
Technology adoption, product design, and process change: a case study in the machine tool industry
11
I92 IEEE TRANSACTIONS ON ENGINEERING MANAGEMENT, VOL. 42, NO. 3, AUGUST 1995 Technology Adoption, Product Design, and Process Change: A Case Study in the Machine Tool Industry Noel P. Greis Abstract-The experience of the machine tool industry suggests that many manufacturing organizations are reexamining their manufacturing processes and technologies in response both to the need to gain flexibility and efficiency in their operations and to a rising awareness of resource costs and environmental concerns. The adoption of new technologies, especially technolo- gies which reduce material requirements and waste, will require organizations to rethink how they design and manufacture their products. Changes in product and process design will affect the technologies and operations of numerous organizations along the production supply chain. Through a case study of the machine tool industry, this paper explores the impacts of the adoption of forming technology instead of conventional cutting technology on the production of selected metal parts. This paper is organized in three parts. In the first part, the costs, technical advantages, and environmental compatibility of cutting and forming technologies are profiled. Forming technology is shown to provide substantial savings in raw material, energy and waste disposal over cutting technology for a class of high-volume metal parts. The second part explores the changes in part and process design which occur when forming technology is adopted for parts which have traditionally been made by cutting. The costs of these design changes must be balanced against the environmental savings. The third part explores the extent to which changes due to the adoption of new forming technology ripple along the production supply chain to suppliers and other upstream organizations. I. INTRODUCTION N AN era of time-based competition, business process I reengineering, and concern about the environmental com- patibility of manufacturing, organizations have begun to reex- amine how they manufacture their products, focusing special attention on the relationship between process design and product design. Such efforts frequently involve the adoption of new technology, for example new process or information technology. As this paper will show, technology adoption, even the adoption of technologies which are merely intended to replace older technologies in an existing process, can stimulate a complex set of changes. These changes are not frequently considered in the technology adoption calculus, and when not anticipated can lead to delays and additional costs during the implementation process. Certain changes can arise when technology adoption is motivated by the desire to improve environmental compatibility by reducing material and energy Manuscript received September 21, 1993; revised November 1994 and February 1995. Review of this manuscript was processed by Editor D. Genvin. This work was supported in part by the Department of Energy’s Waste Policy Institute under Grant Number CA-DOEGOO-KNFC-0075. The author is with the Kenan Institute of Private Enterprise of the Kenan- Flagler Business School at the University of North Carolina, Chapel Hill, NC 27599-3440 USA. IEEE Log Number 94 13093. use or minimizing waste. Further, these changes occur not only in the operations of manufacturing organizations themselves, but also in the technologies and operations of other organi- zations along the production supply chain. Over time, these changes will: 1) force a new look at the ways organizations justify investments in new technologies; 2) encourage close interaction between product and process engineers reinforcing the need for simultaneous design and engineering of products; and 3) force a more process-oriented approach to technology adoption which captures costs, especially environmental costs, over the entire production supply chain. In this country, the machine tool industry is a highly spe- cialized industry whose core activity is the design and building of tools which shape metal into precision parts for a variety of mechanical products. Net shape forming was identified as one of the critical generic materials processing technologies that will drive US productivity, economic growth, and com- petitiveness in the future [4] and has been targeted by the US Government in recent Technology Reinvestment Project (TRP) competitions. Over the history of metal working two technologies, cutting and forming, have evolved in response to the demands of industries for solutions to specific challenges of smaller part manufacture. The first technology embraces a set of techniques or operations which include drilling, milling, turning, boring, grinding, sawing, and hobbing. Collectively, these operations are referred to as cutting technologies. All of these technologies create finished parts, generally steel but also nonferrous materials, by the removal of material from solid stock to create voids as specified by the part design. The second technology creates parts by forming or shaping material under mechanical pressure. The set of operations which fall under the forming umbrella are described by such words as heading, forging, stamping, punching, or shearing, among others. The use of these techniques to produce parts which are near final shape is widely referred to as near net shape forming. While cutting has been the technology of choice for many products, forming technology is being adopted more frequently for a class of smaller metal parts with distinct geometries because parts can be made faster and more cheaply. Forming is also attractive because it requires less raw material and energy and produces less waste than conventional cutting technology. Scrap from metal working is one of the largest single sources of manufacturing waste. Ironically, advances in new technologies such as CNC and CIM have made it much easier to remove metal than shape it, thereby increasing the volume of waste created. Many part manufacturers are 0018-9391/95$04.00 0 1995 IEEE
Transcript of Technology adoption, product design, and process change: a case study in the machine tool industry

I92 IEEE TRANSACTIONS ON ENGINEERING MANAGEMENT, VOL. 42, NO. 3, AUGUST 1995
Technology Adoption, Product Design, and Process Change: A Case Study in the Machine Tool Industry
Noel P. Greis
Abstract-The experience of the machine tool industry suggests that many manufacturing organizations are reexamining their manufacturing processes and technologies in response both to the need to gain flexibility and efficiency in their operations and to a rising awareness of resource costs and environmental concerns. The adoption of new technologies, especially technolo- gies which reduce material requirements and waste, will require organizations to rethink how they design and manufacture their products. Changes in product and process design will affect the technologies and operations of numerous organizations along the production supply chain. Through a case study of the machine tool industry, this paper explores the impacts of the adoption of forming technology instead of conventional cutting technology on the production of selected metal parts. This paper is organized in three parts. In the first part, the costs, technical advantages, and environmental compatibility of cutting and forming technologies are profiled. Forming technology is shown to provide substantial savings in raw material, energy and waste disposal over cutting technology for a class of high-volume metal parts. The second part explores the changes in part and process design which occur when forming technology is adopted for parts which have traditionally been made by cutting. The costs of these design changes must be balanced against the environmental savings. The third part explores the extent to which changes due to the adoption of new forming technology ripple along the production supply chain to suppliers and other upstream organizations.
I. INTRODUCTION
N AN era of time-based competition, business process I reengineering, and concern about the environmental com- patibility of manufacturing, organizations have begun to reex- amine how they manufacture their products, focusing special attention on the relationship between process design and product design. Such efforts frequently involve the adoption of new technology, for example new process or information technology. As this paper will show, technology adoption, even the adoption of technologies which are merely intended to replace older technologies in an existing process, can stimulate a complex set of changes. These changes are not frequently considered in the technology adoption calculus, and when not anticipated can lead to delays and additional costs during the implementation process. Certain changes can arise when technology adoption is motivated by the desire to improve environmental compatibility by reducing material and energy
Manuscript received September 21, 1993; revised November 1994 and February 1995. Review of this manuscript was processed by Editor D. Genvin. This work was supported in part by the Department of Energy’s Waste Policy Institute under Grant Number CA-DOEGOO-KNFC-0075.
The author is with the Kenan Institute of Private Enterprise of the Kenan- Flagler Business School at the University of North Carolina, Chapel Hill, NC 27599-3440 USA.
IEEE Log Number 94 13093.
use or minimizing waste. Further, these changes occur not only in the operations of manufacturing organizations themselves, but also in the technologies and operations of other organi- zations along the production supply chain. Over time, these changes will: 1) force a new look at the ways organizations justify investments in new technologies; 2 ) encourage close interaction between product and process engineers reinforcing the need for simultaneous design and engineering of products; and 3) force a more process-oriented approach to technology adoption which captures costs, especially environmental costs, over the entire production supply chain.
