Sucker Rod Pumps Bombeo mecanico
10
Chapter 8 Subsurface Sucker-Rod Pumps James R. Hendrix, OILWELL Div. of U.S. Steel Corp.* Introduction The general principles of sucker-rod pumps as used in oil wells are well known. Fundamentally, they consist of the usual simple combination of a cylinder and piston or plunger with a suitable intake valve and discharge valve for displacing the well fluid into the tubing and to the surface. However, the variety of problems encountered in pumping oil wells has resulted in a great number of modifications of this fundamentally simple unit to make it more effective for the various conditions encountered. In general, the pumping of oil wells often presents the widest variety of advqse conditions possible in a single installation of any pumping application. These may in- clude high discharge pressures; low intake pressures; severe abrasive conditions resulting from sand or other solids in suspension: severe corrosive conditions resulting from corrosive gases or salt waters; deposits of lime, salts, or other solids from the water pumped; paraf- fin deposits from the oil pumped; and the requirement that the pump handle liquids, permanent gases, and con- densable vapors under the pressure and temperature con- ditions existing at the pump. Strong magnetic forces that may interfere with valve action when the valves are made of magnetic material are encountered often. and electrolytic corrosion is likely to occur as a result of us- ing dissimilar materials. The bores of reciprocating oilwell pumps can range from 1 to 4% in. in diameter. The 4X-in. bore pump has a displacement about 22% times that of the l-in. pump for a given speed and stroke length. This wide range of pump capacities is necessary to permit selection of the most efficient and economical pumping equipment for all conditions encountered. In many wells it is necessary to pump large volumes of water along with the oil, so the pump must have a capacity several times that indicated by the net oil production. Subsurface pump bores now standardized by the API are l%, lV2, 1%,2,2%,2%,and2% in. Strokelengths range from a few inches to more than 30 ft, and produc- tion rates with this type of pump range from a fraction of a barrel per day-with part-time operation-to approx- imately 3,000 B/D. There are two broad classifications of pumps operated by sucker rods. The older type is now known as a “tub- ing pump.” This term indicates that the pump barrel is attached directly to the tubing of a pumping well and lowered to the bottom of the well, or to any desired loca- tion for pumping, as the tubing is run into the well. The plunger, or traveling valve, of a tubing pump is run in on the lower end of the sucker rods until it contacts the lower-valve (or “standing-valve”) assembly. The rods are then raised sufficiently to prevent bumping bottom at the end of the downstroke and connected to a pumping unit, or jack, at the surface. A more recent development is the “insert” or “rod” pump in which the entire assembly of barrel, traveling valve, plunger, and standing valve is installed with the sucker rods and seated in a special seating nipple, a tub- ing pump barrel, or other device designed for the pur- pose. The rod-type pump has the obvious advantage that the entire pump may be removed from the well for repair or replacement, with only a rod-pulling job, whereas with a tubing pump it is necessary to pull both rods and tubing to remove the pump barrel. The rod pump, however, is necessarily of smaller maximum capacity for a given tubing size. Tubing-type pumps may have a standing valve seated in a coupling or seating shoe at the lower end of the bar- rel, or the standing valve may be seated in a coupling at the lower end of an “extension nipple” that extends below the lower end of the barrel. The ID of the exten- sion nipple is somewhat larger than that of the barrel to permit the pump plunger to stroke out both top and bot- tom to produce uniform barrel wear and prevent ac- cumulations of solids on the barrel wall.
-
Upload
gabriel-jose-gonzalez-granela -
Category
Documents
-
view
43 -
download
1
description
bombeo mecanico
Transcript of Sucker Rod Pumps Bombeo mecanico

Chapter 8
Subsurface Sucker-Rod Pumps James R. Hendrix, OILWELL Div. of U.S. Steel Corp.*
Introduction The general principles of sucker-rod pumps as used in oil wells are well known. Fundamentally, they consist of the usual simple combination of a cylinder and piston or plunger with a suitable intake valve and discharge valve for displacing the well fluid into the tubing and to the surface. However, the variety of problems encountered in pumping oil wells has resulted in a great number of modifications of this fundamentally simple unit to make it more effective for the various conditions encountered. In general, the pumping of oil wells often presents the widest variety of advqse conditions possible in a single installation of any pumping application. These may in- clude high discharge pressures; low intake pressures; severe abrasive conditions resulting from sand or other solids in suspension: severe corrosive conditions resulting from corrosive gases or salt waters; deposits of lime, salts, or other solids from the water pumped; paraf- fin deposits from the oil pumped; and the requirement that the pump handle liquids, permanent gases, and con- densable vapors under the pressure and temperature con- ditions existing at the pump. Strong magnetic forces that may interfere with valve action when the valves are made of magnetic material are encountered often. and electrolytic corrosion is likely to occur as a result of us- ing dissimilar materials.
