SEPTEMBER / OCTOBER 2016 THE NEWSLETTER FOR THE … · 4 ZACHRY FORCE REPORT September/October 2016...
13
SEPTEMBER / OCTOBER 2016 THE NEWSLETTER FOR THE EMPLOYEES, FAMILIES AND FRIENDS OF ZACHRY GROUP THE NEWSLETTER FOR THE EMPLOYEES, FAMILIES AND FRIENDS OF ZACHRY GROUP
Transcript of SEPTEMBER / OCTOBER 2016 THE NEWSLETTER FOR THE … · 4 ZACHRY FORCE REPORT September/October 2016...

SEPTEMBER / OCTOBER 2016 THE NEWSLETTER FOR THE EMPLOYEES, FAMILIES AND FRIENDS OF ZACHRY GROUPTHE NEWSLETTER FOR THE EMPLOYEES, FAMILIES AND FRIENDS OF ZACHRY GROUP

2 ZACHRY FORCE REPORT September/October 2016 September/October 2016 ZACHRY FORCE REPORT 3
We want to hear from you. Please send your feedback or story ideas to [email protected].
SPOTLIGHT ON SPECIALTY SERVICES
HIGHLY SKILLED CATALYST TEAM PROVIDES SAFE, RELIABLE AND EXPERIENCED REACTOR UNLOADING, LOADING AND REPAIRPAGE 6
James McFatter and
Charles (Chuck) Johnson
PAGES 22 & 23
MODEL PROJECTMILL CREEK EPC PROJECT TEAM AND CUSTOMER BENEFIT FROM 3D MODELING TECHNOLOGYPAGE 12
DEAR READERS,
FIND US ON FACEBOOK @ WWW.FACEBOOK.COM/ZACHRYGROUP
@ WWW.PINTEREST.COM/ZACHRYGROUP
CONTENTS
TECHNOLOGY ON THE JOB
MILLWRIGHTS USE LASER ALIGNMENT TOOL FOR GREATER PRECISIONPAGE 10
NEWS UPDATESZACHRY AROUND THE NATIONPAGE 4
Although our core markets were experiencing some uncertainty as we entered 2016, our hopes were high for a good year… and our plan reflected those high hopes. Much of our optimism was due to our excellent backlog and very solid execution performance coming into the year. Additionally, we had worked hard in 2015 to identify several potential acquisition target areas that could yield significant long-term value for us and for our customers. Our goal, as always, was to have a good year, and more importantly, to enhance our long-term business prospects and results.
Now in the third quarter of 2016, Zachry Group is on track to accomplish those goals. We expect to end the year with strong financials, likely the best in our history. Additionally, we’ve been able to take some important steps to ensure that our capabilities and services are continually aligned with the needs of our customers. This is no small task, given the rate of change and the increasing demands reflected in the marketplace today.
It is in this light that I’m pleased to share an important and exciting milestone for our company. On Aug. 31, Zachry Group closed on a deal to acquire the Catalyst Services division of Clean Harbors Environmental. This acquisition represents a significant addition to our capabilities, expertise and scale, which will improve our competitiveness and allow us to better serve our customers.
Catalyst Services is an international industry leader in catalyst change-out services, with a particular expertise in the refining and petrochemicals sector. These services represent a highly specialized aspect of the turnaround, repair and maintenance requirements of industrial facili-ties. Catalyst Services employs around 500 people and operates in the U.S., Canada and the Republic of Trinidad.
There are a number of benefits that the acquisition of Catalyst Services provides:
• It is a further expansion of our comprehensive port-folio of services across the entire life cycle of industrial, refining and petrochemical facilities. Together, with the other highly technical areas of expertise that comprise JVIC Specialty Services, we have the capabilities to support our customers in all aspects of turnarounds, repair and maintenance of their facilities.
• It gives us a competitive advantage as we gain proprietary technology and intellectual property. We will be able to leverage this across our entire Services
platform, enhancing our leadership position in both turnaround and catalyst services, and more impor-tantly, in the broader industrial services market.
• It expands our geographic presence, which will allow us to extend our reach to better support our customers. It also provides additional career opportunities for all of our employees. Additionally, it will open new growth fronts for our company.
There is a great deal of work to be done and many details to be finalized before the end of the year, when we expect to complete full integration. Until then, Catalyst Services will operate “as is” within JVIC Specialty Services. Catalyst Services employees will work under the name JVIC Catalyst Services alongside our existing JVIC Catalyst organization. A transition team is already at work developing plans to help ensure a successful integration into Zachry Group. Our focus is to minimize disruption to both customers and employees while we create a new, market-leading catalyst services organiza-tion. I am confident we can do that, and I’m grateful to all involved in transition activities.
The acquisition of Catalyst Services demonstrates our enthusiasm for investing in the future of our new, and recently formed, Services Group. In May, we announced the creation of a single management structure respon-sible for all of our industrial service capabilities. Led by Joe Vardell, this organization brings together all of our maintenance, turnaround and specialty services, includ-ing catalyst services. This most-recent addition aligns beautifully with the new organization and our strategy.
Our company is healthy and growing. Our expertise is deeper and our capabilities are broader than ever before. This is an exciting for time for us. On behalf of our Board, I would like to thank all employees for their contributions to our success, and I warmly welcome our newest team members—Catalyst Services—into Zachry Group.
John
I AM ZACHRY
The FSC® label identifies products that come from an environmentally and socially responsible source.
This newsletter is printed on paper that contains recycled fiber and vegetable-based ink.
EQUAL EMPLOYMENT OPPORTUNITY POLICY AND POLICY AGAINST HARASSMENTPAGE 24
SERVICE AWARDSSECOND QUARTER 2016PAGE 21
DEAR READERSA letter from John B. Zachry, Chairman and Chief Executive Officer
PAGE 3
“Our company is healthy and growing. Our expertise is deeper and our capabilities are broader than ever before.”
— John B. Zachry, Chairman and Chief Executive Officer
COVER: The thick metal jungle of steel and pipe reaches high into the mid-summer sky as workers at the CPChem
polyethylene plant project site in Old Ocean, Texas, begin testing the plant’s many systems as part of the pre-commissioning process.
Photos/Nick Grancharoff
SHIFT FROM CONSTRUCTION
TO SYSTEMSCPCHEM PROJECT TEAM TRANSITIONS TO
SYSTEMS TESTING AND PRE-COMMISSIONINGPAGE 17

4 ZACHRY FORCE REPORT September/October 2016 September/October 2016 ZACHRY FORCE REPORT 5
example, Structural Designer Ted Eckels demonstrated 3D modeling software that he uses to create engineering designs. “This is a pretty cool thing to do, and hopefully it helps them to support their students,” Eckels said.
One teacher who spoke up at the end of the visit said she definitely appreciated the opportunity to visit Zachry. She particularly enjoyed the presentation by Pipe Craft Specialist Doug Ammann and his recollection of his high school days. “I was thinking of my students who are struggling, who are not the go-getters, and it was so powerful to hear (Ammann) say, ‘I was that kid—I didn’t pay attention, and I wish I had,’” she said. “It is so impor-tant to let students know that there’s someone successful at Zachry who was just like them, so that they can believe that they can be successful, too.”
STEP IT UP
EMPLOYEES STEP UP TO FITNESS CHALLENGE, LOG STEPS TO GET FIT
Zachry Group’s Fitness team sponsored a “Step It Up Fitness Challenge” this past summer, and when it was all said and done, 404 employees
had logged a grand total of 89,445 miles. The competition, which was open to any office or worksite across the enterprise, included 101 teams that participated during the six-week challenge—all aiming to be the team with the highest reported steps. But the byproduct of all those steps is what the challenge was really about.
“We had a healthy dose of competition, but we were after more than that,” said Home Office Fitness Center Supervisor Jamie Dantzic, who coordinated the chal-lenge. “It was definitely about getting people up and moving, having fun and doing your personal best.”
