Simplifying smart manufacturing concepts - kth.diva-portal.org1257540/FULLTEXT01.pdf · smart...
60
IN DEGREE PROJECT MECHANICAL ENGINEERING, SECOND CYCLE, 30 CREDITS , STOCKHOLM SWEDEN 2018 Simplifying smart manufacturing concepts Commercialization of smart manufacturing concepts to help small and medium-sized enterprises BHARAT SHARMA PRAVEEN NATARAJAN KTH ROYAL INSTITUTE OF TECHNOLOGY SCHOOL OF INDUSTRIAL ENGINEERING AND MANAGEMENT
-
Upload
truongduong -
Category
Documents
-
view
224 -
download
0
Transcript of Simplifying smart manufacturing concepts - kth.diva-portal.org1257540/FULLTEXT01.pdf · smart...

IN DEGREE PROJECT MECHANICAL ENGINEERING,SECOND CYCLE, 30 CREDITS
, STOCKHOLM SWEDEN 2018
Simplifying smart manufacturing conceptsCommercialization of smart manufacturing concepts to help small and medium-sized enterprises
BHARAT SHARMA
PRAVEEN NATARAJAN
KTH ROYAL INSTITUTE OF TECHNOLOGYSCHOOL OF INDUSTRIAL ENGINEERING AND MANAGEMENT

Simplifying smart manufacturing concepts
Commercialization of smart manufacturing concepts to help
small and medium-sized enterprises
Bharat Sharma
Praveen Natarajan
MG203X degree project in Production Engineering and Management
KTH Royal Institute of Technology
Stockholm
2018

Abstract Smart manufacturing is a concept that has taken over the manufacturing sector. The definition of smart manufacturing or the German concept Industry 4.0 has not been clearly stated and the transition from Industry 3.0 to 4.0 is still debated. Large companies have started investing a lot of money to research on concepts like Industrial Internet of Things (IIoT), advanced data analytics and cloud computing, that compliment smart manufacturing to fit their manufacturing setup and hence the solutions are not standardized. They have still managed to improve their production systems to make it more flexible, productive, efficient and customer-centric by using the concepts of smart manufacturing. Small and medium-sized enterprises are challenged by problems faced such as low investments, insufficient infrastructure, inefficient production lines and limited time to research on new technology. This thesis studies the concept of Industry 4.0 or smart manufacturing and tries to create a transition from Industry 3.0 concepts to 4.0 concepts by using simple and easy solutions. The main aim of the thesis is to create a business plan to commercialize the simple solutions so that small and medium-sized enterprises could start implementing the smart manufacturing concepts in a simple way. Two concepts namely machine vision system and Bluetooth Low Energy technology were studied, and a product structure was developed. Real-world cases were developed and tested out with the product. Conclusions were made as to how the products and services would benefit the customer and what problems it addresses on a shop-floor setting. A structured business plan to commercialize the product was developed with a customer-centric approach, that helps create a transition from Industry 3.0 to 4.0 concepts as well as provide cost-effective and easy solutions to small and medium-sized enterprises. Validation of the concepts were done using concepts like Bluetooth Low Energy (BLE) devices and machine vision systems that provide shop floor data. The limitations of the thesis as well as scope for future work has also been mentioned.
Sammanfattning Smart tillverkning är ett koncept som har tagit över tillverkningssektorn. Definitionen av smart tillverkning eller det tyska konceptet Industri 4.0 har inte klart framgått och övergången från Industri 3.0 till 4.0 diskuteras fortfarande. Stora företag har börjat investera mycket pengar för att undersöka koncept som Industrial Internet of Things (IIoT), avancerad dataanalys och cloud computing, som komplement till smart tillverkning för att passa deras tillverkning och lösningarna är därför inte standardiserade. De har ändå lyckats förbättra sina produktionssystem för att göra dem mer flexibla, produktiva, effektiva och kundcentrerade genom att använda smart tillverkning. För små och medelstora finns utmaningar i form av låga investeringar, otillräcklig infrastruktur, ineffektiva produktionslinjer och begränsad tid för forskning om ny teknik. Denna avhandling studerar begreppet Industry 4.0 eller smart tillverkning och försöker skapa en övergång från Industry 3.0- till 4.0-konceptet med enkla lösningar. Huvudsyftet med avhandlingen är att skapa en affärsplan för att kommersialisera de enkla lösningarna så att små och medelstora företag på ett enkelt sätt kan börja införa smarta tillverkningskoncept. Två koncept, nämligen bildbehandlingsteknik och Bluetooth Low Energy-teknik studerades och en produktstruktur utvecklades. Användningsfall utvecklades och testades med produkten. Slutsatser drogs om hur produkterna och tjänsterna skulle gynna kunden och vilka problem den kan lösa på ett fabriksgolv. En strukturerad affärsplan för att kommersialisera produkten med ett kundcentrerat synsätt utvecklades för att skapa en övergång från Industri 3.0 till 4.0 samt erbjuda kostnadseffektiva och enkla lösningar till små och medelstora företag. Valideringen gjordes med hjälp av Bluetooth Low

Energy (BLE)-enheter och bildbehandlingssystem för insamling av data från fabriksgolvet. Avgränsningarna samt möjligheter till framtida arbete har också behandlats.

Acknowledgement We would first like to thank Sture Wikman and Thomas Lundholm, the people who gave us an amazing thesis topic and guided us throughout the process. We were always given constructive feedback and it helped us make good progress and learn a lot. We also like to thank Per Johansson and Lasse Wingård for recommending us for the thesis. Next, we want to thank the teachers and researchers at KTH for helping us with any queries that we had even though they were doing time crunching tasks of their own. We also thank the company representatives whose interviews were fundamental to our thesis work. Finally, we thank our parents and friends for being extremely supportive throughout our years of study, providing us with unfailing support and continuous encouragement. This accomplishment would not have been possible without them.

Table of contents
Abstract ................................................................................................................................................... 2
Sammanfattning ...................................................................................................................................... 2
Acknowledgement .................................................................................................................................. 4
Table of contents .................................................................................................................................... 5
List of acronyms and abbreviations ........................................................................................................ 7
List of tables ............................................................................................................................................ 9
Introduction .......................................................................................................................................... 10
1. Methodology ................................................................................................................................. 12
2. Literature and state‐of‐the‐art study ............................................................................................ 15
2.1. Smart manufacturing and technology advancements .......................................................... 15
2.2. Cyber-physical systems ......................................................................................................... 17
2.3. Why predictive maintenance is important in smart manufacturing? .................................. 17
2.4. How work-in-progress is carried out in smart manufacturing .............................................. 18
2.5. Monitoring using sensors and evolution of BLE.................................................................... 18
2.6. Machine vision system used in smart factory ....................................................................... 19
2.7. Manufacturing execution systems and the language they communicate in ........................ 19
2.8. Summary of interviews ......................................................................................................... 22
3. Technical implementation ............................................................................................................ 23
3.1. Beacons ................................................................................................................................. 23
3.2. Beacons applications ............................................................................................................. 24
3.2.1. Proximity detection ....................................................................................................... 24
3.2.2. Machine monitoring...................................................................................................... 24
3.3. Use cases ............................................................................................................................... 24
3.3.1. Asset tracking ................................................................................................................ 24
3.3.2. Personnel tracking ........................................................................................................ 26
3.3.3. Telemetry ...................................................................................................................... 28
3.4. Machine vision ...................................................................................................................... 30
4. Executive summary of the business plan ...................................................................................... 33
5. Conclusions and discussion ........................................................................................................... 37
References ............................................................................................................................................ 39
Appendices ............................................................................................................................................ 41
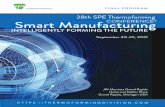
Appendix 1. Questionnaire ........................................................................................................... 41
Appendix 2. Interviews .................................................................................................................. 43

2.1. Interview with a small-sized company .................................................................................. 43
2.2. Interview with a medium-sized company ............................................................................. 44
2.3. Interview with a large-sized company .................................................................................. 45
Appendix 3. Business plan ............................................................................................................. 46
3.1. Company description ............................................................................................................ 46
3.2. Product description ............................................................................................................... 47
3.3. Market study ......................................................................................................................... 48
3.4. Competition analysis ............................................................................................................. 51
3.5. Business model ..................................................................................................................... 52
3.6. Operational plan ................................................................................................................... 54
3.7. Marketing plan ...................................................................................................................... 54
3.8. Financial plan ........................................................................................................................ 55

List of acronyms and abbreviations
5G fifth generation wireless systems
AI artificial intelligence
AR augmented reality
ASME American Society of Mechanical Engineers
ASTM American Society for Testing and Materials
BLE Bluetooth Low Energy
BM business model
CAD computer aided design
CCD charged couple device
CNC computer numerical control
CPS cyber physical systems
DDS data distribution service
ERP enterprise resource planning
GE General Electric
GPS global positioning system
HTTP hypertext transfer protocol
ID identification
IEC International Electrotechnical Commission
IFTTT if this then that
IIoT industrial internet of things
IoT internet of things
ISO International Organization for Standardization
IT information technology
KPI key performance indicators
KTH Kungliga Tekniska högskolan

LTE long term evolution
M2M machine to machine
MCS machine communication systems
MES manufacturing execution systems
MQTT message queuing telemetry transport
MTC machine-type communications
NFC near-field communication
OPC UA open platform communication-unified architecture
OS operating system
PLC programmable logic controller
RFID radio-frequency identification
ROI return of investment
SME small and medium-sized enterprises
SMS short message service
WiFi wireless fidelity
WIP work in progress
XML extensible markup language

List of figures Figure 1: Flowchart of the research methodology ................................................................................................ 12 Figure 2: Literature study ...................................................................................................................................... 13 Figure 3: Validation of research questions ........................................................................................................... 14 Figure 4: Beacons and gateway used [36] ............................................................................................................ 23 Figure 5: Estimated number of beacons in 2020 [37] ........................................................................................... 23 Figure 6: Dashboard for beacon trigger settings .................................................................................................. 25 Figure 7: Example of an IFTTT application ............................................................................................................ 26 Figure 8: Time stamps on an excel sheet indicating proximity detection ............................................................. 26 Figure 9: Data returned by firing a Rest API on Postman ..................................................................................... 27 Figure 10: Data showing access level of employees ............................................................................................. 28 Figure 11: Data showing the beacons detected at a location within a time period ............................................. 28 Figure 12: Telemetry data from a beacon ............................................................................................................ 29 Figure 13: Implementation of machine vision system .......................................................................................... 30 Figure 14: Notification from the machine vision system ...................................................................................... 31 Figure 15: Importance of Industry 4.0 for competitiveness now and in five years [39] ........................................ 33 Figure 16: Graph showing the competitive analysis of the company with three similar companies [41] ............ 34 Figure 17: Data for the calculation of ROI ............................................................................................................ 35 Figure 18: Calculation of ROI ................................................................................................................................ 35 Figure 19: Graph showing expenses, revenue generated and gross profit for company ...................................... 35 Figure 20: Industry 4.0 investment based on sector [39] ...................................................................................... 49 Figure 21: Annual investments in Industry 4.0 until 2020 [39] ............................................................................. 49 Figure 22: Importance of Industry 4.0 for competitiveness now and in five years [39] ........................................ 49 Figure 23: Technology investments based on activities/processes for digitization [39] ....................................... 50 Figure 24: Graph showing the competitive analysis of the company with three similar companies [41] ............ 52 Figure 25: Business model explaining problems and solutions solved by the product and services offered [41] . 53 Figure 26: Business model including key features for a business to function [41] ................................................ 53 Figure 27: Data for the calculation of ROI ............................................................................................................ 56 Figure 28: Calculation of ROI ................................................................................................................................ 56 Figure 29: Graph showing expenses, revenue generated and gross profit for company ...................................... 56 Figure 30: Set-up costs calculation [43] ................................................................................................................ 57 Figure 31: Profit and loss forecast ........................................................................................................................ 57 Figure 32: Cash flow forecast ............................................................................................................................... 58 Figure 33: Break-even analysis ............................................................................................................................. 58
List of tables Table 1: Pros and cons of MTConnect ................................................................................................................... 20 Table 2: Pros and cons of OPC UA ......................................................................................................................... 20 Table 3: MQTT v/s DDS ......................................................................................................................................... 21 Table 4: Table comparing different companies working in the field of smart manufacturing ............................. 51

