DM2E Project meeting Bergen: WP4 presentation, Lieke Ploeger (OKF)
Upload
slope-projectCategory
view
146download
4
Review Meeting 1 Feb 17
T.4.3 – Evaluation of hyperspectral imaging (HI) for the determination of log/biomass
“HI quality index”
Brussels, February 1st, 2017
SLOPEIntegrated proceSsing and controL systems fOr sustainable forest Production in mountain arEas

Overview• Status: Completed (100 %)• Length: 14 Months (planned from M8 to M21, finalization M34)• Involved Partners
• Leader: BOKU• Participants: CNR, GRAPHITECH, COMPOLAB, FLY, GRE
• Goal: Evaluating the usability of hyperspectral imaging for characterization of bio-resources along the harvesting chain and providing guidelines for proper collection and analysis of data
• Output: • D4.04 Establishing hyperspectral measurement protocol (M13/M15)• D4.09 Estimation of log quality by hyperspectral imaging (planned for M19,
prototype software delivered at M21, final delivery of integrated prototype M34)
Review Meeting 1 Feb 17

Task 4.3 – Definition „Hyperspectral Imaging“
Hyperspectral
> 10 wavelengths per pixel
Imaging
Visual (spectral) 2D representation of surfaces
1377 nm
Review Meeting 1 Feb 17

Task 4.3 – Main challenge
Pushbroom NIR HSI lab system (900-1700 nm)
Transfer of complex & expensive lab technology to the harsh field conditions on processor head
Spatially arranged retrieval of spectral data during harvesting process
Review Meeting 1 Feb 17

D4.03 Hyperspectral measurement protocol – potential HSI application
K\ SHUVSHFWUDOP HDVXUHP HQWZHWURXJKVWDWHDWGLIIHU
HQWWHP SHUDWXUHV
FRP SXWHZHWZRRG +6 ,TXDOLW\ LQGH[
FXWSLHFHVIRUGU\ LQJZRRGP RLVWXUHGHWHUP LQDWLRQ
FKHP RP HWULFP RGHOVIRUZHWURXJKZRRGDQGRULQILHOG
FKHP RP HWULFP RGHOVIRU ZHWURXJKZRRGODE
FROOHFWVDP SOHV ZRRGORJV
P HDVXUHP HQW K\ SHUVSHFWUDOLP DJH
P HDVXUHP HQWRI K\ SHUVSHFWUDOLP DJLQJ
KDQGKHOGGHYLFH
FRP SXWH+6 , TXDOLW\ LQGH[
FRP SXWH+6 , TXDOLW\ LQGH[
RSWLRQDO P HDVXUHP HQWK\ SHUVSHFWUDO
LP DJHKDQGKHOGGHYLFH
FRP SXWH+6 , TXDOLW\ LQGH[
WUHHP DUNLQJ
FXWWLQJWUHH
SURFHVVRUKHDG
SLOHRIORJV
H[ SHUWV\ VWHP GDWDEDVH
FRQGLWLRQURXJKVDP SOHVWRQRUP FOLP DWH &�
K\ SHUVSHFWUDOP HDVXUHP HQWFRQGJULQGHGVWDWH
FRP SXWHWKHORJTXDOLW\FODVVRSWLP L] HFURVV -FXW
HVWLP DWHGWUHHTXDOLW\
IRUHVWP RGHOV
XSGDWHWKHIRUHVWGDWDEDVH
FRP SDUHUHVXOWVRIGLIIHUHQWWHP SHUDWXUHVURXJKQHVV
ZHWDQGGU\ VWDWHV
FRP ELQHDOODYDLODEOHFKDUDFWHULVWLFVRIWKHORJ
ODE
FDOLEUDWLRQWUDQVIHU I0 &VXUIDFHBTXDOLW\
' WUHH TXDOLW\ LQGH[
1 ,5 TXDOLW\ LQGH[
VWUHVVZDYH 6 : TXDOLW\ LQGH[
FXWWLQJIRUFH &) TXDOLW\ LQGH[
FRP SXWH+6 , TXDOLW\ LQGH[
JULQGVDP SOHV
6WRUDJHRIVDP SOHVLQODE IUR] HQ - &�
P HDVXUHVXUIDFH URXJKQHVVWHP S
K\ SHUVSHFWUDOP HDVXUHP HQWFRQGURXJKVWDWH
FRP SXWHGU\ ZRRG +6 ,TXDOLW\ LQGH[
Review Meeting 1 Feb 17