STEM SUPPORT
ZACHRY HOSTS SAN ANTONIO-AREA TEACHERS IN SUPPORT OF STEM CAREER OPPORTUNITIES
Most teachers are back in their classrooms kicking off the new school year, but in July a group of 18 San Antonio-area math and science
teachers visited the Home Office to learn the many ways Zachry employees use math and science on a daily basis. Zachry hosted the teachers to help them be better equipped to encourage and inspire their students to study science, technology, engineering and math (STEM subjects). Inspired teachers can help create inspired stu-dents who may one day work for companies like Zachry that need employees who are strong in those subjects.
“This is a wonderful way to explain to these educators who we are, what we do, who we hire and how we use math and science every day as part of our jobs,” said Senior Design Engineer Keith Vinson, who organized the half-day “externship” opportunity for the teachers. “This also helps teachers respond to their students who don’t think math and science classes are important; this gives them real-world examples of great career opportunities that use math and science on a regular basis.”
This was Zachry’s fourth year participating with a number of area employers to support STEM workforce devel-opment. The effort is supported by the Alamo STEM Workforce Coalition, with a goal of preparing more young people for STEM careers. This year about 150 area middle and high school teachers participated in the program.
During their visit to Zachry, the teachers were divided into five groups and rotated through a series of 20-minute pre-sentations that demonstrated the ways Zachry employees use math and science in their jobs. In one presentation, for
NEWSUPDATESform with an inert material in such a way that each 2,000-3,000-pound bag contains the same amount of the two ingredients. The new equipment will enable JVIC to mix 11 tons of blended catalyst per hour, Kinder said.
“The equipment will allow us to mix the two ingredients using weight as the measure instead of adjusting the stream flow into the bags,” he said. “We will be the first to ever do this kind of work based on weight; this allows us to be much more precise.”
The new Mont Belvieu plant will convert propane to polymer-grade propylene (PGP), a thermoplastic polymer used in many consumer products, including food packaging and labeling, carpets, rigid packaging, furniture, toys, car bumpers, electric cables, sewage pipes and more. When complete in spring 2017, the plant will be capable of produc-ing 1.65 billion pounds of PGP annually. Because of the volume of mixed catalyst needed to produce that quantity of PGP, the new JVIC contract represents the largest blended catalyst job in the world.
This past summer, JVIC set up a warehouse large enough to house the equipment and the raw materials needed to do the catalyst-mixing work, which began in August.
“We’re excited about this opportunity, and it should open doors to more blending work,” said Catalyst Services Director Rodgers Thibodaux.
INDUSTRY RECOGNITION
ZACHRY RANKS NO. 22 OUT OF 400 OTHER CONSTRUCTION FIRMS
Zachry Group is up seven notches from No. 29 in 2015, to No. 22 in 2016, out of 400 other worldwide contractors recognized in Engineering News-
Record’s (ENR) The Top 400, an annual report on the top construction companies. The 22 ranking is the highest Zachry Group has ever been on the list.
Zachry also exceeded all other previous rankings in the following categories:
• No. 8—Top 100 Design-Build Firms (up from No. 20 in 2015)
• No. 28—Top 100 Contractors by New Contracts (no prior ranking)
• No. 7—Top 20 Contractors by Power Sector (up from No. 9 in 2015)
• No. 8—Top 20 Contractors by Petroleum Sector (up from No. 10 in 2015)
Also, ENR’s The Top 500 lists Zachry Group as No. 55 out of the Top 500 Design Firms and No. 12 in Power Design.
But the ultimate measure of success was to promote long-lasting healthy habits that lead to real results like lost weight or inches, lower stress levels, or someone who no longer needs high blood pressure or cholesterol medication.
All indicators, both anecdotal and quantitative, point to a mission accomplished. In a post-challenge survey, more than nine out of 10 respondents—whether a begin-ner, intermediate or advanced participant—reported an increased fitness level. In addition, the top two reasons employees gave for participating were to improve overall health and well-being, and join coworkers in a team effort.
Employees were creative about getting more steps—espe-cially those in office settings. Many printed documents in other areas of the building; some parked farther from an office or used their lunch break to walk around an office or job site—some employees even started “walking meet-ings.” Many participants reported getting their families and friends up and walking with them—which increased the scale and broadened the impact of the competition.
Many, like JVIC’s Coach Application Administrator Talia Dykes, declared the challenge isn’t over for them. Dykes said that the challenge was a learning experience. “I learned not to be intimidated about the sun and heat and to drink plenty of water,” she said. “Now I don’t want more than two days to go by without doing this,” she said, adding that she gets her friends and family to walk with her in a beautiful park she discovered near where she lives. “I’m already anticipating when the time changes and think-ing about how I’m going to keep this up.”
Read more about the fitness challenge on the Zachry Group blog: www.zachrygroup.com/blog/
CATALYST CONTRACT
JVIC CATALYST WINS JOB MIXING BLENDED CATALYST AT NEW PDH PLANT IN MONT BELVIEU, TEXAS
The JVIC Catalyst group has scored a big contract to mix and load a large quantity of blended cata-lyst at a new propane dehydrogenation (PDH)
unit, which when built will be the largest PDH unit in the world. The plant is being built by Enterprise Products Partners L.P. in Mont Belvieu, Texas, and will include 10 large Catofin reactors containing a total of 6.6 million pounds of catalyst.
The ability to mix and load that volume of blended cata-lyst is what earned JVIC the job. John Kinder, technical manager for JVIC Catalyst, explained that the JVIC team commissioned specialized equipment that will enable them to mix large quantities of hexavalent chromium in powder
Zachry Pipe Craft Specialist Doug Ammann shares the ways he uses math and science on the job with a group of San Antonio-area middle and high school teachers. Photo/Nick Grancharoff
“This is a wonderful way to explain to these educators who we are, what we do, who we hire and how we use math and science every day as part of our jobs.”
— Keith Vinson, Senior Design Engineer

CONTINUED ON PAGE 8
It takes a certain kind of personality to work in the catalyst services industry. Take JVIC’s Technical Manager John Kinder. With 13 years in the business—
the last four with JVIC—he has all the right stuff: attention to detail, technical skills and a persistent focus on safety.
Kinder also has a deep understanding of the science and chemistry behind complex catalytic processes. It’s knowl-edge that’s hard-won and which he credits to having some really great mentors. It’s essential in his line of work, and it substantiates his credibility to customers.
“The work itself is very labor intensive,” he said, while discussing one of the most difficult jobs the catalyst group performs, rebuilding ammonia converters. “The spent (used) ammonia is some of the most pyrophoric material that we deal with and will spontaneously combust when exposed to oxygen. Everything’s big and heavy, so it’s both technically challenging and hard work at the same time.” Add to that the fact that much of the work occurs in vessels filled with nitrogen gas to minimize the risk of fire, requiring catalyst technicians to wear specialized suits and helmets to breathe.
Whether in low-oxygen, inert environments or in the open air, catalyst and reactor work is vital to customers who place a high value on critical work that’s done safely, efficiently and reliably. It’s also a growth area for JVIC’s Specialty Services division.
SAFETY IS NO. 1
One of Kinder’s mentors, JVIC Training Manager Ed Lowrie, trains employees to safely perform the hazardous catalyst work—about 40 percent of which is done in inert atmospheres. “Our teams have unbelievably sophisticated equipment,” said Lowrie. “The helmet we use today is a derivative of a high-altitude pilot’s helmet developed by NASA.”
Lowrie, whose British accent is perceptible, knows his stuff. In the late ’80s, he worked with a research and development company in the UK that manufactured breathing devices. After four years of commuting between the UK and the U.S. demonstrating the devices to various high-profile customers, he was lured to Texas by a catalyst services company. His background and knowledge in specialized respiratory equipment was appealing. And his sailing hobby and expertise in rope knots led to the development of high-rescue training—another important aspect of safety for catalyst teams working in high-risk situations.
