Team #6 Daimler Chrysler - University of Delaware #6 Daimler Chrysler Team Members: James Arters...
34
Team #6 Daimler Chrysler Team Members: James Arters Chavis Bianco Tim Grypa Sara McQuaid
Transcript of Team #6 Daimler Chrysler - University of Delaware #6 Daimler Chrysler Team Members: James Arters...

Team #6
Daimler Chrysler
Team Members: James Arters
Chavis Bianco Tim Grypa
Sara McQuaid
2
Table of Contents
Section Page Number
I. Introduction 3-5
II. Problem Definition 5-6
III. Customers 6
IV. Wants and Constraints of the Chain 6-7
V. Metrics and Target Values of the Chain 7-9
VI. Concepts and Findings of the Chain 9-10
VII. Design Process of the Chain 10-14
VIII. Testing/ Analysis of the Chain 15-18
IX. Background of Drying System 18-20
X. Wants and Constraints of Drying System 20-21
XI. Target Values and Metrics of Drying System 22-25
XII. Concepts and Modifications of Drying System 26-30
XIII. Derivation of Best Concept for the Drying System 30-31
XIV. Overall Benefits 32
XV. Overall Conclusion 32-33
XVI. Resources 33
Appendix 1 34
3
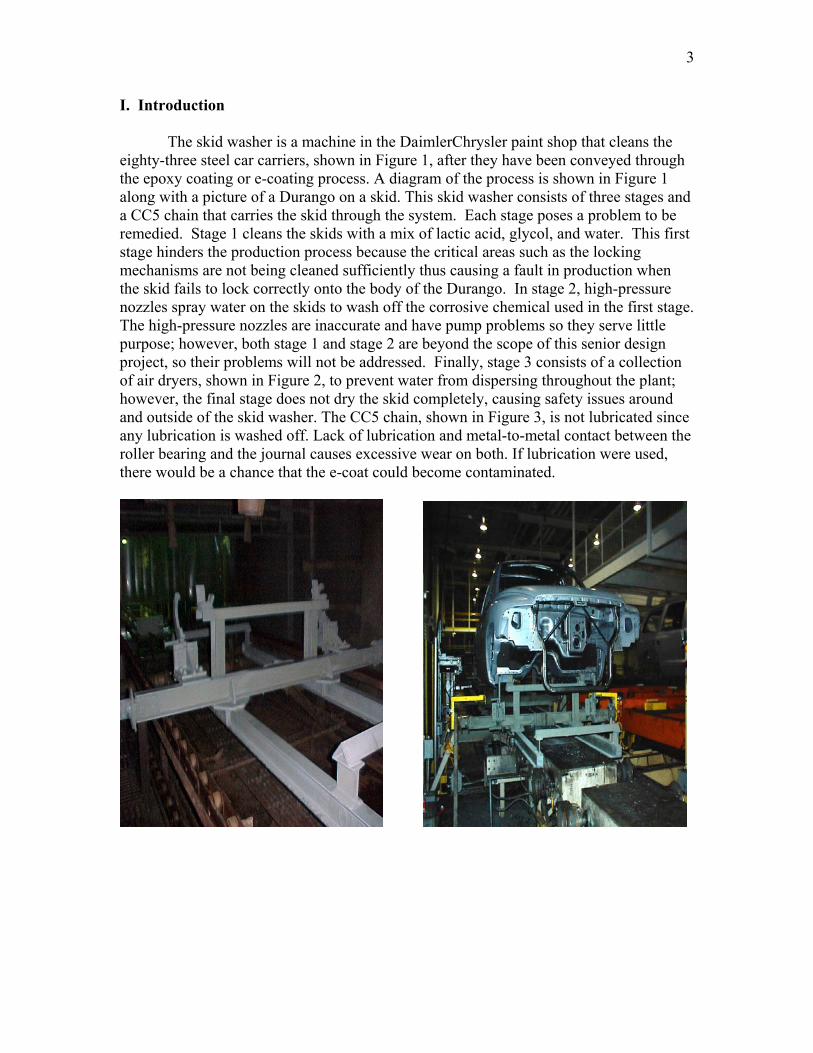
I. Introduction The skid washer is a machine in the DaimlerChrysler paint shop that cleans the
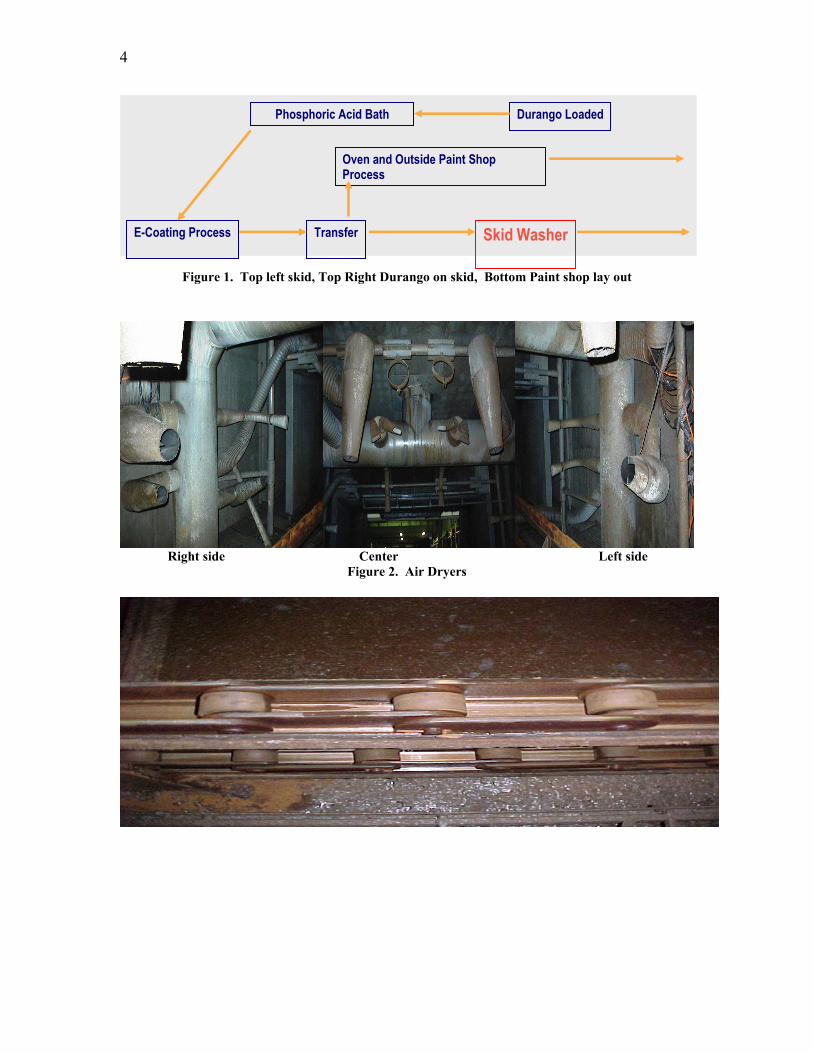
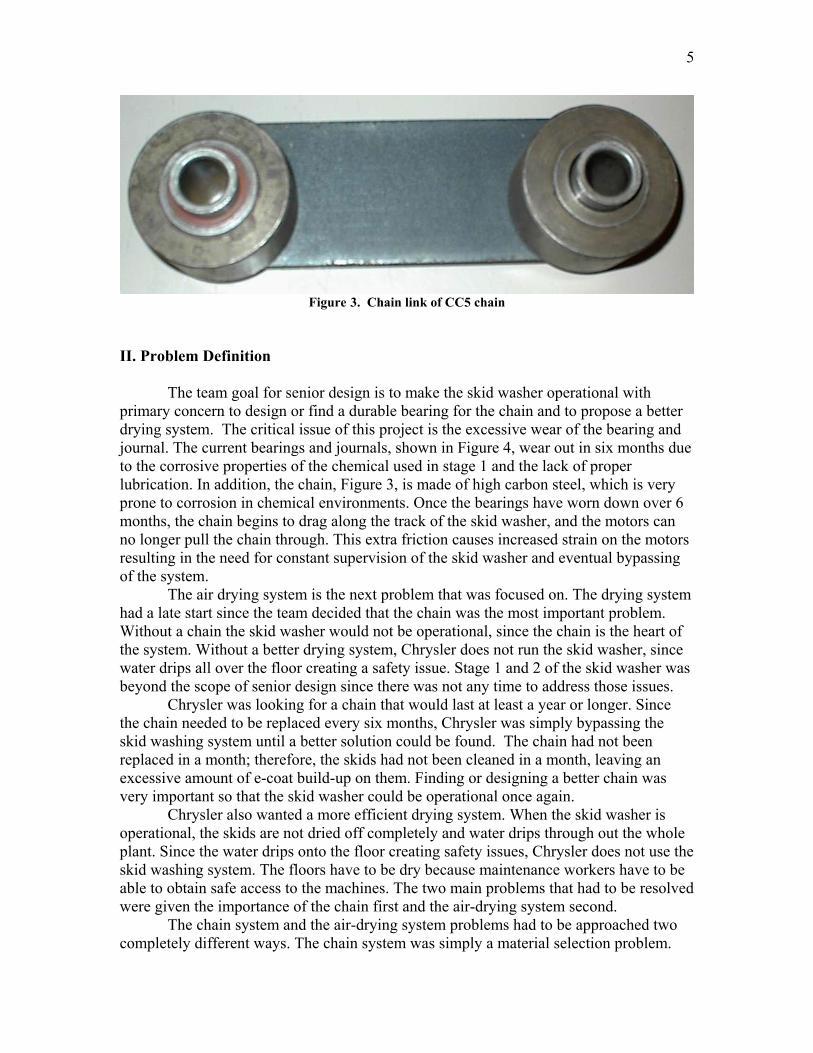
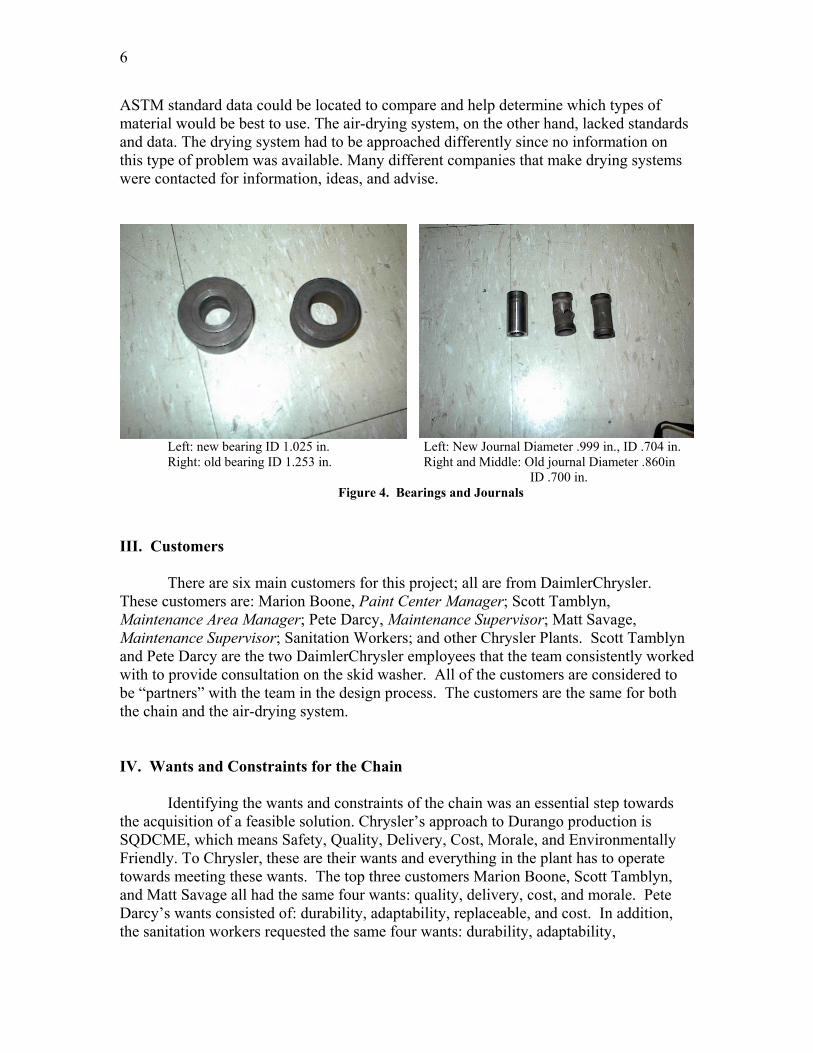
eighty-three steel car carriers, shown in Figure 1, after they have been conveyed through the epoxy coating or e-coating process. A diagram of the process is shown in Figure 1 along with a picture of a Durango on a skid. This skid washer consists of three stages and a CC5 chain that carries the skid through the system. Each stage poses a problem to be remedied. Stage 1 cleans the skids with a mix of lactic acid, glycol, and water. This first stage hinders the production process because the critical areas such as the locking mechanisms are not being cleaned sufficiently thus causing a fault in production when the skid fails to lock correctly onto the body of the Durango. In stage 2, high-pressure nozzles spray water on the skids to wash off the corrosive chemical used in the first stage. The high-pressure nozzles are inaccurate and have pump problems so they serve little purpose; however, both stage 1 and stage 2 are beyond the scope of this senior design project, so their problems will not be addressed. Finally, stage 3 consists of a collection of air dryers, shown in Figure 2, to prevent water from dispersing throughout the plant; however, the final stage does not dry the skid completely, causing safety issues around and outside of the skid washer. The CC5 chain, shown in Figure 3, is not lubricated since any lubrication is washed off. Lack of lubrication and metal-to-metal contact between the roller bearing and the journal causes excessive wear on both. If lubrication were used, there would be a chance that the e-coat could become contaminated.
