TECHNICAL INFORMATION - Daimler...BASF Coatings GmbH, Automotive Refinish Coatings Solutions Europe,...
25
BASF Coatings GmbH, Automotive Refinish Coatings Solutions Europe, Glasuritstraße1, 48165 Münster, Germany 11/2015 Page 1 of 25 TECHNICAL INFORMATION Preface Dear readers, “Mercedes-Benz-specific information”, which is of importance for high-quality refinishing, is addressed below. The purpose of this new form of Technical Information is to provide the relevant bodyshop employee with the necessary specialist information to enable a refinishing job to be carried out reliably and successfully in accordance with the Mercedes-Benz specifications. Further specific paint manufacturer information, e.g. technical data sheets for products, refinishing methods, safety data sheets, mixing formulas and a great deal more besides, can be viewed directly on our website or downloaded from there. To do so, please click on the link below: www.glasurit.com Please note: The data contained in this publication are based on our current knowledge and experience. In view of the many factors that may affect processing and application of our products, these statements do not relieve processors from carrying out their own investigations and tests; neither do these data imply any guarantee of certain properties, nor the suitability of the products for a specific purpose. Any descriptions, drawings, photographs, data, proportions, weights etc. given herein are for general information purpose only; they may change without prior information and do not constitute the agreed contractual quality of the products (product specification). The latest version supersedes all previous versions. You can obtain the latest version from our website at www.glasurit.com or directly from your sales partner. It is the responsibility of the recipient of our products to ensure that any proprietary rights and existing laws and legislation are observed.
Transcript of TECHNICAL INFORMATION - Daimler...BASF Coatings GmbH, Automotive Refinish Coatings Solutions Europe,...

BASF Coatings GmbH, Automotive Refinish Coatings Solutions Europe, Glasuritstraße1, 48165 Münster, Germany 11/2015 Page 1 of 25
TECHNICAL INFORMATION
Preface
Dear readers,
“Mercedes-Benz-specific information”, which is of importance for high-quality refinishing, is addressed below. The purpose of this new form of Technical Information is to provide the relevant bodyshop employee with the necessary specialist information to enable a refinishing job to be carried out reliably and successfully in accordance with the Mercedes-Benz specifications.
Further specific paint manufacturer information, e.g. technical data sheets for products, refinishing methods, safety data sheets, mixing formulas and a great deal more besides, can be viewed directly on our website or downloaded from there. To do so, please click on the link below:
www.glasurit.com
Please note:
The data contained in this publication are based on our current knowledge and experience. In view of the many factors that may affect processing and application of our products, these statements do not relieve processors from carrying out their own investigations and tests; neither do these data imply any guarantee of certain properties, nor the suitability of the products for a specific purpose. Any descriptions, drawings, photographs, data, proportions, weights etc. given herein are for general information purpose only; they may change without prior information and do not constitute the agreed contractual quality of the products (product specification). The latest version supersedes all previous versions. You can obtain the latest version from our website at www.glasurit.com or directly from your sales partner. It is the responsibility of the recipient of our products to ensure that any proprietary rights and existing laws and legislation are observed.

BASF Coatings GmbH, Automotive Refinish Coatings Solutions Europe, Glasuritstraße1, 48165 Münster, Germany 11/2015 Page 2 of 25
TECHNICAL INFORMATION Contents
1. Quality refinishing
1.1 Preparation of refinishing process 1.2 Sanding process
- Dry sanding - Tools
1.3 Primer filler for warranty repairs - Epoxy and PU
2. Warranty refinishing processes
2.1 Metal - Refinishing with Epoxy Primer Filler 801-72 VOC - Refinishing with Primer Filler Pro 285-270
2.2 Plastics
3. Economic repair
3.1 Decision diagram 3.2 MB 1: Surface refinishing 3.3 MB 2: Repair of scratches/ stone chipping 3.4 MB 3: Repairs including body filling work (<1dm²) 3.5 MB 4: Refinishing of new parts 3.6 MB 5: Refinishing of repaired or welded body parts
4. Mercedes-Benz-specific refinishing processes
4.1. Alubeam 4.2. Tri-coat paint system (e.g. hyacinth red) 4.3. Matt finish 4.4. Carbon fibre reinforced plastics (CRP)
5. Colour matching
5.1. Colour code labelling on rating plate 5.2 Search and selection of the correct mixing formula
6. Information regarding the paint manufacturer
You can find the following information on our homepage: www.glasurit.com- Technical Information- Material safety data sheets- Mixing formulas

BASF Coatings GmbH, Automotive Refinish Coatings Solutions Europe, Glasuritstraße1, 48165 Münster, Germany 11/2015 Page 3 of 25
TECHNICAL INFORMATION
1. Quality refinishing
The term “quality refinishing” is used in general to refer to a perfectly executed repair of damage which may have been caused in an accident. The aim of this is to ensure that as far as possible the client (e.g. the vehicle owner) detects no visual differences from the OEM coating or the area surrounding the refinished vehicle panels (colour match, gloss, appearance etc.).
1.1 Preparation for spraying
Carrying out a quality refinishing job as described above is dependent not just on the spray painter’s expert skills, but also on the observance of the prerequisites set out below:
o Scrupulous cleanliness (all around the bodywork to be sprayed)o Selection of suitable tools and equipment (sanding media, sanding equipment, masking
materials and tapes, cleaning cloths etc.)o Selection and use of the necessary degreasing and cleansing agentso Selection of the appropriate refinish materials for the respective purpose and their expert
application in accordance with the paint manufacturer’s Technical Information andrecommended processing method
o Selection and expert use of the relevant polishing media and equipment, polishing cloths etc.for finishing the repair areas and neighbouring car body surfaces.
In addition, of course, modern workshop equipment, a well organised workflow and workplace and, naturally, also the spray painter being trained in the latest techniques play a significant role in achieving a quality refinish result (“first run OK”).
Remarks: All work must, of course, be carried out in compliance with the applicable health and safety provisions, e.g. gloves, respiratory protective equipment. protective glasses etc. (personal protective equipment) must be worn.
o It is also mandatory for the relevant environmental provisions to be met.o The “mixed use” of paint from different paint manufacturers is not permitted, for both quality
and warranty-related reasons!

