STATISTICAL ANALYSIS OF SUCKER ROD PUMPING A THESIS IN ...
170
STATISTICAL ANALYSIS OF SUCKER ROD PUMPING FAILURES IN THE PERMIAN BASIN by ZHANYU GE, B.S.E., M.S.E. A THESIS IN PETROLEUM ENGINEERING Submitted to the Graduate Faculty of Texas Tech University in Partial Fulfillment of the Requirements for the Degree of MASTER OF SCIENCE IN PETROLEUM ENGINEERING /-N Approved ^ May, 1998
Transcript of STATISTICAL ANALYSIS OF SUCKER ROD PUMPING A THESIS IN ...

STATISTICAL ANALYSIS OF SUCKER ROD PUMPING
FAILURES IN THE PERMIAN BASIN
by
ZHANYU GE, B.S.E., M.S.E.
A THESIS
IN
PETROLEUM ENGINEERING
Submitted to the Graduate Faculty of Texas Tech University in
Partial Fulfillment of the Requirements for
the Degree of
MASTER OF SCIENCE
IN
PETROLEUM ENGINEERING
/ -N Approved ^
May, 1998

AC /IlG3'/
T 3 ACKNOWLEGDEMENTS
/"^O ' I First I would like to express my sincere gratitude to Dr. Lloyd R. Heinze for his
^ ^f' encouragement, guidance, advice, and financial support to me throughout the whole
process of my writing the thesis and my stay in the Department of Petroleum
Engineering. Without Dr. Heinze's help, I could not have accomplished my study. Dr.
Heinze is the sponsor of the research project of ALEOC. I learned a lot from his attitude
toward academic study, and shared his expertise in drilling, production, and computer
science. I also enjoyed his attitude toward students.
I would like to thank Dr. John J. Day for having been a member of the committee, for
his guidance and advice for my study in all areas, and for his patience to spend time to
correct my thesis.
My deep thanks go to Dr. Herald W. Winkler, Dr. Scott M. Frailey, Dr. Marion D.
Arnold, and Dr. Lome A. Davis for their generosity to let me share their knowledge and
expertise, and for all their warm help during my study.
I am indebted to Mrs. Johnita G. Greer, Mrs. Michelle Doss, Mrs. Ronda Brewer, and
Mr. Joe Mclnerney for all their warm help and support throughout my study in this
department. I thank all the related officers in the Graduate School, especialh' Mrs. Barbi
Dickensheet, for their kind help .
I want to express my gratitude to my classmates Mr. Kenneth Dang, Mr. Anthony
Pol, Mrs. Silvana C. Runyan, Mr. Paulus Adisoemarta and other Big and Small brothers
and sisters in this department for their generous help.
I thank my teachers and colleagues at the University of Petroleum, China for all their
encouragement, help and sacrifice for me. I would like to express deep thanks to my
parents for their efforts to give me life, cultivate me and let me grow up.
I would like to thank my dearest friend, my wife, Huifang Liu for her support to my
study and care for my daily life. My two sons, Wenqi (John) Ge and Wencan (Shawn)
Ge, gave me infinite courage and energy to work hard.
ii

TABLE OF CONTENTS
ACKNOWLEDGEMENTS ii
ABSTRACT vi
LIST OF TABLES ix
LIST OF FIGURES xi
CHAPTER
1. INTRODUCTION 1
2. LITERATURE REVIEW OF DENVER CITY UNIT 6
2.1 Formation Characteristics 10
2.2 Denver Unit History 13
2.2.1 1964-1980 13
2.2.1.1 Project Pattern Evolution 13
2.2.1.2 Production Technology Practices 19
2.2.2 1980-present 30
2.2.2.1 Project Pattern Evolution 30
2.2.2.2 Continuous Area EOR Performance 32
2.2.2.2.1 Injector-To-Producer Conversions 33
2.2.2.2.2 Injection Performance 34
2.2.2.2.3 Gas-Oil-Ratio Trend 35
2.2.2.2.4 CO2 Production 35
2.2.2.2.5 Flowing Wells 37
2.2.2.3 WACO2 Area EOR Performance 37
2.2.2.4 Denver Unit WAG Development 38
2.2.2.5 Recent COj Flood Performance 40
2.2.2.5.1 Continuous Area 40
2.2.2.5.2 WACO2 Area 41
2.2.2.5.3 Final Injection Area 41
2.3 Denver Unit Sucker Rod Pumping Failures 42
111

2.4 Summary 44
3. DATA FROM COMPANIES 45
3.1 Pretreatment of Primary Databases 45
3.1.1 From Access File to Excel File 45
3.1.2 Data Sorting 45
3.1.3 Pretreated Data 46
3.2 Failure Frequencies 46
3.3 Failure Frequency Graphs 80
3.4 Some Observations of the Tables and Graphs 106
3.5 Summary 107 4. APPLICATION OF FAULT TREE ANALYSIS TO
SUCKER ROD PUMPING SYSTEM 108
4.1 Introduction 108
4.2 Definition of Failures 108
4.3 Understanding the System 109
4.4 Construction of the Fault Tree 109
4.5 Evaluation of the Fault Tree 110
4.6 Control of Failures 124
4.7 Summary 125 5. STATISTICAL ANALYSIS OF THE SUCKER ROD
PUMPING FAILURES IN THE PERMIAN BASIN 126
5.1 Introduction 126
5.2 Statistical Mathematics 127
5.2.1 Some Nomenclatures Used in Statistical Analysis 127
5.2.2 Normal Distribution 128
5.2.2.1 Normal Distribution 128
5.2.2.2 Fitting a Normal Distribufion to Observed Data... 130
5.2.3 Sampling Distribution 130
5.2.3.1 Sampling Distribufion of the Mean 131
5.2.3.2 Sampling Distribution of the Variance 132
IV

5.2.4 x^-Distribution 133
5.2.5 t-Distribufion 135
5.2.6 Regression Analysis 136
5.2.6.1 Simple Linear Regression 137
5.2.6.2 Polynomial Regression 138
5.3 Statistical Analysis of the Sucker Rod Pumping Failures in the Permian Basin 139
5.4 Summary 151
6. CONCLUSIONS AND SUGGESTIONS 152
REFERENCES 155

ABSTRACT
This thesis serves the research project. The Artificial Lift Energy Optimization
Consortium (ALEOC), which is supported by 11 oil companies in the Permian Basin.
The objectives of ALEOC are to share successes and failures in production operations
between consortium members, thereby reducing present operating costs, increasing lift
efficiency, extending lower-rate well producing life and increasing oil well profitability.
The first step toward the goal is to analyze the recorded databases to find out the
production operation history and direct the future operations, and hence this thesis. The
Permian Basin is one of the largest oil production areas in the world and sucker rod
pumping is the main kind of artificial lift in that area. Wasson San Andres field is one of
the top old fields and among the most complex in the Permian Basin. Denver City Unit is
the largest of all the units in Wasson field. This thesis has just concentrated on tracing the
history of this unit.
Denver City Unit is operated by Shell Oil Company, it mainly produces oil from the
San Andres formation (4700 to 7300 ft. deep, averaging 5200 ft.). The productive portion
of the San Andres at Denver City Unit is subdivided into First Porosity and Main Pay.
Main Pay possesses the most favorable reservoirs and porosity development. The
discovery well was completed on September 28, 1935. Water flood began just after its
foundafion in 1964, and resulted in the peak production, 150,000 BOPD, in 1975. COj
injection began in mid-1984, and maintained the steady production thereafter. Denver
City Unit Water-Alternating-Gas injection process has the advantages over both
continuous CO2 injection and WAG process. Experience shown that in Denver City Unit
7-in. casing has higher artificial lift efficiency. During the 1980s, the beam pumping units
were mainly API 640's and 456's. The average run time between failures was
approximately 15 months. In recent years sucker rod pumping failures have decreased
gradually.
The data provided by 11 oil companies came from about 25,000 sucker rod pumping
wells, a quarter of the total sucker rod lifted well numbers in the Permian Basin. This is a
VI

big and reliable sample group from the population of sucker rod pumping wells in the
Permian Basin. The databases were first pretreated from Access files or Excel files to the
generalized Excel data file; with data sorting, the data were reorganized according to their
company, field, location, formafion and depth. Failure frequencies for total, pump, rod,
and tubing were calculated to make them more comparable. According to the sorted
failure frequencies, failure frequency plots were made to make them more
straightforward. Observafions of the failure data and plots revealed that different
companies have very different failure frequencies, which is an index of field operation
efficiency, facility manipulation, underground working conditions of the sucker rod
pumping equipment; there is a trend of failure frequency decrease year after year among
the participated companies with a few exceptions.
In this thesis Fault Tree Techniques have been successfully applied to the analysis of
the sucker rod pumping system. After the system was fully understood, a big fault tree
was built from top event to bottom events. The evaluation of the fault tree is in the
reverse direction, from bottom to top. The statistical probability of occurrence of the
events at different levels were calculated. From the analysis of the fault tree structure and
Company A's data, the conclusions are: because of its OR-gate structure, sucker rod
pumping system is liable to suffer failure, any component may result in complete failure
of the whole system; the downhole pump has the highest probability to fail: the weakest
portions of the sucker rod string are polished rod, VA rod body, and 7/8 rod box and pin.
Suggestions are to get deep into the working theories of the whole system; make the
whole system equal-strength during design; find out the failure causes related to
operation, manufacturer, equipment working conditions, and so on.
Traditional statistical techniques are applicable to all kinds of observed data. In this
thesis, the necessary tools have been presented, and used the data for all the companies'
total as an example to show the analysis methods. To do the complete analysis here,
normal distribution, x"-distribution, and t-distribution are needed to compute their means,
variances, and standard deviations. By fitfing the normal (or x'- or t-) distribution to
observed data, we may convert the discrete system to continuous system, and do the
Vll

sampling distribution analysis. Regression analysis is used to relate the dependent
variable to the independent variable(s), and to predict the future occurrence on a
statistical basis. According to the sampling analysis of the failure data from the Permian
Basin, a rough idea about the failure frequencies are: total is 0.66 per well per year,
pump is 0.25 per well per year, rod is 0.22 per well per year, and tubing is 0.16 per well
per year. Due to the incompleteness of the failure data, the main purpose of this part is to
provide the necessary methodology.
Vll l

LIST OF TABLES
1 -1 San Andres Units Data 5
2-1 Summary of the Denver Project Data 16
2-2 Denver Unit Sucker Rod Pumping Failures 43
2-3 Denver Unit Sucker Rod Pumping Failure Frequency 43
3-1 Company A Sucker Rod Pumping Failures in the Permian Basin 47
3-2 Company B Sucker Rod Pumping Failures in the Permian Basin 48
3-3 Company C Sucker Rod Pumping Failures in the Permian Basin 49
3-4 Company D Sucker Rod Pumping Failures in the Permian Basin 50
3-5 Company E Sucker Rod Pumping Failures in the Permian Basin 51
3-6 Company F Sucker Rod Pumping Failures in the Permian Basin 52
3-7 Company G Sucker Rod Pumping Failures in the Permian Basin 53
3-8 Company H Sucker Rod Pumping Failures in the Permian Basin 54
3-9 Company I Sucker Rod Pumping Failures in the Permian Basin 57
3-10 Company J Sucker Rod Pumping Failures in the Permian Basin 58
3-11 Company K Sucker Rod Pumping Failures in the Permian Basin 58
3-12 Company A Sucker Rod Pumping Failure Frequencies in the Permian Basin 59
3-13 Company B Sucker Rod Pumping Failure Frequencies in the Permian Basin 60
3-14 Company C Sucker Rod Pumping Failure Frequencies in the Permian Basin 61
3-15 Company D Sucker Rod Pumping Failure Frequencies in the Permian Basin 62
3-16 Company E Sucker Rod Pumping Failure Frequencies in the Permian Basin 63
3-17 Company F Sucker Rod Pumping Failure Frequencies in the Permian Basin 64
3-18 Company G Sucker Rod Pumping Failure Frequencies in the Permian Basin 65
3-19 Company H Sucker Rod Pumping Failure Frequencies in the Permian Basin 66
3-20 Company I Sucker Rod Pumping Failure Frequencies in the Permian Basin 68
3-21 Company J Sucker Rod Pumping Failure Frequencies in the Permian Basin 69
3-22 Company K Sucker Rod Pumping Failure Frequencies in the Permian Basin 69
IX

3-23 Failure Frequency Of Every Compan> In The Permian Basin 70
3-24 Failure Frequency In Andrews 71
3-25 Failure Frequency In Midland 72
3-26 Failure Frequency In New Mexico 73
3-27 Failure Frequency In Denver 74
3-28 Failure Frequency In Levelland 75
3-29 Failure Frequency In Wasson 76
3-30 Failure Frequency In Monahans 77
3-31 Failure Frequency In MSAU-ANDREWS 78
3-32 Failure Frequency In Sundown 79
4-1 Failure Data Sheet 119
4-2 Failure Frequency Data Sheet 120
4-3 Total Failure Data Sheet 121
5-1 The Cumulative Distribution Function of Standardized Normal Distribution 129
5-2 Average Yearly Failure Frequencies 143
5-3 Coefficients of the Polynomial Regression Matrix 148
5-4 Coefficients of the Polynomial Regression Constant Vector 148
5-5 The Regression Coefficients 149
5-6 Results of Regression Analysis 150

LIST OF FIGURES
1 -1 The Permian Basin 2
I -2 Permian Basin Geological Composition 3
2-1 Location of Wasson Field 6
2-2 Wasson San Andres Field 7
2-3 Wasson Clear Fork Field 8
2-4 Denver Unit Project Pattern 9
2-5 Denver Unit Structure 11
2-6 Subdivision of the San Andres Reservoir 12
2-7 Denver Unit Oil Production 14
2-8 Denver Unit Producfion and EOR History 14
2-9 1964-1980 Project Performance 17
2-10 Original Peripheral Waterflood Patterns 18
2-11 Waterflood Project Status in 1979 19
2-12 CO2 Injection Areas 31
2-13 Denver Unit Production and Injection History 32
2-14 Denver Unit Continuous Area Production Performance History 33
2-15 Denver Unit Continuous Area Oil Cut versus Cumulative Oil Production 34
2-16 Denver Unit Continuous Area Injection History 35
2-17 Denver Unit Continuous Area Hydrocarbon Gas-Oil-Ratio 36
2-18 Denver Unit WACO2 Area Oil Producfion History 39
2-19 Denver Unit WACO2 Area Project Patterns 39
2-20 Recent Injection Status 41
2-21 Recent Oil Production Response for the WACO2 Area 42
2-22 Denver Unit Sucker Rod Failure Frequencies 43
3-1 All Companies Total Failure Frequencies 80
3-2 All Companies Pump Failure Frequencies 81
3-3 All Companies Rod Failure Frequencies 81
3-4 All Companies Tubing Failure Frequencies 82
XI

3-5 Andrews Total Failure Frequencies 82
3-6 Andrews Pump Failure Frequencies 83
3-7 Andrews Rod Failure Frequencies 84
3-8 Andrews Tubing Failure Frequencies 84
3-9 Midland Total Failure Frequencies 85
3-10 Midland Pump Failure Frequencies 85
3-11 Midland Rod Failure Frequencies 86
3-12 Midland Tubing Failure Frequencies 87
3-13 New Mexico Total Failure Frequencies 88
3-14 New Mexico Pump Failure Frequencies 88
3-15 New Mexico Rod Failure Frequencies 89
3-16 New Mexico Tubing Failure Frequencies 89
3-17 Denver Total Failure Frequencies 90
3-18 Denver Pump Failure Frequencies 90
3-19 Denver Rod Failure Frequencies 91
3-20 Denver Tubing Failure Frequencies 91
3-21 Levelland Total Failure Frequencies 92
3-22 Levelland Pump Failure Frequencies 92
3-23 Levelland Rod Failure Frequencies 93
3-24 Levelland Tubing Failure Frequencies 93
3-25 Wasson Total Failure Frequencies 94
3-26 Wasson Pump Failure Frequencies 94
3-27 Wasson Rod Failure Frequencies 95
3-28 Wasson Tubing Failure Frequencies 95
3-29 Monahans Total Failure Frequencies 96
3-30 Monahans Pump Failure Frequencies 96
3-31 Monahans Rod Failure Frequencies 97
3-32 Monahans Tubing Failure Frequencies 97
3-33 MSAU-ANDREWS Total Failure Frequencies 98
3-34 MSAU-ANDREWS Pump Failure Frequencies 98
XII

3-35 MSAU-ANDREWS Rod Failure Frequencies 99
3-36 MSAU-ANDREWS Tubing Failure Frequencies 99
3-37 Sundown Total Failure Frequencies 100
3-38 Sundown Pump Failure Frequencies 100
3-39 Sundown Rod Failure Frequencies 101
3-40 Sundown Tubing Failure Frequencies 101
3-41 Company A Failure Frequencies 102
3-42 Company B Failure Frequencies 102
3-43 Company C Failure Frequencies 103
3-44 Company D Failure Frequencies 103
3-45 Company E Failure Frequencies 104
3-46 Company F Failure Frequencies 104
3-47 Company G Failure Frequencies 105
3-48 Company H Failure Frequencies 105
3-49 Company K Failure Frequencies 106
4-1 Pumping Well Failure Comprehensive Tree 110
4-2 Pumping Unit Failure Tree 111
4-3 Tubing Failure Tree 112
4-4 Sucker Rod Failure Tree 113
4-5 Downhole Pump Failure Tree 114
4-6 Casing Failure Tree 115
4-7 Wellhead Failure Tree and Notes 116
4-8 Sucker Rod Pumping System Stoppage Tree 118
4-9 Total Failure Frequency (Probability) 121
4-10 Andrews Failure Frequency (Probability) 122
4-11 Denver Failure Frequency (Probability) 123
4-12 Wasson Failure Frequency (Probability) 123
5-1 The Total Failure Frequency Distribution For All Companies 144
5-2 The Pump Failure Frequency Distribution For All Companies 145
5-3 The Rod Failure Frequency Distribution For All Companies 146
5-4 The Tubing Failure Frequency Distribufion For All Companies 147
5-5. Regression Curves of Failure Frequencies 150
XUl

CHAPTER 1
INTRODUCTION
This thesis serves the research project. The Artificial Lift Energy Optimization
Consortium (ALEOC), which is funded by eleven oil companies in the Permian Basin.'*'
Today, as operators continually strive to cut operating costs and extend economic limits
of wells, proper equipment selection and efficient operating practices are becoming more
and more important. The ALEOC was formed to create a central informational database
including operating costs for lift systems, selection guidelines for proper lift methods,
correct lift-equipment sizing and operating procedure utilization for optimizing
production and decreasing lifting costs. The objectives of ALEOC are to share successes
and failures in production operations between consortium members, thereby reducing
present operating costs, increasing lift efficiency, extending lower-rate well producing
life and increasing oil well profitability. ALEOC will provide factual information to
producers that will ensure lower operating costs based on analysis of previous
experiences and implementations of existing technology. An important contribution by
the consortium will be to reduce the number of trials and evaluate new products,
recommended practices and services.
The Permian Basin of West Texas and Southeast comer of New Mexico is one of
the largest mature petroleum production bases in the world'"'' '"*'• ''*'• ' '' ' '. The oil
production is about a quarter of that in the United states. Estimates of petroleum
resources in the Permian Basin suggest that there are about 100 billion barrels of original
oil in place in known fields. The name "Permian Basin" derives from the city and
province of Perm, west of the Ural Mountains in the former Soviet Union. Other places in
the earth where such sedimentary beds occur have likewise received the designation of
Permian, since they were all formed during the same geological age. The producing area
of the Permian Basin is almost square, measuring about 260 miles on each axis (Fig 1-1).
The Texas portion of the Basin extends from Lubbock County and its neighbors on the

Roswell
LUBBOCK
HOCKLEY
Levelland Lubbock
LYNN
BORDEN
HOWARD
GLASSCOCK
KING
Colorado City • NOLAN
MITCHELL -L .
COKE
STERLING ,1
IRION
CROCKETT
San Angelo
TOM GREEN
SCHLEICHER
SUTTON
VAL VERDE EDWARDS
Fig. 1-1 The Permian Basin (From Walter Rundell, Jr., 1982, p.2)

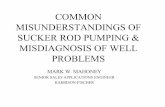
Shallow-water platform reservoirs
Fig. 1-2 Permian Basin Geological Composition
(From West Geological Society, 1996, p.8)
north to Crockett County on the south. The east-west boundaries go from Tom Green to
Culberson County.
The New Mexico section of the Basin consists of Lea County and portions of Eddy,
Chaves, and Roosevelt counties. The Permian Basin is mainly composed of Delaware
Basin, Shefield Chanel, Southern Shelf, Central Basin Platform, Midland Basin, Eastern
Shelf, Northern Shelf and Northwestern Shelf (Fig. 1-2). There are more than 53 kinds of

production formation rocks in the Permian Basin. Net pay depths var\' from 350 ft. in the
Seven Rivers formafion in Empire Field to 15,565 ft. in the Devonian formation in
Maljamar Field. At present, reservoirs in the Permian Basin are undergoing mainl\- water
flooding and CO, flooding.
At the present stage, different companies have different administration systems and
different methods to manipulate producfion and production databases. Producfion
companies are seeking optimal management for their own units. Despite the complexity
of the reservoir formafions and production fluids, there should be something in common
among all the companies. The cooperative companies are scattered in the Permian Basin.
Their production units cover most of the major producing formations. The research
results from data of these companies should be typical and applicable to all the units in
the Permian Basin. To best understand the data, reservoir and production history should
be traced. In Chapter 2, a relatively detailed description of Denver City Unit in Wasson
San Andres Field will be presented. Wasson San Andres field is one of the top old fields
in the Permian Basin. The San Andres reservoirs are among the most complex in the
Basin. Besides, there are a lot confusions among the provided data by companies, so
there is a need to clarify the names in the lists. Denver City Unit works as an example for
this purpose. There are 21 main San Andres units (Table 1-1) in West Texas.''^' Ten of
the San Andres units are located in Central Basin Platform; and the other eleven units in
North Shelf.
Sucker rod pumping is the most popular artificial lift method in Permian Basin and the
world. The ALEOC has mainly focused its endeavors on the sucker rod pumping
systems. The data provided by different companies are in different formats. To make the
data comparable, they should be pretreated, which is the main content of Chapter 3. The
yielded data are failure frequencies and graphs which are more straightforward to see.
Chapter 4 deals with the application of Fault Tree Analysis technique to the sucker rod
pumping system, which will sort out some facts behind the data provided by oil
companies. Chapter 5 will use the statistical method to analyze the pretreated data, which

will present a rough picture of the sucker rod pumping failures in the Permian Basin. The
thesis will be concluded in Chapter 6 with some conclusions and suggestions.
Table l-l San Andres Units Data (From G.F. Lu, 1993. SPE 26503)
NAME OF FIELD/UNIT
ADAIR "SA"
FUHRMAN MASCHO/BLIO "GBSA"
FUHRMAN MASCH0/BL9 "GBSA"
JOHNSON/ "GB""SA"
JOHNSON/ "AB""SA"
LEVELLAND/N CEN UN "SA"
MABEE/JE MABEE/ 'A' "SA"
MEANS "SA"
OWNBY "SA"
OWNBY/BL GILSTRAP "SA"
SABLE"SA"
SEMINOLE/ "SA"
SHAFTER "SA"
SLAUGHTER/IGOE SMITH "SA"
TRIPLE-N "GB"
WASSON/BENNET "SA"
WASSON/CORNELL "SA"
WASSON/DENVER "SA"
WASSON/ROBERTS "SA"
WASSON/WILLARD "SA"
WASSON/SEMINOLE "SA"
PWS" 49.00
57.00
51.00
45.00
56.00
42.00
45.00
48.00
60.00
40.00
36.00
48.00
43.00
51.00
89.00
33.00
27.00
66.00
70.00
60.00
56.00
PR 15.63
10.37
11.63
12.33
8.17
14.51
9.48
14.70
14.60
12.44
19.81
18.82
13.98
14.83
10.14
8.23
12.06
12.40
13.46
7.30
7.39
WWS 41.00
52.00
29.00
32.00
22.00
31.00
22.00
36.00
50.00
32.00
21.00
30.00
34.00
26.00
51.00
24.00
21.00
43.00
36.00
44.00
39.00
WR 25.57
11.94
14.46
17.68
18.96
22.53
19.66
32.00
27.32
35.43
36.76
42.57
20.62
40.01
22.08
21.02
33.44
35.40
29.08
18.41
18.61
IWS 30.00
46.00
25.00
25.00
9.00
23.00
21.00
19.00
41.00
20.00
19.00
26.00
30.00
22.00
28.00
15.00
15.00
18.00
32.00
29.00
24.00
IR 37.30
13.02
18.06
20.73
28.11
40.60
22.07
37.79
30.10
42.41
43.07
51.04
21.75
42.99
25.53
25.44
36.27
42.40
31.51
23.30
23.54
** PWS
PR
WWS
WR
IWS
I R -
-- Primary Well Spacing;
- Primary Recovery Efficiency;
- Initial Waterflood Well Spacing;
- Waterflood Recovery Efficiency;
- Infill Drilling Spacing;
- Infill Drilling Recovery Efficiency.