4
Figure 1. Top left skid, Top Right Durango on skid, Bottom Paint shop lay out
Right side Center Left side
Figure 2. Air Dryers
E-Coating Process Transfer Skid Washer
Oven and Outside Paint Shop Process
Phosphoric Acid Bath Durango Loaded
5
Figure 3. Chain link of CC5 chain
II. Problem Definition
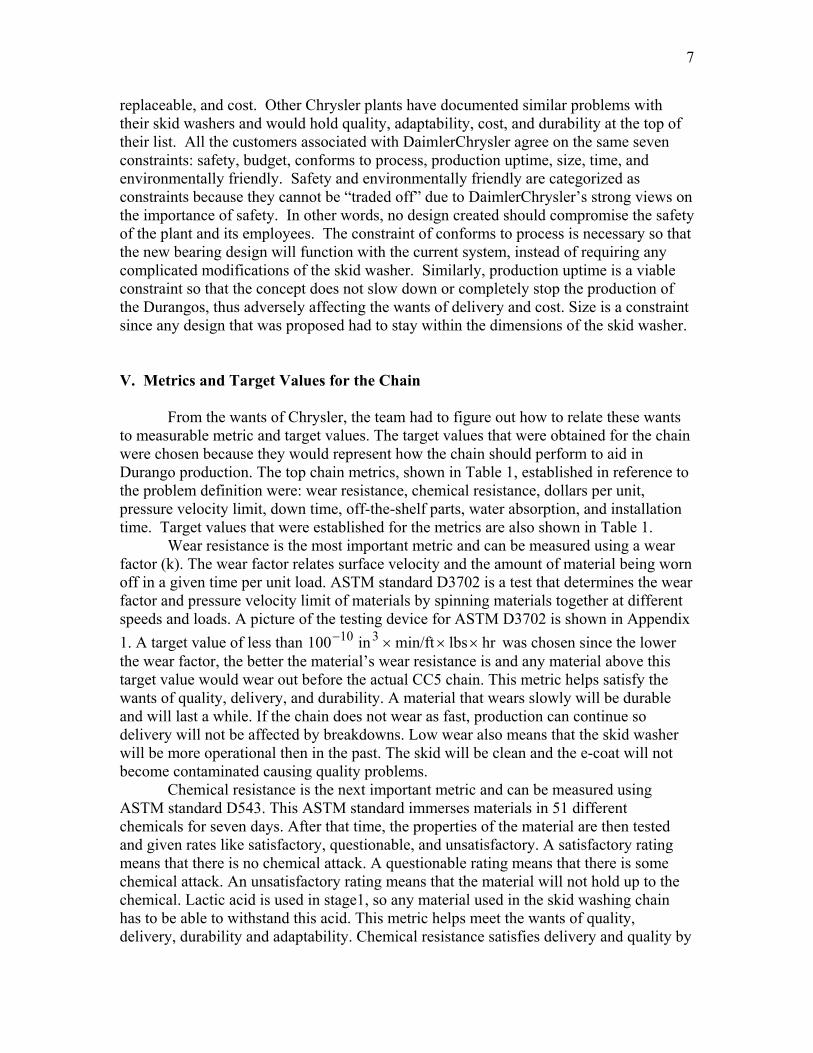
The team goal for senior design is to make the skid washer operational with primary concern to design or find a durable bearing for the chain and to propose a better drying system. The critical issue of this project is the excessive wear of the bearing and journal. The current bearings and journals, shown in Figure 4, wear out in six months due to the corrosive properties of the chemical used in stage 1 and the lack of proper lubrication. In addition, the chain, Figure 3, is made of high carbon steel, which is very prone to corrosion in chemical environments. Once the bearings have worn down over 6 months, the chain begins to drag along the track of the skid washer, and the motors can no longer pull the chain through. This extra friction causes increased strain on the motors resulting in the need for constant supervision of the skid washer and eventual bypassing of the system.
The air drying system is the next problem that was focused on. The drying system had a late start since the team decided that the chain was the most important problem. Without a chain the skid washer would not be operational, since the chain is the heart of the system. Without a better drying system, Chrysler does not run the skid washer, since water drips all over the floor creating a safety issue. Stage 1 and 2 of the skid washer was beyond the scope of senior design since there was not any time to address those issues.
Chrysler was looking for a chain that would last at least a year or longer. Since the chain needed to be replaced every six months, Chrysler was simply bypassing the skid washing system until a better solution could be found. The chain had not been replaced in a month; therefore, the skids had not been cleaned in a month, leaving an excessive amount of e-coat build-up on them. Finding or designing a better chain was very important so that the skid washer could be operational once again.
Chrysler also wanted a more efficient drying system. When the skid washer is operational, the skids are not dried off completely and water drips through out the whole plant. Since the water drips onto the floor creating safety issues, Chrysler does not use the skid washing system. The floors have to be dry because maintenance workers have to be able to obtain safe access to the machines. The two main problems that had to be resolved were given the importance of the chain first and the air-drying system second.
The chain system and the air-drying system problems had to be approached two completely different ways. The chain system was simply a material selection problem.
6
ASTM standard data could be located to compare and help determine which types of material would be best to use. The air-drying system, on the other hand, lacked standards and data. The drying system had to be approached differently since no information on this type of problem was available. Many different companies that make drying systems were contacted for information, ideas, and advise.
Left: new bearing ID 1.025 in. Left: New Journal Diameter .999 in., ID .704 in. Right: old bearing ID 1.253 in. Right and Middle: Old journal Diameter .860in ID .700 in.
Figure 4. Bearings and Journals III. Customers There are six main customers for this project; all are from DaimlerChrysler. These customers are: Marion Boone, Paint Center Manager; Scott Tamblyn, Maintenance Area Manager; Pete Darcy, Maintenance Supervisor; Matt Savage, Maintenance Supervisor; Sanitation Workers; and other Chrysler Plants. Scott Tamblyn and Pete Darcy are the two DaimlerChrysler employees that the team consistently worked with to provide consultation on the skid washer. All of the customers are considered to be “partners” with the team in the design process. The customers are the same for both the chain and the air-drying system. IV. Wants and Constraints for the Chain Identifying the wants and constraints of the chain was an essential step towards the acquisition of a feasible solution. Chrysler’s approach to Durango production is SQDCME, which means Safety, Quality, Delivery, Cost, Morale, and Environmentally Friendly. To Chrysler, these are their wants and everything in the plant has to operate towards meeting these wants. The top three customers Marion Boone, Scott Tamblyn, and Matt Savage all had the same four wants: quality, delivery, cost, and morale. Pete Darcy’s wants consisted of: durability, adaptability, replaceable, and cost. In addition, the sanitation workers requested the same four wants: durability, adaptability,
7
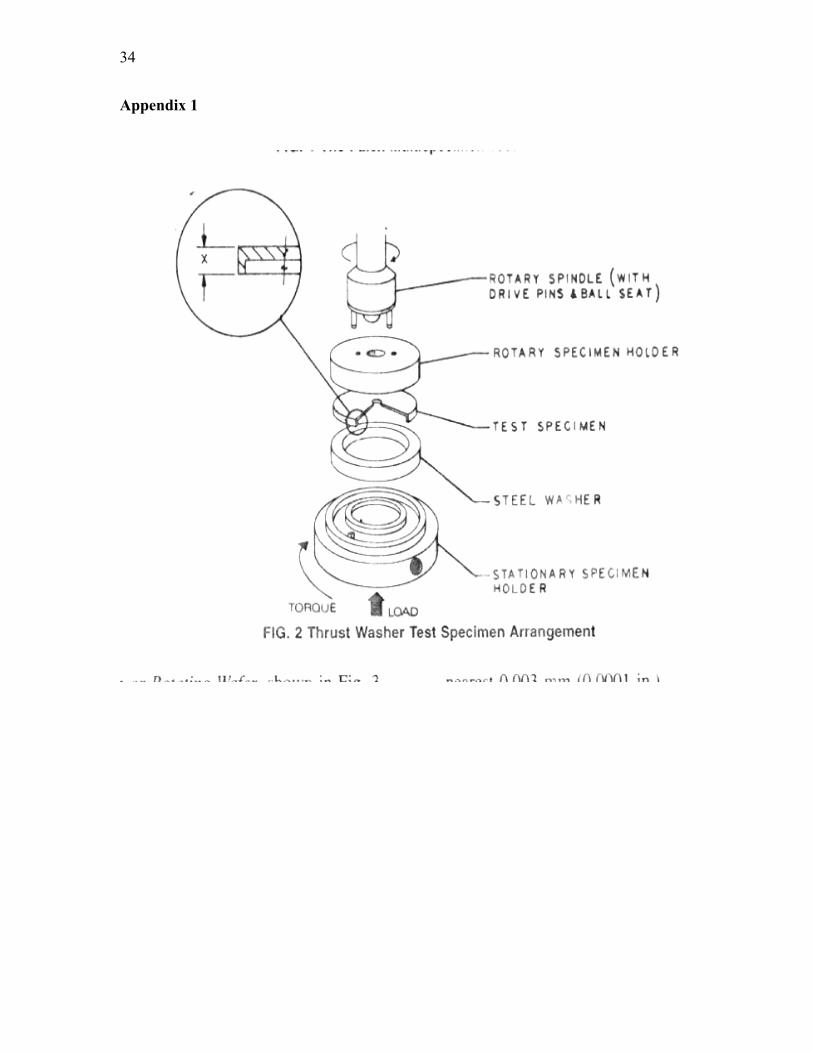
replaceable, and cost. Other Chrysler plants have documented similar problems with their skid washers and would hold quality, adaptability, cost, and durability at the top of their list. All the customers associated with DaimlerChrysler agree on the same seven constraints: safety, budget, conforms to process, production uptime, size, time, and environmentally friendly. Safety and environmentally friendly are categorized as constraints because they cannot be “traded off” due to DaimlerChrysler’s strong views on the importance of safety. In other words, no design created should compromise the safety of the plant and its employees. The constraint of conforms to process is necessary so that the new bearing design will function with the current system, instead of requiring any complicated modifications of the skid washer. Similarly, production uptime is a viable constraint so that the concept does not slow down or completely stop the production of the Durangos, thus adversely affecting the wants of delivery and cost. Size is a constraint since any design that was proposed had to stay within the dimensions of the skid washer. V. Metrics and Target Values for the Chain From the wants of Chrysler, the team had to figure out how to relate these wants to measurable metric and target values. The target values that were obtained for the chain were chosen because they would represent how the chain should perform to aid in Durango production. The top chain metrics, shown in Table 1, established in reference to the problem definition were: wear resistance, chemical resistance, dollars per unit, pressure velocity limit, down time, off-the-shelf parts, water absorption, and installation time. Target values that were established for the metrics are also shown in Table 1. Wear resistance is the most important metric and can be measured using a wear factor (k). The wear factor relates surface velocity and the amount of material being worn off in a given time per unit load. ASTM standard D3702 is a test that determines the wear factor and pressure velocity limit of materials by spinning materials together at different speeds and loads. A picture of the testing device for ASTM D3702 is shown in Appendix 1. A target value of less than hrlbsmin/ftin 100 310 ×××− was chosen since the lower the wear factor, the better the material’s wear resistance is and any material above this target value would wear out before the actual CC5 chain. This metric helps satisfy the wants of quality, delivery, and durability. A material that wears slowly will be durable and will last a while. If the chain does not wear as fast, production can continue so delivery will not be affected by breakdowns. Low wear also means that the skid washer will be more operational then in the past. The skid will be clean and the e-coat will not become contaminated causing quality problems. Chemical resistance is the next important metric and can be measured using ASTM standard D543. This ASTM standard immerses materials in 51 different chemicals for seven days. After that time, the properties of the material are then tested and given rates like satisfactory, questionable, and unsatisfactory. A satisfactory rating means that there is no chemical attack. A questionable rating means that there is some chemical attack. An unsatisfactory rating means that the material will not hold up to the chemical. Lactic acid is used in stage1, so any material used in the skid washing chain has to be able to withstand this acid. This metric helps meet the wants of quality, delivery, durability and adaptability. Chemical resistance satisfies delivery and quality by
8
keeping the chain and skid washer operational. Durability is satisfied since the material will be able to resist the lactic acid. It meets the adaptability want by being able to survive in the skid washing environment and not requiring any new chemicals to be used. Dollar per unit satisfies the wants of cost and morale. This metric is measured in dollars per foot of chain. A target value of one hundred dollars per foot was established since the Webb Company that produces the CC5 chain has a stainless steel chain of that price. Any design that is used should not cost more than one hundred dollars per foot. It satisfies morale because something that is low cost will make everyone happy. The pressure velocity limit can be measured using ASTM D3702. The pressure velocity limit is simply the product of pressure and velocity below which the wear factor is constant. If this limit is exceeded excessive, wear will occur. The wear factor is dependent on the pressure velocity limit. A target value of 4600 feet/minpsi × was calculated as the condition the bearing experiences during operation in the skid washer. This will help satisfy the wants of quality, delivery, and durability. The material selected has to be able to function in this limit, so delivery will not stop and quality will not be harmed since the chain remains operational. It satisfies durability by not wearing out prematurely. Downtime is a metric that will satisfy the wants of cost, morale, delivery and adaptability. It presently takes 16 hours to replace the existing chain, and the implemented design should not take any longer to replace. If it does not take longer to replace the chain, then the new chain was adaptable to the system, and the labor cost will not increase. Morale and delivery will improve because it will not take any longer to replace, and the production would not be further slowed down. Off-the-shelf parts are a metric because the cost can be minimized by limiting the manufacturing process. This metric would also satisfy the want of manufacturability. Having off-the-shelf parts also helps make the design more replaceable. Water absorption can be measured using ASTM standard D570, which is a 24-hour immersion tests for materials. This test helps show how materials hold their dimensions when in a moist environment. Water absorption meets the wants of delivery and durability. If a new bearing is designed, it cannot swell and lock onto the shaft it is spinning. If this situation was to happen, it would slow down delivery. A bearing that is locked and dragging down the track would not be very durable.