BASF Coatings GmbH, Automotive Refinish Coatings Solutions Europe, Glasuritstraße1, 48165 Münster, Germany 11/2015 Page 4 of 25
TECHNICAL INFORMATION
1.2 Sanding process
The sanding media industry now offers outstanding, highly efficient sanding media tailored specifically to every sanding process and every refinishing technology. Today’s modern refinish products are now all (from the undercoat material to the topcoat) designed for dry sanding. Accordingly, the sanding process which may be necessary is substantially more efficient than wet sanding, while retaining an optimum sanding result.
As already described in 1.1, the selection of the most suitable sanding media and equipment (e.g. grit, random orbital sander) is especially important both for the refinishing process and for the respective refinish paint. It is essential to follow the specifications and recommendations of the refinish paint manufacturer in order to achieve the desired high-quality coating result with the greatest possible quality and efficiency. Please refer to the relevant technical information for the correspondingly detailed information and recommendations.
In addition, the respective recommendation of the sanding media manufacturer (grit, waiting time, equipment, orbit diameter etc.) is also very helpful in achieving an efficient operation.
Remarks: The sanding equipment to be used must always be appropriately connected to a dust extraction system. Regular maintenance and cleaning are absolutely essential to ensure the maximum suction performance of the dust extraction system.
A very wide range of materials (aluminium, magnesium, plastics, carbon fibre etc.) is used nowadays in the modern automotive industry, including for the outer skin to be sprayed, in order to save weight, among other reasons. Particular attention must be paid to this development because serious problems in terms of quality and personal protection can occur during any sanding operations which may be necessary (see below).
Aluminium o Risk of galvanic corrosion as a result of the simultaneous use of a sanding medium for
aluminium and sheet steel/galvanised sheet steel o Risk of a dust explosion in the event of an inadequate dust extraction system or the complete absence of such a system
Recommended measures o A separate workplace must be created for working on aluminium surfaces, and this must be
used exclusively for working on aluminium substrates. o All products and equipment (e.g. sanding media and machines) must be used exclusively in this area (aluminium workplace). o An effective dust extraction system for the aluminium sanding fines is absolutely essential.
Here, too, regular maintenance and cleaning of the dust extraction system are absolutely vital.

BASF Coatings GmbH, Automotive Refinish Coatings Solutions Europe, Glasuritstraße1, 48165 Münster, Germany 11/2015 Page 5 of 25
TECHNICAL INFORMATION
Carbon fibre reinforced plastics (CRP) o A dust explosion can occur when sanding carbon fibre surfaces in the event of an
inadequate dust extraction system or the complete absence of such a system (see alsoAluminium).
o When working on visible carbon fibre surfaces (as in the AMG GT, for example) the paint manufacturer’s technical data sheets must be followed in order to ensure that the right sanding medium is selected.
Recommended measures o A separate workplace must also be created for working on carbon fibre surfaces, and this must be used exclusively for working on carbon fibre surfaces. o All products and equipment (e.g. sanding media and machines) must only be used in this
area (carbon fibre workplace).o An effective dust extraction system for the carbon fibre sanding fines is absolutely essential.

BASF Coatings GmbH, Automotive Refinish Coatings Solutions Europe, Glasuritstraße1, 48165 Münster, Germany 11/2015 Page 6 of 25
TECHNICAL INFORMATION
1.3 Primer fillers for warranty repairs
If a warranty repair has to be carried out, this is usually a repair in which, for example, undercoats with the maximum possible corrosion resistance are used. The aim of this is to achieve a level of corrosion protection which is largely comparable to that of the OEM coating.
Two different technologies can be used for this very demanding quality requirement which differ primarily in terms of the binder chemistry used:
1. Epoxy Primer Filler (801-72 VOC)- Traditionally widely used product with varied usage options- Good corrosion protection- Can be used on steel, galvanised steel and aluminium
2. PU Primer Filler Pro (285-270)- Latest undercoat technology- Very good corrosion protection- Varied options for use (e.g. adhesion promoter, corrosion protection, wet-on-wet processing,
greyshade filler etc.) - Can be used on steel, galvanised steel and aluminium
Please refer to the following pages for detailed information relating to use and the refinish system.

BASF Coatings GmbH, Automotive Refinish Coatings Solutions Europe, Glasuritstraße1, 48165 Münster, Germany 11/2015 Page 7 of 25
2. Warranty repair
2.1 Metal Refinishing with Epoxy Primer Filler 801-72 VOC
General: This refinishing process should be used especially in repair jobs relating to guaranty or warranty obligations (e.g. repair of construction-related damage). It includes all working steps usually required within a repair job, from pre-treatment to finishing.
Cleaning
Glasurit® Degreasing and cleansing agent 700-10 1x Wipe dry
Sand damaged areas down to the bare metal
P16-P150
Glasurit® Degreasing and cleansing agent 700-10 1x Wipe dry
Alternative: Glasurit® Wax and Silicone Remover 541-5
Body filler (coarse + fine)
Glasurit® Multi-Purpose Body Filler 839-20/-20K
Glasurit® Hardener Paste, red 948-36 + 2-3% 20-30 min
at 20°C 3-5 min. P80/P150
coarse sanding
Glasurit® Guide Coat 581-90
P240/P320 fine sanding
700-1 1x
Wipe dry
Carefully sand transition areas.
Primer filler
Glasurit® Epoxy Primer Filler 801-72
Glasurit® EP Hardener 965-60
Glasurit® Reducer 352-91/-216
4:1:1 mixing stick
HVLP 1.7-1.9 mm 2.0-3.0 bar
2 40-50µm
30 min.at 60°C
11 min. P 400 700-1 1x
Wipe dry
Primer (only for sand-throughs)
Glasurit® Epoxy Primer Filler 801-72
Glasurit® EP Hardener 965-60
Glasurit® Reducer 352-91/-216
4:1:1 mixing stick
HVLP 1.7-1.9 mm 2.0-3.0 bar
1 15-20 µm
10-20 min. at 20°C
Basecoat Glasurit® Basecoat 90 Line
Glasurit® Reducer 93-E3
2:1 mixing stick
HVLP 1.3 mm
2.0-3.0 bar
2 + ½ Flash off until mat between
spraycoats and before
clearcoat application
Clear
Glasurit® HS Clear 923-447
Glasurit® VOC Hardener 929-33/-31/-34
Glasurit® Reducer 352-91/-216
2:1+10% mixing stick
HVLPmm 2.0-3.0
bar
2 40-60µm
3-5 min. between
spraycoats
30 min. at 60°C
or
8 min.

