Transesterification process design for biodiesel...
43
6/26/2009 1 Transesterification process design for biodiesel production
Transcript of Transesterification process design for biodiesel...

6/26/2009 1
Transesterification process design for biodiesel
production

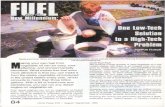
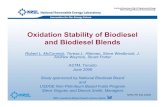
Biodiesel
Growth Conditions
Biochemical Analysis
pH
Reactor Design & Culture
Trans- esterification
2nd Semester
3rd Semester
Marine Algae
Biodiesel Production
Algal Ingredient
Biomass (Algae growth)
Results Heterotrophic growth
Literature
17/04/2009
2
CSTR , Plug flow High rate Pond
Mixed culture
Pure culture
Water Chemistry
pH, DO
COD, TN, TP
TSS, FSS,VSS Fresh water algae
Algae Sp.
1st Semester
Lipid
Oil
4th Semester
5th Semester
Chlorophyll
Carbohydrate 6th Semester
Protein
Enzyme
Acid
Alkali
TODAY
6/26/2009 2

Transesterification process design for biodiesel production
Speaker : Ramaraj Rameshprabu
Course 9116 : 3rd Year Seminar
Instructor : Dr. Paris Honglay Chen, PhD MPH PE
Sustainable Resources & Sustainable Engineering Research group 6/26/2009 3

CONTENTS 1. INTRODUCTION
2. LITERATURE REVIEW 2.1 GENERAL TRANSESTERIfiCATION REACTION 2.2 TRIGLYCERIDE SOURCES 2.3 ALCOHOLS 2.4 CATALYST AND TYPES 2.5 FACTORS AFFECTING TRANSESTERIfiCATION
3. SUMMARY

1. INTRODUCTION Transesterification is the reaction of a fat or
oil with an alcohol to form esters(Biodiesel)
and glycerol.
Key Reaction
In plant oil (Palm tree, mahua, etc..) ,
vegetable oil( sunflower oil, soya bean oil,
etc..) have many studies.
6/26/2009 5

Algae biodiesel have few research literature.
In algae : all process in acid / base / enzyme
catalysts methods not yet study well .
Research Purpose :
Find out the suitable transesterification
process / catalyst method for Algae
Biodiesel.
6/26/2009 6
1. INTRODUCTION

2. LITERATURE REVIEW
2.1 GENERAL TRANSESTERIfiCATION REACTION
2.2 TRIGLYCERIDE SOURCES
2.3 ALCOHOLS
2.4 CATALYST AND TYPES
2.5 FACTORS AFFECTING TRANSESTERIfiCATION
6/26/2009 7

Transesterification is the process of
exchanging the alcohol group of an ester
compound with another alcohol.
These reactions are often catalyzed by the
addition of an acid or base.
6/26/2009 8
2. LITERATURE REVIEW 2.1 GENERAL TRANSESTERIfiCATION REACTION

6/26/2009 9
2. LITERATURE REVIEW 2.1 GENERAL TRANSESTERIfiCATION REACTION
Fatty Acid methyl Ester
Catalyst: Acid/base/Enzyme

6/26/2009 10
2. LITERATURE REVIEW 2.1 GENERAL TRANSESTERIfiCATION REACTION
Triglyceride/Oil
Alcohol
FAME/Biodiesel Glycerin
Catalyst

6/26/2009 11
2.1 GENERAL TRANSESTERIfiCATION REACTION
2. LITERATURE REVIEW
Step 1
Step 2
Step 3
Kinetics

Rendered animal fats
Vegetable oils
Microbes
Chicken fat
Rendered greases
Recovered materials
6/26/2009 12
2.2 GENERAL TRIGLYCERIDE SOURCES 2. LITERATURE REVIEW
beef tallow, lard soybean, canola,
palm, etc. Algae
yellow grease brown grease, soapstock, etc.