In this country, the machine tool industry is a highly spe- cialized industry whose core activity is the design and building of tools which shape metal into precision parts for a variety of mechanical products. Net shape forming was identified as one of the critical generic materials processing technologies that will drive US productivity, economic growth, and com- petitiveness in the future [4] and has been targeted by the US Government in recent Technology Reinvestment Project (TRP) competitions. Over the history of metal working two technologies, cutting and forming, have evolved in response to the demands of industries for solutions to specific challenges of smaller part manufacture. The first technology embraces a set of techniques or operations which include drilling, milling, turning, boring, grinding, sawing, and hobbing. Collectively, these operations are referred to as cutting technologies. All of these technologies create finished parts, generally steel but also nonferrous materials, by the removal of material from solid stock to create voids as specified by the part design. The second technology creates parts by forming or shaping material under mechanical pressure. The set of operations which fall under the forming umbrella are described by such words as heading, forging, stamping, punching, or shearing, among others. The use of these techniques to produce parts which are near final shape is widely referred to as near net shape forming.
While cutting has been the technology of choice for many products, forming technology is being adopted more frequently for a class of smaller metal parts with distinct geometries because parts can be made faster and more cheaply. Forming is also attractive because it requires less raw material and energy and produces less waste than conventional cutting technology. Scrap from metal working is one of the largest single sources of manufacturing waste. Ironically, advances in new technologies such as CNC and CIM have made it much easier to remove metal than shape it, thereby increasing the volume of waste created. Many part manufacturers are
0018-9391/95$04.00 0 1995 IEEE
GREIS: TECHNOLOGY ADOlTION, PRODUCT DESIGN, AND PROCESS CHANGE: A CASE STUDY 193
IMPACT ON PRODUCTION
I I -- I I , , I
I BOUNDARY OF INFLUENCE
NO PRODUCTION SUPPLY bl CHAINIMPACTS
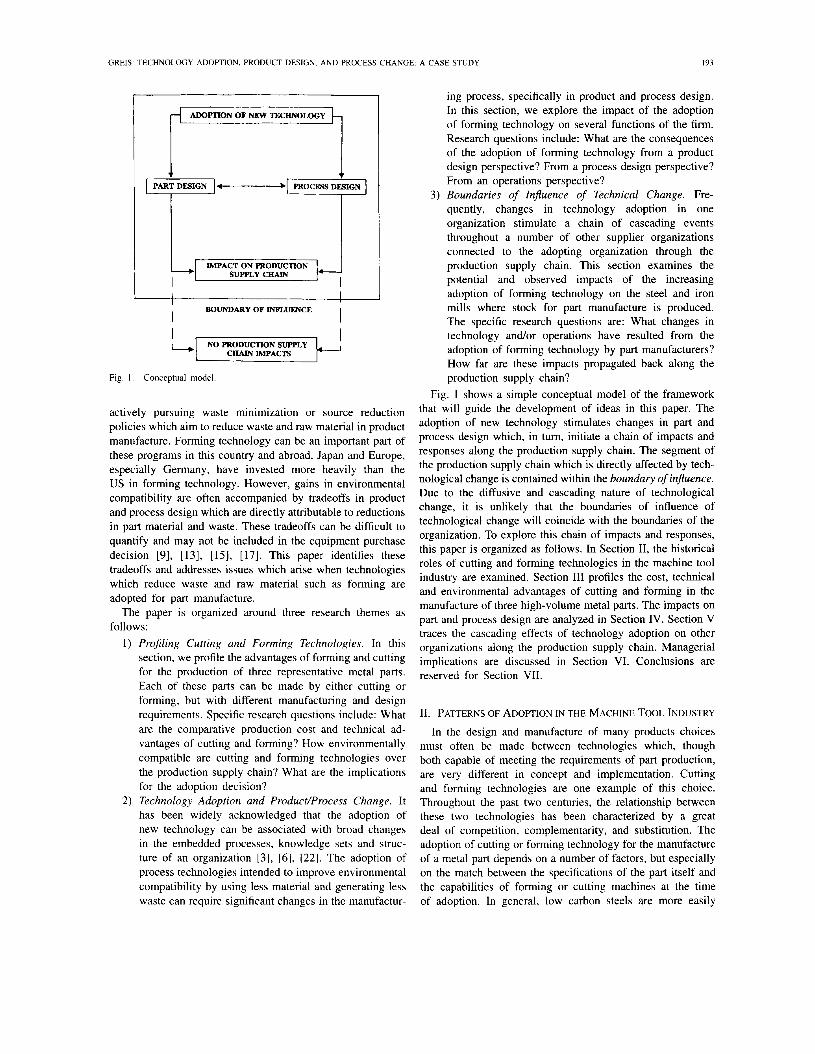
Fig. 1. Conceptual model.
actively pursuing waste minimization or source reduction policies which aim to reduce waste and raw material in product manufacture. Forming technology can be an important part of these programs in this country and abroad. Japan and Europe, especially Germany, have invested more heavily than the US in forming technology. However, gains in environmental compatibility are often accompanied by tradeoffs in product and process design which are directly attributable to reductions in part material and waste. These tradeoffs can be difficult to quantify and may not be included in the equipment purchase decision [9], [13], [15], 1171. This paper identifies these tradeoffs and addresses issues which arise when technologies which reduce waste and raw material such as forming are adopted for part manufacture.
The paper is organized around three research themes as follows:
1) Profiling Cutting and Forming Technologies. In this section, we profile the advantages of forming and cutting for the production of three representative metal parts. Each of these parts can be made by either cutting or forming, but with different manufacturing and design requirements. Specific research questions include: What are the comparative production cost and technical ad- vantages of cutting and forming? How environmentally compatible are cutting and forming technologies over the production supply chain? What are the implications for the adoption decision?
2) Technology Adoption and Product/Process Change. It has been widely acknowledged that the adoption of new technology can be associated with broad changes in the embedded processes, knowledge sets and struc- ture of an organization 131, [6], 1221. The adoption of process technologies intended to improve environmental compatibility by using less material and generating less waste can require significant changes in the manufactur-
ing process, specifically in product and process design. In this section, we explore the impact of the adoption of forming technology on several functions of the firm. Research questions include: What are the consequences of the adoption of forming technology from a product design perspective? From a process design perspective? From an operations perspective?
3) Boundaries of Influence of Technical Change. Fre- quently, changes in technology adoption in one organization stimulate a chain of cascading events throughout a number of other supplier organizations connected to the adopting organization through the production supply chain. This section examines the potential and observed impacts of the increasing adoption of forming technology on the steel and iron mills where stock for part manufacture is produced. The specific research questions are: What changes in technology and/or operations have resulted from the adoption of forming technology by part manufacturers? How far are these impacts propagated back along the production supply chain?
Fig. 1 shows a simple conceptual model of the framework that will guide the development of ideas in this paper. The adoption of new technology stimulates changes in part and process design which, in turn, initiate a chain of impacts and responses along the production supply chain. The segment of the production supply chain which is directly affected by tech- nological change is contained within the boundary of influence. Due to the diffusive and cascading nature of technological change, it is unlikely that the boundaries of influence of technological change will coincide with the boundaries of the organization. To explore this chain of impacts and responses, this paper is organized as follows. In Section 11, the historical roles of cutting and forming technologies in the machine tool industry are examined. Section I11 profiles the cost, technical and environmental advantages of cutting and forming in the manufacture of three high-volume metal parts. The impacts on part and process design are analyzed in Section IV. Section V traces the cascading effects of technology adoption on other organizations along the production supply chain. Managerial implications are discussed in Section VI. Conclusions are reserved for Section VII.
