
Superficies rectificadas texturadas por láser. Evaluación ...
38
See discussions, stats, and author profiles for this publication at: https://www.researchgate.net/publication/319069671 Superficies rectificadas texturadas por láser. Evaluación por pin-on disk Primeros avances Presentation · August 2017 DOI: 10.13140/RG.2.2.13557.06883 CITATIONS 0 READS 75 2 authors: Some of the authors of this publication are also working on these related projects: Láser marking and texturing View project Hot forging processes View project Vitaliy Martynenko Instituto Nacional de Tecnologia Industrial 35 PUBLICATIONS 55 CITATIONS SEE PROFILE Daniel Martinez Krahmer Instituto Nacional de Tecnologia Industrial 152 PUBLICATIONS 220 CITATIONS SEE PROFILE All content following this page was uploaded by Daniel Martinez Krahmer on 12 August 2017. The user has requested enhancement of the downloaded file.
Transcript of Superficies rectificadas texturadas por láser. Evaluación ...

See discussions, stats, and author profiles for this publication at: https://www.researchgate.net/publication/319069671
Superficies rectificadas texturadas por láser. Evaluación por pin-on
disk Primeros avances
Presentation · August 2017
DOI: 10.13140/RG.2.2.13557.06883
CITATIONS
0READS
75
2 authors:
Some of the authors of this publication are also working on these related projects:
Láser marking and texturing View project
Hot forging processes View project
Vitaliy Martynenko
Instituto Nacional de Tecnologia Industrial
35 PUBLICATIONS 55 CITATIONS
SEE PROFILE
Daniel Martinez Krahmer
Instituto Nacional de Tecnologia Industrial
152 PUBLICATIONS 220 CITATIONS
SEE PROFILE
All content following this page was uploaded by Daniel Martinez Krahmer on 12 August 2017.
The user has requested enhancement of the downloaded file.

Superficies rectificadas texturadas
por láser. Evaluación por pin-on disk
Primeros avances
Vitaliy Martynenko
Daniel Martinez Krahmer
Seminario interno, 9 de Agosto de 2017
Texturado láser: Interés• En INTI-Mecánica tenemos un grupo de forja y otro de láser.
• Las matrices de forja representan entre el 10% al 15% del
costo para el forjado de una pieza.
• La vida útil de las mismas depende de: tipo de material a
forjar, temperatura de forja, complejidad de la pieza, tipo de
lubricante, carga de forjado, coeficiente de fricción
material-matriz.
• Si logramos por algún medio reducir la fricción, se mejora el
flujo del material dentro de la matriz, y como consecuencia el
llenado, incluso con una disminución de la carga.
• Texturas realizadas por láser pueden disminuir la fricción.
• Por estos motivos puede resultar de interés texturar una
matriz de forja.
Texturado láser• Existen algunos antecedentes que indican que, las
superficies microtexturadas con láser presentan una
reducción del coeficiente de fricción, al ser
comparadas con superficies lisas (Ukar, Fernández de
Lima, Otanocha, Dunn, Shihomatsu, Wu).
• Esta situación puede explicarse si nos valemos del
diagrama de Stribeck.
• El aceite que se utiliza para lubricar un par de superficies
que rozan entre si, se expulsa bajo una cierta presión
aplicada a las partes, en el caso que estuvieran lisas.
• Por el contrario, si una de las superficies presenta
microhuecos (texturas), los mismos hacen de reservorio
para el lubricante, pudiendo disminuir el coeficiente de
fricción.
• Algunas variables que influyen en el régimen de lubricación:
– Fuerza normal, o carga de conformado;
– Velocidad relativa entre las superficies;
– Viscosidad del lubricante;
– Geometría del contacto;
– Rugosidad de las superficies.
*El diagrama de Stribeck tiene en cuenta los 3 primeros.
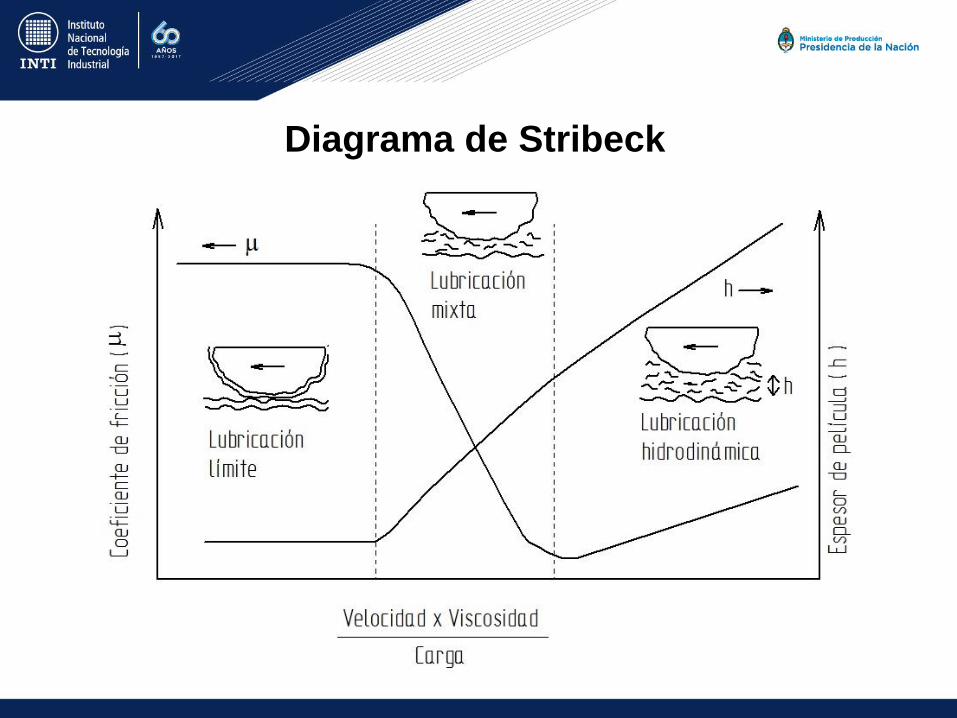
Diagrama de Stribeck