Alcohols is important reactant in
transesterification process
Type: Methanol, Ethanol, Propanol,
Butanol and Amyl alcohol.
Methanol and ethanol are used most
frequently. 6/26/2009 13
2.3 ALCOHOLS
2. LITERATURE REVIEW

Methanol is considerably easier to recover than the ethanol. Causes:
1. Ethanol forms an azeotrope with water. so it is expensive to purify the ethanol during recovery.
2. If the water is not removed it will interfere with the reactions.
3. Methanol recycles easier because it doesn’t form an azeotrope.
Methanol has a flash point of 10 °C, while the flash point of ethanol is 8° C 6/26/2009 14
2.3 ALCOHOLS 2. LITERATURE REVIEW

Especially methanol because of its low cost and its physical and chemical advantages (polar and shortest chain alcohol, Sivaprakasam & Saravanan 2007). It can quickly react with triglycerides and NaOH is easily dissolved in it. To complete a transesterification stoichiometrically, a 3:1 molar ratio of alcohol to triglycerides is needed.
6/26/2009 15
2.3 ALCOHOLS 2. LITERATURE REVIEW
In practice, the ratio needs to be higher to drive the equilibrium to a maximum ester
yield. A molar ratio of 6 : 1 (alcohol : oil) is
recommended for optimum transesterification
(Freedman et al., 1984)

The reason for using extra alcohol is that it
“drives” the reaction closer to the 99.7% yield
we need to meet the total glycerol standard for
fuel grade biodiesel.
6/26/2009 16
2.3 ALCOHOLS
2. LITERATURE REVIEW
(Ref: National Renewable Energy Laboratory Report August 2002–January 2004)

A catalyst is usually used to improve
the reaction rate and yield.
Because the reaction is reversible,
excess alcohol is used to shift the
equilibrium to the products side.
6/26/2009 17
2.4 CATALYST AND TYPES 2. LITERATURE REVIEW

Most processes for making biodiesel use a catalyst to initiate the esterification reaction. The catalyst is required because the alcohol is sparingly soluble in the oil phase. The catalyst promotes an increase in solubility to allow the reaction to proceed at a reasonable rate. 6/26/2009 18
2.4 CATALYST AND TYPES 2. LITERATURE REVIEW

Transesterification
Catalyst Non-catalyst
1. Base (alkali)
2. Acid
3. Enzyme
1. BIOX Process
2. Supercritical alcohol(methanol)
process
2. LITERATURE REVIEW 2.4 CATALYST AND TYPES
6/26/2009 19

6/26/2009 20
2.4 CATALYST AND TYPES 2. LITERATURE REVIEW
2.4.1 ALKALI (BASE) CATALYST
Sodium hydroxide (NaOH)
Potassium hydroxide (KOH)
Sodium methoxide (NaMeO)
Potassium methoxide (KMeO)
Its dominate current commercial production.
Base catalysts are sensitive to : water, FFA Ref :G. Vicente et al. / Bioresource Technology 92 (2004) 297–305

Current commercial biodiesel producers use: base catalyzed reactions. Base catalyzed reactions are relatively fast, with residence times from about 5 min to about 1 h, depending on temperature, concentration, mixing and alcohol:triglyceride ratio. Most use NaOH or KOH as catalysts, although glycerol refiners prefer NaOH.
6/26/2009 21
2.4 CATALYST AND TYPES 2. LITERATURE REVIEW
2.4.1 ALKALI (BASE) CATALYST
Base-catalyzed transesterification of TAGs is the most common route to manufacture
biodiesel, and proceeds at a relatively high rate at low temperatures.

