THINK TANK 3 LIFE SCIENCES Technology in Pharma Supply Chain
20
A White Paper by Frost & Sullivan 50 Years of Growth, Innovation and Leadership Technology in the Pharma Supply Chain – A Focus on Anti-Counterfeiting in India © 2011 Frost & Sullivan
Transcript of THINK TANK 3 LIFE SCIENCES Technology in Pharma Supply Chain
A White Paper by
Frost & Sullivan
50 Years of Growth, Innovation and Leadership
Technology in the Pharma Supply Chain – A Focus on Anti-Counterfeiting in India
© 2011 Frost & Sullivan


TABLE OF CONTENTS
Introduction and Overview of Indian Pharma Industry ................................. 4
Growing Need of Technology for the Pharma Supply Chain ........................... 5
Technology in Supply Chain ............................................................................ 6
Pharma Supply Chain Challenges ................................................................... 14
Business Case: Technologies and Their Application for the Pharma Supply Chain........................................................................................................................ 15
The Way Forward ........................................................................................... 17
Annexure ......................................................................................................... 18
F R O S T & S U L L I V A N

INTRODUCTION AND OVERVIEW OF THE INDIAN PHARMAINDUSTRY
The Indian pharmaceutical industry is 3rd largest in the world in terms of volumeaccounting for 10 percent of world’s production and stands 14th in terms of value.According to data published by the Department of Pharmaceuticals, Ministry ofChemicals and Fertilizers, the total turnover of Indian Pharma Industry is US$21billion. Out of this total, domestic formulations market was worth US$8.34 billionand total APIs market was worth US$3.92 billion. Total Export market was worthUS$8.47 billion. Indian exports go to more than 200 countries around the globeincluding the highly regulated markets of US, Europe, Japan and Australia. Thedomestic Indian Pharmaceutical market is expected to reach US$ 55 billion in 2020at a Compound Annual Growth Rate (CAGR) of around 15 percent.
Indian Pharma industry with more than 20,000 registered units is highly fragmentedwith severe price competition and government price control. There areapproximately 250 large units and more than 8,000 small scale units, which form thecore of the Pharmaceutical industry in India.
Indian Pharma industry has shown remarkable progress in terms of infrastructuredevelopment, technology base creation and its range of products. The industry nowproduces bulk drugs belonging to all major therapeutic groups ranging fromcomplex molecules to simpler manufacturing technologies. Finished Formulations ofvarious types (tabs, caps, injectables, etc.) of various dosage forms are beingproduced in GMP compliant facilities and transported globally.
Indian pharmaceutical companies today are known for their global reach with highquality generic formulations and world class APIs.
www.frost.com © 2011 Frost & Sullivan4
F R O S T & S U L L I V A N Technology in the Pharma Supply Chain – A Focus on Anti-Counterfeiting in India
Pharmaceutical Market India 2010 (in USD Billion)
8.74
8.34
3.92
Exports Domestic Formulations Domestic APIs
�
© 2011 Frost & Sullivan www.frost.com 5
GROWING NEED OF TECHNOLOGY FOR PHARMA SUPPLY CHAIN
The success of a global pharmaceutical company can to a large part be attributedto its successful supply chain. The supply chain ensures drug availability at alllocations across continents, 100 percent product availability at optimum cost bycarrying a huge inventory, which maintains 100 percent fill rate.
The criticality of a seamless supply chain network is often underestimated in theindustry. A recent study has quoted that pharmaceutical companies are trying to cutdown product development time to save costs. For example, a drug manufacturerwho can trim development time by 19 percent can save up to US$ 100 million.However, a delay in time to market of a drug can cost a company around US$ 1million a day. So, pharmaceutical companies today are designing the supply chain tobe as responsive as possible to reduce entry time to the market thereby increasingprofit margins.
The Pharma Supply Chain is highly sensitive where anything less than 100 percentcustomer service level is unacceptable as it directly impacts patient health andsafety. The solution that many Pharmaceutical industries adopt is to maintain a largeinventory in the supply chain to ensure close to 100 percent fill rate. However, it isa challenge to ensure 100 percent product availability at an optimal cost acrossmultiple locations, unless supply chain processes are streamlined towards customerneeds and demands. In this environment, it is no surprise that companiesthroughout the industry are hungry for opportunities to improve the efficiency oftheir operations, better understand their customers’ demands, and devise morecreative responses to the marketplace’s challenges.
