Search - May 2011
212
-
Upload
infomedia18 -
Category
Documents
-
view
258 -
download
10
description
‘SEARCH’, India’s leading B2B magazine on general engineering and manufacturing, is aimed to equip its readers with latest business trends, news, views and insights. A ready-reckoner for all techno-commercial information, it is a sumptuous source of business trends and growth opportunities. Encompassing all the segments of manufacturing along with sourcing solutions, this monthly presentation is a unique platform for SMEs as well. With multitude of dedicated readers patronising this flagship magazine, launched in 1998, SEARCH has retained the leadership position in its domain.
Transcript of Search - May 2011





Search May 2011 Ad Name: Omron Pg. 5

Search May 2011 Ad Name: Darling Pumps Pg. 6

Search May 2011 Ad Name: GW Precision Pg. 7

Search May 2011 Ad Name: Hindusthan Electric Motors Pg. 8

















M A Y 2 0 1 1 | SEARCH - THE INDUSTRIAL SOURCEBOOK 25
EDITORIAL
Archana [email protected]
t’s the season of Green! And why not… it provides a great escape from the scorching heat, it is ‘cooler’ and convenient! If you thought your hardcore manufacturing magazine has lost its focus, think again! Green Manufacturing is the talk of the Indian manufacturing industry, but sadly, it is more of a talk and less of action… why? Because the ‘Green Talk’ portrays us as nature-friendly, it is definitely ‘cooler’ to be green (thanks to
the young Turks in this industry, the lingo has turned official now), and it is convenient to keep sharing your ‘green thoughts & green ideologies’… but what environment-friendly steps we actually take is a big question.
Turning Green has been so generalised and so overtly used that it has become a blind spot, which is a very dangerous sign. Every company is a green company and that is the danger that is deceiving itself as an achievement. The ‘Green Grab Phenomenon’ is nothing but the superficial environment-friendly policies and practices that do very little to make our production process truly nature-friendly. In short, it means including environment concerns right from the conception of product idea to the disposing of the last nugget of waste generated. It also means optimally utilising our resources, with very little waste and most importantly, ensuring what is taken from nature is returned with least damage.
Sounds simple? But the most simple things in life are the most difficult to achieve. And imbibing green practices, in thoughts and action, is a tough one. And what puts spokes in the wheel is the generic term in which the team is understood in India and the reality that in India ‘polluter pays’ is still a concept. So, till the time it forms a part of our manufacturing DNA, it is a good idea to dissect the whole green concept into tiny doable steps.
Taking a green leaf from this thought, in the midst of the summer heat, here’s presenting a very ‘cool’ May edition, which talks about two very critical sectors, which shoulder the responsibility of a greener manufacturing process for India Inc. Renewable Energy and Waste Management are the two pillars that hold lot of load and promise.
And there are immense opportunities in both the sectors. In a green investing landscape globally, India & China are the two bright spots. Similarly, the industry-driven economy of India has resulted in hazardous waste problems, which, if channelised, has the potential to turn the waste into wealth. And staying with green, the flourishing green prospects that Jharkhand holds, as an emerging industrial state, is sure to make investors queue with their greens to invest in the state. With so much to pore over, relish the refreshing read!
Printed by Mohan Gajria and published & edited by Lakshmi Narasimhan on behalf of Infomedia 18 Limited and printed at Infomedia 18 Ltd, Plot no.3, Sector 7, off Sion-Panvel Road, Nerul, Navi Mumbai 400 706, and published at Infomedia 18 Ltd, ‘A’ Wing, Ruby House, J. K. Sawant Marg, Dadar (W), Mumbai - 400 028.
SEARCH - The Industrial Sourcebook is registered with the Registrar of Newspapers of India under No. 67827/98. Views and opinions expressed in this publication are not necessarily those of Infomedia 18 Limited. Infomedia 18 Limited reserves the right to use the information published herein in any manner whatsoever. While every effort has been made to ensure accuracy of the information published in this edition, neither Infomedia 18 Ltd nor any of its employees accept any responsibility for any errors or omission. Further, Infomedia 18 Ltd does not take any responsibility for loss or damage incurred or suffered by any subscriber of this magazine as a result of his/her accepting any invitation/offer published in this edition. No part of this publication may be reproduced in any form without the written permission of the publisher. All rights reserved.
Executive EditorArchana Tiwari-NayuduFeatures Editor
Prerna SharmaSenior Features Writer
Sumedha MahoreyFeatures Writer
Sandeep Pai, Sudhir Muddana, Purna Parmar, Anwesh Koley (Delhi)Copy Editor
Kimberley D’MelloProducts Desk
Michael Anthony
Infomedia 18 Limited, Special Interest Publications Division, ‘A’ Wing, Ruby House, J. K. Sawant Marg, Dadar (W), Mumbai - 400 028, India
Tel: +91-22-30245000, Fax: +91-22-30034499 [email protected]
EDITORIAL
DESIGN & PRODUCTIONAssistant Art Director
Varuna Naik
Design TeamSanjay Dalvi, Uttam Rane, Chaitanya Surpur (Cover Illustration)
Chief PhotographerMexy Xavier
PhotographerNeha Mithbawkar & Joshua Navalkar
Production DeskDnyaneshwar Goythale, Lovey Fernandes, Pukha Dhawan, Varsha Nawathe, Akshata Rane,
Ravikumar Potdar, Sanjay Shelar, Abhay Borkar
Associate Vice PresidentSudhanva Jategaonkar
BUSINESS OFFICESAhmedabad (Shashin): Tel: 079-39826432 Fax: 079-39826464 [email protected]
Bengaluru (Mahadev B): Tel: 080-30010900 Fax: 080-30010999 [email protected] Chennai (Hari): Tel: 044-39864200 Fax: 044-39864250 [email protected]
Cochin (Robin): Tel: 0484-4054380 Fax: 0484-4054370 [email protected] (Prakash): Tel: 0422-3092600 Fax: 0422-3092666 [email protected]
Hyderabad (Kalyan): Tel: 040-30647600 Fax: 040-30647676 [email protected] (Ameya): Tel: 0731-3074876 Fax: 0731-3074882 [email protected]
Jaipur (Durgesh): Tel: 0141- 3007414 Fax: 0141-2213728 [email protected] Kolkata (Deb Ranjan): Tel: 033-2265 8637 Fax: 033-2265 2964 [email protected]
Ludhiana (Jasmeet): Tel: 0161-3026198 Fax: 0161-3026198 [email protected] (Rahul): Tel: 022-30034640 Fax: 022-30034499 [email protected]
New Delhi (Mukesh/Surendra): Tel: 011-66303278 Fax: 011-23327884 [email protected] (Rohit): Tel: 020-33223309 Fax: 020-66010486 [email protected]
Surat (Sunil): Tel: 0261-3916671 Fax: 0261-2630974 [email protected] (Samarth): Tel: 0265-3926500 Fax: 0265-2356013 [email protected]
CIRCULATION/SUBSCRIPTIONSunil Nair, Distribution Head
[email protected] / [email protected]
Ringier Trade Media Ltd
CHINA: 1001 Tower 3, Donghai Plaza, 1486 Nanjing Road, West, Shanghai 200040, China
Tel: +86-21 6289 – 5533 Ext. 368, Fax: +86-21 6247 – 4855 (Craig Shibinsky) Email: [email protected]
HONG KONG: 9/F, Cheong Sun Tower, 118 Wing Lok Street, Sheung Wan, Hong Kong Tel: +852 2369 – 8788 Ext. 21, Fax: +852 2869 – 5919
(Octavia Au-Yeung) Email: [email protected]
TAIWAN: Room 3, Fl. 12, No. 303, Chung Ming S. Rd., Taichung, Taiwan
Tel: +886-4 2329 – 7318 Ext. 16, Fax: +886-4 2310 – 7167 (Sydney La) Email: [email protected]
OVERSEAS CONTACT
CORPORATE
GREEN GARB
I
• Monthly Issue Price: `100 • Annual Subscription: `799
Marketing & BrandingGanesh Mahale, Prachi Mutha, Shibani Gharat, Jagruti Shah
CEO – PublishingSandeep Khosla
THE

26 SEARCH - THE INDUSTRIAL SOURCEBOOK | M A Y 2 0 1 1
ThinkLABS Technosolutions | Pg 122
Equipping
GenX Wiz KidsIntegrating & dismantling robots have been a passion for almost all wiz kids. But this passion was never carried forward in their curriculum and remained a part of their summer camps only. ThinkLABS Technosolutions is destined to transform their passion towards robots to long-term career options. With a vision to be the best-in-class education, training and product company in the robotics and embedded systems domain, the company has turned their passion into profession.
CONTENTS
25 EDITORIAL The Green Garb
SPOTLIGHT84 Siemens Switchgear Unit – Kalwa The Starpower Factory
NEWS, VIEWS & ANALYSIS38 Latest Happenings In The World Of Manufacturing
48 OPEN PAGE: OPINIONS, ILLUSTRATIONS & INVESTMENTS
START-UP STRATEGIES
‘Partnership Is The Key For Making Innovations Happen’Prof Lenny Koh, Associate Dean & Director – LSCM Research Centre, University Of Sheffield
PPg 94g 94
VIEW FROM THE TOP
SHOP FLOOR INNOVATIONS126 ACC – Co-processing Wastes In Cement Kilns A Concrete Step Towards Sustainable Development
130 Tata Motors Steering The Wheel Of Innovation
TECHNOLOGY TRENDS132 Technology Update Cutting-Edge Solutions
Interview
136 ‘Use Of Artificial Intelligence Can Reduce Costs And Risks’ Vivek Marwaha, Director – Marketing, Siemens PLM India
140 SME Technology Adoption Capitalising On IT & Automation For Manufacturing Excellence


28 SEARCH - THE INDUSTRIAL SOURCEBOOK | M A Y 2 0 1 1
PRODUCT UPDATE
CONTENTSSPECIALS IN THIS ISSUE
248 PRODUCT INDEX Alphabetical Listing Of Products Presented In The Issue
258 ADVERTISERS’ LIST Advertisers’ List In Chronological Order
PRODUCT UPDATE164 New Launches Latest Products In The Offing
168 Renewable Energy Latest Products In Renewable Energy
174 Waste Management Latest Products In Waste Management
178 General Products Rolling Out The Best-in-class
194 International Products Showcasing Product In A Global Arena
INDUSTRY UPDATERenewable Energy
Interview
52 ‘We Can Expect A 20 Per Cent Marketshare Of Renewables By 2030’Paulo Fernando Soares, CEO, Kenersys Group
54 Solar Thermal Systems Powering Industries
60 Decentralised Energy Generation Facilitating Renewable Uptake For
Developing World
64 Trends, Opportunities And Sustainability
Electrifying Success: Progressing Towards A Wireless World
70 Renewable Milestones Unveiling Clean Energy Frontiers
74 Investment Scenario On The Ascent Mode
80 Investments Ahoy! The Green Initiators
INSIGHTS & OUTLOOKWaste Management
Interview
98 ‘Integrated Solid Waste Management Is The Only Solution To India’s Waste Management Problems’
M Goutham Reddy, Executive Director, Ramky Group
100 ‘It Is Important To Turn Towards Short-cycling Of Water Resources And Recover Water’
Bart De Gusseme, Faculty Of Bioscience Engineering, Laboratory For Microbial Ecology And Technology, Ghent University
104 Hazardous Waste Management Ensuring Sustainable Development
108 Effluent Treatment Every ‘Clean’ Drop Counts
112 Vermicomposting Adopting Ecologic To Disintegrate
Waste
116 Wealth Out Of Waste Giving Waste An Eco-friendly Touch
Details onpg. 203-204
TRADE SHOW TRACKER162 Spruced Up Events & Engagements Calendar
STATE SPECIALJharkhand
150 Jharkhand Small State, Big Opportunities
Interview
98 ‘Jharkhand Is Not Poor In Terms Of The Scope It Can Offer Entrepreneurs’
AP Singh, Secretary, Department of Industries, Government of Jharkhand
REPORT158 Engineering Expo Post Show Report Chennai 2011 Channelising Knowledge, Building Brands
DESIGN DYNAMICS Interview
144 ‘Innovation Is Not A One-time Event, But A Continuous Process’
Samarth Mungali and Bhavna Bahri, Co-founders, No Formulae
JHAAJHAARKHAND










38 SEARCH - THE INDUSTRIAL SOURCEBOOK | M A Y 2 0 1 1
NEWS, VIEWS & ANALYSISNEWS, VIEWS & ANALYSISL A T E S T H A P P E N I N G S I N T H E W O R L D O F M A N U F A C T U R I N G
VOLKSWAGEN TO INVEST `120 CRORE
TO LAUNCH ITS NON- BANKING FINANCIAL
ARM IN INDIA
INDIA TO WITNESS INVESTMENTS OF
$200 BN IN MANUFACTURING IN THE NEXT 5 YEARS
INDIA, CHINA TRADE TO TOUCH $60 BN THIS
YEAR PREDICTS FIEO
TIMKEN PLANS `200 CRORE CAPEX TO MEET WIND, CEMENT SECTOR NEEDS
Timken India Manufacturing, a wholly owned subsidiary of US-based machine bearings and related components manufacturer, The Timken Company, is planning to invest around `200 crore in sales capacity expansion at its facility at Mahindra World City, near Chennai. The company would also fix its focus on serving the wind energy, cement manufacturing and power transmission & rebuild in the future.
The company is currently manufacturing 8-12 inch bearings in Chennai catering to power infrastructure and construction equipment, like earth movers. The second phase of the facility expansion to manufacture zero to eight inch bearings for automotives is in an advanced stage and is expected to start commercial production in the first three months of 2012, said Ward J Timken, Chairman, The Timken Company. He said, “In the last few years, our focus was significantly into strengthening operations in China and India also had a place in our expansion plans. Looking at the impressive India growth story, we expect our expansion operations would be balanced in the case of China and India,” He added that the company would commence its third phase of capacity expansion at the Chennai plant and would set up facilities to manufacture bearings of 12-18 inch, especially for the power transmission equipment industry.
The company is looking to invest around `80-100 crore in the third phase and almost the same amount for the second phase of capacity expansion, said Ajay Das, MD, Timken India Manufacturing. “We have aggressive expansion plans for the near future in India and would be investing `200 crore for additional sales capacity at Chennai,” he said. The Timken Company also has plans to invest in its Jamshedpur facility, operating under the listed entity, Timken India. The company has invested almost $1 million in the facility earlier, and would look at investing in around the same range in future, said Ajay Das, adding, “We are also willing to invest in our engineering centre in Bengaluru.”
ASHOK LEYLAND & NISSAN JV TO INVEST `2,500 CRORE ON LCV UNIT
The Ashok Leyland and Nissan joint venture plans to invest around `2,500 crore for setting up a factory near Chennai to manufacture light commercial vehicles (LCVs). The two partners revealed that they will produce 1,50,000 vehicles as part of the phase-I plan from their existing facilities in the state till the new factory goes onstream. A senior official from the State Government said: “The project will spread across 380 acre at Sriperumbudur, 40 km from Chennai, where Korean-major Hyundai had set up a manufacturing facility. All necessary approvals have been given. The project will attract around `2,500 crore over four-five years.” Recently, Ashok Leyland’s representatives said that production of its LCVs would start in the second half of this year from the company’s Hosur facility in Tamil Nadu. The company will come out with three products: a light van, a light truck and a heavy truck in two phases. The company plans to manufacture 1,00,000 units per year from its Hosur plant and gradually take this to 1,90,000 units once the Sriperumbudur unit gets commissioned. The company also plans to export its products to other Asian markets. However, its focus would remain on the domestic market, they added. The first product will be rolled out from Leyland’s at Hosur and the second from Nissan, being set up with French partner Renault, at Oragadam (45 km from Chennai). The third product will again be from Leyland’s facility, added V Sumantran, Executive Vice-Chairman, Hinduja Automotive and Chairman, Nissan Ashok Leyland Powertrain. Both partners will manufacture 5-7.5 tonne capacity LCVs, with different specifications which would cater to passenger, bus and goods carriers, said Palmer. “Of the 1,50,000 vehicles, 60 per cent will be manufactured by Ashok Leyland and 40 per cent by Nissan,” he said.
ZTE TO OPEN A MANUFACTURING UNIT IN CHENNAI
ZTE India, an arm of China-based ZTE Corporation, is all set to launch a mobile phone manufacturing facility in Chennai. The company has a good marketshare in the telecom components market. It provides components to Indian mobile manufacturer and telecom service provider firms such as R-Com, Tata DoCoMo, BSNL, Etisalat and Loop Telecom.
As per the new telecom policy 2011, every telecom company will have to source local components at a certain percentage. At present, ZTE India has a facility at Manesar, Haryana and provides repairing, maintenance and logistics services. It imports equipment and mobile phones from China.
As per reports, the demand for telecom equipment is `50,000 crore, including imports and domestic production. But this equipment requirement will be more than ` 3,50,000 crore by 2015.
TAIWAN MAY SCRAP PETROCHEMICAL
COMPLEXTaiwan may scrap a contentious plan to build a major petrochemical complex on the reclaimed land on its western coast amid claims it could cause the extinction of an endangered species of dolphin, officials said. The plan to build the $20 billion complex to refine crude oil and produce ethylene has been stalled for five years, after failing to pass a series of environmental tests. Shih Yen-hsiang, Economics Minister, said, “Private investors in the Kuokuang petrochemical complex may want to move it overseas because of ever-increasing costs.” Huang Chung-chiou, Deputy Economics Minister, said Malaysia & Indonesia are now among the favoured choices for the project. The Kuokuang complex, supported by Taiwan’s Chinese Petroleum Corporation and several private investors, was meant to be built on reclaimed land near a string of wetlands in central Taiwan’s Changhua county.

NEWS, VIEWS & ANALYSIS

40 SEARCH - THE INDUSTRIAL SOURCEBOOK | M A Y 2 0 1 1
NEWS, VIEWS & ANALYSISL A T E S T H A P P E N I N G S I N T H E W O R L D O F M A N U F A C T U R I N G
INDIA TO INVEST $8,60,000 IN ICT
IN GHANA
POWERGEAR IN JV WITH SPANISH FIRM GESTAMP, INVESTS
`150 CRORE IN WIND ENERGY MARKET
GE MAKES $600MN INVESTMENT IN
SOLAR ENERGY WITH NEW PLANT
MONTREAL GAZETTE
GERMAN PUMP MAKER WILO SE OPENS PLANT AT KOLHAPUR
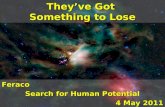
Pump and pumping system manufacturer WILO SE has inaugurated a hi-tech manufacturing plant at Kolhapur. Built at an investment of `100 crore on a sprawling area of 6,000 sqm, the new facility will manufacture standardised water handling pumps and pumping systems. It will produce the latest range of Wilo products for the domestic market as well as for its subsidiary Mather & Platt Pumps for the global market. This factory has been designed keeping in mind the most stringent environment-friendly norms and is applying for a Gold Certified Green Building. The company expects a turnover of `150 crore a year from the Kolhapur plant, 80 per cent of it coming from domestic sales. WILO SE also has plans to infuse more funds into India to expand capacity and upgrade technology, plant and machinery both at Kolhapur and Pune. Dr Jochen Oplaender, Chairman Emeritus, WILO SE, said in the next five years, over `200 crore will be invested for the purpose. WILO SE considers the Asian market, especially India, as a prominent growth opportunity. It has also set up an R&D centre at Pune, the first such Wilo facility outside of Germany, where 40 engineers are working on new generation product development. In India, Wilo operates through its subsidiary, Mather and Platt Pumps, which it acquired in 2005. WILO SE is the world’s sixth largest pump and pumping system manufacturer. To meet the growing needs, WILO is further infusing funds into the infrastructure, technology upgradation and plant & machinery at its manufacturing facilities at Pune and Kolhapur. WILO plans to invest over `200 crore in next five years and create job opportunities for 1,000 skilled and semi-skilled manpower by 2015.
M&M BEGINS WORK ON `300 CRORE TRACTOR PLANT IN AP
Mahindra & Mahindra recently began work on its seventh tractor plant at Zaheerabad in Andhra Pradesh with a capacity of 1,00,000 units a year. It would invest `300 crore in the facility spread over 100 acre and expects to commence production in 2012. The new factory would have manufacturing lines installed for assembly of tractors, engines, gear box, hydraulic and sheet painting, according to a company release. Pawan Goenka, President – Automotive & Farm Equipment, M&M said that the plant would have advanced technological processes, large-scale manufacturing set-up and an eco-friendly focus, with the aim to create new benchmarks in manufacturing tractors. The company plans to manufacture tractors in the range of 30-90 HP for domestic and export markets, with all models conforming to emission norms in India, Europe and the US. M&M sells tractors under two brands, Mahindra and Swaraj, and is a market leader in India. It sold 1,66,000 tractors in the domestic market last year, and is also a leading maker of tractors, globally. It has tractor plants at Mumbai, Nagpur, Rudrapur (Uttarakhand), Jaipur, Mohali and Rajkot, apart from three plants each in the US, China and Australia.
ESSAR STEEL PROCESSING AND
DISTRIBUTION ENHANCES
CAPACITY AT PUNE AND BAHADURGARHThe Essar Steel Processing & Distribution Facility (ESPD) at Bahdurgarh (NCR) and Pune recently added a world-class slitting line for thicker HR steel coils. These slitters have the capacity to process 1,00,000 tonne of HR Coil per annum. Targeted at meeting the needs of the fast-growing auto and construction sector in the region, the HR slitter facility will be complemented by narrow cut-to-length lines, which will provide high speed, high quality blanking of HR coils in the customers’ desired sizes. With the commissioning of these facilities, Essar Steel will enhance its steel processing capacity at each of these centres to 4,00,000 tonne per annum.
The newly installed HR slitter will process coils up to 12 mm thick and 2,000-mm wide into strips of desired widths down to 50 mm, which clearly is a benchmark in the country.
The processing range of this slitter is unmatched as HR steel having a tensile strength of 750 MPa and thickness of 12 mm can be processed at a speed of 40 metre per minute, while 1.2 mm thick coils can be processed at a high speed of 120 metre per minute.
Speaking on the expansion, Vikram Amin, Executive Director – Sales & Marketing, Essar Steel, said, “The capacity expansion is in line with the emerging customer requirement. The auto segment is a very important market for us and this new line will give us a strong competitive advantage over others in the rapidly expanding auto segment of these regions.”
(From L-R) Dr Jochen Oplaender, Chairman Emeritus, WILO SE and Ravindra Bhatia, MD & CEO, Mather and Platt Pumps during the inauguration of the hi-tech manufacturing plant at Kolhapur.
SOUTH KOREAN DOOSAN TO INVEST
£170MN IN UK OFFSHORE WIND
POWER BASE

NEWS, VIEWS & ANALYSIS

42 SEARCH - THE INDUSTRIAL SOURCEBOOK | M A Y 2 0 1 1
NEWS, VIEWS & ANALYSISL A T E S T H A P P E N I N G S I N T H E W O R L D O F M A N U F A C T U R I N G
CHINA ENERGY INVESTS $83.8
MILLION IN SYNTHESIS ENERGY
SYSTEMS
LDK SOLAR INVESTS $35MN IN NEW SILANE GAS MANUFACTURING
LINE
INFINEON INVESTS US$160 MN TO
FURTHER EXPAND MANUFACTURING
CAPACITY IN MALAYSIA
‘EFFORTS ON TO REPLACE DIESEL GENSETS WITH
SOLAR PANELS AT MOBILE TOWERS’
Union Minister of New & Renewable Energy Dr Farooq Abdullah is in consultation with the Telecommunications Ministry officials for replacing the diesel generators of all mobile phone towers with solar panels. This move was announced in the recently held RudiCon 2011 conference. Delving on the same, Dr Abdullah said, India should make a gradual switchover to renewable energies as coal and diesel prices were rising and becoming unaffordable. In view of this, the Union Government had launched Jawaharlal Nehru National Solar Mission last year with an ambitious programme to set up an installed solar power generation capacity of 20,000 MW by 2022. “Of this, already a total of about 1,300 MW capacity has been set up in different states and bidding will be done for an additional 300 MW capacity soon,” he said, emphasising on the need to indigenise the equipment manufacture for reducing the cost of solar panels and machinery. During the summit, Suresh Prabhu, MP & former Union Minister for Power, said that the demand for power always outgrew supply during the 11th Five-Year Plan, when India was not able to reach the plan targets for power generation, and the average shortfall was about nine per cent, and peak-hour shortage was 19 per cent. Emphasising that the government should accord top priority to bolster the power generation capacity, he said, “Today, more than 50 per cent of India’s irrigation consists of groundwater tapped with the help of electric pump sets. Therefore, supply of power to farmers is of utmost important.”
INDUSTRIAL GROWTH SLOWS TO 3.6% IN FEB 2011
Industrial growth moderated to 3.6 per cent in February, compared to 15.1 per cent a year ago on account of a slowdown in manufacturing and mining sectors. Within manufacturing, the real culprit was capital goods, with production falling over 18 per cent this February along with a slower pace of expansion in basic and intermediate goods. Consumption driven sectors such as consumer goods, including automobiles and white goods, consumer goods and non-durables, however, reported a more rapid growth in February 2011 compared to the year-ago period. “Continued weakness in lead indicators such as intermediate goods points to sustained sluggishness in manufacturing... we expect headline industrial production growth prints to remain weak in the coming months,” said Siddhartha Sanyal and Kumar Rachapudi, Economists, Barclays Capital in a research note. This is the fourth straight month when growth has remained below 4 per cent. Though economists had expected growth to remain in low single digits, the numbers released by the Central Statistics Office were lower than their projections. Economists said part of the reason for the moderation was the base effect. Even in good times, industrial growth is 9-10 per cent but with industrial output expanding 15 per cent in February 2010, the base effect was a huge factor, economists said.
ATLAS COPCO CERTIFIES ALL ITS OIL-FREE
COMPRESSOR TECHNOLOGIES
UNDER NEW ISO 8573-1 2010
STANDARDAtlas Copco has announced that all its oil-free compressors are now certified CLASS 0 with regard to oil content according to the latest edition of the ISO 8573-1 standard. Atlas Copco is the first compressor manufacturer to receive this certification as per the latest international standards. All of its oil-free technologies including its centrifugal, tooth, scroll, piston, water-injected screw, oil-free screw and four-stage combined piston and screw machines, as well as its mobile P series of rental compressors, have been certified under the new standard. These compressors deliver 100 per cent oil-free compressed air to the textiles, food & beverage, mining, offshore and electronics (including semiconductor fabrication & clean rooms) industries, as well as to pharmaceutical, chemical & cosmetics manufacturers, automotive plants for paint spraying, municipalities for water treatment and hospitals for critical medical applications.
“Certification according to the latest 2010 edition of this standard bears testimony to our commitment to oil-free technology and to the safety of processes, humans and the environment,” says Chris Lybaert, President – Oil-free Air Division, Atlas Copco.
US MANUFACTURING TECHNOLOGY
CONSUMPTION UP BY 138.1 PER CENT
The US manufacturing technology consumption totalled $329.43 million, according to The Association For Manufacturing Technology (AMT) and The American Machine Tool Distributors’ Association (AMTDA). This total, as reported by companies participating in the USMTC programme, was down by 10.9 per cent from January, but up by 99.3 per cent when compared with the total of $165.31 million reported for February 2010. With a year-to-date total of $699.16 million, 2011 is up by 138.1 per cent as compared to 2010. “The dramatic year-over-year growth further underscores the manufacturing renaissance that is taking place,” said Douglas K Woods, President, AMT. “As February is a short month, the slight decline from January is to be expected, but the overall gains compared with February 2010 point to our belief that 2011 will be a strong year for the industry,” he added.

NEWS, VIEWS & ANALYSIS

44 SEARCH - THE INDUSTRIAL SOURCEBOOK | M A Y 2 0 1 1
NEWS, VIEWS & ANALYSISL A T E S T H A P P E N I N G S I N T H E W O R L D O F M A N U F A C T U R I N G
BP TO INVEST $2 BILLION ON ALTERNATIVE
ENERGY
IMF LOWERS INDIA’S GROWTH FORECAST
TO 8.2%
PE INVESTMENT IN INDIA AT $3.3
BILLION IN JANUARY-MARCH 2011
Led by big-ticket investments from infrastructure and manufacturing funds, private equity (PE) firms’ investments in India touched an impressive US$3.3 billion in January-March 2011.
PE investments in the January-March quarter of calendar year 2011 were about 57 per cent higher than the US$2.1 billion worth of PE investments registered in the year-ago period and more than double the US$1.5 billion PE investments in October-December 2010, according to data provider, Venture Intelligence.
“The amount invested by PE firms in Q1, 2011, was the highest since Q1, 2008,” said Arun Natarajan, MD & CEO, Venture Intelligence.
The total deal count also increased to 83 equity deals in the first quarter of 2011 from 81 deals in the corresponding period a year ago.
“The successful raising of new PE funds and the accelerated pace of investments in the manufacturing and infrastructure sectors indicate a strong revival in the confidence for deploying long-term PE capital in the country,” Natarajan added.
Energy, construction, manufacturing and banking, financial services & insurance industries (BFSI) were the most targeted sectors during the quarter. In terms of the number of deals, the IT & ITeS industry witnessed 21 deals worth US$577 million, followed by manufacturing (13 deals worth US$1.08 billion) and BFSI (seven deals worth US$423 million).
The largest PE investment during the quarter to March was the `4,500-crore commitment by Bain Capital and Singapore’s GIC to Hero Investments, the Hero group holding firm, which is to buy-out 26 per cent stake in Honda Motors. This was followed by Apax Partners’ US$375 million investment in iGate to help buy-out fellow-listed IT services firm, Patni Computers.
GE TO BUILD 400MW SOLAR MANUFACTURING PLANT IN THE US
General Electric (GE) is set to develop a 400MW thin film solar photovoltaic panel manufacturing plant in the US to produce the company’s thin film technology, which it says is the most efficient in the market. The company projects that it will produce enough solar panels each year to power 80,000 homes.
The announcement followed the disclosure last week of GE’s plans to acquire France-based Converteam through a US$3.2-billion deal that gives GE a 90 per cent stake in the power conversion company. GE has said that it intends to purchase the remaining 10 per cent over the next two to five years. The company also recently completed the acquisition of thin film technology developer PrimeStar Solar. GE touted a recent efficiency certification by the National Renewable Energy Laboratory, which found GE’s solar photovoltaic technology to have 12.8 aperture area efficiency. The company said that it surpasses all previously published records for cadmium telluride thin film. The technology was initially developed by NREL, but was transitioned to PrimeStar through an R&D agreement in 2008.
Victor Abate, VP – Renewable Energy Business, GE, said, “We are addressing the biggest barrier for the mainstream adoption of solar technology cost and the NREL certification proves that we are on track to deliver the most affordable solutions to our customers.” GE has also signed a contract with Chicago-based clean energy company, Invenergy, which will install 20MW of thin film solar panels and inverters at a site in Illinois.
GOOGLE INVESTS $5MN IN GERMAN
SOLAR POWER PLANT
REXEL FORMS JV WITH PUNE
BASED YANTRA AUTOMATION
France-based Rexel, a global company in the distribution of electrical supplies, has announced a partnership with Pune-based Yantra Automation. Rexel will own 74 per cent, while Yantra will own 26 per cent in the JV. This partnership is part of Rexel’s external growth strategy of expanding its presence in fast-growing economies. Rexel is expanding its presence globally at a fast pace. The company recently acquired Nortel Suprimentos Industriais in Brazil and Beijing Lucky Well Zhineng in China.
Hubert Salmon, Sr VP, Rexel Asia-Pacific, said, “Through this partnership, Rexel is entering the high-growth and highly fragmented Indian market for professional distribution of automation, control systems, electrical products & services.” Ajit Shah, MD, Yantra Automation, said, “With this partnership, we look at strengthening our market position with enhancements in the areas of new product development, customer support and logistics.”
NEW ISRO FACILITY TO TEST SATELLITES
A new nitrogen-based acoustic test facility for satellites has been inaugurated at ISRO’s ISITE testing complex in Bengaluru, states a release by National Aerospace Laboratories (NAL). A large number of qualifying tests on satellites can be now done under one roof at ISITE, it said. NAL was chosen in 2007 to design, build, operate and maintain the new facility, the ninth such in the world.
The CSIR lab also hosted ISRO’s older test facility at its second campus in Bangalore. The ISITE Acoustic Test Facility at Kundanahalli is also close to the ISRO Satellite Centre, which builds spacecraft. Dr K Radhakrishnan, Chairman, ISRO, inaugurated the facility.
The release said satellites are launched at very high velocity. According to the release, “The acoustic field created during launch and trans-atmospheric flight can be strong enough to damage the delicate satellite/payloads since economic considerations demand that the satellite and payload structure be as light as possible. The acoustic shielding efficiency of heat shields is also tested in this facility.”

NEWS, VIEWS & ANALYSIS

46 SEARCH - THE INDUSTRIAL SOURCEBOOK | M A Y 2 0 1 1
NEWS, VIEWS & ANALYSISL A T E S T H A P P E N I N G S I N T H E W O R L D O F M A N U F A C T U R I N G
PUNJ LLOYD UNIT BUYS 50% STAKE IN
INDONESIA COAL MINE
SUZLON LAUNCHES NEW S9X SUITE OF WIND TURBINES
Suzlon Energy, one of world’s leading wind turbine manufacturers, recently announced the launch of its new S9X suite of wind turbines. Tulsi R Tanti, Founder & Chairman and MD, Suzlon Group, said, “The wind segment is rapidly evolving; the centre of gravity has shifted to emerging markets, which are reshaping the sector. This shift is also dictating the direction of technology development as more moderate and low wind sites become available in these new markets. The S9X suite of turbines has been developed to take advantage of these emerging opportunities.” He added, “We have a very strong focus on providing higher yields for our customers at a lower cost even from low wind sites. This suite of products is an important addition to our portfolio, expanding on our proven, reliable technology platform to deliver more efficient wind power solutions customised to our customers’ exact needs. We are confident that the S9X suite will extend our competitive edge in emerging high-growth markets like India, China and Brazil and other select matured markets.” John O’Halloran, President – Technology, Suzlon Energy, said, “Customer centricity is the hallmark of our new products. The S9X suite of turbines has been specifically designed keeping in mind the needs of the market. We have engaged closely with our customers in the development phase. We have incorporated their input at the design stage delivering not only a better product, but also significantly improving project execution and servicing of the machines in the field.”
BLACKBERRY TO SET UP
MANUFACTURING PLANT IN INDIA
After Nokia, LG and other global brands, BlackBerry smartphones-maker Research in Motion (RIM) is likely to set up an Indian manufacturing facility in view of the potential within the country and the surrounding region and may develop the country into an export hub.
“India is an important and strategic market for RIM and its exciting and fast-growing mobile sector offers major potential for further expansion. As part of RIM’s strategy in India, the company has been building its resources in order to support the growing opportunities,” RIM spokesperson said when asked about the company’s plans to set up a plant in New Delhi. Canada-based Robin Bienfait, CIO, RIM will be in India to meet with major BlackBerry customers as well as a variety of current and prospective business partners, the company said.
“RIM is always evaluating investment opportunities, including manufacturing and logistics, and Robin plans to further explore such possibilities in India during her visit,” it added. The company, however, declined to get into the numbers of how much investment will be made for setting up a manufacturing facility and the volume of handsets to be manufactured, as well as the models.
HYUNDAI STEEL TO INVEST $2.9 BN IN NEW FURNACE BY
2013
TATA CHEMICALS TO INVEST `1,300 CRORE IN A JV WITH OLAM INTERNATIONAL TO SET UP A FERTILISER
MANUFACTURING COMPLEX IN AFRICA
LAPP GROUP TO INVEST OVER `150 CRORE IN BHOPAL
Lapp Group, one of the world’s leading manufacturers and suppliers of high flexibility cables, cable accessories and industrial connectors, announced the investment of `150 crore in Bhopal.
The investment will be towards the development of a manufacturing unit in Pilukhedi, Rajgarh district, Madhya Pradesh. Spread over 30 acre, the facility will be second in India besides the one in Bengaluru where its corporate headquarters Lapp India is located.
It will be home to three building units with an individual manufacturing apparatus in each. In the first phase, this facility will employ around 100 people and when the facility will be fully functional, it will employ 400 people. Siegbert E Lapp, Director, Lapp Holding AG said, “India’s thriving economy is showing a promising outlook and I believe, it is the ‘future market’ of the connectivity solutions industry.
With the estimated market size of approximately € 3 billion, we have a lot to do for the market.” He additionally highlighted that the level of awareness among the people to use quality products has recorded a paradigm shift. In light of this changed purchase pattern, he opined, “Now the quality-conscious buyer overrides a quantity-conscious one, hence standardised products will witness an upswing in demand, making it essential for us to build-up and meet their requirement.”
CCEA APPROVES CLEAN ENERGY
FUNDThe Cabinet Committee on Economic Affairs (CCEA) has approved the constitution of a National Clean Energy Fund (NCEF) in the public account of India along with norms for the approval of projects to be financed from the fund. The Finance Bill 2010-11 provided for the creation of a corpus called National Clean Energy Fund. The fund would invest in entrepreneurial ventures and research in the field of clean energy technologies. Subsequent to the Budget announcement, the Central Board of Excise & Customs issued a notification dated June 22, 2010 to notify the Clean Energy Cess Rules, 2010. An Inter Ministerial Group has been set up to approve projects under the Fund. Budget 2011-12 allocated `200 crore from NCEF towards launching environmental remediation measures.
FINANCE MINISTRY TO TAKE UP 46 FDI PROPOSALS SOON


48 SEARCH - THE INDUSTRIAL SOURCEBOOK | M A Y 2 0 1 1
Factory Fundas
– Angela Gittens,Director General, Airports Council International
One way to mitigate the risk (of private investment in non-metro airports) is that the (Indian) Government provides basic infrastructure like airfields and terminal buildings. It is only then that private sector can come in to provide for commercial activities.
– Dr C Rangarajan,Chairman, Prime Minister’s Economic Advisory Council
There is no need for caps or controls on foreign institutional investments as there are no indications that the inflows are large.
– Pramod Deo,Chairman, Central Electricity Regulatory Commission
The government’s objective is to achieve grid parity within next seven or eight years, when the cost of fossil fuel is expected to rise and the cost of generation of solar wind and other clean energies will decline. We need to continue the subsidy for use of clean power till that stage.
The traditional sources of economic growth are still under stress, even as fresh uncertainties have emerged as a result of recent developments in different parts of the world. If we can coordinate our positions on some key areas such as sustainable development, balanced growth, energy and food security, reform of international financial institutions and balanced trade, that will be to our advantage.
– Dr Manmohan Singh,Hon’ble Prime Minister of India
lack of Processing Standards on the Shopfl oorSource: Shopfloor Series
FDI EQUITY INFLOWS FROM APRIL 2010 TO JANUARY 2011^: 77,902 crore
FDI EQUITY INFLOWS DURING JANUARY 2011: 4,725 crore
INVESTMENT BAROMETER
SHARE OF TOP INVESTING COUNTRIES FDI EQUITY
INFLOWSAmount ` in crore (US$ in million)
Country Apr.10-Jan. 11
Jan. 2011
Mauritius 27,970 1740Singapore 6,817 248USA 5,001 172UK 2,300 129Netherlands 4,752 142Japan 6,180 796Cyprus 3,458 557Germany 545 41France 3,149 22UAE 1,503 23Total FDI Inflows * 77,902 3870
SECTORS ATTRACTING HIGHEST FDI EQUITY INFLOWS
Amount ` in crore
Sector 2010-11
(April-Jan.)Jan.
2011Services Sector 13,652 608Computer Software & Hardware
3,225 171
Telecommunications 6,041 20Housing & Real Estate 4,791 111Construction Activities 4,540 431Automobile Industry 5,375 570Power 4,711 20Metallurgical Industries 4,632 162Petroleum & Natural Gas
2,471 -4*
Chemicals 1,739 133
YEAR 2010 (FOR JANUARY 2010) 9,386 crore
% AGE GROWTH OVER LAST YEAR (-) 50%
(i) ^On the basis of clarification received from RBI, the amount of Stock Swap & Advance pending for issue of shares has been deleted from FDI data.(ii) Country & Sector specific analysis from the year 2000 onwards available, as Company-wise details are provided by RBI from January 2000
onwards only.(iii) * indicates a decline in investments
UOTES OF THE MONTH

