Techniques for Performance Measures Handout

of 13
Transcript of Techniques for Performance Measures Handout
-
7/26/2019 Techniques for Performance Measures Handout
1/13
,
.
.............
@
, : ' f ' ~
" ;
rom
Dr.
Muhammad
Asim -
TOM
~ / ' /
"
. ;;
There are Sjx Basjc TechniQues for Presenting Performance Measures :
1
Cost
of
Quality
2. Time Series Graph
3. Control Chart
4. Process Capability
5. Taguchi s Loss Function
6. Malcolm Baldrige National Quality Award
d
:..
i
-
7/26/2019 Techniques for Performance Measures Handout
2/13
.but\on
l'
e yfoY
monee ~ g ~ ~ ~ e P ~ 9 e n b . t i
o.!L_
..
_
"
/
16
~
12
g?
8
0>
Product A
'E
8 4
c
----. ---,---.-,..--,--.--.,---...,-..---,
ttela\
o
Z
o
o
2 3
4
2
3
4
2 3
4
'le
pre
Quarters
the o'
Figure 7-1
Time
Series Graph
for
Percent Nonconforming
1t
or e
j
is e(
nple P
0.08
2
..
0.06
)
s freq'
)'/ us
ir
0.04
al
coni
r '}
0 Q2
t. Tal
)
1-
t
2.
CJ
I .f
.
3.
C:
4.
C
Subgroup number
figure 7-2 Control Chart for Percent Nonconforming
w h ~
LSL
USL
5
y.
L
('f
5
p
LCL
>
t
http:///reader/full/P~9-enb.tihttp:///reader/full/P~9-enb.ti -
7/26/2019 Techniques for Performance Measures Handout
3/13
Pra.:es.< out of control
veL
I
~ = = z s =
~ : t = . L
; I- - - : : -
Xo "
\:..---
LCL
~ ~
LCL
LCL
~ - - - - - ~ -
c) TWo nsecutiye
(a) Seven consecutive (b) Six consecutive
po,nts in outer
poinrs above points increasing or
or below decreasing
quarter
Figure 18-22
Some
Unnatural Runs-Process Out
of
Control
There are some common
~
ask when investigating an out-of-control process:
I, Are there differences
in the
measurement accuracy
of
the instruments used?
_ Are there differences in the methods used by different operators?
3. Is the process affected by the environment? If so, have there been any changes? ,
4. Is the process affected by too wear?
5. Were any untrained workers involved in the process?
6. Has there been any change in the source of the raw materials'?
7. Is the process affected by operator fatigue?
8. Has there been any change in maintenance procedures?
9. Is the equipment being adjusted too frequently?
10. Did samples come from different shifts. operators. or mach,ines?
It is advisable to develop a checklist for each process using these common questions
as a guide.
rocess
Capability
- - - - - - - -
Control limits are established as a function of the avera
es- in
other words. control lim
i e fo r
average;;.
Sp,!;CI
Icauons. on the ot er and. are the permissible variation in the
size of the part and are, therefore. for individual values. The specificallon or tolerance
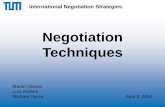
limits are established by design engineers to meet a particular function. Figure 18-23
shows that the location of the specifications is optional and is not related to any of the
other features in the figure. The control limits, process spread (process capability), dis
tribution
of
averages, and distribution of individual values are interdependent. They are
determined by the process, whereas the speCifications have an optional location. Control
charts cannot determine if the process is meeting specifications.
j
l .
J:::= nD.
speciticmion
(optional location)
- - - - - - - ,
Di:otribulion of
individuil values
/
Distribwio-
..
__ ~ f T ~ y e m ~
I
I
I
Control I '
'roc.55
limits
capability
3(7,(
3(7
/
I
l
- t - - - - - - 1 ~ - 1 l
1
Lower specirication
(optional location) LSL
Figure 1823 Relationship of Limits, Specifications, and Distributions
The true process capability cannot be determined until the
X
and R charts have
achieved the optimal quality improvement without a substantial investment for new
equipment
or
equipment modification, When the process is
in
statistical control. process
capability is equal to 60', where 0 =
R
o
ld
and d
1
is a factor from Appendix Table A In
the example problem. it is
60'
= 6 Rold2l =
6 0.07912.059)
=
0.230
It is
frequently necessary
to
obtain the process capability by a quick method rather
than by using the X and R charts. This method assumes the process is stable
or
in sta
tistical control, which
mayor
may not be the ca.e. The procedure is as follows:
1. Take 25 subgroups
of
size 4, for a total of 100 measurements.
