TLP Bonding of Dissimilar FSX414/IN738 System with MBF80 ... · TLP Bonding of Dissimilar...
8
Introduction The Co-based FSX-414 and Ni- based IN738 superalloys are especially used for first-stage nozzles and blades of gas turbines, respectively, which are subjected to the highest gas path tem- perature, as reported by Schilke. From an industrial point of view, high- quality joining of these blades and nozzles is necessary to repair the serv- ice damages (Ref. 1). Transient liquid phase (TLP) bond- ing, as was reported by Duvall et al. (Ref. 2), is a combination of diffusion bonding and liquid phase joining processes developed for joining of high-temperature parts of gas tur- bines. In comparison with diffusion bonding, TLP needs lower levels of pressure during bonding and there is no limitation of joint width. However, the effect of bonding pressure on TLP joint’s microstructure and mechanical properties has been reported (Refs. 3, 4). In this process, an interlayer is used that contains melting point de- pressant (MPD) elements such as B, P, and Si. The TLP bonding temperature is selected higher than the interlayer melting point and lower than the base metal solidus temperature. Ghoneim et al. (Ref. 5) showed that the bonding time should be sufficient to cause complete isothermal solidification of the joint due to the compositional changes between the joint region and base alloy. These changes are results of MPD diffusion into the base metal as well as diffusion of base metal alloying elements into the interlayer during bonding. There are many studies about TLP bonding of Ni-based superalloys. For example, Ojo et al. (Ref. 6) reported on the effect of joint clearance size and bonding parameters on diffusion braz- ing of IN738 superalloy. The results showed that appropriate optimization of the TLP bonding variables, such as bonding temperature, bonding time, and thickness and composition of the interlayer, resulted in a joint which properties are close to the base metal. Based on the work of Cook et al. (Ref. 7), a minimum isothermal solidifica- tion time can be achieved at each bonding temperature. However, Ab- delfatah et al. (Ref. 8) and Mosallaee et al. (Ref. 9) reported a critical bonding temperature, above which the time of complete isothermal solidification in- creases. Therefore, determining the critical temperature is necessary to achieve reasonable bonding time. Idowu et al. (Ref. 10) studied the TLP bonding of IN738 LC using Ni-Cr- B interlayer. The results showed that the isothermal solidification occurs under two separate regimes, depend- ing on the bonding temperature. This led to a different isothermal solidifica- tion rate and time, which was attrib- uted to the substantial enrichment of the liquid interlayer with the base metal solute elements and its continu- ous modification during isothermal solidification. Research by Jalilvand et al. (Ref. 11) about TLP bonding of WELDING RESEARCH TLP Bonding of Dissimilar FSX-414/IN738 System with MBF80 Interlayer: Optimization of the Bonding Time and Temperature The effect of bonding temperature on the microstructure and mechanical properties of the TLP-bonded FSX-414/MBF80/IN738 system is investigated BY B. ABBASI-KHAZAEI, G. ASGHARI, AND R. BAKHTIARI ABSTRACT In this research, the effect of bonding temperature (1050°–1200°C) on the joint microstructure and mechanical properties was studied for dissimilar transient liquid phase bonded FSX-414/IN738 superalloys using MBF-80 interlayer. The width of diffusion-affected zone (DAZ) increased with increasing bonding temperature or bonding time. Also, the DAZ width in the IN738 half was higher than that of the FSX-414 half, which showed more effective diffusion of melting point depressant elements into the IN738 half. For joints made at 1200°C, isothermal solidification was not complete even after 10 min and secondary eutectics were formed at the joint centerline. Maximum hardness of DAZ at the IN738 half was higher than that of the FSX-414 half at various bonding temperatures. Furthermore, hardness values of both halves were reduced with increasing bonding temperature. The hardness of isothermal solidification zone as well as the joint’s shear strength increased with increasing the bonding temperature. KEYWORDS • Superalloys • Dissimilar Transient Liquid Phase Bonding • Diffusion • Scanning Electron Microscope B. ABBASI-KHAZAEI ([email protected]), G. ASGHARI, and R. BAKHTIARI are assistant professors, Department of Materials Engineering, Razi University, Kermanshah, Iran. WELDING JOURNAL / FEBRUARY 2016, VOL. 95 68-s
Transcript of TLP Bonding of Dissimilar FSX414/IN738 System with MBF80 ... · TLP Bonding of Dissimilar...

