
T Batubara 1
25
TEKNOLOGI BATUBARA (1)
-
Upload
ardiasrizky -
Category
Documents
-
view
237 -
download
1
description
kuliah batubara
Transcript of T Batubara 1

TEKNOLOGI BATUBARA(1)
References
• Miller, B.G., ”Coal Energy Systems”, 2005, Elsevier Academic Press.
• Perry, R.H. & Green, D.W., “Perry’s Chemical Engineers’ Handbook”, 1999, McGraw-Hill.

• Coal is used in the industrial sector for producing steam and to a lesser extent electricity, and some chemicals are produced from coal.
• The technologies used for generating power, heat, coke, and chemicals are combustion, carbonization, gasification, and liquefaction.

Carbonization
• Carbonization is the process by which coal is heated and volatile products—gaseous and liquid—are driven off, leaving a solid reside called char or coke.
• Coal carbonization processes are classified into :- high-temperature operations if they are performed at temperatures greater than 1650◦F - low-temperature operations if they are conducted below 1350◦F - medium temperature processes if carbonization processes reaching into the 1350 to 1650◦F range


• The main purpose of high-temperature carbonization is the production of metallurgical coke for use in blast furnaces and foundries.
More than 90% of the coke produced is used in blast furnaces to smelt iron ore and produce pig iron.
• Low-temperature carbonization has been mainly used to provide town gas for residential and street lighting, tars for use in chemical production, and smokeless fuels for domestic and industrial heating.

Coke

High-Temperature Carbonization• The first coke ovens that produced satisfactory blast
furnace or foundry coke as the main product, and tar, ammonia, and later benzene as by-products, were built around 1856 and were known as by-product recovery ovens.
• Modifications to the design has continued but the basic design of these ovens, essentially the modern coke oven, was completed by the 1940s.
• The horizontal slot-type coke (by-product recovery) oven, in which higher temperatures can be attained and better control over coke quality can be exercised, has superceded other designs and is used for coking bituminous coal.


• Modern slot-type coke ovens are comprised of chambers 50 to 55 feet long, 20 to 22 feet high, and
18 inches wide. ∼
• A number of these chambers (from 20 to 100) alternating with similar cells that accommodate heating flues serve as a battery.
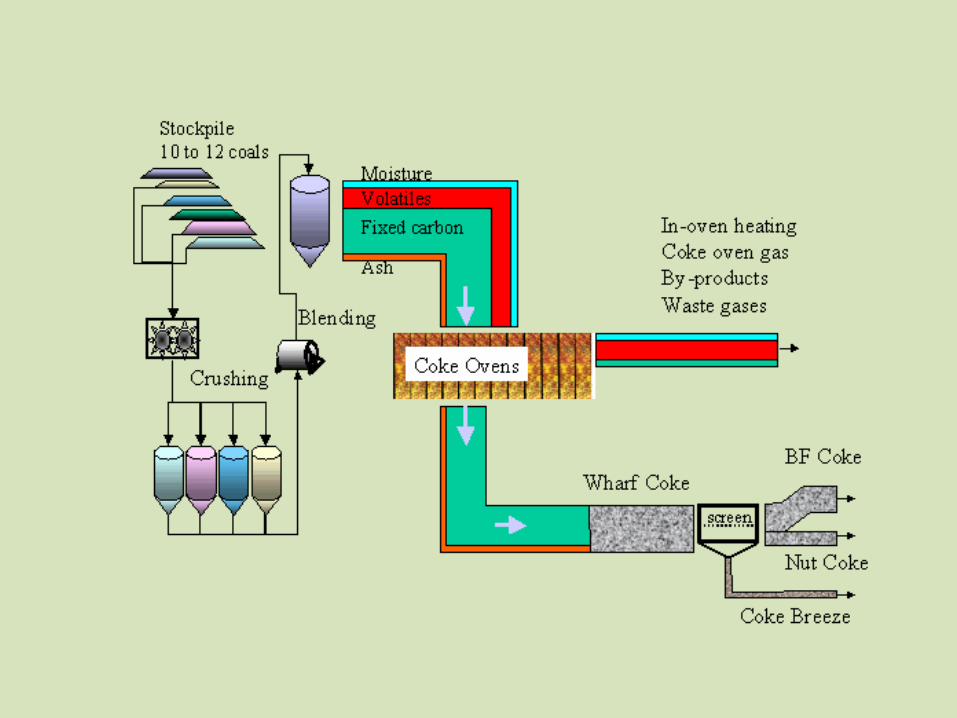
• Coal, crushed to 80% minus 1/8 in. with a top size of 1 in., is loaded along the top of the ovens using a charging car on rails and is leveled by a retractable bar.
• Coking takes place in completely sealed ovens, and when carbonization is completed (after 15–20 hours) the oven doors are opened and a ram on one side pushes the red-hot coke into a quenching car or onto a quenching platform.
• Coke yield is about 75%.
• By-product gas and tar vapors are removed from the oven to collector mains for further processing or for use in the battery.