9
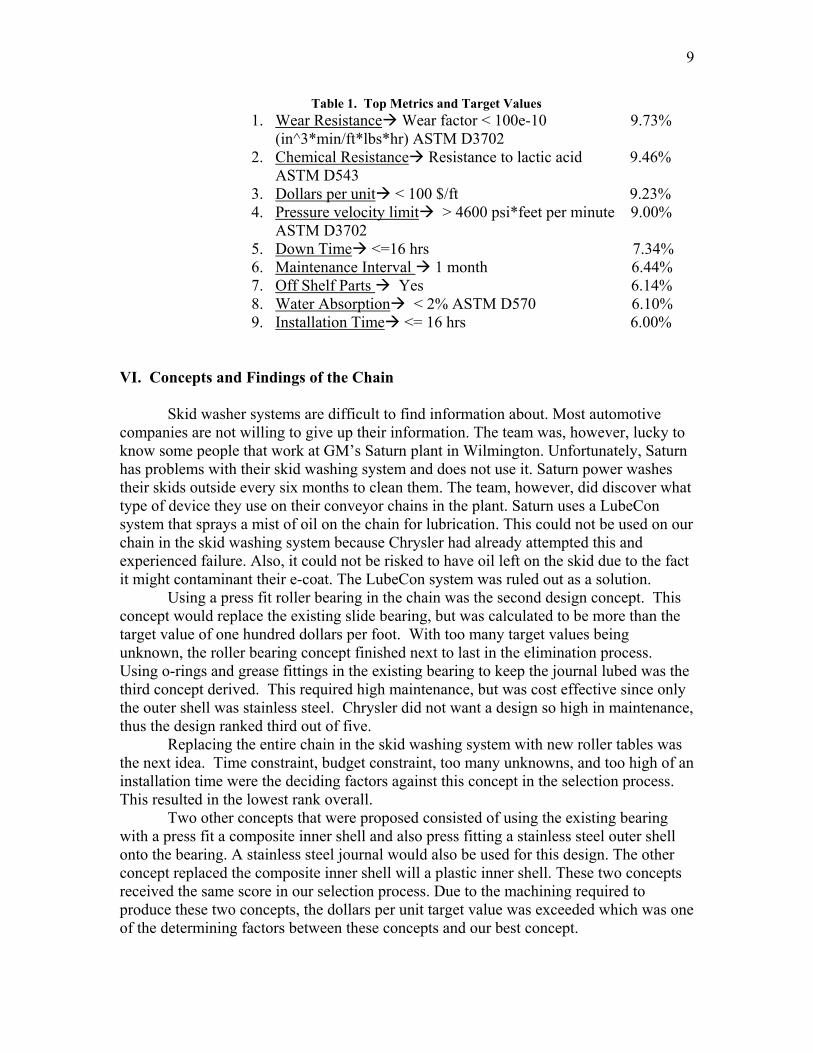
Table 1. Top Metrics and Target Values 1. Wear Resistance Wear factor < 100e-10 9.73%
(in^3*min/ft*lbs*hr) ASTM D3702 2. Chemical Resistance Resistance to lactic acid 9.46%
ASTM D543 3. Dollars per unit < 100 $/ft 9.23% 4. Pressure velocity limit > 4600 psi*feet per minute 9.00%
ASTM D3702 5. Down Time <=16 hrs 7.34% 6. Maintenance Interval 1 month 6.44% 7. Off Shelf Parts Yes 6.14% 8. Water Absorption < 2% ASTM D570 6.10% 9. Installation Time <= 16 hrs 6.00%
VI. Concepts and Findings of the Chain Skid washer systems are difficult to find information about. Most automotive companies are not willing to give up their information. The team was, however, lucky to know some people that work at GM’s Saturn plant in Wilmington. Unfortunately, Saturn has problems with their skid washing system and does not use it. Saturn power washes their skids outside every six months to clean them. The team, however, did discover what type of device they use on their conveyor chains in the plant. Saturn uses a LubeCon system that sprays a mist of oil on the chain for lubrication. This could not be used on our chain in the skid washing system because Chrysler had already attempted this and experienced failure. Also, it could not be risked to have oil left on the skid due to the fact it might contaminant their e-coat. The LubeCon system was ruled out as a solution.
Using a press fit roller bearing in the chain was the second design concept. This concept would replace the existing slide bearing, but was calculated to be more than the target value of one hundred dollars per foot. With too many target values being unknown, the roller bearing concept finished next to last in the elimination process. Using o-rings and grease fittings in the existing bearing to keep the journal lubed was the third concept derived. This required high maintenance, but was cost effective since only the outer shell was stainless steel. Chrysler did not want a design so high in maintenance, thus the design ranked third out of five.
Replacing the entire chain in the skid washing system with new roller tables was the next idea. Time constraint, budget constraint, too many unknowns, and too high of an installation time were the deciding factors against this concept in the selection process. This resulted in the lowest rank overall.
Two other concepts that were proposed consisted of using the existing bearing with a press fit a composite inner shell and also press fitting a stainless steel outer shell onto the bearing. A stainless steel journal would also be used for this design. The other concept replaced the composite inner shell will a plastic inner shell. These two concepts received the same score in our selection process. Due to the machining required to produce these two concepts, the dollars per unit target value was exceeded which was one of the determining factors between these concepts and our best concept.

10
Our best concept was to press fit a plastic insert into the middle of the existing bearing and lay down a plastic track for the chain to ride on. This turned out to be the cheapest concept to use because it was the easiest to manufacture. The team also decided to use the existing journal and did not choose to use stainless steel which also greatly reduced the dollars per foot of the concept. The best concept is shown in Figure 5.
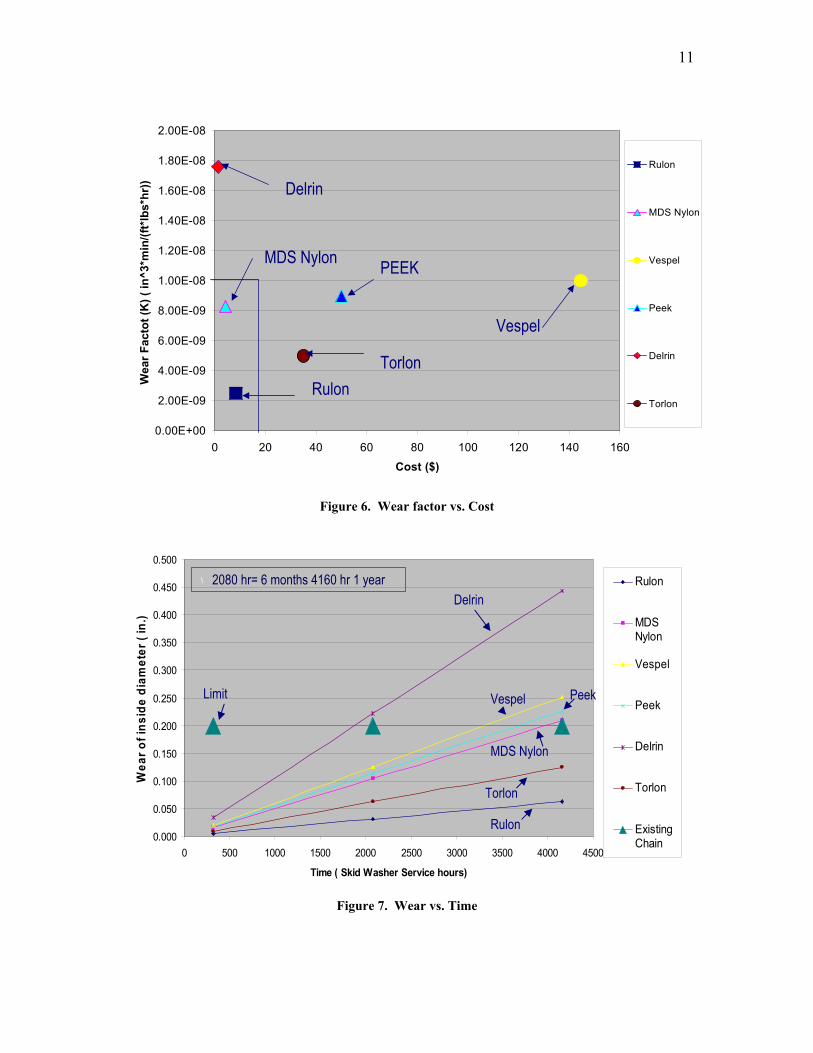
Figure 5. Plastic insert in middle of bearing VII. Design Process of the Chain Once the best concept was defined, the question remained as to which plastic was best to use as the insert for the bearing. ASTM standards were researched to compare different plastics. ASTM 3702 was used to compare the wear factor and pressure velocity limit. ASTM D543 was used to compare chemical resistance to lactic acid, and ASTM D570 helped compare how a plastic would hold its dimensions in a moist environment. The plastics that were considered were Rulon (TFE fluroplastic), MDS Nylon (molybdenum disulfide polyamide), Vespel (polyimide), Peek (poly-ether-ether-ketone), Delrin (Acetal), and Torlon (Polyamide-imide). A graph of wear factor vs. cost was established from ASTM D3702 to compare all these plastics, which is shown in Figure 6. The area that is boxed is the region that our team was targeting, which was a wear factor less than hrlbsmin/ftin 100 310 ×××− and less than $15.00 per insert. A wear factor of less than hrlbsmin/ftin 100 310 ×××− was chosen since anything that was higher would wear out faster than the existing bearing shown in Figure 7. Figure 7 represents wear of the inside diameter of an insert vs. time in skid washer hours. The skid washer operates at sixteen hours a day, for five days a week, and for fifty-two weeks per year; therefore, 4160 hrs represents one year in the skid washer. The line marked limit is what the existing bearing wears at currently, and any plastic that is to be used could not cross this line. Anything over $15.00 would be too expensive to use on the chain. This quickly eliminated many plastics from our decision. The two that did pass this test were MDS nylon and Rulon. Delrin was the cheapest, but the wear factor was too high.
Plastic Insert O.D. - 1.25 in.
I.D. - 1 in.
11
Figure 6. Wear factor vs. Cost
Figure 7. Wear vs. Time
0.000
0.050
0.100
0.150
0.200
0.250
0.300
0.350
0.400
0.450
0.500
0 500 1000 1500 2000 2500 3000 3500 4000 4500
Time ( Skid Washer Service hours)
Wea
r of i
nsid
e di
amet
er (
in.)
