Toho Tenax Product family Dry Reinforcements DR 07. 2014, R. Wockatz (MP) Toho Tenax Product family...
23
April, 07. 2014, R. Wockatz (MP) Toho Tenax Product family Dry Reinforcements ‘DR’ 1 Rodrigo Cesar Berardine – Sales and Marketing Manager Toho Tenax America
-
Upload
dinhnguyet -
Category
Documents
-
view
217 -
download
1
Transcript of Toho Tenax Product family Dry Reinforcements DR 07. 2014, R. Wockatz (MP) Toho Tenax Product family...

April, 07. 2014, R. Wockatz (MP)
Toho Tenax
Product family
Dry Reinforcements ‘DR’
1
Rodrigo Cesar Berardine – Sales and Marketing Manager
Toho Tenax America

April, 07. 2014, R. Wockatz (MP) 2
Content
1. Background and Motivation
2. Non-Crimp Fabrics – Tenax DRNF
3. Woven Fabrics – Tenax DRWF
4. Tenax Toughener Development
5. Outlook

April, 07. 2014, R. Wockatz (MP) 3
Increasing requirements for future Aerospace and Automotive developments in terms of performance, weight, cost and environmental requirements drive new material needs.
To meet growing demand for composites the current available materials themselves are now borderline to fulfil the given requirements.
Prepreg materials which are the baseline reference and normal first choice material esp. in Aerospace are problematical in terms of highly complex parts (tolerances etc.) and large production volumes.
Textile technologies in combination with resin infusion processes are offering significant potential in manufacturing processes for high production rates, integral structures and flexibility but to date with some disadvantage in mechanical properties.
1. Background and Motivation

April, 07. 2014, R. Wockatz (MP) 4
Advantages
Strength and stiffness in multiple directions (possibility to optimize weight distribution and minimize material costs)
Adapted areal weights (low <-> heavy) achievable for minimizing waste for complex lay-ups (cross plies)
Areal weights using high tow counts (12K & 24K) in established prepreg thicknesses now possible
Reduced processing costs
Very low level of misalignment
Disadvantages
Mech. Properties nearly matching Prepreg baseline levels
2. Non-Crimp Fabrics – Tenax DRNF

April, 07. 2014, R. Wockatz (MP) 5
Therefore Toho Tenax initiated on-going development activities within the last years
to solve these issues and provide in partner cooperation new solutions to the market
Tenax® Dry Reinforcements.
Major tasks for improvements have been :
Lower and flexible adaptable areal weights (based on high tow count CF, 12K+)
Improved preforming and toughness properties
Adapted/flexible drapeability incorporating sufficient permeability
Mechanical properties equivalent to today’s Prepreg baseline
Low material bulk factor for preforming (e.g. for complex RTM tools)
High fibre volume content (target 58% +/-4%) even with toughened and powder
bindered material in infusion technology
2. NCF – Development Tasks

April, 07. 2014, R. Wockatz (MP)
2. Tenax NCF improvement program
6
NCF beginning of
year 2000 NCF ca. year 2005
Latest NCF – Tenax Dry
Reinforcements (DRNF)
Prepreg-Reference

April, 07. 2014, R. Wockatz (MP)
0
100
200
300
400
500
600
700
800
Compression plain OHC
Str
en
gth
[M
Pa
]
Bidiagonal-NCF (+/- 45°), 268gsm (134gsm per layer), stacking [(90°/0°)8]S Tenax®-E IMS65 E23 24K 830tex, Test in acc. to EN 6036
NCF SoA
Prepreg
New NCF
7
Very close
or better to Prepreg level
2. Tenax NCF improvement program
Latest
Tenax NCF