BASF Coatings GmbH, Automotive Refinish Coatings Solutions Europe, Glasuritstraße1, 48165 Münster, Germany 11/2015 Page 8 of 25
2. Warranty repair
2.1 Metal Refinishing with Primer Filler Pro 285-270
General: This refinishing process should be used especially in repair jobs relating to guaranty or warranty obligations (e.g. repair of construction-related damage). It includes all working steps usually required within a repair job, from pre-treatment to finishing.
Cleaning
Glasurit® Degreasing and cleansing agent 700-10 1x Wipe dry
Sand damaged areas down to the bare metal
P16-P150
Glasurit® Degreasing and cleansing agent 700-10 1x Wipe dry
Alternative: Glasurit® Wax and Silicone Remover 541-5
Body filler (coarse + fine)
Glasurit® Multi-Purpose Body Filler 839-20/-20K
Glasurit® Hardener Paste, red 948-36 + 2-3% 20-30 min
at 20°C 3-5 min. P80/P150
coarse sanding
Glasurit® Guide Coat 581-90
P240/P320 fine sanding
700-1 1x
Wipe dry
Primer filler
Glasurit® Primer Filler Pro 285-270
Glasurit® HS Filler Hardener 929-58
Glasurit® Reducer 352-
5:1:1 mixing stick
HVLP 1.7-1.9 mm 2.0-3.0 bar
2 50 – 70 µm
35 min. at 60°C
10 min. P 400 700-1 1x
Wipe dry
Basecoat
Glasurit® Basecoat 90 Line
Glasurit® Reducer 93-E3
2:1 mixing stick
HVLP 1.3 mm
2.0-3.0 bar
2 + ½ Flash off until mat between
spraycoats and before
clearcoat application
Clear
Glasurit® HS Clear 923-447
Glasurit® VOC Hardener 929-
Glasurit® Reducer 352-91/-216
2:1+10% mixing stick
HVLP 1.3 mm
2.0-3.0 bar
2 40-60µm
3-5 min. between
spraycoats
30 min. at 60°C
or
8 min.

BASF Coatings GmbH, Automotive Refinish Coatings Solutions Europe, Glasuritstraße1, 48165 Münster, Germany 11/2015 Page 9 of 25
2. Warranty repair
2.2 Plastics Refinishing with 2K Plastics Primer Filler 934-70
Cleaning
Glasurit® Degreasing and cleansing agent 700-10 1x Wipe dry
Sand damaged area as appropriate P400-/P600
or with red sanding pad
Glasurit® Degreasing and cleansing agent 700-10 1x Wipe dry
Alternative: Glasurit® Universal cleaner for plastics 541-30
Fine body filler
Glasurit® Plastic Body Filler 839-90
Glasurit® Hardener Paste 948-36 + 2-3% 25-35 min.
at 20°C P80/P150arse sanding
Glasurit® Guide Coat 581-90
P240/P320 fine
sanding
1x 700-1
Wipe dry
Primer filler
Glasurit® 2K Plastics Primer Filler 934-70
Glasurit® HS Filler Hardener 929-56
Glasurit® Reducer 352-50/-91
4:1:1 mixing stick
HVLP 1.3 mm
2.0-3.0 bar
½ +1 30-40µm
20 min. at 20°C
Basecoat
Glasurit® Basecoat 90 Line
Glasurit® Reducer 93-E3
2:1 mixing stick
HVLP 1.3 mm
2.0-3.0 bar
2 + ½ Flash off until mat between
spraycoats and before
clearcoat application
Clear
Glasurit® HS Clear 923-447
Glasurit® VOC Hardener 929-
Glasurit® Reducer 352-91/-216
2:1+10% mixing stick
HVLP 1.3 mm
2.0-3.0 bar
2 40-60µm
3-5 min. between
spraycoats
30 min. at 60°C
or
8 min.

