Optimization of Rod String Design for the Sucker Rod Pumping System in Mann Oil Field

Status 1st draft of document written and on line Chair: Mike Poythress, [email protected] Team: Jim Lea, Norm Hein, Andy Cordova, Juan C. Lopez, Lynn Rowlan,
Mark Turland, Tom vanAkkeren, Benny Williams, Brad Rogers Comments: Convene the committee to decide on who can prepare a 2nd
draft.
3.1 Sucker Rod Pumping
This section discusses the practical limits of sucker rod pumping in terms of liquid production rate, gas production rate, depth, pressure, temperature, etc. It presents rough guidelines on the relative costs sucker rod pumping. Obvi-ously precise costs can not be given as they depend on many factors. It presents rough guidelines on the relative life expectancy of sucker rod pump-ing. Clearly, precise expectations can not be given as they depend on many factors.
Practical Limits
- Depth limits- Size limits- Pressure limits- Temperature limits- Rate limits- Limits with sand, corrosion, erosion, H2S, CO2, etc.- Power requirements- Operating requirements- Maintenance requirements
Cost Guidelines
- CAPEX- OPEX- R&M
Life Expectancy Guidelines
- Infant mortality (early time failure)- Normal operating life
Guidelines & Recommended PracticesSelection of Artificial Lift Systems
for Deliquifying Gas WellsPrepared by Artificial Lift R&D Council

Selection of Artificial Lift Systems for Deliquifying Gas Wells Page 2
Practical Limits for Sucker Rod Pumping
Cost Guidelines for Sucker Rod Pumping
Life Expectancy Guidelines for Sucker Rod Pumping
Much of below is from:Beam Pumping Systems: By J F Lea, PLTech LLC & Lynn Rowlan, Echometer Co. Published in Rogtec Magazine
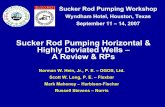
Introduction: Sucker rod pumping systems are the oldest and most widely used type of artificial for
oil wells. Figure 10-3 shows a schematic of a rod pumping system. There are about 2 million oil wells in operation in the world. Over 1 million wells uti-
lize some type of artificial lift. Over 750,000 of the lifted wells use sucker rod pumps. In the U.S. sucker rod pumps lift about 350,000 wells. About 80 percent of all U.S. oil wells are stripper wells, making less than 10 bpd with some water cut. A vast majority of strip-per wells are lifted with sucker rod pumps.

Selection of Artificial Lift Systems for Deliquifying Gas Wells Page 3
Figure 1: Simplistic Beam Pump System
Beam Pump System Considerations and Advantages/Disadvantages:
Sucker rod pumping systems should be considered for new, lower volume stripper wells because they have proved to be cost effective over time. In addition operating personnel are usually familiar with these mechanically simple systems and can oper-ate them more efficiently. Less experienced personnel also can often operate rod pumps more effectively than other types of AL. Sucker rod pumping systems can op-erate efficiently over a wide range of production rates and depths. Sucker rod systems have a high salvage value.
Sucker rod systems should be considered for lifting moderate volumes from shallow depths and small volumes from intermediate depths. It is possible to lift up to 1,000 BPD from about 7,000 feet and 200 barrels from approximately 14,000 feet (special rods may be required and lower rates result depending on conditions present). More commonly less might be lifted from 7,000 feet and few wells lifted by Beam below 10,000 ft.
Most of the parts of the sucker rod pumping system are manufactured to meet existing standards, which have been established by the American Petroleum Institute (API). Numerous manufacturers can supply each part, and all interconnecting parts are com-patible. Also there are many components that are manufactured and used that are not API certified, such as larger (and smaller) diameter downhole pumps extending be-yond API sizes.
The sucker rod string is the length of the rods from the surface to the down hole pump
and it is continuously subjected to cyclic load fatigue typical of sucker rod pump sys-tems. The system must be protected against corrosion and from damage from run-ning/pulling more than any other AL system, since corrosion introduces stress con-centrations that can lead to early failures. Special high strength and fiberglass rods are available.
Sucker rod pumping systems are often very incompatible with deviated (doglegged) wells, even with the use of rod protectors, and rod and/or tubing rotators. However deviated wells with smooth profiles and low dogleg severity may allow satisfactory sucker rod pumping, even if the angle at the bottom of the well is large (~30-40 and some up to 80). Some high angle hole systems employ advanced methods of protect-ing the tubing and rod string with rod protectors and “roller-rod protectors” while other installations with high oil cuts, smooth profiles, and lower angles of deviation use only a few of these devices. Plastic lined tubing has been shown effective in re-ducing rod/tubing wear.