Introduction Smart manufacturing is a concept that has become trending recently in the field of production engineering. Companies have been investing a lot of money to create systems that could improve their productivity, becoming flexible and customer-centric and in the long run, boost their profits. Smart manufacturing deals with the use of data analytics, cloud computing and cyber-physical systems to improve the efficiency of a production system. Many large companies have used these concepts with favorable results, improving the productivity, reducing overall costs and created efficient production systems. This thesis deals with the research of smart manufacturing and looks at the concepts that compliments it. The aim of the thesis is to create a business plan for a company by investigating on technologies that simplifies these concepts in such a way that small and medium-sized enterprises in the field of manufacturing could start implementing digital strategies to improve their efficiency as well as productivity. The concepts used are simple solutions that could easily fit into any production system and it gives an initial threshold to further develop the concepts in a more customized way. Technologies such as machine vision systems and Bluetooth Low Energy (BLE) were mainly studied and considered as the base for the development of the product and services.
Problem definition 1: In the advent of smart manufacturing, there has not been a proper definition that has been formulated to explain the buzzword that is smart manufacturing or the German industrial synonym: Industry 4.0. This also means that there has not been a standard that has been developed to create a single system that could be incorporated in any factory setting to implement these concepts. Additional complimentary buzzwords like: internet of things (IoT), predictive maintenance and cyber-physical system (CPS) have also taken over the manufacturing industry. The transition from Industry 3.0, involving automation to Industry 4.0 involving data analytics, cyber physical system and cloud computing have not been clearly stated.
“How can small and medium-sized enterprises transition from Industry 3.0 to Industry 4.0 or smart manufacturing?”
Problem definition 2: The concepts of smart manufacturing, even at its infancy, have created an environment where companies who do not implement this new industrial revolution could in the long run be out of business as their productivity and efficiency could take a hit. The large industries have already started implementing or have started research in the field to improve themselves but the small and medium-sized enterprises who do not have the backing or the funding to improve themselves digitally could face problems if they do not adopt these strategies.
“How can small and medium-sized enterprises be provided with cost effective solutions to improve the efficiency, productivity and flexibility of the production systems by implementing the concepts of Industry 4.0 or smart manufacturing?”
The emergence of data analytics to keep track of everything has made companies to start mining data, which is considered to be the new oil of the modern era. In retrospect, most companies do not know what to do with that data and find themselves wasting money on something that creates no value to the system. The concepts discussed in the thesis uses data too but data that is simple and easy to understand for example: stoppages of a machine. With just knowing when the machine stops, it is easy to know how long the machine works and in addition it provides the efficiency of the machine. This data however simple is worth a lot to a smaller company that is

struggling to meet their daily production demands, and this can help to level out their production and improve their systems.
This thesis contains an extensive literature study of concepts that are pertinent to the field of smart manufacturing; methodology and case studies of different cases with initial concepts and a complete business plan for the setup of a company that deals with simplifying these concepts. The products and services that the company provides are also tested out using a few scenarios. The solutions are developed based on interviews conducted with three companies, who differ based on their size. The problems faced are considered as common problems that are faced by any manufacturing company and solutions were developed based on these problems. The focus is on producing simple retrofit solutions using new technologies with the aim of improving industrial technology solutions.

1. Methodology Over the last few years a lot of advancements have occurred, and various technologies have been developed to make industries smart. For the development of machine monitoring, several important objectives were considered, and this section describes the aims and objectives of this research. It also includes a flowchart (Figure 1) of the research methodology, procedure followed for the literature study, questionnaire for the interviews, data collection and its analysis.
Problem definition
Data collection
• Literature review• Interviews • Trade fair and expo
Analysis of data and formulation of research question
Validation • Asset tracking• Employee tracking• Telemetry• Machine monitoring using machine
vision system
Conclusions and future scope
Generation of business plan
Figure 1: Flowchart of the research methodology

Literature study
Before arriving to the methods that can be used to monitor different parameters of a machine tool, a systematic study of literature was performed. The focus of the literature study was to study about current advancement of the technologies that have been used and will be used in the future to make a manufacturing environment smart. Different sectors were studied from shop floor applications to IT systems, which can be inferred from Figure 2.
Figure 2: Literature study
Surveys and interviews
To answer the formulated problem definitions, a questionnaire (Appendix 1) was drafted, and interviews were taken, which can be found in the appendices. The main aim for conducting the interviews (Appendix 2) was to get data about how industries are dealing with the concept of smart manufacturing and if they have started implementing concepts of smart manufacturing to make their manufacturing facility smart. One small sized company, one medium-sized and one large company were chosen for the interviews.
Findings and validation
After conducting the literature study and interviews from different companies, various important research findings were established which can be seen in Figure 3. This led to the development of use cases for BLE technology and machine vision systems.

Analysis of data from literature study and
interviews
BLE technology Machine vision systems
Asset tracking Employee tracking Telemetry dataMonitoring of stack light
using smartphone camera
Figure 3: Validation of research questions
Some research questions were formed which can be found in the Introduction and after analyzing
data from the literature study and the interviews conducted, validation of the research questions
were done by defining a few use cases which uses BLE technology and machine vision systems
(3.3).
Generation of business plan
A business plan was generated to explore the future possibility when technologies for this thesis are commercialized focusing SMEs as the target customer.

2. Literature and state‐of‐the‐art study
The literature study considers eight different sections that contribute immensely to the foundation of this thesis work. Some of these topics are inter related and have a few sub sections that could be an initiation for prospects in the field of manufacturing.
2.1. Smart manufacturing and technology advancements
Smart manufacturing is about making products by managing the entire value chains along with product lifecycles, whereas the industrial internet helps in building, deploying and operating large connected systems. Smart manufacturing includes many aspects of manufacturing with full product lifecycles from the first idea to end of life [1]. The physical and digital world can be converged in the initial stages with sensors and sensory data, which automates and makes pattern tracking quantifiable for both product distribution and customer behaviors in the physical world. These kinds of data are becoming the currency of the industrial internet economy [2]. As per the industrial internet of things (IIoT) vision of the world, a smart manufacturing enterprise consists of connected assets that work as a small part of a huge system or consists of smaller systems of systems that operate to some extent interactively and autonomously. IoT has different levels of intelligent functionality. It starts from sensing simple to controlling, optimizing and creates a full autonomous operation [3]. IIoT ensures flexibility, efficiency and profitability in manufacturing by closely linking smart connected machines with smart connected manufacturing assets with wider enterprise [3]. Asset performance can be improved by deployment of cost effective wireless sensors, easy cloud connectivity and data analytics. Smart manufacturing solutions will often require local processing of data at the edge versus central processing of data in the cloud due to safety, availability, security and data privacy concerns. Edge processing is generally provided at IoT gateway. In predictive maintenance applications, the latency requirement, and volume of data acquired may be prohibitive and edge analytics is the only viable option [4]. IoT, potentially could do far more than simply add efficiency to existing systems. New technology has already begun enabling entirely new business models. In addition to the classic manufacturing model characterized by design, product development, scale manufacturing, sales and service, there is the advent of “as a service” type products. Products are fitted with sensors and rather than selling the products outright and then separately handling responsibilities of warranty and maintenance, they are priced based on the hour. The sensors help to monitor the operating conditions and the time thus enabling preventive maintenance rather than fixed interval maintenance. This reduces downtime and the manufacturer can offer a simplified and more predictable cost of operation to its customers. Sensor technology, if used properly with actuators and robotics can enable preventive maintenance and self-healing systems, reducing costly downtime [5]. According to [6], the most common difficulty in building an analytical capability with respect to smart manufacturing is the lack of people with the expertise to conduct the analysis. Smart manufacturing provides mountains of data about customer demands and value chain logistics. For the data to be useful, it must make sense and be used to boost the efficiency, grow closer to supply chain partners and develop products and services which the customers would buy. If this cannot be done, then the effort will be in waste. There are many challenges associated with smart manufacturing as it requires openness with data and collaboration, which in general would make some companies uncomfortable. Even though the concept has been present for some time, the technological and human skills required are often in short supply. The overall implementation requires a faith in large investments needed for products and processes involved where the end benefits that could be obtainable are unknown. General Electricals and Siemens are two companies that have started to solidify their position as platform providers for smart

manufacturing. They have developed cloud-based systems for connecting machines and devices from a range of companies, enabling transactions, operations and logistics. The easiest level of managerial capacity that can be achieved with technologies and resources related to smart manufacturing is monitoring of production processes. Internet of things (IoT) can be used to map parts flow in real time by using strategically placed sensors at specific locations all along the production floor. Sensors and active RFIDs require expensive infrastructure which limits the extent of measured points, but it provides data during the entire production process and not just simply sampling collected data at different steps of production [7]. IoT can be used for remote assistance, for example: an expert remotely supports an operator via high definition, two-way AR video using high data rates and low latency [8]. From the perspective of operations, downtime has been considered the major problem for manufacturers. IoT offers a future with real-time visibility that would eventually eliminate machine downtime. Once, machines are connected to a single manufacturing platform, normal and abnormal states of the machine can be tracked more easily. A feedback system can be established with the manufacturing process using the data collected and using data analytics, patterns can be established. This will help improve efficiency, effectiveness and maintenance of processes [9]. 5G refers to the fifth generation of wireless networks beyond the current 4G long term evolution (LTE) networks. 5G is expected to develop from and integrate with the older generations of wireless networks without any hassle. In first instance it represents an evolution of existing radio access technologies. The deployment of 5G networks is seen as important in fulfilling expected mobile data traffic growth. Improvements to existing mobile broadband services to provide enhanced mobile broadband (eMBB) is just one use-case for 5G [10]. The digitization of manufacturing fueled by CPS and the internet of things to enable connected and effective smart factories of the future. 5G could contribute to developments in the manufacturing sector by improving wireless data rates through the evolution of mobile broadband networks. It could take advantage of connection density and lower latency to enable multiple devices and machines to communicate with each other [10]. The potential use cases include automation by enabling devices to automatically communicate with each other enabling flexible and efficient production. Linking automated guided vehicles together improves better communication channels and improved safety. Using low maintenance sensors and actuators to wirelessly communicate with control units creates improved flexibility and efficiency with better inventory management. Logistics tracking of products from raw materials to finished goods can be made easily reducing cost and time. Robot control and remote assistance to fulfill operations such as measurement and digging can be easily incorporated with quick feedback. Augmented reality with live feed of a physical environment for maintenance and training can be done seamlessly using this technology [10]. The diversity of the manufacturing sector use cases provide opportunity as well as challenges. Manufacturing companies are investing and partnering with Information and communications technology companies to drive innovation technology adoption in manufacturing. However, there are still questions as to who will provide the connectivity in controlled private spaces such as factories and how this might be charged for [10].