CHAPTER 2
LITERATURE REVIEW OF DENVER CITY UNIT
The Denver City Unit is one of the production units in Wasson Field. ' Wasson field
straddles the border of Yoakum and Gaines counties (Fig. 2-1). Discovered by C. J.
Davidson, a veteran driller from Fort Worth, the Wasson field's first well (in Yoakum
County) showed oil at 5085 feet on September 28, 1935. The second well, financed by
Amon G. Carter, publisher of the Fort Worth Star-Telegram, and the Continental Oil
Company (now the Shell Oil Co. and Altura in the future), which have absorbed Marland
and Texon Oil and Land, was A. L. Wasson No. 1, completed in June, 1937. In
November, 1939, the promoters transported buildings from Wasson to Denver City. From
then on, Denver City grew in an orderly fashion. This field was utilized in 1964. The
Wasson field produces oil mainly from two kinds of formations: San Andres and Clear
Fork. The San Andres formation is between 4700-5200 feet deep, and the Clear Fork
formation is between 6150 to 7300 feet deep.
< U A D A L XJ P E .,
M O U N T A I N S
Fig. 2-1 Locafion of Wasson Field (From W.K. Ghauri, 1980, SPE 8406)

Today, the Wasson San Andres Field (usually abbreviated as Wasson Field) comprises
seven production units'^': Denver Unit (Shell Western E&P Inc.). Cornell Unit (Exxon),
Roberts Unit (Texaco), Willard Unit (Arco), O.D.C. Unit (Amoco), Bennett Ranch Unit
(Shell Western E&P Inc.) and Mahoney Lease (Mobil) (Fig. 2-2). The Wasson Clear
Fork Field ^^ consists of South Wasson CLFK Unit, Gaines Wasson CLFK Unit, Yoakum
Wasson CLFK Unit, Gibson Unit and Wasson North CLFK Unit (Fig. 2-3). The Wasson
field is currently under COj flood and is the largest CO2 in the world.
01 o X, 5 UJ
ROBERTS UNIT
(TEXACO)
WILLARD UNIT (ARCO)v
^ ^ ^ ^ ^ ^ ^ ^ ^ ^ ^
CORNELL UNIT / - S ^ ^ ^ (EXXON) p p J ^ ^ 8 8 § »
BENNETT RANCH UNIT
(SWEPt) V
^mK%. V" '1 MAHONEY LEASE ^^tJ^'''/\ ^x^ (MOBIL)
^ ^ ^ ^ ^ ^ r WASSON ^ ^ ^ ^ ^ ^ f \ ODC UNIT ^ ^ ^ ^ S ^ (AMOCO)
XXXrtxSP YOAKUM ca
* DENVER UNIT (SWEPI)
a i SEMINOLE SA UNIT
(AMERADA HESS)
ACTIVE C02 FLOODS
r~^ \ PLANNED C02 FLOODS
Fig. 2-2 Wasson San Andres Field (From C.S. Tanner et al., 1992, SPE 24156)

UCF -UPPER CLEARFORK FORMATION LCF - L O W E R CLEARFORK FORMATION
Fig. 2-3 Wasson Clear Fork Field (From West Texas Geological Society, 1996, p. 128)

Among the Wasson San Andres units, Denver Unit is the largest.'^' ''°' It is located in
Yoakum and Gaines County, on the Northwestern Shelf of the Permian Basin. In 1964,
the previous Wasson Field was split into the above seven units. Currently, the Den\ er
Unit covers an area of 21,000 acres. Daily oil production was about 37,000 BOPD and
gas production was 36 MMSCFPD in 1995. Active well number was about 750 (Fig.2-4).
Water flooding began just after its foundation in 1964. Full-scale COj injection began in
the mid 1984. Now each day more than 500 million SCF of CO2 are injected in more
than 400 injection wells. Cumulative oil production is about 1 billion STBO. Original Oil
in Place in the Denver Unit is estimated to be in excess of 2 billion STBBL.
m
r^"
^ lA IU I l " I t t S •
^ ^ 4 AA 4- ••A A A if" ;
Fig. 2-4 Denver Unit Project Pattern
(From West Texas Geological Society, 1996, p. 200)

2.1. Formation Characteristics
The San Andres is a highly stratified, multi-cyclic shallow water platform
dolomitized carbonate unit that is over 1300 feet thick at the Denver Unit.'^' Depositional
models for the facies observed at the Denver Unit include outer-ramp subtidal open
marine facies grading into inner-ramp intertidal restricted marine facies and capped by
over 400 feet of nonpermeable interbedded peritidal algal dolomudstines. wackestones
and anhydrites. These overlying peritidal mudstones and anhydrites form the seal of the
accumulafion. The oil accumulation at Wasson is structurally controlled for the most part:
however, the northern and western extent is controlled by deterioration of porosity and
permeability. The shape of the Wasson Field structure at San Andres level is roughh
triangular with approximately 700 feet of closure and is bounded on the southeast and
southwest by steep flanks with dips up to 400 feet per mile. The Denver Unit is located at
the highest structural position in the Wasson Field (Fig. 2-5).
The Wasson San Andres Field has a primary gas cap that reaches its maximum
thickness of 300 feet in the crestal area of the Denver Unit with 90% of its extent residing
within the western and southern portion of the Denver Unit. The gas-oil contact (GOC)
established (-1325 ft.) by the working interest owners was based on a detailed review of
well completion intervals and corresponding GOR histories. The review found this
contact to be fairly consistent field-wide ranging between -1320 and -1330 ft. subsea.
The nominal oil-water contact (OWC) was also estimated during utilization efforts by
reviewing diagnostic data from some 90 wells across the field. This contact represents
the base of water-free completions during primary recovery operations and should not be
confused with a free-water level. Dipping from southwest to northeast, the OWC varies
from -1400 ft. subsea at its shallowest position in the southern portion of the unit to over
-1640 ft. subsea in the northern portion. With this 240-foot irregularity in gross oil
column thickness combined with stratigraphic and structural variations across the unit,
volumes change significantly in both vertical and lateral directions. The Transition Zone
(or residual oil zone) is that interval of the San Andres oil column lying directly below
10

the OWC and above a transition zone base. The Transifion Zone contains both mobile
and immobile (waterflood residual) oil saturation.
Fig. 2-5 Denver Unit Structure (From West Texas Geological Society, 1996, p. 201)
The productive portion of the San Andres at the Denver Unit has been
stratigraphically subdivided into two major intervals (Fig. 2-6): First Porosity and Main
Pay. The First Porosity interval, generally termed the Upper San Andres, has been
characterized as a generally tight non-reservoir zone containing permeable stringers. This
interval consists of dolomitized intertidal dolomudstones and wackestones with
permeable stringers of fine-grained peloidal packstones and grainstones. The most
II

GAMMA RAY SONIC T/)n
• • • ' • ' • ' ' '
APPROX LOWEST STRATIGRAPHIC
LIMITOFGOC
REGIONAL MARKER
"FERSr POROSITY" MARKER
MAIN PAY" MARKER
M3 LOWER 'MAIN PAY" MARKER
LEGEND
I GENERALLY GOOD RESERVOIR DEVELOPMENT
1 OCCASIONALLY GOOD i RESERVOIR DEVELOPMENT
•RESERVOIR DEVELOPMENT POOR
SCALE 50 FEET
EXAMPLE LOG SHOWING ZONAL SUBDIVISION OF SAN ANDRES RESERVOIR Figure 3
Fig. 2-6 Subdivision of the San Andres Reservoir
(From West Texas Geological Society, 1996, p. 202)
12

important rock type in the First Porosity from a reservoir perspective is the peloidal
grainstones usually found at the top of the interval. Cycles developed in the First Porosity
are generally thinner, have poorer porosity development and exhibit less continuity
between wells than cycles found in the Main Pay.
The deeper Main Pay interval, loosely termed the Middle and Lower San Andres,
consists primarily of dolomitized. commonly burrowed, open marine skeletal and
peloidal packstones and wackestones and occasional grainstones. The cycles observed in
Main Pay are generally thicker and better developed than those in the First Porosity, with
the flow unit or cycle being mud-dominated wackestones coarsening upward into grain-
dominated packstonesand bounded above and below by non-permeable dolomudstones or
wackestones. The Main Pay possesses the most favorable reservoir and porosity
development and is generally the more continuous and permeable interval. Interparticle
and intercrystalline porosity contribute the majority of the permeability in the Main Pay.
Moldic porosity is widely distributed and contributes to pore volume but is onh effective
when present in otherwise permeable rock. Moldic porosity observed in the Main Pay is
principally from leached fossils, however, leached pellets are also present.
2.2 Denver Unit History
Denver Unit production and EOR history can be illustrated by Fig. 2-7 and Fig. 2-8'^'.
Detailed description is as follows.
2.2.1 1964-1980
2.2.1.1 Project Pattern Evolution'^'' ' '
In Wasson Field, the bulk of primary development at 40-acre well spacing was
completed by the early 1940's. Supplemental recovery operations were initiated with
utilization and commencement of water injection in 1964 (Fig. 2-9). The gross oil pay
thickness in the producing horizon, the Permian San Andres dolomite, varies between
200 and 500 ft. Owing to the structure of an anticline capped by dense dolomite and
13

Denver Unit Oil Production
Q eu O
m
o
150
125
100
75 -
5 0 -
25 -
0 1930 1940 1950 1960 1970 1980 1990 2000
Fig. 2-7 Denver Unit Oil Production
(From West Texas Geological Society, 1996, p. 204)
600000 1
400000-
200000-
Doily Oil Production ( bbb) Doily V/'aler Injeclion ( bbis) Ooily CD2 Injection ( Mscf)
: V
I
*\t
W|
,..,pl,.l.,,., , I ,, I I ,. -p.^.^.f^.)M.,-y»,...pi^.|...n-p.,...).-^|-—T^-l-^-.-T^-T-^-'-r^T-'T"'" r"' I ' I ' I " I I T " I • I ' I ' I ' I ' I ' I 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95
Fig. 2-8 Denver Unit Production and EOR History
(From West Texas Geological Society, 1996, p. 205)
14

underlain by an essentially inactive aquifer, solution-gas was the primary producing
mechanism in the early days. Table 2-1 shows a summary of the basic project data.
Although some production occurred from the gas cap, primarily before utilization. Shell's
policy during the water flooding operations was to leave the gas cap unexploited to
conserve reservoir energy and prevent waste by the migration of oil into the gas cap.
When utilization was effected in 1964, the geologic concept of the reservoir was a
simplistic one and was markedly different from the rather complex model that has
evolved today. The original definition of the San Andres reservoir was based on gross
geologic correlations of the reservoir-quality rock and the assumption that this rock
largely was interconnected over the entire extent of the unit. The old geological concept
led to the original peripheral injection design (Fig. 2-10). Wherein existing producers
along the periphery of the unit were converted to injectors during 1964-66. As the
waterflood progressed, it became apparent that the peripheral flood design was not
effective; the water injection wells were located thousands of feet distant from the interior
producers, which have no backup injection.
An in-depth geological interpretation was made using detailed well log and core data
as well as the environmental conditions that controlled original rock deposition. This
investigation was focused on the rock continuity that can be expected between two
adjacent wells. This distance for the Denver Unit was about 1300 ft., i.e., 40-acre well
spacing. The study indicated that the San Andres rock sequences are well-bedded and
that impermeable barriers have relatively wide lateral extent. The permeable layers
showed discontinuities and exhibited the highly varying permeability commonly
associated with carbonates, but no ordered anisotropy was detected. These data
suggested that waterflooding in this carbonate reservoir should be highly efficient at the
proper producer/injector spacing and that, in view of pay discontinuities, unflooded oil
would be left behind in the reservoir at 40-acre well spacing. This type of work ga\ e rise
to the new geological concept of "continuous" and "discontinuous" pay. Continuous pay

Table 2-1 Summary of the Denver Project Data (From W.K. Ghauri, 1980, SPE 8406)
PARAMETERS DESCRIPTION & VALUES
Formation Permian San Andres dolomite Structure Anticline Average depth, ft (m) 5,200 (1585) Gas/oil contact, ft (m) - 1,325 ( - 404) Oil/water contact, f t (m) - 1,400 to - 1,650 ( - 427 to - 503) Average porosity, % 12 Average permeability, md ± 5 Average net oil pay thickness, ' ft <m) 137(41.8) Oil gravity, "API (g/cm^) 33 (0.86) Reservoir temperature, °F("C) 105(40.6) Total acres (m2) in entire reservoir 62,500(253x10® m^) Number of acres (m2) 27,848(113 x 10« m^) Number of productive acres (m^) 25,505 (103 x 10® m^) Date reservoir discovered April 15,1936 Date Texas Railroad Commission approved injection Oct. 14,1964 Date of first injection Nov. 1,1964 Date unitization effective Nov. 1,1964 Primary producing mechanism Solution gas (depletion) Flood pattern Inverted nine-spot and
peripheral Number of wells (at completion of 1978 Infill) 1,217
Producers 860 Injectors 3^3 Plugged and abandoned 14
Original reservoir pressure, psi(MPa) 1,805(12.45) Bubble-point pressure, psi (MPa) 1,805(12.45) Average pressure at start of secondary recovery,
psi (MPa) =fc800/=fc1,100(±5.5/=b7.6) Initial oil formation volume factor 1.312 Solutlon-gas/oil ratio at original pressure,
cu ft/bbi (m3/m3) - • • • 420(76) GOR at start of secondary recovery, cu ft/bbI (m^/m^) 4,060 (731) GOR at current conditions, cuft /bbl(m3/m3) ± 6 0 0 ( ± 1 0 8 ) Oil viscosity at 60*F(15.6*C) and ±1 ,100 psi
(0.76 MPa), c p ( P a s ) 1 . 1 8 ( 1 . 1 8 x 1 0 - 3 ) Original oil in place (Denver Unit Engmeering Committee) , - bbl(m3) S-:I2!'':1S9 S^^^^'^Ss Revised original oil in place,*• bbl (m^) 2.166 x 10^ (0.344 x lO^) ''Tt>H^^^. °'.^'.°''."':*.'°".^.'."!*'^'"'" °* ""''.' 185.643.000 (2.95 x 10®) Cumulative oil production since unitization as of
Sept 1 1978 bbl (m^) 421,748,000(6.7 x 10®) 1977 average dkily oil production rate, B/D(m3/d) . . . 137,200 (21.8x 10^) Cumulative gas production at initiation of unit, . n o ^ . n 9 / i i A^•^n9^
c u f t ( m 3 ) 4 0 Z X 1 U n i . ^ x i u ; Cumulative gas production since unitization to ^«9/^o « ^-•n9x
Seot 1 1 ^ 8 cu ft (m^) 442 x 10" (12.5 x 10") 1977 average dkily gas production rate, cu ft/D (m^/d) 85 x 10® (2.41 x 10®) Cumulative water production at initiation of unit,
bbl (m^) 3,163,000 (OOJ X i u ) ""Teot^V'To^l'b't^'jm^^f'^^ ' ' " ' ^ " . " * " ^ ' ' ° " 241.570,000 (3841 x 103) 1977 average dkily water production rate, B/D(m3/d) 153,000(24.3x103)
' ' " b ' E u m T ^^'^' '"^^''*'' '" ' ° ^^' ' ' ' '' '^^^' 1,382.190.000 (219.75 x 10®) 1977 averagedai iy water injection rate, B/D(m3/d) . . 457 ,300(72 .7x103) Source of iSjection water Ogallala and produced
•Does not include deeper Mg oil pay penetrated in one of the infill proorams; does not include gas-cap pay. ••Includes MQ pay.
16

is that portion of the total net pay that is correlatable or connected between two adjacent
wellbores at the well spacing existing in a particular reservoir. Discontinuous pa\ is the
balance of the net pay not connected between two adjacent wellbores. In such a reservoir,
if one were to drill infill wells at a spacing closer than existed previously, some of the
discontinuous pay would become continuous in the sense that a larger percentage of the
total net pay would be correlatable between closer adjacent wellbores in the waterflood
development pattern. A qualification of pay continuity for the Denver Unit suggested
that if the well spacing were to be reduced from 40 to 20 acres per well, pay continuity
would be enhanced significantly and the reserves would be increased accordingly.
Additionally, in a pattern drive project with impermeable barriers extending over
distances of several well locations, the injected fluids in a permeable pay member will be
contained and will provide the drive within the pay member with a minimum of
crossflow occurring in the reservoir from one pay member to another. The present
subdivisions of the San Andres reservoir in the Denver Unit is shown in Fig. 2-6.
UMrr EFFcerivt •ArCKllUtCTIOH
CWMCMtO
I M n«AM II HUMMItt
fFFICTtVC tRAITID
NEVOIIK MtfOMM A l l O W M l f AILOWMIE
BRANTEO « I U I T f t
1.000.000 I U~ZM ?I0MI4-«*
I m 100.000
a ^ 10.000
1.000
I 1 ~ l - M
.
i
$-3-17 1 .1 -M
RESCRVOIR VOIOAQE
•^^'
t '
: t t
r\ V -
w"
k 1 1
«
A - - ' -
; -
' " ( •
/ ••/
v^.
r f
1 i i
>
m / 1
3
\ \
4
/ V
oK
v-x-r^ I ,'-»-»» WATCR INJf CTION HATE
OOR
f-*«C-
.
^ H J I * - — .
OtLP noouc
. / •"
j f ' \ . ^
:T to«
y^
••• -*-
HATE
^^"^
« WATER rROOUCriON NATE
» • • — * , - • "
> * * ^
d
-> '*
^
laooo
I 1.000 I
o
1M7 IMO ta 1070 1071 1072 1073 1974 H7B 1070 1077 107O 1070 \\ 100
Fig. 2-9 1964-1980 Project Performance (From W.K. Ghauri, 1980, SPE 8406)
17

I .T i f •? A*
• NJECTIONWILL * • • PBOOOCTIOW Wf 11.
— DENVER UNIT BOUNDARY
iz, • •• • '
r^''::'r.':.:::\J~^ » • » »
Fig. 2-10 Original Peripheral Waterflood Patterns (From W.K. Ghauri, 1980, SPE 8406)
In association with an improved geological understanding of the pay continuity,
detailed reservoir engineering work was carried out by means of mathematical modeling
and reservoir simulation predictive techniques to determine: (1) how the flood design
could be modified to provide drive response in the total net continuous and discontinuous
floodable pay in the Wasson San Andres field, and (2) how the supplemental recovery
efficiency could be enhanced further in the Denver Unit waterflood project. Based on
this work, a pattern approximating 20-acre inverted nine-spot arrangement (theoretical
producer/injector ratio of 3:1) was judged to be economically the optimum flood design
for Denver Unit. Accordingly, in late 1969 Shell embarked on a 20-acre infill
development program that continued until the 1980s. In 1979 the project status with 20-
acre infill development is shown in Fig. 2-11. The modified pattern flood design has
improved the areal sweep efficiency greatly (approximately 90%). By the end of 1979.
the infill programs and pattern modifications included the drilling of 481 new producers
18

and 42 new injectors, the purchase of 17 wellbores (15 producers and two injectors), and
the conversion of 135 existing producers to injectors, a total of 675 wells. In 1980. the
well count is 902 producers and 363 injectors, or a total 1265 wells.
trrrrr • •
• V» • • • f
• • • W
'- • » • • •
ff -i
. » - T .
- . - » • • • » f • T . • • - • • •
• • • • ' . . . » • f • T T T
T . . . V , " . ' , • •
t • • •
» • ? T , ^ . . . . - . .
• T f ^ • • • « • » • • • • , - • , I . • " ' . »
' » » » ?
• • -•
, • . ' • • • • » • ' ? I * I T ' T '
. • • • » • » T
T . • ' • • ' . * . T • » • • ?
• • • • ' • T . T « f « . . . « » • • » » • • • • > •
- - , V
• • T • • J , . . - T . - ^
• • • • • • , T
• « • • •
• • ? • • • . T
• » • • ? » • • • •
• •• • , I •» • »
¥ IMACTIoroVEl i • •>HU0(ICTIO<l»IMELl
DENVER UNIT HOUNOAHV
I . . . . » . , . I
Fig. 2-11 Waterflood Project Status in 1979 (From W.K. Ghauri, 1980, SPE 8406)
2.2.1.2 Production Technology Practices
2.2.1.2.1 Openhole versus Cased-Hole Completions. Of the approximately 700 active
wells in the Denver Unit in 1964 when water injection began, more than 90% have been
completed barefoot or openhole, with the casing string cemented at the top of the
productive San Andres zone. In view of the geological and reservoir concepts discussed
earlier, it became apparent that water injection must take place in correlative pay
members. With this in mind, all new infill producers and injectors have been cased
through the productive zone and have been perforated selectively in correlative pay
members. Flood response and profile conformance are substantially superior to openhole
completion in such a carbonate reservoir.

2.2.1.2.2 Fiberglass versus Steel Liner Installations. In the early phase of the
waterflood project, selected existing production wells (which were openhole completions)
were converted to injectors by simply pulling out the downhole production equipment
and running in an injection string with packer set in the production casing immediately
above the openhole productive zone. Dictated by the new geological concepts and
relevant project performance, the decision was made to install liners in nearly all of these
injectors and to perforate selectively correlative pay intervals. The only exception was
the group of peripheral injectors along the limits of the accumulation where the rock
quality was poor, the injectivity was low, and the reservoir pressure have built up to near
formation-parting pressures. Hole deterioration and resulting fill or bridging problems
have been experienced in many openhole injectors. These hole problems were attributed
to fresh injection water leaching out anhydrite lentils in the interbedded San Andres
dolomite formation, causing the rock to slough into the hole. Concurrent with the hole
deterioration was the lack of desirable injection profiles. Permeability variations were
causing preferential drive in only the good-quality rock pay members. Injection water in
the Denver Unit project was either fresh water (200 ppm chloride and 8 ppm oxygen)
from a shallow sand formation or produced San Andres water with formation water
salinities ranging from 30,000 to 120,000 ppm chloride. Because of the corrosive nature
of the injection waters, an innovation was made wherein fiberglass strings rather than
steel strings were installed in these injectors. The use of fiberglass pipe in injectors was a
first in the industry for carbonate waterfloods of west Texas and New Mexico.
Experience with fiberglass strings has been exceptionally good. The fiberglass strings
were cemented opposite the productive zone either as a combination string in new
injection wells or as a liner installation in existing well conversions. These strings have
controlled formation fill, have provided injection profile control, and have been an
insurance against tubular corrosion. Injection tubing strings run in all of the injectors
were internally plastic-coated steel tubing with packers to isolate the crossover between
the steel and fiberglass casing. These have provided a protective system for corrosive
20

waters. No problems have been encountered that were unique to using fiberglass tubulars
in these applications. Other than perforating with a hollow carrier gun and using
formation or cup-type packers inside the fiberglass, no special precautions ha\ e been
necessary. The liners have been set with conventional liner-setting techniques. Cements
used have been Class H saturated salt cement and Class C cement with 0.25 Ibm/sack
cellophane flakes. A friction-reducing additive also have been used to reduce pumping
pressures. Since the epoxy resin on the exterior of the fiberglass have a very smooth,
slick surface, the pipe is either sandblasted or rough -coated to assure adhesion of the
cement to the pipe. Subsequent communication tests and injection profile surveys have
shown similar success in realizing zonal segregation in fiberglass-cased injection wells as
that obtained in steel-cased production wells. Should the cement fail to circulate around
the top of the liner, squeeze cementing around the liner have been done satisfactorily.
Thus drilling cement inside the fiberglass liner with a rock bit have presented no
problems. After being cemented, the liners have been loaded with fresh water and
pressure-tested from 1500 to 1600 psi, the maximum surface injection pressure expected
under normal operating conditions. The liners then have been perforated with steel
hollow-carrier select -fire mechanically decentralized jet-perforating guns. There were no
indications of damage from perforating with the hollow-carrier gun under downhole
conditions. The selectively perforated intervals have been acidized satisfactorily with
hydrochloric acid using a closely spaced cup straddle packer assembly. Fiberglass pipe
sizes available consisted of 23/8 -in., 3 '/a-in., and 4!/2-in. API 3"* EUE threaded and
coupled , as well as 5 V2 -in. and 7-in. 3"* LT&C. Most conventional logs can be run
inside fiberglass pipe. Radioacfivity water tracer logs were run routinely to evaluate
injection profiles. Gamma ray compensated neutron logs also were obtainable to
determine intervals to perforate and have proved to be comparable quantitatively with
those run in openhole. Induction-electrical logs can be run through fiberglass pipe
because this device relies on propagation and detection of magnetic eddy currents and
was not affected by the fiberglass. However, focused resistivity devices carmot be used
21

because the highly resistive fiberglass pipe does not provide a conducti\e path for
focused electrical current.
2.2.1.2.3 Well Complefion and Well Stimulation. The drilling of new wells has
presented no special problem except in certain areas of the unit where a shallow high
pressure inert-gas zone existed. Hole problems caused by this zone ha\ e been handled by
weighting up the mud to kill the flow and/or by running a long intermediate string. The
basic mud system consisted of a simple native brine mud with water loss maintained at
less than 15 cm^ while drilling through the pay zone. To minimize communication
behind the pipe, rough-coated or sand-blasted casing have been cemented through the pay
interval. Other measures that have contributed to success are centralizers and scratchers
across the pay zones, circulating a low-water-loss preflush ahead of the cement slurry and
reciprocating the casing while cementing. The cement has consisted of a lightweight (12-
Ibm/gal) filler cement followed by neat (15-lbm/gal) cement slurry across the pay zone.
In all wells, attempts are made to circulate the cement to the surface as an insurance
against future casing failures. To maintain separation or zonal segregation between the
correlative pay members and across impermeable barriers, the pay zones have been
perforated selectively, leaving blank pipe opposite the impermeable barriers between
adjacent sets of perforations. The individual selective perforations have been acidized
either singly or in pairs using closely spaced (6- to 10-ft spacing) straddle packers while
holding treating pressures below fracturing gradients, i.e., by low-rate, low-volume, low-
pressure matrix acidization techniques. Extreme care is taken so that the rock adjacent to
the wellbore and the cement sheath are not fractured during stimulation operations.
Communication checks of adjacent perforations are made during treatment with the
current success ratio in excess of 50%. As the flood has progressed, wells have been re
entered and additional correlative pay members have been perforated and treated, as
dictated by the advance of the water banks around the injectors and the performance of
responding producers. In existing openhole wells, inflatable straddle packers with a
maximum spacing of about 30 ft. have been used. If hole conditions would not permit
11

safisfactory packer seats, sfimulafion has been diverted mechanically or chemically. This
has been done by use of ball sealers, rock salt, or benzoic acid flakes in 200- to 300-
Ibm/gal in gelled carrying fluid. This type of treatment is the only choice for such old
openhole wells and was not considered to be the preferable type of sfimulafion inasmuch
as individual perforations cannot be treated effectively. Perforating was done with
casing-carrier select-fire guns using deep penetrating jet charges in acid spotted opposite
the zone, and there was a pressure overbalance on the formation. Data on underbalanced
perforafing are meager. Shell operafing policy have consisted of exceeding
injection/voidage balance, as can be seen from the performance curves (Fig. 2-9).
Accordingly, the pressure level in the reservoir have been continued to rise with time.
Reservoir pressure ranged between 800 and 1100 psi at the commencement of water
injection. Extensive buildup and falloff data obtained during 1977 showed the pressures
to range between 1480 and 2630 psi. Thus, it was believed that the producfivity benefits
to be derived from the underbalanced perforating in such a situation of increasing
reservoir pressure would not be great and not justify the additional risk and expense.
Most perforations would not take or give up significant volumes of fluid before
stimulation. Therefore, stimulation is a must for all wells. The basic stimulation fluid is
15%) HCl containing a corrosion inhibitor and a nonemulsifying agent. Although higher-
and lower-strength acids have been used. Shell experience suggested that the 15%) acid
was a reasonable compromise between cost and production gain. In 1980, guidelines for
new perforations were to use approximately 1200 gal of acid per 1.0 (j)h (fractional
porosity times net pay thickness in feet) of treated interval or 400 to 800 gal of acid per
perforation. Normally, for a 10-ft. pay interval as interpreted from sonic porosity log, the
perforation density was about two perforations per 1.0(()h. The guidelines for old
perforations were to use approximately 1.5 times new perforation design volume of 1200
gal, i.e., 1800 gal of acid per 1.0(|)h. The maximum allowable treating pressure normally
was limited to 0.7-psi/ft. fracturing gradient at perforafion depth. By far the majority of
stimulation was done for calcium carbonate scale removal. In certain areas of the unit.
23