Selection of Artificial Lift Systems for Deliquifying Gas Wells Page 4
The ability of sucker rod pumping systems to produce sand laden fluids is limited, al-though there are several special filters and sand exclusion devices available. Some pumps are designed to either exclude the sand or continue to operate as the sand trav-els through the barrel-plunger clearance. Special pump metallurgies are employed for fine sand wear.
Paraffin and scale can interfere with the efficient operation of sucker rod pumping systems. Special wiper systems on the rods and hot water/oil treatments are used to combat paraffin. Hard scales can cause early failures.
Free gas entering the down hole pump reduces hydrocarbon production and causes other problems. See WWW.Echometer.com and select papers related to gas separation for information on this subject.
One of the disadvantages of a beam pumping system is that the polished rod stuffing box (which is where a polished rod with the rods hung below enter the well at the sur-face through a rubber packing element) can leak. This can be minimized using spe-cial pollution free stuffing boxes that collect any leakage. Good operations with stan-dard boxes, such as “don’t over tighten”, and “insure unit alignment”, are also impor-tant.
Continuous production with the system attempting to produce more that the reservoir will produce leads to incomplete pump filling of the pump, “fluid pound”, mechanical damage and low energy efficiency. Many systems are designed to produce 120-150% more than the reservoir will produce but when the well is pumped-down, a POC (pump-off controller) will stop pumping temporarily to allow fluid entry into the cas-ing-tubing annulus over the pump before automatically restarting.
In general, sucker-rod pumping is the premier method of AL that should be used if the system can be designed without overloading the prime mover, gearbox, unit structure, and the calculated fatigue loading limits of the rods. Many feel you should justify why not to use Beam systems if possible.
Surveillance and Automation:
Typically beam pump surveillance consist of a pump off controller (POC) monitoring one or more parameters of the sucker rod pumping system and shutting down the pumping unit when one of the parameters exceeds a limit set by the operator. Common parameters monitored to detect pump off can include polished rod load and position, electrical cur-rent, pumping unit change in RPM and flow line pressures. Loads are used to evaluate loads on the unit, gearbox, motor, and rods. SPM and stroke length (with pump diameter) relate to production capacity. One common use of pump off controllers is to detect in-complete pump fill and then turn the pumping system off for a set downtime. The pump off controller usually starts the pumping system after a predetermined downtime. This

Selection of Artificial Lift Systems for Deliquifying Gas Wells Page 5
off and on cycle is repeated throughout the day and generally reduces both operating time and operating expense without the loss of oil production. POC is used so that if fluids are pumped down in the casing/tubing annulus to the pump intake, the unit can be shut down for a time to allow fluids to build in the annulus and the system to pump with a pump that is mostly filled with liquids.
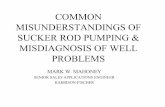
The collected information is analyzed and the unit is controlled using the controller (A) in the below figure and the results can be transmitted. The load at the top of the top rod is measured by a load cell (B) between the carrier bar and the PR clamp. The Position in the stroke is measured by some sort of position indicator shown as (D) below. Position can also be checked by a one point pickup as the cranks pass a sensor during the pumping cy-cle. Shown below is (E) which is older style strain gage used to monitor loads as done more exactly by (B).
A - Rod Pump ControllerB - Polished Rod Load CellC - Position Sensor Switch, for Pump-Off ControlD - Optional Continuous Position Transducer for Downhole AnalysisE - Optional Beam-Mounted Strain Gauge
Figure 2: Instrumented Beam Pump System (Courtesy Weatherford, EP Systems)
AB
C
D
E