Según Stribeck existen cuatro regímenes de lubricación, que
pueden ser representados en un diagrama de coeficiente de fricción en
función de la viscosidad, la velocidad relativa de deslizamiento, y la
carga. Las cuatros zonas son las siguientes (derecha a izquierda):
De lubricación hidrodinámica: el espesor de la capa de lubricante h
es mayor a 10 veces la rugosidad media aritmética Ra. Por tal motivo no
hay contacto metal-metal. Este tipo de régimen no sucede en el forjado.
De lubricación mixta: el espesor de la capa de lubricante h es entre
3 a 10 veces la rugosidad Ra. El contacto metal con metal no es
permanente. Este tipo de régimen no es usual.
De lubricación límite o de borde: el espesor de la capa de lubricante
h es menor a 3 veces la rugosidad Ra. Hay contacto metal con metal.
Este tipo de régimen es usual en los procesos de forjado.
De lubricación en seco.
Diagrama de Stribeck y relación con la forja

En los procesos de forjado en caliente, la carga es elevada, y en
consecuencia también las presiones de conformado. Por otra parte,
la temperatura reduce la viscosidad. Por ambos motivos se produce
un régimen de lubricación límite. Para peor, las exigentes
condiciones de trabajo, expulsan al lubricante de las cavidades,
motivo por el cual la duración de las matrices es limitada.
¿Cómo se podría hacer para convertir un régimen de
lubricación límite en uno mixto?
Un método con el que se viene experimentando desde hace