however, calcium sulfate (gypsum) scale impairment have been encountered. Commonl\'
used dissolvers of gypsum scale were manufactured brine solutions in which the
solubility of gypsum increases due to salinity effects and chelafing agents. Downhole
scale inhibition of pumping wells with some scaling problems has been done
safisfactorily by batch-treating or continuous injection down the casing/tubing annulus by
means of a small posifive displacement surface pump.
2.2.1.2.4 Injection Profile Control. A significant effort has been made to improve the
vertical sweep efficiency in both existing production wells converted to injectors and new
wells drilled as injectors. The technique mainly has been mechanical-i.e., cementing
liners opposite the openhole productive zone in the former type of wells and completing
with solidly cemented casing opposite the productive zone in the latter type of wells. The
correlative zones then have been perforated and acid-treated selectively. The operating
strategy has been to attempt to distribute the injected water in accord with each zone's
porosity-thickness product, ^h. Treating pressure during acid stimulation jobs has been
kept below formation fracturing pressures to maintain zonal isolation behind pipe in the
vicinity of the wellbore. Likewise, water injection rates and pressures have been kept
below fracturing gradients. Injection profile analyses based on radioactivity tracer
surveys routinely run in injection wells have been corroborated by the performance of
surrounding producers as well as log, core, production test, and pressure buildup data
obtained in the 10-acre pilot and the COj pilot. The key to success appeared to be the
proper profile control in the immediate vicinity of the wellbore. The vertical sweep
efficiency (90% in 1980) has been enhanced greatly by the completion and operating
practices. Additional techniques employed toward the improvement of injection profiles
have included sand injecfion to reduce water receptivity of permeable pay members ,
high-rate/high-pressure tank truck acidization to improve overall injectivity, and string
shot/acidizafion of poor-quality rock as well as selective acidizafion treatments.
The sand injection technique for profile improvement in a carbonate reservoir was an
innovation in the Denver Unit project. The results have been highly satisfactory. The
24

treatment has been inexpensive and the procedure very simple. For the most part, the
sand has been obtained from the waste pit at the desander plant of the Wasson water
supply system. The sand (100 Tyler mesh) was being produced from the shallow
Ogallala freshwater source wells that provided a percentage of the injection water for the
project. A truck-mounted jet-type mixer and pump arrangement has been used for
creafing the sand/water slurry (±1 Ibm/gal) and injecting it into the well through a nipple
screwed into the top of the wellhead. The ability of the wells to accept the sand have
been due primarily to the anhydrite dissolution in the dolomite formafion as a result of
continuing water injection in the project. Volumes of sand have been injected into the
perforations that have exceeded the calculated volume of the borehole in an injection
well. Inasmuch as the San Andres dolomite formation in the Denver Unit project did not
have in-situ fracturing based on extensive coring, and fractures were not induced during
injection and stimulation practices. It was interpreted that the dissolution of the anhydrite
have created sufficient void in the dolomite rock. By and large, the sand have gone into
the pay members having excessive water receptivity, regardless of their depth within the
total pay interval. Normally, the overall injection rate after the job have decreased
somewhat, the surface injection pressure have increased correspondingly, and the
injection profile have been improved to coincide more nearly with the (j)h-derived ideal
profile. Additionally, the treated wells have confinued to match or exceed the pattern
production voidage. In light of the prospects for the CO2 tertiary recovery process in the
Denver Unit, consideration must be given to the long-term effects of any remedial
operation. High-rate/high-pressure tank truck acidization and string shot/acidization
normally have been employed in the poor-quality rock. Injectors along the periphery
have low injection rates, with bottomhole pressures having built up to >3000 psi. In such
injectors, the majority of which were still openhole complefions, expensive stimulation
treatments were not warranted. Accordingly, these inexpensive methods have been used
with good results. The tank truck acid jobs occasionally have been done on selected
interior injectors where the profiles were acceptable except that the injection rates were
25

lower than desirable. An acceptable improvement in injecfivity could be realized with
the tank truck job. The technique consisted of tying into the wellhead and injecting
±20,000 gal of 15% HCl with a nonemulsifying agent, using an acid transport and a pump
truck. Acid was injected at 0.5 to 1 bbl/min until pressure break occurred, following
which acid was injected at a high rate with the one available truck. The string shot job in
an openhole peripheral injector simply consisted of detonating the string shots opposite
various intervals, checking for fill for possible cleanout, and returning the well to
injection. Selective acidization treatments that were the more routine types of jobs for
interior injectors were similar to those done in the producers and have been discussed.
Following major interior injection expansion in the Denver Unit project, 22 injectors
were completed initially with dual strings and the balance were completed as single-string
injectors. It was believed that better profile control could be exercised by the former
mode of injection because of permeability variations in individual pay members. In the
course of conducting the project, this type of completion have been found to be less
desirable than the single-string method. Accordingly, the decision was made and carried
out to replace all of the dual-string completions with single completions.
2.2.1.2.5 Artificial Lift. Of particular interest in the production aspects of a
waterflood is the lift efficiency of the response producers in the project. It is imperative
that the production wells be pumped down to minimize bottomhole producing pressures
and, accordingly, to minimize backflow in the producing wellbore. To coincide with the
major infill drilling programs, a study was undertaken to determine the economics of 7-
versus 5 '/2-in. casing strings as related to lift efficiency. The objective of the study were
to determine (1) gas separation efficiency in two casing strings, (2) the producing
capabilities of the two casing strings in wells of different capacities, and (3) present-value
economics of the two strings in areas of high productive capacity, i.e.. areas with pressure
falloff-derived kh values in excess of 500 md-ft. Based on this study, most of the new
infill producers have been cased with 7-in. strings. Experience has shown that this was
the right decision, as most of these wells have been pumped down and were being
26

produced at capacity. Another added bonus has been in casing repair jobs that required
the running of an inner string. In such wells, lift efficiency has not been hampered to the
degree that it would have been in the S-Yi-in. cased wells. The new policy was to case all
new producers with 7-in. strings in anticipafion that the total fluid producfion rates and
water cuts would continue to rise as the water injection rates were increased in the project
and as the flood matured. Among the acfive producers in the Denver Unit in 1980, there
were 154 submersible installafions, and the balance were beam-unit installations, nearly
all of which have high-slip motors. The distribution of the beam units was as follows:
295 wells have API 640's, 234 have 456's, and the balance have 320's or smaller. Most
new infill wells then were being equipped with 640's. The high-slip motors generally
have allowed for the project's well depths and producing capacities, the use of a gear box
one API size smaller than would have been required normally, with the attendant capital
cost reductions. The 640's were installed on wells with producing capacities of 400 to
600 BFPD, with the smaller units installed on wells with successively lower capacities.
The gear-box failures have been minimal. Initially, submersible units were selected for
artificial lift of those wells located in and about the city limit of Denver City, TX, for
reasons of safety, ecology, and aesthetics. However, as flood response continued and the
gas/liquid ratios (GLR's) declined, the producing capacity of numerous wells began to
exceed the capability of the large-size 640-beam unit. Submersible pumping became a
satisfactory solufion for artificial lift of wells with producing capacities in excess of 600
BFPD. Well conditions in the project such as decreasing GLR's, increasing water cuts,
increasing reservoir pressures, increasing fluid producfion rates, large-size (7- and 5-/2-
in.) casing strings and moderate temperatures have been highly amenable to submersible
pumping.
The average run time between failures for all sucker rod pump installations that have
failed at least once was approximately 15 months, with a range of about 2 to 20 months.
Analysis of the well performance data along with the examinafion of the failed pumps
indicated that failures could be attributed to malfunctioning of cable, motor, pump, and
27

seal. The major reasons for these failures have been inferior cable, electrical storms,
scale deposition, and missized units. Continued operafion of oversized units ha\'e caused
excessive downthrust loading on pump stages and motor heating, resulting in unit
failures. The earlier low-density polyethylene-insulated cables were prone to be im aded
and degraded by formafion fluids, causing electrical shorts and unit failures. The cable
being used in 1980 was of improved quality and consisted of No.6 copper conductors
with polypropylene ethylene insulation protected by galvanized steel armor. Casing size
was an important factor in submersible pump performance. The better performance
should occur in the larger casing size because of greater annular space for gas separation.
Submersible pumping also was preferable to rod pumping in directionally drilled holes
because of rod and tubing wear and a greater incidence of fishing jobs. The initial capital
cost of a typical submersible pump installafion was $30,000 to $35,000 versus $45,000 to
$50,000 for a 640-beam unit. Detailed study of electrical power, pump repair, and related
pulling costs suggested that the submersible unit was comparable with the 640-beam unit
for a well with a producing capacity of about 600 BFPD. Proper design of a submersible
unit is extremely important under the dynamic conditions of a responding waterflood.
This requires continual surveillance of well inflow performance parameters. Vogel's
inflow performance relationship (IPR) have been found to reasonably describe the
production/pressure-drawdown conditions for most Denver Unit producers. The
submersible pumps in the Denver Unit were producing over a wide range of fluid
volumes from 200 to about 1000 BFPD. The horsepower requirement ranged from 30 to
80 hp, with an average of some 200 stages needed to lift fluid from an average pump
depth of about 4900 ft. The surface transformer system was made up of three 50-kVA
single-phase transformers of 12,500/700 to 1400 V with two 5% taps above and below
normal. The switchboard were Size 3, 1500 V, 150 hp, 100 A, and equipped with a
Kratos protection control center.
2.2.1.2.6 Computer Producfion Control. Computer producfion control (CPC) facilities
as a means of improving well surveillance and operating efficiencies were installed in
28

1975 on a pilot basis in one of eight production batteries in the Denver Unit. Based on
satisfactory operafional data, in 1980 a full-scale expansion of CPC facilifies for the
entire unit was under way. The test battery area contained 76 beam-pumped wells, four
satellite separafion and test facilities, and treafing and storage facilities. The pumpoff
control (POC) portion of the system that monitors and controls the individual wells, as
well as automatic well testing, became operational in 1977. The POC technique has
proved to be a reliable method for determining when a well is pumped off. The computer
uses data from a well to calculate energy input to the rod string during a portion of the
stroke. When the energy drops below a specified limit the well is considered pumped off.
A limit can be set so that the well shuts down for any degree of pumpoff. The POC
program also checks for abnormal load conditions and either shuts the well or alerts the
operator. To enhance well surveillance, a sucker rod diagnostic program was
implemented in the field computer. Data can be transferred on request from the POC
computer to the field computer for analysis. Results normally were returned to the
operator in a few seconds. From the results, the operator can determine how the pump is
performing and detect any abnormal conditions that might be occurring in the well. The
"'on-line" combination of POC, automatic well testing, and sucker rod diagnostics ha\'e
given the field a powerful surveillance tool. As a result of improved pumping
efficiencies and timely matching of the pumping rate to inflow characteristics, electrical
power consumption have been reduced, well equipment changes have been carried out
promptly, pump repair jobs have declined, and producfion have been accelerated.
In 1980, some 250 jobs per year were done involving the types of operations
discussed. Of these jobs, approximately 75% were performed on producers, the balance
were on injectors. This was consistent with the producer/injector ratio in the unit. The
typical producer and injector jobs cost $10,000 and $8000 per job, respectively. The
average gain in production per producer job is about 40 BOPD or an average expense of
about $240 per 1 BOPD increase.
29

2.2.2 1980-present
2.2.2.1 Project Pattern Evolufion'^J""''""
Despite the lack of a uniform pattern, waterflooding of the Denver Unit San Andres
reservoir, with its favorable mobility ratio and limited vertical permeability, was very
successful, resulting in peak oil rates of 150,000 BOPD in 1975. Due to the clear success
of the Denver Unit waterflood and the high waterflood residual oil saturations
(approximately 40%), EOR process studies were began in the mid 1970s to determine the
magnitude and economic feasibility of various EOR projects for the unit. Laboratory
experiments concluded that miscible CO, injection could result in significant EOR
potential in these reservoirs. Furthermore, CO, flooding have been successfully
employed in other Permian Basin fields (Kelly-Snyder and Crossett). With the (then)
recent discovery of large naturally occurring COj reserves in Colorado and New Mexico,
a CO2 pilot was designed and proposed for the Denver Unit. A CO, pilot was initiated in
1978 and analysis of this pilot, (1) confirmed that adequate CO2 injection and follow-up
water injection rates could be attained, and (2) qualified the reduction in oil saturation
resulting from CO2 injection in a portion of the field at waterflood residual oil saturation.
Following extensive coring and a brine preflood to establish baseline oil saturations and a
uniform reservoir pressure, CO2 was injected at miscible conditions. Throughout the CO2
and brine postflood phases of the pilot, logging observation wells continuously monitored
changes in oil saturation attributable to the CO, contacting, swelling, and displacement of
the remaining oil in this watered out portion of the reservoir. Postflood cores confirmed
the desaturation of oil interpreted from logging runs. A successful history match of the
CO2 pilot was obtained using a four component (COj, water, and both light and heavy oil
fraction), four phase, 3D, miscible, simulafion model. The results of this history match
were built into a pattern prototype element representing one quarter of an inverted 9-spot
pattern. This pattern prototype was then scaled up to represent the potential for a field
scale flood. The CO2 flood was designed to be staged, with CO2 produced from the initial
30

(eastern) flood area used to flood the final (western) injection area, thus making most
effective use of this valuable injectant.
In preparation for the CO2 flood, the random waterflood pattern was "regularized"
into inverted 9-spot patterns. In addition, reservoir pressure was reduced from 3200 psi
to 2200 psi in order to improve the volumetric efficiency of the CO2 injection (and yet
maintain reservoir pressures above the MMP of 1300 psi). The original flood design
allowed for a side-by-side comparison of both Continuous and Water-Alternating-CO.
(WACO2) injecfion (Fig. 2-12) within the Initial Injecfion Area (IIA). In both cases, an
ultimate slug of 40% HCPV (the hydrocarbon bearing pore volume of the reservoir at
initial conditions) would be injected, followed by water injecfion until the economic limit
was reached. The intent of this dual process test was to determine which injection
strategy was best suited for Denver Unit operating condifions. CO2 injection began in the
WACO2 Area (southern IIA) in April, 1983, and a year later, in 1984, in the Confinuous
Area (north IIA). Fig.2-13 shows the Denver Unit producfion and injection history.^"'
1 L
Initial Injection Area (IIA)
Fig. 2-12 CO2 Injection Areas (From C.S. Tanner et al., 1992, SPE 24156)
31

600
o Ul I -u IU
o IU
a 3 lU oc % CD OC 5 IU CO IU oc
" • • • • ' ' ' •' 0
8101 B201 8301 8401 8S01 8601 8701 8801 8B01 9001 0101 0201
OIL PROD
WATCR INJ
TOTAL INJ
C02iNJ
Fig. 2-13 Denver Unit Production and Injection History
(From E.A. Fleming, 1992, SPE 24157)
2.2.2.2 Continuous Area EOR Performance
The early production performance of the Continuous Area has been quite
encouraging. Oil production response was observed soon after injection (and
depressurization) began. Within four years of CO2 injection, oil production have
increased by 8000 BOPD (Fig. 2-14) and the oil cut have risen from a low of 14% to
31%. CO2 response can clearly be seen on a plot of oil cut versus cumulative oil
production (Fig. 2-15). Within only months of CO2 injection, the oil cut deviates sharply
upward from what would have been expected under continued waterflood conditions,
thus defining EOR response. Several other interesting phenomena accompanied EOR
response in the Continuous Area. First, there appeared to be an areal anisotropy in
production response suggesting an east-west oriented permeability preference. This can
be most clearly seen by comparing the oil response characteristics of Continuous Area
producers relative to their location in the 9-spot pattern. Although each group of wells
does show clear CO2 response, wells located east-west of pattern injectors experience
earlier EOR response. Wells located north-south of CO2 injectors, or diagonally to the
pattern injector, respond more slowly to CO2 injection, yet appeared to sustain their
32

growth in EOR rate for a longer time. Although each of the locations show response, the
efficiency of their response, as measured by the producing C02/oil ratio, clearly
illustrated that CO2 travels faster to the east/west wells than other locations, suggesting a
permeability anisotropy favoring east/west displacement. Recognition of this "'non-
radial" flood front was important in understanding performance in this and other parts of
the Unit.
2.2.2.2.1 Injector-To-Producer Conversions. Another sign of EOR response, one
unique to CO2 flooding, is the oil response in former water injectors converted to
production. The regularization to 9-spot pattern left as many as one hundred former
water injectors in producer locations in the pattern. In order to minimize areal sweep
efficiency, a number of these ex-injectors were converted to producers at the start of the
CO2 flood. Although these wells have to produce a large water bank ahead of EOR
response, the five original
Q LL O
Q"
CM o o of LU
70
60
50
40
30
20
10 -
4 40
20
00
-80
•'60
-40
-20
83 85 87 89
YEAR 19XX
93
Fig. 2-14. Denver Unit Continuous Area Production Performance History
(From C.S. Tanner et al., 1992, SPE 24156)
33

60
50
40
30
20
10
L}'-\y'-R .N • vVAC- ,"0-89/
I'DENVER UNIT WAG" rEST <2/88)
C02 INJECTION (4/84)
1 — I — I — h 1 — I — I — I — I — h 40 160 200 80 120
CUM OIL - (MMBO)
Fig. 2-15 Denver Unit Confinuous Area Oil Cut versus Cumulative Oil Producfion
(From C.S. Tanner et al., 1992, SPE 24156)
injector-to-producer (I-P) conversions have responded very well, and are currently
producing at rates higher than originally predicted. Because of the success of these initial
I-P wells, others have recently been activated. '°^
2.2.2.2.2 Injection Performance. Injection performance in the Continuous Area has
been quite encouraging. Desired injection rates have been maintained and vertical
distribution of COj, similar to the waterflood, is quite good. The computerized injection
controllers have successfully maintained injection rates at desired levels, while guarding
against injection pressures that will result in fracturing. Fig. 2-16 shows the steady
overall injection performance in the Continuous Area. COj injectivity, while starting at
levels equivalent to pre-C02 water injection, has been risen slowly throughout the CO2
injection cycle. This rising injectivity is consistent with CO2 pilot observations, and is
attributed to the displacement of liquids (oil and water) away from the injectors.
34

..
B/D
oc 5 ,
O 1 -
o LU Z <N O o oO
cc LU 5 5
200
180
160
140
120
100
80
60
40
20
0
*iiir : • • \ M
i ' ' ' ' ' '•'•^2''-'
82 T 83
r 84 86 ' 88
87 YEAR, 19xx
Fig. 2-16 Denver Unit Continuous Area Injection History
(From C.S. Tanner et al., 1992, SPE 24156)
2.2.2.2.3 Gas-Oil Ratio Trend. Another indicator of EOR response in the early years
of the CO2 flood is the rising hydrocarbon gas-oil-ratio (GOR) as the flood has
progressed (Fig 2-17). The producing GOR prior to CO2 flooding was approximately 650
SCF/BO. As CO2 contacts oil in the reservoir, it strips the lighter hydrocarbon
components out of the remaining oil and displaces it towards the producing wells. In
addition, CO2 evaporates more of these components in the surface separators. Therefore,
not only has the hydrocarbon GOR increased, but due to the higher concentrafions of the
valuable liquid components, the gas stream is enriched as well, resulting in higher liquid
recovery.
2.2.2.2.4 COT Production. Upon closer inspecfion of Fig. 2-14, it can be seen that
along with increasing oil rates, CO2 producfion rates rose steadily during the early years
of the CO2 flood. It should be noted that one of the operating constraints of the CO2 flood
35

has been the limited capacity to process produced CO, through the Denver Unit CO,
Recovery
1400 -
1200
o CO
u. o CO,
cc o o
1000
800
600 o
400 -
200
INITIAL C02 INJECTION
YEAR
Fig. 2-17 Denver Unit Continuous Area Hydrocarbon Gas-Oil-Ratio
(From C.S. Tanner et al., 1992, SPE 24156)
Plant (DUCRP). The original plant began operafion in 1986 with an inlet capacity of 140
MMCF/D. As gas rates directed to this field facility increased, modifications to the plant
were initiated to provide additional gas processing capacity. This was necessary in order
to prevent curtailed oil production while providing CO2 for recycle injection. Although
the CO2 production rates were only slightly higher than originally predicted, this
produced CO2, coupled with the increased hydrocarbon gas rates, became a consideration
as the gas rates approached plant inlet capacity.
36

2.2.2.2.5 Flowing Wells. Another impact of the increasing CO2 and gas rates was the
growing number of flowing wells in the Confinuous Area. There are over 125 flowing
wells in the Unit. These flowing wells, often occupying infill or east/west pattern
locafions, presented unique operafional challenges. Due to the formafion of hydrates,
some flowing wells experienced freezing at the wellhead during the night and periods of
cold weather, often remaining frozen for days at a time. Once thawing occurred, the
build-up of near wellbore gas would result in short bursts of extremely high gas rates,
shutting down surface facilifies. Wells that produce adequate volumes of liquids were not
problems, as the liquids tended to displace the hydrates down the flowline. Only a few
wells were quite troublesome to handle. As gas/liquid ratios continued to rise, it was
apparent that either a change in operating policies be made, or these wells be shut in.
2.2.2.3 WACO2 Area EOR Performance
In order to adequately compare the performance of the Continuous and WACO2
Areas, injection rates (on a HCPV basis) were maintained at comparable levels despite
the lower injectivity of the Water-Alternating-Gas (WAG) process. The original injection
plan in the WACO2 Area involved injecting alternating six month slugs of CO, and water
until a cumulafive 40% HCPV slug of CO2 has been injected. Early oil production
response in the WACO2 Area was disappointing. Oil production continued to decline
with only a marginal improvement over waterflooding for a number of years after CO2
injection began (Fig. 2-18). It is important to note that not only was oil rate response not
immediately observed in the WACO2 Area, CO2 producfion rates remained quite low. In
the early WAG injecfion cycles, considerable problems arose in attempfing to maintain
injecfion rates in parity with the Continuous Area. This was particularly challenging on
the water injecfion cycle, where loss of injectivity further reduced injection volumes. In
order to achieve desired water injection rates in the WACO, Area, injecfion pressures
were allowed to exceed fracture extension pressure. Although these high pressures were
allowed only on the water cycle, material balance calculafions suggest that losses of as
37

much as 25% of the injected fluid resufted from this practice. In order to increase
throughput rates to desired levels without exceeding fracture pressure, a pattern
conversion from the existing 9-spot pattern to a line dri\e pattern was installed in 1988.
This conversion (Fig. 2-19) increased the number of injectors in the WACO2 Area from
33 to 60. By spreading the desired injection volume among more injectors, desired rates
were then attainable without exceeding fracturing pressures. Although about 700 BOPD
were lost due to well conversions, the oil production decline was arrested and oil rates
slowly began rise. Several factors have contributed to the poorer EOR performance in the
WACO2 Area, including: (1) water WAG injecfivity. (2) out-of-zone injecfion losses, (3)
structure continuity, and (4) waterflood induced fractures. While the geological setting
carmot be changed, by converting to the line drive pattern, injecfion can be accomplished
without fracturing. To improve injectivity, WAG cycle lengths have been extended from
every six months to yearly.
2.2.2.4 Denver Unit WAG Development
Although early EOR performance of the Continuous Area was xQvy encouraging, gas
production rates continued to rise steadily. Further, many wells have begun to flow and
severe east/west wells were "'gassing out" and were forced to be shut in. A careful
comparison of the performance of the Denver Unit Continuous and WACO, Areas with
other Wasson Area CO2 flood demonstrated the advantages of both Continuous and
WAG injection. Numerical models were refined based on actual observed CO2 flood
performance in each area of the Denver Unit, then the models were used to investigate
various flood options. Sfimulation studies suggest that the Denver Unit WAG (DUWAG)
injection process, in which four to six years of continuous CO, injection is followed by
1:1 WAG, has advantages over both continuous CO2 and conventional WAG processes.
The DUWAG process combines the early EOR response of continuous injecfion and the
higher ultimate recovery of WAG injection. The WAG portion of the process provides
38

Q
CQ
UJ
OIL
0 j i i i n ! i i i i i | i ! i i M m M | M i i i i i m n i m i i i r m | t T r i i i i i i i H T T T r i m M H i M i i i M i i i 1983 1984 1985 1986 1987 1988 1989
Fig. 2-18 Denver Unit WACO2 Area Oil Producfion History
(From C.S. Tanner et al., 1992, SPE 24156)
6 4
• A A
6 5
A 7 4
A
A
A
A
8 4
A A A 75
A A
A A
A
A A •
66
76
A
A * I. LEGEND
• PRODUCERS
m SHUT-IN WELL
A NtWLY CONVERTCO WACOa INJECTORS
J ^ ORKMNAL »-«M3T WAOOa INJECTOfW
A A A
9 * • • * 8 5 86
Fig. 2-19 Denver Unit WACO2 Area Project Patterns
(From C.S. Tanner et al., 1992, SPE 24156)
39

improvement to areal sweep efficiency and the prolonged economic life of the east/west
and infill wells, which would have ''gassed ouf' under continuous flooding. Further
stimulafions predict that a large slug size (60% HCPV) could result in additional EOR
recovery, using existing wells and facilities, without increasing the peak gas production
rates. To test the DUWAG process in the field, four patterns in the heart of the
Continuous Area were converted to this process. These patterns were characterized by
high CO2 injecfivity and high CO2 producing rates, and included several flowing wells.
During this test, water injection rates were successfully attained at pressures below
fracture pressure. Despite the lower injectivity of water, the water injection volumes
were achievable because of the large CO2 slug already in place. On the production side,
within a month of initiating WAG injection in these patterns, CO2 production rates began
to drop, while oil and water production rates remained constant. Implementation of the
Denver Unit WAG process has not only reduced anticipated peak gas rates, but has also
allowed accelerated expansion of the CO2 flood to the Final Injection Area (FIA) by
freeing up CO2 from the IIA. This more rapid expansion provides increased oil
production as these patterns respond to COj.
2.2.2.5 Recent CO2 Flood Performance
The two major components of the DUWAG project were (1) the conversion of the
Continuous Area to this injection process, and (2) the accelerated expansion of the CO2
flood to the FIA. Field installafion of the project began in late 1989.
2.2.2.5.1 Continuous Area. As of October, 1991, 56 patterns (of 94 patterns) in the
Confinuous Area have been switched to WAG injection. Since mid-1991 the DUCRP
has been operafing at maximum capacity. Therefore, as producing gas rates continue to
rise, some Confinuous Area wells have been shut-in pending completion of the plant
expansion in early 1992. Because the predicfion of the follow-up water injectivity is very
important to the success of the project being able to accurately match and predict fluid
injecfivities is of vital importance. Field evidence from the Denver Unit suggests a water
40

injecfivity reducfion of approximately 30% following the CO2 injecfion cycle. Over the
period of the water injection cycle, the trapped gas was slowly dissolved, resulting in
increased injectivity during the water portion of the WAG cycle.
2.2.2.5.2 WACO, Area. Due to the more encouraging response observed in the
Confinuous Area, a slug of confinuous CO2 was injected into the WACO2 Area. This
work began in mid-1990, and production response has been encouraging. Fig 2-20 and
Fig. 2-21 show the recent injection status and the recent oil production response for the
WACO2 Area. After the continuous CO2 injection was initiated, oil response began to
increase dramatically.
nOBERTB UNIT (TEXACO)
INJECTION STATUS PATTERNS ON INITIAL C02 INJECTION CYCLE
H PATTERNS ON WATER CYCLE OF DUWAO
I.': I PATTERNS ON WATER INJECTION
Fig. 2-20 Recent Injecfion Status (From C.S. Tanner et al, 1992, SPE 24156)
2.2.2.5.3 Final Injection Area. Expansion of the CO2 flood to the FIA has progressed
rapidly. Since the DUWAG project was approved in late 1989, 92 new FIA patterns have
begun CO2 injecfion. By the end of 1991, patterns including 91% of the Denver Unit oil
column OOIP were under CO2 injection. The only patterns yet to begin COj injecfion are
41