“We have an incredible track record of safety,” said Lowrie. “Our policies and procedures are so detailed.
HIGHLY SKILLED CATALYST TEAM PROVIDES SAFE, RELIABLE AND EXPERIENCED REACTOR UNLOADING, LOADING AND REPAIR
SPOTLIGHT ON SPECIALTY SERVICES
We make an extremely dangerous occupation safe and well controlled.”
Kinder believes this big emphasis on safety and training is JVIC’s strongest competitive advantage. “It’s what sets us apart from our competitors,” he said.
THE CATALYST SERVICES MARKETAnother differentiator that drives JVIC’s success is its personal and customer-based approach to all specialty services. “It has always been one of our strengths that we can be whatever our customers want us to be,” said Catalyst Services Director Rodgers Thibodaux. “We can be an all-services company, or we can provide a certain subset of services. That’s the beauty of JVIC being part of Zachry Group—we work together to provide customers the flexibility to choose how they want to execute projects.”
JVIC Catalyst is well-known and recognized as a major player in the U.S. Besides catalyst handling, JVIC also provides specialty work in towers, field machining/bolt torquing, extraction services and specialty welding. “JVIC’s strategy calls for steady growth in services pro-vided to existing customers,” said Specialty Services Vice President and General Manager Kevin Wauters. “We’re on track in year two,” he said, adding that JVIC is always looking for the right strategic opportunities to grow.
With the recent acquisition of the Catalyst Services division of Clean Harbors, catalyst work will increase as the team brings with it work in other parts of the U.S., Canada and the Republic of Trinidad.
September/October 2016 ZACHRY FORCE REPORT 7
After suiting up, Joe Corrao peers through his visor at Kevin Olson, as Olson makes final adjustments on the outside of Corrao’s specially designed helmet, a derivative of a high-altitude pilot’s helmet developed by NASA.
Catalyst Services Supervisors Kevin Olson (left) and Joe Corrao (right) demonstrate the specialized suits, as well as the elaborate equipment and monitoring systems in place to ensure catalyst technicians’ safety when they enter inert reactors. Photos/Nick Grancharoff
6 ZACHRY FORCE REPORT September/October 2016

8 ZACHRY FORCE REPORT September/October 2016 September/October 2016 ZACHRY FORCE REPORT 9
products. They come in all shapes and sizes—they can be as fine as powder or pellet-sized; they can come in the shape of a wagon wheel or a 12-by-12-by-3-inch brick.
REACTORS 101Catalysts are loaded into temperature and pressure-based reactors—either fixed bed or tubular—where the chemical reaction, or process, takes place. The loading must be done with great care to ensure catalysts aren’t damaged or spilled. “Unloading and loading vessels with catalyst can greatly affect performance,” said Kinder.
Fixed bed reactors are always cleaned or filled in con-fined spaces and often inert atmospheres. In-vessel catalyst technicians enter reactors from the top or through side-entry manholes to unload catalysts with a
vacuum or through “dump nozzles.” Loading is typically done using a hopper that sits on the top deck of the reactor and feeds a particular catalyst through a sock- or density-loader. This loading equip-ment slows the descent of the catalyst so that it isn’t crushed when loading.
Tubular reactors may be either confined or open-air environments. A tubular reactor looks like a big vertical exchanger, and can have anywhere from 50 to 30,000 tubes that are filled with catalysts. Tubes can range in size, from less than one inch to three inches in diameter, and from 10 to 45 feet long. Technicians unload these reactors with a vacuum, or a combination of air-driven machinery with a vacuum. Loading is done with a variety of equipment that arranges a particular catalyst using a template.
Some unloading and loading requires manual work. At a Freeport facility recently, a JVIC catalyst crew manually unloaded and loaded a huge tubular reactor with 28,000 one-inch tubes. The reactor produces acrylic acid, a base component used in soaps and perfumes.
CATALYST HANDLERS
During the catalytic process, catalysts may become ineffective due to an excessive pressure drop caused by broken or damaged catalysts, loss of activity caused by carbon build up, or aging or mechanical failure of the reactor. “Something as small as a missing bolt can affect the running of a reactor,” explained Kinder. That’s when the JVIC Catalyst team gets involved.
A typical catalyst crew will have a minimum of five positions: the in-vessel and top safety technicians, who work inside the reactor, a shift superintendent, console operator and a vessel entry supervisor—also called a top supervisor. The primary responsibility of all involved is safety.
For scheduled shutdowns, the crews might have months to plan, but in an emergency situation, they might only have hours. JVIC has trailers—plus blast-resistant modules—with safety and monitoring equip-ment at the ready.
In the case of a planned or unplanned outage, JVIC has highly trained, interchangeable core technicians and another group of employees who perform only in open air, tubular reactors. Crews perform three primary tasks: they unload, load and repair reactors. “We do everything that has anything to do with that reactor,” said Kinder. JVIC technicians make internal and external repairs, including welds and small-level piping work, and they perform inspections and install blinds to
Gas
Gasoline
Kerosene
Gas Oil or Diesel
Lubricating Oil
Heavy Gas Oil
Residual
Naptha20°c
40°c
70°c
120°c
200°c
300°c
600°c
DistillationColumn
Furnace
Crude Oil
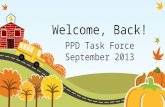
CRUDE OIL DISTILLATION
• The distillation column vaporizes crude oil and separates components by sending lighter gas to the top of the tower and heavier components to the bottom.
• As the crude oil is heated and vaporized, it separates into various components, from liquid propane gas to gasoline and other oils.
In addition, with greater resources, there are sure to be more opportunities for work to meet customer demand.
The majority of JVIC’s catalyst business is on the Gulf Coast, and “there are plenty more opportunities in our backyard,” said Wauters. To keep up with demand, new liquefied natural gas (LNG) export terminals are in the works in southern Texas and Louisiana. In addition, refiners continue to build new facilities or revamp existing ones in response to evolving environmental regulations.
It all spells opportunity. Wauters believes that JVIC’s and Zachry’s brands, reputations and strong customer relationships will lead to more specialty services work and open up opportunities for other areas of Zachry.
CATALYSTS 101“The catalyst industry grew out of a desire to recycle materials,” Lowrie said. Prior to the ’70s, general maintenance groups at refineries per-formed their own turn-arounds, which included unloading catalysts. “They would flood vessels containing catalysts with water and then ship the spent catalysts to a landfill,” he said. As refinery and chemical processes became increasingly complex, refineries looked for ways to recoup costs, either by reclaiming catalysts or sending them to a regeneration facility.
Today, petrochemical companies and refineries have built sprawling, multifaceted downstream processing plants to convert raw feedstock—crude oil—into gasolines, gases and other products. Catalytic reaction and distillation—changing the chemical makeup of crude oil—are the backbone of the entire downstream refining process.
“Catalytic processes are in every manufacturing plant and petrochemical facility we go into,” said Kinder. “The most common processes that we see in refining are hydrocracking, platforming, reforming, desulfurization and hydrotreatment.”
Refining and chemical processes require different types of catalysts to react to create a product. And different customers have their own recipes for creating similar products, thus the proprietary nature of the catalyst process at every plant. In the refining industry, catalysts are most commonly composed of metals—such as chromium, zinc, nickel, platinum or iron ore—or resins, which are used to convert liquids or gases into other
Catalyst: A substance that starts or speeds up a chemical reaction while undergoing no permanent change itself.
CONTINUED FROM PAGE 7
ensure the pipe, duct, vessel, exchanger or tower is sealed off.
In confined-space reactor entries, catalyst technicians must wear specially designed spacesuit-like gear with a lock-on life-support helmet. The consequences of mis-takes—whether through asphyxiation from exposure to nitrogen, loss of oxygen or problems with any of the life-saving equipment—include fire, explosion, injury and death. The industry term is IDLH: immediately dangerous to life and health. Working under these conditions requires extensive training, and JVIC has a multi-tiered program that includes theory, as well as practical field experience.