algunos años es realizar una textura utilizando un rayo láser guiado
por fibra óptica. De este modo se podría generar un patrón de
“dimples” que harían las veces de reservorios de lubricante.
Diagrama de Stribeck
Lo que resulta muy llamativo es que nos encontramos frente a
una paradoja: para obtener un mejor régimen de lubricación
hay que “aumentar la rugosidad”. Esta idea se usa en el
bruñido de los cilindros de un motor de combustión.
Sin embargo, se sabe que existe un límite para la densidad
del área texturada (¿40%?), porque a partir de esa “densidad”
el proceso comienza a revertirse. Es decir que, el coeficiente de
fricción disminuye con el aumento de la densidad, hasta cierto
punto en que la situación se invierte, y la fricción comienza a
aumentar.
¿Cómo se puede determinar / evaluar?: 1) Por el método “Pin-
on disk”; 2) Por el método de compresión del anillo.
Diagrama de Stribeck
En ambos casos las superficies de las probetas son muy simples de
texturar (son planas), como de medir su rugosidad, a la vez que
ambos métodos, presentan una buena sensibilidad para destacar los
cambios de la fricción (en el ring test mejor a medida que aumenta el
grado de recalcado de la probeta).
El tipo de “dimple” realizado por el texturado láser, tiene una marcada
influencia sobre la mejora posible de ser alcanzada. Tanto es así que
su forma, ancho / diámetro, profundidad, entrecentro y densidad
superficial, son las variables a considerar.
A modo de resumen podemos decir que, el texturado láser podría