Introduction
The Co-based FSX-414 and Ni-based IN738 superalloys are especiallyused for first-stage nozzles and bladesof gas turbines, respectively, which aresubjected to the highest gas path tem-perature, as reported by Schilke. Froman industrial point of view, high-quality joining of these blades andnozzles is necessary to repair the serv-ice damages (Ref. 1). Transient liquid phase (TLP) bond-ing, as was reported by Duvall et al.(Ref. 2), is a combination of diffusionbonding and liquid phase joiningprocesses developed for joining ofhigh-temperature parts of gas tur-
bines. In comparison with diffusionbonding, TLP needs lower levels ofpressure during bonding and there isno limitation of joint width. However,the effect of bonding pressure on TLPjoint’s microstructure and mechanicalproperties has been reported (Refs. 3,4). In this process, an interlayer isused that contains melting point de-pressant (MPD) elements such as B, P,and Si. The TLP bonding temperatureis selected higher than the interlayermelting point and lower than the basemetal solidus temperature. Ghoneimet al. (Ref. 5) showed that the bondingtime should be sufficient to causecomplete isothermal solidification ofthe joint due to the compositionalchanges between the joint region andbase alloy. These changes are results of
MPD diffusion into the base metal aswell as diffusion of base metal alloyingelements into the interlayer duringbonding. There are many studies about TLPbonding of Ni-based superalloys. Forexample, Ojo et al. (Ref. 6) reported onthe effect of joint clearance size andbonding parameters on diffusion braz-ing of IN738 superalloy. The resultsshowed that appropriate optimizationof the TLP bonding variables, such asbonding temperature, bonding time,and thickness and composition of theinterlayer, resulted in a joint whichproperties are close to the base metal.Based on the work of Cook et al. (Ref.7), a minimum isothermal solidifica-tion time can be achieved at eachbonding temperature. However, Ab-delfatah et al. (Ref. 8) and Mosallaee etal. (Ref. 9) reported a critical bondingtemperature, above which the time ofcomplete isothermal solidification in-creases. Therefore, determining thecritical temperature is necessary toachieve reasonable bonding time. Idowu et al. (Ref. 10) studied theTLP bonding of IN738 LC using Ni-Cr-B interlayer. The results showed thatthe isothermal solidification occursunder two separate regimes, depend-ing on the bonding temperature. Thisled to a different isothermal solidifica-tion rate and time, which was attrib-uted to the substantial enrichment ofthe liquid interlayer with the basemetal solute elements and its continu-ous modification during isothermalsolidification. Research by Jalilvand etal. (Ref. 11) about TLP bonding of
WELDING RESEARCH
TLP Bonding of Dissimilar FSX414/IN738 Systemwith MBF80 Interlayer: Optimization of the
Bonding Time and TemperatureThe effect of bonding temperature on the microstructure and mechanical properties
of the TLPbonded FSX414/MBF80/IN738 system is investigated
BY B. ABBASI-KHAZAEI, G. ASGHARI, AND R. BAKHTIARI
ABSTRACT In this research, the effect of bonding temperature (1050°–1200°C) on the jointmicrostructure and mechanical properties was studied for dissimilar transient liquidphase bonded FSX414/IN738 superalloys using MBF80 interlayer. The width ofdiffusionaffected zone (DAZ) increased with increasing bonding temperature or bondingtime. Also, the DAZ width in the IN738 half was higher than that of the FSX414 half,which showed more effective diffusion of melting point depressant elements into theIN738 half. For joints made at 1200°C, isothermal solidification was not complete evenafter 10 min and secondary eutectics were formed at the joint centerline. Maximumhardness of DAZ at the IN738 half was higher than that of the FSX414 half at variousbonding temperatures. Furthermore, hardness values of both halves were reduced withincreasing bonding temperature. The hardness of isothermal solidification zone as wellas the joint’s shear strength increased with increasing the bonding temperature.
KEYWORDS • Superalloys • Dissimilar Transient Liquid Phase Bonding • Diffusion • Scanning Electron Microscope
B. ABBASIKHAZAEI ([email protected]), G. ASGHARI, and R. BAKHTIARI are assistant professors, Department of Materials Engineering, Razi University, Kermanshah, Iran.