The bores of reciprocating oilwell pumps can range from 1 to 4% in. in diameter. The 4X-in. bore pump has a displacement about 22% times that of the l-in. pump for a given speed and stroke length. This wide range of pump capacities is necessary to permit selection of the most efficient and economical pumping equipment for all conditions encountered. In many wells it is necessary to pump large volumes of water along with the oil, so the pump must have a capacity several times that indicated by the net oil production.
Subsurface pump bores now standardized by the API
are l%, lV2, 1%,2,2%,2%,and2% in. Strokelengths range from a few inches to more than 30 ft, and produc- tion rates with this type of pump range from a fraction of a barrel per day-with part-time operation-to approx- imately 3,000 B/D.
There are two broad classifications of pumps operated by sucker rods. The older type is now known as a “tub- ing pump.” This term indicates that the pump barrel is attached directly to the tubing of a pumping well and lowered to the bottom of the well, or to any desired loca- tion for pumping, as the tubing is run into the well. The plunger, or traveling valve, of a tubing pump is run in on the lower end of the sucker rods until it contacts the lower-valve (or “standing-valve”) assembly. The rods are then raised sufficiently to prevent bumping bottom at the end of the downstroke and connected to a pumping unit, or jack, at the surface.
A more recent development is the “insert” or “rod” pump in which the entire assembly of barrel, traveling valve, plunger, and standing valve is installed with the sucker rods and seated in a special seating nipple, a tub- ing pump barrel, or other device designed for the pur- pose. The rod-type pump has the obvious advantage that the entire pump may be removed from the well for repair or replacement, with only a rod-pulling job, whereas with a tubing pump it is necessary to pull both rods and tubing to remove the pump barrel. The rod pump, however, is necessarily of smaller maximum capacity for a given tubing size.
Tubing-type pumps may have a standing valve seated in a coupling or seating shoe at the lower end of the bar- rel, or the standing valve may be seated in a coupling at the lower end of an “extension nipple” that extends below the lower end of the barrel. The ID of the exten- sion nipple is somewhat larger than that of the barrel to permit the pump plunger to stroke out both top and bot- tom to produce uniform barrel wear and prevent ac- cumulations of solids on the barrel wall.

8-2 PETROLEUM ENGINEERING HANDBOOK
TABLE 6.1 -API PUMP DESIGNATION
Soft-Packed Plunger Metal Plunger Pumps Pumps
Heavy-Wall Thin-Wall Heavy-Wall Thin-Wall Type of Pump Barrel Barrel Barrel Barrel
Rod Stationary barrel, top anchor RHA RWA RSA Stationary barrel, bottom anchor RHB RWB - RSB Traveling barrel, bottom anchor RHT RWT - RST
Tubing TH - TP -
First letter: R = Rod or inserted” type; run on the rods; lhrough ,“b,ng T=Tublng type, nonlnserted, run on lublng
Second letter H = Heavy-wall, for meta, plunger pumps W =Thln-wall, for metal plunger pumps S=T~I~-wall: for soft-packed plunger pumps P= Heavy-wall, far soft-packed plunger pumps
Third letter A = Top anchor E = Eotlom anchor T = Bottom anchor with traveling barrel
Rod-type pumps may also be equipped with extension nipples above and below the barrel for similar reasons. In addition, rod pumps may be “top-seating” (pump suspended from top of barrel), “bottom-seating” (pump seated at bottom of barrel), “stationary-barrel” (travel- ing plunger), or “traveling-barrel.”
Both tubing- and rod-type pumps are equipped with one-piece “full barrels. ”
The API has adopted standard designations for the combinations listed above. The classification system given in Table 8.1 is from API Standard 11 AX. ’
The following definitions are provided to clarify some of the more important terms used in connection with sub- surface oilwell pumps since a majority of these terms are peculiar to deep-well pumping terminology.
Barrel. The barrel of an oilwell pump is the cylinder into which the well fluid is admitted and displaced by a closely fitted piston or plunger.
Plunger. The pump plunger is a closely fitted tubular piston fitted with a check valve for displacing well fluid from the pump barrel. This may be all metal or equipped with cups, rings. or other soft packing to form a seal with the barrel.
Standing Valve. This is the intake valve of the pump and generally consists of a ball-and-seat-type check valve. The valve assembly remains stationary during the pumping cycle.
Traveling Valve. This is the discharge valve and moves with the plunger of a stationary-barrel pump and with the barrel of a traveling-barrel pump. The entire assembly of a cup-type plunger. or plunger equipped with other type of soft packing. along with the check valve, is often called a “traveling valve.”