Selection of Artificial Lift Systems for Deliquifying Gas Wells Page 6
One technique is to monitor the load/position plot (surface dynamometer) as shown be-low and as the downhole pump becomes less filled (pumped off) a set point can be input and when passed, the controller can shut the unit down to allow fluid to once again build in the well before pumping begins again.
It is noted that some controllers calculate a so-called downhole dynamometer card (using calculated loads and positions in the rod just above the pump and use the downhole dy-namometer card to determine when pump-off or incomplete fillage is occurring.
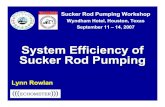
The below figure shows (3) sequences of top and bottom hole dynamometer cards as the pump is completely full, about 20% incomplete fillage is occurring in the pump at 30 sec-onds and finally about 50% incomplete fillage is occurring in the pump at one minute, as the pump lowers the fluid level to the pump intake and gas enters the pump with liquids. A POC system might perhaps stop the unit from pumping, at about 25% incomplete fil-lage and allow the unit to wait until fluids build downhole before starting again.

Selection of Artificial Lift Systems for Deliquifying Gas Wells Page 7
Figure 3: Surface and Bottom Hole Dynamometer Cards progressing from Full, to about 80% pump fillage to about 50% pump fillage. A POC would have shut the well in when pump about 85% full or 15% filled with gas.
The production of sand, extremely cold temperature or lack of electric power usually means the sucker rod pumping system must operate 100% of the time without POC.

Selection of Artificial Lift Systems for Deliquifying Gas Wells Page 8
Pumping Speed and Stroke Length Considerations:
To produce a specific volume of liquid to the surface the Sucker Rod Pumping system is very flexible. For a particular production rate and set of well conditions there are many possible combinations of stroke lengths, strokes per minute, plunger diameter, pump set-ting depth and rod string taper designs. Without overloading the surface equipment or the rod string the designer can select different combinations of these parameters that re-sult in the exact same downhole pump displacement. The expected liquid inflow flow rate from the formation at low producing bottom hole pressure is used to determine the pump displacement. Common practice is to size equipment to produce anywhere within a range of 90% to 150% of the maximum flow rate possible from the well. With all of these combinations possible the sucker rod system designer often defines a particular combination of parameters as the best design practice for his field. His design results in the lowest operating cost or highest operating profit for this particular set of field condi-tions. But in other locations this best design practice for one field will result in too high of failure rates, too high initial cost, and too high operating cost.
Different locations through out the world design very different sucker rod configurations for the exact same downhole pump displacement. High pumping efficiency is maintained when the pump is filled with fluid on each pump stroke. Effective use of a POC requires that pump displacement exceed inflow from the well and that the well not operate 100% of the time for each day. In the initial design larger plunger diameters are frequently used to increase pump displacement in order to pump the well off and utilize the POC’s fea-tures. But if personal preference or well conditions prevent the on and off pumping cy-cle, then designing for 150% of the maximum well inflow from the well using a large di-ameter pump would be a bad practice. Pumping with a pump filled with fluid is still im-portant when the decision is made to operate 100% of the time and slow pumping speeds, longer stroke lengths and smaller plunger diameters are specified to efficiently produce the well.
The best practice for the selection of pumping speeds, stroke lengths, and plunger sizes should result in a run life of the rods, pump and tubing downhole system in a well to ex-ceed 3 years between failures. When rod on tubing wear and rod parts are a problem, then a longer and slower stroke per minute with a smaller plunger size may reduce rod overloading and rod buckling problems and increase run life. When surface equipment overloading is a problem, then shorter stroke lengths and larger plunger sizes with in-creased pumping speed will reduce gearbox failures due to torque overloads. Frequently sucker rod failures are caused by factors other than the selection of pumping speeds, stroke lengths, and plunger sizes and these factors must be corrected before making changes to the operational design parameters. When the pump is not filled with fluid due to gas interference then actions are required to prevent gas from entering the pump, just