5G machine communication systems (MCS) enables the complete use of the IoT concept with the advancement of all machine-type communications (MTC), namely massive and mission critical [11]. MTC has a range of applications and services that include healthcare, logistics, manufacturing, process automation, energy and utilities [12]. These communications are enabled through a single infrastructure which is a prerequisite for mobile to mobile convergence communication protocol. Massive machine-type communication allows tens of billions of IP-based devices to connect through 5G MCS. This makes 5G an integral part of smart industry services and applications which include time-critical applications that require an immediate reaction. Industrial process automation and control is one of many use cases of mission critical IoT. Extra care in the design from the hardware, software, cyber physical system (CPS), to communication infrastructure and network architecture. The problem with the requirements of mission critical applications is that the state of the art IoT solutions evolved from the traditional embedded wireless sensor and actuator and the machine to machine communication protocol in LTE fall short [13]. Advancements in the field of automation has already improved processes and operations in various industries improving the efficiency. Automation can reduce human intervention drastically and thus speed up processes. These advancements are enhanced with the advent of mission critical communication which would create immediate reaction to crisis as well as create an environment for dynamic changes in an industry setting [14].
2.2. Cyber-physical systems
CPS are similar to IoT, which represents coordination between physical systems and computational elements integrated with internet. Implementing CPS in today’s factories offers several advantages that can be categorized in three stages: component, machine and production system. At the component stage, after the conversion of sensory data from critical components to information, a cyber twin will be responsible for capturing time machine records and synthesizing future steps to provide self-awareness and self-prediction. The next stage will have more advanced machine data like controller parameters, which are aggregated to the component’s information to monitor the status and generate cyber twin of each machine. In the production system stage, aggregated knowledge from the components and machine level information provides self-configurability and self-maintainability to the factory [15]. Sensors are the machine’s gateway to sense its physical environment and incase of sensor failure wrong or inaccurate information may pass to the algorithms which will give inaccurate results in the end. The developments of IoT and the emergence of sensing technology have created a unified information grid that tightly connects systems and humans together, which further populates a big data environment in the industry. With the combination of cloud computing and a CPS framework, future industries will be able to achieve a fleet-wide information system that helps machines to be self-aware and actively prevent potential performance issues [16].
2.3. Why predictive maintenance is important in smart manufacturing?
In this era of smart manufacturing, predictive maintenance along with artificial intelligence plays an important role. Predictive maintenance is not a new concept and is being used for many years without the knowledge of the term. A technician based on his experience, intuition and knowledge decides when to stop a machine and do repairs, which basically is predictive maintenance. In this increasingly digitalized world, every activity (internal or external) has some digital trace and data obtained from these activities and can be utilized to make sense out of it

with the help of artificial intelligence (AI). This application of machine learning algorithms for maintenance can be termed as predictive maintenance 4.0 [17]. A study done by [17], indicate that 12% of the planned repairs can be avoided using predictive maintenance. It saves 30% of maintenance costs and 70% of unplanned outages. The purpose of IoT devices is to get connected to every machine for data acquisition and this can be achieved using IoT platforms. Devices can be developed as per the need or be taken from common board developers like Arduino, Raspberry Pi etc. [18].
2.4. How work-in-progress is carried out in smart manufacturing
Radio frequency identification (RFID) materials can be used in manufacturing environment to monitor people, assets and equipment in the assembly line. It is simple to use and easy to implement for manufacturing companies to achieve real-time and consistent dual-way connectivity and interoperability between application systems at enterprise, shop-floor and work-cells. Devices equipped with RFID readers are active smart objects and those with RFID tags are passive smart objects. Smart objects interact with each other through wired and/or wireless connections, creating what is called an intelligent ambience [19]. Flow and traceability of information can be done effectively on a shop floor using RFID technology. The flexibility of the shop floors is obtained with little or no change in the layout [20]. RFID can be coupled with laser scanning to integrate shop floor motions as well as monitoring of parts moving through the production line. It will provide a 3D as well as a 360-degree view of the shop floor [21]. A line stoppage can be detected in the system using a context aware operator monitor app. It notifies the operator on the reason for the stoppage on the specific line event. The data source for the app is the raw historical data that is present in the system. The system for the stoppage notes down the time and duration of the stop, the sensor that caused the stoppage and a description of the resolution if handled solely. In another case, the field operator works with the line operator to resolve the issue. A mobile device fitted with a near-field communication (NFC) Reader is carried by the operator. As the field operator approaches the machine that is fitted with an NFC tag, the operator monitor app opens and the context aware system provides event data and information on possible causes. If the issue can be solved by the field operator, then the operator communicates back to the system which records the maintenance event. Another case is when a maintenance personnel with a maintenance app is involved in the process, where the maintenance app scans the NFC tag to retrieve information from the machine [22].
2.5. Monitoring using sensors and evolution of BLE
Temperature sensors are optimally used to capture the health state of the machine, enable predictive maintenance by detecting faults and use the data to anticipate future faults that might occur. The sensor equipment used is wireless as well as battery-free (piezoelectric transducers). Sensing capabilities are provided by piezoelectric transducers through acoustic velocity dependence with temperature or strain in addition to identification and sensor signature with respect to a background clutter. Surface acoustic wave (SAW) sensors are made of a passive transducer probed through a far-field radiofrequency link, while data acquisition is performed by an associated interrogation unit [23]. The sensors are divided into five main categories: surface texture, surface integrity, dimensional accuracy, tool condition, and chatter detection. The sensors can be either in-process or in-cycle. An in-process sensor monitors the system during the machining process, whereas an in-cycle sensor examines the attributes periodically, such as

between parts. Mostly, indirect sensing systems are in-process while direct sensing systems are in-cycle [24]. Wireless sensors have transformed into BLE transmitters known as beacons, which have very high battery life and good accuracy. They consist of a combination of sensors that continuously monitor the process and transmit data into a system. Beacons are stationary devices whose signal is captured by the mobile whereas tags are Bluetooth powered tags that move around with assets or people and are located through stationary readers, scanners or gateways. Bluetooth 5.0 has slowly started being implemented but there are still problems due to the cost of implementing chips that can send and receive such powerful signals. Bluetooth in many cases is the next level technology for kanban systems [25]. Passive beacons are becoming more useful due to the high penetration of Bluetooth readers among the general population. Replacing dedicated and expensive readers with machine vision systems which are used by everyone will help to reduce cost and use better technology in an efficient way. Logistics companies should integrate beacons into their backend as well as front end systems. They must also link beacons to existing manufacturing systems, sourcing systems and other platforms in the long run [26]. Bluetooth low energy beacons can be used along with machine vision systems to provide data to decision makers regarding the state of the machine and the manufacturing process can be improved using the acquired data [27].
2.6. Machine vision system used in smart factory
Machine vision is a concept in which information from an image is extracted using some technology and method. In simpler terms, it’s an image processing technique which make automatic scanning of objects possible in a set field view. Camera is just like a sensor in a machine vision concept as it just gathers required data. Machine vision system is the one which uses image detection patterns and draw some conclusions based on the gathered data. In an IoT enabled smart factory, sensors not only gather data or process image, but they also identify patterns and learn from them to make future decision. This can be related to predictive maintenance where user will be notified automatically when there is a need for maintenance for a machine or line [28]. Smart cameras are used in industries for data collection and image processing. A big advantage of having a smart camera is that they are equipped with sensors and have some processing power to do the image processing and thus the conventional method of sending images to a computer and doing the image processing is not required. They have application in the manufacturing environment for inspection, robot guidance, surveillance and tracking. Smartphone camera and webcam are used to in the manufacturing environment to do image processing and surveillance. Unlike smart cameras, webcams send data to a computer to perform intense image processing as they lack processing power. Smartphone cameras got some potential to do some image processing as it has processing power and it is getting better each day, but its application is quite limited in the manufacturing environment.
2.7. Manufacturing execution systems and the language they communicate in
Production monitoring and data collection are the main functions of manufacturing execution systems (MES). MES combines separate data collection and basically links shop floor and office systems. Real time production monitoring systems enable the continuous acquisition of data from

the shop floor about efficiency, malfunctions and productivity. This leads to improved production capacity and cost efficiency which helps to achieve the desired goals [29] .
MTConnect
Protocol designed for shop floor equipment to communicate to one another and to other computer programs that process shop floor data.
Table 1: Pros and cons of MTConnect
Pros Cons 1. Open source software
2. Communicates in XML and HTTP real
time internet format
3. Plug-and-play interconnectivity
between devices, equipment, &
systems
4. MTConnect monitors real-time
performance of equipment and uses
computational algorithms to detect
opportunities for eliminating
unplanned downtime and reducing
planned downtime [30].
5. Best suited for CNC controls or other
equipment that has known capability
[31].
6. Provides standard dictionary for data
terms no matter what machine tool
builder is involved [31].
1. Not an instant solution, but a tool
which has a learning curve and
requires some study [32].
2. MTConnect is read only (writing back
to the machine is not possible)
3. MTConnect require adapter to collect
data from the machine and formats it
for MTConnect agent. MTConnect
adapters is not available for many
types of machine tool [31].
OPC UA
The open platform communication unified architecture (OPC UA) is an http-based protocol for industrial communication as the unified architecture which ensures that automation systems are compatible with one another.
Table 2: Pros and cons of OPC UA
Pros Cons 1. OPC UA is a read-write protocol 2. The range of data available is greater
for OPC UA as it is not bounded by a dictionary of data terms like MTConnect
1. OPC UA does not have standard
dictionary like MTConnect and user
must know address of the running
state inside the PLC. This location
varies as per the equipment also which
makes it harder for the user to find the
location and may have to process data
to get the desired information. Which

ultimately makes harder for the
software to know the state of the
machine or equipment [31].
Interoperability between MTConnect and OPC UA
MTConnect is a popular standard for machine tools, robotics and other equipment in a manufacturing environment. The MTConnect OPC UA companion specification has been developed by MTConnect and OPC UA community to establish a uniform information model that can be utilized via the MTConnect standard and the OPC UA standard to facilitate interoperability. Connectivity and interoperability increase when MTConnect data model is applied to OPC UA. OPC UA exposes the MTConnect data which opens a gate to connect to various SCADA and other software application on shop floor and the cloud. MTConnect-OPC UA integration increases customization and makes it easy to create solutions which are machine specific without jeopardizing compatibility with other equipment [33].
MQTT v/s DDS
MQTT is an ISO standard (ISO/IEC PRF 20922) publish-subscribe based messaging protocol. It works on the Internet Protocol suite. It is designed for connections with remote locations where a small code footprint is required, or the network bandwidth is limited. DDS is a machine to machine standard that aims to enable scalable, real-time, dependable, high performance and interoperable data exchanges using a publish-subscribe pattern. DDS was promoted for use in IoT.
Table 3: MQTT v/s DDS
MQTT DDS
1. Telemetry: Device to server, data center, back office, IT cloud
2. Centralized and server-based analytics, business logic and integration
3. Used in RFID 4. Remote resource monitoring 5. Centralized [34]
1. Intelligent systems within and between devices, dedicated systems and real-time cloud
2. Analytics, biz-logic and integration distributed, embedded at edge
3. Used in manufacturing 4. Decentralized 5. Requires upfront investment [34]
Kafka bus
Kafka is an open source stream processing software platform written in Scala and Java. It is a program that is developed to handle real-time data feeds at high throughput and at low latency. Its storage layer is essentially a massively scalable publish/subscribe message queue architected as a distributed transaction log, making it highly valuable to process streaming data. Kafka was developed based on the limitations of existing enterprise messaging systems. Messages are published by a broker to a topic. A consumer can subscribe to different topics from different

brokers and get data from the brokers. Kafka is a multi-subscriber system and a single message may be consumed multiple times by different consumer applications. Kafka uses a pull-based consumption model to process huge volumes of data that allows an application to consume data at its own rate and recall it whenever needed. By focusing on log processing applications, Kafka achieves much higher throughput than conventional messaging systems. In the field of industrial IoT, Kafka provides a powerful way to implement databus architecture. The APIs, which are the Kafka streams provide first-class abstractions for dataflow-oriented stream processing making it a data-centric application design. Together, they allow the system architects and other key stakeholders to position their apps and infrastructure to enable the future growth in relation to usage of sensors and data analysis while maintaining a clean architecture [35].
2.8. Summary of interviews
Interviews were conducted with three companies (Appendix 2): the first company was a small metal fabrication plant located in Flen, the second was a medium-sized impact socket manufacturer and the third was a leading manufacturer of heavy vehicles. The owner of the small company realized the importance of smart manufacturing but due to the daily demands and their concern to keep up with everyday activities, they have not had the time to research on the possibilities. Being a small company, they do not use ERP systems and their orders come in small batches. There are a lot of opportunities to implement asset tracking, machine utilization and personnel tracking in the production facility. The medium sized company has also not implemented a lot on smart manufacturing but would like to do so in the long run. The production manager understands that the systems are underutilized, and they are interested in using monitoring systems. The production manager would like to solve problems related to utilization of the machines as they are mostly starved for materials. Smart manufacturing and machine monitoring have great potential in the company and implementation can be done in phases but only after solving basic issues of production planning and levelling of mix. They also have problems with inventory management as some of the products that are made are shelved for a long time. The large-sized manufacturer has a lot of resources to research and implement the concepts of smart manufacturing. According to them, creating digital twins would provide a very clear idea about a lot of problems in the systems without causing drastic effects on the real-time applications on the shop floor. Scenarios can be tested out and ideas can be implemented to obtain quality results. The tests are in the advanced stage and shop-floor implementation has begun in small scale with a possibility of becoming completely smart in the immediate future. The interviews gave an idea about the scenario that is predominant in the industry, large companies with their resources research about implementing the concepts of smart manufacturing to get the most out of their system whereas small and medium-sized companies are left out.

