Strategic roadmap FFI Sustainable production 2016-04-18 ENG...2 Assessment of Low Carbon Cars...
20
Strategic roadmap WITHIN STRATEGIC VEHICLE RESEARCH AND INNOVATION (FFI) Sustainable production 2015-04-18
Transcript of Strategic roadmap FFI Sustainable production 2016-04-18 ENG...2 Assessment of Low Carbon Cars...

Strategic roadmap WITHIN STRATEGIC VEHICLE RESEARCH AND INNOVATION (FFI)
Sustainable production 2015-04-18

FFI Fordonsstrategisk Forskning och Innovation | www.vinnova.se/ffi 2
Table Contents
1 Background .................................................................................................. 3
2 Purpose and Goals ....................................................................................... 4
3 Programme Areas ........................................................................................ 6
4 Present Situation and Desired Future Position for the Project Portfolio ........................................................................................... 6
5 Project Area and Timetable ......................................................................... 7
5.1 New products with high life cycle efficiency ..................................................................... 7
5.2 Competitiveness ............................................................................................................... 8
5.3 Environment ..................................................................................................................... 9
5.4 Quality .............................................................................................................................. 9
5.5 Lead times ...................................................................................................................... 10
5.6 Flexibility ......................................................................................................................... 11
6 FFI SP's Connection to Associated Strategic Innovation Programmes ............................................................................ 12
6.1 FFI SP in relation to the Strategic Innovation programme Production2030 .................. 12
6.2 FFI SP in relation to the Strategic Innovation programme Metallic Materials ................ 12
6.3 FFI SP in relation to the Strategic Innovation programme Lightweight.......................... 12
7 Annex: Automation Technology and Manufacturing Readiness Levels: A guide to recognised stages of development within the Automation Industry ................................................................. 13

FFI Fordonsstrategisk Forskning och Innovation | www.vinnova.se/ffi 3
1 Background This strategic roadmap describes the challenges, research and development needs, and the expected
results for the Sustainable Production programme in the partnership programme, Vehicle Strategic
Research and Innovation – FFI.1
The aim is to contribute to an increased ability to jointly identify research and development activities in areas
that contribute to higher production efficiency and that reduce the environmental impact of manufacturing
processes. The roadmap is also an instrument for monitoring and evaluation. By illustrating the correlation
between the funded activities and the expected impact within the programme area, the roadmap also
contributes to a better understanding of the FFI programme and specifies what needs to be done to achieve
its overall objective of:
reducing the environmental impact of road traffic;
reducing the number of people injured and killed in traffic;
strengthening international competitiveness.
A sustainable and systematic approach will be required if this is to be achieved.
In its ongoing programme work, FFI's programme areas primarily is controlled by giving priority to different
identified objectives for a period of time – milestones. The milestones are expressed as a desired
distribution of research and development efforts for each period. At an overall level, the work can be
regarded as a permanent interaction between research and development, and implementation. See Figure
1. The expected development status at a milestone for a development area is that research is about
complete and that development, in interaction with actual implementation, is taking place somewhere. See
Figure 3.
Figure 1. Outline of production-related research, development and deployment activities within the FFI programme.
1 http://www.vinnova.se/sv/ffi/

FFI Fordonsstrategisk Forskning och Innovation | www.vinnova.se/ffi 4
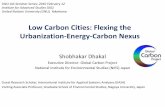
2 Purpose and Goals The automotive industry is totally dependent on maintaining and improving its competitiveness. The
programme area Sustainable Production mainly aims at enabling the manufacture of new vehicle solutions
and strengthening its global competitiveness that minimises environmental impact and increases vehicle
safety. The driving motivation is to reduce the automotive industry's CO2 emissions from a life cycle
perspective. The two main tracks in this endeavour are weight reduction and an increase in the level of
electrification, both of which place increasing demands on the manufacturing system,
Figure 2.
Figure 2. Vehicle manufacture from a life cycle perspective2. The blue bars show the scale of the manufacturing system's contribution. ICEV=internal combustion engine vehicles, HEV=hybrid vehicles, PHEV=plug-in hybrid vehicles, BEV=battery-powered vehicles.
Even from a road safety perspective, there are requirements for choices of materials and processes in
product development. The need to combine active safety systems, e.g. when the vehicle itself can take over
and avoid collisions, and passive safety systems, e.g. impact secure bodywork, to ensure high levels of
safety for drivers and passengers and other drivers will still exist for a relatively long time.
If the objectives are to be achieved, we need not only new knowledge, but we also need to be able to
quickly apply the results of research. Within the framework of the FFI, however, research and development
projects are not funded all the way to fully implemented solutions and technologies. They are only funded to
a level from which the companies must adapt the solutions to their production systems.
A single project may include both application development with new materials and challenges relating to
their handling in the manufacturing system. For that reason, it may be relevant to describe the development
level according to both the TRL scale (Technology Readiness Level) and to the MRLS scale (Manufacturing
Readiness Level). Primarily, the programme supports projects that are within the range of TRLs 2 to 8 or
MRLs 1 to 6 according to the definitions in the document “Automotive Technology and Manufacturing
Readiness Levels – A Guide to Recognized Stages of Development within the Automotive Industry”3.
2From Life Cycle CO2 Assessment of Low Carbon Cars 2020-2030, for the Low Carbon Vehicle Partnership 3 See the appendix to this document.