Selection of Artificial Lift Systems for Deliquifying Gas Wells Page 9
higher compression ratio due to increasing the stroke length is not enough to prevent fail-ures. Downhole equipment failures due to corrosion or foreign material sticking the pump requires proper chemical treatment to prevent these type of failures, just changing the operational design parameters will do little to reduce these type of failures.
Rod Buckling Considerations:
Rod buckling can be aggravated by dynamic effects in the rod string, friction between the plunger and the barrel on the down stroke, flow through the traveling valve on the down-stroke, perhaps by tight spots in the tubing, and apparently by fluid pound in some cases. Rod buckling is not influenced by the increasing hydrostatic pressures versus depth or not by buoyancy force of being submerged in fluid, but only influenced by forces applied to the rods by the pump or external forces acting on the rods.
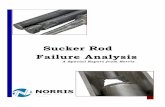
The force required to buckle rods of various sizes is shown in the following table:
Figure 4: Local forces needed to buckle sucker rods of various sizes.

Selection of Artificial Lift Systems for Deliquifying Gas Wells Page 10
Note for most commonly used rod sizes, the force to buckle rods is less than 100 lbfs so the force needed to move the rods to contact the tubing on the downstroke is not large and once buckling more wear can occur between the rods and tubing. Obviously a force well in excess of the buckling force may accelerate rod/tubing wear.
Common practice is to put perhaps 200-300 ft of larger diameter sinker bars above the pump where plunger/barrel resistance and perhaps fluid pound can occur causing rod/tub-ing wear. Flow less severe wear experienced, rod guides may be used in place of sinker bars by some operators.
Design: Motor, Pumping Unit, and Rod StringSucker Rod System design programs are useful when setting up new installations; they are used to select a pumping unit, design the rod string taper, and a size the pump for new wells. The designer can easily evaluate which pumping speed and stroke will yield the desired production without overloading the rods, beam, and gearbox. Another use of pre-dictive design programs is to check an existing pumping system, to verify that the mea-sured loads match with the predicted loads. The calculated fluid load, Fo, applied to the rods by the pump and the weight of the rods in fluid, Wrf, should match very closely (within 1-3%) to the values measured at the well. If Fo and Wrf measured and calculated do not match closely, then any of the other predicted parameters are likely to be in error. Once these two values match, then other effects such as of motor slip, fluid inertia, and partial fillage can be important in getting a good match between the predicted and mea-sured conditions. Production rate and pump intake are related by the inflow relation ship of the well and accurate modeling of rod loading depend on the fluid load which depend on the pump intake pressure determined from the desired production rate based. Match-ing measured data with predicted calculations depend on modeling all parameters well. Motor performance curves with slip effects may needed to be used to determine the ac-tual speed of the system if the motor is heavily loaded and large speed variations occur during a stroke. The motor/pumping unit slows down as the torque increase and speeds up when the net gear box torque decreases, thereby affecting rod load and positioning of the peak loading. Peak load, pump and polished rod horsepower and pump stroke should be predicted with-in 2% of measured data. Predicted minimum rod load is usually higher than actual measured. Peak gear box torque is usually higher than actual in-balance gear-box loading and sizing of the pumping unit is usually large enough for the actual loading that is experienced. Most predictive programs are well suited for designing a sucker rod pumping system. QRod is a very widely used, program for the design and prediction of the performance of Sucker Rod Beam Pumping Installations. The QRod software can be downloaded for installation and use on any numbers of PCs free of charge from the web at http://www.echometer.com/software/qrod/index.html . It has been found to compare well with the basic design parameters measured in the field.
Analysis: Dynamometer Cards