3. Technical implementation Based on the literature study and the interviews taken (Appendix 2), the problems were narrowed down and two major concepts like BLE and machine vision systems are taken into consideration. These two concepts will be the basis for the product provided to the customers. A few real-world cases are tested and analyzed to check the viability of the product.
3.1. Beacons
Beacons are BLE devices that are used in many different industries as a replacement to high powered devices that use Wi-Fi. Beacons were initially used to send out push notifications to nearby Bluetooth devices notifying them of any offers in retail stores. Beacons are currently used in a lot of other industries like healthcare, supply chain, recreational facilities, manufacturing to name a few. Their reliability is attributed to their long life, minimal power usage and ease of use.
Figure 4: Beacons and gateway used [36]
With the advancement in Bluetooth technology and development of BLE, solutions like ibeacon and eddystone proved to be better than RFID in most of the cases. An active RFID solution when compared to solutions using Bluetooth beacons are found to be costly and impractical in large-scale operations. As per reports, beacon technology is expected to reach 400 million devices in 2020 [37].
Figure 5: Estimated number of beacons in 2020 [37]

3.2. Beacons applications
Beacons basically collect data from the point of application (big data) and this data can be useful in predicting machine health using real time alerts in case of failure. There is a lot we can do with low Bluetooth energy devices and some of the applications analyzed are described in the following sections.
3.2.1. Proximity detection
Proximity detection in beacons mean that whenever a beacon is detected or lost by gateway it interacts with user via a web panel or app developed by the beacon manufacturer. This information is quite handy in as it can be applied to a lot of things in a manufacturing plant. One application could be tracking of the product in a manufacturing environment by attaching beacons to an in-process product so when it finishes an operation or one complete set of operations in a cell and moves to another cell, a notification is sent out to the operator. Another application could be using beacon tags for the workers which will give information about the motion of the worker in the location and movements can be monitored and compared with the pre-defined standard.
3.2.2. Machine monitoring
Beacons can also be used with manufacturing systems to gather data regarding the machines. One advantage of using beacons is that the beacons contain a combination of sensors like temperature, humidity, accelerometer and vibration. Using this combination, a large amount of data can be obtained from the machine, which could help initiate predictive maintenance. Beacons can be set to notify the operator when there is a change in the normal value with respect to ambient temperature, humidity or vibration so that the operator knows that the machine would have a possibility to break down soon and hence maintenance can be done during the idle time of the machine. This helps reduce possible downtime and improves the productivity and efficiency of the whole production system. There are a few drawbacks as the location of the placement of the beacons play a huge part in the accuracy of the data obtained and this requires expertise from highly skilled operators who have worked with the machine for a while. With a good programmer, a lot more can be extracted out of the beacons with extensive uses of the telemetry packets that is available in them. Triggers and actions can be set with respect to proximity movements as well as condition changes. The triggers could be set as a threshold value or even the movement of an operator entering the proximity of the beacon. The action could be filling an excel sheet, an SMS, an email and a lot more. The technology is relatively new and a lot more can be achieved with respect to the beacons in the coming years.
3.3. Use cases
3.3.1. Asset tracking
Introduction
Asset tracking is basically tracking assets from location, A to B with respect to shop floor in case of a manufacturing environment. Real time information about the asset or assets is vital in industries like manufacturing, healthcare, logistics etc. Asset tracking in industries is done by technologies like RFID, barcodes, WIFI, GPS, NFC or Bluetooth depending on the application. For example, to easily get information about the material leaving factory barcodes could be the easiest and cheapest solution. GPS is better for the outdoor tracking of the asset while NFC is best

used to communicate between tag and an electronic device when held close. WIFI tags works on the same concept as Bluetooth technology but take lot of energy when compared to Bluetooth technology.
Why beacons?
Beacons work on Bluetooth technology which is quite power-efficient as it only broadcasts information. A lot can be done with Bluetooth technology and it is cost effective when it is compared to other technologies like RFID and WiFi. Beacons are basically tracking devices which are coupled with sensors like accelerometer, proximity sensor, temperature sensor and humidity sensor. So, application of beacon technology is limitless and better than a lot of technologies which are used for the similar application.
Example case
To track assets on the shop floor, a beacon can be assigned to an item that has to be tracked from screwdrivers to big items like forklifts. If the asset leaves a location, the gateway can send an alert to the concerned person. This is an extensive way of implementing 5S in a shop floor so that important assets do not go missing. Another case we could consider is inventory tracking. In a company that relies on fast delivery to market and a make to stock environment, there would always be a problem to track the amount of inventory that is piled up. Beacons can be used to keep track of these, as a group or as individual products. If the products are characterized as pallets, a single beacon can be used to notify the manager when the pallet has moved. For individual products, the implementations would be a bit harder if bigger beacons are being used. Simple technologies like buttons could also be used to track the inward and outward movement of inventory from a location so that unwanted stock and inventory can be avoided. Example case is tested by using beacons and gateway manufactured by a Polish company called Kontakt. A scenario is imagined in which certain number of pallets are stored in a manufacturing plant with beacons placed on each pallet. Beacons are being monitored continuously by the gateway and a trigger is initiated in case of a missing pallet or if the pallet is at the wrong location to the concerned person.
Figure 6: Dashboard for beacon trigger settings
For this case, a trigger is installed to the beacons using Kontakt’s web panel and a mail response is generated by the IFTTT service. In case of beacon going out of the range from the assigned gateway, the authorized person gets an email stating that the pallet is missing from the location and a timestamp is recorded.

Figure 7: Example of an IFTTT application
A spreadsheet is also used for this case to get the different parameters like proximity of the beacon detected, unique ID of the gateway called as sourceId , beacon ID and timestamp.
Figure 8: Time stamps on an excel sheet indicating proximity detection
Conclusion
Beacon technology is still a work in development and the use cases have not been completely explored. Inventory tracking enables flexibility of manufacturing systems and helps to make the production systems more efficient and customize products to the customers in quick time. Companies still rely on RFID scanners to track inventory and sometimes it is not effective. There are also a lot of disadvantages regarding beacon technology, but the advantages make it a promising and evolving technology with lots of monetary benefits to be gained when compared to RFID trackers.
3.3.2. Personnel tracking
Introduction
One of the problems that persists in factories and shop floor is unwanted movement of people. There is no real-time tracking of personnel inside or if they have entered a location that is restricted or if they must move a long way to get their required tools meaning more transportation which does not add any value to the products. Companies have a difficult time to follow lean principles when there is no value being added to the products and the whole system is quite inefficient.

Why beacons?
Beacons can be made in the shape of identity cards and given entry access to specified locations. Employees with the ID cards can be tracked using gateways with very high accuracy. It increases security by automating and restricting unwanted access. It would give an idea to managers and supervisors as to how the employees move around and they can optimize their floor based on the data that is obtained.
Example case
Consider a case where the assets required by the operators, the machines for operation, the inventory are all in different locations and it requires the operator to move around the shop floor inefficiently, the beacons provide a simple solution to track how the operator moves around. Based on the movement of the operator, the shop floor could be reorganized to minimize the movement of the operator and make the system more efficient. It is a modern way of implementing 5S on a large scale and thus implementing lean manufacturing in an effective way. A scenario is created using beacons in which all the employees have beacons with different authorization access and IDs. First, a venue is created with access level 4 so employee only with access level 4 or higher can enter this venue.
Figure 9: Data returned by firing a Rest API on Postman
Using GET command to get data from REST API for the timestamp. Data is received with employees’ ID and authorization level which can be seen in Figure 10. A trigger can also be placed here so that when a person with access level lower than 4 enters, a mail would be sent to the higher authority.

Figure 10: Data showing access level of employees
Figure 11: Data showing the beacons detected at a location within a time period
Conclusion
Beacon cards are generally a lot expensive than normal ID cards and the technology being relatively new has a lot of flaws in it. The technology itself is quite promising but being expensive, not a lot of companies want to implement it in their factories or offices. The battery level of the beacons also poses a threat as they have a battery life of 14 months on an average. They could be used as a temporary solution to optimize the shop floor layout but as a security measure, the technology still seems a lot farfetched. If in the coming years, the price of beacons come down, it does seem extremely promising and a lot more advancements could be made on it.
3.3.3. Telemetry
Introduction
Predictive maintenance is a topic of huge importance in the production industry in recent time. This is mainly due to the loss of productivity of machines due to downtime and to prevent this from happening, companies are investing a lot of money on sensor technology to find the exact parameters that cause problems with the machine. The problem with this is, the complications involved with using sensors and there is a lot of research going on regarding the best location for

each sensor. Machine tool manufacturers have created advanced technologies that are making progress day by day to improve productivity and reduced downtime.
Why beacons?
Beacons consist of a combination of sensors in them and although not extremely accurate, they are still precise enough to work as simple solutions to find problems in machines with respect to vibrations or temperature. The solution is simple enough for small and medium sized companies who do not have the research backing or the money to spend on that kind of technology are often plagued by downtime and productivity issues. Beacons provide simple enough solutions to do the job or initiate a predictive maintenance environment in the shop floor and the technology holds a lot of potential if used in combination with sensor technology in the long run.
Example case
If a machine tool is working for a long time, the tool inserts are bound to wear off in due course, a beacon could be strategically placed somewhere in the machine to send a trigger to the operator when there is a deviation in the optimal value of vibration in the system. Readings from the accelerometer sensor in a beacon is tested and can be referred from Figure 12. Some triggers can be defined if the sensed vibration is more than the decided threshold. Beacons are also used to monitor proper working of robots as they would also start vibrating if there is some problem with the bearings in the robots and beacon technology could be used to detect these problems even before it happens, and the bearing could be replaced during the idle time and thus preventing downtime during production.
Figure 12: Telemetry data from a beacon
Beacons can also be used in a cell type production system, with each cell containing a beacon linked to the machine data like operating time, efficiency, temperature, speed and other parameters, which can be seen in the Figure 12. Whenever an operator comes in proximity to the machine, machine data is sent to the phones or tablets that are held by the operator from the beacons using BLE technology. This creates an interactive environment where machine data regarding a cell can be obtained effectively and efficiently with minimal power consumption.