WELDING JOURNAL / FEBRUARY 2016, VOL. 9568-s
Abbasi Supplement[1]_Layout 1 1/14/16 2:21 PM Page 68

IN738 LC using AMS 4776 interlayershowed that the rate of isothermal so-lidification decreases as the bondingtemperature increases to 1150°C. There is less research about TLPbonding of Co-based superalloys incomparison to the Ni-based ones.Bakhtiari et al. (Ref. 12) investigatedthe effect of TLP bonding temperatureon microstructural and mechanicalproperties of joints made using FSX-414 superalloy. The results showedthat 1190°C was the critical tempera-ture of base metal liquefaction. Re-search by Bakhtiari et al. (Ref. 13)about TLP bonding of FSX-414 super-alloy showed that the time of completeisothermal solidification increasedwith increasing root opening size.Also, at complete isothermal solidifica-tion condition, the shear strength andthe hardness of the isothermal solidifi-cation zone decreased with an increaseof the root opening size. Dissimilar TLP bonding of FSX-414/IN738 superalloys using MBF80interlayer has been investigated by Ab-basi et al. (Ref. 14). They predicted sol-id/liquid interface location using thefinite difference method. It seems theeffect of bonding temperature andtime on the bonding properties hasnot been investigated so far. There-fore, the main purpose of this researchis to investigate the effect of bondingtemperature on the microstructure
and mechanicalproperties of theTLP-bonded FSX-414/MBF80/IN738system.
Materials andExperimental Procedure As-cast FSX-414 and IN738 super-alloys, with chemical compositionsshown in Table 1, were used in theform of 10 × 10 × 5 mm coupons. Be-fore TLP bonding, the mate surfaceswere ground using 600 grade SiC pa-per and then ultrasonically cleaned inan acetone bath. MBF-80 interlayer(Table 1) with thickness of 50 μm wasinserted between two parts of the basemetal and a steel fixture was used tohold the assembly and reduce metalflow during TLP bonding. By the fix-ture, the force applied on the sampleswas just to keep them from slidingduring bonding. Therefore, the forceon the samples was limited to theweight of the upper sample. Bondingswere conducted in a vacuum furnace(with operating vacuum of 2 × 10–5
torr) at 1050°, 1100°, 1150°, and1200°C temperatures for holdingtimes of 1, 5, and 10 min. The temper-ature profile of the furnace duringbonding is schematically shown in Fig.1. Selecting different times at varioustemperatures was due to the fact thatthe time of complete isothermal solidi-fication is reduced with increasingbonding temperature. Selection ofbonding temperature was due to the
melting temperature range of the FSX-414 and IN738 superalloys as1385°–1407°C and 1232°–1315°C, re-spectively. Also, the bonding tempera-ture must be higher than the interlay-er liquidus temperature, which is1054°C for MBF-80 interlayer. Bond-ing temperature of 1050°C, with nosuperheating above the interlayer liq-uidus temperature, was selected to in-vestigate the effect of superheatingduring bonding at 1100° and 1150°Con the joint’s properties. The bonded samples were sectionedperpendicular to the bond interfaceand the mate surfaces were preparedusing standard metallographic tech-niques. Microstructural studies wereconducted on an optical microscopeand a scanning electron microscope(SEM). For this purpose, Murakamiand Kallings’ etchants were used.Quantitative analysis was performedusing wavelength-dispersive x-rayspectroscopy (WDS) on a Philips XL-30 SEM device. The x-ray diffractionpatterns were achieved using an x-raydiffractometer equipped with mono-chromatic Cuk1 radiation, with awavelength of 1.540A° and diffractionangle between 0 and 120 deg. Microhardness profiles were ob-tained across the joint using a MMT-7Buehler microhardness tester with a25-g load. An Instron tensile test ma-chine with a cross-head speed of 1mm/min was used to perform theshear tests at room temperature. A fix-ture was used to convert the appliedtensile stress to shear stress on the
WELDING RESEARCH
FEBRUARY 2016 / WELDING JOURNAL 69-s
Fig. 1 — Temperature profile used during bonding.
Fig. 2 — Schematic diagram of the shear test fixture.