Q Q. O CD
YEAR
Fig. 2-21 Recent Oil Producfion Response for the WACO2 Area.
(From C.S. Tanner et al., 1992, SPE 24156)
a few patterns in the center of the unit (due to special considerations in equipping CO2
injection wells within city limit), and patterns associated with leaseline areas, which are
planned to be developed with offset operators. Early indication of EOR production
response have been encouraging in the FIA. Several of the more mature FIA CO2
injection patterns have been switched to DUWAG injection in an effort to reduce gas
production rates.
2.3 Denver Unit Sucker Rod Pumping Failures
Denver Unit sucker rod pumping wells are the biggest group among those in Wasson
field and in Shell producfion units. Active pumping well numbers and failures of pump,
rod and tubing in years of 1992 through 1996 are listed in Table 2-2. To make the failure
data more reasonable to compare, failure frequencies were calculated, which are listed in
Table 2-3. Fig2-22 is the failure frequency graph which looks more straightforward. From
Fig. 2-22, it can be seen that the failure frequencies decrease year by year. This may be
the result of (1) better and better operations in the field, (2) better and better facilities and
equipment, (3) better working condifions of pump, rod and tubing due to better flow
42

Table 2-2 Denver Unit Sucker Rod Pumping Failures
Years
1992 1993 1994 1995 1996
Active Well Numbers
539 544 554 590 591
Pump Failures
349 207 162 191 134
Rod Failures
176 108 84 145 127
Tubing Failures
137 90 70 68 66
Total Failures
758 442 366 439 350
Table 2-3 Denver Unit Sucker Rod Pumping Failure Frequency
Years
1992 1993 1994 1995 1996
Active Well Numbers
539 544 554 590 591
Pump Failures 0.64750 0.38051 0.29242 0.32373 0.22673
Rod Failures 0.32653 0.19853 0.15162 0.24576 0.21489
Tubing Failures 0.25417 0.16544 0.12635 0.11525 0.11168
Total Failures 1.40631 0.81250 0.66065 0.74407 0.59222
1992 1993 1994
YEAR
1995 1996
Fig. 2-22 Denver Unit Sucker Rod Failure Frequencies
43

properties of the produced fluids, and so on. To understand this graph more work have to
be done in the future.
2.4 Summary
The following is a brief summary to Chapter 2.
• Denver Unit, formed in 1964, is the largest in Wasson field and in Permian Basin
Units of Shell Company.
• Denver Unit mainly produces oil from the San Andres formafion, which is 4700 to
7300 ft. deep, averaging 5200 ft. Production portion of San Andres formation has
been subdivided into First Porosity and Main Pay with the latter possessing the most
favorable reservoirs and porosity development.
• Water flood began in 1964, water flood resulted in a peak production of 150,000
BOPD in 1975. Water injection evolved from peripheral injection to inverted nine-
spot arrangement. The predicted oil production with water flood fell down
dramatically in the mid-1980s.
• CO2 injection project in Denver Unit is the largest in the world, which began in the
mid-1984. CO2 flood covered Initial Injection Area (including Continuous Area and
Water-Alternating-C02 Area) and Final Injection Area. In the IIA area, the Denver
Unit Water-Alternating-Gas injection process (which is a line drive pattern), in which
four to six years of continuous CO2 injecfion is followed by 1:1 WAG, has the
advantages over both continuous CO2 and conventional WAG processes. In the FIA
area, expansion of CO2 flood has progressed steadily, and more and more mature FIA
CO2 injection patterns have been switched to DUWAG injection in an effort to reduce
gas production rates.
• Seven-in. casing has higher lift efficiency. During the 1980s, the beam pumping units
were mainly API 640's and 456's. The average run time between failures was
approximately 15 months with a range of 2 to 20 months. In recent years, sucker rod
pumping failures have decreased gradually.
44

CHAPTER 3
DATA FROM COMPANIES
At the moment, ALEOC has got data from 11 companies. ' ' Some of the data can be
used direcfly, while others can not. Owing to different management modes among the oil
companies, the data provided are in very different formats. Some companies provided
databases in Access files, others in Excel files. One company presented a database in
Access format as big as 30.1MB which included various data from 1983 to 1996. First
the data have to be organized according to units, fields and formations.
3.1 Pretreatment of Primary Databases
To make the data be comparable, all the data should be in the same form. In this
thesis, all the data have been organized in Excel file form.
3.1.1 From Access File to Excel File
Microsoft Access for Windows 95 is a powerful data management program that can
be used for sorting, organizing, and reporting the information which is needed every day.
For the research project, the databases have to be sorted first according the failure types
(in one or several columns). Usually the failures are the first selected data column, the
second selected column would be the date (year, month and day), sometimes location
column is selected as the third sorting column. For big databases, this sorting is time-
consuming. After sorting the Access databases, we have to output the useful data to
Excel files, which will be used to count the failure numbers in a unit, a company, or an oil
field.
3.1.2 Data Sorting
With the directly provided or generated Excel files, data will be sorted according to
years and units. The numbers of failures of pump (including pump failures and pump
45

changes), rods (including polished rod, rod body, couplings, rod guide, fiberglass rod,
sinker bar, rod rotator), tubing (including tubing body and tubing rotator), and others can
be calculated.
3.1.3 Pretreated Data
The pretreated failure data are listed below in Table 3-1 through Table 3-11. From
the tables it can be seen that it is very difficult to get all the necessary data needed to do
some comparisons and to do further research. Few companies provide information on
equipment manufacturers and facility working conditions. Some companies provided
databases which can not be used at all. There are a lot of confusions with the use of
designations and nomenclatures. The data have to be clarified to determine whether they
belong to a formation, a unit, or a location.
3.2 Failure Frequencies
To make the sorted data comparable among all the companies and to find some
regularities of the failure data, it would be more reasonable to prescribe a standard of
failure comparison. Here the failure frequency has been used as the standard to do
analysis. The failure frequencies of pump, rod, and tubing are calculated by dividing the
failure numbers by active well numbers. The failure frequencies for companies are listed
below.
46

Table 3-1 Company A Sucker Rod Pumping Failures in the Permian Basin
Area/Sub A Permain
TOTAL
Odessa Holt/GB/SA
Odessa Deep(>6000)
Midland Spraberry
Andrews Clearfork
Wasson San Andres
Lea Co. NM Deep WF started in 1993
Year 1990
1991 1992 1993
1994 1995 1996 1990 1991 1992 1993 1994 1995 1990 1991 1992 1993 1994 1995 1990 1991 1992 1993 1994 1995 1990 1991 1992 1993 1994 1995 1990 1991 1992 1993 1994 1995 1990 1991 1992 1993 1994 1995
#wells 641
640 642 700
692 706
154 154 147 144 142 144 19 19 17 18 17 17 52 53 62 71 72 73 27 25 27 27 27 29 339 339 339 326 320 . 319 50 50 50 114 114 124
Pump 172
287 245 268
271 211
39 51 29 32 28 32 1 6 1 0 2 2 31 48 48 65 55 30 9 12 17 23 11 11 68 98 64 52 48 35 9 18 22 17 81 68
Rod 105
226 112 123
263 207
35 52 49 56 62 32 3 4 1 0 3 2 17 27 19 25 51 29 2 16 0 2 3 5
31 44 24 20 13 13 5 15 14 8
91 100
Tubing 64
182 117 104
133 131
17 35 38 35 33 9 1 2 2 0 2 2 11 20 34 36 36 40 0
21 0 1 1 1
31 20 14 20 19 16 7 4 6 5
23 37
Total 341
695 474 495
667 548
91 139 116 122 124 72 5 12 4 0 7 6 59 95 101 126 142 99 11 49 17 26 15 17
129 163 102 91 80 64 21 37 42 30 195 206
47

Table 3-2 Company B Sucker Rod Pumping Failures in the Permian Basin Area/Sub
B TOTAL
MSAU-ANDREWS San Andres
Fullerton - Andrews Clearfork
Robertson - Seminole Clearfork
Cornell - Denver City Wasson Clearfork
Cordona Lake - Crane
Sandhills - Crane Tubb-McKnight
Judkins
Spraberry - Midland
West Levelland -Whiteface
San Andres
Monahans
Spraberry - Forsan
Year
1992 1993
1994 1995
1996 YTD 1993 1994 1995
1996 YTD 1993 1994 1995
1996 YTD 1993 1994 1995
1996 YTD 1993 1994 1995
1996 YTD 1993 1994 1995
1996 YTD 1993 1994 1995
1996 YTD 1993 1994 1995
1996 YTD 1993 1994 1995
1996 YTD 1993 1994 1995
1996 YTD 1993 1994 1995
1996 YTD
#wells
3964
2080 2070 2017 527 526 517 514 522 535 525 532 167 166 174 172 65 62 62 63 44 45 45 42 142 159 172 179 196 191 180 175 181 175 171 171 127 122 116 99 109 89 55 56
Pump
869
436 489 247 125 83 58 23 116 78 55 29 36 50 35 37 8 19 6 6 9 15 17 6 50 37 32 14 30 24 85 28 28 29 18 14 58 37 44 5 8 2 18 17
Rod
525
336 368 130 59 53 26 18 55 162 138 89 36 36 29 2 15 14 30 7 5 12 7 4 17 15 9 2 10 18 25 12 11 16 10 4 32 27 16 5 7 0 15 4
Tubing
612
291 296 148 108 84 58 32 163 57 36 30 24 22 37 22 9 12 12 3 9 6 4 0
41 36 17 6 5
27 35 28 9 18 16 5 13 15 7 9 8 7 17 7
Total
2006
1062 1154 525 292 220 142 73
334 297 229 148 96 108 101 61 32 45 48 16 23 33 28 10
108 88 58 22 45 69 145 68 48 63 44 23 103 79 67 19 23 9 50 28 1
48

Table 3-3 Company C Sucker Rod Pumping Failures in the Permian Basin
Area/Sub c
TOTAL
Levelland Slaughter SanAndres
New Mexico Lea Co Abo Deep
Seminole Wasson San Andres Clear Fork
Sundown Levelland Slaughter
Russell Clearfork Wasson Denver City
Dollarhide Devonian Andrews
Salt Creek Snyder Canyon Reef Kent/Scurry
Year 1990 1991 1992
1993 1994 1995 1996 1993 1994 1995 1996 YTD 1993 1994 1995 1996 YTD 1993 1994 1995 1996 YTD 1993 1994 1995 1996 YTD 1993 1994 1995 1996 YTD 1993 1994 1995 1996 YTD 1993 1994 1995 1996 YTD
#wells
1304 1243 1122
357 344 336
130 132 132
122 120 120
446 443 338
134 138 147
81 36 20
34 30 29
Pump
400 322 375
49 51 48
34 33 24 0
43 47 45
112 68 75
34 49 49
48 10 8
10 7
20
Rod
311 192 237
27 15 23
26 12 21 0
37 35 55
35 53 33
49 29 69
33 8 3
8 3 3
Tubing
202 143 87
22 16 39
11 9 9 0
13 12 8
88 48 12
28 26 21
20 7 1
6 3-1
Total
912 657 699
98 82 109
71 54 55 0
93 94 108
235 169 120
111 104 140
101 25 12
24 13 24
49

Table 3-4 Company D Sucker Rod Pumping Failures in the Permian Basin Area/Sub D
TOTAL
CEDAR CREEK
NEW MEXICO
DENVER
WASSON
ANDREWS
TXL
MONAHANS
McCAMEY
LEVELLAND
Year
1990 1991
1992
1993
1994
1995
1996
1992
1993 1994
1995 1996 1992
1993 1994
1995 1996
1992
1993 1994 1995
1996 1992 1993 1994
1995 1996 1992
1993 1994
1995 1996
1992
1993 1994
1995 1996 1992
1993 1994
1995
1996 1992
1993 1994
1995
1996
1992
1993 1994
1995
1996
#wells
2283
2218 2241
2234
2052 424 424 420
303 289 267 257 242 539 544 554 590 591 523 516 508 516 517 169 150 172 142 172 214 190 202 202
133 128 140 139 137 46 46 47 47 47 355 355 350 353 342
Pump
1201 744 592 533 369 138 129 92
84 52 67 33 36 349 207 162 191 134 293 225 133 117 83 113 74 68 60 45 169 68 48 51
91 61 57 40 39 9 6 23 9 9 93 51 34 32 23
Rod
873 613 377 417 354 371 329 314
54 36 20 25 25 176 108 84 145 127 206 203 100 89 95 102 74 54 32 36 103 57 35 41
96 35 26 17 26 9 5 11 1 2 127 96 51 67 43
Tubing
433 426 349 307 261 62 67 65
22 31 20 18 43 137 90 70 68 66 109 129 110 78 72 51 66 68 32 21 28 25 28 44
35 29 18 32 32 8 3 10 1 3 43 53 25 34 24
Total
2846 1991
1532
1369 1034
627 570 503
187 138 112 83 104 758 442 366 439 350 664 608 375 316 270 307 242 211 136 106 311 163 123 142
272 145 120 99 98 30 15 49 11 15 318 239 176 143 91
50

Table 3-5 Company E Sucker Rod Pumping Failures in the Permian Basin Area/Sub E
TOTAL
KERMIT
LAMESA
SUNDOWN
SANDHILL
Year 1990 1991 1992
1993 1994 1995 1996 1990 1991 1992 1993 1994 1995 1996 1990 1991 1992 1993 1994 1995 1996 1990 1991 1992 1993 1994 1995 1996 1990 1991 1992 1993 1994 1995 1996
#wells
591 557
84 68
251 244
256 245
Pump
141 168
34 90
45 22
62 56
Rod
160 190
26 48
30 34
104 108
Tubing
118 126
46 48
43 43
29 35
TOTAL
419 484
106 186
118 99
195 199
51

Table 3-6 Company F Sucker Rod Pumping Failures in the Permian Basin Area/Sub
F
TOTAL
GOLDSMITH
NORTH WARD ESTES
MCELROY
WESTBROOK LATAN
EMSU/EMSUB/AGU
SUNDOWN
EUNICE
HOBBS
CRANE ASSET TEAM
FORT STOCKTON
Year
1990
1991
1992
1993
1994
1995
1996
1990 1991
1992 1993
1994
1995 1996
1990
1991
1992 1993 1994
1995 1996 1990
1991
1992 1993 1994
1995 1996 1990 1991 1992 1993
1994
1995 1996 1990 1991
1992 1993 1994
1995 1996 1990
1991 1992
1993 1994 1995
1996
1990 1991
1992 1993 1994 1995
1996 1990
1991
1992 1993 1994 1995
1996
1992
1993 1994
1995
1996
1992 1993 1994
1995
1996
dwells
4164 3837
3672
3618
3650
593 534 518 502 506
1031 926 901 879 899
828 700 647 618 599
440 415 398 384 359
256 255 239 248 258
60 64 64 65 65
207 200 175 203 252
244 237 220 218 223 338 337 345 353 357
167 169 165 148 132
Pump
1429 1077
890 846 838
257 170 125 127 130
380 313 261 237 229
260 176 123 96 86
62 39 32 73 40
162 116 88 94 76
52 25 26 21 22
92 82 89 86 135
43 32 33 29 43 47 77 66 49 60
74 47 47 34 17
Rod
986 784 638 657 606
243 167 139 103 118
247 169 158 150 142
219 172 140 140 79
36 32 17 40 18
98 81 47 98 89
22 27 24 19 27
62 59 48 38 55
9 8 5 8 16 30 50 41 38 41
20 19 19 23 21
Tubing
782 809 751 710 660
162 185 160 143 153
113 118 90 94 94
257 266 258 223 213
84 70 57 76 48
49 61 54 73 59
15 7 10 9 7
43 39 39 26 37
3 10 21 17 14 38 34 54 38 26
18 19 8 11 9
TOTAL
3197
2670
2279
2213 2102
662 522 424 373 401
740 600 509 481 465
736 614 521 459 378
182 141 106 189 106
309 258 189 265 224
89 59 60 49 54
197 180 176 150 227
55 50 59 54 73 115 161 161 125 127
112 85 74 68 47
52

Table 3-7 Company G Sucker Rod Pumping Failures in the Permian Basin Area/Sub G
TOTAL
BIG SPRING
HOBBS
LEVELLAND
ODESSA
Year 1990 1991 1992
1993 1994 1995 1996 1997 1990 1991 1992 1993 1994 1995 1996 1997 1990 1991 1992 1993 1994 1995 1996 1997 1990 1991 1992 1993 1994 1995 1996 1997 1990 1991 1992 1993 1994 1995 1996 1997
#wells
5737
Pump 1374 1012 909
977 943 618 127
331 216 220 269 279 214 28
238 203 148 193 144 74 12
348 254 220 247 287 235 74
368 273 249 182 155 50 5
Rod 1110 879 796
810 777 461 122
272 197 192 261 261 137 29
177 151 122 139 122 49 11
354 279 249 263 278 207 69
229 193 152 88 68 19 5
Tubing 1167 971 942
901 723 440 91
302 197 245 262 169 121 16
171 157 132 187 203 31 13
299 281 209 323 305 354 105
348 262 268 177 83 45 5
TOTAL 4742 4257 3553
3962 3634 2545 630
1140 768 838 1101 1111 806 143
723 943 617 803 664 228 67
1296 1202 894 1099 1097 1142 323
1309 1115 945 667 521 190 60
53

Table 3-8 Company H Sucker Rod Pumping Failures in 1 Area/Sub H
TOTAL
ODESSA
ANDREWS
DAGGER DRAW
MCA/MALJAMAR
Year 1990 1991 1992
1993 1994 1995 1996 1997 1990 1991 1992 1993 1994 1995 1996 1997 1990 1991 1992 1993 1994 1995 1996 1997 1990 1991 1992 1993 1994 1995 1996 1997 1990 1991 1992 1993 1994 1995 1996 1997
#wells
1724 1724 1724 1724 2023
188 188 188 188 182
112 112 112 112 111
47 47 47 47 48
210 210 210 210 172
Pump 217 231 275 276 219 233 249
47 35 53 18 19
34 37 13 17 9
8 8 8
26 12
34 24 12 16 13
Rod 395 292 285 284 217 238 215
42 37 57 33 23
58 89 40 43 9
3 14 23 38 30
5 4 4 6 6
.he Permian Basin Tubing
224 243 233 214 208 326 349
27 54 52 18 17
48 56 26 44 13
4 3 6 3 2
17 6 10 17 13
TOTAL 1049 948 793 774 656 797 813
106 90 162 105 69
140 182 79 104 31
15 25 49 67 44
56 34 26 39 32
54

Area/Sub
ORLA
SOUTH HUNTLEY
E. HUNTLEY/H.L. DAVIES
FORSAN
HOBBS (NORTH & SOUTH)
Year 1990 1991 1992 1993 1994 1995 1996 1997 1990 1991 1992 1993 1994 1995 1996 1997 1990 1991 1992 1993 1994 1995 1996 1997 1990 1991 1992 1993 1994 1995 1996 1997 1990 1991 1992 1993 1994 1995 1996 1997
Table 3-8 (Continued) #wells
126 126 126 126 115
34 34 34 34 36
38 38 38 38 36
459 459 459 459 379
510 510 510 510 411
Pump
15 11 14 12 7
9 1
10 10 14
4 1 2 8 14
72 95 60 48 28
52 64 47 78 46
Rod
13 6 7 12 2
4 3 4 19 28
2 1 2 0 6
132 105 62 58 44
26 25 18 29 55
Tubing
6 2 6 12 3
1 1 0 1 2
1 1 1 2 1
97 93 77 136 101
42 34 30 57 46
TOTAL
34 19 27 36 12
14 5 14 30 44
7 3 5 10 21
301 293 199 242 173
120 123 95 164 147
55

Area/Sub
CHITTIM
1
Year 1990 1991 1992 1993 1994 1995 1996 1997
Table 3-8 (Continued) #wells
533
Pump
87
Rod
12
Tubing
141
TOTAL
240
56

Table 3-9 Company I Sucker Rod Pumping Failures in the Permian Basin Area/Sub 1
TOTAL
ANDREWS
BIG SPRING
CRANE
HOBBS
KERMIT
Year 1990 1991 1992
1993 1994 1995 1996 1997 1990 1991 1992 1993 1994 1995 1996 1990 1991 1992 1993 1994 1995 1996 1990 1991 1992 1993 1994 1995 1996 1990 1991 1992 1993 1994 1995 1996 1990 1991 1992 1993 1994 1995 1996
#weils Pump
1 236 274 190
54 31 29
28 16 10
48 81 28
1 89 79 76
13 61 47
Rod
139 160 146
43 33 43
32 29 12
40 44 32
13 26 28
10 29 31
Tubing
2 164 162 106
15 23 21
92 70 23
39 35 30
1 12 14 13
6 19 19
TOTAL
57

Table 3-10 Company J Sucker Rod Pumping Failures in the Permian Basin Area/Sub J
TOTAL
Year 1990 1991 1992
1993 1994 1995 1996 1997
#wells Pump Rod Tubing TOTAL
Table 3-11 Company K Sucker Rod Pumping Failures in the Permian Basin Area/Sub K
TOTAL
Year 1990 1991 1992
1993 1994 1995 1996 1997
#wells
185 177
194 319 332
Pump
72 73
74 161 107
Rod
112 75
69 196 208
Tubing
35 48
46 71 107
TOTAL
219 196
189 428 422
58

Table 3-12 Company A Sucker Rod Pumping Failure Frequencies in the Permian Basin
Area/Sub A Permain
TOTAL
Odessa Holt/GB/SA
Odessa Deep (>6000)
Midland Spraberry
Andrews Clearfork
Wasson San Andres
Lea Co. NM Deep W F started in 1993
Year 1990
1991 1992 1993
1994 1995 1996 1990 1991 1992 1993 1994 1995 1990
1991 1992 1993 1994 1995 1990 1991 1992 1993 1994 1995 1990 1991 1992 1993 1994 1995 1990 1991 1992 1993 1994 1995 1990 1991 1992 1993 1994 1995
#wells 641
640 642 700
692 706
154 154 147 144 142 144 19
19 17 18 17 17 52 53 62 71 72 73 27 25 27 27 27 29 339 339 339 326 320 319 50 50 50 114 114 124
Pump 0.2683
0.4483 0.3817 0.3833
0.3917 0.2983
0.2500 0.3300 0.2000 0.2200 0.2000 0.2200 0.0500
0.3200 0.0600 0.0000 0.1200 0.1200 0.6000 0.9100 0.7700 0.9200 0.7600 0.4100 0.3300 0.4800 0.6300 0.8500 0.4100 0.3800 0.2000 0.2900 0.1900 0.1600 0.1500 0.1100 0.1800 0.3600 0.4400 0.1500 0.7100 0.5500
Rod 0.1633
0.3533 0.1750 0.1750
0.3800 0.2933
0.2300 0.3400 0.3300 0.3900 0.4400 0.2200 0.1600
0.2100 0.0600 0.1100 0.1800 0.1200 0.3300 0.5100 0.3100 0.3500 0.7100 0.4000 0.0700 0.6300 0.0000 0.0700 0.1100 0.1700 0.0900 0.1300 0.0700 0.0600 0.0400 0.0400 0.1000 0.3000 0.2800 0.0700 0.8000 0.8100
Tubing 0.1000
0.2850 0.1817 0.1483
0.1917 0.1850
0.1100 0.2300 0.2600 0.2400 0.2300 0.0600 0.0500
0.1100 0.1200 0.0000 0.1200 0.1200 0.2100 0.3800 0.5500 0.5100 0.5000 0.5500 0.0000 0.8500 0.0000 0.0400 0.0400 0.0300 0.0900 0.0600 0.0400 0.0600 0.0600 0.0500 0.1400 0.0800 0.1200 0.0400 0.2000 0.3000
Total 0.5317
1.0867 0.7383 0.7067
0.9633 0.7767
0.5900 0.9000 0.7900 0.8500 0.8700 0.5000 0.2600
0.6400 0.2400 0.1100 0.4200 0.3600 1.1400 1.8000 1.6300 1.7800 1.9700 1.3600 0.4000 1.9600 0.6300 0.9600 0.5600 0.5800 0.3800 0.4800 0.3000 0.2800 0.2500 0.2000 0.4200 0.7400 0.8400 0.2600 1.7100 1.6600
59