Selection of Artificial Lift Systems for Deliquifying Gas Wells Page 11
Acquiring surface load and position data on sucker rod lifted wells using a dynamometer transducer has been performed in the oil field for more than 50 years. Measured surface dynamometer cards often do not allow the operator to make complete diagnostics of the sucker rod lift system. Experience in a particular field can be used to associate certain surface dynamometer card shapes to certain downhole problems. Current dynamometer and computer technology result in very accurate measurement of load and position at the surface and prediction of loads along the rod string and down to the pump. During the 1960s the rod string was mathematically modeled using a wave equation, thereby using the measured surface loads and position to "wave down" predicting a downhole dy-namometer pump card.
The measured surface dynamometer card is the plot of measured polished rod load at po-sitions throughout a stroke. Surface dynamometer cards are valuable for diagnosing rod loading, structural loading of the pumping unit beam, and torque loads on the gearbox and prime mover. In shallow wells, the shape of the surface dynamometer card is usually effective in diagnosing pump performance. In most other wells, the complex dynamics of the sucker rod pumping system reduces the effectiveness of diagnosing downhole problems from only the surface dynamometer card. The pump dynamometer card is a plot of the predicted load at positions of pump stroke and represents the load the traveling valve/pump plunger assembly applies to the bottom of the rod string. Identifying how the pump is performing and analyzing downhole problems are the primary uses of the calcu-lated downhole pump card dynamometer plot.
Figure 5: A calculated downhole pump card
The above pump card shape is for normal pumping with the pump filled with liquid with very little gas present in the pump. The pump is functioning properly and the tubing ap-pears to be anchored. The maximum plunger travel, MPT, is the horizontal distance from

Selection of Artificial Lift Systems for Deliquifying Gas Wells Page 12
A-C. MPT is the maximum length of the plunger movement with respect to the pump barrel during one complete stroke. The fluid load is the height of the vertical line labeled Fo and represents a force caused by the difference in tubing pressure minus intake pres-sure acting across the pump plunger seal at the traveling valve. The fluid load acts across the traveling valve on the upstroke and the tubing discharge pressure is transferred to the standing valve on the down stroke. The magnitude of the fluid load is equal to the pump discharge pressure minus the pump intake pressure multiplied by the plunger area. From points B to C the rods carry the fluid load, when the traveling valve is closed. From points D to A the tubing carries the fluid load, when the standing valve is closed. The distance from A-D is the effective plunger travel, EPT, and EPT is the length of the plunger travel when the full fluid load is acting on the standing valve.
The successive steps in the pump operation are:At the start of the upstroke (point A), the traveling valve and standing valve are both closed. From point A to point B, the fluid load is fully carried by the tubing prior to point A and is gradually picked up by the stretched rods at point B. The load transfers as the rods elastically stretch to pick up the fluid load. With the tubing anchored, the plunger does not move relative to the tubing. The pressure in the pump decreases and any free gas in the clearance space between valves expands from the tubing discharge pressure to slightly less than the pump intake pressure. The standing valve begins to open at A, al-lowing fluid to enter the pump when the pressure in the pump drops below the intake pressure. From point B to C, the fluid load is carried by the rods as well fluids flow into the pump. At C, the standing valve closes as the plunger starts down, and the traveling valve remains closed until the pressure inside the pump is slightly greater than the pump discharge pressure. From C to D, gas in the pump (if present) is compressed as the plunger moves down to increase pressure on the fluid from the intake pressure to the dis-charge pressure in the tubing; but the plunger does not move if the pump barrel is full of incompressible fluid. As the fluid in the pump barrel is compressed, the fluid load is gradually transferred from the rods to the tubing. At D, the compressed pressure inside the pump barrel is greater than pump discharge pressure and the traveling valve opens. From D to A, the fluid in the pump is displaced through the traveling valve into the tub-ing on the down stroke and the closed standing valve holds the fluid in the tubing.
Many types of downhole problems may be diagnosed through use of the pump card. These problems vary from incomplete pump fillage due to over pumping the well or in-complete pump fillage caused by gas being swept into the pump due to poor gas separa-tion at the pump intake. Both the loss in load caused by a leaking travel or the gain in load caused by a leaking standing valve are easily identified by the curved shape of the pump card when the valve should be closed carrying the load. These diagnostic pump card shapes and many other shapes can be seen on the web at http://www.echometer.com/support/technotes/pumpcards.html

