The Evolution of Freeze-Drying - IPT Online print.pdfthe freeze-drying output, they do enable an...
4
Ingredients, Formulation & Finishing In ancient Egypt, the culture of mummification as the key to immortality was developed to a high level. The whole process of quickly removing the organs and embalming a body could take weeks – but the result was that the remains of the deceased were almost completely deprived of humidity. The final encapsulation of the mummy in resin provided a perfect isolation against rehydration. As well as this culture of mummification that has been practiced all around the world, natural mummies have also been found. Some were conserved thanks to the removal and absence of water, others to the complete absence of oxygen – both of which are necessary for the natural reduction process to develop. The removal of water for conservation purposes has been extensively developed for the preservation of food. The Inuit use the cold dry atmosphere to dry fish and then seal it for use during their long hikes; the Sami people of northern Europe are also known to use this conservation method. Even today, the native people of the high Andes dry their potatoes using the low temperatures of the night and the low humidity of the day. The essence of these examples is that the removal of water is the key to reducing material degradation, leading to a prolonged shelf life. There are a couple of ways that water removal can be achieved. Water can be removed with chemicals, such as those the Egyptians used during mummification, or by supplying heat (boiling out) – but the best way to remove water without harm to the structure is freeze-drying. Reconstitution by adding water results in a product with the same functionality as before, whereas with other dehydration methods this is not the case. FREEZE-DRYING The freeze-drying process (to the primary drying stage) is illustrated in Figure 1. The essence of the process is the removal of water while keeping the chemical and physical structures of the material intact; therefore, the first step is to stabilise the structure of the material by freezing. This freezing is a complicated step where ice crystals are grown intertwined with crystalline or amorphous components of the active product and excipients. The composition of the material determines the freezing curve, and even annealing steps are introduced to generate favourable crystal structures. The second step is to introduce a vacuum until the state is below the triple point of water. In this state, the water can convert from ice to vapour without melting, which would destroy the physical structure that is to be achieved. In the vicinity of the frozen product is located an ice-condenser – a structure of metal pipes, cooled to temperatures well below that of the frozen product. Therefore the partial water- vapour pressure near the condenser is significantly lower than near the frozen product, and this leads to transport of water to the condenser, followed by condensation. For this sublimation process (primary drying) to continue, it is necessary to supply energy to the sublimation front to compensate for the latent heat of evaporation. This energy is commonly supplied by heat, and the shelves on which the vials of pharmaceutical product are standing are brought to higher temperatures. In all cases, however, care has to be taken that all the product contained in the vial stays in a frozen state, and even glass transition temperatures or eutectic temperatures have to be respected. Collapse of the product would lead to rejection. Once the crystalline water has sublimed, the product is usually not sufficiently dried. The remains of absorbed or interstitial water lead to moisture concentrations of above five per cent, which is usually too high for adequate Advances in freeze-drying have evolved on a gradual basis, rather than by step- changes; for the future, macro-trends such as global warming and personalised medicine will drive further advances in the pharmaceutical sector. 66 Innovations in Pharmaceutical Technology By Jos Corver at IMA Edwards The Evolution of Freeze-Drying Melting Freezing Liquid Evaporation Triple point Vapour Sublimation Solid The product is first cooled down until freezing starts. After further cooling down, the pressure is reduced until below the triple point of water. The supply of heat results in vaporisation of the ice. This vapour is removed by a device with the surface held at a very low temperature where the vapour condenses: the ice-condenser. Figure 1: Phase diagram of water with reference to freeze-drying Water vapour pressure (millibars) Temperature (°C) -100 -80 -60 -40 -20 0 20 40 80 100 10 3 10 2 10 1 10 0 10 -1 10 -2 10 -3 10 -4 10 -5 IPT 29 2009 11/6/09 10:18 Page 66
Transcript of The Evolution of Freeze-Drying - IPT Online print.pdfthe freeze-drying output, they do enable an...