April, 07. 2014, R. Wockatz (MP) 8
all developments are based on latest NCF technology available in the market
cutting edge technology especially for Tenax®-E HTS45 E23 12K, 24K and Tenax®-E IMS65 E23 24K carbon fibres
up to 5 layers in only one production run possible to lay down
areal weights from ca. 70gsm per layer upwards possible (depends on CF type)
fixed material width of maximum 1.27m (50”)
cutting technology available -> 5 cutter, e.g. for cutting 5 x 254mm (10”) stripes
roll length flexible (customized, typically 40m - 70m, depends on weight)
2. NCF technology – General details

April, 07. 2014, R. Wockatz (MP) 9
e.g. Non-woven
for Toughening
Creel material (warp & weft)
Tenax®-E IMS65 E23 24K
Tenax®-E HTS45 E23 12K
Tenax®-E STS40 F13 24K, 48K
Stitching yarn
2. NCF technology – Possible building blocks

April, 07. 2014, R. Wockatz (MP) 10
2. NCF technology – technical details
Typically NCF stacking's are:
• Bidiagonal (BD)
e.g. +30°/-30°; +45°/-45°; +60°/-60°;…
• Biaxial (BA)
e.g. 0/90°; 90°/0°
• Triaxial (TA)
e.g. +30°/90°/-30°; +45°/0°/-45°; +60°/-60°/+60°; …
• Quadaxial (QA): e.g. +30°/90°/-30°/0°; +45°/0°/-45°/90° ;…
• Multiaxial: e.g. 0°/+45°/0°/-45°/90°
Possibility to add toughening system (veil) on each CF layer incl. as the first
layer (Bottom) and the last layer (Top).
Both outer layer can be Powder Binder coated for additional preforming
abilities.
April, 07. 2014, R. Wockatz (MP) 11
2. Tenax NCF – Product benefits
Smooth and even material surface quality with
lowest grade of material undulation
Lower and flexible adaptable areal weights possible
Improved preforming and toughness behaviour
allowing excellent mechanical properties
Adapted drapeability even for complex shaped parts
Mechanical properties matching today’s Prepreg
baseline due to very straight and parallel fibre
alignment
Low level of material bulk factor for preforming
High fibre volume content (~58%) even with
toughened and powder bindered material in infusion
technology (e.g. via pure vacuum process, like VAP)
demonstrated
April, 07. 2014, R. Wockatz (MP) 12
3. Woven fabrics – Tenax DRWF
Specialised Woven Fabrics are still needed for future (aerospace) applications.
In a close cooperation with partner companies several materials are now ready to market:
UD woven fabric with high carbon fibre alignment and optimised
permeability in a broad range of fabric areal weights as well as fields of
applications.
‘Curved’ fabric materials which can be adapted to complex shape of parts
Modified ‘standard’ woven fabrics with target of high material
toughness improvement as well as improved preforming abilities
Lightning strike protection (LSP) material based on material
combinations and areal weights

April, 07. 2014, R. Wockatz (MP) 13
3. Woven Fabrics – UD fabric
This newly developed material is dedicated for high performance application, where high carbon fibre alignment and optimised permeability are key features.
A broad range of fabric areal weights as well as fields of applications may be targeted – a combination with non-woven’s and powder binders are possible too.
New UD
Woven fabric 0
200
400
600
800
1000
1200
1400
1600
1800
2000
2200
2400
2600
Tension Strength
(EN 2561 B)
Compression Strength
(EN 2850 A1)
OHC
(EN 6036)
Str
en
gth
[M
Pa
]
Tenax®-E DRWF-UD + RTM6
180°C 3rd gen. Epoxy Prepreg
Carbon Fibre: Tenax®-E HTS40 12K 800tex
Areal Weight: 134gsm per layer
1mm

April, 07. 2014, R. Wockatz (MP) 14
3. Woven Fabrics – Curved fabric
UD-fabric with high drapeability UD-fabric adapted for
curved parts
For complex and curved designed parts, e.g. fuselage frames, the
drapeability of fabrics is limited.
A specialised material was developed within a close partner cooperation
which can be adapted to individual shapes and
guarantee best performance and fibre alignment.

