be considered asguidelines only There are no codes or standards that areapplied In general company specifications containcontract requirements for the contractors scope of supplyor duties The following lists help to clarify generalconstruction practices with regard to the setting of verticalvessels and towers
Contractor Duties
1 Prepare tops of foundations (bush hammer ifrequired)
2 Perform surveying as required to establish center-lines sole plate or shim elevations at bottom of baseof equipment
3 Shimming4 Erect equipment5 Levelplumbing6 Final alignment7 Grouting8 Bolting
Tolerances
Out of vertical tolerance for vertical vessels unlessspecified otherwise shall be 01 of the vessel heightor about frac14 inch for every 20 feet to a maximum offrac34 inches
Soleplates (also called bearing pads levelingplates or embedments)
Soleplates are stainless steel plates 05 inches to075 inches thick set in grout on top of the foundation atthe exact height of the underside of the base plate Asa rule two soleplates should be installed per anchor boltone on each side of the bolt Depending on the towerdiameter and the distance between the anchor boltsanother soleplate may be installed between adjacentanchor bolts The dimensions of the soleplates will varyaccording to the width of the vessel base ring and vesselweight Soleplates are supported in place by a mixture ofPortland cement and sand in proportions 13 The vesselshould not be erected until the soleplates have been inplace for 28 days to allow for concrete curing Shims andsoleplates will remain in place after the grouting operation
Shims
Shims are used to provide precise leveling of the vesselShim packs may be grouted into the foundation in lieu ofsole plates but this practice is unusual Typically shimsare used on top of the sole plates for the leveling opera-tion Special shims may be required for unique applica-tions such as a large vessel supported on a braced framestructure with minimal contactbearing at each support
Transportation and Erection of Pressure Vessels 661
point The following are some guidelines for the use ofshims
1 Shims If left in place shall be stainless steel2 Shims must have rounded corners3 Shims will be fixed in place4 Shims shall be deburred5 Shims shall be full bearing6 Shims may be horseshoe type7 Shims thinner than 0001 inches are not allowed8 Shims with holes are not allowed9 Shims should be the full width of the base plate
LevelingStraightnessPlumbness
After the vessel has been placed on its foundation itmust be checked to be certain it is vertical and plumbLeveling is normally checked by use of two theodilites90 degrees apart The theodilites shall be spaced anadequate distance from the vessel to allow visual field ofthe entire height of the vessel Adjustments can be made tothe vessel alignment by means of wedges either poweredor not and then shimmed The wedges should not be leftin place after shimming
The vessel may be heated by the sun to a highertemperature on one side than the other This can createa slight ldquobananardquo effect which should be taken intoaccount when checking levelness The equation forcalculating the deflection from this effect is as follows
2 frac14 p D2 t H2 aDT
8 I
where2 frac14 Deflection inD frac14 Diameter ftT frac14 Thickness inH frac14 Height fta frac14 Coefficient of thermal expansion ininF
DT frac14 Temperature difference from one side of thecolumn to the other F
I frac14 Moment of inertia of vessel cross section ft4
Bolting
After the vessel is aligned and shimmed the nuts on theanchor bolts must be tightened The vessel should not be
left standing without the crane attached unless all anchorbolts have been tightened
The anchor bolts should not be tightened to theirmaximum load until the drypacking under the base plateis complete At this stage the base plate is suspendedbetween the soleplates until the drypack is installedSince the soleplates straddle the anchor bolts there isa chance of deforming the baseplate prior to the instal-lation of the drypack if the anchor bolts are overtightened
After drypacking the anchor bolts should be tight-ened to the correct torque to produce the maximumallowable bolt stress The anchor bolts should not betightened beyond the point of maximum allowable boltstress
Note that the initial anchor bolt tension does notincrease the maximum bolt tension caused by wind orearthquake This initial tension will only clamp the basering to the concrete Both are in equal compression untilthe external load is applied The external load reduces thecompression in the concrete before additional load isapplied to the bolts After the external load overcomes allthe compression in the concrete the stress in the bolt willincrease to the value it would have been had there been noinitial tension
Grouting
Grout under base plates shall provide full uniform loadtransfer between the bottom of the base plate and the topof the foundation Load transfer to the foundation must bethrough the grout not through the shims or soleplate
Prior to setting of the vessel the top of the foundationshould be bush hammered and cleaned This ensures thatthe grout will adhere to the surface of the foundation Bushhammering may be done strictly under the base plate oracross the entire top of the foundation
Once the vessel is leveled shimmed and bolted it isready to be grouted Grouting shall consist of filling thevoid area between the top of foundation and the undersideof base plate with cementatious grout The grout shall beinstalled in accordance with the manufacturers recom-mendations and any applicable contract specifications
Depending on the type of grout to be used grout damsmay be used
662 Pressure Vessel Design Manual
18
132 mm times 15 m SLINGSWL = 120 TON (SP)DOUBLE (2 PCS)SWL = 500 T times 40 m LENGTHSPREADER BEAM
SWL = 400T SHACKLE (4 NOS)
SWL = 400T SHACKLE (1 NO)
100 mm times 20 m SLINGSWL = 90 TON (SP)SWL = 737 TON (BH)DOUBLE (2 PCS)
90 mm times 15 m SLINGSWL = 60 TON (SP)SWL = 441 TON (BH)DOUBLE (2 PCS)
CounterWeight = 40ton
CounterWeight = 275ton
BOO
M 9
6m
90009000
620002000017000 100
0
100
0 13000
MAST 24m
oslash3840
oslash4160
1692
1829
1026
987
4
BOO
M 36m
Figure 10-5 Typical example of erection study
Transporta
tionandErectio
nofPressure
Vessels
663
Steps in Design
Given the overall weight and geometry of the vesseland the location of the center of gravity based on theerected weight apply the following steps to eithercomplete the design or analyze the design
Step 1 Select the type of lifting attachments as aninitial starting point
Lift end (also referred to as the ldquopick endrdquo)a Head lug Usually the simplest and most
economical and produces the least stressb Cone lug Similar to a head lug but located at
a conical transition section of the vesselc Side lug Complex and expensived Top flange lug The choice for high-pressure
vessels where the top center flange and head arevery rigid This method is uneconomical foraverage applications
e Side flange lug Rarely used because it requiresa very heavy nozzle and shell reinforcement
f Trunnions Simple and economical Used ona wide variety of vessels
g OtherTail end
a Tail beamb Tail lugc Choker (cinch) see later commentary
Tailing a column during erection with a wire ropechoker on the skirt above the base ring is a fairly commonprocedure Most experienced erectors are qualified toperform this procedure safely There are several advan-tages to using a tailing choker
bull Saves material design detailing and fabricationbull Simplifies concerns with lug and shippingorientations
bull May reduce overall height during transportation
There are situations and conditions that could make theuse of a tailing choker impractical costly and possiblyunsafe Provide tailing lugs or a tailing beam if
bull The column is more than about 10 feet in diameterThe larger the diameter the more difficult it is for thewire rope to cinch down and form a good choke onthe column
bull The tail load is so great that it requires the use ofslings greater than about 1frac12 inches in diameter Thelarger the diameter of the rope the less flexible it isand the more likely that it could slip up unexpectedlyduring erection
Step 2 Determine the forces T and P for all angles oferection
Step 3 Designcheck the lifting attachments for thetailing force T and pick force P
Step 4 Designcheck the base ring assembly forstresses due to tailing force T
Step 5 Determine the base ring stiffening configura-tion if required and design struts
Step 6 Check shell stresses due to bending during liftThis would include midspan as well as anyoverhang
Step 7 Analyze local loads in vessel shell and skirt dueto loads from attachments
Allowable Stresses
Per AISC
Tension
Ft frac14 06Fy on gross area
frac14 05Fu on effective net area
frac14 045Fy for pin-connected members
Compression(for short members only)
Fc frac14 Use buckling value
frac14 for vessel shell 133 ASME Factor B
Shear
Fs frac14 Net area of pin hole 045Fy
frac14 other than pin-connected members 04Fy
frac14 fillet welds in shear
E60XX 9600 lb=in or 13 600 psi
E70XX 11 200 lb=in or 15 800 psi
Bending
Fb frac14 06Fy to 075Fy depending on the shape of themember
Bearing
Fp frac14 09Fy
Combined
Shear and tension
sa
Fathorn sFs
1
664 Pressure Vessel Design Manual
Tension compression and bendingsa
Fathorn sb
Fb 1 or
sT
FTthorn sb
Fb 1
Note Custom-designed lifting devices that supportlifted loads are generally governed by ASME B3020ldquoBelow the hook lifting devicesrdquoUnder this specificationdesign stresses are limited to Fy3 The use of AISCallowables with a load factor of 18 or greater willgenerally meet this requirement
Notation
A frac14 area in2
Aa frac14 area available in2
Ab frac14 area bolt in2
An frac14 net cross-sectional area of lug in2
Ap frac14 area pin hole in2
Ar frac14 area required in2
As frac14 area strut in2 or shear area of boltsC frac14 lug dimension see sketchDo frac14 diameter vessel OD inD1 frac14 diameter lift hole inD2 frac14 diameter pin inD3 frac14 diameter pad eye inDsk frac14 diameter skirt inDm frac14 mean vessel diameter inE frac14 modulus of elasticity psifr frac14 tail end radial force lbfL frac14 tail end longitudinal force lbfs frac14 shear load lb or lbinFa frac14 allowable stress combined loading psiFb frac14 allowable stress bending psiFc frac14 allowable stress compression psiFp frac14 allowable stress bearing pressure psiFs frac14 allowable stress shear psiFt frac14 allowable stress tension psiFy frac14 minimum specified yield stress psiI frac14 moment of inertia in4
Jw frac14 polar moment of inertia of weld in4
K frac14 end connection coefficientKL frac14 overall load factor combining impact and safety
factors 15ndash20Ki frac14 impact factor 025ndash05Kr frac14 internal moment coefficient in circular ring due
to radial loadKs frac14 safety factorKT frac14 internal tensioncompression coefficient in
circular ring due to radial loadLs frac14 length of skirtbase stiffenerstrut in
M frac14 moment in-lbMb frac14 bending moment in-lbMC frac14 circumferential moment in-lbML frac14 longitudinal moment in-lbMT frac14 torsional moment in-lbNb frac14 number of bolts used in tail beam or flange
lugN frac14 width of flange of tail beam with a web stiffener
(N frac14 10 without web stiffener)nL frac14 number of head or side lugsP frac14 pick end load lbPe frac14 equivalent load lbPL frac14 longitudinal load per lug lbPr frac14 radial load lbPT frac14 transverse load per lug lbRb frac14 radius of base ring to neutral axis inr frac14 radius of gyration of strut in
Rc frac14 radius of bolt circle of flange inSu frac14 minimum specified tensile stress of bolts psitb frac14 thickness of base plate intg frac14 thickness of gusset intL frac14 thickness of lug intP frac14 thickness of pad eye ints frac14 thickness of shell inT frac14 tail end load lbTb frac14 bolt pretension load lbsTt frac14 tangential force lbw1 frac14 fillet weld size shell to re-padw2 frac14 fillet weld size re-pad to shellw3 frac14 fillet weld size pad eye to lugw4 frac14 fillet weld size base plate to skirtw5 frac14 uniform load on vessel lbinWE frac14 design erection weight lbWL frac14 erection weight lbZ frac14 section modulus in3
a frac14 angular position for moment coefficients in basering clockwise from 0
b frac14 angle between parallel beams degreess frac14 stress combined psisb frac14 stress bending psisp frac14 stress bearing psisc frac14 stress compression psiscr frac14 critical buckling stress psisT frac14 stress tension psis frac14 shear stress psisT frac14 torsional shear stress psiq frac14 lift angle degrees
qB frac14 minimum bearing contact angle degreesqH frac14 sling angle to lift line horizontal degreesqv frac14 sling angle to lift line vertical degrees
Transportation and Erection of Pressure Vessels 665
Procedure 10-3 Lifting Attachments and Terminology
666 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 667
668 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 669
670 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 671
Tailing Trunnion
Utilizes reinforced openings in skirt with through pipePipe is removed after erection and the openings used asskirt manways
Shell Flange Lug
Lifting Device Utilizing Top Body Flanges
672 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 673
Miscellaneous Lugs WL lt 60 kips
Calculations
Due to bending
tL frac14 6PTB
A2Fb
Due to shear
tL frac14 PTethA D1THORNFs
Due to tension
tL frac14 PLethA D1THORNFt
Notes
1 Table 10-6 is based on an allowable stress of 137ksi
2 Design each lug for a 21 safety factor3 Design each lug for a minimum 10 side force
Hertzian Stress Bearing
sp frac14 0418
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiE
PtL
ethR1 R2THORN
13
R1R2
vuuutlt 2Fy
Shear Load in WeldType 1 greater of following
sw frac14 6PTB
2A2
sw frac14 PL2A
Type 2 Use design for top head lug
Table 10-6Lug dimensions
WL kips A D1 B C tL w1 WL kips A D1 B C tL w1
4 3 088 15 2 05 025 20 7 175 3 3 1 038
6 35 1 163 2 063 025 25 7 238 4 4 1 044
8 4 113 175 2 063 025 35 8 238 4 4 1125 05
10 45 125 2 2 075 025 40 8 238 4 4 1125 063
12 5 138 213 3 088 025 45 8 288 4 4 1125 063
14 55 15 238 3 1 038 50 10 288 4 4 125 075
16 65 163 25 3 1 038 55 10 288 4 4 125 075
18 7 175 275 3 1 038 60 10 288 4 4 125 088
Figure 10-6 Dimensions and forces
674 Pressure Vessel Design Manual

654 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 655
Tension Bands on Saddles
NotationAr frac14 area required in2
As frac14 area of bolt in2
Ab frac14 area of band required in2
Aw frac14 allowable load on weld lbinB frac14 saddle height ind frac14 bolt diameter inf frac14 load on weld kipsinFt frac14 allowable stress tension psi
Fx Fy Fz frac14 shipping external forces lbK frac14 maximum band spacing inN frac14 number of bands on one saddlePe frac14 equivalent external pressure psiR frac14 outside vessel radius inT frac14 tension load in band lb
T123 frac14 load cases in bolt and band lbTb frac14 tension load in bolt lbWs frac14 weight of one saddle lbb frac14 angle of tension bands degreessa frac14 stress in bolt psisb frac14 stress in band psi
656 Pressure Vessel Design Manual
bull Find tension in band T1 due to shipping forces onsaddle Fx and Fy
T1 frac14 cos b
FxB4RN
thorn Fy Ws
4N
bull Area required for bolt
Ar frac14 T1
Ft
bull Find bolt diameter d
d frac14ffiffiffiffiffiffiffiffi4Ar
p
r
Select nominal bolt diameter
As frac14bull Find maximum stress in bolt due to manualwrenching sa
sa frac14 45 000ffiffiffid
p
bull Maximum tension load in bolts T2
T2 frac14 saAs
bull Load due to saddle weight T3
T3 frac14 Ws
2N
Note Include impact factor in weight of saddle
bull Find maximum load T
T frac14 greater of T1 T2 or T3
bull Load on weld f
f frac14 T4[
bull Determine size of weld from table based on load f
Use w frac14bull Maximum band spacing K
K frac14 4ffiffiffiffiffiRt
p
1285
bull Find area required for tension band Ar
Ar frac14 TFt
Use
bull Check shell stresses due to force T Pe
Pe frac14 4TpRK
lt ASME factor ldquoBrdquo
Table 10-5Allowable load weld
Weld Size w E60XX E70XX
31616 in 239 278
frac14 in 318 37151616 in 398 464
⅜ in 477 55771616 in 556 650
Kipsin of weld
Transportation and Erection of Pressure Vessels 657
Alternate Procedure
Tension Band Notation
N frac14 Number of bands on one saddleQ frac14 Total load on one saddle LbsR frac14 Outside vessel radius inT frac14 Tension load in band Lbsb frac14 Angle of tension bands degrees
K1 frac14 Transverse shipping coefficientK2 frac14 Vertical shipping coefficientX frac14 Horizontal distance to centroid of saddle
reaction inY frac14 Vertical distance to centroid of saddle in
Calculation
bull Vertical distance to centroid of saddle Y
Y frac14 R sin q=q
bull Find angle a
a frac14 cos1 Y=R
bull Horizontal distance to centroid of saddle X
X frac14 R sina
bull Tension load in band T
T frac14 frac12Q frac12ethK1 Y=XTHORN thorn K2=frac122N cos b
Notes
1 Vertical reaction can be a result of longitudinal loadUse largest value
2 Use K2 frac14 0 for transverse case3 Use K1 frac14 0 for longitudinal case4 Use worst case of T1 or T2 and design the balance of
components per previous method
Example
K1 frac14 25K2 frac14 5Q frac14 500 kipsR frac14 925 inq frac14 75 frac14 1308 radb frac14 75N frac14 2
Y frac14 R sin qqY frac14 925 sin 75 1308 frac14 683 in
a frac14 cos-1 (Y R)a frac14 cos-1 (683 925) frac14 424o
X frac14 R sin a
X frac14 925 (sin 424) frac14 624 in
Transverse (K2 frac14 0)
T1 frac14 [Q [(K1 Y X) thorn K2]] [2N cos b]T1 frac14 [500 [(025$683624) thorn 0]] [2$2 cos 75] frac14
3435 kips
Longitudinal (K1 frac14 0)
T2 frac14 [Q [(K1 Y X) thorn K2]] [2N cos b]T2 frac14 [500 [0 thorn 05]] [2$2 cos 75] frac14 6304 kips
K2 W
K1 W
B
AX
TY
R
β α
θ
Figure 10-4 Dimensions of shipping saddle for alternatecase
658 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 659
Procedure 10-2 Erection of Pressure Vessels
The designer of pressure vessels and similar equipmentwill ultimately become involved in the movement trans-portation and erection of that equipment The degree ofthat involvement will vary due to the separation of dutiesand responsibilities of the parties concerned It is prudenthowever for the designer to plan for the eventuality ofthese events and to integrate these activities into theoriginal design If this planning is done properly thereis seldom a problem when the equipment gets to itsfinal destination Conversely there have been numerousproblems encountered when proper planning has notbeen done
There is also an economic benefit in including thelifting attachments in the base vessel bid and designThese lifting attachments are relatively inexpensive incomparison to the overall cost of the vessel and minusculecompared to the cost of the erection of the equipment Theerection alone for a major vessel can run into millions ofdollars If these attachments are added after the purchaseorder is awarded they can become expensive extras
There are also the consequences to life property andschedules if this activity is not carried out to a successfulconclusion Compared to the fabricated cost of the liftingattachments the consequences to life property andschedule are too important to leave the design of thesecomponents and their effect on the vessel to those not fullyversed in the design and analysis of pressure vessels
In addition it is important that the designer of the liftingattachments be in contact with the construction organi-zation that will be executing the lift This ensures that alllifting attachments meet the requirements imposed by thelifting equipment There are so many different methodsand techniques for the erection of vessels and the relatedcosts of each that a coordinated effort between thedesigner and erector is mandatory To avoid surprisesneither the designer nor the erector can afford to work ina vacuum To this end it is not advisable for the vesselfabricator to be responsible for the design if the fabricatoris not the chief coordinator of the transport and erection ofthe vessel
Vessels and related equipment can be erected ina variety of ways Vessels are erected by means of singlecranes multiple cranes gin poles jacking towers andother means The designer of the lifting attachmentsshould not attempt to dictate the erection method by thetypes of attachments that are designed for the vessel The
selection of one type of attachment versus another couldvery well do just that
Not every vessel needs to be designed for erection orhave lifting attachments Obviously the larger the vesselthe more complex the vessel the more expensive thevessel the more care and concern that should be taken intoaccount when designing the attachments and coordinatingthe lift The following listing will provide some guidelinesfor the provision of special lifting attachments and a liftinganalysis to be done In general provide lifting attachmentsfor the following cases
bull Vessels over 50000 lb (25 tons)bull Vessels with LD ratios greater than 5bull Vertical vessels greater than 8 ft in diameter or 50 ftin length
bull Vessels located in a structure or supported bya structure
bull High-alloy or heat-treated vessels (since it would notbe advisable for the field to be doing welding onthese vessels after they arrive on site and wire ropeslings could contaminate the vessel material)
bull Flare stacksbull Vessels with special transportation requirements
At the initial pick point when the vessel is still hori-zontal the load is shared between the lifting lugs and thetail beam or lug based on their respective distances to thevessel center of gravity As the lift proceeds a greaterpercentage of the load is shifted to the top lugs or trun-nions until the vessel is vertical and all of the load is thenon the top lugs At this point the tail beam or shackle canbe removed
During each degree of rotation the load on the lugstrunnions tailing device base ring and vessel shell arecontinually varying The loads on the welds attachingthese devices will also change The designer shouldevaluate these loadings at the various lift angles todetermine the worst coincident case
The worst case is dependent on the type of vessel andthe type of attachments For example there are threetypes of trunnions described in this procedure There isthe bare trunnion (Type 3) where the wire rope slidesaround the trunnion itself While the vessel is in thehorizontal position (initial pick point) the load producesa circumferential moment on the shell Once the vesselis in the upright position the same load produces
660 Pressure Vessel Design Manual
a longitudinal moment in the shell At all the interme-diate angles of lift there is a combination of circumfer-ential and longitudinal moments The designer shouldcheck the two worst cases at 0 and 90 and severalcombinations in between
The same trunnion could have a lifting lug welded tothe end of the trunnion (Type 1) This lug also producescircumferential and longitudinal moments in the shellHowever in addition this type of lug will producea torsional moment on the shell that is maximum at 0 andzero at 90 of angular rotation The rotating lug (Type 2)eliminates any torsional moment
There is one single lift angle that will produce themaximum stress in the vessel shell but no lift angle that isthe worst for all vessels The worst case is dependent onthe type of lift attachments distances weights and posi-tion relative to the center of gravity
The minimum lift location is the lowest pick point thatdoes not overstress the overhanging portion of the vesselThe maximum lift location is the highest pick point thatdoes not overstress the vessel between the tail and pickpoints These points become significant when locating thelift points to balance the stress at the top lug the overhangand the midspan stress
The use of side lugs can sometimes provide anadvantage by reducing the buckling stress at midspan andthe required lift height Side lugs allow for shorter boomlengths on a two-crane lift or gin poles A shorter boomlength in turn allows a higher lift capacity for the cranesThe lower the lug location on the shell the shorter the liftand the higher the allowable crane capacity This cantranslate into dollars as crane capacity is affected Thechallenge from the vessel side is the longitudinal bendingdue to the overhang and increased local shell stresses Allof these factors must be balanced to determine the lowestoverall cost of an erected vessel
Requirement for Erection and Setting of Vertical Vessels
The following is a brief synopsis of general recom-mendations regarding the setting leveling and shimmingof vertical vessels The following should be considered asguidelines only There are no codes or standards that areapplied In general company specifications containcontract requirements for the contractors scope of supplyor duties The following lists help to clarify generalconstruction practices with regard to the setting of verticalvessels and towers
Contractor Duties
1 Prepare tops of foundations (bush hammer ifrequired)
2 Perform surveying as required to establish center-lines sole plate or shim elevations at bottom of baseof equipment
3 Shimming4 Erect equipment5 Levelplumbing6 Final alignment7 Grouting8 Bolting
Tolerances
Out of vertical tolerance for vertical vessels unlessspecified otherwise shall be 01 of the vessel heightor about frac14 inch for every 20 feet to a maximum offrac34 inches
Soleplates (also called bearing pads levelingplates or embedments)
Soleplates are stainless steel plates 05 inches to075 inches thick set in grout on top of the foundation atthe exact height of the underside of the base plate Asa rule two soleplates should be installed per anchor boltone on each side of the bolt Depending on the towerdiameter and the distance between the anchor boltsanother soleplate may be installed between adjacentanchor bolts The dimensions of the soleplates will varyaccording to the width of the vessel base ring and vesselweight Soleplates are supported in place by a mixture ofPortland cement and sand in proportions 13 The vesselshould not be erected until the soleplates have been inplace for 28 days to allow for concrete curing Shims andsoleplates will remain in place after the grouting operation
Shims
Shims are used to provide precise leveling of the vesselShim packs may be grouted into the foundation in lieu ofsole plates but this practice is unusual Typically shimsare used on top of the sole plates for the leveling opera-tion Special shims may be required for unique applica-tions such as a large vessel supported on a braced framestructure with minimal contactbearing at each support
Transportation and Erection of Pressure Vessels 661
point The following are some guidelines for the use ofshims
1 Shims If left in place shall be stainless steel2 Shims must have rounded corners3 Shims will be fixed in place4 Shims shall be deburred5 Shims shall be full bearing6 Shims may be horseshoe type7 Shims thinner than 0001 inches are not allowed8 Shims with holes are not allowed9 Shims should be the full width of the base plate
LevelingStraightnessPlumbness
After the vessel has been placed on its foundation itmust be checked to be certain it is vertical and plumbLeveling is normally checked by use of two theodilites90 degrees apart The theodilites shall be spaced anadequate distance from the vessel to allow visual field ofthe entire height of the vessel Adjustments can be made tothe vessel alignment by means of wedges either poweredor not and then shimmed The wedges should not be leftin place after shimming
The vessel may be heated by the sun to a highertemperature on one side than the other This can createa slight ldquobananardquo effect which should be taken intoaccount when checking levelness The equation forcalculating the deflection from this effect is as follows
2 frac14 p D2 t H2 aDT
8 I
where2 frac14 Deflection inD frac14 Diameter ftT frac14 Thickness inH frac14 Height fta frac14 Coefficient of thermal expansion ininF
DT frac14 Temperature difference from one side of thecolumn to the other F
I frac14 Moment of inertia of vessel cross section ft4
Bolting
After the vessel is aligned and shimmed the nuts on theanchor bolts must be tightened The vessel should not be
left standing without the crane attached unless all anchorbolts have been tightened
The anchor bolts should not be tightened to theirmaximum load until the drypacking under the base plateis complete At this stage the base plate is suspendedbetween the soleplates until the drypack is installedSince the soleplates straddle the anchor bolts there isa chance of deforming the baseplate prior to the instal-lation of the drypack if the anchor bolts are overtightened
After drypacking the anchor bolts should be tight-ened to the correct torque to produce the maximumallowable bolt stress The anchor bolts should not betightened beyond the point of maximum allowable boltstress
Note that the initial anchor bolt tension does notincrease the maximum bolt tension caused by wind orearthquake This initial tension will only clamp the basering to the concrete Both are in equal compression untilthe external load is applied The external load reduces thecompression in the concrete before additional load isapplied to the bolts After the external load overcomes allthe compression in the concrete the stress in the bolt willincrease to the value it would have been had there been noinitial tension
Grouting
Grout under base plates shall provide full uniform loadtransfer between the bottom of the base plate and the topof the foundation Load transfer to the foundation must bethrough the grout not through the shims or soleplate
Prior to setting of the vessel the top of the foundationshould be bush hammered and cleaned This ensures thatthe grout will adhere to the surface of the foundation Bushhammering may be done strictly under the base plate oracross the entire top of the foundation
Once the vessel is leveled shimmed and bolted it isready to be grouted Grouting shall consist of filling thevoid area between the top of foundation and the undersideof base plate with cementatious grout The grout shall beinstalled in accordance with the manufacturers recom-mendations and any applicable contract specifications
Depending on the type of grout to be used grout damsmay be used
662 Pressure Vessel Design Manual
18
132 mm times 15 m SLINGSWL = 120 TON (SP)DOUBLE (2 PCS)SWL = 500 T times 40 m LENGTHSPREADER BEAM
SWL = 400T SHACKLE (4 NOS)
SWL = 400T SHACKLE (1 NO)
100 mm times 20 m SLINGSWL = 90 TON (SP)SWL = 737 TON (BH)DOUBLE (2 PCS)
90 mm times 15 m SLINGSWL = 60 TON (SP)SWL = 441 TON (BH)DOUBLE (2 PCS)
CounterWeight = 40ton
CounterWeight = 275ton
BOO
M 9
6m
90009000
620002000017000 100
0
100
0 13000
MAST 24m
oslash3840
oslash4160
1692
1829
1026
987
4
BOO
M 36m
Figure 10-5 Typical example of erection study
Transporta
tionandErectio
nofPressure
Vessels
663
Steps in Design
Given the overall weight and geometry of the vesseland the location of the center of gravity based on theerected weight apply the following steps to eithercomplete the design or analyze the design
Step 1 Select the type of lifting attachments as aninitial starting point
Lift end (also referred to as the ldquopick endrdquo)a Head lug Usually the simplest and most
economical and produces the least stressb Cone lug Similar to a head lug but located at
a conical transition section of the vesselc Side lug Complex and expensived Top flange lug The choice for high-pressure
vessels where the top center flange and head arevery rigid This method is uneconomical foraverage applications
e Side flange lug Rarely used because it requiresa very heavy nozzle and shell reinforcement
f Trunnions Simple and economical Used ona wide variety of vessels
g OtherTail end
a Tail beamb Tail lugc Choker (cinch) see later commentary
Tailing a column during erection with a wire ropechoker on the skirt above the base ring is a fairly commonprocedure Most experienced erectors are qualified toperform this procedure safely There are several advan-tages to using a tailing choker
bull Saves material design detailing and fabricationbull Simplifies concerns with lug and shippingorientations
bull May reduce overall height during transportation
There are situations and conditions that could make theuse of a tailing choker impractical costly and possiblyunsafe Provide tailing lugs or a tailing beam if
bull The column is more than about 10 feet in diameterThe larger the diameter the more difficult it is for thewire rope to cinch down and form a good choke onthe column
bull The tail load is so great that it requires the use ofslings greater than about 1frac12 inches in diameter Thelarger the diameter of the rope the less flexible it isand the more likely that it could slip up unexpectedlyduring erection
Step 2 Determine the forces T and P for all angles oferection
Step 3 Designcheck the lifting attachments for thetailing force T and pick force P
Step 4 Designcheck the base ring assembly forstresses due to tailing force T
Step 5 Determine the base ring stiffening configura-tion if required and design struts
Step 6 Check shell stresses due to bending during liftThis would include midspan as well as anyoverhang
Step 7 Analyze local loads in vessel shell and skirt dueto loads from attachments
Allowable Stresses
Per AISC
Tension
Ft frac14 06Fy on gross area
frac14 05Fu on effective net area
frac14 045Fy for pin-connected members
Compression(for short members only)
Fc frac14 Use buckling value
frac14 for vessel shell 133 ASME Factor B
Shear
Fs frac14 Net area of pin hole 045Fy
frac14 other than pin-connected members 04Fy
frac14 fillet welds in shear
E60XX 9600 lb=in or 13 600 psi
E70XX 11 200 lb=in or 15 800 psi
Bending
Fb frac14 06Fy to 075Fy depending on the shape of themember
Bearing
Fp frac14 09Fy
Combined
Shear and tension
sa
Fathorn sFs
1
664 Pressure Vessel Design Manual
Tension compression and bendingsa
Fathorn sb
Fb 1 or
sT
FTthorn sb
Fb 1
Note Custom-designed lifting devices that supportlifted loads are generally governed by ASME B3020ldquoBelow the hook lifting devicesrdquoUnder this specificationdesign stresses are limited to Fy3 The use of AISCallowables with a load factor of 18 or greater willgenerally meet this requirement
Notation
A frac14 area in2
Aa frac14 area available in2
Ab frac14 area bolt in2
An frac14 net cross-sectional area of lug in2
Ap frac14 area pin hole in2
Ar frac14 area required in2
As frac14 area strut in2 or shear area of boltsC frac14 lug dimension see sketchDo frac14 diameter vessel OD inD1 frac14 diameter lift hole inD2 frac14 diameter pin inD3 frac14 diameter pad eye inDsk frac14 diameter skirt inDm frac14 mean vessel diameter inE frac14 modulus of elasticity psifr frac14 tail end radial force lbfL frac14 tail end longitudinal force lbfs frac14 shear load lb or lbinFa frac14 allowable stress combined loading psiFb frac14 allowable stress bending psiFc frac14 allowable stress compression psiFp frac14 allowable stress bearing pressure psiFs frac14 allowable stress shear psiFt frac14 allowable stress tension psiFy frac14 minimum specified yield stress psiI frac14 moment of inertia in4
Jw frac14 polar moment of inertia of weld in4
K frac14 end connection coefficientKL frac14 overall load factor combining impact and safety
factors 15ndash20Ki frac14 impact factor 025ndash05Kr frac14 internal moment coefficient in circular ring due
to radial loadKs frac14 safety factorKT frac14 internal tensioncompression coefficient in
circular ring due to radial loadLs frac14 length of skirtbase stiffenerstrut in
M frac14 moment in-lbMb frac14 bending moment in-lbMC frac14 circumferential moment in-lbML frac14 longitudinal moment in-lbMT frac14 torsional moment in-lbNb frac14 number of bolts used in tail beam or flange
lugN frac14 width of flange of tail beam with a web stiffener
(N frac14 10 without web stiffener)nL frac14 number of head or side lugsP frac14 pick end load lbPe frac14 equivalent load lbPL frac14 longitudinal load per lug lbPr frac14 radial load lbPT frac14 transverse load per lug lbRb frac14 radius of base ring to neutral axis inr frac14 radius of gyration of strut in
Rc frac14 radius of bolt circle of flange inSu frac14 minimum specified tensile stress of bolts psitb frac14 thickness of base plate intg frac14 thickness of gusset intL frac14 thickness of lug intP frac14 thickness of pad eye ints frac14 thickness of shell inT frac14 tail end load lbTb frac14 bolt pretension load lbsTt frac14 tangential force lbw1 frac14 fillet weld size shell to re-padw2 frac14 fillet weld size re-pad to shellw3 frac14 fillet weld size pad eye to lugw4 frac14 fillet weld size base plate to skirtw5 frac14 uniform load on vessel lbinWE frac14 design erection weight lbWL frac14 erection weight lbZ frac14 section modulus in3
a frac14 angular position for moment coefficients in basering clockwise from 0
b frac14 angle between parallel beams degreess frac14 stress combined psisb frac14 stress bending psisp frac14 stress bearing psisc frac14 stress compression psiscr frac14 critical buckling stress psisT frac14 stress tension psis frac14 shear stress psisT frac14 torsional shear stress psiq frac14 lift angle degrees
qB frac14 minimum bearing contact angle degreesqH frac14 sling angle to lift line horizontal degreesqv frac14 sling angle to lift line vertical degrees
Transportation and Erection of Pressure Vessels 665
Procedure 10-3 Lifting Attachments and Terminology
666 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 667
668 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 669
670 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 671
Tailing Trunnion
Utilizes reinforced openings in skirt with through pipePipe is removed after erection and the openings used asskirt manways
Shell Flange Lug
Lifting Device Utilizing Top Body Flanges
672 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 673
Miscellaneous Lugs WL lt 60 kips
Calculations
Due to bending
tL frac14 6PTB
A2Fb
Due to shear
tL frac14 PTethA D1THORNFs
Due to tension
tL frac14 PLethA D1THORNFt
Notes
1 Table 10-6 is based on an allowable stress of 137ksi
2 Design each lug for a 21 safety factor3 Design each lug for a minimum 10 side force
Hertzian Stress Bearing
sp frac14 0418
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiE
PtL
ethR1 R2THORN
13
R1R2
vuuutlt 2Fy
Shear Load in WeldType 1 greater of following
sw frac14 6PTB
2A2
sw frac14 PL2A
Type 2 Use design for top head lug
Table 10-6Lug dimensions
WL kips A D1 B C tL w1 WL kips A D1 B C tL w1
4 3 088 15 2 05 025 20 7 175 3 3 1 038
6 35 1 163 2 063 025 25 7 238 4 4 1 044
8 4 113 175 2 063 025 35 8 238 4 4 1125 05
10 45 125 2 2 075 025 40 8 238 4 4 1125 063
12 5 138 213 3 088 025 45 8 288 4 4 1125 063
14 55 15 238 3 1 038 50 10 288 4 4 125 075
16 65 163 25 3 1 038 55 10 288 4 4 125 075
18 7 175 275 3 1 038 60 10 288 4 4 125 088
Figure 10-6 Dimensions and forces
674 Pressure Vessel Design Manual