SEA
RC
H M
ay 2
011
Ad
Nam
e: L
app
Indi
a
Pg N
o. 4
9
SEARCH May 2011 Ad Name: Lapp India Pg No. 49

SEA
RC
H M
ay 2011 Ad N
ame: B
OG
E Pg N
o. 50
SEARCH May 2011 Ad Name: BOGE Pg No. 50

CEO, KENERSYS GROUP
M A Y 2 0 1 1 | SEARCH - THE INDUSTRIAL SOURCEBOOK 51
Interview
‘We Can Expect A 20 Per Cent Marketshare Of Renewables By 2030’Paulo Fernando Soares, CEO, Kenersys Group ...................................................................................52
SOLAR THERMAL SYSTEMS: Powering Industries .........................................................................54
DECENTRALISED ENERGY GENERATION: Facilitating Renewable Uptake For Developing World .....................................................................60
TRENDS, OPPORTUNITIES AND SUSTAINABILITY: Electrifying Success: Progressing Towards A Wireless World ...........................................................................................64
RENEWABLE MILESTONES: Unveiling Clean Energy Frontiers .....................................................70
INVESTMENT SCENARIO: On The Ascent Mode .........................................................................74
INVESTMENTS AHOY!: The Green Initiators .................................................................................80

CEO, KENERSYS GROUP
52 SEARCH - THE INDUSTRIAL SOURCEBOOK | M A Y 2 0 1 1
Pho
to B
y N
eha
Mith
baw
kar

CEO, KENERSYS GROUP
M A Y 2 0 1 1 | SEARCH - THE INDUSTRIAL SOURCEBOOK 53
HARE OF RENEWABLE TO THE TOTAL ENERGY GENERATION Industrially advanced
countries are embracing the use of renewable energy. Many countries already have in place a feed-in tariff to support the market development of renewable energy. In addition, the renewable energy sector has received considerable support from the government, which has enabled this sector to flourish. Developing nations such as India and China are also focussing on renewable resources to meet their growing energy demands. This will facilitate the growth rates of the renewable energy sector in the next 10 to 20 years. The growing yearly installed capacity will ensure a 20 per cent market share of all renewable in electricity generation by 2030.
GROWTH OF WIND ENERGY Wind is and will always be a major source of renewable energy generation. We expect the share of solar energy to grow, but wind energy will continue to play a dominant role. We can expect its share to grow to 60 per cent in the total renewable energy sector in the coming years.
HURDLES ENCOUNTERED Several hurdles have been encountered in the renewable energy sector. These include implications of power transmission and the scarcity of suited wind sites in growing markets like India as well as matured markets like Germany. But then there are cases, like Germany, which had a lower wind potential as compared to other European countries. Yet its favourable political climate has led to the rapid and large-scale development of wind power.
Likewise, the US market also has a boom and bust phase.
Ten years ago, the scenario was different. There was a lack of awareness and less importance was given to renewable energy. There were no streamline permission processes. Thus, getting licences was cumbersome. It was an evolutionary phase where the technology was limited and the wind turbines used were small. Most of the renewable energy generated was not really integrated into the national power grids. It was also considered as a testing phase for large utility scale turbines. But today, the markets have matured, the technology has improved and there is a long-term understanding of growth prospects.
OPPORTUNITIES FOR EQUIPMENT MANUFACTURERS Robust growth in wind energy offers long-term security for wind turbine manufacturers as well as owners of wind parks. This provides turbine manufacturers a long-term opportunity to invest in their R&D capacities as well as in new products. This will also accelerate the future growth prospects with larger and even more cost-efficient machines that can be perfectly integrated into the specific grids, thus providing a major share of wind energy in the total demand for electricity.
R&D DEVELOPMENTS There is a need for continuous R&D activities in the field of wind business. Major players have raised their own R&D capacities to develop larger turbines and improved technology & components. This segment will also help in gaining skilled manpower for the industry by collaborating with universities for advance research on material, wind forecast as well as imparting education on wind energy, etc.
KENERSYS – A TRENDSETTERKenersys provides multi megawatt turbines that operate efficiently at low and moderate wind speeds as the IEC I sites are almost exhausted. This brings in Kenersys large turbines, enabling it to overcome the problem of energy generation at the IEC II and III sites. Kenersys turbines are robust and designed to withstand different climatic and operational conditions.
Kenersys turbines, with its special Synerdrive Technology, are designed to meet the strictest grid code requirements, which include the Low Voltage Ride Through due to its ‘gridshaper’ full conversion system that enables Kenersys to have an almost ‘plug & play’ solution for its turbines all over the world. The turbines are equally suited for weak grids, equipped with a patented internal supply unit that allows the turbine to stay in an island mode during grid downtimes. It can immediately start production after the grid is back.
EXPANSION STRATEGIESKenersys turbines are spearheading the technology for turbine size and technology. We simultaneously take the latest technology to Europe and India. Like in Europe, where our customer base includes project developers and independent power producers, we target the same customer segment in India that is focussed on high quality, reliability and high availability.
Kenersys’ wind turbines are of K82 2.0 MW and K100 2.5 MW in capacity. The company has recently introduced the new K100 2.5 MW turbine, which is one of the largest turbines in India. With the global presence of our company, and recent production plant inauguration in Baramati, we are ramping up our annual production to become one of the major players in India having double-digit marketshare.
“Ten years ago, the scenario was different. There was a lack of awareness and less importance was given to renewable energy. But today, the markets have matured, the technology has improved and there is a long-term understanding of growth prospects,”
says Paulo Fernando Soares, CEO, Kenersys Group, in an exclusive interview with Sandeep Pai. Excerpts…
S
We Can Expect AWe Can Expect A 20 Per Cent 20 Per Cent MarketshareMarketshare Of Of RenewablesRenewables By 2030By 2030

SOLAR THERMAL SYSTEMS
54 SEARCH - THE INDUSTRIAL SOURCEBOOK | M A Y 2 0 1 1
ith the increase in fuel costs and environmental pollution, there is a race to find alternative sources of energy – both renewable and non-renewable. World
over, the major focus has been on generating electricity through the alternate resources. However, a major part of industrial energy consumption is in the form of thermal energy, a large fraction of which is needed in industrial processes below 250°C. This need can be met by using the solar collectors available in the market. The sizing of a solar thermal system is important due to its high initial capital cost. To meet the process heat demands of a given industrial system, many system sizes are possible. Hence, it becomes important to choose the best option as per the optimisation criteria.
The design of an SIPH system, i.e. a solar thermal system, which can meet the industrial thermal needs, is a multi-constraint problem. Under-designing the system affects its performance, while over-designing it would incur a higher capital cost.
Additionally, the choices available for the solar collector and the intermittent nature of solar radiation make the computational problem very challenging.
GOING SOLAR The major components of SIPH systems are solar collectors, energy transport systems and controls-cum-instrumentation. Solar collectors may essentially be considered heat exchangers, which transfer the heat of the sunrays into a working fluid. A variety of collectors have been proposed to suit the wide range of process temperatures encountered in the industry environment. To meet the needs of process heat, concentrating collectors are required, as they can provide higher temperatures, and thus work more efficiently.
The energy transport system includes the entire setup required to transport the energy absorbed by the collectors to the proper location in the process system. This mainly includes the following few components – piping, pumps, valves, heat exchangers and thermal energy storage
components along with the heat transfer fluid. Water is the most popular heat transfer fluid as it is non-toxic, inexpensive & nonflammable and has excellent heat transfer characteristics. The storage of thermal energy is important if, solar energy is to meet a larger part of process load. Sensible heat storage is the most common technique available commercially. It can be in the form of rock bin storage (for hot air), pressurised hot water storage or steam accumulators.
The control scheme for the SIPH system has to balance out energy collection, energy storage and process load usage. When the energy from the collectors is unable to meet the load, the control system should activate the use of an auxiliary system or thermal storage. It may even supply the heat to low temperature energy needs. The instrumentation in SIPH systems is standard and includes flow metres, level switches, pressure transmitters and thermocouples. The process data would be usually transmitted to a PLC system to relate alarm & status conditions and can be
WWith an aim to harness thermal energy to meet their growing energy needs, industries have opted for solar thermal systems. Solar thermal systems can cater to requirements of any size and have become an important means of storing heat. However, in order to
encourage and promote the use of solar thermal systems, new storage concepts and technologies ought to be developed.
POWERING INDUSTRIESPOWERING INDUSTRIES

SOLAR THERMAL SYSTEMS
M A Y 2 0 1 1 | SEARCH - THE INDUSTRIAL SOURCEBOOK 55
forwarded to a data acquisition system to enable its performance evaluation. Solar insolation and wind data would also be required to be monitored for performance evaluation. The selection of SIPH components depends on the form in which energy is to be used in the process. In the process industries, energy requirements are mostly met by hot air, hot water and steam systems. Thus, based on the form of energy usage, SIPH systems may be classified as hot air, hot water and steam-based systems. Apart from these, it is also possible to use pressurised hot water and thermic fluids as the heat transfer mediums.
SIMULATING THE EFFORTA lot of effort has been directed to develop computer programmes, like SOLIPH, which can assist in the designing of SIPH systems. These tools take into consideration many practical issues such as row to row shading losses, overnight thermal losses and so on. However, these tools have two main disadvantages. Firstly, they are expensive, time consuming and need expertise in programming to be used. Secondly, they are uneconomical for the designing of small systems. For the growth of the SIPH industry, it is important that simple design procedures are available to select from varied sizes. Another common approach for modelling has been the detailed simulation of all the system components and hour by hour simulation runs. This method, however, is very labourious.
DESIGN SPACE METHODA new approach called the ‘Design Space Approach’ has been presented for the
design of solar hot water systems. The core approach of the method is to use the design constraints to identify all the possible designs or a ‘design space’ on a collector area versus storage volume diagram. The design space as shown in Figure 1 has been represented by tracing constant solar fraction lines on the collector area versus the storage volume diagram. The design space in itself refers to the region bound by constant solar fraction lines in a plot of collector area versus the storage volume. Since the design of a solar thermal system is dependent on multiple parameters, it seems appropriate to first identify all the feasible points and then attempt optimisation in the identified feasible region. The design space method also helps the designer to visualise the effects of variation of different parameters on the collector area and the storage volume required.
While other methods identify a single optimum design by optimising a particular objective function such as payback period, internal rate of return or annualised lifecycle savings; the design space method identifies a Pareto-optimal region. Since the design of the solar hot water system is dependent on time-varying variables such as insolation, fuel costs and so on; instead of a single
system size, which may not be useful, a range of possible system sizes is identified. For example, an optimum collector area of 100 m2 is not meaningful if, in reality only a space of 80 m2 is available. Thus, the method offers flexibility in system sizing on basis of the desired performance and economy, constraints such as maximum allowable storage volume or limitations for collector
area can be easily incorporated in the design. The design, however, is specific to a configuration.
MATHEMATICAL MODELLINGThe solar energy is converted and transferred as useful energy in the collector. The hot water is stored in a pressurised hot water storage tank, which has a limiting upper temperature constraint for some safety reasons. During the process load period, hot water from the
storage tank is pumped through the heat exchanger. On the cold side of the heat exchanger, the cold process fluid enters and is heated after passing through the heat exchanger. In case the required load temperature is not met after heating in the heat exchanger, the process fluid is passed through an auxiliary heater in order to heat it to the desired temperature.
Energy conservation feature is briefly presented here. The conservation of energy is central to the mathematical modelling of the system. Consider a storage tank of volume Vst, at temperature Tst. The energy balance over the storage tank over a time step t, assuming it to be well mixed yields:
(pCpVst) dTst = qs – qls – qstl
dtqs = useful energy collected qls = demand metqstl = storage lossesρ = density of heat storage mediumCp = specific heat capacity of heat storage medium.
The useful energy collected for collector area Ac is given by standard Hottel-Whillier-Bliss equation, where FRη0 and FRUL are characteristics of the solar collector. IT and Ta are the solar flux incident on the plane of collector and the ambient temperature respectively.
qs = Ac [ITFR (n0 ) – FRUL (TST – Ta )]+
The storage losses are given by
qstl = Ust Ast (Tst – Ta )
UstAst = UA loss coefficient for the storage tank.
The load met by the solar energy is given by:
qls = mstCph (Tst – Tho ) If T comin > Tho > Tci
STORAGE VOLUMELOAD RESTRICTION
STORAGE TEMPERATURE RESTRICTION
COLLECTORAREA
Figure 1: Design Space
Figure 2: Block Diagram of a typical SIPH system
COLLECTORSTORAGE TANK
PUMP
PUMP
HEAT EXCHANGER
HOT WATER TO PROCESS
AUXILIARY HEATER
COLD WATER FROM PROCESS

SOLAR THERMAL SYSTEMS
56 SEARCH - THE INDUSTRIAL SOURCEBOOK | M A Y 2 0 1 1
qls = mcCpc (Tcomin – Tci ) If Tho > Tcomin
qls = 0 If Tho < Tci
Tcomin = minimum cold fluid outlet temperature (i.e. desired temperature of process fluid) Tho = outlet temperature of the storage fluid entering the heat exchangerTco = cold fluid outlet temperature mc = cold fluid flow rateTho can be calculated using the effectiveness of the heat exchanger (P), number of transfer units, N, and the heat capacity ratio, R.
N = UA (mstCph )
R = (mst Cph)
(mstCph )
P = (Tst – Tho )
= (Tco – Tci )
(Tst – Tci ) (Tst – Tci )
Assuming the load to be uniformly distributed, Tcomin is given by the equation below with the knowledge of total load QL and load hours nL
Tcomin = Tci + QL
nLt (mcCpc )
If Tst < Tcomin, then auxiliary heat is to be supplied, which is given by,
qaux = mcCpc (Tcomin – Tco )
Thus, substituting and rearranging all the equations we get,
Tstf = Tsti = t
pCpVst
[Ac [ITFR (n0) – FRUL (Tst – Ta )]
+
– qls – Ust Ast (Tst – Ta )]
This can be used to calculate the temperature at the end of the time step t.
So, the storage temperature variation over the entire time horizon can be calculated. It has been observed that after a number of such ‘consecutive time horizons’, the storage temperature reaches a steady state in the sense that the variation becomes cyclic, and it does not change from one time horizon to another. Hence, the maximum storage temperature obtained decides the thickness of the storage tank, tt
given by the hoop stress equation:
t t = Pd Dst + tca 4 σ d
Solar fraction for the given system size can be calculated using the following equation:
F = QL – ∑ qaux.t
timehorizon
QL
DESIGN SPACEThe design space as seen in Figure 1, is bounded by two curves – one dependent on the load to be met through the solar system (solar fraction, F), and the other decided by the maximum storage temperature (Tmax) restriction. For a given collector area, there is a maximum storage volume and a minimum storage volume both of which satisfy the ‘load to be met’ and ‘maximum storage temperature restriction’. The other parameters affecting the design space are size of the heat exchanger (UA) and the maximum storage flow rate (mst). The design space is also affected by the solar collector used (FRη0 and FRUL), insulation material (k), location of the system insolation (IT) and the physical properties of the heat transfer fluid used. These parameters are usually decided before hand.
Thus, for optimisation of the system subject to a given load, the parameters of interest are solar fraction, heat exchanger size, maximum storage temperature, maximum storage mass flow rate, collector area and storage volume (Vst). Additionally, the thickness of the storage tank and size of the auxiliary heater also add to the cost and is hence, important for cost optimisation.
To generate the design space, one has to systematically search for the range of possible collector area and storage volume combinations after fixing all the other parameters. Any collector area-storage volume combination is evaluated for its feasibility by calculating the storage temperature profiles over a time horizon, for all time horizons over a year. If, for a combination, all the temperature profiles meet the desired load and maximum storage temperature restrictions, then the combination is selected as a feasible system size. Due to the large computation involved, a simple computer programme was formulated to generate the entire design
space. Subsequently, once the design space has been identified, optimisation can be carried out by applying the optimisation criterion to this design space. The computer programme was designed to optimise the systems based on their annualised lifecycle costs.
DAIRY WITH A DIFFERENCETo be able to design SIPH systems, visits were planned to many industries in Mumbai, Udaipur and Delhi. For designing an SIPH system related to a particular process, the first step is to characterise the process energy requirements. The primary data for a dairy is presented below:
The closest solar insolation monitoring station is Pune. Thus, the insolation data used for sizing is that of Pune. Since this region receives very less insolation during the monsoon months, the analysis has been done only for the non-monsoon months. Figure 3 shows the design space generated for parabolic trough collector for unity solar fractions corresponding to different non-monsoon months. Here, volume 1 and 2 refers to the upper and lower limits on the feasible volumes possible for a given collector area. Volume 3 refers to the minimum volume required to maintain temperatures in the storage tank below the pre-decided upper limit (for safety reasons). Thus, the feasible region is bounded by Volume 3 and Volume 1, for a given month.
From table 3, it can be seen that the
Industry Dairy
Application
65,000 liters (l) of milk pasteurised with 10,000 l/hr pasteuriserDuty Cycle: 6 hrs/day
Present Setup
Boiler:Capacity - 600 kg/hrTemperature, Pressure - 170˚C, 15 kg/cm2
Feed water - 720 kg/hr @ 55˚CMakeup water – 5000 kg/hr @ 30˚C
Fuel
Type – LDOCost – `35.41Consumption:Per month – 3240 lPer hour – 18 l
1. The dairy starts its daily operation by 6 am and goes on to normally finish it by 1 pm
2. The milk is to be heated to a temperature of 72˚C for about 15 seconds.
3. The calorific value of fuel is 10,700 kcal/kg Table 1: Data for dairy plant


SOLAR THERMAL SYSTEMS
58 SEARCH - THE INDUSTRIAL SOURCEBOOK | M A Y 2 0 1 1
system has an optimum at unity solar fraction. Hence, it is feasible to employ a solar hot water system in this case as against the conventional boiler system being used. The annualised LCC at unity solar fraction can be seen to compare favourably against the fuel price for a year (Rs 35.41 X 3,240 litres/month X 12 months = Rs 13,76,740). Here, it should be noted that the fuel is subsidised as against the cost of the solar thermal system, which has been calculated without any subsidy.
SHOWCASING THE ECONOMIC VIABILITYThe key observation was that the economic feasibility of the system depends on the fuel already being used and requirement of thermal heat, or to put it simply, the time of load requirement. However, since the generation of
design space is dependent on the weather data available, it is important to analyse the
effect of uncertainties in the weather data. This would result in more reliable systems, and hence, provide a much better comparative opportunity with conventional systems from an economic viewpoint. Further, the design space approach has been applied with an assumption of a well mixed storage tank. Future work may be focussed on the study of effects of stratification on the design space.
Anand Upadhyay, Associate Fellow – Renewable Energy Technology Applications Division, The Energy & Resources Institute (TERI).The author is thankful for the guidance of Prof. Shireesh Kedare and Prof. Santanu Bandyopadhyay during the project.
10000
1000
100
10
1
0.1150 250 350 450 550 650 750
volume1volume2volume3
Stor
age
volu
me,
m3
Collector area, m2
Figure 3: Design space data for parabolic trough collector, unity solar fractions for non-monsoon months
Solar Fraction
Annualised life cycle
cost
OptimumCollector
areaStorage Volume
Size of heat exchanger
Auxiliary Size
Thickness of storage tank
Storage Temperature
Flow Rate
- (`/yr) (m2) (m3) (W/(m2K)) (kW) (mm) °C (kg/s)1 987640 291.1 9.8 5500 0.0 22.3 160 12
0.9 1067940 261.8 7.8 5000 48.0 22.3 160 60.8 1204390 236.8 6.2 5000 153.4 22.3 160 120.7 1282761 215.2 5.3 5000 153.4 22.3 160 120.6 1298710 174.3 4.0 5000 153.4 22.3 160 120.5 1398882 156.9 3.3 7000 147.6 22.3 160 8
Table 2: Optimum data at different solar fractions


DECENTRALISED ENERGY GENERATION
60 SEARCH - THE INDUSTRIAL SOURCEBOOK | M A Y 2 0 1 1
Distributed generation is an appropriate solution for developing countries seeking to generate electricity without investing in grid infrastructure. Adopting distributed generation as an energy model will enable developing countries minimise grid infrastructure costs, and at the same time, provide clean energy solutions to the rural people. All that is required are supportive policies and subsidies that will hold together and facilitate the successful coordination of the framework comprising the rural populace, the technology providers and the banks.
Interest in clean decentralised energy generation models and ideas are gaining momentum in several emerging economies as
diesel and kerosene remain expensive components of most decentralised energy generation systems. Heavy government subsidies on kerosene and diesel have ensured the widespread utilisation of these two commodities in India. However, over a span of time, inadequate regularisation of fuel distribution systems has resulted in product adulteration, reduced fuel efficiency and irregular pricing. Even though there are alternatives such as burning wood, cow dung, twigs & leaves, utilising these options would only aggravate pollution levels. Also, the aforementioned options are inefficient as compared to grid-connected power generated from a far-flung coal power plant. According to recent reports, “Big
conventional power plants, even those that burn coal, are often cleaner, safer and more efficient than crude household stoves and other small systems.”
ENERGY SOLUTIONS FOR THE RURAL MASSES As per the National Action Plan on Climate Change 2008, 44 per cent of India’s population is still deprived of electricity and extension of the conventional grid to all villages would require heavy capital investment and significant transmission losses. Therefore, the Government of India has chosen to delve on innovative schemes and programmes to provide clean energy solutions for the rural population. Over the years, the government has sanctioned several ambitious Acts and policies such as the Electricity Act 2003, National Rural Electrification Policies and the Rajiv Gandhi Grameen Vidyutikaran Yojana (RGGVY).
NEED FOR CLEAN DG SOLUTION Both, the government and the clean energy markets realise that in order to surpass the existing comfort demonstrated by off grid connected power, designed clean distributed generation (DG) solutions need to be highly efficient and affordable. They ought to have energy storage potential, suitable for lighting, running electrical appliances and, at the same time, offer livelihood/occupational assistance. In rural regions, where an energy system would rarely have a backup, the planning should: Focus on the use of local resources Build local expertise Be owned and operated by village
locals Tap local financial institutions (rural
banks, cooperative banks, etc.) Look into hybrid systems (solar, biomass,
pico hydro, small wind, etc.).
FACILITATING RENEWABLE UPTAKEFOR DEVELOPING WORLD
Pho
to ©
DIN
OD
IA

DECENTRALISED ENERGY GENERATION
M A Y 2 0 1 1 | SEARCH - THE INDUSTRIAL SOURCEBOOK 61
STANDALONE SYSTEMS One of the relevant provisions of the Electricity Act 2003 is Section 2 (63) ‘Standalone Systems’, which refers to an electricity system set up to generate power and distribute electricity in a specified area without being connected to the grid. The most common standalone systems involve the use of a renewable energy power source to maintain an adequate level of charge in the storage battery. Small standalone charging systems are appropriate for remote households in India. Making optimum use of this provision, several institutions, organisations, NGOs, both, local and international, have been working towards setting up small-capacity installations in villages across the country.
THE BARRIERS Indeed, several international partnerships, donors and financial institutions, that encourage and fund energy access initiatives globally, have emerged over the past several years. However, such projects fail in rural areas because governments or foreign aid organisations lend money or equipment without any commitment, development economists observe. They often threaten the existing power relationships, thus making it difficult to overcome resistance.
Realising these barriers type II partnerships such as Renewable Energy and Energy Efficiency Partnership (REEEP), also known as policy networks, channelled their efforts towards reducing the barriers limiting the uptake of renewable energy and energy efficiency technologies with a primary focus on emerging markets to facilitate the transformation of energy systems.
One example of market mobilisation using a standalone decentralised energy generation system would be a project purposed to develop supply chain players that can reach RE/EE products & services and offer solutions to the poor. Through this project, small-capacity (1-3 KW) pico hydro systems were set up to enable remote households in the hills in Karnataka access electricity for their domestic needs.
These systems are subisidised by the government. However, people in the rural regions are either unaware of it or do not know how to access it. The subsidy is designed in such a way that those who deliver the product & services would need working capital, while end consumers would need bridge financing as most of the times, subsidies are released after the
product is installed.In the process of deducing a solution,
this project has set in motion several important mechanisms ranging from technology development to subsidy integration, gap financing schemes and involvement of banks. A clear supply chain evolved to deliver product & services, create dealerships opportunities, employment possibilities, ensure post-installation services and tie-ups with local
cooperative banks to ensure end consumer finance and the dealer.
BIOMASS GASIFICATION PROJECTSBiomass gasification projects are successful decentralised energy generation applications. However, its position under the clean renewable technology application is ensured only if the process of gasification is effective, efficient and clean. The system size ranges from 3 MW to 5 MW. India has several applications ranging from village electrification, industrial process heat and electricity supply to milk chilling.
One such project is being implemented utilising international donor funding in Rupapur, Uttar Pradesh. A 20-kW straw-based gasifier plant is being installed. The plant runs close to a sugar manufacturing industry. Once fully operational, the unit will be handed over to the farmers’ market club, known as Hariyali Kisaan Bazaar, to operate. The expected impact to be seen in the years to come would include: Expansion of rural energy access and
clean energy network An acceleration of investment in
distributed energy systems based on renewable technology and local resources. This would supplement the efforts on grid expansion in India to meet the target of ‘Energy for all by 2012’.
A positive impact on the environment through the reduction in greenhouse
gases GHG emission (from the supply of electricity from fossil fuel-based alternatives)
Poverty alleviation through increased income from the utilisation of wastes and the generation of direct & indirect employment from the development of energy-service companies
Social impact, as the availability of electricity in the unserved/underserved areas would improve the quality of life.
BUILDING BONDS Several such projects have succeeded in accelerating the uptake of renewable energy and energy-efficient technology; thereby increasing energy security and improving access to sustainable energy for the poor in India. Most of the poor reside in rural/tribal areas, where the national or state grid is yet to be set up, which demonstrates the need for local power generation.
Most developing economies, such as India, have a host of opportunities to tap and progress towards a world of smart technologies for the future. Such initiatives need the active support of the government and international organisations such as World Bank. It starts with building bonds between the rural population, the technology providers and the banks and cushioning it with the necessary policy and subsidies to provide clean energy solutions to those who cannot access it.
Sonya Fernandes, Programme Manager, REEEP South Asia, Renewable Energy and Energy Efficiency Partnership, India
Rural electrification scheme – Rajiv Gandhi Grameen Vidyutikaran Yojana
Rajiv Gandhi Grameen Vidyutikaran Yojana (RGGVY) was launched in April 2005 by merging all the ongoing rural electrification schemes.
It aims to provide electricity to all rural households as well as free of charge electricity to families below the poverty line (BPL).
It is the largest programme initiated by the Indian Government and all future rural electrification schemes and clean energy initiatives may be linked with this programme.
SPOTLIGHT: Siemens Switchgear Unit – Kalwa
The Starpower Factory
on pg. 84



TRENDS, OPPORTUNITIES AND SUSTAINABILITY
64 SEARCH - THE INDUSTRIAL SOURCEBOOK | M A Y 2 0 1 1
PROGRESSING
ver since its discovery, electricity has reached all the corners of the Earth. The reason for the widespread usage of electricity is that it not only
‘powers’ gadgets, but it also can be generated at one location and moved almost instantly to another, via a network of electrical wires.
Wireless energy transfer or wireless power, on the other hand, refers to the transmission of electrical energy from a power source to an electrical load without interconnecting wires; the key to wireless power being resonance, a transfer that occurs upon a wave. The benefits are numerous and the idea proves to be useful in situations where interconnecting wires are inconvenient, hazardous or impossible to use.
The technology for existing near-range wireless electricity transmission bases itself
on the principle of induction. Induction is a phenomenon that generates electricity whenever there is a change in a magnetic field. The wireless transfer of a small amount of energy to and from devices using these methods is already common. The tags in retail outlets, for example, use this technology. Similar is the case with smartcards and RFID devices that detect shoplifting.
There are three steps (Figure1), which explain this theory: Step1 - A circuit [A] attached to the wall
socket converts the standard 60-hertz current to 10 megahertz and feeds it to the transmitting coil [B]. The oscillating current inside the transmitting coil causes the coil to emit a 10-megahertz magnetic field.
Step 2 - The receiving coil [C] has the exact same dimensions as the sending coil and thus resonates at the same frequency and, in a process called
magnetic induction, picks up the energy of the first coil’s magnetic field.
Step 3 - The energy of the oscillating magnetic field induces an electrical current in the receiving coil, lighting the bulb [D].
TRACKING RECENT PROGRESS Since 2000, there has been some accelerated progress in both, the short distance use of wireless and in the longer distance propagation of wireless energy.
In 2005, an MIT team demonstrated short distance propagation [2 metre] by resonant magnetic induction. The magnetic fields of two properly designed devices with closely matched resonant frequencies can couple into a single continuous magnetic field. Their demonstration of wireless power transfer showed a 60-watt light bulb being illuminated from a power source more than 2 metre away.
E
ELECTRIFYING SUCCESS:
WIRELESSWORLD
India’s economic progress in the next 20 years with the accompanying rise in energy demand necessitate an efficient and extensive energy generation and distribution process. While the vast majority who live in the larger cities, have access to electricity, those in rural areas are left deprived of equal benefits. Clean electricity from localised networks that solely provide small rural communities with wireless electricity transmission would be a more effective and economical option. This would in turn benefit India’s contribution towards the world’s carbon emission mitigation targets and meet future sustainability goals.
TOWARDS A

TRENDS, OPPORTUNITIES AND SUSTAINABILITY
M A Y 2 0 1 1 | SEARCH - THE INDUSTRIAL SOURCEBOOK 65
Professor Marin Soljacic, the leading member of the MIT team, then set up a company named WiTricity two years later. Its focus was the domestic appliance market.
It was found that most of the home appliances are usually within two metre of a power source and the use of this technology alleviates all the annoyances of wires as well as reduces the safety hazards implied by the wired connection.
At the other end of the spectrum, a company called, LaserMotive, has developed point-to-point laser energy, which is a long-range laser power link technology, whereby they use the term ‘laser power beaming’. This is a way to send electrical power to a remote receiver without wires and it works similarly in principle to solar energy systems, which generate electricity from solar cells using sunlight, instead it uses specialised photovoltaic cells to convert laser light into electricity. This has delivered 1KW over several kilometre.
Clearly, the latter example demonstrates that there is some potential and infrastructure available to build the notion of local wireless energy networks.
LIMITATIONSThe limitations are mainly two-fold from a technological perspective. They are: Since the magnetic field does not radiate,
most of the power that is not picked up by the receiving unit goes to the originating coil, rather than being lost into the environment. That also means that this system has a limited range and the smaller the receiver, the smaller is the range.
Due to the inefficiencies of power of wireless transmission, the further the resonating coils are from each other, the more energy is lost in its environment. This is clear in Witricity’s discovery, whereby, using electrodynamic induction, they were able to power a 60-W light bulb from two metre with two 60 cm-diameter coils, but at only at an efficiency rate of 40 per cent. They had discovered that the main obstacle to the widespread application is distance. As the coils move further apart, the efficiency of the power transfer gradually drops: at a 30cm range, a 45cm coil is more than 95 per
cent efficient; while at 2.3 metre, it falls to 10 per cent. Therefore, it is only suitable for use in a room.
EMERGING TRENDSToday, there are multiple trends, which portray the potential future of wireless electricity. Consider 4G telecommunication networks, which will supersede the slower
and less available 3G networks in a matter of years. 4G offers twice the speed of 3G with future maximum capability of 30 times as technology improves.
However, 4G is not just about speed. More powerful chipsets and better antennas mean that a 4G connection is more reliable and can cut through signal noise faster. In short, 4G has set a path of progression and established a trend, which is already shaping up to be good enough to make the DSL obsolete and go all-mobile, all the time, wirelessly.
In India, especially the rural areas, the progression took over 30 years from PCOs, where an international phone call could be made via the Internet, which not only served as a communication tool, but as the world’s most universal information source; thus enabling commercial and government digital services in all areas and types of communities.
If local demand was met through local supply of energy generated by clean technologies, such as solar photovoltaic technology, small hydro schemes, perhaps run of river, or wind turbines, and then distributed wirelessly to the surrounding community, it would then establish a
national electricity distribution framework in rural areas that is not only sustainable but also environment-friendly.
OPPORTUNITIESA sum of $40 billion is spent on disposable batteries every year worldwide that is used and then disposed in landfill sites and left to disintegrate over years. To put that into an
electricity-related perspective, the cost per kilowatt/hour efficiency ratio from a battery would lie in the region of $300-$400, as compared to a thousandth of that price from the electricity grid. When considering that a majority of household appliances – battery-powered or not – are only always a few feet away.
Given that wireless energy has the capability of efficiency over these distances and is much more sustainable from an environmental point of view, especially if implemented on a large scale, perhaps the cost/benefit of wireless needs to be reappraised. Additionally, wireless energy would have the potential to alleviate the trillions of dollar spent every year on wire and cable infrastructure worldwide and to redistribute that capital in other meaningful and practical solutions.
There are also a number of safety measures that would be eradicated in
various environments that use plugs and wires right from the local hospital to households. Industrially, it has the capability to be extrapolated across multiple applications, which can enhance tagged & sensor networks and save resources. Wireless electricity also scales across many other functions and applications
such as mobile electronics, home electronics, desktop electronics and electric vehicles.
India currently has a six per cent deficit in supply compared with demand, amounting to 19 per cent at peak times, which puts pressure on investing in more electricity
Wireless electricity distribution coupled with the added benefit of clean and independent energy generation would allow for a more localised approach, whereby smaller energy stations serve local communities with energy from sustainable power sources such as solar
or wind.
Figure 1

TRENDS, OPPORTUNITIES AND SUSTAINABILITY
66 SEARCH - THE INDUSTRIAL SOURCEBOOK | M A Y 2 0 1 1
infrastructure such as a more powerful national grid. However, this is expensive to implement and would not necessarily reach the rural communities in India as the base load tends to be consumed immediately in the urban centres when it is made available.
Appropriate prototypes are already being developed. These technologies that are available today cover the two major energy distribution channels and could potentially be the beginning of a change in energy distribution infrastructure to rural areas at a comparatively inexpensive cost.
Creating the additional benefit of implementing decentralised energy solutions through localised energy grids generated through clean energy in the form of solar, wind or hydro will create a sustainable and cost-effective method of approaching the challenge of distributing electricity to rural areas and communities. This could essentially give access to regional distributed generation of power, which would further make wires over long distances more obsolete.
TOWARDS A WIRELESS FUTUREThe two terms, ‘wireless’ and ‘electricity’, have worked and been successful on a large
and commercial scale both, in communications as well as in transferring energy. ‘Wireless’ has proved to be a huge success in the communication sector, which would immensely benefit the energy sector.
In 1831, there were not many applications for electricity, which are now pervasive. Wireless electricity is showing a similar trend due to its current limited application. However, it has now begun to realise its potential in its ubiquitous application. The commercial implementation of wireless energy still needs to kickstart in a full-fledged manner, but its development is moving in the right direction.
Wireless electricity distribution coupled with the added benefit of clean and independent energy generation would allow for a more localised approach, whereby smaller energy stations serve local communities with energy from sustainable power sources such as solar or wind.
These small energy networks have the potential to reduce the dependence on large-scale grids and encourage clean local energy collection and the focus on the ‘community model’. This in turn reduces reliance on carbon-based fuels, which
dictate current models across the world’s energy supply including India.
The implementation of this technology will have the future potential to also allow for the real benefits of better energy and communication in reaching the smaller communities of India by increasing services and opportunities in these areas.
Lawrence van Kampen-Brooks is an engineer by training and has completed his MBA research into Quantitative Financial Engineering. He is also an alumnus of INSEAD.
Lawrence is the founder, CEO & MD of Tricor PLC. Tricor provides the platforms and transaction capability for emerging markets to both describe and fulfil the development of their natural resources as well as capitalise those natural resources.E-mail: [email protected]
INSIGHTS & OUTLOOK: Wealth Out Of Waste
Giving Waste An Eco-friendly Touch
on pg. 116
Our search for authentic and informative articles…
SEARCH solicits, original, well written, application-oriented, unpublished articles that reflect your valuable experience and expertise in the general manufacturing arena.
You can send us Technical Articles, Case Studies and product Write-ups. The length of the articles should not exceed 3000 words, while that of product write-up should not exceed 200 words.
The article should preferably reach us in soft copy (either E-mail or CD). The text should be in MS Word Format and the images in 300 DPI resolution and JPG format.
The final decision regarding the selection and publication of the articles shall rest solely with SEARCH.
So, join our endeavor to provide relevant and useful content to our readers…rush your articles, write-ups to

SEA
RC
H M
ay 2
011
Ad
Nam
e: B
osch
P
g N
o. 6
7
SEARCH May 2011 Ad Name: Bosch Pg No. 67
Bos
ch R
exro
th (I
ndia
) Ltd

SEA
RC
H M
ay 2011 Ad N
ame: R
enu Pg No. 68
SEARCH May 2011 Ad Name: Renu Pg No. 68


RENEWABLE MILESTONES
70 SEARCH - THE INDUSTRIAL SOURCEBOOK | M A Y 2 0 1 1
UNVEILING CLEANWith a dawning realisation that mankind is entirely dependent on depleting conventional sources of energy a sudden shift in R&D towards applications of renewables, be it wind, solar, hydro or a combination of all. Here’s profiling some of the renewable marvels which made the
SUMEDHA MAHOREY
FIRST FLOATING SOLAR POWER PLANT
Company: Tata Power & Sunengy, Australia Mission: To build a low-cost, solar powered plant that will float on waterTechnology: Liquid solar array technology – Liquid solar arrays uses traditional concentrated photovoltaic technology, a lens and a small area of solar cells that tracks the sun throughout the day. Floating the liquid solar array on water reduces the need for supporting structures and offers protection from high winds. In bad weather, the lenses submerge in water, cooling the cells and thus, increasing their lifespan & efficiency.Concept: Liquid solar array effectively turns a dam into a very large battery, offering free solar storage and opportunity for improved water resource management. Benefit: If India uses just one per cent of its 30,000 sq km of captured water with the technology, power generation equivalent to 15 large coal-fired power stations can be achieved. More info: Construction begins in August 2011.
HIGHEST REPORTED EFFICIENCY FOR THIN FILM SOLAR ACHIEVED
Company: GEMission: Highest-ever reported efficiency of nearly 13 per cent on a full-size CdTe thin film solar panelTechnology: Advanced solar module technologyConcept: The solar panel, produced on the PrimeStar 30-megawatt manufacturing line, was measured by the National Renewable Energy Lab at a 12.8 per cent aperture area efficiency. This panel is the most affordable solar technology in the industry. Benefit: A one per cent increase in efficiency is equal to an approximate 10 per cent decrease in system cost. Power electronics are critical for bringing renewable sources such as wind and solar into the mainstream, delivering economies of scale and providing stable connection to the grid.More info: GE intends to manufacture the record-setting solar panels at a new US factory that will be larger than any existing solar panel factory in the country.
WORLD’S FIRST PRACTICAL ARTIFICIAL LEAF
Company: Massachusetts Institute of Technology Mission: Built the world’s first practical artificial leaf that can split water into hydrogen and oxygen using sunlight at an economical costTechnology: An advanced solar cell that mimics photosynthesis
Concept: The cell, about the shape of a poker card but thinner, is fashioned from silicon, electronics and catalysts – substances that accelerate chemical reactions that otherwise would not occur, or would run slowly. The new leaf works under simple conditions and is highly stable. In laboratory studies, an artificial leaf prototype could operate continuously for at least 45 hours without a drop in activity.
Benefit: Placed in a single gallon of water under bright sunlight, the device could produce enough electricity to supply a house in a developing country with electricity for a day.More info: Presently the leaf is about 10 times more efficient than a natural leaf in carrying out photosynthesis.
SOLAR IMPULSE
Company: Solar Impulse (Project HB-SIA) Mission: Building the world’s first completely solar powered aeroplane Technology: Photovoltaic cells Concept: The plane runs entirely on solar energy derived from the 63.4 m wings of the plane, made up of 12,000 photovoltaic cells. The plane’s key structural elements have been built with a selection of lightweight composites. Benefit: The Solar Impulse team plans to make its round the world trip in 2013 to generate awareness about renewable energy. More info: The flight would circle the world in the northern hemisphere near the equator.