2. Calculate the range. R, for each subgroup,
3. Calcula te the aVerage range: R= :
4. Calculate the estimate
of
the popUlation standard deviation:
0 = Rid,
where d
is obtained from Appendix Table A and is 2.059 for
n
4.
5. The process capability will equal 60'.
O \ J ~
o
,;5
-
7/26/2019 Techniques for Performance Measures Handout
4/13
STATISTICAL
PROCESS CO
LSL
USl
Tolerance l
0t I
- - -01 Be-t-)apabiliry
I I
101
\
o f.-..---t
13.09
13.15
13.21 13.27
Hole location ~ m m
Figure 1824 Relationship of Process Capability
to
Tolerance
Remember that his technique does not give
the
true process capability and should be
used
only if circumstances require its use. Also. more than 25 subgroups can be used to
improve accuracy.
The relationship of process capability and specifications is shown
in
Figure
18-24.
Tolerance is the difference between the upper specification limit (USL) and
the
lower
specification limit (LSL). Process capability and the tolerance are combined to
form
a
capability index. defined as
USL - LSL
C
p
6cr
where
USL - LSL =upper specification - lower specification, or tolerance
C
p
=capability index
60' = process capability
Cf' >
i
If
the
capability index is greater
than 1.00.
the process is capable of meeting
the
spec
, p t.. I
ifications; if the index is
less than 1.00.
the process is not capable of meeting
the
speci
fications. Because processes are continually shifting back and forth. a C
p
value of
1.33
has become a
de
facto standard, and some organizations are using a 2.00 value. Using
the
capability index concept. we can measure quality, provided the process is centered.
The larger the capability index.
the
better the quality.
V(.e
should stri
ve
to make the ca
p.:;?i1ity index
as
large
as
possible. This result
is
accomplished
by b..aving
realistic spec
ificatiws and continual striving to improve
the
process capability.
The
;;;;'pability index.
does not
measure process performance in terms of
the
nominal
or target value. This measure
is
accomplished using C
pk
which is
_ Min {(USL X) or
(X
-
LS,:ll
Cr
, -
30
AC
pk
value of 1.00 is the de
facto standard. with
some:
orgunizutiolllllsln,ll
value of
1.33. Figure 18 25 illustrates C
p
and C
pk
values for processes thlllnfe
Cl IItCfCI.
lind 0110
off center
by
Icr.
Case 1
C
p
=
USL
LSL)16
=
8,,160- a 1.33
CC]
~ r o \ 1
LSL
~ ~ ~
o USl
LSL
Xu USL
C
p
=
1.33
1.33
p
'
C
p
= 1.33
Cpt'
1.00
Case 1I C
p
=
USl LSL)/6
= 60 /60 '
1.00
\1
L/\J
=, _
LSl
Xo
USL
tSL
Xn
USL
C
p
'
1.00
C
p
'
1.00
C
p =
1.00
Cpi
'
0.67
Ca.e
III
C
p
= (USL - LSL)l6=
4 1100
= 0.67
~ 6 c r
0'-1
~ L / J
LSI:.
Xo
USL
LSL
USL
u
C =0.67
p
C
p
=0.67
Cpt :0.67
C .
=
0.33
Figure 18-25 e and
e
.. Values for Three Different Situations
4
-
7/26/2019 Techniques for Performance Measures Handout
5/13
~ ~ - ' - - J
a .
.
Comments concerning
CI
and
p
are as follows:
I. The
p
value does not change as the process center changes.
2.
p
=
p
when the process is centered.
3.
p
is always equal to or less than
Cp-
4. A
p
value greater than 1.00 indicates the process conforms t< } specifications.
5. A
p
value less than 1.00 indicates that the process does not conform.tospeci-
fications.
6. A
p
value less than 1.00 indicates that the process
is
not capable.
7. A
p
value
o
zero indicates the average is equal to one
o
the specification
limits.
8. A negative
p
value indicates that the average is outside the specifications.