Transportation and Erection of Pressure Vessels 655
Tension Bands on Saddles
NotationAr frac14 area required in2
As frac14 area of bolt in2
Ab frac14 area of band required in2
Aw frac14 allowable load on weld lbinB frac14 saddle height ind frac14 bolt diameter inf frac14 load on weld kipsinFt frac14 allowable stress tension psi
Fx Fy Fz frac14 shipping external forces lbK frac14 maximum band spacing inN frac14 number of bands on one saddlePe frac14 equivalent external pressure psiR frac14 outside vessel radius inT frac14 tension load in band lb
T123 frac14 load cases in bolt and band lbTb frac14 tension load in bolt lbWs frac14 weight of one saddle lbb frac14 angle of tension bands degreessa frac14 stress in bolt psisb frac14 stress in band psi
656 Pressure Vessel Design Manual
bull Find tension in band T1 due to shipping forces onsaddle Fx and Fy
T1 frac14 cos b
FxB4RN
thorn Fy Ws
4N
bull Area required for bolt
Ar frac14 T1
Ft
bull Find bolt diameter d
d frac14ffiffiffiffiffiffiffiffi4Ar
p
r
Select nominal bolt diameter
As frac14bull Find maximum stress in bolt due to manualwrenching sa
sa frac14 45 000ffiffiffid
p
bull Maximum tension load in bolts T2
T2 frac14 saAs
bull Load due to saddle weight T3
T3 frac14 Ws
2N
Note Include impact factor in weight of saddle
bull Find maximum load T
T frac14 greater of T1 T2 or T3
bull Load on weld f
f frac14 T4[
bull Determine size of weld from table based on load f
Use w frac14bull Maximum band spacing K
K frac14 4ffiffiffiffiffiRt
p
1285
bull Find area required for tension band Ar
Ar frac14 TFt
Use
bull Check shell stresses due to force T Pe
Pe frac14 4TpRK
lt ASME factor ldquoBrdquo
Table 10-5Allowable load weld
Weld Size w E60XX E70XX
31616 in 239 278
frac14 in 318 37151616 in 398 464
⅜ in 477 55771616 in 556 650
Kipsin of weld
Transportation and Erection of Pressure Vessels 657
Alternate Procedure
Tension Band Notation
N frac14 Number of bands on one saddleQ frac14 Total load on one saddle LbsR frac14 Outside vessel radius inT frac14 Tension load in band Lbsb frac14 Angle of tension bands degrees
K1 frac14 Transverse shipping coefficientK2 frac14 Vertical shipping coefficientX frac14 Horizontal distance to centroid of saddle
reaction inY frac14 Vertical distance to centroid of saddle in
Calculation
bull Vertical distance to centroid of saddle Y
Y frac14 R sin q=q
bull Find angle a
a frac14 cos1 Y=R
bull Horizontal distance to centroid of saddle X
X frac14 R sina
bull Tension load in band T
T frac14 frac12Q frac12ethK1 Y=XTHORN thorn K2=frac122N cos b
Notes
1 Vertical reaction can be a result of longitudinal loadUse largest value
2 Use K2 frac14 0 for transverse case3 Use K1 frac14 0 for longitudinal case4 Use worst case of T1 or T2 and design the balance of
components per previous method
Example
K1 frac14 25K2 frac14 5Q frac14 500 kipsR frac14 925 inq frac14 75 frac14 1308 radb frac14 75N frac14 2
Y frac14 R sin qqY frac14 925 sin 75 1308 frac14 683 in
a frac14 cos-1 (Y R)a frac14 cos-1 (683 925) frac14 424o
X frac14 R sin a
X frac14 925 (sin 424) frac14 624 in
Transverse (K2 frac14 0)
T1 frac14 [Q [(K1 Y X) thorn K2]] [2N cos b]T1 frac14 [500 [(025$683624) thorn 0]] [2$2 cos 75] frac14
3435 kips
Longitudinal (K1 frac14 0)
T2 frac14 [Q [(K1 Y X) thorn K2]] [2N cos b]T2 frac14 [500 [0 thorn 05]] [2$2 cos 75] frac14 6304 kips
K2 W
K1 W
B
AX
TY
R
β α
θ
Figure 10-4 Dimensions of shipping saddle for alternatecase
658 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 659
Procedure 10-2 Erection of Pressure Vessels
The designer of pressure vessels and similar equipmentwill ultimately become involved in the movement trans-portation and erection of that equipment The degree ofthat involvement will vary due to the separation of dutiesand responsibilities of the parties concerned It is prudenthowever for the designer to plan for the eventuality ofthese events and to integrate these activities into theoriginal design If this planning is done properly thereis seldom a problem when the equipment gets to itsfinal destination Conversely there have been numerousproblems encountered when proper planning has notbeen done
There is also an economic benefit in including thelifting attachments in the base vessel bid and designThese lifting attachments are relatively inexpensive incomparison to the overall cost of the vessel and minusculecompared to the cost of the erection of the equipment Theerection alone for a major vessel can run into millions ofdollars If these attachments are added after the purchaseorder is awarded they can become expensive extras
There are also the consequences to life property andschedules if this activity is not carried out to a successfulconclusion Compared to the fabricated cost of the liftingattachments the consequences to life property andschedule are too important to leave the design of thesecomponents and their effect on the vessel to those not fullyversed in the design and analysis of pressure vessels
In addition it is important that the designer of the liftingattachments be in contact with the construction organi-zation that will be executing the lift This ensures that alllifting attachments meet the requirements imposed by thelifting equipment There are so many different methodsand techniques for the erection of vessels and the relatedcosts of each that a coordinated effort between thedesigner and erector is mandatory To avoid surprisesneither the designer nor the erector can afford to work ina vacuum To this end it is not advisable for the vesselfabricator to be responsible for the design if the fabricatoris not the chief coordinator of the transport and erection ofthe vessel
Vessels and related equipment can be erected ina variety of ways Vessels are erected by means of singlecranes multiple cranes gin poles jacking towers andother means The designer of the lifting attachmentsshould not attempt to dictate the erection method by thetypes of attachments that are designed for the vessel The
selection of one type of attachment versus another couldvery well do just that
Not every vessel needs to be designed for erection orhave lifting attachments Obviously the larger the vesselthe more complex the vessel the more expensive thevessel the more care and concern that should be taken intoaccount when designing the attachments and coordinatingthe lift The following listing will provide some guidelinesfor the provision of special lifting attachments and a liftinganalysis to be done In general provide lifting attachmentsfor the following cases
bull Vessels over 50000 lb (25 tons)bull Vessels with LD ratios greater than 5bull Vertical vessels greater than 8 ft in diameter or 50 ftin length
bull Vessels located in a structure or supported bya structure
bull High-alloy or heat-treated vessels (since it would notbe advisable for the field to be doing welding onthese vessels after they arrive on site and wire ropeslings could contaminate the vessel material)
bull Flare stacksbull Vessels with special transportation requirements
At the initial pick point when the vessel is still hori-zontal the load is shared between the lifting lugs and thetail beam or lug based on their respective distances to thevessel center of gravity As the lift proceeds a greaterpercentage of the load is shifted to the top lugs or trun-nions until the vessel is vertical and all of the load is thenon the top lugs At this point the tail beam or shackle canbe removed
During each degree of rotation the load on the lugstrunnions tailing device base ring and vessel shell arecontinually varying The loads on the welds attachingthese devices will also change The designer shouldevaluate these loadings at the various lift angles todetermine the worst coincident case
The worst case is dependent on the type of vessel andthe type of attachments For example there are threetypes of trunnions described in this procedure There isthe bare trunnion (Type 3) where the wire rope slidesaround the trunnion itself While the vessel is in thehorizontal position (initial pick point) the load producesa circumferential moment on the shell Once the vesselis in the upright position the same load produces
660 Pressure Vessel Design Manual
a longitudinal moment in the shell At all the interme-diate angles of lift there is a combination of circumfer-ential and longitudinal moments The designer shouldcheck the two worst cases at 0 and 90 and severalcombinations in between
The same trunnion could have a lifting lug welded tothe end of the trunnion (Type 1) This lug also producescircumferential and longitudinal moments in the shellHowever in addition this type of lug will producea torsional moment on the shell that is maximum at 0 andzero at 90 of angular rotation The rotating lug (Type 2)eliminates any torsional moment
There is one single lift angle that will produce themaximum stress in the vessel shell but no lift angle that isthe worst for all vessels The worst case is dependent onthe type of lift attachments distances weights and posi-tion relative to the center of gravity
The minimum lift location is the lowest pick point thatdoes not overstress the overhanging portion of the vesselThe maximum lift location is the highest pick point thatdoes not overstress the vessel between the tail and pickpoints These points become significant when locating thelift points to balance the stress at the top lug the overhangand the midspan stress
The use of side lugs can sometimes provide anadvantage by reducing the buckling stress at midspan andthe required lift height Side lugs allow for shorter boomlengths on a two-crane lift or gin poles A shorter boomlength in turn allows a higher lift capacity for the cranesThe lower the lug location on the shell the shorter the liftand the higher the allowable crane capacity This cantranslate into dollars as crane capacity is affected Thechallenge from the vessel side is the longitudinal bendingdue to the overhang and increased local shell stresses Allof these factors must be balanced to determine the lowestoverall cost of an erected vessel
Requirement for Erection and Setting of Vertical Vessels
The following is a brief synopsis of general recom-mendations regarding the setting leveling and shimmingof vertical vessels The following should be considered asguidelines only There are no codes or standards that areapplied In general company specifications containcontract requirements for the contractors scope of supplyor duties The following lists help to clarify generalconstruction practices with regard to the setting of verticalvessels and towers
Contractor Duties
1 Prepare tops of foundations (bush hammer ifrequired)
2 Perform surveying as required to establish center-lines sole plate or shim elevations at bottom of baseof equipment
3 Shimming4 Erect equipment5 Levelplumbing6 Final alignment7 Grouting8 Bolting
Tolerances
Out of vertical tolerance for vertical vessels unlessspecified otherwise shall be 01 of the vessel heightor about frac14 inch for every 20 feet to a maximum offrac34 inches
Soleplates (also called bearing pads levelingplates or embedments)
Soleplates are stainless steel plates 05 inches to075 inches thick set in grout on top of the foundation atthe exact height of the underside of the base plate Asa rule two soleplates should be installed per anchor boltone on each side of the bolt Depending on the towerdiameter and the distance between the anchor boltsanother soleplate may be installed between adjacentanchor bolts The dimensions of the soleplates will varyaccording to the width of the vessel base ring and vesselweight Soleplates are supported in place by a mixture ofPortland cement and sand in proportions 13 The vesselshould not be erected until the soleplates have been inplace for 28 days to allow for concrete curing Shims andsoleplates will remain in place after the grouting operation
Shims
Shims are used to provide precise leveling of the vesselShim packs may be grouted into the foundation in lieu ofsole plates but this practice is unusual Typically shimsare used on top of the sole plates for the leveling opera-tion Special shims may be required for unique applica-tions such as a large vessel supported on a braced framestructure with minimal contactbearing at each support
Transportation and Erection of Pressure Vessels 661
point The following are some guidelines for the use ofshims
1 Shims If left in place shall be stainless steel2 Shims must have rounded corners3 Shims will be fixed in place4 Shims shall be deburred5 Shims shall be full bearing6 Shims may be horseshoe type7 Shims thinner than 0001 inches are not allowed8 Shims with holes are not allowed9 Shims should be the full width of the base plate
LevelingStraightnessPlumbness
After the vessel has been placed on its foundation itmust be checked to be certain it is vertical and plumbLeveling is normally checked by use of two theodilites90 degrees apart The theodilites shall be spaced anadequate distance from the vessel to allow visual field ofthe entire height of the vessel Adjustments can be made tothe vessel alignment by means of wedges either poweredor not and then shimmed The wedges should not be leftin place after shimming
The vessel may be heated by the sun to a highertemperature on one side than the other This can createa slight ldquobananardquo effect which should be taken intoaccount when checking levelness The equation forcalculating the deflection from this effect is as follows
2 frac14 p D2 t H2 aDT
8 I
where2 frac14 Deflection inD frac14 Diameter ftT frac14 Thickness inH frac14 Height fta frac14 Coefficient of thermal expansion ininF
DT frac14 Temperature difference from one side of thecolumn to the other F
I frac14 Moment of inertia of vessel cross section ft4
Bolting
After the vessel is aligned and shimmed the nuts on theanchor bolts must be tightened The vessel should not be
left standing without the crane attached unless all anchorbolts have been tightened
The anchor bolts should not be tightened to theirmaximum load until the drypacking under the base plateis complete At this stage the base plate is suspendedbetween the soleplates until the drypack is installedSince the soleplates straddle the anchor bolts there isa chance of deforming the baseplate prior to the instal-lation of the drypack if the anchor bolts are overtightened
After drypacking the anchor bolts should be tight-ened to the correct torque to produce the maximumallowable bolt stress The anchor bolts should not betightened beyond the point of maximum allowable boltstress
Note that the initial anchor bolt tension does notincrease the maximum bolt tension caused by wind orearthquake This initial tension will only clamp the basering to the concrete Both are in equal compression untilthe external load is applied The external load reduces thecompression in the concrete before additional load isapplied to the bolts After the external load overcomes allthe compression in the concrete the stress in the bolt willincrease to the value it would have been had there been noinitial tension
Grouting
Grout under base plates shall provide full uniform loadtransfer between the bottom of the base plate and the topof the foundation Load transfer to the foundation must bethrough the grout not through the shims or soleplate
Prior to setting of the vessel the top of the foundationshould be bush hammered and cleaned This ensures thatthe grout will adhere to the surface of the foundation Bushhammering may be done strictly under the base plate oracross the entire top of the foundation
Once the vessel is leveled shimmed and bolted it isready to be grouted Grouting shall consist of filling thevoid area between the top of foundation and the undersideof base plate with cementatious grout The grout shall beinstalled in accordance with the manufacturers recom-mendations and any applicable contract specifications
Depending on the type of grout to be used grout damsmay be used
662 Pressure Vessel Design Manual
18
132 mm times 15 m SLINGSWL = 120 TON (SP)DOUBLE (2 PCS)SWL = 500 T times 40 m LENGTHSPREADER BEAM
SWL = 400T SHACKLE (4 NOS)
SWL = 400T SHACKLE (1 NO)
100 mm times 20 m SLINGSWL = 90 TON (SP)SWL = 737 TON (BH)DOUBLE (2 PCS)
90 mm times 15 m SLINGSWL = 60 TON (SP)SWL = 441 TON (BH)DOUBLE (2 PCS)
CounterWeight = 40ton
CounterWeight = 275ton
BOO
M 9
6m
90009000
620002000017000 100
0
100
0 13000
MAST 24m
oslash3840
oslash4160
1692
1829
1026
987
4
BOO
M 36m
Figure 10-5 Typical example of erection study
Transporta
tionandErectio
nofPressure
Vessels
663
Steps in Design
Given the overall weight and geometry of the vesseland the location of the center of gravity based on theerected weight apply the following steps to eithercomplete the design or analyze the design
Step 1 Select the type of lifting attachments as aninitial starting point
Lift end (also referred to as the ldquopick endrdquo)a Head lug Usually the simplest and most
economical and produces the least stressb Cone lug Similar to a head lug but located at
a conical transition section of the vesselc Side lug Complex and expensived Top flange lug The choice for high-pressure
vessels where the top center flange and head arevery rigid This method is uneconomical foraverage applications
e Side flange lug Rarely used because it requiresa very heavy nozzle and shell reinforcement
f Trunnions Simple and economical Used ona wide variety of vessels
g OtherTail end
a Tail beamb Tail lugc Choker (cinch) see later commentary
Tailing a column during erection with a wire ropechoker on the skirt above the base ring is a fairly commonprocedure Most experienced erectors are qualified toperform this procedure safely There are several advan-tages to using a tailing choker
bull Saves material design detailing and fabricationbull Simplifies concerns with lug and shippingorientations
bull May reduce overall height during transportation
There are situations and conditions that could make theuse of a tailing choker impractical costly and possiblyunsafe Provide tailing lugs or a tailing beam if
bull The column is more than about 10 feet in diameterThe larger the diameter the more difficult it is for thewire rope to cinch down and form a good choke onthe column
bull The tail load is so great that it requires the use ofslings greater than about 1frac12 inches in diameter Thelarger the diameter of the rope the less flexible it isand the more likely that it could slip up unexpectedlyduring erection
Step 2 Determine the forces T and P for all angles oferection
Step 3 Designcheck the lifting attachments for thetailing force T and pick force P
Step 4 Designcheck the base ring assembly forstresses due to tailing force T
Step 5 Determine the base ring stiffening configura-tion if required and design struts
Step 6 Check shell stresses due to bending during liftThis would include midspan as well as anyoverhang
Step 7 Analyze local loads in vessel shell and skirt dueto loads from attachments
Allowable Stresses
Per AISC
Tension
Ft frac14 06Fy on gross area
frac14 05Fu on effective net area
frac14 045Fy for pin-connected members
Compression(for short members only)
Fc frac14 Use buckling value
frac14 for vessel shell 133 ASME Factor B
Shear
Fs frac14 Net area of pin hole 045Fy
frac14 other than pin-connected members 04Fy
frac14 fillet welds in shear
E60XX 9600 lb=in or 13 600 psi
E70XX 11 200 lb=in or 15 800 psi
Bending
Fb frac14 06Fy to 075Fy depending on the shape of themember
Bearing
Fp frac14 09Fy
Combined
Shear and tension
sa
Fathorn sFs
1
664 Pressure Vessel Design Manual
Tension compression and bendingsa
Fathorn sb
Fb 1 or
sT
FTthorn sb
Fb 1
Note Custom-designed lifting devices that supportlifted loads are generally governed by ASME B3020ldquoBelow the hook lifting devicesrdquoUnder this specificationdesign stresses are limited to Fy3 The use of AISCallowables with a load factor of 18 or greater willgenerally meet this requirement
Notation
A frac14 area in2
Aa frac14 area available in2
Ab frac14 area bolt in2
An frac14 net cross-sectional area of lug in2
Ap frac14 area pin hole in2
Ar frac14 area required in2
As frac14 area strut in2 or shear area of boltsC frac14 lug dimension see sketchDo frac14 diameter vessel OD inD1 frac14 diameter lift hole inD2 frac14 diameter pin inD3 frac14 diameter pad eye inDsk frac14 diameter skirt inDm frac14 mean vessel diameter inE frac14 modulus of elasticity psifr frac14 tail end radial force lbfL frac14 tail end longitudinal force lbfs frac14 shear load lb or lbinFa frac14 allowable stress combined loading psiFb frac14 allowable stress bending psiFc frac14 allowable stress compression psiFp frac14 allowable stress bearing pressure psiFs frac14 allowable stress shear psiFt frac14 allowable stress tension psiFy frac14 minimum specified yield stress psiI frac14 moment of inertia in4
Jw frac14 polar moment of inertia of weld in4
K frac14 end connection coefficientKL frac14 overall load factor combining impact and safety
factors 15ndash20Ki frac14 impact factor 025ndash05Kr frac14 internal moment coefficient in circular ring due
to radial loadKs frac14 safety factorKT frac14 internal tensioncompression coefficient in
circular ring due to radial loadLs frac14 length of skirtbase stiffenerstrut in
M frac14 moment in-lbMb frac14 bending moment in-lbMC frac14 circumferential moment in-lbML frac14 longitudinal moment in-lbMT frac14 torsional moment in-lbNb frac14 number of bolts used in tail beam or flange
lugN frac14 width of flange of tail beam with a web stiffener
(N frac14 10 without web stiffener)nL frac14 number of head or side lugsP frac14 pick end load lbPe frac14 equivalent load lbPL frac14 longitudinal load per lug lbPr frac14 radial load lbPT frac14 transverse load per lug lbRb frac14 radius of base ring to neutral axis inr frac14 radius of gyration of strut in
Rc frac14 radius of bolt circle of flange inSu frac14 minimum specified tensile stress of bolts psitb frac14 thickness of base plate intg frac14 thickness of gusset intL frac14 thickness of lug intP frac14 thickness of pad eye ints frac14 thickness of shell inT frac14 tail end load lbTb frac14 bolt pretension load lbsTt frac14 tangential force lbw1 frac14 fillet weld size shell to re-padw2 frac14 fillet weld size re-pad to shellw3 frac14 fillet weld size pad eye to lugw4 frac14 fillet weld size base plate to skirtw5 frac14 uniform load on vessel lbinWE frac14 design erection weight lbWL frac14 erection weight lbZ frac14 section modulus in3
a frac14 angular position for moment coefficients in basering clockwise from 0
b frac14 angle between parallel beams degreess frac14 stress combined psisb frac14 stress bending psisp frac14 stress bearing psisc frac14 stress compression psiscr frac14 critical buckling stress psisT frac14 stress tension psis frac14 shear stress psisT frac14 torsional shear stress psiq frac14 lift angle degrees
qB frac14 minimum bearing contact angle degreesqH frac14 sling angle to lift line horizontal degreesqv frac14 sling angle to lift line vertical degrees
Transportation and Erection of Pressure Vessels 665
Procedure 10-3 Lifting Attachments and Terminology
666 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 667
668 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 669
670 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 671
Tailing Trunnion
Utilizes reinforced openings in skirt with through pipePipe is removed after erection and the openings used asskirt manways
Shell Flange Lug
Lifting Device Utilizing Top Body Flanges
672 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 673
Miscellaneous Lugs WL lt 60 kips
Calculations
Due to bending
tL frac14 6PTB
A2Fb
Due to shear
tL frac14 PTethA D1THORNFs
Due to tension
tL frac14 PLethA D1THORNFt
Notes
1 Table 10-6 is based on an allowable stress of 137ksi
2 Design each lug for a 21 safety factor3 Design each lug for a minimum 10 side force
Hertzian Stress Bearing
sp frac14 0418
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiE
PtL
ethR1 R2THORN
13
R1R2
vuuutlt 2Fy
Shear Load in WeldType 1 greater of following
sw frac14 6PTB
2A2
sw frac14 PL2A
Type 2 Use design for top head lug
Table 10-6Lug dimensions
WL kips A D1 B C tL w1 WL kips A D1 B C tL w1
4 3 088 15 2 05 025 20 7 175 3 3 1 038
6 35 1 163 2 063 025 25 7 238 4 4 1 044
8 4 113 175 2 063 025 35 8 238 4 4 1125 05
10 45 125 2 2 075 025 40 8 238 4 4 1125 063
12 5 138 213 3 088 025 45 8 288 4 4 1125 063
14 55 15 238 3 1 038 50 10 288 4 4 125 075
16 65 163 25 3 1 038 55 10 288 4 4 125 075
18 7 175 275 3 1 038 60 10 288 4 4 125 088
Figure 10-6 Dimensions and forces
674 Pressure Vessel Design Manual