RENEWABLE MILESTONES
M A Y 2 0 1 1 | SEARCH - THE INDUSTRIAL SOURCEBOOK 71
the most abundant renewable energy is being witnessed in markets worldwide. This has resulted in emergence of innovative yet futuristic headlines in the recent past…
ENERGY FRONTIERSWORLD’S BIGGEST OFFSHORE WINDFARM
Company: VattenfallMission: Constructed world’s largest offshore wind farm producing 300 MW of electricity to suffice the energy needs of over 2,00,000 households. Technology: Offshore V90 wind turbinesConcept: Hundred turbines, each 115 m high with 44-metre blades, have been placed in eight lines covering a total area of 35 sq km, off Foreness Point near Margate, Thanet, UK.Benefits: The connection of Thanet’s 300 MW of capacity will boost UK’s offshore wind capacity by more than 30 per cent.More Info: The construction of Thanet Offshore Wind Farm has taken just over two years and the wind farm is expected to operate for at least 25 years.
WORLD’S BIGGEST OFFSHORE WIND TURBINE
Company: Wind Power Mission: Built world’s biggest offshore wind turbine Technology: 10MW Aerogenerator X Concept: It does not have the same weight constraints as a normal wind turbine and the blades do not suffer weight-induced fatigue. This new design is half the height of an equivalent horizontal axis turbine and its weight is concentrated at the base of the structure.Benefit: The Aerogenerator X is considered one of the only real alternative solutions available to help deliver offshore wind strategy in a reliable and cost-effective manner.More Info: Wind Power is in the process of signing a MoU with Arup for offshore projects.
WAVE HUB DEVICE
Company: South West Regional Development Agency Mission: Installation of Wave Hub device off the north Cornish coast, the UKTechnology: Wave powerConcept: The hub is a ‘socket’ placed on the seabed for wave energy converters to be plugged into; it will have connections to it from arrays of four kinds of wave energy converters. A cable from the hub to the main land will take electrical power from the devices to the electric grid. The total capacity of the hub will be 20 MW.Benefits: Wave Hub will be on the seabed for 25 years and help the world gain invaluable knowledge about how to tap the vast energy potential of the oceans in pursuit of clean, abundant renewable energy. More info: The Wave Hub will allow developers to transmit and sell their renewable electricity to the UK’s electricity distribution grid. Each developer will be able to locate their devices in one quarter of the 3 by 1 km (1.9 by 0.62 mi) rectangle allocated to the Wave Hub. A sub-sea transformer will be provided with a capacity to deliver up to a total of 20 MW of power into the local distribution network.
PROJECT PLANETSOLAR
Company: MS TÛRANOR PlanetSolar Mission: Building the world’s largest entirely solar powered boatTechnology: Photovoltaic cells Concept: The boat is covered in over 500 sq m of solar panels rated 93 kW, which in turn are connected to one of the two electric motors in each hull. The shape of the boat is designed such that it will be able to reach speeds of up to 14 knots. The boat’s hull has been model tested in wind tunnels and has been tank tested to determine the hydrodynamics and aerodynamics of the hull. Benefit: In its round the world expedition, the initiators of Project PlanetSolar are focussing on generating public awareness on the importance of renewable energies for environmental protection. More info: The 31 metre boat has been designed to be used as a luxury yacht after the record attempt is achieved.

RENEWABLE MILESTONES
72 SEARCH - THE INDUSTRIAL SOURCEBOOK | M A Y 2 0 1 1
EUROPE’S FIRST RENEWABLE SUPER GRID Company: Governments of Germany, France, Belgium, the Netherlands, Luxembourg, Denmark, Sweden, Ireland and the UK have joined hands to make the project a reality. Mission: To connect turbines off the wind-lashed north coast of Scotland with Germany’s vast arrays of solar panels and join the power of waves crashing on to the Belgian and Danish coasts with the hydro-electric dams nestled in Norway’s fjordsConcept: Joining energy sources solar, wind and wave into one grid with the help of a network, made up of thousands of kilometres of highly efficient undersea cablesBenefit: It will be an important step in achieving the European Union’s pledge that, by 2020, 20 per cent of its energy will come from renewable sources. More info: It will allow power trading between countries and that will improve EU’s competitiveness.
STRATA TOWER
Company: Developed by Brookfield, designed by BFLSMission: Constructed the world’s first skyscraper with built-in wind turbinesConcept: It is a 148-metre, 43 storey, 408 flat skyscraper at Elephant and Castle in London Borough of Southwark in London, England. It is one of the first buildings in the world to incorporate wind turbines within its structure. The three nine-metre wind turbines at the top of the building are rated at 19 kW each and are anticipated to produce 50 MWh of electricity per year. Benefit: The turbines are expected to generate sufficient energy to provide power for 8 per cent of the energy needs of the building.More info: Developers claim that the building will achieve 2050 CO2 target emissions and that (with the multi-utility services company in place in the area) it will achieve a predicted 73.5 per cent reduction in CO2 emissions.
WORLD’S LARGEST TIDAL TURBINE
Company: Atlantis Resources CorporationMission: Built the largest and most powerful tidal power turbine, the AK1000Technology: Tidal power turbineConcept: The turbine incorporates cutting-edge technology from suppliers across the globe. It has an 18 metre rotor diameter, weighs 1300 tonne and stands at a height of 22.5 meters. Benefits: The giant turbine is expected to be environmentally benign due to a low rotation speed while in operation and will deliver predictable, sustainable power to the Orkney grid.More Info: The AK1000 nacelle was fabricated by Soil Marine Dynamics in Newcastle in England and the gravity base structure and system assembly was completed by Isleburn Engineering, a member of the Aberdeen-based Global Energy Group.
UNDERWATER KITE-TURBINE
Company: Minesto Mission: Trial run of underwater kite turbinesTechnology: Deep Green is capable of operating in slower currents, while other comparable systems are able to operate only in faster currents.Concept: The kite, which at full size will have a wingspan of 8-14 metres, carries a turbine below it. The kite is tethered by a cable to the sea floor and then ‘flies’ in the tidal stream. It swoops round in a figure-of-eight shape to increase the speed of the water flowing through the turbine tenfold, just as a sailing boat cuts across the wind to go faster. That manoeuvre helps the kite generate renewable electricity in tidal streams. Benefits: The kite has neutral buoyancy and so, it does not sink as the tide turns. The turbine mouth is protected to stop fish from flying through. More info: Depending on the location and size of the kites, each will have a capacity between 150 and 800kW, and will be deployed in waters 50-300 m deep.
ENERGY SERVER
Company: Bloom EnergyMission: Developing a new class of distributed power generator, producing clean, reliable, affordable electricity at the customer siteTechnology: Solid oxide fuel cell technologyConcept: Fuel cells are devices that convert fuel into electricity through a clean electro-chemical process rather than dirty combustion. They are like batteries except that they always run.Benefits: Each server provides 100kW of power, enough to meet the base-load needs of 100 average homes.More info: The technology is capable of both energy generation and storage.


INVESTMENT SCENARIO
74 SEARCH - THE INDUSTRIAL SOURCEBOOK | M A Y 2 0 1 1
MODE
ultiple ecological advantages, depleting conventional energy resources, abundance of sites for tapping renewable sources and government
backing in the form of incentives have led to the emergence of the Indian renewable segment as one of the most sought after investment opportunity, not only for domestic companies but for foreign companies as well.
With vast a potential of renewable energy sources – wind, solar, hydro, biomass, geothermal, wave & tidal – India today boasts of the world’s largest programmes for renewable energy.
Globally, India ranks 5th in terms of exploitable hydro-potential and 4th in wind power generation. India’s power sector offers enormous potential for investments with requirements of over US$200 billion in the new investments projected over the next 10 years.
In 2010, India attracted private investments to the tune of $4 billion, ranking 10th among the G-20 countries. It also ranked 10th for five-year growth rates in renewable energy capacity and 7th worldwide in the amount of installed capacity. With a target of deploying 20GW of solar generating capacity by 2020, the country is poised to further grow its share in renewable.
India’s potential in renewables is luring companies to invest in this market. Supporting this, B Chandrasekar, VP – Sales, WinWind India, says, “The energy sector will be at the focal point of future economic equations and even more so for renewable energy. Going forward, it will be increasingly lucrative as the renewable energy prices will be market driven with the government giving more impetus on reducing carbon emission levels. With the recent steps taken by the Indian Government such as generation-based incentives, introduction of renewable energy certificates (RECs) and introduction of more stringent norms like renewable purchase obligation, the sector is certainly becoming more lucrative.”
M
With depleting conventional energy sources, exploration of green resources has taken the limelight on national agendas of countries worldwide. Keeping this in the backdrop, India has taken major steps to make its renewable segment lucrative as well as competent on the global map. Its impressive skyrocketing investment line up has made India secure a position among top 10 clean energy investments
for the first time. With lucrative avenues in sight, investing in renewables makes perfect business sense…
SUMEDHA MAHOREY
ON THEASCENT
Illustration By Uttam Rane


INVESTMENT SCENARIO
76 SEARCH - THE INDUSTRIAL SOURCEBOOK | M A Y 2 0 1 1
The Centre has taken major initiatives to woo capital investments from foreign players. According to government sources, it is estimated that over $200 million can be expected to flow into India by 2010-11 in the form of FDI for renewables. Such investments have risen at a compound annual growth rate of over 200 per cent in the last three years.
GROWTH ENABLING PARAMETERS Some of the factors, which have driven the growth of renewables in India, include the large demand-supply gap in electricity, low
gestation periods for setting up renewable energy projects with quick return, conducive government policies, increasing presence of PE funds in clean energy, a large number of financing options available for capital equipment, increasing awareness in the industry about eco-friendliness and significant presence of natural resources. Pointing out the recent trends in renewable investments, Chandrasekar says, “A surge has been observed in retail investments in the renewable energy segment. This can be primarily attributed to attempts at claiming accelerated depreciation benefits on renewable energy investments, which will expire by March 2012. Many of these retail investors have plans to expand as Independent Power Producers (IPPs) in future and extend the existing investments to their renewable energy investment portfolios.” He further elaborates, “With the rapid increase in power tariffs, many corporates are turning to renewable energy. The idea is to meet their captive requirements through green energy sources. This would ensure that their power requirements do not add up to a
large cost going forward. IPPs are also increasingly investing in renewable energy and enhancing their renewable portfolio. More such large-scale investments are also expected in future.”
Additionally, government backing in the form of mandate to increase the percentage of electricity to be generated from renewable energy and an attractive subsidy scheme to promote solar energy through the Jawaharlal Nehru National Solar Mission have become the key factors for increased investments in the Indian renewable industry.
But, as with every industry, this industry also has its share of challenges and opportunities. Keeping this in mind, companies need to critically scrutinise their entry into this lucrative market. According to Bhupendra Rajpara, MD, Energycon Conservation, some of the factors that these companies need to consider while entering this sector include: The company with whom the project is
being done, its background, market goodwill, performance reports, etc.
Location of the project & regulations of the state
Measures of green investment, viz, wind power field or solar energy
Total project cost and period of ROI (5-7 years)
Effect of the project on the people, etc.
REGULATORY FRAMEWORKRecent changes to the regulatory and fiscal policies around renewable energy in India are making it possible to increase the ROI in
renewable energy. Even then, it is costly to borrow in India. Also, there are limits on how much overseas borrowing can be introduced into a project and taxes are discouragingly high. But with the recent incentives given by state governments of Gujarat, Kerala, Madhya Pradesh, Maharashtra and Tamil Nadu, in the form of sales tax exemptions/deferment policies, the prospects of this segment have become lucrative. States have also created additional major policy initiatives to encourage private/foreign direct investment to tap energy from renewable sources of energy, including provisions of fiscal and financial incentives, simplification of procedures for private investment, including single-window permit procurement, reduced number of required governmental authorisations and unrestricted levels of foreign direct investment in the ownership of renewable energy projects. But the government needs to do more. Highlighting the measures that need to be taken by the government, Chandrasekar opines, “In addition to taking proactive measures on incentives and benefits offered to renewable energy projects, the Centre needs to explore,
PE Investments in Cleantech Sector
YearNo. of
InvestmentsAmount $M
2011 - YTD 6 50
2010 25 686
2009 23 316
2008 32 1,071
Source: Venture Intelligence
Smooth and fast processing of renewable projects with minimal red tapism in its all agencies is the need of the hour. Coordination with all concerned departments for fast processing of the project will definitely
help the segment in the long run.
BHUPENDRA RAJPARA,MD, Energycon Conservation
Reliable Partner/Company
Funding Rates(For global investors it makes sense to invest in India)
Revenue (Power Tariff X Generation) Reliable Product /
Technology
Good Project Sites
Figure 1: Five things companies should consider while entering the renewable market.


INVESTMENT SCENARIO
78 SEARCH - THE INDUSTRIAL SOURCEBOOK | M A Y 2 0 1 1
identify and allocate land for such projects to eliminate investor apprehensions on these accounts. Countries like Sri Lanka and Egypt, and our home state, Gujarat, have already initiated such efforts.”
BARRIERS TO INVESTMENTS According to a paper presented by the Government of India at Delhi International Renewable Energy Conference, there are several barriers to investment that have to be addressed. These include, the cost structure of renewable compared to fossil fuel technologies, the intermittency of renewable energy supply and the levelised costs of electricity. Direct and hidden subsidies for fossil fuels are additional important considerations in assessing the viability of renewables. Other challenges include:Optimal pricing of power generated from the renewable energy sources Quality and consistency issue of renewable power arising from the intermittent nature of electricity from wind and small hydropowerThe high costs of technology development and production Availability of financing, especially project finance for renewables Creditworthiness of counterparties The slow pace of rural electrification & pace of reforms in the rural electricity sector.
Elaborating on the entry barriers, Chandrasekar informs, “Inadequate power evacuation facilities, land resources (without environmental issues), etc., form major impediments to the turnkey wind energy project model, which is currently followed in India.”
Apart from this, the variability of many
renewable sources makes it difficult to guarantee that electricity supply will meet the demand at any time. Overcoming this will require investments in transmission capacity, careful management of demand load and the optimal use of dispatchable sources such as hydro – the three things the current market design and incentive structure does not accomplish.
Also, the levelised cost of energy from renewable sources is still higher for most renewable technologies than for the least-cost fossil fuel alternative, especially if one leaves out many external & hidden costs associated with fossil fuels, such as their local impacts on air pollution, health and climate change as well as the still existing subsidies for fossil and nuclear power. Lastly, the cost structure of renewables is problematic; all, except biomass, require large upfront investments followed by low operating costs later on. Raising the required capital for investments can make financing their construction impossible.
NEED OF THE HOUR A major impetus from the government, dedicated support from private companies coupled with a sense of responsibility towards the environment will help this market witness huge growth in the coming decades. But for this to become a reality, the government needs to eliminate red tapism at various administrative levels. Rajpara avers, “Smooth and fast processing
of renewable projects with minimal red tapism in its all agencies is the need of the hour. Coordination with all concerned departments for fast processing of the project will definitely help the segment in the long run. Additionally, incentives, in direct or indirect form, will help to make the investment process smooth and attract more investors in the field.” On the same note, Chandrasekar asserts, “Making non-arable wasteland, which holds potential for renewable energy projects, available to investors is a good way to enhance investments in
renewables. Another area, which holds promise and needs to be explored, is India’s long coastline.”
TAKING A RESPONSIVE STEP With increasing awareness levels and with catastrophies like the Fukushima Nuclear
Reactor incident during the recent Japan earthquake, increased reliance on renewable energy is becoming a more obvious and safer choice. Chandrasekar believes, “It is high time we realise that the world has been living far beyond its means and we need to contribute back to the Earth and focus on sustainable development.”
With a thought so relevant to the present, Rajpara points out, “The renewable
energy segment can surely turn the fortunes of a country by saving valuable Forex towards reduction of crude oil purchase from the international market and by reducing the pollution levels in the environment, resulting in increase in crop and other products in all natural fields.”
On this affirmative note, we present to you some of the most lucrative renewable projects in pipeline by India Inc in the ensuing pages…
Top PE investments in cleantech in 2010
Company Investors Amount $M Date
Moser Baer Projects Blackstone 300 Aug-10
Cethar Vessels Baring India 90 Dec-10
Green Infra IDFC PE 72 Sep-09
Bhilwara Energy IFC, FE Clean Energy 50 Jan-10Source: Venture Intelligence
Break up of cleantech investments 2007 - YTD
Sub sectorNo. of
InvestmentsAmount
$M
Renewable Power/Energy 25 773
Solar Energy 16 379
Water Treatment & Purification
14 126
Wind Energy 10 615
Waste Management 9 99
Bio Energy 8 85
Others 20 230
Source: Venture Intelligence
A surge has been observed in retail investments in the renewable energy segment. This can be primarily attributed to attempts at claiming accelerated depreciation benefits on renewable energy investments, which
will expire by March 2012.
B CHANDRASEKAR,VP – Sales, WinWind India
INDUSTRY UPDATE: “We Can Expect A 20 Per Cent Marketshare Of Renewables By 2030”
on pg. 60


INVESTMENTS AHOY!
80 SEARCH - THE INDUSTRIAL SOURCEBOOK | M A Y 2 0 1 1
Total investment: ` 66million
Project description: Setting up 1 MW hydro power plant
Place: Manawa, Harda district, Madhya Pradesh
Status: Work is in the planning stage
Total investment: Approximately € 400million
Project description: Setting up 40 MW Dhaula-Sidh hydroelectric electric project
Place: Sanotu Tehsil, District Hamirpur, Himachal Pradesh
Status: Work is in the planning stages
SATLUJ JAL VIDYUT NIGAM (SJVNL)
NARMADA VALLEY DEVELOPMENT AUTHORITY
THE GREEN INITIATORS
Total investment: ` 2749.60crore
Project description: Setting up 450 MW Shongtong – Karcham Hydroelectric Plant
Place: Kinnaur district, Himachal Pradesh
Status: Work is in the planning stage
HP POWER CORP
Total investment: $ 865crore
Project description: Setting up 150 MW wind power plants
Place: Rajasthan, Maharashtra, Karnataka and Tamil Nadu
Future plans: Phase II of 100 MW to be completed by September 2011
HINDUSTAN ZINC
Total investment: ` 13crore
Project description: 1MW Solar Engineering Procurement & Construction (EPC) project
Place: Punjab
Future plans: The company is in negotiations with the government for a 20 MW project in Gujarat
XL ENERGY


INVESTMENTS AHOY!
82 SEARCH - THE INDUSTRIAL SOURCEBOOK | M A Y 2 0 1 1
Total investment: ` 4981.7million
Project description: To set up 55 MW Boras hydro power plant
Place: Near village Chauras, Raisen district, Madhya Pradesh
Status: Work is in the planning stage and detailed project report is being made
NARMADA VALLEY DEVELOPMENT AUTHORITY
Total investment: ` 150crore
Project description: Setting up 10 MW solar photovoltaic power plant
Place: West Garo Hills and Ri-Bhoi district, Meghalaya is under consideration
Status: Proposals have been submitted to the Government of Meghalaya and negotiations are underway
AZURE POWER INDIA
Total investment: ` 90crore
Project description: Setting up 30 MW wind power plant
Place: Gujarat
Status: Work is in the planning stage
EMPORIS PROJECTS
Total investment: Undisclosed
Project description: Commencement of the first phase of the 15 MW wind energy generation project
Place: Tamil Nadu
Future plans: Simran Wind Project, a wholly owned subsidiary of Techno Electric & Engineering Company, plans to expand its existing capacity by another 200 MW – 125 MW by June 2011 and the remaining 75 MW by December 2011. The total projected cost for the expansion is `1,150 crore funded with a mix of debt-equity.
TECHNO ELECTRIC & ENGINEERING COMPANY
Total investment: Approximately € 6million
Project description: To set up a turbine blade factory having an initial production capacity of 300 MW. The company aims to localise production of its G9X-2.0 MW turbine in India in 2012.
Place: Gujarat
Future plans: Intends to set up additional manufacturing plants in the coming years to produce nacelles and towers in Gujarat andTamil Nadu
GAMESA


84 SEARCH - THE INDUSTRIAL SOURCEBOOK | M A Y 2 0 1 1
SIEMENS SWITCHGEAR UNIT – KALWA
THE THE STARPOWERSTARPOWER FACTORY FACTORY
W PRERNA SHARMA & PURNA PARMAR
Unmatched quality and precision packed operational performance are the two words that would best describe Siemens Switchgear unit at Kalwa. The continuous improvement programme complemented with lean as the cornerstone to success, the unit has recently been
awarded as a ‘Starpower Factory’ in the World. With the commitment to produce a perfect product every single time, the shop floor has been creating exceptional global benchmarks on the Indian soil. Take a look…
hat is that one most striking aspect that makes a company truly world-class? It is the continuous pursuit to provide users a global quality product having a
local flavour. Perhaps, this has been the success factor of almost all the leading MNCs who have been able to succeed in serving this vast domestic expanse.
One such company that stands tall in bringing out world-class best practices on the Indian soil and at the same time achieving
indigenisation is Siemens India. Siemens’ rich history in India boasts of its impeccable connect with Indian customers. Its innovative solutions offerings with tech-aid give the company an edge over others. The recently won ‘Starpower Factory’ award by its Switchgear unit at Kalwa reiterates its commitment towards bringing in innovation and technology for the Indian customers.
The credentials get all the more substantiated the moment you enter the premise of the switchgear unit at Kalwa. Its
precision-packed manufacturing atmosphere and its pursuit to deliver better than the best is demonstrated by each and every operational process. Though the facility is 35 years old, it is no less than a sprwaling new age and state-of-the-art manufacturing facility comprising of all the factors that make up for a world-class factory of tomorrow. Authenticating the fact, Bhaskar Mandal, Head – Industry Automation, Siemens, says, “It has been our continuous endeavour to keep the plant updated with the latest technologies. We deploy best in class

SEA
RC
H M
ay 2
011
Ad
Nam
e: C
&S
Pg
No.
85
SEARCH May 2011 Ad Name: C&S Pg No. 85

SEA
RC
H M
ay 2011 Ad N
ame: R
IICO
Pg No. 86
SEARCH May 2011 Ad Name: RIICO Pg No. 86

M A Y 2 0 1 1 | SEARCH - THE INDUSTRIAL SOURCEBOOK 87
SIEMENS SWITCHGEAR UNIT – KALWA
processes to address quality as well as productivity issues. The latest technologies have been incorporated in the areas of metals stamping, magnet manufacturing, plastic moulding, coil winding, packaging, assembly automation and product testing.”
The company maintains the fact that in its fast-changing competitive landscape, one needs to be quick enough to implement the best in class practices. To this, Hemant Narvekar, Chief Manager – Manufacturing, Switchgear Works, Kalwa, adds, “We regularly renovate the plant and keep on updating the technology to match the global standards. The best technologies available across the world are available on our shop floor in India. In fact, now, we are in the transition phase and are bringing in a new product line up SIRIUS. We have implemented one of the latest technologies via SIRIUS
introduction. Now a days, technology is implemented simultaneously with the parent company which earlier had a gap of 5-10 years. So practically, the products produced in Germany are being produced exactly in the same way in our shop floors in India.” Switchgear products manufactured at the Siemens switchgear facility at Kalwa are in line with the global quality standards set by Siemens and international organisations such as IEC, UL and CE.
SHOP FLOOR SECRETSThe Siemens switchgear factory at Kalwa manufactures products for low voltage control and distribution of electricity. The product spectrum consists of contactors, overload relays, air circuit breakers (ACB), Moulded case circuit breakers (MCCBs), Fuse switches, etc. It is one of the 23 worldwide facilities of Siemens AG manufacturing these products.
To simplify the entire manufacturing process, the shop floor has two main sections, namely; the part manufacturing and assembly. In part manufacturing, the plastic and metal components are manufactured, which along with other components are put together to form the finished product in assembly section. This involves processes like thermoplastic and thermoset injection moulding, resistance welding, induction brazing for Silver contact materials, magnet punching, riveting,
grinding, oiling and coil winding, etc. This follows with the assembly processes, which lead to the most crucial aspect i.e. testing of
each and every product. The last leg of the manufacturing processes is the packing and labelling. Needless to say the processes are automated and utmost care is taken keeping in mind the minutest details of the product.
Explaining the nitty-gritty of the process, Narvekar says, “As these are very critical products, we need to follow very stringent testing methodology. A lot of emphasis has been given on part production, resulting in comparatively high depth of manufacturing. We have our own local stamping and plastic shop. The precision that we require is extremely high. On the shop floor, all the machines are from Europe. The kind of precision, reliability and durability they offer is phenomenal. For core quality parameters, we need to have approval from our parent company in Germany. Products manufactured in all the factories globally should be of the same standard.”
QUALITY AT ITS BESTAlthough it sounds very simple at first glance, a careful look at all the activities and the precision maintained in each and every process is what makes it complex yet interesting enough to demystify the intricacies of the shop floor. Talking about the best practices adopted by the unit, Mandal mentions, “One of the best practices adopted in the Siemens switchgear plant is the continuous improvement programme (CIP), which is inherited from Amberg,
Siemens AG, Germany. This programme has five areas of focus, namely Basic, Customer, Employee, Process and Finance.
Moving magnets undergoing grinding process for perfect matching with fi xed magnets for contactors
Photo by Mexy Xavier
Pho
to b
y M
exy
Xav
ier

88 SEARCH - THE INDUSTRIAL SOURCEBOOK | M A Y 2 0 1 1
SIEMENS SWITCHGEAR UNIT – KALWA
Each area is headed by a key owner and the entire CIP programme is co-ordinated by a CIP coach. The CIP programme has a definite framework to quantify improvement, thus providing the basis for target setting and continuous monitoring of scores at the five key levels.”
According to Mandal, the CIP programme is different from the conventional improvement initiatives as all small or big improvement initiatives are identified by the respective CIP key owners in their areas in order to achieve their targets. The overall progress of all the five parameters is then presented in the form of a ‘Spider Chart’ and in every key, the best performer is suitably rewarded. “Regular training and interaction of people with Siemens AG, Amberg plant, Germany, which is considered the best in the world in these types of products, ensures high levels of competency, which is a key aspect for the success of this programme,” says Mandal.
Discussing the stringent quality measures, Mandal avers, “Our quality is driven by a culture of zero tolerance for defects (ZTFD) involving nine elements pertaining to quality. The quality culture is also embedded in our PLM process. The elements of our ZTFD are customer integration, embedded quality in processes/projects, consistent supplier management, business-driven quality planning, focussed quality reporting, broad qualification on quality issues, continuous improvement, spirit by management involvement and control & support role of quality managers.”
As has been emphasised earlier, the company maintains utmost precision in its production process. To attain the same, they do not compromise on the quality of the smallest component involved in the manufacturing of a product.
Being a global manufacturer, Siemens possesses mammoth knowledge on the various intricacies of manufacturing, which is shared globally by various facilities. These are validated by the R&D teams at regular intervals. Commenting on the same, Mandal says, “The final product is the result of a comprehensive research in the area of manufacturing technology, raw material and manufacturing process. A lot of research goes into making special raw materials. To make the contact material, we have tied-up with the best in class silver manufacturers. This also extends to other raw materials like plastics, where we work closely with our suppliers to ensure the best in class quality. New manufacturing processes are developed to make parts that meet even the most specific requirements of our customers. We give a lot of importance to quality consistency. For instance, when we
make a moulding or stamping tool, our aim is not to produce just a very good first sample, but to produce a perfect product every single time.”
“We have a global R&D setup in India. This setup is exclusively used for the design and development of global switchgear products. Our R&D is followed by a detailed product lifecycle management process (PLM). The PLM process has defined milestones with elaborate checklists to ensure error-free design and minimise risk. Only after clearing one milestone, the team is allowed to proceed to the next. This helps in taking care of issues at the right time and ensuring right time to market. Our in-house facilities for product type testing and life testing help us validate the products for new and existing products,” says Mandal.
STARPOWER GIVES WINGS TO FLYThe Siemens headquarter in Germany initiated a factory certification programme called ‘Starpower Factory’ to raise the performance standards of all facilities in terms of world-class parameters in delivery, quality, asset management, cost productivity and deploying globally benchmarked management practices.The certification is based on:a) Monthly evaluation of 13 key
performance indices (KPIs) covering all areas of factory operations viz; quality costs before and after delivery, supplier reliability and quality, cost productivity, inventory turns and so on and so forth
b) Periodic assessment of all functional processes and areas in the plant by global experts.
Siemens has been associated with India since 1867.
The first Indo-European telegraph line connecting London and Kolkata was laid by Siemens.
DID YOU KNOW?
Speed with Perfection: Automatic and high speed multi spindle coil winding with self adjusted tension during entire winding.
Rain water harvesting for preserving water
Pho
to b
y M
exy
Xav
ier
Pho
to b
y M
exy
Xav
ier
Photo by Mexy Xavier


90 SEARCH - THE INDUSTRIAL SOURCEBOOK | M A Y 2 0 1 1
SIEMENS SWITCHGEAR UNIT – KALWA
Only those factories with a composite score of > 90 (max 100) are certified as ‘Starpower Factory’ and are given an opportunity to manufacture new products locally as well as expand the local business and get global recognition.
The application of norms set by the Starpower programme has transformed the local to global mindsets. A spirit of competitiveness and a strong desire to make a mark on the global map charged everyone in the switchgear factory at Kalwa.
The ambience of the shop floor was radically transformed to international standards. Material flows were streamlined and visual controls were installed for supplier sensitivity and timely procurement.
Rolling displays and PC-based displays were installed for daily awareness of quality & delivery performance and a reminder of one’s contribution. An online system for capturing employee suggestion was introduced, which resulted in workmen participation improving from 34 per cent in 2009 to 56 per cent in 2010.
The factory surpassed year after year with new performance peaks in quality, cost and delivery in 2008, 2009 and 2010.
A GLOBAL PLAYERThe products manufactured in India are in line with the manufacturing practices followed in Germany and match all the Indian manufacturing
standards. Mandal adds, “Our plant uses state-of-the-art manufacturing and testing equipment to produce world-class products. We have been awarded one of the best manufacturing locations globally by Siemens AG.”
In order to be world-class, a company also needs to sharpen a few core competencies like quality, design, manufacturing processes and R&D. Siemens gives the highest importance to all these parameters to deliver a unique product that best suits customer requirements. Cementing this fact, Mandal informs, “Siemens products are tried and tested globally for validation of their designs. The
products go through design updates for the Indian market that suit the local environment without affecting the core values. For instance, the products have been made robust against the low/high voltage conditions in India.”
While the company establishes itself as a world-class facility, it has also been sensitive towards realising its responsibility towards environment conservation. Being ISO 14000 certified since 2006, the company follows stringent internal environment guidelines. “Our products and processes are ‘Restriction Of Hazardous Substances (ROHS)’ compliant since 2005. The factory is also equipped with rain harvesting and a water recycling plant. In line with our environment, health & safety (EHS) governance model, we are enrolling for the OHSAS Certification this year,” informs Mandal.
CONTINUOUS IMPROVEMENT IS THE ONLY WAY TO GO…Siemens switchgear products are in use over the past four decades. That in itself is ample credence of the trust and reliability that the company provides its customers. Mandal feels that the company and its switchgear operations
are constantly striving to be on top through continuous innovations and improvements. He says “Energy requirement in India is going to grow exponentially in the next few years. This growth will demand high performance oriented products that are also sustainable and efficient in the long term. We have upgraded the plant with new processes required for the manufacturing of new product line SIRIUS”. It is probably this quest for constant innovation and excellence in quality that makes Siemens stand out in the Indian market.
Autimatically wound coils waiting for soldering…
Self driven ventilators to keep temperature of the plant cooler by 2 to 3 degree.
It has been our continuous endeavour to keep the plant updated with the latest technologies. We deploy best in class processes to address quality as well as productivity issues. The latest technologies have been incorporated in the areas of metals stamping, magnet manufacturing, plastic moulding, coil winding, packaging, assembly
automation and product testing.
BHASKAR MANDAL,Head – Industry Automation, Siemens
Pho
to b
y M
exy
Xav
ier
Pho
to b
y M
exy
Xav
ier
START-UP STRATEGIES: ThinkLABS Technosolutions
Equipping GenX Wiz Kids
on pg. 122




ASSOCIATE DEAN & DIRECTOR, LSCM RESEARCH CENTRE, UNIVERSITY OF SHEFFIELDASSOCIATE DEAN & DIRECTOR, LSCM RESEARCH CENTRE, UNIVERSITY OF SHEFFIELD
94 SEARCH - THE INDUSTRIAL SOURCEBOOK | M A Y 2 0 1 1

M A Y 2 0 1 1 | SEARCH - THE INDUSTRIAL SOURCEBOOK 95
NDIA, A GLOBAL MANUFACTURING HUBThe factors India should consider in order to become a global manufacturing hub include skills, innovation, cutting-edge technology, infrastructure, research & development, integrated policy, plan &
system and an attractive foreign investment policy. These factors should be supported via a strong international leadership using the supply chain concept, i.e. linking the Indian suppliers, manufacturers, distributors and customers to the global supply chain as well as the role of a tripartite model of partnership between the government, industry and university. This will help in evaluating and examining what works in favour of ‘Made in India’ tag. I think India holds immense potential for companies to become global leaders. It is a hotbed for rapid development and growth.
TRAITS OF A GREAT LEADERA great leader possesses great vision, fosters international relations, as well as takes a focussed approach towards sustained economic growth with a strong emphasis on education. The underpinning of a government, industry and university to work in partnership, the underpinning of a country to work in partnership with other countries and regions requires a great leader to steer the prudent
partnership in the right direction. To me, former UK Prime Minister Tony Blair and the former UK Deputy Prime Minister Lord John Prescott are two of the most inspirational leaders.
DRIVING SUSTAINABLE DEVELOPMENT Sustainable development and sustainable innovation go hand in hand. It requires careful master planning. Setting the master plan for India’s sustainable development will prove beneficial as it will provide a clear vision on key priorities not only for new sectors to grow (eg. the low carbon sector), but also on how existing sectors can make use of this opportunity to become more innovative in product and service development that are fit for the purpose of current and future market demand. This will also help set the agenda on what needs to be retrofitted and developed to enable India to become known for key innovations in key fields.
ENABLING FACTORS TOWARDS INNOVATIONThis requires intervention by designing innovation in the curriculum of the education system, cultural change in organisations, infrastructure & facility and skills & expertise. This can be achieved by working in partnership with international leaders, not necessarily
in India, but around the world. Partnership is the key for making innovations happen. As far as attaining cost leadership is concerned, it will only work in specific situations and sectors, and part of the supply chain. A more sustainable leadership is what we should look at. Innovation should be measured with the great developmental cycle. The success of innovation can be measured by the growth and the size of the market that lies not just within the boundary of the sector, but also crosses into new markets in its application.
CAPTURING GLOBAL MIGHTThe manufacturing sector is the lifeblood of the economy in the world. This needs to be supported and carefully managed to thwart threats arising due to climate change, food security, resources scarcity, oil & gas supply, social security, and so on and so forth. Both developed and developing economies must work together with a strong leadership from G20 to achieve a ‘balanced deal’ towards a sustainable and low carbon future. Innovation and cutting-edge technology led by great international business mindset and vision will transform companies to become global manufacturing leaders.
To become globally competitive, companies need to build their foundation on the basis of continuous improvement/kaizen; continuous development, partnership, and co-opetition. Adding to
these, being competent in terms of quality, cost and delivery will drive the operational excellence of companies in the years to come.
Moreover, gaining global marketshare depends on the industry and sectors where Indian companies are strong at. Regardless of a specific industry or sector, a strong leadership is fundamental.The need to adopt a step change or radical change approach depends on risks and rewards. Think about the trends andthe future; understand what is changing right now and whatneeds to be changed to ensure that we are moving in the right direction.
ATTAINING INSPIRATIONAL GROWTH The five factors that would aid companies in attaining inspirational growth momentum include: Ownership of IP, patent, license and innovation Capturing tacit knowledge, skilled workforce and valuable
assets Cash and capital reserve rich Strong supply chains and partners Strong market and demand chains.
I
“Both developed and developing economy must work together with strong leadership from G20 to achieve a ‘balanced deal’ towards a sustainable and low carbon future,” says Professor Lenny Koh, Associate Dean & Director – LSCM Research Centre, The University of Sheffield, UK. During a conversation with Prerna Sharma, Prof Lenny discusses the importance of partnership in building a competent economy. Excerpts…
PARTNERSHIP IS THE KEY FORMAKING INNOVATIONS HAPPEN
ASSOCIATE DEAN & DIRECTOR, LSCM RESEARCH CENTRE, UNIVERSITY OF SHEFFIELD


EXECUTIVE DIRECTOR, RAMKY GROUP
M A Y 2 0 1 1 | SEARCH - THE INDUSTRIAL SOURCEBOOK 97
Interview
‘Integrated Solid Waste Management Is The Only Solution To India’s Waste Management Problems’M Goutham Reddy, Executive Director, Ramky Group .........................................................................98
‘It Is Important To Turn Towards Short-cycling Of Water Resources And Recover Water’Bart De Gusseme, Faculty Of Bioscience Engineering, Laboratory For Microbial Ecology And Technology, Ghent University ...............................................................................................................................100
HAZARDOUS WASTE MANAGEMENT: Ensuring Sustainable Development ..............................104
EFFLUENT TREATMENT: Every ‘Clean’ Drop Counts .................................................................108
VERMICOMPOSTING: Adopting Ecologic To Disintegrate Waste ................................................112
WEALTH OUT OF WASTE: Giving Waste An Eco-friendly Touch ................................................116

EXECUTIVE DIRECTOR, RAMKY GROUP
98 SEARCH - THE INDUSTRIAL SOURCEBOOK | M A Y 2 0 1 1
ASTE MANAGEMENT IN INDIA Currently, waste management in India is quite fragmented and most concessions & contracts are not well integrated. It can be said that the current state of affairs in the area of waste management is less than five per cent of the current legal requirements.
Hence, companies involved in this segment need to be more proactive if India has to manage its waste. There are many unexplored areas in waste management and companies involved in the same will witness a significant growth in the coming years. At the end, we, at Ramky, believe that there is no choice but to make significant contributions.
WASTE MANAGEMENT EQUIPMENT
MANUFACTURERS’ FUTUREThere are ample opportunities available for equipment manufacturers in the country, specifically in the collection and transport of wastes. Today, most of our current equipment are quite rudimentary and require a revamp, which again points towards the growing demand for new-age equipment. The opportunity in the future will be mostly for high-end products and not for the existing ones. In fact, we have already seen the demand for high-end products rising in the country.
LATEST HAZARDOUS WASTE TECHNOLOGIES The various technologies involved in dealing with hazardous wastes include, waste stabilisation, chemical fixation, encapsulation, incineration and secured landfill. In addition, recycling of hazardous wastes is being
W“Waste management is an interesting opportunity. However, this is for people having a passion for waste. They also ought to have a
passion for environmental improvement as this needs significant social objectives as well,” says M Goutham Reddy, Executive Director, Ramky Group, in an exclusive interview with Sandeep Pai. Excerpts…
Is The Only Solution To INDIA’S WASTEMANAGEMENT PROBLEMS
INTEGRATED SOLID WASTE MANAGEMENT

EXECUTIVE DIRECTOR, RAMKY GROUP
M A Y 2 0 1 1 | SEARCH - THE INDUSTRIAL SOURCEBOOK 99
done in areas of waste/used oil, solvents and lead batteries, among others. The hazardous wastes market in India is slightly more matured as compared to other countries.
WASTE TO WEALTH TECHNOLOGIES FOR ENTREPRENEURS Waste to wealth is a wonderful and useful concept of recycling. Some of the key areas where investment potential still remains to be tapped include solvent recovery, oil, batteries, plastic and paper, among others.
ADVICE FOR NEW ENTRANTS Waste management is an interesting opportunity. However, this is for people having a passion for waste. They also ought to have a passion for environmental improvement as this needs significant social objectives as well. It is also pertinent to note that environmental and waste management business is an environmental liability-based business and hence, high quality, social objectives and passion are very essential for examining this as a business opportunity.
INTEGRATED SOLID WASTE MANAGEMENTIntegrated solid waste management is the only solution to India’s waste management problems. In several industrial clusters, the integrated form of waste management is already prevalant. The problem arises in the case of municiplities where the entire waste management is done by 10 contracts, thus, resulting in a lot of confusion and blame game. There is a need to bring in integrated systems in this segment as well.
R&D ACTIVITIES IN WASTE MANAGEMENT Unfortunately, the R&D activities in waste management in India is not sufficient. This has forced us to use international research, which, in a lot of cases, do not work for India. This is primarily because the characteristics of waste are very different here. Thus, the country needs to guage its own reasearch for better results. This should be strongly encouraged and needs a much desired focus.
RAMKY’S FUTURE STRATEGY We believe that if India has to sustain its projected 8-10 per cent growth rate, it has to invest into the infrastructure segment at a significant pace (say 6-7 per cent gross capital formation will be required). This provides a huge opportunity and Ramky Group intends to participate in this space. Further, Ramky’s interests are aligned to long-term environmental improvements and hence, fits into the overall national requirement. Ramky would work in the areas of civil and environmental infrastructure with a specific focus on waste management and will make significant investments into waste management in India and other parts of growing economies globally to create sustainable growth.
RAMKY ENVIRO ENGINEERS’ FUTURE PLANS Ramky Enviro Engineers, would significantly invest into environment & waste management in the coming years. We believe that this is essential for the country, industry and for overall improvement of society. We are currently operating in the areas of medical/hospital wastes, industrial/hazardous wastes, municipal wastes, e-wastes, recycling and integrated evironmental services and would want to excel in all these areas. In future, we would like to expand even further in all of these areas so that we can contribute significantly towards the environment.