Task 4.3 - D4.04 Establishing HSI measurement protocol - workflow
Collection of training samples
with different deficits
Measurements with NIR and HSI
Laboratory equipment
Detection of most
significant wavelength regions for
deficitsFirst models,
lab equipment
Measurements with NIR and HSI with
sensors that will be on Processor Head
MicroNIRHamamatsu
Model development and export with PLS model exporter
Models can be directly used for data from scanning bar and the Labview software installed on Compactrio incl. preprocessing
and statistical methods Models sensor arm equipment
WorkflowLab (scientific basis, initial models)
Field (calibration transfer & implementation)
Review Meeting 1 Feb 17

Task 4.3 – D4.09 Lab measurements of deficits with FT-NIR
Review Meeting 1 Feb 17
900-1700 nm

Task 4.3 - D4.04 Selecting spectrometers to be used used in field
Review Meeting 1 Feb 17
Hamamatsu C11708MA sensor, 640-1050 nmInstallation into mobile measurement equipment
MicroNIR900-1700 nm

Task 4.3 - D4.04 Sensor wavelength range comparison
Visible & near infrared range (VNIR)
400 nm
• Visible wavelength range ~ 390 - 700 nm• Near IR wavelength range ~ 700 nm -
2500 μm
2500 nm
FT NIR (lab) 800 – 2400 nm
Hyperspectral (lab) 900 – 1700 nm
MicroNir (sensor)900 – 1700 nm
Hamamatsu C11708MA
640 – 1050 nm
Sensors on processor head640– 1700 nm
Review Meeting 1 Feb 17

Task 4.3 – D4.09 comparison lab measurements FT-NIR and MicroNir
Review Meeting 1 Feb 17
Comparison between lab-based FT-NIR measurements and measurements by the handheld MicroNir-sensor for the field application – measurements well in accordance, very good performance of the MicroNIR sensor.
Anna Sandak, Jakub Sandak, Katharina Böhm, Andreas Zitek and Barbara Hinterstoisser

Task 4.3 – D4.09 Calibration transfer
Review Meeting 1 Feb 17

Task 4.3 – D4.09 Quality Index model based on MicroNIR measurements
Review Meeting 1 Feb 17
95.4% of the variance explained by PLS-DA model reducing the cross-validation error of prediction below 15%.

Task 4.3 – D4.09 Implementation of HSI technology to processor head (T3.4)Idea: NIR & HSI sensors integrated with the processor head. All the sensors positioned on a lifting/lowering bar on the processor head near the cutting bar.
3D model of sensor arm
Review Meeting 1 Feb 17

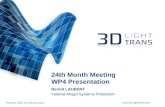
Task 4.3 – D4.09 Principle of HSI implementation on sensor arm
Spatially arranged data of an sensor array (either MiroNIR or Hamamatsu sensors) yield the image-like representation (spatial position of every measurement known)
Review Meeting 1 Feb 17

Task 4.3 – D4.09 MicroNIR sensor integrated with scanning bar and software
Review Meeting 1 Feb 17
Quality index NIR#1: decayed wood Quality index NIR#2: bark Quality index NIR#3: reaction wood Quality index NIR#4: sap wood Quality index NIR#5: for knot Quality index NIR#6: resin Quality index NIR#7: normal wood
2D reconstruction of heartwood (=normal wood) diameter based on sapwood dimension.
Heartwood
Sapwood Sapwood

Task 4.3 – D4.09 Tests with Hamamatsu sensor prototypes for HSI
Sensor prototypes; major problem was the selection & implemention of adequate lighting.
Evaluation with calibration standard
Review Meeting 1 Feb 17