Rulon
MDSNylon
Vespel
Peek
Delrin
Torlon
ExistingChain
Limit
Delrin
Vespel Peek
MDS Nylon
Torlon
Rulon
v 2080 hr= 6 months 4160 hr 1 year
0.00E+00
2.00E-09
4.00E-09
6.00E-09
8.00E-09
1.00E-08
1.20E-08
1.40E-08
1.60E-08
1.80E-08
2.00E-08
0 20 40 60 80 100 120 140 160
Cost ($)
Wea
r Fac
tot (
K) (
in^3
*min
/(ft*
lbs*
hr))
Rulon
MDS Nylon
Vespel
Peek
Delrin
Torlon
Delrin
MDS Nylon PEEK
RulonTorlon
Vespel

12
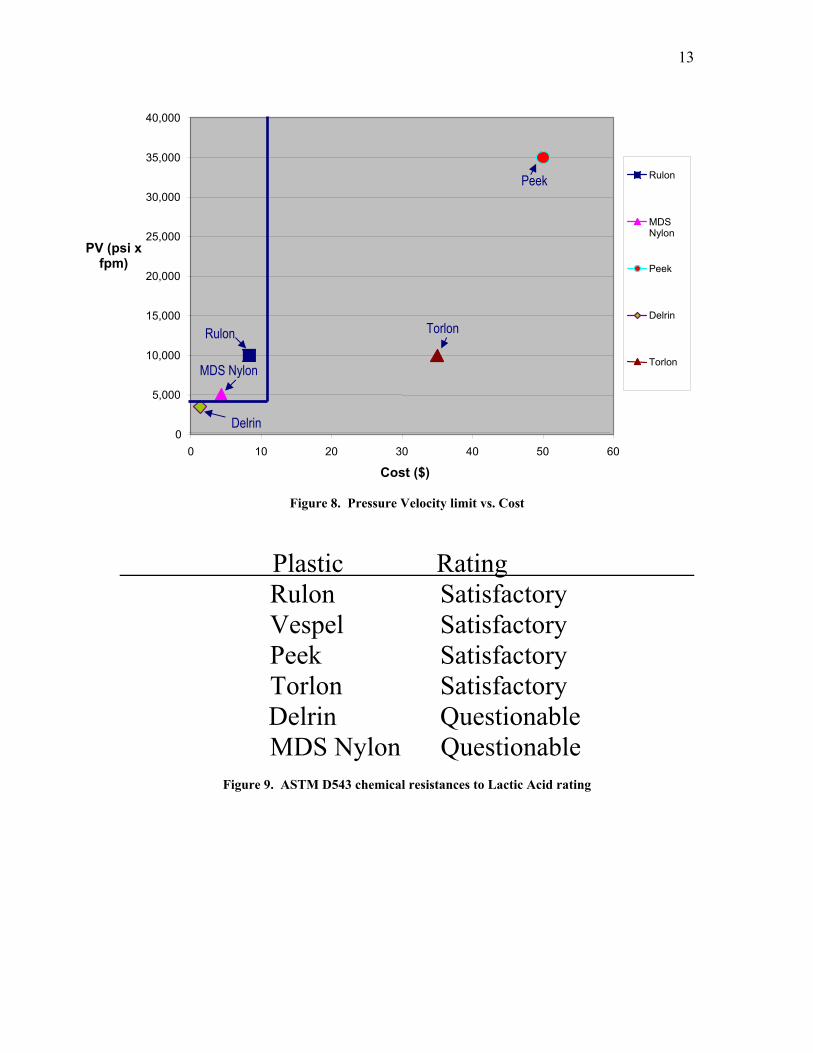
Another factor in determining which plastic to use was the Pressure Velocity limit from ASTM D543. The pressure velocity was graphed on pressure velocity vs. cost graph shown in Figure 8. In this graph, the ideal plastics were again boxed off. The plastic had to less than $15.00 per insert, and it also had to have a pressure velocity limit that was greater than 4600 feet/minpsi × . The two materials that met these conditions were Rulon and MDS nylon. Delrin again was the cheapest, but it only had a pressure velocity limit of 3000 feet/minpsi × so it was again eliminated after reviewing these findings. The next thing that was looked at was the plastic’s chemical resistance to lactic acid from ASTM D543. The material that would be used had to receive a satisfactory rating from this standard meaning that the plastic that no chemical attack, and it kept its mechanical properties. A Questionable rating meant that there was chemical attack, and the plastic would lose some of its mechanical properties. An Unsatisfactory rating meant that the plastic was severely attacked and did not hold up to lactic acid. The results of this standard are shown in Figure 9. From this figure, Rulon was giving a Satisfactory rating while MDS Nylon and Delrin are questionable. All of the other plastics were way too expensive to consider. From these findings, MDS nylon had to be eliminated since it would not hold up in the skid washer environment.
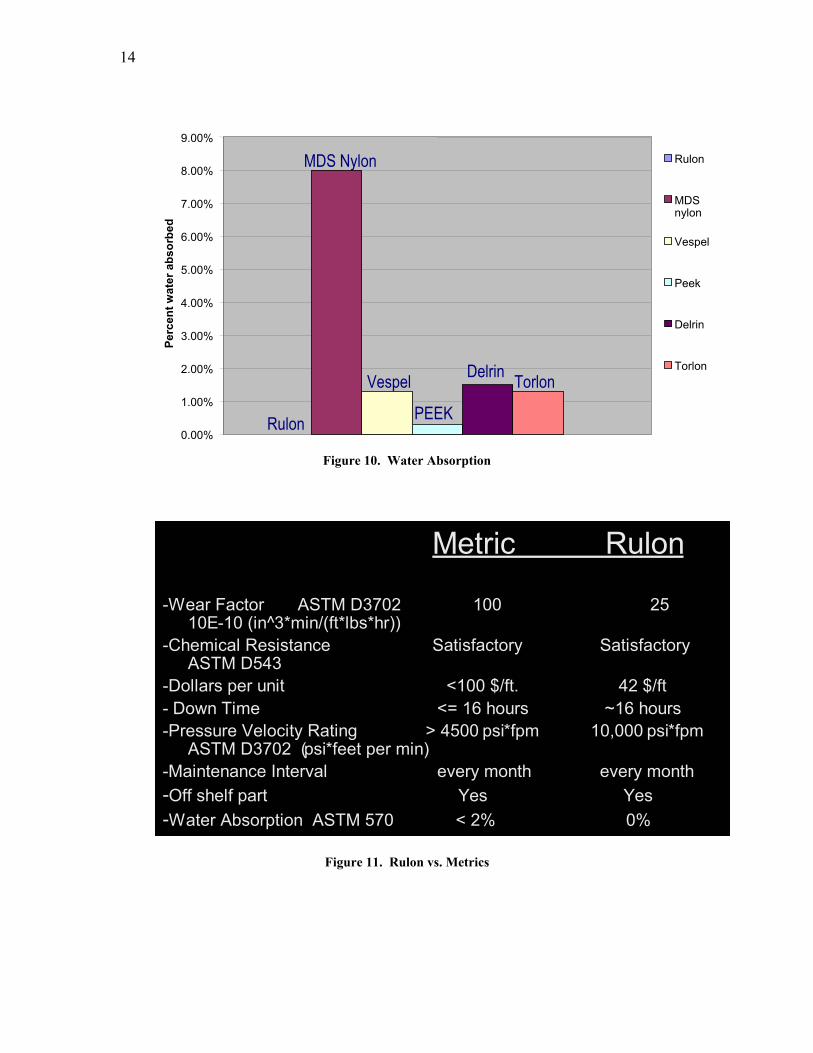
The ASTM standard that was looked at next was the water absorption test. This was a way to determine how the material will hold its dimensions in a moist environment. The results are shown in Figure 10, and Rulon again came out to be the best material to use. In each figure, Rulon proved to be the best plastic for this application. Other plastics were either too expensive, or did not meet the target values that they were required to meet. Rulon meet all metrics and target values that were set which is shown in Figure 11. A prototype Rulon bearing is shown in Figure 5. UHMW polyethylene will be used as the material that will be laid down in the chain track. UHMW has a satisfactory rating according to ASTM D543, so it will hold up in the lactic acid environment. It had a low wear factor but was excluded as a bearing material due to its low pressure velocity rating.
13
Figure 8. Pressure Velocity limit vs. Cost
Plastic Rating Rulon Satisfactory Vespel Satisfactory Peek Satisfactory Torlon Satisfactory Delrin Questionable MDS Nylon Questionable
Figure 9. ASTM D543 chemical resistances to Lactic Acid rating
0
5,000
10,000
15,000
20,000
25,000
30,000
35,000
40,000
0 10 20 30 40 50 60 Cost ($)
Rulon
MDS Nylon
Peek
Delrin
Torlon
Delrin
Torlon
Peek
MDS Nylon
Rulon
PV (psi x fpm)
14
Figure 10. Water Absorption
Figure 11. Rulon vs. Metrics
0.00%
1.00%
2.00%
3.00%
4.00%
5.00%
6.00%
7.00%
8.00%
9.00%
Perc
ent w
ater
abs
orbe
dRulon
MDSnylon
Vespel
Peek
Delrin
Torlon
Rulon
MDS Nylon
Vespel
PEEK
Delrin Torlon
Metric Rulon
- Wear Factor ASTM D3702 100 25 10E - 10 (in^3*min/(ft*lbs*hr))
- Chemical Resistance Satisfactory Satisfactory ASTM D543
- Dollars per unit <100 $/ft. 42 $/ft - Down Time <= 16 hours ~16 hours - Pressure Velocity Rating > 4500 psi *fpm 10,000 psi *fpm
ASTM D3702 ( psi *feet per min) - Maintenance Interval every month every month - Off shelf part Yes Yes - Water Absorption ASTM 570 < 2% 0%
15
VIII. Testing/Analysis of the Chain
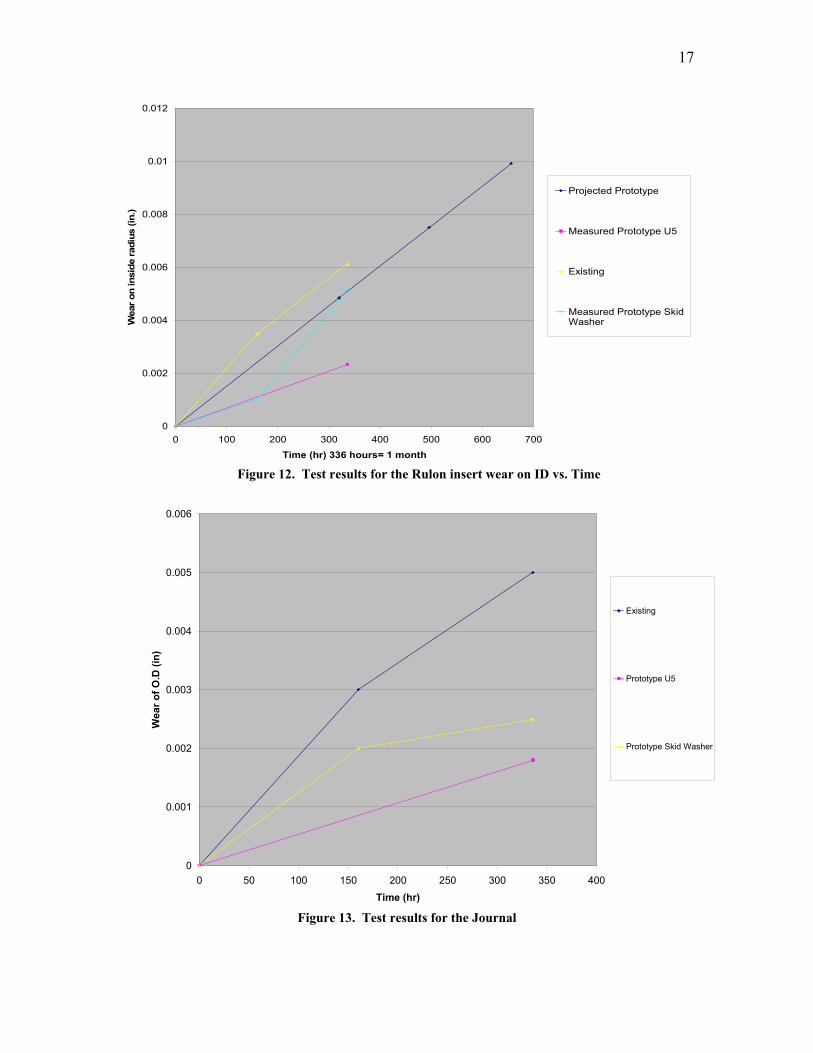
Rulon appeared to be the solution to the chain problem but testing was required to prove that it was the best choice. Five feet of chain was produced with the Rulon insert in the middle of the bearing. When the prototype chain was produced, it was first inserted into another system, U-5, because the skid washer was not operational at the time. The system the bearings were first installed into experienced twice the load that the skid washer sees from the fact that a Durango was loaded on the skid. This system ran for 24 hours a day, and 7 days a week for 2 weeks. This was representative of one month of service in the skid washer equaling 320 hours of operation. The bearings showed approximately 0.0025 ± 0.0015 inches of wear off of the inside radius (Figure 12 Pink line). Since this was installed in another chain system, a one to one comparison of the existing skid washer chain could not be obtained. It was, however, a good test to determine if the prototype was adaptable to Chrysler’s chain system and if the insert would work.