Table 3-13 Company B Sucker Rod Pumping Failure Frequencies in the Permian Basin
Area/Sub
B
TOTAL
MSAU-ANDREWS
San Andres
Fullerton - Andrews
Clearfork
Robertson - Seminole
Clearfork
Cornell - Denver City
Wasson Clearfork
Cordona Lake - Crane
Sandhills - Crane
Tubb-McKnight
Judkins
Spraberry - Midland
West Levelland -
Whiteface
San Andres
Monahans
Spraberry - Forsan
Year
1992
1993
1994
1995
1996 YTD
1993
1994
1995
1996 YTD
1993
1994
1995
1996 YTD
1993
1994
1995
1996 YTD
1993
1994
1995
1996 YTD
1993
1994
1995
1996 YTD
1993
1994
1995
1996 YTD
1993
1994
1995
1996 YTD
1993
1994
1995
1996 YTD
1993
1994
1995
1996 YTD
1993
1994
1995
1996 YTD
#wells
3964
2080
2070
2017
527
526
517
514
522
535
525
532
167
166
174
172
65
62
62
63
44
45
45
42
142
159
172
179
196
191
180
175
181
175
171
171
127
122
116
99
109
89
55
56
Pump
0.2193
0.2094
0.2363
0.1227
0.2372
0.1578
0.1122
0.0447
0.2222
0.1458
0.1048
0.0545
0.2156
0.3012
0.2011
0.2151
0.1231
0.3065
0.0968
0.0952
0.2045
0.3333
0.3778
0.1429
0.3521
0.2327
0.1860
0.0782
0.1531
0.1257
0.4722
0.1600
0.1547
0.1657
0.1053
0.0819
0.4567
0.3033
0.3793
0.0505
0.0734
0.0225
0.3273
0.3036
Rod
0.1325
0.1614
0.1780
0.0645
0.1120
0.1008
0.0503
0.0350
0.1054
0.3028
0.2629
0.1673
0.2156
0.2169
0.1667
0.0116
0.2308
0.2258
0.4839
0.1111
0.1136
0.2667
0.1556
0.0952
0.1197
0.0943
0.0523
0.0112
0.0510
0.0942
0.1389
0.0686
0.0608
0.0914
0.0585
0.0234
0.2520
0.2213
0.1379
0.0505
0.0642
0.0000
0.2727
0.0714
Tubing
0.1544
0.1398
0.1432
0.0733
0.2049
0.1597
0.1122
0.0623
0.3123
0.1065
0.0686
0.0564
0.1437
0.1325
0.2126
0.1279
0.1385
0.1935
0.1935
0.0476
0.2045
0.1333
0.0889
0.0000
0.2887
0.2264
0.0988
0.0335
0.0255
0.1414
0.1944
0.1600
0.0497
0.1029
0.0936
0.0292
0.1024
0.1230
0.0603
0.0909
0.0734
0.0787
0.3091
0.1250
Total
0.5061
0.5107
0.5574
0.2605
0.5541
0.4183
0.2747
0.1420
0.6398
0.5551
0.4362
0.2782
0.5749
0.6506
0.5805
0.3547
0.4923
0.7258
0.7742
0.2540
0.5227
0.7333
0.6222
0.2381
0.7606
0.5535
0.3372
0.1229
0.2296
0.3613
0.8056
0.3886
0.2652
0.3600
0.2573
0.1345
0.8110
0.6475
0.5776
0.1919
0.2110
0.1011
0.9091
0.5000
60

Table 3-14 Company C Sucker Rod Pumping Failure Frequencies in the Permian Basin
Area/Sub c
TOTAL
Levelland Slaughter SanAndres
New Mexico Lea Co Abo Deep
Seminole Wasson San Andres Clear Fork
Sundown Levelland Slaughter
Russell Clearfork Wasson Denver City
Dollarhide Devonian Andrews
Salt Creek Snyder Canyon Reef Kent/Scurry
Year 1990 1991 1992
1993 1994 1995 1996 1993 1994 1995 1996 YTD 1993 1994 1995 1996 YTD 1993 1994 1995 1996 YTD 1993 1994 1995 1996 YTD 1993 1994 1995 1996 YTD 1993 1994 1995 1996 YTD 1993 1994 1995 1996 YTD
#wells
1304 1243 1122
357 344 336
130 132 132
122 120 120
446 443 338
134 138 147
81 36 20
34 30 29
Pump
0.3065 0.2589 0.3345
0.1372 0.1482 0.1427
0.2615 0.2510 0.1818
0.3529 0.3930 0.3778
0.2511 0.1534 0.2207
0.2537 0.3540 0.3356
0.5926 0.2778 0.3934
0.2963 0.2353 0.6897
Rod
0.2383 0.1542 0.2111
0.0756 0.0436 0.0674
0.2000 0.0913 0.1616
0.3037 0.2927 0.4556
0.0785 0.1195 0.0985
0.3657 0.2095 0.4717
0.4074 0.2222 0.1311
0.2370 0.1008 0.0920
Tubing
0.1548 0.1152 0.0778
0.0616 0.0465 0.1150
0.0846 0.0684 0.0707
0.1067 0.1003 0.0667
0.1973 0.1083 0.0355
0.2090 0.1878 0.1451
0.2469 0.1944 0.0656
0.1778 0.1008 0.0460
Total
0.6996 0.5284 0.6234
0.2744 0.2383 0.3251
0.5462 0.4106 0.4141
0.7633 0.7861 0.9000
0.5269 0.3811 0.3547
0.8284 0.7514 0.9524
1.2469 0.6944 0.5902
0.7111 0.4370 0.8276
61

Table 3-15 Company D Sucker Rod Pumping Failure Frequencies in the Permian Basin
Area/Sub D
TOTAL
CEDAR CREEK
NEW MEXICO
DENVER
WASSON
ANDREWS
TXL
MONAHANS
McCAMEY
LEVELLAND
Year 1992 1993 1994 1995 1996 1992 1993 1994 1995 1996 1992 1993 1994 1995 1996 1992 1993 1994 1995 1996 1992 1993 1994 1995 1996 1992 1993 1994 1995 1996 1992 1993 1994 1995 1996 1992 1993 1994 1995 1996 1992 1993 1994 1995 1996 1992 1993 1994 1995 1996
#wells 2283 2218 2241 2234 2052 424 424 420
303 289 267 257 242 539 544 554 590 591 523 516 508 516 517 169 150 172 142 172 214 190 202 202
133 128 140 139 137 46 46 47 47 47 355 355 350 353 342
Pump 0.5261 0.3354 0.2642 0.2386 0.1798 0.3255 0.3042 0.2190
0.2772 0.1799 0.2509 0.1284 0.1488 0.6475 0.3805 0.2924 0.3237 0.2267 0.5602 0.4360 0.2618 0.2267 0.1605 0.6686 0.4933 0.3953 0.4225 0.2616 0.7897 0.3579 0.2376 0.2525
0.6842 0.4766 0.4071 0.2878 0.2847 0.1957 0.1304 0.4894 0.1915 0.1915 0.2620 0.1437 0.0971 0.0907 0.0673
Rod 0.3824 0.2764 0.1682 0.1867 0.1725 0.8750 0.7759 0.7476
0.1782 0.1246 0.0749 0.0973 0.1033 0.3265 0.1985 0.1516 0.2458 0.2149 0.3939 0.3934 0.1969 0.1725 0.1838 0.6036 0.4933 0.3140 0.2254 0.2093 0.4813 0.3000 0.1733 0.2030
0.7218 0.2734 0.1857 0.1223 0.1898 0.1957 0.1087 0.2340 0.0213 0.0426 0.3577 0.2704 0.1457 0.1898 0.1257
Tubinq 0.1897 0.1921 0.1557 0.1374 0.1272 0.1462 0.1580 0.1548
0.0726 0.1073 0.0749 0.0700 0.1777 0.2542 0.1654 0.1264 0.1153 0.1117 0.2084 0.2500 0.2165 0.1512 0.1393 0.3018 0.4400 0.3953 0.2254 0.1221 0.1308 0.1316 0.1386 0.2178
0.2632 0.2266 0.1286 0.2302 0.2336 0.1739 0.0652 0.2128 0.0213 0.0638 0.1211 0.1493 0.0714 0.0963 0.0702
TOTAL 1.2466 0.8977 0.6836 0.6128 0.5039 1.4788 1.3443 1.1976
0.6172 0.4775 0.4195 0.3230 0.4298 1.4063 0.8125 0.6606 0.7441 0.5922 1.2696 1.1783 0.7382 0.6124 0.5222 1.8166 1.6133 1.2267 0.9577 0.6163 1.4533 0.8579 0.6089 0.7030
2.0451 1.1328 0.8571 0.7122 0.7153 0.6522 0.3261 1.0426 0.2340 0.3191 0.8958 0.6732 0.5029 0.4051 0.2661
62

Table 3-16 Company E Sucker Rod Frequencies in the Permian
Pumping Failure Basin
Area/Sub E
TOTAL
KERMIT
LAMESA
SUNDOWN
SANDHILL
Year 1990 1991 1992
1993 1994 1995 1996 1990 1991 1992 1993 1994 1995 1996 1990 1991 1992 1993 1994 1995 1996 1990 1991 1992 1993 1994 1995 1996 1990 1991 1992 1993 1994 1995 1996
#wells
591 557
84 68
251 244
256 245
Pump
0.2385 0.3016
0.4036 1.3220
0.1795 0.0902
0.2420 0.2287
Rod
0.2706 0.3411
0.3086 0.7051
0.1196 0.1393
0.4059 0.4410
Tubing
0.1996 0.2262
0.5460 0.7051
0.1715 0.1762
0.1132 0.1429
TOTAL
0.7087 0.8690
1.2582 2.7321
0.4706 0.4057
0.7611 0.8126
63

Table 3- 17 Company F in
Sucker Rod Pumping Failure Frequencies the Permian Basin
Area/Sub
F
TOTAL
GOLDSMITH
NORTH WARD ESTES
MCELROY
WESTBROOK UVTAN
EMSU/EMSUB/AGU
SUNDOWN
EUNICE
HOBBS
CRANE ASSET TEAM
FORT STOCKTON
Year
1990
1991
1992
1993
1994
1995
1996
1990
1991
1992
1993
1994
1995
1996
1990
1991
1992
1993
1994
1995
1996
1990
1991
1992
1993
1994
1995
1996
1990
1991
1992
1993
1994
1995
1996
1990
1991
1992
1993
1994
1995
1996
1990
1991
1992
1993
1994
1995
1996
1990
1991
1992
1993
1994
1995
1996
1990
1991
1992
1993
1994
1995
1996
1990
1991
1992
1993
1994
1995
1996
1990
1991
1992
1993
1994
1995
1996
#wells
4164
3837
3672
3618
3650
593
534
518
502
506
1031
926
901
879
899
828
700
647
618
599
440
415
398
384
359
256
255
239
248
258
60
64
64
65
65
207
200
175
203
252
244
237
220
218
223
338
337
345
353
357
167
169
165
148
132
Pump
0 3432
02807
0.2424
0.2338
02296
0 4334
0 3184
02413
0 2530
02569
03686
0.3380
02897
0.2696
0.2547
0,3140
0.2514
0 1901
0 1553
0 1436
0 1409
0 0940
0 0804
0 1901
0 1114
0 5328
0 4549
0 3682
0 3790
0 2946
0 8667
0 3906
0 4063
0 3231
0 3385
0 4444
0 4100
0 5086
0 4236
05357
0 1762
0 1350
0 1500
0 1330
0 1928
0.1391
0 2285
0 1913
0 1388
0 1681
0 4431
02781
0 2848
02297
0 1288
Rod
0 2368
0 2043
07169
01816
0.1660
0 4098
0 3127
0 2683
0 2052
0 2332
0 2396
0,1825
0,1754
0 1706
0 1580
0 2645
0 2457
0 2164
0 2265
01319
0 0818
0 0771
0 0427
0 1042
0 0501
0 3828
0 3176
0 1967
0 3952
0 3450
C 365^
0 42^9
C 3^50
: 2923 9 4154
J 2 995
0 295C
0 2-43
0 1872
0 2183
0 0369
0 0338
0 0227
0 0367
0 0717
00888
0 1484
0 1188
0 1076
0 1148
0 1198
0 1124
0 1152
0 1554
0,1591
Tubing
0,1878
0 2108
1 1771
0 1962
0 1808
0 2732
0 3464
0 3089
0 2849
0 3024
0 1096
0 1274
0 0999
0 1069
0 1046
0 3104
0.3800
0 3988
0,3608
0,3556
0,1909
0 1687
0.1432
0 1979
0 1337
0 1914
0 2392
0 2259
0 2944
0 2287
0 2500
0 1094
0 1563
0 1385 0 1077
0 2077
0 1950
0 2229
0 1231
0 1468
0 0123
3 0422
0 0955
0 0780
0 0628
0 1124
0 1009
0 1565
0 1076
00728
0,1078
0,1124
00485
00743
0,0682
TOTAL
0,7678
0 69S9
3 0346
06117
0 5759
1 1164
0 9775
0 8185
0 7430
0 7925
0 7177
0 6479
0 5649
: 5472
0 51-2
0 8889
0 8771
0 8053
0 7427
06311
0 4136
0 3398
0 2663
0 4922
0 2953
1 2070
1 0118
0 7908
1 0685
0 8682
1 4833
0 9219
0 9375
0 7538
0 8308
0 9517
0 9000
1 0057
0 7389
0 9008
0 2254
0 2110
: 2582 : 2 4 —
C 22-4
0 3402
0 4777
0 4667
0 3541
0 3557
0 6707
0,5030
04485
0 4595
0 3561
64

Table 3-18 Company G Sucker Rod Pumping Failure Frequencies in the Permian Basin
Area/Sub G
TOTAL
BIG SPRING
HOBBS
LEVELLAND
ODESSA
Year 1990 1991 1992
1993 1994 1995 1996 1997 1990 1991 1992 1993 1994 1995 1996 1997 1990 1991 1992 1993 1994 1995 1996 1997 1990 1991 1992 1993 1994 1995 1996 1997 1990 1991 1992 1993 1994 1995 1996 1997
#wells
5737
Pump 0.2395 0.1764 0.1584
0.1703 0.1644 0.1077 0.0221
0.0577 0.0377 0.0383 0.0469 0.0486 0.0373 0.0049
0.0415 0.0354 0.0258 0.0336 0.0251 0.0129 0.0021
0.0607 0.0443 0.0383 0.0431 0.0500 0.0410 0.0129
0.0641 0.0476 0.0434 0.0317 0.0270 0.0087 0.0009
Rod 0.1935 0.1532 0.1387
0.1412 0.1354 0.0804 0.0213
0.0474 0.0343 0.0335 0.0455 0.0455 0.0239 0.0051
0.0309 0.0263 0.0213 0.0242 0.0213 0.0085 0.0019
0.0617 0.0486 0.0434 0.0458 0.0485 0.0361 0.0120
0.0399 0.0336 0.0265 0.0153 0.0119 0.0033 0.0009
Tubing 0.2034 0.1693 0.1642
0.1571 0.1260 0.0767 0.0159
0.0526 0.0343 0.0427 0.0457 0.0295 0.0211 0.0028
0.0298 0.0274 0.0230 0.0326 0.0354 0.0054 0.0023
0.0521 0.0490 0.0364 0.0563 0.0532 0.0617 0.0183
0.0607 0.0457 0.0467 0.0309 0.0145 0.0078 0.0009
TOTAL 0.8266 0.7420 0.6193
0.6906 0.6334 0.4436 0.1098
0.1987 0.1339 0.1461 0.1919 0.1937 0.1405 0.0249
0.1260 0.1644 0.1075 0.1400 0.1157 0.0397 0.0117
0.2259 0.2095 0.1558 0.1916 0.1912 0.1991 0.0563
0.2282 0.1944 0.1647 0.1163 0.0908 0.0331 0.0105
1
65

Table 3-19 Company H Sucker Rod Pumping Failure Frequencies in the Permian Basin
Area/Sub H
TOTAL
ODESSA
ANDREWS
DAGGER DRAW
MCA/MALJAMAR
ORLA
Year 1990 1991 1992
1993 1994 1995 1996 1997 1990 1991 1992 1993 1994 1995 1996 1997 1990 1991 1992 1993 1994 1995 1996 1997 1990 1991 1992 1993 1994 1995 1996 1997 1990 1991 1992 1993 1994 1995 1996 1997 1990 1991 1992 1993
#wells
1724 1724 1724 1724 2023
188 188 188 188 182
112 112 112 112 111
47 47 47 47 48
210 210 210 210 172
126 126
Pump
0.1595
0.1601 0.1270 0.1352 0.1231
0.2500 0.1862 0.2819 0.0957 0.1044
0.3036 0.3304 0.1161 0.1518 0.0811
0.1702 0.1702 0.1702 0.5532 0.2500
0.1619 0.1143 0.0571 0.0762 0.0756
0.1190 0.0873
Rod
0.1653
0.1647 0.1259 0.1381 0.1063
0.2234 0.1968 0.3032 0.1755 0.1264
0.5179 0.7946 0.3571 0.3839 0.0811
0.0638 0.2979 0.4894 0.8085 0.6250
0.0238 0.0190 0.0190 0.0286 0.0349
0.1032 0.0476
Tubing
0.1352
0.1241 0.1206 0.1891 0.1725
0.1436 0.2872 0.2766 0.0957 0.0934
0.4286 0.5000 0.2321 0.3929 0.1171
0.0851 0.0638 0.1277 0.0638 0.0417
0.0810 0.0286 0.0476 0.0810 0.0756
0.0476 0.0159
TOTAL
0.4600
0.4490 0.3805 0.4623 0.4019
0.5638 0.4787 0.8617 0.5585 0.3791
1.2500 1.6250 0.7054 0.9286 0.2793
0.3191 0.5319 1.0426 1.4255 0.9167
0.2667 0.1619 0.1238 0.1857 0.1860
0.2698 0.1508
66

Area/Sub
ORLA
SOUTH HUNTLEY
E. HUNTLEY/H.L. DAVIES
FORSAN
HOBBS (NORTH & SOUTH)
CHITTIM
Year 1994 1995 1996 1997 1990 1991 1992 1993 1994 1995 1996 1997 1990 1991 1992 1993 1994 1995 1996 1997 1990 1991 1992 1993 1994 1995 1996 1997 1990 1991 1992 1993 1994 1995 1996 1997 1990 1991 1992 1993 1994 1995 1996 1997
Table 3-19 (Continued) #wells
126 126 115
34 34 34 34 36
38 38 38 38 36
459 459 459 459 379
510 510 510 510 411
533
Pump 0.1111 0.0952 0.0609
0.2647 0.0294 0.2941 0.2941 0.3889
0.1053 0.0263 0.0526 0.2105 0.3889
0.1569 0.2070 0.1307 0.1046 0.0739
0.1020 0.1255 0.0922 0.1529 0.1119
0.1632
Rod 0.0556 0.0952 0.0174
0.1176 0.0882 0.1176 0.5588 0.7778
0.0526 0.0263 0.0526 0.0000 0.1667
0.2876 0.2288 0.1351 0.1264 0.1161
0.0510 0.0490 0.0353 0.0569 0.1338
0.0225
Tubing 0.0476 0.0952 0.0261
0.0294 0.0294 0.0000 0.0294 0.0556
0.0263 0.0263 0.0263 0.0526 0.0278
0.2113 0.2026 0.1678 0.2963 0.2665
0.0824 0.0667 0.0588 0.1118 0.1119
0.2645
TOTAL 0.2143 0.2857 0.1043
0.4118 0.1471 0.4118 0.8824 1.2222
0.1842 0.0789 0.1316 0.2632 0.5833
0.6558 0.6383 0.4336 0.5272 0.4565
0.2353 0.2412 0.1863 0.3216 0.3577
0.4503
67

Table 3-20 Company I Sucker Rod Pumping Failure Frequencies in the Permian Basin
Area/Sub 1
TOTAL
ANDREWS
BIG SPRING
CRANE
HOBBS
KERMIT
Year 1990 1991 1992
1993 1994 1995 1996 1997 1990 1991 1992 1993 1994 1995 1996 1990 1991 1992 1993 1994 1995 1996 1990 1991 1992 1993 1994 1995 1996 1990 1991 1992 1993 1994 1995 1996 1990 1991 1992 1993 1994 1995 1996
#wells Pump Rod Tubing
i
i !
TOTAL
i
1
* Need well numbers for I company.
68

Table 3-21 Company J Sucker Rod Pumping Failure
Area/Sub J
TOTAL
Frequencies in the Permian Basin
Year 1990 1991 1992
1993 1994 1995 1996 1997
#wells Pump Rod Tubing TOTAL
* Need well numbers for J company.
Table 3-22 Company K Sucker Rod Pumping Failure Frequencies in the Permian Basin
Area/Sub K
TOTAL
Year 1990 1991 1992
1993 1994 1995 1996 1997
#wells
185 177
194 319 332
Pump
0.3892 0.4124
0.3814 0.5047 0.3223
Rod
0.6054 0.4237
0.3557 0.6144 0.6265
Tubing
0.1892 0.2712
0.2371 0.2226 0.3223
TOTAL
1.1838 1.1073
0.9742 1.3417 1.2711
To compare and analyze the failure data for different companies, the above failure
frequency data have been categorized according to the locations in the Permian Basin.
Selected failure frequency data are listed in Table 3-23 through Table 3-33.
69

Ta
TOTAL
PUMP
ROD
TUBING
ble 3-23 Failure Fn
Year
1990
1991
1992
1993
1994
1995
1996
1990
1991
1992
1993
1994
1995
1996
1990
1991
1992
1993
1994
1995
1996
1990
1991
1992
1993
1994
1995
1996
A{670/Y)
0.5317
1.0867
0.5800
0.5300
0.7800
0.6400
0.5300
0.2683
0.4483
0.2700
0.2600
0.3300
0.2300
0.2000
0.1633
0.3533
0.1800
0.1600
0.3100
0.2600
0.2000
0.1000
0.2850
0.1300
0.1100
0.1400
0.1500
0.1300
B{2532A')
0.5061
0.5107
0,5574
0,2605
0.2193
0.2094
0.2363
0.1227
0.1325
0.1614
0.1780
0.0645
0.1544
0.1398
0.1432
0.0733
^quency Of Every Company I Company and Yearly Average Active Well Nu
C(1123/Y)
0.6996
0,5284
0.6234
0.3065
0.2589
0.3345
0.2383
0.1542
0,2111
0.1548
0.1152
0.0778
D(2205A')
1.2466
0.8977
0.6836
0.6128
0.5039
0 5261
0 3354
0.2642
0 2386
0,1798
0,3824
0 2764
0,1682
0,1867
0 1725
0.1897
0,1921
0.1557
0.1374
0.1272
E(574A')
0.7087
0.8690
0.2385
0 3016
0 2706
0 3411
0,1996
0,2262
F(3788/Y)
0.7678
0.6412
0.5473
0,5315
0,5048
0.3432
0.2586
0.2137
0.2032
0.2012
0 2368
0 1883
0,1532
0,1578
0 1455
0 1878
0 1943
0 1804
0,1705
0 1585
nTheF nnbers
G(5737/Y)
0.8266
0.7420
0.6193
0.6906
0,6334
0.4436
0.1098
0.2395
0.1764
0.1584
0.1703
0.1644
0.1077
0.0221
0.1935
0.1532
0,1287
0,1412
0,1354
0 0804
0 0213
0 2034
0 1693
0 1642
0 1571
0 1260
0 0767
00159
'ermian
H(2023/Y)
0 4600
0,4490
0.3805
0,4623
0.4019
0.1595
0.1601
0.1270
0.1352
0.1231
0.1653
0.1647
0 1259
0.1381
0 1063
0 1352
0 1241
0 1206
0 1891
0 1725
Basin
K(241A')
1.1838
1.1073
0.9742
1.3417
1.2711
0.3892
0.4124
0.3814
0.5047
0.3223
06054
0,4237
0 3557
0 6144
0 6265
0 1892
0 2712
0 2371
0 2226
0 3223
70

Table 3-24 Failure Frequency In Andrews
TOTAL
PUMP
ROD
TUBING
Year
1990 1991 1992 1993 1994 1995 1996 1990 1991 1992 1993 1994 1995 1996 1990 1991 1992 1993 1994 1995 1996 1990 1991 1992 1993 1994 1995 1996
Company and Yearly Average Well Numbers A(28/Y)
0.4000 1.9600 0.5900 0.9600 0.5600 0.5800 0.5500 0.3300 0.4800 0.5900 0.8500 0.4100 0.3800 0.3100 0.0700 0.6300 0.0000 0.0700 0.1100 0.1700 0.2400 0.0000 0.8500 0.0000 0.0400 0.0400 0.0300 0.0000
B(529/Y)
0.6398 0.5551 0.4362 0.2782
0.2222 0.1458 0.1048 0.0545
0.1054 0.3028 0.2629 0.1673
0.3123 0.1065 0.0686 0.0564
D(165A')
1.8166 1.6133 1.2267 0.9577 0.6163
0.6686 0.4933 0.3953 0.4225 0.2616
0.6036 0.4933 0.3140 0.2254 0.2093
0.3018 0.4400 0.3953 0.2254 0.1221
H(112/Y)
1.2500 1.6250 0.7054 0.9286 0.2793
0.3036 0.3304 0.1161 0.1518 0.0811
0.5179 0.7946 0.3571 0.3839 0.0811
0.4286 0.5000 0.2321 0.3929 0.1171
71

Table 3-25 Failure Frequency In Midland
TOTAL
PUMP
ROD
TUBING
Year
1990 1991 1992 1993 1994 1995 1996 1990 1991 1992 1993 1994 1995 1996 1990 1991 1992 1993 1994 1995 1996 1990 1991 1992 1993 1994 1995 1996
Company and Yearly Average Well Numbers
A(71/Y) B(186/Y)
1.1400 1.8000 1.4600 1.7500 1.8600 1.1400 0.7400 0.6000 0.9100 0.6000 0.8900 0.6500 0.1900 0.1200 0.3300 0.5100 0.3100 0.3500 0.7100 0.4000 0.1600 0.2100 0.3800 0.5500 0.5100 0.5000 0.5500 0.4600
0.2296 0.3613 0.8056 0.3886
0.1531 0.1257 0.4722 0.1600
0.0510 0.0942 0.1389 0.0686
0.0255 0.1414 0.1944 0.1600
72

Table 3-26 Failure Frequency In New Mexico
TOTAL
PUMP
ROD
TUBING
Year
1990 1991 1992 1993 1994 1995 1996 1990 1991 1992 1993 1994 1995 1996 1990 1991 1992 1993 1994 1995 1996 1990 1991 1992 1993 1994 1995 1996
Company and Yearly Average Well Numbers A(108A')
0.4200 0.7400 0.7500 0.2400 1.7100 1.6400 1.2700 0.1800 0.3600 0.3900 0.1400 0.7200 0.5400 0.4100 0.1000 0.3000 0.2500 0.0700 0.7900 0.8000 0.6400 0.1400 0.0800 0.1100 0.0300 0.2000 0.3000 0.2200
C(131/Y)
0.5462 0.4106 0.4141
0.2615 0.2510 0.1818
0.2000 0.0913 0.1616
0.0846 0.0684 0.0707
D(245A')
0.6172 0.4775 0.4195 0.3230 0.4298
0.2772 0.1799 0.2509 0.1284 0.1488
0.1782 0.1246 0.0749 0.0973 0.1033
0.0726 0.1073 0.0749 0.0700 0.1777
73

Table 3-27 Failure Frequency In Denver
TOTAL
PUMP
ROD
TUBING
Year
1990 1991 1992 1993 1994 1995 1996 1990 1991 1992 1993 1994 1995 1996 1990 1991 1992 1993 1994 1995 1996 1990 1991 1992 1993 1994 1995 1996
Company and Yearly Average Well Numbers
B(63A')
0.4923 0.7258 0.7742 0.2540
0.1231 0.3065 0.0968 0.0952
0.2308 0.2258 0.4839 0.1111
0.1385 0.1935 0.1935 0.0476
C{^AOfY)
0.8284 0.7514 0.9524
0.2537 0.3540 0.3356
0.3657 0.2095 0.4717
0.2090 0.1878 0.1451
D(546/Y)
1.4063 0.8125 0.6606 0.7441 0.5922
0.6475 0.3805 0.2924 0.3237 0.2267
0.3265 0.1985 0.1516 0.2458 0.2149
0.2542 0.1654 0.1264 0.1153 0.1117
74