The challenges confronting many Pharma companies in India are:
• Managing products in different stages of the lifecycle in an era of multiple newproduct launches
• Keeping supply chains flexible to align with changes in demand for new drugs,promotions and disease outbreaks
• Maintaining efficiency and effectiveness in growing supply, manufacturing andsubcontractor base
• Reaching out to newer domestic and export markets without losing efficiency
Expanding Scope of Supply Chain
Until recently, supply chain was used to track and trace the product up to theretailer. Product dispensation at retailer and replenishment of the stocks at retailerlevels was part of the sales and marketing function.
F R O S T & S U L L I V A NTechnology in the Pharma Supply Chain – A Focus on Anti-Counterfeiting in India
www.frost.com © 2011 Frost & Sullivan6
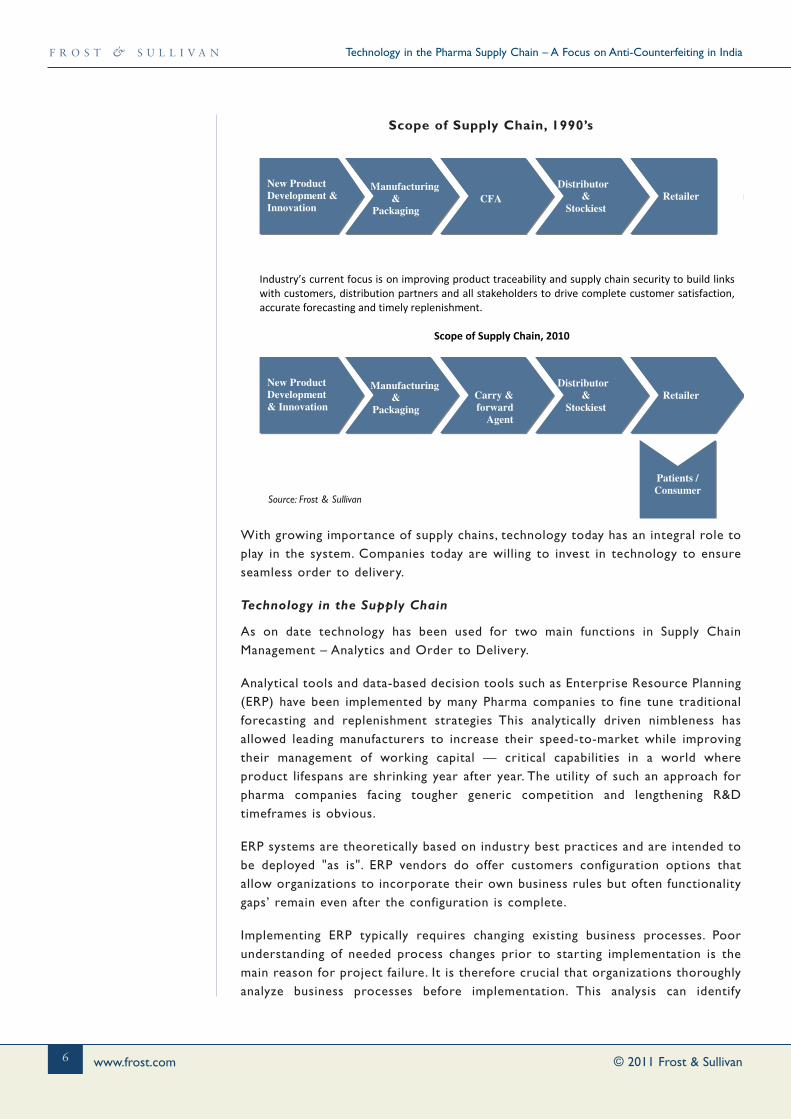
Scope of Supply Chain, 1990’s
With growing importance of supply chains, technology today has an integral role toplay in the system. Companies today are willing to invest in technology to ensureseamless order to delivery.
Technology in the Supply Chain
As on date technology has been used for two main functions in Supply ChainManagement – Analytics and Order to Delivery.
Analytical tools and data-based decision tools such as Enterprise Resource Planning(ERP) have been implemented by many Pharma companies to fine tune traditionalforecasting and replenishment strategies This analytically driven nimbleness hasallowed leading manufacturers to increase their speed-to-market while improvingtheir management of working capital — critical capabilities in a world whereproduct lifespans are shrinking year after year. The utility of such an approach forpharma companies facing tougher generic competition and lengthening R&Dtimeframes is obvious.