Standing Valve Puller. This is a tool designed to at- tach to the standing-valve cage of a tubing-type pump when the sucker rods are lowered to the bottom. The standing-valve assembly is then unseated by raising the rod string and is removed along with the pump plunger
when the rods are pulled. This avoids having to pull tub- ing to remove the standing valve of the tubing-type
pump.
Valve Rod. Valve rods are used in rod-type stationary- barrel pumps to connect the lower end of the sucker-rod string to the pump plunger. The valve rod runs through a guide at the top of the pump. API valve-rod sizes range from ix6 to 1 X6 in. in diameter. Modified line pipe threads are standard for API valve rods (see Table 1 of Ref. 1).
Pull Tube. Pull tubes are used in rod-type traveling barrel pumps to connect the plunger with the seating assembly or “holddown.” (See Ref. 1 for thread dimen- sions for straight threads.) Tapered threads are used on some sizes of pull tubes by some manufacturers.
Seating Assembly. A seating assembly is an anchoring device for retaining a rod pump in its working position. The seating assembly is sometimes more commonly called a “holddown.” The seating assembly may be located either at the top or bottom of a stationary-barrel rod pump but can be located only at the bottom of a traveling-barrel pump. A seating assembly may be equipped with composition cups or rings that form a tight tit in a seating nipple, or coupling, to hold the pump in its working position by friction, or it may be provided with spring clips that snap into position under a shoulder and require a definite pull upward on the rods to unlatch for removal. With the cup-type seating assembly, the cups or rings also serve as a seal to prevent leakage of fluid from the tubing back to the well after it has passed through the pump. With the mechanical seating assembly, an accurately ground seating ring fitted on a tapered mandrel seats on a mating taper to form a leakproof seal.
Pump Selection The selection of a proper subsurface pump for the ap- plication is sometimes a point of conjecture. The follow- ing recommendations generally are accepted as suitable for most applications. Fig. 8.1 shows cross sections of

SUBSURFACE SUCKER-ROD PUMPS 8-3
Fig. 8.1 -API subsurface pump classification.
API pump classifications. There are many variations of the pumps shown, some within the specifications of API and some that are non-API that will still perform the desired function of pumping oil to the surface.
Fig. 8. la shows a stationary-barrel rod pump with top- seating holddown. This is a pump that is run into the well with the sucker rods. In this pump the plunger is attached to, and moves up and down with, the sucker-rod string. The barrel is held stationary at its top end by the seating assembly. The barrel is on the left and the plunger assembly is on the right. This is the preferred seating for the rod pump when possible. The top seating holddown provides a seal just below the cage, where the well fluid is discharged into the tubing, so sand or other solid par- ticles are prevented from settling between the barrel and the tubing, and the pump is not apt to become stuck in the tubing by packed sand. Since the body of the pump pivots from this top-seating arrangement, it aligns itself in crooked wells more readily than other types of pumps.
Also, there is no tendency for the barrel to wear by rub-
bing against the tubing. This type of pump can handle low-gravity crude oil down to 400 cp quite well. In the stripper wells and in wells with low fluid levels, the top- seating design of the pump allows the standing valve to be submerged deep into the well fluid. This makes it
possible to pump the oil level lower than can be done with a bottom-seated pump. This is a particular advan- tage when the fluid flow from the oil reservoir is weak.
Fig. 8.1 b shows a stationary-barrel rod pump with bottom-seating holddown. In this pump, the plunger is also attached to, and moves up and down with, the sucker-rod string. The barrel, on the left, is held sta- tionary by a bottom-seating holddown, either mechanical lock or cup type, which is the type shown in the figure. This pump is more suitable for use in the deeper wells since the barrel does not elongate from the fluid column weight of the fluid in the tubing. Since the body of the
pump pivots from its bottom-seating arrangement, it too can be used in crooked wells. However, there is a tendency for the valve rod to wear against the upper rod guide in this case. This pump also can handle low- gravity crude oil down to 400 cp quite well. Because of its bottom-seating arrangement, the pump can be seated easily in an old existing tubing pump barrel without pull- ing the tubing, where a top-seated rod pump might be too long to pass through an old tubing barrel.
The main disadvantage of this type of pump is that the pump barrel extends upward into the tubing. This makes it inadvisable to use a long pump, since it is not anchored at the top, and the action of the sucker-rod string will

8-4 PETROLEUM ENGINEERING HANDBOOK
(4 (b)
Fig. 8.2-Plain (a) and grooved (b) metal-to-metal plungers.
tend to weave it back and forth, which may cause premature failure. Also, this pump is not recommended for extremely sandy conditions, because there is no cir- culation of the well fluid around the outside of the barrel. For this reason, the pump may become stuck in the tub- ing by packed sand.
