Sucker Rod Corrosion
32
8/17/2019 Sucker Rod Corrosion http://slidepdf.com/reader/full/sucker-rod-corrosion 1/32
Transcript of Sucker Rod Corrosion

8/17/2019 Sucker Rod Corrosion
http://slidepdf.com/reader/full/sucker-rod-corrosion 1/32

8/17/2019 Sucker Rod Corrosion
http://slidepdf.com/reader/full/sucker-rod-corrosion 2/32
BASIC CONCEPTS OF SUCKER ROD CORROSION
© 1993-2016 Weatherford. All rights reserved. i
Table of Contents
INTRODUCTION ................................................................................ 1
CORROSION ...................................................................................... 2
Electrochemical Corrosion .............................................................................. 2
Chemical Corrosion ......................................................................................... 3
Oxidation ......................................................................................................... 4
Galvanic Corrosion .......................................................................................... 4
Erosion-Corrosion ........................................................................................... 5
Hydrogen Embrittlement ................................................................................ 5
Corrosion Fatigue ............................................................................................ 5
FIELD SERVICE PROBLEMS ................................................................ 6
Conditions that Cause Sucker Rod and Coupling Failures ............................... 6
Types of Sucker Rod and Coupling Failures .................................................... 6
DESIGNING TO REDUCE FAILURES ................................................... 16
Mill Defects ................................................................................................... 16
Manufacturing Problems .............................................................................. 16
Handling Problems ........................................................................................ 17
Mechanical Damage ...................................................................................... 17
Improper Joint Makeup ................................................................................ 17
Bent Rods ...................................................................................................... 18
Guided Sucker Rods ...................................................................................... 19 Poor Pumping Conditions ............................................................................. 19
Corrosion Problems ....................................................................................... 20
Oxygen Corrosion .......................................................................................... 21
Problems Caused by a Stuck Pump ............................................................... 22
Hammering the Surface of Couplings ........................................................... 23
Thread Galling ............................................................................................... 23
Collection of Background Data and Selection ............................................... 25
Non -Destructive Testing (NDT) .................................................................... 25
Mechanical Testing ....................................................................................... 25 Selection and Preservation of Fracture Surfaces .......................................... 26
Macroscopic Examination of Fracture Surfaces ............................................ 26
Fracture Classifications ................................................................................. 27
REFERENCES ................................................................................... 29

8/17/2019 Sucker Rod Corrosion
http://slidepdf.com/reader/full/sucker-rod-corrosion 3/32
BASIC CONCEPTS OF SUCKER ROD CORROSION
© 1993-2016 Weatherford. All rights reserved. 1
Introduction
Historically, the first recorded incidence of corrosion was a
problem encountered by British ships operating in the
Mediterranean early in the nineteenth century. Worms living
in those waters would enter the wooden hulls and eat the
timbers until ships required dry-docking for replacement of
these wooden structures. The British decided to cover the
ship hulls with thin sheets of copper and the worm problem
was solved, or so it appeared. Soon the copper sheets began
falling off the hulls, and the worm problem returned.
The steel nails holding the copper had disintegrated where
the copper and steel were in contact, and no one could
explain the reason. We now know that a galvanic action
occurs between dissimilar metals in sea water. Using copper
nails resolved the problem.
Last century, scientists began to recognize the tremendous
scope of corrosion and the cost associated with failed
equipment. Of note was the realization that stray current
from street car railways was damaging and even destroying
underground metal structures and communication cables.
Corrosion is a natural phenomenon that is not necessarily
limited to metals. The effects of corrosion can be observed
every day, everywhere in the world; and the cost of its
damage to metal objects amounts to billions of dollars each
year. Consider the following costs to an operator if a single
rod string fails as a result of corrosive action:
1. Downtime: lost production because the string can no
longer activate the pump
2. Workover: cost of a workover rig and the labor to pull
the tubing and rod string
3.
Replacement: cost of a new string of rods and possibly
the cost of replacing tubing and the downhole pump
4. Work: labor of company personnel who could be doing
other things
Multiply those costs by the number of corrosion failures in
rod strings in one year and the total cost to operators
becomes enormous.
Today the mechanics of corrosion are understood and its
behavior can be controlled. In some cases it can be
completely eliminated by following proper procedures. This
guide focuses on the types of corrosion related to sucker
rods, the causes, and ways to reduce sucker rod failures.

8/17/2019 Sucker Rod Corrosion
http://slidepdf.com/reader/full/sucker-rod-corrosion 4/32
BASIC CONCEPTS OF SUCKER ROD CORROSION
© 1993-2016 Weatherford. All rights reserved. 2
Corrosion
Corrosion can be defined as the deterioration of a
substance or its properties because of a reaction with its
environment. The substance we will consider is steel. Steel
is an iron compound with alloying elements such as carbon
and manganese.
The driving force that makes metals corrode is a natural
phenomenon. Iron, from which steel is produced, is found in
combination with other elements, and these are called ores.
Any iron-based product in a usable form is in only a
temporary condition and eventually, if let unhampered, will
return to its original form (an ore).
Left unprotected in an atmosphere, a metal will release
energy as it combines with other elements and returns to
its natural state as an ore. The release of energy and its
attendant combination with other elements to form ore
is corrosion.
One of the most obvious examples is a steel object left
exposed to weather. It will begin to rust and, if left
undisturbed, will completely deteriorate. Rust is a
combination of iron and oxygen, in which the iron gives up
its energy and returns to its natural state.
There are multiple types of corrosion:
•
Electrochemical corrosion
• Chemical corrosion
– Sour
– Sweet
• Oxidation
• Galvanic
• Corrosion-erosion
• Hydrogen embrittlement
•
Corrosion fatigueIn most instances more than one type of corrosion
contributes to a failure.
Electrochemical Corrosion
Most corrosion in the oil field is attributable to the presence
of water in large or small amounts. Corrosion in the
presence of water is an electrochemical process. Please keep
this in mind as we discuss other types of corrosion.
Figure 1 shows that steel is not homogeneous. It is a mixture
of iron, carbon, and other alloying elements; but for
purposes of illustration, let’s consider only the iron and
carbon elements. Some of the carbon is dissolved in the iron,
and the balance exists as iron carbide.
Figure 1: Photomicrograph showing a pearlite – ferrite
microstructure. Pearlite is a mixture of cementite (Fe3C); Ferrite is
almost pure iron.
Iron carbide (Fe3C) has a lower tendency to corrode than
pure iron (Fe), thus with an electrode and in the presence of
an electrolyte (such as water or salt water), the two different
compositions will complete an electrical circuit and current
will flow (Figure 2).

8/17/2019 Sucker Rod Corrosion
http://slidepdf.com/reader/full/sucker-rod-corrosion 5/32
BASIC CONCEPTS OF SUCKER ROD CORROSION
© 1993-2016 Weatherford. All rights reserved. 3
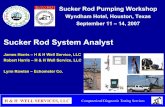
Figure 2: Schematic showing current flow between iron and iron
carbide grains with resulting corrosion of the iron
Some definitions are necessary to describe the
electrical circuit:
1. Anode. The anode is that portion of the metal surface
that is corroded.
2. Cathode. The cathode is the opposite side of the cell
that is unaffected by the current flow and therefore doesnot corrode.
3. Electrolyte. The fluid that transmits the current between
anode and cathode.
When iron corrodes, the iron dissolves, goes into solution,
and gives up two electrons. Since an atom of iron contains
an equal number of protons (positively charged particles)
and electrons (negatively charged particles), the iron in
solution is called an ion. The iron ion is positively charged.
Fe → Fe2+
+ 2e –
Iron Atom Iron Atom Electrons
Although the cathode remains unaffected, another chemical
reaction takes place at the cathode. The electrons left
behind at the anode when iron went into solution travel to
the cathode through the solid metal. Hydrogen in water has
an affinity for those electrons and consumes them.
2H+ + +2e –
→ H2
Hydrogen Ions Electrons Hydrogen Gas
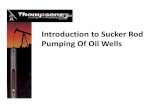
Figure 3: Schematic showing basic current and electron flow in
localized corrosion cell at the surface of ferrous metals immersed in
an electrolyte
The area corroded is always the anode. The cathode
remains unaffected.
The affinity of iron in solution for oxygen is greater than the
affinity of hydrogen for oxygen. Hydrogen gives up one
electron when it goes into its ionic state. Oxygen gains two
electrons and becomes negatively charged.
In a simplified form, the reaction is as follows:
Fe + H2O → FeO + H2↑
Iron Atom Water Iron Oxide Hydrogen Gas
Fe+ + H
+H
+O → FeO + H2↑
Positive Iron Negative Oxygen
Positive Hydrogen
Iron Oxide Hydrogen Gas
The positively charged iron ion and the negatively charged
oxygen ion combine to form iron oxide. The two positively
charged hydrogen ions then form a molecule and escape at
the cathode as a gas.
Chemical Corrosion
SourHydrogen sulfide is very soluble in water. When both
hydrogen sulfide and water are present in well fluids, sulfuric
acid (H2SO4,) is formed. Although other reactions may be
involved, simply stated, the final reaction is the formation of
iron sulfide (FeS).
H2S + Fe → FeS + H2↑
Hydrogen Sulfide Iron Atom Iron Sulfide Hydrogen Gas
Iron sulfide is a black scale that clings to the surface of the
metal and is cathodic to the iron. It accelerates the corrosion
in the locality of the scale and causes deep pitting.
Sweet
The term sweet corrosion refers to corrosion caused by the
presence of carbon dioxide (CO2) in a producing well. Carbon
dioxide easily dissolves in water to form carbonic acid.
CO2 + H2O → H2CO3
Carbon Dioxide Water Carbonic Acid
An electrochemical reaction occurs and the iron replaces
hydrogen to form iron carbonate.
Fe + H2CO3 → Fe2CO3 + H2
Iron Carbonic Iron Carbonate Gas
The end result is pitting. The severity of the pitting is
determined by many factors, such as pressure, temperature,
and the amount of CO2 present.
Both sour and sweet corrosion can occur in the same well.