FFI Fordonsstrategisk Forskning och Innovation | www.vinnova.se/ffi 5

FFI Fordonsstrategisk Forskning och Innovation | www.vinnova.se/ffi 6
3 Programme Areas A global, competitive production of innovative, environmentally friendly and safe products is of crucial
importance for the Swedish automotive industry's objectives, prospects and technical manufacturing
challenges. The sub-programme, Sustainable Production, is therefore mainly driven by the following overall
challenge:
The ability to be able to produce new products, components and materials.
Manufacturing processes and production systems must also be flexible and capable of high quality product
manufacturing with short delivery times at competitive costs. This leads to the wording of the following
prioritised sub-challenges:
Robust and efficient manufacture and processing;
Increased demands on volume and version flexibility;
Resource efficiency and minimisation of emissions from the manufacturing.
Based on these, the programme committee has identified six programme areas to address (and connect
to)in the project proposal's research and development efforts:
1. New products with high life cycle efficiency – the ability to handle new products and materials in the
manufacturing system;
2. Competitiveness - cost-effective new manufacturing systems in a global perspective;
3. Environment – environmentally-neutral manufacturing and recycling of residual products and energy;
4. Quality – ensure the desired quality;
5. Lead time – short lead times throughout the entire product realisation chain in development and
manufacturing;
6. Flexibility – sufficiently flexible manufacturing systems for requested components.
See the more detailed descriptions in section 5.
4 Present Situation and Desired Future Position for the Project Portfolio
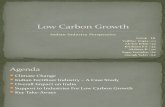
To achieve the identified objectives, the project proposals with different orientations are expected to vary
slightly in the future according to the bar graph below.
Figure 3. The programme committee's expectations for the project portfolio to achieve the predefined milestones.
0%
5%
10%
15%
20%
25%
30%
New products +LC
Competitiveness Environment Quality Lead time Flexibility
2015
2020
2025
2030

FFI Fordonsstrategisk Forskning och Innovation | www.vinnova.se/ffi 7
5 Project Area and Timetable There are both general consideration for each programme area and a number of more specifically
expressed desired abilities and examples. For each desired ability there is also a milestone (year) on which
the main part of the research and development efforts should focus.
The need for skilled personnel with relevant manufacturing training also needs to be considered carefully.
Important competency gaps were identified in a project carried out between 2011 and 2012 within the
framework of the FFI Innovation System's roadmap. These are explained under the heading “Important
areas of expertise”. The basic idea is that projects, if possible, should help to reduce these gaps through
employing postgraduate students, producing training material, implementing different activities for spreading
information and so on.
5.1 New products with high life cycle efficiency
5.1.1 General description
Effective productions systems and low carbon footprints require conservative and optimal use of materials.
This promotes use of lightweight solutions and integrated functions and places completely different
requirements on materials, such as low weight and high passive safety. The requirement increases for a
holistic perspective with improved performance throughout the life cycle, that allow the use of, for example,
smart functions of the material, energy storage, transport of energy or data, heat conduction and sound
insulation. This, in turn, means that more and different types of construction materials will be used and all
the resulting technologies and processes will need to be developed to be able to create competitive
manufacturing systems for them.
5.1.2 Desired abilities and milestones
Combining advanced materials and material combinations, 2020
Being able to create product plans and business models that ensure a high level of life cycle efficiency,
2025
Surface treatment of new materials and material combinations, 2025
Expertise in the manufacture of electrified power trains, 2025
Handling shortages of certain raw materials by developing alternatives and solutions, 2030
5.1.3 Example
Electrostatic spray painting of plastic materials
The ability to easily separate joints in merged complex material combinations
5.1.4 Important areas of expertise
New light, durable and strong materials in manufacture:
Functional surfaces
Jointing
Moulding
Processing
Specific methods of manufacture for certain materials
Material models
Surface treatment and coatings
New production methods:
For existing materials
For new materials
For re-use and disassembly