Quality professionals will use these eight items to improve the process. For example,
if a
p
value is less than one, then corrective action must occur. Initially 100% inspec-
tion
is
necessary
to
eliminate noncomformities. One solution would be
to
increase the
tolerance
o
the specifications. Another would be to work
on
the process to reduce the
standard deviation or variability.
fr:;-
http:///reader/full/conform.tohttp:///reader/full/conform.to -
7/26/2019 Techniques for Performance Measures Handout
6/13
ch treatmentconditionasdepictedin
i
i
I
I
I
Table
19 9. s t u
afullfactorial
d e ~ i
andevaluatethe s i ~ f i c a n c e andfac
toreffectsof thi studyfora levelsof .10and0.05.Basedon urresults,com
mentonreduc'
3
3
4 5
4
6 6 7
gthisstudytoafra ionalfactorialexperim t.
Replicate
8
9
2
4 5
6
8
-
7/26/2019 Techniques for Performance Measures Handout
7/13
TAGUCHI S
QUALITY ENGINEERING
- - - - - - . : : . .
Tow loss Producer's loss + Customer's loss
I
LSL
USL
Vinyl thickness
Figure 20-1 loss to
Society
Reproduced, with permission, from
Taguchi
Methods: ntroduction to Quality Engineering Allen
Park,
Mich.: American Sup
plier Institute, inc., 1991).
meeting the specifications (USL and LSL); however, it is on the target
tau, ...
1 After con
siderable effQrt, the productiQn p ~ s s was imprQved by reducing the variability about
the target, as shown at (2). In an effort to reduce its production costs, the organization
decided to shift the target closer to the LSL,
as
shown at (3). This action resulted in a
substantial improvement by lowering the cost to the organization; however, the vinyl
covers were not as strong as before. When farmers used the covers to protect wheat from
the elements, they tore and a substantial IQSS occurred tQ the farmers. In additiQn, the
CQst .of wheat increased as a result of supply-and- demand factors, thereby causing an in
crease in wheat prices and a further loss to society. The company 's reputation suffered,
which created a JQSS of market share with its unfavorable loss aspects.
Assuming the target is correct, Josses of concern are those caused
by
a product's crit
ical performance characteristics deviating from the target. The importance .of CQncen-
trating
.on
hitting the target is documented by Sony. In spite
.of
the fact that the design
and specificatiQns were identical, U.S. customers preferred the c.olor density
of
shipped
TV sets produced by Seny-Japan .over those preduced by SQny-USA. Investigatien .of
this situ'ation revealed that the frequency distributions
were
markedly different. as
shewn in Figure 20-2. Even theugh SQny-Japan 0.3% .outside the specificatiQns, the
I
Taguchi uses the
symooi
m
or the target.
lSL
I
T
4 luny
-llpI
s O nY - U SA
Color
density
5
Figure 20-2 Distribution
of
Color Density 10r Sony-USA and Sony-Japan
Source: The Asahi April 17, 1979.
distribution was normal and centered
.on
the target. The distributien
of
the Sony-USA
was
unifQrm between the specifications with no values .outside specificatiQns. It was
clear that custemers perceived quality as meeting the target (Japan) rather than just meet
ing the specificatiens (USA). Ferd
MQtor
Company had a similar experience with
transmissiQns. ,
Out of specification is the
commQn
measure of quality less. Although this concept
may be appropriate fe r accQunting. it is a poor concept fe r all other areas. It implies that
all
products that meet specifications are good, whereas
thQse
that
de nQt
are bad. From
the customer's PQint .of view, the prQduct that barely meets specificatiQn is as geed .or
bad) as t le product that is barely .out
of
specificatiQn. It appears the wrQng measuring
system is being used. The less function CQrrects fQr the deficiency described abQve
by
cembining CQst, target. and variatiQn into .one metric. /
Nominal-the-Best
. .
.---
.
AlthQugh Taguchi developed
mQre
than 68 loss functiens, many situations are ap
prQximated by the quadratic functien which is called the neininal-the-best type.
Figure 20-3(a) shQWS the step functiQn that describes theSQny-USA situatiQn. When
the value fQr the performance characteristic, y, is within specificatiQns the Joss is $0,
and when it is outside the specificatiQns the loss is
A.
The quadratic function is
shQwn at 20-3(b) and describes the Sony-Japan situatiQn. In this situatIOn
lQSS
occurs
as soon as the perfermance characteristic, y, departs frQm the target, ...