6/26/2009 22
No Materials Catalyst & alcohol
Alcohol: oil ratio
Molar ratio
Temp- erature
Reaction time yield Evaluation Reference
1 Rice bran oil 0.75% (w/w
oil) NaOH
9:1 55 °C 1h 90.18% Process optimization
S. Sinha et al. / Energy Conversion and Management 49 (2008) 1248–1257
2 Used Cooking Oil
NaOH, 1% (by the weight of
the oil) 6:1 55 °C 1h 100% Process
optimization
Merve C ü etinkaya and Filiz Karaosmanog ˇlu ( 2004) Energy & Fuels, Vol. 18, No. 6,
3 Mahua oil (0.7% w/v KOH) 6:1 60 °C 30 min 98% Process
optimization
S.V. Ghadge, H. Raheman / Bioresource Technology 97 (2006) 379–384
4 Soybean oil 0.5 wt % KOH 6:1 35 ±1 °C 30 min >90%
High-frequency ultrasound
Process optimization
Mahamuni and Adewuyi (2009), Energy & Fuels, 23, 2757–2766
5 Peanut oil KOH, 1% 6:1 65 °C 1h 96.15% Process optimization
A. A. Refaat, et al. (2008) Int. J. Environ. Sci. Tech., 5 (1), 75-82, Winter
6.1 Spiroyra (macro algae)
0.25g NaOH
24 mL Methanol, oil1.8 (g)
- 3h 1-2(g) 90-95(%) Not well
studied
Sharif Hossain, Aishah Salleh, (2008)Am. J. Biochem. & Biotech., 4 (3):250-254, 6.2
Oedigonium Sp. (microalgae)
24 mL Methanol, oil
3.0 (g) - 3h
2-3(g)
95-100(%)
2.2.1 ALKALI (BASE) CATALYST

Sulfuric acid
Sulfonic acids and hydrochloric acid
Sulfuric acid used most frequently.
6/26/2009 23
2.4.2 ACID CATALYST 2.4 CATALYST AND TYPES
2. LITERATURE REVIEW
Its significantly slower than alkaline catalysis, there is no side reaction converting fatty acids to soaps.

6/26/2009 24
No Materials Catalyst & alcohol
Alcohol: oil ratio
Temperture
Reaction time
yield Evaluation Reference
1 Waste cooking oil
H2SO4
3.8:1
(methanol) 245:1
70 °C 4 h 99±1% -
S. Zheng et al. / Biomass and Bioenergy 30 (2006) 267–272 80 °C
2 trap grease 1.5-3.5 mol% of H2SO4
(Methanol) 35ml 95 °C 4.59 h 89.67% Crude biodiesl
Korean J. Chem. Eng., 25(4), 670-674 (2008)
3 Refined & crude vege.oils
sulfonic acid-6 wt %
(Methanol) 10:1
180 °C - Close to
100%
sulfonic acid-modified mesostructured catalyst
Wahlen et al2009, Energy & Fuels 2, 23, 539–547
4 Soyabean oil H2SO4 3%
(Methanol) 6:1 60 °C 96h Below
90% Very slow
M.Canakci & J.Van Gerpen, 1999, Teansations of ASAE Vol 42(5):1203-1210
6 Microalgae H2SO4
1% (Methanol)
56:1 30°C 4 h Below 70%
specific gravity from an initial value of 0.912 to a final value of 0.8637
X. Miao, Q. Wu / Bioresource Technology 97 (2006) 841–846
2.4.2 ACID CATALYST

2.4.2 Acid Catalyst
Oil/alcohol molar ratio = 1:6 ; Time= 60 min
6/26/2009 25 Energy & Fuels, Vol. 18, No. 6, 2004
Used cooking oil

6/26/2009 26
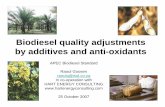
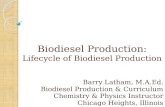
Fig. (B) The influence of catalyst quantity and temperature on the yield and the specific gravity of biodiesel product. Reaction conditions: 30:1 molar ratio of methanol to oil, 160 rpm, 5 h of reaction time. Temperature: 30 °C, 50 °C and 90 °C. The catalyst quantity based on oil weight: 25%, 50%, 60% and 100%.
2.4.2 Acid Catalyst: Algae biodiesel 2.5.6.1Catalyst type , concentration
&Temperature
30°C have low Specific
gravity

2.4.2 Acid Catalyst Algae biodiesel 2.5.6.1Effect of molar ratio of methanol to oil
Good quality of biodiesel could be obtained in the presence of 100% acid catalyst (on oil basis) at high temperature. The best combination of factors was 100% catalyst quantity (based on oil weight) with 56:1 molar ratio of methanol to oil at temperature of 30 °C, which reduced product specific gravity from an initial value of 0.912 to a final value of 0.8637 in about 4 h of reaction time.
6/26/2009 27
Biodiesel Yield <70%