FACULTY OF BIOSCIENCE ENGINEERING, GHENT UNIVERSITY
100 SEARCH - THE INDUSTRIAL SOURCEBOOK | M A Y 2 0 1 1
ROWTH OF EFFLUENT TREATMENT INDUSTRY IN THE LAST DECADEA few decades ago, biological treatment of wastewater was introduced to remove the abundant organics present in the effluent stream. Microbiologists and process engineers managed to create processes
whereby carbohydrates, lipids, proteins – the so-called ‘chemical oxygen demand (COD)’ – are taken up by bacterial cells that grow on it and convert it into CO2, which escapes into the atmosphere. In conventional activate sludge (CAS) systems, this process is performed in aerated basins.
Further development of the effluent treatment technology were focussed on the removal of inorganic nutrients – nitrogen (N) and phosphorus (P). By means of a combination of the denitrification and nitrification process, all nitrogen species are converted into nitrate and further removed from the wastewater by reduction to nitrogen gas, which escapes into the atmosphere as well. The phosphorous can be removed from the wastewater as solids coagulation-precipitation process’.
Although the processes described above are a remarkable demonstration of technical ingenuity, these methods of sewage
treatment are very energy-consuming (e.g. aeration) and demand an expensive further treatment of the excess sludge produced by the CAS process. Therefore, anaerobic digestion (AD) of raw sewage has gained interest in the last decade. Using this process, one is able to convert COD into valuable biogas (CH4), which can be harvested for energy production. Moreover, AD is less energy-consuming since it does not need aeration and the amount of excess sludge produced is far less than in the CAS process. Large full-scale upflow anaerobic sludge blanket (UASB) reactors are being built all over the world since the beginning of the 21st century.
MAJOR CHALLENGES FACED BY EFFLUENT TREATMENT SERVICE PROVIDERSThe major challenges faced by service providers are compliance with effluent quality standards that their customers need to meet in the minimum investment and operational cost possible and using a low areal footprint.
Industries demanding large amounts of process water want to reuse the water resources. In certain cases (e.g. food industry, aquaculture), the hygienisation of the effluent stream for water reuse is of utmost importance.
G
“In the perspective of the requirements for global sanitation and the necessity to generate a sustainable bio-economy, there is an urgent need to completely rethink and redesign the various currently used process lines dealing with wastewater,” avers Bart De Gusseme, Faculty of Bioscience Engineering, Laboratory for Microbial Ecology and Technology, Ghent University, in an interaction with Mahua Roy. Excerpts…
RECOVER WATER
IT IS IMPORTANT TO
SHORT-CYCLING OFWATER RESOURCES AND
TURN TOWARDS


FACULTY OF BIOSCIENCE ENGINEERING, GHENT UNIVERSITY
102 SEARCH - THE INDUSTRIAL SOURCEBOOK | M A Y 2 0 1 1
Membrane filtration processes are appropriate technologies, which allow proper wastewater treatment with a low areal footprint and further hygienisation, if needed, is possible. This is also one of the most innovative techniques developed in the last decade. Using membrane bioreactors (low pressure microfiltration or ultrafiltration), one can apply much higher sludge densities as compared to the CAS process, thus allowing faster treatment of waste streams and retention of bacteria and other pathogens. Further removal of xenobiotics and salts can be performed with high pressure nanofiltration/reverse osmosis.
YOUR TAKE ON BIOTECHNOLOGY IN HANDLING EFFLUENT WASTEThe biotechnological processes allow one to treat a very complex mix of chemicals and materials dissolved and suspended in water in such a way that treated industrial effluents can be safely discharged. Using biotechnology, one can now eliminate major pollutants such as organics (COD), nutrients (N and P) and all forms of disease-causing agents at a reasonable price, even when starting from polluted sources such as domestic wastewaters.
Biotech industries and universities should join forces to further develop knowledge about biotechnological processes such as anaerobic digestion and to lower the investment and operational costs of the biological treatment steps. One remarkable example is the oxygen-limited autotrophic nitrification/denitrification (OLAND) process, which makes the complete removal of nitrogen possible in one reactor and is 60 per cent more energy-efficient than the two-step nitrification-denitrification process.
CHEMICAL INDUSTRY AND EFFLUENT TREATMENT Nowadays, chemical industries need to cope with stringent effluent quality standards from their local or national governments. They face high levies in case they do not comply with these standards. Therefore, they are willing to implement effluent treatment at their production sites. Even the big corporates having their own state-of-the-art R&D facilities approach the universities in order to develop site-specific processes. Moreover, industries requiring large amounts of process water
are looking to reuse their water resources as much as possible. Since the water resources are getting scarce and thereby more expensive, chemical industries are willing to take the efforts needed to guarantee the quality of their effluents so it can be reused on site.
EFFLUENT TREATMENT SCENARIO IN THE YEARS TO COMEEffluent treatment is, at present, fixed on the concept of ‘disposal from the site of production’ and ‘total dissipation’. Yet, this approach is costly and is unsustainable on a global scale. It is thus of prudent importance to turn towards efficient recovery of water, energy and the valuable materials present in raw sewage. The anaerobic digestion process offers the possibility to recover the energy kept in the residue and the implementation of large UASB reactors will definitely grow in the next decade. For N and P recovery, clever processes are available such as struvite precipitation, which enables the recovery of a valuable fertiliser. The first upscaling steps have been taken and more nutrient recovery strategies will follow.
In the recent years, there is a growing concern about the fate of trace organic pollutants such as pesticides, pharmaceuticals and personal care products since a large fraction of these micro-pollutants and/or metabolites thereof reach wastewater treatment plants (WWTPs) after human
consumption and excretion. WWTPs have been identified as a major environmental source of these compounds because they are currently not designed to eliminate micro-pollutants.
The presence of persistent pharmaceuticals in WWTP effluents and the receiving surface waters has been frequently
reported. Especially since the discovery of the feminisation of male fish because of exposure to estrogens present in the discharge water, governmental organisations are striving for the implementation of quality standards for certain micro-pollutants present in micrograms to nanograms per L in the effluents.
Both physicochemical methods (ozonation, UV, activated carbon) and biologically driven methods (co-metabolic removal by nitrifying cultures, dehalogenation by means of biogenic palladium nanoparticles) are currently under investigation. If these emerging contaminants get included into the legislation, these concepts will need to be implemented at the full-scale treatment plants.
ENSURING EFFICIENT WATER MANAGEMENTOverall, effluent treatment engineers have done a good job, so far. Yet, both in the perspective of the requirements for global sanitation and the necessity to generate a sustainable bio-economy, there is an urgent need to completely rethink and redesign the various currently used process lines dealing with wastewater. It is important to turn towards short-cycling of water resources and recover water, energy & nutrients, while adequately abating pathogens, heavy metals and trace organics. The key process to advance is anaerobic digestion. If the digestion is done under thermophilic conditions, the overall mix is to a large extent pasteurised and thus hygienised residual liqour can be further used or treated to recover the fertiliser nutrients it contains. Microbial processes to reconsider critically and, most possibly, to abandon in the treatment design are nitrification, denitrification and biological phosphate removal.
New processes and biotechnologies are ready to be implemented for new and much cleverer effluent treatment and should find their way to the water treatment industry in the next decade and to the cities of the future.
Biotech industries and universities should join forces to further develop knowledge about biotechnological processes such as anaerobic digestion and to lower the investment and operational costs of the biological
treatment steps.
DESIGN DYNAMICS: “Innovation Is Not A One-time Event, But A Continuous Process”
on pg. 144


104 SEARCH - THE INDUSTRIAL SOURCEBOOK | M A Y 2 0 1 1
Rapid industrialisation has been key to economic growth. But one of the downsides is the generation of large quantities of hazardous wastes. The adverse impact of indiscriminate disposal of hazardous wastes on the environment is assuming significance globally. This has necessitated the importance of implementing waste minimisation. Waste minimisation is a process of continual improvement and companies wanting to be in the league of green promoters should adopt the same sooner than later.
Hazardous waste under the Hazardous Materials (Management, Handling and Transboundary Movement) Rules, 2008 is defined as any waste,
whose physical, chemical, reactive, toxic, flammable, explosive or corrosive characteristics are harmful or could pose a threat to health or environment. The waste could be hazardous in its present form as well as when it comes in contact with other wastes or substances.
It can have an adverse impact on the environment and human health & safety and can cause death, illness or injury to people and other living creatures or destruction of the environment by polluting soil, air and surface water & underground water, if improperly treated, stored, transported or discarded. Right from chemical industries to IT, hospitals, agricultural practices, households generates hazardous wastes on a daily basis. India generates at least 6.2 million tonne of hazardous wastes every year, of which, 2.7 million tonne is landfilled.
All industries – small-scale as well as large scale – generate hazardous wastes. SMEs generate around 50 per cent of industrial output and therefore, the pollution caused by them is around 60-65 per cent. Large scale industries, on the other hand, can have their own treatment and disposal facilities. However, for small as well as medium-scale industries, this option is not feasible. Hence, there is a need for setting up disposable hazardous waste treatment, storage and disposal facilities (TSDFs).
LAND DISPOSAL Earlier, land disposal was the most commonly utilised waste management practice. This brought forth the need for having a legal framework to deal with hazardous waste management. There exist rules & regulations – the recent being the Hazardous Materials (Management, Handling and Transboundary Movement) Rules, 2008, which have been amended several times. These rules mention all the necessary precautions &
measures that should be followed when handling, managing and disposing of hazardous wastes. As a result, the liabilities and operating costs associated with land disposal have encouraged industrial waste managers to consider source reduction and on-site & off-site recycling opportunities as management alternatives to land disposal.
THE WASTE HIERARCHYIn the waste hierarchy and 4R – reduce, reuse, recycle & recover – principle, the most effective approaches for managing waste are at the top. In contrast to waste minimisation, waste management focusses on processing waste by concentrating on reusing, recycling, and recovering (waste-
ENSURING SUSTAINABLEDEVELOPMENT
Hazardous wastes are categorised based on their toxic nature and should be disposed only after proper treatment. The treatment and disposal of these wastes should be scientific and should meet the norms of the Hazardous Materials Rules.Landfill-able hazardous waste tonne/year (44%) 2.7 millionIncinerable hazardous waste tonne/year ( 7% ) 0.4 millionRecyclable hazardous waste tonne/year ( 49% ) 3.1 million
HAZARDOUS WASTE MANAGEMENT

HAZARDOUS WASTE MANAGEMENT
M A Y 2 0 1 1 | SEARCH - THE INDUSTRIAL SOURCEBOOK 105
to-energy conversion or waste to compost).
Recycling and recovery & treatment process set ups are expensive and demand a good deal of technological know-how, especially in the case of hazardous wastes. It would add on to extra transportation costs if the treatment facilities are not in the vicinity and after treatment, it would occupy landfill space.
The treatment and disposal of wastes depends upon the toxicity of the material. The higher the toxicity, the more expensive will be the treatment required. Most of the large industries have their own in-house waste minimisation and TSDFs. However, for SMEs, since it is not economically feasible to have such a facility, they have a common/regional TSDFs in the industrial belts, for instance, there are such facilities at Thane-Belapur belt, Taloja industrial belt, Ankleshwar industrial areas, etc.
WASTE MINIMISATION Hazardous waste minimisation has become the need of the hour. Waste minimisation refers to an action that reduces the amount and/or toxicity of chemical/industrial wastes that must be shipped off-site for the disposal of hazardous waste. Waste minimisation can be achieved by avoiding or reducing the excessive use of resources and optimising its requirement.
The US Environmental Protection Agency (EPA) has drafted a plan, which will guide organisations and stakeholders to effectively
implement waste minimisation. The plan suggests:Top Management Support: According to EPA, effective implementation of the waste minimisation plan would require the involvement of the entire hierarchy of a system. Measures such as making waste minimisation part of an organisation’s policy, setting explicit goals & targets, implementing recommendations, training employees, designating a waste minimisation officer/coordinator, recognising accomplishments, publicising success stories, etc. will be required to initiate the plan.Characterisation of Waste
Generation: This includes a waste accounting system, which will track the types & amounts, rates & dates of generation, determination of true costs associated with waste management and cleanup, including, costs of regulatory oversight, paperwork,
loss of production, materials, employee exposure, employee health care and possible future corrective action.Periodic Waste Minimisation Assessments: EPA believes that most successful waste minimisation assessments have at least two common elements. These are: Identification opportunities at all points
in a process where materials can be prevented from becoming waste
Analysis of waste minimisation opportunities based on the true costs associated with waste management and cleanup.
Treatment, storage and disposal facilitiesTreatment, storage and disposal facilities have been set up at 22 different places in 10 states in India. The total waste handling capacities of TSDFs is about 1.5 MTA and there is a deficit of about 1.2 MTA for landfill-able wastes.
Gujarat 7Maharashtra 4Uttar Pradesh 3Andhra Pradesh 2Himachal Pradesh 1Madhya Pradesh 1Punjab 1Rajasthan 1Tamil Nadu 1West Bengal 1Total 22
Incineration process Hazardous wastes are supposed to be destroyed completely to curb its harmful consequences. Incineration is used for this purpose. The following table indicates the number of incinerators with incineration capacity and the deficit, which needs crucial attention:Common incinerators 14 in 7 statesIndividual incinerators 127 in 12 statesTotal incineration capacity 3,27,705 MTAPresent generation of incinerable waste in the country
4,15,794 MTA
Deficit of incineration capacities 88,089 MTA
Most Preferable
Avoid
Reduce
Reuse
Recycle
Recover
Treat
Dispose
Least preferable
DEALING WITH THE FERMENTATION CRISIS Modification in the fermentation process in distilleries, which witnessed the conversion of batch process distillery to dual process, is not only economically beneficial, but also beneficial from the point of reduction in pollution load. However, many distilleries are facing environmental issues pertaining to the treatment and disposal of distillery spent wash, i.e. the unwanted residual liquid waste generated during alcohol production. Pollution caused by it is one of the most critical environmental issues faced by distilleries. Many technologies have been tried to treat spent wash, but none of these methods proved to be effective or economically viable to achieve the standards set by the pollution control board.Considering the problem of treating distillery spent wash to meet the regulatory standards, M/S SSK Distillery in Akluj in Maharashtra – a distillery unit producing alcohol with a production capacity of 30 KLPD – has adopted ‘dual biofermcen process’, a modified fermentation process to reduce the quantity of spent wash generation. This change in technology has not only reduced the spent wash generation by 40 per cent, but has also increased the production capacity by 100 per cent.
CASE STUDY
Parameter Conventional Dual BiofermcenFermentation efficiency 80-83% 89-90%Ethanol concentration 7% 8-8.5 % v/vSpent wash water generation 172 m3/day 134.5 m3/day% spent wash reuse Nil 25%Steam used 59.3 T/d 51.9 T/dEffluent Generation 450 m3/day 240 m3/day
Waste Hierarchy

HAZARDOUS WASTE MANAGEMENT
106 SEARCH - THE INDUSTRIAL SOURCEBOOK | M A Y 2 0 1 1
Cost Allocation: EPA wants generators to allocate costs to the activity that produced the wastes. This assigns responsibility rather than allowing waste production to get mingled with overhead numbers.Technology Transfer: EPA believes it is important to seek or exchange technical information on waste minimisation from other parts of the organisation/facility, from other companies/facilities, trade associations/affiliates, professional consultants and university or government technical assistance programmes.Programme Evaluation: EPA recommends that a facility implement the recommendations identified by the assessment process, evaluations, waste minimisation teams, etc. to conduct a periodic review of the programme’s effectiveness. The reviews can then be used to provide feedback and identify potential areas for improvement.
WASTE MANAGEMENT IN SUPPLY CHAIN Processes right from procuring raw material to its storage, processing, logistics and dispatching the finished product to its customer, involve instances wherein there is waste generation. These can be minimised by adopting certain techniques or by making certain modifications in the existing procedures. Processes to ensure internal supply chain control would include: Procurement Control: This includes:
Resource optimisation: This refers to optimising the requirement of resources for any process on grounds of amount, type, etc. This will avoid those resources, which are not crucial and will include source reduction, thereby eliminating the generation of waste at source. In addition, substituting hazardous chemicals with non-hazardous ones is a way of minimising waste. For example, using Alconox to clean glassware instead of chromic acid-based cleaners and avoiding equipment containing mercury, whenever possible. Purchasing control: This includes the selection of dealers who are authorised for dealing with: - Hazardous material/other non-
hazardous chemicals - Selecting products, which may/may not
be hazardous
- Selecting its most feasible type and quality
- Selecting right purity standards as even the slightest impurity can degrade catalyst performance, thereby amplifying waste generation
- Ordering its exact amount- Appropriate packaging- Avoiding duplicate orders - Procuring from suppliers that are ready
to provide quick deliveries, trained and skilled personnel who can reduce mishandling, etc.
Inventory Control: This includes ordering exact volumes considering the raw materials’ durability, rotating chemical stocks to prevent outdating, promoting sharing among common users, redistributing unused chemicals to other users or returning them to vendors. When storing hazardous materials, all the safety precautions have
to be taken as per the guidelines to prevent any accident, which can cause health hazards and material wastage, thereby minimising waste generation at the storage phase. This would lead to savings as it would reduce overrates.
Operational Controls: Efforts taken towards waste minimisation during this process stage can prevent a lot of wastage. Consider a company that uses algae inhibitor in their cooling tower. By shielding their tower from the sun, they reduced their inhibitor use by half.
UNIQUE TECHNIQUESThe phases of supply chain, other than internal supply chain, also involve the loss of material and waste generation, if proper measures to avoid it are not taken. Here are few other controls, which play a significant role in hazardous waste minimisation:Reuse of Byproducts: Instead of recycling scrap material or disposing a chemical byproduct, it should be reused if it complies with the physical and chemical parameters of the process. A perfect example of how the chemical market can influence waste minimisation would be the production of polyvinylchloride (PVC). During the production of PVC, waste streams of Hydrochloric Acid (HCl) are produced. These streams are traditionally handled through chlorinolysis, which uses the HCl stream to produce carbon tetrachloride.
Hazards of dumping wastes Open dumping of hazardous wastes is illegal because of its harmful and sometimes, lethal consequences. The following table shows the number of illegal dump sites in Indian states.State Dump
SitesState Dump
Sites Karnataka 18 Andhra Pradesh 42Punjab 14 Maharashtra 10Uttar Pradesh 10 Orissa 07Rajasthan 01 Gujarat 06Tamil Nadu 02 Assam 05
TECHNOLOGY MINIMISES HAZARDOUS WASTE GENERATION Acrylonitrile is a useful monomer that is used to manufacture plastics and synthetic rubber among other important chemicals. It is highly flammable, toxic and carcinogenic. Its production in the US was 1.45 million metric tonne in 1995. Each metric tonne of acrylonitrile manufactured requires 400 metric tonne of cooling water for process use. Typically, about 0.5 per cent of cooling water is discarded to prevent buildup of slime and solids during recirculation. This discarded water called blow down contains toxins used as bactericides and fungicides and is hazardous. For every 400 metric tonne of cooling water used (per tonne of product), two metric tonne of wastewater is generated, i.e. a total of about 2.9 million metric tonne of wastewater produced from the acrylonitrile industry in the US alone. Assuming a waste treatment cost of $0.08 per gallon, the waste treatment costs per tonne of product is:(2,000 kg water) x ($0.08/gallon water) / (3.785 kg/gallon water) = $42 per tonne of the product.A closed loop refrigerant system could perform the necessary cooling duty for around $17 per tonne of product. For a 1,00,000 tonne/year facility, this could result in a saving of around $2.5 million annually. Assume a total plant cost of $400 million. The cooling water system would cost two per cent of the total plant cost, while the refrigeration system would cost twice as much. This puts the refrigeration system cost at $16 million. It is likely that over the life of the plant, especially with tightening regulations, the refrigeration system will easily pay for itself. Not to mention that is helps keep waste generation to almost nothing.

HAZARDOUS WASTE MANAGEMENT
M A Y 2 0 1 1 | SEARCH - THE INDUSTRIAL SOURCEBOOK 107
This process requires high temperature and pressure as well as significant capital investments. In the past, this investment could be justified through the revenue produced by selling carbon tetrachloride. Ever since the carbon tetrachloride market has grown weaker, HCl has become more valuable as a reactant in the PVC process. Thus, most plants utilising the oxychlorination method of PVC production are using catalytic fluidised bed reactors to recycle HCl to the process. Improved quality control, process monitoring and best practices: This leads to lessening the volume of reject batches. Also, separating hazardous wastes from non-hazardous wastes will ensure good inventory control, housekeeping and training of personnel. Regular inspection and continuous monitoring will help detect flaws during the initial stages itself. In addition, good handling practices, such as simple modifications and controls in the use of equipment, can also avoid the generation of hazardous wastes. For example, a container containing hazardous chemical should be used for the same chemical. If it is used for different chemicals, then it has to be washed several times. The water used to wash the
container becomes a hazardous waste.Waste exchanges: Here, the waste generated in one process becomes a resource for another process. The waste exchange concept was first implemented in Europe in response to the rising raw material cost and scarcity of land that could be used for disposal. Waste exchange can be defined as an operation that engages or assists in the transfer of either waste materials or information concerning waste materials. The factors to be considered while judging the economic feasibility of an exchange of waste include, the relative cost of virgin raw materials and costs associated with land disposal or treatment, transportation, recycling or processing prior to reuse and purity requirements. For example, using molasses obtained from sugar industries as a raw material for alcohol production in distilleries, using used detergent’s plastic bottles of FMCG companies as refuse derived fuel in cement industries, etc.
GAINING GROWTH PASTURES Appropriate implementation of hazardous waste minimisation and strategies pertaining to the same can help save resources, time, energy and reduce health hazards. Apart
from being an economically feasible option, hazardous waste minimisation will not only ease pollution levels, but will also help save a lot of landfill space. Deficits in treatment facilities may not be a cause of worry if hazardous waste minimisation programmes are in place. While initial technological set ups in some cases may prove to be expensive, installing the same will ensure long-term benefits. In many cases, these costs are covered up by the savings generated during the implementation of the entire minimisation plan.
Dr. Amiya Kumar Sahu is the founder of National Solid Waste Association of India (NSWAI). He holds a PhD degree from USA in Environmental Sciences and ME in Solid Waste
Management from IHE (Delft), Netherlands. He pioneered the project of Industrial Toxic and Hazardous Waste in Thane Belapur Industries (which comprise of more than 3500 Chemical Industries) and to establish a Common Disposal of Toxic and Hazardous Waste in the region by joining hands with the Danish company Chemcontrol A/S. He truly believes in the principle of 3Es ie, Ethics-Environment-Economics.E-mail: [email protected]

EFFLUENT TREATMENT
108 SEARCH - THE INDUSTRIAL SOURCEBOOK | M A Y 2 0 1 1
It may be more than just a prophecy that the Third World War would be fought for the reason of water. The sooner the industry realises the importance of this invaluable asset, it will not only earn accolades and applause but also be an integral part in presenting a secure future for the generations to come. To achieve this objective, the Indian chemical industry will have to adopt eco-friendly strategies to better its water and wastewater management techniques.
Chemical industry, in particular, has been at the receiving end due to its adverse impact on the environment. But, the recent years have seen the
industry taking more responsibility to change the outlook towards this issue by using better and greener technologies for production. This coupled with an increasing investment towards effluent treatment methods, show the change in attitude the
chemical industry is harbouring. Even the government has taken various
steps to solve the problem of effluent treatment being faced by chemical manufacturers, especially small & medium enterprises (SMEs). It has established Common Effluent Treatment Plants (CETPs) to make matters simpler for the SMEs.
BENEFITS OF CETPAccording to Dr Hari Reddy, Director - R&D (Asia-Pacific), NLC Nalco, “CETP is
one of the best management practices where the effluent from several different industries can be treated at a common plant. This is becoming an important concept for small-scale industries, which cannot afford effluent treatment in their facility.” The Ministry of Environment and Forests (MoEF) has taken due notice of this fact and has been at the forefront of promotion of CETPs in the country. To minimise environmental pollution caused by SMEs, cleaner production technologies
MAHUA ROY

EFFLUENT TREATMENT
M A Y 2 0 1 1 | SEARCH - THE INDUSTRIAL SOURCEBOOK 109
and formation of waste minimisation circles are being encouraged in India.
The MoEF has initiated a financial support scheme for CETPs to ensure the growth of SMEs in an environmentally compatible manner. The provisions of the scheme for fund support are as follows: State government subsidy: 25 per cent
of project capital cost Central government matching grants:
25 per cent Loans from financial institutions: 30 per
cent of project capital cost Contribution from SMEs: 20 per cent of
project capital cost.The concept of CETP was adopted as a
way to achieve end-of-pipe treatment of combined wastewater to avail benefits of scale-of-operation. In addition, CETP facilitates reduction of number of discharge points in an industrial estate for better enforcement, and also makes available the
skilled manpower for proper treatment of the effluent discharged.
The growing problem of wastewater treatment is being widely acknowledged by end-user industries as well as effluent treatment solution providers. Manufacturers agree that the Indian chemical industry is open to the acceptance of sophisticated technologies in line with the stringent government policies and harbour a responsible conscience towards the environment as well.
PRESENT SCENARIO“With a revenue of around $4 billion, the Indian water and wastewater market is growing at 8-10 per cent. While this
segment is highly fragmented and unorganised, it is likely to mature in the future with large-scale private investments in infrastructure projects which will support new technologies with Joint Ventures (JV) between Indian companies and leading technology companies globally. This will accelerate maturity and support innovations,” foresees Sanjay Choudhary, Chief Technology and Sustainability Officer, Tata Chemicals.
The change in outlook can be seen quite visibly in the industrial scenario. Return on Investments (RoIs) are being given a priority while making decisions regarding effluent treatment. “The Indian chemical industry is open to accepting better technologies as long as there are established references for their usage in similar functions. The purchase decisions are now evaluating lifecycle costs of technologies and are looking at the overall project cost as against the earlier custom of using capital costs as a primary basis for purchase decisions. This has increased the acceptability of the upcoming technologies. Between performance, safety and lifecycle costs, the balance of the average Indian customer is inclined towards lifecycle costs as against the developed countries where the tilt is significantly towards performance and safety,” says Paresh Vora, Senior Manager, Siemens Water Technologies.
But, there is still a long way to go to achieve the desired level of acceptance by the chemical industry. “It is difficult to convey the value of an effluent treatment programme in monetary terms to the customer since it is not a direct revenue for the customer and many smaller industries
never realise the hidden value of such a programme,” says Dr Reddy.
NEW CONCEPTSAs Choudhary effectively describes the current scenario, “Effluent treatment in the last decade has moved from the traditional outlook of being looked upon as a burden to that of realisation of risks and opportunities alike with increasing interest in recovery and cost reduction. It is emerging as an important sector of growth and investment. The persistent and ongoing work by technologists and researchers over the years has resulted in many innovative concepts and ideas. This can be summarised as the Reduce, Recover, Reuse approach.”
To meet the changing needs of the industry, effluent treatment solution providers are putting in constant efforts to upgrade their offerings. “Due to the
Changing approach towards wastewater treatment Approaching the effluent management to reuse the treated water
rather than to discharge it by meeting the regulatory limits in view of increasing constraints on availability of water and the cost of disposal
Utilisation of one industry’s effluent to treat that of another in an integrated complex or chemical industry clusters, etc, and build an environmental supply chain mimicking the nature’s biological supply chain
Production of commercially valuable products from the effluent before reuse or disposal
Adoption of process integrations & intensification methods and cleantech & greentech road maps by leading chemical producers
Source: Tata Chemicals
CETP is one of the best management practices, where the effluent from several different industries
can be treated at a common plant. This is becoming an important concept for small-scale industries which cannot afford effluent treatment in their facility.
DR HARI REDDY,Director – R&D (Asia-Pacific), NLC Nalco
With a revenue of around $4 billion, the Indian water and wastewater market is growing at 8-10
per cent. While this segment is highly fragmented & unorganised, it is likely to mature in the future with large-scale private investments in infrastructure projects.
SANJAY CHOUDHARY,Chief Technology and Sustainability Officer,
Tata Chemicals

EFFLUENT TREATMENT
110 SEARCH - THE INDUSTRIAL SOURCEBOOK | M A Y 2 0 1 1
awareness of limited access to good quality water, stringent regulations have been imposed by the government on industries that limit the amount of fresh water that a plant can withdraw and the quality & quantity of the wastewater it can discharge. These regulations and scarcity of water have made the industries move towards the concept of Zero Liquid Discharge (ZLD) plant design instead of disposing wastewater to the environment,” voices Dr Reddy.
ZERO DISCHARGE: A REALITY! ZLD is a wastewater recovery methodology for industrial applications. The scarcity of valuable freshwater resources, concerns about the environmental impact of industrial wastewater discharge and increasing regulatory controls make a compelling case for recycling & reuse. Efficient and innovative management of entire water cycles for industrial applications are heading towards ZLD, allowing businesses to save money, reduce environmental impact and meet legislation for discharge.
ZLD evaporator systems for concentrating liquid waste streams allow the user to recover distilled water from waste streams, including: Boiler, scrubber or cooling tower
blowdown Demineralisation waste Flue gas scrubbing wastewater Landfill leachate, oilfield, mine and plant
drainage Reverse Osmosis (RO) concentrate Metal finishing wastewater.
Crystallising systems for ZLD reduce wastewater discharge and, in many cases,
these can allow chemical manufacturers to capture valuable byproducts. Typically, an evaporator or RO system is used to pre-concentrate wastewater. Crystallisation or evaporation then produces water for reuse as well as recovering specific salts.
Thermal evaporative treatments for industrial wastewaters eliminate the liquid waste streams from a plant and allow the recovery of high-quality water for reuse. In many cases, this can reduce plant water consumption by 10-90 per cent. Using ZLD systems, it may also be possible to capture valuable byproducts, which may be sold to offset treatment costs. The potential risks associated with plant waste streams are also reduced.
RECYCLING FOR A BETTER TOMORROW Water recycling is becoming a necessity in today’s world. Under constant threat of climate change, explosive population growth and wastage of water, there is tremendous pressure on this basic & valuable resource. While industrial growth and unplanned water utilisation for agricultural usage have depleted ground water levels in many parts of India, the growth of urban clusters have put pressure on the available water. Increasing levels of sewage and industrial effluents have created the threat of pollution.
“Water reuse allows communities to become less dependent on groundwater and surface water sources. Additionally, water reuse may reduce the nutrient loads from wastewater discharges into waterways. This will eventually help in reducing pollution and preserving the resources,” opines K
Chakravarthy, VP – Water & Waste Solutions, Thermax.
Also, oil refineries, which are said to be the major contributors towards water pollution, are adding to their responsible side. “Since our refinery is located in an arid region of India where rainfall is scanty and unpredictable, it is imperative that we make use of every drop of water that is sourced through the costly desalination processes. To fully utilise our resources, liquid effluent is fully treated so that it can be reused in the refining process. This treated water is mainly utilised as service water in refinery operations and as fire water make up. We are also installing RO plants, which will enable Essar to treat this water further, to the extent that it can be used as cooling
tower make up and boiler feed water,” says C Manoharan, Head – Refinery, Essar Oil.
Besides, Essar has developed a green belt and planted more that 3,00,000 trees covering about 25 per cent of its refinery area. It has also carried out mangrove plantations and coral transplantation at its marine facility in co-ordination with the forest department. An ultra modern marine and environment laboratory is also being developed by Essar to closely monitor the marine ecosystem in consultation with National Institute of Oceanography.
Such examples set by corporate India pave the way for not only growth in GDP but also manifold in respect and recognition across the globe. The day is not far when the laudable efforts of the Indian chemical industry will be cited by many as an exemplary foundation towards a cleaner, greener, brighter and better tomorrow.
Courtesy: Chemical World
Water reuse allows communities to become less dependent on groundwater and surface
water sources. Additionally, water reuse may reduce the nutrient loads from wastewater discharges into waterways. This will eventually help in reducing pollution and preserving the resources.
K CHAKRAVARTHY,VP – Water & Waste Solutions, Thermax
To fully utilise our resources, liquid effluent is fully treated so that it can be reused in the
refining process. This treated water is mainly utilised as service water in refinery operations and as fire water make up.
C MANOHARAN,Head - Refinery, Essar Oil
The purchase decisions are now evaluating lifecycle costs of technologies and are looking at the overall
project cost as against the earlier custom of using capital costs as a primary basis for purchase decisions. This has increased the acceptability of the upcoming technologies.
PARESH VORA,Senior Manager, Siemens
Water Technologies


VERMICOMPOSTING
112 SEARCH - THE INDUSTRIAL SOURCEBOOK | M A Y 2 0 1 1
Vermicomposting is the least polluting process that uses resources in a sustainable manner. It uses earthworms to recycle waste materials in an environment-friendly way. The technique used to create compostable organic materials has evolved over the ages and has proved to be an efficient method of waste management.
ermicomposting is the process of feeding earthworms with organic waste to form vermicompost, an organic manure. It refers to the
accelerated and controlled decomposition of organic waste, using composting worms and mesophilic bacteria active in the temperature range of 20oC to 45oC.
COMPOSTING WORMSThe types of worms used in vermiculture units are not worms that are commonly found in gardens. Worms used in vermiculture units tend to process larger amounts of organic material, reproduced in confined environments, such as vermiculture units and cope well with disturbances, such as feeding and maintenance procedures, when compared with other common species. The worms used in vermiculture are surface burrowing earthworms also known as composting worms. These types of earthworms feed on rotting organic material. Some popular varieties of composting worms are African night crawlers (Eudrilus Eugeniae), Eisenia Foetida and Perionyx Excavatus. A blend of these composting worms is the most ideal in Indian conditions. Composting worms operate only in the top 200 mm surface area. So, the system has to be designed in such a way that the worms can operate in the most optimum manner.
Vermicomposting is an environmentally sound technology (EST) according to the criteria defined by the United Nations Environment Program (UNEP). They define EST as being less polluting, using resources in a sustainable manner, recycling more of their wastes & products and handling all residual wastes in a more environmentally acceptable manner
than the technologies for which they are substitutes.
SCIENCE OF VERMICULTUREThe processing of compostable organic materials via vermiculture is an aerobic (high oxygen) process performed by worms and micro organisms. The basic science of this process can be seen in Figure 1. When organic materials are loaded in a vermiculture unit, bacteria, fungi and other micro organisms begin to decompose or ‘eat’ them. The worm population works with these microscopic organisms. Worms scavenge and eat the decomposing products (such as sugars, proteins and simple carbohydrates) released by the micro organisms and even eat the micro organisms. Consequently, a well managed vermiculture unit involves the maintenance of conditions that are ideal for the survival and growth of micro organisms and worms. Ideal environmental conditions for vermicomposting include: Air: At least 10 per cent oxygen (O2)
present in the bedding where the worms are actively feeding (there is 21 per cent of O2 in normal air).
Moisture: The moisture content of the bedding material should be between 60 and 90 per cent.
Warmth: The ideal bedding temperatures should be between 20 and 2500C, but worms will survive between 5 and 3500C.
Food: This includes fruits, vegetables, mixed food organics, paper, etc.
Absence of pests: Here, insect larvae compete with the worm population and pose a public health hazard.
Protection: From predators and environmental extremes.
PROCESSED WASTE MATERIALS A range of compostable organic materials can be processed in vermiculture units. However, some form of pre-processing may be required. Pre-processing involves: Size reduction to increase the surface
area for micro organisms to attack Mixing to achieve a suitable structure,
moisture content and nutrient balance.Even shredded cardboard can be
processed in a vermiculture system. The composting worms tear apart shredded cardboard and start eating it. The addition of cardboard to food waste optimises the vermicomposting process.
TYPES OF VERMICOMPOSTING UNITS
The types of vermiculture units include: Continuous flow in-vessel systems The term in-vessel signifies a containerised unit in which vermiculture, compost or anaerobic digestion-based processes are performed. Containers vary in size, configuration, degree of automation and level of process control. In-vessel systems are often used for the treatment of putrescible organics in populated areas as they have minimal or no significant impact on the environment (e.g. through the
V
Figure 1: A vermiculture process
ADOPTING ECOLOGIC ADOPTING ECOLOGIC TOTODISINTEGRATE WASTEDISINTEGRATE WASTE