11. PATTERNS OF ADOPTION IN THE MACHINE TOOL INDUSTRY
In the design and manufacture of many products choices must often be made between technologies which, though both capable of meeting the requirements of part production, are very different in concept and implementation. Cutting and forming technologies are one example of this choice. Throughout the past two centuries, the relationship between these two technologies has been characterized by a great deal of competition, complementarity, and substitution. The adoption of cutting or forming technology for the manufacture of a metal part depends on a number of factors, but especially on the match between the specifications of the part itself and the capabilities of forming or cutting machines at the time of adoption. In general, low carbon steels are more easily
I94 IEEE TRANSACTIONS ON ENGINEERING MANAGEMENT, VOL. 42, NO. 3, AUGUST 1995
formed and, as a result, parts with simple geometries (like bolts or screws) which do not require above normal static strength have been the best candidates for forming. However, improved steels and innovations in forming technology during the last 25 years have greatly increased the number of parts which can effectively be formed instead of cut. In addition, the appearance of related innovations, for example in power trans- mission, control systems, automation, or feeder mechanisms for high-speed production, have played a considerable role in the evolution of the industry [18], [19]. The simultaneous convergence of any or all of these factors has tended to push cutting or forming technology into a position of favor or disfavor with respect to potential adopters. Until recently, cutting technologies had established a position of dominance over alternative methods of metal working such as forming. Increasingly, however, forming technologies are being again adopted in the manufacture of certain smaller parts once manufactured exclusively by cutting technology.
The history of the metal working industry relevant to this discussion begins in the later half of the 19th century. Until that time, most mechanical parts were produced by a combination of forging and finishing techniques since there were no tools available which could transmit the necessary cutting energy to the materials being worked. Parts, usually made from iron or brass, were typically hand-forged or formed to near final shape, then filed or drilled to final form. The shift from expensive and time-consuming hand operations to machine operations was promoted by the simultaneous appear- ance of a number of technological innovations in processes and materials in the late 19th and early 20th centuries. For example, as hardened tool bits became more wear resistant, and as machine tools acquired to ability to apply high cutting forces with some accuracy, it became more practical and more economical to make many parts in machine shops which featured cutting technology. Later, convergent developments in related technologies contributed to increased use of cutting technology. First, the introduction of high-speed steel, a steel alloy which dramatically improved the ability of a cutting tool to maintain its hardness at high temperatures, made it possible to remove metal at much faster speeds. Second, the fluids used to lubricate the cutting process become more effective. Third, the introduction of automated machine tools was able to capitalize on developments in high-speed steel and lubrication. The convergence of these technologies decreased the incentive to consider other methods of metal part manufacture such as forming, and cutting became the dominant technology for the manufacture of most metal parts.
Several other factors contributed to the limited use of forming in major sectors of the metal working industry. First, the application of forming techniques generally requires hard tooling such as dies, the design of which was still an art. Many initial attempts to introduce these techniques were un- successful and discouraged further adoption. Those that were successful involved considerable trial and error, as well as high tooling costs. Smashups were common, and changeovers between jobs were often slow and complex. Throughout this period, forming technology did not rapidly penetrate beyond the fastener and automotive industries where it was
FINISHFB PART I
CUTIWG DESIGN
FINISHED PART
BAR STOCK Z ! 8 5
1 7 9 . 3 8 1 7
FORMMG DESIGN
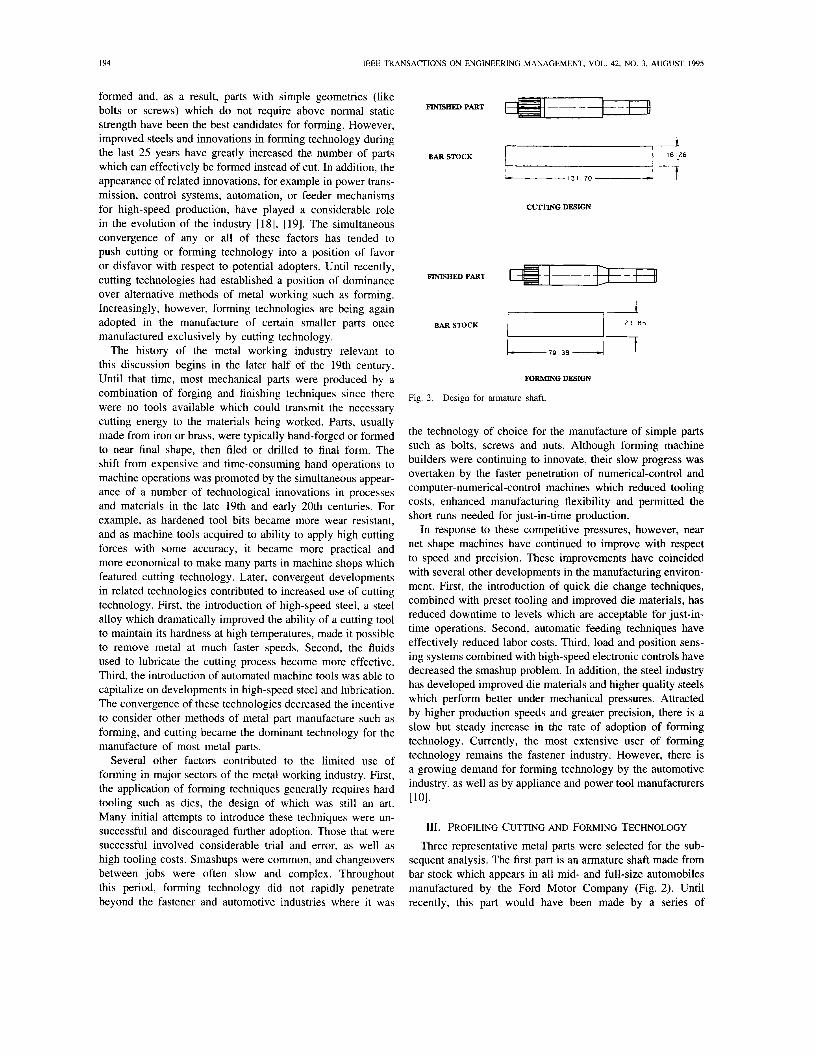
Fig. 2. Design for armature shaft.
the technology of choice for the manufacture of simple parts such as bolts, screws and nuts. Although forming machine builders were continuing to innovate, their slow progrzss was overtaken by the faster penetration of numerical-control and computer-numerical-control machines which reduced tooling costs, enhanced manufacturing flexibility and permitted the short runs needed for just-in-time production.
In response to these competitive pressures, however, near net shape machines have continued to improve with respect to speed and precision. These improvements have coincided with several other developments in the manufacturing environ- ment. First, the introduction of quick die change techniques, combined with preset tooling and improved die materials, has reduced downtime to levels which are acceptable for just-in- time operations. Second, automatic feeding techniques have effectively reduced labor costs. Third, load and position sens- ing systems combined with high-speed electronic controls have decreased the smashup problem. In addition, the steel industry has developed improved die materials and higher quality steels which perform better under mechanical pressures. Attracted by higher production speeds and greater precision, there is a slow but steady increase in the rate of adoption of forming technology. Currently, the most extensive user of forming technology remains the fastener industry. However, there is a growing demand for forming technology by the automotive industry, as well as by appliance and power tool manufacturers [IO].