ERP systems are theoretically based on industry best practices and are intended tobe deployed "as is". ERP vendors do offer customers configuration options thatallow organizations to incorporate their own business rules but often functionalitygaps’ remain even after the configuration is complete.
Implementing ERP typically requires changing existing business processes. Poorunderstanding of needed process changes prior to starting implementation is themain reason for project failure. It is therefore crucial that organizations thoroughlyanalyze business processes before implementation. This analysis can identify
F R O S T & S U L L I V A N Technology in the Pharma Supply Chain – A Focus on Anti-Counterfeiting in India
���������#����������������������� ���������������&�������������������������������&�������0��������������(�������&�������������������������0��������������� ����������������������������(������������������������������������������%�
���������������� ����������
�
��
����
Manufacturing
& Packaging
New Product Development & Innovation
Carry & forward
Agent
Distributor
& Stockiest
Retailer
Manufacturing
& Packaging
Distributor
& Stockiest
Retailer
New Product Development & Innovation
CFA
Patients / Consumer
Source: Frost & Sullivan
© 2011 Frost & Sullivan www.frost.com 7
opportunities for process modernization. It also enables an assessment of thealignment of current processes with those provided by the ERP system.
ERP's scope usually implies significant changes to staff work processes andpractices. Generally, three types of services are available to help implement suchchanges: consulting, customization, and support. Implementation time depends onbusiness size, number of modules, customization, the scope of process changes, andthe readiness of the customer to take ownership for the project. Modular ERPsystems can be implemented in stages. The typical project for a large enterpriseconsumes about 14 months and requires around 150 consultants. Small projects canrequire months; multinational and other large implementations can take years.Customization can substantially increase implementation times.
Advantages
The fundamental advantage of ERP is that integrating the myriad processes by whichbusinesses operate saves time and expense. Decisions can be made more quicklyand with fewer errors. Data becomes visible across the organization. Tasks thatbenefit from this integration include:
• Sales forecasting, which allows inventory optimization
• Order tracking, from acceptance through fulfilment
• Matching purchase orders (what was ordered), inventory receipts (whatarrived), and costing (what the vendor invoiced)
Disadvantages
• Customization is problematic.
• Re-engineering business processes to fit the ERP system may damagecompetitiveness and/or divert focus from other critical activities
• ERP can cost more than less integrated and/or less comprehensive solutions.
• High switching costs of support, maintenance and upgrade expenses.
• Overcoming resistance to sharing sensitive information between departments
• Integration of truly independent businesses can create unnecessarydependencies.
• Extensive training requirements take resources from daily operations.
Anti-Counterfeiting Technology in the Supply Chain
Some of the key applications of technology today have been in anti-counterfeitingtechnologies and drug tracking to avoid theft and misuse and ensure timely delivery.
The growing global problem of counterfeit medication poses a crippling risk tohealthcare systems in developing nations. Though authoritative studies are few andfar between, the World Health Organization (WHO) estimates that counterfeitdrug prevalence rates fall between 10 percent and 30 percent in the developingworld, compared to 1 percent or less in industrialized nations. The U.S.-basedCenter for Medicines in the Public Interest (CMPI) projects that by 2010, US$ 75
F R O S T & S U L L I V A NTechnology in the Pharma Supply Chain – A Focus on Anti-Counterfeiting in India

www.frost.com © 2011 Frost & Sullivan8
billion worth of counterfeit drugs will be sold annually. Fake drug sales are expectedto grow at 13 percent yearly until 2010, a rate significantly higher than theestimated 7.5 percent annual growth for genuine pharmaceutical commerce. TheIndian Government recently passed a law mandating the use of track-and-tracebarcodes on all drugs meant for export, effective July 2011, following reports thatChinese counterfeiters were selling fake medicines labelled ‘Made in India’ inseveral African countries.
Developing nations are technologically well behind, primarily due to the fact thatnew anti-counterfeit technologies are oft beyond their means. History has shownthat by the time such technologies are affordable, resourceful counterfeiters couldhave copied the technology, turning it into a great risk – consumers can have a falsesense of security in "protected" counterfeit products. This trend is evidenced inevents that have led to the compromising of microprint, advanced productpackaging, security inks, tableting molds, unique blister packs and even holograms asfool-proof product security technologies.
There are many technologies adopted by Pharmaceutical companies in India totrack and trace product movement and to check counterfeiting across the supplychain.