Task 4.3 – D4.09 Integration of Hamamatsu sensors with optics and lightning
60x Zoom Mini Phone Camera Lens Microscope Magnifier used as focusing optics Spectral response of the Hamamatsu C11708MA
sensor for various sources of light
Light sources tested
Integration of sensors, optics and two complementary light sources with in plastic cover 3D printed• low-cost standard bulb with
focusing lenses• Visible-IR spectroscopic focused
micro lamp T-3/4 (5 V)
Review Meeting 1 Feb 17

Task 4.3 – D4.09 Quality Indices to be collected by Hamamatsu sensor array
• Quality index HI#1: decayed wood • Quality index HI#2: bark • Quality index HI#3: reaction wood • Quality index HI#4: sap wood • Quality index HI#5: knot • Quality index HI#6: resin • Quality index HI#7: normal wood
Review Meeting 1 Feb 17

Task 4.3 – D4.09 Labview environment for 2D hyperspectral image representation
Raw data from scanner 2D interpolation
Review Meeting 1 Feb 17
16 Hamamatsu sensors arranged in a row with lighting for hyperspectral imaging. Due the collection of spatial coordinates along with the spectral data, image-like representations can be created.

Task 4.3 – D4.09 Classification accuracy Hamamatsu NIR
Review Meeting 1 Feb 17
• Hamamatsu NIR sensor produced far less reliable results than the MicroNIR sensor
• Results and experiences favors MicroNIR sensor to be implemented in a form of array on the scanning bar• compact/unified electronics integrated with the
optical elements and efficient illumination • elimination of electrical noises present in the
custom hyperspectral camera. • Unfortunately, due to high costs not applicable
yet.

Task 4.3 - Results• Protocol & concept for applying hyperspectral imaging in the field
(D4.04, D4.09)• Selection & testing of optimal sensors (D4.03, D4.04, 4.09) • Selection optimal illumination for spectroscopic application (D4.09)• Design and integration of the hyperspectral camera design with the
ARBRO1000 processor (D4.09)• Chemo-metric models suitable to determine quality indexes
(D4.09)• Pre-processing routines of the acquired signals (D4.09)• Development of HI quality indexes (D4.09)• Integration of the hyperspectral quality assessment results with the
FIS of the SLOPE project (Task 4.6, D4.12)Review Meeting
1 Feb 17

Review Meeting 1 Feb 17
Task 4.3 – Conclusions/Recommendations
• MicroNIR superior to Hamamatsu – still expensive• In future novel NIR/HI instruments will emerge
• Better, dedicated Visible-IR spectroscopic focused micro lamp T-3/4 (5 V) better (other partly already burnt)
• Use of sensors with integrated light system and optics• Consider temperature of sensors, as this influences sensor
sensitivity & results• Chemometric models based on in-field measurements by the used
sensors for the desired application• Sensor calibration in field before each application• Careful further integration with the rest of the system
(interferences, data acquisition & online combination etc.)

Task 4.3 – Outlook WP 7 - Piloting the SLOPE demonstrator
D7.04 Demo report for quality controlThe overall reliability of the quality control system established in WP3 and WP4 (involving WT 4.3 results) was assessed during the pilot case studies (CNR, BOKU). Classification results of the SLOPE automated system were compared with segregation results obtained with the current expert-based classification criteria. Performance of both criteria were evaluated and compared. For this purpose, material properties correlated to specific “quality indexes” were directly measured from samples taken from the different logs.
Final setup of sensors and implementation
Review Meeting 1 Feb 17

Thank you!
Review Meeting 1 Feb 17
University of Natural Resources and Life Sciences ViennaAndreas Zitek: [email protected]

TASK 4.4Data mining and model integration
of log/biomass quality indicators from stress-wave (SW)
measurements, for the determination of the
“SW quality index”
Work Package 4: Multi-sensor model-based quality of mountain forest production
Task leader: Jakub Sandak - since September 2015 (former: Mariapaola Riggio) (CNR)

WP4: T 4.4 Deliverables submitted
D4.05) Establishing acoustic-based measurement protocol: This deliverable contains a report and protocol for the acoustic-based measurement procedureDelivery Date: December 2014
D4.10) Estimation of log quality by acoustic methods: Numerical procedure for determination of “SW quality index” on the base of optimized acoustic velocity conversion models.Delivery Date: December 2016
Final Review Meeting 1 Feb 17