Table 1 — Chemical Composition of the IN738 and FSX414 Superalloys and MBF80 Interlayer
wt%
Ni Co Cr Mo W Nb Al Ti Fe Ta C B Zr S Si Mn
IN738 Bal. 8.5 15.84 1.88 2.48 0.92 3.46 3.47 0.07 1.69 0.11 0.009 0.04 0.001 — — FSX414 10.32 Bal. 30.25 0.03 6.76 — — — 0.52 0.14 0.15 0.006 — — 0.72 0.59 MBF80 Bal. — 15.2 — — — — — — — 0.06 4 — — — —
Abbasi Supplement[1]_Layout 1 1/14/16 2:21 PM Page 69

joints. A schematic diagram of theshear test fixture is shown in Fig. 2.The fracture surfaces were studied us-ing a stereo microscope and SEM.
Results and Discussion
Bonding at 1050°C
The microstructure of joints made at1050°C for 1 and 10 min are shown inFig. 3. At the joint of this figure, contin-uous centerline eutectic compounds arevisible, which formed due to incompleteisothermal solidification. 1050°C is low-er than the liquidus temperature of theinterlayer (1054°C); therefore, there wasno superheating (temperature differ-ence higher than the melting point)during melting of the interlayer, espe-cially at a short bonding time of 1 min.
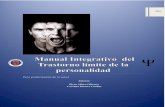
This could limit the diffusion of meltingpoint depressant (MPD) elements fromthe interlayer into the base metal andcause the isothermal solidification rateto be reduced. Isolated centerline eutectics were vis-ible at the joints made at 1050°C for 10min — Fig. 3B. With increasing bondingtime, more effective diffusion of MPDelements of the interlayer into the basemetal occurred. Therefore, isothermalsolidification was developed, and theamount of eutectic constituents de-
creased after a holding time of 10 min,which can be indicative of isothermalsolidification progression. Therefore,occurrence of isothermal solidificationwas possible at 1050°C, with no super-heating in the interlayer.
Bonding at 1100°C
Micrographs of joints made at1100°C for bonding times of 1 and 5min are shown in Fig. 4. At the jointsmade for 1 min, isolated eutectic con-
WELDING RESEARCH
WELDING JOURNAL / FEBRUARY 2016, VOL. 9570-s
Fig. 3 — Light micrographs taken from joints bonded at 1050°C for holding times of A — 1 min; B — 10 min.
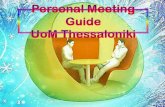
Fig. 4 — Light micrographs taken from joints bonded at 1100°C for holding times of A — 1 min; B — 5 min.
A
A
B
B
Table 2 — Comparison of DAZ Width for Joints Made at Various Bonding Conditions
Bonding Temperature (C) 1050 1100 1150
Bonding Time (min) 1 10 1 5 1 5
DAZ Width in IN738 half (m) 40.19 50.97 44.24 54.33 70.45 85.04
DAZ Width in FSX414 Half (m) 23.53 27.68 26.62 30.61 40.72 42.50
Abbasi Supplement[1]_Layout 1 1/14/16 2:21 PM Page 70

stituents are visible. In comparisonwith the joints made at 1050°C for thesame bonding time, the isolated eutec-tics were formed with less width. Thereason is superheating applied at1100°C and also a higher diffusion rateat this bonding temperature. At the joints made at the same tem-perature for 5 min, no eutectic con-stituents were visible (Fig. 4B), whichwas indicative of complete isothermalsolidification. Therefore, the time ofcomplete isothermal solidification re-duced from 10 to 5 min, with an in-crease of the bonding temperaturefrom 1050° to 1100°C. Furthermore,some fine isolated eutectic constituentswere seen at the joints made at 1050°Cfor 10 min — Fig. 3B. The diffusion ofboron to the outside of the molten in-
terlayer is moreeffective at a high-er temperature of1100°C andcaused even com-plete isothermalsolidification at aslow a time as 5min.