April, 07. 2014, R. Wockatz (MP) 15
3. Woven Fabrics – Curved fabric
Product benefits
‘Curved’ UD-fabric
Excellent performance due to straight fibre alignment
CF areal weights between 100 – 500gsm (depends on CF type) possible
Radius of min. 50mm upwards possible
Fabric width min. 10mm – max. 350mm
Roll length customized (typically 50-100m)
Toughness improvement (e.g. via non-
woven) possible
Preforming improvement (e.g. via powder
binder) possible

April, 07. 2014, R. Wockatz (MP) 16
3. Woven Fabrics – Lightning Strike Protection

April, 07. 2014, R. Wockatz (MP) 17
3. Woven Fabrics – Lightning Strike Protection

April, 07. 2014, R. Wockatz (MP) 18
3. Woven Fabrics – Lightning Strike Protection
Lightning strike tests passed successful! Powdered LSP
Woven fabric Many fabric combinations
(style/weights) are possible.
April, 07. 2014, R. Wockatz (MP)
New UD Woven fabric
1mm
19
4. Tenax Toughener developments
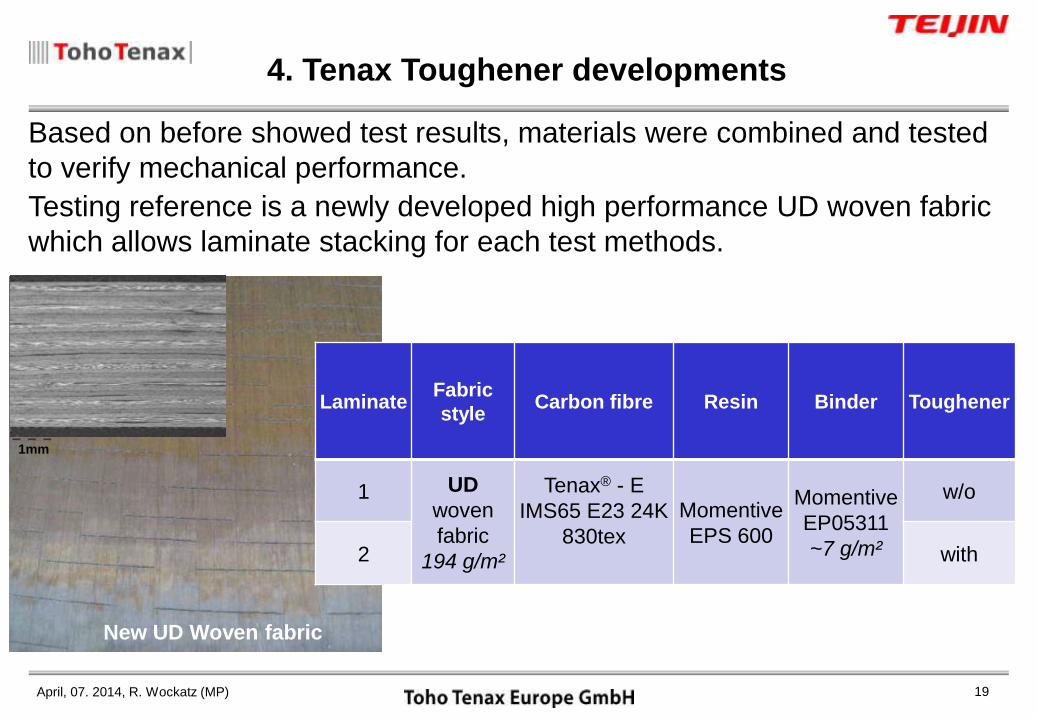
Laminate Fabric
style Carbon fibre Resin Binder Toughener
1 UD
woven
fabric
194 g/m²
Tenax® - E
IMS65 E23 24K
830tex
Momentive
EPS 600
Momentive
EP05311
~7 g/m²
w/o
2 with
Based on before showed test results, materials were combined and tested
to verify mechanical performance.
Testing reference is a newly developed high performance UD woven fabric