8/17/2019 Sucker Rod Corrosion
http://slidepdf.com/reader/full/sucker-rod-corrosion 6/32
BASIC CONCEPTS OF SUCKER ROD CORROSION
© 1993-2016 Weatherford. All rights reserved. 4
Oxidation
Corrosion of metal by oxidation is the ordinary rust observed
on any unprotected piece of steel. It can only occur in the
presence of water, and then only if dissolved oxygen is
present. However, it will also occur in sea water and salt
solutions. We will limit our discussion to salt water, a fluidthat is prevalent in pumping wells.
Water solutions rapidly dissolve oxygen from the air, and
this is the source for the required oxygen in the corrosion
process. Normally oxygen is not found in well fluids; but if it
is introduced by any method, rusting will continue as long as
oxygen is present. The simplified chemical reaction is:
4Fe + 3O2 4Fe2O3
Iron Oxygen Iron Oxide
For an example of the effect of oxygen on steel, consider thephotos taken of the ocean liner Titanic that lies at the
bottom of the Atlantic Ocean. Why has the hull not corroded
away? Because at those depths, no oxygen exists.
Galvanic Corrosion
Galvanic corrosion is very rare in the oil field. Three
conditions are necessary for galvanic corrosion to occur:
• Electrochemically dissimilar metals must be present.
• The metals must be in electrical contact.
• The metals must be exposed to an electrolyte.
Electrochemical dissimilarity refers to the amount of
energy stored by the metal when it is removed from its
natural condition.
An example of metals in electrical contact is the steel nails
that held copper sheeting on the hulls of British ships in salt
water. A potential can be created between any two
dissimilar metals and even between different types of steels.
The third condition for galvanic corrosion relates to the
strength and type of electrolyte and the presence or absence
of oxygen.
When the three conditions listed above are met, the anodic
(most active) metal will deteriorate while the cathodic (less
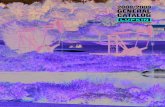
active) metal will be relatively unaffected. Figure 4 indicates
the relative anodic and cathodic properties of some
commercial metals and alloys in sea water. From their
positions on the scale in Figure 4, it becomes apparent that
steel nails will be destroyed by the more noble copper. Thescale also explains why gold is usually not found in chemical
combination with other elements.
Active
or
Anodic
Magnesium
Magnesium Alloys
Zinc
Galvanized Steel
Aluminum 1100
Aluminum 2024 (4.5 Cu, 1.5 Mg, 0.6 Mn)
Mild Steel
Wrought Iron
Cast Iron
13% Chromium Stainless SteelType 410 (active)
18-8 Stainless Steel
Type–Tin Solders
Lead
Tin
Muntz Metal
Manganese Bronze
Naval Brass
Nickel (active)
76 Ni, 16 Cr, 7 Fe Alloy (active)
60 Ni, 30 Mo, 6 Fe, 1 Mn
Yellow Brass
Admiralty Brass
Red Brass
Copper
Silicon Brass
70:30 Cupro Nickel
G-Bronze
Silver Solder
Nickel (passive)
76 Ni, 16 Cr, 7 Fe
Alloy (passive)
13% Chromium Stainless Steel
Type 410 (passive)
SilverGraphite
Gold
Platinum
Noble
or
Cathodic
Figure 4: Galvanic series of some commercial metals and alloys in
sea water
H2O

8/17/2019 Sucker Rod Corrosion
http://slidepdf.com/reader/full/sucker-rod-corrosion 7/32
BASIC CONCEPTS OF SUCKER ROD CORROSION
© 1993-2016 Weatherford. All rights reserved. 5
Erosion-Corrosion
This type of corrosion is caused by corrosive fluid, impinging
flow, or turbulence of the fluid upon metal surfaces.
Impingement can be caused by solid material or gas bubbles
entrapped in the fluid being pumped. These materials,
moving against a metal surface, tend to abrade or erode thesteel. The erosion takes the form of elongated pitting or a
deep groove. The rapid movement of corrosive fluid
removes a protective scale and exposes the underlying
metal, which accelerates corrosion.
Turbulence is a major factor in this type of attack. When a
liquid flows over a metal, there is usually a critical velocity
below which impingement does not occur, but above which
impingement rapidly increases. To illustrate this
phenomenon, consider a curve in a lazy stream. As long as
the stream contains little water and the flow is gentle, the
banks remain unchanged. Increase the water volume and
the stream becomes more turbulent, thereby erodingthe bank.
The break out of gases in low-pressure zones can
impinge on the surface of a sucker rod and remove any
protective coating.
Hydrogen Embrittlement
We have discussed chemical and electrochemical reactions
in which positively charged hydrogen ions in an electrolyte
are expelled from the system as hydrogen gas. However, all
hydrogen may not leave. It is possible, even most probable
in a sour well environment, that some of the hydrogen will
enter the steel as either atomic or molecular hydrogen anddiffuse into its structure. Once absorbed, the hydrogen
molecules build pressure at crystallographic vacancies or
discontinuities, such as voids, which generate microscopic
cracks. This results in a brittle failure of the steel at stress
levels considerably below the yield strength of the steel.
The more acidic the well fluid, the more susceptible the steel
is to hydrogen embrittlement. Since hydrogen
embrittlement is related to the chemical and
electrochemical reactions we described in sour wells,
the term sulfide stress cracking is also used to describe
this phenomenon.
Corrosion Fatigue
Thus far we have primarily considered the mechanics of
corrosion alone. However, corrosion and fatigue, acting in
concert, are the cause of many sucker rod failures.
Cyclic stressing of sucker rods does not typically cause a
failure of the sucker rod string if the stresses are limited to alevel below the endurance limit of the steel. Environmental
conditions are extremely important in corrosion fatigue. Salt
water is a corrosive medium. When dissolved gases such as
hydrogen sulfide (H2S), carbon dioxide (C02), and free oxygen
are present in salt water, corrosivity increases and fatigue
life decreases.
Usually fatigue begins at the rod surface as a pit in the
metal, a nonmetallic inclusion, or some other steel
defect. However, it may begin with some kind of
mechanical damage.
Though the stresses may be uniform over the balance of therod, the stresses induced at the bottom of a pit will be
considerably higher; and as corrosion continues to attack,
the cross section is reduced. As stresses across that area
increase, a fatigue failure results.
This will be discussed later in this guide.

8/17/2019 Sucker Rod Corrosion
http://slidepdf.com/reader/full/sucker-rod-corrosion 8/32
BASIC CONCEPTS OF SUCKER ROD CORROSION
© 1993-2016 Weatherford. All rights reserved. 6
Field Service Problems
In this section we will discuss field problems that you will
encounter with sucker rods and sucker rod couplings. We
will also show examples to illustrate each mode of failure.
Failure prevention of any component starts with a
knowledge of failure mechanisms. To prevent failures, it is
necessary to understand the many ways a product can fail.
Each failure can be considered a valuable specimen from
which to extract as much information as possible. The
information can be used to improve product quality and
skills in the application of sucker rods. Understanding
product failures and being able to extend field service life is
important to you, the salesman or the field engineer, and to
the user who will benefit by receiving longer service from
the equipment and by paying less for lifting.
Conditions that Cause Sucker Rod and Coupling
Failures
Examination of sucker rod failures reveals several enemies to
dependable rod string operation. S.M. Bucaran, et aI,
presented the paper (No. 55) NACE/72 "Proper Selection,
Handling, and Protection of Downhole Materials—A Practical
and Economical Approach" in which they stated that rod and
coupling failures can be classified simply as caused by wear,
corrosion, mechanical causes, or mishandling; and plenty of
cases involve two or more of the basic causes1.
Here is another list of causes for sucker rod and
coupling failures:
• Overload condition
• Application issues
– Rods in compression
– Rod wear
– Pumping speed
– Stuck pump
–
Incomplete pump fillage
• Corrosion problems
– Water floods
– Sour gas
– CO2 injection
• Handling problems
– Improper makeup procedures
– Bent rods
– Mechanical damage
• Inhibitors
– Lack of inhibition
– Poor inhibition program
• Manufacturing defects
–
Mill defects – Forging defects
– Threading defects
Types of Sucker Rod and Coupling Failures
Metallurgical investigations of failed sucker rods typically
reveal a fatigue pattern. The fatigue crack originates at the
point of highest stress, and the stress peaks occur at the
surface. Therefore, the fatigue failures are surface failures
and the damage, or intrusion, is a sharp notch or roughness
and a stress-raiser that starts the crack.
Breaks in sucker rod pins have a similar appearance to
fatigue failure, but they usually occur if the joint is not made
up properly, a condition referred to as loss of displacement.
A loss of displacement occurs when a connection loosens
downhole. This can be caused by improper makeup
procedures, applications issues, or mechanical damage.
Coupling breaks will occur as a result of wear, corrosion, or
loss of displacement. Hydrogen sulfide embrittlement
failures have occurred in couplings with hardness greater
than 23 Rockwell C.
We will define and discuss four modes of sucker rod and
coupling failures:
•
Fatigue: the effects of stress concentration and corrosion
• Corrosion: pitting versus uniform attack, and the
damaging effects of hydrogen sulfide embrittlement
• Wear: its effects on service life
• Tensile failure: not a service failure but an overload
condition caused by carelessness