Bonding at1150°C
Figure 5 showsmicrographs ofjoints made at1150°C for 1 and 5min. Very fine iso-lated eutectic con-stituents were vis-ible at the joint
made for 1 min, but these constituentswere completely removed after 5 min.The eutectic-free bonding zone showscomplete isothermal solidification oc-curred at the joint. Therefore, the timeof complete isothermal solidification at1150°C was less than 5 min. To estimatethe time of complete isothermal solidifi-cation, a model based on the diffusion-induced solid/liquid interface motionwas used by Zhou (Ref. 15) as follows:
where D is the diffusion coefficient ofthe MPD element in the solid basemetal, 2h is the equilibrium maximum
width of the molten interlayer at sol-id/liquid interface, and is a dimen-sionless parameter. According to Equation 1, tf is afunction of diffusion coefficient of theMPD element in the solid base metal.This diffusivity and the phase relation-ship between the interlayer and thebase metal, as reported by Bakhtiari etal. (Ref. 16), are dependent on thebonding temperature. Therefore, tf re-duces by increasing the bonding tem-perature, which is in agreement withthe experimental results of this inves-tigation. At 1050°C, the time of com-plete isothermal solidification was 10min, which was reduced to less than 5min at 1150°C. Furthermore, Abbasiet al. (Ref. 14) predicted the time ofcomplete isothermal solidification forthe FSX-414/MBF-80/IN738 systemusing a numerical solution. The resultsshowed the same trend for variation ofcomplete isothermal solidificationtime with increasing bonding tempera-ture. Also, for complete isothermal so-lidification time at all bonding temper-atures, a good correlation between theexperimental and numerical resultswas reported. According to Fig. 5, there are someintermetallics with different mor-phologies at both sides of the diffu-sion-affected zone (DAZ). In the FSX-414 half, these intermetallics aremostly needle-like, whereas they arealmost spherical at the IN738 half. The width of the DAZ for jointsmade at various conditions was meas-ured using an image analyzer softwareas the mean of 40 measurements at
t
12f= 2h
4�D12
(1)
WELDING RESEARCH
FEBRUARY 2016 / WELDING JOURNAL 71-s
Fig. 5 — Micrographs taken from joints bonded at 1150°C for holding times of A — 1 min; B — 5 min.
Fig. 6 — Light micrograph taken from joints bonded at 1200°C for10 min.
A B
Abbasi Supplement[1]_Layout 1 1/14/16 2:21 PM Page 71

each condition. The DAZ was deter-mined according to the existence ofphases. The results are shown in Table2. According to the results, DAZ widthincreased with rising bonding temper-ature or bonding time, which was dueto the increased diffusion rate as wellas diffusion distance at higher bond-ing temperature or time. Table 2 alsoshows the DAZ width in the IN738half was higher than that of the FSX-414 half, which was related to a higherboron diffusion coefficient in IN738 incomparison with FSX-414. Abbasi et al. (Ref. 14) reported, forTLP joints of a FSX-414/MBF-80/IN738 system, the ratio of interface lo-cation (from the IN738 half with re-spect to the FSX-414 half) at variousbonding temperatures was higher thanunity, according to both the experi-
mental and numerical results. This isin agreement with the higher DAZwidth of the IN738 half at all bondingtemperatures and times (Table 2). Thereason could be higher boron diffusioncoefficient in the IN738 half, whichcontrols the isothermal solidification.
Bonding at 1200°C
A micrograph of a joint made at1200°C for 10 min is shown in Fig. 6.Microstructural features of this jointare different in comparison with thejoints made at lower temperatures.Continuous centerline eutectics at thejoint of Fig. 4 show isothermal solidifi-cation is incomplete even after 10 min,whereas the complete isothermal so-lidification time at 1150°C bondingtemperature was less than 5 min.
Therefore, there must be a criticaltemperature (between 1150° and1200°C) up to which isothermal solidi-fication rate decreases. Various mecha-nisms were reported about this criticaltemperature as follows: • Increase of base metal alloying ele-ments concentration in the melted in-terlayer with increasing bonding tem-perature up to the critical temperaturecaused the formation of secondary eu-tectics and a reduction of isothermalsolidification rate, as reported by Id-owu et al. (Ref. 10). • Based on the work by Ghoneim etal. (Ref. 5), a reduction of MPD ele-ments’ diffusion rate from the inter-layer into the base metal with increas-ing bonding temperature up to thecritical temperature caused significantreduction in element concentrationgradient and deviation of parabolic re-lationship between solid/liquid inter-face displacement and bonding time. • Diffusion of secondary elementsbetween the interlayer and base metalat the temperatures higher than thecritical value affected the isothermalsolidification rate, as reported by Sin-clair et al. (Ref. 17). According to Fig. 6, there are no in-termetallics at the DAZ of joints madeat 1200°C. Furthermore, a wavyboundary is visible between the bond-ing zone and the DAZ. In the FSX-414half, dissolution of base metal grainboundaries is obvious, whereas partialliquefaction of IN738 grain bound-aries occurred adjacent to the bondingzone. Interdiffusion between the basemetal, and the joint occurred at
WELDING RESEARCH
WELDING JOURNAL / FEBRUARY 2016, VOL. 9572-s
Fig. 8 — WDS analysis profile of alloying elements across the joints made at A — 1150°Cfor 5 min (with complete isothermal solidification); B — 1200°C for 10 min.