Fig. 8.1~ shows a traveling-barrel rod pump. Many operators prefer this type of pump because of its simplicity and because its construction also relieves the pump barrel of a tension load resulting from the weight of the fluid column. A theoretical advantage of this type of pump is that the pressure differential across the plunger is such that the high pressure is on the bottom of the plunger on the intake stroke and the direction of leakage, or slippage, past the plunger is opposite to the direction of the force of gravity, which tends to cause sand to settle on the plunger. For this reason there is less tendency for sand to be forced into the clearance space between the plunger and barrel and accelerate wear. Although the traveling-barrel rod pump is bottom seated, it is not so likely to become sanded in the tubing as is a bottom-seated stationary-barrel rod pump since there is a continual surging of the well fluid in and out of the lower end of the barrel while in operation. Also, the construc- tion of this pump is such that sand cannot settle into the barrel when the pump is shut down. A disadvantage of the traveling-barrel rod pump is the long and somewhat restricted inlet for oil to be admitted to the pump barrel. This may result in a relatively high pressure drop through the “pull tube” and plunger to liberate excessive quan- tities of free gas or to cause the formation of condensable vapors that will adversely affect the volumetric efficien- cy of the pump.
Some suppliers offer a combination top-seal and bottom-seating stationary-barrel rod pump. While this pump is considered “nonstandard,” it combines the ad- vantages of top-seating and bottom-seating pumps. It is particularly advantageous when a long pump is required in a deep well. This type of pump reduces the possibility of a collapsed barrel caused by external pressure and reduces sedimentation around the barrel tube. Because of additional sealing arrangements, this pump is more cost- ly than standard API pumps.
Fig. 8.ld shows the tubing pump, so named because its barrel assembly, including barrel, extension nipples (if any), and seating nipple, is screwed onto, and becomes a part of, the tubing. Since the tubing and barrel assembly are lowered into the well together, it is easy to position a tubing pump at any desired depth for pump- ing. After the barrel assembly is in position, the standing-valve assembly is placed in the tubing, and it falls until it is stopped and held by the seating shoe. The plunger can be lowered into the well by attaching it to the sucker-rod string or by lowering it with the barrel assembly. In the latter case, an “off-and-on” attachment is used to connect the sucker rods to the plunger. Another device, called a “standing-valve-puller’ ’ (see Fig. 8. Id insert), can be attached to the plunger to hold the standing-valve assembly, so both can be lowered together. The standing-valve assembly is released from the standing-valve puller by turning the sucker-rod string; so the standing valve assembly remains in place, held by the seating nipple. If this action is reversed, the standing-valve assembly can be attached to the plunger and pulled out of the well with the sucker-rod string. This eliminates the necessity of pulling the complete tub- ing string to replace the standing-valve assembly. Another advantage of using a standing-valve puller is that the standing-valve assembly is not in danger of be- ing damaged or becoming stuck, as is possible if it is dropped through the tubing.
Tubing pumps have larger bores and correspondingly greater displacements for a given stroke length than rod pumps that can be used with the same size tubing. Therefore, tubing pumps commonly are used where it is necessary to lift large volumes of fluid and a pump of high displacement is required. A tubing pump has fewer working parts and is often lower in cost than a rod pump of corresponding size. However, the greater volume and resulting heavier fluid load may cause a loss in this ad- vantage by excessive sucker rod and tubing stretch. Also, the entire tubing string must be pulled to service the barrel of a tubing pump.
Plungers Fig. 8.2 illustrates the two most common types of “metal-to-metal” plungers used for displacing well fluid in oilwell pumps. The left side shows a plain plunger with “box-end” threads. This type of plunger generally is finished somewhat undersize at each end opposite the threads. This provides for the slight expansion of the plunger when tightened, without causing binding of the plunger in the pump barrel. The right side shows a grooved “pin-end” plunger.