“It’s our job to be prepared to deliver safe, efficient, quality work,” said Kinder. “We have a lot of policies and procedures in place, and it’s all necessary. It’s all about making the work we perform as safe as it pos-sibly can be.”
Catalysts, which come in various shapes and sizes, are loaded into petrochemical reactors to convert the chemical makeup of crude oil into gasolines, gases and other products. Photo/Nick Grancharoff. Photo courtesy of Catalyst Trading Company in Houston.

10 ZACHRY FORCE REPORT September/October 2016 September/October 2016 ZACHRY FORCE REPORT 11
MILLWRIGHTS USE LASER ALIGNMENT TOOL FOR GREATER PRECISION
A dark blue tarp shields the team’s work from the hot June sun, as Millwright Journeyman Matthew McKoin checks the digital tablet he’s holding and shakes
his head. It’s not an email message that perplexes him—it’s a finicky train-wash motor. He and three other crew members have been working on the motor all morning, carefully making adjustments to get it aligned with a water pump. It’s meticulous work, and the digital tablet helps McKoin direct the alignment.
The tarp provides some shade, but it’s still plenty hot and humid as the crew works in Brazoria County, Texas. The 2,000-pound motor they’re working on will be used to power a car wash for railroad cars. And the blue tarp, incidentally, is not for the crew—it’s necessary to shield the machinery from the sun so that accurate alignment readings can be taken on the motor and pump. “The sun is our worst enemy,” said Millwright General Foreman Charles Kuehner. It can cause equipment to expand or contract, he explained, which results in inaccurate readings.
The team uses the digital tablet to receive informa-tion wirelessly from two lasers attached to the shaft between the motor and pump, positioned only a few feet apart. It’s the latest technology helping millwrights align pumps and motors with greater precision and ease than ever before. McKoin, who has worked in this field for 22 years, explained that align-ment technology has come a long way, and he pulled out a well-worn laminated algorithm card from his billfold. “We used to have to do these calculations,” he said. That was a couple of generations of technol-ogy ago, before the new Bluetooth technology that’s widely used today.
For millwrights, technology continues to improve and help them perform alignments with pinpoint accuracy. Before laser technology was first introduced in the 1980s, millwrights used analog units and did manual
calculations, then progressed on to bigger, expensive units with computers and cables. There have been other laser alignment tools along the way, but the less expensive Bluetooth device with 3D graphic animation is almost like playing a video game. The work, though, is much more serious.
PREVENTING WEAR AND TEAR
The objective of accurate alignment is to increase the life span of rotating machinery. Think in terms of the tires on a car. When one wheel is out of alignment, it can cause improper wear on the treading of all four tires. Likewise, any misalignment between a pump and motor shaft increases vibration and stresses the rotating shafts, resulting in wear and premature break-down of equipment. In the case of a huge petrochemical or power plant, when equipment breaks down, produc-tion goes down. It can be costly.
“We don’t have much allowance to mess with,” said Kuehner, explaining that alignment-reading margins fall within a very narrow threshold. “Zachry’s allowable tolerance for motor and pump alignment is within 0.002 of an inch,” he said. “That’s thinner than a strand
of hair, which is 0.005 of an inch.” With the Bluetooth laser alignment tool, it’s much easier to achieve precise alignment.
The need for alignment is the result of the pre-fabricated motor’s “soft foot,” which sits atop a skid that’s care-fully centered and leveled with the pump shaft. The soft foot teeters, making the motor unbalanced. Because the pump is already held in place by piping, the team adjusts the alignment of the motor. It’s a lot like fixing an off-balance table using folded paper or coasters, only the crew uses metal shims to raise or lower the motor.
PRECISE ALIGNMENT
The laser alignment tool comes in a compact 11-by-12-inch case—there are no big machines or cables to mess with. There are two wireless measuring units that attach to the shaft between the motor and pump, various accessories and a digital tablet with an app. The real-time display on the tablet makes measurement fast and simple. The crew rotates the shaft, and the tablet screen displays yellow arrows that indicate where to add or remove metal shims and what sizes to use under the motor’s soft foot.
The shims, which vary in sizes—all in micrometers—are placed under the motor to raise or lower it to the proper alignment. On the tablet, red and green arrows indicate if the alignment is within or outside the selected toler-ances. The overall process still takes time—as a shim is added or removed on one side of the motor, bolts need to be retightened and alignment rechecked. “It’s an art, even with the use of technology,” said McKoin. “Each motor has its own personality.”
Once the alignment is locked in, the team can electroni-cally send readings—which are displayed on a custom-ized alignment report—to Zachry’s quality control team. Kuehner explains that with older technology, someone would have to go back to the office to download read-ings. The newer technology allows the team to send a report directly to Zachry and the customer from the field.
“It’s really convenient to be able to file a report directly from the field,” said Kuehner. He added that the tool also keeps multiple reports on electronic file, so if there’s a customer request, anyone can go back to get data on other jobs. “It’s all very efficient and helps us to be more productive,” he said.
• Millwrighting is one of the oldest engineering trades. As the name suggests, millwrights originally were specialized carpenters involved in constructing flour mills, sawmills and paper mills powered by water or wind. Construction was mostly wood with a limited number of metal parts.
• A millwright today is a craft worker who maintains (dismantles, repairs, reassembles, moves) or constructs (installs) industrial machinery in factories, power plants and construction sites.
• Millwrights are usually responsible for the unassembled equipment when it arrives at the job site. They use hoisting and moving equipment to position the pieces that need to be assembled.
WHAT’S A MILLWRIGHT?
New laser alignment technology helps millwrights align motors and pumps with precision and ease. Millwright Virgil Farrell stands by as the orange sensors connected to the shaft between the motor and pump transmit data to a digital app. The app indicates how high or low the millwright needs to adjust the motor. Photos/Nick Grancharoff
Various-sized metal shims are used to adjust the height of the motor so that it is precisely aligned with the pump.
TECHNOLOGY ON THE JOB

12 ZACHRY FORCE REPORT September/October 2016 September/October 2016 ZACHRY FORCE REPORT 13
Older power plants can be complex and foreboding structures, especially those that have been expanded and updated over time. Add the elements of
coal, railroad cars and older pollution-control equip-ment, and you’ve got all the pieces that can make a tough job downright scary.
Scary may not be the right word for the Mill Creek Generating Station on the banks of the Ohio River in Jefferson County, Kentucky, but “daunting” is fair, given the condition of the 1970s-
era coal-fired plant, composed of four generating units with a combined 1,472-megawatt capacity—enough power to light 1.5 million homes. In 2012, Louisville Gas and Electric Company (LG&E) selected Zachry to be its EPC contractor for a large construction project to install air quality control system (AQCS) equipment to all four units at the plant. A lot of new equipment would need to be added, some of it in very tight spaces, and the engineers in Zachry’s Denver Design Center understood the complexity and were up to the task.
“AQCS projects are always challenging, because you have to go into an operating facility and build and install while the units are running, so you have to make sure that you don’t do anything to jeopardize the operating power generators,” said Mike Brumage, the engineer-ing project manager based in the Denver office.
CROWDED SPACEThe four generating units at the large Mill Creek plant emerged over a 10-year span, and because they share the same coal-handling system, the units are fairly close together. The Zachry design team needed to find a way to fit three new wet flue gas desulfurization units, or “scrubbers” in coal generation lingo, and four new pulse jet fabric filters, or “bag houses,” at the plant. Adding to the complexity was the fact that additional structures like cooling towers and older air quality equipment had
MODEL PROJECTMILL CREEK EPC PROJECT TEAM AND CUSTOMER BENEFIT FROM 3D MODELING TECHNOLOGY
CONTINUED ON PAGE 14
Mill CreekStation Louisville
K E N T U C K Y
This 2D still image of the 3D digital model shows the design for the new bag house (right) and new scrubber (left) for Unit 3.