ayudar a disminuir el coeficiente de fricción, llevando el régimen de
lubricación de uno límite a otro mixto, previniendo la rotura de la
película lubricante.
Ideas varias
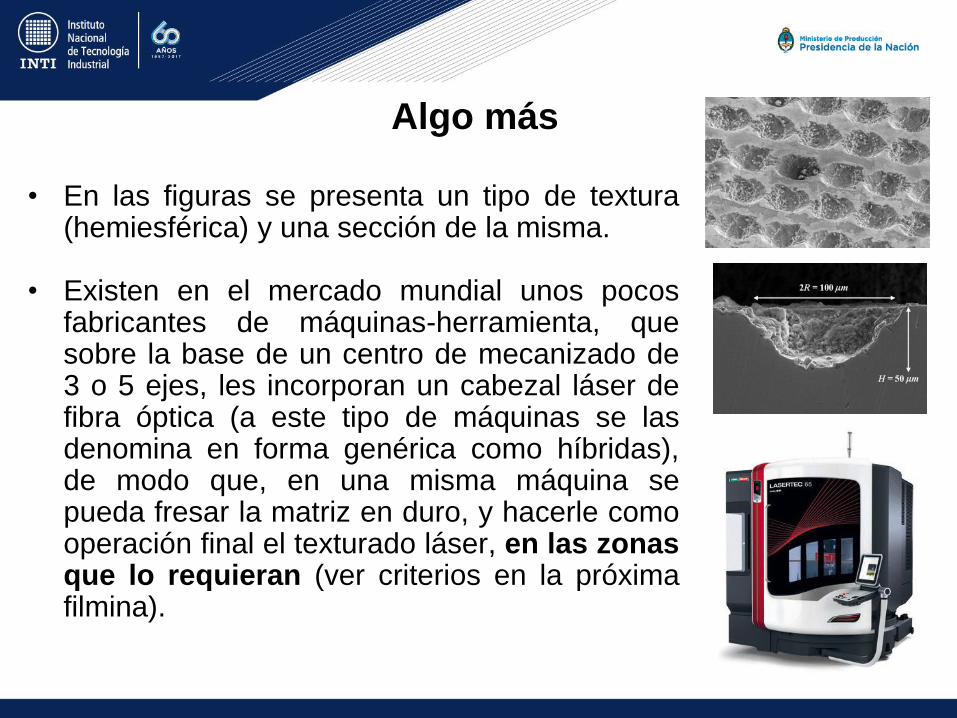
• En las figuras se presenta un tipo de textura(hemiesférica) y una sección de la misma.
• Existen en el mercado mundial unos pocosfabricantes de máquinas-herramienta, quesobre la base de un centro de mecanizado de3 o 5 ejes, les incorporan un cabezal láser defibra óptica (a este tipo de máquinas se lasdenomina en forma genérica como híbridas),de modo que, en una misma máquina sepueda fresar la matriz en duro, y hacerle comooperación final el texturado láser, en las zonasque lo requieran (ver criterios en la próximafilmina).
Algo más
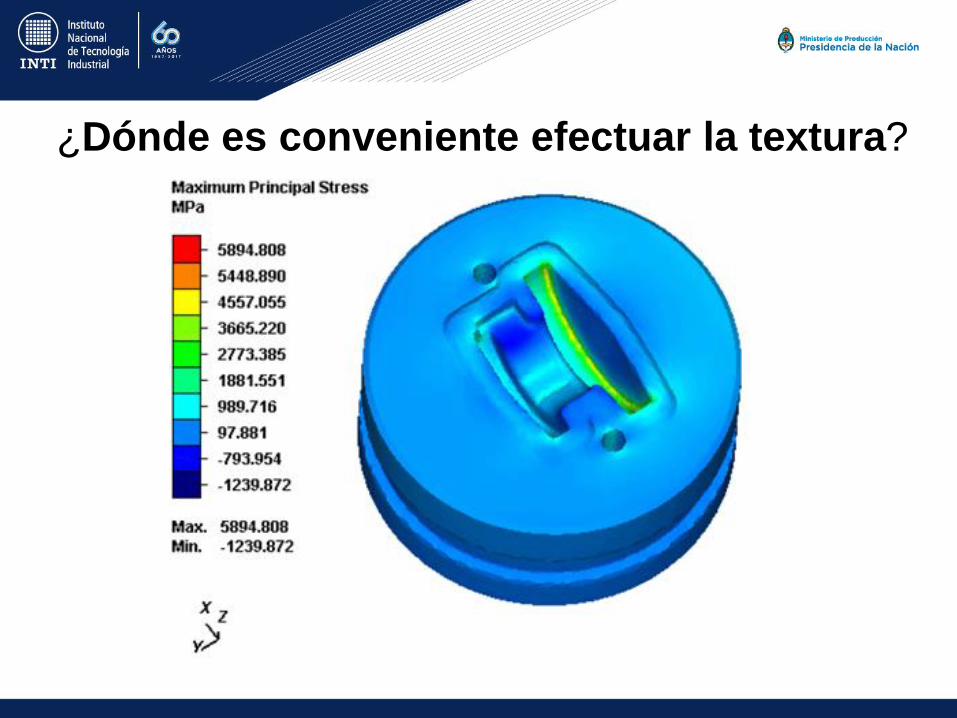
¿Dónde es conveniente efectuar la textura?
- En las regiones sometidas a mayorespresiones de contacto (se puedenestablecer por simulación numérica).
- Luego de usar la matriz en forma reiterada,en aquellos sectores que se van poniendomás brillantes (criterio práctico).
¿Dónde es conveniente efectuar la textura?
Algunas geometrías publicadas
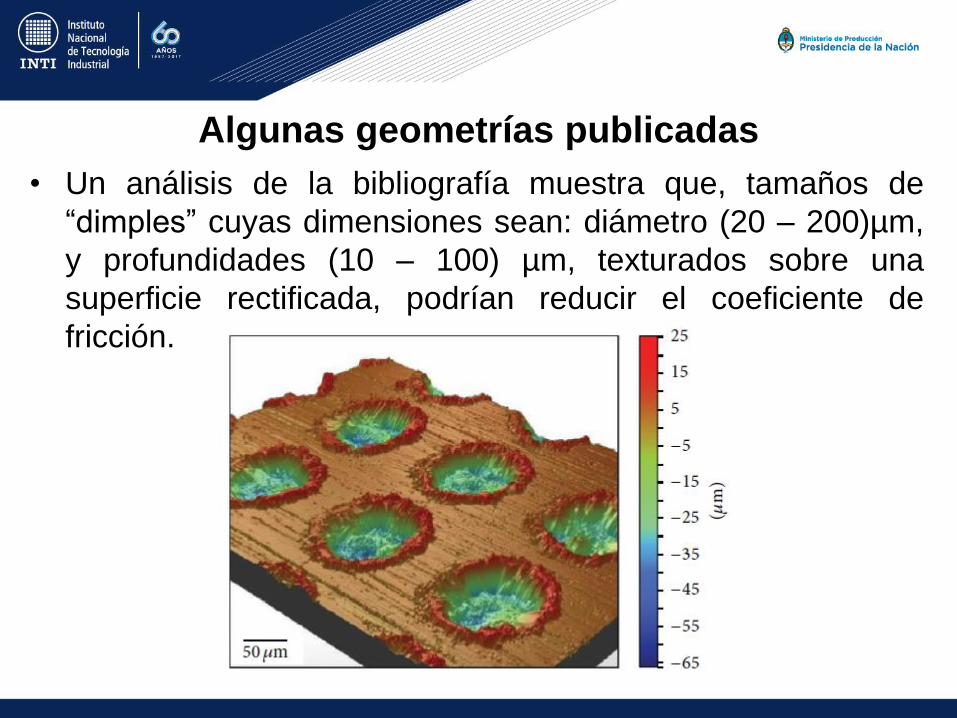
• Un análisis de la bibliografía muestra que, tamaños de
“dimples” cuyas dimensiones sean: diámetro (20 – 200)µm,
y profundidades (10 – 100) µm, texturados sobre una
superficie rectificada, podrían reducir el coeficiente de
fricción.
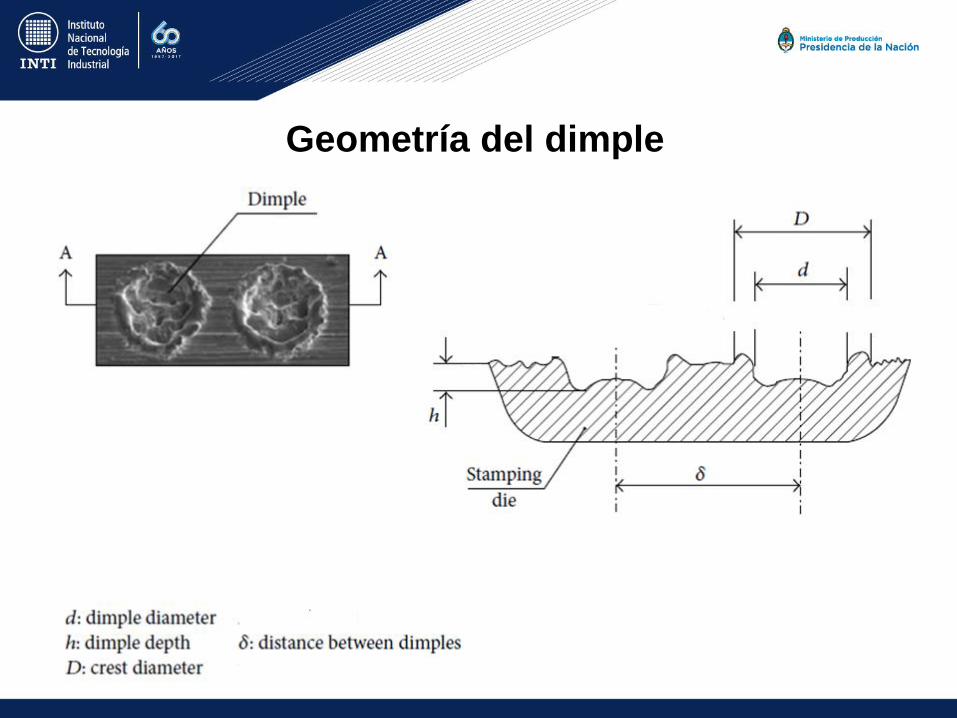
Geometría del dimple