Ingredients, Formulation & Finishing
In ancient Egypt, the culture of mummification as thekey to immortality was developed to a high level. Thewhole process of quickly removing the organs andembalming a body could take weeks – but the result wasthat the remains of the deceased were almost completelydeprived of humidity. The final encapsulation of themummy in resin provided a perfect isolation againstrehydration. As well as this culture of mummificationthat has been practiced all around the world, naturalmummies have also been found. Some were conservedthanks to the removal and absence of water, others tothe complete absence of oxygen – both of which arenecessary for the natural reduction process to develop.
The removal of water for conservation purposes has beenextensively developed for the preservation of food. TheInuit use the cold dry atmosphere to dry fish and then sealit for use during their long hikes; the Sami people ofnorthern Europe are also known to use this conservationmethod. Even today, the native people of the high Andesdry their potatoes using the low temperatures of the nightand the low humidity of the day.
The essence of these examples is that the removal of wateris the key to reducing material degradation, leading to aprolonged shelf life. There are a couple of ways that waterremoval can be achieved. Water can be removed withchemicals, such as those the Egyptians used during
mummification, or by supplying heat (boiling out) – butthe best way to remove water without harm to the structureis freeze-drying. Reconstitution by adding water results in aproduct with the same functionality as before, whereas withother dehydration methods this is not the case.
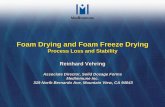
FREEZE-DRYINGThe freeze-drying process (to the primary drying stage) isillustrated in Figure 1. The essence of the process is theremoval of water while keeping the chemical and physicalstructures of the material intact; therefore, the first step isto stabilise the structure of the material by freezing. Thisfreezing is a complicated step where ice crystals are grownintertwined with crystalline or amorphous components ofthe active product and excipients. The composition of thematerial determines the freezing curve, and evenannealing steps are introduced to generate favourablecrystal structures.
The second step is to introduce a vacuum until the state isbelow the triple point of water. In this state, the water canconvert from ice to vapour without melting, which woulddestroy the physical structure that is to be achieved. In thevicinity of the frozen product is located an ice-condenser –a structure of metal pipes, cooled to temperatures well belowthat of the frozen product. Therefore the partial water-vapour pressure near the condenser is significantly lowerthan near the frozen product, and this leads to transport ofwater to the condenser, followed by condensation.
For this sublimation process (primary drying) to continue,it is necessary to supply energy to the sublimation front tocompensate for the latent heat of evaporation. This energyis commonly supplied by heat, and the shelves on whichthe vials of pharmaceutical product are standing arebrought to higher temperatures. In all cases, however, carehas to be taken that all the product contained in the vialstays in a frozen state, and even glass transitiontemperatures or eutectic temperatures have to be respected.Collapse of the product would lead to rejection.
Once the crystalline water has sublimed, the product isusually not sufficiently dried. The remains of absorbed orinterstitial water lead to moisture concentrations of abovefive per cent, which is usually too high for adequate
Advances in freeze-drying have evolved on a gradual basis, rather than by step-changes; for the future, macro-trends such as global warming and personalisedmedicine will drive further advances in the pharmaceutical sector.
66 Innovations in Pharmaceutical Technology
By Jos Corver at IMA Edwards
The Evolution of Freeze-Drying
MeltingFreezing
Liquid
Evaporation
Triple point
Vapour
Sublimation
Solid
The product is first cooled down until freezing starts. After furthercooling down, the pressure is reduced until below the triple pointof water. The supply of heat results in vaporisation of the ice. This vapour is removed by a device with the surface held at a verylow temperature where the vapour condenses: the ice-condenser.
Figure 1: Phase diagram of water with reference to freeze-drying
Wat
er v
apou
r pr
essu
re (
mill
ibar
s)
Temperature (°C)
-100 -80 -60 -40 -20 0 20 40 80 100
103
102
101
100
10-1
10-2
10-3
10-4
10-5
IPT 29 2009 11/6/09 10:18 Page 66

prolonged shelf life. Therefore, an additional drying step(secondary drying) is performed where the temperature ofthe product is further increased. Since the free water isalready sublimed, this can be done safely provided thatthe maximum allowable temperature for the product isnot reached.