Selection of Artificial Lift Systems for Deliquifying Gas Wells Page 13
Some Simple Best Practices:
Design Rate in order to use POC:
Design Rate = Desired Rate x 24 hr/day (Using POC) .80 VE x 20 hr/dayExample: Well can make 300 bfpd so what do you rate do you design the well for?
Design Rate = 300 bfpd x 24 hr/day = 450 bfpd .80 VE x 20 hr/dayOr in other words, if you design for POC, design for about 1.5 times what the well makes. If no POC, design for what well will make or slightly less if gassy. As stated above these recommendations for POC design may be altered by the opera-tor or under some conditions POC may not be used.
Guidelines for Design Using Predictive Program:
1. Design with no additional load on pump2. Use default dampening factors3. A low pumped off level of about 50’ should be used. This will give maximum load on pump.4. 100 % pump load should be input. This also gives max loads on unit, and rods.5. Use motor option for speed variation and use defaults for inertial values, etc.
Rod String Guidelines:
1. Use Grade D rods with T couplings or Spray Metal couplings if wear and eco-nomics dictate. Grade “C” rods can be used in sinker bars larger than 1” in diam-eter. 2. High strength rods should only be used when absolutely necessary. EL high strength rods do not have high strength pins. Use high strength couplings with high strength rods. Be cautious of slim hole couplings with high strength rods. Be cautious of high strength rods when H2S is present. 3. All rods should be designed with loadings using your field established service factor. Do not change from D rod to high strength rods until rod loading on D rods exceed 100% when using a 1.0 service factor. 4. Molded rod guides should be placed on any rods below the anchor or run weight bars. NOT DO NOT RUN ROD GUIDES ON WEIGHT BARS!! 5. Use steel as opposed to fiberglass unless it can be shown to be economical to do otherwise. 6. Use lighter % loading with Fiberglass (~ 80%) using lowest temperature rating . This usually shown in predictive program input/output. Fiberglass is used for deep wells when rod loading is a problem. It is used with some FG rods for

Selection of Artificial Lift Systems for Deliquifying Gas Wells Page 14
perhaps 50-70% of the top of the string and steel rods for the bottom of the string to keep the glass out of compression. 7. With Fiberglass, shear tools should be run on all wells that have shown any ten-dency to sticking pumps.
Best Practice for Pumps:
1. Use of larger pumps without overloading the unit and rods will result in a more energy efficient installation. 2. Use a simple design. More complicated pumps fail more and cost more. 3. Use heavy wall pumps. Thin wall pumps have less corrosion and pressure resis-tance. 4. All pumps should be designed and built where the traveling valve is within 1” of the standing valve when pump bottoms out on the clutch at the top. 5. Pump leakage should be in the range of 2-5% of production. High water cut wells should have more pump leakage. Deep wells can have pumps with smaller clearances. Use new leakage equation with calculated downhole clearances.
Beam Pump Unit Best Practices:
1. The gearbox and the unit structure should not be loaded more than 100%. 2. Use a predictive program to help size the motor. If program says a 32 HP motor is needed and the next bigger available size in stock is 50 HP, then use the 50HP. In general you loose significant energy only when the motor size exceeds about 2X the correct size. Use only NEMA D motors.3. Polish Rods: Spray metal polish rods without liners should be used in all CO2 flood beam lifted wells and corrosive wells. Water flood and primary wells can use either a liner on the polish rod or a spray metal polish rod.
Tubing Best Practice (with beam pumping):
1. Use J55 tubing on producing wells with depths no greater than 8500’. For deeper wells, calculations must be made. Use couplings of same grade as the tub-ing2. Run the seating nipple as deep as possible.3. Minimize the distance between the tubing anchor and the seating nipple. In open hole , the tubing anchor should be as close to the casing shoe as possible. In cased hole, the tubing anchor should be out of the perforated zones.
4. Justify why not to use a tubing anchor. Corroded casing, small diameter pumps, and shallow wells are reasons not to use tubing anchor. 5. Use API modified no lead thread sealant spread over complete thread area. 6. Tubing below the anchor should be inspected for excessive wear on each pull and replaced if worn.7. Use thread protectors until tubing in derrick.