The objectives of this task was to optimize testing procedures and prediction
models for characterization of wood along the harvesting chain, using acoustic
measurements (i.e. stress-wave tests).
A part of the activity will be dedicated to the definition of optimal procedures for
the characterization of peculiar high-value assortments, typically produced in
mountainous sites, such as resonance wood.
Task Leader: CNRTask Participants: Greifenberg, Compolab
WP4: T 4.4 Data mining and model integration of log/biomass quality indicators from stress-wave (SW) measurements
Objectives
Final Review Meeting 1 Feb 17

expected novel functionality
allowing quality determination of the resources (log) at the early stage of the processing chain, even before the cross cutting of each log to the length
Measurement of the stress wave propagation, very rarely implemented in the modern forest processors, is foreseen as a precious source of information
Two quality indexes were intended to be estimated:• quality index SW#1: relating the mechanical stress wave velocity with the
overall quality of the processed log • quality index SW#2: relating free vibration of the processed tree with its overall
external quality
Final Review Meeting 1 Feb 17

Specific actions performed:
• develop the concept and technical scheme• select optimal sensors set for the vibrations (stress wave) detection• design integration of additional sensors with the ARBRO1000 processor• modify the machine mechanics according to the project requirements• integrate/install sensors• develop electrical connection with the on-board controllers• calibrate sensors readings• develop pre-processing routines of the acquired signals• integrate the data acquisition procedure with the operator actions• determine SW#1 and SW#2 quality indexes• integrate the quality assessment results with the Forest Information System of
the SLOPE project• validate the reliability of the method in pilot tests
Final Review Meeting 1 Feb 17

Hardware: instrumented hammer
Final Review Meeting 1 Feb 17

Hardware: ToF accelerometers
Final Review Meeting 1 Feb 17

Hardware: FreeVib LDS
Final Review Meeting 1 Feb 17

Hardware: electronics
Final Review Meeting 1 Feb 17

Software for control: user interface
Final Review Meeting 1 Feb 17

Software for control: Labview – code
Final Review Meeting 1 Feb 17

determination of SW#1: procedure
l1 l2
t0
t1
t2
Final Review Meeting 1 Feb 17

Mathematics
01
110 tt
lv
02
2120 tt
llv
12
221 tt
lv
0
0.2
0.4
0.6
0.8
1
SW velocityvmin vmax
Qua
lity
inde
x
vmin: is an arbitrary value corresponding to the minimal stress wave propagation velocity corresponding to materials of very poor quality
vmax: is an arbitrary value corresponding to the expected stress wave propagation velocity corresponding to materials of refined quality
Final Review Meeting 1 Feb 17

Example of results (ToF)
-0.5
0
0.5
1
1.5
2
2.5
3
3.5
4
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1
dyna
mic
load
cell
acce
lera
tion
(V)
scan time
dynamic load cell
-0.3
-0.2
-0.1
0
0.1
0.2
0.3
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1
acce
lera
tion
(V)
scan time
3axis X
-0.3
-0.2
-0.1
0
0.1
0.2
0.3
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1
acce
lera
tion
(V)
scan time
3axis Y
-0.3
-0.2
-0.1
0
0.1
0.2
0.3
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1
acce
lera
tion
(V)
scan time
3axix Z
Final Review Meeting 1 Feb 17

Software for ToF determination:
Final Review Meeting 1 Feb 17

Computation of SW#1
SW#1 = min (SW#10-1 and SW#10-2 and SW#11-2)
Final Review Meeting 1 Feb 17

determination of SW#2: procedure
D1
l
D2
time
time
frequency
f2 f3
FFT
f1
frequencyFFT
Final Review Meeting 1 Feb 17

Mathematics
0
0.2
0.4
0.6
0.8
1
FV frequencyfmin fmax
Qua
lity
inde
x
flaser = FFT(laser)
fcompensation = FFT(accelerometer3)
Freq_min: is an arbitrary value corresponding to the minimal frequency of log vibrations matching to materials of very poor quality
Freq_max: is an arbitrary value corresponding to the high frequency of log vibrations, usually matching to materials of refined quality
Final Review Meeting 1 Feb 17