INDUSTRIAL DEVELOPMENTA methodical approach to freeze-drying was firstpublished by Altmann in 1890 for the preparation ofbiological tissues for research (1). After several variationsof creating a vacuum or lowering water vapourconcentrations, it was Shackell who used an electricallydriven electrical pump for establishing the vacuum (2).Tival (1927) and later Elser (1934) patented systems forfreeze-drying, and established improvements on thefreezing and condenser concepts.
The industrial importance of freeze-drying becameapparent in World War II, when large quantities ofblood plasma and penicillin were needed in the field. Inthe 1950s and 60s, there was much optimism for thebroad use of freeze-drying for pharmaceutical and foodpurposes. But since, with freeze-drying, process timesare long and energy efficiency is low, the food industryadopted different methods such as spray drying. Thismethod is suitable for production in bulk – but forpharmaceutical applications, this approach is notsuitable because, on the one hand, the spraying results inrelatively high shear stresses, and on the other, the small and accurate dosages required per vial are difficultto achieve with powder filling. Therefore, forpharmaceutical purposes, freeze-drying takes place incontainers fitted with accurate fluid filling systems.Over the years, freeze-drying has evolved in a number of ways:
� The first steps involved optimisation of the process in terms of refrigeration systems,components and control
� The demands of drug regulatory authoritiessubsequently prompted a drive for predictive processoperation. This meant more reliable equipment,support for aseptic processing and process validation
� Increased requirements for aseptic conditions in the surrounding area led to the development of automated loading systems that minimisedhuman intervention
� Most recently, launch of the FDA’s ProcessAnalytical Technology (PAT) initiative has driven the development of process measurementequipment that may also lead to optimisation of production yield
PREDICTING THE FUTURETrying to predict future developments in freeze-dryingrepresents a major challenge; it might thus be useful tofirst make a little excursion into the semicon industry.
In the semicon industry, developments can be identifiedwith roadmaps. The so-called Moore’s law plays animportant role since it points out the key element ofindustrial achievement: either pursue the miniaturisationof patterns or increase the number of active elements perunit area. Moore’s law was established by retrospectiveanalysis of the growth of the microelectronics industry.After publication of this relationship, the industryadopted it as a roadmap standard and, until now, theindustry seems to have lived up to it. The conceptual flawhere is that we will never know how progress would havebeen without this approach.
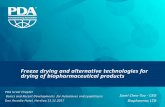
It is not easy to identify a similar approach for thepharmaceutical industry – seeks to show the evolutionarysteps (see Figure 2). Whereas Moore used the number ofswitch elements per unit area, we try a formula thatmaximises the output per unit time related to the requiredquality. An increase in the efficiency of the process can benoticed here; this efficiency metric incorporates theamount of resulting dry matter divided by the establishedmoisture level and the amount of process time. Note thatalthough automated loading systems are not maximisingthe freeze-drying output, they do enable an increase in thescale of operation in a GMP-acceptable manner.
If we look at the indicative points from 2000 onwards,there are two elements that need some elaboration: PATtools and new freeze-drying methods (continuous freeze-drying). Both elements represent a model for a family ofpossibilities. PAT is a driver for better understanding ofpharmaceutical production processes. The flow of activitiesunder PAT is first to use scientific methods to understandall steps and system elements from base materials untileffective disease treatment. With this knowledge the criticalparameters can be identified, and engineering can focus onimprovement of the control mechanisms to keep the values
67Innovations in Pharmaceutical Technology
Figure 2: Evolutionary steps in freeze-drying
Shackell Stokes
Edwards
Auto loaders
PAT tools
Continuous
Dryi
ng e
ffici
ency
1900 1950 2000 2050
3.5
3
2.5
2
1.5
1
0.5
0
Year
IPT 29 2009 11/6/09 10:18 Page 67

within a specified band. This control can only take placewhen the appropriate measurement systems are applied;this explains why the PAT initiative led to an intensifieddevelopment of measurement systems.