The 3D digital model comes to life in the form of concrete and steel at the Mill Creek plant. The new steel framework for the Unit 3 bag house and scrubber are in place, flanked by two of the plant’s towering stacks. Photos/Nick Grancharoff
Sparks fly as a Zachry craft worker focuses on a weld beneath heavy steel and pipe at the Mill Creek plant.

14 ZACHRY FORCE REPORT September/October 2016 September/October 2016 ZACHRY FORCE REPORT 15
the new, massive steel beams had to be placed mere inches from older, working structures. A steel frame supporting ductwork for the Unit 3 bag house, for example, overhangs older equipment that needed to stay operational during construction. The platform for the ductwork is almost 100 feet high, supported by long diagonal steel beams and cantilevers that connect back to grounded beams.
“Ideally, on something like this, you want to land columns directly below what they’re supporting,” Brumage said about the cantilever design. “But in this case, we didn’t have that option; we had to design a different solution.”
The Mill Creek project showed how 3D modeling can support the entire EPC team.
“We used the model for everything,” Brumage said. “It’s the basis of our design, and we used it to create all of our fabrication and construction drawings.”
CONSTRUCTION SUPPORT
The 3D modeling was a big help to the construction team at Mill Creek. General Field Superintendent Adam Schmidt said they used the model for regular construc-tability reviews to show how a part of the project was going to be put together. “A picture is worth a thousand words, and the model helped us show the sequence of work; it also gave us the opportunity to ask questions about, and even make suggestions for, the construction plan,” he said. “We conducted WebEx reviews of the model with the Denver team, and those provided a great way to discuss things and get it right the first time.”
The modeling also gave the construction team a for-ward-looking view of the work and what all the different crafts would be doing during the next six months. Each month the craft superintendent and planner created a six-month look-ahead presentation that used screen-shots from the model to visually sequence the work tied
JUST THE FACTS CONTINUED FROM PAGE 13
been added at the plant after 1982, and those older structures either needed to be taken out or built around.
Finally, and perhaps most critically, as Brumage mentioned, all demolition and installation work had to be performed while portions of the plant continued to generate electricity.
3D TECHNOLOGY
The first task for the engineering design team was taking a close look at the existing plant—noting and measuring everything already in place. Historically, this would involve sending engineers and survey crews into the field to photograph and map and measure. That approach requires a commitment of people, time and money.
Fortunately, the Denver design team had another option, 3D laser scanning technology that enabled Zachry designers to get a three-dimensional scan of the existing plant. In 2012, a contractor did the actual scanning work, but today Zachry has the equipment and expertise to do its own 3D scanning. The actual on-the-ground scanning takes a day or two and shows every object at a job site—every pipe, column and structure—and even includes precise measurements of each item and of the spaces between the objects.
With the 3D scan, the Zachry design team created a 3D digital model. The design for placement of the new equipment for three of the four units wasn’t terribly complex because there was room to lay the equip-ment out adjacent to the units.
Unit 3, however, was land-locked, a tangled web of piping and older equipment. Some very creative design work was required, which the Denver Design Center team delivered, thanks in large part to their 3D model.
“The modeling was critical because we had such a tight area,” said Brumage. “We had to go up and over everything; it had to be shoe-horned in, and being able to model it enabled us to know exactly where to set the steel and lay out our buildings.”
FINISHED PRODUCT
The end-result, particularly with the Unit 3 design and construction, is an impressive inter-weaving of new construction with older, fully functioning structures and equipment. In the case of Unit 3,
to the project schedule. “It provided a way to visually illustrate the schedule,” Schmidt said. “When you see the sequence of work visually for all of the crafts, you can get a much clearer picture of what your access is going to be and where you might be blocking people out. For instance, if I’m going to set ductwork in place at a particular time, then the equipment below needs to be set in advance so that we’re not blocked out. If you only had the drawings for your particular craft, you wouldn’t be able to easily identify that kind of sequencing issue.”
NEW FIELD RESOURCE
Project Engineer Rob Gappa said the 3D model was so beneficial to the entire EPC team, that a new support person was added to the field. “We actually placed a designer in the field, someone who could support the construction side using the 3D model in any area to answer questions that came up,” he said. “I think
CONTINUED ON PAGE 16
Far left: Rigger Helper James Barnett pauses in front of the newly built steel skeleton of Unit 3’s new scrubber. Photos/Nick Grancharoff
At left, the bottom photo shows a snapshot from the 3D digital model depicting plans for the scrubber and bag house for Unit 4 at the plant. The top photo shows the new steel frame for Unit 4’s wet flue gas desulfurization unit, or scrubber.
• The Mill Creek Project was one of the largest air quality control system (AQCS) installations in the nation.
• Louisville Gas and Electric Company selected Zachry Group as EPC partner to install three wet flue gas desulfurization units and four pulse jet fabric filters. Zachry also constructed two new chimneys at the plant.
• The Mill Creek plant remained in operation throughout the project. Tie-ins to the existing plant were made during regularly scheduled maintenance outages.
• The complexity of the installation for Unit 3 at Mill Creek required 1,500 tons of structured steel to support the new equipment.
• The construction phase of the project benefited from two of Zachry’s heavy-lifting Favco tower cranes.
• The new scrubbing and filtering technology eliminates 99 percent of sulfur dioxide, mercury and particulate matter, reducing plant emissions to essentially water vapor.

16 ZACHRY FORCE REPORT September/October 2016
that’s another success of the project. In the future, other projects should have a designer in the field who’s thor-oughly familiar with the design model.”
This was a big help, Schmidt said. “When something came up, I could go straight to the designer who knew the model and get a PDF of one part of a unit and only display the items I wanted to see,” he said. “Instead of calling or sending an email to Denver trying to get engi-neers to understand the problem I was having, I could send them the PDF image with specific notes or arrows on it, and they could pull up that part of the project on the model and spin it around to see more clearly what we needed help with.”
CUSTOMER SUPPORT
The customer, LG&E, also benefited from the 3D model, Brumage said. “It really was critical with the customer,” he said. “We used the model to do all the maintenance and access reviews with them; we used it for more than two years in customer meetings to show them what we were doing, how we were doing it and to work with them on things like accessibility during construction.
“There were also a number of times when we invited them to the Denver office, to sit in a conference room for a day or two going through the model, showing them maintenance access, showing them where equipment was going to be located, showing them a challenge that we thought they needed to be aware of. They always walked out of those meetings satisfied and confident that we knew what we were doing.”
Schmidt added that the model helped address customer concerns about the construction sequence or the timeline. “We used it several times when there was a concern or a question about how we were going to get something done or whether we were going to be able to hit a deadline,” he said. “We could walk them through the sequence visually and demonstrate that we had a coherent and complete plan. It was a great way to ease concerns and build their confidence.”
Wet Flue Gas Desulfurization: These “scrubbers” remove sulfur dioxide (SO2) from coal plant emissions, usually by spraying the exhaust with a limestone solution. The calcium in the limestone reacts with the SO2 in the flue gas. A byproduct of the chemical reaction is calcium sulfate, which is a recyclable product that has a number of agricultural and construction applications. Wet scrubbers remove more than 99 percent of sulfur dioxide from plant exhaust.
Pulse Jet Fabric Filters: These “bag houses” are just that, large structures filled with tightly woven felted fabric, which can be sheets, cartridges or bags. A bag house structure can contain 5,000 or more separate bags. The flue gas passes through the bags, which collect the particulate matter in the exhaust. The pulse-jet technology is a cleaning mechanism; short bursts of high-pressure air are injected into the bags, dislodging the caught particulates. The filters remove about 99 percent of particulate matter from plant exhaust.