8/17/2019 Sucker Rod Corrosion
http://slidepdf.com/reader/full/sucker-rod-corrosion 9/32
BASIC CONCEPTS OF SUCKER ROD CORROSION
© 1993-2016 Weatherford. All rights reserved. 7
Fatigue
The word fatigue may suggest that metals become tired
from supporting a load for a long time. Certainly metals do
not tire in a biological sense; nor do they deteriorate as a
direct result of supporting a constant load. However, they do
fracture in a brittle manner when subjected to cyclical
loading that varies sufficiently in intensity, even though onesuch cycle produces no detectable effect.
Fatigue is the progressive, localized, permanent structural
change that occurs in a material subjected to repeated or
fluctuating stresses that have a maximum value less than the
tensile strength of the material. Fatigue fractures are caused
by the simultaneous action of cyclic stress, tensile stress, and
plastic strain, all three of which must be present.
Although these three conditions are sufficient to cause
fatigue, a host of other variables—such as temperature,
crystal system of the metal, grain size, environment
(corrosive or otherwise), metallurgical structure, and stress
system—alter the conditions for fatigue. Figure 5 illustrates
the three general types of fluctuating stresses that can
cause fatigue.
Figure 5: Typical fatigue stress cycles
Case 1 represents an idealized situation wherein stress
fluctuates in a sinusoidal fashion from tensile to
compression and the net resultant stress is zero. This is the
most common form used to study fatigue in a laboratory,
but it is also approached in service by a rotating shaftoperating at a constant speed without overload.
In Case 2, we have the sinusoidal stress form but the
resultant, or mean, stress is not zero.
Case 3 shows an irregular or random stress cycle.
The process of fatigue consists of three stages (Figure 6):
1. Initial fatigue damage leading to crack initiation
2. Crack propagation until the remaining uncracked
cross-section of a part becomes too weak to carry the
imposed loads
3. Final, sudden fracture of the remaining cross-section
Figure 6: Relative lengths of the various stages of a sucker rod
body failure
Consequently, fatigue cracks are classified as brittle cracks,
as identified by little or no evidence of ductility in the area
adjacent to the second stage cracking. There is no necking or
shear lips on the fracture as shown in the final stage of
failure. Fatigue failures are always normal (90°) to the
applied stress. Chevron marks, or a herringbone pattern,
point to the fracture origin.
Fatigue beach marks, clamshell marks, or families of
striations may be observed with the unaided eye
(Figure 7). The familiar beach marks can be observed
macroscopically with a light microscope or under the
electron microscope (Figure 8).
Figure 7: The three stages of fatigue of a sucker rod body failure

8/17/2019 Sucker Rod Corrosion
http://slidepdf.com/reader/full/sucker-rod-corrosion 10/32
BASIC CONCEPTS OF SUCKER ROD CORROSION
© 1993-2016 Weatherford. All rights reserved. 8
Figure 8: Field failure with visible beach marks
Fatigue beach marks are clearly evident with little or no
magnification for lower strength, more ductile materials and
for a variety of strength ranges under conditions of low load,
high-cycle stresses. The distinguishable concoidal markings
usually represent points of variation in the load
environment. For higher strength materials and for high-load
fatigue, the use of an optical or electron microscope is often
required. With the close examination of a fatigue fracture
face, much or all of the following information regarding the
crack can be determined:
1. Point(s) of crack nucleation
2. Direction of crack growth
3. Size of prior crack
4. Relative magnitude of stress
5. Direction of loading (axial, bending, reverse bending, etc.)
Fatigue failures occur at apparently safe values of
predetermined, calculated average stress over the cross-
section of a sucker rod or coupling, and failure is caused by
concentrated loads at a surface discontinuity. Such
concentrated stresses produce local plastic strain (stress
exceeds yield strength) that is critical in cyclic loading.
In practice, prediction of the fatigue life of a material is
complicated because the fatigue life is very sensitive to small
changes in loading conditions, local stresses, service
environment, and local characteristics of the material.
However, the endurance limit of any material under cyclic
stress is lower than its strength under static load. As load
decreases, the number of cycles to failure increases until at
some load, the number of cycles to failure becomes so large
that we need not fear failure. Normally the endurance limit
for sucker rods is defined as the maximum stress that the
string will withstand without failure after ten million or more
cycles of stress.
Generally, when loads are low, only one crack is generated.
Conversely, multiple cracking is a sign of high loads. In addition,
the ratio of prior crack area to total cross-sectional area gives
information about the magnitude of stress at final rupture. With
the use of an electron microscope, direct measurements of
striation spacing offers good insight into the stress environment
during crack growth.
The preparation of a metallographic specimen containing a
crack is often helpful in identifying the crack mechanism.
Fatigue cracks are invariably transgranular or transcrystalline
and sometimes are branched. Fatigue striations are not
evident, however, on profile.
Bending fatigue failures can be divided into three
classifications: one-way, two-way, and rotary. The fatigue
crack formations associated with the type of bending loadare shown in Figure 9.
Case
Stress Condition
No Stress Concentration Mild Stress Concentration High Stress Concentration
Low Overstress A High Overstress B Low Overstress C High Overstress D Low Overstress E High Overstress F
1
One-way bending load
2
Two-way bending load
3
Reversed-bending load-
rotation load
Figure 9: Fracture appearances of fatigue failures in bending by Dr. Charles Upson, " Why Machine Parts Fail," Penton, Cleveland 13, Ohio

8/17/2019 Sucker Rod Corrosion
http://slidepdf.com/reader/full/sucker-rod-corrosion 11/32
BASIC CONCEPTS OF SUCKER ROD CORROSION
© 1993-2016 Weatherford. All rights reserved. 9
API Bulletin RP11BR "Recommended Practice for Care and
Handling of Sucker Rods" recommends using a modified
Goodman diagram (Figure 10) for determining the allowable
range of stress for a string of sucker rods in noncorrosive service.
Figure 10: Modified Goodman diagram for allowable stress and
range of stress for sucker rods in noncorrosive service
Figure 11 shows a number of variables that influence the
fatigue properties. Note that surface notches and corrosion
reduce fatigue strength. Figure 12 shows stress
concentration factors for the various surface conditions.
Figure 11: Generalized relation of ultimate tensile strength (Su ) and
fatigue strength (Sn )
Figure 12: Stress concentration factors for various surface
conditions. This graph is a derating factor for influence of surface
conditions on fatigue.
Sn = 0.5(Su)(C1)(C0)(CS)
Sn = Endurance limit
Su = Ultimate strength
Sn /Su = 0.5
C 1 = 1.0, 0.9, or 0.58 depending on whether the load is
by bending, axial, or torsion, respectively
C 0 = A size factor, usually taken at 1.0 for diameters
less than 0.4 inches and at 0.9 for diameters
between 0.4 and 3.0 inches
C S = Surface factor, which varies for the surface
conditions shown in Figure 12
TMinimum Tensile Strength
T
2
T
4
+T
3
– T
3
0 0
T
1.75
S M I N = M i n i m
u m S t r e
s s , P S I
S A = A
l l o w a
b l e S t r e s
s, P S
I
S A
= (T + M S
MIN) SF 1
S A
= (0.25T + 0.5625 SMIN) SF 2
S A
= S A – S
MIN3
When:
S A
= Maximum available stress, PSI
S A
= Maximum allowable range of stress, PSI
M = Slope of SA curve = 0.5625
SMIN
= Minimum stress, PSI (calculated or measured)
SF = Service factor
T = Minimum tensile strength, PSI
45°
4
1.0
0.9
0.8
0.7
0.6
0.5
0.4
0.3
0.2
0.1
060 80 100 120 140 160 180 200 220 240 260
120 160 200 240 280 320 360 400 440 480 520
S u r f a c e f a c t o r C
S
Tensile strength Su, ksi
Hardness, Bhn
Corroded in
tap water
Corroded in salt water
Fine-ground or
commercially polished
Mirror-polished
M ac hi ne d
H o t - r o l l e d
As f o r g e d
140
130
120
110
100
90
80
70
60
50
40
30
20
1040 60 80 100 120 140 160 180 200 220 240 260
E n d u r a n c e l i m i t , 1 , 0
0 0 p s
i , S
n
Tensile strength, 1,000 psi, Su
Severely notched specimens
Corroding specimens
Normal for
polished specimens
50% ratio
Rare
cases

8/17/2019 Sucker Rod Corrosion
http://slidepdf.com/reader/full/sucker-rod-corrosion 12/32
BASIC CONCEPTS OF SUCKER ROD CORROSION
© 1993-2016 Weatherford. All rights reserved. 10
Figure 13 shows the importance of limiting the system to
low and intermediate hardness and indicates the importance
of residual stress in fatigue; that is, materials with a greater
endurance limit are higher in carbon and thus have a
higher temperability.
Figure 13: Relation of hardness and fatigue strength for
several steels
Sucker rods have a hot-rolled surface (note derating factor
for hot-rolled materials in Figure 12). For a sucker rod with
100,000-psi tensile strength, the endurance limit for
complete stress reversals would be approximately 50,000 psi
for polished test specimens and 30,000 psi for test
specimens with a hot-rolled surface. A salt water
environment further reduces fatigue strength.
The API modified Goodman diagram (Figure 10) has been
adjusted to indicate a derating for a hot-rolled, shot-blasted
surface and a substantial safety factor of 2. The adjustment
or derating for corrosion (service factor) is selected by each
user as his experience indicates. Figure 14 indicates typical
service factors for various environments.
Environment
Corrosiveness/Derated Service Factor
None
1.0
Mild
0.9
Moderate
0.8
Severe
0.7
H2S 0% X < 10 ppm (0.001%) 10 ppm < X < 100 ppm (0.001% - 0.01%) 100 ppm < X (0.01% and greater)
CO2 0% X < 250 ppm (0.025%) 250 ppm < 1500 ppm (0.025% - 0.15%) 1500 ppm < X (0.15% and greater)
Figure 14: Table of derating factors (NACE Standard MR0176-2000)
150
160
140
130
120
110
100
90
80
70
60
50
20 30 40 50 60
E n d u
r a n c e L i m i t – 1 , 0
0 0 p s i
Rockwell “C” Hardness
B
C
E, F
D
A
A
H-11 Austempered
H-11
Conventional
A = SAE 4063
B = SAE 5150
C = SAE 4052
D = SAE 4140
E = SAE 4340
F = SAE 2340