Equipo utilizado:
Han´s Laser Machine YLP-H20
Módulo láser IPG 20W fiber
laser YLP-1-100-20-20
Máquina cedida en comodato
por la empresa Sierra
Technology Group.

Equipo utilizado,
características
técnicas
Parámetros del láserPara poder realizar el microtexturado buscado seprocedió a ajustar los diferentes parámetros de micromecanizado del laser:
• Cantidad de pasadas;• Velocidad de desplazamiento del haz;• Velocidad del salto;• Frecuencia;• Tiempo de apertura;• Potencia;• Retardo al encendido del laser;• Retardo al apagado del laser;• Retardo al movimiento en una línea;• Retado al salto;• Detención en las esquinas.

Primeras microtexturas logradas
• Haciendo numerosas pruebas, y variando los seis
parámetros principales, con la colaboración de Sierra
Technology, se lograron microtexturados hemiesféricos
de 70 µm de diámetro y 40 µm de profundidad, valores
comprendidos en el rango indicado por la bibliografía.

Parámetros utilizados
Los parámetros empelados para obtener la textura citada fue:
• Cantidad de pasadas: 1
• Velocidad de desplazamiento del haz: 20 mm/s
• Velocidad del salto: 20 mm/s
• Frecuencia: 20 kHz
• Tiempo de apertura: 0.1 µs
• Potencia: 75% (15 W)
• Retardo al encendido del laser: 0 µs
• Retardo al apagado del laser: 1000 µs
• Retardo al movimiento en una línea: 0 µs
• Retado al salto: 0 µs
• Detención en las esquinas: 0 µs
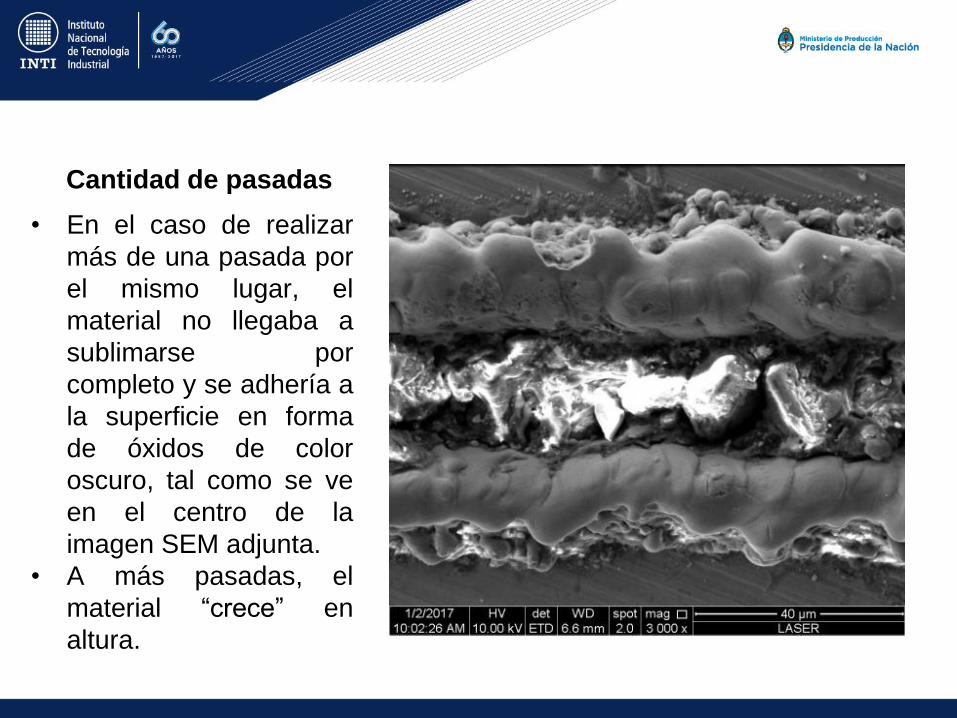
Cantidad de pasadas
• En el caso de realizar
más de una pasada por
el mismo lugar, el
material no llegaba a
sublimarse por
completo y se adhería a
la superficie en forma
de óxidos de color
oscuro, tal como se ve
en el centro de la
imagen SEM adjunta.
• A más pasadas, el
material “crece” en
altura.

Potencia del laser
• Se estableció que el mejor valor para este
parámetro fue del 75%, ya que permitió obtener
una geometría con la calidad deseada.
• A mayores potencias (del 80% al 100%), el
material removido quedaba adherido a las
superficies internas, en un porcentaje alto de los
dimples, reduciendo el volumen de los reservorios.
• Por el contrario, con potencias menores al 75%, los
dimples resultaron de menor diámetro y
profundidad a lo esperado.
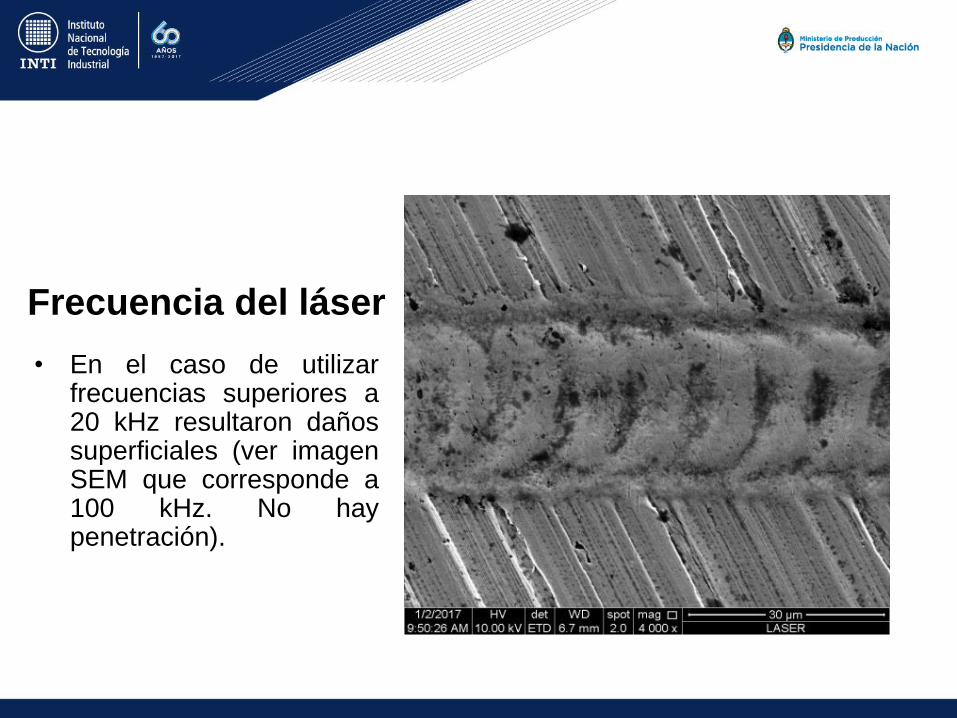
Frecuencia del láser
• En el caso de utilizarfrecuencias superiores a20 kHz resultaron dañossuperficiales (ver imagenSEM que corresponde a100 kHz. No haypenetración).