111. PROFILING CU'ITING AND FORMING TECHNOLOGY
Three representative metal parts were selected for the sub- sequent analysis. The first part is an armature shaft made from bar stock which appears in all mid- and full-size automobiles manufactured by the Ford Motor Company (Fig. 2). Until recently, this part would have been made by a series of
GREIS: TECHNOLOGY ADOPTION, PRODUCT DESIGN. AND PROCESS CHANGE. A CASE STUDY 195
CUTTING DESIGN
BAR STOCK
M A E D PART I, ,LI __ SFIEET STOCK
FORMING DESIGN
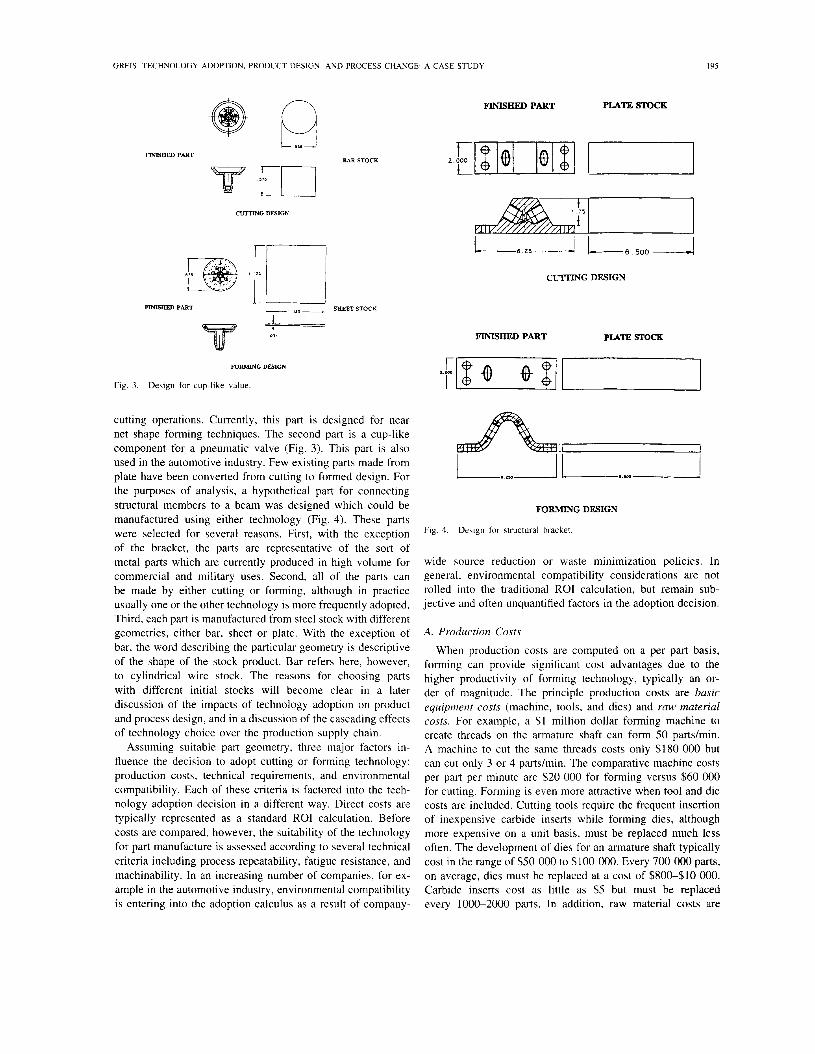
Fig. 3. Design for cup-like value.
cutting operations. Currently, this part is designed for near net shape forming techniques. The second part is a cup-like component for a pneumatic valve (Fig. 3). This part is also used in the automotive industry. Few existing parts made from plate have been converted from cutting to formed design. For the purposes of analysis, a hypothetical part for connecting structural members to a beam was designed which could be manufactured using either technology (Fig. 4). These parts were selected for several reasons. First, with the exception of the bracket, the parts are representative of the sort of metal parts which are currently produced in high volume for commercial and military uses. Second, all of the parts can be made by either cutting or forming, although in practice usually one or the other technology is more frequently adopted. Third, each part is manufactured from steel stock with different geometries, either bar, sheet or plate. With the exception of bar, the word describing the particular geometry is descriptive of the shape of the stock product. Bar refers here, however, to cylindrical wire stock. The reasons for choosing parts with different initial stocks will become clear in a later discussion of the impacts of technology adoption on product and process design, and in a discussion of the cascading effects of technology choice over the production supply chain.
Assuming suitable part geometry, three major factors in- fluence the decision to adopt cutting or forming technology: production costs, technical requirements, and environmental compatibility. Each of these criteria is factored into the tech- nology adoption decision in a different way. Direct costs are typically represented as a standard ROI calculation. Before costs are compared, however, the suitability of the technology for part manufacture is assessed according to several technical criteria including process repeatability, fatigue resistance, and machinability. In an increasing number of companies, for ex- ample in the automotive industry, environmental compatibility is entering into the adoption calculus as a result of company-
FINISHED PART PLATE STOCK
1 6 . 2 5 - 4 1 6 500 --.. CUTIWG DESIGN
FINISHED PART P U T E SrOcK
FORMING DEIGN
Fig. 4. Design for structural bracket
wide source reduction or waste minimization policies. In general, environmental compatibility considerations are not rolled into the traditional ROI calculation, but remain sub- jective and often unquantified factors in the adoption decision.
A. Production Costs
When production costs are computed on a per part basis, forming can provide significant cost advantages due to the higher productivity of forming technology, typically an or- der of magnitude. The principle production costs are basic equipment costs (machine, tools, and dies) and raw material costs. For example, a $1 million dollar forming machine to create threads on the armature shaft can form 50 partslmin. A machine to cut the same threads costs only $180 000 but can cut only 3 or 4 parts/min. The comparative machine costs per part per minute are $20 000 for forming versus $60 000 for cutting. Forming is even more attractive when tool and die costs are included. Cutting tools require the frequent insertion of inexpensive carbide inserts while forming dies, although more expensive on a unit basis, must be replaced much less often. The development of dies for an armature shaft typically cost in the range of $50 000 to $100 000. Every 700 000 parts, on average, dies must be replaced at a cost of $800-$10 000. Carbide inserts cost as little as $5 but must be replaced every 1000-2000 parts. In addition, raw material costs are

196
Armature Shaft Cutting I Near Net
Mill Operation 1 2 96.24 I 60.95
IEEE TRANSACTIONS ON ENGINEERING MANAGEMENT, VOL. 42, NO. 3, AUGUST 1995
c u p Bracket Cutting 1 Near Net Cutting 1 Near Net
7.24 I 1.68 1266.52 I 759.35
TABLE I ENERGY REQUIREMENTS
3 4
6 7 8
Factory Operation 5
Mill and Factory Electricity Requirement for Operations (kWW1000 Parts) Factory Lighting Electricity Requirement (kWh/l OOO Parts) Factory Fuel Oil Requirement for Heating (gall1000 parts)
32.08 20.32 2.4 I 0.56 288.21 172.80 6.48 4.14 0.49 1.14 42.95 12.03
15.53 12.42 1.86 0.62 588.90 46.58 18.64 41.40 20.70
858.36 510.25 79.08 14.75 10 398.43 5903.90
61.86 4.28 16.06 0.26 248.40 29.12 4.84 0.39 1.31 0.20 20.23 2.44
5 1.75 21.74 20.70 Negligible 93.15 4.14
much lower for formed parts due both to reduced material requirements and to lower forming steel costs. These savings are a major reason that the automotive industry is a major purchaser of forming machines. Forming steels typically cost $.34/lb compared with $.40/lb for cutting steels. The steel cost for 100 000 formed armatures is $3.60 compared with $18.00 for 100 000 cut armatures. Larger savings can be achieved for the bracket. Steel for 100 000 formed brackets costs $817.50 compared with $3247.50 for 100 000 cut brackets. For all three high-volume parts, forming costs less per part than cutting when machine, tool, die, and material costs are considered.
B. Technical Factors
The selection of cutting or forming also depends on a num- ber of technical considerations such as the structural integrity of the finished part in fatigue conditions. For parts of suitable geometry, forming can produce a more fatigue resistant part because the flow lines of the material are properly aligned during the forming process. In contrast, cut parts frequently fail in fatigue conditions because the cutting process disrupts the normal flow lines of the material and leaves tool marks which are points of nucleation for fatigue cracks. Repeatability refers to a machine's ability to repeatedly produce identical parts without die failure. Cutting tools wear gradually before failure and may not achieve adequate repeatability. Forming machines provide good repeatability for most parts. A final consideration is the machinability of the part, refemng to the ability of the metal to be cut by the tool with low force without tearing. Typically, lead and boron steel additives are required to ensure adequate tumability, providing a 1 &30% improvement in machinability rating. Forming requires no additives to achieve formability.