Table 3-28 Failure Frequency In Levelland
TOTAL
PUMP
ROD
TUBING
Year
1990 1991 1992 1993 1994 1995 1996 1990 1991 1992 1993 1994 1995 1996 1990 1991 1992 1993 1994 1995 1996 1990 1991 1992 1993 1994 1995 1996
Company and Yearly Average Well Numbers
B(175A')
0.2652 0.3600 0.2573 0.1345
0.1547 0.1657 0.1053 0.0819
0.0608 0.0914 0.0585 0.0234
0.0497 0.1029 0.0936 0.0292
0(409^^)
0.5269 0.3811 0.3547
0.2511 0.1534 0.2207
0.0785 0.1195 0.0985
0.1973 0.1083 0.0355
D(355A')
0.8958 0.6732 0.5029 0.4051 0.2661
0.2620 0.1437 0.0971 0.0907 0.0673
0.3577 0.2704 0.1457 0.1898 0.1257
0.1211 0.1493 0.0714 0.0963 0.0702
75

T«
TOTAL
PUMP
ROD
TUBING
ible 3-29 Failure Frequency In Wasson
Year
1990 1991 1992 1993 1994 1995 1996 1990 1991 1992 1993 1994 1995 1996 1990 1991 1992 1993 1994 1995 1996 1990 1991 1992 1993 1994 1995 1996
Company and Yearly Average Well Numbers A(326A')
0.3800 0.4800 0.2900 0.2400 0.2500 0.2000 0.2000 0.2000 0.2900 0.1800 0.1400 0.1500 0.1100 0.1300 0.0900 0.1300 0.0700 0.0500 0.0400 0.0400 0.0300 0.0900 0.0600 0.0400 0.0500 0.0600 0.0500 0.0400
B(170A')
0.5749 0.6506 0.5805 0.3547
0.2156 0.3012 0.2011 0.2151
0.2156 0.2169 0.1667 0.0116
0.1437 0.1325 0.2126 0.1279
C(121A')
0.7633 0.7861 0.9000
0.3529 0.3930 0.3778
0.3037 0.2927 0.4556
0.1067 0.1003 0.0667
D(516A')
1.2696 1.1783 0.7382 0.6124 0.5222
0.5602 0.4360 0.2618 0.2267 0.1605
0.3939 0.3934 0.1969 0.1725 0.1838
0.2084 0.2500 0.2165 0.1512 0.1393
76

Table 3-30 Failure Frequency In Monahans
TOTAL
PUMP
ROD
TUBING
Year
1990 1991 1992 1993 1994 1995 1996 1990 1991 1992 1993 1994 1995 1996 1990 1991 1992 1993 1994 1995 1996 1990 1991 1992 1993 1994 1995 1996
Company and Yearly Average Well Numbers
B(116/Y)
0.8110 0.6475 0.5776 0.1919
0.4567 0.3033 0.3793 0.0505
0.2520 0.2213 0.1379 0.0505
0.1024 0.1230 0.0603 0.0909
D(139A')
2.0451 1.1328 0.8571 0.7122 0.7153
0.6842 0.4766 0.4071 0.2878 0.2847
0.7218 0.2734 0.1857 0.1223 0.1898
0.2632 0.2266 0.1286 0.2302 0.2336
77

Table 3-31 Failure Frequency In MSAU-ANDREWS
TOTAL
PUMP
ROD
TUBING
Year
1990 1991 1992 1993 1994 1995 1996 1990 1991 1992 1993 1994 1995 1996 1990 1991 1992 1993 1994 1995 1996 1990 1991 1992 1993 1994 1995 1996
Company and Yearly Average Well Numbers B(521A')
0.5541 0.4183 0.2747 0.1420
0.2372 0.1578 0.1122 0.0447
0.1120 0.1008 0.0503 0.0350
0.2049 0.1597 0.1122 0.0623
C{47l\)
1.2469 0.6944 0.5902
0.5926 0.2778 0.3934
0.4074 0.2222 0.1311
0.2469 0.1944 0.0656
78

Table 3-32 Failure Frequency In Sundown
TOTAL
PUMP
ROD
TUBING
Year
1990 1991 1992 1993 1994 1995 1996 1990 1991 1992 1993 1994 1995 1996 1990 1991 1992 1993 1994 1995 1996 1990 1991 1992 1993 1994 1995 1996
Company and Yearly Average Well Numbers
E(251/Y)
0.7611 0.8126
0.2420 0.2287
0.4059 0.4410
0.1132 0.1429
F(64A')
1.4833 0.9219 0.9375 0.7538 0.8308
0.8667 0.3906 0.4063 0.3231 0.3385
0.3667 0.4219 0.3750 0.2923 0.4154
0.2500 0.1094 0.1563 0.1385 0.1077
79

3.3 Failure Frequency Graphs
To make the failure data more straightforward, the above tables have been converted
to figures, Fig. 3-1 through Fig. 3-49. On the charts, A(670/Y) means Company A had an
average number of 670 active producing wells per year.
1.4000
1.2000
o z UJ D
a ULl C^ u. UJ oc z> -1 < u.
1.0000
0.8000
0.6000
0.4000
0.2000
0.0000
1990 1991 1992 1993
YEAR
1994 1995 1996
Fig. 3-1 All Companies Total Failure Frequencies
80

0.6000
0.5000 >-o g 0.4000 D O a: 0.3000 UJ
oc 0.2000
0.1000
0.0000
Ai570/Y) B(2532/Y)
- • C(1123A') ^ D(2642/Y) * E(574/Y) © F(3788/Y)
G(5737/Y) • -^ - •H(2023/Y)
1990 1991 1992 1993 1994 1995 1996
YEAR
Fig 3-2 All Companies Pump Failure Frequencies
0.7000
0.6000
> 0.5000 z UJ O 0.4000 UJ
u. g 0.3000
-J
£ 0.2000
0.1000
0.0000
1990 1991 1992 1993 1994 1995 YEAR
1996
Fig. 3-3 All Companies Rod Failure Frequencies

>• o z UJ 3
o UJ CL u. UJ
oc < u.
0.0000 1990 1991 1992 1993 1994 1995 1996
YEAR
Fig. 3-4 All Companies Tubing Failure Frequencies
o UJ
a UJ oc u. UJ oc Z) < u.
0.000 1990 1991 1992 1993
YEAR
1994 1995 1996
Fig. 3-5 Andrews Total Failure Frequencies
82

0.900
0.800
0.700 >-
Z 0.600 UJ
2 0.500 DC
UJ 0.400 OC
d 0.300 < u.
0.200
0.100
0.000
1990
• ~ T — "
4—A(28A')
B(529A')
-K—D(165A')
-:^--H(112A')
1991 1992 1993
YEAR
1994 1995 1996
Fig. 3-6 Andrews Pump Failure Frequencies
83

FRE
QU
EN
CY
FA
ILU
RE
0.800
0.700
0.600
0.500
0.400
0.300
0.200
0.100
0.000 1990 1991 1992 1993 1994 1995
YEAR
Fig. 3-7 Andrews Rod Failure Frequencies
1996
0.100
0.000
4—A(28A')
B(529A')
X—D(165A')
[--A--H(112/Y)
1990 1991 1992 1993 1994 1995 1996 YEAR
Fig. 3-8 Andrews Tubing Failure Frequencies
84

>-
ENC
FR
EQ
U
UJ oc
AIL
U
UL
2.000
1.800
1.600
1.400
1.200
1.000
0.800
0.600
0.400
0.200
0.000
1990 1991 1992 1993 YEAR
1994 1995 1996
Fig. 3-9 Midland Total Failure Frequencies
1.000
0.900
0.800
O 0.700 z UJ => 0.600 o UJ OC 0.500 u. UJ a: 0.400 < 0.300 u.
0.200
0.100
0.000
1990 1991 1992 1993
YEAR
1994 1995 1996
Fig. 3-10 Midland Pump Failure Frequencies
85

0.000
A(71A')
B(186A')
1990 1991 1992 1993 1994 1995 1996 YEAR
Fig. 3-11 Midland Rod Failure Frequencies
86

0.600
1990 1991 1992 1993 1994 1995 1996 YEAR
Fig. 3-12 Midland Tubing Failure Frequencies
87

>-o z UJ
1.800
1.600
1.400
1.200
2 1.000 OC
UJ 0.800 oc
d 0.600 < u.
0.400
0.200
0.000
1990 1991 1992 1993 1994 1995 1996 YEAR
Fig. 3-13 New Mexico Total Failure Frequencies
0.800
0.700
> 0.600 z UJ D 0.500 a UJ pC 0.400 u. UJ
£ 0.300
< 0.200
0.100
0.000
-•-A(108A')
-•-C(131A')
-><- D(245/Y)
1990 1991 1992 1993
YEAR
1994 1995 1996
Fig. 3-14 New Mexico Pump Failure Frequencies
88

>-
o z UJ 3 a UJ oc II UJ
oc J < u.
0.800
0.700
0.600
0.500
0.400
0.300
0.200
•A(108A')
•C(131/Y)
•D(245A')
0.100
0.000
1990 1991 1992 1993 1994 1995 1996
YEAR
Fig. 3-15 New Mexico Rod Failure Frequencies
0.300
0.250
0.050
•A(108/Y)
•C(131A')
D(245/Y)
0.000 1990 1991 1992 1993 1994 1995 1996
YEAR
Fig. 3-16 New Mexico Tubing Failure Frequencies
89

1.6
1.4
> 1.2 O
UJ 1 a UJ cc 0.8 u. UJ oc 0.6
0.4
0.2
0
>-o z UJ Z)
o UJ oc u. UJ oc
0.7
0.6
0.5
0.4
0.3
< 0.2
0.1
B(63A')
CCHOA')
D(546A')
1990 1991 1992 1993 1994 1995 1996 YEAR
Fig. 3-17 Denver Total Failure Frequencies
B(63/Y)
C{^40rY)
D(546A^)
1990 1991 1992 1993 1994 1995 1996
YEAR
Fig. 3-18 Denver Pump Failure Frequencies
90

> o z UJ
D o UJ OC u. UJ
oc < u.
0.5
0.45
0.4
0.35
0.3
0.25
0.2
0.15
0.1
0.05
0
• • - B(63A')
-m- C(140/Y)
-X-D(546A')
1990 1991 1992 1993 1994 1995 YEAR
Fig. 3-19 Denver Rod Failure Frequencies
1996
>-o z UJ
0.3
0.25
0.2
O UJ OC 0.15 u. UJ
oc d 0.1
0.05 B(63A')
C(140/Y)
D(546A')
0
1990 1991 1992 1993 1994 1995 YEAR
Fig. 3-20 Denver Tubing Failure Frequencies
1996
91

>-o z UJ
0.9
0.8
0.7
0.6
2 05 OC
m 0.4 OC
3 0.3
0.2
0.1
0
B(175A')
C(409/Y)
D(355A')
1990 1991 1992 1993 1994 1995 1996 YEAR
Fig. 3-21 Levelland Total Failure Frequencies
1990 1991 1992 1993 1994 1995 1996 YEAR
Fig. 3-22 Levelland Pump Failure Frequencies
92

o z UJ
0.4
0.35
0.3
0.25 O UJ OC 0.2 u. UJ
§ 0.15
0.1
0.05
0
1990 1991 1992 1993
YEAR
1994
B(175A')
C(409A')
D(355A')
1995 1996
Fig. 3-23 Levelland Rod Failure Frequencies
0.2
0.18
0.16
O 0.14 z UJ 3 0.12
a UJ OC 0.1 u. UJ
oc 0.08
< 0.06
0.04
0.02
J_ B(175A')
C(409A')
D(355A')
0 1990 1991 1992 1993 1994 1995 1996
YEAR
Fig. 3-24 Levelland Tubing Failure Frequencies
93

>-o z UJ D o UJ OL u. UJ
A(326A')
B(170A')
C(121/Y)
D(516/Y)
0.600
0.400
0.200
0.000
1990 1991 1992 1993 1994 1995 1996
YEAR
Fig. 3-25 Wasson Total Failure Frequencies
0.600 A(326A')
B(170A')
C(121A')
0(516 1 )
0.000
1990 1991 1992 1993 1994 1995 1996
YEAR
Fig. 3-26 Wasson Pump Failure Frequencies
94

0.500
0.450
0.400
O 0.350 f i
UJ •D 0.300 o UJ
Q: 0.250 UJ
^ 0.200
< 0.150
0.100 0.050
0.000
•A(326A')
•B(170A')
•C(121A')
•D(516/Y)
1990 1991 1992 1993 1994 1995
YEAR
Fig. 3-27 Wasson Rod Failure Frequencies
1996
0.250
0.200
>-o z UJ
3 0.150
a UJ oc u. UJ
oc 0.100 < u.
0.050
0.000
•A(326A')
•B(170A')
•C(121A')
•D(516/Y)
1990 1991 1992 1993 1994 1995 1996
YEAR
Fig. 3-28 Wasson Tubing Failure Frequencies
95

2.5
> • o z UJ
a UJ oc u. UJ
oc
1.5
0.5
0
•B(116A')
D(139/Y)
1990 1991 1992 1993 1994 1995 1996 YEAR
Fig. 3-29 Monahans Total Failure Frequencies
> • o z UJ 3
o UJ OC u. UJ oc
0.7
0.6
0.5
0.4
0 3
< 0.2
0.1
B(116A')
DCISgA')
0
1990 1991 1992 1993 1994 1995 1996 YEAR
Fig. 3-30 Monahans Pump Failure Frequencies
96

B(116A')
D(139/Y)
1990 1991 1992 1993 1994 1995 1996 YEAR
Fig. 3-31 Monahans Rod Failure Frequencies
0.3
0.25 > •
o m 0.2
a UJ oc 0.15 u. UJ
oc 3 0.1
0.05
B(116A')
D(139A') —X
1990 1991 1992 1993 1994 1995 1996
YEAR
Fig. 3-32 Monahans Tubing Failure Frequencies
97

>
o z UJ D
o UJ OC u. UJ oc 3 _J <
1.4
1.2
1
OR
0.6
0.4
0.2
0
1990 1991 1992 1993 1994 1995 1996 YEAR
Fig. 3-33 MSAU-ANDREWS Total Failure Frequencies
>-o z UJ
0.6
0.5
0.4
-•-B(521A') { |-»-C(47/Y)
a UJ
P 0.3 UJ
oc 0.2
0.1
0 1992 1993 1994 1995 1996
YEAR 1990 1991
Fig. 3-34 MSAU-ANDREWS Pump Failure Frequencies
98

>-o z UJ
0.45
0.4
0.35
0.3
2 025 OC
H] 0.2 OC
3 0.15 < u.
0.1
0.05
0
B(521A')
C(47/Y)
1990 1991 1992 1993 1994 1995 1996
YEAR
Fig. 3-35 MSAU-ANDREWS Rod Failure Frequencies
>-o z UJ
o UJ oc u. UJ
oc < u.
0.25
0.2
0.15
0.1
0.05
0 1993 1994 1995 1996
YEAR 1990 1991 1992
Fig. 3-36 MSAU-ANDREWS Tubing Failure Frequencies
99

1990 1991 1992 1993 1994 1995 YEAR
Fig. 3-37 Sundown Total Failure Frequencies
1996
>-o z UJ D
a UJ oc u. UJ
oc < u.
1990 1991 1992 1993 1994 1995 YEAR
Fig. 3-38 Sundown Pump Failure Frequencies
1996
100

> •
o z UJ D o UJ OC u. UJ oc -J < u.
0.45
0.4
0.35
0.3
0.25
0.2
0.15
0.1
0.05
0
1990 1991 1992 1993 YEAR
1994
E(251A')
F(64A')
1995 1996
Fig. 3-39 Sundown Rod Failure Frequencies
0.25
o z UJ D
o UJ OC
S 0.1
0.15
0.05
E(251A')
e - F(64A')
0
1990 1991 1992 1993 1994 1995 1996
YEAR
Fig. 3-40 Sundown Tubing Failure Frequencies
101

1990 1991 1992 1993 1994 1995 1996 YEAR
Fig. 3-41 Company A Failure Frequencies
>-o I I I
FRE
QU
UJ OC
—I
FA
I
0.600
0.500
0.400
0.300
0.200
0.100
0.000
1990 1991 1992 1993 1994 1995 1996
YEAR
Fig. 3-42 Company B Failure Frequencies
102

0.7
0.6
>; 0.5
z UJ
a 0.4 UJ OC
g 0.3
1 0.2
0.1
0
1990 1991 1992 1993 1994 1995 1996
YEAR
Fig. 3-43 Company C Failure Frequencies
1990 1991 1992 1993 1994 1995 1996 YEAR
Fig. 3-44 Company D Failure Frequencies
103

>-o z UJ Z) a UJ oc u. UJ oc
1990 1991 1992 1993 YEAR
1994 1995 1996
Fig. 3-45 Company E Failure Frequencies
>-o
0.8
0.7
0.6
^ 0.5
a UJ oc 0.4 U-UJ
§ 0.3
0.2
0.1
PUMP
ROD
TUBING
TOTAL
1992 1993 1994 1995 YEAR
1990 1991
Fig. 3-46 Company F Failure Frequencies
1996
104

>-
o z UJ D
o UJ OC u. UJ oc D -1 < u.
0.9
0.8
0.7
0.6
0.5
0,4
0 3
0.2
0.1
PUMP ROD
TUBING TOTAL
1990 1991 1992 1993 YEAR
1994 1995 1996
Fig. 3-47 Company G Failure Frequencies
>-o z UJ D O UJ oc u. UJ oc D
0.5
0.45
0.4
0.35
0.3
0.25
0.2
0.15
0.1
0.05
0
PUMP ROD
TUBING TOTAL
1993 YEAR
1994 1995 1990 1991 1992
Fig. 3-48 Company H Failure Frequencies
1996
105

1990 1991 1992 1993 1994 1995 1996 YEAR
Fig. 3-49 Company K Failure Frequencies
3.4 Some Observations of the Tables and Graphs
From the above tables and graphs, it can be observed that (1) different companies
have very different operation management and data organizing modes, some are more
efficient and easier to access their useful data; (2) different companies have very different
failure frequencies which to some extent are the criteria to judge their field operation
efficiency, facility manipulation, underground working conditions of the sucker rod
pumping equipment and so forth; (3) there is a trend of failure frequency decrease among
the participated companies with few exceptions, (4) generally speaking pump failure
frequency is the largest compared with those of sucker rod and tubing for all the sucker
rod pumping wells, (5) to attain a better picture of the Permian Basin sucker rod pumping
failures, further endeavor may be exerted on the statistical analysis of the provided data.
106

3.5 Summary
From the tables and graphs in this chapter, the following observations have been made.
• To obtain the required data some of the provided Access files have to be converted
and sorted to Excel files;
• With the reorganized Excel files, active well numbers and classified failures may be
counted;
• To compare the failures of the sucker rod pumping system, failure frequency should
be introduced. Failure frequency is calculated by failure numbers and active well
numbers;
• To be more straightforward, the failure frequency tables have been plotted to
graphs;
• From the generated tables and graphs, some phenomena have been observed.
107

CHAPTER 4
APPLICATION OF FAULT TREE ANALYSIS
TO SUCKER ROD PUMPING SYSTEM
4.1 Introduction
Fault Tree Analysis (FTA) was first developed in 1961-62 by H. A. Watson of Bell
Telephone Laboratories under an Air Force study contract for the Minuteman Launch
Control System. "* ' ' ^ Since then it has been widely used to improve the safety of various
systems in military, aerospace, mining and nuclear industries. It has been often used as a
failure analysis tool by reliability experts. Sucker rod pumping is the most widely used
form of artificial lift in the world. Failures of the sucker rod system have caused millions
of dollars' loss in the world. The Permian Basin is one of the largest oil production bases.
It would be most beneficial to guarantee the normal operation of sucker-rod systems in
this area. Oil companies are now seeking measures to reduce the failures of the sucker rod
pumping system. There are many methods utilized in the fault diagnosis of the sucker rod
pumping system, but most of them are valid only in some cases. The use of FTA to
analyze failures of the sucker rod system will result in better decision making. This
research program is supported by more than eleven oil companies in the Permian Basin.
When this project is accomplished, it is expected to find out the main failure causes for
different companies and for different production units, and to make the sucker rod
pumping systems much more efficient and effective.
4.2 Definition of Failures
The failures of sucker rod pumping wells are undesired events. Such events usually
arise in the sucker rod pumping systems that have a history of recurring faults. Past
failure records have indicated that the systems and events qualify for FTA.
In defining an undesired event, first determine all the undesired events in an operating
system. In a sucker rod pumping system, the stoppage of operafion may be caused by (1)
equipment failure or failures, and (2) failure or failures of the well itself Equipment
108

failure(s) may be caused by the pumping unit, the sucker rod string, and the downhole
pump. Well failure(s) may cause equipment failure(s), that is, well failure(s) may be
incorporated in the equipment failure(s) or malfunction(s). Detailed failures of the system
will be presented on Fig. 4-1 through Fig. 4-7.
4.3 Understanding the System
After defining an undesired event, the next task is to gain an understanding of the
system selected for FTA. The important part of this step is gaining knowledge of system
operations and interactions. All available information about the system and its
environment should be studied. The information should include system drawings,
layouts, schematics, specifications, pictures, diagrams, operating manuals, and
information gained from experienced people. Any data of the system can be useful.
For the sucker rod pumping system, operation can be guaranteed by electricity,
linking and control components and fluid flow in reservoir and in vertical and horizontal
pipes. Any factor causing trouble with them may result in failure of the whole system.
4.4 Construction ofthe Fault Tree
Fault tree construction is a logic process that produces a diagram displaying all
possible causes ofthe undesired event. The process starts with the undesired event, here
the pumping well failure, at the top ofthe tree. Reasoning backward from the top event,
the events (primary events, here equipment failures and well failures) that could directly
cause the top undesired event are shown immediately below. They are input events to the
top event. Logic gates indicate the relationships between these primary causes in
producing the undesired events.
Each primary event is an output event, and each is analyzed to determine its causes.
The logic process continues for each event identified and ends with independent or
undeveloped events. Throughout the process, logic gates show how input events interact
to produce each output event. The fault tree for a sucker rod pumping system is as shown
on Fig. 4-1 through Fig. 4-7.
109

4.5 Evaluation of the Fault Tree
After constructing the fault tree, the next step is to evaluate the tree. In the evaluation,
determine the circumstances under which each ofthe bottom events could occur. In
making this determination, the relative likelihood or probability of occurrence of these
independent or undeveloped events is also assessed. Probabilities result from test results,
experience, published data, accident and incident records, or engineering judgment. The
likelihood ofthe output events immediately above the bottom events is then determined
from the probabilities. The evaluation process continues up the tree until determining the
likelihood for the undesired event shown at the top.
Mathematical techniques for combining and simplifying the fault tree probabilities
may be used to perform a quantitative evaluation. There are many factors to determine:
the overall likelihood ofthe undesired event, the combination of events most likely
leading to the undesired event, the events that contribute the most to this combination,
and the most likely event sequences or paths to the top ofthe tree.
pumping unit failure
tubing failure
JL equipment failure
OR
sucker-rod string failure
pumping well failure
OR
downhole pump failure
well failure
OR
± casing failure
well head failure
Fig. 4-1 Pumping Well Failure Comprehensive Tree
110

pumping unit failure
OR
counterbalance part failure
motor does not work
power transmission part failure
movement conversion part failure
bearing failure
OR
Fig. 4-2 Pumping Unit Failure Tree
111

tubing failure
OR
tubing body failure
tubing connection failure
OR OR
thread damage
OR
Fig. 4-3 Tubing Failure Tree
112

sucker-rod failure
OR
polished rod
failure sucker-rod
string failure
OR OR
body failure
connection failure
pin failure
OR
thread failure
thread failure
Fig. 4-4 Sucker Rod Failure Tree
113

downhole pump failure
OR
pump malfunction
pump parts failure
OR OR
gas interference
Incomplete tillage
JL plunger or travelling valve leak
standing valve leak
barrel failure
plunger failure
travelling valve failure
standing valve failure
Fig. 4-5 Downhole Pump Failure Tree
114

casing failure
OR
casing thread failure casing body failure
OR OR
casing collapse
/ formation \ I creep J
Fig. 4-6 Casing Failure Tree
115

output event
undeveloped event (not necessary or lack of information to develop further)
independent event
OR OR gate, representing a situation In which any of the events shown below the gate (input events) will lead to the event shown above the gate (output event) The output event will occur if and only If one or any combination of the input events exist.
AND AND gate, representing a condition in which all the events shown below the gate (Input events) must be present for the event above the gate (output event) to occur The output event will occur only if all of the Input events exist simultaneously.
Fig. 4-7 Wellhead Failure Tree and Notes
116

Failure probability at any level, P. can be calculated using the following equations: n n
P = Z P. = Z 1 - R, (t) for OR gates fault trees i=l 1=1
n n
P = n Pi = n 1 - Ri (t) for AND gates fault trees i=l
R,( t ) -e -i=l
->Mt
where, P,—-the probability of failure ofthe i" component on the next lower le\el;
R,(t)—-the reliabilit}' ofthe i"" component:
t—time;
?ij—-failure rate ofthe i"' component (usually assumed constant);
n-—the number of components on the next lower le\el.
The reliability ofthe system. Rg, is determined by using the failure probability ofthe
system, P
R s = l - P s -
By using the above evaluation techniques, the reliability of any system can be e\aluated
on a probability basis, which can be used to direct operafion and to make solufions. At
present more detailed data are being prepared by oil companies, we have to use the
available data to do analysis. To best use these data, we use another mathematical
evaluation technique to evaluate the fault tree (Fig. 4-8).
Data of failures in sucker-rod pumping systems of Company A are given in Table 4-1
which came from different production units in the Permian Basin. Failure data of other
companies are not presented here (the anahsis showed the same results with those
presented here). Table 4-2 is the failure frequency data sheet for different production
units and for different years, which can be used as a basis for various failure occurrence,
i.e., probabilities of occurrence of different failures in the sucker-rod pumping system.
Table 4-3 is the total failure data, which can work as an average probability calculation
for all the production units in different years.
17

sucker-rod pumping system stoppage
OR
stoppage due to pump
OR
X rod body failure
OR
sucker-rod string failure
OR
JL sucker-rod
string failure
OR
rod box failure
OR
JL rod pin failure
OR
Fig. 4-8 Sucker Rod Pumping System Stoppage Tree
118