Velocidad del laser
• Se encontró que la velocidad óptima, que
equilibra la calidad geométrica, con la
productividad, fue de 20 mm/s.
• Empleando velocidades superiores, la
geometría de los dimples no resultaba
prolija.
• Por el contrario, con valores inferiores a
20 mm/s, si bien la geometría alcanzada
era muy buena, las velocidades se
tornaban improductivas.
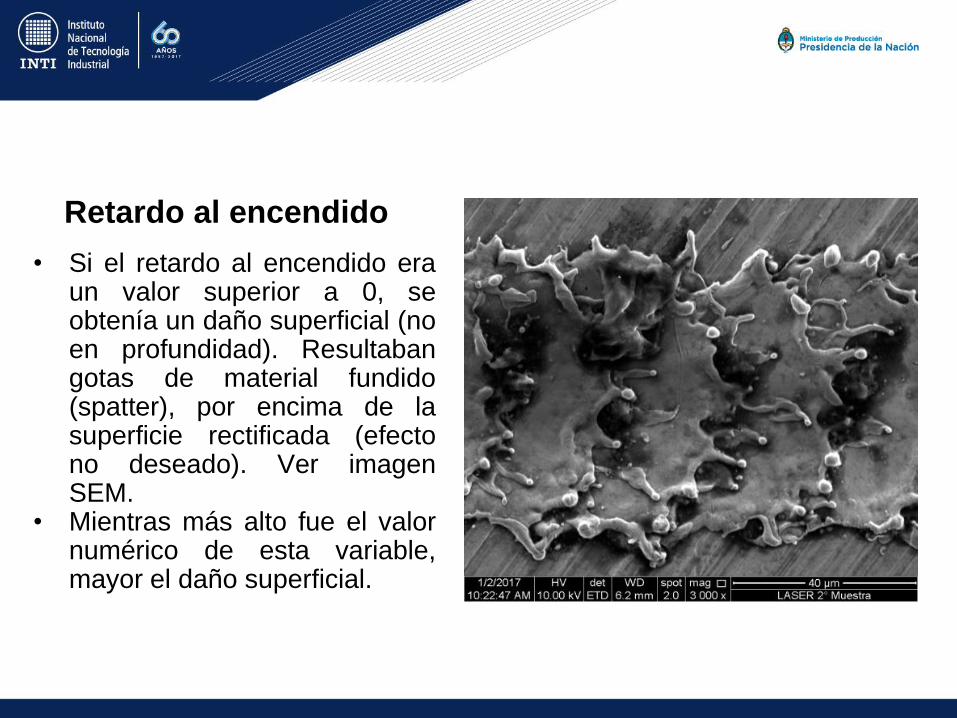
Retardo al encendido
• Si el retardo al encendido eraun valor superior a 0, seobtenía un daño superficial (noen profundidad). Resultabangotas de material fundido(spatter), por encima de lasuperficie rectificada (efectono deseado). Ver imagenSEM.
• Mientras más alto fue el valornumérico de esta variable,mayor el daño superficial.

Retardo al apagado
• El retardo al apagado influyó sobre la
profundidad de los dimples.
• A mayor valor numérico, mayor
profundidad se obtenía.
• Este valor se fijó en 1000 µs por cuanto
era el máximo posible del equipo.

Microtexturado buscado
• Se presentan imágenes de los microtexturados obtenidos, bajo
diferentes aumentos.
• La medición del diámetro de los huecos se realizó mediante un
microscopio óptico.
• La medición de la profundidad, en el mismo microscopio a 200X,
enfocando en la superficie y en el fondo de los huecos, registrando la
cantidad de divisiones del micrómetro vertical, entre ambos enfoques.

Perfil del texturado
• En las imágenes que siguen se observa el perfil del
texturado.
• El mismo se realizó sobre el borde de la pieza, dejando
que algunos disparos del láser salgan por completo de la
superficie de pieza, mientras que otros fueron efectuados
aproximadamente en su parte media (por esta razón es
que parecieran no tener las medidas indicadas).
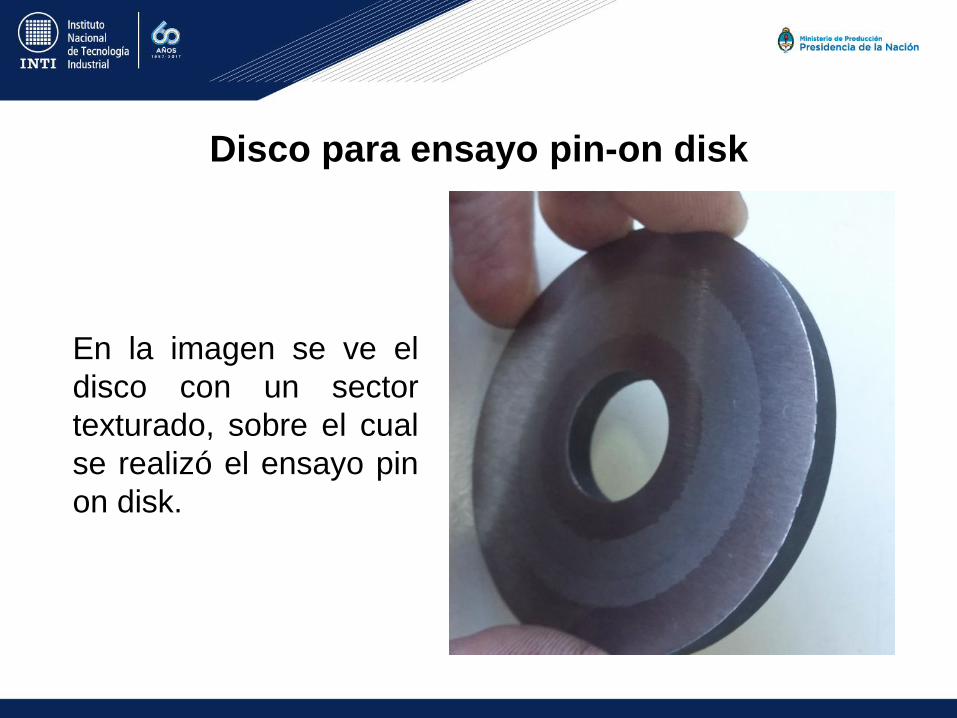
Disco para ensayo pin-on disk
En la imagen se ve el
disco con un sector
texturado, sobre el cual
se realizó el ensayo pin
on disk.