Fig. 7 — Light micrographs taken from joints bonded at A — 1050°C for 10 min; B — 1200°C for 10 min.
A
A
B
B
Abbasi Supplement[1]_Layout 1 1/14/16 2:21 PM Page 72

1200°C and caused formation of sec-ondary eutectics and liquefactionphases, but the DAZ phases were un-able to form at this temperature. Figure 7 shows the eutectic mor-phology at the bonding temperature of1200°C for 10 min is layered and verydifferent in comparison with thebonding temperature of 1050°C andthe same time. Average hardness ofthe eutectic constituents are 582 and334 HVN at 1050° and 1200°C, respec-tively. The reduction of hardness at1200°C can be related to the formationof the secondary eutectics. The wavelength-dispersive x-rayspectroscopy analysis profiles of alloy-ing elements across the joints made at1150°C/5 min with complete isother-mal solidification and 1200°C/10 minare shown in Fig. 8. Distribution of al-loying elements such as Ni, Cr, W, andTi is more uniform at 1200°C in com-parison with the 1150°C bonding tem-perature. Also, the concentration of Win the bonding zone reached 3.27 wt-%at 1200°C, which was zero at 1150°C.
Therefore, significantdiffusion of base metalalloying elements oc-curred into the bondingzone at 1200°C. Thesegregation coefficientof W and Ti is lowerthan unity, whichcaused a reduction ofthe interlayer meltingtemperature below thecritical bonding tem-perature. This is againstincreased interlayermelting temperaturewith the diffusion ofboron from interlayer
into the base metal, which reduced theisothermal solidification rate andcaused eutectics formation at 1200°C.Therefore, there are two regimes in TLPbonding of the FSX-414/MBF-80/IN738 system. The first regime, whichis controlled by Boron diffusion fromthe interlayer into the base metal, ispredominant at the bonding tempera-tures (1050°–1150°C) below the criticalvalue. The second regime is true at thetemperatures higher than the criticalvalue (1200°C), which is controlled bydiffusion of Ti and W from the basemetal into the bonding zone. The criti-cal bonding temperature for similar TLPbonding of the superalloys has been re-ported by Bakhtiari et al. (Ref. 12),Mosallaee et al. (Ref. 9), and Wikstromet al. (Ref. 18), which was 1190°C forTLP bonding of FSX-414 superalloy.
Microhardness
Figure 9 shows the hardness profileacross the joints made at 1050°C for 1
and 10 min. A distinct peak is seen atthe profile of joints made for 1 min,which is related to eutectic con-stituents formed during isothermalsolidification. Also, the maximumhardness of DAZ at the IN738 half ishigher than that of the FSX-414 halffor both bonding times. The diffusioncoefficient of boron is higher in theIN738 half (Ref. 14), which causedmore effective diffusion and thereforehigher hardness of DAZ constituents,in comparison with the FSX-414 half.This is in agreement with the higherdiffusion distance of boron in theIN738 half and therefore higher DAZwidth (Table 2). The hardness profilesacross the joints made at the othertemperatures were the same as1050°C. According to Fig. 9 and thehardness profiles of other bondingtemperatures, the hardness of isother-mal solidification zone (ISZ) was lowerthan that of the base metal for bothbonding times, which showed that dif-fusion of base metal alloying elementsinto the joint was not sufficient to in-crease the ISZ hardness. This indicatesthe need for a homogenization proce-dure to increase the mechanical prop-erties of the joints. The comparison of maximum hard-ness of DAZ and average hardness ofISZ for joints made at different bondingtemperatures with complete isothermalsolidification is shown in Fig. 10. Maxi-mum hardness of DAZ at the IN738half was higher than that of the FSX-414 half at various bonding tempera-tures. But the hardness values of bothhalves were reduced with increasingbonding temperature. This was due tomore effective diffusion of boron into
WELDING RESEARCH
FEBRUARY 2016/ WELDING JOURNAL 73-s
Fig. 9 — Hardness profile across the joints made at 1050°Cfor 1 and 10 min.