~
1
-
7/26/2019 Techniques for Performance Measures Handout
8/13
TAGUCHI S QUALITY ENGINEERiNG
L LSL
USL
t
e
j
---- --.---
Y
t -A
't
t A
Perfomlance characteristic
0
(a)Stepfunction(Sony- USA)
L
LSL
USL
A
3
\
---t----.,
Y
t -A
't
t+A
Perfonnancecharncterislic
(b)Quadraticfunction(Sony- Japan)
Figure20-3
St .p and Quadratic Loss Functions
.Thequadraticlossfunctionisdescribedbytheequation
L=kfy
l i
where L cost incurred qualitydeviatesfromthetarget
y ::= performancecharacteristic
1:
=target
k
=
qualityloss o e f f i ~ i e n t
Thelosscqefficientisdetermineq.bysettingA := fy
1:).
thedeviationfromthe tar
get.When AisattheUSL
or
LSL,thelossto hecustomerof repairingordiscardingthe
productisSA. .
~ = A / y - =AltJ ?
EXAMPLE
PROBLEM
f Ihespecificationsare 10: :: 3foraparticularquality ~ h u n c t e r i ~ t l c anti Iht Jvtru._ r,.
pair costis $230,determine
the
lossfunction.Determinethelou At V 12.
k =230/3
2
=25.6
Thus,L= 25.6y -
10)2
and aty= 12,
L= 25.6(y- 10)2
=
25.6(12
$102.40
characteristicisstatic.
In
reality.
o n ~
ngdueto noise,andthelossfunctionmust
re-
flectthe ariationof manypiecesr e r than
just
onepiece.Noise
faCTors
are
classi
fiedas xternalandinternal,
withfoternal
beingfurtherclassifiedasunit-to-unita:1d
dele.
oration/
refrig,eratortemperature
onttol
willserve
as
an
exampl etohelpcI:uifythe noise
concept.Externalnoiseisduetotheactionsof theuser,such
as
numberof times the
doorisopenedandc.sed.amount
of
foodinside,theinitialt perature.andsoforJ!.
Unit-lo.-unitintern noiseisduetovariationduringprodu tonsuchassealtightness.
controlsensorv . ationsandsoforth.Althoughthistype noiseisinevitable,everyef-
fortshouldbe adetokeep
it
toaminimum.Noise etodeteriorationiscaused
by
leaIiageof re gerant,mechanicalwearof compres rparts,andsoforth.This t y ~ of
noiseispri
lya
functionof thedesign.Noise f torscausedeviation fr()m thetarget,
w ~ i h
ca esalosstosociety.
Figu
20-4shows thenominal-!he-bestloss function withthe distribution of the
noisefactors.Anequationcan be derivedbysummingtheindividualloss,'aluesand di
/tidingbytheirnumbertogive
L Ha
+
(y - T/l
where
I.
=
theaverage
0
xpectedloss.
Becausethepopul on standarddeviation,cr, willrar beknown,thesamplestan
dardde'fiation,
s w needtobesubstituted.This acti willmakethevaluesomewhat
larger;however, eaveragelossisaveryconserva.evalue,
Thelosscan loweredbyfirstreducingthev iation,cr, andthenadjustingthe3'-
erage,y to
b
giton target.1:. Thelossfunction 'speaksthelanguageof things,"which
2-
.1
-
7/26/2019 Techniques for Performance Measures Handout
9/13
6. Should operating personnel be responsible for inspection. thus decreasing costs?
7. Is appraisal being used as a substitute for prevention?
~ ~ ( ) g
r ~ f l J l p l _ e
..
e n t a o n
______ ...
'The first step in the implementation
of
a quality cost program is to determine if the pro
gram can
be
beneficial to the organization. Small organizations with limited resources
are cautioned that implementation time and expen se are extensive. It might be better to
concentrate
on one metric, such as scrap or easily measured external failures. A simple
system using one metric will provide very conserv ative numbers.
For
larger organizations, a review and analysis of the cost data, when made
in
suffi
cient detail, will usually indicate that the costs are quite large. Before proceeding, it is
necessary to detemline that top management is receptive to new ideas.
A presentation is prepared and g iven to top management to con vince them of the need
for the program. 'The presentation should describe the results to expect the implemen
tation plan, and the return on in vestment. Emphasis is placed on the organization-wide
aspects of quality costs and n()t just the operational aspects. t should be pointed out to
management that they will need to take an active role in the program.