The prototype chain was next installed into the skid washing system since new chain was obtained and installed in the skid washer. For the next data point, the skid washer ran on its normal schedule which is 5 days a week and 16 hours a day. The prototype bearings were in the skid washer for 2 weeks before they were measured again. This time a one to one comparison was obtained between the Rulon prototypes and the existing skid washer chain. The Rulon bearings wore another 0.001 ± 0.0015 inches since the last data point. The existing chain wore 0.003 ± 0.0008 inches in two weeks of service in the skid washing system. This was a very encouraging result since the prototype bearings had .0025 inches less wear than the existing bearings. The wear on the Rulon followed the expectations of team 6 since the bearing wore only 0.001 inches after the last measurement. In the other system that was under twice the load and time, the bearings wore 0.0025 inches. The team expected the Rulon in two weeks to wear at least half as much or less, which it did. The Rulon bearings seemed to be outperforming the existing bearings very well. If the prototypes continued on this trend, the Rulon would last a year or maybe more. More testing was still needed to see if the Rulon would continue the same trend.
The bearings were re-installed into the skid washer for another two weeks. From the next data point that was obtained, it was observed that the Rulon bearings wore an unexpected 0.004 ± 0.0016 inches since the last data point. The existing bearings wore another 0.003 ± 0.0012 inches. The existing bearings wore at total of 0.006 inches in 320 hours in the skid washing system. The Rulon bearings in 320 hours wore 0.005 inches. The wear for the last data point for the prototype bearings was very excessive compared to the other data points. Team 6 believes the reason for the excessive wear was due to corrosion of the journal that the bearing rides on. If the wear continues at 0.004 inches every two weeks, the insert would not last much longer than six months in the skid washer. Team 6 feels that more testing is required to see what happens to Rulon in the next two weeks. It is unsure if the wear will continue at 0.004 inches a week, or decrease in the amount of wear. More testing would give us more information of the wear mechanism of the Rulon insert.
Team 6 believes that if a stainless steel journal were installed with the Rulon, the wear rate would follow at the expected 0.002 inches every month since the Rulon will
16
have a smoother surface to ride against. The lactic acid in stage 1 is believed not to be the cause of the excessive wear. The pressure velocity limit is also not believed to be the cause of the excessive wear since the Rulon bearings were installed in a higher loaded system. More testing will help to confirm these conclusions.
The wear on the journal was also measured, and the results are shown in Figure 13. The journals that had the Rulon insert displayed much less wear than the existing bearings journals in the skid washer. After 320 hours of service in the skid washer, the journals that were matched with the Rulon wore a total of 0.0025 inches off the outside diameter of the journal. The existing bearing journal wore 0.006 inches in 320 hours of service. When the Rulon prototypes were in U-5, the journals only wore down 0.0015 inches. From this we can determine that the chemicals in the skid washer helped contribute to the wear of the journal. The Rulon insert itself wears instead of wearing down the journal, which is something team 6 was aiming for. The corrosion on the Rulon journal was also less, but was not eliminated. When the Rulon wears it seems to stick to the journal creating a barrier between the journal and the lactic acid. Even though corrosion was improved on the journals with the Rulon the journals still corrode and this is believed to be the reason why the Rulon had excessive wear in the last measurement that was taken.
Team 6 believes that a stainless steel journal is needed in the chain system so the insert will have a better surface to ride on. After reviewing the handbook of corrosion data from ASM international, a 316 stainless steel journal would be the best stainless steel to use in the chemical environment of the skid washer. Ratings from the handbook for different stainless steels are shown in Figure 14. In Figure 14, the 316 stainless steel was given a good rating and the 304 stainless steel was given a fair rating. We also looked into the corrosion rate when lactic acid was boiling to determine which stainless steel would be best suited for the skid washer. Corrosion rate data for 304 and 316 stainless steel is shown in Figure 15. The 316 stainless steel appears to be the stainless steel to use since it has a lower corrosion rate. An added benefit of using a 316 stainless steel over a 304 journal is that 316 stainless steel has better pitting resistance. 316 stainless steel contains Molybdenum, which helps prevent pitting while 304 stainless steel does not contain Molybdenum. The 410 stainless steel lacks enough Chromium to protect it from the lactic acid environment of the skid washer. The 440 stainless steel contains too much carbon which would cause it to corrode.
17
0
0.002
0.004
0.006
0.008
0.01
0.012
0 100 200 300 400 500 600 700
Time (hr) 336 hours= 1 month
Wea
r on
insi
de ra
dius
(in.
)
Projected Prototype
Measured Prototype U5
Existing
Measured Prototype SkidWasher
Figure 12. Test results for the Rulon insert wear on ID vs. Time
0
0.001
0.002
0.003
0.004
0.005
0.006
0 50 100 150 200 250 300 350 400
Time (hr)
Wea
r of O
.D (i
n)
Existing
Prototype U5
Prototype Skid Washer
Figure 13. Test results for the Journal
18
Type of Stainless Steel Rating 304 Fair 316 Good 410 Poor 430 Poor
Figure 14. Corrosion data in 10% Lactic acid 70 degrees F
Type of Stainless Steel Corrosion Rate 304 1.825 mm/yr 316 0025 mm/yr
Figure 15. Corrosion rate in 20% Lactic acid boiling
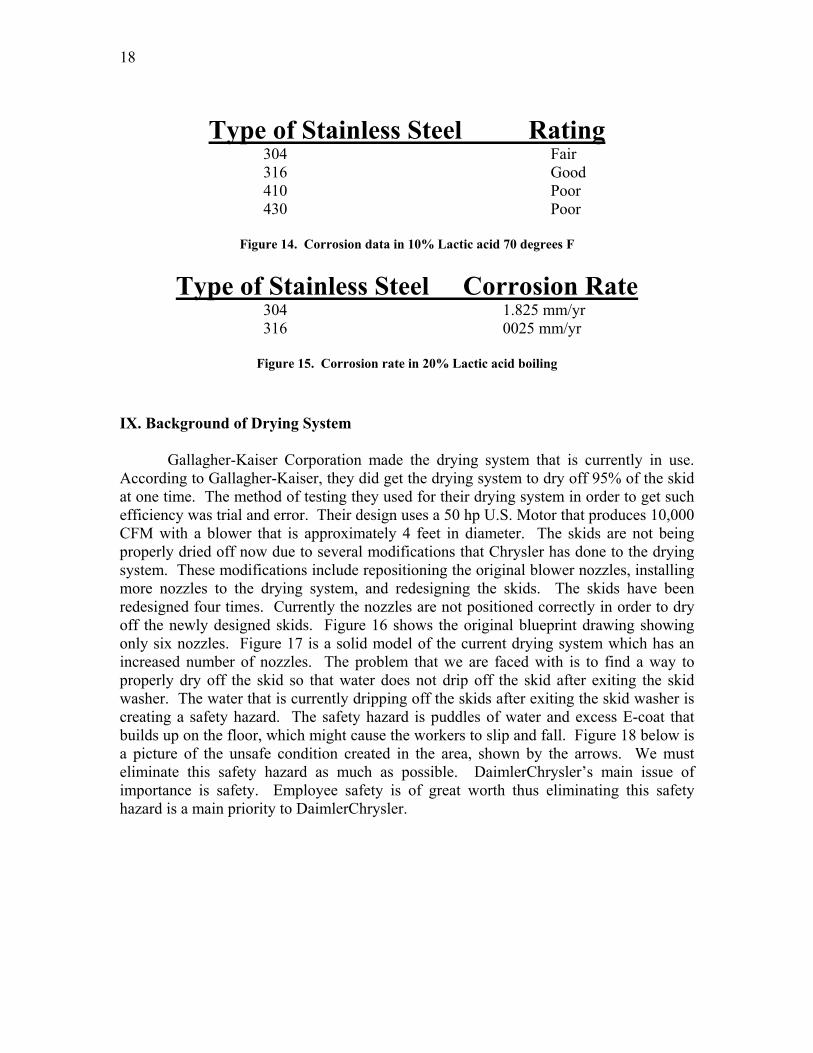
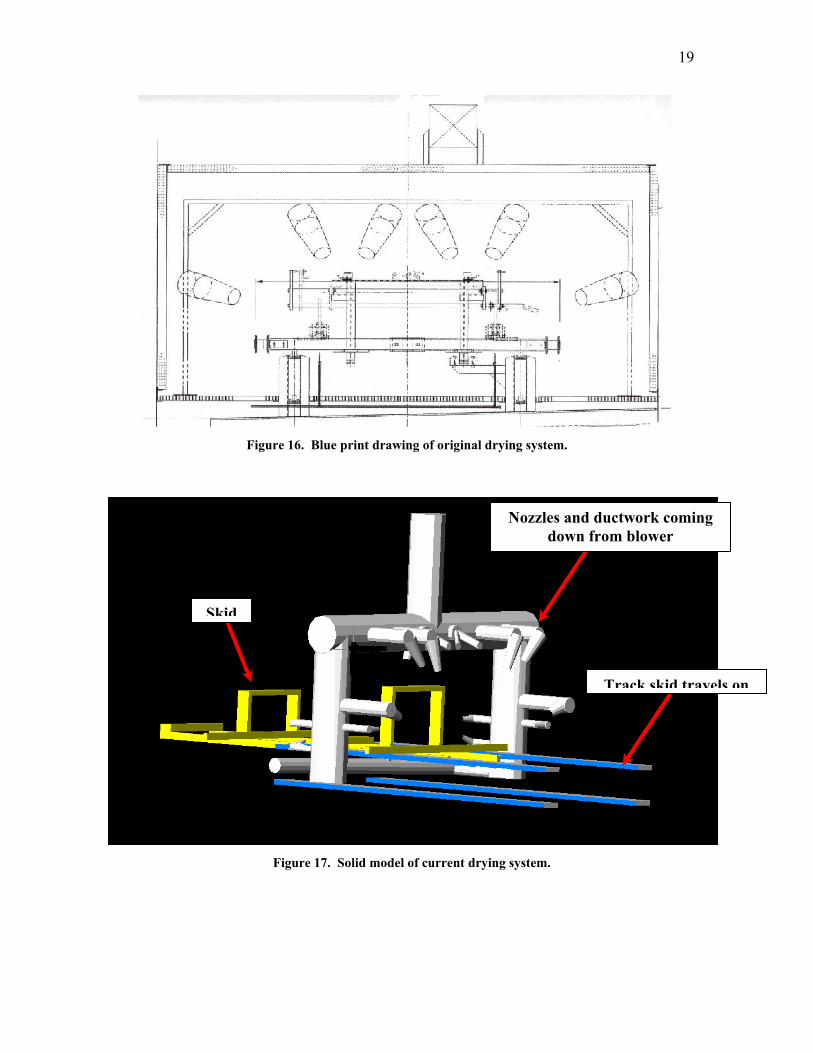
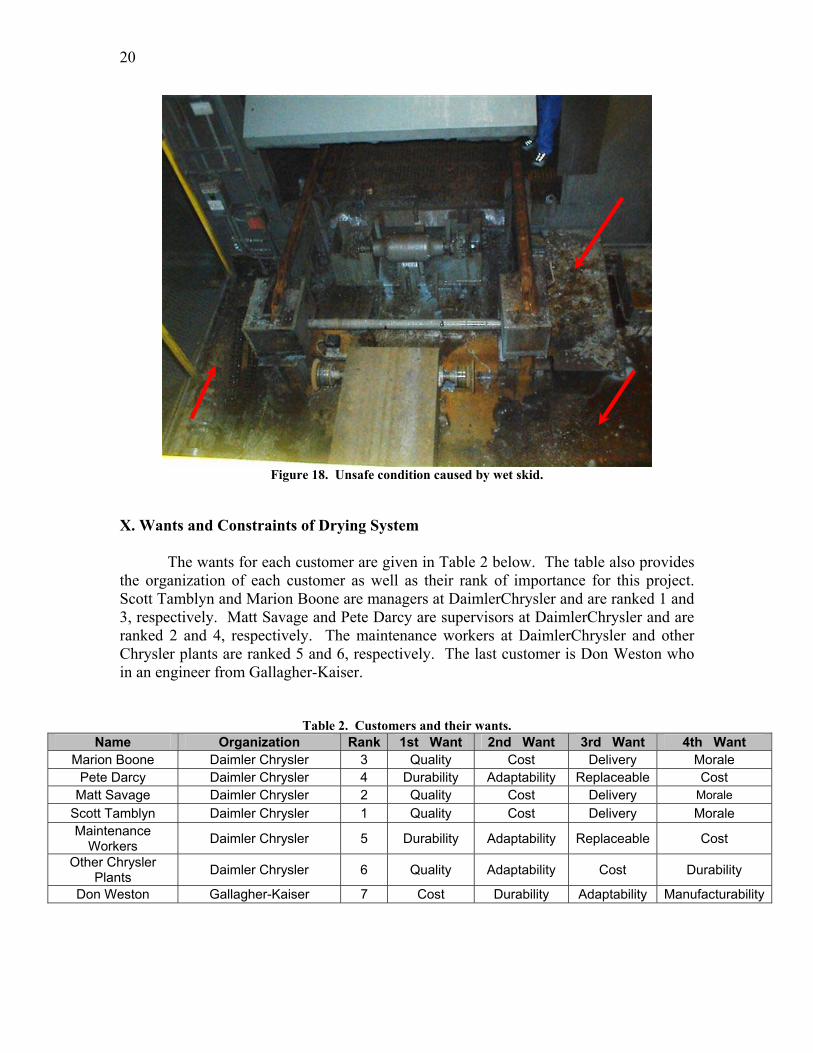
IX. Background of Drying System Gallagher-Kaiser Corporation made the drying system that is currently in use. According to Gallagher-Kaiser, they did get the drying system to dry off 95% of the skid at one time. The method of testing they used for their drying system in order to get such efficiency was trial and error. Their design uses a 50 hp U.S. Motor that produces 10,000 CFM with a blower that is approximately 4 feet in diameter. The skids are not being properly dried off now due to several modifications that Chrysler has done to the drying system. These modifications include repositioning the original blower nozzles, installing more nozzles to the drying system, and redesigning the skids. The skids have been redesigned four times. Currently the nozzles are not positioned correctly in order to dry off the newly designed skids. Figure 16 shows the original blueprint drawing showing only six nozzles. Figure 17 is a solid model of the current drying system which has an increased number of nozzles. The problem that we are faced with is to find a way to properly dry off the skid so that water does not drip off the skid after exiting the skid washer. The water that is currently dripping off the skids after exiting the skid washer is creating a safety hazard. The safety hazard is puddles of water and excess E-coat that builds up on the floor, which might cause the workers to slip and fall. Figure 18 below is a picture of the unsafe condition created in the area, shown by the arrows. We must eliminate this safety hazard as much as possible. DaimlerChrysler’s main issue of importance is safety. Employee safety is of great worth thus eliminating this safety hazard is a main priority to DaimlerChrysler.