Conclusion
The advancements of the technology are quite limited, and sensors still dominate the market. But for small and medium sized companies who have problems regarding downtime, this technology would be a huge step to reduce downtime of machines just by knowing when a tool could break or when a machine could stop working based on just the change in vibrations that the machine produces. The technology still requires a lot of thought to implement but it is still cost effective than overhauling the whole production line with new improved and more expensive machines. This technology would be of great use to companies that use old machines and want to use simple solutions to be more efficient.
3.4. Machine vision
Machine vision systems are generally used to automate a machining process. It typically uses charged couple device (CCD) cameras and a vision processor which automatically detects process parameters that is fed into it or used as reference. Machine vision and industrial technology have revolutionized the way factories work and have provided solutions that solve automation issues as well as help implement predictive maintenance to an extent. Companies that are pioneers in the field of machine vision systems have dedicated solutions for any issues their customers come across but at the same time are extremely expensive to setup and maintain. This is where a simple solution such as a smartphone camera comes in. Smartphones are devices that are found in abundance and are usually underutilized based on their potential. Instead of expensive cameras, a few industrial applications were tested, where smartphones can be implemented to an extent, providing cost effective simple solutions.
Camera applications
The testing is done using a smartphone camera (Figure 13) with an app inbuilt to detect the change in color of light in the stack light of a CNC machine.
Figure 13: Implementation of machine vision system
The smartphone camera is calibrated first by placing the phone in a magnetic holder facing the stack light. The app is opened, and the lights are labelled and marked with a selection box. The

app works on the principle of image thresholding. Whenever the frequency of threshold is above a certain limit, a message is sent to a database (Figure 14).
Figure 14: Notification from the machine vision system
Stoppage detection
A stoppage is indicated by the machine, when the yellow or red light lights up on the stack light. In case of the yellow light, the machine is waiting for the raw material to come in and whereas a red light indicates a failure stoppage of the machine. The transition of light is detected by the app and a notification is sent to the database. This notification can be sent as a message to the operator in charge. This makes up for the initial phase of the product that would be provided to the customers for testing out. The utilization and availability of the machine can be found out with the stoppage detection as well as change in the color of light in the stack lights which enables the detection of bottlenecks and helps optimize the production systems by rerouting parts to less utilized machines and reduces unwanted transportation, improving the productivity of the manufacturing systems.
KPI evaluation
According to [38], there are standard KPIs that are used for manufacturing operations. A few KPIs are chosen as the important parameters the company must monitor. Using the smartphone app, evaluation of important industrial KPIs could be done. The stoppages and the start times would give an idea about the actual production time and the actual unit busy time. This can be used to calculate utilization of the machine. Similarly, availability of the machine can also be calculated knowing the actual production time and planned busy time. These are just a few example KPIs that could be found out with just the stop, start and waiting times of the machine. In the advent of data analytics, where companies do not know what to do with the vast amount of data, the app can help companies improve their productivity with simple data that is easy to understand and manage. The data from the app can also be sent to a spreadsheet that notes down the timestamps and calculates availability, utilization and efficiency of the machine and provide graphs on a dashboard that is held by the operator in charge. This would-be part of the second phase of the product that is developed for customer use.

Other applications
In addition to using the app to evaluate light change of the stack light of a CNC machine, the app can be used with any machine that has a stack light associated with it. This means the application can be extended to assembly stations, maintenance call stations and even broadcast studios. The app used in conjunction with the vision technology will be incorporated with beacon technology for more advanced application cases in the long run.

4. Executive summary of the business plan Introduction
The company helps small and medium-sized manufacturing enterprises to improve their productivity, efficiency and flexibility by providing cost effective solutions. It helps companies initiate the concepts of smart manufacturing in a simple way to make the production systems more productive. The company ensures that the SMEs do not miss out on the next industrial revolution and give them a chance to evolve and become better in the field of manufacturing. The vision is to become a leading technology solution provider in the field of manufacturing.
Management team
The management team will include an entrepreneur who has experience in managing companies as well as expertise in the field of manufacturing. A senior researcher with unparalleled competence in the field of smart manufacturing will be heading the technical aspects of the company. Their combined experience and Industry connections will pave the way for a smooth launch of the product in a real-life environment. A technical team of two production engineers and programmers will work on the development of the product for entry into the market.
Product summary
The product and services provided will be an app that uses the machine vision system to check the transition of light in a stack light of a CNC machine. The app is designed in price points with each price point creating new value to the customer, starting with an alert indicating stoppages to providing a clear visual description of efficiency and productivity of the machines. The camera can be used in combination with beacon technology for asset tracking, inventory management as well as initiate a predictive maintenance environment in the factory. A later stage combination with ERP systems is also taken into consideration to provide a whole smart factory solution to any factory environment.
Market summary
The product will be sold to small and medium level enterprises who are interested in the smart factory concept but do not want to invest their time or resources as they have bigger problems to cope with. Larger companies who are looking at simpler solutions can also use this product to improve the factory systems.
Figure 15: Importance of Industry 4.0 for competitiveness now and in five years [39]

The trend of digitization is quite evident from the statistics. Large companies are spending a lot of money on the research of concepts involving smart manufacturing, whereas SMEs have trouble implementing these concepts as they do not have an effective system that is already in place. The problems that are plaguing SMEs like inefficient supply chain, bottlenecks, unbalanced production systems and so on can be solved with even a small amount of digitization and in a small and cheap scale. According to [40], the total CNC machine tool production and consumption is roughly 2.2 billion SEK per year. If on an average a CNC costs around 3.2 million SEK, the number of CNCs delivered in the market each year can be estimated to be around 688 to 700. If an average CNC machine has a potential lifecycle of 10 years, there would be around 7000 CNC machines in the market. This is a huge market. Considering 10% of the market is with SMEs the potential is still quite big as a lot of them would like to initiate the concepts of smart manufacturing and the product would help them a great deal to gather data regarding the machines without overhauling the production line.
Competition summary
Solution developed by the company is easy, plug and play and even works for outdated machines. Solution is simple to implement and provides important information like downtime, efficiency and gives alarms in case of machine stoppage or for the defined trigger to the user. Out of twelve companies chosen for the competitor study, three companies have been picked out as close competitors. An analysis was done providing weightage to the most competing factors in the business for all the competitors and a comparison was done. There would be a degree of bias on the values, but it still provides a clear idea about which strategy the company should be focusing on to get better in the market.
Figure 16: Graph showing the competitive analysis of the company with three similar companies [41]
Figure 16 shows performance of the company when compared to the picked competitors based on parameters important for the product application. Solution developed by the company is not versatile now but in the coming years it will have application in more sectors.

Marketing summary
The company intends to maintain an extensive marketing campaign which will ensure maximum visibility for its targeted market. Below is an overview of the marketing objectives and strategies of the company. Objectives
➢ Develop social media infrastructure ➢ Develop different subscription packages and decide on bundle prices ➢ Develop customer response and nurturing system ➢ Make ascension/upgradation and reactivation plans ➢ Focus on developing more add-ons
Product is divided into different phases and pricing varies as per the service provided. There will be a basic free version of the service in the form of an app which will basically tell customers that how many times a machine stopped by sending an alert. Other services are provided as per the subscription basis divided as standard and premium, which will include more details from the machine like waiting time, machine change state, working time and efficiency.
Financial summary
For the initial stages of the establishment, we are considering a sort of break-even analysis to get an idea about the price point the product must be sold at. The rest of the financial detailing will be done later once the company is completely established and running. The financial break-even analysis considers the assumptions of the amount and it is considered as around 2 million kronor per year for the whole operation of the company with a slight increase in between to account for some anomalies that the company could face.
Figure 17: Data for the calculation of ROI
Figure 18: Calculation of ROI
Figure 19: Graph showing expenses, revenue generated and gross profit for company

From the market study done it was found out that there are possibly 7000 CNC machines in the market now. If the company starts selling the product from year 2 and gain 2% of the market and scale upwards, selling the product at 1000 SEK per app/machine/month the company would break even in between year 3 and 4. This gives a general idea about the operational expenses and the selling point of the product that should be sold. For the detail version of the business plan, please go through Appendix 3.

5. Conclusions and discussion The aim of the thesis has been to explain the concept: smart manufacturing in a simple way and create a commercialized product to help small and medium-sized manufacturing enterprises use the concepts to improve their production system. Different concepts of smart manufacturing have been studied by doing an extensive literature study and using the data collected through interviews with industries and experts in the field. Based on the study it had been decided that BLE and machine vision system were easy concepts to implement the concepts of smart manufacturing in a manufacturing setup. The tests with real-world cases produced favourable results with possibilities to extend it further with more concepts like cloud computing and connected machines. A schematic of a product using BLE and machine vision systems has been developed in conjunction with a business plan to commercialize the product. The thesis has been able to answer the research questions:
➢ How can small and medium-sized enterprises transition from Industry 3.0 to Industry 4.0
or smart manufacturing?
➢ How can small and medium-sized enterprises be provided with cost effective solutions to
improve the efficiency, productivity and flexibility of the production systems by
implementing the concepts of Industry 4.0 or smart manufacturing?
The first question is answered by the validation of the simple concepts that have been developed using BLE and machine vision systems that combine automation with concepts like image processing and connected machines with beacon technology that provides shop-floor data with the possibility to achieve real time data analytics. The test results have proved that it can be used in any real-world factory setting. There have also been future possibilities created to extend the research to more advanced forms of smart manufacturing by incorporating advanced cloud computing and cyber physical systems. The thesis also has enabled the creation of a product that could help small and medium sized enterprises initiate the concepts of smart manufacturing in their factory setting in a simple and cost-effective way. The product also helps to improve the flexibility of the production line by pointing out bottlenecks, unwanted transportation, rerouting of parts to less utilized machines and thus improves the productivity of the system. The use of inventory tracking and optimized production times enables a more customer centric approach to manufacturing and helps create products in a more customized way more efficiently and on time. A business plan for establishing a company to release the product into the market has also been created, which answers the second research question formulated.
Limitations
The concepts of smart manufacturing are vague and vast in terms of the literature available. The time limitations involved made it difficult to delve into all the related topics and create a study about them. The interviews made were limited and the study was done on three companies and each of them different in their size, so it was difficult to arrive at a solid conclusion that fits the description of small, medium or large companies. The limited programming knowledge in image processing and app development made it difficult to completely implement the beacon technology and machine vision system together in a real-world setting. The financial section of the business plan is based on assumptions and an extensive plan will be created after the initiation of the company.

Future work
The product can be combined with ERP systems to automate production systems even further. 5G technology could be used to replace WiFi and Bluetooth technology in the long run to have a centralised system for machine communication and cloud computing. Beacon technology and machine vision systems could be extended to fields other than manufacturing like retail, health-care, logistics, event-management and recreational facilities. Beacon technology can also be extended to refractometer applications to detect the concentration of the cutting fluid and automate the process of refilling the fluid to the required concentration. One advantage with beacon technology could be reduction in the cost of storing and transferring data to the cloud when edge computing is implemented. Edge computing and cloud computing can be coupled with beacon technology, where edge analytics will be done by the IoT devices (e.g. gateways) so that manager will get the immediate notification if asset moves in the wrong direction and complex analytics can be done by the cloud computing for example: KPI’s calculation. This can be extended to other industrial sectors. A proper standard to implement smart manufacturing has not been defined. The National Institute of Standards and Technology has developed a study combining features of earlier manufacturing paradigms and this thesis could be extended as a supporting platform to extend the standards created by bodies such as ISO, IEC, ASME, ASTM [42].