'The program will have a greater chance of success if a single product line or department
is used on a trial basis. Selection of the trial area should be strongly influenced by its p0 -
tential to produce quick and significant results. A full-time leader who
has
the confidence
of
senior management will be needed. 'The steps
of
the trial program are measurement of
quality costs, determination of the appropriate indexes and ratios, establishment
of
trend
analysis charts, identification
of
improvement opportunities, assignment of project teams,
and reporting of results.
All personnel who will be involved with the system should be educated and trained.
This initial training will be limited to those involved with the trial program and key
members of each functional area. Education will concentrate on the purpose of quality
costs: identification
of
opportunities for quality improvement, justification of corrective
action, and measurement of results.
Concurrent with me progress
of
the trial program, basic accounting procedures are
revised to accommodate the quality cost system. Each cost element is described. as well
as
how the data will be collected or estimated. Also, the methods for treating fringe ben
efits, overhead, and other accounting adjustments are determined. To ensure the integrity
and acceptance
of
the data, the comptroller approves the procedures.
After the trial program is complete, the quality cost program is ex.panded to include
the entire organization. Because
of
better reporting, quality costs may actually increase
while the system is in the development period. Data are collected onto appropriate
spreadsheets by department. product, project, and so forth. Trend and Pareto analyses
are conducted to determine opportunities for improvement. Projects are assigned, and
an
ongoing system is
in
operation.
6..
- . ~ -
...
, . ,
'The Malcolm Baldrige National Quality Award (MBNQA)
is
an annulIl award to recolnilC
U.S. organizations for performance excellence. It was created by Puhlic Law 100-107 (In
August 20. 1987. The award promotes: understanding of the requirements for performnn.:e
excellence and competitiveness improvement. sharing
of
information on successful
fonnance strategies, and the benefits deriVed from using these strategies. There are five cat.
egories: manufacturing, s ervice, small business, health care. and education. 'Three awards
may be given each year in each category. Competition for the awards is intense, and inter-
many organizations who are not interested
in
the award are, nevertheless, using the
categories as a technique to measure their TQM effort on an annual assessment basis.
Criteria for Performance Excellence
~ ~ . ~
-
- - .
The
criteria for performance excellence are the basis for malejng awards and for giving
feedback to applicants. In addition, they (I) help improve performance practices and ca.
pabilities, (2) facilitate communication and sharing of best practices information among
U.S. organizations
of
all types, and (3) serve as a Working tool for understanding and
managing performance, planning. training. and assessment. The results-oriented goals
are designed to deliver ever-improving value to customers, resulting in marketplace sue
c ~ s s ,
and to improve overall organization performance and capability. 'The criteria
are
derived from the set
of
core values and concepts described in Ch apter 2, Leadership.
'The core values and concepts are embodied
in
seven categories, as shown
in
Figure 7-9.
'The seven categories shown in the figure are subdivided into 20 ex.amination item.;.
Each examination item consists of
sets
of
areas to address. Information is submitted by
applicants in response to specific requirements of these areas.
Characteristicso the Criteria
I. 'The criteria are directed towa rd results. 'They focus principally on seven key area;
of
business performance. Results are 1 composite
of
Customer satisfactiollfretention.
Market share, new market development.
Product and service quality.
Productivity, operational effectiveness, and responsiveness.
Human resource performance/development.
Su pplier performance/development.
Public responsibility/corporate citizenship.
1 Adapted
from
U.S. Dep,artmentofComrnerce,Malcolm Baldrige National Quality Awanll998 Criteria
1997
PERFORMANCE
MEASURES
alcolm Baldrige
National
Quality
Award
' ~ '
. .
" . . . . . . .
W
1
he :
l
-
7/26/2019 Techniques for Performance Measures Handout
10/13
Baldrige Criteria for Perfomlanc. Exc.Hence Framework
A System Perspecti
1
:i; - . ~
eade",hip
I
1
BUSIness
---
",suits
; : ~ ?
:t
management
\ /
Information and analysis
J
Figure 7 9 Award Criteria
Framework
Improvements in these seven areas contribute significantly to orgamzauon perlorm
ance, including financial penormance.
The
results also the importance
of
sup
pliers,
the
needs of communities, and the needs of the nation.
2. The criteria are nonprescriptive and adaptable because
The focus is on results, not
on
procedures
or
tools. Organizations are encouraged
to develop and demonstrate creative, adaptive, and flexible approaches. for
meeting basic requirements. Nonprescriptive requirements are intended to fos-
ter incremental and major "breakthrough" improvement.