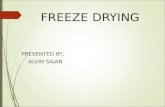
An example of this is an optical method to determine therate of water vapour transport in the connecting tubebetween chamber and condenser (Lyoflux®, see Figure 3).Essentially, in an industrial freeze-dryer, the ‘process’ is thetransport of water vapour from the product to thecondenser where the vapour condenses to ice again. Withthe Lyoflux® system, the near-infrared light beam crosses thetube and the detector on the other side measures theabsorption, which is linearly dependent upon theconcentration of water vapour. As the beam is oblique to thevapour flow, the absorption spectrum is shifted due to theDoppler effect (see Figure 4). This information, combinedwith the dimensions of the tube, results in the continuousmeasurement of vapour flow. And this, in turn, forms acontinuous monitor of the state of the freeze-drying process.The application opens the window to related possibilitiessuch as end-point detection of primary and secondarydrying, product temperature and parametric scale up.Eventually, this will lead to a more efficient process withmore output per unit time and of the right quality.
Alternative methods are available to establish informationon the state of the freeze-drying process. One of the
founding fathers of the manometric temperaturemeasurement (MTM) application was Professor MichaelPikal (3). By determining the pressure rise behaviour ofthe vapour in the chamber, characteristic information onproduct temperature can be determined usingthermodynamic balance equations. The downside to thismethod is that it requires a temporary closure of the valvebetween the chamber and condenser, therebyfundamentally influencing the freeze-drying process.Both methods – Lyoflux® and MTM – rely on measuringthe product temperature with respect to the heat transfercharacteristics of the various media. And this requiresadequate calibration, which may be complicated.
Equipment also exists to determine the moisture level inthe chamber in a continuous manner; this may be used todetermine the endpoint of primary drying, but it does notprovide adequate information on the instantaneous statusof the process, since during a large portion of the primarydrying (sublimation) phase, the humidity is close to 100per cent without a lot of variation.
The most direct way to measure the temperature of aproduct during freeze-drying is with thermocouples orresistive methods. Non-contact, infrared measurementscannot be used due to the glass being opaque for thiswavelength. A temperature mapping method usingthermo-elements is commonly used during engineeringand validation, but not in routine production operations.GMP requirements dictate minimal human intervention,and the placing of the sensors represents such anintervention. Wireless measurement systems are thereforeunder development.
THE FUTURELooking at current macroscopic trends, global warming isforcing the industry of the developed world to devote moreattention to energy-efficient production. Freeze-drying, aspracticed nowadays, is extremely inefficient in terms ofenergy use. Another trend in the pharmaceutical industry isthe need for flexibility and reduction of batch sizes.
Looking first at the energy aspects, Figure 5 (see page 70)shows the energy consumption of a range of five freezedryers. (The numbers 1, 10, 20, 30 and 40 refer to theeffective area of the shelves.) The theoretical requiredenergy (Process) for temperature changes and phasetransitions is compared with the electromechanicalproperties of the components (process and equipment).The graph illustrates how energy is wasted during freeze-drying; it also shows that larger freeze dryers are moreefficient than small ones. The latent heat dissipation andabsorption is achieved in a very inefficient way. Also, the
68 Innovations in Pharmaceutical Technology
Figure 3: The practical implementation of Lyoflux®
Figure 4: Doppler shift of absorption spectrum. A laser beam is obliquely fedthrough the channel between the chamber and ice-condenser. The absorptionspectrum is then shifted due to the Doppler effect
Diagnostic duct assembled in IMAEdwards Miniast® freeze-dryer
Fibre-opticcable from
laser
Detector
Frequency shift
D
Relative frequency (cm-1)
q
Laser
Detector
Vapour flow
1.2
1.0
0.8
0.6
0.4
0.2
0
Nor
mal
ised
am
plitu
de
-0.4 -0.2 0 0.2 0.4
IPT 29 2009 11/6/09 10:18 Page 68

sub-optimal use of compressors is a big contributor to thewaste. Scenarios are being developed to link heat sourcesand sinks in a more efficient way.