Coal Properties for Coke Production

Coking Conditions
Carbonization conditions of interest include :• the particle size of the coal charged to the
coke oven, • charge density, • rate of heating, • oven design,• and special conditions such as preheating and
partial briquetting.
• It is important to pulverize the coals (measured as the quantity of coal passing a 1/8-in. screen, which is typically 80% but can vary from 50 to 100%) to reduce the inert particles of the coal as well as to reduce the size of coal particles that exhibit low fluidities.
• Higher levels of pulverization tend to make a more homogenous mixture of the reactive and inert components of the coals blended.
• The bulk density of the coal charged to the oven is also adjusted in order to produce denser or more homogenous cokes.
• In addition to varying the coal particle size, this adjustment is accomplished by adding small amounts of water or oil to the blend.
• There has been much effort to increase the productivity of coke ovens through improved oven design and operating practices.
• The rate of heating the coal charge has been shown to be important in coke yield and properties.
• As coking rate is increased, the coke size, shatter index, and stability decrease while the hardness factor increases.
• Coke size becomes more uniform with increased heating rate.
• Faster coking rates and the resultant in situ crushing are advantages to the iron makers who crush coke to produce a uniformly sized burden for the furnace.

• Preheating high-oxygen coals or marginally coking coals can substantially improve the quality of coke from these coals and reduce the required coking times.
• Coking times for these coals can be reduced by 30 to 45%, while preheating strengthens the resultant cokes.
• In an effort to reduce the cost of blast furnace coke and to extend the range of ranks and types of coals that can be incorporated into blast furnace coke blends, formed coke processes have been developed.
• Formed coke processes involve carbonizing coal or a blend of coals (that may contain low-rank or highly volatile coals) that have been compressed into shaped briquettes.
Low-Temperature Carbonization
• The preferred coals for low-temperature carbonization are typically lignites, subbituminous coal, or highly volatile bituminous coal, which, when pyrolyzed at temperatures between 1100 and 1300◦F, yield a porous char with reactivities that are typically not much lower than those of their parent coals .
• These reactive chars are easily ignited and are used as smokeless fuels or as feedstocks to gasification processes, are blended with coals to make coke-oven feed, or are used as a power plant fuel.

• The tars that are produced during low-temperature carbonization are much different than those from high-temperature carbonization.
• High-temperature carbonization tends to produce mainly aromatic compounds, whereas those produced during low-temperature carbonization are predominately aliphatic compounds, hence the different end-use applications of the tar by-products.
• Gas yield and composition are also different during low-temperature carbonization, with gas yields being 25% of those produced during high∼ temperature carbonization, but the gas contains more methane and less hydrogen, giving it a higher heating value .

Smokeless Fuel Commercial Processes
• The primary application of low-temperature carbonization is to make smokeless fuels for use in homes and small industrial boilers in areas that have high population density and rely on coal as a fuel, particularly coal that has a high volatile-matter content.
• Examples of two processes used in Great Britain are the Coalite and the Home Fire processes.
• The Coalite process uses moving-bed, vertical-retort technology and is a continuous process using indirect heating. In the Coalite process, deep-mined British bituminous coal is carbonized in several batteries, each battery consisting of 40 metal retorts, assembled in two rows of 20, at a temperature of 1200◦F. ∼The coal charge to each retort, which is 660 lb, ∼remains in the retort for 4 hours, after which time a ram pushes the Coalite into a cooler. Typically, 1 metric ton of coal blend will produce 1100 to 1870 lb of smokeless coal or semi-coke, 5300 to 6350 standard cubic feet (scf) of gas, 18 to 20 gallons of coal oil, 3 to 5 gallons of light oil, and 45 to 48 gallons of aqueous liquor.
The gas is recycled for onsite use to heat the batteries, generate steam, and general heating.
Oils are distilled to yield pitch (for use as a boiler fuel), heavy oil (to produce creosotes and disinfectants), and middle and light oils (to produce phenols, cresols, and xylenols).
The liquor contains dissolved chemicals—principally, ammonia, monohydric and dihydric phenols—and through extraction and fractionation a wide range of chemicals is produced, including catechol, resorcinol, and methyl resorcinol.


• The Home Fire process uses a blend of bituminous coals and fluidized-bed technology.
At the Home Fire plant, the coal is crushed to 1/4-in. particles, dried, and devolatilized for 20 minutes at 800◦F in a fluidized-bed reactor.
The hot char is extruded into hexagonal briquettes, cooled, and quenched.


