Selection of tools, techniques. and systems usually depends upon factors such
as business type and size. the organization's stage of development, and
em-
ployee capabilities and responsibilities.
The focus is on com mon require ments within an organization rather than on spe
cific procedures, which fosters better understanding, communication, sharing
and alignment while supporting diversity and creativity in approaches.
3. Th e crite ria support a systems appr oach to maintaining organization-wide goal
alignment. A systems approach to goal alignment, particularly when stIategy and goals
change over ti me, requires dynamic lin kages among cr iteria items. In the criteria, action-
PERFORMANCE MEASURES
oriented learning takes place
feedback between processes and results through cy
c1es of learning.
The learning cycles have four clearly defined stages. similar to She wharf s P-D-S-A.
I. Planning, including design of processes, selection of measures. and deploy
ment
of
requirements.
2. Execution of plans.
3. Assessment of progress, taking into account internal and external results.
4, Revision of plans based upon assessment findings, learning, new inputs, and
new requirements. .-
4. The criteria support goar-based diagnosis. The criteria and the scoring guidelines
make up a two-part diagnostic (assessment) system. The criteria are a set
of
20
perfonnance-oriented requirements. The scoring guidelines indicate the assessment di
mensions-approach, deployment, and results--and the key factors used to assess
against each dimension. An assessment thus provides a profile of strengths and oppor
tunities for improvement relative to the 20 basic requirements. In this way, asse,sment
leads to actions, which contribute to the r esults composite pre viously described. This di
agnostic assessment is thus a useful management tool that goes beyond most penorm
ance reviews and is applicable to a wide range of strategies and management systems.
Criteria for
Performance
Excellence
- - . . . . - - - - - - - - - -_ ._ - - -
Table 7 1 shows the seven award categories and the 20 items with their point values. It
is important to note that almost halfof the total score is based on results.
The Leadership
category examines the company's leadership system and senior lead
ers' personal leadership. It examines how senior leaders and the leadership system ad
dress values. company directions, penormance expectations, a focus on customers and
other stakeholders. learning, and innovation. Also examined is how the company ad
dresses its societal responsibilities and provides support to key communities.
The Strategic Planning c2.tegory examines how the company sets str ategic directions
and how it develops the critical strategies and activn plans to suppor t the directions. Also
examined are how plans ate deployed and how penormance is tracked.
The Clistomer
nd
Market Focus category examines how the company determines
requirements. expectations, and preferences of customers and markets. Also examined i5
how the company builds relationships with customers and determines their satisfaction.
TIle
Information nd Analysis
category examines the selection. management, and
effectiveness of lise of information and data to support key company processes and ac
tion plans, and the company's penormance management system.
The Human Resource Focus category examines how the company enables employ
ees to develop and utilize their full potential, aligned with the company's objectives.
Also examined are the company's efforts to build and maintain a work environment and
work climate conducive to penonnance excellence. full partiCipation, and personal and
organizational growth.
t
i
l
-
7/26/2019 Techniques for Performance Measures Handout
11/13
PERFORMANCE MEASURES
The Process Management
categoryexaminesthekeyaspectsof processmanage
ment, includingcustomer-focused design,productand servicedelivery, support,and
TABLE
7 .1
ward
Categories
nd Item
Ustlng with Point
Values
110
Leadership
80
1.1 LeadershipSystem
1.2 CompanyResponsibilityandCitizenship
30
80
2
Strategic Planning
2.1 StrategyDevelopment
Process
40
2.2 CompanyStrategy
. . . . . .
.
40
80
Customer and
Marketfocus
3.1 CustomerandMarketKnowledge. . .40
3.2 CustomerSatisfactionandRelationshipEnhancement...... . .40
80
Information
and Analysis
4
4.1 SelectionandUseofInformationand Data 2
5
4.2 SelectionandUseofComparativeInformationand Data
15
4.3
Analysis
andReviewofCompanyPerformance
40
100
Human
ResourceFocus
5.1
WorkSystems....... .
.40
5.2 employeeEducation,Tra:ning, andDevelopment
30
5.3 EmpioyeeWell-BeingandSatisfaction .30
100
6
Process
Management
6.1
ManagementofProductand
Service
Processes
,
60
6.2 ManagementofSupportProcesses
20
6.3 Managerrie"ltof Supplierand PartneringP roces ses.
. .