8/17/2019 Sucker Rod Corrosion
http://slidepdf.com/reader/full/sucker-rod-corrosion 13/32
BASIC CONCEPTS OF SUCKER ROD CORROSION
© 1993-2016 Weatherford. All rights reserved. 11
The API modified Goodman diagram cuts off at neutral (zero)
rather than at reversed stress because the rod string is
susceptible to column buckling and should not be put
into compression.
To avoid exceeding the yield strength (plastic range), the
upper boundary of the shaded portion in Figure 10
represents approximately 58% of the ultimate tensile
strength, which is less than the yield strength.
The API version of the Goodman diagram helps in visualizing
the failure strength of a sucker rod string with a variety of
loads. The relationship is shown in the shaded area of
Figure 10: The top line on the shaded area represents the
maximum stress and the bottom line represents the
minimum stress with which the sucker rod can be loaded
without fatigue failure in a noncorrosive environment. As
the stress range (maximum stress minus the minimum
stress) is reduced, the maximum stress and minimum stress
can be increased. When the stress range is reduced to zero,
the load is static. To operate in the safe range, it is necessary
to determine the maximum allowable loading on the basis of
calculated or measured minimum allowable loading.
Example
(Refer to notes covering calculations and Goodman diagram
in Figure 10).
Example Allowable Sucker Rod Stress Determination Using
Range of Stress
Calculating maximum allowable stress:
= �4 +
= �4+ 0.5625
Where:
SA = Maximum available stress, psi
M = Slope of SA curve = 0.5625
T = Minimum tensile strength, psi
Per API 11B T = :
Grade K = 90,000 psi
Grade C = 90,000 psi
Grade D = 115,000 psi
Smin = Minimum stress, psi (calculated or measured)
SF = Service factor (noncorrosive = 1, H2S = 0.80)
Calculating minimum allowable stress Smin:
= − 4÷ 0.5625
Exercise #1
Assume a string of API Grade C sucker rods with a minimum
tensile strength of 90,000 psi (T) is being used at a minimum
downstroke stress of 10,000 psi (Smin). At what peak polished
rod stress (SA) can we operate this string in noncorrosive
service (SF = 1)?
= �4+
SA = (90,000/4 + 10,000 x 0.5625) 1
SA = (22,500 + 5625) 1
SA = 28,125 PSI in noncorrosive service
Converting to load for different size top rods:
L = Load
SA = Maximum available stress, psi
Arod = Cross-sectional area of sucker rod body
L = SA (Arod )
5/8 in. — 28,125 psi × .307 in2 = 8,634 lb
3/4 in. — 28,125 psi × .442 in2 = 12,431 lb
7/8 in. — 28,125 psi × .601 in2= 16,903 lb
1 in. — 28,125 psi × .785 in2 = 22,078 Ib
Exercise #2
What is the peak polished rod stress at which we can
operate in H2S environments (remember SF for H2S is 0.80)?
= �4 +
= (90,000/4 + 10,000 × 0.5625) 0.80
= (22,500 + 5625) 0.80
SA = 22,500 lb stress in H2S service
Exercise # 3
For API Grade C, given a peak polished rod stress of 35,000
psi, calculate minimum allowable stress (Smin).
= �− 4÷ 0.5625
= (35,000 – 0.25 × 90,000) ÷ 0.5625
= (35,000 – 22,500) ÷ 0.5625
= 22,222 psi in noncorrosive service

8/17/2019 Sucker Rod Corrosion
http://slidepdf.com/reader/full/sucker-rod-corrosion 14/32
BASIC CONCEPTS OF SUCKER ROD CORROSION
© 1993-2016 Weatherford. All rights reserved. 12
To convert for different size top rods in corrosive service:
5/8 in. — 28,125 psi × 0.80 × 0.307 in.2 = 6,908 lb
3/4 in. — 28,125 psi × 0.80 × 0.442 in.2 = 9,945 lb
7/8 in. — 28,125 psi × 0.80 × 0.601 in.2 = 13,523 Ib
1 in. — 28,125 psi × 0.80 × 0.785 in.2
= 17,663 lb
Corrosion-Fatigue
We have defined and discussed metal fatigue. We know that
metals under cyclic loading have a limited useful strength in
a noncorrosive environment and that the endurance limit
(fatigue strength) is primarily dependent on tensile strength.
Sucker rods that operate below the endurance limit in a
noncorrosive environment will withstand an infinite number
of pump strokes (stress reversals) before failure. These
factors affect sucker rod fatigue:
• The range between minimum and maximum tensile
stress: the wider the range, the lower the number of
cycles to produce a fatigue failure
• Pitting, stress cracking, and severe uniform corrosion
• The environment in which the sucker rod is used
The environment has a very pronounced effect on fatigue
strength. In laboratory tests, samples tested in air and in tap
and salt water showed progressively lower fatigue strength.
The more corrosive the environment, the lower the fatigue
strength becomes. Refer to Figure 11 for derating factors for
various surface conditions and environments.
Corrosion combined with cyclic stress is more damaging than
either corrosion or fatigue alone. The part played bycorrosion in this type of degradation is extremely important.
Without corrosion, fatigue failures would be greatly
reduced, or very likely there would be no fatigue cracking
except in the few cases in which fatigue failures were caused
by mechanical notches. However, the presence of corrosion
lowers the endurance limit of steel. There is actually no real
endurance limit in a corrosive environment; whether the
endurance will be higher or lower is dependent on the salt
content of the water and the presence of oxygen, carbon
dioxide, and hydrogen sulfide gases.
Corrosion-fatigue failures can be considered similar to notch
fatigue failures. The difference is that the corrosion-fatiguecrack starts at the root of the corrosion pit, but notch fatigue
starts at the root of mechanical defect.
Corrosion-fatigue can be considered as a type of notch
fatigue in which a point of stress concentration has been
formed by a corrosion pit, and the fatigue progress is
accelerated by the action of corrosion. Not all corrosion pits
produce cracks at the root. General-type pitting typically
does not produce sharp notches, but rather flat or rounded-
bottom pits. This type of pitting is less likely to produce
cracking, but small pits with sharp roots are logical locations
for crack initiation.
There are several types of downhole corrosion and they
affect sucker rods differently. However, all pumping wells
produce fluids that are corrosive to some degree. Figures 15
and 16 show fatigue cracks in corrosion pits, one from a sour
well (H2S) and the other from a sweet well (CO2).
Figure 15: Start of fatigue cracks in corrosion pits in a sour
well (H2S)
Figure 16: Start of fatigue cracks in corrosion pits of a well
containing CO2 (sweet well)

8/17/2019 Sucker Rod Corrosion
http://slidepdf.com/reader/full/sucker-rod-corrosion 15/32
BASIC CONCEPTS OF SUCKER ROD CORROSION
© 1993-2016 Weatherford. All rights reserved. 13
Development of a Modified Goodman Diagram for
Sucker Rods
A fatigue test consists of placing a specimen in the fatigue
machine, subjecting the specimen to a defined load (typically
reverse bending by rotation), and running the machine until
the specimen fails or until it has run in excess of ten
million revolutions.
The process for developing a modified Goodman diagram for
sucker rods includes running a series of fatigue tests. When the
test of the first specimen is complete and the number of stress
reversals required to cause failure has been determined, an
identical specimen is placed in the machine and tested to failure
under a different load. This procedure is repeated several times
using identical specimens and a different load each time. The
results of these tests are plotted in terms of stress and number
of cycles to fracture. A curve (called an S-N curve) similar to the
one in Figure 17 is then drawn.
Figure 17: Effect of decarburization on fatigue strength of rotating
beam specimens of SAE 4140 steel, tempered for normal hardness
of Ro-48 [8].
The maximum stress that will not produce failure in the
material after ten million (107) cycles is referred to as the
endurance limit . It has been determined that when steel is
tested under normal reverse bending stress conditions, its
fatigue strength (endurance limit) is approximately 50% of
the tensile strength. The fatigue strength of steel with rough
surface, as in hot-rolled sucker rods with no corrosion
effects, is approximately 1/3 of the tensile strength when
tested under reverse bending.
The fatigue strengths under these various test conditions can
be related by a Goodman diagram to show the maximum
usable stress for sucker rod materials. It is important to note
that Goodman diagrams are based on a linear relationship
with the tensile strength, not on yield strength.
Figure 18: Variations in completely reversed cyclic stress
Fluctuating stress about a mean stress is shown:
S A = Stress Amplitude
SR = Stress Range
SE = Fatigue Strength
SM = Mean Stress
Smax = Maximum Stress
Smin = Minimum Stress
SU = Tensile Strength
Figure 19: The Goodman diagram, based on polished samples and
reverse bending stress, helps to visualize the change of fatigue
strength of a material under a variety of loads.
In Figure 19, the line AB represents the maximum stress with
which a material can be loaded without fatigue failure. This
stress level is at a minimum when the stress range, SR, is
Fatigue life, cycles
M a x i m u m s
t r e s s ,
k s i
Control (no decarburization)
Decarburized
104 105 106 107
20
40
60
80
120
100
SR
Smax
Smin
S t r e s s
0
+
–
SR
Smax
SM
Smin
S A
S t r e s s
0
+
0
100
50
50
B
10050
SM × 103
S E
× 1 0 3 p
s i
SU
SU
S m a x
S
S m i n
M e a
n
SR S
A
A
Tensile strength = 100,000 psi
Endurance limit in reverse bending = 50,000 psi