C. Environmental Compatibility
The environmental compatibility of cutting and forming is captured by three environmental dimensions: raw material requirements, energy usage, and waste generation. Environ- mental compatibility is evaluated over the segment of the production supply chain which is contained within the bound- ary of influence. The results described in the paragraphs below were based on a combination of empirical tests, published data when available [7], [20], [21], [23], and engineering
judgement. For the purposes of this paper, a rather complex calculation has been reduced to the brief summaries below.'
1 ) Material Reduction Potential: The adoption of forming technology can result in considerable material savings as noted above under production costs. These savings derive largely from the ability of forming technology to move or displace metal to achieve final shape. Depending on the geometry of the part and the steel stock, these savings can be considerable. For example, in producing the cup-like part, voids which would have been created by the removal of material from bar stock are produced, instead, by a combination of forming and bending. By analogy, think of the manufacture of a pipe by rolling a thin sheet of metal, instead of drilling out the center of a solid cylindrical tube. These savings in material usage during part production further propagate along the production supply chain as reduced demand for (different geometry) steel stock at the mill as well as reduced raw material requirements at the mine site. The material usages for 1000 cut parts are 616.94, 46.38, and 81 18.70 lbs, respectively, for the shaft, cup and bracket. Material usage for formed parts are reduced to 390.68, 10.75, and 2433.80 lbs, respectively. These calculations imply that material savings of 37, 77, and 70% in manufacturing material can be obtained by the selection of forming techniques over cutting techniques for the armature shaft, cup and bracket, respectively.
2 ) Energy Reduction Potential: Energy savings attributed to the selection of forming technology over cutting technology result from: 1 ) energy savings due to reduced material require- ments, especially during the energy-intensive steel production stage; and 2) decreased cycle times for formed part production. Decreased cycle times are the result of (generally) fewer operations during formed part production and the overall in- creased speed of forming over cutting. Fewer operations means fewer work stations and smaller factories to be lighted, heated and cooled. In addition, throughput is increased for forming which means that reduced energy costs from fewer work stations is allocated over more parts, further reducing energy costs. With respect to energy savings due to lower material requirements, the greatest electricity savings on a percentage basis are obtained when the manufacture of the cup-like part is redesigned for near net shape manufacture. These savings can
'The analysis is summarized from a larger and more detailed study performed for the Department of Energy [IO].

GREIS TECHNOLOGY ADORION. PRODUCT DESIGh. AND PROCESS CHANGE A CASE STLDY
Armature c u p
197
Bracket
1 ]Blast Furnace Slag" I 97.67
be attributed primarily to the change in stock from bar to sheet for forming, and to the resulting reduction in manufacturing material per part. The energy requirements for each of the three products, including electricity and fuel oil are summarized in Table I. Reductions over the eight operations in the steel mill and factory are 40%, 8196, and 43%, respectively, for the armature, cup and bracket. Fuel oil requirements for heating are provided as a separate category. On the basis of total savings, the conversion of the structural bracket to near net shape yields the greatest savings. The larger part of these savings results primarily from the smaller quantity of steel required under net shape design.
3) Waste Minimization Potenrial: Estimation of the waste reduction potential of near net shape design is difficult because mills and part manufacturers have responded differently to growing regulation and changing environmental economics. When possible, waste products are recycled, regenerated or sold to lower use manufacturers. Wastes fall into three cate- gories: 1) steel chips, 2) fluids, and 3) other waste by-products. A comparison of the waste reduction potential of near net shape and cutting technologies over eight operations in the mill and factory is provided in Table It. First, the reduction in chip generation with formed manufacture over cutting manufacture is estimated to be approximately equal to the material savings computed above. However. the actual savings will depend on waste handling practices at the part manufacturer. While large volume manufacturers have the opportunity to reprocess their chips, scrap value is low and chips are usually disposed of in landfills or mixed with general waste after having been drained or spun to remove excess lubricants. Proprietary product manufacturers may perform a certain amount of scrap reprocessing, but it is difficult to estimate how much is involved. One difficulty is the addition of chromium to cutting steels. Scrap from these steels is classified as hazardous and requires special disposal practices. Second, since little or no process lubricants or coolants are required when parts are formed rather than cut, the problem of fluid disposal is avoided nearly entirely. The quantity of oil waste reduction depends on
154.23 11.58 2.69 608.45 I 2029.68
whether or not the cutting oils are used directly or in mixtures of water soluble oil and water. Third, a variety of waste by- products are created along the production supply chain. These include the slag generated in the blast furnace during iron making and in the basic oxygen furnace during steel making. Since the iron content of mined ore can vary from 25-70%, it is difficult to estimate the total volume. In general, reductions in waste slag are equivalent to approximately 30-50% of total raw material. Other waste by-products include iron oxide particulates during steel making, as well as femc oxide and hydrochloric acid used during the rolling and finishing of the steel stock, and cleaning solvents used between or after cutting and forming operations.
2 Basic Oxygen Fumace Slag'
2 Iron Oxide Particulates
3, 4 Ferric Oxide 3, 4 Hydrochloric Acid
5. 6, 7, 8
5. 6, 7, 8
5, 6, 7, 8
Lubricants (High performance oil) Lubricants (Water soluble mixture) Scrap (Ibs/l000 parts)
D. Implications for the Technology Adoption Decision Process
The transition from cutting to forming for the three se- lected high-volume metal parts is supported on both cost and technical criteria, but also presents a more environmentally compatible alternative to cutting for the three parts. Currently, production costs (often including material costs) and technical requirements play a major role in the standard decision cal- culus. I t is likely, however, that environmental considerations will play a larger role in the technology adoption decision in the metals industry in parallel with: 1 ) increased public demand for environmental accountability; 2 ) increased cost of raw materials; 3) imposition of higher waste disposal charges; and 4) increased environmental liability. As raw material and waste disposal costs rise, forming may become more attractive for parts with even lower manufacturing volumes and for parts with different geometries. In order to evaluate this tradeoff, it is desirable to quantify the costs of material, energy, and waste disposal and to include them in the standard technology adoption calculation. If current trends continue, raw material and waste disposal costs may represent an increasingly larger share of the total costs of forming and cutting. Energy and space costs, already greater for cutting than forming, may also play an increasing role in the adoption of forming in the US as they have in Japan.
39.07 61.69 4.64 I .08 243.38 81 1.87
3.91 6.17 0.46 0.1 1 24.34 81.19
ROLLING AND FINISHING resold resold resold resold resold resold
regenerated regenerated regenerated regenerated regenerated regenerated
0.00 7.14 0.35 0.00 0.00 5 1.68
0.00 0.01 0.00 0.00 0.00 0.29
0.00 226.26 35.63 0.00 0.00 5684.90
PART MANUFACTURE

198 E€€ TRANSACTIONS ON ENGINEERING MANAGEMENT, VOL. 42, NO. 3, AUGUST 1995
In addition, many of these cost savings accrue not only to the part manufacturer, but also to other organizations along the production supply chain. Frequently, decisions which locally minimize one company’s costs merely offset costs to other organizations along the supply chain. For example, many company decisions designed to lower local inventory costs without incumng service deterioration result in higher inven- tories and costs at upstream suppliers. However, technologies which provide waste minimization and source reduction at the manufacturing site generally yield savings to other upstream suppliers in a win-win situation. As illustrated above, the reduction in steel required to produce the three parts means lower material, energy and waste disposal costs for the steel manufacturer as well as for part manufacturers.
I v . TECHNOLOGY ADOPTION AND PROCESS AND PRODUCT DESIGN
In this section we explore the changes in design and engineering which occur in the adopting organization when forming technology is adopted instead of conventional cutting technology for these three parts. These design changes derive primarily from the desire to reduce raw material requirements and to minimize waste. We demonstrate that seemingly sim- ple substitutions of technology drive substantial, and often costly, changes in other activities within the organization. In particular, the transition from cutting to forming technology will incite deep changes in the manufacturing process. These changes will affect part design (quantity, quality, and geometry of raw material), process design (nature, number, and sequence of operations), as well as managerial practices concerning inventory and training.