Most subsurface-pump manufacturers provide both plain and grooved plungers in various materials. It has never been demonstrated conclusively that either type of

SUBSURFACE SUCKER-ROD PUMPS 8-5
TABLE 8.2-LOSSES RESULTING FROM SLIPPAGE OF 3-cp OIL PAST 2%~in. PUMP PLUNGER’
Slippage Loss in Pump Slippage Past Plunger at 15 strokedmin
Diametral Slippage Rate Percent Pump Clearance (cu in./min) cu in.lmin BID Displacement
0.003 11.43 5.72 0.85 0.2 0.006 91.5 45.8 6.8 1.6 0.010 424.0 212.0 31.5 7.4 0.020 3,390.o 1,695.O 251.8 59.2
‘48 in. long with 2,000 ps dlfferentml pressure and vmous plunger fits. Also shppage in percent pump displacement wth fifteen 48-m slrokes per mmufe.
construction has any particular advantage over the other. Many operators feel that grooves facilitate lubrication of closely fitted plungers by providing spaces for the well fluid to accumulate in considerable quantities. However, there is considerable slippage past any plunger operating under usual conditions where the differential pressure across the plunger is several hundred or even thousands of pounds per square inch. This slippage will provide adequate lubrication with either type of plunger if the fluid has any lubricating value. One possible advantage of a grooved plunger is that any solid particle, such as a sand grain or a steel chip that gets between the plunger and the barrel, may become lodged in a groove and minimize scoring of the barrel and plunger. With a plain plunger, particles cannot escape from the finished sur- faces until they have traveled the full length of the plunger. On the other hand, a grooved plunger stroking out of a barrel increases the probability of picking up and carrying solid material into the barrel.
The high differential pressures encountered in pump- ing deep wells require an effective sealing or packing means on the plunger. For wells of extreme depth, a closely fitted metallic plunger is almost always used to form a satisfactory seal with the barrel. Such plungers are commonly supplied with nominal clearances of 0.001, 0.002, 0.003, or 0.005 in. in the barrel. Such plunger fits are commonly referred to as - 1, -2, -3, or -5 fits. For metal-to-metal pumps the API tolerance for barrels is +0.002 in., -0.000 in., and the tolerance for plungers is +O.OOOO in., -0.0005 in., making it possible for the fit of a - 1 plunger, for example, to vary from 0.0010 to 0.0035 in. diametral clearance.
Slippage Past Plungers In slippage past a closely fitted plunger, the flow be- tween the plunger and the barrel is in the viscous range, so leakage or slippage is inversely proportional to the ab- solute viscosity and to the plunger length. It is directly proportional to the plunger diameter, the differential pressure between the two ends of the plunger, and the cube of the diametral clearance.
The absolute viscosity of well fluids commonly pumped will range from approximately 1 to 100 cp at temperatures existing at the pump setting. In some cases the viscosity may be as high as 1,000 cp. As a result of viscosity variations, the slippage past the plunger of a particular plunger-pump assembly with a given plunger fit, length, and diameter may vary by as much as 100 to 1 under fairly common conditions. and as much as 1,000 to 1 under extreme conditions with the same differential
pressure across the plunger. Thus it is seen that a plunger pump may operate with acceptable efficiency in a well producing a highly viscous oil, whereas the same pump operated at the same speed and stroke may fail to deliver any oil to the surface when installed at the same depth in a well producing oil of low viscosity.
The following equation can be used to determine slip- page losses past a pump plunger with sufficient accuracy for most purposes.
adApAd C 3 9= pLx2.32x 1o-7 ) . .
where 4 = slippage loss, cu in./min (or 0.2371 cm’/s),
d = plunger diameter, in.,
Ap = differential pressure across plunger, psi,
Ad,. = diametral clearance, in.,
L = length of plunger, in., and
CL = absolute viscosity, cp.
A specific application of this equation will illustrate the importance of plunger fits for a pump of a particular bore and stroke, operating with various plunger fits in fluids of various viscosities.
If we assume a 2%-in.-bore pump having a 0.003-in. diametral clearance and operating with a pressure dif- ferential of 2,000 psi between the two ends of a 48-in. plunger at a rate of fifteen 48-in. strokes per minute in oil having a viscosity of 3 cp, then Eq. 1 becomes
ax2.25x2,000x2.7x10-s 9=
3x48x2.32x lo-’ = 11.43 cu in./min.
If we assume that the volume of the barrel below the plunger is completely filled during the upstroke, this rate of leakage can occur only during the upstroke, or ap- proximately one-half of the total time. The net slippage past the plunger is 5.72 cu in./min, or 0.85 B/D. The displacement of a 21/4-in. pump operating at fifteen 48-in. strokes per minute is 426 BID, and the slippage in this case is only about 0.2%, which is insignificant. The results of this and other plunger clearances with 3-cp oil are shown in Table 8.2.
In the case of 0.020-in. plunger clearance, the slippage loss when water or oil with a viscosity of 1 cp is pumped would be 755 B/D, which is more than the pump displacement, and it would be impossible to pump water

8-6 PETROLEUM ENGINEERING HANDBOOK
to the surface. or to a level requiring 2,OOC-psi pressure differential across the plunger. When pumping oil with a viscosity of 100 cp, however, the slippage would be only about 7.5 B/D, or less than 1.8% of the pump displace- ment, and a clearance of 0.020 in. is reasonably satisfac- tory for these conditions.