FFI Fordonsstrategisk Forskning och Innovation | www.vinnova.se/ffi 8
5.2 Competitiveness
5.2.1 General description
High productivity, short lead times and ability to achieve a high rate of change are important competitive
aspects that are affected by how the new manufacturing system solutions are planned, designed and
implemented. In the production system, humans need a good working environment, demographic
conditions, choice of technology for product development and choice of automation solutions.
5.2.2 Desired abilities and milestones
Empowered, competent, committed, and healthy workers in all functions and all stages, 2020
Efficient and user-friendly virtual tools for evaluating ergonomics and workplace design, 2020
Efficient and accessible education systems, 2020
The use of storing and linking project results, training materials, instruction manuals for routine use in
education and training within industry, academia and institutes, 2020
Re-use of information through an unbroken continuous data flow, 2020
Automation systems that can be configured and managed without a requirement for expert knowledge,
2025
Planning systems that take care of increasingly complex production networks and which compensate
for uncertainties and disturbances in the supply chains, 2025
Dynamic strategies to meet the increased rate of change and customer needs on a global market,
2025
Combine different information sources, calculate, visualise and analyse data to provide decision
makers with an optimum basis for decisions, 2025
Standardised information systems for the “digital factory” that can evolve over time and easily be
changed to fit the new requirements of the manufacturing system, 2030
5.2.3 Example
Reduced assembly costs per vehicle through innovative implementation of automation.
A constantly updated list of joint and possible courses for industry and academia at different levels from BSc
to DSc.
5.2.4 Important areas of expertise
Globally competitive production:
Industrial structures and supply chains
Productivity
Efficient use of skills
Long-term power of innovation
Optimum automation

FFI Fordonsstrategisk Forskning och Innovation | www.vinnova.se/ffi 9
5.3 Environment
5.3.1 General description
The vision is for all production to be environmentally neutral and closed loops for both residual products and
such by-products as energy. Methods and techniques are also needed for continually reducing the amount
of raw materials, media and energy. All forms of waste should be eliminated.
5.3.2 Desired abilities and milestones
Developed techniques for reducing the environmental impact of paint application, 2020
Developed techniques for reducing the environmental impact of pre-processing, 2020
Significantly reduced environmental impact of process fluids and residues, 2025
Significantly reduced energy consumption per manufactured unit, 2025
Genuine integration of an economic, ecological and social sustainability perspective in the case of
product development, manufacturing development and process development, 2030
5.3.3 Example
The development of methods for reduced consumption of materials and reduced use of solvents in the
paint shop when applying paint.
Development of methods for reducing raw material and energy consumption at the pre-processing
plant
Closed systems for process fluids.
5.3.4 Important areas of expertise
Factory cycle:
Minimisation of residual products
New/developed surface treatment systems
Energy smart factories and machinery
Purification of process fluids
Renovation, upgrading, reusing
5.4 Quality
5.4.1 General description
In general, the programme area concerns requirements and management of geometric properties and
methods of working towards a geometry-assured process. It is also about being able to respond to factory
processes on the basis of human conditions.
5.4.2 Desired abilities and milestones
A joint industrial and academic training plan for education and training at different levels, 2020
Applicable methods for non-destructive testing in-line, 2025
Efficient, safe and seamless interaction between people and automated systems in assembly lines,
2025
Full control and traceability of all critical processes and products, 2025
Virtual verification of physical qualities that match reality, 2030