BASF Coatings GmbH, Automotive Refinish Coatings Solutions Europe, Glasuritstraße1, 48165 Münster, Germany 11/2015 Page 10 of 25
TECHNICAL INFORMATION 3. Economic Repair
3.1 Decision diagram
MB 1 Surface refinishing
MB 2 Repair of scratches/
stone chipping
MB 3 Repairs including body filling work
(<1dm²)
MB 4 Refinishing of new
parts
MB 5 Refinishing of
repaired or welded body parts
Cleaning Glasurit® Degreasing and Cleansing Agent 700-10
Alternative: Glasurit® Wax and Silicone Remover 541-5
Body filler (Coarse + fine)
Glasurit® Multi-Purpose Body Filler 839-20/ 20K
⊗
Cleaning Glasurit® Degreasing and Cleansing Agent 700-10
⊗
Primer Glasurit®Etch Primer Filler 283-150 ⊗ ⊗
Filler Glasurit® HS Non-Sanding-Filler285-31/-38/-49
⊗
Glasurit® Primer Filler 285-700-730, -790 ○ ○ ○ ○
Primer filler Glasurit® Primer Filler Pro 285-270
Basecoat Glasurit® Basecoat Metallics/Solids 90-
Clear Glasurit®HS Clear VOC 923-
= necessary ⊗ = if required ○ = optional
BASF Coatings GmbH, Automotive Refinish Coatings Solutions Europe, Glasuritstraße1, 48165 Münster, Germany 11/2015 Page 11 of 25
TECHNICAL INFORMATION3. Economic Repair
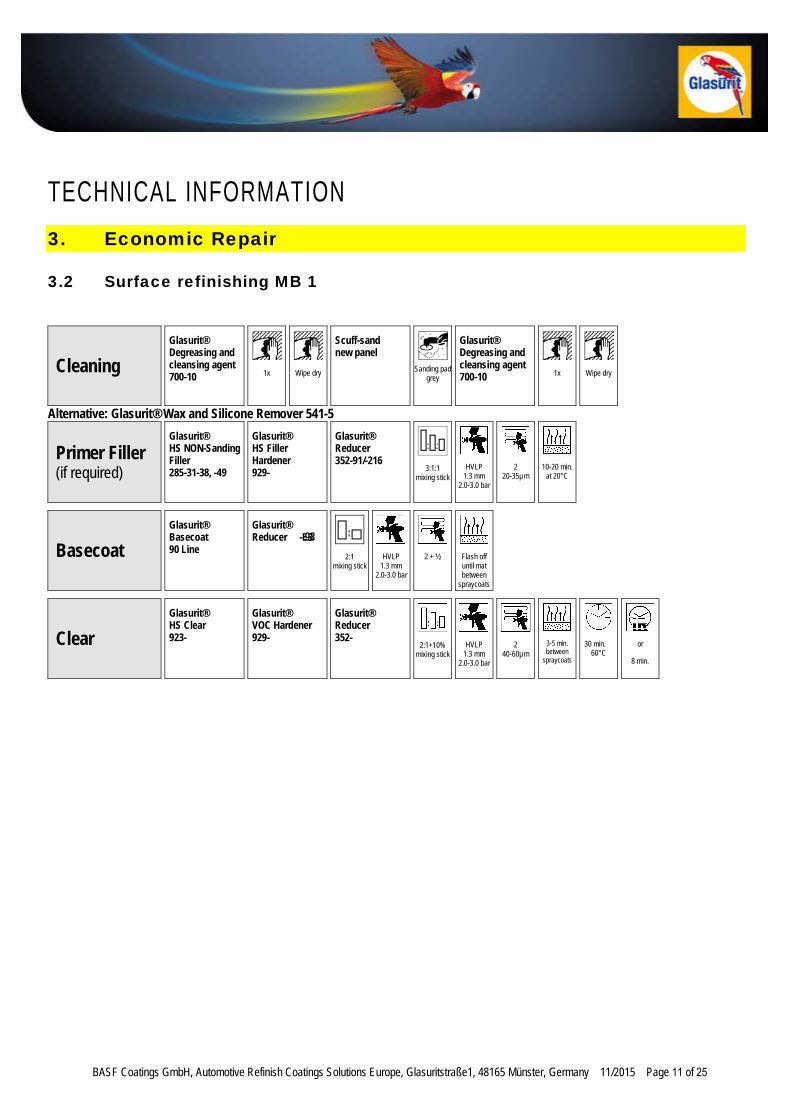
3.2 Surface refinishing MB 1
Cleaning Glasurit® Degreasing and cleansing agent 700-10 1x Wipe dry
Scuff-sand new panel
Sanding padgrey
Glasurit® Degreasing and cleansing agent 700-10 1x Wipe dry
Alternative: Glasurit® Wax and Silicone Remover 541-5
Primer Filler (if required)
Glasurit® HS NON-Sanding Filler 285-31-38, -49
Glasurit® HS Filler Hardener 929-
Glasurit® Reducer 352-91/-216
3:1:1 mixing stick
HVLP 1.3 mm
2.0-3.0 bar
2 20-35µm
10-20 min. at 20°C
Basecoat Glasurit® Basecoat 90 Line
Glasurit® Reducer 93-E3
2:1 mixing stick
HVLP 1.3 mm
2.0-3.0 bar
2 + ½ Flash off until mat between
spraycoats
ClearGlasurit® HS Clear 923-
Glasurit® VOC Hardener 929-
Glasurit® Reducer 352-
2:1+10% mixing stick
HVLP 1.3 mm
2.0-3.0 bar
2 40-60µm
3-5 min. between
spraycoats
30 min.60°C
or
8 min.

BASF Coatings GmbH, Automotive Refinish Coatings Solutions Europe, Glasuritstraße1, 48165 Münster, Germany 11/2015 Page 12 of 25
TECHNICAL INFORMATION 3. Economic Repair
3.3 Repair of scratches/ stone chipping MB 2
Cleaning Glasurit® Degreasing and cleansing agent 700-10 1x Wipe dry
Sand damaged area
P 16-P 150
Glasurit® Degreasing and cleansing agent 700-10 1x Wipe dry
Primer
Glasurit® Etch Primer Filler 283-150
Glasurit®Activator 352-228
Glasurit® Reducer 352-91/-50
1:1:+30% mixing stick
HVLP 1.3-1.8 mm 2.0-3.0 bar
1-2 thin coat 10-15µm
10 min. at 20°C
Filler Glasurit® HS NON-Sanding Filler 285-31-38, -49
Glasurit® HS Filler Hardener 929-
Glasurit® Reducer 352-91/-216
3:1:1 mixing stick
HVLP 1.3 mm
2.0-3.0 bar
2 20-35µm
10-20 min. at 20°C
Basecoat Glasurit® Basecoat 90 Line
Glasurit® Reducer 93-E3
2:1 mixing stick
HVLP 1.3 mm
2.0-3.0 bar
2 + ½ Flash off until mat between
spraycoats
ClearGlasurit® HS Clear 923-
Glasurit® VOC Hardener 929-
Glasurit® Reducer 352-
2:1+10% mixing stick
HVLP 1.3 mm
2.0-3.0 bar
2 40-60µm
3-5 min. between
spraycoats
30 min. at 60°C
or
8 min.