Advances in freeze-drying rarely occur in step-changes –hence, use of the word ‘evolution’ for the title of thisarticle. Another example of evolutionary improvement isthe novel design of hollow shelves flushed with diathermalfluid to provide the source or sink of heat for the productto be treated. Instead of welding the top and bottom platetogether with bars forming the channels, as widely
practiced previously, the new design is based upon a well-engineered vacuum brazing process. This results in asignificantly reduced amount of stainless steel and areduced volume for the diathermal fluid, and so the energyneeded to achieve the required temperatures is reduced.An additional advantage is an improvement in the thermalhomogeneity and mechanical strength of the shelves.
A schematic outline of the brazed shelf system is shown inFigure 6. Note also the specific improvement in thebottom of the shelves (the PLUS option), designed toprovide an uninterrupted release of rubber stoppersduring automated stoppering. The rubber stoppers willno longer stick to the bottom of the shelves after theautomated stoppering process – increasing the yield of thebatch and therefore the efficiency of the process.
Personalised medicine can be seen as having significantimplications for the pharmaceutical industry, whereby therewill be a growing need for flexibility (fewer ‘blockbuster’products) and the size of the batches will decrease. It is notyet clear where this trend will lead. One possibility would besmaller but more numerous freeze-dryers, and consequentlymore flexible loading systems. Conceptual thinking mightalso lead to continuous solutions, but the ramifications ofthis for the pharmaceutical industry are still unclear.
CONCLUSIONAlthough the use of pharmaceutical freeze-drying isrelatively young, the process has been in practicalexistence for ages. The development of pharmaceuticalfreeze-drying has been slow, and has proceeded in anevolutionary manner. For the future, macro-trends suchas ‘global warming’ and ‘personalised medicine’ are likelyto have a significant impact on freeze-drying within thecontext of the pharmaceutical industry.
Acknowledgement
The author wishes to thank Alexander Schaepman and Frank
De Marco for their contributions on Lyoflux® and the energy
aspects of freeze-drying. ‘Edwards’ is a registered trademark
of Edwards Ltd and is used by IMA Group under licence.
References
1. Altmann R, Die Elementarenorganismen Und
Ihre Bezeihungen Zu Den Zellen, Veit, Leipzig,
Germany, 1890
2. Shackell LF, Am J Physiol xxiv, 325, 1909
3. Tang Xiaolin, Nail Steven L and Pikal Michael J,
Evaluation of manometric temperature measurement,
a process analytical technology tool for freeze-drying:
Part I, product temperature measurement, AAPS
PharmSciTech Vol 7, No 1, March 2006
70 Innovations in Pharmaceutical Technology
Jos Corver has a background in Aero- and Hydro-dynamics andApplied Physics; he graduated from Delft University of Technology(Delft, Netherlands) in 1981. After a research project at EindhovenUniversity of Technology (Eindhoven, Netherlands) on earlydetection of atherosclerosis, he joined Océ Technologies (Venlo,Netherlands), where he developed new colour printing processes,managed the industrialisation of a novel photoconductor and was
eventually responsible for the engineering and release of wide format printers. Hejoined IMA Edwards in 1999 to develop new products related to primary packagingwith a focus on freeze-drying, filling processes and loading systems. He acquiredpatents on measurement systems and some improvement on freeze-dryers. Email: [email protected]
Process and equipmentProcessEfficiency
Figure 5: Energy consumption of freeze-drying and freeze-dryers
Figure 6: Improved shelf design
Spec
ific
ener
gy c
onsu
mpt
ion
(MJ/
kg)
Effic
ienc
y (p
er c
ent)
80
70
60
50
40
30
20
10
0
1009080706050403020100
Welded
Fusion
PLUS option
Lyofa
st 1
Lyofa
st 10
Lyofa
st 20
Lyofa
st 30
Lyofa
st 40
IPT 29 2009 11/6/09 10:19 Page 70