Slippage losses result directly in power losses, since the same power is required to lift the plunger, with 90% of the fluid slipping past the plunger during the upstroke as is required with 1% or less slippage. The energy dissipated in slippage losses results in an increase in temperature of the oil within the pump and a decrease in viscosity that further increases slippage losses. Also, when water is produced with oil, excessive slippage losses increase the chances of forming emulsions.
Close plunger clearances are relatively more important with small-bore pumps than with larger bores, inasmuch as the displacement for a given stroke length and speed varies as the square of the diameter, whereas slippage varies as the first power of the diameter. Close plunger clearances are especially important in small pumps
operated at extremely low speeds. as used in stripper wells in some areas. The method outlined here should be satisfactory for evaluating maximum slippage in most cases.
Soft-Packed Plungers
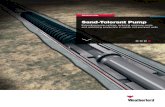
Fig. 8.3 shows the cup- and ring-type plungers. The left side shows composition-formed cups used to seal the plunger against the barrel. The right side shows com- position rings (generally square or rectangular in shape) used for sealing. Some operators prefer a combination of both cups and rings on a single plunger. The applications of such soft-packing arrangements generally are limited to shallow wells and to those where abrasive conditions are not excessively severe. Where this type of plunger is satisfactory, it has the advantage of being easily and less expensively reconditioned with new cups or rings, and the flexible packing will compensate for considerable wear of the barrel as long as the barrel surface remains smooth.
BUSHING
WEAR RING
El- END RING
Ikft- MANDREL
CUP RING
KY- WEAR RING
- LOCKNUT
- BUSHING
BUSHING
WEAR RING
PACKING RING
SPACER RING
MANDREL
WEAR RING
LOCKNUT
BUSHING
Fig. 8.3~Soft-packed plungers: (a) cup type; (b) ring type.

SUBSURFACE SUCKER-ROD PUMPS 8-7
Balls and Seats Fig. 8.4 illustrates the type of ball-and-seat combination commonly used for check valves in subsurface pumps. Balls and seats are made in a variety of materials to resist extremely abrasive and corrosive conditions. API Stan- dard 11 AX ’ lists the important dimensions of standard sizes along with the pump sizes with which they are commonly used
Double Valves Fig. 8.5 shows common arrangements of two valves in series used both as traveling valves and as standing valves. Experience has shown that two valves in series will give much longer service than a single valve if the valve life is determined by wear or fluid cutting, rather than by corrosive action. This result appears entirely logical where sand or other solid material is lifted with the oil. In such cases failure is likely to occur as a result of fluid cutting when a solid particle is caught between the ball and seat and prevents perfect seating. A pressure differential of 2,000 psi will produce a jet of fluid having a velocity of over 500 ft/sec, which can easily damage
Fig. 8.4-Pump valve ball and seat.PUMP BARREL
1 STANDINGVALVES
BALL & SEA-I VALVES
w- SEATING SHOE
c BODY
SEATING CUPS
TAPER-CUP NUT
Double Standing Valve
PLUGER
CLOSED CAGE
BALL & SEAT VALVE
CLOSED CAGE
BALL & SEAT VALVE
RETAINER
Double Valve on Bottom of Plunger
W
Fig. 8.5-Double-valve arrangements.
PULL ROD
OPEN CAGE
BALL & SEAT VALVE
CLOSED CAGE
BALL & SEAT VALVE
PLUNGER
Double Valve on Top
(a)

8-8 PETROLEUM ENGINEERING HANDBOOK
F
Fig. 8.6~-Bottom-discharge valve for use with bottom- seating stationary-barrel rod pumps. This valve is attached to the bottom of a pump and through it part of the well fluid is diverted up the side of the pump to help dislodge sand that may have settled between the pump and the tubing.
the lapped valve-seating surface on balls and seats in a short time. The rate of damage is accelerated if the fluid jet carries solid material in suspension.
The life of a ball and seat will depend largely on the number of times it is subjected to damage by fluid jets. By use of double valves this can be greatly decreased, since a jet cannot occur until both balls are held off their seats during the same stroke. For example, if conditions are such that a single ball and seat is prevented from seating properly once out of each 100 strokes, the chances of both valves in series failing to seat properly will be reduced to 1 in 10,000 strokes. Furthermore, if the two valves fail to seat, the pressure drop will be distributed between the two valves and the cutting action will be less severe than with a single valve.