Software for Fvib determination:
Final Review Meeting 1 Feb 17

Computation of SW#2
If SW_FFT_laser ≠ SW_FFT_compensation then{If SW_FFT_laser < Freq_min then SW#2 = 0If SW_FFT_laser >= Freq_min and SW_FFT_laser <= Freq_max then SW#2= (SW_FFT_laser - Freq_min)/( Freq_max - Freq_min)If SW_FFT_laser > Freq_max then SW#2 = 1}
Final Review Meeting 1 Feb 17

Conclusions
• the prototype developed within SLOPE project is fully functioning in regard of sensing the material properties
• the developed software solutions are suitable for quantification of the selected log properties in an objective and repetitive way
• the quality indexes may be successfully applied for the screening of logs before shipping to the final user
• both in-field demonstrations of the SLOPE project were precious to test the system and to improve the applied technical solutions
• there is still a space for further evolution of this technology and further field test are indispensable for final tuning of the assessment procedures
Final Review Meeting 1 Feb 17

Recommendations• involve the processor head producer in the further development • the stiffness and rigidness of the scanning bar may be improved • to test other sensing techniques, providing additional information
(such as density, moisture, shape, etc.). • to perform additional intensive calibration campaign in order to
improve the statistical significance
Final Review Meeting 1 Feb 17

TASK 4.5Evaluation of cutting process (CP) for the
determination of log/biomass “CP quality index”
Work Package 4: Multi-sensor model-based quality control of mountain forest production
Task leader: Jakub Sandak (CNR)

WP4: T 4.5 Deliverables submitted
D.4.06 Establishing cutting power measurement protocol (report)Delivery Date: January 2015
D.4.11 Estimation of log quality by cutting power analysis (prototype)Delivery Date: November 2016
Final Review Meeting 1 Feb 17

• to develop a novel automatic system for measuring of the cutting resistance of wood processed during harvesting
• to use this information for the determination of log/biomass quality index
Task Leader: CNRTask Participants: Greifenberg, Compolab
Task 4.5: cutting process quality index
Objectives
Final Review Meeting 1 Feb 17

expected novel functionality
capacity to identify the quality of the resources (log) at the early stage of the processing chain
Measurement of the cutting forces, not implemented in any of the commercially available modern forest processors, was foreseen as a precious source of information.
Two quality indexes were intended to be estimated:• quality index CF#1: relating chain saw cutting forces, oil flow velocity, hydraulic
pressure and log diameter with the local quality of the processed log• quality index CF#2: relating to debranching cutting forces, hydraulic pressure of
the stroke and log length with the overall external quality of the processed log
Final Review Meeting 1 Feb 17

Specific actions performed:
• develop the concept and technical project• select optimal sensors set• design integration of sensors with the ARBRO1000 processor• modify the machine mechanics according to the project• integrate/install sensors• develop electrical connection with the on-board controllers• calibrate sensors readings• develop pre-processing routines of the acquired signals• integrate the data acquisition procedure with the operator actions• determine CF#1 and CF#2 quality indexes• integrate the quality assessment results with the Forest Information System of
the SLOPE project• validate the reliability of the method in pilot tests
Final Review Meeting 1 Feb 17

Hardware: chain saw
Final Review Meeting 1 Feb 17

Hardware: hydraulic sensors
Final Review Meeting 1 Feb 17

Hardware: load cells
Final Review Meeting 1 Feb 17

Hardware: stroke position
Final Review Meeting 1 Feb 17

Hardware: electronics
Final Review Meeting 1 Feb 17

Software for control: user interface
Final Review Meeting 1 Feb 17

Software for control: Labview – code
Final Review Meeting 1 Feb 17

determination of CP#1: procedure
Saw_position =
Hydraulic_power = hydraulic_flow * (pressure_inlet – pressure_outlet) [m3/s * N/m2 = W]
Final Review Meeting 1 Feb 17