FFI Fordonsstrategisk Forskning och Innovation | www.vinnova.se/ffi 10
5.4.3 Example
Methods for the feedback of in-line measurement data for process control.
5.4.4 Important areas of expertise
Humans in the factory
Ergonomics
Human-machine interaction
Cognitive aspects/information
Safety and harmful environments
Attractive workplaces and minimisation of discrimination
5.5 Lead times
5.5.1 General description
The ever increasing demands on volume and version flexibility affect the ability to plan and control the
production process' different phases, i.e. to quickly move from concept to launched product. It is about both
the development of principles, methods and tools for reducing lead times in engineering (TTM – time to
market), industrialisation (TTV – time to volume) and the order process (TTC – time to customer). Computer
assistance and virtual tools are considered to have a large part to play in this.
5.5.2 Desired abilities and milestones
Methods for the reduction of breaking in periods, 2020
Methods for the reduction of lead times for the installation of new production lines, 2025
Model-based methods for preparation of new products, 2030
5.5.3 Example
The development of methods for radically reduced breaking in periods for new components in
processing.
Model-based product introduction and preparation.
5.5.4 Important areas of expertise
Efficient production development:
New methods of production preparation (virtual tools)
Material supply systems
Event-driven production planning
Design and installation of production systems for existing and new product types
Optimum maintenance systems (prevention/condition-based)
Metrology
Integrated product and production development in early phases (incl. suppliers)

FFI Fordonsstrategisk Forskning och Innovation | www.vinnova.se/ffi 11
5.6 Flexibility
5.6.1 General description
The automotive industry's requirements for “mass customisation” needs efficient supply of and exposure of
huge and varied amounts of part numbers for production. This must be accomplished without material
shortages, without quality deviations, on small surfaces and without increasing costs. In addition to to being
able to manufacture a wide range of versions, logistics and production planning are also important aspects
for a flexible production system and links to the supply chain, as well as for service level and lead time to the
customer.
5.6.2 Desired abilities and milestones
Assembly technology that supports the introduction of new materials and materials combinations, 2020
Fast and cost-effective changes in the production of multiple versions and alternative power trains,
2020
Simulation of the paint film's structure on application with different paint and spraying equipment, 2025
The use of packaging and a packaging standard that effectively supports and meets the needs of the
supply and consuming processes' requirements, and which is also effective during transport and
handling, 2025
Standard user interfaces for different automation solutions, 2030
Standardised and modular information systems that can be developed over time to meet changing
requirements, 2030
Developed models and methodologies for faster design, validation and assessment of new and
changing supply chains, 2030
5.6.3 Example
The use of additive manufacturing for the manufacture of components
The establishment of new assembly and jointing techniques that support the introduction of new
materials and material combinations.
Simulation of the paint film's structure on application for different types of paint and spraying
equipment.
5.6.4 Important areas of expertise
Robustness and flexibility in production processes:
Quality
Geometry-assured
Reliability
Retooling
Volume and version flexibility

FFI Fordonsstrategisk Forskning och Innovation | www.vinnova.se/ffi 12
6 FFI SP's Connection to Associated Strategic Innovation Programmes The roadmap also aims to guide the applicant with regard to other ongoing initiatives and various
stakeholders through R&D project applications, but also as an input to the programme directors about areas
of cooperation. Since 2013, a number of strategic innovation programmes have been running in partnership
between VINNOVA, the Swedish Energy Agency and the Swedish Research Council, Formas, several of
which have overlapping subject areas with FFI's sub-programme Sustainable Production. As we have
previously mentioned, FFI SP has the objective of expanding competitiveness by improving productivity of
the production system and by reducing the environmental impact of manufacturing processes. The task of
the Strategic Innovation programmes is to coordinate and strengthen research, development and innovation
within their respective defined subject areas. Each Strategic Innovation programme has its own autonomous
programme logic and stakeholder base which means that an applicant cannot expect coordination between
the various programmes other than where specifically stated.
6.1 FFI SP in relation to the Strategic Innovation programme Production2030
Differences: The essential difference between a relevant application is that a project proposal within FFI
SP must be specifically targeted at the automotive industry and correspond with the FFI programme's
objectives and roadmaps, while projects in Production2030 should have a more holistic approach and
include wider areas of use and sectors of industry within the framework of the six prioritised Swedish
strengths. These are defined in the Strategic Innovation agenda “Made in Sweden 2030”
(www.produktion2030.se).
R&D projects in Production2030 are currently positioned between 4 and 7 on the TRL scale, while FFI SP
also has an ambition to have R&D projects with lower degrees of maturity (TRL levels from 2).
Production2030 also has a requirement of having at least three industrial partners and two academic
partners.
Areas of cooperation: Inter-programme issues can be found within activation of SMEs, expertise and
education, as well as international R&D issues (Horisont 2020).
Contact: Cecilia Warrol (Programme manager at Teknikföretagen), Tero Stjernstoft (VINNOVA)
6.2 FFI SP in relation to the Strategic Innovation programme Metallic Materials
Differences: The essential difference between a relevant application is that project proposals within FFI SP
treat material issues in combination with manufacturing process issues for component manufacture. Metallic
materials relate mainly to issues concerning the material production, where three of the seven defined areas
of interest are resource efficiency, increased rate of material development and flexibility in the development
of niche products. Effect goals and stated areas of interest are defined in the Strategic Innovation agenda
'National Unity on Metallic Materials”. (http://www.jernkontoret.se/)
Areas of cooperation: Inter-programme issues can be found within energy and the environment, resource
efficiency and achievement of product functions (e.g. durability)
Contact: Gert Nilsson (Programme manager at Jernkontoret), Anders Maren (VINNOVA)
6.3 FFI SP in relation to the Strategic Innovation programme Lightweight Differences: The essential difference between FFI SP and the Strategic Innovation programme Lightweight
is the limited area of application. Vehicle applications and issues around combined materials and
manufacturing basics should be more suitable for FFI SP. The Strategic Innovation programme's industry-
based development projects are currently positioned on results between 4 and 6 on the TRL scale and
require active participation and demand from at least two sectors of industry. Light and heavy vehicles are