BASF Coatings GmbH, Automotive Refinish Coatings Solutions Europe, Glasuritstraße1, 48165 Münster, Germany 11/2015 Page 13 of 25
TECHNICAL INFORMATION3. Economic Repair
3.4 Repairs including body filling work (<1dm²) MB 3
Cleaning Glasurit® Degreasing and cleansing agent 700-10 1x Wipe dry
Remove all rust from damaged areas. P 16-P 150
Glasurit® Degreasing and cleansing agent 700-10 1x Wipe dry
Body filler (coarse + fine)
Glasurit® Multi-Purpose Body Filler 839-20/-20K
Glasurit® Hardener Paste, red 948-36 + 2-3% 20-30 min.
at 20°C 3-5 min. P80/P150
coarse sanding
Glasurit® Guide Coat 581-90
P240/P320 fine sanding
700-1 1x
Wipe dry
Primer Glasurit®Etch Primer Filler 283-150
Glasurit®Activator 352-230 1 : 1 HVLP
1.3-1.8 mm 2.0-3.0 bar
1-2 10-15 µm
approx. 10 min. at 20°C
Primer filler Glasurit® HS NON-Sanding Filler 285-31-38, -49
Glasurit® HS Filler Hardener 929-
Glasurit® Reducer 352-91/-216
3:1:1 mixing stick
HVLP 1.3 mm
2.0-3.0 bar
2 20-35µm
10-20 min. at 20°C
Basecoat Glasurit® Basecoat 90 Line
Glasurit® Reducer 93-E3
2:1 mixing stick
HVLP 1.3 mm
2.0-3.0 bar
2 + ½ Flash off until mat between
spraycoats
ClearGlasurit® HS Clear 923-
Glasurit® VOC Hardener 929-
Glasurit® Reducer 352-
2:1+10% mixing stick
HVLP 1.3 mm
2.0-3.0 bar
2 40-60µm
3-5 min. between
spraycoats
30 min. at 60°C
or
8 min.

BASF Coatings GmbH, Automotive Refinish Coatings Solutions Europe, Glasuritstraße1, 48165 Münster, Germany 11/2015 Page 14 of 25
TECHNICAL INFORMATION3. Economic Repair
3.5 Refinishing of new parts MB 4
Cleaning Glasurit® Degreasing and cleansing agent 700-10 1x Wipe dry
Scuff-sand new panel
Sanding padgrey
Glasurit® Degreasing and cleansing agent 700-10 1x Wipe dry
Body filler (coarse + fine) (if required)
Glasurit® Multi-Purpose Body Filler 839-20/-20K
Glasurit® Hardener Paste, red 948-36 + 2-3% 20-30 min.
at 20°C 3-5 min. P80/P150
coarse sanding
Glasurit® Guide Coat 581-90
P240/P320 fine sanding
700-1 1x
Wipe dry
Primer Glasurit®Etch Primer Filler 283-150
Glasurit®Activator 352-230 1 : 1 HVLP
1.3-1.8 mm 2.0-3.0 bar
1-2 10-15 µm
approx. 10 min. at 20°C
Primer filler Glasurit® HS NON-Sanding Filler 285-31-38, -49
Glasurit® HS Filler Hardener 929-
Glasurit® Reducer 352-91/-216
3:1:1 mixing stick
HVLP 1.3 mm
2.0-3.0 bar
2 20-35µm
10-20 min. at 20°C
Basecoat Glasurit® Basecoat 90 Line
Glasurit® Reducer 93-E3
2:1 mixing stick
HVLP 1.3 mm
2.0-3.0 bar
2 + ½ Flash off until mat between
spraycoats
ClearGlasurit® HS Clear 923-
Glasurit® VOC Hardener 929-
Glasurit® Reducer 352-
2:1+10% mixing stick
HVLP 1.3 mm
2.0-3.0 bar
2 40-60µm
3-5 min. between
spraycoats
30 min.60°C
or
8 min.

BASF Coatings GmbH, Automotive Refinish Coatings Solutions Europe, Glasuritstraße1, 48165 Münster, Germany 11/2015 Page 15 of 25
TECHNICAL INFORMATION3. Economic Repair
3.6 Refinishing of repaired or welded body parts MB 5
Cleaning Glasurit® Degreasing and cleansing agent 700-10 1x Wipe dry
Sand damaged areas down to the bare metal P 16 - P 150
Glasurit® Degreasing and cleansing agent 700-10 1x Wipe dry
Body filler (coarse + fine)
Glasurit® Multi-Purpose Body Filler 839-20/-20K
Glasurit® Hardener Paste, red 948-36 + 2-3% 20-30 min.
at 20°C 3-5 min. P80/P150
coarse sanding
Glasurit® Guide Coat 581-90
P240/P320 fine sanding
700-1 1x
Wipe dry
Primer filler Glasurit® Primer Filler Pro 285-270
Glasurit® HS Filler Hardener 929-58
Glasurit® Reducer 352-
5:1:1 mixing stick
HVLP 1.7-1.9 mm 2.0-3.0 bar
2 50 – 70 µm
35 min. at 60°C
10 min. P 400 700-1 1x
Wipe dry
Basecoat Glasurit® Basecoat 90 Line
Glasurit® Reducer 93-E3
2:1 mixing stick
HVLP 1.3 mm
2.0-3.0 bar
2 + ½ Flash off until mat between
spraycoats f
ClearGlasurit® HS Clear 923-
Glasurit® VOC Hardener 929-
Glasurit® Reducer 352-
2:1 + 10% mixing stick
HVLP 1.3 mm
2.0-3.0 bar
2 40-60µm
3-5 min. between
spraycoats
30 min. at 60°C
or
8 min.