Tension Bands on Saddles
NotationAr frac14 area required in2
As frac14 area of bolt in2
Ab frac14 area of band required in2
Aw frac14 allowable load on weld lbinB frac14 saddle height ind frac14 bolt diameter inf frac14 load on weld kipsinFt frac14 allowable stress tension psi
Fx Fy Fz frac14 shipping external forces lbK frac14 maximum band spacing inN frac14 number of bands on one saddlePe frac14 equivalent external pressure psiR frac14 outside vessel radius inT frac14 tension load in band lb
T123 frac14 load cases in bolt and band lbTb frac14 tension load in bolt lbWs frac14 weight of one saddle lbb frac14 angle of tension bands degreessa frac14 stress in bolt psisb frac14 stress in band psi
656 Pressure Vessel Design Manual
bull Find tension in band T1 due to shipping forces onsaddle Fx and Fy
T1 frac14 cos b
FxB4RN
thorn Fy Ws
4N
bull Area required for bolt
Ar frac14 T1
Ft
bull Find bolt diameter d
d frac14ffiffiffiffiffiffiffiffi4Ar
p
r
Select nominal bolt diameter
As frac14bull Find maximum stress in bolt due to manualwrenching sa
sa frac14 45 000ffiffiffid
p
bull Maximum tension load in bolts T2
T2 frac14 saAs
bull Load due to saddle weight T3
T3 frac14 Ws
2N
Note Include impact factor in weight of saddle
bull Find maximum load T
T frac14 greater of T1 T2 or T3
bull Load on weld f
f frac14 T4[
bull Determine size of weld from table based on load f
Use w frac14bull Maximum band spacing K
K frac14 4ffiffiffiffiffiRt
p
1285
bull Find area required for tension band Ar
Ar frac14 TFt
Use
bull Check shell stresses due to force T Pe
Pe frac14 4TpRK
lt ASME factor ldquoBrdquo
Table 10-5Allowable load weld
Weld Size w E60XX E70XX
31616 in 239 278
frac14 in 318 37151616 in 398 464
⅜ in 477 55771616 in 556 650
Kipsin of weld
Transportation and Erection of Pressure Vessels 657
Alternate Procedure
Tension Band Notation
N frac14 Number of bands on one saddleQ frac14 Total load on one saddle LbsR frac14 Outside vessel radius inT frac14 Tension load in band Lbsb frac14 Angle of tension bands degrees
K1 frac14 Transverse shipping coefficientK2 frac14 Vertical shipping coefficientX frac14 Horizontal distance to centroid of saddle
reaction inY frac14 Vertical distance to centroid of saddle in
Calculation
bull Vertical distance to centroid of saddle Y
Y frac14 R sin q=q
bull Find angle a
a frac14 cos1 Y=R
bull Horizontal distance to centroid of saddle X
X frac14 R sina
bull Tension load in band T
T frac14 frac12Q frac12ethK1 Y=XTHORN thorn K2=frac122N cos b
Notes
1 Vertical reaction can be a result of longitudinal loadUse largest value
2 Use K2 frac14 0 for transverse case3 Use K1 frac14 0 for longitudinal case4 Use worst case of T1 or T2 and design the balance of
components per previous method
Example
K1 frac14 25K2 frac14 5Q frac14 500 kipsR frac14 925 inq frac14 75 frac14 1308 radb frac14 75N frac14 2
Y frac14 R sin qqY frac14 925 sin 75 1308 frac14 683 in
a frac14 cos-1 (Y R)a frac14 cos-1 (683 925) frac14 424o
X frac14 R sin a
X frac14 925 (sin 424) frac14 624 in
Transverse (K2 frac14 0)
T1 frac14 [Q [(K1 Y X) thorn K2]] [2N cos b]T1 frac14 [500 [(025$683624) thorn 0]] [2$2 cos 75] frac14
3435 kips
Longitudinal (K1 frac14 0)
T2 frac14 [Q [(K1 Y X) thorn K2]] [2N cos b]T2 frac14 [500 [0 thorn 05]] [2$2 cos 75] frac14 6304 kips
K2 W
K1 W
B
AX
TY
R
β α
θ
Figure 10-4 Dimensions of shipping saddle for alternatecase
658 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 659
Procedure 10-2 Erection of Pressure Vessels
The designer of pressure vessels and similar equipmentwill ultimately become involved in the movement trans-portation and erection of that equipment The degree ofthat involvement will vary due to the separation of dutiesand responsibilities of the parties concerned It is prudenthowever for the designer to plan for the eventuality ofthese events and to integrate these activities into theoriginal design If this planning is done properly thereis seldom a problem when the equipment gets to itsfinal destination Conversely there have been numerousproblems encountered when proper planning has notbeen done
There is also an economic benefit in including thelifting attachments in the base vessel bid and designThese lifting attachments are relatively inexpensive incomparison to the overall cost of the vessel and minusculecompared to the cost of the erection of the equipment Theerection alone for a major vessel can run into millions ofdollars If these attachments are added after the purchaseorder is awarded they can become expensive extras
There are also the consequences to life property andschedules if this activity is not carried out to a successfulconclusion Compared to the fabricated cost of the liftingattachments the consequences to life property andschedule are too important to leave the design of thesecomponents and their effect on the vessel to those not fullyversed in the design and analysis of pressure vessels
In addition it is important that the designer of the liftingattachments be in contact with the construction organi-zation that will be executing the lift This ensures that alllifting attachments meet the requirements imposed by thelifting equipment There are so many different methodsand techniques for the erection of vessels and the relatedcosts of each that a coordinated effort between thedesigner and erector is mandatory To avoid surprisesneither the designer nor the erector can afford to work ina vacuum To this end it is not advisable for the vesselfabricator to be responsible for the design if the fabricatoris not the chief coordinator of the transport and erection ofthe vessel
Vessels and related equipment can be erected ina variety of ways Vessels are erected by means of singlecranes multiple cranes gin poles jacking towers andother means The designer of the lifting attachmentsshould not attempt to dictate the erection method by thetypes of attachments that are designed for the vessel The
selection of one type of attachment versus another couldvery well do just that
Not every vessel needs to be designed for erection orhave lifting attachments Obviously the larger the vesselthe more complex the vessel the more expensive thevessel the more care and concern that should be taken intoaccount when designing the attachments and coordinatingthe lift The following listing will provide some guidelinesfor the provision of special lifting attachments and a liftinganalysis to be done In general provide lifting attachmentsfor the following cases
bull Vessels over 50000 lb (25 tons)bull Vessels with LD ratios greater than 5bull Vertical vessels greater than 8 ft in diameter or 50 ftin length
bull Vessels located in a structure or supported bya structure
bull High-alloy or heat-treated vessels (since it would notbe advisable for the field to be doing welding onthese vessels after they arrive on site and wire ropeslings could contaminate the vessel material)
bull Flare stacksbull Vessels with special transportation requirements
At the initial pick point when the vessel is still hori-zontal the load is shared between the lifting lugs and thetail beam or lug based on their respective distances to thevessel center of gravity As the lift proceeds a greaterpercentage of the load is shifted to the top lugs or trun-nions until the vessel is vertical and all of the load is thenon the top lugs At this point the tail beam or shackle canbe removed
During each degree of rotation the load on the lugstrunnions tailing device base ring and vessel shell arecontinually varying The loads on the welds attachingthese devices will also change The designer shouldevaluate these loadings at the various lift angles todetermine the worst coincident case
The worst case is dependent on the type of vessel andthe type of attachments For example there are threetypes of trunnions described in this procedure There isthe bare trunnion (Type 3) where the wire rope slidesaround the trunnion itself While the vessel is in thehorizontal position (initial pick point) the load producesa circumferential moment on the shell Once the vesselis in the upright position the same load produces
660 Pressure Vessel Design Manual
a longitudinal moment in the shell At all the interme-diate angles of lift there is a combination of circumfer-ential and longitudinal moments The designer shouldcheck the two worst cases at 0 and 90 and severalcombinations in between
The same trunnion could have a lifting lug welded tothe end of the trunnion (Type 1) This lug also producescircumferential and longitudinal moments in the shellHowever in addition this type of lug will producea torsional moment on the shell that is maximum at 0 andzero at 90 of angular rotation The rotating lug (Type 2)eliminates any torsional moment
There is one single lift angle that will produce themaximum stress in the vessel shell but no lift angle that isthe worst for all vessels The worst case is dependent onthe type of lift attachments distances weights and posi-tion relative to the center of gravity
The minimum lift location is the lowest pick point thatdoes not overstress the overhanging portion of the vesselThe maximum lift location is the highest pick point thatdoes not overstress the vessel between the tail and pickpoints These points become significant when locating thelift points to balance the stress at the top lug the overhangand the midspan stress
The use of side lugs can sometimes provide anadvantage by reducing the buckling stress at midspan andthe required lift height Side lugs allow for shorter boomlengths on a two-crane lift or gin poles A shorter boomlength in turn allows a higher lift capacity for the cranesThe lower the lug location on the shell the shorter the liftand the higher the allowable crane capacity This cantranslate into dollars as crane capacity is affected Thechallenge from the vessel side is the longitudinal bendingdue to the overhang and increased local shell stresses Allof these factors must be balanced to determine the lowestoverall cost of an erected vessel
Requirement for Erection and Setting of Vertical Vessels
The following is a brief synopsis of general recom-mendations regarding the setting leveling and shimmingof vertical vessels The following should be considered asguidelines only There are no codes or standards that areapplied In general company specifications containcontract requirements for the contractors scope of supplyor duties The following lists help to clarify generalconstruction practices with regard to the setting of verticalvessels and towers
Contractor Duties
1 Prepare tops of foundations (bush hammer ifrequired)
2 Perform surveying as required to establish center-lines sole plate or shim elevations at bottom of baseof equipment
3 Shimming4 Erect equipment5 Levelplumbing6 Final alignment7 Grouting8 Bolting
Tolerances
Out of vertical tolerance for vertical vessels unlessspecified otherwise shall be 01 of the vessel heightor about frac14 inch for every 20 feet to a maximum offrac34 inches
Soleplates (also called bearing pads levelingplates or embedments)
Soleplates are stainless steel plates 05 inches to075 inches thick set in grout on top of the foundation atthe exact height of the underside of the base plate Asa rule two soleplates should be installed per anchor boltone on each side of the bolt Depending on the towerdiameter and the distance between the anchor boltsanother soleplate may be installed between adjacentanchor bolts The dimensions of the soleplates will varyaccording to the width of the vessel base ring and vesselweight Soleplates are supported in place by a mixture ofPortland cement and sand in proportions 13 The vesselshould not be erected until the soleplates have been inplace for 28 days to allow for concrete curing Shims andsoleplates will remain in place after the grouting operation
Shims
Shims are used to provide precise leveling of the vesselShim packs may be grouted into the foundation in lieu ofsole plates but this practice is unusual Typically shimsare used on top of the sole plates for the leveling opera-tion Special shims may be required for unique applica-tions such as a large vessel supported on a braced framestructure with minimal contactbearing at each support
Transportation and Erection of Pressure Vessels 661
point The following are some guidelines for the use ofshims
1 Shims If left in place shall be stainless steel2 Shims must have rounded corners3 Shims will be fixed in place4 Shims shall be deburred5 Shims shall be full bearing6 Shims may be horseshoe type7 Shims thinner than 0001 inches are not allowed8 Shims with holes are not allowed9 Shims should be the full width of the base plate
LevelingStraightnessPlumbness
After the vessel has been placed on its foundation itmust be checked to be certain it is vertical and plumbLeveling is normally checked by use of two theodilites90 degrees apart The theodilites shall be spaced anadequate distance from the vessel to allow visual field ofthe entire height of the vessel Adjustments can be made tothe vessel alignment by means of wedges either poweredor not and then shimmed The wedges should not be leftin place after shimming
The vessel may be heated by the sun to a highertemperature on one side than the other This can createa slight ldquobananardquo effect which should be taken intoaccount when checking levelness The equation forcalculating the deflection from this effect is as follows
2 frac14 p D2 t H2 aDT
8 I
where2 frac14 Deflection inD frac14 Diameter ftT frac14 Thickness inH frac14 Height fta frac14 Coefficient of thermal expansion ininF
DT frac14 Temperature difference from one side of thecolumn to the other F
I frac14 Moment of inertia of vessel cross section ft4
Bolting
After the vessel is aligned and shimmed the nuts on theanchor bolts must be tightened The vessel should not be
left standing without the crane attached unless all anchorbolts have been tightened
The anchor bolts should not be tightened to theirmaximum load until the drypacking under the base plateis complete At this stage the base plate is suspendedbetween the soleplates until the drypack is installedSince the soleplates straddle the anchor bolts there isa chance of deforming the baseplate prior to the instal-lation of the drypack if the anchor bolts are overtightened
After drypacking the anchor bolts should be tight-ened to the correct torque to produce the maximumallowable bolt stress The anchor bolts should not betightened beyond the point of maximum allowable boltstress
Note that the initial anchor bolt tension does notincrease the maximum bolt tension caused by wind orearthquake This initial tension will only clamp the basering to the concrete Both are in equal compression untilthe external load is applied The external load reduces thecompression in the concrete before additional load isapplied to the bolts After the external load overcomes allthe compression in the concrete the stress in the bolt willincrease to the value it would have been had there been noinitial tension
Grouting
Grout under base plates shall provide full uniform loadtransfer between the bottom of the base plate and the topof the foundation Load transfer to the foundation must bethrough the grout not through the shims or soleplate
Prior to setting of the vessel the top of the foundationshould be bush hammered and cleaned This ensures thatthe grout will adhere to the surface of the foundation Bushhammering may be done strictly under the base plate oracross the entire top of the foundation
Once the vessel is leveled shimmed and bolted it isready to be grouted Grouting shall consist of filling thevoid area between the top of foundation and the undersideof base plate with cementatious grout The grout shall beinstalled in accordance with the manufacturers recom-mendations and any applicable contract specifications
Depending on the type of grout to be used grout damsmay be used
662 Pressure Vessel Design Manual
18
132 mm times 15 m SLINGSWL = 120 TON (SP)DOUBLE (2 PCS)SWL = 500 T times 40 m LENGTHSPREADER BEAM
SWL = 400T SHACKLE (4 NOS)
SWL = 400T SHACKLE (1 NO)
100 mm times 20 m SLINGSWL = 90 TON (SP)SWL = 737 TON (BH)DOUBLE (2 PCS)
90 mm times 15 m SLINGSWL = 60 TON (SP)SWL = 441 TON (BH)DOUBLE (2 PCS)
CounterWeight = 40ton
CounterWeight = 275ton
BOO
M 9
6m
90009000
620002000017000 100
0
100
0 13000
MAST 24m
oslash3840
oslash4160
1692
1829
1026
987
4
BOO
M 36m
Figure 10-5 Typical example of erection study
Transporta
tionandErectio
nofPressure
Vessels
663
Steps in Design
Given the overall weight and geometry of the vesseland the location of the center of gravity based on theerected weight apply the following steps to eithercomplete the design or analyze the design
Step 1 Select the type of lifting attachments as aninitial starting point
Lift end (also referred to as the ldquopick endrdquo)a Head lug Usually the simplest and most
economical and produces the least stressb Cone lug Similar to a head lug but located at
a conical transition section of the vesselc Side lug Complex and expensived Top flange lug The choice for high-pressure
vessels where the top center flange and head arevery rigid This method is uneconomical foraverage applications
e Side flange lug Rarely used because it requiresa very heavy nozzle and shell reinforcement
f Trunnions Simple and economical Used ona wide variety of vessels
g OtherTail end
a Tail beamb Tail lugc Choker (cinch) see later commentary
Tailing a column during erection with a wire ropechoker on the skirt above the base ring is a fairly commonprocedure Most experienced erectors are qualified toperform this procedure safely There are several advan-tages to using a tailing choker
bull Saves material design detailing and fabricationbull Simplifies concerns with lug and shippingorientations
bull May reduce overall height during transportation
There are situations and conditions that could make theuse of a tailing choker impractical costly and possiblyunsafe Provide tailing lugs or a tailing beam if
bull The column is more than about 10 feet in diameterThe larger the diameter the more difficult it is for thewire rope to cinch down and form a good choke onthe column
bull The tail load is so great that it requires the use ofslings greater than about 1frac12 inches in diameter Thelarger the diameter of the rope the less flexible it isand the more likely that it could slip up unexpectedlyduring erection
Step 2 Determine the forces T and P for all angles oferection
Step 3 Designcheck the lifting attachments for thetailing force T and pick force P
Step 4 Designcheck the base ring assembly forstresses due to tailing force T
Step 5 Determine the base ring stiffening configura-tion if required and design struts
Step 6 Check shell stresses due to bending during liftThis would include midspan as well as anyoverhang
Step 7 Analyze local loads in vessel shell and skirt dueto loads from attachments
Allowable Stresses
Per AISC
Tension
Ft frac14 06Fy on gross area
frac14 05Fu on effective net area
frac14 045Fy for pin-connected members
Compression(for short members only)
Fc frac14 Use buckling value
frac14 for vessel shell 133 ASME Factor B
Shear
Fs frac14 Net area of pin hole 045Fy
frac14 other than pin-connected members 04Fy
frac14 fillet welds in shear
E60XX 9600 lb=in or 13 600 psi
E70XX 11 200 lb=in or 15 800 psi
Bending
Fb frac14 06Fy to 075Fy depending on the shape of themember
Bearing
Fp frac14 09Fy
Combined
Shear and tension
sa
Fathorn sFs
1
664 Pressure Vessel Design Manual
Tension compression and bendingsa
Fathorn sb
Fb 1 or
sT
FTthorn sb
Fb 1
Note Custom-designed lifting devices that supportlifted loads are generally governed by ASME B3020ldquoBelow the hook lifting devicesrdquoUnder this specificationdesign stresses are limited to Fy3 The use of AISCallowables with a load factor of 18 or greater willgenerally meet this requirement
Notation
A frac14 area in2
Aa frac14 area available in2
Ab frac14 area bolt in2
An frac14 net cross-sectional area of lug in2
Ap frac14 area pin hole in2
Ar frac14 area required in2
As frac14 area strut in2 or shear area of boltsC frac14 lug dimension see sketchDo frac14 diameter vessel OD inD1 frac14 diameter lift hole inD2 frac14 diameter pin inD3 frac14 diameter pad eye inDsk frac14 diameter skirt inDm frac14 mean vessel diameter inE frac14 modulus of elasticity psifr frac14 tail end radial force lbfL frac14 tail end longitudinal force lbfs frac14 shear load lb or lbinFa frac14 allowable stress combined loading psiFb frac14 allowable stress bending psiFc frac14 allowable stress compression psiFp frac14 allowable stress bearing pressure psiFs frac14 allowable stress shear psiFt frac14 allowable stress tension psiFy frac14 minimum specified yield stress psiI frac14 moment of inertia in4
Jw frac14 polar moment of inertia of weld in4
K frac14 end connection coefficientKL frac14 overall load factor combining impact and safety
factors 15ndash20Ki frac14 impact factor 025ndash05Kr frac14 internal moment coefficient in circular ring due
to radial loadKs frac14 safety factorKT frac14 internal tensioncompression coefficient in
circular ring due to radial loadLs frac14 length of skirtbase stiffenerstrut in
M frac14 moment in-lbMb frac14 bending moment in-lbMC frac14 circumferential moment in-lbML frac14 longitudinal moment in-lbMT frac14 torsional moment in-lbNb frac14 number of bolts used in tail beam or flange
lugN frac14 width of flange of tail beam with a web stiffener
(N frac14 10 without web stiffener)nL frac14 number of head or side lugsP frac14 pick end load lbPe frac14 equivalent load lbPL frac14 longitudinal load per lug lbPr frac14 radial load lbPT frac14 transverse load per lug lbRb frac14 radius of base ring to neutral axis inr frac14 radius of gyration of strut in
Rc frac14 radius of bolt circle of flange inSu frac14 minimum specified tensile stress of bolts psitb frac14 thickness of base plate intg frac14 thickness of gusset intL frac14 thickness of lug intP frac14 thickness of pad eye ints frac14 thickness of shell inT frac14 tail end load lbTb frac14 bolt pretension load lbsTt frac14 tangential force lbw1 frac14 fillet weld size shell to re-padw2 frac14 fillet weld size re-pad to shellw3 frac14 fillet weld size pad eye to lugw4 frac14 fillet weld size base plate to skirtw5 frac14 uniform load on vessel lbinWE frac14 design erection weight lbWL frac14 erection weight lbZ frac14 section modulus in3
a frac14 angular position for moment coefficients in basering clockwise from 0
b frac14 angle between parallel beams degreess frac14 stress combined psisb frac14 stress bending psisp frac14 stress bearing psisc frac14 stress compression psiscr frac14 critical buckling stress psisT frac14 stress tension psis frac14 shear stress psisT frac14 torsional shear stress psiq frac14 lift angle degrees
qB frac14 minimum bearing contact angle degreesqH frac14 sling angle to lift line horizontal degreesqv frac14 sling angle to lift line vertical degrees
Transportation and Erection of Pressure Vessels 665
Procedure 10-3 Lifting Attachments and Terminology
666 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 667
668 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 669
670 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 671
Tailing Trunnion
Utilizes reinforced openings in skirt with through pipePipe is removed after erection and the openings used asskirt manways
Shell Flange Lug
Lifting Device Utilizing Top Body Flanges
672 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 673
Miscellaneous Lugs WL lt 60 kips
Calculations
Due to bending
tL frac14 6PTB
A2Fb
Due to shear
tL frac14 PTethA D1THORNFs
Due to tension
tL frac14 PLethA D1THORNFt
Notes
1 Table 10-6 is based on an allowable stress of 137ksi
2 Design each lug for a 21 safety factor3 Design each lug for a minimum 10 side force
Hertzian Stress Bearing
sp frac14 0418
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiE
PtL
ethR1 R2THORN
13
R1R2
vuuutlt 2Fy
Shear Load in WeldType 1 greater of following
sw frac14 6PTB
2A2
sw frac14 PL2A
Type 2 Use design for top head lug
Table 10-6Lug dimensions
WL kips A D1 B C tL w1 WL kips A D1 B C tL w1
4 3 088 15 2 05 025 20 7 175 3 3 1 038
6 35 1 163 2 063 025 25 7 238 4 4 1 044
8 4 113 175 2 063 025 35 8 238 4 4 1125 05
10 45 125 2 2 075 025 40 8 238 4 4 1125 063
12 5 138 213 3 088 025 45 8 288 4 4 1125 063
14 55 15 238 3 1 038 50 10 288 4 4 125 075
16 65 163 25 3 1 038 55 10 288 4 4 125 075
18 7 175 275 3 1 038 60 10 288 4 4 125 088
Figure 10-6 Dimensions and forces
674 Pressure Vessel Design Manual