UNIT
DENVER
ADNREWS
OTHER
CLU
SELU
NMPU
WASSON
ADNREWS
TXL
MONAHANS
LPU
YEAR
1992
1993
1994
1995
1996
1992
1993
1994
1995
1996
1992
1993
1994
1995
1996
1992
1993
1994
1995
1996
1992
1993
1994
1995
1996
1992
1993
1994
1995
1996
1992
1993
1994
1995
1996
1992
1993
1994
1995
1996
1992
1993
1994
1995
1996
1992
1993
1994
1995
1996
PUMP
FAIL
245
195
144
187
134
31
16
7
4
6
25
10
10
12
10
49
15
9
15
10
83
51
65
31
36
265
213
123
115
82
111
73
68
60
38
169
68
48
51
91
61
57
40
38
81
29
23
31
23
PUMP
CHANGE
104
12
18
4
0
1
1
0
0
1
6
7
5
0
0
5
12
6
1
0
1
1
2
2
0
28
12
10
2
1
2
1
0
0
7
0
0
0
0
0
0
0
0
1
12
22
11
1
0
TBG
BODY
137
90
70
68
66
13
18
19
5
2
18
16
7
6
3
25
36
18
28
20
22
31
20
18
43
109
129
110
78
72
51
66
68
32
21
28
25
28
44
35
29
18
32
32
43
53
25
34
24
TABLE 4-1 Failure Data Sheet CAUSE OF STOPPAGE
ROD BODY FAIL
3/4
63
46
37
87
74
7
4
8
1
0
10
7
4
3
0
13
12
3
6
4
9
7
0
5
5
32
50
24
22
21
33
26
14
7
6
29
12
8
12
20
7
3
1
2
25
19
7
9
4
7/8
26
12
5
11
10
1
3
0
0
0
0
0
1
4
0
5
3
0
2
1
3
0
1
2
2
11
19
19
14
7
8
8
5
2
2
10
2
2
2
2
0
0
1
0
5
3
1
6
1
1
16
7
9
9
6
2
1
1
2
3
1
1
0
0
0
1
1
3
0
1
5
0
0
1
0
28
26
15
10
19
22
9
5
6
8
17
6
10
11
11
1
8
0
2
2
2
3
0
1
ROD BOX FAIL.
3/4
9
3
4
4
1
1
1
0
0
0
1
6
1
1
2
6
5
6
7
2
6
1
1
3
3
7
9
5
2
8
4
4
6
2
1
3
6
2
0
3
2
1
3
1
9
13
6
9
5
7/8
14
10
1
10
6
3
2
1
2
0
14
9
4
7
2
18
6
5
6
4
11
4
1
1
2
55
32
12
17
14
14
5
7
2
2
5
7
4
3
5
2
0
0
0
32
15
9
14
6
1
15
10
3
5
3
0
0
1
3
2
0
0
0
0
0
2
1
2
2
0
1
0
1
0
1
8
5
4
1
2
3
3
3
6
4
6
7
3
6
13
3
3
2
2
2
1
2
2
0
ROD PIN FAIL
3/4
3
3
6
3
6
1
3
0
0
0
12
8
2
6
2
9
8
7
7
6
7
9
4
4
2
16
13
5
6
7
8
5
3
0
1
5
5
1
3
7
6
0
3
4
23
20
11
16
9
7/8
15
10
6
9
6
0
0
1
0
1
8
12
4
2
4
15
6
6
7
4
7
7
9
7
4
34
33
12
13
9
8
12
7
7
9
14
8
4
4
30
12
9
4
9
24
21
11
10
9
1
15
7
13
7
3
0
0
0
0
0
1
2
0
0
1
4
0
1
1
1
5
8
3
2
4
15
16
4
4
3
2
2
4
0
0
14
4
1
0
5
2
1
3
0
5
2
1
1
2
POL ROD
FAILURE
63
24
23
16
12
3
5
1
1
1
6
6
25
0
1
4
11
24
7
4
6
6
4
3
2
26
11
10
8
5
15
7
8
3
3
3
3
4
2
22
7
12
7
6
12
17
53
8
6
OTHER
FAIL
33
13
27
19
23
21
8
10
3
0
26
6
2
1
0
16
15
10
1
1
21
13
1
4
0
30
40
22
24
21
26
21
13
9
11
8
10
8
4
28
13
8
3
2
43
22
13
2
1
TOTAL
FAIL
758
442
366
439
350
71
63
42
18
17
128
90
65
42
25
172
131
99
90
58
187
138
112
83
104
664
608
375
316
270
307
242
211
135
106
331
163
123
142
272
145
120
99
98
318
239
176
143
91
ACTIVE
WELL
539
544
554
590
591
61
60
59
17
35
148
148
145
133
129
183
183
181
179
185
303
289
267
257
242
523
516
508
516
517
169
150
172
142
172
214
190
202
202
133
128
140
139
137
355
355
350
343
342
119

UNIT
DENVER
ADNREWS
OTHER
CLU
SELU
NMPU
WASSON
ADNREWS
TXL
MONAHANS
LPU
YEAR
1992
1993
1994
1995
1996
1992
1993
1994
1995
1996
1992
1993
1994
1995
1996
1992
1993
1994
1995
1996
1992
1993
1994
1995
1996
1992
1993
1994
1995
1996
1992
1993
1994
1995
1996
1992
1993
1994
1995
1996
1992
1993
1994
1995
1996
1992
1993
1994
1995
1996
PUMP
FAIL.
0.323
0.441
0.393
0.426
0.383
0.437
0.254
0.167
0.222
0.353
0.195
0.111
0.154
0.286
0.400
0.285
0.115
0.091
0.167
0.172
0.444
0.370
0.580
0.373
0.346
0.399
0.350
0.328
0.364
0.304
0.362
0.302
0.322
0.441
0.358
0.511
0.417
0.390
0.359
0.335
0,421
0.475
0.404
0.388
0.255
0.121
0.131
0.217
0.253
PUMP
CHANGE
0.137
0.027
0.049
0.009
0.000
0.014
0.016
0.000
0.000
0.059
0.047
0.078
0.077
0.000
0.000
0.029
0.092
0.061
0.011
0.000
0.005
0.007
0.018
0.024
0.000
0.042
0.020
0.027
0.006
0.004
0.007
0.004
0.000
0.000
0.066
0.000
0.000
0.000
0.000
0.000
0.000
0.000
0.000
0.010
0.038
0.092
0.063
0.007
0.000
TABLE 4-
TBG
BODY
0.181
0.204
0.191
0.155
0.189
0.183
0.286
0.452
0.278
0.118
0.141
0.178
0.108
0.143
0.120
0.145
0.275
0.182
0.311
0.345
0.118
0.225
0.179
0.217
0.413
0.164
0.212
0.293
0.247
0.267
0.166
0.273
0.322
0.235
0.198
0.085
0.153
0.228
0.310
0.129
0.200
0.150
0.323
0.327
0.135
0.222
0.142
0.238
0.264
2 Failure Frequency Data Sh( CAUSE OF STOPPAGE
ROD BODY FAIL
3/4
0.083
0.104
0.101
0.198
0.211
0.099
0.063
0.190
0.056
0.000
0.078
0.078
0.062
0.071
0.000
0.076
0.092
0.030
0.067
0.069
0.048
0.051
0.000
0.060
0.048
0.048
0.082
0.064
0.070
0.078
0.107
0.107
0.066
0.051
0.057
0.088
0.074
0.065
0.085
0.074
0.048
0.025
0.010
0.020
0.079
0.079
0.040
0.063
0.044
7/8
0.034
0.027
0.014
0.025
0.029
0.014
0.048
0.000
0.000
0.000
0.000
0.000
0.015
0.095
0.000
0.029
0.023
0.000
0.022
0.017
0.016
0.000
0.009
0.024
0.019
0.017
0.031
0.051
0.044
0.026
0.026
0.033
0.024
0.015
0.019
0.030
0.012
0.016
0.014
0.007
0.000
0.000
0.010
0.000
0.016
0.013
0.006
0.042
0.011
1
0.021
0.016
0.025
0.021
0.017
0.028
0.016
0.024
0.111
0.176
0.008
0.011
0.000
0.000
0.000
0.006
0.008
0.030
0.000
0.017
0.027
0.000
0.000
0.012
0.000
0.042
0.043
0.040
0.032
0.070
0.072
0.037
0.024
0.044
0.075
0.051
0.037
0.081
0.077
0.040
0.007
0.067
0.000
0.020
0.006
0.008
0.017
0.000
0.011
ROD BOX FAIL.
3/4
0.012
0.007
0.011
0.009
0.003
0.014
0.016
0.000
0.000
0.000
0.008
0.067
0.015
0.024
0.080
0.035
0.038
0.061
0.078
0.034
0.032
0.007
0.009
0.036
0.029
0.011
0.015
0.013
0.006
0.030
0.013
0.017
0.028
0.015
0,009
0.009
0.037
0.016
0.000
0.011
0.014
0.008
0.030
0.010
0.028
0.054
0.034
0.063
0.055
7/8
0.018
0.023
0.003
0.023
0.017
0.042
0.032
0.024
0.111
0.000
0.109
0.100
0.062
0.167
0.080
0,105
0.046
0.051
0.067
0.069
0,059
0,029
0,009
0.012
0.019
0.083
0.053
0,032
0,054
0,052
0,046
0,021
0.033
0,015
0,019
0.015
0.043
0.033
0.021
0.018
0.014
0.000
0.000
0,000
0.101
0.063
0.051
0.098
0.066
1
0.020
0.023
0.008
0.011
0.009
0.000
0.000
0.024
0,167
0,118
0,000
0,000
0,000
0,000
0,000
0,012
0,008
0,020
0,022
0,000
0,005
0,000
0,009
0,000
0,010
0,012
0,008
0,011
0,003
0,007
0,010
0,012
0,014
0,044
0.038
0.018
0.043
0.024
0.042
0.048
0.021
0.025
0.020
0.020
0.006
0.004
0.011
0.014
0.000
2et
ROD PIN FAIL.
3/4
0,004
0,007
0,016
0.007
0.017
0.014
0.048
0.000
0.000
0.000
0.094
0.089
0.031
0.143
0.080
0.052
0.061
0.071
0.078
0.103
0.037
0.065
0.036
0.048
0.019
0.024
0.021
0.013
0.019
0,026
0,026
0,021
0,014
0,000
0,009
0.015
0.031
0.008
0.021
0.026
0.041
0.000
0.030
0.041
0.072
0.084
0.063
0.112
0,099
7/8
0,020
0,023
0,016
0,021
0,017
0,000
0,000
0,024
0.000
0,059
0,063
0,133
0,062
0,048
0,160
0,087
0,046
0,061
0.078
0.069
0.037
0.051
0.080
0,084
0,038
0,051
0.054
0.032
0.041
0.033
0.026
0.050
0.033
0.051
0.085
0.042
0.049
0.033
0.028
0.110
0.083
0,075
0.040
0.092
0.075
0.088
0.063
0.070
0.099
1
0.020
0.016
0.036
0.016
0.009
0,000
0,000
0,000
0,000
0,000
0,008
0,022
0,000
0,000
0,040
0,023
0,000
0,010
0,011
0,017
0,027
0,058
0,027
0.024
0,038
0,023
0,026
0,011
0,013
0,011
0,007
0,008
0,019
0,000
0.000
0.042
0.025
0.008
0.000
0.018
0.014
0.008
0.030
0.000
0.016
0.008
0.006
0.007
0.022
POL ROD
FAILURE
0.083
0.054
0.063
0.036
0.034
0.042
0,079
0,024
0.056
0.059
0,047
0,067
0.385
0.000
0.040
0.023
0.084
0.242
0.078
0,069
0,032
0,043
0,036
0,036
0,019
0,039
0,018
0.027
0.025
0.019
0.049
0.029
0.038
0,022
0,028
0,009
0,018
0,033
0,014
0,081
0,048
0,100
0,071
0,061
0,038
0,071
0.301
0.056
0.066
OTHER
FAIL
0.044
0.029
0.074
0.043
0.066
0.296
0,127
0,238
0,167
0,000
0,203
0.067
0,031
0,024
0,000
0,093
0,115
0,101
0,011
0,017
0,112
0,094
0,009
0,048
0,000
0,045
0,066
0.059
0.076
0.078
0.085
0.087
0.062
0.066
0.104
0.024
0,061
0,065
0,028
0,103
0,090
0,067
0,030
0,020
0,135
0,092
0,074
0.014
0,011
TOTAL
FAIL,
1
442
366
439
350
71
63
42
18
17
128
90
65
42
25
172
131
99
90
58
187
138
112
83
104
664
608
375
316
270
307
242
211
136
106
331
163
123
142
272
145
120
99
98
318
239
176
143
91
ACTIVE
WELL
539
544
554
590
591
61
60
59
17
35
148
148
145
133
129
183
183
181
179
185
303
289
267
257
242
523
516
508
516
517
169
150
172
142
172
214
190
202
202
133
128
140
139
137
355
355
350
343
342
120

UNrr
TOTAL
FAILURES
TOTAL
FAILURE
FREQUENCY
YEAR
1992
1993
1994
1995
1996
1992
1993
1904
1995
i99o
PUMP
FAIL
1064
696
551
524
360
0.370
0.350
0.360
0.383
0.348
PUMP
CHANGE
147
48
41
9
9
0.052
0.024
0.027
0.007
0.009
TBG
BODY
433
426
349
307
261
0.152
0.214
0.228
0.224
0.252
TABLE 4-3 1 Total Failure Data Sheet
ROD BODY FAIL,
3/4
219
167
94
144
113
0.077
0.084
0.061
0.105
0.109
7/8
65
48
33
38
22
0.023
0.024
0.022
0.028
0.021
1
101
51
52
37
36
0.036
0.026
0.034
0.027
0.035
CAUSE OF STOPPAGE
ROD BOX FAIL
3/4
41
38
25
23
20
0.014
0.019
0.016
0.017
0.019
7/8
136
75
34
47
X
0.048
0.038
0,022
0.034
0.029
1
48
29
20
22
12
0.017
0.015
0,013
0,016
0,012
ROD PIN FAIL
3/4
70
61
30
35
29
0.025
0.031
0,020
0,026
0,028
7/8
132
103
61
54
46
0.046
0.052
0.040
0.039
0,044
1
61
41
28
17
12
0,021
0.021
0.018
0.012
0.012
POL ROD
FAILURE
147
76
117
47
34
0.052
0.038
0.076
0.034
0.033
OTHER
FAH.
192
132
97
65
59
0.067
0.066
0.063
0.047
0.057
TOTAL
FAH.
2845
1991
1532
1369
1034
1.000
1.000
^J0O0
1.000
1.000
ACTIVE
WELL
2283
2218
2241
2234
2052
2283
2218
2241
2234
2052
CD < ffi
o >-o z Ul 3
o UJ CC u.
1996
Fig. 4-9 Total Failure Frequency (Probability)
121

According to data in the above tables, Fig. 4-9 to Fig. 4-12 were plotted to
demonstrate the failure frequency, which is here to be considered as the failure
probability. Based on data in the above tables, fault tree was constructed as that on Fig. 4-
8. From the tables and figures, it was found that the sucker rod pumping system is
vulnerable to failure because of its almost all OR gate linking, and downhole pump has
the biggest probability to fail among all the assemblies, which may be the result of
pump's multi-moving-component character, bad working conditions, and less
maintenance during its operation. Tubing has a fairly high failure frequency (probability)
which is a warrant to carefully study the motion and load ofthe tubing string. For the rod
string, polished rod, y4-rod body, 7/8-rod box and 7/8-rod pin have higher probabilities of
failure, which may result from imperfect design scheme.
0.45
>- 0.2 o
o UJ OL
0.15
0.1 X:
0.05
1992
^ pump fail • ^ • -tbg body • X 3/4 rod bd ^ - - pol rod ^ 7/8 rod pn ^ • -7/8 rod bx I pump chg
+ - -3/4 rod bx O 3/4 rod pn O - -7/8 rod bd
1 rod bdy ,0 . . . 1 rod pin •3K 1 rod box
1996
Fig. 4-10 Andrews Failure Frequency (Probability)
122

0.45
1996
Fig. 4-11 Denver Failure Frequency (Probability)
UJ 0.15
2 0.14 oc u.
0.05
1992
7/8 rod pn 7/8 rod bx pump chg
+ • •3/4rodhx O 3/4 rod pn O - -7/8 rod bd
1 rod bdy -1 rod pin - 1 rodboK
1996
Fig. 4-12 Wasson Failure Frequency (Probability)
123

4.6 Control ofthe Failures
From the fault tree evaluation, we may find the event sequences which are more
likely to produce the undesired event. In this way it is relatively easy to identify the
events that must be prevented or otherwise controlled to reduce the overall likelihood of
the undesired event. From the evaluation of Fig 4-8, we may find that pump has the
greatest failure frequency, which means, that when a sucker rod pumping svstem
stoppage occurs, the first consideration should be a pump failure, and during operation
and design, we have to put more emphasis on pump. Different companies in different
areas may have different pump, rod and tubing failure frequencies. Fault trees should be
constructed and evaluated, and then take measures to eliminate or reduce the basic
failures, hence reduce the system stoppage. Sucker rod pumping systems may have
different fault trees (e.g., different pumping units or downhole equipment). Consider fully
all the factors which may be a cause ofthe system stoppage.
Failure control may be accomplished through engineering, education and
administrative solutions. Engineering solutions have a permanent effect and are the most
desirable type of failure control. They will normally involve optimizing the operating
system and the working environment. Educational solutions often control failures
involving the attitude and skill ofthe workers in the field. Suitable education and training
programs may change the workers' behavior and improve the system effectiveness. It
would be more desirable to have a training program whenever a new sucker rod pumping
equipment is introduced. Administrative solutions often involve changing the methods or
procedures followed during manipulating the sucker rod system. At times, there are
failures which cannot be controlled by the above solutions. So some protective facilities
should be installed.
124

4.7 Summary
From the above analysis, the following conclusions and suggestions may be
presented:
• Fauh Tree Analysis can be successfully applied to the sucker-rod pumping
systems. It is feasible to guide operation and decision making. It can also be used
to direct other techniques of fault diagnosis
• Sucker-rod pumping system is vulnerable to failure, failure of any component
may resuh in complete failure of the system. Pay attention to the reliability of
every component
• From the analysis of the available data, downhole pump has the highest
probability to fail. Intensive study of pump principle and design of new
downhole pumps are necessary
• Tubing has a fairly high failure frequency, more work should be done on the
motion and load ofthe tubing string
• Current sucker-rod string design has some imperfections, more attention should
be put on the design of polished rod, y4-rod body, 7/8-rod box, and 7/8-rod pin
• Continue the research work until detailed causes of failures are figured out and
better solutions are made to make the sucker rod pumping system more efficient
and more effective.
125

CHAPTER 5
STATISTICAL ANALYSIS OF
THE SUCKER ROD PUMPING FAILURES
IN THE PERMIAN BASIN
5.1 Introduction
The occurrence ofthe failures in the sucker rod pumping system can significantly
increase the operafing costs, and decrease the productivity ofthe svstem. Efforts should
be made to reduce the failure frequencies and promote the overall efficiency ofthe
operating system. With the databases provided by oil companies in the Permian Basin,
the author got the chance to analyze the failure data using the statistical techniques. The
statistical techniques have been widely used in all areas in industry. At present the
accurate occurrences of failures in a sucker rod pumping system still cannot be predicted
owing to the complex working mechanisms. But with the help ofthe statistical techniques
and probability theories, a rough idea about the failure picture in the sucker rod pumping
system may be determined. With the results ofthe statistical analysis, statistical decision
making may improve our current sucker rod pumping systems.
The main limitations of doing stafisfical analysis ofthe failure data in this study are:
• Incomplete databases. In some ofthe databases, there are data only for two years.
Some databases only include some ofthe subareas' data. Some ofthe databases
do not hold the necessary information.
• Inconsistency ofthe names of fields, units, formations, locations, company
names.
In this chapter, the sucker rod pumping failures in the Permian Basin will be analyzed
using the statistical techniques. For the sake of further study, the mainframe ofthe
statistical techniques will be reviewed first.
126

5.2 Statistical Mathematics
In this secfion the following stafisfical analysis methods will be presented:
• Distribution: normal distribution, sampling distribution, ^--distribution, t-
distribution,
• Means, variance and standard deviation,
• Linear regression.
5.2.1 Some Nomenclatures Used in Stafistical Analysis
Deviation: For discrete system the difference of individual value and the mean, Xj - x.
For continuous system the difference of x and m{x}, x - 4 •
Mean (or Average): For discrete system the sum ofthe observed values divided by their
number
- 1 "
For continuous system X
^= jxp(x)dx. - 0 0
Median: the measured value that is as frequently exceeded as not of a set of
measurements.
Population: the aggregate generated by individual observations.
Standard Deviation: s, posifive value ofthe square root ofthe variance.
Variance: For discrete system it is defined as follows
I ( x . - x ) ^ s = --J
n - 1
For continuous system it is expressed as
a^= J(x-^)^p(x)dx = ? - ^ ^
127

Grouping: When grouping, we divide a suitable interval which includes all the
observational results, x„ Xj, ..., x„, into m intervals, the class intervals. The
lengths ofthe class intervals are denoted by At,, Atj, ..., At^, and the
midpoints ofthe m class intervals are termed t,, t2, ... , t,„. The phrases .
length ofthe class interval and midpoint ofthe class interval, will be
abbreviated to class length and class midpoint, respectively. The number of
observations, aj, in the jth class interval indicates the number of observations
safisfying the inequality
Atj Atj
The distribution {ox frequency ofthe observations) is defined as
^ n
The cumulative frequency, i.e., the frequency ofthe observations smaller or
At. equal to the class limit tj +~z~, can be expressed as
k = l
5.2.2 Normal Distribution
5.2.2.1 Normal Distribution
The normal distribution funcfion, p(x), is defined by
p(x) = .— e 2cj' (-00 < X < +co)
V2TCCT
where, x-stochastic variable,
a—the standard deviation of x,
a^—the variance of x,
4"the mean of x.
128

The probability (or cumulative distribufion fiincfion) is defined as
P(x) = P { t < x } = - ^ r e " ' ^ ^ ' d t . V2TCCJ ^'^-
x-5 Let u = , we can get the standardized normal distribution, (p(u)
(p(u) = 1 -Hi
v27i
The standardized cumulative distribution function, 0(u). is
1 u u^
0(u) = |e" ^ du
Table 5-1 shows some ofthe cumulative function values.
Table 5-1 The cumulative distribution function of standardized normal distribution
u
-3.29
-3.09
-2.58
-2.33
-1.96
-1.64
-1.28
-0.84
-0.52
-0.25
0
0(u)
0.0005
0.001
0.005
0.01
0.025
0.05
0.10
0.20
0.30
0.40
0.50
u
0
0.25
0.52
0.84
1.28
1.64
1.96
2.33
2.58
3.09
3.29
cD(u)
0.50
0.60
0.70
0.80
0.90
0.95
0.975
0.99
0.995
0.999
0.9995
129

The probability that x deviates more than a times the standard dev iation from the mean is
P{|x - 1 > aa j = P{x < c - aa\ + P{x > ^ + aa}
= P{u<-a}+P{u>a}
= 0(-a) + [ l -0 (a ) ]
- 2 [ l - 0 ( a ) ]
5.2.2.2 Fitting a Normal Distribufion to Observed Data
The parameters ofthe normal distribution corresponding to the sample population are
unknown, so the theoretical distribution cannot be computed. An estimate ofthe
distribution can be obtained by substituting the calculated mean, x, and standard
deviation, s, for ^ and a in the formulas for the distribution function and the cumulative
distribution function. This is termed as fitting a normal distribution to observed data.
The probability of an observation less than or equal to the j'** class limit is
r
?< At. x< t j+Yl>-cD
G
V
th and the probability of an observation belonging to the j class is
At At, ^ ^ At ^
a - O
At ,
The fitting procedures are as follows:
At -At ^ " ^ T " ' ' t + — =:> u = ^ - — => (p(u) ^ 0(u) => 0(Uj^,) - 0(u.) => compare 2 s
5.2.3 Sampling Distribufion
From the stafistical viewpoint, a set of observations is always interpreted as a sample
from a population, as the purpose of a statistical analysis is to draw inferences about the
130

population or about future samples from the populafion. The given sample is only one of
the whole population of samples, which might have been generated bv- the repeated
selecfions of random samples ofthe same size from the given population. For each
sample we may compute the mean, the variance, the frequency ofthe observations below
a given value, etc. These numbers vary from sample to sample in a random way and the
corresponding distributions are called sampling distribufions or distribufions of sample
means, variances, frequencies, etc. The corresponding theoretical distribufion of sample
means may be derived from the theoretical distribution ofthe given variables. Theoretical
sampling distributions are of fundamental importance, because they permit us to predict
the variations ofthe sample means and variances. Further, the sampling distribution of
the mean usually depends on the mean ofthe given population, so that by utilizing the
sampling distribution we are able to draw inferences from the sample mean about the
population mean.
5.2.3.1 Sampling Distribution ofthe Mean
Consider an infinite population of values of a variable x with mean ^ and variance G\
from which random samples of n elements are drawn. The n elements of a sample are
denoted by x,, Xj, ..., x , where the values of each element are distributed independently
ofthe other values and according to the given distribution function of x, the mean of x,,
m{Xi} = 5 and the variance of Xj, \{x-} = a". The sum and the mean ofthe n values are
Sx = X i + X 2 + . . . + X n
X = - ( x i +X2+. . .+Xn) . n
The mean and variance of S, and x are
131

m{Sx} = m{x,} + m{x2}+...+m{Xn} = nq
v{Sx} = v{xi} + v{x2 j+...+v{Xn} = na^
m{x} = -[m{x,} + m{x2}+...+m{Xn}] = c
- 1 a'-v{x} = ^ [ v { x , } + v{x2}+...+v{Xn}] = — ,
n n
i.e., the sample means vary at random about the population mean with a standard
deviation of a / vri . If the population is approximately normally distributed, the
sampling distribution ofthe mean does not deviate very much from the normal
distribution, if n>30 is small.
5.2.3.2 Sampling Distribution ofthe Variance
The variance is
1 " -
n - 1 ,=1
we introduce Xj - x = (Xj - 4) - (x - c). which leads to
( n - l ) s - -i=l
y^a - n ( x - 4 )
m{(n-l)s^} = i=l
-nm{(x-^)^}
i = l i = l
= (n- l )a '
m{s^} = c7 .
i.e., the sample variances vary at random about the population variance. The variance of
the theoretical distribution of sample variances is defined as
132

v{s^} = m{(s2-a^)2}
.4 a n
1-14 n - 3
a 4 n - 1
II4 =m{(x-^) '^}.
For increasing values of n, if 14 is finite, the sampling distribufion ofthe variance will
converge to the normal distribution.
5.2.4 7 - Distribution
If we have n stochastically independent observafions, x,, Xj, ... , x , from a normally
distributed population with parameters (£,, a^), an estimate s of a^ is calculated by
'=yz(''.-^)'-i=l
If the population mean 4 is known, which is very seldom the case, the estimate s is
replaced by
i=l
--'^T i ^ r x j - o n r r V a /
1=1
1 "
" i = X i - §
Let
so
i=l
-^2 2 X s = a — n
133