Mathematics
0
0.2
0.4
0.6
0.8
1
Cutting powerPmin Pmax
Qua
lity
inde
x
Pmin: is an arbitrary value corresponding to the mechanical resistance of working components and matches to the cutting of air
Pmax: is an arbitrary value corresponding to the highest normalized resistance of the wood for cutting, indicating resources of the superior mechanical properties
CF#1_nominal = average( Hydraulic_power/Cut_length)
Final Review Meeting 1 Feb 17

Example of results (chain saw)
0
1
2
3
4
5
6
7
8
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33
oil fl
ow (
V)
measurement number
oil flow sensor
020406080
100120140160180200
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33
exte
nsio
n (m
m)
measurement number
linear potentiometer
0
20
40
60
80
100
120
140
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33
hydr
aulic
pre
ssur
e (ba
r)
measurement number
hydraulic motor pressure inlet
02468
101214161820
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33
hydr
aulic
pre
ssur
e (ba
r)
measurement number
hydraulic motor pressure outlet
Final Review Meeting 1 Feb 17

Software for CP#1 determination:
Final Review Meeting 1 Feb 17

Computation of CP#1
CP#1 = min (mean(CPbottom_end), mean(CPupper_end))
Final Review Meeting 1 Feb 17

determination of CP#2: procedure
force_central = force_stroke – (force_left + force_right)
force_stroke
force_leftforce_right
Final Review Meeting 1 Feb 17

Mathematics behind
0
0.2
0.4
0.6
0.8
1
delimbing forceforcemin forcemax
Qua
lity
inde
x
force_min: is an arbitrary value corresponding to the friction of the knifes with bark and/or debarking force
force_max: is an arbitrary value corresponding to the highest acceptable knot size
Final Review Meeting 1 Feb 17

Example of results (delimbing)
02000400060008000
100001200014000160001800020000
1 8 15 22 29 36 43 50 57 64 71 78 85 92 99 106
113
120
127
134
141
148
155
162
169
176
183
190
197
204
211
218
225
232
239
246
253
260
267
274
281
288
295
302
309
316
log l
engt
h en
code
r (m
m)
measurement number
length encoder (five consequitive logs)
-1000
1000
3000
5000
7000
9000
11000
13000
15000
1 8 15 22 29 36 43 50 57 64 71 78 85 92 99 106
113
120
127
134
141
148
155
162
169
176
183
190
197
204
211
218
225
232
239
246
253
260
267
274
281
288
295
302
309
316
left
load
cell
(N)
measurement number
left load cell
-1000
1000
3000
5000
7000
9000
11000
13000
15000
1 8 15 22 29 36 43 50 57 64 71 78 85 92 99 106
113
120
127
134
141
148
155
162
169
176
183
190
197
204
211
218
225
232
239
246
253
260
267
274
281
288
295
302
309
316
righ
t loa
d ce
ll (N
)
measurement number
right load cell
-1000
1000
3000
5000
7000
9000
11000
13000
15000
1 8 15 22 29 36 43 50 57 64 71 78 85 92 99 106
113
120
127
134
141
148
155
162
169
176
183
190
197
204
211
218
225
232
239
246
253
260
267
274
281
288
295
302
309
316
stro
ke lo
ad p
ress
ure (
N)
measurement number
stroke load pressure
Final Review Meeting 1 Feb 17

Software for CP#2 determination:
Final Review Meeting 1 Feb 17

Conclusions
• measuring cutting power (cross cutting logs + debranching) may be highly useful for quality grading
• the prototype developed within SLOPE project is a fully functioning system working autonomously in a background of the routine operation
• the software solutions implemented are suitable for quantification of the selected log properties in objective and repetitive way
• the in-field demonstrations conducted during the project were precious to test the system and enabled technical improvements
• …there is still a space for further evolution of this technology
Final Review Meeting 1 Feb 17

RecommendationsEven if the final stage prototype is highly advanced, there are some important issues to be considered before real-world implementation:• to involve the processor head producer in the further development • to test additional sensing techniques (e.g. Acoustic Emission)• to perform additional intensive calibration campaign • it is important to include the information on the sharpness of the chain
saw (already available within the SLOPE software) with the measured normalized cutting power
Final Review Meeting 1 Feb 17