A. Changes in Design Concept
For many materials, and especially metals, the particular properties which lead to the use of that material in the first place, such as required tensile strength, derive from the volume of the material in the finished part. A common example is a metal beam designed to support overhead weight. As the thickness of the beam is reduced to cut down on raw material, the beam’s capability to support weight declines. At some point the beam will no longer be able to provide the required support and will fail. As a design compromise, designers have since replaced solid metal beams with I-beams for various construction needs. For environmentally-motivated technology adoption in metal part manufacture, especially for technologies designed to reduce raw material usage, similar design changes must be made depending on the functional complexity of the part.
The shift from cutting to forming technology requires a completely new design concept for each of the three parts. A design concept is, of course, an idea rather than a thing. The design concept has two features: 1) a sense of use, and 2 ) a sense of how that utility can be realized through a material solution. As an example, contrast the design concepts for the manufacture of a metal part for holding papers together (c.f., a paper clip) using both cutting and forming technology. While cutting technologies rely on principles of material removal
to lend utility to raw material, forming technologies rely on bending and otherwise shaping material to achieve the same utility. When the clip is made by cutting, the concept involves cutting excess material from a rectangular solid piece of metal to achieve the shape of a clip, an extremely difficult task given the geometry of the part. When forming technology is used, the design concept is, instead, to bend a thin wire into the desired shape.
Each of the three parts in this study poses a different design challenge in conversion from cutting (or turned) design to forming design as described below. These design changes are necessary to ensure the functional equivalence of the finished parts. Looking at the three parts in turn, we see that conversion from cutting to forming requires minimal to substantial changes in part design.
I) Armature Shaft Made from Bar Stock: Minimal changes in part design are required to convert the armature shaft from cutting to forming design. Both technologies are able to produce the shaft and the gear teeth at the base of the shaft with sufficient precision that no subsequent finishing operations are needed. A larger diameter bar stock is required for forming; however, shorter piece lengths are required since excess metal is squeezed to the ends of the die under forming pressure. In final geometry, the formed armature shaft differs only by the addition of a conical transition midway along the shaft to allow metal flow, while the cut part has square comers. Final part drawings for both the cut and formed shaft were shown previously in Fig. 2 .
2 ) Cup-like Valve Made from Bar Sheet Stock: A consid- erable change in design concept is required to convert the cup-like part from cutting to forming. The turned cup, including the long central bore, is fabricated by the removal of metal from a solid piece of cylindrical bar stock, creating considerable metal scrap. Using a completely different design concept, a part of equal functional capability can be created from thinner sheet stock. The bore of the formed cup is achieved by deep drawing of a thin piece of sheet stock. However, additional structural strength in the flange area of the formed part must be achieved by folding over a second layer of sheet stock in order to offset the thinness of the formed part. Differences in the appearance of the final part were shown in Fig. 3 .
3 ) A Structural Bracket Made from Plate Stock: Major changes in part design are required to convert the structural bracket from turned to formed design. Again, the voids of the turned bracket are achieved by removal of material from a large solid piece of plate stock creating a large amount of metal scrap; the formed part achieves final shape by bending a thinner plate into final shape. Visually, the appearances of the cut and formed parts are markedly different, as shown in Fig. 4. However, the comparable functionality of both as a bracket for securing members is still apparent.
B. Changes in Process Design
The process, or set of manufacturing operations, by which steel stock is transformed to final designed shape also varies depending on technology. Any design changes like those above

GREIS: TECHNOLOGY ADOPTION, PRODUCT DESIGN. AND PROCESS CHANGE. A CASE STUDY 199
require new processes with new and different operations. In particular, the transition from cutting to forming requires the acquisition of new knowledge and skills on the part of the process designer as to the specific operations which must be linked in sequence to create the finished part. For example, four sequential operations (turning, chucking, grinding, and hobbing) are required to produce the armature shaft when cutting technology is used. By contrast, the formed part achieves final shape after just two operations, heading and double end turning. In making the cup-like valve using cutting technology, a combination of turning and drilling operations are required. These operations are replaced by slitting and punching when the part is designed for forming technology. Finally, when the structural bracket is designed to be made from plate using cutting technology, three operations are required (sawing, milling, and drilling). When the design calls for forming, three operations are required (shearing, punching, and bending). In general, the use of forming technology instead of cutting technology reduces the number of operations needed to make the part andor replaces these operations with faster operations, which, in turn contributes to faster throughput and decreased energy requirements as described in the previous section.
C. Chunges in Skill Sets
The transition from one technology to another also requires the acquisition of new skills on the part of the machin- ists who manufacture the designed part. Consider, in turn, the knowledge sets of the cutting and forming engineer. Cutting technologists are concerned with maintaining the proper balance between the geometry of the cutting tool edge and the chip groove in order to withstand the repeated impacts and fluctuations in force and temperature which result from removal of material by cutting. Cutting edge determines surface finish as well as tool life, while the primary role of the groove is to direct chips away from the area of cutting, but also to reduce cutting forces. The combinations of edge and groove are application-specific. A particular combination of cutting insert edge and groove geometry, although effective on a certain work material in a specific feed and depth-of-cut range, may be under productive, or even counter productive when used on a different job [2]. In addition, the cutting technologist must be concerned with the size, power and stiffness of the machine applying the cutting tool.
Forming technologists develop a different knowledge set which centers on the use of forms or dies to shape metal. They are concerned with how to apply the required force to flow the metal into the desired shape without material failure under the forming load. They must also know the composition and condition of the material to be formed and how much deformation it will undergo before failure. Here, too, particular combinations of die configuration. operating conditions and part material may be successful for a specific part configuration, but are always unsuccessful in some other configuration. Forming technologists, too, must be aware of the size, power, and stiffness of the available forming machines. These respective skill sets are part of the “knowledge” base
of the firm; they are time-consuming to acquire and difficult to quantify. The learning curve can be quite shallow for some firms, but relatively step and costly for others.
D. Interaction Between Part and Process Design
As individuals involved in the manufacturing process strug- gle to understand unfamiliar processes or operations and to cope with the uncertainty inspired by technical change, many changes in either the intensity or patterns of communication can occur. These changes may reinforce existing structures and roles within the organization. Or, they may result in new roles and interactions, or new organizational structure. In shifting from cutting to forming technology, the most immediate and important change is the need for a new working relationship between the part designer and the process engineer to accommodate the changes from cut to formed manufacture. To effectively convert to near net shape techniques from more conventional cutting techniques requires a much closer relationship between the product designer and the process engineer since it is frequently necessary to make modifications in part design to take full advantage of the forming approach. For this reason, forming techniques have been used most widely when parts are produced in large volumes where cost savings justify the extra engineering. A specific example is the use of the second layer to strengthen the flange of the cup-like part. The process engineer could easily build a process to geometrically mimic the bored part. However, the designer knows the required strength of the final part and can advise the inclusion of a second fold which, in turn, adds an operation to the designed process. The use of cross functional teams of designers and engineers for new product development is a popular strategy across a range of industries for improving speed to market and avoiding the “throw-it- over-the-wall’’ syndrome. The cutting-versus-forming analysis illustrates that this team approach can also be an integral part of any modernization strategy.
v. BOUNDARIES OF INFLUENCE OF TECHNICAL CHANGE
The adoption of new technology also requires changes in the technologies and operations of suppliers and other firms beyond the organizational boundaries of the part manufacturer. In the case study example here, the transition from cutting to forming is driving a number of developments in technology and operations at the iron and steel mills which supply stock to the part manufacturer. Two principle effects are being observed. First, changes in the geometries and sizes of stock required for near net forming are driving technical innovation in the mills to support just-in-time delivery of near net shape stock. Second, increased demand for low carbon steel and heat treating often required for forming is changing the balance of mixing and finishing operations in the mills.