Fig. 10 — Comparison of maximum hardness of DAZ and average hardness of ISZ for different bonding temperatures.
Fig. 11 — Variation of joint’s shear strength as a function ofbonding temperature.
Abbasi Supplement[1]_Layout 1 1/14/16 2:21 PM Page 73

the DAZ and base metal at higher tem-peratures, which reduced the formationof DAZ constituents as well as the DAZhardness. According to Fig. 10, the ISZhardness increased with increasingbonding temperature. Because diffusionof the alloying elements (such as Co, Crand Ti) into the joint was more effectiveat higher temperatures, which causedhigher strengthening of the joint due tothe solid solution strengthening. Solidsolution strengthening as well as car-bides strengthening is the effectivestrengthening mechanism for FSX-414superalloy, as reported by Saha et al.(Ref. 4).
Shear Test
Figure 11 shows shear strength of
the joints made at various tempera-tures for 10 min in comparison withthose of the base metals. As can beseen, the shear strength increasedwith rising bonding temperature. Thesame trend was seen for the variationof ISZ hardness with increasing bond-ing temperature — Fig. 10. This couldbe related to more effective diffusionof alloying elements from the basemetal into the joint at higher tempera-tures and therefore more effective solid-solution strengthening. Simulta-neous increase of ISZ hardness andthe joint’s shear strength has been re-ported for similar TLP joints of FSX-414 superalloy (Ref. 12). The highest shear strength of thejoints (1200°C/10 min) was obtained byabout 59 and 58% of the IN-738 and
FSX-414 base metals, respectively. Thisshows that the joint should be homoge-nized in order to remove the deleteriousDAZ phases and enhance the shearstrength. The effect of homogenizingprocedure (at 1150°, 1175°, 1200°, and1225°C) on the mechanical propertiesof the same system (IN738/MBF-80/FSX-414) was studied in an unpub-lished work. The results showed carbidedissolving, recrystallization, partialmelting, and precipitation coarseningoccurred in the base metal and at thejoints during homogenizing at 1225°C.However, maximum shear strength ofthe joints was obtained at the homoge-nizing temperature of 1200°C, abouttwice in respect to the as-bonded sam-ple (Ref. 19). Figure 12 shows stereomicrographs
WELDING RESEARCH
WELDING JOURNAL / FEBRUARY 2016, VOL. 9574-s
Fig. 12 — Stereomicrographs of shear tested samples bonded at A — 1100°C; B — 1150°C; C — 1200°C for 10 min.
A1 A2
B1 B2
C1 C2
A B C
Fig. 13 — SEM micrographs of sheartested samples bonded at A — 1100°C for 1 min; B — 1100°C for 10 min; C — 1200°C for 10 min.