1. Holograms
This category is preferred as a passive technology. The creation of a holographicimage, or hologram, requires some technical knowledge and expertise, though arecent explosion of companies and low-cost machinery has made this technologyextremely accessible within many sectors of the consumer marketplace. A hologramtypically incorporates an image that appears as an illusory 3-dimensional objectwith vivid depth characteristics.
A security hologram is a special reflective type of hologram that is custom-madefor a brand owner. A number of pharmaceutical companies have relied on hologramapplication as a means to reduce counterfeiting. There are currently a large numberof hologram suppliers in the global marketplace.
Advantages
Holograms and security seals are generally low priced, easy to apply, and representa rapid way of providing a distinguishing feature to a branded product.
Disadvantage
The major disadvantage is this solution is easily replicable by a counterfeiter, andindeed, there have been numerous instances where genuine security hologramshave been easily and expertly copied or simulated, leading to the contention thatholograms when used alone are less about security and more about sparkle. Thefact that fake holograms used by counterfeiters are not easily distinguishable by theconsumer because many products available in the marketplace have holograms; it isextremely difficult for consumer to keep up with which products should contain aparticular type of hologram or seal.
F R O S T & S U L L I V A N Technology in the Pharma Supply Chain – A Focus on Anti-Counterfeiting in India

© 2011 Frost & Sullivan www.frost.com 9
2. Taggants
This category of anti-counterfeiting solutions is referred to as the activetechnologies because they all require an active process during the act ofverification. The application of the various technologies in this category begins withthe insertion or placement of a special marker or device, which is known as ataggant, into or upon the branded product. In some instances, the taggant can beplaced on the package whereas in others, it can be incorporated directly into theproduct itself. In all cases, the subsequent act of authenticating the product requiresa specialized device, reader, or scanner. Each type of taggant can only be detectedby its own specific reader.
Electromagnetic taggants (RFID)
The most commonly used and widely known of the active technologies is radiofrequency identification, or RFID. These taggants rely on radio signals, which areemitted by an integrated chip or tag. RFID tags can contain significant amounts ofinformation related to the product and can be placed anywhere within a packageand in fact can be hidden because the emitted radio signals are able to penetratethrough most materials. An RFID reader, which is a specialized instrument thatdetects the radio signals, can be used to capture the information emitted by the tag.The information in turn is then transmitted to a software system that coordinatesall aspects of the RFID operation.
RFID technology, however, has not broken through in terms of its use as a pure anti-counterfeiting tool in the pharmaceutical industry. RFID industry has undertakenmajor efforts to promote this technology as a valid anti-counterfeiting solution.
Advantages
• The major advantages of RFID relate to its wireless nature. The tags do notrequire line-of-sight or any direct human intervention in order to capture thedigital information. As a result, RFID tags can be hidden in packages so as to
F R O S T & S U L L I V A NTechnology in the Pharma Supply Chain – A Focus on Anti-Counterfeiting in India
�������� �������!�����"���
3 2 1 4 5
�

www.frost.com © 2011 Frost & Sullivan10
provide a greater level of security.
• RFID tags can be read from a considerable distance, usually many meters,making it much easier to undertake roaming data capture.
• The tags can also be read rapidly in bulk, which is ideal for high-throughoutsupply chain tracking.
• In some cases, the reader can even write information directly to the tags,thereby making the RFID technology bi-directional in nature.
Disadvantages
• Major disadvantages to the use of RFID as an anti-counterfeiting tool are cost,reliability, and privacy. The cost of the tags can vary depending on volume butare generally quite high, which eliminates its use at the product level except fortruly expensive brands. RFID infrastructure development and implementationwould require huge capital investments.
• The second factor inhibiting RFID use is reliability, primarily due to readingerrors. Radio waves are easily deflected or impeded by metals and liquids.Reading error rates reported in various studies vary in the range of 2.5 percentto 25 percent.
• RFID has the potential to capture personal information and thereby representsa larger problem for society if RFID is widely adopted. One can gather all sortsof information from any RFID tags that the consumer have on them.
3. Barcode Applications
This category of anti-counterfeiting solutions includes those technologies, whichencode individual branded products in an overt digital manner. The digitalinformation can appear on a product as a human-readable code (that is,alphanumeric script) and in terms of a barcode, such as the traditional linear formator the new generation of 2D barcodes.