BASF Coatings GmbH, Automotive Refinish Coatings Solutions Europe, Glasuritstraße1, 48165 Münster, Germany 11/2015 Page 16 of 25
TECHNICAL INFORMATION 4. Mercedes-Benz-specific refinishing processes
4.1 Alubeam
Cleaning Glasurit® Degreasing and cleansing agent 700-10 1x Wipe dry
Sand damaged areas down to the bare metal
P16-P150
Glasurit® Degreasing and cleansing agent 700-10 1x Wipe dry
Body filler (coarse + fine)
Glasurit® Multi-Purpose Body Filler 839-20/-20K
Glasurit® Hardener Paste, red 948-36 + 2-3% 20-30 min.
at 20°C 3-5 min. P80/P150
coarse sanding
Glasurit® Guide Coat 581-90
P240/P320 fine sanding
700-1 1x
Wipe dry
Primer filler Glasurit® Primer Filler Pro 285-270
Glasurit® HS Filler Hardener 929-58
Glasurit® Reducer 352-
5:1:1 mixing stick
HVLP 1.7-1.9 mm 2.0-3.0 bar
2 50 – 70 µm
35 min. at 60°C
or
10 min
P 400 700-1 1x
Wipe dry
Ground coat 90-M5 (transparent)
Glasurit® Tri-Coat Additive 90-M5
Glasurit® Reducer 93-E3
2:1 mixing stick
HVLP 1.3 mm
2.0-3.0 bar
2 Flash off until matt
90-MB 0047 Glasurit® Basecoat 90-MB 0047
Glasurit® Reducer 93-E3
2:1 mixing stick
HVLP 1.3 mm
2.0-3.0 bar
2 + 2 x ½
to match the effect
Flash off until matt after
each spraycoat.
Clear Glasurit® HS Clear VOC 923-
Glasurit® VOC Hardener 929-
Glasurit® Reducer 352- 2:1+10%
mixing stick HVLP
1.3 mm 2.0-3.0 bar
2 40-60µm
3-5 min. between
spraycoats
30 min. at 60°C
or
8 min.
A

BASF Coatings GmbH, Automotive Refinish Coatings Solutions Europe, Glasuritstraße1, 48165 Münster, Germany 11/2015 Page 17 of 25
TECHNICAL INFORMATION 4. Mercedes-Benz-specific refinishing processes
4.2 Tri-coat paint systems (example: hyacinth red MB 3996)
The Mercedes-Benz hyacinth red colour is a translucent tri-coat paint system. It is not generally necessary to paint adjoining body panels. If colour deviations which exceed tolerances are to be expected, however, it can be more expedient to balance these out by blending them to fade. The spray painter has the choice here, depending on the actual damage, of spraying only within the panel or fading into the adjacent panel. This method can be substantially more efficient and cost-effective than time-intensive retinting.
Various basecoat steps are used for the method shown below:
- Step 1 basecoat providing colour and effect (base colour) - Step 2 translucent basecoat - Mixture of step 1 and step 2
1. Pre-treatment of the adjacent panelGlasurit Cleaner 700-1
1x Wipe dry Foam pad P1000 - P2000
Glasurit Cleaner 700-1
1x Wipe dry
Refinishing of the panel to be repaired / the new panel, step 1 Glasurit Basecoat Hyacinth red Step 1 2:1
93-E3* HVLP
1.3 mm 2.0 bar
2 (spray to cover)
+ ½ to match the
effect
Note: Mask the adjacent panel and remove masking film after the last spraycoat. *When using 90-M4 slow in the mixing formula, 93-E3 slow mustalso be used.

BASF Coatings GmbH, Automotive Refinish Coatings Solutions Europe, Glasuritstraße1, 48165 Münster, Germany 11/2015 Page 18 of 25
TECHNICAL INFORMATION
2.2 Application of 90-M50 Glasurit® Blending Clear Glasurit Blending Clear 90-M50
2:1 93-E3
93-E3 slow
HVLP 1.3 mm 2.0 bar
2*
Application in one process step with two spraycoats on the panel to be repaired, without intermediate flash-off
2.3 Painting of transition into the neighbouring panel with step 1 Glasurit Basecoat Hyacinth red Step 1 2:1
93-E3* HVLP
1.3 mm 1.0 bar
1-2 coats, fading out on both panels
Flash off until matt.
3. Painting of transition into the neighbouring panel with mixture of step 2 and step 1Glasurit Basecoat Hyacinth red Mixture of step 1 and step 2
2:1 step 2 and
step 1
2:1 93-E3
HVLP 1.3 mm 1.0 bar
1-3 Flash off until matt.
Remark: Fade out into both panels.
4. Painting of the panel to be repaired / the new panel and the neighbouring panel with step 2Glasurit Basecoat Hyacinth red Step 2 2:1
93-E3 HVLP
1.3 mm 2.0 bar
1 Flash off until matt.
Remark: Fade out into the neighbouring panel.