Gappa said the Mill Creek project provided an ideal test for the accuracy of the 3D scanning technology, explain-ing that initially, designers wanted to double-check mea-surements in the field because some of the construction spaces were so tight. “There were several instances early on when someone would say, It’s so close, we better have the field double-check.’ Each time the measure-ments would come back spot-on, and after that everyone acknowledged, Hey, this thing works,’” he said.
The successful use of 3D modeling for the Mill Creek project points to more use of the technology in future projects. “Mill Creek is an example of how well a project can go when you use this modeling and when all disci-plines work as a team,” Gappa said. “It has been very successful, and anyone on the Mill Creek team will be able to help incorporate the use of this technology into future projects. This certainly may set a new standard for how these designs are done and how work on the project is shared, both with other members of the project team and with the customer.”
CONTINUED FROM PAGE 15
CPCHEM PROJECT TEAM TRANSITIONS TO SYSTEMS TESTING AND PRE-COMMISSIONING
A good-sized patch of coastal Texas pasture about 10 miles east of Bay City, Texas, is now a towering steel jungle. It’s the massive polyethylene plant that Zachry
Group is building for the Chevron Phillips Chemical Company (CPChem). In mid-summer, the steel skeleton was interwoven with thick pipework that will deliver all the elements needed to bring the plant to life.
During the summer months, the project team in Old Ocean, Texas, began transitioning its execution plan from area-based construction to systems-based construction, the beginning of the process of energizing and
SHIFT FROM CONSTRUCTION TO SYSTEMS
testing the plant’s many operating systems. This process included erecting and energizing all seven modular electric rooms and pushing that energy into the electric motors that will power the plant, the instruments and the distributed control system that will enable the plant to operate as designed. The pre-commissioning process will continue into early next year.
“We have assembled a strong team to verify the integrity of the plant and deliver a fit-for-purpose plant to our customer,” said Pre-Commissioning Manager Curtis Martin.
WORKFORCE PEAK The workforce at the site peaked in late July with more than 3,500 workers. Since last May, the project team has deployed workers at the site on a rolling shift, which keeps work moving steadily seven days a week.
CONTINUED ON PAGE 18
CPChemProject
Old OceanT E X A S
September/October 2016 ZACHRY FORCE REPORT 17
CLEAN AIR TECHNOLOGY
Steel almost touches the coastal clouds in Old Ocean, Texas, in mid-summer as workers at the CPChem project site begin the multi-month pre-commissioning process to ensure that all the plant’s systems work as they should. Photo/Nick Grancharoff

18 ZACHRY FORCE REPORT September/October 2016 September/October 2016 ZACHRY FORCE REPORT 19
“This project has included a real dream-team of folks who have been great to work with, and the success thus far reflects that.”
— Rodney Sweat, Construction Project Manager
CONTINUED ON PAGE 20
CONTINUED FROM PAGE 17
Silhouetted craft workers enter the construction elevator at the CPChem site for a ride up to their work location.Photos/Nick Grancharoff
Heavy-lifting cranes, and the skilled workers who operate them, have been vital to the work at the CPChem project site.
Hundreds of motors and thousands of electric control loops were being set up and connected by a small army of electricians and craft workers at the plant site this past summer.
Work at the plant during the summer months shifted from connecting the steel beams to making the systems connections that the plant will need to operate as designed. Inside this new instrument room, workers set up and test vital equipment.
“That’s a lot of people on site, and we have made adjustments to make the work flow smoothly, and it has all gone well from a safety and quality perspective,” said Construction Project Manager Rodney Sweat. The direct workforce includes more than 300 JVIC employees who have been focused on pipe erection and the installation of equipment inside the large vessels at the plant.
Construction Director Andy Power gave special praise to Employment Manager Josh Siefert, who has overseen the team that hired and processed thousands of employees since the project contract was signed in September 2013. “Josh and his folks have done an outstanding job providing the human resources we’ve needed for this project, and they continue to find craft workers of all types to help us get the job done,” Power said.
SYSTEMS TESTING
Assembling the pieces is one thing; making sure all the pieces and parts work as they should is a different job, explained David Campbell, the site’s pre-commis-sioning and turnover director. “Basically, it is our job to prove to the customer that it works the way it is sup-posed to before they come in and operate it,” he said. The process of making sure everything works is lengthy at a site this size. In a trailer office at the project site, Campbell and Martin recently listed all the items they’ll be energizing and/or testing:
• One control room
• Three remote instrument enclosures
• Seven electric substations
• Hundreds of motors
• More than 2,000 hydro tests
• More than 7,000 electric control loops
That’s not all—they’ll also make sure more than 100 miles of pipe at the plant is cleaned out, pressure-tested and dried. “All total, we have 90 systems here at the

20 ZACHRY FORCE REPORT September/October 2016 September/October 2016 ZACHRY FORCE REPORT 21
1-800 / JOBSUSA(1-800-562-7872)
Call for Zachry job opportunities or visit 1800JOBSUSA.com
Find us on www.facebook.com/zachrygroup
CONTINUED FROM PAGE 19
5 YEARS:
Ruben Acosta Jonathan Adams Leroy Adams John Alderman Juan Almanza Cynthia Alvarez Rodger Archer Luis Arjona Gary Ashman Alberto Aviles Jr. Richard Barnes Kimberly Baum Charles Bearden Ivan Begay Jason Bennalley Kelleroy Bennett Jose Berrios Leon Donald Berry Donald Bertrand Patricia Blanchard Brandon Bolton Christopher Bragg Brian Brazile Daryl Brown Patrick Bryant Coty Burns Jack Calder Nathan Carstens Luis Castellon Domingo Castillo Nicholas Center Tate Chiasson Jose Christian Jackeray Colbey Andrew Coleman Nellie Coronado Roger Cox Michael Curley Gilberto De La Riva Roger Dixon Leroy Dumesnil Larry Dunn Jose Duron Erik Eihusen Raymundo Felan Cortes Cayetano Flores Martin Franco Tomas Gallardo Margarito Galvan Juan Garcia Ralph Garcia Jimmy Garza Isidro Gomez Honorio Gonzalez Timothy Griffin Julian Guerrero Mancil Michael Hall William Hall Melvin Hamilton Elizabeth Hardy Justin HernandezRussell Hoermann
Wallace Hopkins Terry Houton Wendell Howard Andy Hunt Adrienne Huseman Kenneth Ishmael Benjamin Israel Thaddaeus Jaramillo Theresa Jensen Maria Jimenez Rodregas Jones Jonathan Kendrick Jessica Knowles Charles Kuehner Joel Lagrone Kenneth Laird Antonio La-Lindez-Garcia Fernando Lara Julian Lares Julio Leyva Jesus Limas Carl Loggins Zack Lucas Manuel Magana Chad Mahlen Charles Marshall Trevor Matt Michael McDonald Kevin McGill James McLennan Bryant Messer Rickey Meyer Steven Miller Jesus Mojica Susan Montalvo Julio Montalvo Morales Colt Moore Rodger Moore Kevin Neely Michael Nicholson Rogelio Nieto Henroy Norman Walter Norwood Maria Olivares Richard Overstreet Derik Owen Christopher Parrett Thomas Patt Robert Patterson Corey Pennell Jennifer Peters Luciana Petrie Steven Poeschl Paul Rangel Olegerio Reyna Carson Reynolds Matthew Rickheim Joel Rios Jose Rios Jason RislovRobert Rocha Benjamin Rodrigues Edgar Rodriguez Russell Rodriguez
Jesse Rubi Ramon Ruiz Zavala Henry Saenz Rojas Roberto Salinas Timothy Schroeder Joseph Segrest Raul Segura-Saucedo Michael Smith James Stringer William Stringer Jordan Tally Andrenic Tevanian Juan Torres Matthew Torres Carlos Torruella Cales Antonio Vargas Rolando Vargas Maria Vazquez Hector Velazquez Miguel Velazquez Christopher Vowell Tessa Wallis Bueford Watts Norman White Bobby Williams James Williamson Ignacio Zavala Solorio
10 YEARS:
Justin Ara James Bailey Janet Banegas Dan Barnett Joseph Biediger Kevin Bordelon Kenny Bui Robbie Burd Brian Byrd Daryl Byrne Raymond Cardenas Daniel Carlson Kelly Carrias Ross Carroll Darci Celey Kevin Ciecior Jeffrey Cloyed Daryl Conyers Marcelino Coronado Robert Cristan Norberto Cristino Dwayne Davidson Shockmain Davis Juan Delos Santos Deysi Diaz Joseph Edmondson Authur Edwards Judy Flores Sandra Flores Robert Fuller Adam Gamez Jonathon Griffin Rodney Harvill Avelardo Heredia
Efren Hernandez-Vazquez Khambrell Huskon Troy Jackson Morris Johnson Stephen Johnson Leonardo Lara Orozco Anthony Larose Adam Martinez Suzie McCaffety James McElhaney Janet McQueen Johnny Meekins Heather Miller D’Angelo Mitchell Jeffery Norman Alfredo Olvera Flores Kelly Ortgies Selene Payne Adrian Pena Jason Perry Luis Pinales Trisha Ramirez Jonathan Richard Joe Rodriguez Roberto Ruiz-Aguilera Matthew Scroggins Van Shipley Stewart Smith Ernest Trujillo Jose Urbina Jason Utz Randall Vahle Shannon Vanlangen Renee Vasquez Jackie Whitson Andrea Will Cole Wilson Alexander Young
15 YEARS:
Randy Anderson Lisa Apicelli Emilio Arcos Marian Beebe Kristen Benites Peter Bradley Clifford Bryant Rau Bustillos Neal Cooper Jerry Corley James Devones Emilio Esquivel Vance Frierson Anthony Griebie Oscar Guerra MartinezCharles Kilpatrick Jason Lehning Daniel Limas Gregory Lind Joel Lopez Juan Lozoya Erik McElwain Manuel Mendez
Lisa Meyer Anita Moore Michael Peterson Tony Pickens Jason Price Tiffany Pritchett Damien Robert Elsa Robledo Jerry Schiller Sadara Smith Martin Solis Denise Stallcup Daniel Tijerina Arnoldo Trevino Dona Walters Charles Wiland
20 YEARS:
Michael Banks Robert Howard Jeff Jamieson Steve Legendre Craig Simon
25 YEARS:
Clifton Beach Sam Cardwell Douglas Darlington Bennie Garcia Barry Gary Timothy Hildenbrand Baltazar Munoz Daniel Ortiz Leigh Shopteese Kenneth Smith Bounthanh Thammathino Danny Wilhite
30 YEARS:
David Brown Dana Cheney John Hornsby Wade Stevens
35 YEARS:
Jerry Burk James Fischer Robert Gresham Julie Hernandez Gary Hessler Monica Musick Susan Sanchez
40 YEARS:
Santos Ramos Steven Shanks
SERVICEAWARDS SECOND QUARTER 2016
Service award recipients, visit zachrycentral.com for your service award gift options. You will need your certificate number, located on the lower left side of your service award certificate.
project has included a real dream-team of folks who have been great to work with, and the success thus far reflects that.”
Newly delivered railroad cars line up in the SIT (storage in transit) yard, which Zachry built adjacent to the new plant. Photo/Nick Grancharoff
plant that we will turn over to the customer between now and next spring,” Campbell said.
SIT YARD TURNOVER
Separate from the polyethylene plant, Zachry built a large railroad car storage area that includes more than 50 miles of newly constructed track. The SIT (storage in transit) yard will store the plant’s finished product in railroad cars until it is shipped to customers. Building all the components of the SIT yard was challenging. The soil at the site had to be stabilized, and the embankments for the tracks had to be raised above the coastal floodplain.
By the end of summer, the SIT yard was receiving railroad cars in preparation for the plant start-up. The full turnover of the SIT yard to CPChem will happen this fall, Pratt said.
END IN SIGHT
In late July, Power and Sweat could see clearly the light at the end of the tunnel, which for them is the plant’s turnover to CPChem next spring. Both Zachry veterans with decades of experience between them, the two agreed that thus far the project in Old Ocean has been challenging and rewarding. Power noted the “very good relationship with CPChem over these few years.” Sweat agreed.
“It takes a lot of forethought and planning to make a job flow smoothly, and when all the systems are in place, and everyone can do the job they’re there to do, that’s when things flow well,” Sweat said, while think-ing back on all the work accomplished at the site. “This

22 ZACHRY FORCE REPORT September/October 2016
You could almost say that pipefitting is in my DNA. My dad was a pipefitter, and so were two
of his brothers. I’ve known since an early age—13 or 14—that I wanted to be a pipefitter. I remember wanting to hurry up and turn 18 so I could get started. When that happened, I was living in Michigan, but I pretty quickly packed up and moved to Texas, where I had family and where I had a job as a pipefitter helper waiting. That’s how I started about 27 years ago, and it has worked out pretty well so far.
I worked for different companies as I moved up from helper, to pipefitter, then fabricator, supervisor, foreman and general foreman. Almost 15 years ago, I came to work at the JVIC Fabrication Shop in La Porte, Texas. It was a great decision. It has been a good place, good people—a good job where I’ve learned a lot and had opportunities to advance my career.
I started with JVIC as a pipefitter and fabricator on the shop floor. I moved up to shop foreman around 2005, and then in 2014 I was promoted to shop manager. Last fall, I had the opportunity to learn some new things by moving to the estimating team. I think that learning the estimating side has given me some new experience that will help my career. Learning new things is always good, and I enjoy working with customers and suppliers as I’m putting together quotes and providing estimates.
At the fabrication shop, we are all real close, like a big family. We all know each other real well, and that’s one of the great things about working here. It’s a specialty shop, so the hours can be long—12, 14, even 16-hour days when you’re working a quick turnaround. I spent a lot of my time in the shop, and my new job in estimating has a more even pace, which helps me spend more time with my family. I’m thankful for that.
When I ran the shop, I kept things pretty neat. A clean shop helps with safety and productivity. When you have things organized, everything goes smoothly—you don’t have the clutter around to cause a problem or slow down productivity. I’m big on safety, and also on quality. Without safety and quality, you’re not going to get the work. I take huge pride in my work being quality work. The years I worked in the shop, I can count on my fingers the number of times things came back because of an issue.
I have enjoyed the opportunities I’ve had to mentor and manage people. I’m not trying to brag, but I feel that I’m one of the best fabricators in
I love working for Zachry. I get to put in place some of the things that I hold dear—safety and
quality—and build trusting relationships with the people I work with. The values that I hold dear are basically Zachry’s values, so it’s easy for me. It’s nothing that I had to learn to do; Zachry’s and my values just go hand in hand.
I’ve been with Zachry for the past eight years. My back-ground is as a millwright, working on rotating equipment. I’ve worked in procurement, planning and scheduling, as a general field superintendent at an ExxonMobil site and as a turnaround manager at Dow. In September 2015, I came to Valero’s plant in Meraux, Louisiana, as site manager for Maintenance Services.
As site manager, I’m in charge of a continuous mainte-nance presence with 32 employees. My philosophy is and always will be ‘I’m only as good as the people who work WITH me.’ I will never say FOR me, because we all work together. My No. 1 responsibility is to provide a safe work environment, put out a quality product on time and increase Zachry’s footprint. I want to see Zachry expand in Louisiana even more, and I would like to know I’m a part of it.
I like people and have a wonderful group. I like to get out with the crew for a day and be a part of what they’re doing—not to ‘bird-dog’ or stand over them. I tell the people who work with me that I’m there to keep all the problems away from them while they’re performing their tasks. When we’re working a critical job and have to shut down a unit, sometimes field operators have a tendency to push crews faster than what they can work. We may be running 30 minutes behind, but we’re going to do a good, safe, quality job—and you can’t rush that. I can explain to the client why I’m an hour longer and no one’s hurt, but I can’t explain to them why I’m 30 minutes early and I’ve got two people hurt.