A barcode is an optical machine-readable representation of data whosetechnological origins can be traced back to the 1930s but adopted in mass retailsettings only by the 1970s. Since then, virtually every purchasable item nowcontains a barcode. The most commonly used barcodes are the linear or 1D (one-dimensional) pattern of lines. The coding system that is widely used, the so-calledUniversal Product Code (UPC), maps the data contained in the barcode to astandardized system of information representation.
A new generation of barcodes has been recently developed that provide a 2-dimensional (2D) way of representing information. The biggest advantage to the 2Dbarcode technology is that much greater information can be encoded within a singlebarcode. 2D barcodes can contain a mini-database themselves, and thereforeencode much greater information on the product.
F R O S T & S U L L I V A N Technology in the Pharma Supply Chain – A Focus on Anti-Counterfeiting in India
������ �������!�����"��� � � � �
3 2 1 4 5

© 2011 Frost & Sullivan www.frost.com 11
Advantages
• The 2D barcode technology has now surpassed RFID as the most prominenttrack and trace technology for pharmaceutical applications. The EuropeanFederation of Pharmaceutical Industries and Associations (EFPIA) have clearlycome down on the side of 2D barcode.
• The cost of 2D barcodes is very low compared to all other technologies. 2Dbarcodes offer similar functionalities to RFID at only a fraction of the cost.
• Consumer convenience and empowerment will soon be possible because theemergence of mobile decoders allows consumers to directly interact with thecodes and obtain immediate validation.
Disadvantage
All barcode technologies were originally developed as an inventory and supply chainmanagement tool and not as anti-counterfeiting applications. As a result, a robustsystem of encoding products for authentication and brand protection via a universalstandard was never put in place. The development of 2D barcodes, however, hasnow paved the way for their use as an anti-counterfeiting tool. In this regard, twonew technologies have emerged that take advantage of the power of 2D barcodesand the rapid growth and sophistication of mobile telephony.
Digital Mass Serialization (DMS)
Digital Mass Serialization is the process by which a unique number or code isassigned to each product sold in the marketplace. It can be generated in a random,pseudo-random, or sequential manner. Once a batch of codes is generated, it istransferred to the pharmaceutical company so that they can be printed directly onthe packages during the production process. Alternatively, the code itself can bepre-printed on a label and then affixed to the product in a manner similar to ahologram or security seal.
F R O S T & S U L L I V A NTechnology in the Pharma Supply Chain – A Focus on Anti-Counterfeiting in India
������ �������!�����"��� � � � �
3 2 1 4 5
��#���� �������������������
�
1. Code Generation 2. Database Entry
6. Consumer purchase
3. Code labeling
4. Shipping
5. Code Scanning at Retailer
7. Consumer authenticate products through mobile

www.frost.com © 2011 Frost & Sullivan12
The technology provider generates a code; it is entered into a database that can beused later at the verification stage. The database itself is managed and maintainedeither by the technology provider or the brand owner. The code is printed inhuman-readable form as well as a 2D barcode directly on the product or on a label.The codes themselves can be numeric, alphabetical, or alphanumeric in nature. Theconsumer can visually read the printed script code whereas a barcode scanner cancapture the 2D barcode. The emergence of mobile phones with barcode scannersnow allow consumers to even use their mobile phones to directly read the 2Dbarcode.
The authentication process involves matching the unique code on a product tothose stored in the database. If the code is present in the database, then it isdeemed to be authentic and so is the product. Several DMS providers have bundledthis technology with their own SMS short-code number. Thus, all the consumer hasto do to authenticate a product is to enter the code in the SMS field, send it to theshort-code number, and then wait for the verification message, which eitherprovides confirmation of the product’s authenticity or raises a flag if the code is notfound in the database. The cumbersome act of manually entering the code in an SMSfield can be bypassed by phones containing barcode readers.
Advantage
DMS technology directly empowers consumers to verify a medical product. A well-designed DMS system, however, will itself flag any failed authentication efforts andcommunicate this information to the brand owner, along with the date, time, place,and mobile number of the consumer who had made the verification attempt.
Disadvantage
The major disadvantage to the DMS technology concerns the operationalcharacteristics and security of the database containing the serial codes. It is wellknown that the larger a database becomes, the greater the time needed to find anindividual item within it. Thus, a database containing hundreds of millions (or evenbillions) of codes for a major brand owner’s annual drug production requirementsbecomes problematic in terms of database management and speed optimization. Thebrand owner will have to adopt extremely high-end database software systems well-suited for the purpose, which adds significant cost of the solution.