Selection of Artificial Lift Systems for Deliquifying Gas Wells Page 15
8. No wrench marks are acceptable on tubing anchors. Use only ISO 9000 re-placement parts. 9. A non API seating nipple should be used only on 2 7/8’s tubing strings. The API nipple can cause the pump to stick.
Gas Separation Best Practice:
1. The pump intake should be below the gas entry point to the well. If this is not possible, consider the new Echometer collar size gas separator instead of the poor boy separator. 2. A typical poor boy separator can only be used for low rates (~75-150 bpd). For 2 7/8’s tubing, a 1 1/4” stinger and velocity between the gas and mud anchor of 1/2 ft/sec, the max fluid rate is 177 bfpd. If 30% is gas, the max fluid rate is only 124 bfpd.3. An improperly sized gas separator is worse than no separator as it breaks out more gas and also becomes gas locked. Again see the Ecometer.com for addi-tional information.
Beam Pumping Unit:
1. The unit should have the concrete base set on 5/8’s river stock. Sand can wash out.2. The unit must be aligned correctly so the polish rod pulls out straight each time3. Each week the unit should be inspected for abnormal sounds, grease or oil leaks, or rust stains at metal joints.4. On a six month interval, grease all bushings, inspect unit and gearbox oil for contamination, check tightness of all bolts, follow check list and keep records.5. Check stuffing boxes daily. Don’t over tighten which can cause wear on polish rod and load motor unnecessarily.
Fluid Level Detection:
1. Shooting fluid levels regularly is recommended, especially on wells that aren’t on POC. Echometer’s AWP program can be used to correct foamy fluid levels. Dynamometer cards can indicate if a well is pumped off and pounding fluid.2. Shoot fluid levels when the well is being tested.3. Based on well analysis and fluid level, consider lift revision to increase the pumping unit capacity if indicated.
Casing Pressure:
1. Lower is better2. Check casing side check valves to be sure it is operating properly.

Selection of Artificial Lift Systems for Deliquifying Gas Wells Page 16
Best Practices (Beam Pump) Directed at Producing Liquids off Gas Wells:
Recommendations below mostly from Bill Elmer 2006 Gas Well Workshop
• Pumping Units are the best choice for high PI, low bottomhole pressure, multiple BCF wells
– Goal is to reduce the FBHP to minimum values by flowing up large annular area, where friction is minimal
– Normal wellheads may only have one casing valve, with small diameter threads for setting a plug
– Original flowlines designed for high pressures, normally 2” Sch 80– Choke bodies, line heaters, small pipe contribute to pressure drop
• Antidotes:– Connect both sides of tubing head to new larger flowline
• Use old flowline to handle fluids pumped from tubing– Replace tubing head with model with 3” outlets– Remove all chokes and line heaters, as no longer needed
• Problem: Typical 4-1/2” and 5-1/2” casing has a diameter too small for effective down-hole separation of gas and liquids, wells with liners even more of a problem
• What is happening?– Fluid is prevented by turbulence around perforations from falling– Velocity not high enough to lift fluids, but will drag gas
• How to Identify– Look for wells pumping at 15% or less– Prior to start of pumping cycle, manually shut-in casing for 10 minutes. Open
casing when well pumped off. Lufkin SAM can do this– Note if normal pumping time changes appreciably
• Install automated valve to perform this process– Pneumatic or electric powered of sufficient diameter– Give consideration for POC makers to add this ability to product
• Pump Tolerance– Improvement in machining equipment has allowed tolerances between pump
plunger and barrel diameter to be reduced to one thousandth.– Historic Rule of Thumb of 1 foot of plunger per thousand foot of pump depth no
longer applicable with these pumps.– Lack of pump slippage can aggravate gas locking
• “Sloppy” pumps with short plungers better for gas wells– .6 foot of plunger per thousand foot of pump depth