References [1] A. Industrial, I. Consortium, R. Neubert, and H. Munz, “Architecture Alignment and
Interoperability.” [2] “Industrial Internet of Things: Unleashing the Potential of Connected Products and
Services,” Geneva, 2015. [3] J. Conway, “The Industrial Internet of Things: An Evolution to a Smart Manufacturing
Enterprise,” White Pap. Schneider Electr., 2016. [4] “Open Source Software for Industry 4.0,” 2017. [5] K. Bloede, G. Mischou, A. Senan, and A. Tilow, “MAKING FACTORIES ‘SMART’ FOR THE
NEXT INDUSTRIAL REVOLUTION,” London, 2017. [6] R. Geissbauer, J. Vedso, and S. Schrau;f, “A Strategist ’s Guide to Industry 4.0,” Strateg.
+ Bus., no. Summer, 2016. [7] A. Moeuf, R. Pellerin, S. Lamouri, S. Tamayo-Giraldo, and R. Barbaray, “The industrial
management of SMEs in the era of Industry 4.0,” Int. J. Prod. Res., pp. 1–19, Sep. 2017. [8] A. Osseiran, J. Sachs, and M. Puleri, “Manufacturing reengineer: robots, 5G and the
Industrial IoT,” 2015. [9] “IoT Business Brief – Industrial Manufacturing Business,” Palo Alto, 2017. [10] DotEcon and Axon Partners, “Study on Implications of 5G Deployment on Future
Business Models,” no. March, 2018. [11] I. Jovovic, I. Forenbacher, and M. Perisa, “Massive Machine-Type Communications: An
Overview and Perspectives Towards 5G,” Proc. 3rd Int. Virtual Res. Conf. Tech. Discip., no. Ic, 2015.
[12] H. Shariatmadari et al., “Machine-type communications: Current status and future perspectives toward 5G systems,” IEEE Commun. Mag., vol. 53, no. 9, pp. 10–17, 2015.
[13] Q. Z. B and F. H. P. Fitzek, “Future Access Enablers for Ubiquitous and Intelligent Infrastructures,” vol. 159, pp. 35–41, 2015.
[14] Mladen Vratonjic, “The Future of Critical Communications,” 2018. [15] J. Lee, B. Bagheri, and H.-A. Kao, “A Cyber-Physical Systems architecture for Industry
4.0-based manufacturing systems,” Manuf. Lett., vol. 3, pp. 18–23, Jan. 2015. [16] J. Lee, H.-A. Kao, and S. Yang, “Service Innovation and Smart Analytics for Industry 4.0
and Big Data Environment,” Procedia CIRP, vol. 16, pp. 3–8, 2014. [17] HANNOVER MESSE, “Machine 4.0: It’s all about survival,” 2016. [18] R. C. Parpala and R. Iacob, “Application of IoT concept on predictive maintenance of
industrial equipment,” MATEC Web Conf., vol. 121, pp. 1–8, 2017. [19] Y. Zhang, G. Q. Huang, T. Qu, and O. Ho, “Agent-based workflow management for RFID-
enabled real-time reconfigurable manufacturing,” Int. J. Comput. Integr. Manuf., vol. 23, no. 2, pp. 101–112, Feb. 2010.
[20] G. Q. Huang, Y. Zhang, and P. Jiang, “RFID-based wireless manufacturing for real-time management of job shop WIP inventories,” 2007.
[21] R. Y. Zhong, X. Xu, and L. Wang, “ScienceDirect IoT-enabled Smart Factory Visibility and Traceability using Laser- scanners,” Procedia Manuf., vol. 10, pp. 1–14, 2017.
[22] K. Sipsas, K. Alexopoulos, V. Xanthakis, and G. Chryssolouris, “Collaborative Maintenance in flow-line Manufacturing Environments: An Industry 4.0 Approach,” Procedia CIRP, vol. 55, pp. 236–241, 2016.
[23] B. O. Gombé et al., “A SAW wireless sensor network platform for industrial predictive maintenance,” J. Intell. Manuf., Jul. 2017.
[24] S. Y. Liang, R. L. Hecker, and R. G. Landers, “Machining Process Monitoring and Control:

The State-of-the-Art.” [25] “2018 White Paper-Bluetooth Beacon Industry,” 2018. [26] “Bluetooth Beacons in Supply Chain Management,” 2018. [27] B. GF and A. RV, “An IoT-Based Solution for Control and Monitoring of Additive
Manufacturing Processes,” J. Powder Metall. Min., vol. 6, no. 1, 2017. [28] J. Wilkins, “Machine vision: a bird’s eye view of the smart factory.” [Online]. Available:
https://internetofbusiness.com/machine-vision-smart-factory/. [Accessed: 20-Mar-2018].
[29] A. Snatkin, K. Karjust, and T. Eiskop, “REAL TIME PRODUCTION MONITORING SYSTEM IN SME,” 2012, p. 6.
[30] M. Albert, “Mazak Makes Good Use of MTConnect: Modern Machine Shop.” [Online]. Available: https://www.mmsonline.com/blog/post/mazak-makes-good-use-of-mtconnect. [Accessed: 12-Mar-2018].
[31] J. Davids, “The Difference between MTConnect and OPC UA : Modern Machine Shop.” [Online]. Available: https://www.mmsonline.com/columns/the-difference-between-mtconnect-and-opc-ua. [Accessed: 12-Mar-2018].
[32] M. Albert, “Making Sure MTConnect Is a Good Fit - Practical Machinist : Practical Machinist.” [Online]. Available: http://www.practicalmachinist.com/modern-machine-shop/making-sure-mtconnect-is-a-good-fit/. [Accessed: 12-Mar-2018].
[33] OPC, “MTConnect-OPC UA.” [Online]. Available: https://opcfoundation.org/markets-collaboration/mtconnect.
[34] D. Barnett, “Comparison of MQTT and DDS as M2M Protocols for the Internet of Things,” 2013. [Online]. Available: https://www.slideshare.net/RealTimeInnovations/comparison-of-mqtt-and-dds-as-m2m-protocols-for-the-internet-of-things. [Accessed: 12-Mar-2018].
[35] J. Kreps, N. Narkhede, and J. Rao, “Kafka: a Distributed Messaging System for Log Processing,” ACM SIGMOD Work. Netw. Meets Databases, p. 6, 2011.
[36] Kontakt, “Kontakt beacons.” [37] “Bluetooth Beacons in Supply Chain Management,” 2018. [38] “ISO 22400-2 Automation systems and indicators ( KPIs ) for manufacturing,” vol. 2014,
2014. [39] PwC, “Industry 4.0: Building the digital enterprise,” PwC, pp. 1–36, 2016. [40] Gardner, “The World Machine Tool Output & Comsumption Survey.,” p. 26, 2014. [41] D. B. A. Bengt Järrehult, “Business model canvas.” [42] Y. Lu, K. Morris, and S. Frechette, “Current Standards Landscape for Smart
Manufacturing Systems.” [43] Commonwealth bank of Australia, “HOW TO WRITE A BUSINESS FINANCIAL PLAN,”
2018. [Online]. Available: https://www.commbank.com.au/guidance/business/how-to-write-a-business-financial-plan-201703.html.

Appendices Appendix 1. Questionnaire
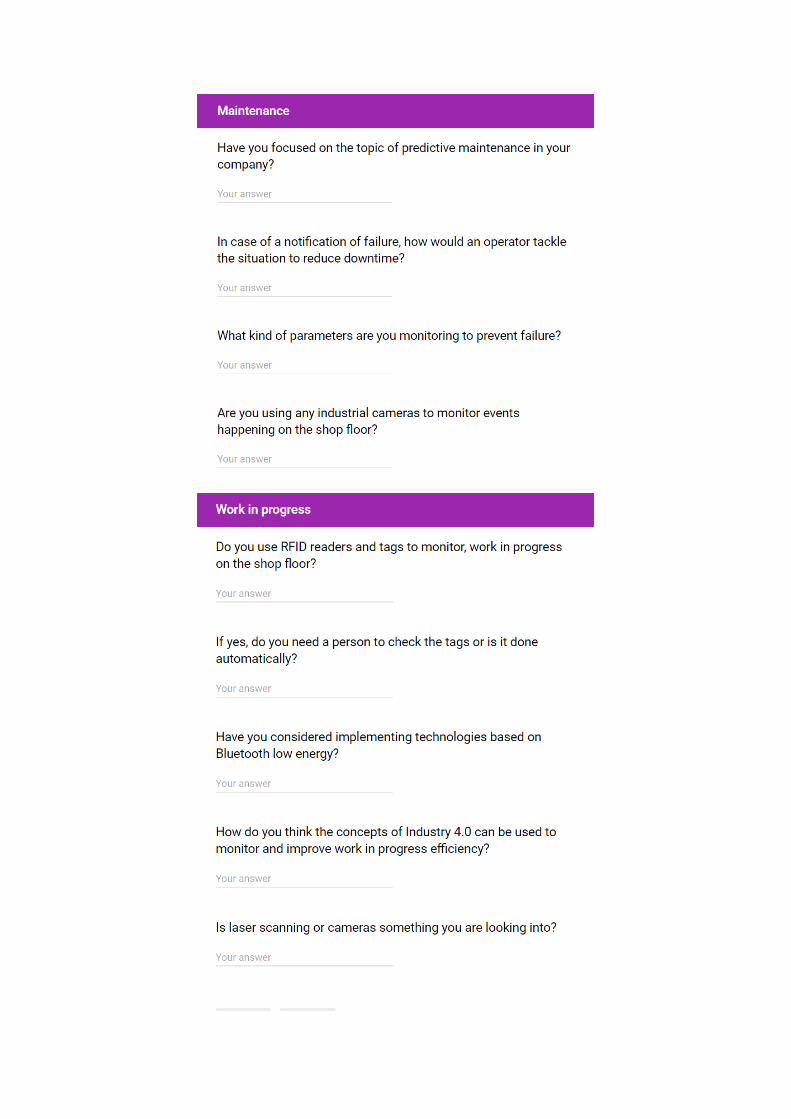

Appendix 2. Interviews
2.1. Interview with a small-sized company
This company is a metal fabrication plant located in Flen, which supplies products of fine mechanics with integrated electronics. An interview was conducted with the owner regarding the concepts of implementing a smart factory at their facility.
Excerpts:
This is a small manufacturing enterprise which follows cell layout (different machining process in each cell). It has one robot which feeds parts to the 5-Axis CNC machine and takes it out when the part is done. For the maintenance part, it has planned maintenance period where the worker is responsible for a machine/cell. They follow a hierarchy approach which includes cleaning the machine, greasing the machine and checking for leakages. They realize the importance of digitization and are interested in applying the concept of predictive maintenance and smart manufacturing if the setup cost for the equipment is not too high and it reduces the maintenance cost. Being a small company, they do not use any ERP systems to monitor the work in progress of the products. Every cell gets a target for each day and as the orders generally comes in small batches, workers check if the order has been met after the operation is complete. The machine has the problem of downtime and non-uniform utilization of machine and so the company is interested in applying concepts of predictive maintenance to reduce these problems.
Reflections:
Small companies realize the importance of digitization but due to the lack of resources, limited knowledge and their concern to keep up with the daily demand pulls them back. They are

interested in applying concepts of digitization to solve their problems if it is easy to understand and not expensive to implement. For the maintenance part, sensors can be implemented in each cell with one monitoring device (easy GUI) which will receive data from the sensors and send it to the server which will be helpful in applying predictive maintenance. Use of RFID sensors to solve WIP problems seems not to be the best solution but other application like machine vision or low Bluetooth technology can be implemented.
2.2. Interview with a medium-sized company
This company manufactures impact sockets and accessories. They own 30% of the European impact socket market and hold Europe’s largest inventory. They have one factory, which handles the entire manufacturing process. An interview was conducted with the production manager at this company regarding the concepts of implementing a smart factory at their facility.
Excerpts:
The company has a variety of products that they produce in one facility. They have a large product portfolio, with a high mix, low volume inventory type. The batches are setup in small quantities and the operations are done in a one-piece flow system. Now, the company has not thought about the implementation of a smart factory system as they must address other issues related to production planning. The concept of using smart factory or a digital twin is something that the company would want to do in the long run as it would help in reducing costs and improve efficiency but with limited resources available in the company, it is hard to invest in newer technologies without a smooth production system. The companies have problems to meet delivery times and the production line is not levelled out leading to higher lead times and longer waiting times with idle machines. Maintenance of the machines is done periodically and there are no systems available for predictive and preventive maintenance. Industrial cameras are something that the company is looking into but at the moment, industrial cameras are only used to monitor and assist robots. The company uses an ERP system to log the time of completion of a part, the work orders, status orders and the stocks available.
Reflections:
The company has not implemented a lot in the concept of smart manufacturing but would like to do so in the long run. The ERP system that the company has is underutilized as it can be used indirectly to monitor the lead times and the working time required on each product, but this is not done so. Monitoring of systems is something that the company would like to start doing as they have problems with failure of robot cables and pressure pump failures leading to at least a week of downtime. RFID tags, BLE technology and sensors can be used effectively and efficiently in the workflow of the production line to monitor flow and WIP. The company is looking into flexibility of manufacturing system and personnel and using the concepts of smart manufacturing would help to achieve this. Stoppage and maintenance reports, which would help future operators are not reported or logged into the system. Information about line stoppage could improve the