Digital Mass Encryption (DME)
Digital Mass Encryption (DME) is similar to DMS in all respects except for onemajor difference — the DME technology does not operate on a database system. Assuch, it offers all the advantages of DMS but avoids its major drawbacks—requirement for database management, verification bottleneck at high volumes, and
F R O S T & S U L L I V A N Technology in the Pharma Supply Chain – A Focus on Anti-Counterfeiting in India
������ �������!�����"��� � � � ��
3 2 1 4 5

© 2011 Frost & Sullivan www.frost.com 13
data security. DME can therefore be considered to be a more advanced and highlysecure version of DMS. The core technology used in DME solution through whichthe codes are created and authenticated is fundamentally different from DMSwhereas serialized codes are generally created by random number generators,encrypted codes are produced by a cryptographic algorithm. The DME algorithm isalso responsible for the decoding process involved in the authentication step.
The encrypted alphanumeric code is unique, unpredictable, and non-repetitive foreternity. The code can be used not only for authentication (anti-counterfeiting)purposes but also for hierarchical tracing in a complex supply chain operation. Assuch, DME is fully compliant with all regulatory standards, including the emerging e-pedigree requirements for pharmaceutical products in some countries. In the wholeprocess a database is not created or required either by technology provider orPharma Company.
The DME code itself can be used by anyone with a mobile phone to authenticatethe product at the point of sale, either through SMS or by way of mobile internet.The reply message sent by the Pharma Company provides verification on theauthenticity of the product, as well as any other information that the brand ownerwishes to transmit to the consumer (for example, expiry date, MRP, usage cautions,etc). The communication aspects of this technology can also be of significantimportance in the event of a recall since it allows highest degree of granularity, thatis, right now to the consumer level.
The code generated in a DME system is valid for only one authentication. Multipleauthentications attempts of the same code will raise an alert. Multiple failedauthentications of the same code will raise a flag and when confirmation is madethat a particular code has been replicated on duplicate products that code itselfserves as a tag by which the duplicate products can be identified. In such instances,consumers are directly warned about the duplicate product and they should reportthis case along with other pertinent information to the Pharma Company.
F R O S T & S U L L I V A NTechnology in the Pharma Supply Chain – A Focus on Anti-Counterfeiting in India
��#'��� �������������������
1. Code Generation
5. Consumers purchase
2. Code labeling
3. Shipping
4. Code Scanning at Retailer
6. Consumers authenticate products through mobile

www.frost.com © 2011 Frost & Sullivan14
Pharma Supply Chain Challenges
These passive technologies certainly do allow a consumer to determine that ahologram or some other visible feature is present. The challenge is to know whatto look for and to be savvy enough to interpret a hidden image or be able to turna product just enough to notice the changing colors in an OVI print. Thisrequirement becomes particularly problematic when a counterfeiter introduces afake version of one of these passive technologies, such as a hologram. It is virtuallyimpossible for ordinary consumers to identify a true hologram from a fake one.
Thus, all of the passive technologies when used alone do not sufficiently empowerconsumers in terms of product authentication. The situation changes considerably,when it comes to the actual ability of an ordinary consumer to use the technologyfor authenticating a product. These active technologies are also poor in terms ofconsumer empowerment for the simple reason that customers do not carry aroundthe special readers that are needed for verification. As a result, none of the positiveaspects associated with consumer empowerment are made available to the brandowner when implementing an active technology. When used as a stand-alonefeature, DMS and DME codes can be verified via SMS on mobile phones, which areexpected to have a market in excess of 850 million subscribers in India alone by2011. The only technologies that empower consumers in an anti-counterfeitingrequirement are DMS and DME solutions (mass encoding).