19
Figure 16. Blue print drawing of original drying system.
Figure 17. Solid model of current drying system.
Skid
Nozzles and ductwork coming down from blower
Track skid travels on
20
Figure 18. Unsafe condition caused by wet skid.
X. Wants and Constraints of Drying System The wants for each customer are given in Table 2 below. The table also provides the organization of each customer as well as their rank of importance for this project. Scott Tamblyn and Marion Boone are managers at DaimlerChrysler and are ranked 1 and 3, respectively. Matt Savage and Pete Darcy are supervisors at DaimlerChrysler and are ranked 2 and 4, respectively. The maintenance workers at DaimlerChrysler and other Chrysler plants are ranked 5 and 6, respectively. The last customer is Don Weston who in an engineer from Gallagher-Kaiser.
Table 2. Customers and their wants. Name Organization Rank 1st Want 2nd Want 3rd Want 4th Want
Marion Boone Daimler Chrysler 3 Quality Cost Delivery Morale Pete Darcy Daimler Chrysler 4 Durability Adaptability Replaceable Cost
Matt Savage Daimler Chrysler 2 Quality Cost Delivery Morale Scott Tamblyn Daimler Chrysler 1 Quality Cost Delivery Morale Maintenance
Workers Daimler Chrysler 5 Durability Adaptability Replaceable Cost
Other Chrysler Plants Daimler Chrysler 6 Quality Adaptability Cost Durability
Don Weston Gallagher-Kaiser 7 Cost Durability Adaptability Manufacturability
21
The top wants for the customers are quality, cost, durability, delivery, morale, adaptability, replaceable, and manufacturability. Table 3 below gives the customer wants and their percentage of importance.
Table 3. Customer wants and percentage of importance. Final
Ranking Want Description Rate of Importance 1 Quality 37.4 2 Cost 24.6 3 Durability 10.6 4 Delivery 9.0 5 Morale 7.6 6 Adaptability 7.3 7 Replaceable 2.8 8 Manufacturability 0.6
The constraints to this problem are: the dimensions of stage 3 in the skid washer,
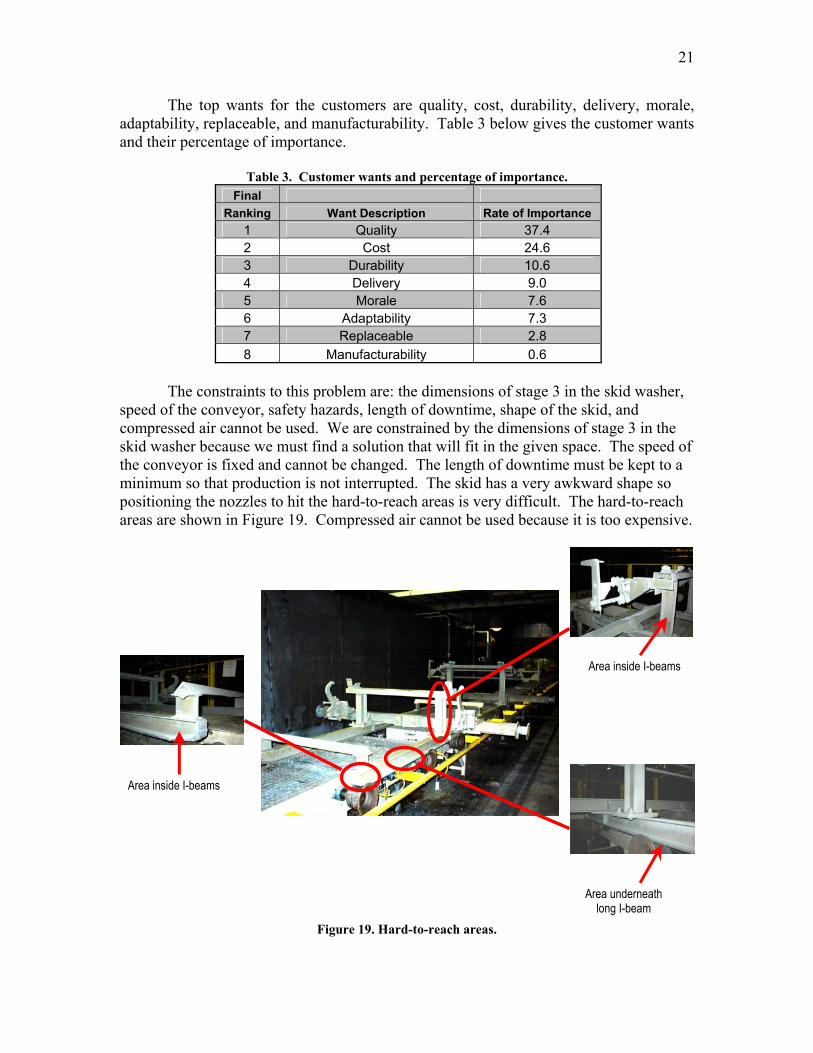
speed of the conveyor, safety hazards, length of downtime, shape of the skid, and compressed air cannot be used. We are constrained by the dimensions of stage 3 in the skid washer because we must find a solution that will fit in the given space. The speed of the conveyor is fixed and cannot be changed. The length of downtime must be kept to a minimum so that production is not interrupted. The skid has a very awkward shape so positioning the nozzles to hit the hard-to-reach areas is very difficult. The hard-to-reach areas are shown in Figure 19. Compressed air cannot be used because it is too expensive.
Figure 19. Hard-to-reach areas.
Area underneath long I-beam
Area inside I-beams
Area inside I-beams

22
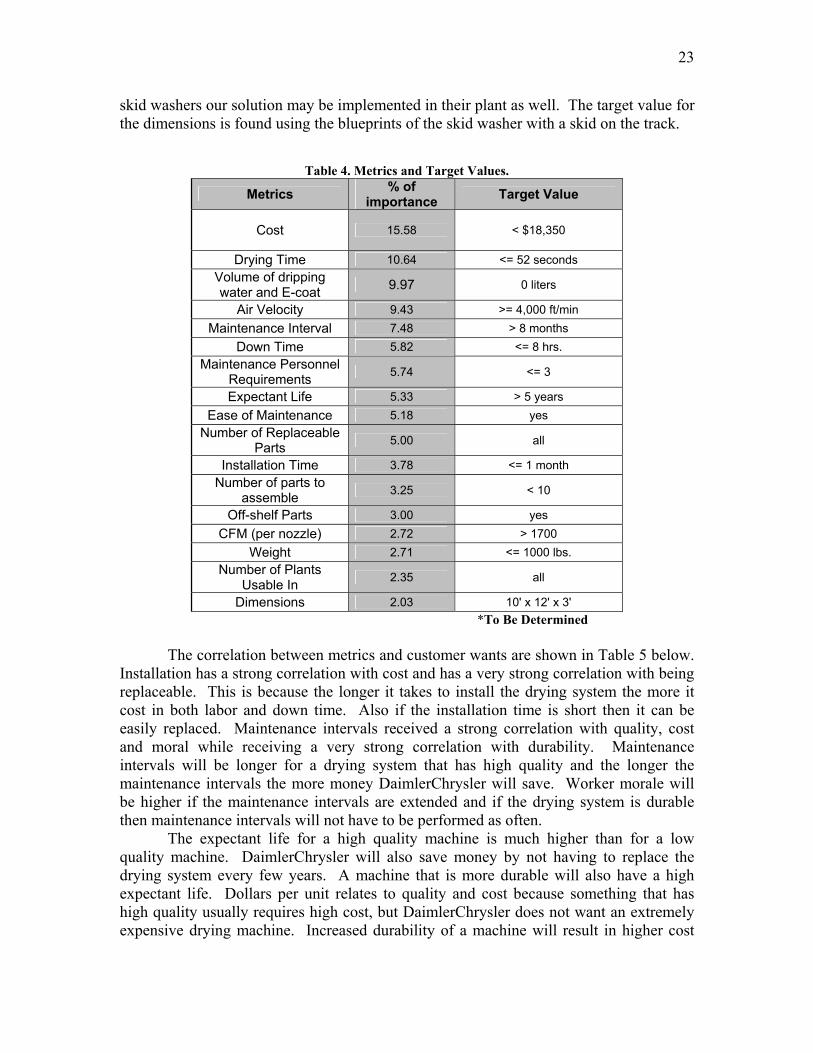
XI. Target Values and Metrics of Drying System Top Four Target Values and Metrics The metrics and target values are given in Table 4 below. The percentage of importance for each metric is also shown. The target value for cost is less than $18,350 because this is the price of the concept that DaimlerChrysler’s facility engineer, Carl M. Kress is planning on using. This price is also approved by Marion Boone and Scott Tamblyn. The concept is an American 140 Air Dryer with air velocities up to 300 mph. This machine is also stainless steel which raises the cost. The drying time target value is chosen to be less than or equal to 52 seconds. This is calculated by dividing the length of stage 3, 19 feet, by the speed of the conveyor chain, 22 feet/minute, and then converted to seconds. The target value for volume of dripping water and E-coat is chosen to be zero liters because ideally we do not want any water or E-coat dripping from the skid. Air velocity is the last of our top four metrics. The target value for air velocity is greater than or equal to 4,000 feet/minute which was found by using measurements from an Anemometer. Secondary Target Values and Metrics
The target value for maintenance intervals was chosen to be the same or greater than the maintenance intervals for the chain. This is due to the fact that we do not want the drying system to be maintained more than the chain. If necessary the drying system can be checked while maintenance is done on the chain. The target value for down time is less than or equal to 8 hours because the managers do not want to waste labor hours trying to fix the drying system that should be working properly. The target value for maintenance personnel requirements is less than or equal to 3 because this is the number of people that currently work on the drying system. Our sponsor advised us to set the target value for expectant life to greater than 5 years. Obviously we want the drying system to be easy to maintain so that the skid washer is down a minimum amount of time.
We want all parts to be replaceable because we do not want to have to buy a whole new drying system if one part breaks and the longer it takes to gets parts the longer the drying system will not be operational. Installation time was chosen to be less than or equal to one month because we want the drying system to be up and running as soon as possible. This is also a reasonable amount of time for the workers to install the drying system. We chose the number of parts to assemble to be less than 10 because the more numbers of parts the higher the probability something will break or go wrong. We also do not want the workers spending a large portion of time assembling the drying system. It is good to have off the shelf parts for the drying system in order to minimize down time and make replacements/repairs quick.
To get the target value for CFM (per nozzle) we divided the total CFM of the current blower (10,000 CFM) by the number of nozzles (6) to get 1,700 CFM. We decided to divide the total CFM by 6 nozzles in order to find the CFM per nozzle at the time the drying system actually worked properly. The target value for the weight is less than or equal to 1,000 lbs. because we want the existing skid washer to be able to support the drying system. Since a few Chrysler plants are having similar problems with their
23
skid washers our solution may be implemented in their plant as well. The target value for the dimensions is found using the blueprints of the skid washer with a skid on the track.
Table 4. Metrics and Target Values.