Every employee is empowered to stop working when it’s unsafe. One of my jobs is to get employees to trust that we give them that right; that we mean what we say. We’ve had some aha moments with our Stop Work Authority. I’ll never forget the first I got called out for. One of our employees had a question about a lockout and had stopped the job. When I came out, you could see the look
MY NAME IS JAMES MCFATTER, AND I AM ZACHRY.
IAMZACHRY MY NAME IS CHARLES (CHUCK) JOHNSON AND I AM ZACHRY.
the business, and I like to pass that on. It makes me feel good when I can show younger people how to do something, how to do a better job, so they’re able to go on and make a good living for their families. I have had guys who came in as helpers and moved on to become fitters, foremen, general foremen and even superin-tendents and done really, really well. That’s a special thing—it makes them a product of your journey.
Good teachers and mentors helped me along the way, and they’ve shaped my journey. I always say that the key to being a good mentor is having had one yourself. My advice to young people is to be motivated and willing to keep your eyes open and learn. Pay attention to the older guys, to what they’re trying to teach you. Work hard, and be patient and flexible. I believe success is something you have to get up and get after. People here will help you along the way. I’m proof of that, and that’s why I AM ZACHRY.
DO YOU KNOW SOMEONE who deserves this recognition? We want to hear from you—tell us who you think lives the
Zachry values and deserves to be featured on these pages. Send your recommendation to [email protected].
Photos/Nick Grancharoff
September/October 2016 ZACHRY FORCE REPORT 23
on the employee’s face, wondering if one of two things were fixin’ to happen. I told him, ‘Good call; thanks. I’ve got it from here.’ We all live and breathe the same prin-ciples. We support each other. This is who we are.
We have a great relationship with Valero, and we’re also partners outside the plant, in supporting the com-munity. For example, the Meraux plant supports Special Olympics. Normally, these kids get there in a school bus or van. Well, Zachry got a chartered bus and picked these kids up and transported them to Hammond. It was worth it just to see the looks on the parents’ and kids’ faces. We’ll do that every year as long as I’m there.
We also partnered with Valero last year and fed 132 families Thanksgiving dinner. Zachry supplied the turkeys. I knew it was O.K. to buy those turkeys, but to be honest, I was a little nervous when I sent the expense. When Dean (Rodrigue) saw it, his exact response was, ‘Was that all you needed?’ For me, that just sealed the deal. This is Zachry—we give back. It’s a value that’s important to me. And that’s why I AM ZACHRY.
“James is a first-time site manager for a new customer—Valero—at a newly transitioned plant in Meraux, Louisiana. Zachry celebrates its first year there this month, and James has played an integral part in the great success at the site. He’s honest and caring, and he has developed strong relationships with our customer.” — Dean Rodrigue, Senior Operations Manager, Maintenance Services
“Chuck is a hard worker and a man of his word. He maintains a very positive attitude and is always willing to take on additional responsibilities and share his knowledge with others. Many people say that Chuck is the best pipefitter they have ever seen, and he likes to share his experience with others to make them better.” — Kenneth Ball, JVIC Estimating Manager

24 ZACHRY FORCE REPORT September/October 2016
ZACHRY HOLDINGS, INC., ITS SUBSIDIARIES AND AFFILIATES OBSERVE EEO & HARASSMENT POLICIES
EEO & HARASSMENT POLICIES
EQUAL EMPLOYMENT OPPORTUNITY (EEO) POLICY
It is the policy of Zachry to assure that employees and applicants for employment are treated without regard to their race, religion, sex, color, national origin, or age. The company will not discriminate against individuals because of a physical or mental disability, or status as a disabled veteran or veteran of the Vietnam Era. Moreover, all employees are encouraged to refer qualified applicants to apply for employment, training, or promotion with the company regardless of race, religion, sex, color, national origin, age, physical or mental disability, or status as a veteran.
Zachry’s policy of nondiscrimination applies to all work-related actions. These actions include, but are not limited to, the following: employment, upgrading or promotion, demotion, transfer, layoff or termination, rates of pay or other forms of compensation, recruitment or recruitment advertising, selection for training, and, apprenticeship and pre-apprenticeship programs.
To promote our continuing commitment to diversity, reasonable accommodations will be made for qualified disabled persons according to existing federal, state and local law. Requests by qualified disabled persons for reasonable accommodation are encouraged by the company. All employees are requested to encourage women, persons of minority races and disabled persons to apply for employment with the company or to apply for training under available programs.
POLICY AGAINST HARASSMENT, INCLUDING SEXUAL HARASSMENT
Zachry is firmly committed to a work environment free from all forms of harassment to any employee or applicant for employment by anyone, including supervisors, co-workers, clients/customers, other contractors or visitors. Such harassment may violate state and federal discrimination laws, as well as the Zachry Policy Against Harassment.
This policy prohibits any conduct (verbal, physical or visual) by an employee or within the work environment that belittles or demeans an individual on the basis of race, religion, national origin, sex, age, color and disability. This policy specifically prohibits sexual harassment, as well as all other forms of harassment. Sexual harassment includes any unwelcome sexual advances, requests for sexual favors or other verbal or physical conduct of a sexual nature when:
• Submission to such conduct is an explicit or implicit condition of employment.
• Employment decisions are based on an employee’s submission to or rejection of such conduct.
• Such conduct unreasonably interferes with an individual’s work performance or creates an intimidating, hostile or offensive work environment.
RESPONSIBILITY
All employees are responsible for complying with the company’s Equal Employment Opportunity (EEO) Policy and its Policy Against Harassment and for reporting possible violations of these policies.
COMPLAINTS
Employees or applicants for employment who feel they have encountered a situation that may be in violation of these policies are encouraged to make known their concern as soon as possible. Applicants for employment are encouraged to utilize the Dispute Resolution (DR) Process by contacting a DR representative. Employees are encouraged to discuss their concern or complaint of perceived discrimination with their immediate supervisor. The supervisor’s obligation is to try to resolve the concern or complaint. If it is not resolved at the supervisory level, or if the employee is uncomfortable discussing the issue with their supervisor, the employee should utilize the company’s DR Process. Supervisors who fail to act on employee questions or complaints brought to them under these policies are subject to disciplinary action, up to and including discharge.
The Dispute Resolution Process is facilitated at the corporate office. Employees must comply fully with any lawful investigation under these policies. In the event of questions about, or an investigation of, alleged discrimination by any governmental agency, employees must promptly notify a DR representative. The DR representative will provide answers to inquiries under these policies and, when appropriate, will promptly and thoroughly investigate complaints. The company recognizes that employee input is essential to the success of these policies.
CONFIDENTIALITY
In handling complaints, every effort will be made to maintain confidentiality. However, certain laws require the company act on information brought to its attention, and it will sometimes be necessary to do a full investigation in order to comply with the law. Investigations are intended to be a confidential process and every effort will be made to maintain confidentiality to the extent possible.
RETALIATION
Retaliation against individuals who report violations of these policies is strictly prohibited. Employees who violate these policies or who attempt to retaliate against individuals acting under these policies will be subject to immediate disciplinary action up to and including discharge.
WHO TO CONTACT
• Dispute Resolution Program P.O. Box 240130, San Antonio, Texas 78224-0130 Phone: 1-877-350-0129 Email: [email protected]
Jenny Trefzer, Senior DirectorJennifer Jonas, Brand ManagerKristin Keene, Brand Support Manager
ZACHRY FORCE REPORT Nick Grancharoff, Corporate Photographer
Donna Vetrano, Communications SpecialistJoel Shuler, Communications Specialist
Produced in the Home Office, 527 Logwood Avenue, San Antonio, Texas 78221 • 210-588-6456 • [email protected]
PUBLISHED BY ZACHRY GROUP, BRAND MANAGEMENT DEPARTMENT