TASK 4.6Implementation of the log/biomass
grading system
Work Package 4: Multi-sensor model-based quality control of mountain forest production
Task leader: Jakub Sandak (CNR)

WP4: T 4.6 Deliverables submitted
D.4.01 Establishing cutting power measurement protocol (report)Delivery Date: October 2014
D.4.12 Implementation and calibration of prediction models for log/biomass quality classes and report on the validation procedure (report + prototypes)Delivery Date: January 2017
Final Review Meeting 1 Feb 17

• to develop reliable models for predicting the grade (quality class) of the harvested log/biomass.
• to provide objective/automatic tools enabling optimization of the resources (proper log for proper use)
• to contribute for the harmonization of the current grading practice and classification rules
• provide more (value) wood from less trees
Task Leader: CNRTask Participants: GRAPHITECH, COMPOLAB, MHG, BOKU, GRE, TRE
Task 4.6: Implementation of the log/biomass grading system
Objectives
Final Review Meeting 1 Feb 17

The goals of this presentation
• to summarize all the concepts behind the innovative logs quality grading according to the SLOPE project approach
• to present an algorithm for the quality grading and multiple quality indexes fusion
• to define an example of the alternative quality classes based on the selected log properties and real needs of the downstream industries
• to define a methodology for validation of the quality grading system
• to summarize the technical and economic advantages of the developed quality grading system
• to present a technical solution for integration in the SLOPE cloud database
Final Review Meeting 1 Feb 17

Quality index concept
Each index can be between:0 – bad, not suitable, low, , …
and1 – good, proper, perfect, appreciated, , …
Computed for: Suitability modeled separately for different destination fields:
resonance wood, structural timber, pulp/paper, chemical conversion… Presence of various defects, such as:
Rotten wood, knottiness, compression wood, eccentric pith… Compatibility with standard quality classes
For each task of WP4 series of quality indexes will be computed as default
Final Review Meeting 1 Feb 17

Sensors used for the SLOPE quality indexes determination
• NIR#1… NIR#7: near infrared spectroscopy – Deliverable D4.08• HI#1… HI#7: hyperspectral imaging – Deliverable D4.09• SW#1: Time of Flight – Deliverable D4.10• SW#2: Free vibrations – Deliverable D4.10• CP#1: chain saw – Deliverable D4.11• CP#2: delimbing – Deliverable D4.11
Chemical composition
Wood density
Presence of defects
Ubnormal woodMechanical strength
Branches dimentions
shape
moisture
mass
Final Review Meeting 1 Feb 17

Log quality grading according to SLOPE: accessible information acquired by the intelligent machines
Final Review Meeting 1 Feb 17

Log quality grading according to SLOPE: The concept (logic)
3D quality index (WP 4.1)
NIR quality index (WP 4.2)
HI quality index (WP 4.3)
SW quality index (WP 4.4)
CP quality index (WP 4.5)
Data from harvester
Other available info
Quality class
Threshold values and variability models of
properties will be defined for the
different end-uses (i.e. wood processing industries, bioenergy
production).
(WP5)
Final Review Meeting 1 Feb 17

Log quality grading according to SLOPE: Numerical algorithm for fusion of quality indexes
For each log:
i
iimarket w
QIwQ
where:Qmarket – log quality for specific use/marketwi – weight of quality indexQIi – quality index assessed by sensor
)( ii wtresholdQI
where:treshold(wi) – minumum value of QIi
AND/OR*
* - depending on application
Final Review Meeting 1 Feb 17

Log quality grading according to SLOPE: approach #1: expert system
Final Review Meeting 1 Feb 17

Log quality grading according to SLOPE: approach #2: self-learning system
Set of logswith characteristics representingpoor quality QI = “0”
Set of logswith characteristics representingsuperb quality QI = “1”
PLS models for prediction
validation of models
implementation of modelsfor routine data processing
never ending tuning process
Final Review Meeting 1 Feb 17

Validation of the new system
• D7.04 “Demo report for quality control”: a dedicated report presenting confrontation of the visual assessment and corresponding results obtained by the SLOPE system
• only limited number of experimental results was acquired during SLOPE project demos
• several in-field tests on different assortments of trees, including mountain plantations, thinning and clear cuts were originally planed (and approved by the forestry authorities of Trentino region)
• unfortunately, in-field tests were cancelled due to unavailability of the hardware and extended time dedicated for the prototype adjustments
Final Review Meeting 1 Feb 17