bull Find tension in band T1 due to shipping forces onsaddle Fx and Fy
T1 frac14 cos b
FxB4RN
thorn Fy Ws
4N
bull Area required for bolt
Ar frac14 T1
Ft
bull Find bolt diameter d
d frac14ffiffiffiffiffiffiffiffi4Ar
p
r
Select nominal bolt diameter
As frac14bull Find maximum stress in bolt due to manualwrenching sa
sa frac14 45 000ffiffiffid
p
bull Maximum tension load in bolts T2
T2 frac14 saAs
bull Load due to saddle weight T3
T3 frac14 Ws
2N
Note Include impact factor in weight of saddle
bull Find maximum load T
T frac14 greater of T1 T2 or T3
bull Load on weld f
f frac14 T4[
bull Determine size of weld from table based on load f
Use w frac14bull Maximum band spacing K
K frac14 4ffiffiffiffiffiRt
p
1285
bull Find area required for tension band Ar
Ar frac14 TFt
Use
bull Check shell stresses due to force T Pe
Pe frac14 4TpRK
lt ASME factor ldquoBrdquo
Table 10-5Allowable load weld
Weld Size w E60XX E70XX
31616 in 239 278
frac14 in 318 37151616 in 398 464
⅜ in 477 55771616 in 556 650
Kipsin of weld
Transportation and Erection of Pressure Vessels 657
Alternate Procedure
Tension Band Notation
N frac14 Number of bands on one saddleQ frac14 Total load on one saddle LbsR frac14 Outside vessel radius inT frac14 Tension load in band Lbsb frac14 Angle of tension bands degrees
K1 frac14 Transverse shipping coefficientK2 frac14 Vertical shipping coefficientX frac14 Horizontal distance to centroid of saddle
reaction inY frac14 Vertical distance to centroid of saddle in
Calculation
bull Vertical distance to centroid of saddle Y
Y frac14 R sin q=q
bull Find angle a
a frac14 cos1 Y=R
bull Horizontal distance to centroid of saddle X
X frac14 R sina
bull Tension load in band T
T frac14 frac12Q frac12ethK1 Y=XTHORN thorn K2=frac122N cos b
Notes
1 Vertical reaction can be a result of longitudinal loadUse largest value
2 Use K2 frac14 0 for transverse case3 Use K1 frac14 0 for longitudinal case4 Use worst case of T1 or T2 and design the balance of
components per previous method
Example
K1 frac14 25K2 frac14 5Q frac14 500 kipsR frac14 925 inq frac14 75 frac14 1308 radb frac14 75N frac14 2
Y frac14 R sin qqY frac14 925 sin 75 1308 frac14 683 in
a frac14 cos-1 (Y R)a frac14 cos-1 (683 925) frac14 424o
X frac14 R sin a
X frac14 925 (sin 424) frac14 624 in
Transverse (K2 frac14 0)
T1 frac14 [Q [(K1 Y X) thorn K2]] [2N cos b]T1 frac14 [500 [(025$683624) thorn 0]] [2$2 cos 75] frac14
3435 kips
Longitudinal (K1 frac14 0)
T2 frac14 [Q [(K1 Y X) thorn K2]] [2N cos b]T2 frac14 [500 [0 thorn 05]] [2$2 cos 75] frac14 6304 kips
K2 W
K1 W
B
AX
TY
R
β α
θ
Figure 10-4 Dimensions of shipping saddle for alternatecase
658 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 659
Procedure 10-2 Erection of Pressure Vessels
The designer of pressure vessels and similar equipmentwill ultimately become involved in the movement trans-portation and erection of that equipment The degree ofthat involvement will vary due to the separation of dutiesand responsibilities of the parties concerned It is prudenthowever for the designer to plan for the eventuality ofthese events and to integrate these activities into theoriginal design If this planning is done properly thereis seldom a problem when the equipment gets to itsfinal destination Conversely there have been numerousproblems encountered when proper planning has notbeen done
There is also an economic benefit in including thelifting attachments in the base vessel bid and designThese lifting attachments are relatively inexpensive incomparison to the overall cost of the vessel and minusculecompared to the cost of the erection of the equipment Theerection alone for a major vessel can run into millions ofdollars If these attachments are added after the purchaseorder is awarded they can become expensive extras
There are also the consequences to life property andschedules if this activity is not carried out to a successfulconclusion Compared to the fabricated cost of the liftingattachments the consequences to life property andschedule are too important to leave the design of thesecomponents and their effect on the vessel to those not fullyversed in the design and analysis of pressure vessels
In addition it is important that the designer of the liftingattachments be in contact with the construction organi-zation that will be executing the lift This ensures that alllifting attachments meet the requirements imposed by thelifting equipment There are so many different methodsand techniques for the erection of vessels and the relatedcosts of each that a coordinated effort between thedesigner and erector is mandatory To avoid surprisesneither the designer nor the erector can afford to work ina vacuum To this end it is not advisable for the vesselfabricator to be responsible for the design if the fabricatoris not the chief coordinator of the transport and erection ofthe vessel
Vessels and related equipment can be erected ina variety of ways Vessels are erected by means of singlecranes multiple cranes gin poles jacking towers andother means The designer of the lifting attachmentsshould not attempt to dictate the erection method by thetypes of attachments that are designed for the vessel The
selection of one type of attachment versus another couldvery well do just that
Not every vessel needs to be designed for erection orhave lifting attachments Obviously the larger the vesselthe more complex the vessel the more expensive thevessel the more care and concern that should be taken intoaccount when designing the attachments and coordinatingthe lift The following listing will provide some guidelinesfor the provision of special lifting attachments and a liftinganalysis to be done In general provide lifting attachmentsfor the following cases
bull Vessels over 50000 lb (25 tons)bull Vessels with LD ratios greater than 5bull Vertical vessels greater than 8 ft in diameter or 50 ftin length
bull Vessels located in a structure or supported bya structure
bull High-alloy or heat-treated vessels (since it would notbe advisable for the field to be doing welding onthese vessels after they arrive on site and wire ropeslings could contaminate the vessel material)
bull Flare stacksbull Vessels with special transportation requirements
At the initial pick point when the vessel is still hori-zontal the load is shared between the lifting lugs and thetail beam or lug based on their respective distances to thevessel center of gravity As the lift proceeds a greaterpercentage of the load is shifted to the top lugs or trun-nions until the vessel is vertical and all of the load is thenon the top lugs At this point the tail beam or shackle canbe removed
During each degree of rotation the load on the lugstrunnions tailing device base ring and vessel shell arecontinually varying The loads on the welds attachingthese devices will also change The designer shouldevaluate these loadings at the various lift angles todetermine the worst coincident case
The worst case is dependent on the type of vessel andthe type of attachments For example there are threetypes of trunnions described in this procedure There isthe bare trunnion (Type 3) where the wire rope slidesaround the trunnion itself While the vessel is in thehorizontal position (initial pick point) the load producesa circumferential moment on the shell Once the vesselis in the upright position the same load produces
660 Pressure Vessel Design Manual
a longitudinal moment in the shell At all the interme-diate angles of lift there is a combination of circumfer-ential and longitudinal moments The designer shouldcheck the two worst cases at 0 and 90 and severalcombinations in between
The same trunnion could have a lifting lug welded tothe end of the trunnion (Type 1) This lug also producescircumferential and longitudinal moments in the shellHowever in addition this type of lug will producea torsional moment on the shell that is maximum at 0 andzero at 90 of angular rotation The rotating lug (Type 2)eliminates any torsional moment
There is one single lift angle that will produce themaximum stress in the vessel shell but no lift angle that isthe worst for all vessels The worst case is dependent onthe type of lift attachments distances weights and posi-tion relative to the center of gravity
The minimum lift location is the lowest pick point thatdoes not overstress the overhanging portion of the vesselThe maximum lift location is the highest pick point thatdoes not overstress the vessel between the tail and pickpoints These points become significant when locating thelift points to balance the stress at the top lug the overhangand the midspan stress
The use of side lugs can sometimes provide anadvantage by reducing the buckling stress at midspan andthe required lift height Side lugs allow for shorter boomlengths on a two-crane lift or gin poles A shorter boomlength in turn allows a higher lift capacity for the cranesThe lower the lug location on the shell the shorter the liftand the higher the allowable crane capacity This cantranslate into dollars as crane capacity is affected Thechallenge from the vessel side is the longitudinal bendingdue to the overhang and increased local shell stresses Allof these factors must be balanced to determine the lowestoverall cost of an erected vessel
Requirement for Erection and Setting of Vertical Vessels
The following is a brief synopsis of general recom-mendations regarding the setting leveling and shimmingof vertical vessels The following should be considered asguidelines only There are no codes or standards that areapplied In general company specifications containcontract requirements for the contractors scope of supplyor duties The following lists help to clarify generalconstruction practices with regard to the setting of verticalvessels and towers
Contractor Duties
1 Prepare tops of foundations (bush hammer ifrequired)
2 Perform surveying as required to establish center-lines sole plate or shim elevations at bottom of baseof equipment
3 Shimming4 Erect equipment5 Levelplumbing6 Final alignment7 Grouting8 Bolting
Tolerances
Out of vertical tolerance for vertical vessels unlessspecified otherwise shall be 01 of the vessel heightor about frac14 inch for every 20 feet to a maximum offrac34 inches
Soleplates (also called bearing pads levelingplates or embedments)
Soleplates are stainless steel plates 05 inches to075 inches thick set in grout on top of the foundation atthe exact height of the underside of the base plate Asa rule two soleplates should be installed per anchor boltone on each side of the bolt Depending on the towerdiameter and the distance between the anchor boltsanother soleplate may be installed between adjacentanchor bolts The dimensions of the soleplates will varyaccording to the width of the vessel base ring and vesselweight Soleplates are supported in place by a mixture ofPortland cement and sand in proportions 13 The vesselshould not be erected until the soleplates have been inplace for 28 days to allow for concrete curing Shims andsoleplates will remain in place after the grouting operation
Shims
Shims are used to provide precise leveling of the vesselShim packs may be grouted into the foundation in lieu ofsole plates but this practice is unusual Typically shimsare used on top of the sole plates for the leveling opera-tion Special shims may be required for unique applica-tions such as a large vessel supported on a braced framestructure with minimal contactbearing at each support
Transportation and Erection of Pressure Vessels 661
point The following are some guidelines for the use ofshims
1 Shims If left in place shall be stainless steel2 Shims must have rounded corners3 Shims will be fixed in place4 Shims shall be deburred5 Shims shall be full bearing6 Shims may be horseshoe type7 Shims thinner than 0001 inches are not allowed8 Shims with holes are not allowed9 Shims should be the full width of the base plate
LevelingStraightnessPlumbness
After the vessel has been placed on its foundation itmust be checked to be certain it is vertical and plumbLeveling is normally checked by use of two theodilites90 degrees apart The theodilites shall be spaced anadequate distance from the vessel to allow visual field ofthe entire height of the vessel Adjustments can be made tothe vessel alignment by means of wedges either poweredor not and then shimmed The wedges should not be leftin place after shimming
The vessel may be heated by the sun to a highertemperature on one side than the other This can createa slight ldquobananardquo effect which should be taken intoaccount when checking levelness The equation forcalculating the deflection from this effect is as follows
2 frac14 p D2 t H2 aDT
8 I
where2 frac14 Deflection inD frac14 Diameter ftT frac14 Thickness inH frac14 Height fta frac14 Coefficient of thermal expansion ininF
DT frac14 Temperature difference from one side of thecolumn to the other F
I frac14 Moment of inertia of vessel cross section ft4
Bolting
After the vessel is aligned and shimmed the nuts on theanchor bolts must be tightened The vessel should not be
left standing without the crane attached unless all anchorbolts have been tightened
The anchor bolts should not be tightened to theirmaximum load until the drypacking under the base plateis complete At this stage the base plate is suspendedbetween the soleplates until the drypack is installedSince the soleplates straddle the anchor bolts there isa chance of deforming the baseplate prior to the instal-lation of the drypack if the anchor bolts are overtightened
After drypacking the anchor bolts should be tight-ened to the correct torque to produce the maximumallowable bolt stress The anchor bolts should not betightened beyond the point of maximum allowable boltstress
Note that the initial anchor bolt tension does notincrease the maximum bolt tension caused by wind orearthquake This initial tension will only clamp the basering to the concrete Both are in equal compression untilthe external load is applied The external load reduces thecompression in the concrete before additional load isapplied to the bolts After the external load overcomes allthe compression in the concrete the stress in the bolt willincrease to the value it would have been had there been noinitial tension
Grouting
Grout under base plates shall provide full uniform loadtransfer between the bottom of the base plate and the topof the foundation Load transfer to the foundation must bethrough the grout not through the shims or soleplate
Prior to setting of the vessel the top of the foundationshould be bush hammered and cleaned This ensures thatthe grout will adhere to the surface of the foundation Bushhammering may be done strictly under the base plate oracross the entire top of the foundation
Once the vessel is leveled shimmed and bolted it isready to be grouted Grouting shall consist of filling thevoid area between the top of foundation and the undersideof base plate with cementatious grout The grout shall beinstalled in accordance with the manufacturers recom-mendations and any applicable contract specifications
Depending on the type of grout to be used grout damsmay be used
662 Pressure Vessel Design Manual
18
132 mm times 15 m SLINGSWL = 120 TON (SP)DOUBLE (2 PCS)SWL = 500 T times 40 m LENGTHSPREADER BEAM
SWL = 400T SHACKLE (4 NOS)
SWL = 400T SHACKLE (1 NO)
100 mm times 20 m SLINGSWL = 90 TON (SP)SWL = 737 TON (BH)DOUBLE (2 PCS)
90 mm times 15 m SLINGSWL = 60 TON (SP)SWL = 441 TON (BH)DOUBLE (2 PCS)
CounterWeight = 40ton
CounterWeight = 275ton
BOO
M 9
6m
90009000
620002000017000 100
0
100
0 13000
MAST 24m
oslash3840
oslash4160
1692
1829
1026
987
4
BOO
M 36m
Figure 10-5 Typical example of erection study
Transporta
tionandErectio
nofPressure
Vessels
663
Steps in Design
Given the overall weight and geometry of the vesseland the location of the center of gravity based on theerected weight apply the following steps to eithercomplete the design or analyze the design
Step 1 Select the type of lifting attachments as aninitial starting point
Lift end (also referred to as the ldquopick endrdquo)a Head lug Usually the simplest and most
economical and produces the least stressb Cone lug Similar to a head lug but located at
a conical transition section of the vesselc Side lug Complex and expensived Top flange lug The choice for high-pressure
vessels where the top center flange and head arevery rigid This method is uneconomical foraverage applications
e Side flange lug Rarely used because it requiresa very heavy nozzle and shell reinforcement
f Trunnions Simple and economical Used ona wide variety of vessels
g OtherTail end
a Tail beamb Tail lugc Choker (cinch) see later commentary
Tailing a column during erection with a wire ropechoker on the skirt above the base ring is a fairly commonprocedure Most experienced erectors are qualified toperform this procedure safely There are several advan-tages to using a tailing choker
bull Saves material design detailing and fabricationbull Simplifies concerns with lug and shippingorientations
bull May reduce overall height during transportation
There are situations and conditions that could make theuse of a tailing choker impractical costly and possiblyunsafe Provide tailing lugs or a tailing beam if
bull The column is more than about 10 feet in diameterThe larger the diameter the more difficult it is for thewire rope to cinch down and form a good choke onthe column
bull The tail load is so great that it requires the use ofslings greater than about 1frac12 inches in diameter Thelarger the diameter of the rope the less flexible it isand the more likely that it could slip up unexpectedlyduring erection
Step 2 Determine the forces T and P for all angles oferection
Step 3 Designcheck the lifting attachments for thetailing force T and pick force P
Step 4 Designcheck the base ring assembly forstresses due to tailing force T
Step 5 Determine the base ring stiffening configura-tion if required and design struts
Step 6 Check shell stresses due to bending during liftThis would include midspan as well as anyoverhang
Step 7 Analyze local loads in vessel shell and skirt dueto loads from attachments
Allowable Stresses
Per AISC
Tension
Ft frac14 06Fy on gross area
frac14 05Fu on effective net area
frac14 045Fy for pin-connected members
Compression(for short members only)
Fc frac14 Use buckling value
frac14 for vessel shell 133 ASME Factor B
Shear
Fs frac14 Net area of pin hole 045Fy
frac14 other than pin-connected members 04Fy
frac14 fillet welds in shear
E60XX 9600 lb=in or 13 600 psi
E70XX 11 200 lb=in or 15 800 psi
Bending
Fb frac14 06Fy to 075Fy depending on the shape of themember
Bearing
Fp frac14 09Fy
Combined
Shear and tension
sa
Fathorn sFs
1
664 Pressure Vessel Design Manual
Tension compression and bendingsa
Fathorn sb
Fb 1 or
sT
FTthorn sb
Fb 1
Note Custom-designed lifting devices that supportlifted loads are generally governed by ASME B3020ldquoBelow the hook lifting devicesrdquoUnder this specificationdesign stresses are limited to Fy3 The use of AISCallowables with a load factor of 18 or greater willgenerally meet this requirement
Notation
A frac14 area in2
Aa frac14 area available in2
Ab frac14 area bolt in2
An frac14 net cross-sectional area of lug in2
Ap frac14 area pin hole in2
Ar frac14 area required in2
As frac14 area strut in2 or shear area of boltsC frac14 lug dimension see sketchDo frac14 diameter vessel OD inD1 frac14 diameter lift hole inD2 frac14 diameter pin inD3 frac14 diameter pad eye inDsk frac14 diameter skirt inDm frac14 mean vessel diameter inE frac14 modulus of elasticity psifr frac14 tail end radial force lbfL frac14 tail end longitudinal force lbfs frac14 shear load lb or lbinFa frac14 allowable stress combined loading psiFb frac14 allowable stress bending psiFc frac14 allowable stress compression psiFp frac14 allowable stress bearing pressure psiFs frac14 allowable stress shear psiFt frac14 allowable stress tension psiFy frac14 minimum specified yield stress psiI frac14 moment of inertia in4
Jw frac14 polar moment of inertia of weld in4
K frac14 end connection coefficientKL frac14 overall load factor combining impact and safety
factors 15ndash20Ki frac14 impact factor 025ndash05Kr frac14 internal moment coefficient in circular ring due
to radial loadKs frac14 safety factorKT frac14 internal tensioncompression coefficient in
circular ring due to radial loadLs frac14 length of skirtbase stiffenerstrut in
M frac14 moment in-lbMb frac14 bending moment in-lbMC frac14 circumferential moment in-lbML frac14 longitudinal moment in-lbMT frac14 torsional moment in-lbNb frac14 number of bolts used in tail beam or flange
lugN frac14 width of flange of tail beam with a web stiffener
(N frac14 10 without web stiffener)nL frac14 number of head or side lugsP frac14 pick end load lbPe frac14 equivalent load lbPL frac14 longitudinal load per lug lbPr frac14 radial load lbPT frac14 transverse load per lug lbRb frac14 radius of base ring to neutral axis inr frac14 radius of gyration of strut in
Rc frac14 radius of bolt circle of flange inSu frac14 minimum specified tensile stress of bolts psitb frac14 thickness of base plate intg frac14 thickness of gusset intL frac14 thickness of lug intP frac14 thickness of pad eye ints frac14 thickness of shell inT frac14 tail end load lbTb frac14 bolt pretension load lbsTt frac14 tangential force lbw1 frac14 fillet weld size shell to re-padw2 frac14 fillet weld size re-pad to shellw3 frac14 fillet weld size pad eye to lugw4 frac14 fillet weld size base plate to skirtw5 frac14 uniform load on vessel lbinWE frac14 design erection weight lbWL frac14 erection weight lbZ frac14 section modulus in3
a frac14 angular position for moment coefficients in basering clockwise from 0
b frac14 angle between parallel beams degreess frac14 stress combined psisb frac14 stress bending psisp frac14 stress bearing psisc frac14 stress compression psiscr frac14 critical buckling stress psisT frac14 stress tension psis frac14 shear stress psisT frac14 torsional shear stress psiq frac14 lift angle degrees
qB frac14 minimum bearing contact angle degreesqH frac14 sling angle to lift line horizontal degreesqv frac14 sling angle to lift line vertical degrees
Transportation and Erection of Pressure Vessels 665
Procedure 10-3 Lifting Attachments and Terminology
666 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 667
668 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 669
670 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 671
Tailing Trunnion
Utilizes reinforced openings in skirt with through pipePipe is removed after erection and the openings used asskirt manways
Shell Flange Lug
Lifting Device Utilizing Top Body Flanges
672 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 673
Miscellaneous Lugs WL lt 60 kips
Calculations
Due to bending
tL frac14 6PTB
A2Fb
Due to shear
tL frac14 PTethA D1THORNFs
Due to tension
tL frac14 PLethA D1THORNFt
Notes
1 Table 10-6 is based on an allowable stress of 137ksi
2 Design each lug for a 21 safety factor3 Design each lug for a minimum 10 side force
Hertzian Stress Bearing
sp frac14 0418
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiE
PtL
ethR1 R2THORN
13
R1R2
vuuutlt 2Fy
Shear Load in WeldType 1 greater of following
sw frac14 6PTB
2A2
sw frac14 PL2A
Type 2 Use design for top head lug
Table 10-6Lug dimensions
WL kips A D1 B C tL w1 WL kips A D1 B C tL w1
4 3 088 15 2 05 025 20 7 175 3 3 1 038
6 35 1 163 2 063 025 25 7 238 4 4 1 044
8 4 113 175 2 063 025 35 8 238 4 4 1125 05
10 45 125 2 2 075 025 40 8 238 4 4 1125 063
12 5 138 213 3 088 025 45 8 288 4 4 1125 063
14 55 15 238 3 1 038 50 10 288 4 4 125 075
16 65 163 25 3 1 038 55 10 288 4 4 125 075
18 7 175 275 3 1 038 60 10 288 4 4 125 088
Figure 10-6 Dimensions and forces
674 Pressure Vessel Design Manual