FFI Fordonsstrategisk Forskning och Innovation | www.vinnova.se/ffi 13
listed here as a single industry. These efforts should also include many disciplines as well as
comprehensive experimental verification and demonstration.
Areas of cooperation: Increased activation of SMEs, expertise issues and achievement of the weight
efficiency function in vehicles.
Contact: Stefan Gustafsson-Ledell (Programme manager at LIGHTer Arena), Claes de Serves and Maria
Öhman (VINNOVA)
7 Annex: Automation Technology and Manufacturing Readiness Levels: A guide to recognised stages of development within the Automation Industry

FFI Fordonsstrategisk Forskning och Innovation | www.vinnova.se/ffi 14
AutomotiveTechnologyandManufacturingReadinessLevelsAguidetorecognisedstagesofdevelopmentwithintheAutomotiveIndustry

FFI Fordonsstrategisk Forskning och Innovation | www.vinnova.se/ffi 15
Foreword
Good, clear communication firms the ground for exploring new ventures, common areas of interest and establishing new relationships. Within engineering sectors, communication is paramount to achieving high quality products and using resources most efficiently and effectively. There is an ongoing need for greater cooperation, joint exploration of new designs and acquisition of evolutionary and revolutionary products in order to rebuild the strengths of the UK’s Automotive Sector. This set of ‘readiness’ levels assists the sector by providing specific, identifiable stages of maturity, from early stages of research through to supply chain entry. I hope you will join others in implementing this framework for technology development, using it as a basis for further planning and communication, and gaining further benefit from its use.
Professor Richard Parry‐Jones CBE Co‐Chairman of the Automotive Council
Acknowledgements The authors of these readiness levels Roy Williamson (LowCVP) and Jon Beasley (GKN) wish to thank and acknowledge the support contributed by the UK automotive sector in developing this guide under the auspices of the Automotive Council. These levels draw upon established practices for defining technology development and acquisition in use within the defence and aerospace supply chains. This guide has been created by the Low Carbon Vehicle Partnership in association with the Automotive Council. January 2011