Lipases also can be used as biocatalysts
Enzyme-catalyzed transesterification
processes are not yet commercially
developed. (A. Demirbas,2009)
6/26/2009 28
2.4.3 ENZYME CATALYST 2.4 CATALYST AND TYPES
2. LITERATURE REVIEW

Enzyme catalyzed reactions have the
advantage reacting a lower temperature
without producing spent catalysts.
The enzymes can be recycled for use again
or immobilized onto a substrate.
The enzyme reactions are highly specific. 6/26/2009 29
2.4.3 ENZYME CATALYST 2.4 CATALYST AND TYPES
2. LITERATURE REVIEW

Alcohol can be inhibitory to some enzymes, a typical strategy is to feed the alcohol into the reactor in three steps of 1:1 mole ratio each.
The reactions are very slow, with a three step sequence requiring from 4 to 40 hours, or more.
The reaction conditions are modest, from 35 to 45 °C.
6/26/2009 30
2.4.3 ENZYME CATALYST 2.4 CATALYST AND TYPES
2. LITERATURE REVIEW

No Materials Lipase Alcohol: oil ratio
Temp- erature
Reaction time yield Evaluvati
on Reference
1 soybean oil
R. oryzae lipase, C. rugosa
3:1 45 °C 4h 98% Optimized process
Lee et al(2008)
2 soybean oil
Lipozyme IM-77 3.4:1 36.5°C 6.3 h 92.2% Optimize
d process C.-J. Shieh et al.(2003)
3 salad oil Candida sp. 99–125 3:1 40 ◦C. 20 days 96% Optimize
d process K. Nie et al. (2006)
4 rapeseed oil
Novozym 435 4:1 35 ◦C 12h 95%
tert-Butano& methanol
L. Li et al. (2006)
5 Micro-algae Candida sp 3:1 38 ◦C 12 h 98 %
Not Well study
Li et al. (2007)
6/26/2009 31
2.4.3 ENZYME CATALYST

This process uses a cosolvent, tetrahydrofuran, to solubilize the methanol. Cosolvent options are designed to overcome slow reaction times caused by the extremely low solubility of the alcohol in the triglyceride phase. The result is a fast reaction, on the order of 5–10 min, and no catalyst residues in either the ester or the glycerol phase.
6/26/2009 32
2.4.4 BIOX C0-SOLVENT PROCESS 2.4 CATALYST AND TYPES
2. LITERATURE REVIEW
The BIOX process is a new Canadian process.
Developed originally by Professor David Boocock of the ; University of
Toronto. (www.bioxtech.com/bioxprocess.html)

Its performed in a stainless steel cylindrical reactor (autoclave) at 520 K (Demirbas, 2002). Water also causes soap formation and frothing (Demirbas, 2003). Variables affecting the reaction were investigated followed by a proposal that the optimum conditions were 623 K, 20 MPa, and 9 min.
6/26/2009 33
2.4.5 SUPERCRITICAL ALCOHOL(METHANOL) PROCESS
2.4 CATALYST AND TYPES 2. LITERATURE REVIEW

6/26/2009 34
2.4.5 SUPERCRITICAL ALCOHOL(METHANOL) PROCESS
2.4 CATALYST AND TYPES 2. LITERATURE REVIEW

Compared with the alkali-catalyzed method, the supercritical methanol method has advantages in terms of reaction time and purification step. In contrast to catalytic processes under barometric pressure. It has a lower reaction time, is more environmentally friendly. (Demirbas, 2003)
6/26/2009 35
2.4.5 SUPERCRITICAL ALCOHOL(METHANOL) PROCESS

2.5.1 Methods: 5 2.5.2 Materials: 2.5.3 Catalyst: w & w/o , type,
reaction time, concentration and Temperature
2.5.4. Alcohols: type, molar ratio of alcohol to oil
2.5.5. optimization 6/26/2009 36
2.5 FACTORS AFFECTING TRANSESTERIfiCATION
2. LITERATURE REVIEW