Procedimiento de ensayo pin on disk
Para poder realizar los ensayos de la determinación del coeficiente de
fricción se procedió de la siguiente manera:
• Pulido sucesivo de la punta de los pines con papeles abrasivos tamaños
de grano 100; 600 y 1000 respectivamente.
• Rectificado de los discos en rectificadora tangencial con muela código
A46H10V.
• Preparación de las muestras de lubricantes todos al 10% (dos tipos:
aceite sintético, y grafito).
• Montaje y centrado del disco en la máquina pin on disk.
• Montaje del pin.
• Agregado del lubricante sobre el disco.
• Aplicación de la carga sobre el pin (6,5N -12N).
• Velocidad de deslizamiento = 0,2 m/s.
• Ensayo durante 10 - 20 min. Obtención de la curva rozamiento – tiempo.
• Secuencia: aceite sintético, y grafito.
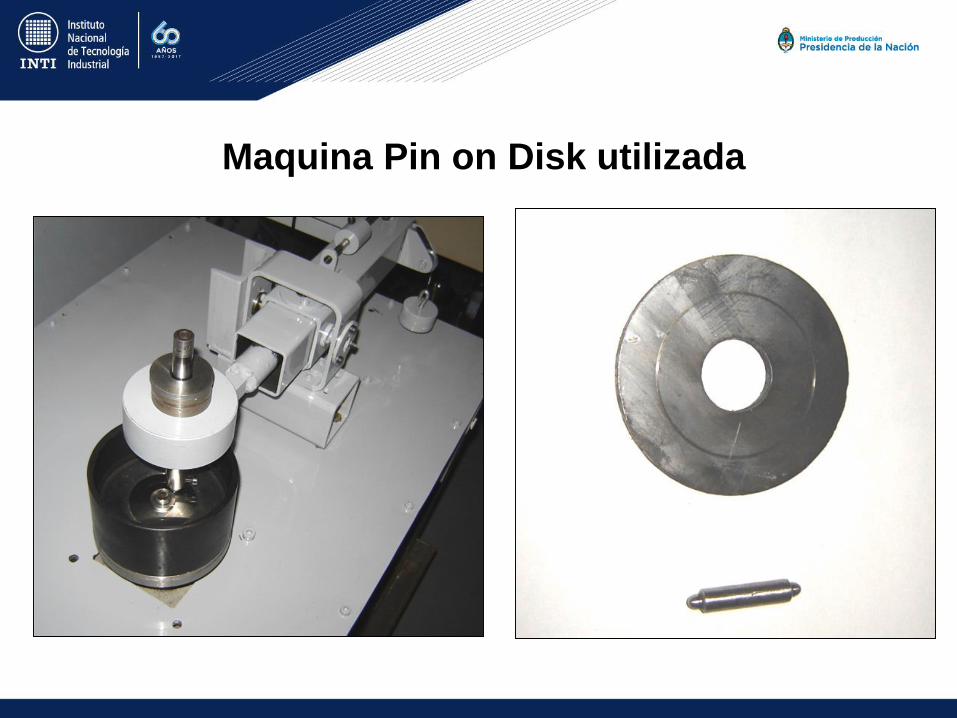
Maquina Pin on Disk utilizada