8/17/2019 Sucker Rod Corrosion
http://slidepdf.com/reader/full/sucker-rod-corrosion 16/32
BASIC CONCEPTS OF SUCKER ROD CORROSION
© 1993-2016 Weatherford. All rights reserved. 14
maximum (and is a complete reversal from tension to
compression; the average stress is zero). As the stress range
is reduced (left to right on diagram), the maximum stress can
be increased and the minimum stress can be increased
proportionately. When the stress range is reduced to zero,
the maximum stress is increased to equal the tensile
strength, SU, and this is a static load.
The modified Goodman diagram in Figure 20 is based on
as-produced sucker rods, and the endurance limit in reverse
bending is T/3. Because sucker rods do not operate in
compression, the diagram is shifted to the right. Point T/4
was selected as a safety factor because it is not practical to
operate at T/2, which is a statistical value, and scatter in test
results is to be expected. Point T/1.75 is an arbitrary value
that represents about 57% of the tensile strength and is
always below the yield strength.
Figure 20: Modified Goodman diagram based on as-produced
sucker rods for which the endurance limit in reversed bending is T/3
Wear
The Handbook on Failure Analysis and Prevention from the
American Society for Metal describes wear as a surface
phenomenon that occurs by displacement and detachment
of material. Because wear usually implies a progressive loss
of weight and alteration of dimensions over a period of time,
wear problems generally differ from those entailing
outright breakage.3
Although worn parts may break, it is more likely that a worn
part will be removed from service because it no longer
performs satisfactorily or because its performance is
marginal. Although the replacement of a broken part is not
questionable, the replacement of a worn part may be,
particularly in the absence of established standards.
In general, wear may be defined as damage to a solid surface
caused by the removal or displacement of material by the
mechanical action of a contacting solid, liquid, or gas. When
a failure is caused by one type of wear, analysis may be
relatively simple. However, many wear failures are caused by
combined modes of wear.
Sucker rods and couplings exhibit wear by one or a
combination of the following modes:
• Abrasion: Displacement of material from a surface by
contact with hard projections on a mating surface (metal-
to-metal contact) or by hard particles, such as sand and
corrosion products, trapped between two sliding surfaces
(Figure 21)
• Adhesion wear: Wear occurs when two metallic surfaces
slide against each other under pressure (also described as
scoring, galling, seizing and scuffing)
• Erosive wear: Abrasive wear involving loss of surface
material by contact with a fluid that contains foreign
matter or particles
• Corrosive wear: A mode of wear in which chemical or
electrochemical reaction contributes to the wear rate
(Figure 22); for example, the pitting caused by
CO2 corrosion.
• Erosion-Corrosion: A type of wear in which there is
relative movement between a surface and a corrosive
fluid (Figure 23). The fluid may or may not contain
abrasive particles. In cavitation erosion, the repeated
formation and collapse of vapor bubbles at the surface
imposes contact stresses that may cause pitting
or spalling.
Figure 21: Extreme abrasion wear on a coupling
T
0
T
S A = A
l l o w a b l e
S t r e s
s ( p s i )
S m i n
T
4
T
2
T
1.75
T
3+
T
3 –
T = SU = Tensile

8/17/2019 Sucker Rod Corrosion
http://slidepdf.com/reader/full/sucker-rod-corrosion 17/32
BASIC CONCEPTS OF SUCKER ROD CORROSION
© 1993-2016 Weatherford. All rights reserved. 15
Figure 22: Corrosive wear of a rod body. The rod has rubbed against the tubing, exposed clean metal, and initiated
localized corrosion attack and subsequent pitting and grooving.
Figure 23: A rod and guide exhibiting erosion-corrosion of the rod from well fluids passing through the gap in the guide.
Tensile FailuresTypically, tensile failure of a sucker rod is not a service-oriented
failure. Such failures typically have one of these causes:
• Tensile stress overload of the string while trying to free a
stuck pump
• Pulling the pin off the rod upset while over-tightening the
joint with uncalibrated power tongs
•
Torsional overload in a PCP application
When load exceeds the tensile strength of the rod or pin, the
failure is identifiable by the necked-down area (shown in
Figure 24) and cup and cone (Figures 25 and 26) with the 45°
shear lip.
Figure
24: A photo of a sucker rod pin overtightened using power tongs.
Note the necking down of the pin undercut.
Figure 25: Tensile failure showing the cone breakface sheared at
45°. This was a lab failure created during routine testing.
Figure 26: Sucker rod pulled in two when a stuck sucker rod string
was overpulled.

8/17/2019 Sucker Rod Corrosion
http://slidepdf.com/reader/full/sucker-rod-corrosion 18/32
BASIC CONCEPTS OF SUCKER ROD CORROSION
© 1993-2016 Weatherford. All rights reserved. 16
Designing to Reduce Failures
We have discussed sucker rod and sucker rod coupling
failure mechanisms and presented examples of each failure
mode. Understanding of the factors contributing to service
failures is necessary to control them. Corrective action can
improve the service life of the equipment.
This chapter will describe various conditions that cause
sucker rod and coupling failures and steps that are available
for preventing future failures. In most cases, illustrations
will be shown that represent the primary cause of each
failure mechanism.
Mill DefectsWhen a sucker rod fails prematurely, you will often hear the
customer say "bad steel," "faulty material," or "that string
was in service only a few months, and the string it replaced
lasted 5 to 6 years—must be a bad heat of steel."
These opinions are rarely justified because failures caused by
faulty material almost never happen. However, if a customer
does experience a failure related to a mill defect, the cause
will most likely be a surface defect such as a scab or sliver.
Figure 27 shows a scab (sliver), a loose or torn segment of
material or debris rolled into the surface of the bar. One end
of these particles of metal is metallurgically bonded to thebody of the rod. The remaining section is rolled into the bar
surface but only attached physically. If the particle is
dislodged, a deep surface pit remains, normally with a sharp
root. The scabs and slivers act as notches in the surface of
the metal, reducing the fatigue-endurance limit by a ratio of
perhaps two or three to one. The condition then develops
into a notch fatigue failure.
Figure 27: Surface damage caused by a sliver
For mill defects, the obvious corrective measure is to inspect
the affected string, preferably by flux-leakage magnetic
equipment, and to discard rods with surface defects.
Inspection service companies provide this service. Also most
manufacturers of sucker rods have inspection equipment in
house for inspection of bars before processing.
Manufacturing Problems
In rare cases, sucker rods are shipped with manufacturing
defects. The most common defects are forging laps in the
bead, undersize pin threads, oversize coupling threads,
forged-in scale pits in the rod body adjacent to the bead,
forging laps on the square, and deep steel stamp marks in
the flats of the upset square.
Please bear in mind that when we talk about manufacturing
defects, we are including all sucker rod manufacturers. No
manufacturer is exempt. You will find, however, that failures
caused by manufacturing defects are very uncommon.
A deep stamp mark in the steel can result in a fatigue crack
that progresses to ultimate failure. The stamp mark is asharp notch that raises local stress and increases surface
stresses in the notch to the point of exceeding the
endurance limit. An example can be seen in Figure 28. This
type of problem can be controlled by using steel stamps with
less sharpness to reduce penetration in the square and
reduce root sharpness at the bottom of the stamp mark.
Sometimes early failures in surface notches in the upset are
caused by a combination of high loading and the notch
effect. In such cases, redesigning the string to a lower

8/17/2019 Sucker Rod Corrosion
http://slidepdf.com/reader/full/sucker-rod-corrosion 19/32
BASIC CONCEPTS OF SUCKER ROD CORROSION
© 1993-2016 Weatherford. All rights reserved. 17
operating stress level will eliminate the failure in the square
and improve service life.
Figure 28: Classic example of a notch fatigue failure
Handling Problems
Mishandling is a factor in rod and coupling failures. Examples
include mechanical damage to the rod surface, improper
joint makeup, bending or kinking the rods, and hammering
the surface of couplings.
In most cases, damage by mishandling could have been
avoided or the damaged part could have been discarded toeliminate the possibility of an early failure. Training of field
personnel will reduce handling-related problems.
Field personnel can support users by keeping them informed
of any handling-related failures. Field personnel might also
suggest a course of action that could be effective in
correcting handling problems.
Mechanical Damage
Usually, mechanical damage is the result of a permanent
deformation in the surface of the rod. Figure 29 shows an
example in which fatigue started at the root of the damage
and progressed to a depth at which the rod cross-sectioncould not support the operating load.
Figure 29: Deformation in the surface of a rod and the resulting
fatigue crack that led to tensile failure.
Improper Joint Makeup
For proper makeup, the API sucker rod joint is designed so
that the pin is in tension. The important factor is that the
joint must be tightened sufficiently to induce a preload in
the pin—a preload high enough to prevent the contact faces
from separating when the string is under its maximum
tensile load. If the joint has insufficient torque, the first full
thread root will not only be subjected to a high range of
stress, but will also be exposed to bending, as seen in
Figure 30. Early failure occurs if the rod string carries any
appreciable load.
Figure 30: Results of improper makeup of coupling to rod. The photo
on the top shows damage to the first full thread root; the photo on
the bottom shows damage to the coupling. Both failures were
caused by under-torquing.

8/17/2019 Sucker Rod Corrosion
http://slidepdf.com/reader/full/sucker-rod-corrosion 20/32
BASIC CONCEPTS OF SUCKER ROD CORROSION
© 1993-2016 Weatherford. All rights reserved. 18
Applying the proper circumferential displacement to the
joint during makeup is highly recommended. When power
tongs are out of calibration, too much torque can be applied
during makeup, and the pin can break under tensile
overload. Loose joints not only cause pin fatigue failures, but
the separation of the pin-coupling faces also allows corrosive
fluids to enter the coupling and initiate corrosion fatiguefailures of the coupling or pin. Refer to API Publication
RPIIBR, "Recommended Practice for Care and Handling of
Sucker Rods," for proper methods to determine correct joint
makeup and to control connection failures.
Separation of joint faces has also been attributed to
unscrewing of the joint. Without the drag of friction on the
mating surfaces and with the smooth finish or rolled
threads, each stroke permits a little rotation until the
rod string separates with no apparent damage to either
pin or coupling.
Bent RodsStraightness is important on heavily loaded rods. A bent rod
(Figure 31) will produce a high order of cyclic stress
variations and cause an early failure. Under load, any degree
of bend imposes higher tensile stresses on the inside, or
concave side, of the bend compared to the same load on a
straight rod. A string operating at its maximum loading will
be over stressed at the concave side of the bend. When the
endurance limit is exceeded, the string will fail from fatigue
that started on the inside of the bend.
Figure 31: A load of rods, some bent
API Specification 11B Twenty-seventh Edition, November 1,
2011, for sucker rods, Page 24, Section A.6.1, “Straightnessand Surface Finishes” specifies body and end straightness for
5/8-in. to 1 1/8-in.-diameter rods:
• Body straightness: Within any 12 inches, the maximum
allowable bend is 0.065 inch (0.130 TIR)*.
*Total indicator run out (TIR) is the total dial gauge deflection measured at
the rod surface as the rod is rotated 360°. The bend of TIR valves is twice
the amount measured by straight edge.
• End straightness: As measured by supporting the rod body
at a distance of 6 inches from the rod pin shoulder and
measured by dial indicator riding on the machined pin
shoulder, the maximum allowance is 0.130 TIR.
Most bent rods are caused by rough handling in shipment,
by improper handling while running the string in and out of
the hole, or by dropping the string (Figure 32). Bending can
also be caused by fluid pound, gas pound, or tagging bottom.
Failure caused by bending is identified by these features:
• All fatigue cracks are on one side of the bar.
• Corrosion pits may or may not be present.
• The bar is visibly bent and failure started on the
concave side.
• The break face is not perpendicular to the rod body.
Figure 32: Bent sucker rods most likely damaged by dropping the
rod string
Rods that are bent to the maximum API recommended
straightness, when under load, are stressed about 10% more
on the concave side (Figure 33).