BASF Coatings GmbH, Automotive Refinish Coatings Solutions Europe, Glasuritstraße1, 48165 Münster, Germany 11/2015 Page 19 of 25
TECHNICAL INFORMATION
Painting of the panel to be repaired / the new panel and the neighbouring panel with step 2 Glasurit Basecoat Hyacinth red Step 2 2:1
93-E3 HVLP
1.3 mm 2.0 bar
1 Flash off until matt.
Remark: Fade out into the neighbouring panel overlapping the previous spraycoat.
5. Clearcoat applicationGlasurit HS Clear VOC 923-
2:1+10% 929-VOC
352-
HVLP 1.3 mm 2.0 bar
1½ - 2 30 min. at 60°C

BASF Coatings GmbH, Automotive Refinish Coatings Solutions Europe, Glasuritstraße1, 48165 Münster, Germany 11/2015 Page 20 of 25
TECHNICAL INFORMATION 4. Mercedes-Benz-specific refinishing processes
4.3 Matt finish
Refinishing process for 90 Line basecoat/clearcoat systems with Glasurit 923-55 MS Clear extra mat and Glasurit 923-57 MS Clear mat elastified.
Due to the different mixing ratio ratios of the clears to be used, you may achieve a gloss level between12-65 units (at an angle of 60°). The gloss level may be higher for light and pure silver colours.Additionally, car bodies may show gloss level differences between vertically and horizontally coatedpanels. Therefore, we recommend to produce a spray-out sample before each refinishing job and tocompare it with the area to be repaired.
Stir the 923-55 and 923-57 clears well before use!
In order to avoid any gloss deviation when refinishing matt clearcoats, it is important• to observe the recommended film thicknesses for basecoat and clearcoat• to apply staggered overlaps to produce consistent basecoat and clearcoat film thicknesses.• to allow the clear to flash off until completely matt after each spraycoat. (Generally, after the first
spraycoat 10-15 min. and after the second spraycoat 15-20 min. That depends on air speed andspraybooth temperature.) Do not flash off for more than 25 minutes.
With matt surfaces it is not possible• to remove dust inclusions by polishing because polishing changes the gloss level. Therefore, it is
very important to work very carefully during cleaning and application.• to fade out the clear because the film thickness in the blending area varies, which changes the
gloss level. Therefore, always apply the clear to the whole panel!
Please also observe the technical product data sheets for Glasurit 923-55 MS Clear extra mat andGlasurit 923-57 MS Clear mat elastified.
Cleaning 700-11x
Wipe dry P 400 700-1 1x
Wipe dry
90 Line Glasurit® Basecoat 90-
Glasurit Reducer 93-E3 2:1
mixing stick HVLP
1.3 mm2.0 bar
2 ½ film
thickness 10-15 µm
Flash off until matt after
each spraycoat

BASF Coatings GmbH, Automotive Refinish Coatings Solutions Europe, Glasuritstraße1, 48165 Münster, Germany 11/2015 Page 21 of 25
TECHNICAL INFORMATION
Mixing ratio of Glasurit clears to achieve a gloss level of 12-65 units when using Glasurit 929-33 VOC Hardener
Gloss level +/- 2
at an angle of 60°
923-55 923-57 923-335
Mixing ratio (% by weight): 12 100 - - 20 50 50 - 25 30 70 - 30 20 80 - 40 - 100 - 53 - 90 10 65 - 75 25
Clear
Mixture Glasurit MS Clear 923-55 + 923-57
Glasurit® VOC Hardener 929-33
Glasurit Reducer 352-91
100% by weight
33% by weight
17% by weight
HVLP1.3 mm2.0 bar
2 film
thickness 40-50 µm
Flash off until matt after
each spraycoat
30 min.60°C
Note: After the first spraycoat, allow to flash off for at least 10 min, after the second spraycoat for at least 15 min.