FFI Fordonsstrategisk Forskning och Innovation | www.vinnova.se/ffi 16
Introduction to Technology and Manufacturing Readiness Levels (TRLs and MRLs) A recurring issue to developers and adopters of new technologies is how to successfully communicate their accomplished or expected stages of technology development and readiness for manufacture. This set of Automotive TRLs and MRLs aims to help facilitate this dialogue and in doing so help with technology commercialisation, development work with new partners, planning supplier engagement and bringing new capabilities to market, through common understanding. Readiness levels provide common terms to define technology from concept to commercial production and through to disposal, and have a proven effectiveness from the aerospace and defence sectors. Independently, readiness levels can also assist with self‐assessment, monitoring progress and planning goals and actions.
Benefits • Emergent supply chain companies have a framework through which they can better understand the
engagement needs of TIer1s/VMs. • VMs, Tier1s and funding agencies are presented with clear definitions for present and targeting levels of
development status. • A framework can be used to provide clearer direction regarding engagement of the most appropriate public
sector support. • Angels/VC investor interenst can be strategically aligned to product requirements. • Self assessment provides guidance on next steps (trials, certification etc) relevant to Level and signposts
sources of support. • Sector‐wide assessments and initiatives have a common framework to build upon.
These are a few of the benefits that are realised through common understanding.
Application to Integrated Assemblies and Roadmaps When components are brought together and integrated, their individual TRL and MRL contribute to the readiness of the overall assembly. Integrated systems may contain components with different levels of readiness, influencing the status of the assembly overall. The use of readiness levels in such cases can highlight areas for focus and prioritisation in order to make best progress. When considered with a timeframe in mind, readiness levels help depict the development path or time to implement next generation technologies or derivatives with respect to established products, similar to technology roadmaps and highlighting strengths and weaknesses in proposed or emerging systems. Readiness levels also offer the ability to assess complete systems at a high level, the electrification of transport for example, and to focus in on contributing components, such as battery technologies or infrastructure integration.
Relationship between Technology Readiness and Manufacturing Readiness Level The table which follows details ten stages of maturity for a product to:
deliver its function (Technology Readiness)
be produced (Manufacturing Readiness) These levels are staggered in the table since advancing technological capability logically progresses ahead of manufacture. For each Technology Readiness Level the corresponding Manufacturing Readiness Level is that which is usual. It should be noted however that some technologies can deviate from these levels.

FFI Fordonsstrategisk Forskning och Innovation | www.vinnova.se/ffi 17
Automotive Technology and Manufacturing Readiness Levels
TRL Technology Readiness MRL Manufacturing Readiness
1 Basic Principles have been observed and reported. Scientific research undertaken. Scientific research is beginning to be translated into applied research and development.
Paper studies and scientific experiments have taken place.
Performance has been predicted.
2 Speculative applications have been identified. Exploration into key principles is ongoing. Application specific simulations or experiments have been undertaken.
Performance predictions have been refined.
A high level assessment of manufacturing opportunities has been made.
3 Analytical and experimental assessments have identified critical functionality and/or characteristics.
Analytical and laboratory studies have physically validated predictions of separate elements of the technology or components that are not yet integrated or representative.
Performance investigation using analytical experimentation and/or simulations is underway.
1 Basic Manufacturing Implications have been identified.
Materials for manufacturing have been characterised and assessed.
4 The technology component and/or basic subsystem have been validated in the laboratory or test house environment.
The basic concept has been observed in other industry sectors (e.g. Space, Aerospace).
Requirements and interactions with relevant vehicle systems have been determined.
2 Manufacturing concepts and feasibility have been determined and processes have been identified.
Producibility assessments are underway and include advanced design for manufacturing considerations.
5 The technology component and/or basic subsystem have been validated in relevant environment, potentially through a mule or adapted current production vehicle.
Basic technological components are integrated with reasonably realistic supporting elements so that the technology can be tested with equipment that can simulate and validate all system specifications within a laboratory, test house or test track setting with integrated components
Design rules have been established. Performance results demonstrate the viability of the technology and confidence to select it for new vehicle programme consideration.
3 A manufacturing proof‐of‐concept has been developed
Analytical or laboratory experiments validate paper studies.
Experimental hardware or processes have been created, but are not yet integrated or representative.
Materials and/or processes have been characterised for manufacturability and availability.
Initial manufacturing cost projections have been made.
Supply chain requirements have been determined.