production planning process. The personnel and machines are underutilized leading to a lot of idle time. Smart manufacturing and machine monitoring have great potential in the company and implementation can be done in phases but only after solving basic issues of production planning and levelling of mix. Inventory can be controlled as the products to stock are mostly shelved for years without reaching the customer and this can be reduced extensively. Predictive maintenance can be implemented using different sensors to reduce downtime and improve utilization of machines in an effective way.
2.3. Interview with a large-sized company
This is a major Swedish manufacturer of heavy vehicles and power trains.
Excerpts:
This companies emphasizes on using a test bed or a lab to test out any concepts and they are not afraid of failure. The concepts that they use are simplified in general as each technology is researched thoroughly and separately. They work on driving standardization as well as differentiation. They use systems that fit their factory settings but at the same time strive to drive standardization by testing out different solutions in their labs. The investments that they make have immediate effects and they do reap short term benefits from their investments and their systems provide long term benefits by improving the efficiency of the production systems. On the topic of data security, they trust their engineers to keep everything kept safe under an encrypted firewall and expect no leaks of information from their IT department. Predictive maintenance is a topic covered extensively by this company as they use a lot of sensors to gather data regarding their machines and one such example is checking vibrations on a gantry robot. Knowing the change in vibration frequency of the bearings on the robot, they can make a predictive guess as to when the robot would fail and can replace the bearings when the robot is out of shift, effectively reducing downtime. Vibrations, temperature, pressure, joint angles of robots are technically the most important parameters that they check on but ideally more parameters would give a clearer picture on the conditions of the machines and the robots. Events on the shop floor were monitored at first using industrial cameras as well as GPS tracking but now it is not being used as machine vision system takes a lot of time in post processing. WIP is monitored using markers or RFID tags which are automatically recorded into the system. They have investigated the use of Bluetooth low energy applications and are planning to use 5G/4G to replace Wi-Fi in their shop floors to improve the efficiency of communication. They are also researching on laser scanning but in the field of factory design and it is not used to monitor WIP or personnel movement on the shop floor. Automatic line stoppage systems are being used in case of emergency or also in the case of maintenance issues. The maintenance issues are recorded into the system and the data is fed back to office systems automatically. MES is used extensively as a link between shop floor and office systems and data is monitored with great scrutiny. The main parameters monitored are start/stop times, waiting times and a report in general is created for the operator.
Reflections:
Being a very large multinational company, a lot of resources are available to research and implement the concepts of Industry 4.0 or smart manufacturing. According to them, the best way to initiate the concept of smart manufacturing would be to start with CAD and simulations. Once

this is done, sensors can be implemented on the shop floor to monitor data from the machines as well as other parameters happening on the shop floor. Creating digital twins would provide a very clear idea about a lot of problems in the systems without causing drastic effects on the real-time applications on the shop floor. Scenarios can be tested out and ideas can be implemented to obtain quality results. Digital analysis is the best way to go about the process of smart manufacturing and starting simple is key.
Appendix 3. Business plan
3.1. Company description
The next industrial revolution has announced itself in the field of manufacturing, with big companies investing heavily to make their systems completely smart, automatic, flexible and efficient. Studies have shown that embracing concepts of smart manufacturing or Industry 4.0 would help companies improve their production systems drastically. It has also been stated that companies who do not embrace the new revolution could in fact go out of business soon. This is because the concepts increase the speed of innovation and become more customer centric, leading to a faster and more dynamic design and manufacturing process. At its infancy, where the concepts of smart manufacturing have not been completely defined and simple solutions are not available, small and medium-sized enterprises are scrambling to initiate these concepts without understanding the know-how. There are also questions raised as to where and how the transition from Industry 3.0 to 4.0 occurs. The transition in simple terms is how computer and automated systems transfer to machine to machine communication, data analytics and cloud computing in manufacturing but these transitions are not clearly stated. Another problem that persists is that the concepts that are developed are not standardized or are at times too expensive to implement in a factory. Large companies who have developed smart solutions to their factory problems have created differential solutions that fit the requirements of their factories. This in turn might not be suitable for every company. In an industrial environment where large, medium and small enterprises are dependent on each other in some way, it is important that concepts are developed that help the manufacturing industry and that means helping the small and medium-sized enterprises solve their factory problems by helping them become increasingly smart and enable sustainable prosperity. The company provides convenient and cost-effective solutions to manufacturing companies to obtain data and use that data in an effective way to improve the productivity of their manufacturing systems. The company procures simple data and provides useful productive information to provide efficient solutions to companies that desperately need to improve in the field of manufacturing. The company ensures that the SMEs do not miss out on the next industrial revolution and give them a chance to evolve and become better in the field of manufacturing. The company will be owned by an entrepreneur, who has experience in managing companies and has extensive expertise in the field of manufacturing and production. The management team will include a senior researcher at KTH with unparalleled competence in the field of smart manufacturing and production engineering. Their combined experience and industry connections will pave the way for a smooth launch of the product in a real-life environment. The company also has two recently graduated production engineering master’s students who have researched in the field of smart manufacturing and strive to find new and advanced technologies that simplify the concepts of smart manufacturing and data analytics and help improve production capabilities. A programmer will be required to do the frontend and backend app development for the product as well as debugging, testing and improving the customer interface. The company will be in Stockholm which would provide easy access to researchers at KTH, industry experts as well as potential customers in and around the city.

The main product provided by the company is an app that can be used with any iOS or android device. This device monitors the change in the color of light of a stack light of a CNC machine and sends relevant information to the concerned personnel. An add-on facility that is being researched on is using the app in combination with Bluetooth low energy devices such as beacons to track inventory, personnel as well as assets. The product is designed in phases with each phase representing a price point and it can be modified based on the requirements of the company. The app is user friendly and easy to understand and operate. Long-term goal is to combine the data obtained from the app to ERP systems to better track the productivity of the manufacturing systems. The app is designed mainly to help SMEs but larger companies that require simple solutions can also effectively use it to better their production systems. The specialty of the product is that any machine which shows a transition of state using light pillars can use the app. Beacon devices can also be used separately as standalone devices for tracking and for sending triggers whenever a specific event takes place on the production line. Mission: With simplicity at the core, provide effective solutions to improve the manufacturing industry. Vision: To become a leading solution provider in industrial technology.
Objectives: ➢ Create simple cost-effective solutions to the customers
➢ Collaborate with customers to produce customized services that fits their requirements
➢ Collaborate with beacon manufacturers to design beacons that fit the requirements of a
manufacturing company
➢ Make the small industrial environment global
➢ Provide value creating services for the customer
3.2. Product description
The product is designed to be simple and easy to use for small and medium sized companies. It is intended to be a retrofit for old as well as new machines to obtain understandable data that improves the company’s efficiency and productivity. Most of the companies meddle with the machines and get data from the PLC of the machines but this might not be the most efficient or cost-effective solution for companies that do not want to spend a lot of money on new technologies but still want to modernize or initiate the concepts of smart manufacturing in a simple and easy to understand way. The product helps companies have a smooth transition from Industry 3.0 concepts like automation to Industry 4.0 concepts like data analytics and cloud computing. The two main fields that the company is looking into are image processing and Bluetooth low energy technology. The problems addressed here would be efficiency, availability and concepts of predictive maintenance.
Phase 1
With respect to image processing, the device used is a mobile phone camera or a web camera that can detect the change in color of a stack light in a CNC machine and send time stamps whenever there is a transition in the light. The product will be created in price points which would vary based on what service is being provided. The simple and free product would be that a change in color to yellow or red would indicate to the operator that the device is waiting or has

completely stopped. This alert, however simple would give a clear indication to an operator as to how many times the machine is stopping.
Phase 2
The second price point would provide time stamps of whenever the machine changes state, with waiting time, stoppage time and working time noted on a spreadsheet with calculations of availability and efficiency charted out in an interactive way for the operator to see. This would help to further optimize the system in a better way. There would also be a check list for operators to enable preventive maintenance like checking if the machine has been cleaned daily, a weekly oil and lubrication check and a monthly check of moving parts related to the machine so that operators have a document to systematically maintain the extensive working of the machine.
Phase 3
The next phases would involve the use of beacons in combination with mobile phones. Beacons can be used for asset tracking, personnel tracking as well as for predictive maintenance. In the advent of lean manufacturing and 5S, beacons could be used to track important assets or tools that would be important to an operator and it can also be used to track inventory, which could be useful in a make to stock environment, where notification can be sent if the beacon has not moved in a while.
Phase 4
Another use case of the beacon would be as a vibration sensor with respect to predictive maintenance. If the vibration of the machine is above a certain threshold value, an operator could be notified, and the machine can be maintained during idle time.
Phase 5
The phone app and the beacon data could be linked together to get a more advanced data analysis of the machine tool. ERP systems could also be integrated to the products in the long run.
3.3. Market study
Customer description
Potential customer for this product is small and medium level enterprises who are interested in the smart factory concept but do not want to invest their time or resources as they have bigger problems to cope with. Our product aims to be easy to install (plug and play) and flexible, where with very little investment, customers will be able to monitor the machine tool parameters and get weekly/monthly/yearly reports for the same. This product can be useful for bigger enterprises also if they are looking into simple solutions for predictive maintenance. The size of the different markets and their growth trend is explained in the upcoming sections.
Global market
Companies all around the world will start to implement the concepts of smart manufacturing. The level of digitization would increase by a potential 40%. SMEs in general have a problem implementing the concepts as they do not know where and how to start the implementation. Simple solutions that provide important data to operators is a good way to initiate the digitization procedure [39].

Figure 20: Industry 4.0 investment based on sector [39]
Companies in different sectors have already started researching into how they can implement the digitization procedure in a simple and effective way.
European market
As per the report from PwC, by 2020 annual investment for the solutions based on smart manufacturing is expected to be €140 billion per annum in European industrial sector. €140 billion investment is predicted to be the maximum covered in the sectors of manufacturing and IT but a general positive trend can be seen for other sectors as well [39].
Figure 21: Annual investments in Industry 4.0 until 2020 [39]
Swedish market
Figure 22: Importance of Industry 4.0 for competitiveness now and in five years [39]

The trend of digitization is quite evident from the statistics. Large companies are spending a lot of money on the research of concepts involving smart manufacturing, whereas SMEs have trouble implementing these concepts as they do not have an effective system that is already in place. SMEs would still enter the digitization field to compete with large manufacturers and get more out of their production facilities and improve their profits and efficiency. Digitization would be a bigger tool for SMEs than large enterprises as the gains would be much bigger. The problems that are plaguing SMEs like inefficient supply chain, bottlenecks, unbalanced production systems and so on can be solved with even a small amount of digitization and in a small and cheap scale. The benefits of increased digitization outweigh the costs involved in implementing the concepts. The initial investment would be slightly high but the return on investment is also very good in the long run. Products that are simple and help to improve the efficiency of a production line will be cheap as well as effective initially to test out the concepts and to understand how the system could work in a working environment.
Figure 23: Technology investments based on activities/processes for digitization [39]
The graph above shows how digitization could influence the different stages of a company's value chain and how big a priority it is for each department to start implementing the concepts of smart manufacturing to grow and become competitive in their respective fields.
Market potential
According to [34], the total CNC machine tool production and consumption is roughly 2.2 billion crowns per year. If on an average a CNC costs around 3.2 million crowns, the number of CNCs delivered in the market each year can be estimated to be around 688 to 700. If an average CNC machine has a potential lifecycle of 10 years, there would be around 7000 CNC machines in the market. This is a huge market. Considering 10% of the market is with SMEs the potential is still quite big as a lot of them would like to initiate the concepts of smart manufacturing and the product would help them a great deal to gather data regarding the machines without overhauling the production line [40].

3.4. Competition analysis
Table 4: Table comparing different companies working in the field of smart manufacturing
Serial no.
Company Size What they are doing?
1 Schaeffler works
Large Sustainable engineering with condition monitoring and predictive maintenance as main strategy. Smart manufacturing leaders with solutions to prevent
downtime and improve efficiency.
2 DMG MORI Large Use self-developed solutions in their machines to monitor machine parameters and reduce downtime. Solutions are extensive and provide lots of important
data for the operators and engineers.
3 Mazak Large Created smart solutions to their machines with interactive dashboards to check parameters of the
machining operations.
4 Advantech Medium Solutions implemented in phases to initiate the concepts of digital factory. Predictive maintenance is the main
strategy.
5 Sitech Medium Predictive maintenance is their forte. Continuous monitoring of processes and analyzing the data using machine learning and artificial intelligence to reduce bottlenecks and improve the efficiency of the whole
system
6 Emag Medium They monitor machine status, tool wear, and use virtual tools to monitor machine processes and make
improvements wherever necessary.
7 Aimtec Small Aimtec provides varied solutions with an aim to digitize manufacturing and logistics using technologies like MES,
sensors, RFID, big data and machine learning.
8 Pleq Small Plug and play device developed by Pleq does predictive maintenance which reduces downtime of the machine tool using smart sensors and cloud-based technology.
9 Iotool Small Iotool provides a standard solution for predictive maintenance where user can select sensors and gateway
from a list of supported devices. Data is stored and analyzed on their server and information is provided to
customer.
10 Eye at Production
Small Using mobile phone cameras to detect the stoppage of a robot and the events that led to the stoppage.