Metrics % of importance Target Value
Cost 15.58 < $18,350
Drying Time 10.64 <= 52 seconds Volume of dripping water and E-coat 9.97 0 liters
Air Velocity 9.43 >= 4,000 ft/min Maintenance Interval 7.48 > 8 months
Down Time 5.82 <= 8 hrs. Maintenance Personnel
Requirements 5.74 <= 3
Expectant Life 5.33 > 5 years Ease of Maintenance 5.18 yes
Number of Replaceable Parts 5.00 all
Installation Time 3.78 <= 1 month Number of parts to
assemble 3.25 < 10
Off-shelf Parts 3.00 yes CFM (per nozzle) 2.72 > 1700
Weight 2.71 <= 1000 lbs. Number of Plants
Usable In 2.35 all
Dimensions 2.03 10' x 12' x 3' *To Be Determined
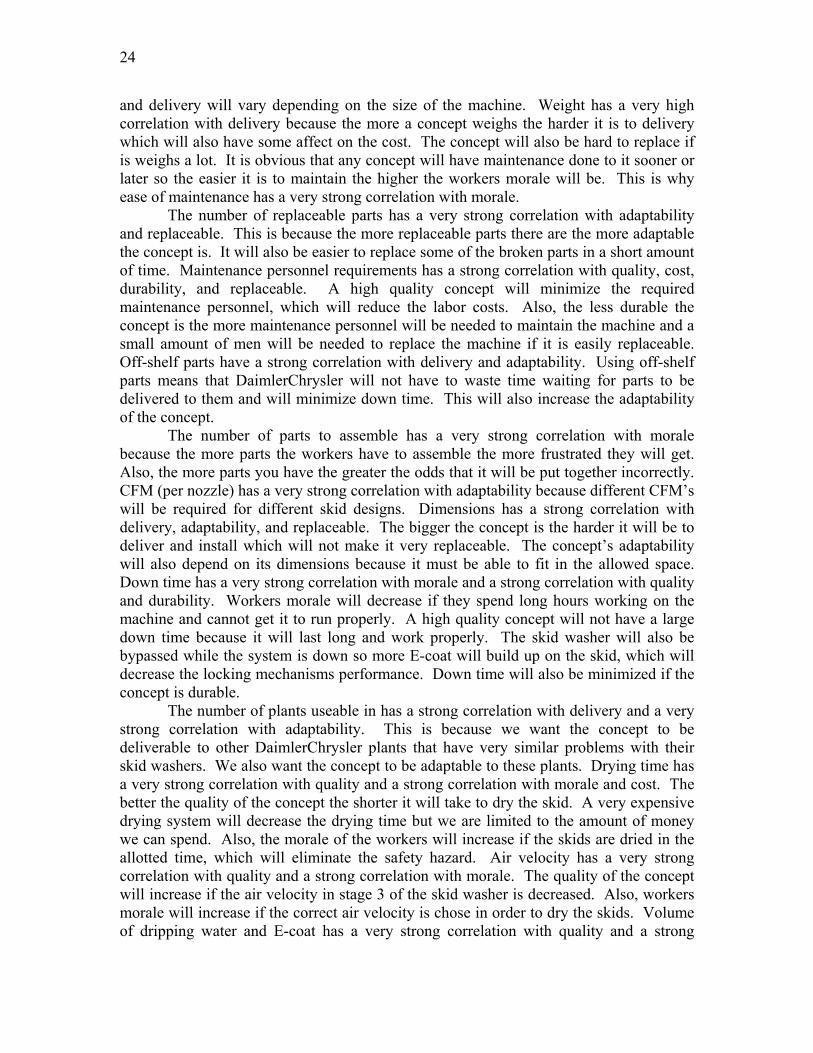
The correlation between metrics and customer wants are shown in Table 5 below. Installation has a strong correlation with cost and has a very strong correlation with being replaceable. This is because the longer it takes to install the drying system the more it cost in both labor and down time. Also if the installation time is short then it can be easily replaced. Maintenance intervals received a strong correlation with quality, cost and moral while receiving a very strong correlation with durability. Maintenance intervals will be longer for a drying system that has high quality and the longer the maintenance intervals the more money DaimlerChrysler will save. Worker morale will be higher if the maintenance intervals are extended and if the drying system is durable then maintenance intervals will not have to be performed as often.
The expectant life for a high quality machine is much higher than for a low quality machine. DaimlerChrysler will also save money by not having to replace the drying system every few years. A machine that is more durable will also have a high expectant life. Dollars per unit relates to quality and cost because something that has high quality usually requires high cost, but DaimlerChrysler does not want an extremely expensive drying machine. Increased durability of a machine will result in higher cost
24
and delivery will vary depending on the size of the machine. Weight has a very high correlation with delivery because the more a concept weighs the harder it is to delivery which will also have some affect on the cost. The concept will also be hard to replace if is weighs a lot. It is obvious that any concept will have maintenance done to it sooner or later so the easier it is to maintain the higher the workers morale will be. This is why ease of maintenance has a very strong correlation with morale.
The number of replaceable parts has a very strong correlation with adaptability and replaceable. This is because the more replaceable parts there are the more adaptable the concept is. It will also be easier to replace some of the broken parts in a short amount of time. Maintenance personnel requirements has a strong correlation with quality, cost, durability, and replaceable. A high quality concept will minimize the required maintenance personnel, which will reduce the labor costs. Also, the less durable the concept is the more maintenance personnel will be needed to maintain the machine and a small amount of men will be needed to replace the machine if it is easily replaceable. Off-shelf parts have a strong correlation with delivery and adaptability. Using off-shelf parts means that DaimlerChrysler will not have to waste time waiting for parts to be delivered to them and will minimize down time. This will also increase the adaptability of the concept.
The number of parts to assemble has a very strong correlation with morale because the more parts the workers have to assemble the more frustrated they will get. Also, the more parts you have the greater the odds that it will be put together incorrectly. CFM (per nozzle) has a very strong correlation with adaptability because different CFM’s will be required for different skid designs. Dimensions has a strong correlation with delivery, adaptability, and replaceable. The bigger the concept is the harder it will be to deliver and install which will not make it very replaceable. The concept’s adaptability will also depend on its dimensions because it must be able to fit in the allowed space. Down time has a very strong correlation with morale and a strong correlation with quality and durability. Workers morale will decrease if they spend long hours working on the machine and cannot get it to run properly. A high quality concept will not have a large down time because it will last long and work properly. The skid washer will also be bypassed while the system is down so more E-coat will build up on the skid, which will decrease the locking mechanisms performance. Down time will also be minimized if the concept is durable.
The number of plants useable in has a strong correlation with delivery and a very strong correlation with adaptability. This is because we want the concept to be deliverable to other DaimlerChrysler plants that have very similar problems with their skid washers. We also want the concept to be adaptable to these plants. Drying time has a very strong correlation with quality and a strong correlation with morale and cost. The better the quality of the concept the shorter it will take to dry the skid. A very expensive drying system will decrease the drying time but we are limited to the amount of money we can spend. Also, the morale of the workers will increase if the skids are dried in the allotted time, which will eliminate the safety hazard. Air velocity has a very strong correlation with quality and a strong correlation with morale. The quality of the concept will increase if the air velocity in stage 3 of the skid washer is decreased. Also, workers morale will increase if the correct air velocity is chose in order to dry the skids. Volume of dripping water and E-coat has a very strong correlation with quality and a strong
25
correlation with morale and replaceable. The quality of the skid and surrounding areas will increase if the volume of dripping water and E-coat is zero. Morale of the workers will increase if there is no water and E-coat dripping from the skid and if the skid is modified we will want the drying system to be adaptable and completely dry that skid too. These correlations helped us to rank our metrics by means of importance to the customer wants.
Table 5. Correlation between metrics and customer wants. Wants Quality Cost Durability Delivery Morale Adaptability Replaceable Manufacturability Metrics\% 37.4 24.6 10.6 9.0 7.6 7.3 2.8 0.6
Installation time (A) 1 3 1 1 9 1 Maintenance Interval
(B) 3 3 9 3 1
Expectant Life (C) 1 3 9 1 1 Dollars per Unit (D) 9 9 3 3 1 3 3
Weight (F) 1 9 1 3 Ease of Maintenance
(G) 3 9 3 3
Number of Replaceable Parts
(H) 3 9 9 1
Maintenance Personnel
Requirements (I) 3 3 3 1 3
Off-shelf parts (J) 1 1 3 1 3 1 1 Number of parts to
assemble (K) 1 3 9 1 1 3
CFM (per nozzle) (L) 1 1 9 Dimensions (M) 1 3 3 3 1 Down Time (N) 3 1 3 9
Number of Plants usable in (O) 3 9 1
Drying Time (P) 9 3 3 Air Velocity (Q) 9 1 3
Volume of dripping water and E-coat (R) 9 1 3 3
9 to Denote Very Strong Correlation
3 to Denote Strong Correlation
1 to Denote Weak Correlation
to Denote No Correlation
26
XII. Concepts and Modifications of Drying System Drying System Concepts We have a total of eight concepts. They are: manual labor, use a motor with increased horsepower, use an air curtain, use compressed air, place an oven in stage 3, use an air curtain with heaters, use an industrial vacuum, and spin skid dry. Manual labor to take the skids outside to dry will be time consuming and involves long-term labor costs. The stage 3 space in the skid washer will also be wasted.
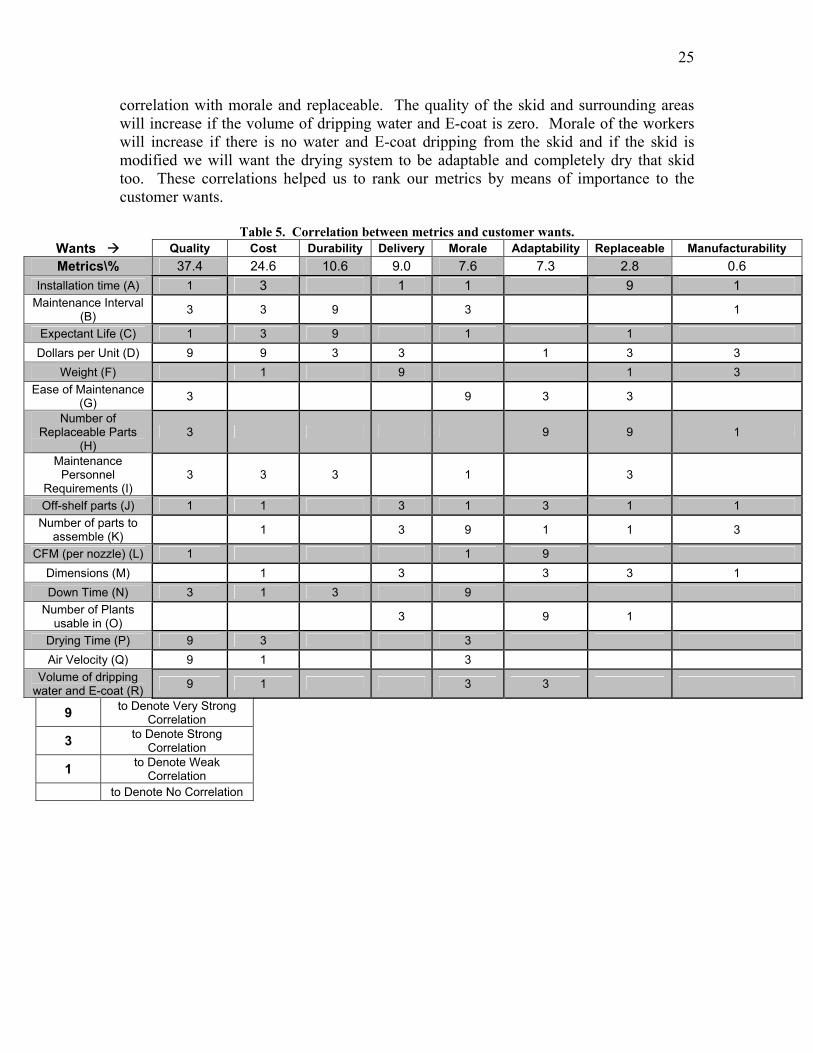
To increase the motor horsepower we would have to remove the current motor and place a bigger one on top of the skid washer. This would be time consuming due to the large weight of the motor and would require lots of maintenance. We would also have to upgrade the blower and its housing. We chose to consider this concept in order to increase the velocity flowing over the part of the skid which is farthest away from the nozzles. The reason this was not picked as a top concept was due to the cost of upgrading the blower and housing as well as the large installation time needed to replace the current motor. The existing blower and motor combination can be seen in Figure 20.
Figure 20. Existing Blower & Motor.
Using an air curtain will increase the velocity blown over parts of the skid that are farthest away from the current nozzles. It is designed for long lasting maintenance free use along with 14,400 CFM nozzle velocity by means of a blower. Compressed air would be very expensive and DaimlerChrysler does not want to use it due to the price.
Existing Pioneer Industrial Blow-off System (Powered by 50 HP US Motor)

27
Placing a heater in the air curtain will also help dry out the air and keep the humidity low. An air curtain can be seen in Figure 21 with a curtain of air coming down in the doorway helping to isolate the environments. The air curtain for our application would be approximately 11 feet long, which is much larger then the one shown in the picture. In addition to the 11-foot air curtain placed on top of the skid washer, we would have one vertical air curtain staggered on each side. This will allow blown air to hit the skid from top and both sides at a high velocity.