VERMICOMPOSTING
114 SEARCH - THE INDUSTRIAL SOURCEBOOK | M A Y 2 0 1 1
generation of odour, leachate or attraction of pests orvermin).
The term continuous flow signifies that the process of waste loading can be performed continuously without any time restriction as experienced in batch systems. Also, gravity vermicompost is released on a continuous basis because of gravity. The manure is collected at the bottom in easily handled plastic trays. Loading of waste is from the top. Continuous flow technology is the most efficient type of on-site, vermiculture system and the least labour intensive. In-vessel systems have a very fast processing period for the conversion of waste material into vermicompost in seven days. In-vessel systems can store organic waste material for up to 30 days without causing any foul odours.Pit-based vermicompost systemsPit-based systems are a simple and relatively popular design for small-scale (domestic) vermiculture applications. This type of unit consists of concrete pits that houses all bedding, worms and vermicast with feed applied to the top surface. Waste to manure generation can take up to 45 days. The system requires large amount of space.
Windrow vermicompost systemsWindrow systems are a traditional, low technology method for large-scale vermiculture activities. They consist of long beds placed on the ground with compostable organic material being applied to the surface and sometimes covered to reduce the incidence of pests. Windrow systems are relatively inefficient as nutrients are lost through volatilisation and leaching and they require large areas of land. These systems also process organic materials relatively slowly taking between one and six months.
THE VERMI WAY Thousands of small-scale and even some bigger industrial units simply dump their
waste, more often, in open spaces and nearby water sources. While strict pollution control norms are in place, they are dodged by many industrial units either hoodwinking or ‘managing’ the state pollution control boards. However, there is a gradual change in the mindset and attitudes of the people running manufacturing businesses. In fact, some industries are making attempts to keep up to the norms while trying innovative methods of managing their waste. In such a scenario, vermicomposting of industrial sludge has proved to be a bane for smaller and bigger industries.
Jaideep Saptarshi, Executive Director, Vermigold EcotechE-mail: [email protected]
Environment-friendly solutions Sesa Goa installed its first digester-based vermiculture system at Codli iron ore mine in March 2004. They also installed another system at their pig iron plant at Amona.
ONGC Uran plant, which accounts for 50 per cent of India’s oil production, and 15 per cent of India’s natural gas production also installed this system way back in 2004.
UNIQUE PRACTICES


WEALTH OUT OF WASTE
116 SEARCH - THE INDUSTRIAL SOURCEBOOK | M A Y 2 0 1 1
Rapid increase in industrialisation has resulted in the generation of massive amounts of wastes all across the country. Thus, in order to ensure a clean, green and modern future, it has become imperative to dispose of the generated waste. In such a scenario, the government, large companies and entrepreneurs are on the constant look out for solutions and technologies, which can help generate wealth out of this waste. Here’s presenting some of the ways, which have been tested and successfully implemented worldover.
According to PetroStrategies, a consulting, research and training organisation, the world can expect to run out of oil in 2057 and natural gas in 2064. In
addition, according to the Environmental Protection Agency (EPA), the US generated over three million tonne of ‘e-waste’ in 2008 only 13.6 per cent of which was recycled. The rest was disposed of either in landfills or in incinerators. With the world’s oil supply dwindling and non-recycled plastics on the rise, we will soon have no more resources to make our plastics (the hydrocarbons-based ones) for our electronics! Thankfully, we may now have a solution!
Agilyx, a company in Oregon, has come up with an idea to solve our plastic pollution problem that may not only increase the lifespan of our oil supply, but it could also reduce the e-waste in landfills. The company’s patented process converts ground up plastic waste into synthetic crude oil. Using a set of four primary vessels and some other secondary processing equipment, Agilyx can convert 10 tonne of plastic into about 2,400 gallons of crude per day. First, the waste plastic is ground up and then placed into a cartridge that is placed into one of the vessels. Hot air is circulated around the cartridges to melt the plastic and then turn the plastic into a gas. The gas is then pulled through a central condensing system, where it is cooled and condensed into synthetic crude oil.
The impurities are filtered and gases, which do not condense, are made environment-friendly and then released
into the atmosphere. The oil can then be sold to a refinery where it is mixed with crude from the ground and then distilled.
PLASTIC TO FUEL A project on similar lines has been running successfully in India. MK Aromatics and Harita-NTI, a joint venture company between TVS and Northern Technologies International Corporation (NTIC), US, have together set up the first polymer energy plant in South Asia in Alathur, Chennai. With only one machine in operation currently, the plant runs on an extraordinary technology that converts plastics into crude oil. M K Merchant, CEO, M K Aromatics believes that it is just a small beginning and the country needs to implement this fascinating technology elsewhere as well.
Plastic wastes from 1,700 companies of Ambattur Industrial Estate Manufacturers Association (AIEMA) are
collected in two containers placed in the north and south of the industrial estate. The collection of waste is done by Max Landfill Solutions, which also collects additional wastes from in and around the city by placing proprietary containers designed specifically to carry plastic waste. After the regular collection, the waste goes to a 24-hour processing centre operated by MK Aromatics. One of the key advantages of this system is that the process can tolerate high
GIVING WASTE AN
EC FRIENDLY TOUCH
According to the Environmental Protection Agency, the US generated over three million tonne of ‘e-waste’ in 2008 only 13.6 per cent of which was recycled.
Illus
tratio
n B
y S
anja
y D
alvi


WEALTH OUT OF WASTE
118 SEARCH - THE INDUSTRIAL SOURCEBOOK | M A Y 2 0 1 1
amounts (up to 30 per cent of the mix) of other contaminants in the input plastics waste stream. Talking about the kind of plastic that is being fed, Merchant says, “Excluding PVC and PET, any form of waste plastic be it LDPE, HDPE or propylene can be fed as input.” A salient feature of the chemical plant is that the waste plastic does not require much segregation or sorting.
The main part of the system is the reactor, which is the heat transducing device. The reactions, which take place inside, are based on catalytic de-polymerisation. The waste processing is carried out under hot condition in atmospheric pressure under no air conditions. The heat is supplied in a number of individually controlled heating zones for better results.
During the process, some byproducts such as carbon dust and C1 to C4 gas are produced. But the inherent features of the machine prevent them from harming the environment. This is done by feeding back C1 to C4 gas to the reactor to maintain the temperature. Once the process is complete, the generated high-grade crude oil is further processed in a refinery, if required. It is directly used to power low-rpm machines such as electric generation turbines. “No further refining is required before usage. Some of our customers request for unrefined products,” Merchant adds, “But sometimes, to add value to the product, we further refine it.” The quality of end products is superior than what is available in the market claims the Chennai Petroleum Corporation (CPCL).
The plant has made major contributions to protect the environment and has proved to be a successful capital generating business model for MK Aromatics. According to Xybernetizen Incorp, the total investment required for installing the machine is Rs 10 crore on a turnkey basis. This amount can be recovered in five years time as more than Rs 200 lakh can be generated per annum if the plant runs to its fullest capacity. Moreover, the land required for setting up the machine is in the range of a few acres. Even the energy required to run the process is approximately30 KW of electrical energy, which is equivalent to around 30 litre of heating oil per hour.
The polymer energy technology developed by Zbigniew Tokarz has won several industry awards, including the prestigious 2006 European Environmental Press Award for innovative waste
management solutions. The system is very robust by design and can easily process typical plastic waste such as used agricultural/mulch film, silage wrap and other soiled agricultural plastics, metallised plastics, plastic laminates, printed plastics etc. The technology makes sure that non-plastic contaminants are converted into ash and are automatically removed from the system. During the operation, a process called catalytic pyrolysis is used to efficiently convert plastics to crude oil. It provides an integrated plastic waste processing system, which offers an alternative to landfill disposal, incineration and recycling.
PLASTIC TO CONSTRUCT ROADSApart from diesel, plastics can be used to construct roads as well. Plastic used in road construction has proved to be very beneficial in several parts of the country. But the use of plastic waste has been a concern for scientists and engineers for a quite long time. Recent studies in this direction have shown some hope in terms of using plastic waste in road construction i.e., plastic roads. The idea was conceptualised after an initial study was conducted by a Bangalore-based firm and a team of engineers from RV College of Engineering, Bangalore, in 1997. Plastic roads mainly use plastic carry bags, disposable cups and PET bottles that are collected from garbage dumps, as an important ingredient of the construction material. When mixed with hot bitumen, plastics melt to form an oily coat. Waste plastic is ground into a powder. Bitumen is mixed with 3-4 per cent of plastic, which increases the ability of the bitumen to withstand high temperature and makes the road retains its flexibility during winters.
The plastic waste acts as a strong ‘binding agent’ for tar making. The plastic waste is melted and mixed with bitumen in a particular ratio. Normally, blending takes place when temperature reaches 45.5°C, but when plastic is mixed, it remains stable even at 55°C. Roads laid with plastic waste mix are observed to be better than the conventional ones. The binding property of plastic makes the road last longer besides
giving it added strength to withstand more loads. While a normal ‘highway quality’ road lasts four to five years, it is claimed that plastic-bitumen roads can last up to 10 years. Rainwater will not seep through because of the plastic in the tar. So, this technology will result in lesser road repairs. And as each kilometre of road with an average width requires over two tonne of polyblend, using plastic will help reduce non-biodegradable waste.
The cost of plastic road construction may be slightly higher as compared to the conventional method. However, it will prove to be very good for entrepreneurs in the infrastructure sector, as they can reap much higher benefits than the cost. Plastic roads would be a boon for India’s hot and extremely humid climate, where temperatures frequently cross 50°C and torrential rains create havoc, leaving most of the roads with big potholes. Some success stories already exist in Karnataka.
TYRE RECYCLINGWhile waste, such as plastics, has opened the doors for business opportunities in the country, there is a vast scope seen in doing business when it comes to the recycling of tyres. Apparently, more than 33 million vehicles have been added to the Indian roads in the last three years. Also, about 80 million tyres are a part of these 33 million vehicles, which include two, three, four and six wheelers. Though the tyre has been one of man’s most useful inventions, if the increasing numbers are not managed, it will pose a potential threat to the environment. However, with time, companies have realised this and have innovated ways and means to manage the increasing tyre production by developing the huge tyre
Currently, India produces 90,000 metric tonne of reclaimed rubber, which is sold at Rs 25-30 per kg.

SEA
RC
H
May
201
1 A
d N
ame:
Mits
ibhi
shi
Pg
No.
119
SEARCH May 2011 Ad Name: Mitsibhishi Pg No. 119

SEA
RC
H M
ay 2011 Ad N
ame: E
mpireC
able Pg No. 120
SEARCH May 2011 Ad Name: EmpireCable Pg No. 120

WEALTH OUT OF WASTE
M A Y 2 0 1 1 | SEARCH - THE INDUSTRIAL SOURCEBOOK 121
recycling industry. While the recycled tyres have been used for various purposes such as cushioning on boats, burning for warmth during winters, swing ride seats (in rural Indian context) and, at the most, landfilling, it can be used for various other purposes, which even the Indian tyre recycling industry is not aware of.
A tyre is typically made of natural rubber, styrene-butadiene rubber (SBR), polybutadiene rubber (PBR), carbon black, nylon tyre cord, rubber chemicals, steel tyre cord and butyl rubber (BR). Its recycling includes the following stages: Crumb: Rubber crumb is the material
resulting from granulating scrap tyres into uniform rubber granules.
Reclaimed Rubber: It is the recycled old tyre rubber, which can be used as a substitute for natural & synthetic rubber. Understanding the size of the business
opportunity, a typical passenger car tyre contains 24-28 per cent of carbon black, 40-48 per cent of natural rubber and about 25 per cent of synthetic rubber including SBR and butyl rubber. These need to be recovered from tyres for fear that they are wasted away. Currently, India produces 90,000 metric tonne of reclaimed rubber,
which is sold at Rs 25-30 per kg, but does not produce carbon black, BR and oil from used tyres. In addition, the Indian tyre industry imported 39,000 tonne of carbon black and 54 per cent of its BR requirements in 2008-09. Here lies a great opportunity for entrepreneurs as producing even a small amount of that import would result in a massive saving for the exchequer. Also, the tyre production stood at 11.75 lakh MT in 2008-09. With a projected growth of 50 per cent in the coming years, one can estimate the potential of the opportunity.
Tyres can be recycled and rubber can be reclaimed using three methods: Pan method: It is the oldest method and
is highly labour-intensive. It causes large amounts of water and air pollution.
Digestor Method: It is a costlier method and is used by some recyclers in India.
Reclamation Methods: It is a very costly method and is only used for very large-scale production. None of the Indian firms use it.Also, old tyres can be used for the
following: Rubber Crumb: Floor mats, belts,
gaskets, shoe soles, dock bumpers, etc. Reclaimed Rubber in Automotive
Industry: Crumb (3-5 per cent) and reclaimed rubber (up to 10 per cent) is particularly used in automobile tyres.
Molded products: These include mats, hose pipes, conveyor belts, v-belts, footwear, tiles, adhesives, sound dampers, containers and other rubber molded goods.
Footwear industry: Shoe soles. Whole tyres are used as highway crash
barriers, boat bumpers on marine docks, etc., but its amount is negligible.
Landfilling or burning tyres for energy has limited prospects because of the environmental concerns.
THE LESSONS LEARNT… Today, the world is striving to ensure that it lives in a more eco-friendly environment. Understanding the way waste, such as plastics, cement and tyres can be used for various purposes and in various forms, it is clear that there is a huge potential business opportunity available within the country itself. Therefore, recycling and transforming wastes to useful products will help entrepreneurs succeed in the long run.
Compiled by Sudhir Muddana & Sandeep Pai

THINKLABS TECHNOSOLUTIONS
122 SEARCH - THE INDUSTRIAL SOURCEBOOK | M A Y 2 0 1 1
KIDSWIZ
obotics has been one of the most interesting fields for students right from their primary education days. But there are very few people who can convert
their passion into a lucrative business model and develop that one big idea, which has the potential to transform the Indian education system as well as intrigue students to get more into its mechanical aspects. Pursuing the same dream forward is the ThinkLABS Technosolutions team, who, by virtue of their relentless efforts to educate & train the next generation on robotics, have made a mark for themselves in this hi-tech manufacturing segment.
ThinkLABS Technosolutions is an IIT
Bombay alumnus venture in the field of educational robotics & embedded systems, which focusses on college-level education. With a passion for robotics and vast experience in various national and international events & competitions, ThinkLABS was founded in November 2005 and is currently incubated at SINE, IIT Bombay. By developing the interest of youth in robotics and embedded systems, the company aims to lay a strong foundation for the technical development of the country. It is also a constant facilitator in the scientific and technical education of students by providing them requisite resources through a wide variety of kits, software-based programming tools, basic & advanced-level workshops and web-based
learning resources.Delving in depth on the foundation
stone of the company, Gaurav Chaturvedi, Director, ThinkLABS Technosolutions, informs, “ThinkLABS Technosolutions is a five-year-old company. We started in 2005. It was started by my classmate Gagan Goyal. He was always interested in robotics and spent a lot of time in robotics competitions. He also represented India in international robotics competition. During those days, what he realised was that there is a huge change in the technical capabilities of students using robotics even in tier II & III cities. We thought that robotics could be a very good tool for educating science & technology students. Hence, we started designing our own robotics kits, which
R
Integrating & dismantling robots have been a passion for almost all wiz kids. But this passion was never carried forward in their curriculum and remained a part of their summer camps only. ThinkLABS Technosolutions is destined to transform their passion towards robots to long-term career options. With a vision to be the best-in-class education, training and product company in the robotics and embedded systems domain, the company has turned their passion into profession.
EQUIPPING GENX
KKIIDDSS
PRERNA SHARMA

THINKLABS TECHNOSOLUTIONS
M A Y 2 0 1 1 | SEARCH - THE INDUSTRIAL SOURCEBOOK 123
would train students on automation, robotics, programming, instrumentation and other technical aspects. Looking at the immense potential in the business model, we got incubated at SINE in 2006.”
When asked about how they moved into a new venture, and at the same time, gained market access and penetration, Gaurav says, “Our kits got very good response initially. Then we realised that we cannot only provide robotics solutions to students, we also need to train them on the same. We started doing weekend workshops. After a year of conducting workshops, we took it a step further and actually designed products for engineering college labs. In this way, we started directly networking with the institutes. Primarily, we focussed on private engineering colleges because government colleges take a lot of time to sanction the setting up of such initiatives. We take pride in developing the first indigenous robotics labs in India. This initiative has been an economical alternative for colleges as well as students who can get hands-on experience in understanding the nitty-gritty of robots.”
“Two years ago, we began our foray into schools as well. We realised that if we need to promote science & technology education, we need to promote it from grassroots. Initially, we started with vacation camps. Then, we tied-up with Reliance WebWorld. This association enabled us to tap 22 cities. We are aiming at tapping 25-30 cities this year. In the interim, we also pursued our institutional alliance. We are targeting 8,000-9,000 students at the school-level,” he adds.
“In colleges, we are now focussing on
employability enhancement in embedded systems & robotics as these are the booming sectors of the economy. We are trying to bridge the divide between the age-old conventional practices being taught in the institutes with the next-gen technological advancements. We have come up with four-month, six-month diploma programmes and one year post graduate programmes for engineering students,” he informs.
INITIAL SETBACKSSuccess did not come to them easily. “We wanted to promote ourselves as a product-based company. But then, the market was not favourable to support such a transformation. We had to go through hardships in the very first year, but then, we built our business model as per the emerging needs of our clientele and started achieving feat,” he elucidates.
Talking about the notion and the motive behind starting such a venture despite knowing that it was a high risk and low rewards proposition, Gaurav comments, “Gagan and I graduated in 2004 and Gagan was always inclined towards entrepreneurship. In 2004, he had started a company, which was focussed on green technology. Somehow, it did not work in our favour. Gagan then worked at HPCL, but he did not find it a lucrative option as he was keen to pursue his own passion. Our passion for robotics & education made us realise our dream. Changing the mindset of people is one of the biggest hurdles that we had to overcome.”
UNIQUE WORKSHOPSThe company has been conducting various workshops with so many variants for different set of participants. Some of them include:eTRIx is a two-day workshop focussing on the art of building autonomous robots using discrete electronic components. Building such controller-less robots is an ideal way to explore the field of electronics and using the basics of autonomous robotics, participants can apply concepts learned in the classrooms in new and interesting ways to create simple yet seemingly complex robotic creatures. eTRIx is an ideal way to spice up the theoretical concepts in electronics with the dynamicity of robotics. Remember, electronics can indeed be FUN!SWARM is a two-day workshop conceptualised around wireless
communication by ThinkLABS. Participants learn about emerging
technologies like wireless communication, swarm robotics, and microcontroller
programming in this workshop. Along with
A WINNING START FROM THE BEGINNINGA WINNING START FROM THE BEGINNINGGagan Goyal
One of the youngest entrepreneurs in the country and an IIT Mumbai graduate, Gagan Goyal founded a company – Rhizo – at the age of 25. The start-up was a clean tech venture, which came into being at a time when India did not realise the importance of green manufacturing. Though the venture had to be discontinued and Gagan had to move to the public sector, his interest towards setting up a venture of his own was still undiluted. Pursuing his passion to convert his venture into a lucrative business option, Gagan thought of launching a business model based on robotics. This ensured the establishment of ThinkLABS Technosolutions with some of his college mates.Right from his college days, Gagan has had a keen interest in robotics. His claim to fame lies in him being
selected to represent India in the ASME Student Design Contest in New Orleans, US. The workshop at the contest was to create a robot, which could test a baseball ball and see if it was ready for play. During that workshop, he
realised that the whole effort was focussed on integrating parts rather than creating them. Readymade parts gave participants enough time to focus on programming the robot to make it do intelligent things. With this in mind, he pooled in ` 2 lakh from his personal savings and set up ThinkLABS.The big change in the model came when he approached the Society of Innovation and Entrepreneurship (SINE). As Goyal remembers, “The meeting with SINE enabled us to completely change our business model. They helped us realise that robots could be used to help students appreciate and understand science & technology. We subsequently changed our path to become completely education focussed with customised workshops for college and school students.” In his present role, he heads the R&D and Human Resources Operations.

THINKLABS TECHNOSOLUTIONS
124 SEARCH - THE INDUSTRIAL SOURCEBOOK | M A Y 2 0 1 1
this, participants will also be able to build an autonomous grid-solving robot. The activities are performed with the programmable research platform specially designed by ThinkLABS. This platform includes a wireless communication module, microcontroller-based board, programming tools, sensors and actuators. Attending this workshop can drive instinct to deliver in the domain of robotics and wireless communication.Robotics LAB: Most of the Robotics LABs among the institutes in India are equipped with either world-class robotic arms/CNCs and other high-end machinery or final-year projects made by seniors. In both the cases, students do not get a chance to experiment on the robots. ThinkLABS offers a range of low-cost robotics products that are instrumental in exposing students to concepts that are closely mapped to their curriculum. Concepts like sensors, image processing, robot kinematics as
well as autonomous robot programming can be easily explored by students via well-documented manuals and attractive graphical user interfaces.Embedded LAB: The company offers a range of microcontroller development boards right from the curriculum-relevant 8051 and 32bit ARM processors to industry players. Development boards are designed in such a way that it exposes students to standard peripherals like LCD, joystick, Ethernet controllers, etc. While working on the development boards, students can enjoy an online community support where they can learn what other students throughout India have done using the platforms and also share their projects with them. The company anticipates having a considerable contribution in creating a pool of talented, creative and knowledge-hungry engineers.
ENABLING FACTORSThinkLABS has a young and dynamic team with a passion for technical education and entrepreneurship. The founders and other team members of ThinkLABS themselves have a wonderful record in the field of robotics. They have many years of varied experience and have participated & won accolades in robotics competitions. Since its incorporation, ThinkLABS has been actively backed by academia and industry alike. Agreeing on the same, Gaurav replies, “It is the continued support from the IIT faculty, SINE officials as well as company’s advisory
board, which has made them achieve unprecedented success in a short span of time. Also, each and every team member has been in sync with the vision & mission of the company, which has made it possible for the company to gain major marketshare despite such stiff competition. In the true sense, each member of the team complements each other.”
Team ThinkLABS is a mosaic of recent graduates as well as technical masterminds having the common aim of revolutionising the process of technical knowledge transfer. “We believe that education is realised when students are sufficiently exposed to the practical implementation of the theory they learn. We have a devoted team working on the conceptualisation and implementation of innovative lab apparatus that encourages students to appreciate the importance of engineering concepts,” says Gaurav.
“Being young and passionate, our team is aware of the current situation in engineering institutes in India and takes definitive steps to better it,” concludes Gaurav. With the vision & mission intact, this young team of technocrats is set to change the education dynamics of the country.
THE THINK TANKTHE THINK TANK Gaurav Chaturvedi
Gaurav Chaturvedi, BTech, IIT Bombay, heads the college-related business vertical for the organisation. As a student, he was involved in various technical activities and events during his IIT days and was a core team member for Techfest 2003. Before joining ThinkLABS Technosolutions, Gaurav had short stints with IIT Bombay Start-ups, Rhizo Technologies and Quantum Phynance. Gaurav brings with him a clear understanding of the market and strong analytical & problem-solving capabilities.
Dipankar MukhopadhyayDipankar Mukhopadhyay holds a Masters Degree in Electronics and has more than three decades of experience. He has led teams with entrepreneurial, technological and academic excellence in the fi elds of IT and IT Education. With proven interpersonal, analytical and communication skills,he has the ability to create and communicate a vision from an abstract concept and develop strategies to achieve the goal. Dipankar worked as MD of Boston Education & Software Technologies and has also held the position of CEO, Sterlite Foundation.
Jaideep ChakrabartiJaideep Chakrabarti has nearly two decades of quality experience in sales and marketing primarily in the IT sector. He has worked with leading multinational companies like Digital India and Compaq India for a decade. An MBA, Jaideep has proven expertise in business development, sales management, account management and channels management in leadership roles.
Tuxedo is an ARM9 based development board. Learn about many peripherals like USB, Ethernet, SD Card etc using the Tuxedo!
INSIGHTS & OUTLOOK: Hazardous Waste Management
Ensuring SustainableDevelopment
on pg. 104
Robonaut is a robotic kit for kids. Assemble different robot structures and control your robot using a remote control!


ACC – CO-PROCESSING WASTES IN CEMENT KILNS
126 SEARCH - THE INDUSTRIAL SOURCEBOOK | M A Y 2 0 1 1
ndia annually generates about 6.2 million tonne of hazardous wastes, of which, around 3.09 MT is recyclable, 0.41 MT is incinerable and 2.73 million
tonne is land-fillable, according to Central Pollution Control Board (CPCB) Annual Report 2008-2009. Most of the industrial wastes – hazardous and non-hazardous – generated in the country are disposed through landfilling and incineration. A dearth of disposable solutions has left industries with limited options to dispose of their waste in an environmentally sound manner. This has resulted in the creation of large stockpiles of waste in the industry’s premises.
Therefore, India needs to develop its hazardous waste management infrastructure, which will not only enable environmentally sound disposal of wastes, but will also protect human health & hygiene while ecologically sustaining economic development.
CO-PROCESSING IN THE CEMENT INDUSTRYCement is an energy & resource-intensive industry, contributing to about five per cent
of global manmade CO2 emissions. For producing a tonne of cement, about 0.2 tonne of coal and about 1.5 tonne of raw materials are required. Co-processing in cement kilns is an attempt by the cement industry to conserve natural resources like coal and limestone by replacing the same from the constituents of wastes. It refers to the use of waste materials in Resources Intensives Industrial (RII) processes such as cement, lime, steel, glass, etc. instead of fossil fuels & natural resources.
The waste management hierarchy has been ranked as the preferred methods of handling waste, ranging from avoidance of waste generation at the top of the scale, to totally unmanaged waste at the bottom. The closer industries operate at the top of
Various innovative solutions are being mulled over to improve waste management scenario in India lately. While incineration and secure landfills have been used to dispose waste, but they are not sustainable options. A proven alternative and possible solution is the co-processing of waste materials in the cement industry. Having pioneered the art of co-processing wastes in cement kilns, ACC India has set inspirational benchmarks for others to follow.
I
A A CONCRETECONCRETE STEP TOWARDS STEP TOWARDSSUSTAINABLE DEVELOPMENTSUSTAINABLE DEVELOPMENT
Co-processing operational fl ow chart

ACC – CO-PROCESSING WASTES IN CEMENT KILNS
M A Y 2 0 1 1 | SEARCH - THE INDUSTRIAL SOURCEBOOK 127
the hierarchy, the less waste is needed to discard and the lower impact it has on our community and the environment.
Co-processing is the optimum way of recovering energy & material from waste. In the waste management hierarchy, it lies above landfilling and incineration. With the support of regulatory frameworks being implemented by the authorities, co-processing is gaining momentum as a preferred disposal option for many kinds of wastes in the country. Many industries, committed to the cause of sustainable development, have opted for co-processing over landfilling and incineration. Co-processing is not a new technology and has been successfully adopted in developed nations for more than two decades now.
CO-PROCESSING BENEFITS Around the world, co-processing in cement kilns is recognised as the best waste disposal option, much ahead of conventional landfilling and incineration, owing to ‘nil residue’ after disposal and complete material and energy recovery. The organics, in the wastes, are completely destroyed and the inorganics are immobilised in the clinker matrix – the intermediate product of
cement. After the waste is co-processed, it becomes a part of the product (i.e. cement) and therefore, no liability lies with the waste generators, whatsoever. Cement kiln co-processing respects waste management hierarchy. It undertakes waste management only after the options of reduce, reuse and recycle are exhausted and avoids the options of resource destruction by way of incineration and containment by way of landfill that do not promote sustainable development. Landfills of wastes and incineration ash have long-term potential liabilities in the wake of remediation, if required. As compared to other disposal options, co-processing in cement kilns needs no major investment and leaves no
residue and hence, such potential liabilities are completely avoided. A comparison of co-processing and conventional waste disposal options is tabulated in Figure 2.
In India, ACC is the forerunner in the cement industry, who has embarked on this new path of promoting alternate fuels and raw materials (AFR), through co-processing in cement manufacturing process as a corporate commitment to sustainable development. ACC has a dedicated team to promote the co-processing of wastes in the country. It presently provides co-processing services to more than 30 different industries – solids, liquids & sludges – and 10 municipal corporations, in its nine cement plants.
Communication plays a crucial role in building lasting relationships with the stakeholders. ACC maintains a continuous process of interaction with its internal stakeholders, who are its own employees and the external stakeholders, as regulatory authorities, waste generators & communities around its works. ACC’s activities and experience in co-processing of waste in its cement kilns has been an excellent case study for other companies operating in the segment.
INFRASTRUCTURE FOR MANAGING WASTESACC has installed starter kit feeding system at calciner or kiln inlet for introducing wastes in high temperature zones. Adequate fire fighting and safety interlocks are provided as safety measures. The starter kit has a capacity to feed up to 4 ton of wastes per hour. At ACC Kymore, standard feeding system has been commissioned, having higher capacity to feed wastes.
The industrial wastes are stored in isolation, in storage containers and storage sheds with fire fighting and leachate collection systems. At one of its plants, close loop liquid feeding system is commissioned to co-process liquid wastes from steel industry.
ACC has established state-of-the-art laboratories for assessing the co-processability of wastes at various locations viz, Thane, Maharashtra; Kymore, MP; Wadi, Karnataka and Madukkarai, Tamil Nadu.
Laboratory facilities are being implemented at all plant locations for proper fingerprint and input controls. More than 2,000 samples from 400 different industries
Waste Volume
Desirability
Elim
inat
ion
of w
aste
Ener
getic
& m
ater
ial
use
of w
aste
Avoidance
Recovery of Materials(Recycle & Reuse)
Minimisation
Incineration
Co-Processing
Chem-PhysicalPre-Treatment
Landfi lling
Uncontrolled burning or dumping
Figure 1: Waste management hierarchy
Co-processing Incineration Landfill
Reco
very - 100% energy and material recovery
= Savings of materials and fossil fuels
- Energy recovery only conditioned by the type of incinerator
- Sometimes Methane (CH4) recovery is possible
Resid
ues
- No ash or residues- No landfill required- Zero liability- Higher DRE than incineration
- Landfill required for generated ash residues
- Liability for incineration ash
- (Temporarily) disposal of residues
- Liability exists for double the life of landfills
Envi
ronm
enta
l Im
pact - Effective combustion: High
temperatures, long residence time and self-cleaning system
- Complete destruction of organic compounds
- Reduction of global emissions by substituting fossil fuels and natural raw material
- Negative environmental impact (according to Life Cycle Analysis studies)
- Net increase in global emissions
- Negative environmental impact (now and future)
- Emissions of CO2, CH4, NH3, H2S and organic acids
Misc
ella
neou
s - Inherent safety due to high thermal inertia
- Natural gas cleaning due to alkaline environment
- Facilities and capacities available
- Need to invest in incineration capacity instead of using existing facilities
- Not instantaneous waste processing. Most landfills need to be rehabilitated after some time.
- Unpredictable risk for groundwater and soil.
Figure 2: A comparison of co-processing and conventional waste disposal options

ACC – CO-PROCESSING WASTES IN CEMENT KILNS
128 SEARCH - THE INDUSTRIAL SOURCEBOOK | M A Y 2 0 1 1
have been analysed to assure their co-processibility in cement kilns.
BASELINE MONITORING, TECHNICAL ASSESSMENT & TRIAL RUNSBefore waste co-processing at any facility, baseline monitoring of the stacks are done and AFR Technical assessments are conducted to assess the limits for feeding wastes and to determine the feasible feeding points. In order to demonstrate the safe and eco-friendly disposal of wastes, several plant scale trial runs have been conducted at ACC by a CPCB approved third party monitoring agency. All the 23 trials conducted in various ACC plants have demonstrated that there is no adverse impact on the product or environment on account of co-processing of wastes. Based on these trials, CPCB has given its approval for regular co-processing of the respective wastes in cement kilns.
OH&S PROCEDURESafety is of paramount importance at ACC and in AFR business as well. It is addressed through various procedures and practices, such as: Information about each co-processible
waste is collected, reviewed and communicated in simplified language as a workplace label.
People managing wastes are trained on the risks and hazards associated with it along with the required controls and emergency response actions.
COMPLIANCE TO STATUTORY LAWS & GUIDELINESACC has all the necessary consents & installations in place for carrying out co-processing in a safe way. These include: ACC has built appropriate feeding
systems and made storage arrangements for handling wastes in isolation.
As per the CPCB guidelines on co-processing, necessary upgradations and modifications are being made.
Authorisation from respective SPCBs is sought by filing applications in Form 1 of
HWM Rules, 2008. Manifest systems are adhered to for all
the hazardous wastes undertaken for co-processing.
SUSTAINABLE HORIZONS An efficient cement kiln can provide an environmentally sound and cost-effective recovery option for a number of wastes. Co-processing of wastes in cement kilns can decrease the environmental impacts of wastes, safely dispose of hazardous wastes, decrease greenhouse gas emissions, decrease waste handling costs and save money in the cement industry. All in all, it is one of the most effective methods to achieve sustainability targets sooner than later.
Ulhas Parlikar, Director – AFR Business, ACC, Mumbai E-mail: [email protected]
Waste streams being co-processed Trade rejects, spent activated carbon, phosphate/paint/chemical sludge, grinding muck, oily rags, n-butanol salt, SEP sludge, spent carbon, WTP sludge, ETP bio-solid, waste oil, poly residue, ETP sludge, RFCC spent catalyst, acid tar sludge, CaF2 sludge, waste plastic, organic solvents, etc. are being co-processed.