Technological innovation at the mills is being driven by increased use of forming and the need for steel stock which more closely approximates the shape of the final part. When high-speed automated cutting devices are used to shape metal, the size of the initial stock does not need to match that of the final part since it is relatively easy, though wasteful, to remove

200 IEEE TRANSACTIONS ON ENGINEERING MANAGEMENT, VOL. 42, NO. 3, AUGUST 1995
unwanted material. Mills are not always able to provide nonstandard stock sizes quickly because of fixed technology and process inflexibility. In order to respond to customer demands for near net shape products, new technologies such as computerized sizing stands have been developed to allow bar mill operators to roll products which precisely meet customer requirements with respect to dimensions and weight. However, the entering bar must be reasonably close to the desired final dimension and its temperature has to be within certain limits. This has driven developments farther up the production chain in the preparation of the bars before rolling. For example, new Japanese bar-sizing technology, designed to be installed after the last stand in a hot rolling mill, takes bar in standard dimensions and shapes final product within tolerances of 0.004” on bars up to 2” in diameter.2 An Italian firm is developing the most comprehensive, to date, integration of automated technology for bar and rod stock production which combines the variable sizing and scheduling flexibility demanded by near net shape customer^.^ One of the benefits of forming bar to customer specifications at the bar mill is that the drawing (and sometimes peeling) operations can be eliminated farther down the supply chain.
For each of the three parts, a change from cutting to forming requires different stock geometries and/or different, and often nonstandard, dimensions of stock. The changes range from minimal to substantial, and propagate back to different points in the production supply chain. In the case of the armature shaft, the adoption effects propagate back to the rod mill where the bar is rolled to final dimension. Both cutting and forming processes begin with a steel billet of standard size. However, the billet is subsequently rolled to different diameters of coiled rod in the rod mill, depending on whether cutting or forming is used since the required armature stock for cutting is smaller in diameter and shorter in length than the forming stock. Cutting requires 3/4” diameter stock while forming requires 27/32” stock. In the case of the cup, effects propagate farther back to the primary steel mill since forming requires coiled sheet instead of coiled rod as the intermediate stock product. When cutting technology is used, the required intermediate stock is a standard size billet rolled to 11/14” coiled rod. When forming technology is used, the intermediate stock is a steel slab which is produced in a primary steel mill and which is subsequently rolled and finished to 1/10’’ x 60’’ coiled sheet in a strip mill. The bracket requires thinner and slightly shorter bar stock when forming is used. Both processes start with a billet of common dimension. Forming, however, requires additional drawing in the bar mill to achieve suitable thickness for bending. Bar stock dimensions for cutting are 2-3/8” x 2’’ x 160” and 9/16” x 2-1/8” x 158” for forming.
The increasing adoption of forming technology is also requiring mills to produce a different balance of mixing and finishing operations as different proportions of forming and cutting steels are ordered by customers. Low to medium carbon steels are best for forming applications. Desired carbon
This technology, developed by Daido Steel Company in Nagoya, Japan,
3This technology was developed by Danielo and Company in Italy, and is is licensed to Morgan Construction Company of Worcester, MA [12].
being implemented by Teledyne Inc. at a mill in Chester, NC [12].
levels are achieved during steel-making when oxygen is blown into the molten high-carbon steel in order to reduce carbon levels to the desired level, typically in the range 0.1-1.0%. Because carbon imparts structural strength, some formed parts may require heat treating after manufacture. Other additives are necessary to achieve other material properties important in forming, particularly good metal flow. In general, those steels which form well cut poorly since most useful metal flow occurs in shear. Good forming steels have good shear strength in order to flow without failure. On the other hand, cutting requires materials which shear easily without flowing. Sulphur, lead, or boron are usually added to cutting steel in order to make the metal cut more easily and with discrete chips, while forming steels generally have no lead or sulphur. The economies of scale in the steel-making process do not favor quick changeovers between cutting and forming steels. Increasingly, as demand for formed steel increases, mills are beginning to specialize in one or the other type of steel, leading to a possible restructuring of mills over time.
VI. MANAGERIAL IMPLICATIONS
The primary goal of this paper has been to demonstrate, by a detailed case study, the advantages, including environ- mental cost savings, of forming technology for high-volume metal parts and to illustrate the cascading impacts of change stimulated by the adoption of forming technology, not only on the adopting organization but also on other organizations in the production supply chain. While the results are specific to the machine tool industry, the types of product and process change associated with source reduction, waste minimization, or similar environmental improvement strategies are similar across many industries. The case study suggests the following managerial guidelines.
I t is important for companies to look beyond the bound- aries of their own organization in assessing the impacts of technological change. Reductions in raw material, energy, and waste at the part manufacturer can be translated into similar savings for intermediate material manufacturers and suppliers. The adoption of technolo- gies, like forming, which use less material and generate less waste are a win-win situation for manufacturer and supplier alike since they do not merely offset lower costs at one organization with higher costs at another. These secondary reductions may be passed on to the customer. Or, if management can quantify these savings, they can be used to negotiate lower prices from suppliers. The adoption of technologies designed to minimize waste and reduce raw material typically require design changes to achieve comparable functionality. Reductions in part volume, especially where structural strength is para- mount, can entail substantial design changes as the cup-like valve illustrated. These changes are best man- aged through concurrent design and engineering, or through a close relationship between product design- ers and process engineers. Team approaches to new product introduction and concurrent engineering have been largely motivated by the desire to reduce speed-to-

TECHNOLOGY ADOPTION. PRODUCT DESIGN. AND PROCESS CHANGE: A CASE STUDY 20 1
market for new products, or to improve the development process [16]. The importance and benefits of these approaches for improving environmental compatibility in manufacturing is less often mentioned. In addition to design changes, source reduction strate- gies may also require more careful scrutiny of raw mate- rial quality and the development of new material control systems. For parts requiring strength, especially, new designs mean different material standards to maintain performance. Higher material standards are generally required for forming operations. In general, if quality procedures are not maintained during the mixing and finished operations during steel making, it is unlikely that the steel will flow well during forming operations. Metal failure may result. Smaller metal fabricators, especially, may not have the necessary quality control procedures in place. Larger fabricators may need to implement new material control systems. Trial, error and learning is required to convert from cut- ting to,forming. The design and manufacture of forming dies is still largely an art. Die design and die-making remains one of the least exact and most craftsman- like activities in the machine tool industry. Meeting delivery due dates can be difficult. Many companies are trying to institutionalize such learning in expert- like intelligent systems. Smaller companies, however, do not have the capital necessary to take on these projects. Although technologies such as load and position-sensing systems combined with high-speed electronic controls have eliminated many of the operational problems, form- ing operations are not currently as mechanized as cutting operations. However, as forming is increasingly adopted, technological advances continue to automate the forming process. Traditional technology justifcation techniques may not capture true costs. The product and process design changes described earlier can entail significant costs which are not included in the standard technology adop- tion calculus, often because of the difficulty of quan- tifying them [9], [14]. The costs of changes in design can be modest or substantial, depending on the part, its functional specifications and geometry. In addition to the one-time costs associated with product and process design changes, additional costs can be incurred for the re-skilling of cutting machinists and for new material handling systems. In general, a different and higher- level skill set is required for the operators of forming machines. As a result, forming operators are often paid a higher hourly rate. But, traditional technology justifcution techniques also do not capture true savings. A narrow comparison of the basic machine costs for cutting over forming would favor the selection of the cutting machine over the forming machine. Forming machines, however, have a much higher machine productivity. producing parts up to thirty times as fast as cutting machines. Thus, forming is economically attractive for high-volume parts. When the savings due to reduced raw materials, reduced energy
consumption and less waste are included, the advantages of forming are even greater. As described above, the magnitude of raw material costs for some parts, alone, currently makes forming an attractive alternative in the automotive industry. The broadening of the basis of the technology adoption decision to include environmental cost savings for raw material, energy and waste disposal that are not already included in the decision calculus may change the existing tradeoffs. For example, when material, energy and waste disposal costs are included in the adoption decision, forming technology is economically attractive at much lower production volumes than previously. When parts manufacturers decide not to adopt forming on the basis of an analysis which excludes these additional cost savings, the manufacturer loses potential savings, and society loses as well through unnecessary resource de- pletion. Last, it is important to make sure that capital investments in forming or other new technologies are kept well- utilized. The previous analysis has shown that lower raw material use, energy consumption, and waste generation per formed part are due, in large part, to the greater throughput of forming machines compared with cutting machines. For example, while each a single cut part may require 25-35 s, a comparable formed part can be made every second. Thus shifting from cutting to forming will not be cost-effective unless the forming machines can be kept sufficiently well utilized to recoup the cost of the investment. For this reason, forming is usually adopted for the manufacture of high-volume commercial and military parts.