Bottom-Discharge Valve The bottom-discharge valve shown in Fig. 8.6 is used in connection with bottom-seating stationary-barrel rod pumps and is designed to cause part of the fluid dis- charged from the pump to circulate up around the outside
GUIDE
TOP SEAL
SEATING NIPPLE
RING-TYPE
BOTTOM ANCHOR
SEATING NIPPLE
MANDREL
SEATING RING
SPACER RING
RING NUT
TOP ANCHOR BUSHING
SEAL
ig. 8.7-Top seal and bottom seating for stationary rod pumps.
‘-barrel
of the pump barrel. This is done to prevent sand from settling around the pump, which may make it impossible to pull the pump on the sucker rods. The bottom-seating arrangement for a rod-type pump is desirable in wells of extreme depth since the pump barrel is relieved of the fluid load, which places the barrel in tension. When top seating is used, the barrel is subjected to a high pressure which tends to expand the barrel.
Fig. 8.7 illustrates another means for utilizing the ad- vantages of bottom seating with a stationary-barrel rod pump and preventing sand from settling around the out-
side of the pump barrel. This assembly utilizes a mechanical bottom-seating assembly, with seating cups or rings that fit into a slightly restricted seating nipple, properly spaced in the tubing to form a seal at the top of the pump barrel.
Three-Tube Pump This type of pump is illustrated in Fig. 8.8 and gets its name from the three tubes used in its construction. The complete pump assembly is lowered into the well on the

SUBSURFACE SUCKER-ROD PUMPS 8-9
sucker-rod string and is positioned in the well by contact- ing either a cup-seating assembly or a mechanical lock holddown. The middle tube of the pump is stationary, at- tached to the holddown. The other two tubes attached to the sucker-rod string move over the middle stationary tube, one on the outside and one on the inside. The tubes used in this pump are relatively long and have a relative- ly large operating clearance in comparison with the usual pump plunger. The resistance to flow between the tubes is adequate to create the seal necessary to displace the fluid past the standing valve and through the traveling valve against the tubing pressure. This pump is designed primarily to clean out wells after workover operations or formation-fracturing operations, which may make the well produce large quantities of sand for a considerable time. It is also used in wells producing from loose-sand formations that consistently produce quantities of fine floating sand.
Gas Anchors Where conditions are such that there is considerable free gas in the well fluid at the pump intake, it is desirable to prevent as much gas as possible from entering the pump and permit the gas to rise to the surface through the cas- ing annulus rather than through the tubing. Numerous so-called gas anchors are in use that are designed to separate the free gas and deflect it up the casing annulus. Fig. 8.9 illustrates a common type of gas-anchor ar- rangement in which the well fluid must enter the per- forated nipple and circulate downward at a low velocity before entering the gas-anchor tube, which is attached to the pump intake. This gives the free gas an opportunity to separate and rise to the uppermost ports in the per- forated nipple where it may return to the casing. A large portion of the gas will rise through the casing before passing through the perforated nipple.
Special Pumps There are many other special types of subsurface pumps for use in special problem situations. Most of these are considered “non-API” pumps, although they may use some parts that meet API specifications in their construc- tion. One special pump is the casing pump, which is designed to be inserted directly into the casing without a string of tubing. Such pumps are set in the casing on a packer or casing anchor that grips the casing and holds the pump in position. Such pumps are limited in size on- ly by the casing size and can be made to have a very large capacity in relatively shallow wells. However, with this arrangement, all the gas produced with the well fluid must pass through the pump, and this may seriously limit the effective capacity in wells producing large quantities of gas.
Another special type of pump that is used to some ex- tent is an arrangement where two displacing plungers are designed to act in series. This increases the displacement of a pump that will run in a given size of tubing and at a given stroke length. Another variation of this concept uses two valves and seats in the lower plunger and none in the upper plunger. This allows a fluid load on the lower plunger at all times and assists the sucker rods in falling on the downstroke. which is desirable for the
more viscous fluids.rt- TUBING
SUCKER ROD
TOP TRAVELING VALVE
OUTSIDE TRAVELING TUBE
INSIDE TRAVELING TUBE
STATIONARY TUBE
BOTTOM TRAVELING VALVE
STANDING VALVE
SEATING SHOE
SEATING CUPS OR RINGS HOLDDOWN
GAS ANCHOR
-TUBING
-SEATING SHOE
_ PERFORATED NIPPLE
-GAS ANCHOR
-TUBING
-COUPLING
-BULL PLUG
Fig. 8.8-Three-tube pump Fig. 8.9-Gas-anchor arrangement.
Fluids with large amounts of gas can cause gas locking or at least reduced flow because of expansion of gas in the chamber between the plunger and the standing valve on the upstroke. This situation can sometimes be re- lieved by a special pump having two so-called compres- sion chambers that serve to increase the compression ratio in those chanbers above that normally obtainable in a standard pump.