TATA MOTORS
130 SEARCH - THE INDUSTRIAL SOURCEBOOK | M A Y 2 0 1 1
ustenance is the base factor for any organisation’s growth. Be it innovation, m e t h o d o l o g y , improvement, or process, sustenance is the most
difficult yet important part. Sustained innovation leads to stable and sound development of an organisation. So, every company should begin its innovation journey, keeping the end result in mind. An effort to sustain innovation must be carefully planned and practiced, in order to perpetuate the culture of accelerated introduction of new products or solutions.
Using this as the guiding principle, the shop floor personnel at Tata Motors managed to overcome difficulties on their way and delivered a marvellous example of innovation – Tata Nano.
One such example of Tata Motors’ innovative approach is the adoption of crankshaft line, which led to cost savings, due to less rejection, reduction in cycle time and high tool life.
CHANGE CATALYSTSTata Motors was facing problems in weight balancing on the crankshaft. It has world-class dynamic balancing machines, which calculate the imbalance on the crankshaft and removes material from the imbalanced side. But as the imbalance of the forged crankshaft exceeded the set tolerance levels, the company had to do balancing operations more-than-average number of times.
The average cycle time for balancing one crankshaft was up by 10 seconds more than the Takt time, thereby increasing the cycle time as well as the tool cost.
INNOVATION ON THE FLOORAs shown in the figure below, for balancing the weight of the crankshaft, 13 to 15 holes had to be drilled on the web diameter. The imbalance trend was studied and after intensive calculations, the company came up with a possible solution wherein they removed material on the sides of web faces during the roughing operations. This led to weight reduction on the web faces, and subsequently, to less metal being removed during dynamic balancing operation.
HURDLES FACEDBy increasing the depth of cut in the web face, the tool/insert life of the web face machining operation reduced; machine’s minor stoppages increased and breakdown due to overload of servo motors increased.
To redress these problems, they edited the machine programme and added additional number of cuts for doing the same operation. But this increased the cycle time. Hence, it was decided that the insert material/grade should be changed. However, by increasing the depth of cut on the web face; the chamfer on the web edge was not forming as per specification. For this, they had to change the programme of the chamfering operation.
INNOVATION IMPACTWith this innovation, Tata Motors was able to achieve the following in the production process:
Tool life (Dia. 10mm, Carbide Drill) of dynamic balancing machine increased from 210 components to 280 components
As lesser number of balancing runs were required, the average-cycle-time reduced from 68 to 52 seconds
Since the number of holes drilled decreased from 13-15 to 5-6, less power was consumed
Downtime (tool changing) decreased
Manpower required on dynamic balancing machine reduced as frequency of tool changing decreasedApart from these tangible benefits,
a major, long-term-benefit was achieved, by reducing the machining allowance in forged crankshaft. This reduced the forged metal, saving precious metal for the nation, and the world, as a whole.
Inputs by Naresh Khobragade, Manager – Manufacturing and Dhruval Mehta, Assistant Manager – Manufacturing, Tata Motors
Faced with the problems of weight balancing on crankshaft, manufacturing personnel at Tata Motors were in pursuit of a possible solution, wherein they could remove material on the sides of web faces during roughing operations. Here’s how the company’s innovative approach,
adopted on crankshaft line, led to cost savings due to less rejection, reduction in cycle time and high tool life.
STEERINGSTEERING THETHE WHEELWHEEL
S
OF OF INNOVATION INNOVATION
BEFORE
AFTER


132 SEARCH - THE INDUSTRIAL SOURCEBOOK | M A Y 2 0 1 1
CUTTING EDGE SOLUTIONS
arvard graduate student Wonyoung Kim has developed and demonstrated a new device with the potential to reduce the
power usage of modern processing chips with an aim to promote energy-efficient multitasking. This move could pave the way for the creation of ‘smarter’ smartphones, slimmer laptops and more energy-friendly data centers.
Kim’s on-chip, multi-core voltage regulator (MCVR) addresses the ‘mismatch’ between power supply and demand. Kim says, “If you are listening to music on your MP3 player, you do not need to send power to the image and graphics processors at the same time. If you are just looking at photos, you do not need to power the audio processor or the HD video processor.”
The MCVR, a DC-DC converter, can take a 2.4-volt input and scale it down to voltages ranging from 0.4 to 1.4V. Built for speed, it can either increase or decrease the output by 1V in less than 20 nanoseconds. The MCVR also uses an algorithm to recognise parts of the processor that are not in use and cuts power to them, thus saving energy. Kim says it results in a longer battery life, while providing the same performance.
The on-chip design means that the power supply can be managed not just for each processor chip, but for each individual core on the chip. The short distance that signals have to travel between the voltage
regulator and the cores allows power scaling to happen quickly – in a matter of nanoseconds rather than microseconds – further improving efficiency.
“Kim’s research takes an important step towards a higher level of integration for future chips. Systems today rely on off-chip, board-level voltage regulators that are bulky and slow. Integrating the voltage regulator along with the IC chip
to which it supplies power not only reduces broad-level size and cost, but also opens up exciting opportunities to improve energy efficiency,” says Gu-Yeon Wei, PhD Co-adviser, SEAS and Gordon McKay Professor of Electrical Engineering.
HPLUG-AND-PLAY MCVR DEVELOPED FOR ENERGY-EFFICIENT MULTITASKING
osoh SMD, a Japanese chemical company and one of the largest chlor-alkali manufacturers in Asia, claims that its new transparent conducting oxide
(TCO) sputtering targets achieve higher solar cell efficiency than standard targets. The new TCO targets, composed of either traditional indium tin oxide (ITO) or aluminum zinc oxide (AZO) are available in both, planar and rotary configurations. They are also doped with performance-enhancing additives that improve the optical properties of thin films deposited from these targets.
One of the enhancements is increased transparency. This increases the conversion efficiency of solar cells by more than one point, as compared with solar cells using thin films from conventional TCO targets. According to Prof Makoto Konagai of the Tokyo Institute of Technology, “This invention will contribute to achieving the goal of 18 per cent energy conversion efficiency with a focus on low-cost and large-scale production.” Apart from producing highly transparent thin films – in the visible to infrared range – with high thermal stability, even under humid conditions, Tosoh’s AZO TCO targets enable the deposition of textured surfaces that enhance light-trapping capability. In comparison with thin films from conventional TCO targets, a single-junction thin film deposited by a Tosoh AZO TCO target in a silicon solar cell shows a one-point gain in conversion efficiency.
Thin films produced with Tosoh’s ITO TCO target achieve a similar gain in a copper indium gallium selenide-based solar cell. Dr Yasuyuki Koie, Senior General Manager, Advanced Materials Division, Tosoh says, “The improved thin films realised with Tosoh’s new TCO sputtering targets will greatly benefit manufacturers looking to achieve higher solar cell energy conversion and to lower their overall cost per watt of production.”
TNEW TCO SPUTTERING TARGETS
IMPROVE SOLAR CELL EFFICIENCYemform screws, which will reduce the overall assembly cost of plastic parts, have been recently launched by Arnold Umformtechnik GmbH & Co. Its specific design creates a large difference between the forming torque & the stripping
torque and ensures the highest levels of assembly security. Remform screws are mainly used in the automotive industry to assemble plastic parts.
In contrast to other joining methods for plastic components, direct assembly with Remform screws does not require nuts or inserts to hold the components together. Remform screws form their own threads and the necessary core hole in the plastic component concerned. This automatically eliminates the need for cost-intensive processes involved in joint preparation. At the same time, the high threading speed required by the method reduces production time.
Remform screws do not sacrifice anything when it comes to joint security. The asymmetrical thread geometry of the Remform design steers the resulting forces during the threading process in the desired direction.
To improve material flow, the thread flank facing away from the head of the screw is radiused. The steep thread flank facing the head of the screw accommodates the displaced plastic and increases the thread flank overlap, which ensures high breakaway force for tension as well as torque. The large difference between the forming torque and the stripping torque provides an extra margin of safety, which is reflected in screws that are always fully tightened. Stripped threads are out of the question. The resulting stripping torque and pull-out load, as well as the difference between the threading and stripping torques, are in some cases considerably more than 30 per cent greater than the values with 30-degree low-angle screws.
RREMFORM SCREW TO REDUCE COST OF
PLASTIC COMPONENTS ASSEMBLY
Remform screws
Tosoh SMD sputtering tagets
Die micrograph of the fully integrated DC-DC converter chip


134 SEARCH - THE INDUSTRIAL SOURCEBOOK | M A Y 2 0 1 1
CUTTING EDGE SOLUTIONS
lobal supplier of energy-efficient analog and mixed-signal solutions for automotive, industrial, and medical applications, ZMD AG
(ZMDI) has expanded its family of capacitive sensor signal conditioners (SSCs) by including the wide-dynamic-range ZSSC3122 cLite device. The new design technology allows the integrated circuit to deliver a 14-bit resolution and 0.25 per cent full-scale-output accuracy.
Capacitive sensors are usually preferred over resistive bridge sensors because of their small size and lower power consumption. The ZSSC3122 supports this view with an operating current as low as 60uA over the entire voltage range of 1.8V to 5.5V. A built-in sleep mode lowers the current consumption to <1uA for temperatures up to 85°C, making the ZSSC3122 an excellent choice for all low-power battery applications. The device is also ideal for MEMS sensing elements, such as pressure sensors for hydraulic control systems, humidity sensors and liquid level gauges.
The ZSSC3122 can be configured to
interface with capacitive sensors from 2 to 10 pF with sensitivity as low as 125 atto-Farads (aF) per digital bit. The part accommodates single and differential input sensor configurations. All the calibration is digital and completed within one pass. Thus, eliminating the cost of laser trimming and speeding production of fully calibrated sensor modules. Steve Ramdin, Global Product Manager SSC, ZMDI says, “As the flagship product of ZMDI, sensor signal conditioners demonstrate the precision, accuracy, operational efficiency and high performance designed into every one of our devices.”
“Working closely with our customers, we have developed a digital technique to correct not only first-order, but third-order nonlinearity errors difficult or impossible to correct with a pure analog signal path. By providing third-order correction, we give our customers a device that is especially useful in humidity and pressure applications, as well as correcting for other sensor
imperfections in almost any situation,” Ramdin adds.
The ZSSC3122 connects to micro-controllers and can also be utilised in standalone designs for transducer and switch applications. The mixed signal design of cLite offers 14-bit capacitive-to-
digital conversion and full 14-bit compensation of sensor offset, sensitivity and temperature via an internal digital signal processor running a correction algorithm. Calibration coefficients are stored in an on-board non-volatile EEPROM. The system interface offers I2C, SPI, PDM or alarm outputs. The standard supply voltage is 1.8 to 5.5 V with accuracy up to 0.25 per cent over a -40 to +125°C range. Depending on the configuration, the current consumption can be as low as 60 μA. The sleep mode feature reduces consumption to less than 1 μA at 85C, making the device ideal for battery-based and other power-sensitive applications.
esearchers from European Centre for Soft Computing and UPM’s Facultad de Informática have developed an antonym-
based technique for building maps for mobile robots, which can be used to improve current robot navigation systems. Another advantage of this technique is that the low-cost ultrasonic sensors that it uses are built into almost all robotic platforms and produce a smaller volume of data for processing.
Conducted by Sergio Guadarrama, Researcher, European Centre for Soft Computing, and Antonio Ruiz, Assistant Professor, Universidad Politécnica de Madrid’s Facultad de Informática, the research focusses on map building. Map building is one of the skills related to autonomous navigation, wherein a robot is required to explore an unknown environment (enclosure, plant, buildings, etc.) and draw up a map of the environment. However, before drawing up a map, the robot has to use its sensors to perceive obstacles. The main sensor types used for
autonomous navigation are vision and range sensors.
Although vision sensors can capture much more information from the environment, this research used range, specifically ultrasonic, sensors, which are less accurate, to demonstrate that the model builds accurate maps from the little imprecise input data. Once it has captured the ranges, the robot has to map these distances to obstacles on the map. Point clouds are used to draw the map, as the imprecision of the range data rules out the use of straight lines and isolated points.
Also, the resulting map is not an architectural blueprint of the site and there is no guarantee that each point cloud is correctly positioned. In fact, one and the same obstacle can be viewed properly from one robot position, but not from another, which can produce contradictory information – obstacle and no obstacle – about the same area of the map under construction.
So which of the two interpretations is correct? The solution is based on linguistic descriptions of the antonyms ‘vacant’ and
‘occupied’ and inspired by computing with words and the computational theory of perceptions, two theories proposed by LA Zadeh of the University of California at Berkeley. While other published research views obstacles and empty spaces as complementary concepts, this research assumes that, rather than being complements, obstacles and vacant spaces are a pair of opposites.
This way, the robot is able to make a distinction between two types of unknown spaces: spaces that are unknown because information is contradictory and spaces that are unknown because they are unexplored. This would lead the robot to navigate with caution through the contradictory spaces and explore the unexplored spaces. Compared with the results of other methods, the outcomes show that the maps built using this technique better capture the shape of walls and open spaces, and contain fewer errors from incorrect sensor data. This opens up opportunities for improving the current autonomous navigation systems for robots.
RNEW TECHNIQUE FOR IMPROVING ROBOT NAVIGATION SYSTEMS
GCAPACITIVE SENSOR SIGNAL CONDITIONER TO BENEFIT BATTERY-POWERED APPLICATIONS
ZSSC3122 cLite


DIRECTOR – MARKETING, SIEMENS PLM INDIADIRECTOR – MARKETING, SIEMENS PLM INDIA
136 SEARCH - THE INDUSTRIAL SOURCEBOOK | M A Y 2 0 1 1
YOUR IMPRESSIONS ON THE FACTORY OF THE FUTURE The factory of the future will have to be digital, flexible and efficient. Its process execution will have to be modelled to the last detail on computers much before a single screw is tightened in the real world. The design, simulation and validation of the factories and the processes thereof, would all be enabled through a common integrated platform, thus enabling one to measure, analyse, predict, design and implement (i.e. build) a factory.
However, this vision of the digital factory can only be realised when all the elements of the product and production lifecycle are seamlessly interlinked in order to enable changes to the product and ensure optimisation of the process required while manufacturing.
Also, future manufacturing should offer scope for several processes to run simultaneously. Thus, the optimisation and changes for the new generation can be processed at the same time when the product is being manufactured.
In fact, new data are being fed and integrated into the process and with the linking of elements of the digital factory and automation tools, the real manufacturing process can be modified while it is running, to suit a product and even to optimise the manufacturing process itself.
To put it simply, virtual and real manufacturing are a single entity, which brings out a manufacturing process that is quick, flexible, economic, and responsive to new demands.
KEY DEVELOPMENTS DRIVING THE TRANSFORMATION OF THE MANUFACTURING SECTOR
One of the key developments driving the transformation of the manufacturing sector is the convergence of enabling technologies being employed today in a discreet manner.
This would include manufacturing IT applications like MES, SCM, PLM, automation tools and technologies for process optimisation, process control,
USE OF ARTIFICIAL INTELLIGENCE CAN REDUCE COSTS AND RISKS
“In order to ensure that manufacturers are able to simultaneously build the right product and build the product right, they must develop a platform of product and process knowledge to support continuous innovation across all disciplines and phases of the product’s
lifecycle,” points Vivek Marwaha, Director – Marketing, Siemens PLM India, during an interaction with Sandeep Pai. Excerpts…

DIRECTOR – MARKETING, SIEMENS PLM INDIA
M A Y 2 0 1 1 | SEARCH - THE INDUSTRIAL SOURCEBOOK 139
energy management and other emerging technologies like RFID, predictive maintenance, etc.
Manufacturers will be able to achieve the next level of productivity by integrating product development, production engineering & automation, enabled through the convergence of PLM, MES, automation systems, sensors & communication and controls & systems engineering.
We, at Siemens, are uniquely placed in our ability to provide an end-to-end lifecycle of solutions starting with concept and design, through manufacturing and culminating with factory/plant operations and automation. In other words, integrating the design/build domains with operations and automation, through our PLM, MES, plant & process lifecycle engineering tools, automation and control systems.
SCOPE FOR GREEN TECHNOLOGIES It is imperative to commit to the green agenda. The Indian manufacturing industry will be compelled to plan and design for sustainability, operate sustainable manufacturing facilities, facilitate sustainable service & end-of-life management, and ensure governance, compliance & reporting across the entire lifecycle of the product they manufacture. The adoption of green technologies will become mandatory as more and more environmental regulations will be imposed in time to come. The scope for green technologies is therefore going to progressively increase in the near and long-term future.
CHALLENGES FACED WHILE IMPLEMENTING A PLM PROGRAMME Some of the common challenges and considerations faced while implementing PLM solution are: Reconfiguring the process for necessary
handoffs, reviews and approvals Protecting IP to ensure that product
data does not get used or shared outside the company
Ensuring that the PLM system is flexible enough to support the ongoing changes in a timely manner
Estimating the cultural change factors and laying out a plan for addressing issues arising on that account.
TECHNOLOGY DRIVING NEW PRODUCT DEVELOPMENT PROCESS Converting ideas into successful products and at the same time, enhancing productivity & efficiency processes by using the available resources and optimising the cost & quality of their products are the major challenges that today’s manufacturers are facing. A
technology like PLM will help manufacturing companies establish an environment, which can deal with these issues as well as the product and process complexity.
In effect, PLM can help companies execute activities that are required to build the right product and build the product right. Building the right product means meeting customer requirements in terms of time, function, performance, price, etc. Building the product right means executing design and production processes that meet the requirements of cost, quality, reliability, sustainability, etc. In order to ensure that manufacturers are able to simultaneously build the right product and build the product right, they must develop a platform of product and process knowledge to support continuous innovation across all disciplines and phases of the product’s lifecycle.
PLM plays a crucial role in helping companies to: Accelerate time to market Extend returns from products by quickly
introducing market-driven enhancements
Increase product profitability through reduced warranty costs and optimising manufacturing processes and resources
Reduce build costs by minimising costly prototypes and eliminating manufacturing errors
Reuse knowledge to gain efficiencies in processes and eliminate non-value processes.
ARTIFICIAL INTELLIGENCE AND VIRTUAL REALITYThe effective use of artificial intelligence and virtual reality technologies utilised in digital simulation and validation applications can help reduce many costs and risks by
enabling faster and more informed decisions. These technologies also help build applications that not only enable understanding but also improve the product and process performance digitally.
Also, artificial intelligence can detect early the potential problems that could crop up during production or maintenance. Thus, its use can eliminate the cost of
subsequent modifications and optimise maintenance tasks during the design stage itself.
THE MANTRA FOR SMEs TO BECOME COMPETITIVEIn today’s fiercely competitive
world, it is imperative for Indian SMEs to become competent in terms of time-to-market, cost, quality and innovation. Customers today are increasingly demanding faster turnaround times on quotations, orders and design/support of unique products. The need to maintain the high quality/cost ratio is making it difficult for Indian SMEs to keep product development costs low while improving its quality. Further, SMEs need to look at technology as a means to improve efficiency by adopting the best practices.
The only way that Indian SMEs can hope to address these challenges is by adopting technologies like digital product development (3D CAD CAM CAE PDM) systems. To help SMEs adopt these technologies, we have introduced a fully functional yet affordable 3D CAD system called, Solid Edge.
Solid Edge has a CAM CAE and PDM system, which has been packaged, priced and pre-configured in a manner that makes it affordable, easy to deploy, easy to manage and scalable. By this technology, we can accelerate the adoption of PLM tools and thus help SMEs attain a competitive edge.
SUCCESSFUL CASE STUDIES WITH REGARD TO THE ADOPTION OF PLMTo understand the benefits of adopting PLM, let us look at the Maruti case study.
After Maruti implemented the UGS PLM solution, its engineering change notice (ECN) time decreased by 50 per cent. The number of ECN errors was also reduced to half. Cost reduction has recorded an improvement of 54 per cent after implementing PLM.
Virtual and real manufacturing are a single entity, which brings out a manufacturing process that is quick, flexible, economic, and responsive to new
demands.

140 SEARCH - THE INDUSTRIAL SOURCEBOOK | M A Y 2 0 1 1
lobalisation, the emergence of a knowledge economy, the narrowing divide between the developed & developing economies and demographic changes
among other global macro forces have ushered in changes in the manufacturing world. While the influence of these forces may vary from industry to industry and company to company, at the macro level, almost all companies are subject to time-to-market, cost pressures and other associated challenges to meet the consumers’ increasing demand for instant gratification and value for money.
Although the overall growth of the world economy continues to boost manufacturing, only those SMEs, which incessantly discover ways to reduce costs and tightly couple all activities along the value chain, have a chance to succeed in this fiercely competitive environ.
SMEs are addressing these challenges by implementing out of the box solutions to optimise manufacturing processes and identify controllable cost centres. SMEs worldwide extensively leverage on automation to ensure productivity, improve plant availability, product consistency & quality and consider automation as a business enabler. This makes it imperative for Indian
SMEs to leverage on automation for achieving overall business goals.
In this present day and age, business is done at the speed of thought, and therefore, it is necessary for SMEs to be agile both, in spotting opportunities and in competitively responding to them. The manufacturing sector abounds with global opportunities. In such a scenario, achieving ‘availability-to-promise’ becomes important for SMEs.
TAKING SMALL STEPS The success of an SME will be determined by its ability to become globally competitive and at the same time, integrate with the emerging globally extended enterprises.
Challenged with fiscal constraints, SMEs have been hesitant of adopting latest technological solutions to enhance shop floor productivity. Recent industry reports reveal that more than 80 per cent of Indian SMEs are not IT & automation-enabled as most of the operations are performed using low-end custom-built solutions. To contribute significantly to the India growth story, SMEs need to realise the return on investment (RoI) of IT & automation solutions and capitalise on the same for manufacturing excellence.
G
CAPITALISING ON IT & AUTOMATION
PURNA PARMAR
FOR MANUFACTURING EXCELLENCE
SME TECHNOLOGY ADOPTION
Illus
tratio
n B
y S
anja
y D
alvi

SME TECHNOLOGY ADOPTION
M A Y 2 0 1 1 | SEARCH - THE INDUSTRIAL SOURCEBOOK 141
Companies wanting to become competitive and globally networked ought to deploy automation. While automation at the plant-level deals with real-time decisions, which impact shop floor operations; automation at the enterprise-level relate to business decisions, which are mostly based on transactions. Since today the speed of business is accelerating at an ever-increasing pace, the enterprise-level support decisions have a direct bearing on the production and scheduling decisions that cascade down to shop floor operations.
ROLE OF AUTOMATIONAutomation not only helps SMEs gain a competitive edge, but it also helps them attain actionable information and real-time performance management. Devdatta Hambardikar, President, Messung Systems, says, “Performance monitoring of automation systems in the shop floor can help SMEs get high return on investment.”
Elaborating on how the actual performance of a unit could be measured and the various tools that could be effectively implemented and utilised to monitor the performance of a particular unit, Hambardikar says, “One of our SME clients had deployed our automation solution on their shop floor. The client noticed that one particular employee’s productivity had increased. Upon further deliberation, it was found that the employee had increased the welding speed by a few minutes, which, in turn, reduced the production time. This ensured that the employee had extra time in hand, which he utilised to take rest. While there was not much change in the quality of the product, in the long run, this would affect manufacturing process and thereby, the organisational culture of the company. Thus, automation can help companies access real-time actionable information on the performance of each employee.” Therefore, SMEs must invest in automation in order to become more agile, gain visibility across the extended supply chain and synchronise their production & business decisions. The required synchronised actionable information comes by deploying collaborative production management systems, which include manufacturing execution systems (MES) that link shop floor systems to enterprise solutions. Thus, with actionable information at its command, a
company can seek continuous improvements and attain operational excellence. “Operational excellence is an ongoing journey, and companies have to constantly work at it, year after year. Real-time performance management (RPM) is the key to achieve continuous improvement or operational excellence. RPM is taking decisions based on actionable information provided by collaborative production management (CPM) systems. Automation helps an SME efficiently deploy its resources — men, material, and finance. It brings within the company’s sphere of influence factors that affect the deployment of these resources. For achieving this, synchronised actionable information is the key,” adds Hambardikar.
INTEGRATING IT SOLUTIONS Automation can enable SMEs to gain higher competitiveness even in global markets. Similarly, IT solutions can help SMEs streamline their manufacturing process and build a seamlessly integrated shop floor. However, IT solutions adopted by SMEs need to be cost-effective. Mehul Kapadia, VP – Marketing & Strategy, Tata Communications Internet Services, says, “In today’s world, integrating IT solutions in the manufacturing process has become imperative. SMEs need to not only be competitive in the domestic market, but also be able to survive in the global markets. A simple way of integrating IT solutions for an SME would be through cloud computing. Generally, SMEs refrain from investing in IT as it consumes a lot of space and demands huge investments in terms of building a data centre and other support systems. However, through cloud computing, they can reap the benefits of technology without
having to actually make large investments towards infrastructure installation or maintenance. It also allows them to pay only for services that they use and does not involve any hidden or overhead costs.”
Similarly, through the enterprise manufacturing intelligence (EMI) tool, one can combine data from multiple sources and give it a new structure or context that will help SMEs find what they need. The primary goal of EMI is to churn large amounts of manufacturing data into real knowledge and drive business results based on that knowledge. Kishore Mahamunkar, AGM, NM Automation & Control, says, “Through various IT solutions, like the EMI software, SMEs can aggregate, contextualise, visualise, analyse & propagate manufacturing performance into enterprise systems. It can
help SMEs strategically measure and improve shop floor performance, reduce the total cost of ownership and streamline their overall business processes.”
HURDLES ENCOUNTERED While frequent upgrades in the product have made it indispensable for SMEs to invest in automation, SMEs, on the other hand, find it difficult to adopt automation in their manufacturing process. Elaborating on the same, Rajesh Panchal, Director, Ambica Engineering Industries, says, “The gradual decline in the number of migrant workers is one of the reasons
why many units are resorting to greater levels of automation. Therefore, to meet the increasing volume of business and tackle competition in the global market, adoption of automation is a must. However, banks and financial institutions often refrain from granting loans for technology upgradation. There should be specific products created for technology upgradation that help SMEs not only adopt IT and automation at the initial stages, but also help them maintain it in the long run.”
Mehul Gajjar, CMD, Heena Equipments, on the other hand, suggests, “While the adoption of IT and automation is a must for SMEs to grow it is equally important to understand the value of these solutions. Every SME, before investing in both IT and automation, will need to first keep in mind the price of ownership. Another factor is skilled labour to operate these advanced technology machines and software. We also need to invest in training the current staff to
Generally, banks and financial institutions refrain from granting loans for technology upgradation. There should be specific products created for technology upgradation that help SMEs not just adopt IT and automation at the initial stages but also
help them maintain it in the long run.
RAJESH PANCHAL,Director, Ambica Engineering Industries

SME TECHNOLOGY ADOPTION
142 SEARCH - THE INDUSTRIAL SOURCEBOOK | M A Y 2 0 1 1
run the manufacturing process smoothly. So it is not just the software or the automation machinery we invest in, we also need to invest in training the staff to maintain the high technology solutions.”
SUSTAINABLE SOLUTIONS Automation helps SMEs enhance their manufacturing process. However, it is important to ensure that automation provides a solution that will not only meet the current, but also the future requirements. Milind Kulkarni, Head – Business Development (Factory Automation), Siemens, opines, “Often, SMEs invest in automation solutions, but due to the rapid technology changes and growing consumer demands, they get outdated. Hence, SMEs need to make wise investments in factories by acquiring machinery that would be compatible with future technologies. In the future, SMEs should be able to integrate any technological changes into their existing plant and machinery without having to entirely replace it.”
Similarly IT solutions also need to be
future-proof. Elaborating on the same, Mayank Srivastav, Business Development Manager – SMDC, Schneider Electric, says, “SMEs must plan their data centres in such a way that they are future-proof. Building data centres need a lot of deliberation as it is a huge investment. SMEs need to build data centres taking into account the organisation’s scope for expansion to avoid conflicts within digital continuous profiling infrastructure
(DCPI). In order to ensure that the data centre does not get affected due to organisation’s expansions and DCPI can easily accommodate the needs of a growing organisation without having to undertake a large scale revamp at a huge cost.”
IT & AUTOMATION PEG While Indian SMEs have done well in adding production capacities and building economies of scale and in extending their reach beyond the Indian shores with export earnings growing robustly, it is time for them to evaluate how well they are leveraging IT and automation technologies to achieve agility, supply chain efficiencies, and productivity improvements to become truly global
in sense and spirit.
Every SME, before investing in both IT and automation, will need to first keep in mind the price of ownership. Another factor is skilled labour to operate these high technology machines and software. We also need to invest in training the current staff to run the manufacturing process smoothly. So it is not just the software or the automation machinery we invest in, we also need to invest in training the staff to maintain high technology
solutions.
MEHUL GAJJAR,CMD, Heena Equipments
INDUSTRY UPDATE: Investment Scenario
On The Ascent Mode
on pg. 74


144 SEARCH - THE INDUSTRIAL SOURCEBOOK | M A Y 2 0 1 1
EFINING INNOVATION In a sentence, innovation could be defined as new creations put into practice, which generate the
intended result. Though innovation has become the management and business buzzword of the decade, it is a simple age-old concept, which has been naturally followed time and again throughout the process of human evolution. Fire, for instance, has been the turning point in human evolution. Man did not invent fire. He merely put the same fire, which was already present in nature, to his use. Innovation, therefore, can be considered new creations for some intended purpose, which could be in the form of products to solve a new demand/use, or a process to improve the existing or future scenario. Innovation could also be in the form of a strategy to start or expand a business. It can also be referred to as creating something like a product, service, plan, process, etc. that did not exist before.
Large industries have a fair idea of their markets, products and customers’ needs and therefore, try to innovate; whereas numerous micro, small & medium-scale industries mainly focus on their established/current product & practices and seldom consider other possibilities or opportunities. Predominantly, innovation in India is a reactive process rather than being a visionary and proactive one. Manufacturers feel the need to innovate only when they are losing ground to their competitors.
SHOP FLOOR INNOVATIONS In a manufacturing set up, shop floor is the
D
INNOVATION Is Not A One-time“Being innovative is not an outcome but an approach. Hence, one should think radically and come up with out-of-the-box solutions. The first solution is not
the best solution and so, one should not be discouraged by initial failures,” assert
Samarth Mungali and Bhavna Bahri in unison. The co-founders of No Formulae, a design firm, share the same ideology and passion for excellence. Excerpts of the conversation with Purna Parmar…

M A Y 2 0 1 1 | SEARCH - THE INDUSTRIAL SOURCEBOOK 145
Event, But A Continuous Processideal place to innovate. Henry Ford can be christened the father of shop floor innovation as his implementation of the assembly line became the standard practice in most manufacturing scenarios.
Innovation in the shop floor can happen in various domains like plant layout, movement of goods and people, production, material, processes, personnel skills & training, spaces, lighting, safety, ergonomics, etc. A simple example can be of a woodworking unit where we introduced multi-level quality checks, which were coded by coloured stickers on the products. This move ensured that the product had passed its check during each step of production. The workers at each production step were aware of what defined ‘quality’ for their work. Thus, having them rate it during the final inspection doubly ensured that the products produced were of good quality.
In addition, shop floor innovations play a vital role in enhancing efficiency and productivity on the shop floor. Changes in the ecosystem of the organisation makes it viable for businesses to regularly assess the shop floor and bring in innovations to increase efficiency.
MANTRA TO TURN AN IDEA TO BUSINESSAll lucrative business opportunities are conceived from a great idea. Nonetheless, all great ideas do not translate into lucrative business prospects as a great idea is not the only ingredient required to ensure the success of a business. A great idea needs to be validated from a business point of view. Things like viability, acceptability and relevance are pivotal in making the business idea a success.
In design, ideas follow observation. They are solutions to the problem at hand. Thus, if a great idea comes after understanding the intended user and his or her need, and is the most appropriate answer to the problem, half the work is done. Thereafter, all it takes is hard work and perseverance to bring the idea to the market. A thorough understanding of the user will enable one to decide on the best manner in which the idea can be implemented.

146 SEARCH - THE INDUSTRIAL SOURCEBOOK | M A Y 2 0 1 1
YOUR SUCCESS STRATEGIES Let’s discuss a recent scenario. We were approached to design unique packaging for a range of organic cosmetic products. After studying the complete lifecycle of the product packaging and consumers, we chanced upon the idea of using paper pulp for its environment friendliness and other technical properties. To convert this idea into reality, we worked more on the design from the decided material, viz, paper pulp, which could be easily manufactured and transported. Using paper pulp not only offers economic viability, it also has an inviting yet distinct appeal to it.
ATTAINING INNOVATION-LED GROWTH FOR SMEsInnovation does not always arrive with every radically new product or approach. There are numerous possibilities wherein SMEs can get innovative in their current set up. Areas like processes, set ups, strategy, communication, people, etc. can be explored for incremental or radical innovations.
CREATING AN INNOVATIVE DESIGNAn inherent quality of design is innovation. Thus, every good design is innovative in some way or the other. Without this, a new design would be a replica of what already exists. The true concept of design is creating something new and holds relevance for the intended purpose. Thus, the mantra for design, which by default would be innovative, is that it must start with a clear outline of the problem for which a solution, i.e. design, is being proposed. This involves understanding the users, their needs & habits, the system and scenario surrounding the user & the proposed solution viz, market, competition, channel, etc. Design,
being a reiterative process, churns out various possibilities that
qualify as a solution. Of these, the one which can be called the final design is that which not only solves every requirement in hand
but also goes a step further by performing better than required.
FIVE FACTORS TO MAKE INDIA AN INNOVATION HUBA synergy between the following five factors would lead to the creation of an environment where innovation would flourish. Firstly, one should be able to view things from a micro as well as macro level. People should be able to quickly identify problems and perceive them as opportunities. Secondly, technology should be utilised to one’s benefit. It is easier to connect to and learn about ideas and solutions that one thinks of. Thirdly, the government policies and facilities should promote innovators and ensure that they easily and quickly bring their innovation to the market. Fourthly, one can look for cues to innovative ideas in India’s rich cultural heritage. Finally, multitasking and the ability to work & connect to the various domains, which are involved from the concept to the market stage, are integral for the success of an innovation.
STRATEGIES TO FOSTER INNOVATION AND ENTREPRENEURIAL SPIRITEntrepreneurs with an innovative approach have had the strongest impact on society – be it the people who brought the automobiles to the market, or those who have made the idea of selling potable water in bottles a reality. An innovative approach complemented by an entrepreneurial spirit is probably the best bet to ensure the success of a business.
Being innovative is not an outcome but an approach. Hence, one should think radically and come up with out-of-the-box solutions. The first solution is not the best
About No Formulae… It is a design firm, which practices design innovation, brings in creativity and innovation in business domains, which translate into better customer experience, lower costs and higher revenues. The company specialises in using design and design thinking to conjure up tailor-made creative and innovative strategies & solutions for businesses. No Formulae has successfully worked with major players in the travel, real estate, food, lifestyle & well-being industry along with creating award-winning design solutions like the Acceptor, a masquerade for the existing disposable syringe, which will minimise the trauma attached with being injected.


148 SEARCH - THE INDUSTRIAL SOURCEBOOK | M A Y 2 0 1 1
solution and so, one should not be discouraged by initial failures. It is important to remember that entrepreneurship is an attitude, which involves the integral fibre of risk taking. With these two attributes, a person will not hesitate to traverse the road less travelled.
DEVELOPING A PERFECT ECOSYSTEM FOR PRODUCT & PROCESS INNOVATION Communication is important for innovation. The collaborative effort of listening, discussing, outlining problems and solutions with people on the shop floor along with the staff will foster a healthy environment where an innovative spirit would flourish. Innovation is not the domain of a particular individual in an organisation. It is an attitude, which must be adopted by everyone. To build this attitude, a visionary leader who encourages transparency and simple systems is required; an attitude of encouraging the trial of new ideas and celebrating & learning from failures is also important.
CRITICAL ELEMENTS TO SUSTAIN INNOVATIONInnovation is not a one-time event, but a
continuous process. To make innovation happen, businesses must be quick to understand market changes and spot any opportunities that may come their way. They should be able to quickly adapt to the changing situations and create innovations in the form of products, services, processes, strategies, and so on and so forth to meet their customers’ needs.
EMERGING DESIGN TRENDSThe emerging trend that would be more visible in the coming years would be the designer, the manufacturer and the user all merging into a single entity. For example, one would be able to create a customised piece of furniture using simple tools and technology. Technology would make mass customisation possible for everyone. Gone are the days where one size fitted all.
Other trends that are on the rise are of making products more intuitive, easy to use, with only a small learning curve. Products are becoming more functional, cost-effective and pleasing to the senses. People are beginning to understand the lifecycle and eco-footprints of various products and would make their choices in
favour of the planet. This would encourage more sustainable products and practices in future.
DESIGN PHILOSOPHY TO SUCCESSNo Formulae is a multi-disciplinary design firm, which makes innovation for businesses possible by using the tools of design and design thinking. We share the belief that design holds the answers to most of the problems and is often the way forward – be it for things which you can hold and feel or things like strategy and systems whose effects you perceive. It always begins with in-depth research into the context and the subject. By understanding the problem well, we are able to create a perfect solution. Design gives us the invaluable quality of empathising with the users. Understanding the user makes it possible for us to design a market-approved offering.
We have a multi-disciplinary team, which offers us a strong understanding of design and creative ability. It makes us understand the nuances of business like market, finance, manufacturing, human resource, etc. Our solutions are always designed keeping all of these factors in mind.


JHARKHAND
150 SEARCH - THE INDUSTRIAL SOURCEBOOK | M A Y 2 0 1 1
t was 6 o’clock in the evening and a group of men were anxiously waiting to meet the Industries Secretary, Government of Jharkhand.
Quite a rare sight for a department, which is usually deserted by 5 pm! These men were clad in suits and their mobile phones were
constantly ringing. One gentleman whispered over the phone, “Sir, I hope we crack this deal.” These men belonged to a certain company wanting to invest in the state. When asked, one of them secretly said, “We were waiting for the right time. And now that it has come, we would like to invest in the state because of its advantages.”
So, what are the advantages of investing in the state? Jharkhand is richly endowed with minerals, such as bauxite, mica, graphite, quartz, iron, copper and magnetite. About 40 per cent of the country’s total mineral resources are located in Jharkhand. It is recognised as a region, which has great potential to offer investors. The state is also the only producer of uranium and coking
After the creation of Jharkhand on November 15, 2000, the state wanted to modernise itself by gearing up for the process of industrialisation. Ironically, it failed to leverage on its strengths because of the lack of strong political leadership. The efforts of the present government have dramatically transformed the fortunes of the state in the last year-and-a-half. Thanks to the government’s efforts, Jharkhand is roaring with investment prospects.
I SANDEEP PAI
PPORTUNITIESPPORTUNITIES
SMALL STATE
BIGBIGJHAAJHAARKHAND

JHARKHAND
M A Y 2 0 1 1 | SEARCH - THE INDUSTRIAL SOURCEBOOK 151
coal in the country. Apart from this, Jharkhand has an abundance of water, energy reserves, forests and fertile land, which will propel the state to become one of the most developed states in the country. It is for these reasons that Jharkhand has always found itself on the radar of the investors.
But the state has been grappling to deal with the sheer instability and inefficiency of the state leadership, which have been the bone of contention ever since the state was carved out. Land agitations, corruption and Maoists insurgency made companies wanting to invest in the state sceptical about the fate of their investments. A survey by ASSOCHAM pointed out, “Jharkhand stands fifth from the bottom in implementing the MoUs signed with investors, while it stands in the top five in signing MoU with investors. The implementation of MoU by the Jharkhand government is very poor.”
In order to tackle the crisis, the companies required strong backing from the government and a free hand in the land acquisition policy. The recent change in government has changed this scenario and the results have also begun to show on ground. While the present government may not been able to redress all the issues, they have managed to address some of these crisis affecting the state’s prospects.
THE LAND ISSUE In Jharkhand, land is a very contentious issue and companies have faced local resistance during the acquisition process. Several activists have pointed out that there was no transparency in the acquisition process earlier. The good news is that the present State Government realises the criticality of the issue and has been actively taking steps to ensure transparency in every process.
Dayamani Barla, an activist, said, “Many people have been displaced due to various industrial projects. That is why we do not trust the government. They are promised jobs and alternate land, but the people have not received anything. This is why the local populace has turned against industrialisation.”
To address this issue, the State Government has decided not to interfere in the land acquisition process. Instead, it will allow private players to directly deal with landowners. This decision is 18 months old; while the stringent policy initiative is merely six months old. A similar policy has been
successfully implemented in various countries. Even in India, some states have successfully implemented it. AP Singh, Secretary, Department of Industries, Government of Jharkhand, said, “Whichever company wants to invest in the state will have to buy the land directly from the local people. If a company manages to acquire 65-75 per cent of the land, the government will facilitate the acquisition of the remaining portion of land.” In case someone decides to create nuisance when majority agree to the deal, then the State Government will intervene and go ahead with forceful land acquisition.
When companies directly deal with land owners, they are aware of what they have been promised and what they are getting. In such a scenario, since individuals have themselves negotiated, there is no question of enhancement of compensation or any kind of dispute. In the case of leasing land, the state transfers the land. However, here, the company becomes the owner of the land. Thus, there is no question of dispute. This is a major breakthrough and a much needed one.
While transparency in land acquisition has been given priority, the State Government wants to make provision such that abandoned mines can be turned into industrial centers. Singh explained, “We do not have the luxury of free land in the state. And so, we plan to restore abandoned mines so that they could be used for industrial purposes. If we are able to achieve this, we will have a serious advantage over other states.”
SKILL DEVELOPMENT AND LABOUR To hone the skills of the local populace, the labour department has taken several initiatives. Vishnu Kumar, Principal Secretary, Department of Labour, Government of Jharkhand, said, “We are building around 44 ITIs in the state, which will be completed within a year. At present, the state has around 22 ITIs. In these ITIs, a total of 15,000 people will be trained every year on various trades.” The setting up of these new ITIs under public private partnership (PPP) mode will help the state impart training to the unskilled workforce and thus tackle the increased demand of skilled manpower.
The state has a skill development mission in which the Department of Education is the nodal agency. Last December, the
members associated with the mission had met under the leadership of Hon’ble Chief Minister Shri Arjun Munda and chalked out the plan of action for the coming year. Besides this, a detailed analysis of how to implement skill development programmes has been prepared by XLRI, School of Business & Human Resources, Jamshedpur. Some private NGOs and educational trusts have also taken several measures to enhance the skills of the local populace. All these projects are being monitored by the State Government. Another advantage that the state possesses is the limited presence of trade unions. “As the trade unions do not have much clout, industries will find it easy to operate in the state,” adds Kumar.
While skill development is important, helping the industries identify the right talent for the right job is equally important. In this regard, the government organises job melas, a meeting of prospective employees & employers, and runs employment exchanges. “So far, we have organised around 10 job melas. In these melas, a total of 60,000 people have got jobs in the private sector,” Kumar said.
Apart from this, a few companies request for special recruitment drives, and we
oblige. “In Ranchi, Dumka and Daltanganj, we identified talent and got them placed in leading companies. Companies have expressed complete satisfaction with the kind of talent that they have found,” he added.
INFRASTRUCTURE DEVELOPMENT The state is located very close to the port
Jharkhand is a fast emerging industrial hub and entrepreneurs have been keen to invest in the
state, which is a very good sign. Thus, we will do everything possible to industrialise the state. We will spare no efforts to attract both national and international investors in the state.
SHRI ARJUN MUNDA,Hon’ble Chief Minister, Jharkhand

JHARKHAND
152 SEARCH - THE INDUSTRIAL SOURCEBOOK | M A Y 2 0 1 1
cities of Kolkata, Paradip and Haldia, which gives it an additional edge in terms of connectivity. However, it lacks good infrastructure for industries to flourish. The State Government is, however, making efforts to ensure the development of infrastructure in the state. “We recognise that Jharkhand’s industrial development has been hampered by the lack of good infrastructure. Right from the railway sidings to the roads, we need to put in a lot of efforts to make it world class. In this regard, we need the Central Government’s help,” said Singh. Some initiatives have already seen the light of the day. A few state and national highways have been broadened. The expansion of infrastructure in the state in the form of development of industrial parks & growth centers, establishment of telecom infrastructure and construction & upgrading of roads and airports has further given rise to more investment opportunities.
Moreover, the power sector, which comes under infrastructure, is booming with investment prospects. Several power plants both, captive and independent, have come up in the state. Singh says, “Right now, we are a power deficient state, but in
a year or two, we will not remain the same with the present demand.”
The state is an ideal destination for power generation because of the availability of coal. Much to the delight of power companies, the State Government can make land available for the industry. “There is land available in Patratu and if any power company wants to invest, we can offer them land. We also have the coal block. We have had some meetings pertaining to the same with industry leaders, but nothing has been finalised so far,” Singh adds.
Law and order has also been restored to a certain extent. However, a lot more needs to be done. Recently, Abhijeet Group of Industries managed to set up a power plant in Latehar, a Naxal-affected district. This move has brought a lot of confidence among companies looking to invest in the state. The excitement in the industry is evident from the fact that the government departments, most importantly, the industries department is marked by corporate visits anytime of the day!
THE TAKEAWAY The current government in Jharkhand is making significant efforts to maximise the inflow of investment in the state. Many incentives and policies have been developed and put in place by the government to attract investors. The basic idea of these policies is to augment those industries that utilise the forest, agricultural, mineral and other resources of the state. The government has a vision to generate employment for its people, improve their quality of life and thus, catalyse the economic development of the state.
We are building around 44 ITIs in the state, which will be completed within a year. At present, the state has around 22 ITIs. In these ITIs, a total of 15,000 people will be trained every
year on various trades.
VISHNU KUMAR,Principal Secretary, Department of Labour,
Government of Jharkhand