Abbasi Supplement[1]_Layout 1 1/14/16 2:21 PM Page 74

of shear fracture surfaces of the jointsmade at various temperatures for 10min. For 1100° and 1150°C bondingtemperatures, the fracture path wasthrough the DAZ of the IN738 half.Therefore, the intermetallics in DAZof the IN738 half was more brittlethan that of the FSX-414 half, whichwas in agreement with the results ofmicrohardness — Fig. 9. The fracturepath of the joints made at 1200°C wasthrough the IN738 base metal and alsothrough the centerline eutectics of thejoint, which caused a nonuniform frac-ture path. The hardness of secondaryeutectics was not high enough to makea uniform fracture path though.Therefore, these secondary eutecticswere not highly effective on fracturesince the joints made at 1200°Chad the highest shear strength, in
comparison with the other bondingtemperatures. Scanning electron microscope mi-crographs of shear fracture surfaces ofthe joints made at various tempera-tures are shown in Fig. 13. The cleav-ages were predominant at the fracturesurface of Fig. 13A. This was due to in-complete isothermal solidification aswell as eutectics formation at thejoints made at 1100°C for 1 min. X-raydiffraction pattern of this fracture sur-face (Fig. 14) revealed the formation ofNi- and Cr-enriched eutectics such asNi4B3 and CrB that were formed dur-ing athermal solidification of themolten interlayer. For joints made atthe same temperature for 10 min (Fig.13B), some dimples were seen at thefracture surface, which were strainedin the direction of shear force during
the test. These dimples are finer incomparison with the dimples shownfor bonding time of 1 min. This wasattributed to complete isothermal so-lidification and no eutectic formationoccurring for the 10 min bondingtime. Furthermore, strained dimplesfor 10 min bonding time shows plasticdeformation occurred before fracture,while brittle fracture, without strain-ing for 1 min bonding time, shows thedominant role of eutectic compoundson fracture. This trend was in agree-ment with increase of the joint’s shearstrength with increasing bondingtime. According to Fig. 13C, dimplesare dominant and are finer in compari-son with Fig. 13A, B, which is in agree-ment with the joint’s higher shearstrength — Fig. 11. Also, some sec-ondary cracks are visible at the frac-ture surfaces of samples bonded at1200°C for 10 min. These cracks couldbe formed at the secondary eutectics.
Conclusion TLP bonding of dissimilar FSX-414/MBF80/IN738 system was con-ducted at different temperatures. Theresults of microstructural studies andmechanical tests showed that • The DAZ width, which was higherin the IN738 half than in the FSX-414half, increased with increasing bond-ing temperature or bonding time. • For joints made at 1200°C for 10min, isothermal solidification was notcomplete even after 10 min, and sec-ondary eutectics were formed at thejoint centerline. These are indicative ofa second regime for isothermal solidi-
fication. In the FSX-414 half, dissolu-tion of base metal grain boundarieswas obvious, whereas partial meltingof IN738 grain boundaries occurredadjacent to the joint. • WDS analysis showed that the sec-ond regime for isothermal solidifica-tion at 1200°C was controlled by diffu-sion of Ti and W from the base metalinto the bonding zone. • Maximum hardness of DAZ at theIN738 half was higher than that of theFSX-414 half at various bonding tem-peratures and the hardness values ofboth halves were reduced with increas-ing bonding temperature. Also, the ISZhardness increased with increasingbonding temperature and the maxi-mum value was obtained for the jointmade at 1200°C/10 min. • The joint’s shear strength in-creased with increasing bonding tem-perature. The highest shear strengthof the joints made at 1200°C/10 minwas obtained by about 59 and 58% ofthose of the IN738 and FSX-414 basemetals, respectively. This conditionwas selected as the optimum bondingcondition in spite of forming second-ary eutectics at the joint. • At the fracture surface of jointsmade at 1100°C, the size of the dimpleswas reduced with increasing bondingtime. Finer dimples, as well as microc-racks formed at the secondary eutectics,were seen at the fracture surfaces of thesamples with the highest shear strength(made at 1200°C/10 min).
1. Schilke, P. W. 2004. Advanced gas tur-bine materials and coatings. New York, Gen-eral Electric Company. 2. Duvall, D. S., Owczarski, W. A., andPaulonis, D. F. 1974. TLP bonding: A newmethod for joining heat resistant alloys.Welding Journal 53(4): 203–214. 3. Atieh, A. S., and Khan, T. I. 2013. Ef-fect of bonding pressure on joint forma-tion by diffusion bonding of Ti-6Al-4V andMg-AZ31. ASME 2013 International Me-chanical Engineering Congress & Exposi-tion, DOI: 10.1115/IMECE2013-65131. 4. Saha, R. K., and Khan, T. I. 2007. Ef-fect of bonding variables on TLP bondingof oxide dispersion strengthened superal-loy. Journal of Material Science 42(22):9187–9193. 5. Ghoneim, A., and Ojo, O. A. 2011.Microstructure and mechanical responseof transient liquid phase joint in Haynes
WELDING RESEARCH
FEBRUARY 2016/ WELDING JOURNAL 75-s
Fig. 14 — XRD pattern of shear fracture surface for joints made at 1100°C for 1 min.
References
Abbasi Supplement[1]_Layout 1 1/14/16 2:21 PM Page 75