Alternate Procedure
Tension Band Notation
N frac14 Number of bands on one saddleQ frac14 Total load on one saddle LbsR frac14 Outside vessel radius inT frac14 Tension load in band Lbsb frac14 Angle of tension bands degrees
K1 frac14 Transverse shipping coefficientK2 frac14 Vertical shipping coefficientX frac14 Horizontal distance to centroid of saddle
reaction inY frac14 Vertical distance to centroid of saddle in
Calculation
bull Vertical distance to centroid of saddle Y
Y frac14 R sin q=q
bull Find angle a
a frac14 cos1 Y=R
bull Horizontal distance to centroid of saddle X
X frac14 R sina
bull Tension load in band T
T frac14 frac12Q frac12ethK1 Y=XTHORN thorn K2=frac122N cos b
Notes
1 Vertical reaction can be a result of longitudinal loadUse largest value
2 Use K2 frac14 0 for transverse case3 Use K1 frac14 0 for longitudinal case4 Use worst case of T1 or T2 and design the balance of
components per previous method
Example
K1 frac14 25K2 frac14 5Q frac14 500 kipsR frac14 925 inq frac14 75 frac14 1308 radb frac14 75N frac14 2
Y frac14 R sin qqY frac14 925 sin 75 1308 frac14 683 in
a frac14 cos-1 (Y R)a frac14 cos-1 (683 925) frac14 424o
X frac14 R sin a
X frac14 925 (sin 424) frac14 624 in
Transverse (K2 frac14 0)
T1 frac14 [Q [(K1 Y X) thorn K2]] [2N cos b]T1 frac14 [500 [(025$683624) thorn 0]] [2$2 cos 75] frac14
3435 kips
Longitudinal (K1 frac14 0)
T2 frac14 [Q [(K1 Y X) thorn K2]] [2N cos b]T2 frac14 [500 [0 thorn 05]] [2$2 cos 75] frac14 6304 kips
K2 W
K1 W
B
AX
TY
R
β α
θ
Figure 10-4 Dimensions of shipping saddle for alternatecase
658 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 659
Procedure 10-2 Erection of Pressure Vessels
The designer of pressure vessels and similar equipmentwill ultimately become involved in the movement trans-portation and erection of that equipment The degree ofthat involvement will vary due to the separation of dutiesand responsibilities of the parties concerned It is prudenthowever for the designer to plan for the eventuality ofthese events and to integrate these activities into theoriginal design If this planning is done properly thereis seldom a problem when the equipment gets to itsfinal destination Conversely there have been numerousproblems encountered when proper planning has notbeen done
There is also an economic benefit in including thelifting attachments in the base vessel bid and designThese lifting attachments are relatively inexpensive incomparison to the overall cost of the vessel and minusculecompared to the cost of the erection of the equipment Theerection alone for a major vessel can run into millions ofdollars If these attachments are added after the purchaseorder is awarded they can become expensive extras
There are also the consequences to life property andschedules if this activity is not carried out to a successfulconclusion Compared to the fabricated cost of the liftingattachments the consequences to life property andschedule are too important to leave the design of thesecomponents and their effect on the vessel to those not fullyversed in the design and analysis of pressure vessels
In addition it is important that the designer of the liftingattachments be in contact with the construction organi-zation that will be executing the lift This ensures that alllifting attachments meet the requirements imposed by thelifting equipment There are so many different methodsand techniques for the erection of vessels and the relatedcosts of each that a coordinated effort between thedesigner and erector is mandatory To avoid surprisesneither the designer nor the erector can afford to work ina vacuum To this end it is not advisable for the vesselfabricator to be responsible for the design if the fabricatoris not the chief coordinator of the transport and erection ofthe vessel
Vessels and related equipment can be erected ina variety of ways Vessels are erected by means of singlecranes multiple cranes gin poles jacking towers andother means The designer of the lifting attachmentsshould not attempt to dictate the erection method by thetypes of attachments that are designed for the vessel The
selection of one type of attachment versus another couldvery well do just that
Not every vessel needs to be designed for erection orhave lifting attachments Obviously the larger the vesselthe more complex the vessel the more expensive thevessel the more care and concern that should be taken intoaccount when designing the attachments and coordinatingthe lift The following listing will provide some guidelinesfor the provision of special lifting attachments and a liftinganalysis to be done In general provide lifting attachmentsfor the following cases
bull Vessels over 50000 lb (25 tons)bull Vessels with LD ratios greater than 5bull Vertical vessels greater than 8 ft in diameter or 50 ftin length
bull Vessels located in a structure or supported bya structure
bull High-alloy or heat-treated vessels (since it would notbe advisable for the field to be doing welding onthese vessels after they arrive on site and wire ropeslings could contaminate the vessel material)
bull Flare stacksbull Vessels with special transportation requirements
At the initial pick point when the vessel is still hori-zontal the load is shared between the lifting lugs and thetail beam or lug based on their respective distances to thevessel center of gravity As the lift proceeds a greaterpercentage of the load is shifted to the top lugs or trun-nions until the vessel is vertical and all of the load is thenon the top lugs At this point the tail beam or shackle canbe removed
During each degree of rotation the load on the lugstrunnions tailing device base ring and vessel shell arecontinually varying The loads on the welds attachingthese devices will also change The designer shouldevaluate these loadings at the various lift angles todetermine the worst coincident case
The worst case is dependent on the type of vessel andthe type of attachments For example there are threetypes of trunnions described in this procedure There isthe bare trunnion (Type 3) where the wire rope slidesaround the trunnion itself While the vessel is in thehorizontal position (initial pick point) the load producesa circumferential moment on the shell Once the vesselis in the upright position the same load produces
660 Pressure Vessel Design Manual
a longitudinal moment in the shell At all the interme-diate angles of lift there is a combination of circumfer-ential and longitudinal moments The designer shouldcheck the two worst cases at 0 and 90 and severalcombinations in between
The same trunnion could have a lifting lug welded tothe end of the trunnion (Type 1) This lug also producescircumferential and longitudinal moments in the shellHowever in addition this type of lug will producea torsional moment on the shell that is maximum at 0 andzero at 90 of angular rotation The rotating lug (Type 2)eliminates any torsional moment
There is one single lift angle that will produce themaximum stress in the vessel shell but no lift angle that isthe worst for all vessels The worst case is dependent onthe type of lift attachments distances weights and posi-tion relative to the center of gravity
The minimum lift location is the lowest pick point thatdoes not overstress the overhanging portion of the vesselThe maximum lift location is the highest pick point thatdoes not overstress the vessel between the tail and pickpoints These points become significant when locating thelift points to balance the stress at the top lug the overhangand the midspan stress
The use of side lugs can sometimes provide anadvantage by reducing the buckling stress at midspan andthe required lift height Side lugs allow for shorter boomlengths on a two-crane lift or gin poles A shorter boomlength in turn allows a higher lift capacity for the cranesThe lower the lug location on the shell the shorter the liftand the higher the allowable crane capacity This cantranslate into dollars as crane capacity is affected Thechallenge from the vessel side is the longitudinal bendingdue to the overhang and increased local shell stresses Allof these factors must be balanced to determine the lowestoverall cost of an erected vessel
Requirement for Erection and Setting of Vertical Vessels
The following is a brief synopsis of general recom-mendations regarding the setting leveling and shimmingof vertical vessels The following should be considered asguidelines only There are no codes or standards that areapplied In general company specifications containcontract requirements for the contractors scope of supplyor duties The following lists help to clarify generalconstruction practices with regard to the setting of verticalvessels and towers
Contractor Duties
1 Prepare tops of foundations (bush hammer ifrequired)
2 Perform surveying as required to establish center-lines sole plate or shim elevations at bottom of baseof equipment
3 Shimming4 Erect equipment5 Levelplumbing6 Final alignment7 Grouting8 Bolting
Tolerances
Out of vertical tolerance for vertical vessels unlessspecified otherwise shall be 01 of the vessel heightor about frac14 inch for every 20 feet to a maximum offrac34 inches
Soleplates (also called bearing pads levelingplates or embedments)
Soleplates are stainless steel plates 05 inches to075 inches thick set in grout on top of the foundation atthe exact height of the underside of the base plate Asa rule two soleplates should be installed per anchor boltone on each side of the bolt Depending on the towerdiameter and the distance between the anchor boltsanother soleplate may be installed between adjacentanchor bolts The dimensions of the soleplates will varyaccording to the width of the vessel base ring and vesselweight Soleplates are supported in place by a mixture ofPortland cement and sand in proportions 13 The vesselshould not be erected until the soleplates have been inplace for 28 days to allow for concrete curing Shims andsoleplates will remain in place after the grouting operation
Shims
Shims are used to provide precise leveling of the vesselShim packs may be grouted into the foundation in lieu ofsole plates but this practice is unusual Typically shimsare used on top of the sole plates for the leveling opera-tion Special shims may be required for unique applica-tions such as a large vessel supported on a braced framestructure with minimal contactbearing at each support
Transportation and Erection of Pressure Vessels 661
point The following are some guidelines for the use ofshims
1 Shims If left in place shall be stainless steel2 Shims must have rounded corners3 Shims will be fixed in place4 Shims shall be deburred5 Shims shall be full bearing6 Shims may be horseshoe type7 Shims thinner than 0001 inches are not allowed8 Shims with holes are not allowed9 Shims should be the full width of the base plate
LevelingStraightnessPlumbness
After the vessel has been placed on its foundation itmust be checked to be certain it is vertical and plumbLeveling is normally checked by use of two theodilites90 degrees apart The theodilites shall be spaced anadequate distance from the vessel to allow visual field ofthe entire height of the vessel Adjustments can be made tothe vessel alignment by means of wedges either poweredor not and then shimmed The wedges should not be leftin place after shimming
The vessel may be heated by the sun to a highertemperature on one side than the other This can createa slight ldquobananardquo effect which should be taken intoaccount when checking levelness The equation forcalculating the deflection from this effect is as follows
2 frac14 p D2 t H2 aDT
8 I
where2 frac14 Deflection inD frac14 Diameter ftT frac14 Thickness inH frac14 Height fta frac14 Coefficient of thermal expansion ininF
DT frac14 Temperature difference from one side of thecolumn to the other F
I frac14 Moment of inertia of vessel cross section ft4
Bolting
After the vessel is aligned and shimmed the nuts on theanchor bolts must be tightened The vessel should not be
left standing without the crane attached unless all anchorbolts have been tightened
The anchor bolts should not be tightened to theirmaximum load until the drypacking under the base plateis complete At this stage the base plate is suspendedbetween the soleplates until the drypack is installedSince the soleplates straddle the anchor bolts there isa chance of deforming the baseplate prior to the instal-lation of the drypack if the anchor bolts are overtightened
After drypacking the anchor bolts should be tight-ened to the correct torque to produce the maximumallowable bolt stress The anchor bolts should not betightened beyond the point of maximum allowable boltstress
Note that the initial anchor bolt tension does notincrease the maximum bolt tension caused by wind orearthquake This initial tension will only clamp the basering to the concrete Both are in equal compression untilthe external load is applied The external load reduces thecompression in the concrete before additional load isapplied to the bolts After the external load overcomes allthe compression in the concrete the stress in the bolt willincrease to the value it would have been had there been noinitial tension
Grouting
Grout under base plates shall provide full uniform loadtransfer between the bottom of the base plate and the topof the foundation Load transfer to the foundation must bethrough the grout not through the shims or soleplate
Prior to setting of the vessel the top of the foundationshould be bush hammered and cleaned This ensures thatthe grout will adhere to the surface of the foundation Bushhammering may be done strictly under the base plate oracross the entire top of the foundation
Once the vessel is leveled shimmed and bolted it isready to be grouted Grouting shall consist of filling thevoid area between the top of foundation and the undersideof base plate with cementatious grout The grout shall beinstalled in accordance with the manufacturers recom-mendations and any applicable contract specifications
Depending on the type of grout to be used grout damsmay be used
662 Pressure Vessel Design Manual
18
132 mm times 15 m SLINGSWL = 120 TON (SP)DOUBLE (2 PCS)SWL = 500 T times 40 m LENGTHSPREADER BEAM
SWL = 400T SHACKLE (4 NOS)
SWL = 400T SHACKLE (1 NO)
100 mm times 20 m SLINGSWL = 90 TON (SP)SWL = 737 TON (BH)DOUBLE (2 PCS)
90 mm times 15 m SLINGSWL = 60 TON (SP)SWL = 441 TON (BH)DOUBLE (2 PCS)
CounterWeight = 40ton
CounterWeight = 275ton
BOO
M 9
6m
90009000
620002000017000 100
0
100
0 13000
MAST 24m
oslash3840
oslash4160
1692
1829
1026
987
4
BOO
M 36m
Figure 10-5 Typical example of erection study
Transporta
tionandErectio
nofPressure
Vessels
663
Steps in Design
Given the overall weight and geometry of the vesseland the location of the center of gravity based on theerected weight apply the following steps to eithercomplete the design or analyze the design
Step 1 Select the type of lifting attachments as aninitial starting point
Lift end (also referred to as the ldquopick endrdquo)a Head lug Usually the simplest and most
economical and produces the least stressb Cone lug Similar to a head lug but located at
a conical transition section of the vesselc Side lug Complex and expensived Top flange lug The choice for high-pressure
vessels where the top center flange and head arevery rigid This method is uneconomical foraverage applications
e Side flange lug Rarely used because it requiresa very heavy nozzle and shell reinforcement
f Trunnions Simple and economical Used ona wide variety of vessels
g OtherTail end
a Tail beamb Tail lugc Choker (cinch) see later commentary
Tailing a column during erection with a wire ropechoker on the skirt above the base ring is a fairly commonprocedure Most experienced erectors are qualified toperform this procedure safely There are several advan-tages to using a tailing choker
bull Saves material design detailing and fabricationbull Simplifies concerns with lug and shippingorientations
bull May reduce overall height during transportation
There are situations and conditions that could make theuse of a tailing choker impractical costly and possiblyunsafe Provide tailing lugs or a tailing beam if
bull The column is more than about 10 feet in diameterThe larger the diameter the more difficult it is for thewire rope to cinch down and form a good choke onthe column
bull The tail load is so great that it requires the use ofslings greater than about 1frac12 inches in diameter Thelarger the diameter of the rope the less flexible it isand the more likely that it could slip up unexpectedlyduring erection
Step 2 Determine the forces T and P for all angles oferection
Step 3 Designcheck the lifting attachments for thetailing force T and pick force P
Step 4 Designcheck the base ring assembly forstresses due to tailing force T
Step 5 Determine the base ring stiffening configura-tion if required and design struts
Step 6 Check shell stresses due to bending during liftThis would include midspan as well as anyoverhang
Step 7 Analyze local loads in vessel shell and skirt dueto loads from attachments
Allowable Stresses
Per AISC
Tension
Ft frac14 06Fy on gross area
frac14 05Fu on effective net area
frac14 045Fy for pin-connected members
Compression(for short members only)
Fc frac14 Use buckling value
frac14 for vessel shell 133 ASME Factor B
Shear
Fs frac14 Net area of pin hole 045Fy
frac14 other than pin-connected members 04Fy
frac14 fillet welds in shear
E60XX 9600 lb=in or 13 600 psi
E70XX 11 200 lb=in or 15 800 psi
Bending
Fb frac14 06Fy to 075Fy depending on the shape of themember
Bearing
Fp frac14 09Fy
Combined
Shear and tension
sa
Fathorn sFs
1
664 Pressure Vessel Design Manual
Tension compression and bendingsa
Fathorn sb
Fb 1 or
sT
FTthorn sb
Fb 1
Note Custom-designed lifting devices that supportlifted loads are generally governed by ASME B3020ldquoBelow the hook lifting devicesrdquoUnder this specificationdesign stresses are limited to Fy3 The use of AISCallowables with a load factor of 18 or greater willgenerally meet this requirement
Notation
A frac14 area in2
Aa frac14 area available in2
Ab frac14 area bolt in2
An frac14 net cross-sectional area of lug in2
Ap frac14 area pin hole in2
Ar frac14 area required in2
As frac14 area strut in2 or shear area of boltsC frac14 lug dimension see sketchDo frac14 diameter vessel OD inD1 frac14 diameter lift hole inD2 frac14 diameter pin inD3 frac14 diameter pad eye inDsk frac14 diameter skirt inDm frac14 mean vessel diameter inE frac14 modulus of elasticity psifr frac14 tail end radial force lbfL frac14 tail end longitudinal force lbfs frac14 shear load lb or lbinFa frac14 allowable stress combined loading psiFb frac14 allowable stress bending psiFc frac14 allowable stress compression psiFp frac14 allowable stress bearing pressure psiFs frac14 allowable stress shear psiFt frac14 allowable stress tension psiFy frac14 minimum specified yield stress psiI frac14 moment of inertia in4
Jw frac14 polar moment of inertia of weld in4
K frac14 end connection coefficientKL frac14 overall load factor combining impact and safety
factors 15ndash20Ki frac14 impact factor 025ndash05Kr frac14 internal moment coefficient in circular ring due
to radial loadKs frac14 safety factorKT frac14 internal tensioncompression coefficient in
circular ring due to radial loadLs frac14 length of skirtbase stiffenerstrut in
M frac14 moment in-lbMb frac14 bending moment in-lbMC frac14 circumferential moment in-lbML frac14 longitudinal moment in-lbMT frac14 torsional moment in-lbNb frac14 number of bolts used in tail beam or flange
lugN frac14 width of flange of tail beam with a web stiffener
(N frac14 10 without web stiffener)nL frac14 number of head or side lugsP frac14 pick end load lbPe frac14 equivalent load lbPL frac14 longitudinal load per lug lbPr frac14 radial load lbPT frac14 transverse load per lug lbRb frac14 radius of base ring to neutral axis inr frac14 radius of gyration of strut in
Rc frac14 radius of bolt circle of flange inSu frac14 minimum specified tensile stress of bolts psitb frac14 thickness of base plate intg frac14 thickness of gusset intL frac14 thickness of lug intP frac14 thickness of pad eye ints frac14 thickness of shell inT frac14 tail end load lbTb frac14 bolt pretension load lbsTt frac14 tangential force lbw1 frac14 fillet weld size shell to re-padw2 frac14 fillet weld size re-pad to shellw3 frac14 fillet weld size pad eye to lugw4 frac14 fillet weld size base plate to skirtw5 frac14 uniform load on vessel lbinWE frac14 design erection weight lbWL frac14 erection weight lbZ frac14 section modulus in3
a frac14 angular position for moment coefficients in basering clockwise from 0
b frac14 angle between parallel beams degreess frac14 stress combined psisb frac14 stress bending psisp frac14 stress bearing psisc frac14 stress compression psiscr frac14 critical buckling stress psisT frac14 stress tension psis frac14 shear stress psisT frac14 torsional shear stress psiq frac14 lift angle degrees
qB frac14 minimum bearing contact angle degreesqH frac14 sling angle to lift line horizontal degreesqv frac14 sling angle to lift line vertical degrees
Transportation and Erection of Pressure Vessels 665
Procedure 10-3 Lifting Attachments and Terminology
666 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 667
668 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 669
670 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 671
Tailing Trunnion
Utilizes reinforced openings in skirt with through pipePipe is removed after erection and the openings used asskirt manways
Shell Flange Lug
Lifting Device Utilizing Top Body Flanges
672 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 673
Miscellaneous Lugs WL lt 60 kips
Calculations
Due to bending
tL frac14 6PTB
A2Fb
Due to shear
tL frac14 PTethA D1THORNFs
Due to tension
tL frac14 PLethA D1THORNFt
Notes
1 Table 10-6 is based on an allowable stress of 137ksi
2 Design each lug for a 21 safety factor3 Design each lug for a minimum 10 side force
Hertzian Stress Bearing
sp frac14 0418
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiE
PtL
ethR1 R2THORN
13
R1R2
vuuutlt 2Fy
Shear Load in WeldType 1 greater of following
sw frac14 6PTB
2A2
sw frac14 PL2A
Type 2 Use design for top head lug
Table 10-6Lug dimensions
WL kips A D1 B C tL w1 WL kips A D1 B C tL w1
4 3 088 15 2 05 025 20 7 175 3 3 1 038
6 35 1 163 2 063 025 25 7 238 4 4 1 044
8 4 113 175 2 063 025 35 8 238 4 4 1125 05
10 45 125 2 2 075 025 40 8 238 4 4 1125 063
12 5 138 213 3 088 025 45 8 288 4 4 1125 063
14 55 15 238 3 1 038 50 10 288 4 4 125 075
16 65 163 25 3 1 038 55 10 288 4 4 125 075
18 7 175 275 3 1 038 60 10 288 4 4 125 088
Figure 10-6 Dimensions and forces
674 Pressure Vessel Design Manual

Transportation and Erection of Pressure Vessels 659
Procedure 10-2 Erection of Pressure Vessels
The designer of pressure vessels and similar equipmentwill ultimately become involved in the movement trans-portation and erection of that equipment The degree ofthat involvement will vary due to the separation of dutiesand responsibilities of the parties concerned It is prudenthowever for the designer to plan for the eventuality ofthese events and to integrate these activities into theoriginal design If this planning is done properly thereis seldom a problem when the equipment gets to itsfinal destination Conversely there have been numerousproblems encountered when proper planning has notbeen done
There is also an economic benefit in including thelifting attachments in the base vessel bid and designThese lifting attachments are relatively inexpensive incomparison to the overall cost of the vessel and minusculecompared to the cost of the erection of the equipment Theerection alone for a major vessel can run into millions ofdollars If these attachments are added after the purchaseorder is awarded they can become expensive extras
There are also the consequences to life property andschedules if this activity is not carried out to a successfulconclusion Compared to the fabricated cost of the liftingattachments the consequences to life property andschedule are too important to leave the design of thesecomponents and their effect on the vessel to those not fullyversed in the design and analysis of pressure vessels
In addition it is important that the designer of the liftingattachments be in contact with the construction organi-zation that will be executing the lift This ensures that alllifting attachments meet the requirements imposed by thelifting equipment There are so many different methodsand techniques for the erection of vessels and the relatedcosts of each that a coordinated effort between thedesigner and erector is mandatory To avoid surprisesneither the designer nor the erector can afford to work ina vacuum To this end it is not advisable for the vesselfabricator to be responsible for the design if the fabricatoris not the chief coordinator of the transport and erection ofthe vessel
Vessels and related equipment can be erected ina variety of ways Vessels are erected by means of singlecranes multiple cranes gin poles jacking towers andother means The designer of the lifting attachmentsshould not attempt to dictate the erection method by thetypes of attachments that are designed for the vessel The
selection of one type of attachment versus another couldvery well do just that
Not every vessel needs to be designed for erection orhave lifting attachments Obviously the larger the vesselthe more complex the vessel the more expensive thevessel the more care and concern that should be taken intoaccount when designing the attachments and coordinatingthe lift The following listing will provide some guidelinesfor the provision of special lifting attachments and a liftinganalysis to be done In general provide lifting attachmentsfor the following cases
bull Vessels over 50000 lb (25 tons)bull Vessels with LD ratios greater than 5bull Vertical vessels greater than 8 ft in diameter or 50 ftin length
bull Vessels located in a structure or supported bya structure
bull High-alloy or heat-treated vessels (since it would notbe advisable for the field to be doing welding onthese vessels after they arrive on site and wire ropeslings could contaminate the vessel material)
bull Flare stacksbull Vessels with special transportation requirements
At the initial pick point when the vessel is still hori-zontal the load is shared between the lifting lugs and thetail beam or lug based on their respective distances to thevessel center of gravity As the lift proceeds a greaterpercentage of the load is shifted to the top lugs or trun-nions until the vessel is vertical and all of the load is thenon the top lugs At this point the tail beam or shackle canbe removed
During each degree of rotation the load on the lugstrunnions tailing device base ring and vessel shell arecontinually varying The loads on the welds attachingthese devices will also change The designer shouldevaluate these loadings at the various lift angles todetermine the worst coincident case
The worst case is dependent on the type of vessel andthe type of attachments For example there are threetypes of trunnions described in this procedure There isthe bare trunnion (Type 3) where the wire rope slidesaround the trunnion itself While the vessel is in thehorizontal position (initial pick point) the load producesa circumferential moment on the shell Once the vesselis in the upright position the same load produces
660 Pressure Vessel Design Manual
a longitudinal moment in the shell At all the interme-diate angles of lift there is a combination of circumfer-ential and longitudinal moments The designer shouldcheck the two worst cases at 0 and 90 and severalcombinations in between
The same trunnion could have a lifting lug welded tothe end of the trunnion (Type 1) This lug also producescircumferential and longitudinal moments in the shellHowever in addition this type of lug will producea torsional moment on the shell that is maximum at 0 andzero at 90 of angular rotation The rotating lug (Type 2)eliminates any torsional moment
There is one single lift angle that will produce themaximum stress in the vessel shell but no lift angle that isthe worst for all vessels The worst case is dependent onthe type of lift attachments distances weights and posi-tion relative to the center of gravity
The minimum lift location is the lowest pick point thatdoes not overstress the overhanging portion of the vesselThe maximum lift location is the highest pick point thatdoes not overstress the vessel between the tail and pickpoints These points become significant when locating thelift points to balance the stress at the top lug the overhangand the midspan stress
The use of side lugs can sometimes provide anadvantage by reducing the buckling stress at midspan andthe required lift height Side lugs allow for shorter boomlengths on a two-crane lift or gin poles A shorter boomlength in turn allows a higher lift capacity for the cranesThe lower the lug location on the shell the shorter the liftand the higher the allowable crane capacity This cantranslate into dollars as crane capacity is affected Thechallenge from the vessel side is the longitudinal bendingdue to the overhang and increased local shell stresses Allof these factors must be balanced to determine the lowestoverall cost of an erected vessel
Requirement for Erection and Setting of Vertical Vessels
The following is a brief synopsis of general recom-mendations regarding the setting leveling and shimmingof vertical vessels The following should be considered asguidelines only There are no codes or standards that areapplied In general company specifications containcontract requirements for the contractors scope of supplyor duties The following lists help to clarify generalconstruction practices with regard to the setting of verticalvessels and towers
Contractor Duties
1 Prepare tops of foundations (bush hammer ifrequired)
2 Perform surveying as required to establish center-lines sole plate or shim elevations at bottom of baseof equipment
3 Shimming4 Erect equipment5 Levelplumbing6 Final alignment7 Grouting8 Bolting
Tolerances
Out of vertical tolerance for vertical vessels unlessspecified otherwise shall be 01 of the vessel heightor about frac14 inch for every 20 feet to a maximum offrac34 inches
Soleplates (also called bearing pads levelingplates or embedments)
Soleplates are stainless steel plates 05 inches to075 inches thick set in grout on top of the foundation atthe exact height of the underside of the base plate Asa rule two soleplates should be installed per anchor boltone on each side of the bolt Depending on the towerdiameter and the distance between the anchor boltsanother soleplate may be installed between adjacentanchor bolts The dimensions of the soleplates will varyaccording to the width of the vessel base ring and vesselweight Soleplates are supported in place by a mixture ofPortland cement and sand in proportions 13 The vesselshould not be erected until the soleplates have been inplace for 28 days to allow for concrete curing Shims andsoleplates will remain in place after the grouting operation
Shims
Shims are used to provide precise leveling of the vesselShim packs may be grouted into the foundation in lieu ofsole plates but this practice is unusual Typically shimsare used on top of the sole plates for the leveling opera-tion Special shims may be required for unique applica-tions such as a large vessel supported on a braced framestructure with minimal contactbearing at each support
Transportation and Erection of Pressure Vessels 661
point The following are some guidelines for the use ofshims
1 Shims If left in place shall be stainless steel2 Shims must have rounded corners3 Shims will be fixed in place4 Shims shall be deburred5 Shims shall be full bearing6 Shims may be horseshoe type7 Shims thinner than 0001 inches are not allowed8 Shims with holes are not allowed9 Shims should be the full width of the base plate
LevelingStraightnessPlumbness
After the vessel has been placed on its foundation itmust be checked to be certain it is vertical and plumbLeveling is normally checked by use of two theodilites90 degrees apart The theodilites shall be spaced anadequate distance from the vessel to allow visual field ofthe entire height of the vessel Adjustments can be made tothe vessel alignment by means of wedges either poweredor not and then shimmed The wedges should not be leftin place after shimming
The vessel may be heated by the sun to a highertemperature on one side than the other This can createa slight ldquobananardquo effect which should be taken intoaccount when checking levelness The equation forcalculating the deflection from this effect is as follows
2 frac14 p D2 t H2 aDT
8 I
where2 frac14 Deflection inD frac14 Diameter ftT frac14 Thickness inH frac14 Height fta frac14 Coefficient of thermal expansion ininF
DT frac14 Temperature difference from one side of thecolumn to the other F
I frac14 Moment of inertia of vessel cross section ft4
Bolting
After the vessel is aligned and shimmed the nuts on theanchor bolts must be tightened The vessel should not be
left standing without the crane attached unless all anchorbolts have been tightened
The anchor bolts should not be tightened to theirmaximum load until the drypacking under the base plateis complete At this stage the base plate is suspendedbetween the soleplates until the drypack is installedSince the soleplates straddle the anchor bolts there isa chance of deforming the baseplate prior to the instal-lation of the drypack if the anchor bolts are overtightened
After drypacking the anchor bolts should be tight-ened to the correct torque to produce the maximumallowable bolt stress The anchor bolts should not betightened beyond the point of maximum allowable boltstress
Note that the initial anchor bolt tension does notincrease the maximum bolt tension caused by wind orearthquake This initial tension will only clamp the basering to the concrete Both are in equal compression untilthe external load is applied The external load reduces thecompression in the concrete before additional load isapplied to the bolts After the external load overcomes allthe compression in the concrete the stress in the bolt willincrease to the value it would have been had there been noinitial tension
Grouting
Grout under base plates shall provide full uniform loadtransfer between the bottom of the base plate and the topof the foundation Load transfer to the foundation must bethrough the grout not through the shims or soleplate
Prior to setting of the vessel the top of the foundationshould be bush hammered and cleaned This ensures thatthe grout will adhere to the surface of the foundation Bushhammering may be done strictly under the base plate oracross the entire top of the foundation
Once the vessel is leveled shimmed and bolted it isready to be grouted Grouting shall consist of filling thevoid area between the top of foundation and the undersideof base plate with cementatious grout The grout shall beinstalled in accordance with the manufacturers recom-mendations and any applicable contract specifications
Depending on the type of grout to be used grout damsmay be used
662 Pressure Vessel Design Manual
18
132 mm times 15 m SLINGSWL = 120 TON (SP)DOUBLE (2 PCS)SWL = 500 T times 40 m LENGTHSPREADER BEAM
SWL = 400T SHACKLE (4 NOS)
SWL = 400T SHACKLE (1 NO)
100 mm times 20 m SLINGSWL = 90 TON (SP)SWL = 737 TON (BH)DOUBLE (2 PCS)
90 mm times 15 m SLINGSWL = 60 TON (SP)SWL = 441 TON (BH)DOUBLE (2 PCS)
CounterWeight = 40ton
CounterWeight = 275ton
BOO
M 9
6m
90009000
620002000017000 100
0
100
0 13000
MAST 24m
oslash3840
oslash4160
1692
1829
1026
987
4
BOO
M 36m
Figure 10-5 Typical example of erection study
Transporta
tionandErectio
nofPressure
Vessels
663
Steps in Design
Given the overall weight and geometry of the vesseland the location of the center of gravity based on theerected weight apply the following steps to eithercomplete the design or analyze the design
Step 1 Select the type of lifting attachments as aninitial starting point
Lift end (also referred to as the ldquopick endrdquo)a Head lug Usually the simplest and most
economical and produces the least stressb Cone lug Similar to a head lug but located at
a conical transition section of the vesselc Side lug Complex and expensived Top flange lug The choice for high-pressure
vessels where the top center flange and head arevery rigid This method is uneconomical foraverage applications
e Side flange lug Rarely used because it requiresa very heavy nozzle and shell reinforcement
f Trunnions Simple and economical Used ona wide variety of vessels
g OtherTail end
a Tail beamb Tail lugc Choker (cinch) see later commentary
Tailing a column during erection with a wire ropechoker on the skirt above the base ring is a fairly commonprocedure Most experienced erectors are qualified toperform this procedure safely There are several advan-tages to using a tailing choker
bull Saves material design detailing and fabricationbull Simplifies concerns with lug and shippingorientations
bull May reduce overall height during transportation
There are situations and conditions that could make theuse of a tailing choker impractical costly and possiblyunsafe Provide tailing lugs or a tailing beam if
bull The column is more than about 10 feet in diameterThe larger the diameter the more difficult it is for thewire rope to cinch down and form a good choke onthe column
bull The tail load is so great that it requires the use ofslings greater than about 1frac12 inches in diameter Thelarger the diameter of the rope the less flexible it isand the more likely that it could slip up unexpectedlyduring erection
Step 2 Determine the forces T and P for all angles oferection
Step 3 Designcheck the lifting attachments for thetailing force T and pick force P
Step 4 Designcheck the base ring assembly forstresses due to tailing force T
Step 5 Determine the base ring stiffening configura-tion if required and design struts
Step 6 Check shell stresses due to bending during liftThis would include midspan as well as anyoverhang
Step 7 Analyze local loads in vessel shell and skirt dueto loads from attachments
Allowable Stresses
Per AISC
Tension
Ft frac14 06Fy on gross area
frac14 05Fu on effective net area
frac14 045Fy for pin-connected members
Compression(for short members only)
Fc frac14 Use buckling value
frac14 for vessel shell 133 ASME Factor B
Shear
Fs frac14 Net area of pin hole 045Fy
frac14 other than pin-connected members 04Fy
frac14 fillet welds in shear
E60XX 9600 lb=in or 13 600 psi
E70XX 11 200 lb=in or 15 800 psi
Bending
Fb frac14 06Fy to 075Fy depending on the shape of themember
Bearing
Fp frac14 09Fy
Combined
Shear and tension
sa
Fathorn sFs
1
664 Pressure Vessel Design Manual
Tension compression and bendingsa
Fathorn sb
Fb 1 or
sT
FTthorn sb
Fb 1
Note Custom-designed lifting devices that supportlifted loads are generally governed by ASME B3020ldquoBelow the hook lifting devicesrdquoUnder this specificationdesign stresses are limited to Fy3 The use of AISCallowables with a load factor of 18 or greater willgenerally meet this requirement
Notation
A frac14 area in2
Aa frac14 area available in2
Ab frac14 area bolt in2
An frac14 net cross-sectional area of lug in2
Ap frac14 area pin hole in2
Ar frac14 area required in2
As frac14 area strut in2 or shear area of boltsC frac14 lug dimension see sketchDo frac14 diameter vessel OD inD1 frac14 diameter lift hole inD2 frac14 diameter pin inD3 frac14 diameter pad eye inDsk frac14 diameter skirt inDm frac14 mean vessel diameter inE frac14 modulus of elasticity psifr frac14 tail end radial force lbfL frac14 tail end longitudinal force lbfs frac14 shear load lb or lbinFa frac14 allowable stress combined loading psiFb frac14 allowable stress bending psiFc frac14 allowable stress compression psiFp frac14 allowable stress bearing pressure psiFs frac14 allowable stress shear psiFt frac14 allowable stress tension psiFy frac14 minimum specified yield stress psiI frac14 moment of inertia in4
Jw frac14 polar moment of inertia of weld in4
K frac14 end connection coefficientKL frac14 overall load factor combining impact and safety
factors 15ndash20Ki frac14 impact factor 025ndash05Kr frac14 internal moment coefficient in circular ring due
to radial loadKs frac14 safety factorKT frac14 internal tensioncompression coefficient in
circular ring due to radial loadLs frac14 length of skirtbase stiffenerstrut in
M frac14 moment in-lbMb frac14 bending moment in-lbMC frac14 circumferential moment in-lbML frac14 longitudinal moment in-lbMT frac14 torsional moment in-lbNb frac14 number of bolts used in tail beam or flange
lugN frac14 width of flange of tail beam with a web stiffener
(N frac14 10 without web stiffener)nL frac14 number of head or side lugsP frac14 pick end load lbPe frac14 equivalent load lbPL frac14 longitudinal load per lug lbPr frac14 radial load lbPT frac14 transverse load per lug lbRb frac14 radius of base ring to neutral axis inr frac14 radius of gyration of strut in
Rc frac14 radius of bolt circle of flange inSu frac14 minimum specified tensile stress of bolts psitb frac14 thickness of base plate intg frac14 thickness of gusset intL frac14 thickness of lug intP frac14 thickness of pad eye ints frac14 thickness of shell inT frac14 tail end load lbTb frac14 bolt pretension load lbsTt frac14 tangential force lbw1 frac14 fillet weld size shell to re-padw2 frac14 fillet weld size re-pad to shellw3 frac14 fillet weld size pad eye to lugw4 frac14 fillet weld size base plate to skirtw5 frac14 uniform load on vessel lbinWE frac14 design erection weight lbWL frac14 erection weight lbZ frac14 section modulus in3
a frac14 angular position for moment coefficients in basering clockwise from 0
b frac14 angle between parallel beams degreess frac14 stress combined psisb frac14 stress bending psisp frac14 stress bearing psisc frac14 stress compression psiscr frac14 critical buckling stress psisT frac14 stress tension psis frac14 shear stress psisT frac14 torsional shear stress psiq frac14 lift angle degrees
qB frac14 minimum bearing contact angle degreesqH frac14 sling angle to lift line horizontal degreesqv frac14 sling angle to lift line vertical degrees
Transportation and Erection of Pressure Vessels 665
Procedure 10-3 Lifting Attachments and Terminology
666 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 667
668 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 669
670 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 671
Tailing Trunnion
Utilizes reinforced openings in skirt with through pipePipe is removed after erection and the openings used asskirt manways
Shell Flange Lug
Lifting Device Utilizing Top Body Flanges
672 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 673
Miscellaneous Lugs WL lt 60 kips
Calculations
Due to bending
tL frac14 6PTB
A2Fb
Due to shear
tL frac14 PTethA D1THORNFs
Due to tension
tL frac14 PLethA D1THORNFt
Notes
1 Table 10-6 is based on an allowable stress of 137ksi
2 Design each lug for a 21 safety factor3 Design each lug for a minimum 10 side force
Hertzian Stress Bearing
sp frac14 0418
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiE
PtL
ethR1 R2THORN
13
R1R2
vuuutlt 2Fy
Shear Load in WeldType 1 greater of following
sw frac14 6PTB
2A2
sw frac14 PL2A
Type 2 Use design for top head lug
Table 10-6Lug dimensions
WL kips A D1 B C tL w1 WL kips A D1 B C tL w1
4 3 088 15 2 05 025 20 7 175 3 3 1 038
6 35 1 163 2 063 025 25 7 238 4 4 1 044
8 4 113 175 2 063 025 35 8 238 4 4 1125 05
10 45 125 2 2 075 025 40 8 238 4 4 1125 063
12 5 138 213 3 088 025 45 8 288 4 4 1125 063
14 55 15 238 3 1 038 50 10 288 4 4 125 075
16 65 163 25 3 1 038 55 10 288 4 4 125 075
18 7 175 275 3 1 038 60 10 288 4 4 125 088
Figure 10-6 Dimensions and forces
674 Pressure Vessel Design Manual