VII. CONCLUSIONS
This paper documents the changes which occur in an organization when forming technology is adopted instead of conventional cutting technology in the manufacture of three small metal parts. These impacts include, not only cost advantages and environmental benefits such as reduced energy, raw material and waste, but also necessary changes in product and process design. In particular, technologies which reduce material requirements and waste typically re- quire design changes to achieve comparable functionality. Costs of retraining must be considered, as well as the costs of implementing concurrent engineering approaches to product design. Further, the effects of technology adoption do not stop at the boundary of the adopting organization. Rather, these effects can be seen to propagate along the production supply chain. stimulating technological innovations and changes in other organizations. In the case of the transition from cutting to forming technology, the boundary of influence of techno- logical change extends back to the iron and steel mills which produce the stock from which the part is manufactured. As costs previously beyond the accountability of the adopting firm are increasingly remanded to the adopting firm through regulation, it will become increasingly important to understand the allocation of costs along the entire production supply chain.

202 IEEE TRANSACTIONS ON ENGINEERING MANAGEMENT, VOL. 42, NO. 3, AUGUST 1995
For example, is some areas of the country, firms are now required to absorb the costs of product recycle and reuse in response to new policies based on life-cycle assessments [I] , [ 5 ] , [8], [ 11 ]. In other countries, product take-back initiatives require that companies take back their products after the product’s useful life is finished. In sum, an increased emphasis on total quality management, re-engineered processes, and speed-to-market offer organizations an excellent opportunity to rationalize the production of their products and their processes to take advantage of changing economics and technological advances. As we have discussed above, companies which have initiated any of these programs can leverage their efforts by, at the same time, evaluating their procedures from the standpoint of environmental compatibility.
ACKNOWLEDGMENT
The author would like to thank Howard A . Greis, Pres- ident of Kinefac Corporation for his personal assistance in the preparation of this paper and Kinefac Corporation for providing the case study examples on which this empirical analysis was based. Development of the environmental profiles of cutting and forming was based on a research report prepared for the Department of Energy’s Waste Policy Institute by Kinefac Corporation, and for which the author was primary research consultant. In addition, the author would like to thank all the industry experts who provided information needed to evaluate the relative environmental compatibility of cutting and forming technologies. Finally, the author would like to thank two anonymous reviewers and the departmental editor who contributed numerous helpful suggestions in the final preparation of this paper.
REFERENCES
[71
Canadian Standards Assoc., Environmental Life-Cycle Assessment: Parts 1 and 2, Oct. 1992. J. Coleman, “Get a grip on insert geometry,” Manuf Eng., pp. 6 1 4 5 , 1990. N. Cooray, “Knowledge accumulation and technological advance,” Res. Policy, vol. 14, pp. 83-95, 1985. Council on Competitiveness, Gaining New Ground: Technological Pri- orities for America’s Future, Washington, DC, 1991, pp. 1-77. Council of the Europe. Commun., “Council regulation (EEC) no. 880/92 of 23 March 1992 on a community eco-label award scheme,” OfJicial J . Europe. Commun., vol. L99, pp. 1-7, 1992. S. D. Fawkes and J . K. Jacques, “Problems of adoption and adaptation of energy-conserving innovations in UK beverage and dairy industries,” Res. Policy, vol. 16, pp. 1-15, 1987. S. Eketorp, “Energy considerations of classical and new iron- and steel- making technology,” Energy, vol. 12, nos. 10-12, pp. 1153-1 168, 1987.
[8] J. A. Fava et al., Eds., A Technical Framework for Life-Cycle Assess- ments. Washington, DC: SOC. Environment. Toxicology and Chem., 1991.
[9] B. Gold, “On the adoption of technological innovations in industry: Superficial models and complex decision processes,” Omega, vol. 8, no. 5, pp. 505-516, 1980.
[IO] N. P. Greis and H. A. Greis, Waste, Energy and Raw Material Reduction Potential of Near Net Shape Metal Forming Processes, rep. prepared for Dept. Energy’s Waste Policy Institute, 1991.
[ l l ] R. V. Hartwell, 111 and L. Bergkamp, “Eco-labeling in Europe: New market-related environmental risks?,” Int. Environment. Reporter, vol. 15, pp. 623432, 1992.
[I21 G. Hess, “Technology helps bar mills measure up,” Iron Age, 1990, pp. 30-32.
[I31 A. Lehnerd, “Revitalizing the manufacture and design of mature global products,” in Technology and Global Industry. Washington, DC: Nat. Acad. of Eng. Press, 1987.
[ 141 M. J. Liberatore, Selection and Evaluation of Advanced Manufacturing Technologies. New York: Springer-Verlag, 1990.
[I51 H. Noori, Managing the Dynamics and New Technology Issues in Man- ufacturing Management.
[I61 K. Pawar, S Riedel, and C. Johann, “Achieving integration through managing concurrent engineering,” Int. J . Prod. Econ., vol. 34, no. 3, pp. 329-345, 1994.
[I71 A. L. Porter et ai., A Guidebook for Technology Assessment and Impact Analysis.
[I81 N. Rosenberg, Inside the Black Box: Technology and Economics.New York: Cambridge Univ. Press, 1982.
(191 -. Perspectives on Technology. [20] M. Ross, “Industrial energy conservation and the steel industry,” Energy,
vol. 12, nos. 10-22, pp. 1135-1152, 1987. [21] C. S. Russell and W. J. Vaughan, “Steel production: Processes, products
and residuals,” in Resources for the Future. Baltimore: Johns Hopkins, 1976.
[22] M. L. Tushman and Anderson, “Technological discontinuities and or- ganizational environments,” Admin. Sci. Quart., vol. 3 1, pp. 429465, 1986.
[23] J. Wall, “Energy flows in industrial processes,” Energy, vol. 13, no. 2, pp. 197-208, 1988.
Englewood Cliffs, NJ: Prentice-Hall, 1990.
New York: North Holland, 1980.
London, UK: Shape, 1985.
Noel P. Greis received the A.B. degree in mathematics from Brown University, and the M.S E , M.A., and Ph.D. degrees in engineering from Pnnceton University.
She is currently a Senior Associate at the Kenan Institute of Pnvate Enterpnse, and has served on the faculty of the Kenan-Flagler Business School at the University of North Carolina at Chapel Hill. Pnor to that, she was a technical staff member at AT&T Bell Laboratones and Bell Communications Research. Her current research interests are in logistics and
global communications strategy, management of technology, and the balance of technology and the environment Her most recent papers have appeared in Decision Sciences, Research Policy, and the Industrial and Environmental Crisis Quarterly
Dr Greis is a member of the Institute of Managment Sciences, the Productlon and Operations Management Society, and the Decision Sciences Institute.


