20
450
7
BusinessResults
7.1
CustomerSatisfactionResults
12
5
Financialand Market
Results
125
7.2
. . . . . . . . . . . . . . . . . . . . . .50
7.3 HumanResource
Results
7.4 SupplierandPartnerResults .... .
25
....... ........ ...... .125
7.5 Company-Spedfic
Results
1000
TOTALPOINTS
supplierandpartneringprocessesinvolvingallworkunits.Thecategoryexamineshow
key processes aredesigned, implemented.managed,andimprovedtoachievebetter
performance.
The
Business Results
categoryexaminesthecompany'sperfoImance and im
provement
inkeybusinessareas:customersatisfaction,financialandmarketplaceper
formance,humanresourceresults,supplierandpartnerperformance.andoperational
performance_Alsoexaminedareperformancelevelsrelativetocompetitors.
/
ScoringSystem
The systemforscoringapplicantresponsesisbasedonthreeevaluationdimensions: (I)
approach,(2)deployment,and(3)results.
pproach
referstohow the applicantaddressestheitemrequirements.
The
factors
usedtoevaluateapproachesinclude:
Appropriatenessof themethodstotherequirements.
Effectiveuse
of
themethods.
Degree towhichtheapproach issystematic,integrated.andconsistentlyapplied;
embodieseffectiveevaluationlimprovementlleamingcycles;andisbasedonreli
ableinformationanddata.
Evidenceof innovativeand/orsignificantandeffectil'eadaptations of approaches
use(\inotherapplications
or
types
of
businesses.
Deployment
referstotheextenttowhichtheapplicant'sapproachisappliedtoallre
quirementsof theitem.The factorsusedtoevaluatedeploymentinclude:
Useof theapproachin addressingbusinessanditemrequirements.
Use
of
theapproachbyallappropriateworkunits.
Results
referto outcomes inachievingthepurposesgiven in theitem.Thefactors
usedtoevaluateresultsinclude:
Currentperformance.
Performancerelativetoappropriatecomparisonsand/orbenchmarks
Rate,breadth,andimportance
of
performanceimprovements.
Demonstration
of
sustainedimprovementand/orsustainedhigh-levelperformance.
Linkageof resultsmeasures tokeyperformancemeasuresidentifiedinthe busi
nessoverviewandinapproach/deploymentitems.
l
L
-
7/26/2019 Techniques for Performance Measures Handout
12/13
PERFORMANCE
MEASURES
Use of the scor ing system requires considerable training. Examiners receive more
than three days
o
training. with most of the time devoted to the scoring stem. A
simpler system is given
by
the sample self-evaluation. which is shown in the next
section. This approach would be more appropriate for small and medium-sized
organizations.
~ ~ r t 1 p l _ ~ e l : E v a l u a t ~
The following self-evaluation consists of a series of statements. organized into the ma-
jor categories
o
he Baldrige Award criteria. Use subjective judgment to grade how well
your organization conforms to the criteria by assigning a numerical rating from 1
to 10
to
each statement, with 10
being
high
and
1 being low. Add
the
scores
in
each calegory
and normalize. For example. the five leadership items tOlallo 32; therefore the category
score is 32150 110
=
70. Use the individual
and
total scores to monitor the status of he
quality management program. Use the first score as a baseline and subsequent scores to
monitor progress.
/. Leadership
Senior executives
are
actively and personally.involved
in
developing the
quality goals and standards for the organization. communicating these
goals. planning for quality,
and supervising its implementation and
progress.
All levels of management demonstrate through their words and actions
that quality
is
the first priority within the organization.
There
is
a wiliingness to assist depanments and individual employees to
improve.
We
operate in a matter consistent with a high sense
o
ethics, concern for
public health, and concern for the environment.
We have a system to evaluate the effectiveness of its leadership.
2.
Slralegic Planning
.
We
have an effective short-range one
to
two years) plan for implement
ingTQM.
We have an effective long-range three years or more) plan for leadership.
in quality and customer satisfaction.
Adapted. with permission. from O.
W.
Chase.lmple 'lIling
TQM in
a
C }1IStrucrion Company Washington.
D.C.: Associated
Gene,....:t
Contractors of America. 1993).
The information in the plans is adequately disseminated within the
organization.
We evaluate and improve our planning process.
We constantly determine future requirements of the customer.
3. Cilstomer and Market Focus
We have developed strategies
10
maintainand build customer relationships.