Procedure 10-2 Erection of Pressure Vessels
The designer of pressure vessels and similar equipmentwill ultimately become involved in the movement trans-portation and erection of that equipment The degree ofthat involvement will vary due to the separation of dutiesand responsibilities of the parties concerned It is prudenthowever for the designer to plan for the eventuality ofthese events and to integrate these activities into theoriginal design If this planning is done properly thereis seldom a problem when the equipment gets to itsfinal destination Conversely there have been numerousproblems encountered when proper planning has notbeen done
There is also an economic benefit in including thelifting attachments in the base vessel bid and designThese lifting attachments are relatively inexpensive incomparison to the overall cost of the vessel and minusculecompared to the cost of the erection of the equipment Theerection alone for a major vessel can run into millions ofdollars If these attachments are added after the purchaseorder is awarded they can become expensive extras
There are also the consequences to life property andschedules if this activity is not carried out to a successfulconclusion Compared to the fabricated cost of the liftingattachments the consequences to life property andschedule are too important to leave the design of thesecomponents and their effect on the vessel to those not fullyversed in the design and analysis of pressure vessels
In addition it is important that the designer of the liftingattachments be in contact with the construction organi-zation that will be executing the lift This ensures that alllifting attachments meet the requirements imposed by thelifting equipment There are so many different methodsand techniques for the erection of vessels and the relatedcosts of each that a coordinated effort between thedesigner and erector is mandatory To avoid surprisesneither the designer nor the erector can afford to work ina vacuum To this end it is not advisable for the vesselfabricator to be responsible for the design if the fabricatoris not the chief coordinator of the transport and erection ofthe vessel
Vessels and related equipment can be erected ina variety of ways Vessels are erected by means of singlecranes multiple cranes gin poles jacking towers andother means The designer of the lifting attachmentsshould not attempt to dictate the erection method by thetypes of attachments that are designed for the vessel The
selection of one type of attachment versus another couldvery well do just that
Not every vessel needs to be designed for erection orhave lifting attachments Obviously the larger the vesselthe more complex the vessel the more expensive thevessel the more care and concern that should be taken intoaccount when designing the attachments and coordinatingthe lift The following listing will provide some guidelinesfor the provision of special lifting attachments and a liftinganalysis to be done In general provide lifting attachmentsfor the following cases
bull Vessels over 50000 lb (25 tons)bull Vessels with LD ratios greater than 5bull Vertical vessels greater than 8 ft in diameter or 50 ftin length
bull Vessels located in a structure or supported bya structure
bull High-alloy or heat-treated vessels (since it would notbe advisable for the field to be doing welding onthese vessels after they arrive on site and wire ropeslings could contaminate the vessel material)
bull Flare stacksbull Vessels with special transportation requirements
At the initial pick point when the vessel is still hori-zontal the load is shared between the lifting lugs and thetail beam or lug based on their respective distances to thevessel center of gravity As the lift proceeds a greaterpercentage of the load is shifted to the top lugs or trun-nions until the vessel is vertical and all of the load is thenon the top lugs At this point the tail beam or shackle canbe removed
During each degree of rotation the load on the lugstrunnions tailing device base ring and vessel shell arecontinually varying The loads on the welds attachingthese devices will also change The designer shouldevaluate these loadings at the various lift angles todetermine the worst coincident case
The worst case is dependent on the type of vessel andthe type of attachments For example there are threetypes of trunnions described in this procedure There isthe bare trunnion (Type 3) where the wire rope slidesaround the trunnion itself While the vessel is in thehorizontal position (initial pick point) the load producesa circumferential moment on the shell Once the vesselis in the upright position the same load produces
660 Pressure Vessel Design Manual
a longitudinal moment in the shell At all the interme-diate angles of lift there is a combination of circumfer-ential and longitudinal moments The designer shouldcheck the two worst cases at 0 and 90 and severalcombinations in between
The same trunnion could have a lifting lug welded tothe end of the trunnion (Type 1) This lug also producescircumferential and longitudinal moments in the shellHowever in addition this type of lug will producea torsional moment on the shell that is maximum at 0 andzero at 90 of angular rotation The rotating lug (Type 2)eliminates any torsional moment
There is one single lift angle that will produce themaximum stress in the vessel shell but no lift angle that isthe worst for all vessels The worst case is dependent onthe type of lift attachments distances weights and posi-tion relative to the center of gravity
The minimum lift location is the lowest pick point thatdoes not overstress the overhanging portion of the vesselThe maximum lift location is the highest pick point thatdoes not overstress the vessel between the tail and pickpoints These points become significant when locating thelift points to balance the stress at the top lug the overhangand the midspan stress
The use of side lugs can sometimes provide anadvantage by reducing the buckling stress at midspan andthe required lift height Side lugs allow for shorter boomlengths on a two-crane lift or gin poles A shorter boomlength in turn allows a higher lift capacity for the cranesThe lower the lug location on the shell the shorter the liftand the higher the allowable crane capacity This cantranslate into dollars as crane capacity is affected Thechallenge from the vessel side is the longitudinal bendingdue to the overhang and increased local shell stresses Allof these factors must be balanced to determine the lowestoverall cost of an erected vessel
Requirement for Erection and Setting of Vertical Vessels
The following is a brief synopsis of general recom-mendations regarding the setting leveling and shimmingof vertical vessels The following should be considered asguidelines only There are no codes or standards that areapplied In general company specifications containcontract requirements for the contractors scope of supplyor duties The following lists help to clarify generalconstruction practices with regard to the setting of verticalvessels and towers
Contractor Duties
1 Prepare tops of foundations (bush hammer ifrequired)
2 Perform surveying as required to establish center-lines sole plate or shim elevations at bottom of baseof equipment
3 Shimming4 Erect equipment5 Levelplumbing6 Final alignment7 Grouting8 Bolting
Tolerances
Out of vertical tolerance for vertical vessels unlessspecified otherwise shall be 01 of the vessel heightor about frac14 inch for every 20 feet to a maximum offrac34 inches
Soleplates (also called bearing pads levelingplates or embedments)
Soleplates are stainless steel plates 05 inches to075 inches thick set in grout on top of the foundation atthe exact height of the underside of the base plate Asa rule two soleplates should be installed per anchor boltone on each side of the bolt Depending on the towerdiameter and the distance between the anchor boltsanother soleplate may be installed between adjacentanchor bolts The dimensions of the soleplates will varyaccording to the width of the vessel base ring and vesselweight Soleplates are supported in place by a mixture ofPortland cement and sand in proportions 13 The vesselshould not be erected until the soleplates have been inplace for 28 days to allow for concrete curing Shims andsoleplates will remain in place after the grouting operation
Shims
Shims are used to provide precise leveling of the vesselShim packs may be grouted into the foundation in lieu ofsole plates but this practice is unusual Typically shimsare used on top of the sole plates for the leveling opera-tion Special shims may be required for unique applica-tions such as a large vessel supported on a braced framestructure with minimal contactbearing at each support
Transportation and Erection of Pressure Vessels 661
point The following are some guidelines for the use ofshims
1 Shims If left in place shall be stainless steel2 Shims must have rounded corners3 Shims will be fixed in place4 Shims shall be deburred5 Shims shall be full bearing6 Shims may be horseshoe type7 Shims thinner than 0001 inches are not allowed8 Shims with holes are not allowed9 Shims should be the full width of the base plate
LevelingStraightnessPlumbness
After the vessel has been placed on its foundation itmust be checked to be certain it is vertical and plumbLeveling is normally checked by use of two theodilites90 degrees apart The theodilites shall be spaced anadequate distance from the vessel to allow visual field ofthe entire height of the vessel Adjustments can be made tothe vessel alignment by means of wedges either poweredor not and then shimmed The wedges should not be leftin place after shimming
The vessel may be heated by the sun to a highertemperature on one side than the other This can createa slight ldquobananardquo effect which should be taken intoaccount when checking levelness The equation forcalculating the deflection from this effect is as follows
2 frac14 p D2 t H2 aDT
8 I
where2 frac14 Deflection inD frac14 Diameter ftT frac14 Thickness inH frac14 Height fta frac14 Coefficient of thermal expansion ininF
DT frac14 Temperature difference from one side of thecolumn to the other F
I frac14 Moment of inertia of vessel cross section ft4
Bolting
After the vessel is aligned and shimmed the nuts on theanchor bolts must be tightened The vessel should not be
left standing without the crane attached unless all anchorbolts have been tightened
The anchor bolts should not be tightened to theirmaximum load until the drypacking under the base plateis complete At this stage the base plate is suspendedbetween the soleplates until the drypack is installedSince the soleplates straddle the anchor bolts there isa chance of deforming the baseplate prior to the instal-lation of the drypack if the anchor bolts are overtightened
After drypacking the anchor bolts should be tight-ened to the correct torque to produce the maximumallowable bolt stress The anchor bolts should not betightened beyond the point of maximum allowable boltstress
Note that the initial anchor bolt tension does notincrease the maximum bolt tension caused by wind orearthquake This initial tension will only clamp the basering to the concrete Both are in equal compression untilthe external load is applied The external load reduces thecompression in the concrete before additional load isapplied to the bolts After the external load overcomes allthe compression in the concrete the stress in the bolt willincrease to the value it would have been had there been noinitial tension
Grouting
Grout under base plates shall provide full uniform loadtransfer between the bottom of the base plate and the topof the foundation Load transfer to the foundation must bethrough the grout not through the shims or soleplate
Prior to setting of the vessel the top of the foundationshould be bush hammered and cleaned This ensures thatthe grout will adhere to the surface of the foundation Bushhammering may be done strictly under the base plate oracross the entire top of the foundation
Once the vessel is leveled shimmed and bolted it isready to be grouted Grouting shall consist of filling thevoid area between the top of foundation and the undersideof base plate with cementatious grout The grout shall beinstalled in accordance with the manufacturers recom-mendations and any applicable contract specifications
Depending on the type of grout to be used grout damsmay be used
662 Pressure Vessel Design Manual
18
132 mm times 15 m SLINGSWL = 120 TON (SP)DOUBLE (2 PCS)SWL = 500 T times 40 m LENGTHSPREADER BEAM
SWL = 400T SHACKLE (4 NOS)
SWL = 400T SHACKLE (1 NO)
100 mm times 20 m SLINGSWL = 90 TON (SP)SWL = 737 TON (BH)DOUBLE (2 PCS)
90 mm times 15 m SLINGSWL = 60 TON (SP)SWL = 441 TON (BH)DOUBLE (2 PCS)
CounterWeight = 40ton
CounterWeight = 275ton
BOO
M 9
6m
90009000
620002000017000 100
0
100
0 13000
MAST 24m
oslash3840
oslash4160
1692
1829
1026
987
4
BOO
M 36m
Figure 10-5 Typical example of erection study
Transporta
tionandErectio
nofPressure
Vessels
663
Steps in Design
Given the overall weight and geometry of the vesseland the location of the center of gravity based on theerected weight apply the following steps to eithercomplete the design or analyze the design
Step 1 Select the type of lifting attachments as aninitial starting point
Lift end (also referred to as the ldquopick endrdquo)a Head lug Usually the simplest and most
economical and produces the least stressb Cone lug Similar to a head lug but located at
a conical transition section of the vesselc Side lug Complex and expensived Top flange lug The choice for high-pressure
vessels where the top center flange and head arevery rigid This method is uneconomical foraverage applications
e Side flange lug Rarely used because it requiresa very heavy nozzle and shell reinforcement
f Trunnions Simple and economical Used ona wide variety of vessels
g OtherTail end
a Tail beamb Tail lugc Choker (cinch) see later commentary
Tailing a column during erection with a wire ropechoker on the skirt above the base ring is a fairly commonprocedure Most experienced erectors are qualified toperform this procedure safely There are several advan-tages to using a tailing choker
bull Saves material design detailing and fabricationbull Simplifies concerns with lug and shippingorientations
bull May reduce overall height during transportation
There are situations and conditions that could make theuse of a tailing choker impractical costly and possiblyunsafe Provide tailing lugs or a tailing beam if
bull The column is more than about 10 feet in diameterThe larger the diameter the more difficult it is for thewire rope to cinch down and form a good choke onthe column
bull The tail load is so great that it requires the use ofslings greater than about 1frac12 inches in diameter Thelarger the diameter of the rope the less flexible it isand the more likely that it could slip up unexpectedlyduring erection
Step 2 Determine the forces T and P for all angles oferection
Step 3 Designcheck the lifting attachments for thetailing force T and pick force P
Step 4 Designcheck the base ring assembly forstresses due to tailing force T
Step 5 Determine the base ring stiffening configura-tion if required and design struts
Step 6 Check shell stresses due to bending during liftThis would include midspan as well as anyoverhang
Step 7 Analyze local loads in vessel shell and skirt dueto loads from attachments
Allowable Stresses
Per AISC
Tension
Ft frac14 06Fy on gross area
frac14 05Fu on effective net area
frac14 045Fy for pin-connected members
Compression(for short members only)
Fc frac14 Use buckling value
frac14 for vessel shell 133 ASME Factor B
Shear
Fs frac14 Net area of pin hole 045Fy
frac14 other than pin-connected members 04Fy
frac14 fillet welds in shear
E60XX 9600 lb=in or 13 600 psi
E70XX 11 200 lb=in or 15 800 psi
Bending
Fb frac14 06Fy to 075Fy depending on the shape of themember
Bearing
Fp frac14 09Fy
Combined
Shear and tension
sa
Fathorn sFs
1
664 Pressure Vessel Design Manual
Tension compression and bendingsa
Fathorn sb
Fb 1 or
sT
FTthorn sb
Fb 1
Note Custom-designed lifting devices that supportlifted loads are generally governed by ASME B3020ldquoBelow the hook lifting devicesrdquoUnder this specificationdesign stresses are limited to Fy3 The use of AISCallowables with a load factor of 18 or greater willgenerally meet this requirement
Notation
A frac14 area in2
Aa frac14 area available in2
Ab frac14 area bolt in2
An frac14 net cross-sectional area of lug in2
Ap frac14 area pin hole in2
Ar frac14 area required in2
As frac14 area strut in2 or shear area of boltsC frac14 lug dimension see sketchDo frac14 diameter vessel OD inD1 frac14 diameter lift hole inD2 frac14 diameter pin inD3 frac14 diameter pad eye inDsk frac14 diameter skirt inDm frac14 mean vessel diameter inE frac14 modulus of elasticity psifr frac14 tail end radial force lbfL frac14 tail end longitudinal force lbfs frac14 shear load lb or lbinFa frac14 allowable stress combined loading psiFb frac14 allowable stress bending psiFc frac14 allowable stress compression psiFp frac14 allowable stress bearing pressure psiFs frac14 allowable stress shear psiFt frac14 allowable stress tension psiFy frac14 minimum specified yield stress psiI frac14 moment of inertia in4
Jw frac14 polar moment of inertia of weld in4
K frac14 end connection coefficientKL frac14 overall load factor combining impact and safety
factors 15ndash20Ki frac14 impact factor 025ndash05Kr frac14 internal moment coefficient in circular ring due
to radial loadKs frac14 safety factorKT frac14 internal tensioncompression coefficient in
circular ring due to radial loadLs frac14 length of skirtbase stiffenerstrut in
M frac14 moment in-lbMb frac14 bending moment in-lbMC frac14 circumferential moment in-lbML frac14 longitudinal moment in-lbMT frac14 torsional moment in-lbNb frac14 number of bolts used in tail beam or flange
lugN frac14 width of flange of tail beam with a web stiffener
(N frac14 10 without web stiffener)nL frac14 number of head or side lugsP frac14 pick end load lbPe frac14 equivalent load lbPL frac14 longitudinal load per lug lbPr frac14 radial load lbPT frac14 transverse load per lug lbRb frac14 radius of base ring to neutral axis inr frac14 radius of gyration of strut in
Rc frac14 radius of bolt circle of flange inSu frac14 minimum specified tensile stress of bolts psitb frac14 thickness of base plate intg frac14 thickness of gusset intL frac14 thickness of lug intP frac14 thickness of pad eye ints frac14 thickness of shell inT frac14 tail end load lbTb frac14 bolt pretension load lbsTt frac14 tangential force lbw1 frac14 fillet weld size shell to re-padw2 frac14 fillet weld size re-pad to shellw3 frac14 fillet weld size pad eye to lugw4 frac14 fillet weld size base plate to skirtw5 frac14 uniform load on vessel lbinWE frac14 design erection weight lbWL frac14 erection weight lbZ frac14 section modulus in3
a frac14 angular position for moment coefficients in basering clockwise from 0
b frac14 angle between parallel beams degreess frac14 stress combined psisb frac14 stress bending psisp frac14 stress bearing psisc frac14 stress compression psiscr frac14 critical buckling stress psisT frac14 stress tension psis frac14 shear stress psisT frac14 torsional shear stress psiq frac14 lift angle degrees
qB frac14 minimum bearing contact angle degreesqH frac14 sling angle to lift line horizontal degreesqv frac14 sling angle to lift line vertical degrees
Transportation and Erection of Pressure Vessels 665
Procedure 10-3 Lifting Attachments and Terminology
666 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 667
668 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 669
670 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 671
Tailing Trunnion
Utilizes reinforced openings in skirt with through pipePipe is removed after erection and the openings used asskirt manways
Shell Flange Lug
Lifting Device Utilizing Top Body Flanges
672 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 673
Miscellaneous Lugs WL lt 60 kips
Calculations
Due to bending
tL frac14 6PTB
A2Fb
Due to shear
tL frac14 PTethA D1THORNFs
Due to tension
tL frac14 PLethA D1THORNFt
Notes
1 Table 10-6 is based on an allowable stress of 137ksi
2 Design each lug for a 21 safety factor3 Design each lug for a minimum 10 side force
Hertzian Stress Bearing
sp frac14 0418
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiE
PtL
ethR1 R2THORN
13
R1R2
vuuutlt 2Fy
Shear Load in WeldType 1 greater of following
sw frac14 6PTB
2A2
sw frac14 PL2A
Type 2 Use design for top head lug
Table 10-6Lug dimensions
WL kips A D1 B C tL w1 WL kips A D1 B C tL w1
4 3 088 15 2 05 025 20 7 175 3 3 1 038
6 35 1 163 2 063 025 25 7 238 4 4 1 044
8 4 113 175 2 063 025 35 8 238 4 4 1125 05
10 45 125 2 2 075 025 40 8 238 4 4 1125 063
12 5 138 213 3 088 025 45 8 288 4 4 1125 063
14 55 15 238 3 1 038 50 10 288 4 4 125 075
16 65 163 25 3 1 038 55 10 288 4 4 125 075
18 7 175 275 3 1 038 60 10 288 4 4 125 088
Figure 10-6 Dimensions and forces
674 Pressure Vessel Design Manual