Integration with the SLOPE cloud data base
additional info introduced to the original JSON downloaded from the FIS before tree processing includes:• RFID tag number of the log• actual dimensions of the log
after processing:• length• small end diameter• bottom end diameter
• quality grade according to the SLOPE approach
• tree status changed to “processed”
Final Review Meeting 1 Feb 17

Technical advantages of the SLOPE grading system #1/3
• The SLOPE project approach is a unique innovation not yet implemented in any commercial system
• The quality grading is fully integrated with all the other components of the system
• assisting operator in critical decision making:• nearly real-time availability of the multiple quality aspects detected
by sensors• visualization of the quality map on the display in the processor
control room• The result of the quality assessment is objective and very little
person dependent
Final Review Meeting 1 Feb 17

Technical advantages of the SLOPE grading system #2/3
• The output of the system is a (simple) number (0 to 1)• SLOPE sensing techniques offer complementary assessment of the
traditional visual grading• determination of some material properties not accessible till now
with traditional methods• the time necessary for scanning is reasonable, even if no any
optimization of procedures and/or technical solution was applied yet
Final Review Meeting 1 Feb 17

Technical advantages of the SLOPE grading system #3/3
• The maintenance of the sensors is very limited and therefore related costs are minimal (not any chemicals, dangerous or expensive consumables necessary for running scanners of logs)
• The grading sensors are independent and can be installed singularly or in any combination
• The system is basically adaptable to any type of processor (being more straightforward the installation on stroke processors)
Final Review Meeting 1 Feb 17

Economic advantages of the SLOPE grading system #1/2
• The traditional visual log grading operation itself is a cost - any automation of the process is contributing to the overall cost reduction
• Even if the scanning of log quality requires an extra processing time, it does not affect (or affects very little) the overall efficiency (triggered/limited by the cable crane capability to transport logs)
• The economic value of the broad information regarding quality grade of logs is very hard to estimate:
• different assessments than visual • appreciated by the downstream industries (???)• more objective grading, but based on unusual material properties
(mechanical strength, modulus of elasticity, chemical composition, etc.)
Final Review Meeting 1 Feb 17

Economic advantages of the SLOPE grading system #2/2
• Even if the cost of the developed prototype is rather high, it is possible to minimize cost in further developments:
• replacing sophisticated control system with more robust and simple solutions
• replace current sensors with low-cost version • RFID traceability + automatic quality grading + access to the FIS
database is a clear marketing advantage for the SLOPE system users• elimination of the incorrect operator decisions• an early availability of timber quality data allows more efficient
logistics• potential of online and real-time marketing of timber products,
allowing the allocation of the appropriate raw material to the appropriate user
Final Review Meeting 1 Feb 17

Conclusions• a complete + complex system capable of automatic quality grading of logs directly
on the processor head is a pioneer work, not reported in the scientific literature• SLOPE project solution is useful to support process optimization• The prototype is a fully functioning system:
• monitoring material properties• interface different hardware moduli• integrate all the information available• determine the quality grade• share this information with the FIS
• the quality quantification is performed on a well-defined, objective and repetitive way
• both SLOPE project in-field demonstrations were precious to test the system and to improve technical solutions applied
• unfortunately, not all the originally planned in-field tuning of the system was performed as expected
Final Review Meeting 1 Feb 17

Recommendations
• to involve the processor head producer • to test additional sensing techniques (e.g. passive/active thermovision,
acoustic emission, novel NIR/HI instruments emerging the market)
- Multi-sensor approach -
• to extensively validate in the field, with the active participation of the downstream industries
• to perform additional intensive calibration campaign(s)
Final Review Meeting 1 Feb 17

Open Discussion
Final Review Meeting 1 Feb 17

Grazie!in memoriam of
Dr Federico Prandi (1974 -2016)Dr Manfred Schwanninger
(1963-2013)Dr James Burger (1963-2014)