Coeficiente de fricción
• A modo de ejemplo se presentan los gráficos correspondientes
a la carga de 12N con aceite sintético, y 12% de densidad.
• Del diagrama se desprende que, pareciera ser igual tener
superficie lisa o texturada. El coeficiente de fricción no cambia.
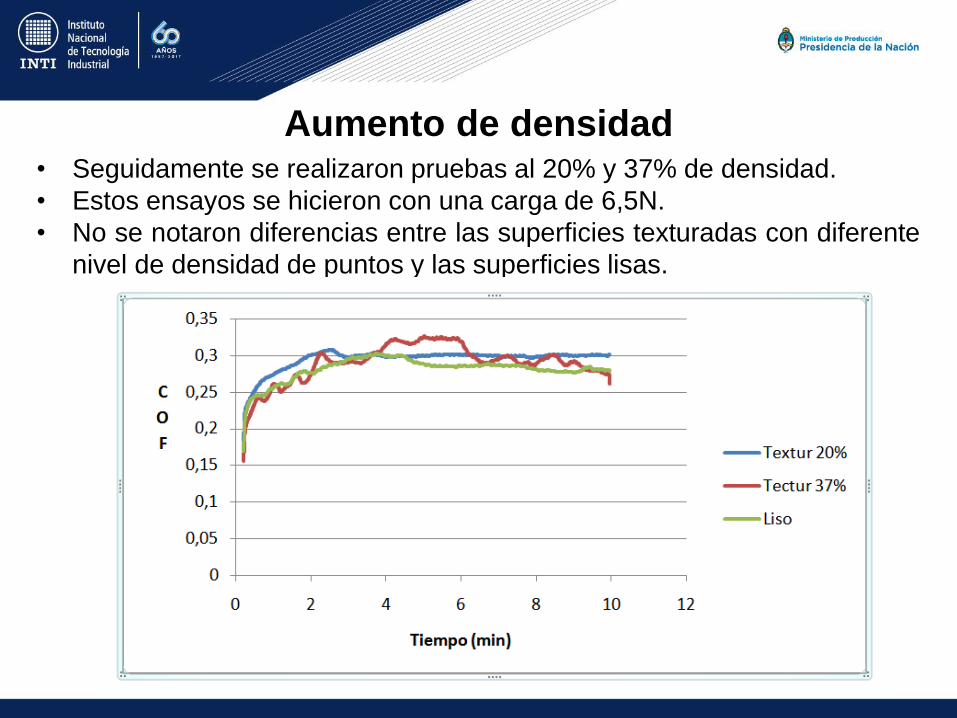
Aumento de densidad• Seguidamente se realizaron pruebas al 20% y 37% de densidad.
• Estos ensayos se hicieron con una carga de 6,5N.
• No se notaron diferencias entre las superficies texturadas con diferente
nivel de densidad de puntos y las superficies lisas.
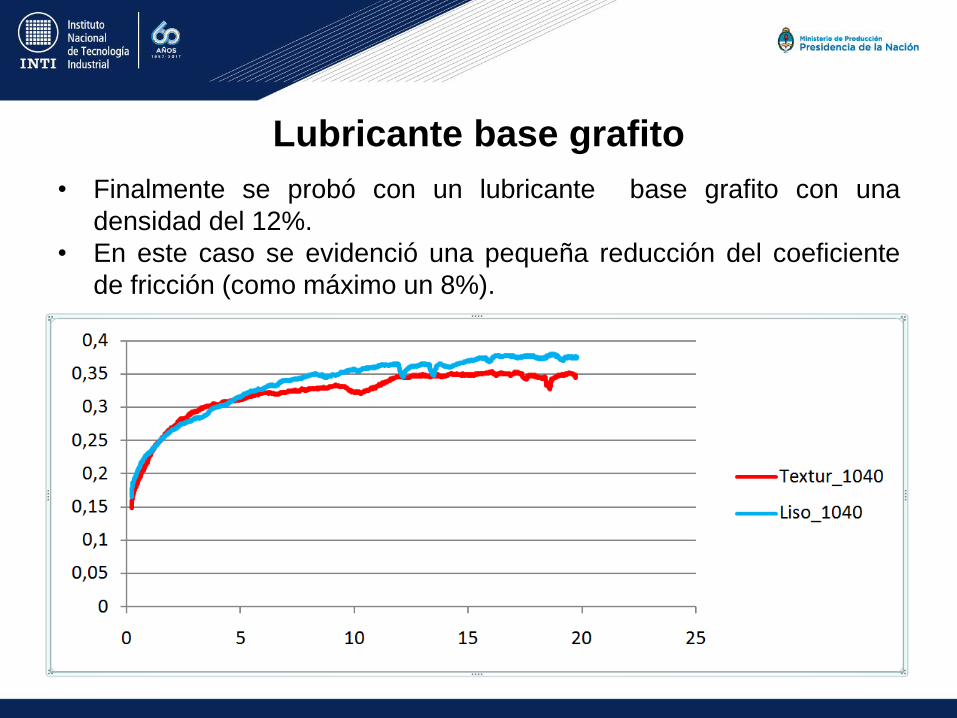
Lubricante base grafito
• Finalmente se probó con un lubricante base grafito con una
densidad del 12%.
• En este caso se evidenció una pequeña reducción del coeficiente
de fricción (como máximo un 8%).

Grafito. Densidad 37%• Para aumentar el efecto del texturado se decidió trabajar con mayor
densidad (37%), y carga de 6,5 N.
• En este caso se observó una reducción significativa del coeficiente de
fricción (21% en promedio), sobre la superficie texturada en comparación
con la superficie lisa.

Conclusiones
• Se verificó mediante la realización de ensayos pin
on disk, que el microtexturado con láser de
superficies rectificadas, permite reducir el
coeficiente de fricción en comparación con las
superficies lisas.
• Que esta mejora solo se alcanzó al utilizar como
lubricante una suspensión de grafito.
• Que con el aumento de la densidad de puntos de
texturado, hay una disminución del coeficiente
de fricción.

Tareas futuras y preguntas por responder
• Obtener una curva que muestre la variación del
coeficiente de fricción, en función de la densidad del
texturado.
• Idem anterior, a distintas cargas (6,5 N – 12 N).
• ¿Porqué la mejora sólo se produce cuando usamos
grafito?
• ¿Qué sucede si en las muestras “lisas”, empleo una
muela con grano más grueso y/o con mayor porosidad
(mayor distancia entre los granos abrasivos)?
• Campana sugiere probar con texturas circulares
concéntricas con el disco. ¿Y no concéntricas?

INTI-Mecánica, edificio 43
Avenida General Paz 5445
(1650) Miguelete
Buenos Aires, Argentina
4754-4072
¡Muchas Gracias!
View publication statsView publication stats


