a longitudinal moment in the shell At all the interme-diate angles of lift there is a combination of circumfer-ential and longitudinal moments The designer shouldcheck the two worst cases at 0 and 90 and severalcombinations in between
The same trunnion could have a lifting lug welded tothe end of the trunnion (Type 1) This lug also producescircumferential and longitudinal moments in the shellHowever in addition this type of lug will producea torsional moment on the shell that is maximum at 0 andzero at 90 of angular rotation The rotating lug (Type 2)eliminates any torsional moment
There is one single lift angle that will produce themaximum stress in the vessel shell but no lift angle that isthe worst for all vessels The worst case is dependent onthe type of lift attachments distances weights and posi-tion relative to the center of gravity
The minimum lift location is the lowest pick point thatdoes not overstress the overhanging portion of the vesselThe maximum lift location is the highest pick point thatdoes not overstress the vessel between the tail and pickpoints These points become significant when locating thelift points to balance the stress at the top lug the overhangand the midspan stress
The use of side lugs can sometimes provide anadvantage by reducing the buckling stress at midspan andthe required lift height Side lugs allow for shorter boomlengths on a two-crane lift or gin poles A shorter boomlength in turn allows a higher lift capacity for the cranesThe lower the lug location on the shell the shorter the liftand the higher the allowable crane capacity This cantranslate into dollars as crane capacity is affected Thechallenge from the vessel side is the longitudinal bendingdue to the overhang and increased local shell stresses Allof these factors must be balanced to determine the lowestoverall cost of an erected vessel
Requirement for Erection and Setting of Vertical Vessels
The following is a brief synopsis of general recom-mendations regarding the setting leveling and shimmingof vertical vessels The following should be considered asguidelines only There are no codes or standards that areapplied In general company specifications containcontract requirements for the contractors scope of supplyor duties The following lists help to clarify generalconstruction practices with regard to the setting of verticalvessels and towers
Contractor Duties
1 Prepare tops of foundations (bush hammer ifrequired)
2 Perform surveying as required to establish center-lines sole plate or shim elevations at bottom of baseof equipment
3 Shimming4 Erect equipment5 Levelplumbing6 Final alignment7 Grouting8 Bolting
Tolerances
Out of vertical tolerance for vertical vessels unlessspecified otherwise shall be 01 of the vessel heightor about frac14 inch for every 20 feet to a maximum offrac34 inches
Soleplates (also called bearing pads levelingplates or embedments)
Soleplates are stainless steel plates 05 inches to075 inches thick set in grout on top of the foundation atthe exact height of the underside of the base plate Asa rule two soleplates should be installed per anchor boltone on each side of the bolt Depending on the towerdiameter and the distance between the anchor boltsanother soleplate may be installed between adjacentanchor bolts The dimensions of the soleplates will varyaccording to the width of the vessel base ring and vesselweight Soleplates are supported in place by a mixture ofPortland cement and sand in proportions 13 The vesselshould not be erected until the soleplates have been inplace for 28 days to allow for concrete curing Shims andsoleplates will remain in place after the grouting operation
Shims
Shims are used to provide precise leveling of the vesselShim packs may be grouted into the foundation in lieu ofsole plates but this practice is unusual Typically shimsare used on top of the sole plates for the leveling opera-tion Special shims may be required for unique applica-tions such as a large vessel supported on a braced framestructure with minimal contactbearing at each support
Transportation and Erection of Pressure Vessels 661
point The following are some guidelines for the use ofshims
1 Shims If left in place shall be stainless steel2 Shims must have rounded corners3 Shims will be fixed in place4 Shims shall be deburred5 Shims shall be full bearing6 Shims may be horseshoe type7 Shims thinner than 0001 inches are not allowed8 Shims with holes are not allowed9 Shims should be the full width of the base plate
LevelingStraightnessPlumbness
After the vessel has been placed on its foundation itmust be checked to be certain it is vertical and plumbLeveling is normally checked by use of two theodilites90 degrees apart The theodilites shall be spaced anadequate distance from the vessel to allow visual field ofthe entire height of the vessel Adjustments can be made tothe vessel alignment by means of wedges either poweredor not and then shimmed The wedges should not be leftin place after shimming
The vessel may be heated by the sun to a highertemperature on one side than the other This can createa slight ldquobananardquo effect which should be taken intoaccount when checking levelness The equation forcalculating the deflection from this effect is as follows
2 frac14 p D2 t H2 aDT
8 I
where2 frac14 Deflection inD frac14 Diameter ftT frac14 Thickness inH frac14 Height fta frac14 Coefficient of thermal expansion ininF
DT frac14 Temperature difference from one side of thecolumn to the other F
I frac14 Moment of inertia of vessel cross section ft4
Bolting
After the vessel is aligned and shimmed the nuts on theanchor bolts must be tightened The vessel should not be
left standing without the crane attached unless all anchorbolts have been tightened
The anchor bolts should not be tightened to theirmaximum load until the drypacking under the base plateis complete At this stage the base plate is suspendedbetween the soleplates until the drypack is installedSince the soleplates straddle the anchor bolts there isa chance of deforming the baseplate prior to the instal-lation of the drypack if the anchor bolts are overtightened
After drypacking the anchor bolts should be tight-ened to the correct torque to produce the maximumallowable bolt stress The anchor bolts should not betightened beyond the point of maximum allowable boltstress
Note that the initial anchor bolt tension does notincrease the maximum bolt tension caused by wind orearthquake This initial tension will only clamp the basering to the concrete Both are in equal compression untilthe external load is applied The external load reduces thecompression in the concrete before additional load isapplied to the bolts After the external load overcomes allthe compression in the concrete the stress in the bolt willincrease to the value it would have been had there been noinitial tension
Grouting
Grout under base plates shall provide full uniform loadtransfer between the bottom of the base plate and the topof the foundation Load transfer to the foundation must bethrough the grout not through the shims or soleplate
Prior to setting of the vessel the top of the foundationshould be bush hammered and cleaned This ensures thatthe grout will adhere to the surface of the foundation Bushhammering may be done strictly under the base plate oracross the entire top of the foundation
Once the vessel is leveled shimmed and bolted it isready to be grouted Grouting shall consist of filling thevoid area between the top of foundation and the undersideof base plate with cementatious grout The grout shall beinstalled in accordance with the manufacturers recom-mendations and any applicable contract specifications
Depending on the type of grout to be used grout damsmay be used
662 Pressure Vessel Design Manual
18
132 mm times 15 m SLINGSWL = 120 TON (SP)DOUBLE (2 PCS)SWL = 500 T times 40 m LENGTHSPREADER BEAM
SWL = 400T SHACKLE (4 NOS)
SWL = 400T SHACKLE (1 NO)
100 mm times 20 m SLINGSWL = 90 TON (SP)SWL = 737 TON (BH)DOUBLE (2 PCS)
90 mm times 15 m SLINGSWL = 60 TON (SP)SWL = 441 TON (BH)DOUBLE (2 PCS)
CounterWeight = 40ton
CounterWeight = 275ton
BOO
M 9
6m
90009000
620002000017000 100
0
100
0 13000
MAST 24m
oslash3840
oslash4160
1692
1829
1026
987
4
BOO
M 36m
Figure 10-5 Typical example of erection study
Transporta
tionandErectio
nofPressure
Vessels
663
Steps in Design
Given the overall weight and geometry of the vesseland the location of the center of gravity based on theerected weight apply the following steps to eithercomplete the design or analyze the design
Step 1 Select the type of lifting attachments as aninitial starting point
Lift end (also referred to as the ldquopick endrdquo)a Head lug Usually the simplest and most
economical and produces the least stressb Cone lug Similar to a head lug but located at
a conical transition section of the vesselc Side lug Complex and expensived Top flange lug The choice for high-pressure
vessels where the top center flange and head arevery rigid This method is uneconomical foraverage applications
e Side flange lug Rarely used because it requiresa very heavy nozzle and shell reinforcement
f Trunnions Simple and economical Used ona wide variety of vessels
g OtherTail end
a Tail beamb Tail lugc Choker (cinch) see later commentary
Tailing a column during erection with a wire ropechoker on the skirt above the base ring is a fairly commonprocedure Most experienced erectors are qualified toperform this procedure safely There are several advan-tages to using a tailing choker
bull Saves material design detailing and fabricationbull Simplifies concerns with lug and shippingorientations
bull May reduce overall height during transportation
There are situations and conditions that could make theuse of a tailing choker impractical costly and possiblyunsafe Provide tailing lugs or a tailing beam if
bull The column is more than about 10 feet in diameterThe larger the diameter the more difficult it is for thewire rope to cinch down and form a good choke onthe column
bull The tail load is so great that it requires the use ofslings greater than about 1frac12 inches in diameter Thelarger the diameter of the rope the less flexible it isand the more likely that it could slip up unexpectedlyduring erection
Step 2 Determine the forces T and P for all angles oferection
Step 3 Designcheck the lifting attachments for thetailing force T and pick force P
Step 4 Designcheck the base ring assembly forstresses due to tailing force T
Step 5 Determine the base ring stiffening configura-tion if required and design struts
Step 6 Check shell stresses due to bending during liftThis would include midspan as well as anyoverhang
Step 7 Analyze local loads in vessel shell and skirt dueto loads from attachments
Allowable Stresses
Per AISC
Tension
Ft frac14 06Fy on gross area
frac14 05Fu on effective net area
frac14 045Fy for pin-connected members
Compression(for short members only)
Fc frac14 Use buckling value
frac14 for vessel shell 133 ASME Factor B
Shear
Fs frac14 Net area of pin hole 045Fy
frac14 other than pin-connected members 04Fy
frac14 fillet welds in shear
E60XX 9600 lb=in or 13 600 psi
E70XX 11 200 lb=in or 15 800 psi
Bending
Fb frac14 06Fy to 075Fy depending on the shape of themember
Bearing
Fp frac14 09Fy
Combined
Shear and tension
sa
Fathorn sFs
1
664 Pressure Vessel Design Manual
Tension compression and bendingsa
Fathorn sb
Fb 1 or
sT
FTthorn sb
Fb 1
Note Custom-designed lifting devices that supportlifted loads are generally governed by ASME B3020ldquoBelow the hook lifting devicesrdquoUnder this specificationdesign stresses are limited to Fy3 The use of AISCallowables with a load factor of 18 or greater willgenerally meet this requirement
Notation
A frac14 area in2
Aa frac14 area available in2
Ab frac14 area bolt in2
An frac14 net cross-sectional area of lug in2
Ap frac14 area pin hole in2
Ar frac14 area required in2
As frac14 area strut in2 or shear area of boltsC frac14 lug dimension see sketchDo frac14 diameter vessel OD inD1 frac14 diameter lift hole inD2 frac14 diameter pin inD3 frac14 diameter pad eye inDsk frac14 diameter skirt inDm frac14 mean vessel diameter inE frac14 modulus of elasticity psifr frac14 tail end radial force lbfL frac14 tail end longitudinal force lbfs frac14 shear load lb or lbinFa frac14 allowable stress combined loading psiFb frac14 allowable stress bending psiFc frac14 allowable stress compression psiFp frac14 allowable stress bearing pressure psiFs frac14 allowable stress shear psiFt frac14 allowable stress tension psiFy frac14 minimum specified yield stress psiI frac14 moment of inertia in4
Jw frac14 polar moment of inertia of weld in4
K frac14 end connection coefficientKL frac14 overall load factor combining impact and safety
factors 15ndash20Ki frac14 impact factor 025ndash05Kr frac14 internal moment coefficient in circular ring due
to radial loadKs frac14 safety factorKT frac14 internal tensioncompression coefficient in
circular ring due to radial loadLs frac14 length of skirtbase stiffenerstrut in
M frac14 moment in-lbMb frac14 bending moment in-lbMC frac14 circumferential moment in-lbML frac14 longitudinal moment in-lbMT frac14 torsional moment in-lbNb frac14 number of bolts used in tail beam or flange
lugN frac14 width of flange of tail beam with a web stiffener
(N frac14 10 without web stiffener)nL frac14 number of head or side lugsP frac14 pick end load lbPe frac14 equivalent load lbPL frac14 longitudinal load per lug lbPr frac14 radial load lbPT frac14 transverse load per lug lbRb frac14 radius of base ring to neutral axis inr frac14 radius of gyration of strut in
Rc frac14 radius of bolt circle of flange inSu frac14 minimum specified tensile stress of bolts psitb frac14 thickness of base plate intg frac14 thickness of gusset intL frac14 thickness of lug intP frac14 thickness of pad eye ints frac14 thickness of shell inT frac14 tail end load lbTb frac14 bolt pretension load lbsTt frac14 tangential force lbw1 frac14 fillet weld size shell to re-padw2 frac14 fillet weld size re-pad to shellw3 frac14 fillet weld size pad eye to lugw4 frac14 fillet weld size base plate to skirtw5 frac14 uniform load on vessel lbinWE frac14 design erection weight lbWL frac14 erection weight lbZ frac14 section modulus in3
a frac14 angular position for moment coefficients in basering clockwise from 0
b frac14 angle between parallel beams degreess frac14 stress combined psisb frac14 stress bending psisp frac14 stress bearing psisc frac14 stress compression psiscr frac14 critical buckling stress psisT frac14 stress tension psis frac14 shear stress psisT frac14 torsional shear stress psiq frac14 lift angle degrees
qB frac14 minimum bearing contact angle degreesqH frac14 sling angle to lift line horizontal degreesqv frac14 sling angle to lift line vertical degrees
Transportation and Erection of Pressure Vessels 665
Procedure 10-3 Lifting Attachments and Terminology
666 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 667
668 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 669
670 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 671
Tailing Trunnion
Utilizes reinforced openings in skirt with through pipePipe is removed after erection and the openings used asskirt manways
Shell Flange Lug
Lifting Device Utilizing Top Body Flanges
672 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 673
Miscellaneous Lugs WL lt 60 kips
Calculations
Due to bending
tL frac14 6PTB
A2Fb
Due to shear
tL frac14 PTethA D1THORNFs
Due to tension
tL frac14 PLethA D1THORNFt
Notes
1 Table 10-6 is based on an allowable stress of 137ksi
2 Design each lug for a 21 safety factor3 Design each lug for a minimum 10 side force
Hertzian Stress Bearing
sp frac14 0418
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiE
PtL
ethR1 R2THORN
13
R1R2
vuuutlt 2Fy
Shear Load in WeldType 1 greater of following
sw frac14 6PTB
2A2
sw frac14 PL2A
Type 2 Use design for top head lug
Table 10-6Lug dimensions
WL kips A D1 B C tL w1 WL kips A D1 B C tL w1
4 3 088 15 2 05 025 20 7 175 3 3 1 038
6 35 1 163 2 063 025 25 7 238 4 4 1 044
8 4 113 175 2 063 025 35 8 238 4 4 1125 05
10 45 125 2 2 075 025 40 8 238 4 4 1125 063
12 5 138 213 3 088 025 45 8 288 4 4 1125 063
14 55 15 238 3 1 038 50 10 288 4 4 125 075
16 65 163 25 3 1 038 55 10 288 4 4 125 075
18 7 175 275 3 1 038 60 10 288 4 4 125 088
Figure 10-6 Dimensions and forces
674 Pressure Vessel Design Manual

point The following are some guidelines for the use ofshims
1 Shims If left in place shall be stainless steel2 Shims must have rounded corners3 Shims will be fixed in place4 Shims shall be deburred5 Shims shall be full bearing6 Shims may be horseshoe type7 Shims thinner than 0001 inches are not allowed8 Shims with holes are not allowed9 Shims should be the full width of the base plate
LevelingStraightnessPlumbness
After the vessel has been placed on its foundation itmust be checked to be certain it is vertical and plumbLeveling is normally checked by use of two theodilites90 degrees apart The theodilites shall be spaced anadequate distance from the vessel to allow visual field ofthe entire height of the vessel Adjustments can be made tothe vessel alignment by means of wedges either poweredor not and then shimmed The wedges should not be leftin place after shimming
The vessel may be heated by the sun to a highertemperature on one side than the other This can createa slight ldquobananardquo effect which should be taken intoaccount when checking levelness The equation forcalculating the deflection from this effect is as follows
2 frac14 p D2 t H2 aDT
8 I
where2 frac14 Deflection inD frac14 Diameter ftT frac14 Thickness inH frac14 Height fta frac14 Coefficient of thermal expansion ininF
DT frac14 Temperature difference from one side of thecolumn to the other F
I frac14 Moment of inertia of vessel cross section ft4
Bolting
After the vessel is aligned and shimmed the nuts on theanchor bolts must be tightened The vessel should not be
left standing without the crane attached unless all anchorbolts have been tightened
The anchor bolts should not be tightened to theirmaximum load until the drypacking under the base plateis complete At this stage the base plate is suspendedbetween the soleplates until the drypack is installedSince the soleplates straddle the anchor bolts there isa chance of deforming the baseplate prior to the instal-lation of the drypack if the anchor bolts are overtightened
After drypacking the anchor bolts should be tight-ened to the correct torque to produce the maximumallowable bolt stress The anchor bolts should not betightened beyond the point of maximum allowable boltstress
Note that the initial anchor bolt tension does notincrease the maximum bolt tension caused by wind orearthquake This initial tension will only clamp the basering to the concrete Both are in equal compression untilthe external load is applied The external load reduces thecompression in the concrete before additional load isapplied to the bolts After the external load overcomes allthe compression in the concrete the stress in the bolt willincrease to the value it would have been had there been noinitial tension
Grouting
Grout under base plates shall provide full uniform loadtransfer between the bottom of the base plate and the topof the foundation Load transfer to the foundation must bethrough the grout not through the shims or soleplate
Prior to setting of the vessel the top of the foundationshould be bush hammered and cleaned This ensures thatthe grout will adhere to the surface of the foundation Bushhammering may be done strictly under the base plate oracross the entire top of the foundation
Once the vessel is leveled shimmed and bolted it isready to be grouted Grouting shall consist of filling thevoid area between the top of foundation and the undersideof base plate with cementatious grout The grout shall beinstalled in accordance with the manufacturers recom-mendations and any applicable contract specifications
Depending on the type of grout to be used grout damsmay be used
662 Pressure Vessel Design Manual
18
132 mm times 15 m SLINGSWL = 120 TON (SP)DOUBLE (2 PCS)SWL = 500 T times 40 m LENGTHSPREADER BEAM
SWL = 400T SHACKLE (4 NOS)
SWL = 400T SHACKLE (1 NO)
100 mm times 20 m SLINGSWL = 90 TON (SP)SWL = 737 TON (BH)DOUBLE (2 PCS)
90 mm times 15 m SLINGSWL = 60 TON (SP)SWL = 441 TON (BH)DOUBLE (2 PCS)
CounterWeight = 40ton
CounterWeight = 275ton
BOO
M 9
6m
90009000
620002000017000 100
0
100
0 13000
MAST 24m
oslash3840
oslash4160
1692
1829
1026
987
4
BOO
M 36m
Figure 10-5 Typical example of erection study
Transporta
tionandErectio
nofPressure
Vessels
663
Steps in Design
Given the overall weight and geometry of the vesseland the location of the center of gravity based on theerected weight apply the following steps to eithercomplete the design or analyze the design
Step 1 Select the type of lifting attachments as aninitial starting point
Lift end (also referred to as the ldquopick endrdquo)a Head lug Usually the simplest and most
economical and produces the least stressb Cone lug Similar to a head lug but located at
a conical transition section of the vesselc Side lug Complex and expensived Top flange lug The choice for high-pressure
vessels where the top center flange and head arevery rigid This method is uneconomical foraverage applications
e Side flange lug Rarely used because it requiresa very heavy nozzle and shell reinforcement
f Trunnions Simple and economical Used ona wide variety of vessels
g OtherTail end
a Tail beamb Tail lugc Choker (cinch) see later commentary
Tailing a column during erection with a wire ropechoker on the skirt above the base ring is a fairly commonprocedure Most experienced erectors are qualified toperform this procedure safely There are several advan-tages to using a tailing choker
bull Saves material design detailing and fabricationbull Simplifies concerns with lug and shippingorientations
bull May reduce overall height during transportation
There are situations and conditions that could make theuse of a tailing choker impractical costly and possiblyunsafe Provide tailing lugs or a tailing beam if
bull The column is more than about 10 feet in diameterThe larger the diameter the more difficult it is for thewire rope to cinch down and form a good choke onthe column
bull The tail load is so great that it requires the use ofslings greater than about 1frac12 inches in diameter Thelarger the diameter of the rope the less flexible it isand the more likely that it could slip up unexpectedlyduring erection
Step 2 Determine the forces T and P for all angles oferection
Step 3 Designcheck the lifting attachments for thetailing force T and pick force P
Step 4 Designcheck the base ring assembly forstresses due to tailing force T
Step 5 Determine the base ring stiffening configura-tion if required and design struts
Step 6 Check shell stresses due to bending during liftThis would include midspan as well as anyoverhang
Step 7 Analyze local loads in vessel shell and skirt dueto loads from attachments
Allowable Stresses
Per AISC
Tension
Ft frac14 06Fy on gross area
frac14 05Fu on effective net area
frac14 045Fy for pin-connected members
Compression(for short members only)
Fc frac14 Use buckling value
frac14 for vessel shell 133 ASME Factor B
Shear
Fs frac14 Net area of pin hole 045Fy
frac14 other than pin-connected members 04Fy
frac14 fillet welds in shear
E60XX 9600 lb=in or 13 600 psi
E70XX 11 200 lb=in or 15 800 psi
Bending
Fb frac14 06Fy to 075Fy depending on the shape of themember
Bearing
Fp frac14 09Fy
Combined
Shear and tension
sa
Fathorn sFs
1
664 Pressure Vessel Design Manual
Tension compression and bendingsa
Fathorn sb
Fb 1 or
sT
FTthorn sb
Fb 1
Note Custom-designed lifting devices that supportlifted loads are generally governed by ASME B3020ldquoBelow the hook lifting devicesrdquoUnder this specificationdesign stresses are limited to Fy3 The use of AISCallowables with a load factor of 18 or greater willgenerally meet this requirement
Notation
A frac14 area in2
Aa frac14 area available in2
Ab frac14 area bolt in2
An frac14 net cross-sectional area of lug in2
Ap frac14 area pin hole in2
Ar frac14 area required in2
As frac14 area strut in2 or shear area of boltsC frac14 lug dimension see sketchDo frac14 diameter vessel OD inD1 frac14 diameter lift hole inD2 frac14 diameter pin inD3 frac14 diameter pad eye inDsk frac14 diameter skirt inDm frac14 mean vessel diameter inE frac14 modulus of elasticity psifr frac14 tail end radial force lbfL frac14 tail end longitudinal force lbfs frac14 shear load lb or lbinFa frac14 allowable stress combined loading psiFb frac14 allowable stress bending psiFc frac14 allowable stress compression psiFp frac14 allowable stress bearing pressure psiFs frac14 allowable stress shear psiFt frac14 allowable stress tension psiFy frac14 minimum specified yield stress psiI frac14 moment of inertia in4
Jw frac14 polar moment of inertia of weld in4
K frac14 end connection coefficientKL frac14 overall load factor combining impact and safety
factors 15ndash20Ki frac14 impact factor 025ndash05Kr frac14 internal moment coefficient in circular ring due
to radial loadKs frac14 safety factorKT frac14 internal tensioncompression coefficient in
circular ring due to radial loadLs frac14 length of skirtbase stiffenerstrut in
M frac14 moment in-lbMb frac14 bending moment in-lbMC frac14 circumferential moment in-lbML frac14 longitudinal moment in-lbMT frac14 torsional moment in-lbNb frac14 number of bolts used in tail beam or flange
lugN frac14 width of flange of tail beam with a web stiffener
(N frac14 10 without web stiffener)nL frac14 number of head or side lugsP frac14 pick end load lbPe frac14 equivalent load lbPL frac14 longitudinal load per lug lbPr frac14 radial load lbPT frac14 transverse load per lug lbRb frac14 radius of base ring to neutral axis inr frac14 radius of gyration of strut in
Rc frac14 radius of bolt circle of flange inSu frac14 minimum specified tensile stress of bolts psitb frac14 thickness of base plate intg frac14 thickness of gusset intL frac14 thickness of lug intP frac14 thickness of pad eye ints frac14 thickness of shell inT frac14 tail end load lbTb frac14 bolt pretension load lbsTt frac14 tangential force lbw1 frac14 fillet weld size shell to re-padw2 frac14 fillet weld size re-pad to shellw3 frac14 fillet weld size pad eye to lugw4 frac14 fillet weld size base plate to skirtw5 frac14 uniform load on vessel lbinWE frac14 design erection weight lbWL frac14 erection weight lbZ frac14 section modulus in3
a frac14 angular position for moment coefficients in basering clockwise from 0
b frac14 angle between parallel beams degreess frac14 stress combined psisb frac14 stress bending psisp frac14 stress bearing psisc frac14 stress compression psiscr frac14 critical buckling stress psisT frac14 stress tension psis frac14 shear stress psisT frac14 torsional shear stress psiq frac14 lift angle degrees
qB frac14 minimum bearing contact angle degreesqH frac14 sling angle to lift line horizontal degreesqv frac14 sling angle to lift line vertical degrees
Transportation and Erection of Pressure Vessels 665
Procedure 10-3 Lifting Attachments and Terminology
666 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 667
668 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 669
670 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 671
Tailing Trunnion
Utilizes reinforced openings in skirt with through pipePipe is removed after erection and the openings used asskirt manways
Shell Flange Lug
Lifting Device Utilizing Top Body Flanges
672 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 673
Miscellaneous Lugs WL lt 60 kips
Calculations
Due to bending
tL frac14 6PTB
A2Fb
Due to shear
tL frac14 PTethA D1THORNFs
Due to tension
tL frac14 PLethA D1THORNFt
Notes
1 Table 10-6 is based on an allowable stress of 137ksi
2 Design each lug for a 21 safety factor3 Design each lug for a minimum 10 side force
Hertzian Stress Bearing
sp frac14 0418
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiE
PtL
ethR1 R2THORN
13
R1R2
vuuutlt 2Fy
Shear Load in WeldType 1 greater of following
sw frac14 6PTB
2A2
sw frac14 PL2A
Type 2 Use design for top head lug
Table 10-6Lug dimensions
WL kips A D1 B C tL w1 WL kips A D1 B C tL w1
4 3 088 15 2 05 025 20 7 175 3 3 1 038
6 35 1 163 2 063 025 25 7 238 4 4 1 044
8 4 113 175 2 063 025 35 8 238 4 4 1125 05
10 45 125 2 2 075 025 40 8 238 4 4 1125 063
12 5 138 213 3 088 025 45 8 288 4 4 1125 063
14 55 15 238 3 1 038 50 10 288 4 4 125 075
16 65 163 25 3 1 038 55 10 288 4 4 125 075
18 7 175 275 3 1 038 60 10 288 4 4 125 088
Figure 10-6 Dimensions and forces
674 Pressure Vessel Design Manual

18
132 mm times 15 m SLINGSWL = 120 TON (SP)DOUBLE (2 PCS)SWL = 500 T times 40 m LENGTHSPREADER BEAM
SWL = 400T SHACKLE (4 NOS)
SWL = 400T SHACKLE (1 NO)
100 mm times 20 m SLINGSWL = 90 TON (SP)SWL = 737 TON (BH)DOUBLE (2 PCS)
90 mm times 15 m SLINGSWL = 60 TON (SP)SWL = 441 TON (BH)DOUBLE (2 PCS)
CounterWeight = 40ton
CounterWeight = 275ton
BOO
M 9
6m
90009000
620002000017000 100
0
100
0 13000
MAST 24m
oslash3840
oslash4160
1692
1829
1026
987
4
BOO
M 36m
Figure 10-5 Typical example of erection study
Transporta
tionandErectio
nofPressure
Vessels
663
Steps in Design
Given the overall weight and geometry of the vesseland the location of the center of gravity based on theerected weight apply the following steps to eithercomplete the design or analyze the design
Step 1 Select the type of lifting attachments as aninitial starting point
Lift end (also referred to as the ldquopick endrdquo)a Head lug Usually the simplest and most
economical and produces the least stressb Cone lug Similar to a head lug but located at
a conical transition section of the vesselc Side lug Complex and expensived Top flange lug The choice for high-pressure
vessels where the top center flange and head arevery rigid This method is uneconomical foraverage applications
e Side flange lug Rarely used because it requiresa very heavy nozzle and shell reinforcement
f Trunnions Simple and economical Used ona wide variety of vessels
g OtherTail end
a Tail beamb Tail lugc Choker (cinch) see later commentary
Tailing a column during erection with a wire ropechoker on the skirt above the base ring is a fairly commonprocedure Most experienced erectors are qualified toperform this procedure safely There are several advan-tages to using a tailing choker
bull Saves material design detailing and fabricationbull Simplifies concerns with lug and shippingorientations
bull May reduce overall height during transportation
There are situations and conditions that could make theuse of a tailing choker impractical costly and possiblyunsafe Provide tailing lugs or a tailing beam if
bull The column is more than about 10 feet in diameterThe larger the diameter the more difficult it is for thewire rope to cinch down and form a good choke onthe column
bull The tail load is so great that it requires the use ofslings greater than about 1frac12 inches in diameter Thelarger the diameter of the rope the less flexible it isand the more likely that it could slip up unexpectedlyduring erection
Step 2 Determine the forces T and P for all angles oferection
Step 3 Designcheck the lifting attachments for thetailing force T and pick force P
Step 4 Designcheck the base ring assembly forstresses due to tailing force T
Step 5 Determine the base ring stiffening configura-tion if required and design struts
Step 6 Check shell stresses due to bending during liftThis would include midspan as well as anyoverhang
Step 7 Analyze local loads in vessel shell and skirt dueto loads from attachments
Allowable Stresses
Per AISC
Tension
Ft frac14 06Fy on gross area
frac14 05Fu on effective net area
frac14 045Fy for pin-connected members
Compression(for short members only)
Fc frac14 Use buckling value
frac14 for vessel shell 133 ASME Factor B
Shear
Fs frac14 Net area of pin hole 045Fy
frac14 other than pin-connected members 04Fy
frac14 fillet welds in shear
E60XX 9600 lb=in or 13 600 psi
E70XX 11 200 lb=in or 15 800 psi
Bending
Fb frac14 06Fy to 075Fy depending on the shape of themember
Bearing
Fp frac14 09Fy
Combined
Shear and tension
sa
Fathorn sFs
1
664 Pressure Vessel Design Manual
Tension compression and bendingsa
Fathorn sb
Fb 1 or
sT
FTthorn sb
Fb 1
Note Custom-designed lifting devices that supportlifted loads are generally governed by ASME B3020ldquoBelow the hook lifting devicesrdquoUnder this specificationdesign stresses are limited to Fy3 The use of AISCallowables with a load factor of 18 or greater willgenerally meet this requirement
Notation
A frac14 area in2
Aa frac14 area available in2
Ab frac14 area bolt in2
An frac14 net cross-sectional area of lug in2
Ap frac14 area pin hole in2
Ar frac14 area required in2
As frac14 area strut in2 or shear area of boltsC frac14 lug dimension see sketchDo frac14 diameter vessel OD inD1 frac14 diameter lift hole inD2 frac14 diameter pin inD3 frac14 diameter pad eye inDsk frac14 diameter skirt inDm frac14 mean vessel diameter inE frac14 modulus of elasticity psifr frac14 tail end radial force lbfL frac14 tail end longitudinal force lbfs frac14 shear load lb or lbinFa frac14 allowable stress combined loading psiFb frac14 allowable stress bending psiFc frac14 allowable stress compression psiFp frac14 allowable stress bearing pressure psiFs frac14 allowable stress shear psiFt frac14 allowable stress tension psiFy frac14 minimum specified yield stress psiI frac14 moment of inertia in4
Jw frac14 polar moment of inertia of weld in4
K frac14 end connection coefficientKL frac14 overall load factor combining impact and safety
factors 15ndash20Ki frac14 impact factor 025ndash05Kr frac14 internal moment coefficient in circular ring due
to radial loadKs frac14 safety factorKT frac14 internal tensioncompression coefficient in
circular ring due to radial loadLs frac14 length of skirtbase stiffenerstrut in
M frac14 moment in-lbMb frac14 bending moment in-lbMC frac14 circumferential moment in-lbML frac14 longitudinal moment in-lbMT frac14 torsional moment in-lbNb frac14 number of bolts used in tail beam or flange
lugN frac14 width of flange of tail beam with a web stiffener
(N frac14 10 without web stiffener)nL frac14 number of head or side lugsP frac14 pick end load lbPe frac14 equivalent load lbPL frac14 longitudinal load per lug lbPr frac14 radial load lbPT frac14 transverse load per lug lbRb frac14 radius of base ring to neutral axis inr frac14 radius of gyration of strut in
Rc frac14 radius of bolt circle of flange inSu frac14 minimum specified tensile stress of bolts psitb frac14 thickness of base plate intg frac14 thickness of gusset intL frac14 thickness of lug intP frac14 thickness of pad eye ints frac14 thickness of shell inT frac14 tail end load lbTb frac14 bolt pretension load lbsTt frac14 tangential force lbw1 frac14 fillet weld size shell to re-padw2 frac14 fillet weld size re-pad to shellw3 frac14 fillet weld size pad eye to lugw4 frac14 fillet weld size base plate to skirtw5 frac14 uniform load on vessel lbinWE frac14 design erection weight lbWL frac14 erection weight lbZ frac14 section modulus in3
a frac14 angular position for moment coefficients in basering clockwise from 0
b frac14 angle between parallel beams degreess frac14 stress combined psisb frac14 stress bending psisp frac14 stress bearing psisc frac14 stress compression psiscr frac14 critical buckling stress psisT frac14 stress tension psis frac14 shear stress psisT frac14 torsional shear stress psiq frac14 lift angle degrees
qB frac14 minimum bearing contact angle degreesqH frac14 sling angle to lift line horizontal degreesqv frac14 sling angle to lift line vertical degrees
Transportation and Erection of Pressure Vessels 665
Procedure 10-3 Lifting Attachments and Terminology
666 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 667
668 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 669
670 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 671
Tailing Trunnion
Utilizes reinforced openings in skirt with through pipePipe is removed after erection and the openings used asskirt manways
Shell Flange Lug
Lifting Device Utilizing Top Body Flanges
672 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 673
Miscellaneous Lugs WL lt 60 kips
Calculations
Due to bending
tL frac14 6PTB
A2Fb
Due to shear
tL frac14 PTethA D1THORNFs
Due to tension
tL frac14 PLethA D1THORNFt
Notes
1 Table 10-6 is based on an allowable stress of 137ksi
2 Design each lug for a 21 safety factor3 Design each lug for a minimum 10 side force
Hertzian Stress Bearing
sp frac14 0418
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiE
PtL
ethR1 R2THORN
13
R1R2
vuuutlt 2Fy
Shear Load in WeldType 1 greater of following
sw frac14 6PTB
2A2
sw frac14 PL2A
Type 2 Use design for top head lug
Table 10-6Lug dimensions
WL kips A D1 B C tL w1 WL kips A D1 B C tL w1
4 3 088 15 2 05 025 20 7 175 3 3 1 038
6 35 1 163 2 063 025 25 7 238 4 4 1 044
8 4 113 175 2 063 025 35 8 238 4 4 1125 05
10 45 125 2 2 075 025 40 8 238 4 4 1125 063
12 5 138 213 3 088 025 45 8 288 4 4 1125 063
14 55 15 238 3 1 038 50 10 288 4 4 125 075
16 65 163 25 3 1 038 55 10 288 4 4 125 075
18 7 175 275 3 1 038 60 10 288 4 4 125 088
Figure 10-6 Dimensions and forces
674 Pressure Vessel Design Manual