8/17/2019 Sucker Rod Corrosion
http://slidepdf.com/reader/full/sucker-rod-corrosion 21/32
BASIC CONCEPTS OF SUCKER ROD CORROSION
© 1993-2016 Weatherford. All rights reserved. 19
Figure 33: Calculation of stress in concave area
Guided Sucker Rods
Sucker rod guides have evolved from simple metal scrapers
to a highly engineered thermoplastic product. With the large
increase in directional and horizontal wells, rod guides are
used not only to remove paraffin from tubing and sucker
rods, but also to protect and stabilize the sucker rod string.
Rod guides can significantly increase the life of a sucker rod
string by eliminating rod and tubing wear. However, there
are some disadvantages to using rod guides.
Application IssuesDuring the pump cycle, all rod guides disrupt the fluid flow,
some much worse than others. This causes an increase influid velocity and a low pressure zone. Because of this
disruption, a low pressure zone is created on the upper side
(closest to the surface) of the rod guide, as seen in Figure 34.
The increase in fluid velocity can cause fluid erosion, and the
low-pressure zone can cause erosion-corrosion and CO2
breakout.
Figure 34: Rod guides can increase the corrosion rates on
production tubing.
As the rod guide contacts the tubing surface, it can remove
corrosion inhibitor or any protective scale that has formed.
This will increase the corrosion rate at the contact location.
When this occurs, it typically appears as a groove the width
of the rod guide vane. It can also appear as though the rod
guide has worn through the tubing.
Rod guides will add weight to the rod string and increase the
contact friction on the tubing. This should be taken into
consideration when using guides. Proper rod guide design and
placement are critical. An improperly designed rod and guide
system will shorten the run life of the sucker rod string.
Poor Pumping Conditions
Sucker-rod body wear and coupling wear can be indications
of poor pumping conditions:
• Poor pumping speeds can induce compression loads on
the pump downstroke and cause buckling and rod wear
(Figures 35 and 36). This condition can be correctedby proper design of the rod string and reducing the
pumping speed.
• Deviated wells cause coupling and rod wear (Figure 37).
• Wear is also an indication of cork-screwed tubing from
improper tension on the anchor or packer.
• Fluid and gas pounding can cause rod buckling. Reduce
pump size or reduce pumping speed to correct fluid
pound. Gas interface can be reduced with a pressure
regulator or application of a specific downhole pump and
gas separator.
•
Coupling wear can occur in a rod string with a rod rotator
installed but no rod guide protection (Figure 38).
Figure 35: An example of rod wear.
Figure 36: Cracking along one side of the rod (flexing) caused by
improper pumping conditions
L
P
P
X
y
∆d
L = Length in inches
P = Load in pounds
E = Mod. of elas. 29×10 6
∆ = Out-of-straignt (in inches)
d = Diameter (inches) of sucker rod
A = Square area of sucker rod
[Stress at Concave Area = ] (1)
Stress =4∆Ed
+P
L2 A
[Stress Concentration Factor = ] (2)
SCF = 1 +1.414 • 108 • ∆ • d3
PL2 + 1.767 • 107 (d4)

8/17/2019 Sucker Rod Corrosion
http://slidepdf.com/reader/full/sucker-rod-corrosion 22/32
BASIC CONCEPTS OF SUCKER ROD CORROSION
© 1993-2016 Weatherford. All rights reserved. 20
Figure 37: Extreme coupling and rod wear that most likely was
caused by running through a deviated well without rod guide protection. A spray metal coupling can be used when wear or
corrosion is a problem. Caution should be taken when using spray
metal couplings.
Figure 38: Coupling wear in a rod string with a rod rotator installed
but no rod guide protection
Corrosion Problems
As discussed earlier, the word corrosion denotes destruction
of metal by chemical or electrochemical action. Chemical
corrosion, although starting rapidly, often slows as soon as
an obstructive layer of corrosion products forms upon the
metal surface. If, however, this corrosion product is
continuously being cracked by bending or being removed byrubbing or other mechanical action, corrosion will continue
unchecked at its original rapid rate. Familiar examples of this
conjoint action on sucker rods are corrosion fatigue (in
which cyclic stress ruptures the corrosion by-product layer),
down-hole wear, and impingement attack by gas and fluid.
The major corrosives encountered in oil wells are carbon
dioxide, hydrogen sulfide, and oxygen dissolved in water.
Practically all well fluids produced by sub-surface pumps and
rods are corrosive to some degree. The corrosivity varies not
only from field to field, but also from well to well in the same
field. It also varies with time in any well.4
The different types of corrosion are generally characterizedby pit shape and scale formation.
Carbon Dioxide Corrosion
Pits created by carbon dioxide corrosion are normally
deep with sharp edges and round bottoms as in Figure 39.
The scale is iron carbonate, which is hard and grey to
black in color. Pits may connect or channel in high fluid-
flow environments.
Figure 39: Corrosion damage to sucker rods by a carbon dioxide
(sweet corrosion) environment
Hydrogen Sulfide Corrosion
The iron sulfide produced by the action of hydrogen sulfide
and water on steel typically adheres to the steel surface as a
black powder or scale. The scale tends to cause a local
acceleration of corrosion because the iron sulfide is cathodic
to the steel. The pits are usually scattered on the metal
surface and are saucer-shaped with round edges (Figure 40).
Cracks will form in the root of the pit. When placed in dilute
hydrochloric acid, the corrosion by-product (iron sulfide) will
release an odor like that of rotten eggs. The hydrogen
released in the reaction enters the steel to cause
embrittlement or to form molecular hydrogen, which leadsto blisters and cracks.
Figure 40: Corrosion damage by a hydrogen sulfide environment
(sour corrosion)

8/17/2019 Sucker Rod Corrosion
http://slidepdf.com/reader/full/sucker-rod-corrosion 23/32
BASIC CONCEPTS OF SUCKER ROD CORROSION
© 1993-2016 Weatherford. All rights reserved. 21
MIC (Microbiologically Influenced Corrosion)
MIC is a form of corrosion that originates from a large
growth of bacteria that can live in oxygen-rich (aerobic) or
oxygen-free (anaerobic) environments. Downhole
environments tend to be oxygen free, so most MIC found in
the wells are anaerobic. MIC tends to be localized, so large
isolated pits can form on sucker rods. Two types of MIC aretypically found downhole: sulfate reducing bacteria (SRB)
and acid producing bacteria (APB). Both forms can cause
significant damage if left untreated.
SRB generate hydrogen sulfide and contribute to localized
corrosion by their ability to grow in the absence of oxygen.
The hydrogen sulfide reacts with iron in solution to form iron
sulfide (FeS) precipitate and scale. The FeS scale is cathodic to
steel (Figure 41), SRB corrosion pits tend to be isolated and to
have shallow bottoms with soft edges. Many times SRB
corrosion creates worm-like pits surrounding the larger pit.
Figure 41: The FeS scale is cathodic to steel, resulting in corrosion of
scale-free areas which, in turn, adds more iron to the solution.
Acid-producing bacteria produce organic acids as a by-
product that reduces the pH, which can dissolve the sucker
rod. APB corrosion pits tend to interconnect with sharp-
edged, flat-bottomed pits. Figures 42 and 43 show examples
of both types of MIC corrosion.
Figure 42: Example of SRB corrosion
Figure 43: Example of APB corrosion
Oxygen Corrosion
Subsurface equipment in oil wells is subject to oxygen
corrosion only if oxygen from the air is introduced into the
well. The presence of carbon dioxide or hydrogen sulfide
increases the rate of oxygen corrosion. Corrosion of
downhole equipment in the oxygen environment usually
shows a general form of attack, sometimes producing large,shallow, flat-bottom pits (Figure 44).
Figure 44: A typical form of oxygen corrosion. Localized attack may
result in deep pitting, and the corrosion by-product is ferric oxide.
Remedial measuresImproving corrosion-fatigue life of sucker rods requires
inhibiting corrosive wells, which also gives added protection
to the tubing string and the well casing. Because corrosion is
a surface reaction, any modification of the steel-corrosive
media interface will affect the rate of corrosion. When
added to a corrosive system, specific chemicals, called
inhibitors, modify the interface to reduce the corrosion rate.
All of the major inhibitor suppliers can furnish effective
inhibitors and proper application for reducing corrosion in
most fields. Even under the best conditions, however,
inhibitors will not be 100% effective.
Protective coatings, such as epoxy, have been used withsome success on sucker rods. The difficulty is achieving a
coating free from pin holes and handling damage. Spray
metal couplings have been used successfully for many years
to reduce corrosion rates.
Oxygen corrosion in oil wells is best controlled by the
exclusion of oxygen. The casing valve should always be
closed to the atmosphere. If production is reduced by closing
the casing, then a small check valve or ball and seat should
be installed on the casing. This will allow gas to vent to the