FFI Fordonsstrategisk Forskning och Innovation | www.vinnova.se/ffi 18
6 A model or prototype of the technology system or subsystem has been demonstrated as part of a vehicle that can simulate and validate all system specifications within a test house, test track or similar operational environment.
Performance results validate the technology’s viability for a specific vehicle class.
4 Capability exists to produce the technology in a laboratory or prototype environment.
Series production requirements, such as in manufacturing technology development, have been identified.
Processes to ensure manufacturability, producibility and quality are in place and are sufficient to produce demonstrators.
Manufacturing risks have been identified for prototype build.
Cost drivers have been confirmed.
Design concepts have been optimised for production.
APQP processes have been scoped and are initiated.
7 Multiple prototypes have been demonstrated in an operational, on‐vehicle environment.
The technology performs as required.
Limit testing and ultimate performance characteristics are now determined.
The technology is suitable to be incorporated into specific vehicle platform development programmes.
5 Capability exists to produce prototype components in a production relevant environment.
Critical technologies and components have been identified.
Prototype materials, tooling and test equipment, as well as personnel skills have been demonstrated with components in a production relevant environment.
FMEA and DFMA have been initiated.
8 Test and demonstration phases have been completed to customer’s satisfaction.
The technology has been proven to work in its final form and under expected conditions.
Performance has been validated, and confirmed.
6 Capability exists to produce integrated system or subsystem in a production relevant environment.
The majority of manufacturing processes have been defined and characterised.
Preliminary design of critical components has been completed.
Prototype materials, tooling and test equipment, as well as personnel skills have been demonstrated on subsystems/ systems in a production relevant environment.
Detailed cost analyses include design trades.
Cost targets are allocated and approved as viable.
Producibility considerations are shaping system development plans.
Long lead and key supply chain elements have been identified.
9 The actual technology system has been qualified through operational experience.
The technology has been applied in its final form and under real‐world conditions.
Real‐world performance of the technology is a success.
The vehicle or product has been launched into the market place.
Scaled up/down technology is in development for other classes of vehicle.
7 Capability exists to produce systems, subsystems or components in a production representative environment.
Material specifications are approved.
Materials are available to meet planned pilot line build schedule.
Pilot line capability has been demonstrated including run at rate capability.
Unit cost reduction efforts are underway.
Supply chain and supplier Quality Assurances have been assessed.
Long lead procurement plans are in place.
Production tooling and test equipment design & development has been initiated
FMEA and DFMA have been completed.

FFI Fordonsstrategisk Forskning och Innovation | www.vinnova.se/ffi 19
8 Initial production is underway
Manufacturing and quality processes and procedures have been proven in production environment.
An early supply chain is established and stable.
Manufacturing processes have been validated.
9 Full/volume rate production capability has been demonstrated.
Major system design features are stable and proven in test and evaluation.
Materials are available to meet planned rate production schedules.
Manufacturing processes and procedures are established and controlled to three‐sigma or some other appropriate quality level to meet design characteristic tolerances in a low rate production environment.
Manufacturing control processes are validated.
Actual cost model has been developed for full rate production.
10 The technology is successfully in service in multiple application forms, vehicle platforms and geographic regions. In‐service and life‐time warranty data is available, confirming actual market life, time performance and reliability
10 Full Rate Production is demonstrated
Lean production practices are in place and continuous process improvements are on‐going.
Engineering/design changes are limited to quality and cost improvements.
System, components or other items are in rate production and meet all engineering, performance, quality and reliability requirements.
All materials, manufacturing processes and procedures, inspection and test equipment are in production and controlled to six‐sigma or some other appropriate quality level.
Unit costs are at target levels and are applicable to multiple markets.
The manufacturing capability is globally deployable.

FFI Fordonsstrategisk Forskning och Innovation | www.vinnova.se/ffi 20
Examples Below are two examples of levels applied to automotive technologies. Composite Structures for mass market automotive applications
TRL Technology Readiness MRL Manufacturing Readiness
8 Test and demonstration phases have been completed to customer’s satisfaction.
The technology has been proven to work in its final form and under expected conditions.
Performance has been validated, and confirmed.
4 Capability exists to produce the technology in a laboratory or prototype environment.
Series production requirements, such as in manufacturing technology development, have been identified.
Processes to ensure manufacturability, producibility and quality are in place and are sufficient to produce demonstrators.
Manufacturing risks have been identified for prototype build.
Cost drivers have been confirmed.
Design concepts have been optimised for production.
APQP processes have been scoped and are initiated.
ABS for multiple vehicle class, automotive applications
TRL Technology Readiness MRL Manufacturing Readiness
10 The technology is successfully in service in multiple application forms, vehicle platforms and geographic regions. In‐service and life‐time warranty data is available, confirming actual market life, time performance and reliability
10 Full Rate Production is demonstrated
Lean production practices are in place and continuous process improvements are on‐going.
Engineering/design changes are limited to quality and cost improvements.
System, components or other items are in rate production and meet all engineering, performance, quality and reliability requirements.
All materials, manufacturing processes and procedures, inspection and test equipment are in production and controlled to six‐sigma or some other appropriate quality level.
Unit costs are at target levels and are applicable to multiple markets.
The manufacturing capability is globally deployable.
URN 11/672