Figure 21. Air Curtain.
Placing an oven in stage 3 will theoretically dry the skid, but it will not fit in the given dimensions, the morale of the workers in the area will decrease due to the additional heat source, it is dangerous, and it will use natural gas which is an environmental issue. A sketch of the oven concept is shown in Figure 22.
vv
• vv
•
• v
Figure 22. Oven.
28
An industrial vacuum can be used to “suck” the water off the skid. This concept will not be feasible because it is expensive, loud and dangerous. It will be expensive because we would have to remove the current motor, blower, ducts, and nozzles in order to create space for the vacuum. Below, Figure 23 shows a sketch of this concept.
Figure 23. Vacuum Concept.
Spinning the skid using a spin table will theoretically dry the skid by use of centripetal force. This concept will be extremely expensive and dangerous due to the fact that the skid might fly off the table at a very high speed. Below, Figure 24 shows a sketch of this idea.
29
Figure 24. Spin table with skid on it.
Modifications to Existing System In order to increase the efficiency of the current system we decided to place nozzles around the openings on the PVC pipe located at the bottom of the skid washer. These nozzles will increase the velocity of the air hitting underneath the long I-beam of the skid. Placing the nozzles around the openings will also decrease the distance that the air has to travel. We are also planning on adding another one of these PVC pipes along the bottom in order to increase the volume of air hitting underneath the skid. Figure 25 below shows the PVC pipe on the bottom of the skid washer as well as the openings on it.
Figure 25. PVC pipe and openings.
PVC pipe
Openings along PVC pipe
30
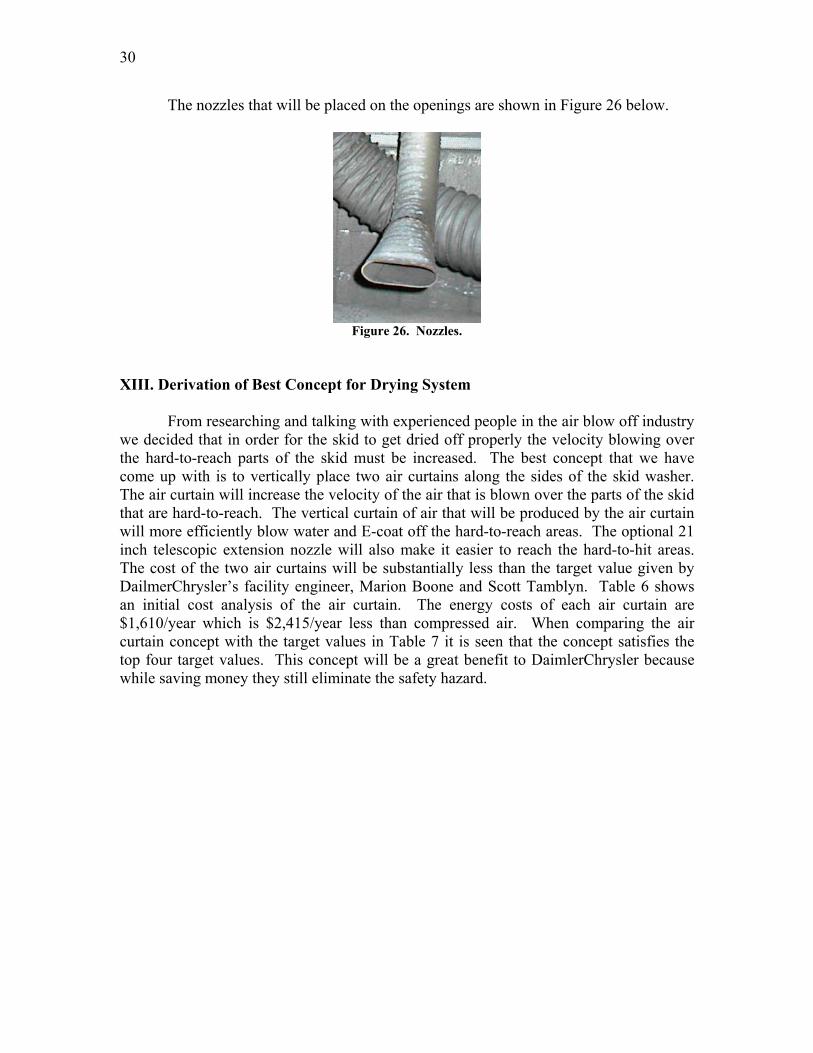
The nozzles that will be placed on the openings are shown in Figure 26 below.
Figure 26. Nozzles.
XIII. Derivation of Best Concept for Drying System
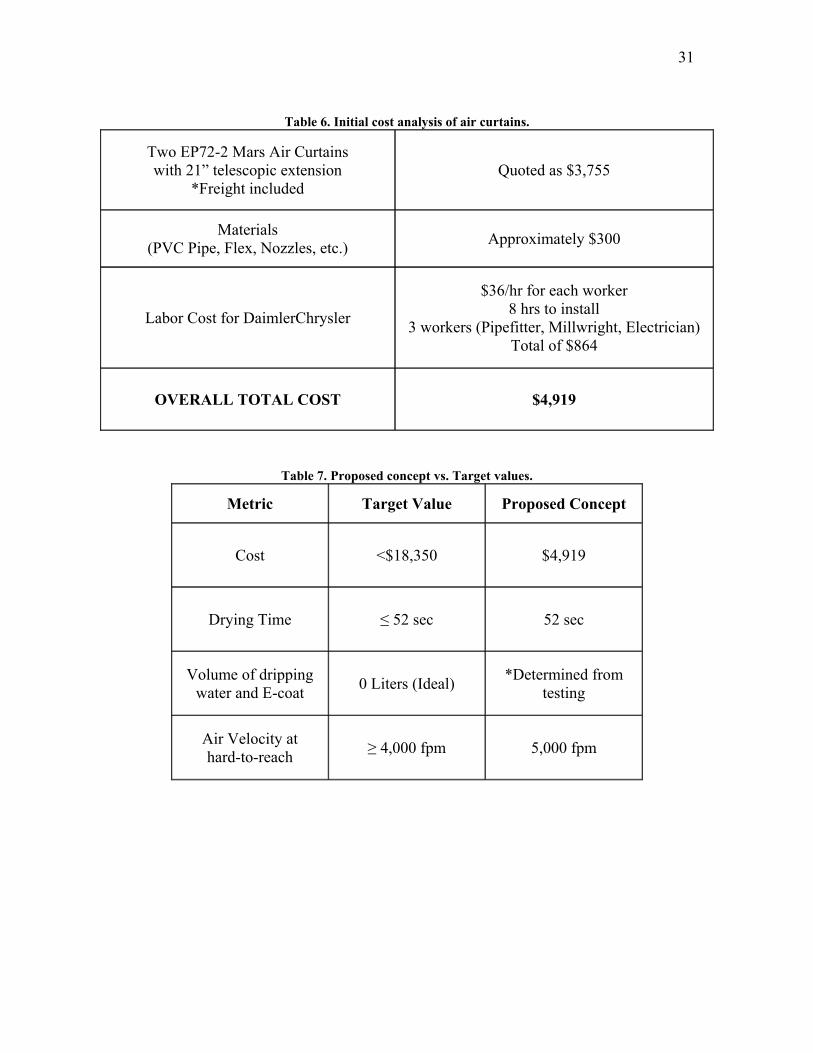
From researching and talking with experienced people in the air blow off industry we decided that in order for the skid to get dried off properly the velocity blowing over the hard-to-reach parts of the skid must be increased. The best concept that we have come up with is to vertically place two air curtains along the sides of the skid washer. The air curtain will increase the velocity of the air that is blown over the parts of the skid that are hard-to-reach. The vertical curtain of air that will be produced by the air curtain will more efficiently blow water and E-coat off the hard-to-reach areas. The optional 21 inch telescopic extension nozzle will also make it easier to reach the hard-to-hit areas. The cost of the two air curtains will be substantially less than the target value given by DailmerChrysler’s facility engineer, Marion Boone and Scott Tamblyn. Table 6 shows an initial cost analysis of the air curtain. The energy costs of each air curtain are $1,610/year which is $2,415/year less than compressed air. When comparing the air curtain concept with the target values in Table 7 it is seen that the concept satisfies the top four target values. This concept will be a great benefit to DaimlerChrysler because while saving money they still eliminate the safety hazard.
31
Table 6. Initial cost analysis of air curtains.
Two EP72-2 Mars Air Curtains with 21” telescopic extension
*Freight included Quoted as $3,755
Materials (PVC Pipe, Flex, Nozzles, etc.) Approximately $300
Labor Cost for DaimlerChrysler
$36/hr for each worker 8 hrs to install
3 workers (Pipefitter, Millwright, Electrician) Total of $864
OVERALL TOTAL COST $4,919
Table 7. Proposed concept vs. Target values.
Metric Target Value Proposed Concept
Cost <$18,350 $4,919
Drying Time ≤ 52 sec 52 sec
Volume of dripping water and E-coat 0 Liters (Ideal) *Determined from
testing
Air Velocity at hard-to-reach ≥ 4,000 fpm 5,000 fpm
32
XIV. Overall Benefits Bearings Benefits The benefits for Chrysler would be having a long lasting durable chain. Solving this problem and keeping the skid washer running will save them $25,000 a year since the skids will not have to be clean by an outside contractor. Maintenance workers will also be available to use their skills on bigger problems that might occur in the plant. Drying System Benefits
By using our proposed concept the main benefit to DaimlerChrysler will be having a drying system that properly dries off the skids and decreases the safety hazards caused by the slippery floors. Compared to the given target value DaimlerChrysler will save $13,431 if the proposed concept is implemented. The annual energy cost savings compared to compressed air is $2,415 per unit. XV. Overall Conclusions Bearings Conclusions
The bearings require more testing and development since the corroded shaft is believed to be the cause of the excessive wear in the last data point that was obtained in Figure 12. More testing is needed to determine if this conclusion is true. Team 6 at this time cannot predict how long the prototype Rulon bearings will last since more data is required. More Rulon bearings need to be produced, and a 316 stainless steel journal needs to be inserted and tested. If a stainless steel shaft is used, the price per foot of the chain will increase from $42/ft to $54/ft. Since Web sells a stainless steel chain for $100/ft, we would advise Chrysler to obtain a test piece of that chain and also insert that into the skid washer for testing. As for the existing test chain with the Rulon inserts and the existing journals, they should be re-installed and operational until the existing chain wears out to see if they will last any longer than the existing chain. Team 6 would advise Chrysler to continue testing and development of the bearing for the chain. The chain problem is not unsolvable and with testing and development it can be solved. Drying System Conclusions and Test Method In conclusion, we proposed a concept that in theory will dry the skid as it leaves stage 3 of the skid washer. We will supply DaimlerChrysler will all the information that we have found in order for them to continue the implementation of the proposed concept. Since we have just completed phase #2 of this design process, testing still needs to be done. We are handing off to DaimlerChrysler a test method that will validate our concept. The test method is to measure the volume the water that is currently draining out of the drip pans. After the proposed concept is implemented, they will measure the volume of water again. Then, this measurement will be compared to the previous.
33
The main thing that we have learned is that in the manufacturing industry there is always a need for continuous improvement. Almost every system in a manufacturing plant can be continuously improved in order to increase the quality of the product that is being produce. Quality is especially important in the painting process of cars. We have also learned that researching and talking to the right people is very important when trying to solve an engineering problem. Unfortunately, some people are not very willing to help. Senior design has provided us with valuable experience in the field of manufacturing and how things run in a manufacturing plant. XVI. Resources ASTM D3702 DATA Andrews, Williams. Fatigue and Tribological Properties of Plastics and Elastomers. Norwich: Plastics Design Library, 1995 No Author. Larid PlasticsTechnical Data. Laird Plastics. October 1, 2002 <http://www.lairdplastics.com/techdata/comptabl/htm No Author. MatWeb Technical Data. MatWeb, October 3, 2002 <http://www.matweb.com/search/SearchSubcat.asp> ASTM D543 Seymour, Raymond. Plastics vs. Corrosives. Chichester: John Wiley and Sons, 1982 Scheirs, John. Compositional and Failure Analysis of Polymers: Chichester: John Wiley and Sons, 2000 No author. Larid PlasticsTechnical Data. Laird Plastics. October 1, 2002 <http://www.lairdplastics.com/techdata/chemresi/htm ASTM D570 No Author. MatWeb Technical Data. MatWeb, October 3, 2002 <http://www.matweb.com/search/SearchSubcat.asp>
Seymour, Raymond. Plastics vs. Corrosives. Chichester: John Wiley and Sons, 1982 Corrosion Data ASM International. Handbook of Corrosion Data. ASM International, 1989
34
Appendix 1