8/17/2019 Sucker Rod Corrosion
http://slidepdf.com/reader/full/sucker-rod-corrosion 24/32
BASIC CONCEPTS OF SUCKER ROD CORROSION
© 1993-2016 Weatherford. All rights reserved. 22
atmosphere by holding only an ounce or two of pressure to
exclude oxygen from the annulus.
The beneficial effects of lowering maximum stress levels in a
corrosive environment have been discussed previously.
Using alloy rods in place of carbon or carbon manganese
rods has been successful as a means of improving rod life ina corrosive environment, but no sucker rod is impervious to
corrosion.
The most reliable way to avoid sulfide stress cracking is to
use non-susceptible materials. If high-strength rods are
necessary, then an effective inhibition program should
be used.
Problems Caused by a Stuck Pump
Pulling on the rod string to unseat a stuck pump can cause
accidental overload, excessive rod stretch, or tensile
breakage. Excessive stretch occurs when the load exceeds
the yield strength. Breakage occurs as the load increasesfrom beyond the yield strength to the tensile strength. If
sucker rods are permanently stretched by overload, there
will most likely be localized, external, and perhaps internal
damage that may lead to early failures. Consequently, the
affected rods should be removed from service.
Calculating the maximum allowable pull can prevent
stretching and tensile failure (Table 1).
Rod Type Size (in.)
Load
(lb) (DaN)
MD
5/8 23,400 10,400
3/4 33,800 15,000
7/8 45,900 20,4001 60,000 26,600
D
5/8 27,600 12,200
3/4 39,700 17,600
7/8 54,100 24,000
1 70,600 31,400
1-1/8 89,400 39,700
KD
3/4 37,700 16,800
7/8 51,400 22,800
1 67,100 29,800
1-1/8 84,900 37,700
Grade HD
T66/XD
3/4 45,700 20,300
7/8 62,200 27,600
1 81,200 36,100
1-1/8 102,800 45,700
S67 67D
3/4 43,700 19,400
7/8 59,500 26,400
1 77,700 34,500
1-1/8 98,400 43,700
S873/4 45,700 20,3007/8 62,200 27,600
1 81,200 36,100
S88
3/4 51,600 22,900
7/8 70,300 31,200
1 91,800 40,800
1-1/8 116,200 51,700
EL® rod
5/8 35,900 15,900
3/4 51,600 22,900
7/8 70,300 31,200
1 91,800 40,800
1-1/8 116,200 51,700
Table 1: Maximum weight indicator pull (load) that can be applied
to a stuck sucker-rod string

8/17/2019 Sucker Rod Corrosion
http://slidepdf.com/reader/full/sucker-rod-corrosion 25/32
BASIC CONCEPTS OF SUCKER ROD CORROSION
© 1993-2016 Weatherford. All rights reserved. 23
Size (in.)
Weight
(lb/ft) (kg/m)
5/8 1.114 1.657
3/4 1.634 2.432
7/8 2.224 3.310
1 2.904 4.322
1-1/8 3.676 5.471
Table 2: Weight of sucker rods per foot
Note: The ratings are based on 90% of the minimum yield strength for a sucker-rodstring in “like new” condition. The maximum pull should be reached with a steadypull and not a shock load. For a tapered string, calculate the weight of the suckerrod above the smallest and lowest section, and add the calculated weight to thevalue tabulated here for the type and size of the lower section. For a single-tapersucker-rod string, the values tabulated here are the maximum pull.
CalculationsSF – safety factor
Sa – allowable stress (psi)
Sy – yield strength of sucker rod (psi)
A – cross-sectional area of sucker rod (in2)
L – load in lbs
Sa = Sy x SF
L = Sa x A
weight of rods = weight per foot (see Table 2) x length of rodsection
Sy – sucker rod maximum yield strength (psi)
Type of Rod API C
Minimum yield strength 60,000 PSI
Smallest rod 3/4 in.
500 feet of 7/8-in. rods above the top 3/4-in. rod
1. 60,000 psi × 0.90 = 54,000 psi
2. 54,000 psi × 0.442 sq. in. = 23,868 lb
3. Weight of 7/8-in. rods above the top 3/4-in. rod
500 ft × 2.224 lb/ft = 1,112 lb
4. Maximum allowable pull in pounds
25,194 + 1,112 = 24,980 lb
Rods that have been in service for a length of time may be
damaged by corrosion or corrosion-fatigue to a degree that
breakage will occur when the maximum calculated loads are
applied. Under these conditions, the string should be
thoroughly inspected, and affected rods should be discarded
before rerunning. If the pump cannot be unseated, the
tubing should be pulled and rods backed off.
Hammering the Surface of Couplings
When pulling a well or when a coupling needs to be
removed after installation, many rig crews “warm up” the
coupling by hammering. Hammer blows cause mechanicaldamage to the coupling and can induce cracking. The cracks
can be stress raisers and sites for corrosion fatigue. Damage
from hammering can become points where localized
corrosion will start its attack. Hammering the faces of any
coupling may result in an improper joint makeup that can
cause pin fatigue.
Hammering on spray metal couplings causes surface cracks
in the hard surfacing (Figure 45) and will cause localized
corrosion and fatigue. Any coupling that has been
hammered on should be discarded.
Figure 45: Spray metal coupling with damage caused by hammer
blows to the surface
Thread Galling
Thread galling can occur because of damaged or dirty
threads (Figure 46). Joints seldom cross-thread because the
pin must be aligned in the coupling recess before the first
threads engage. Cross-threading, however, may be possible
when power tongs are used in field assembly and the
threads are damaged during stubbing.
Coupling and pin threads must be clean and lubricated
before assembly; if power tongs are used, the API RP11BR
recommendation for sucker rod joint makeup should
be followed.

8/17/2019 Sucker Rod Corrosion
http://slidepdf.com/reader/full/sucker-rod-corrosion 26/32
BASIC CONCEPTS OF SUCKER ROD CORROSION
© 1993-2016 Weatherford. All rights reserved. 24
Figure 46: Thread galling during makeup. This rod has been
overtightened, which stripped the threads and deformed the
makeup face.
Failure Analysis
In discussing failure analysis work, you must consider failure
prevention. Engineering teamwork is required to create the
kind of reliability that will give a product a superior
advantage over its competitors. However, a vital ingredient
in attaining such reliability is an adequate method for
analyzing the inevitable failures that occur duringengineering tests or during service. You must also divide
your products into two categories: (1) downhole equipment
with no threat of injury or life and (2) surface equipment for
which failure could be a threat to life or could cause injury.
All parts have a finite life. Acceptable limits are mostly
established by the user, economic situation, environment,
and competition. Remember that when a part fails, there is a
reason for failure and there are corrective measures. This
chapter is concerned primarily with general procedures,
techniques, and precautions used in the investigation and
analysis of metallurgical failures that occur in service.
Figure 47 is a schematic of the stages of failure analysis.
Figure 47: Stages of a failure analysis

8/17/2019 Sucker Rod Corrosion
http://slidepdf.com/reader/full/sucker-rod-corrosion 27/32
BASIC CONCEPTS OF SUCKER ROD CORROSION
© 1993-2016 Weatherford. All rights reserved. 25
Collection of Background Data and Selection
Failure investigation should be directed first at gaining a
good understanding of the conditions under which the part
was operating. The investigator must know as much as
possible about the manufacturing processes and service
histories of the failed component and must reconstructinsofar as possible the sequence of events leading to the
failure. Unfortunately, in the majority of instances, the
investigator will receive a failed part with little information
about its history and operating conditions. In such cases, the
physical evidence must be the sole basis for the analysis.
Service history depends on how detailed and thorough the
recordkeeping was before the failure. Service history should
include environmental details, such as normal or abnormal
loading, accidental overloads, cyclic loads, temperature,
temperature gradients, and corrosive environment. When
service data is sparse, the analyst must deduce service
conditions, and much depends on his skill and judgmentbecause misleading deductions can be more harmful than
the absence of information.
Preliminary Examination
The failed sample must be visually examined and documented
photographically to create a permanent record of the evidence
for later reference in light of new information that may become
available. The failed parts should be examined before any
surface cleaning to document the status of the surface
condition; for example, rust and scale that indicate the type of
environment in which the part was operating. The visual
examination typically will allow the investigator to identify the
mode of fracture (brittle, ductile, fatigue, etc.), points ofinitiation, and direction of propagation. Visual examination can
be aided by low magnification tools such as a stereomicroscope.
Photographic documentation should place particular
importance on fracture surfaces and surface defects. The
use of normal shadows can give depth to a surface, which
makes it easier to photograph and to direct attention to
important details.
Study of the FractureWhere fractures are involved, the next step in preliminary
examination should be general photography of the entire
fractured part, including broken pieces, to record their size
and condition and to show how the fracture is related to thecomponents. Next should be a careful examination of the
fracture faces to determine the areas of prime interest and
what magnification is needed to bring out fine details.
Photograph the fracture face at the magnification
determined to give the most revealing details.
Non -Destructive Testing (NDT)
NDT Method Capabilities
Radiography
• Measures differences in radiation
absorption
•
Inclusions, porosity, cracks
Ultrasonic
• Uses high-frequency sonar to find surface
and subsurface defects
• Inclusions, porosity, thickness of material,
position of defects
Dye
penetrate
• Uses a die to penetrate open defects
• Surface cracks and porosity
Magnetic
particle
• Uses a magnetic field and iron powder to
locate surface and near-surface defects
• Surface cracks and defects
Eddy current
• Based on magnetic induction
• Measures conductivity, magnetic
permeability, physical dimensions, cracks,
porosity, and inclusions
Table 3: Nondestructive Tests
Mechanical Testing
Hardness testing, the simplest of the mechanical tests, is
often the most versatile tool available to the failure analyst:
• Assists in evaluating heat treatment (hardness
requirements)
• Enables an approximation of the tensile strength of steel
• Detects work hardening
• Detects softening or hardening caused by overheating, by
decarburization, or by carbon or nitrogen pickup.
Two other useful mechanical tests are tensile and impact
tests and ductile-to-brittle transition tests.
Remember that the effects of size in fatigue stress-corrosionand hydrogen embrittlement testing are not well
understood. However, on the basis of the limited evidence
available, it appears that resistance to these failure
processes decreases as specimen size increases.