If we consider a population of samples, each consisting of n stochasficall>
independent observations from a normally distributed population with parameters
(^, cj^), and calculate the quantity
for each sample, we obtain a population of x^ -\'alues whose distribution ftinction, the
X" -ftinction, must be independent of 4 and a^, as x^ is a ftincfion of n standardized
variables. Hence, the x^ -distribution depends only on n, and the distribution of s may be
derived from the distribution of x' •
2 1 2 = ^ — r X i n - 1
" ^ X ; - X ^ Xl^=Z
i=iV ^ J
and the following relation is satisfied
So, the distributions of s" and s' may both be derived from the x^ -distribufion by simple
transformations.
According to the above definition, the independent variables, u,, U2, ..., u all are
normally distri'buted with parameters (0,1). The distribution function of x^ depends on
solely on n, termed the number of freedom of %' ^ as the variables ofthe sum of squares
are standardized. The distribution function can be expressed as
134

p{x'} _ i^} - 1
22 r
ii = f" , l2- 'J ! = <
n n 3 1 ~-ljx\—-2\x...x-x-xy[n, for n odd
n , W n ^ ~ - l I X I —-2 Ix...x3x 2x 1, for n even.
r(x) is called the Gamma-ftmcfion. r( l)=l , r(l/2)= VT:
The mean of x" -distribufion is
00
m{x'}= J(x')p{x'}d(x') = n. 0
The variance of %' -distribution is
,2x2 2,x2 v{x"} = m{(x")n-(m{x^})^ =
= (n + 2 )n -n^ = 2n.
00
|(X^)^p{X^}d(x^} 0
-M-
The cumulative distribution function, P{ x"} is
X ' 2 2
P{X'}= |p{x}dx= j 4 - W d x 0 2 i r ^
5.2.5 t-Distribution
t-distribution is used in deriving confidence limits for ^ in which a is replaced by an
estimate, s, calculated from the observafions. The definition of t-distribution is
t = x - ^ s /vn
135

x - ^ ^ ~ aVn ' ^^^^^ ^ ^ ^ standardized variable for the mean, x, normal distribufion
with parameters (^. a- / n). t-distribution expression can be rewritten as
s/Vn s / a yjy;- /n'
From the expression, it can be seen that t-distribufion is independent of both t and a.
since the distribution of both u and yji^n are independent of these parameters. So the
t-distribufion depends only on the number of degrees of freedom, n, for si
The distribufion ftinction oft is
P(t}= ' ' ' r"^lr ..A-^
V7m fn^ (-00 < t < CX))
Because t-distribution is symmetric about 0, so m{t}=0, v{t}=n/(n-2), the cumulafive
distribution function can be expressed as
P{t < X} = jp{t}dt.
5.2.6 Regression Analvsis
Regression is a highly useful statistical technique for developing a quantitative
relationship between a dependent variable and one or more independent variables. It
utilizes observed data on pertinent variables to develop a numerical relationship showing
the influence ofthe independent variables on the dependent variable. If nothing is known
from theory about the relationship among the pertinent variables, a function may be
assumed and fitted to observed data. Frequently linear function is assumed, but in other
cases where a linear ftinction does not fit the observed data properly, a polynomial or
exponential function may be tried. Usually only linear regression (linear ftinction or
polynomial function) are frequently used in engineering.
136

5.2.6.1 Simple Linear Regression
The proposed functional relationship is
y = Po+P,x + E
Where, y-dependent variable;
x~independent variable;
Po^Pi -regression coefficients;
s-random error (or residual).
The random errors are assumed independent and have a normal distribution with
parameters (0, a^). So, the random variable, y, also has a normal distribution with
parameters (p,, + p,x, a^). To estimate the relationship of y and x, suppose there are
observafions, (x,, y,), (X2,y2), ... , (x„, y j . If PQ p,, Cj and y denote esfimates of Po,P,,
Sj and m{yj} in terms ofthe n observations. Thus each observation can be written as
Yi =Po+PiX,+£i =Po+P,Xi+ei = y , + e , .
Po p, can be obtained using the least square method.
ief=i(yi-Po-P,Xi i = l i = l
..
Po = y-Pix
n _ _
2^(Xi-x)(yi-y)
Z(Xi-x)2 i - l
The regression equation is
y -Po+PiX
) ' -
{
- min
n
ZxiYi i=l
\
-nxy
- 2
- n x
and <
n
n
n
Zvi y = M
I n
The estimated error (or the standard deviation of observed data from the regression line)
IS
137

s = a =
n I n .2 Ze^ |Z(y,-y)'-PrZ(X|-xr
>^ - 1 1 = 1
n - 2
The standard deviation ofthe slope ofthe regression line is
\ =
IZ(Xi-x)' i=l
5.2.6.2 Polynomial Regression
The polynomial regression model is
y = Po+p,x + p.x'+...+PpXP+8.
The regression process involves solving the following set of linear algebraic equafions
npo+PiZ^i+P2Z^i^+-+PpZ^i''=Zyi i i i i
PoZ^i+PiZ^i '+P2Z^i '+-+PpZ^i '^ '=S^iyi i i i i 1
PoZxi2+p,Xxi3+p2Sxi^+-4pIxr^=Zxi2yi
poZxiP+p,zxiP"' ^p2i:^r'+-4,i:^-^'=ii^i'y>
138

5.3 Statistical Analysis ofthe Sucker Rod Pumping Failures
in the Permian Basin
The failure frequency data for all the participated companies in the Permian Basin
have been presented in Chapter 3 (Table 3-23 through 3-33). In this section, the statistical
analysis methods described in Secfion 5.2 is used to seek some regularities among them.
In this study owing to the lack of complete databases, all the sample data are assumed
to come from the same normally distributed population with parameters (^, a^). In this
way there is no need to use x^-distribution and t-distribufion analyses. As a matter of fact,
the data from different company may have very different distribution parameters. So
when adequate data can be obtained, x^-distribution and t-distribution analyses are
recommended. In 1990, 1991 and 1997 the sample data are to few, data are analyzed from
1992 through 1996. The sample denotafion is prescribed as follows: failure data variable
x; total failure with subscript T; pump failure with subscript p; rod failure with subscript
r; tubing failure with subscript t; yearly grouping with subscript y, its values are 2, 3, 4, 5
or 6 (meaning in 1992 through 1996); company grouping with subscript c, ist values are
A, B, C, ... , K (meaning for A, B, C, ... , and K companies, respecfively).
X = {X2, X3, X4, X5, Xe}
X^ = { X A , X B , X C , X D , X E , X F , X G , X H , X I , X J , X R }
K
S x j
. ( K - A ) Xi = TTT -TT (i = 2,3,4,5,6)
6
X _ J
xi. = , / ' ' ., (k = A, B, ... , K) z
( 6 - 2 + 1)
As analysis examples, here only the data for all the companies are analyzed. Those for
subareas my use similar procedure to do statistical analysis.
Total failure frequencies:
139

xjy = (0.7968, 0.6735, 0.6757, 0.6501, 0.4543}
xjc ={0.6120, 0.4587, 0.6171, 0.7889, 0.7888, 0.5985, 0.4993, 0.4307. 1.1736}.
Pump failure frequencies:
Xpy ={0.3116, 0.2614, 0.2590, 0.2274, 0.1644}
Xpc ={0.2580, 0.1969. 0.3000, 0.3088, 0.2701, 0.2440, 0.1246, 0.1410, 0.4052}.
Rod failure frequencies:
Xry ={0.2528, 0.2071, 0.2278, 0.2344, 0.1502}
Xrc ={0.2220, 0.1341, 0.2012, 0.2372, 0.3059, 0.1763, 0.1014, 0.1401. 0.5051}.
Tubing failure frequencies:
Xty ={0.1797, 0.1655, 0.1500, 0.1630, 0.1291}
Xtc ={0.1320, 0.1277, 0.1160, 0.1604. 0.2129. 0.1783, 0.1080, 0.1483. 0.2633}.
The means and the variances ofthe above variables are
XT, = 0.6501 v{xTy} = 0.015272
XTC = 0.6631 v{X'pc} = 0.052965
Xpy = 0.2448 v{Xpy} = 0.002929
Xpc= 0.2498 v{Xpc} = 0.007622
x ^ = 0.2145 v{Xry} = 0.001558
x.c= 0.2248 v{xrc} = 0.014854
x.,= 0.1574 v{Xty} = 0.000362
Xtc = 0.1608 v{xtc} = 0.002552.
Theoretically, Xky = Xkc (k = T, p, r, t), the discrepancy between them is caused by the
incompleteness ofthe data.
Next we have to fit a normal distribution to the above data to tell what the general
failure frequencies are in the Permian Basin. Let 4 = x, a = s = ^fv{x}. the normal
distributions would be
140

(X-XTy)^
PTy(x) = - ^ = = = e ''''•^y^ = 3 2282e~^^'''^^''"^-^'^'^'
(x-XTc)-
PTc(x) = - 7 = = = e ^'''"Tc) ^i7335g-9.4402{x-0.6631r ^2nxy{xjJ
( X - X p , ) ^
P p v ( x ) = , ^ e -'''-^ =73715e-I70.7090(x-0.2448)^ ^27rxv{Xpy}
. (X -Xpc) -
Ppc(x)= , e ' ' '"-' =4.5694e-''^''°(''-°-''''' ^27rxv{XpJ
, (x-xnr P^(x)= , e ' '''>' =10.1073e-''°^'''<''-°^''^>'
^27rxv{x^}
1 (X-Xrc)
p,e(x)= , e '^'"^ =3.2733e-''''"("-"--''>' V27rxv{x^J
( X - X t y ) ^
Pty(x)= . ^ e" ^'^""^^ .20.9662e-l^«^-^«^«(^-0'^^4)' ^271 X v{Xty}
_ ( X - X t c ) ^
P t c ( x ) = , ^ e " 2v{xtc} ^78978e-195.9558(x-0.1608)2 727rxv{xtc}
Fig. 5-1 through Fig 5-4 are the failure distributions of total, pump, rod, and tubing
according to year and company. From the graphs, it can be seen that Pkc(x) is more
scattered than pky(x) (k=T, p, r, and t). This is because we only have 5 v ears' interval (5
points), whereas with the 9 companies we have 9 points to fitting the distribution. So,
compared with Pky(x), Pkc(x) is more reliable. This can be shown with the following
sampling distribution analysis.
The sums and means ofthe variables are calculated as follows
STV =XxTy =3.2504 XTy =0.6501 i
141

^Tc = Z XTC = 5.9678 XTc = 0.6631 k
^py = Zxpy = 1-2238 xpy = 0.2448 i
Spc = Z Xpc = 2.2485 xpc = 0.2498 k
S r y = Z Xpy =1.0723 Xry =0.2145 i
Src =ZXrc =2.0233 Xrc =0.2248 k
St> = Z x t y =0-7872 xty =0.1574 i
Stc = Z Xtc = 1-4468 Xtc = 0.1608 k
1 ^ v{x>} = -7(Zvi{Xy})
• i=2
v{Xc} = ^ ( Z v . { x J ) ^ k=A
v{xTy} = - T ( 0 . 0 9 8 3 0 4 + 0.034527 + 0.086978 + 0.061480 + 0.056947) = 0.013530
v{xpy} = —(0.021098 + 0.006037 + 0.013760 + 0.005529 + 0.007563) = 0.002159
v{xry} = —(0.014923 + 0.006019 + 0.027724 + 0.025072 + 0.010889) = 0.003385
v{x,y} = —(0.002646 + 0.001681 + 0.001297 + 0.005422 + 0.004686) = 0.000629
v{xTc} = 4r(0.010870 + 0.017996 + 0.007355 + 0.086160 + 0.012839 + 0.011594 +
+ 0.055948 + 0.001385 + 0.027307) = 0.0028575
v{xpc} = ^(0 .002370 + 0.002573 + 0.001460 + 0.017869 + 0.001993 + 0.003617 + 9
+ 0.003900 + 0.000314 + 0.005797) = 0.0004925
142

v{xrc} = -2-(0.003820 + 0.002504 + 0.001839 + 0.008528 + 0.002484 + 0.001407 + 7
+ 0.002586 + 0.000647 + 0.018544) = 0.0005230
1 v{xtc} = ^(0.000220 + 0.001353 + 0.001485 + 0.000878 + 0.000354 + 0.000201
+ 0.003839 +0.000944 +0.001962) = 0.0001387.
From the calculated results, v{xky} > v{xkc} (k = T, p, r. and t), this means the
distribution ofthe means is more concentrated around the mean ofthe means for analysis
according to companies than according to years.
The regression analysis can only be used for yearly variables, the data to be regressed
are in Table 5-2. To be more accurate here polynomial regression is used. The regression
model is taken as a polynomial function to the fifth power.
Xy = Po + P.y + P2y' + p3y' + p4y' + ^5/ + ^ •
Table 5-2 Average Yearly Failure Frequencies
YEAR
1992
1993
1994
1995
1996
y
2
3
4
5
6
XTV
0.7968
0.6735
0.6757
0.6501
0.4543
Xpy
0.3116
0.2614
0.2590
0.2274
0.1644
Xn
0.2528
0.2071
0.2278
0.2344
0.1502
x^
0.1797
0.1655
0.1500
0.1630
0.1291
143

c
3
(A Q
0.2 0.4 0.6 0.8
Failure Frequency
Fig 5-1 The Total Failure Frequency Distribufion For All Companies
144

8
7
6
.1 4 L .
*^ (/)
Q 3
- '
~ w
— i — _ - - ^ - —
! 1 '
1 •
, j i , ' 1 ' 1
// ^\— , , , . • . . _!
—
A 1 1 1
,—
/-i - -
L
__ - • -ppy(x)
; i ; i . - i — i — 1 — \ — 1 — —j— \—t— \—
' — t — ' — '
! I 1 1
—1
1
1 •
1 ! .1 . .
\ 1 1 ! 1
- • -ppc(x)
- -
yj^—. 1 ; i—,—1—,
: : ^ ' 1 1 - • — • — • — • — 1 — 1 —
• —-
1 1
— I — 1 — 1 — —
— \ — 1 — ' — ' — • 1 — 1 —
— 1 — t — • — ^
1 — \ — • — • — •
! i 1 1 '
1 — \ — '—^ r\ \ "
\ \ "—
• M - .
• — 1 — ' ^ • -
0.2 0.4 0.6
Failure Frequency
0.8
Fig 5-2 The Pump Failure Frequency Distribution For All Companies
145

c .2 3
Q
0 0.2 0.4 0.6
Failure Frequency
0.8
Fig 5-3 The Rod Failure Frequency Distribufion For All Companies
146

0.2 0.4 0.6 0.8 Failure Frequency
Fig 5-4 The Tubing Failure Frequency Distribution For All Companies
147

5Po+P,Zyi-P2Zyi'+P3Zyi^-P4Zyi'+P5Zyi^ = Zxyi
PoZyi+PiZyi '+P2Zyi '^p3Zyi '^4Zyi '+p5Zyi ' = Z>iXy ' ' i i i i i
PoZyi'+PiZyi'+p2Zyi'+P3Zyi'+p4Zyi'+p5Zyi' = Zyi'^ ' ' i i i i i
PoZyi '+PiZyi '+p2Zyi '^p3Zyi '^4Zyi '+p5Zyi ' = Zyi'x
•yi
y>
PoZyi'+PiZyi'+p2Zyi'+p3Zyi'+p4Zyi'+p5Zyi'' = Z y i S i
PoZyi'+P.Zyi '+p2Zyi'^p3Zyi'^4Zyi '+p5Zyi'° = Z y i ' X yi
The coefficients ofthe above equafions are calculated in Table 5-3 and Table 5-4.
i
20
Table 5-3
ZXi i
90
i
440
Coefficients ofthe Polynomial Regression Matrix
ZXi i
2274
l y i ^ i
12200
i
67170
Zyi i
376760
i
2142594
Zyi i
1.2E+07
v- 10 Zyi i
71340450
Table 5-4 Coefficients ofthe Polynomial Regression Constant Vectors
X j y
Xpy
^ry
Xfy
Z^yi 1
3.2504
1.2238
1.0723
0.7873
ZyiXyi 1
12.2932
4.5668
4.1113
3.0455
2 Zyi Xyi
1
52.6672
19.3464
17.7871
13.3309
Zy i Xyi 1
247.195
90.062
83.9365
63.7667
4 Z y i Xyi
1
1235.37
447.65
420.296
323.869
Z y i Xyi 1
6445.27
2327.71
2192.14
1712.82
148

By first substitufing the coefficients into the set of equations, and then solving the
simultaneous equafions, the regression coefficients are calculated as in Table 5-5.
Table 5-5 The Regression Coefficients
Xjy
Xpy
X y
X,y
Po 2.0027089
0.6534264
0.8548462
0.3803794
P. -1.0711966
-0.2952670
-0.5500589
-0.1745536
P2 0.2833622
0.0750380
0.1507052
0.0451868
P3 -0.0246386
-0.0065606
-0.0130998
-0.0038569
P4 -0.0000002
-0.0000017
-0.0000001
0.0000023
P5 -0.0000000
-0.0000001
-0.0000000
0.0000001
The regression equations are
Xjy = 2.0027089 -1.0711966y + 0.2833622y^ - 0.0246386y^
-0.0000002y'* -O.OOOOOOOy
Xpy =0.6534264-0.2952670y + 0.0750380y^ -0.0065606y^
-0.0000017y'* -O.OOOOOOly
Xrv=0.8548462-0.5500589y + 0.1507052y^-0.0130998y^
- 0.000000 ly"* - O.OOOOOOOy
x^ = 0.3803794- 0.1745536y + 0.0451868y^ - 0.0038569y-
+ 0.0000023y'* + 0.000000 ly^
where, Xy-the failure frequency
y-the year index, for 1992, y=2; for 1993, y=3; ..., for 1999, y=9.
The calculated results using the above regression equations are listed in Table 5-6.
The regression curve for total failure frequency, pump failure frequency, rod failure
frequency and tubing failure frequency are shown on Fig 5-5.
149

Year
1992
1993
1994
1995
1996
1997
Table 5-6 Results of Regression Anah;
y
2
3
4
5
6
7
Xjy
0.796653
0.674121
0.674796
0.650831
0.454372
-0.06244
Xpy
0.310529
0.265669
0.25255
0.231591
0.163122
0.007371
Xry
0.252749
0.207314
0.227481
0.234644
0.150194
-0.10448
sis
Xty
0.181204
0.159474
0.159003
0.156919
0.130451
0.056944
From Fig 5-5. it can be observed that the prediction for 1997 is not correct. This is
because the data for 1996 is incomplete. This section is presented to show the statistical
analysis method.
(A .2 'o c o 3 o
o _3
u. •D O M (0 O
O)
oc
-0.1
Year
Fig 5-5. Regression Curves of Failure Frequencies
150

5.4 Summary
The main points in this chapter are
• Stafistical techniques are applicable to the analysis of sucker rod pumping s> stem
failures; This chapter presented the necessary tools to do statistical analysis
• The provided data are incomplete, further study should be made in the ftiture, and
according to different companies, ^--distribution and t-distribution should be used
• With the provided data, the statistical analysis shows that the average total failure
frequency is 0.66 per well per year in the Permian Basin; the pump failure
frequency is 0.25 per well per year; the rod failure frequency is 0.22 per well per
year; and the tubing failure frequency is 0.16 per well per year.
• If the ratio of costs to repair unit pump, rod and tubing is 2:1:3, from the above
failure frequencies it can be seen that in the Permian Basin the expenses allotted to
repair of pump, rod and tubing would be 0.50:0.22:0.48. This means that we
should put more emphasis on pump and tubing during design and operation.
• Later work may be focused on failure prediction and find the cause of failures and
direct decision making.
151

CHAPTER 6
CONCLUSIONS AND SUGGESTIONS
Through this study, the following conclusions and suggestions may be presented:
1. The research project. Artificial Lift Energy Optimizafion Consortium (ALEOC), is
the sponsor to join the consortium members together to share successes and failures in
producfion operations and finally to cut operafing costs and extend economic limits of
wells.
2. Consortium members of ALEOC come from the Permian Basin, which is one ofthe
largest petroleum production areas in the United States. An idea of what is going on
with the sucker rod pumping system in the Permian Basin will help oil companies to
make right decisions.
3. Wasson San Andres field is one the top old fields and among the most complex in the
Permian Basin. Denver City Unit is the largest of all the units in Wasson field and
among all the San Andres units. Trace the history of Denver City Unit will help us in
analyzing the failures in that area.
4. Denver City Unit mainly produces oil from the San Andres formation (4700 to 7300
ft. deep, averaging 5200 ft.). Main Pay possesses the most favorable reservoirs and
porosity development. Water flood began in 1964, resulted in peak production,
150,000 BOPD, in 1975. CO2 injection began in mid-1984, and maintained the steady
production thereafter. Denver Unit Water-Altemating-Gas injection process has the
advantages over both continuous CO2 injection and WAG process. 7-in. casing has
higher lift efficiency. During the 1980s, the beam pumping units were mainly API
640's and 456's. The average run fime between failures was approximately 15
months. In recent years sucker rod pumping failures have decreased gradually.
5. The data provided by 11 oil companies came from about 25,000 wells, a quarter of
the total sucker rod pumping well numbers in the Permian Basin. This is a big and
reliable sample group from the population in the Permian Basin. The databases were
152

first pretreated from Access files or Excel files to the generalized Excel data file: with
data sorting, reorganized the data according their company, field, location, formation
and depth. Failure frequencies for total, pump, rod, and tubing w ere calculated to
make them more comparable. According to the sorted failure frequencies, failure
frequency plots were made to make them more straightforward.
6. Observations ofthe failure data and plots revealed that different companies have \ery
different failure frequencies, which is an index of field operation efficienc\. facility
manipulation, underground working conditions ofthe sucker rod pumping equipment;
there is a trend of failure frequency decrease among the participated companies \\ ith a
few exceptions.
7. Fault Tree Analysis can be successfully applied to failure analysis ofthe sucker rod
pumping system. It is feasible of guide operations and decision making, and direct
other techniques of fault diagnosis.
8. Sucker rod pumping s>'stem vulnerable to failure, failure of any component may
result in complete failure ofthe whole system. Pay attention to the reliability of e\ery
component.
9. From the analysis ofthe available data, downhole pump has the highest probabilit}' to
fail because of its multi-moving parts characteristics and least favorable conditions.
Intensive study of pump working principles and design of new downhole pumps are
necessary.
10. Tubing has a fairly high failure frequency, more work should be done on load and
motion ofthe tubing string.
11. Current sucker rod design has some imperfections, more attention should be put on
the design of polished rod, y4-rod body. 7/8-rod box and 7/8-rod pin.
12. Statistical analysis techniques are applicable to the stud}' of sucker rod pumping
system failures. The necessar> tools are normal distribution, //-distribution, t-
distribution, and the statistical parameters, mean, variance, standard deviation.
153

13. The provided data are not complete, further study should be made in the future.
According to different companies, x'-distribution and t-distribution may be used to fit
the failure distributions.
14. With the provided data, the statistical analysis shows that the average total failure
frequency is 0.66 per well per year, the pump failure frequency is 0.25 per well per
year, rod frequency is 0.22 per well per year, and tubing failure frequency is 0.16 per
well per year in the Permian Basin. For economic consideration, pump and tubing
should be put more emphasis during design and utilization.
15. Later work may be focused on to complete the databases; find the failure causes;
make failure predictions; and direct decision making.
54

REFERENCES
1. Petroleum Engineering, TTU, Newsletter, Volume 4. No. 1, Spring 1996.
2. Walter Rundell, Jr., Oil in West Texas and New Mexico, Texas A&M Universit\' Press, College Station, 1982, p.2.
3. West Texas Geological Society, Permian Basin Oil and Gas Fields, Fall Symposium, Publication No. 96-101, Oct. 31- Nov. I, 1996, p.8.
4. West Texas Geological Society. Inc., Synergy Equals Energy—Teams. Tools, and Techniques, Publication No. 94-94, Oct. 31-Nov. 1, 1994, p. 102.
5. National Petroleum Bibliography, Petroleum Exploration & Development Map— Permian Basin, 1963.
6. M. H. Holtz et al.. Geological and Engineering Assessment of Remaining Oil in a Mature Carbonate Reservoir: An Example From the Permian Basin, West Texas. (SPE 27687)
7. W. K. Ghauri, Production Technology Experience in a Large Carbonate Waterflood, Denver Unit, Wasson San Andres Field. (SPE 8406)
8. C. S. Tanner et al.. Production Performance ofthe Wasson Denver COj Flood. (SPE/DOE 24156)
9. West Texas Geological Society, Oil & Gas Fields In West Texas, Volume VII. 1996, pp.128, 198-206.
10. C. E. Foxet et al.. The Denver Unit CO2 Flood Transforms Former Waterflood Injectors into Oil Producers. (SPE 27674)
11. E.A. Fleming et al., Overview of Producfion Engineering Aspects of Operating the Denver Unit C02 Flood. (SPE/DOE 24157)
12. G.F. Lu et al.. Geological Distribution and Forecast Models of Infill Drilling Oil Recovery for Permian Basin Carbonate Reservoirs. (SPE 26503)
13. U.S. Department of Labor, Mine Safety and Health Administrafion. and Nafional Mine Health and Safety Academy. Fault Tree Analysis, revised 1991, Washington, DC.
14. Alan H. Woodyard, Risk Analysis of Well Complefion Systems, SPE 9414, April, 1982.
15. Robert M. Bethea et al., Statisfical Methods for Engineers and Scienfists, Marcel Dekker, Inc., New York, 1985.
155

16. A. Hald, Stafistical Theory with Engineering Applications, John Wile\ & Sons, Inc., New York, 1952.
17. Stuart L. Meyer, Data Analysis for Scientists and Engineers, John \\^ile\ & Sons, Inc., New York, 1975.
18. Databases from 11 Oil Companies.
156

PERMISSION TO COPY
In presenting this thesis in partial fulfillment of the requirements for a
master's degree at Texas Tech University or Texas Tech University Health Sciences
Center, I agree that the Library and my major department shall make it freely
available for research purposes. Permission to copy this thesis for scholarly
purposes may be granted by the Director of the Library or my major professor.
It is understood that any copying or publication of this thesis for financial gain
shall not be allowed without my further written permission and that any user
may be liable for copyright infringement.
Agree (Permission is granted.)
iZytl.—^
student's Signature' Date
Disagree (Permission is not granted.)
Student's Signature Date