Selection of Artificial Lift Systems for Deliquifying Gas Wells Page 17
– Use five thousandth clearance pumps– Slippage of 10 BPD not critical when trying to pump 5 BPD with 40 BPD of
pump capacity in hole– Slippage can break gas lock if it happens given time
• Pump Valves: Double valves extend pump life (but may reduce compression ratio)– Alloy/Carbide for upper valve– Alloy/ Alloy for lower valve– Often utilize bottom discharge valve
• Pump Metallurgy: Spray metal plunger and chrome barrel• Pump plunger design:
– Use .005 clearance between plunger and barrel– We use 4 foot plunger length at 6000 to 7000 foot depth
• Pump Size: Make sure your shop stocks 1.06” pumps• Hold-down: Nylon cups will reseat
Use a pump shop with demonstrated experience pumping gas wells with other operators. Don’t train them at your experience. Experienced pump hands are worth your money. Field Foremen: Know the man that repairs your pumps.
• Per “Design Considerations When Pumping Gas Wells”– Utilize 5/8” rods when pumping above 8000 feet– Use Grade “C” rods when possible due to corrosion resistance– Utilize rod guides on top and bottom ten rods
• During shut-in period, fluid level can drop, removing lubrication• Bottom rods in compression can aggravate tubing wear• Use field experience to modify design
• Corrosion Chemical – Essential• Rod Failures should be extremely rare!
– Improper makeup of rod joint– Poor rod handling practices – Well service crews who normally work gas wells may not be up to speed with
rod handling and makeup practices. TRAINING!!!– Make sure crews do not overstretch the small rods trying to unseat the pumps.
Follow appropriate guidelines. Compression with Beam Pumping System: A beam pumping unit produces the gas up the annulus. To keep low pressures on the for-mation, the unit should be designed to pump with a low height of fluid over the pump in the annulus. For gas separation the pump is best placed below the perforations. However it does not matter if you set the pump below the perforations (or above) and have a low fluid level if the producing CHP pressure is high. If the CHP is high, no matter if the pro-ducing fluid level in the annulus is low, the pressure on the producing gas formation is still high. Therefore for best operations when beam pumping to dewater gas wells, it is best to operate with a low CHP pressure. If it is not low, then compression (field wide or single well) must be added to the casing to achieve low CHP’s or the installation will “NOT” produce the well to low pressures. This recommendation applies to all pumping methods. Compression on the producing conduit also assists plunger lift, velocity string installations, gas lifting of gas wells and wells that are producing with surfactants.

Selection of Artificial Lift Systems for Deliquifying Gas Wells Page 18
Corrosion:
1. For corrosive wells producing, for instance, H2S, target might be treating with 25 ppm of oil soluble filming amine. The total chemical treatment volume is based on wells total production with the minimum treating volume of 1 gallon. Treating schedules are 1/week for the most part. For normal water flood wells, flush a volume of 3 bbls water with the treatment. For wells with a gas rate of 100-200 mscfd, use 5 bbls and for greater than 200 mscfd, use 8 bbls of water with the treatment. These recommendations for W. Texas area where H2S preva-lent but may provide a starting point for other areas. 2. Check your chemical program or check with your chemical supplier. 3. Before running pump and rods, it recommended that 15 gallons of oil soluble filming amine and 15 bbls of lease crude be pumped into the tubing after a workover. This should be done on wells that have been killed with heavy brine or on wells that have exhibited severe pitting on tubulars or rods. It is optional on less severe situations.
Copyright
Rights to this information are owned by the Artificial Lift Research and Develop-ment Council (ALRDC). This material may be used by any member of ALRDC in any way they see fit as long as they refer to the ALRDC Artificial Lift Selection document where it is presented.
Disclaimer
The Artificial Lift Research and Development Council (ALRDC) and its officers and trustees, (here in after referred to as the Sponsoring Organization), and the author(s) of this Information and their company(ies), provide this informa-tion "as is" without any warranty of any kind, express or implied, as to the ac-curacy of the information or the products or services referred to in the infor-mation (in so far as such warranties may be excluded under any relevant law) and these members and their companies will not be liable for unlawful actions and any losses or damage that may result from use of any information as a consequence of any inaccuracies in, or any omission from, the informa-tion which therein may be contained.

Selection of Artificial Lift Systems for Deliquifying Gas Wells Page 19
The views, opinions, and conclusions expressed in this information are those of the author(s) and not necessarily those of the Sponsoring Organization. The author(s) are solely responsible for the content of the materials.The Sponsoring Organization cannot and does not warrant the accuracy of these documents beyond the source documents, although we do make every attempt to work from authoritative sources. The Sponsoring Organization pro-vides this information as a service. The Sponsoring Organization make no representations or warranties, express or implied, with respect to the informa-tion, or any part thereof, including any warrantees of title, non infringement of copyright or patent rights of others, merchantability, or fitness or suitability for any purpose.