8/17/2019 Sucker Rod Corrosion
http://slidepdf.com/reader/full/sucker-rod-corrosion 28/32
BASIC CONCEPTS OF SUCKER ROD CORROSION
© 1993-2016 Weatherford. All rights reserved. 26
Selection and Preservation of Fracture Surfaces
Preservation of fracture surfaces is important to prevent
important evidence from being destroyed. Usually
protection during shipment will include wrapping samples in
cloth, cotton covering, or other suitable soft material. Avoid
contact of the fracture with chemicals, including water, thatcould result in corrosion damage.
Sectioning
When sectioning specimens, use these techniques to protect
the fracture area:
• Flame cut far away from fracture
• Dry saw
• Carbide cutoff with liquid coolant
Secondary Cracks
When a primary fracture has been damaged or corroded
such that most of the evidence is obliterated, it is desirableto open any secondary cracks to expose their fracture
surfaces for examination. Secondary cracks may provide
more information than the primary fracture.
Macroscopic Examination of Fracture Surfaces
Examination of fracture surfaces at 1× to 100× diameter can
be done with the unaided eye, a hand lens, or a low-power
stereoscopic microscope. Occasionally it may be
advantageous to use a scanning electron microscope at
low magnifications.
Extensive information can be obtained from examining a
fracture surface at low-power magnification. Fracturesurfaces may give an indication of the stress system that
produced failure. Failure in monotonic tension produces a
flat (square) fracture normal to the maximum tensile stress
under plane-strain conditions and to a slant (shear) fracture
at about 45° if plane-stress conditions prevail. Because pure
plane-strain and pure plane-stress conditions are ideal
situations that seldom occur in service, many fractures are
flat at the center but surrounded by a picture frame of slant
fractures. The slant fracturing occurs because conditions
approximating plane strain operate at the center of the
specimen but relax toward plane-stress near the surfaces.
An example of this behavior is the familiar cup-and-conetensile fracture. In thin sheets or small-diameter rods, full
slant fractures may occur because axial stresses are relaxed
by plastic deformation that impedes plain-strain from
developing, making the crack propagation easier in a
slant direction.
Macroscopic examination can usually determine the
direction of crack growth and hence the origin of failure.
With brittle, flat fractures, determination depends largely on
the fracture surface showing "chevron marks" of the type
shown in Figure 48. The direction of crack growth is almost
always away from the tips of the chevrons. Chevron marks
occur because nearly all cracks are stopped at an early stage
in their development; as the crack front expands, the traces
of the steps form chevron marks. The photograph in
Figure 48 shows the fracture surface of a 5-in.-diameter, seal
stem, tubular section. As indicated by the arrows, thefracture reveals multiple crack propagation paths depicted
by the chevron marks.
Figure 48: Chevron patterns point to the multiple origins of the
fracture.
Where fracture surfaces show both flat and slant structures,
it may be generally concluded that the flat fracture occurred
first. Conversely, if a fracture has begun at a free surface, the
fracture-origin area is usually characterized by a total
absence of slant fracture or shear lip.
Low-power examination of fracture surfaces often reveals
regions that have a different texture from the region of final
failure. Fatigue, stress corrosion, and hydrogen
embrittlement fractures may all show these differences.
Figure 49, which shows the fracture surface at the sucker rod
body, is an excellent example of the type of information that
can be obtained by macroscopic examination. The chevron
marks clearly indicate that the fracture origin is at the point
marked by the arrow. This region, unlike the rest of the
fracture, has no shear lip. The flat surface suggests that the
stress causing the failure was tension parallel to the lengthof the rod. Note the difference in texture.

8/17/2019 Sucker Rod Corrosion
http://slidepdf.com/reader/full/sucker-rod-corrosion 29/32
BASIC CONCEPTS OF SUCKER ROD CORROSION
© 1993-2016 Weatherford. All rights reserved. 27
Figure 49: Fracture surface of a sucker rod at approximately actual
size, showing point of initiation (at arrow) Chevron marks, and
development of shear lips.
Metallographic ExaminationMetallographic examination of polished and etched sections
by optical microscopy is a vital part of failure investigation
to determine:
• Class of material and structure
• Whether abnormalities are present
• Heat treatment
• Corrosion, oxidation, work hardening of surfaces
• Characteristics of any cracks and their mode of
propagation.
•
Location of sample in respect to fracture origin.
Fracture Classifications
Although a satisfactory classification of failures involving
fractures does not exist, fractures will be classified in terms
of their growth mechanism. Crack initiation will not be
considered. Table 4 lists different modes of fractures and
characteristics of each.
Mode of Fracture Typical Fracture Surface Characteristics
Ductile
Cup and cone
Dimples
Dull surface
Inclusion at the bottom of the dimple
Brittle
intergranular
Shiny
Grain boundary cracking
Brittle
transgranular
Shiny
Cleavage fractures
Flat
Fatigue
Benchmarks
Striations (SEM)
Initiation sites
Propagation area
Zone of final fracture
Table 4: Modes of fractures and their characteristics
Ductile FractureDuctile fractures are characterized by tearing of metal and
gross plastic deformation. Ductile tensile fractures in most
materials have a gray, fibrous appearance and are classified
on a macroscopic scale as flat-face (square) or shearface
(slant) fractures.
Flat-face tensile fractures in ductile materials are produced
under plane-strain conditions (that is, in thick sections) with
necking. These fractures typically occur normal to the
direction of loading, and some shear lip is formed at the
junction of the fracture surface and the part surface.
Microscopic examination at >100× of flat-face tensile
fractures in ductile materials will reveal equiaxed dimples in
the flat-face region.
Brittle fracturesThere are two types of brittle fractures: transgranular
clearage and intergranular. The transgranular facetsobserved on brittle fractures are produced by clearage along
numerous parallel crystallographic planes, thus creating a
terraced fracture surface. The intergranular fractures are
grain surfaces that have been exposed by crack propagation
along grain boundaries (a rock candy fracture surface).

8/17/2019 Sucker Rod Corrosion
http://slidepdf.com/reader/full/sucker-rod-corrosion 30/32
BASIC CONCEPTS OF SUCKER ROD CORROSION
© 1993-2016 Weatherford. All rights reserved. 28
Fatigue Fracture
Fatigue fractures result from repeated or cyclic stresses,
each of which may be substantially below the nominal yield
strength. The most noticeable macroscopic features of
classic fatigue-fracture surfaces are the progression marks
(also known as bench marks, clamshell marks, or tide marks).
Little macroscopic ductility is associated with fatiguefracture. Microscopically, surfaces of fatigue fractures are
characterized by presence of striations, each of which is
produced by a single cycle of stress; however, every cycle
does not produce a striation.
Stress-Corrosion Cracking
Stress-corrosion cracking is a mechanical-environmental
failure process in which mechanical stress and chemical
attack combine in the initiation and propagation of fracture
in a metal part. Stress-corrosion cracks may be intergranular,
transgranular, or a combination of both. Transgranular
fractures that show branching are typical of stress-corrosion
cracking of austenitic stainless steels of an 18cr-8 nitype. Figures 50 and 51 show examples of stress-
corrosion cracking.
Figure 50: Intercrystalline stress corrosion cracks in precipitation
hardened stainless steel UNS S17400 alloy at 300X magnification;
solution etched using Vilella’s reagent
Figure 51: Transcrystalline stress corrosion cracking in a Type 316L
stainless steel gas lift valve assembly at 50X magnification; solution
etched using Fry’s reagent
Embrittlement by Liquid Metals
Embrittlement can occur as a result of liquid metal around
grain boundaries, that is, penetration of copper alloys by
mercury and penetration of steel by molten tine and
cadmium. Polished samples or polished and etched sections
can be examined by microscope. Positive identification is
possible by electron-microprobe analysis.
Hydrogen embrittlement (sulfide cracking)
Positive identification of hydrogen embrittlement is often
difficult, and it is frequently impossible to differentiate
between hydrogen-induced, delayed fracture and stress-
corrosion-cracking fracture. Analysis should includethe following:
• Check hardness
• Check for H2S
• Run metallographic examination
Chemical Analysis
Perform chemical analysis to confirm analysis of materials.
Unreported gaseous elements (or interstitial) have profound
effects on mechanical properties of some metals. In steel the
effects of oxygen, nitrogen, and hydrogen are of major
importance. Oxygen and nitrogen may cause strain agingand quench aging. Hydrogen may induce embrittlement.
Failures Resulting From Corrosion Damage
Various forms of corrosion attack render parts inoperable.
These modes were discussed earlier in this document.

8/17/2019 Sucker Rod Corrosion
http://slidepdf.com/reader/full/sucker-rod-corrosion 31/32
BASIC CONCEPTS OF SUCKER ROD CORROSION
© 1993-2016 Weatherford. All rights reserved. 29
References
1.
Bucaram, S.M., Byors, H.G., and Kaplan, M. “Proper Selection, Handling, and Protection of Downhole Materials – APractical and Economical Approach.” Paper No. 55. Corrosion/72
2. Madayag. 1969. “Metal Fatigue, Theory and Design.” Wiley. New York. 2─126.
3. “Failure Analysis and Prevention.” Metals Handbook. Vol. 10. American Society for Metals. Metals Park, Ohio.
4. Corrosion of Oil-and-Gas-Well Equipment. Book 2 of the Vocational Training Series. API.
5. Dvoracek, L. M. "Corrosion Fatigue Testing of Oil Well Sucker Rods Steels." Union Oil Company of California. Union
Research Center, Brea, California 92621.
6. Mehdizadeh, P., McGlasson, R. L., and Landers, J. E. 1963. "Corrosion Fatigue Performance of a Carbon Steel in
Production Environments." Paper presented to the South Central Region Conference of NACE. New Orleans, Louisiana.
October 18─22.

8/17/2019 Sucker Rod Corrosion
http://slidepdf.com/reader/full/sucker-rod-corrosion 32/32
weatherford com