What makes this company different from competition? Solution developed by the company is easy, plug and play & even works for outdated machines. Solution is simple to implement and provides important information like downtime, efficiency and gives alarms in case of machine stoppage or for the defined trigger to the user. Out of the companies chosen for the study, three companies have been picked out as close competitors. An analysis was done providing weightage to the most competing factors in the business for all the competitors and a comparison was done. There would be a degree of bias on the values, but it still provides a clear idea about which strategy the company should be focusing on to get better in the market.
Figure 24: Graph showing the competitive analysis of the company with three similar companies [41]
above image shows performance of the company when compared to the picked competitors based on parameters important for the product application. Solution developed by the company is not versatile now but in the coming years it will have application in more sectors.
3.5. Business model
A business model is a conceptual structure that explains how an organization supports the viability of a product or company. It includes the purpose and goals of the company and how it intends to achieve these goals. The business model provides a step by step plan on how to profitably organize a business. The most important thing about organizing the business is to know the value proposition of the company. It gives an idea about what kind of products and services are provided to the customers, how it is different from the competitors and who are the target customers in the business. It should also include the projected startup costs and sources of financing. It should also include any plans to partner with other companies for a common goal. Business models help to fulfill client requirements at competitive pricing but at the same time helps improve gross profits.
11 H&D Wireless Small Working with beacons to track assets in the shop floor.
12 The Lake company
Medium Using beacons, track the processes happening on the shop floor like asset tracking as well as monitor machine
processes and provide detailed information to the operators as well as process engineers.
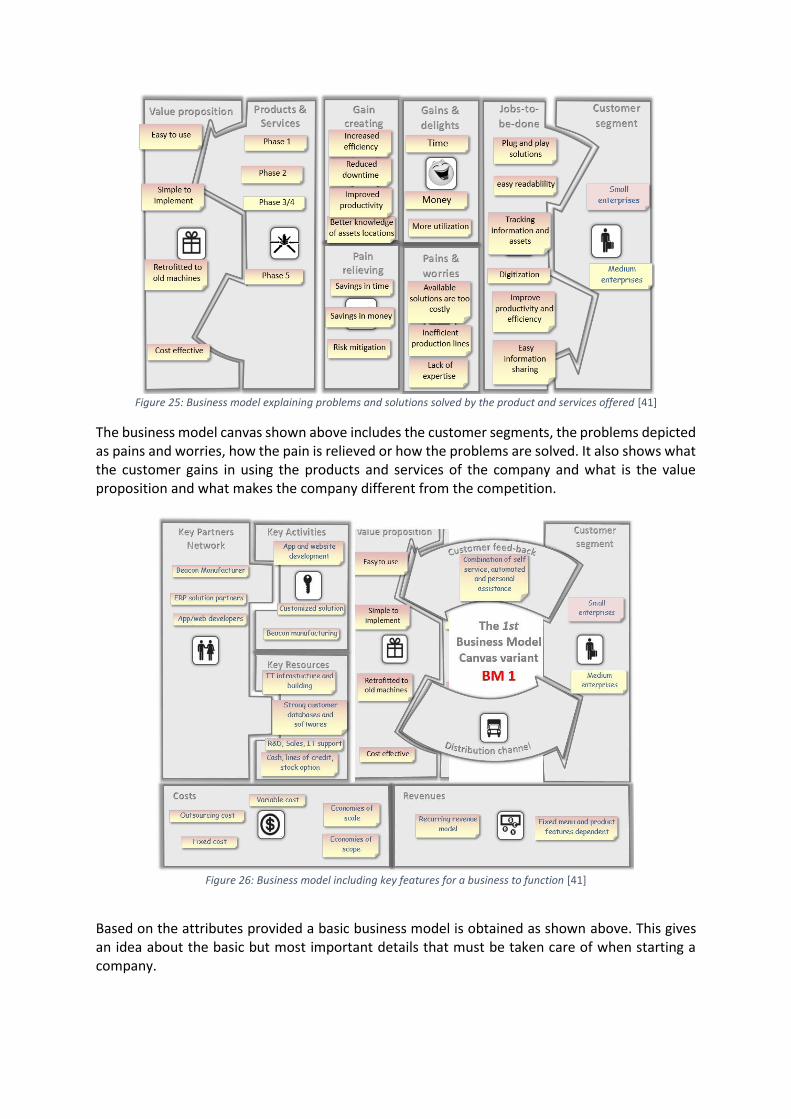
Figure 25: Business model explaining problems and solutions solved by the product and services offered [41]
The business model canvas shown above includes the customer segments, the problems depicted as pains and worries, how the pain is relieved or how the problems are solved. It also shows what the customer gains in using the products and services of the company and what is the value proposition and what makes the company different from the competition.
Figure 26: Business model including key features for a business to function [41]
Based on the attributes provided a basic business model is obtained as shown above. This gives an idea about the basic but most important details that must be taken care of when starting a company.

3.6. Operational plan
Production
In the initial phase, there is no requirement of a production facility as the primary product would be a mobile app that detects the change in color of light of a light pillar of the CNC machine. In the later stages, the app should be tweaked and connected to a database to get timestamps of events based on the color change. The beacon phases are in the test phase and with proven results, there is a long-term plan of getting the beacons manufactured in China so that the technology perfectly aligns with the requirements of the services the company would like to offer to the customers. The beacons would be tested for quality control and configured with the app so that the operator gets data from the shop floor from the beacons as well as information regarding stoppages from the CNC machine.
Location
The company will be in the suburbs of Stockholm providing easy access to researchers at KTH as well as potential customers around the city. The rent will be approximately 10.000 kr per month and this includes internet access, water and electricity.
Legal environment
One huge issue that is plaguing the industry now is the data security. The company works with a lot of data analytics and therefore security protocols should be in place to make sure the customer data is protected.
Personnel
The company currently has four employees with a possibility to hire a programmer to create the app. The company is headed by an experienced entrepreneur and technical expertise regarding strategy for the products and services will be suggested by a senior researcher at KTH. Two master thesis students will be starting full time positions and will look after the proper functioning of the app, the possibility of using newer technologies in simple and cost-effective ways as well as deal with any customer queries that the company would face. There is also a possibility of outsourcing the IT support to India, which would mean cheaper and high-quality services. This service would be hired on a contractual basis and in the long run, ensure to save a lot of money without compromising on quality of the product. In due course, a technical support team must be created on site to deal with real time issues and problems that the customers have. This would require extensive training on the working of the products and services provided.
3.7. Marketing plan
The company intends to maintain an extensive marketing campaign which will ensure maximum visibility for its targeted market. Below is an overview of the marketing objectives and strategies of the company.
Objectives ➢ Develop social media infrastructure
➢ Develop different subscription packages and decide on bundle prices
➢ Develop customer response and nurturing system
➢ Make ascension/upgradation and reactivation plans
➢ Focus on developing more add-ons

Strategies
The company intends to use different marketing strategies to target small and medium enterprises which is their target market. A free app will be provided to the customer at first which will have basic functionalities which can be explored in detail after buying from a list of packages offered by the company. The company intends to develop a stable system which will include a marketing system which will be responsible for converting leads into business, a sales system which will do the lead nurturing and follow up, a fulfilment system where the main task is to take care of the product delivery to the customer, the administrative system which will cover accounts, human resources and other business functions. An example of activities that will be performed by the company to convert leads into business and nurture leads can be seen below.
➢ Daily: Check social media for mentions and respond appropriately.
➢ Weekly: Write a blog post and send the link in an email blast to email list subscribers.
➢ Monthly: Mail customers and prospects a printed newsletter or postcard.
➢ Quarterly: Send past customers who haven’t purchased recently a reactivation letter.
➢ Annually: Send all customers a gift basket thanking them for their business.
The company has plans to develop its own ERP system which will integrate all the data gathered by the device and give customers useful output like line efficiency and predictive maintenance. In the long run the company’s plan is to provide helpful information like efficiency and the areas they need improvement from the data gathered from small and medium sized companies to customers for a small price.
Pricing
Product is divided into different phases and pricing varies as per the service provided. There will be a basic free version of the service in the form of an app which will basically tell customers that how many times a machine stopped by sending an alert. Other services are provided as per the subscription basis divided as standard and premium, which will include more details from the machine like waiting time, machine change state, working time and efficiency. There will be an option for the customer to define triggers as per their requirements and data like timestamps will be provided in the form of spreadsheets and can also be seen in the app or web portal where it will be explained using infographics. Standard packages will include some features with a fixed monthly subscription fee whereas the price of the monthly subscription of premium package will be at least 50% more than the standard package which will include twice the features than the standard package with a possibility for the add-on features in all the packages.
3.8. Financial plan
The financial plan for a start-up includes the start-up expenses as well as the start-up costs. Start-up expenses are expenses that are incurred even before setting up the plan or the first month of operations. For example, it would include the rent of the location that is used for the operations, legal work, logo, brochures, improvements and signages to name a few. Start-up assets include business or plant equipment, office furniture and starting inventory.

Figure 27: Data for the calculation of ROI
Figure 28: Calculation of ROI
For the initial stages of the establishment, we are considering a sort of break-even analysis to get an idea about the price point the product must be sold at. The rest of the financial detailing will be done later once the company is completely established and running. The financial break-even analysis considers the assumptions of the amount and it is considered as around 2 million kronor per year for the whole operation of the company with a slight increase in between to account for some anomalies that the company could face. From the market study done it was found out that there are possibly 7000 CNC machines in the market now. If the company starts selling the product from year 2 and gain 2% of the market and scale upwards, selling the product at 1000 SEK per app/machine/month the company would break even in between year 3 and 4. This gives a general idea about the operational expenses and the selling point of the product that should be sold.
Figure 29: Graph showing expenses, revenue generated and gross profit for company
Set-up costs
The set-up costs are based on assumptions and the values taken are average value of expenses in Sweden. The values could change in due course. The workers compensation consists of salaries provided to the employees and does not include any other compensations provided by the company. The rent will be approximately 10000 SEK per month and an assumed advance of 30000 SEK is considered. In the initial stages, the company would not have a lot of advertising expenses but once the product is ready for market release an extensive advertising campaign will be made which will include fair visits and creation of brochures. The start-up expenses are taken as 2 million SEK for the first year, which will include equity investment as well as borrowings but for the time being the money is considered as equity investment. Assuming the values are slightly

inflated to have a surplus amount of funds, there will still be close to 300,000 SEK left for continued operation for the next year.
Figure 30: Set-up costs calculation [43]
Profit and loss forecast
The initial six months will be dedicated to creating a working product as well create a real world-scenario to test the product out. Thus, the first six months would not bring in sales. The expenses in the table are based on assumptions made and this might include more values or less values, but the overall expenses would be almost the same.
Figure 31: Profit and loss forecast
Cash flow forecast
The outgoing expenses include operation costs involved if an IT consultant is hired for IT support as well as for the design of the mobile based application of the product. The marketing expenses would be the expenses required to get clients to buy the product once it is released.
Figure 32: Cash flow forecast
Break-even analysis
This break-even analysis can be used to get a more accurate description of the operations of the company. It gives an idea about the pricing of the product to achieve the optimum break-even. This table would provide more accurate readings once operations commence.
Figure 33: Break-even analysis

TRITA -ITM-EX 2018:704
www.kth.se