F R O S T & S U L L I V A N Technology in the Pharma Supply Chain – A Focus on Anti-Counterfeiting in India
������ �������!�����"��� � � � � �
3 2 1 4 5
��(������������������������ ��������)�� ������������*�������+�,���������
�� -�����(��� !�.�� ���*������� �#�� �#'�
���� ����������������������� �� �� �� �� ������=�����G����=���������G����=���������� �� �� �� �� ��
����� �������� ���&������ �� �� �� �� ��
����� ��&���������������� �� �� �� �� ��
����� ����������������� �� �� �� �� ��
����� �������� ����� �� �� �� �� ��
����� ���������� �� �� �� �� ��
����������������� �� �� �� �� ��
8������ ������� �� �� �� �� ��
8������&�������� �� �� �� �� ��
��������3����������� � � � �� ��
�����?�F���� �� � �� �� ��
*�������?������������� � �� � �� ��
����������?�������&������ �� � �� �� �������� �������!������/� �01� 201� 2� 201� 3��H�8���������&���������������������������������������������������&� �����������������!����7�������!�������������7��4������%��
© 2011 Frost & Sullivan www.frost.com 15
Business Case: Technologies and Their Applications for the Pharma Supply Chain
nonClonableID™ by Bilcare Technologies
Bilcare Technologies is a division of Bilcare Ltd., focused on creating next-generation solutions for anti-counterfeiting, security and brand protection across awide array of industry sectors. With breakthrough research in nanotechnology,Bilcare has developed a unique security technology called nonClonableID™. Itenables products to be authenticated as they move through the supply chain to theend consumer, thus protecting brands and preventing misuse.
The technology comprises a nonClonableID™ fingerprint that can be seamlesslyintegrated into any Supply Chain system, providing totally secure and irrefutablereal-time product identification and authentication. It also provides a reliable meansfor effective track-n-trace and e-pedigree of products across the supply chain -from manufacturer to consumer.
The technology innovatively exploits the intrinsic nature of nano- and micro-structured composites together with their magnetic and optical properties toprovide a foolproof security system. It can significantly enhance security levels withan impregnable personal access control and identity management system.
nonClonableID™ employs unique materials-based fingerprints that are prohibitivelydifficult to copy. These tamper-evident fingerprints are irreproducible and cannot beduplicated even by Bilcare.
Features of nonClonableID™
• Unique fingerprints generated out of randomly distributed micro and nanoparticles
• Machine-readable fingerprints enable an objective and reliable authenticationprocess
• Real-time authentication through hand-held portable readers
• Fingerprints can be integrated with overt systems like barcodes/ RFID tags etc.and within any existing software/hardware infrastructure
• Proprietary scanning device scans the fingerprint and instantly communicatesthe encrypted information with a secure server through mobility platformssuch as GPRS, 3G
• Complete authentication report on a mobile or computer using robust webenterprise secured applications and data management at back-end
• ID Security
• Anti-counterfeiting
• Secure Track-n-trace
• e-Pedigree
• Secure POS Information
F R O S T & S U L L I V A NTechnology in the Pharma Supply Chain – A Focus on Anti-Counterfeiting in India

www.frost.com © 2011 Frost & Sullivan16
Solution Offerings
• Pharmaceutical
Bilcare offers a comprehensive brand security solution with multiplecheckpoints within the pharmaceutical supply chain to identify counterfeits. Itcan also address unauthorized activities of players within the legalpharmaceutical supply chain. Bilcare’s solution ensures enhanced brandrecognition in the marketplace, brand loyalty from patients and an eco-systemthat discourages counterfeiters.
• Medical Compliance
• Patient Compliance
Bilcare’s solution ensures proper dispensation of medication and compliancewith the medication regimen. It also creates the capability to monitorcompliance on a real-time basis.
• Clinicom Solution
nonClonableID™ enhances the positive outcome of clinical trials by verifyingthe authenticity of origin and pedigree of a drug in the clinical trial phasethrough its advanced Clinicom solution.
• Agrochemicals
Bilcare offers a holistic solution to combat Agrochemical counterfeiting throughthe implementation of its unique nonClonableID™ technology. Integrated asunit-level tags, nonClonableID™ enables identification, authentication andbrand protection. With increased visibility across the supply chain,consignments can be tracked down to individual Stock Keeping Units.
Sproxil Inc.’s Mobile Product Authentication (MPA) technology
India ships drugs to over 150 countries and is a key supplier to emerging marketswhere counterfeiting is often an issue. Brand and product pirates in Indian marketspose a significant risk to legitimate Indian manufacturers, leading to branddegradation, decrease in sales and consumer purchasing apprehension.
Sproxil Inc, a global brand protection company with its novel Mobile ProductAuthentication (MPA) technology, would help to restrict proliferation of counterfeitmedicines in developing markets. The company has received a fund infusion of $1.8million from Acumen to kick start the technology in India and East African countriesof Kenya, Tanzania and Uganda in East Africa.