SUMMARY Algae biodiesel production studied by Acid and Base catalyst method.
Acid Catalyst method Biodiesel yield = <70% Base Catalyst method Biodiesel yield = >90%
Acid method studied with different parameters Base method didn’t study with all parameters. New methods: Enzyme, Biox and Supercritical alcohol method
Research: Need to study all factors of algae transesterification.
6/26/2009 37

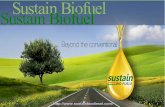
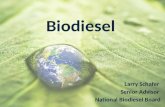
SRSE – Lab : Algae biodiesel production flow chart Algae
sample Algae oil
extraction
Alcohol/ Catalyst Mix
Transesterification & Separation
Crude biodiesel
Crude Glycerin
Catalyst Alcohol
Algae oil
Drying washing
Biodiesel 6/26/2009 38

REFERENCE Acaroglu, M., Demirbas, A.1999. Relationships between viscosity and
density measurements of biodiesel fuels. Energy Sour Part A 29:705−712.
Bala, B.K.2005. Studies on biodiesels from transformation of vegetable oils for diesel engines. Energy Edu Sci Technol 15:1−43.
Balat, M. 2005. Biodiesel from vegetable oils via transesterification in supercritical ethanol. Energy Edu Sci Technol 16:45−52
Christie, W.W. 1989. Gas Chromatography and Lipids: a Practical Guide. The Oily Press, Dundee.
Demirbas, A. 1999. Fatty and resin acids recovered from spruce wood by supercritical acetone extraction. Holzforschung 45:337−339.
6/26/2009 39

Demirbas, A. 2002. Biodiesel from vegetable oils via transesterification in supercritical methanol. Energy Convers Mgmt 43:2349–56.
Demirbas, A. 2003. Biodiesel fuels from vegetable oils via catalytic and non-catalytic supercritical alcohol transesterifications and other methods: a survey. Energy Convers Mgmt 44:2093−2109.
Demirbas, A. 2007. Biodiesel from sunflower oil in supercritical methanol with calcium oxide. Energy Convers Mgmt 48:2271−2282.
Du, W., Xu, Y., Liu, D., Zeng, J. 2004. Comparative study on lipase-catalyzed transformation of soybean oil for biodiesel production with different acyl acceptors. J Mol Catal B Enzymat 30:125–129.
6/26/2009 40
REFERENCE

Eckey, E.W. 1956. Esterification and interesterification. JAOCS 33:575–
579.
Freedman, B., Butterfield, R.O., Pryde, E.H. 1986. Transesterification kinetics of soybean oil. JAOCS 63:1375–1380.
Furuta, S., Matsuhashi, H., Arata, K. 2004. Biodiesel fuel production with solid superacid catalysis in fixed bed reactor under atmospheric pressure. Catal Commun 5:721–723.
Gryglewicz, S. 1999. Rapeseed oil methyl esters preparation using heterogeneous catalysts. Bioresour Technol 70:249−253.
Hama, S., Yamaji, H., Kaieda, M., Oda, M., Kondo, A., Fukuda, H. 2004. Effect of fatty acid membrane composition on whole-cell biocatalysts for biodiesel-fuel production. Biochem Eng J 21:155–160.
6/26/2009 41
REFERENCE

Komers, K., Machek, J., Stloukal, R. 2001. Biodiesel from rapeseed oil and KOH 2. Compo-sition of solution of KOH in methanol as reaction partner of oil. Eur J Lipid Sci Technol 103:359–362.
Kusdiana, D., Saka, S. 2001. Kinetics of transesterification in rapeseed oil to biodiesel fuels as treated in supercritical methanol. Fuel 80:693–698.
Kusdiana, D., Saka, S. 2004. Effects of water on biodiesel fuel production by supercritical methanol treatment. Bioresour Technol 91:289−295.
Ma, F., Hana, M.A. 1999. Biodiesel production: a review. Bioresour Technol 70:1–15. Marchetti, J.M., Miguel, V.U., Errazu, A.F. 2007. Possible methods for biodiesel production.
6/26/2009 42
REFERENCE

Thank you for your attention
6/26/2009 43