Corrosion In some areas resistance to corrosion of the materials used in subsurface pumps is of major importance. A wide variety of alloy irons, steels, nonferrous alloys. and elements have been used to combat corrosive conditions

E-10 PETROLEUM ENGINEERING HANDBOOK
in various locations. Some of the corrosive agents com- monly found in various locations are hydrogen sulfide, carbon dioxide, salt waters containing sodium chloride. calcium chloride, magnesium chloride, and other salts. Chemical corrosion inhibitors are now widely used by many operators. Such inhibitors are fed either con- tinuously or intermittently down the casing into the well. Protective films arc formed on the tubing and rods, as well as on pump parts. However, since protective films cannot form on wearing surfaces, the closely fitted pump parts in rubbing contact are not protected as well as the rods and tubing by corrosion inhibitors. For this reason it is more important to use corrosion-resistant materials in the construction of subsurface pumps.
Effect of Gases and Vapors In selecting pumping equipment for oil wells remember that in a majority of cases some of the constituents of the fluid being pumped are above or near their boiling points at the pressure and temperature conditions existing within the pump. These conditions may cause release of large volumes of dissolved gases and vapors with a slight drop in pressure of the well tluid, in addition to the free gas initially in the fluid. For this reason it is very dif- ficult to pump some wells down. Many wells apparently will pump off with several hundred feet of fluid standing in the hole because the condensable vapors and gases oc- cupy the entire displacement volume of the pump. Under these conditions. without a relatively high intake pressure, which decreases compression ratio, the pressure below the plunger cannot be raised to the tubing pressure. (This is necessary before the traveling valve can open and deliver oil to the tubing.) On the downstroke the vapors may condense and occupy a very small volume without an appreciable increase in pressure, and only the permanent gases are effective in increasing the pressure in accordance with the gas laws.
There are two precautions to take to minimize the adverse effects of vapors and gases.
I. The compression ratio should be made as high as possible. This is accomplished by using a closed-cage- type valve below the plunger with a stationary-barrel pump, or a valve above the plunger with a traveling- barrel-type pump. It is also important to space the pump so the traveling valve and standing valve come as near to each other as possible at the lowest position of the rods without making contact, and to use as long a stroke as possible with the equipment available.
2. Flow velocities and turbulence at the pump inlet should be kept at a minimum. This is accomplished by using the largest standing valve possible and a suitable gas anchor with the largest possible flow passages.
Conclusions Most items covered in this section are discussed in Ref. 2, which was first issued in 1968 and is updated regular- ly. It is recommended that this source be referred to for state-of-the-art information about subsurface pumps.
It is well known that because of the dynamics involved in the sucker-rod string, the fluid, and the tubing during pumping cycles, the plunger stroke of the subsurface pump is seldom equal to the stroke of the pumping unit and its accompanying polished rod at the top of the well. During pump operation the fluid load, which is altemate- ly transferred from the tubing to the sucker rods, causes the tubing to increase in length on the downstroke when the tubing is supporting the fluid load. When the rods are carrying the load on the upstroke, there is a shortening of the tubing with an increase in the length of the sucker rods. Both effects tend to shorten the plunger stroke in the well in comparison with the polished-rod stroke at the surface.
Because of the dynamic effects and the inertia and elasticity of a string of sucker rods, there will be some additional stretch in the rods during the pumping stroke. This effect is known as overtravel and results in an in- crease in the stroke length at the subsurface pump.
In years past, the calculation of sucker-rod and tubing stretch, as well as overtravel, was accomplished with a rather simple set of equations using tables and curves developed for this purpose. Later it was recognized that there are many factors in a pumping well that make the calculations a complex problem. In 1954 a group of users and manufacturers of sucker-rod pumping equip- ment formed Sucker Rod Pumping Research Inc., a non- profit organization, to study the problems of pumping wells. They in turn retained Midwest Research Inst. of Kansas City to achieve their objectives. Their study covered several hundred pumping wells and resulted in design calculation methods that more nearly match ac- tual pumping conditions than previous methods. The results of the study were turned over to the API Produc- tion Dept. The API in turn adopted these methods.’ These design calculations are too involved and lengthy to be included in this section. It is suggested that Ref. 3 be used to determine the design values of a pumping system.
References 1. “API Specification for Subsurface Pumps and Fittings.” API
Spec 1 IAX, seventh edition. Dallas (June 1979). 2. “API Recommended Practice for Care and Use of Subsurface
Pumps,” API RP IIAR, second edition. Dallas (March 1983). 3. “API Recommended Practice for Design Calculations for Sucker
Rod Pumping Systems (Coventional Units).” API RP I IL. third edition, Dallas (Feb. 1977)