MPA technology is the world’s only patented consumer SMS (Short MessageService) verification service via cell phone. It enables consumers to verify theauthenticity of a pharmaceutical product by sending the unique code on the drug asa free text. Sproxil has ensured smooth compliance of MPA with Indian pharmacompanies adhering to the Indian regulatory requirements. The company hasalready signed up two major pharma companies in India at Mumbai and Bangalorewho will use MPA to prevent drug counterfeiting.
F R O S T & S U L L I V A N Technology in the Pharma Supply Chain – A Focus on Anti-Counterfeiting in India

© 2011 Frost & Sullivan www.frost.com 17
The technology, which will drive economies-of-scale, would benefit consumers,government and the pharma companies. It will help the consumer who purchasesthe drugs from the pharmacy counter to get a customized text message on his cellresponse indicating that the product is not a fake and with health literacy tips forthe condition for which the medicine is prescribed.
The US-based company, set up in 2009, launched MPA in February 2010 with MerckSerono as a pilot project for its anti diabetic product Glycophage. It has establishedthe first national mobile-based anti-counterfeit service in Africa and sold millions ofanti-counterfeit labels. The anti-counterfeiting strategy is now adopted byGlaxoSmithKline for its drug Ampiclox and Johnson & Johnson Janssen for its dermacream ‘Cilag (Nizoral).
The Way Forward
The new generation of low-cost technologies, combined with emerging softwaresolutions, has the potential to deliver unprecedented value for Supply ChainManagement. Healthcare and other allied life sciences sectors are expected tofollow the trends observed in the pharmaceutical industry. The reason is that theseindustries are driven by the need for anti-counterfeiting measures and patientsafety enhancements, and not just economics. This is good for the Healthcareindustry as it will drive scale, which in turn will drive down costs for all Healthcareconstituents. The need of an hour is affordable technology solution that helpsimprove overall process efficiencies in the Healthcare Industry which in turn shallenable a reduction in delivery costs to the end user, which in this case is thepatient.
F R O S T & S U L L I V A NTechnology in the Pharma Supply Chain – A Focus on Anti-Counterfeiting in India



ABOUT FROST & SULLIVAN
Frost & Sullivan enables clients to accelerate growth and achieve best-in-class positions in growth,innovation and leadership. The company's Growth Partnership Service provides the CEO and the CEO'sGrowth Team with disciplined research and best-practice models to drive the generation, evaluation,and implementation of powerful growth strategies. We leverage 50 years of experience in partneringwith Global 1000 companies, emerging businesses and the investment community from over 40 officeson six continents.
DISCLAIMER
These pages contain general information only and do not address any particular circumstances or requirements. Frost & Sullivan does not giveany warranties, representations or undertakings (expressed or implied) about the content of this document; including, without limitation any asto quality or fitness for a particular purpose or any that the information provided is accurate, complete or correct. In these respects, you mustnot place any reliance on any information provided by this document for research, analysis, marketing or any other purposes.
This document may contain certain links that lead to websites operated by third parties over which Frost & Sullivan has no control. Such linksare provided for your convenience only and do not imply any endorsement of the material on such websites or any association with theiroperators. Frost & Sullivan is not responsible or liable for their contents.
COPYRIGHT NOTICE
The contents of these pages are copyright © Frost & Sullivan Limited. All rights reserved.
Except with the prior written permission of Frost & Sullivan, you may not (whether directly or indirectly) create a database in an electronic orother form by downloading and storing all or any part of the content of this document.
No part of this document may be copied or otherwise incorporated into, transmitted to, or stored in any other website, electronic retrievalsystem, publication or other work in any form (whether hard copy, electronic or otherwise) without the prior written permission of Frost &Sullivan.
AucklandBangkokBeijingBengaluru Bogotá Buenos AiresCape Town Chennai Colombo
Delhi / NCR Dhaka DubaiFrankfurt Hong KongIstanbul JakartaKolkata Kuala Lumpur
LondonMexico City MilanMoscow MumbaiManhattanOxfordParisRockville Centre
San Antonio São Paulo SeoulShanghaiSilicon Valley SingaporeSophia Antipolis Sydney Taipei
Tel Aviv TokyoToronto WarsawWashington, DC
For information regarding permission, write to:
Frost & Sullivan India Pvt LtdTower 6, 4th Floor, Solitaire Corporate ParkChakala, Andheri (East), Mumbai - 400 093
Maharashtra, IndiaPhone: + 91 - 22 – 6160 6666
Fax: + 91 - 22 – 28324713Email: [email protected]