We have effectivenieans to determine client expectations.
We effectively communicate those expectations to the work force.
We have established standards to meet those expectations.
We have developed effective means surveys, visits, etc.) to measure
the level o client satisfaction with all processes that affect client
expectations.
We have a good client-contractor communications system.
We
conduct a post-project follow-up with customers.
Employees visit customer sites. as appropriate. to help promote un-
derstanding.
We
operdy share information with
the customer.
We
are responsive to customer inquiries.
We
are responsive to customer complaints.
Employees at all levels are alerted to report possible customer dissatis
faction with any product or service. .
Those who interface with the customer receive special training listening.
complaint resolution. negotiation. and the like).
4. Information and Analysis
We
have an accurate and timely database that provides information on
customers, internal operations, organization performance, and OSts and
finances.
We benchmark ourselves against others
who
are leaders in panicular ar-
eas and use the data to help improve quality.
Information collected is pertinent to the improvement effort.
Wormation
collected is analyzed and actually used to support improvement.
We
evaluate and improve our information and analysis system.
J 24
-
7/26/2019 Techniques for Performance Measures Handout
13/13
PERFORM NCE MEASURES
5. Hllman Resource Focus
Human
resource
and
management plans support
qUality.
We
have
an
effective training program on quality awareness, teamwork.
and structured problem solving.
We provide effective training in technical skills.
The
training program is open to all employees.
All employees are involved in process improvement and customer
satisfaction.
Employees
are
encouraged to
make
recommendations for improvement.
. Employees, individually and .in teams, are recognized for improvement.
A positive work environment is maintained for the well-being, growth,
and positive attitude of employees.
Personnel practices
such as
recruitment. hiring. training. and other ser
vices are evaluated to determine their effectiveness.
Job site conditions are evaluated for possible improvement.
6. Process Management
These statements refer
to
all processes performed
by
the organization. including
adminrs/rative. logistical, engineering. alld cOils/rue/ion.
All
processes performed
by
this organization
have
been identified, and
the ownership of
each
process has been established.
All areas of duplication have been identified.
An
effective system
ex.ists
within
the
organization
to
prioritize processes
for
improvement.
Performance standards for processes have been established.
A system to measure process performance against
the
standards has been
developed.
We
have
an effective system for improving those processes identified as
needing improvement.
There
is an
effective
means
of disseminating "lessons leamed" informa
tion from
project
to
project
and
throughout
the
organization.
Quality requirements are effectively communicated to subcontractors
and
suppliers.
Subcontractor and supplier quality
are
effectively monitored
and the re
sults
are
furnished
to them.
We have
an
effective
metho-d
for evaluating the process improvement
system itself.
7.
Business Results
~ t e can
show
quantifo:lble
improvement
in the follawing
areas
rate each one):
Safety/number of worker compensation claims.
.
Employee
satisfactionfabsenteeisrnfturnover.
Grievances/strikes.
Satisfaction with our performance on the
part
of
other
parties
with whom
we
deal i e
architectsler.gineers. subcontractors. suppliers. government
agencies.
Punch
(defect)
lists.
On-time performance.
Reduced
delivery times.
Financial return.
Rework.
Subcontractor quality.
Supplier quality.
Engineering
processes.
Logistical processes,
Administrative processes.
Construction
processes.
Customer (client) satisfaction.
Repe at business.
Market share.
Comments
. ~ .
The MBNQA provides
a plar, to
keep
improving all operations continuously
and
a sys
tem
to
measure
these
improvements
accurately. Benchmarks
are used
to
compare the
or
ganization's
performance
with the world's
best and
to establish stretch goals. A close
partnership
with suppliers and
customers
that feeds
improvements back into
the
opera
tion
is
required.
There
is
a long-lasting relationship
with
customers,
so that
their
wants
are
translated
into
products
and
services
that go
beyond
delivery.
Management
from top
1
bottom
is
committed
to improving quality,
Preventing
mistakes
and looking
for im
provement opportunities
is
built
into the
culture. There is a
major
investment
in human
resources
by means
of training. motivation,
and
empowerment.
According to Dr. J. M.
Juran,
who
studied
the
winners of
the
a'Nard,
the gains have
been
stunning. The
gains
can
be
accomplished by large
and small U.S.
organizations
and
by
U.S.
workers. The gains include
quality, productivity,
and cycle
time.
m
3