BASF Coatings GmbH, Automotive Refinish Coatings Solutions Europe, Glasuritstraße1, 48165 Münster, Germany 11/2015 Page 22 of 25
TECHNICAL INFORMATION4. Mercedes-Benz-specific refinishing processes
4.4 Carbon fibre reinforced plastic (CRP)
Carbon fibre reinforced plastics consist of carbon fibre filaments embedded in epoxy resin. A characteristic feature of these materials is their very high stability at a low density. If these carbon fibre filaments are used for producing vehicle bodies or bodywork components, they are embedded in either colourless or tinted epoxy resin, depending on the application. Since the UV resistance of the epoxy resin is inadequate, the carbon fibre filaments are generally protected with two layers of clearcoat. The first clearcoat layer is intended to provide a visually smooth surface, and the second clearcoat layer is for UV protection. The latter is particularly important in the case of “visible carbon fibre”. Visible carbon fibre differs from topcoated carbon fibre in that the filaments are visible. A repair of visible carbon fibre only makes sense in the event of superficial damage which can be remedied by applying a clearcoat layer. In other words, the filament must not be damaged because otherwise the damage will remain visible. Repairing a topcoated carbon fibre component, on the other hand, does not call for any particular requirements. The standard refinish methods for metal surfaces or thermoset materials (SMC, GRP) incl. body filler can be used.
Topcoated carbon fibre
Pre-treatment 541-301x
Wipe dry Red sanding pad, soaked with 541-30
700-101x
Wipe dry
Clean with Glasurit Degreasing and Cleansing Agent 700-10 before applying 285-270.
Primer filler
Glasurit® Primer Filler Pro 285-270
Glasurit® Hardener 929-58
Glasurit® Reducer 352-91, -216 5:1:1 HVLP
1.7-1.9 mm 2.0-3.0 bar
½ +2 80-120 µm
60 min. at 60°C
P400-P600
P800-P1000
Alternative: Glasurit® Primer Filler Pro 285-230, -290
Note: After the first coat of primer filler, visible surface defects (e.g. pinholes) can be filled manually with a brush. After interim sanding with a random orbital sander (P400 - P600) or manual sanding (P800 - P1000) this step can be repeated until the desired result is achieved.
Topcoat
Glasurit® 90 Line and Glasurit® HS VOC Clears
BASF Coatings GmbH, Automotive Refinish Coatings Solutions Europe, Glasuritstraße1, 48165 Münster, Germany 11/2015 Page 23 of 25
TECHNICAL INFORMATION
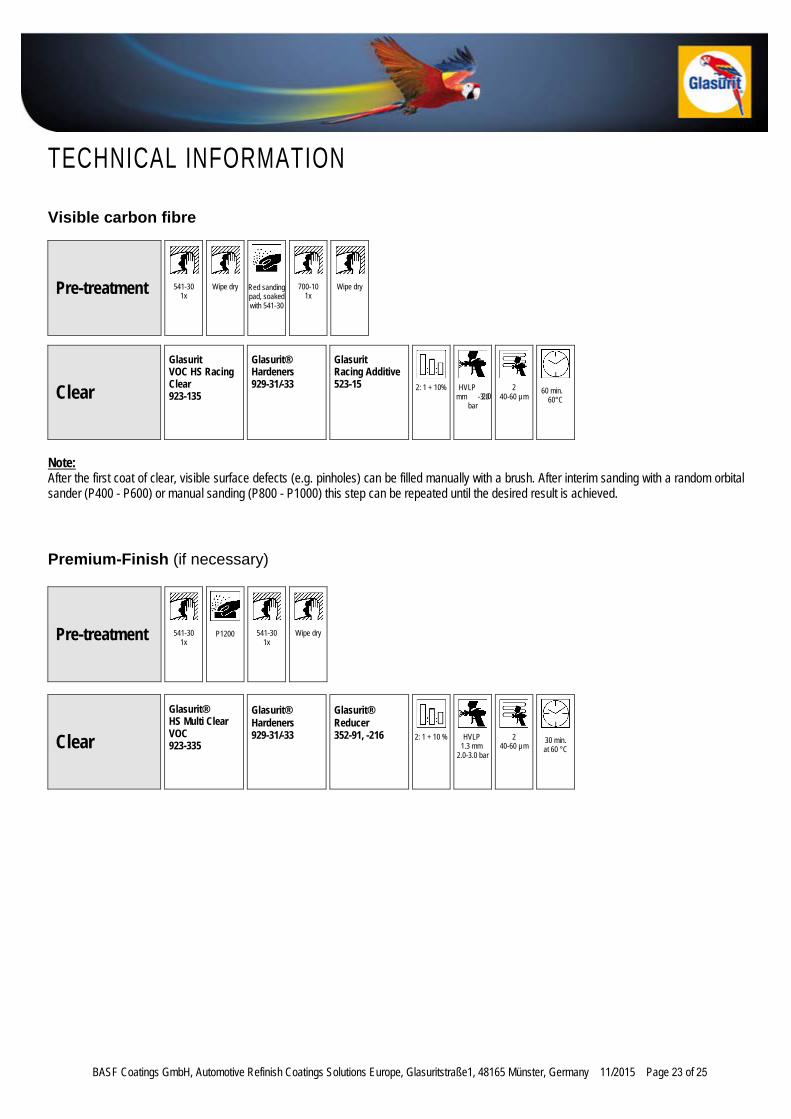
Visible carbon fibre
Pre-treatment 541-301x
Wipe dry Red sanding pad, soaked with 541-30
700-101x
Wipe dry
Clear
Glasurit VOC HS Racing Clear 923-135
Glasurit® Hardeners 929-31/-33
Glasurit Racing Additive 523-15 2: 1 + 10% HVLP
mm 2.0-3.0 bar
2 40-60 µm
60 min.60°C
Note: After the first coat of clear, visible surface defects (e.g. pinholes) can be filled manually with a brush. After interim sanding with a random orbital sander (P400 - P600) or manual sanding (P800 - P1000) this step can be repeated until the desired result is achieved.
Premium-Finish (if necessary)
Pre-treatment 541-301x
P1200 541-301x
Wipe dry
Clear
Glasurit® HS Multi Clear VOC 923-335
Glasurit®Hardeners 929-31/-33
Glasurit®Reducer 352-91, -216 2: 1 + 10 % HVLP
1.3 mm 2.0-3.0 bar
2 40-60 µm
30 min.at 60 °C

BASF Coatings GmbH, Automotive Refinish Coatings Solutions Europe, Glasuritstraße1, 48165 Münster, Germany 11/2015 Page 24 of 25
TECHNICAL INFORMATION5. Colour matching
5.1 Colour code labelling on rating plate
The first step when colour matching is always to identify the colour by checking the vehicle rating plate. The location of the plate can vary, depending on the particular vehicle model. In most Mercedes-Benz and smart models, however, the rating plate is on the B post (see figures). Older Mercedes vehicles sometimes also have stamped metal rating plates which can usually be found in the engine compartment.
Older series New series
The figures below show the respective locations of the rating plates with the paint code for old and current smart series. The colour number (A) is shown on the rating plate and is divided into two parts:
- The first three characters indicate the respective specification code for the Tridion safety cell (1) - The last three characters indicate the specification code for the standard plastic cladding (body panels, see 2)
1: Tridion safety cell specification code 2: Specification code for standard plastic cladding A: Rating plate
old smart series (450, 451) current smart series (453)

BASF Coatings GmbH, Automotive Refinish Coatings Solutions Europe, Glasuritstraße1, 48165 Münster, Germany 11/2015 Page 25 of 25
The second step when colour matching is, of course, to identify the correct colour formula (mixing formula). There are a number of ways of doing so:
- Via the Color Profi System
- Using a colorimeter
- Or directly via the internet (http://www.glasurit.com/de) using Color Online
To be absolutely sure, it is recommended that a spray sample of the identified solution be mixed and compared with the vehicle (colour) before carrying out the refinish job. A colour variant may have to be used to achieve a better colour match.
5.2 Search and selection of the correct mixing formula