Steps in Design
Given the overall weight and geometry of the vesseland the location of the center of gravity based on theerected weight apply the following steps to eithercomplete the design or analyze the design
Step 1 Select the type of lifting attachments as aninitial starting point
Lift end (also referred to as the ldquopick endrdquo)a Head lug Usually the simplest and most
economical and produces the least stressb Cone lug Similar to a head lug but located at
a conical transition section of the vesselc Side lug Complex and expensived Top flange lug The choice for high-pressure
vessels where the top center flange and head arevery rigid This method is uneconomical foraverage applications
e Side flange lug Rarely used because it requiresa very heavy nozzle and shell reinforcement
f Trunnions Simple and economical Used ona wide variety of vessels
g OtherTail end
a Tail beamb Tail lugc Choker (cinch) see later commentary
Tailing a column during erection with a wire ropechoker on the skirt above the base ring is a fairly commonprocedure Most experienced erectors are qualified toperform this procedure safely There are several advan-tages to using a tailing choker
bull Saves material design detailing and fabricationbull Simplifies concerns with lug and shippingorientations
bull May reduce overall height during transportation
There are situations and conditions that could make theuse of a tailing choker impractical costly and possiblyunsafe Provide tailing lugs or a tailing beam if
bull The column is more than about 10 feet in diameterThe larger the diameter the more difficult it is for thewire rope to cinch down and form a good choke onthe column
bull The tail load is so great that it requires the use ofslings greater than about 1frac12 inches in diameter Thelarger the diameter of the rope the less flexible it isand the more likely that it could slip up unexpectedlyduring erection
Step 2 Determine the forces T and P for all angles oferection
Step 3 Designcheck the lifting attachments for thetailing force T and pick force P
Step 4 Designcheck the base ring assembly forstresses due to tailing force T
Step 5 Determine the base ring stiffening configura-tion if required and design struts
Step 6 Check shell stresses due to bending during liftThis would include midspan as well as anyoverhang
Step 7 Analyze local loads in vessel shell and skirt dueto loads from attachments
Allowable Stresses
Per AISC
Tension
Ft frac14 06Fy on gross area
frac14 05Fu on effective net area
frac14 045Fy for pin-connected members
Compression(for short members only)
Fc frac14 Use buckling value
frac14 for vessel shell 133 ASME Factor B
Shear
Fs frac14 Net area of pin hole 045Fy
frac14 other than pin-connected members 04Fy
frac14 fillet welds in shear
E60XX 9600 lb=in or 13 600 psi
E70XX 11 200 lb=in or 15 800 psi
Bending
Fb frac14 06Fy to 075Fy depending on the shape of themember
Bearing
Fp frac14 09Fy
Combined
Shear and tension
sa
Fathorn sFs
1
664 Pressure Vessel Design Manual
Tension compression and bendingsa
Fathorn sb
Fb 1 or
sT
FTthorn sb
Fb 1
Note Custom-designed lifting devices that supportlifted loads are generally governed by ASME B3020ldquoBelow the hook lifting devicesrdquoUnder this specificationdesign stresses are limited to Fy3 The use of AISCallowables with a load factor of 18 or greater willgenerally meet this requirement
Notation
A frac14 area in2
Aa frac14 area available in2
Ab frac14 area bolt in2
An frac14 net cross-sectional area of lug in2
Ap frac14 area pin hole in2
Ar frac14 area required in2
As frac14 area strut in2 or shear area of boltsC frac14 lug dimension see sketchDo frac14 diameter vessel OD inD1 frac14 diameter lift hole inD2 frac14 diameter pin inD3 frac14 diameter pad eye inDsk frac14 diameter skirt inDm frac14 mean vessel diameter inE frac14 modulus of elasticity psifr frac14 tail end radial force lbfL frac14 tail end longitudinal force lbfs frac14 shear load lb or lbinFa frac14 allowable stress combined loading psiFb frac14 allowable stress bending psiFc frac14 allowable stress compression psiFp frac14 allowable stress bearing pressure psiFs frac14 allowable stress shear psiFt frac14 allowable stress tension psiFy frac14 minimum specified yield stress psiI frac14 moment of inertia in4
Jw frac14 polar moment of inertia of weld in4
K frac14 end connection coefficientKL frac14 overall load factor combining impact and safety
factors 15ndash20Ki frac14 impact factor 025ndash05Kr frac14 internal moment coefficient in circular ring due
to radial loadKs frac14 safety factorKT frac14 internal tensioncompression coefficient in
circular ring due to radial loadLs frac14 length of skirtbase stiffenerstrut in
M frac14 moment in-lbMb frac14 bending moment in-lbMC frac14 circumferential moment in-lbML frac14 longitudinal moment in-lbMT frac14 torsional moment in-lbNb frac14 number of bolts used in tail beam or flange
lugN frac14 width of flange of tail beam with a web stiffener
(N frac14 10 without web stiffener)nL frac14 number of head or side lugsP frac14 pick end load lbPe frac14 equivalent load lbPL frac14 longitudinal load per lug lbPr frac14 radial load lbPT frac14 transverse load per lug lbRb frac14 radius of base ring to neutral axis inr frac14 radius of gyration of strut in
Rc frac14 radius of bolt circle of flange inSu frac14 minimum specified tensile stress of bolts psitb frac14 thickness of base plate intg frac14 thickness of gusset intL frac14 thickness of lug intP frac14 thickness of pad eye ints frac14 thickness of shell inT frac14 tail end load lbTb frac14 bolt pretension load lbsTt frac14 tangential force lbw1 frac14 fillet weld size shell to re-padw2 frac14 fillet weld size re-pad to shellw3 frac14 fillet weld size pad eye to lugw4 frac14 fillet weld size base plate to skirtw5 frac14 uniform load on vessel lbinWE frac14 design erection weight lbWL frac14 erection weight lbZ frac14 section modulus in3
a frac14 angular position for moment coefficients in basering clockwise from 0
b frac14 angle between parallel beams degreess frac14 stress combined psisb frac14 stress bending psisp frac14 stress bearing psisc frac14 stress compression psiscr frac14 critical buckling stress psisT frac14 stress tension psis frac14 shear stress psisT frac14 torsional shear stress psiq frac14 lift angle degrees
qB frac14 minimum bearing contact angle degreesqH frac14 sling angle to lift line horizontal degreesqv frac14 sling angle to lift line vertical degrees
Transportation and Erection of Pressure Vessels 665
Procedure 10-3 Lifting Attachments and Terminology
666 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 667
668 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 669
670 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 671
Tailing Trunnion
Utilizes reinforced openings in skirt with through pipePipe is removed after erection and the openings used asskirt manways
Shell Flange Lug
Lifting Device Utilizing Top Body Flanges
672 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 673
Miscellaneous Lugs WL lt 60 kips
Calculations
Due to bending
tL frac14 6PTB
A2Fb
Due to shear
tL frac14 PTethA D1THORNFs
Due to tension
tL frac14 PLethA D1THORNFt
Notes
1 Table 10-6 is based on an allowable stress of 137ksi
2 Design each lug for a 21 safety factor3 Design each lug for a minimum 10 side force
Hertzian Stress Bearing
sp frac14 0418
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiE
PtL
ethR1 R2THORN
13
R1R2
vuuutlt 2Fy
Shear Load in WeldType 1 greater of following
sw frac14 6PTB
2A2
sw frac14 PL2A
Type 2 Use design for top head lug
Table 10-6Lug dimensions
WL kips A D1 B C tL w1 WL kips A D1 B C tL w1
4 3 088 15 2 05 025 20 7 175 3 3 1 038
6 35 1 163 2 063 025 25 7 238 4 4 1 044
8 4 113 175 2 063 025 35 8 238 4 4 1125 05
10 45 125 2 2 075 025 40 8 238 4 4 1125 063
12 5 138 213 3 088 025 45 8 288 4 4 1125 063
14 55 15 238 3 1 038 50 10 288 4 4 125 075
16 65 163 25 3 1 038 55 10 288 4 4 125 075
18 7 175 275 3 1 038 60 10 288 4 4 125 088
Figure 10-6 Dimensions and forces
674 Pressure Vessel Design Manual

Tension compression and bendingsa
Fathorn sb
Fb 1 or
sT
FTthorn sb
Fb 1
Note Custom-designed lifting devices that supportlifted loads are generally governed by ASME B3020ldquoBelow the hook lifting devicesrdquoUnder this specificationdesign stresses are limited to Fy3 The use of AISCallowables with a load factor of 18 or greater willgenerally meet this requirement
Notation
A frac14 area in2
Aa frac14 area available in2
Ab frac14 area bolt in2
An frac14 net cross-sectional area of lug in2
Ap frac14 area pin hole in2
Ar frac14 area required in2
As frac14 area strut in2 or shear area of boltsC frac14 lug dimension see sketchDo frac14 diameter vessel OD inD1 frac14 diameter lift hole inD2 frac14 diameter pin inD3 frac14 diameter pad eye inDsk frac14 diameter skirt inDm frac14 mean vessel diameter inE frac14 modulus of elasticity psifr frac14 tail end radial force lbfL frac14 tail end longitudinal force lbfs frac14 shear load lb or lbinFa frac14 allowable stress combined loading psiFb frac14 allowable stress bending psiFc frac14 allowable stress compression psiFp frac14 allowable stress bearing pressure psiFs frac14 allowable stress shear psiFt frac14 allowable stress tension psiFy frac14 minimum specified yield stress psiI frac14 moment of inertia in4
Jw frac14 polar moment of inertia of weld in4
K frac14 end connection coefficientKL frac14 overall load factor combining impact and safety
factors 15ndash20Ki frac14 impact factor 025ndash05Kr frac14 internal moment coefficient in circular ring due
to radial loadKs frac14 safety factorKT frac14 internal tensioncompression coefficient in
circular ring due to radial loadLs frac14 length of skirtbase stiffenerstrut in
M frac14 moment in-lbMb frac14 bending moment in-lbMC frac14 circumferential moment in-lbML frac14 longitudinal moment in-lbMT frac14 torsional moment in-lbNb frac14 number of bolts used in tail beam or flange
lugN frac14 width of flange of tail beam with a web stiffener
(N frac14 10 without web stiffener)nL frac14 number of head or side lugsP frac14 pick end load lbPe frac14 equivalent load lbPL frac14 longitudinal load per lug lbPr frac14 radial load lbPT frac14 transverse load per lug lbRb frac14 radius of base ring to neutral axis inr frac14 radius of gyration of strut in
Rc frac14 radius of bolt circle of flange inSu frac14 minimum specified tensile stress of bolts psitb frac14 thickness of base plate intg frac14 thickness of gusset intL frac14 thickness of lug intP frac14 thickness of pad eye ints frac14 thickness of shell inT frac14 tail end load lbTb frac14 bolt pretension load lbsTt frac14 tangential force lbw1 frac14 fillet weld size shell to re-padw2 frac14 fillet weld size re-pad to shellw3 frac14 fillet weld size pad eye to lugw4 frac14 fillet weld size base plate to skirtw5 frac14 uniform load on vessel lbinWE frac14 design erection weight lbWL frac14 erection weight lbZ frac14 section modulus in3
a frac14 angular position for moment coefficients in basering clockwise from 0
b frac14 angle between parallel beams degreess frac14 stress combined psisb frac14 stress bending psisp frac14 stress bearing psisc frac14 stress compression psiscr frac14 critical buckling stress psisT frac14 stress tension psis frac14 shear stress psisT frac14 torsional shear stress psiq frac14 lift angle degrees
qB frac14 minimum bearing contact angle degreesqH frac14 sling angle to lift line horizontal degreesqv frac14 sling angle to lift line vertical degrees
Transportation and Erection of Pressure Vessels 665
Procedure 10-3 Lifting Attachments and Terminology
666 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 667
668 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 669
670 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 671
Tailing Trunnion
Utilizes reinforced openings in skirt with through pipePipe is removed after erection and the openings used asskirt manways
Shell Flange Lug
Lifting Device Utilizing Top Body Flanges
672 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 673
Miscellaneous Lugs WL lt 60 kips
Calculations
Due to bending
tL frac14 6PTB
A2Fb
Due to shear
tL frac14 PTethA D1THORNFs
Due to tension
tL frac14 PLethA D1THORNFt
Notes
1 Table 10-6 is based on an allowable stress of 137ksi
2 Design each lug for a 21 safety factor3 Design each lug for a minimum 10 side force
Hertzian Stress Bearing
sp frac14 0418
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiE
PtL
ethR1 R2THORN
13
R1R2
vuuutlt 2Fy
Shear Load in WeldType 1 greater of following
sw frac14 6PTB
2A2
sw frac14 PL2A
Type 2 Use design for top head lug
Table 10-6Lug dimensions
WL kips A D1 B C tL w1 WL kips A D1 B C tL w1
4 3 088 15 2 05 025 20 7 175 3 3 1 038
6 35 1 163 2 063 025 25 7 238 4 4 1 044
8 4 113 175 2 063 025 35 8 238 4 4 1125 05
10 45 125 2 2 075 025 40 8 238 4 4 1125 063
12 5 138 213 3 088 025 45 8 288 4 4 1125 063
14 55 15 238 3 1 038 50 10 288 4 4 125 075
16 65 163 25 3 1 038 55 10 288 4 4 125 075
18 7 175 275 3 1 038 60 10 288 4 4 125 088
Figure 10-6 Dimensions and forces
674 Pressure Vessel Design Manual

Procedure 10-3 Lifting Attachments and Terminology
666 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 667
668 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 669
670 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 671
Tailing Trunnion
Utilizes reinforced openings in skirt with through pipePipe is removed after erection and the openings used asskirt manways
Shell Flange Lug
Lifting Device Utilizing Top Body Flanges
672 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 673
Miscellaneous Lugs WL lt 60 kips
Calculations
Due to bending
tL frac14 6PTB
A2Fb
Due to shear
tL frac14 PTethA D1THORNFs
Due to tension
tL frac14 PLethA D1THORNFt
Notes
1 Table 10-6 is based on an allowable stress of 137ksi
2 Design each lug for a 21 safety factor3 Design each lug for a minimum 10 side force
Hertzian Stress Bearing
sp frac14 0418
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiE
PtL
ethR1 R2THORN
13
R1R2
vuuutlt 2Fy
Shear Load in WeldType 1 greater of following
sw frac14 6PTB
2A2
sw frac14 PL2A
Type 2 Use design for top head lug
Table 10-6Lug dimensions
WL kips A D1 B C tL w1 WL kips A D1 B C tL w1
4 3 088 15 2 05 025 20 7 175 3 3 1 038
6 35 1 163 2 063 025 25 7 238 4 4 1 044
8 4 113 175 2 063 025 35 8 238 4 4 1125 05
10 45 125 2 2 075 025 40 8 238 4 4 1125 063
12 5 138 213 3 088 025 45 8 288 4 4 1125 063
14 55 15 238 3 1 038 50 10 288 4 4 125 075
16 65 163 25 3 1 038 55 10 288 4 4 125 075
18 7 175 275 3 1 038 60 10 288 4 4 125 088
Figure 10-6 Dimensions and forces
674 Pressure Vessel Design Manual

Transportation and Erection of Pressure Vessels 667
668 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 669
670 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 671
Tailing Trunnion
Utilizes reinforced openings in skirt with through pipePipe is removed after erection and the openings used asskirt manways
Shell Flange Lug
Lifting Device Utilizing Top Body Flanges
672 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 673
Miscellaneous Lugs WL lt 60 kips
Calculations
Due to bending
tL frac14 6PTB
A2Fb
Due to shear
tL frac14 PTethA D1THORNFs
Due to tension
tL frac14 PLethA D1THORNFt
Notes
1 Table 10-6 is based on an allowable stress of 137ksi
2 Design each lug for a 21 safety factor3 Design each lug for a minimum 10 side force
Hertzian Stress Bearing
sp frac14 0418
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiE
PtL
ethR1 R2THORN
13
R1R2
vuuutlt 2Fy
Shear Load in WeldType 1 greater of following
sw frac14 6PTB
2A2
sw frac14 PL2A
Type 2 Use design for top head lug
Table 10-6Lug dimensions
WL kips A D1 B C tL w1 WL kips A D1 B C tL w1
4 3 088 15 2 05 025 20 7 175 3 3 1 038
6 35 1 163 2 063 025 25 7 238 4 4 1 044
8 4 113 175 2 063 025 35 8 238 4 4 1125 05
10 45 125 2 2 075 025 40 8 238 4 4 1125 063
12 5 138 213 3 088 025 45 8 288 4 4 1125 063
14 55 15 238 3 1 038 50 10 288 4 4 125 075
16 65 163 25 3 1 038 55 10 288 4 4 125 075
18 7 175 275 3 1 038 60 10 288 4 4 125 088
Figure 10-6 Dimensions and forces
674 Pressure Vessel Design Manual

668 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 669
670 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 671
Tailing Trunnion
Utilizes reinforced openings in skirt with through pipePipe is removed after erection and the openings used asskirt manways
Shell Flange Lug
Lifting Device Utilizing Top Body Flanges
672 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 673
Miscellaneous Lugs WL lt 60 kips
Calculations
Due to bending
tL frac14 6PTB
A2Fb
Due to shear
tL frac14 PTethA D1THORNFs
Due to tension
tL frac14 PLethA D1THORNFt
Notes
1 Table 10-6 is based on an allowable stress of 137ksi
2 Design each lug for a 21 safety factor3 Design each lug for a minimum 10 side force
Hertzian Stress Bearing
sp frac14 0418
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiE
PtL
ethR1 R2THORN
13
R1R2
vuuutlt 2Fy
Shear Load in WeldType 1 greater of following
sw frac14 6PTB
2A2
sw frac14 PL2A
Type 2 Use design for top head lug
Table 10-6Lug dimensions
WL kips A D1 B C tL w1 WL kips A D1 B C tL w1
4 3 088 15 2 05 025 20 7 175 3 3 1 038
6 35 1 163 2 063 025 25 7 238 4 4 1 044
8 4 113 175 2 063 025 35 8 238 4 4 1125 05
10 45 125 2 2 075 025 40 8 238 4 4 1125 063
12 5 138 213 3 088 025 45 8 288 4 4 1125 063
14 55 15 238 3 1 038 50 10 288 4 4 125 075
16 65 163 25 3 1 038 55 10 288 4 4 125 075
18 7 175 275 3 1 038 60 10 288 4 4 125 088
Figure 10-6 Dimensions and forces
674 Pressure Vessel Design Manual

Transportation and Erection of Pressure Vessels 669
670 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 671
Tailing Trunnion
Utilizes reinforced openings in skirt with through pipePipe is removed after erection and the openings used asskirt manways
Shell Flange Lug
Lifting Device Utilizing Top Body Flanges
672 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 673
Miscellaneous Lugs WL lt 60 kips
Calculations
Due to bending
tL frac14 6PTB
A2Fb
Due to shear
tL frac14 PTethA D1THORNFs
Due to tension
tL frac14 PLethA D1THORNFt
Notes
1 Table 10-6 is based on an allowable stress of 137ksi
2 Design each lug for a 21 safety factor3 Design each lug for a minimum 10 side force
Hertzian Stress Bearing
sp frac14 0418
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiE
PtL
ethR1 R2THORN
13
R1R2
vuuutlt 2Fy
Shear Load in WeldType 1 greater of following
sw frac14 6PTB
2A2
sw frac14 PL2A
Type 2 Use design for top head lug
Table 10-6Lug dimensions
WL kips A D1 B C tL w1 WL kips A D1 B C tL w1
4 3 088 15 2 05 025 20 7 175 3 3 1 038
6 35 1 163 2 063 025 25 7 238 4 4 1 044
8 4 113 175 2 063 025 35 8 238 4 4 1125 05
10 45 125 2 2 075 025 40 8 238 4 4 1125 063
12 5 138 213 3 088 025 45 8 288 4 4 1125 063
14 55 15 238 3 1 038 50 10 288 4 4 125 075
16 65 163 25 3 1 038 55 10 288 4 4 125 075
18 7 175 275 3 1 038 60 10 288 4 4 125 088
Figure 10-6 Dimensions and forces
674 Pressure Vessel Design Manual

670 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 671
Tailing Trunnion
Utilizes reinforced openings in skirt with through pipePipe is removed after erection and the openings used asskirt manways
Shell Flange Lug
Lifting Device Utilizing Top Body Flanges
672 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 673
Miscellaneous Lugs WL lt 60 kips
Calculations
Due to bending
tL frac14 6PTB
A2Fb
Due to shear
tL frac14 PTethA D1THORNFs
Due to tension
tL frac14 PLethA D1THORNFt
Notes
1 Table 10-6 is based on an allowable stress of 137ksi
2 Design each lug for a 21 safety factor3 Design each lug for a minimum 10 side force
Hertzian Stress Bearing
sp frac14 0418
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiE
PtL
ethR1 R2THORN
13
R1R2
vuuutlt 2Fy
Shear Load in WeldType 1 greater of following
sw frac14 6PTB
2A2
sw frac14 PL2A
Type 2 Use design for top head lug
Table 10-6Lug dimensions
WL kips A D1 B C tL w1 WL kips A D1 B C tL w1
4 3 088 15 2 05 025 20 7 175 3 3 1 038
6 35 1 163 2 063 025 25 7 238 4 4 1 044
8 4 113 175 2 063 025 35 8 238 4 4 1125 05
10 45 125 2 2 075 025 40 8 238 4 4 1125 063
12 5 138 213 3 088 025 45 8 288 4 4 1125 063
14 55 15 238 3 1 038 50 10 288 4 4 125 075
16 65 163 25 3 1 038 55 10 288 4 4 125 075
18 7 175 275 3 1 038 60 10 288 4 4 125 088
Figure 10-6 Dimensions and forces
674 Pressure Vessel Design Manual

Transportation and Erection of Pressure Vessels 671
Tailing Trunnion
Utilizes reinforced openings in skirt with through pipePipe is removed after erection and the openings used asskirt manways
Shell Flange Lug
Lifting Device Utilizing Top Body Flanges
672 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 673
Miscellaneous Lugs WL lt 60 kips
Calculations
Due to bending
tL frac14 6PTB
A2Fb
Due to shear
tL frac14 PTethA D1THORNFs
Due to tension
tL frac14 PLethA D1THORNFt
Notes
1 Table 10-6 is based on an allowable stress of 137ksi
2 Design each lug for a 21 safety factor3 Design each lug for a minimum 10 side force
Hertzian Stress Bearing
sp frac14 0418
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiE
PtL
ethR1 R2THORN
13
R1R2
vuuutlt 2Fy
Shear Load in WeldType 1 greater of following
sw frac14 6PTB
2A2
sw frac14 PL2A
Type 2 Use design for top head lug
Table 10-6Lug dimensions
WL kips A D1 B C tL w1 WL kips A D1 B C tL w1
4 3 088 15 2 05 025 20 7 175 3 3 1 038
6 35 1 163 2 063 025 25 7 238 4 4 1 044
8 4 113 175 2 063 025 35 8 238 4 4 1125 05
10 45 125 2 2 075 025 40 8 238 4 4 1125 063
12 5 138 213 3 088 025 45 8 288 4 4 1125 063
14 55 15 238 3 1 038 50 10 288 4 4 125 075
16 65 163 25 3 1 038 55 10 288 4 4 125 075
18 7 175 275 3 1 038 60 10 288 4 4 125 088
Figure 10-6 Dimensions and forces
674 Pressure Vessel Design Manual

Tailing Trunnion
Utilizes reinforced openings in skirt with through pipePipe is removed after erection and the openings used asskirt manways
Shell Flange Lug
Lifting Device Utilizing Top Body Flanges
672 Pressure Vessel Design Manual
Transportation and Erection of Pressure Vessels 673
Miscellaneous Lugs WL lt 60 kips
Calculations
Due to bending
tL frac14 6PTB
A2Fb
Due to shear
tL frac14 PTethA D1THORNFs
Due to tension
tL frac14 PLethA D1THORNFt
Notes
1 Table 10-6 is based on an allowable stress of 137ksi
2 Design each lug for a 21 safety factor3 Design each lug for a minimum 10 side force
Hertzian Stress Bearing
sp frac14 0418
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiE
PtL
ethR1 R2THORN
13
R1R2
vuuutlt 2Fy
Shear Load in WeldType 1 greater of following
sw frac14 6PTB
2A2
sw frac14 PL2A
Type 2 Use design for top head lug
Table 10-6Lug dimensions
WL kips A D1 B C tL w1 WL kips A D1 B C tL w1
4 3 088 15 2 05 025 20 7 175 3 3 1 038
6 35 1 163 2 063 025 25 7 238 4 4 1 044
8 4 113 175 2 063 025 35 8 238 4 4 1125 05
10 45 125 2 2 075 025 40 8 238 4 4 1125 063
12 5 138 213 3 088 025 45 8 288 4 4 1125 063
14 55 15 238 3 1 038 50 10 288 4 4 125 075
16 65 163 25 3 1 038 55 10 288 4 4 125 075
18 7 175 275 3 1 038 60 10 288 4 4 125 088
Figure 10-6 Dimensions and forces
674 Pressure Vessel Design Manual

Transportation and Erection of Pressure Vessels 673
Miscellaneous Lugs WL lt 60 kips
Calculations
Due to bending
tL frac14 6PTB
A2Fb
Due to shear
tL frac14 PTethA D1THORNFs
Due to tension
tL frac14 PLethA D1THORNFt
Notes
1 Table 10-6 is based on an allowable stress of 137ksi
2 Design each lug for a 21 safety factor3 Design each lug for a minimum 10 side force
Hertzian Stress Bearing
sp frac14 0418
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiE
PtL
ethR1 R2THORN
13
R1R2
vuuutlt 2Fy
Shear Load in WeldType 1 greater of following
sw frac14 6PTB
2A2
sw frac14 PL2A
Type 2 Use design for top head lug
Table 10-6Lug dimensions
WL kips A D1 B C tL w1 WL kips A D1 B C tL w1
4 3 088 15 2 05 025 20 7 175 3 3 1 038
6 35 1 163 2 063 025 25 7 238 4 4 1 044
8 4 113 175 2 063 025 35 8 238 4 4 1125 05
10 45 125 2 2 075 025 40 8 238 4 4 1125 063
12 5 138 213 3 088 025 45 8 288 4 4 1125 063
14 55 15 238 3 1 038 50 10 288 4 4 125 075
16 65 163 25 3 1 038 55 10 288 4 4 125 075
18 7 175 275 3 1 038 60 10 288 4 4 125 088
Figure 10-6 Dimensions and forces
674 Pressure Vessel Design Manual

Miscellaneous Lugs WL lt 60 kips
Calculations
Due to bending
tL frac14 6PTB
A2Fb
Due to shear
tL frac14 PTethA D1THORNFs
Due to tension
tL frac14 PLethA D1THORNFt
Notes
1 Table 10-6 is based on an allowable stress of 137ksi
2 Design each lug for a 21 safety factor3 Design each lug for a minimum 10 side force
Hertzian Stress Bearing
sp frac14 0418
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiE
PtL
ethR1 R2THORN
13
R1R2
vuuutlt 2Fy
Shear Load in WeldType 1 greater of following
sw frac14 6PTB
2A2
sw frac14 PL2A
Type 2 Use design for top head lug
Table 10-6Lug dimensions
WL kips A D1 B C tL w1 WL kips A D1 B C tL w1
4 3 088 15 2 05 025 20 7 175 3 3 1 038
6 35 1 163 2 063 025 25 7 238 4 4 1 044
8 4 113 175 2 063 025 35 8 238 4 4 1125 05
10 45 125 2 2 075 025 40 8 238 4 4 1125 063
12 5 138 213 3 088 025 45 8 288 4 4 1125 063
14 55 15 238 3 1 038 50 10 288 4 4 125 075
16 65 163 25 3 1 038 55 10 288 4 4 125 075
18 7 175 275 3 1 038 60 10 288 4 4 125 088
Figure 10-6 Dimensions and forces
674 Pressure Vessel Design Manual