which allows laminate stacking for each test methods.
April, 07. 2014, R. Wockatz (MP)
0
600
1200
1800
2400
3000
3600
4200
4800
0
40
80
120
160
200
240
280
320
Laminate 1 Laminate 2
CA
I - D
amag
ed
Are
a [m
m²]
CA
I - R
esi
du
al S
tre
ngt
h [
MP
a]
Residual Strength
Damaged Area
20
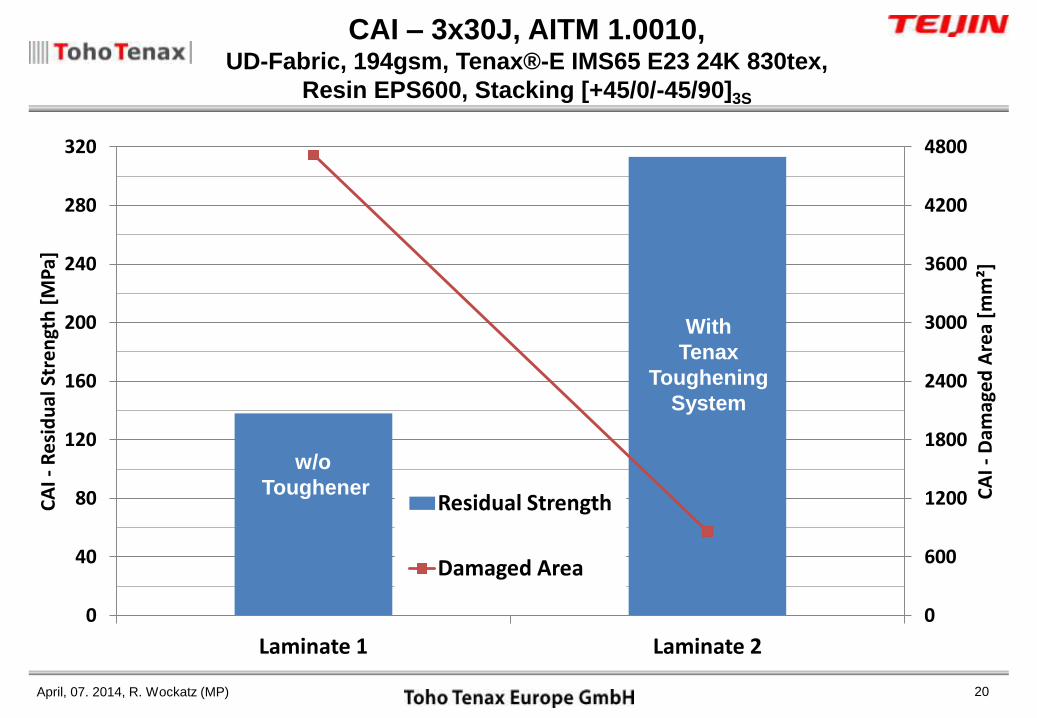
CAI – 3x30J, AITM 1.0010, UD-Fabric, 194gsm, Tenax®-E IMS65 E23 24K 830tex,
Resin EPS600, Stacking [+45/0/-45/90]3S
With
Tenax
Toughening
System
w/o
Toughener

April, 07. 2014, R. Wockatz (MP) 21
4. Toughener Development –
Moisture uptake [EN3615] of Tenax toughening system
• No additional water/moisture uptake
• No left moisture after dry back procedure
April, 07. 2014, R. Wockatz (MP) 22
5. Outlook
Powdered LSP
Woven fabric
Toho Tenax is keen to support customer requirements for new textile
specialised materials.
Combinations of building blocks are always possible to meet
particular customer needs.
Material combinations for components may include Non-crimp fabrics,
(UD)-Woven fabrics as well as Non-woven (Toughening) to fulfil given
requirements like high Toughness performance as well as preforming
abilities.

April, 07. 2014, R. Wockatz (MP) 23
Powdered LSP
Woven fabric
Thank you for your
attention!