INDUSTRIES SECRETARY, GOVERNMENT OF JHARKHAND
154 SEARCH - THE INDUSTRIAL SOURCEBOOK | M A Y 2 0 1 1
EMERGING INDUSTRIAL REGIONS IN THE STATE Jharkhand has four industrial areas – Ranchi, Bokaro, Dhanbad and Jamshedpur. Apart from these, the state has a mega industrial growth centre in Barhi. These are the identified areas, where land is available for investors to set up base.
LUCRATIVE INVESTMENT OPTIONS Several integrated steel plants are coming up in Bokaro-Ramgard, Saraikela-
Jamshedpur, and Giridih, among other locations. A lot of medium-scale investments ranging from Rs 100 crore to Rs 600 crore are also being made in the state. In Bokaro, Electrosteel has made huge investments and its integrated steel plant will be commissioned within four months. Tata Steel has invested Rs 20,000 crore for the expansion of its steel plant in Jamshedpur. These regions have become a major industrial hub for the steel industry.
The surge in investments in the steel industry has provided a boost to allied
industries like cement. Alumina-based industries have also received a similar boost. Several alumina-based industries are being set up in and around Ranchi and Lohardaga. Hindalco has just upgraded one of its units and is in the process of setting up another smelting plant with captive power.
Several captive power plants, mostly coal-based, have been set up in the state. Many power companies plan to invest in Patratu, Chandil, Koderma, Hazaribagh, Latehar districts. Some of these districts are Naxal-infested, but this has not deterred
“Five years down the line, Jharkhand will be able to produce more than 30 per cent of country’s steel production, 80 per cent of the country’s tussar silk production and 10,000 MW of power,” avers AP Singh, Secretary, Department of Industries, Government of Jharkhand,
in an exclusive interview with Sandeep Pai. Excerpts…
JHARKHANDJHARKHAND IS NOT
ENTREPRENEURSENTREPRENEURS
POORPOOR IN TERMS OF THESCOPE IT CAN OFFER
Photo by Mahadev Sen

INDUSTRIES SECRETARY, GOVERNMENT OF JHARKHAND
M A Y 2 0 1 1 | SEARCH - THE INDUSTRIAL SOURCEBOOK 155
companies from setting up base here. Take, for instance, Abhijeet Group of Industries, which has set up a power plant at Chandawa block in Latehar district – a Naxal-infested district. This plant will be ready in the next 15 months. Even ESSAR Power and Electrosteel Power will set up base here. In addition, Damodar Valley Corporation (DVC), which presently set up a power plant of around 1,000 MW, plans to expand its capacity. Companies such as Jindal Power are also investing in Dumka and Godda.
With all these investments, Jharkhand will hopefully be able to commission around 2,000 MW of power units.
LAND ALLOTMENT FOR INDUSTRIAL DEVELOPMENT The State Government has decided that it will not interfere in the land acquisition process. Instead, it will allow private players to directly deal with the landowners. This decision is 18 months old; while the stringent policy initiative is merely six months old. ‘We will not do it’ is our current stand.
When companies directly deal with land owners, the land owners are aware of what they have been promised and what they are getting. In such a scenario, since individuals have themselves negotiated, there is no question of enhancement of compensation or any kind of dispute. In the case of leasing land, the state transfers the land. However, here, the company becomes the owner of the land. Thus, there is no question of dispute.
Once a company manages to purchase about 65-75 per cent of the land not belonging to the State Government, then the State Government will act as a facilitator and help companies acquire the rest of the land. In case someone decides to create nuisance when majority agree to the deal, then the State Government will intervene and go ahead with forceful land acquisition.
To facilitate this voluntary submission of land, the State Government has gone a step ahead and has announced a special package for people who voluntarily offer their lands to entrepreneurs. It will offer landowners a higher package. In addition, the State Government plans to create a land bank.
The State Government will also facilitate the land acquisition process for small-scale investors. For instance, if any software company wants to invest, then we can make land available for them in a couple of days as they do not require much land.
TRANSPARENCY IN LAND ACQUISITION The State Government has a progressive rehabilitation policy in place. In fact, I can claim that it is the best in East India. We are making several modifications to make the policy better. Apart from the government’s policy, major industries have been making written commitments about jobs and other miscellaneous aspects. For example, Mittals have promised to offer families that have given their land to investors Rs 5,000 every month till one of the family members finds employment. Even companies like Electrosteel and Abhijeet Group of Industries have delivered on their promises made to the local populace. It is high time other companies follow suit.
INDUSTRY ENABLING POLICIES As far as streamlined industrial development is concerned, the concept of single window clearance exists, but to make it effective we plan to implement the Single Window Act. Once the Act becomes a law, then everything will come under one umbrella. The Act will bring authorised officials on par with a department.
Today, even though we do not have a single window clearance system in place, we have not received any grievances from entrepreneurs. We ensure that genuine entrepreneurs get easy clearance from all the necessary departments by constantly meeting entrepreneurs at my level and the chief secretary level.
CHALLENGES ENCOUNTERED BY SMEs To my knowledge, SMEs are not facing any major issues in the state. They have been accommodated in the state’s industrial areas. Banks have been financing all the petitions submitted by SMEs. In fact, SMEs have been growing manyfold in the state. For instance, SMEs dealing with steel in Giridih district, coking coal in Dhandab district, cement in Ramgard district and motor parts in Jamshedpur have come up in a big way. The government has been supporting and facilitating SME initiatives through cluster development, which is a Government of India initiative. Today, there are at least 5-6 clusters, which are operational; the most significant one being the auto cluster in Jamshedpur.
RENEWABLES SCOPE Solar power is in abundance in the state.
Out of 365 days, the state witnesses 350 days of bright sunshine. Thus, the state has tremendous potential as far as solar energy is concerned. In fact, companies have already begun investing in solar power. For instance, one company has already set up a small plant in Gumla district. The company supplies power for lighting and other daily affairs. Jharkhand is an ideal investment destination and entrepreneurs will get support from the government and masses in a big way. Companies investing in renewable energy will stand to benefit especially when using fossil fuel becomes a costlier option.
CHALLENGES FOR INDUSTRIAL DEVELOPMENT The biggest challenge for the state is dealing with land acquisition. But the State Government is already taking initiatives to tackle the same. The second bottleneck is the availability of iron ore for steel manufacturing. Our iron ore reserves are in the Saranda forest, which is a non-notified area. So, getting environment clearance to extract the iron ore from the Saranda forest is difficult. The Government of India needs to realise that we cannot encourage industrialisation in the state if we cannot offer entrepreneurs raw materials.
Hon’ble Prime Minister Shri Manmohan Singh has constituted a special Group of Ministers (GoM) for the coal sector to deal with such issues. A similar committee should be constituted by the Government of India to deal with issues pertaining to iron ore mining as well. This move will benefit Jharkhand because all the state’s iron ore mines are in forest areas. Moreover, the Government of India should realise that Jharkhand’s forest cover is around 29 per cent, which is more that other states. Thus, the policy used for Jharkhand should be different from other states.
If the Government of India does not permit iron ore mining, it should also consider banning iron ore exports, which will, in turn, ensure that local industries benefit. Iron ore exports jeopardise the prospects of industries, mainly SMEs, which thrive on the value addition of steel.
In a developing nation like ours, where the steel requirement is very high, if a full ban on export of iron ore is not possible, certain restrictions should be put forth. Several countries, and in India, Karnataka, has successfully banned iron ore exports. I had already put forward this point at a meeting chaired by the chief secretary. We

INDUSTRIES SECRETARY, GOVERNMENT OF JHARKHAND
156 SEARCH - THE INDUSTRIAL SOURCEBOOK | M A Y 2 0 1 1
will also be presenting these points before the steel ministry.
INFRASTRUCTURE DEVELOPMENT The lack of good infrastructure in the state has hampered its industrial development. There is scarcity of railway sliding, railway infrastructure, etc. Even the road transport is not up to the mark. Hence, our biggest priority is to create good infrastructure, which will boost industrial growth.
In this regard, the National Highway NH33 has been widened to four lanes. Several state highways have also been widened in the last 10 years. Another major road, from Dhanbad to Sahabganj has been sanctioned. The road will link the state with West Bengal and Bihar. We are proposing infrastructure development in BOT mode in various parts of the state.
LUCRATIVE SEGMENTS FOR INVESTMENTS We are looking out for investments in downstream industries – car, two wheelers or agricultural equipment manufacturing. Entrepreneurs in these segments will stand to gain as the availability of raw materials will
be easy and the transportation cost will be cheaper. Moreover, the manpower available here is cheaper as compared to other states.
The next lucrative segment is the IT industry. The IT industry does not require much land and the government can easily make land available for them. In addition, good engineering colleges in Ranchi have ensured the easy availability of skilled manpower.
The third sector, which one normally does not associate with Jharkhand, is the food processing industry. The state’s vegetable and floriculture production has massively increased. We have a surplus of around 18 lakh tonne of fruits and vegetables. For instance, we are the leaders in jackfruit production in the whole of eastern India. But this is all going waste as its potential is not being utilised to the fullest. Similar is the case with tomatoes and green vegetables. The cashew nut sector in the Jamshedpur belt is a recent addition. Last year, we produced around four tonne of cashew nut. This is a vast sector, which can be tapped in a big way.
Another sector that has picked up pace is sericulture. The Planning Commission
had estimated that the total tasar silk production will be around 600 tonne in India. However, Jharkhand alone produces close to 700 tonne, which has made the Planning Commission modify its estimate to 1,000 tonne. This sector offers tremendous scope for value addition. Hence, companies seeking to set up an integrated plant for silk production will benefit as everything from raw materials to manpower is available in this sector. In the next 4-5 years, I can say very conservatively that we will produce around 2,000 tonne of tasar silk.
Lastly, we would like to encourage investments in aromatic plants & ayurvedic medicines sector. These are found in abundance in our forests.
JHARKHAND IN THE NEAR FUTURE A lot of people would like to believe that Jharkhand is a poor tribal state. But the state is not poor in terms of the scope it can offer entrepreneurs. It is better placed in the whole of eastern India. Five years down the line, Jharkhand will be able to produce more than 30 per cent of country’s steel production, 80 per cent of the country’s tussar silk production and 10,000 MW of power.


SECRETARY, DEPARTMENT OF INDUSTRIES, GOVERNMENT OF JHARKHAND
158 SEARCH - THE INDUSTRIAL SOURCEBOOK | M A Y 2 0 1 1
CHANNELISING KNOWLEDGE,BUILDING BRANDSKeeping pace with the giant strides of the manufacturing sector in Tamil Nadu, the third edition of Engineering Expo Chennai created an aura for promoting interaction between various stakeholders in the industry. With technology and innovations as its core strengths, the Expo offered better commercial prospects for exhibitors and visitors alike.
ANNABEL DSOUZA
here is no denying that entrepreneurship and innovative spirits are integral to the success of companies as well as the entire trade ecosystem of a
region. Facilitating this culture of business expansion through technological advancements, the third edition of Engineering Expo Chennai was held from March 11-13, 2011, at the Chennai Trade Centre, Nandambakkam. During the three days of intense networking, the city’s burgeoning engineering industry received a further impetus in terms of information upgradation as well as profitable partnerships.
The event was marked by the presence of V Arumugam, Zonal GM-South I & III, National Small Industries Corporation
(NSICL); R Selvaraj, President, Ambattur Industrial Estate Manufacturers’ Association (AIEMA); and Sunil Kaul, Senior GM, Power Transmission Division, Fenner India; as Guests of Honour. The esteemed guests highlighted Chennai’s emergence as a manufacturing hub and sourcing base for India’s auto industry. Further, they emphasised on the pivotal role played by trade shows and exhibitions in supporting entrepreneurship in the region.
Awareness and expertise go a long way in constructing the right environment for competitive businesses. As the global economic scenario converges to become more inclusive, local players have to compete with products and services in the international market for harnessing export demand. In such an environ, technical knowledge and the required skill sets are
critical in boosting the industrialisation of the region. Taking the same sentiments forward, Selvaraj said, “Chennai is bestowed with abundant technical knowledge and skill sets. The educational initiatives of the State have yielded good results in tapping the vast human capital in the region. However, industry collaboration is the need of the hour at education and professional level.” Talking about lucrative platform offered by trade fairs, he added, “Besides commercial gains, trade fairs offer entrepreneurs an opportunity to grasp technical developments and convert them into profitable business ventures.”
THE KNOWLEDGE FACTORThis year’s edition of Expo performed exceptionally well in terms of business generation and networking prospects.
T
Engrossed visitors observing technology at its best
CHENNAI CHARMS…The city is emerging as a major player in the auto components and ancillaries industry. Its strategic location as a seaport city is reinforcing its status as a leading sourcing hub for most brands in the engineering industry. An abundance of skilled workforce and thriving economic culture attract industries to this city.
With many large and small players from all spheres of the engineering world competing for market space, innovative technology and value-added services are going to be the key determining factors for success. Sunil Kaul, Senior GM, Power Transmission Division, Fenner India, asserted, “The Indian engineering industry is poised to grow immensely. As markets expand and demand increases, we look at competitors as partners in progress. There is plenty of scope for upgrading existing product portfolios, and companies should benchmark their products against international standards and not restrict themselves to local competition.”
158 SEARCH - THE INDUSTRIAL SOURCEBOOK | M A Y 2 0 1 1
Post Show Report Chennai 2011

SECRETARY, DEPARTMENT OF INDUSTRIES, GOVERNMENT OF JHARKHAND
M A Y 2 0 1 1 | SEARCH - THE INDUSTRIAL SOURCEBOOK 159
(L-R): Guests of Honour Sunil Kaul, Senior GM, Power Transmission Division, Fenner India Ltd; R Selvaraj, President, Ambattur Industrial Estate Manufacturers’ Association; and V Arumugam, Zonal GM-South I & III, National Small Industries Corporation Ltd at the inaugural function
Around 80,000 kg of machinery was moved at the venue while business leads worth `39.34 crore were generated. However, the key highlights were the knowledge and technology sharing offered by the 200 plus exhibitors at the event.
As the famous adage goes, one cannot deliver today’s solutions with yesterday’s technology and expect to be in business tomorrow. Similarly, adopting the latest available technology in the market fosters a large number of start-ups and Small and Medium Enterprise (SME) initiatives. This is the most critical aspect of a self-sustaining economy. As Chennai emerges into mainstream auto components manufacturing, every effort is being made by the State Government to promote and support entrepreneurship.
Arumugam said, “SMEs generate over 40 per cent of employment. Their share in the export market is more than 9 per cent. To further encourage SMEs’ excellence, there is a credit rating based on faster delivery with value-added services. Benefits are also extended towards sponsoring and promoting participation at international trade fairs.”
BUSINESS LATITUDE All successful businesses understand the crucial role played by exhibitions and conferences in fostering opportunities. Engineering Expo has always been a platform for branding and interacting with suppliers, OEMs, auxiliary service providers and end-users. Competitive acumen is another advantage offered by this Expo, which not only facilitates sales and marketing, but also supports decision makers in formulating future strategies. Kaul stated, “Engineering Expo offers a good opportunity for companies to share knowledge and expertise on processes & innovations. It promotes partnerships between industries and their ancillaries, which in turn plays a crucial role in technology transfer and R&D. Exhibitions and trade shows enable companies to collaborate with each other in seeking new opportunities and providing a learning curve on cost compression, quality circle, service improvement, energy-efficiency, etc. The Expo assures tremendous benefits for the parties involved and the industry at large.”
Besides strengthening brands, this edition of Engineering Expo Chennai also
witnessed companies building strong networks and collaborations. Suresh C K, General Manager - Marketing, Surya Automotive & Plastics, said, “From a business perspective, this exhibition has enabled us to tap the enormous potential within the industry. Our products and services have evinced interests among our target audience. Moreover, at this exhibition, we received valuable feedback that helped us identify areas in and around Chennai where there is demand for our products.”
ON AN OPTIMISTIC NOTELike its previous editions, this Expo redefined its benchmark of success. Reiterating the importance of the event to give a boost to the industrial scenario of Chennai, Kaul added, “The worth of a trade show in the league of Engineering Expo cannot be estimated only from a profit-gaining perspective. Although immediate business gains are important, one should look at the larger perspective in terms of industry awareness, key strengths and overall brand building.”
The Chennai Expo seemed to be a perfect culmination of the enterprising spirit of Engineering Expo as it brings down the curtains on this season. India’s engineering industry earnestly awaits the next season, with renewed vigour and enhanced prospects as the Expo returns to Chennai in December 2011.
A panoramic view of pulsating business at the Expo
ENABLING GROWTH PASTURES FOR SMEsEngineering Expo prides itself as an SME gathering and why not! It is the stage where technology meets business. This is particularly true for emerging industrial destinations like Chennai. Cementing these thoughts, V Arumugam, Zonal GM-South I & III, National Small Industries Corporation (NSICL), said, “The technologies and solutions offered by local ancillaries in Tamil Nadu certainly meet international standards of quality and efficiency. Exhibitions like Engineering Expo allow companies to showcase their products effectively, while also garnering sales and revenues.” He further added, “We at NSICL do our best to encourage participation at trade shows, both at the national as well as international level. These expos also serve as a platform for awareness and exposure of innovative technology in the market.”
India’s automobile industry consists of some of the world’s leading brands like Ford, Royal Enfield, Mitsubishi, Volkswagen, among others. In this context, Arumugam stated, “In terms of outsourcing, multinational companies (MNCs) cannot manufacture all components, and outsourcing is integral to their operations. Here, SMEs play an important role in MNC establishment in the state. SMEs help the region to become a major sourcing destination.”
M A Y 2 0 1 1 | SEARCH - THE INDUSTRIAL SOURCEBOOK 159

SECRETARY, DEPARTMENT OF INDUSTRIES, GOVERNMENT OF JHARKHAND
160 SEARCH - THE INDUSTRIAL SOURCEBOOK | M A Y 2 0 1 1
TOTAL NUMBER OF VISITORS: 15,550+
FIRST-TIME EXHIBITORS
Rajul Gandhi, Director, Seion Watertech
Chennai is a crucial market for our industry. However, there is a dearth of high-end solutions, and this exhibition has helped us reach out to local clients. We experianced considerable demand for our state-of-the-art products. This was evident from the impressive visitor turnout at the Engineering Expo and we have generated enquiries worth `1.5 crore.
Anand Kannan, VP – Marketing, Powerica
I am quite satisfied with the quality and visitor turnout. Given that our technology has a unique edge in efficiency and pricing, we hope to leverage the enquiries and generate business. In terms of brand building as well, I would rate this Expo on the higher side.
Bony Paul, MD - India & GCC Region, Trelleborg Sealing Solutions
This exhibition has been a good experience in strengthening our business in Chennai. The visitor turnout and their interests in our solutions were quite encouraging. We were able to achieve our aim of brand building.
C Kumarakrishnan, Assistant Manager – Sales, Pepperl+Fuchs (India)
The response that we received at this expo was heartening. Among the visitors, many were students, who were keen on exploring our world-class solutions. However, in terms of business prospects we will be utilising the key contacts generated at this Expo for future sales and revenue.
EXHIBITORS’ INSIGHTS
Falgun Pandya, MD, Saimona Air-Mech
We sold five machines during the first two days. This alone speaks for the market demand and the role of this exhibition in facilitating business. Besides, we look at trade shows as opportunities for interacting with our vendors, suppliers, distributors, etc. Such events enable us to boost our brand image and promote our products significantly.
Vipin Shah, Director, Electroweld Automations India
Automation is critical to any engineering industry and we see tremendous potential for our products and services in Chennai. This edition of Engineering Expo has been successful in attracting the best companies from the industry, which in turn helped us in networking and building collaborations.
Ganesh Parthasarthy, CEO, Tussor Machine Tools India
Our CNC solutions were well-received in the market for its high precision delivery as well as rough handling capacity. At this exhibition, we were able to leverage on our strong pricing advantage and also promote our brand among target visitors.
Pavandeep Singh, Managing Partner, Engineering Hindustan
The scale of this exhibition has grown manifold over the years, and we are glad to have participated this time as well. The quality of visitors has been quite satisfactory and we have received good feedback from potential clients. We hope to convert these into profitable partnerships in future.
4,532Total business leads generated 80,000 kgTotal machinery movement at the venue

SECRETARY, DEPARTMENT OF INDUSTRIES, GOVERNMENT OF JHARKHAND
M A Y 2 0 1 1 | SEARCH - THE INDUSTRIAL SOURCEBOOK 161
TOTAL NUMBER OF EXHIBITORS: 200+ TOTAL BUSINESS GENERATED: ` 39.34 CRORE
INNOVATIVE EDGE
Rajul Gandhi, Director, Seion Watertech Our industrial reverse osmosis solutions bring down the total dissolved solids (TDS) count to 2,000 ppm. This portable water technology is ideally suitable for industries in Chennai. The saline water available in this region is not feasible for processing purposes. This technology has wide-scale applications in the pharmaceuticals, tanneries, electronics sectors, etc.
R J Subramanian, Deputy GM, Power Transmission Division,
Fenner India
The PowerTran belts are designed for heavy-duty applications in agriculture, mining, construction, etc. It offers power savings up to 40 per cent and also reduces drive cost. It is almost maintenance-free, with optimum tension throughout service life.
Ameer Munaff, CEO, Fein Power Tools
The powerful belt sander has been developed for machining welded seams on pipes and can be used to precisely smooth corners, edges, profiles and deburr sheetmetal. The tool features a header, which can be swivelled 1800, allowing for flexible and comfortable use even in complex applications.
Sriram Subramonian, Country Manager, Boge Compressors (India)
The C Series compressor has been launched recently in the Asian market. It is unique because 70 per cent of its components like pipes and connections have been reduced into a manifold block, making it compact and user-friendly.
VISIONARY VISITORS
Vinod Kumar, Branch Manager, Wilson Sandhu Logistics India
An exhibition with large participation from the SME sector is important for my company. Being from the logistics industry, I was glad to interact with several companies having large-scale import-export operations. This has also been a great knowledge gaining experience and I hope to follow-up with the leads generated here.
P Samba Murthy, Partner, Vimal Industries
The construction and infrastructure market in Chennai is on the upswing, and such exhibitions bring to the fore the latest materials and machinery of world-class standards. I was able to source some ventilators for my construction business. Besides, I have also observed that products and services available here have a major price advantage, due to the intensely competitive environment, which promotes excellence.
Mark Wei, Senior Business Manager – System Integration Outsourcing
CEG, Huawei Technologies Company
I am often on the look-out for electronic component suppliers for the telecom industry. I observed a large number of machine manufacturers and few from the electrical segment at the Expo. I met some potential suppliers and look forward to more exhibitions like this with international participation.
78%Exhibitors happy
with quality of
visitors
83%Exhibitors found Engineering Expo better than other trade events in Chennai

5-7 July 2011TYREXPO INDIA 2011Focus: Tyre, rubber and equipmentWhere: Chennai Trade Centre, ChennaiTel: 044 1892 863888E-mail: [email protected]: www.eci-international.com
14-17 July 2011ACCESS - MACHINE TOOLS & ENGINEERING EXPOFocus: Automation & Instrumentation, welding machines, drives and gearsWhere: Chennai Trade CentreTel: 044 28604087Email: [email protected]: www.smartexpos.in
NATIONAL ABROAD
21-23 July 2011WELD INDIA 2011Focus: Welding and cutting materials and componentsWhere: Chennai Trade Centre, ChennaiTel: 044 24543322; Email: [email protected]: www.weldindia.com
20-23 July 2011INDUSTRIAL AUTOMATION 2011 (IA 2011)Focus: Automation solutionsWhere: Kuala Lumpur Convention Centre (KLCC), MalaysiaTel: +603 40410311 Email:[email protected]: www.asean-ia.com
27-30 July 2011CHINA MACHINERY FAIR-VIETNAMFocus: metal cutting & metal forming machines, measuring equipment, EDM, tooling CAD/CAM, lasers, cutting tools, drilling, finishingWhere: Saigon Exhibition & Convention Centre, Ho Chi Minh City, VietnamTel: +86 20 38870805
TRADE SHOW TIPPLAN YOUR FOLLOW UP
Have a plan in place for following up on leads as soon as you get home. Don’t wait for a month before sending information to those who stopped by your booth as by then, they are likely to have
become good customers for your competitors.
TRADE SHOW TRACKER
5-7 May 2011RENEWABLE ENERGY WORLD CONFERENCE & EXPO- INDIA 2011Focus: Renewable energyWhere: Pragati Maidan, New DelhiTel: 0124 4524205Email: [email protected]: www.renewableenergyworldindia.com
6-8 May 2011TECH INDIA 2011Focus: Pumps, Valves, Compressor, Hydraulics, Pneumatics, Control systems and accessoriesWhere: Bombay Exhibition Centre, MumbaiTel: 022 28398000E-mail: [email protected] Web: www.techindiaexpo.com
NATIONAL ABROAD
24-25 May 20114TH RENEWABLE ENERGY FINANCE FORUM – INDIAFocus: Renewable EnergyWhere: Le Meridien, New DelhiTel: 011 26919377Email: [email protected] Web: www.reff-india.com
31 May 2011INTERNATIONAL CONFERENCE ON SMART GRIDSFocus: Smart gridsWhere: The Lalit Ashok, BangaloreTel: 080 41498080E-mail: [email protected]: www.theiet.org/smartgrids-india
16-17 May 2011WORLD MANUFACTURING FORUM 2011 “INNOVATION IN GLOBAL MANUFACTURING”Focus: Aerospace and aviation, manufacturingWhere: Anaheim Convention Center, Anaheim, CA, USTel: +313 4253187Email: [email protected]: www.aerodefevent.com
19-22 May 2011SHEETMETAL ASIA 2011Focus: Sustainable manufacturing, energy efficient manufacturing, key technologies, innovationWhere: Villa Erba, Cernobbio, Como Lake, ItalyTel: +82 10 73158463; E-mail: [email protected]: www.worldmanufacturingforum.org
9-11 June 2011INTERMACHINERY INDIAFocus: Machinery & equipmentWhere: Bombay Exhibition Centre, MumbaiTel: 022 40376700Email: [email protected]: www.worldexindia.com
10-12 June 2011AUTOMOTIVE ENGINEERING SHOWFocus: Automotive manufacturing technologiesWhere: Chennai Trade Centre, ChennaiTel: 022 32019137Email: [email protected]: www.focussedevents.com
NATIONAL ABROAD
16-19 June 2011MATERIAL HANDLING & STORAGE EXPO 2011Focus: Material handling & transportation equipments, storage equipments, containers & packaging equipmentsWhere: Chennai Trade Centre, ChennaiTel: 022 28398000Email: [email protected]: www.confairs.com
7-9 June 2011ATLANTIC DESIGN & MANUFACTURING 2011Focus: Industrial design, rapid prototyping, engineering Where: Jacob K Javits Convention Center, NY Tel:+1 310 4454200Email: [email protected] Web: www.canontradeshows.com
23-26 June 2011MANUFACTURING EXPO 2011Focus: Machinery & processing technologyWhere: BITEC, Bangkok, ThailandTel: +66 26867207E-mail: [email protected]: www.manufacturing-expo.com

4-7 August 2011COMPREHENSIVE PACKAGING EXPO Focus: Manufacturers of packaging machines, materials, logistics providersWhere: Chennai Trade & Convention Centre, ChennaiTel: 044 28604087Email: [email protected]: www.smartexpos.in
10-12 August 2011GREEN AUTOMOMOBIL 2011 EXPOFocus: Renewables and EnvironmentWhere: Pragati Maidan, New Delhi, DelhiTel: 011 4279 5000E-mail: [email protected]: www.greenautomobil.com
NATIONAL ABROAD
10-12 August 2011CHINA (BEIJING) INTERNATIONAL PIPE FITTING & VALVE EXPOFocus: Steel pipe, infrared thermometer, printing marking machines, cleaning equipment and pipeline inspection technologyWhere: Beijing China International Exhibition Center (CIEC), Beijing, ChinaTel: +86 10 68659226E-mail: [email protected]: www.hwexpo.com
16-19 August 2011SHANGHAI INTERNATIONAL AUTOMOTIVE MANUFACTURING TECHNOLOGY & MATERIAL SHOW 2011Focus: Automotive manufacturing, engineering, technology solutionsWhere: Shanghai New International Expo Centre (SNIEC), Shanghai, ChinaTel: +86 21 64681300; E-mail: [email protected]: www.shanghaiamts.com
TRADE SHOW TRACKER
9-12 November 2011BIZ-BRIDGE 2011 – ENGINEERING & MANUFACTURING EXPOFocus: Metals & minerals, power & energy, oil & gas, railways & wagon building, defence, MSME and material handling systemWhere: Science City, Trade Fair Grounds, KolkataTel: 033 22307727; Fax: 033 22301721E-mail: [email protected]: www.bizbridgeexpo.com
23-26 November 2011INDUSS 2011Focus: Industry supply & subcontracting Where: BIEC, BangaloreTel: 080 66246600Fax: 080 66246661E-mail: [email protected]: www.bies.co.in
ABROAD
17-20 October 2011CANADIAN MANUFACTURING TECHNOLOGY SHOW 2011Focus: Machine tools, automation technologiesWhere: Direct Energy Centre, Toronto, CanadaTel: +1 313 4253000Fax: +1 313 4253400E-mail: [email protected]: www.sme.org
AHMEDABAD 14-17 Oct’ 2011
Gujarat UniversityExhibition Hall,
Gujarat
PUNE 18-21 Nov’ 2011
Auto Cluster Exhibition Centre, Pimpri-Chinchwad,
Maharashtra
CHENNAI 16-19 Dec’ 2011
Chennai Trade Centre,Nandambakkam,
Tamil Nadu
INDORE 6-9 Jan’ 2012Poddar Plaza,
Near Gandhi Hall, Madhya Pradesh
Tel: 022-30034651 • E-mail: [email protected] • Web: www.engg-expo.com
1-3 September 2011HIMTEX 2011 Focus: Engineering, machine tools, precision tools, automation systems, instrumentation & controls, machinery and equipmentsWhere: HITEX Exhibition Centre, HyderabadTel: 040 23112121; Fax: 040 23112124E-mail: [email protected]; Web: www.himtexexpo.co.in
22-24 September 2011METEX INDIA 2011Focus: Metal and metallurgical equipment, technologies and suppliesWhere: KTPO Trade Centre, BengaluruTel: 022 42107804E-mail: [email protected]: www.metex-india.com
NATIONAL ABROAD
13-14 September 2011THE ENERGY EVENT 2011Focus: Energy procurement, energy efficiency, metering, carbon reduction, energy policy, cost reductionWhere: NEC, Birmingham, West Midlands, EnglandTel: +44 (0)78 1857 4300E-mail: [email protected]: www.theenergyevent.com
NATIONAL
RUDRAPUR 23-26 Sept’ 2011
Gandhi Park, Uttarakhand
AURANGABAD 17-20 Feb’ 2012
Garware Stadium,Maharashtra

164 SEARCH - THE INDUSTRIAL SOURCEBOOK | M A Y 2 0 1 1
NEW LAUNCHES
This section gives information about products, equipment and services available in the market. If you know what you want. . .refer to Product Index on Page 200 to find it quickly
SURVEY TOOLS
Bosch Power Tools has launched its new range of survey tools under the brand CST/Berger. These newly launched
products include rotary lasers, theodolites, total stations and magnetic locators, which compliment Bosch Power Tool’s existing range of laser levelers, range finders and line lasers. Used for levelling work, rotary lasers such as ALVH & ALGR enable dual-slope setting up to ±10 per cent and accurate to 1/100 per cent. Optical levels like PAL22D & PAL24D and theodolites like DGT10, cater to solving the requirements of surveying and levelling while total stations like CST 302R & CST 305R, are ideal for stake out, for data collection on construction sites and for cartography and topographical applications. The tools also comprise of pipe lasers that offer an accuracy of ten arc seconds. The new range comes along with a comprehensive range of accessories, including tripods, rods and prisms, measuring wheels etc that assist surveyors all over the world with their work.
Bosch Ltd, Bengaluru 560 030.Tel: 080-2299 6148, Fax: 080-2299 2724Email: [email protected]
�
GRINDING DISCS
With the new CC-Grind grinding discs, PFERD-SWIT presents a new generation of discs for surface grinding. These allow aggressive
grinding achieving maximum stock removal and a very good tool life on large surfaces. The special grinding disc version combined with the matching backing pad guarantees maximum machining capacity in a very short time. Unlike reinforced grinding discs, CC-Grind discs are very flexible, allowing score-free machining, particularly on convex and concave surfaces. CC-Grind has a patented quick-clamping and cooling system. When combined with the high-performance abrasives, this achieves: a reduction in workpiece temperature by up to 30 per cent; up to 40 per cent higher machining capacity; and up to 30 per cent less tool wear. Two versions are offered: Steel for use on steel, and Inox for the machining of stainless steel (INOX), both versions in the diameters 115 and 125 mm.
PFERD-SWIT, Bengaluru 560 001.Tel: 080-4218 7117, Fax: 080-42181 7118, Mob: 09741481117Email: [email protected], Website: www.pferd.com
�
COKE INJECTION MACHINES
Surface International has introduced coke injection machines that are widely used for controlled coke injection in the molten metal for making steel alloy. These machines entail a
substantially built hopper having storage capacity of 1 to 2 m³ coke. The hopper is mounted on load 3 cells. Coke is conveyed by a screw conveyor through a variable drive unit. The flow of
�
material is controlled by a PLC controller, which provide actual feed rate of coke from the machine and also permit in flight correction of the rate to achieve precise coke feeding time. The coke injection systems have a rotor-type gunning machine, which conveys the coke in a hose pipe to the furnace where it is injected into the molten metal through a metallic lance. A dust collector is provided with the system to take care of the coke dust generated during the process and
keeps the environment dust-free.
Surface International, Jodhpur 342 008.Tel: 0291-2787749, Fax: 0291-2721778, Mob: 09413329749Email: [email protected], Website: www.surfaceint.com
AUTOMATED BULK UNLOADING SYSTEMS
Prodaid Engineers have developed automated bulk unloading systems for components discharged from the high production machines and delivered to high volume carton boxes.
Receiving level of the component discharged is being, as low as 250 mm. The cleated conveyor receives the components and elevates to deliver to 1.6 metre height carton boxes. Further the components are discharged alternately to 2 cartons, with the help of reversible conveyor, kept above the cartons.
This enables the operator to keep ON the unloading function, without stopping the component discharging machine. The systems are developed for cartons of size of 1200 mm x 1200 mm x 1200 mm depth (2000 litres capacity), which gets filled up within 7 minutes interval. However, such system can be built to suit individual needs with different feedrate, volumes and height of cartons. Power required is 230 V single-phase, AC supply and consumption is equivalent to 100 W bulb.
Prodaid Engineers (P) Ltd, Bengaluru 560 058.Tel: 080-6534 5363, Fax: 080-2837 4961Email: [email protected], Website: www.prodaid.com
�
SOFTWARE
Rockwell Automation has announced the release of Factory Talk Historian Machine Edition (ME) version 2.2 software with native connectivity to the OSIsoft PI system. With the
latest release, PI system users who employ Allen-Bradley ControlLogix controllers from Rockwell Automation now have an off-the-shelf, machine-level historian application that can easily
transfer historical data to their on-site or enterprisewide PI System. The native connectivity means that FactoryTalk Historian ME can automatically communicate with the PI System,
�

M A Y 2 0 1 1 | SEARCH - THE INDUSTRIAL SOURCEBOOK 165
NEW LAUNCHES
allowing users to easily integrate their PI System with Rockwell Automation products to access a new level of visibility into production operations. Such scalable, historian applications allow manufacturers to rapidly tap into manufacturing intelligence and make process improvements by leveraging granular, real-time and historical production data to improve product quality, speed time-to-market and support regulatory compliance. Factory Talk Historian applications build on industry-leading technology licensed from OSIsoft and includes additional capabilities inherent in the FactoryTalk software suite to provide premier integration with the Rockwell Automation Integrated Architecture.
Rockwell Automation, USATel: +1-414-3822000, Fax: +1-414-3824444Website: www.rockwellautomation.com
AIR CIRCUIT BREAKERS
HPL India has launched the new intelliProtect series of air circuit breakers (ACBs) in the range of 630 A to 6300 A, which would simplify the switch board design while
meeting the need of every installation. These ACBs provide total solution with an advanced trip relay for measurement, diagnosis, analysis & communication as well as protective functions for coordination & monitoring system. Further, in any electrical distribution system two critical and conflicting concerns are the effects of fault stress & cost related to power outage. Salient features include: ICU 65 kA to 120 kA at 500 V AC; operational voltage up to 690 V & above (on request); customer oriented trip relay with advanced measurement functions & communications functions; tested & certif ied as per IEC:60947-1, IEC:60947-2; suitable for aluminium & copper termination, conversion of terminal orientation at site; uniform height & depth across the range, very compact; and wide range of front & easily fitting common accessories.
HPL India Ltd, New Delhi 110 002.Tel: 011-2323 4411, Fax: 011-2323 2639, Mob: 09818406699Email: [email protected], Website: www.hplindia.com
�
PROFILE GRINDING MACHINES
Gleason Corporation has introduced profile grinding machines (model P-1200G) that feature the new OPTI-GRIND process, delivering up to a 40 per cent increase in
productivity. Significant productivity benefits are possible on all new Gleason profile grinding machines utilising the OPTI-GRIND process. This breakthrough technology uses multiple grinding wheels (for roughing and finishing) simultaneously at significantly reduced production times. In addition to the productivity gains inherent in the use of OPTI-GRIND, users also benefit from improved part quality as a consequence of optimised contact conditions between the grinding wheel and the workpiece flank.
Gleason Corporation, USATel: +1-585-4731000, Fax: +1-585-4614348Email: [email protected], Website: www.gleason.com
�

166 SEARCH - THE INDUSTRIAL SOURCEBOOK | M A Y 2 0 1 1
NEW LAUNCHES
AUTOMATIC VEHICLE TRACKING SYSTEMS
Avancar Security & Access Services introduces automatic vehicle tracking systems (AVTS-888) that allow tracking of vehicles in real-time using SMS or GPRS. These systems are
ideal for owners of fleets/trucks/buses who would like to track vehicle location and collect GPS data at real-time. The AVTS is an aid to logistics & supply chain management and increase the efficiency of warehouse management and vehicle management systems. It allows vehicle owners to keep tabs on their vehicles and goods and also acts as a deterrent to drivers engaging in untoward activities. Some of the features include: online vehicle-cum-
personnel tracker; know position, speed & distance traveled remotely; detailed mapping based on Google Maps & Google Earth; plotting on satellite images to within 10 meter resolution; real-time tracking with updates every 30 seconds; global tracking possible; detailed vehicle status report; SOS button for emergencies; and geo-fencing possible.
Avancar Security & Access Services Pvt Ltd, Lucknow 226 025.Tel: 0522-6590109, Fax: 0522-6591030Email: [email protected], Website: www.avancar.in
�
SINGLE-BOARD COMPUTERS
Kontron has announced the new 2.5-inch Pico-ITX single-board computers (SBC) KTLX800/pITX, featuring the AMD Geode LX800 processor that combines maximum cost and
power efficiency with interfaces tailored to the needs of industrial automation and test and measurement. With long-term availability and an average power consumption of only 5–7 W, these SBCs
are ideal foundation for extra-small and cost-sensitive industrial applications. The SBCs offer a wide choice of interfaces, including VGA, plus LVDS with JILI30, two serial interfaces, fast Ethernet, SATA,
four USB 2.0 and 16 GPIO , which means a perfect combination of state-of-the-art and legacy I/Os. These extremely compact SBCs (100 x 72 mm) enable efficient development of cost-optimised small form factor embedded designs and ultra-mobile devices, such as those used in industrial automation and test and measurement. With their well-balanced price-performance ratio and compact footprint, the SBCs are also ideal alternatives to RISC-based solutions.
Kontron AG, GermanyTel: +49-81-65770, Fax: +49-81-6577385Email: [email protected], Website: www.kontron.com
�
HYDRAULIC PRESSES
The new hydraulic presses supplied by Schuler SMG is responsible for the first stage
in the production of railway wheels. With a press force of 10,000 metric tons, the pre-forming press compresses a round block of steel heated to around 1,200°C into a
�

M A Y 2 0 1 1 | SEARCH - THE INDUSTRIAL SOURCEBOOK 167
NEW LAUNCHES
kind of cake. This is then forged into a pre-formed wheel in a second stage. A wheel rolling machine then continues to form the pre-formed product into a wheel. Finally, the wheel receives its f inal shape and the hub is punched by a 5,000-ton crimping press. Nearly all forms of railway wheels can be pre-formed using the Schuler presses. The power and high press force of the machines become apparent from their impressive statistics: the main cylinder has a diameter of around three meters. The respective hydraulic systems contain 30,000 litres of hydraulic oil to help the cylinderd do their work.
Schuler India Pvt Ltd, Mumbai 400 051.Tel: 022-6680 0374, Fax: 022-6680 0399Email: [email protected]
FRL UNITS
AirPlus series FRL units offered by Pneumax SpA are easy to assemble. Flexibility, design, performances and
competitive prices are just some of the main features of the new FRL units. The AirPlus series has been designed with the aid of the latest design and manufacturing technologies in order to achieve high performances and to simplify and speed up the installation processes.
Pneumax SpA, ItalyTel: +39-35-4192777, Fax: +39-35-4192740Email: [email protected]: www.pneumaxspa.com
�

168 SEARCH - THE INDUSTRIAL SOURCEBOOK | M A Y 2 0 1 1
RENEWABLE ENERGY
SOLAR COMMERCIAL COLLECTORS
Neety Euro-Asia Solar Energy Systems offers solar commercial collectors that are mainly applied in large solar thermal projects to provide hot water for hotels,
schools, apartments, gymnasiums, stadiums, hospitals, swimming pools and industrial enterprises. This in turn allows reduction of conventional energy consumption and the emission of CO2. The solar commercial collectors are very easy to install as modular systems. The solar commercial collectors provide both horizontal and vertical tubular collectors. High quality tubes are adopted to ensure that the daily heat gain is not lost through well-designed insulation and can thus ensure that the solar yield of the entire solar thermal system.
Neety Euro Asia Solar Energy, Ahmedabad 380 014.Tel: 079-2755 7785, Fax: 079-27557786, Mob: 09376330443Email: [email protected], Website: www.nease.in
�
QUALITY
ROVEDOVEDAPPROVEDAPPROVEDAAAAAA
WIND MILLS
Electrotherm India offers a wide range of wind mills. These are high in their quality. Many of the leading clients choose the company’s range of these
wind mills. Many clients choose these wind mills that are also long lasting in their nature. Farm wind mills are widely used for agricultural purposes in farms and fields manufactured as per the industry standards. These are provided in customised specifications as per their requirements. They are also available at highly competitive prices (claims the company).
Electrotherm India Ltd, Dist Gandhinagar 382 115.Tel: 02717-234554, Fax: 02717-234616Email: [email protected], Website: www.electrotherm.comCertification: An ISO 9001:2000 Certified Company
�
solar radiation absorption and minimal reflection properties. The system is highly efficient with excellent absorption and minimum emission. The average temperature attained is around 55-60-degrees during the cold months. Installation procedure is very simple and is relatively maintenance free. It is affordable with only one time cost.
Bhambri Enterprises, New Delhi 110 005.Tel: 011-2354 1114, Fax: 011-2354 1114, Mob: 09811759494Email: [email protected], Website: www.bhambriexim.comCertification: An ISO 9000:2008 Certified Company
QUALITY
ROVEDOVEDAPPROVEDAPPROVEDAAAAAA
SOLAR WATER HEATING SYSTEMS
Bhambri Enterprises offers KingSun solar water heating systems. Solar tubes are the absorbers of the solar water heaters. They absorb solar energy converting it into heat for
use in water heating. Solar tubes are also referred to as evacuated tubes, as the space between the two glass layers is evacuated to form a vacuum. Solar tubes have already been used for years in Germany, Canada, China and the UK. Twin-glass tube technology is chosen for its reliability, performance and low manufacturing cost. Each solar tube consists of two glass tubes made from extremely strong borosilicate glass. The outer tube is transparent allowing light rays to pass through with minimal reflection. The inner tube is coated with a special selective coating (Al-N/Al), which features excellent
�
QUALITY
ROVEDOVEDAPPROVEDAPPROVEDAAAAAA
SOLAR WATER HEATERS
Arka Technologies offers solar water heaters that help in heating the water by using free and natural light energy from the sun. The water can be heated to any desired
temperature above normal temperature but cannot exceed the boiling point temperature (100°C). These solar water heaters are widely used solar systems by which hot water is obtained with the help of solar radiation for domestic, industrial applications, etc. They convert solar energy into thermal energy and can replace any type of conventional heating
systems/fuels for thermal application, like water heating, air heating, etc. The solar water heating systems can be classif ied in two types based on the collector system, viz, solar water heaters based on flat plate collectors; and solar water heaters based on evacuated tube collectors.
Arka Technologies, Pune 411 041.Tel: 020-2439 4908, Mob: 09823081757Email: [email protected], Website: www.arkatechnologies.in
�
SOLAR WATER HEATERS
Kotak Sun industrial solar water heaters offered by Kotak Urja are thermosyphon-based solar hot water generators/systems for flat roof/gravity feed applications. These solar
water heaters have forced circulation systems for differential head and pressurised circulation systems. They have fixed temperature systems for critical temperature applications. Salient features
include: automatic temperature controls & precise temperature controls; hybrid system with gas/thermic fluid/diesel or electricity-based backup heating to cater to hot water needs; manifolds option for building integration & low load collector mounts; f lat plate & evacuated collector
options with manifold designs for varied site conditions; hydro-pneumatic integrated systems for hotels, high-rise buildings, apartments & industrial needs; and up to 85°C output. Applications include: hot water for bungalows, hotels, resorts & spas, guest houses, jungle lodges & resorts, residential schools, hospitals, community centers, agro farms, bio farms, cattle farms, biological industries, paint shops, wash stations, industries, boiler feed, service stations, leather processing industries, etc.
Kotak Urja Pvt Ltd, Bengaluru 560 058.Tel: 080-2836 3330, Fax: 080-2836 2347, Mob: 09448288814Email: [email protected], Website: www.kotakurja.comCertification: An ISO 9001:2008 Certified Company
�

M A Y 2 0 1 1 | SEARCH - THE INDUSTRIAL SOURCEBOOK 169
RENEWABLE ENERGY
SOLAR GARDEN LIGHTS
Electroplast manufactures and offers a wide range of solar garden lights that are used in patio, lawn, driveway and walkway at night.
Features include: high quality stainless steel construction for long term all-weather durability; easy to install; no electrical wiring required; super bright 10 white LED with 100,000 hour life expectancy gives a lovely ambient lighting effect; premium quality crystalline solar module (>1.5 Wp); automatically switches on the light at dusk with option for manual on/off; and high capacity Ni-Cd/Ni-Mh battery. The NI-Cd/Ni-mh batteries are charged through the sun’s energy during the daytime and powered the super bright LEDs in the evening. In addition, the light switched on automatically at dusk and switched off at the dawn or 5-6 hours depending upon the model, through the inbuilt state-of-the-art circuit. Control circuit charges and protects the battery as per recommended specifications of the battery.
Electroplast, New Delhi 110 092.Tel: 011-2214 9568, Fax: 011-2214 9568, Mob: 09810045790Email: [email protected]
�
WIND POWER GENERATORS
Roof-top wind power generators manufactured by Sidilu Renewable Energy are compact, efficient, affordable, and lightweight. These wind mills charge 12 V/24 V power of
400 W batteries that will backup an average home’s lighting load. They are ideal solution to reduce costs and reliance on the
�

170 SEARCH - THE INDUSTRIAL SOURCEBOOK | M A Y 2 0 1 1
RENEWABLE ENERGY
conventional power that are obtained from the grid or whenever an inexpensive complete solution for a remote location is required. Salient features include: weighing 8 kgs; blade of 1 meter dia helps in charging the batteries of 12 V/24 V of any existing inverter, UPS, solar PV batteries, etc; and one can save on electricity bill by
charging the batteries through wind energy. The wind power generators can be installed on roof top, tree top, boat top, high rise buildings, resorts, beachside, plain land, etc.
Sidilu Renewable Energy, Bengaluru 560 079.Tel: 080-2348 2266, Fax: 080-2348 3333, Mob: 09845021767Email: [email protected], Website: www.sidilu.net
FUEL BRIQUETTES
Manufactured by the process of compressing biomass energy, KP Bio Coal presents a wide assortment of fuel briquettes that have high calorific value and combustion
efficiency. The optimum quality coal briquettes are non-conventional source of energy, which is cent percent natural without any added chemicals, eco-friendly and non-polluting (claims the company). A renewable source of energy, these wood briquettes have specific high density and low moisture content
and therefore they are capable of standing ardors of long distance transport. Cylindrical in shapes, the briquettes are offered to clients in different sizes, diameters and are loosely packaged in containers.
K P Bio Coal, Dist Nanded 431 717.Tel: 02463-256356, Fax: 02463-257927, Mob: 09271207390Email: [email protected], Website: www.kpbiocoal.com
�
SOLAR STREETLIGHTS
Promptec Renewable Energy Solutions offers solar streetlights that are available with 11 W 12 V CFL, microcontroller-based 11 W inverter
circuit, 12 V 6 A PWM charger, and dusk down controller with ABS plastic body. These solar street lights are used with solar electrical lighting (street light, outdoor).
Promptec Renewable Energy Solutions, Bengaluru 560 073.Tel: 080-6570 4687, Mob: 09845032413Email: [email protected], Website: www.promptrenewables.com
�
WIND TURBINE SYSTEMS
SM Windsol offers a wide range of wind turbine systems, windmill system, energy windmill systems and commercial windmill systems that are used in various industries. These systems are
manufactured as per industry standards and are also provided in customised specifications. The wind turbine systems are provided
after testing them well before installation. Wind turbine system of 0.5 kW has technical specifications, such as: type 3-blade upwind; 2.7 m rotor diameter; 2.5 m/s start-up wind speed; 3 m/s cut-in wind
�



M A Y 2 0 1 1 | SEARCH - THE INDUSTRIAL SOURCEBOOK 173
RENEWABLE ENERGY
speed; 8 m/s rated wind speed; 500 W rated power; ~700 W maximum power; 13 m/s furling wind speed; auto furl overspeed protection; -40°C to +60°C temperature range; permanent magnet alternator generator; and 24 V DC nominal output form.
SM Windsol Pvt Ltd, Mumbai 400 078.Tel: 022-2566 0619, Mob: 09323115930Email: [email protected]
TURBO VENTILATORS
Citadel Architectural Solutions offers turbo ventilators (TurboVents) for natural ventilation that provide an acceptable environment in terms of temperature, humidity and air
movement. These turbine ventilators reduce heat in two ways. The hottest air in the building is trapped in the roof. Installing the turbine ventilators on the roof will effectively remove the hottest air, which will then reduce cold air to rise and take its place. The turbine ventilators thus continuously reduce heat build up in the building. Fresh cool air enters the building through air inlets, as warm heat air rises towards the exhaust outlets in the roof. This movement of air acts as a sponge, picks up its heat along its way. Thus, it reduces the room temperature along the path of the airflow.
Citadel Architectural Solutions Pvt Ltd, Mumbai 400 013.Tel: 022-6663 3961, Fax: 022-6662 6932Email: [email protected], Website: www.citadelarch.com
�

174 SEARCH - THE INDUSTRIAL SOURCEBOOK | M A Y 2 0 1 1
WASTE MANAGEMENT
BIOMASS BRIQUETTING PRESSES
Radhe Renewable Energy Development offers briquetting presses that are ram-type presses designed for continuous heavy-duty operation with two load wheels. One of the
load wheels acts as a pulley, and driven by the main motor through a flat belt forced lubrication is provided by oil lubrication system which gives a longer life to the press. Dry and homogenous prepared powder in form of raw material is fed through the screw conveyor to the kupy by means of vertical screws, with its own-geared motor. The presses pre-compress and force the materials downward into the feeder box. From the feeder box the materials are forced by the ram through taper die and due to high pressure & heat, powder form is converted into solid cylindrical briquettes. Finally finished briquettes come out from die holder and passes through natural cooling lines. During process lignin, content in the raw material is transformed into liquid form and acts as a natural binder.
Radhe Renewable Energy Development Associate, Rajkot 360 004.Tel: 0281-2372567, Fax: 0281-2372557, Mob: 09227874019Email: [email protected], Website: www.radhegroup.com
�
WASTEWATER TREATMENT PLANTS
Pacific Technologies & Services offers a comprehensive range of water & wastewater treatment plants and
equipment that are mainly used for adequate coagulation control, f locculation & lower loading rate and longer retention time. The product range also includes sewage treatment plants, effluent treatment plants, storage tanks and diesel storage tanks. These plants have requisite equipment to carry out high rate clarif ier coagulation, precipitation and bio-media clarif ication of the wastewater. The wastewater treatment plants and equipment are extensively used for both commercial and residential purposes. Types of wastewater treatment plants that are offered include: equipment for water & wastewater treatment plants, clarif ier mechanism/ciarifocculator, pump & spare, pressure vessel, storage tank, activated carbon filter, pressure sand filter, basket screen/bar screen, mixers (flash/flocculation) flare, piping & fittings, etc.
Pacific Technologies & Services, Delhi 110 051.Tel: 011-2209 8684, Fax: 011-2209 8684, Mob: 09873541122Email: [email protected]
�
BIOMASS BRIQUETTING MACHINES
Jay Khodiyar Machine Tools manufactures and offers biomass briquetting machines. The
biomass briquetting is made from agriculture wastes, forestry wastes, and industrial wastes. It is converted into solid cylindrical shape. Major residues are rice husk, coffee husk, coir pitch, jute sticks, sugarcane baggasse, groundnut shell, mustard stalks, cotton stalks, sawdust, caster seed
�
shells/stalk, wood chips, bamboo dust, tobacco waste, tea waste, paddy straw, wheat straw, sunflower stalk, palm husk, soyabean husk, veneer residues, barks & straws, forestry waste, seeds cases, etc. Briquettes are the only binding, ie, they are made from residues and giving high calorific value cal/kg. The technology to binding the wastage is called the binderless technology. It does not require any kind of binder, chemical or adhesive. Briquettes are widely used for steam generation in boilers, heating purpose, etc. As a fuel, biomass briquettes/white coal gives best results.These have use in Industries, like paper mills, solvent extraction plants, vegetable plants, chemical plants, textile units, dying houses, food processing units, milk plants, etc.
Jay Khodiyar Machine Tools, Rajkot 360 004.Tel: 0281-2367512, Fax: 0281-2373344, Mob: 8000000076Email: [email protected], Website: www.jaykhodiyargroup.com
PLASTIC PIPING SYSTEMS
The Supreme Industries offers plastic piping systems that meet the various requirements of irrigation, bore wells, potable water supply, plumbing, drainage, sewerage,
rainwater harvesting and water management. Each system has been custom-designed to match the specific needs of a specific application, which makes it practically sound. The current product portfolio of the company comprises more than 5,000 different types of pipes and fittings and these are manufactured as per various national and international standards.
The Supreme Industries Ltd, Mumbai 400 093.Tel: 022-6771 0000, Fax: 022-6771 0099, Mob: 09987503174Email: [email protected], Website: www.supreme.co.in
�
EFFLUENT TREATMENT PLANTS
Radiation India offers an innovative range of effluent treatment plants that are used in various industries to remove the pollution effluents from the environment. These effluent
treatment plants cater to the needs of diversif ied industrial areas, such as textiles, electroplating & picking, hospitals, automobiles, export houses, etc. The effluent treatment plants are economical in operation and make the environments safe and healthy. Further, these plants are quality-tested to meet the stringent pollution control norms.
Radiation India, Ghaziabad 201 010.Tel: 0120-4155684, Fax: 0120-4155694, Mob: 09310896699Email: [email protected], Website: www.radiationindia.com
�
GARBAGE & WASTE DISPOSAL SYSTEMS
Bioclean kitchen garbage and waste disposal systems developed by Sree Devi Enviro instantly crush and flush all kinds of biodegradable wastes directly into the drainage
systems thereby avoiding unnecessary labour cost for storage, handling and transportation. These systems keep the kitchen area environmentally clean and green, hygienic, odour-free, insect-free and rodent-free. There are no more storage bins, polyethylene
�

M A Y 2 0 1 1 | SEARCH - THE INDUSTRIAL SOURCEBOOK 175
WASTE MANAGEMENT
bags and drainage clogging. The systems eliminate foul odours problems. They completely crush the food wastes into fine particles/slurry form and can be connected to the drainage/sewage systems directly. The Bioclean systems can be installed at the pot washing area of hotel/canteen kitchens and are also space-saving. Water consumption is very minimal and even recycled water can be used to operate these systems. The systems make factory environment totally pollution-free and eco-friendly. They have been approved by the Pollution Control Board and Water Supply & Drainage Board.
Sree Devi Enviro Pvt Ltd, Chennai 600 041.Tel: 044-2451 2850, Fax: 044-2448 1469, Mob: 09884156606Email: [email protected], Website: www.sreedevigroup.com
WASTE INCINERATOR SYSTEMS
Double-stage liquid waste incinerator systems offered by ManikantaIncitech Systems are available in
various specifications. During the production of a variety of bulk organic chemicals,liquid wastes are produced, which are incinerated by the liquid waste incinerator systems. Capacity ranges from 100 LPH to 300 LPH.
Manikanta Incitech System, Ahmedabad 382 445.Tel: 079–2546 2567, Mob: 09825281928Email: [email protected]: www.manikantais.com
�

176 SEARCH - THE INDUSTRIAL SOURCEBOOK | M A Y 2 0 1 1
WASTE MANAGEMENT
AGNI INCINERATORS
Concept Enviro Chem India offers Agni incinerators in compact design. These incinerators require minimum space and give high operation output. The company uses
advanced techniques and superior quality materials that makes the product work more efficiently and meet the requirements of clients. Some of the applications of the Agni incinerators include: zero discharge of all kind of industries; disposal of biomedical & hospital wastes; effluent & pharmaceutical wastes; industrial & hazardous waste and many more; pathological waste.
Concept Enviro Chem (I) Pvt Ltd, Delhi 110 052.Tel: 011-2737 1193, Fax: 011-2737 1676, Mob: 09312634070Email: [email protected]: www.concept.tradeindia.com
�
TWO-SHAFT SHREDDERS
Jain Hydraulics offers a wide range of two-shaft shredder that tear large scrap into smaller portions of higher density that are free from rust, dust and colour contents. The scrap is
fragmented into small pieces by specially designed Hammers that strike the in feed scrap with very high torque. These hammers beat, shred and shear the scrap feed inside the machine until it is converted into the sheave size which is provided at the bottom structure of the machine. The hammers are made of special
alloy steel for longer life and impact resistance. A metal shredder with a magnetic conveyor belt can shred and segregate the ferrous and non-ferrous scrap. A bio-medical waste shredder can shred the sterilised medical waste and reduce its size. A car shredder can transform the complete car into small pieces within minutes.
Jain Hydraulics Pvt Ltd, New Delhi 110 055.Tel: 011-2361 0291, Fax: 011-2550 4343Email: [email protected], Website: www.jainhydraulics.com
�
MOBILE CONTAINERS
Eco Nirvana offers multi-purpose 2-wheeled mobile container systems (model MGB 240L) manufactured by Sulo Verwaltung und Technik GmbH, Germany. These containers
are resistant to decay, frost, heat and many chemicals. Polymer components are injection moulded from specially designed HDPE. Special UV-stabilisation provides excellent ageing characteristics. Additives are cadmium-free and environmentally friendly. Metal components are corrosion-resistant. Other features include: quiet-running solid rubber tyres; suitable for all DIN lifting equipment; compatible with identif ication & weighing systems; fitted as standard with chip nest in accordance with RAL GZ 951/1; high quality materials
�

M A Y 2 0 1 1 | SEARCH - THE INDUSTRIAL SOURCEBOOK 177
WASTE MANAGEMENT
& most advanced manufacturing processes guarantee a long service life; all container parts are recyclable; and two lid options: standard lid or EURO 2 lid. The mobile containers are certif ied according to EN 840 and RAL GZ 951/1 with constant quality control through own laboratory as well as independent institutes. They are available in standard colours, like grey, green, brown, blue and yellow.
Eco Nirvana, Mumbai 400 068.Tel: 022-2893 0014, Fax: 022-2894 2928, Mob: 09769693051Email: [email protected], Website: www.bluestreamenvtech.com
WASTEWATER TREATMENT PLANTS
Cecon Pollutech Systems manufactures and offers wastewater treatment plants (Aqua Energy) the safest method to restore clear
water for drinking and circulation after treatment without use of any chemical. These systems incorporate pressure sand filters in conjunction with electrostatic control system to remove water impurities. The Aqua Energy creates low turbidity in water and provides treated water without loss of any mineral contents while recharging water with electrostatic precipitator unit of the system. It is the ultimate in cost-effective & reliable water cleaning and disinfection system (claims the company). Some of the advantages are: low turbidity to eradicate muddy contents in the water; no chemical required & useful for all types of hard water; effective water softening by ESP systems with no moving parts; pH correction, if required; negligible operational/maintenance cost; and easy installation occupying less space. Uses & applications are in research centre/labs/institutes, agriculture & food research labs, medical institutes, horticulture, zoological gardens, etc.
Cecon Pollutech Systems (P) Ltd, Lucknow 226 006.Tel: 0522-270 0202, 325 2130, Fax: 0522-238 6331Email: [email protected]: www.cecon.in
�
BIN TROLLEYS
Pushkar Enterprises manufactures and supplies bin trolleys that are used for solid waste management. The range of these bin trolleys finds application in all types of industries,
institutions, Municipal Corporation, etc. These bin trolleys are designed in various sizes and capacities. Some of the salient features of the bin trolleys are: smooth finish, easy to clean, lightweight, durable, etc.
Pushkar Enterprises, Nashik 422 005.Tel: 0253-2350405, Fax: 0253-2350911, Mob: 09422247911Email: [email protected]
�

178 SEARCH - THE INDUSTRIAL SOURCEBOOK | M A Y 2 0 1 1
GENERAL PRODUCTS
QUALITY
CCCCCCC
ROVEDOVEDAPPROVEDAPPROVEDAAAAAA
FRP CABLE TRAYS
EPP Composites offers FRP cable trays that are manufactured as per industry standards for non-metallic cable tray. Some of the advantages of these cable trays are corrosion resistant,
lightweight, maintenance-free, etc. With the advance process and composite materials technology, the innovative & superb products, quality oriented customer service enables to supply the electrical, transportation, building & construction, telecommunications, chemical, marine, offshore, oil & gas, pulp & paper petrochemicals, consumer/recreational products industries with standard and custom-made components. EPP cable trays are manufactured on highly sophisticated pultrusion plants. The dimensions and the rung space during assembling of FRP cable trays depend upon the specific requirement and working load as per NEMA standards.
EPP Composites Pvt Ltd, Rajkot 360 021.Tel: 02827-287059, Fax: 02827-287063Email: [email protected], Website: www.atikagroup.comCertification: An ISO 9001:2008 certified company
�
GAS HEATING SYSTEMS
Flameless infrared (IR) radiant gas heating systems developed by Hi-Tech Energy Saving Equipments are excellent substitute of infrared electric ceramic heaters suitable for plastic
thermoforming, vacuum forming, blister packing, acrylic moulds, paper drying, lamination machines, adhesive tape drying, etc. These flameless IR radiant gas heating systems are available in any size and also with zone wise temperature controls built-in and auto start-stop, just like electric infrared ceramic heaters. The use of these IR radiant gas heating systems reduces heating cost more than 50 per cent, reduces electric power connected load and minimum charges. Also developed are various types of gas burners and gas heating systems suitable for PVC products’ extruders with barrel cooling, metal treatment liquid tank heating, paper corrugating rolls heating, powder chemical dryers and ovens, paints and powder coating ovens, etc.
Hi-Tech Energy Saving Equipments , Rajkot 360 002.Tel: 0281-246 8309, Fax: 0281-246 8309, Mob: 9825674684Email: [email protected]
�
OIL BURNER NOZZLES
Monarch high-precision oil burner nozzles offered by Classic Enterprises are spray tested for capacity, spray angle and uniformity of
atomisation. These oil burner nozzles are available in various types, like solid, hollow, semi-solid (R, PL, PLP), bypassing (BPS) and heavy oil (HO), agriculture (midget M), and carbon black (F94).
Classic Enterprises, Mumbai 400 020.Tel: 022-2203 4496, Fax: 022-2207 3777Email: [email protected], Website: www.classic-combustion.com
�
PORTABLE FLUE GAS ANALYSERS
Intra Project Consultants offers portable flue gas analysers (model Nova 302WP) that accurately check combustion efficiency, burner and control performance and detection of air
infiltration on commercial, industrial and residential furnaces, heaters and boilers. These analysers use solid-state infrared detectors, which respond quickly to CO2 present in the flue gas sample. Standard range is from 0 to 15 per cent CO2. The portable flue gas analysers feature built-in sample pump, LCD digital read, rechargeable gel cell with LED signals and weatherproof enclosure. Options include net stack temperature readout, recorder outputs of 0 to 1 V or 4 to 20 mA and rugged carrying case.
Intra Project Consultants, Kolkata 700 071.Tel: 033-2425819, Fax: 033-2423397, Mob: 09830250604Website: www.intraproject.net
�
FERROUS & NON-FERROUS CASTINGS
R K Foundry Works offers thin precision ferrous and non-ferrous castings for pumps of all description. Made from graded pig-iron and specified composition copper alloys, the
quality of the products is uniform and fully machinable. These castings have special features, such as fully shrouded, semi-open or high tensile bronze (BS-1400) vane wheel impellers, as cast
or fully machined to micrometric tolerances on semi-automatic machined. Products are supplied as original equipment to prestigious ISO-900 pumpset manufacturers.
R K Foundry Works Pvt Ltd, Jaipur 302 006.Tel: 0141-2216116, Fax: 0141-2212949, Mob: 09829064141Email: [email protected], Website: www.rkfoundry.com
�
RACKS & PINION GEARS
Agnee Transmissions primarily manufactures mechanical engineering power transmission equipment and machinery and automobile gears. The range includes worm speed
reducers, gear shafts and pinions, racks and pinion gears, chain sprockets, etc. Racks and pinion gears are available with face widths up to 250 mm/9” with 1.0 module/25 DP to 12 module/2.1 DP. These are also available in mild steel, alloy steel, hardened and tempered steels, case carburised,
case hardened steels, cast iron, or as specified by the customer. The racks and pinion gears are custom-made as per specifications, drawings or samples. These are made for automotive and industrial use.
Agnee Transmissions (I) Pvt Ltd, Kota 324 005.Tel: 0744-2363799, Fax: 0744-2360835, Mob: 09414187835Email: [email protected],Website: www.agneetransmissions.com
�

M A Y 2 0 1 1 | SEARCH - THE INDUSTRIAL SOURCEBOOK 179
GENERAL PRODUCTS
ELECTROMAGNETIC DOUBLE CLUTCH UNITS
Electromatic Engineers manufactures and offers electromagnetic double clutch units (UDC series) to suit higher frequency of forwarding and reversing mechanism. A
combination of clutches is used for reversing revolution of the driven member with driving member turning in one direction. Similarly combination of clutches is used to increase or decrease the speed during operation without stopping the driving member. Power is supplied simultaneously to the clutch coils. Load is being transferred either by the first or second clutch. At a time only one clutch gets engaged while the other remains idle. The UDC series double clutch combination consists of two UFC series clutches in a single housing and through a single tandem shaft.
Electromatic Engineers Pvt Ltd, Udaipur 313 001.Tel: 0294-2526933, Fax: 0294-2526525, Mob: 09810255901Email: [email protected], Website: www.clutchesbrakes.com
�
QUALITY
ROVEDOVEDAPPROVEDAPPROVEDAAAAAA
INLINE SURFACE TREATMENT SYSTEMS
In shipyard or marine industries, bulk size of steel plates and structures are used. As the ships have to float on seawater the hull and sidewall’s steel structure remains dipped in salty water
of the sea. To increase the resistance of these structures, it requires special engineering technique. Mec Shot Blasting Equipments helps marine industries by providing inline surface treatment systems (STS) in preservation line. The STSs include preheat treatment for plates, blast cleaning chamber, blow-off chamber, painting chamber with flash-off zone for drying and baking chamber for baking the primed surface of thick plates. Electric operated convection heating oven with both open ends to facilitate entry/exist of thick plate is suitable for continuous operation. It needs maximum up to 60°C temperature to eliminate the moisture from the job and assist in descaling of as well.
MEC Shot Blasting Equipments Pvt Ltd, Jodhpur 342 005.Tel: 0291-2740609, Fax: 0291-2742409Email: [email protected] , Website: www.mecshot.comAn ISO 9001: 2008 & 14001:2004 Certified Company
�
POLYURETHANE CHEVRON SEAL SETS
Novelty Impex offers the newly developed polyurethane chevron
seal sets comprising of one pressure ring, two or more V-seals and one support ring. The pressure rings and V-seals are made up of polyurethane (PU) and support ring is of polyacetal
�

180 SEARCH - THE INDUSTRIAL SOURCEBOOK | M A Y 2 0 1 1
GENERAL PRODUCTS
(POM). These PU chevron seal sets are used for robust operating conditions, predominantly the provision of spare parts for older plant. The chevron packing sets can be used for both outside and inside sealing. Total width is determined by the number of V-packings used (up to five). Non-adjustable installation grooves can be compensated by distance rings, if necessary. The polyurethane chevron seal sets are used in injection moulding machines, hydraulic presses, marine hydraulics, iron & steel industry, special cylinders, steel hydraulics engineering & scrap metal shears, etc. They also work up to 400 bar pressure (40 mpa) and are available in sizes of 4 mm to 1000 mm.
Novelty Impex, Jodhpur 342 003.Tel: 0291-243 3441/42, Fax: 0291-243 3443, Mob: 9314714939Email: [email protected], Website: www.novseal.com
SELF-PRIMING PUMPS
Regenerative side channel self-priming pumps manufactured by Raj Pumps are suitable for domestic water supply, boiler feeding, condensate water circulation, handling mineral and
vegetable oils, free of abrasive material. These segmental-type horizontal side-channel self-priming pumps can handle liquids with entrained gases, f itted with vane wheel impellers. Both suction and delivery orif ices shows radially upwards. Bearings are fitted with two grease lubricated deep groove ball bearings, and sleeve bearings flushed with the liquid handled. Direction of rotation is clockwise, looking from the driving end side. Shaft sealing is conventional graphite and greased asbestos gland packing. Technical specifications include: flange connections of 25 mm
to 38 mm; capacity up to 120 LPM; head maximum is 135 metres; speed is 1440 RPM; and flanges are oval type. The self-priming pumps are suitable for domestic water supply, boiler feeding, condensate water circulation, handling mineral and vegetable oils.
Raj Pumps, Jodhpur 342 003.Tel: 0141-2740937, Fax: 0141-2740905Email: [email protected], Website: www.rajpumps.com
�
SINGLE SPRING SEALS
Hi-Fab Engineers manufactures and offers single spring seals (type SRN) that are unbalanced, bi-directional seals with reliable performance. These seals are easy to install and fit
any ANSI, ISO or DIN pumps. Metric sizes of the seals conform to DIN 24960 and EN 12756 L1N configurations. The single spring seals are extensively used by pump dealers for project requirements on viscous and arduous duties, crystallising and solidifying media, abrasive slurries and heat transfer media up to moderate temperatures.
Also offered are mechanical seals with a wide product range of pump seals, agitator/mixer seals, universal cartridge seals, metal bellow seals and seals for special process equipment.
Hi-Fab Engineers Pvt Ltd, Mumbai 400 101.Tel: 022-4076 6555, Fax: 022-4076 6556Email: [email protected], Website: www.hi-fab.com
�

M A Y 2 0 1 1 | SEARCH - THE INDUSTRIAL SOURCEBOOK 181
GENERAL PRODUCTS
HIGH-PRESSURE COMPRESSORS
Comp-Tech Equipment offers high-pressure compressors for PET blowing. Features of these compressor include: valve piston & rider rings designed for annual one-time
maintenance; low RPM & rugged cast iron design ideal for heavy-duty continues 24x7 operating year-after-year; forged crank shaft & connecting rod; precision main & crank pin bearings with forcefeed lubrication having very high load bearing capacity, which hardly needs replacements; two throw balance-opposed frame design to minimise unbalanced forces; cylinders constructed with large cast-in-water jackets; and specially designed intercoolers for dimensional stability & better cooling under continuous operation. Distance pieces feature two compartments ensuring that the lubricant is isolated from the cylinders. All components are constructed in accordance with international standards. Standard package includes a compact skid-mounted compressor, belt guard, electric motor, starter & control panel, aftercooler, non-return valve with optional air dryer, compressed air f ilter and air receiver.
Comp-Tech Equipment Ltd, Ahmedabad 380 025.Tel: 079-2220 1296, Fax: 079-2220 3009, Mob: 09825039768Email: [email protected]: www.comptechcompressor.com
�

182 SEARCH - THE INDUSTRIAL SOURCEBOOK | M A Y 2 0 1 1
GENERAL PRODUCTS
CROSS SHAFT PRESSES
Kawa Press Systems state-of-the-art cross shaft presses having 10 tons to 250 tons capacity and rigid frame
construction incorporating several standard/optional features for optimum productivity, such as pneumatic clutch/brake units, pneumatic die cushion, stroke counters, hydraulic overload safety devices, electronic operator safety devices, hydraulic tool clamping systems, quick die unloading systems, centralised automatic lubrication systems, etc. Press automation can also be done with installation of decoilers, straighteners, feeders, choppers, etc. Special executions are also possible to meet individual production requirements.
Kawa Press Systems Pvt Ltd, Rajkot 360 002.Tel: 0281-2461102, Fax: 0281-2461665, Mob: 09825389169Email: [email protected], Website: www.kawapresses.com
�
CYLINDRICAL PHOTOELECTRIC SENSORS
SUNX (a brand of Panasonic) offers CY series cylindrical photoelectric sensors that have an M18 thread size for most convenient mounting in industries. These photoelectric
sensors have long sensing range up to 12 meter, thru-beam type; 3 meter, retro-reflective type; and 120 mm, diffuse-reflective type. The CY series also has a wide product range with DC supply type 10 to 30 V DC and AC supply type 24 to 240 V AC. These photoelectric sensors are equipped with NPN/PNP open-collector transistor output or AC non-contact output. The specialised feature of these sensors is environment resistance. The cylindrical photoelectric sensors can be hosed down with water due to its IP67 construction. In addition, the sensors have strong resistance against vibration since they are filled up with resin.
Lubi Electronics, Ahmedabad 380 025.Tel: 079-2220 5471, Fax: 079-2220 0660, Mob: 09327497006Email: [email protected], Website: www.lubielectronics.com
�
LATHE MACHINES
Balaji cone pulley heavy-duty lathe machines (VH series) offered by Vinit Engineering Works, are available in different height of centres ranging 267 mm to 1000 mm; length of
bed ranging from 1675 mm to 12000 mm; admit between centres ranging from 525 mm to 11000 mm; and main spindle hollow ranging from 50 mm to 150 mm. The main spindle nose is threaded-type and made from alloy steel. Dynamically balanced spindles enable the spindle to run at vibration-free motion at 700 RPM. Norton gearbox is able to
�
cut any of metric, modules and diametric pitch. Bed is made from graded cast iron and flame hardened up to 400 BHN. Also available are face plates, carrier plate steady rests, follow rests, motorised coolant pumps with tank & fittings, rear tool posts, quick change tool posts, etc. The machines are maintenance-free & easy-to-use; and come with interchangeable parts.
Vinit Engineering Works, Rajkot 360 004.Tel: 0281-2311734, Fax: 0281-2312091, Mob: 09879022052Email: [email protected], Website: www.balajilathe.com
QUALITY
LLLL
ROVEDOVEDAPPROVEDAPPROVEDAAAAAAAAPAP
DEBURRING & FINISHING MACHINES
Valgro Engineers offers micro burr deburring & polishing machines for enhancement of flat metal surface. These machines save up to 60 per cent time compared with
conventional system (claims the company). They are available with top and bottom brushing attachment with water rinsing brushing air blowing and drying system, which is ideally suited to prepare the ferrous and non–ferrous metal surface. The deburring and polishing machines are specially designed for PCB
industries, metal label manufacturing, ceramic tiles manufacturing and numerous cleaning operation. They are used for deburring and cleaning sharp corners, hole edges and irregular perimeters from sheet metal component without damaging the metal surface. The machines are available with top and bottom multi-stage brushing attachment with water rinsing brush oscillation. They are specially designed for the removal of light rust, oxidation, oil stain and other residues from metal surface.
Valgro Engineers Pvt Ltd, Ahmedabad 382 415.Tel: 079-2297 2603, Fax: 079-2297 2606, Mob: 09374083443Email: [email protected], Website: www.valgroabrasives.comCertification: An ISO 9001:2000 Certified Company
�
WIRE CUTTING/STRIPPING & TWISTING MACHINES
Jognic’s offers automatic wire cutting, stripping and twisting machines coupled with servo mechanism that are used for stripping the insulation of wires and twisting the strands of multi
strand wires simultaneously. These machines are high in performance and require low maintenance. The machines are table-top and are strongly supported by efficient engineering resources and services. Being simple and automatic, the technology simplif ies manual operations there by enhancing productivity and effective
utilisation of manpower. The machines are available in different models for different wire sizes ranging from 0.1 sqmm to 10 sqmm. They are developed to cater to industries, like wire harness manufacturers, automobiles, capacitor manufacturers, transformer manufacturers, choke & switchgear manufacturers, control panel manufacturers, etc.
Jognic’s, Bengaluru 560 061.Tel: 080-2666 6009, Fax: 080-2666 3183, Mob: 09481483746Email: [email protected], Website: www.jognics.com
�

M A Y 2 0 1 1 | SEARCH - THE INDUSTRIAL SOURCEBOOK 183
GENERAL PRODUCTS
QUALITY
ROVEDOVEDAPPROVEDAPPROVEDAAAAAAPTFE RODS
Supremo Line & Control manufactures and offers PTFE rods in standard size of
16 mm to 150 mm (OD). These rods come in 300 mm standard length. They are made of virgin and filled grades. The PTFE rods are available in glass, carbon, graphite and bronze. Chemical etching is available for bonding to another surface.
Supremo Line & Control , Ahmedabad 380 024.Tel: 079-2220 5282, Fax: 079-2220 5181, Mob: 09724505282Email: [email protected], Website: www.supremopolymer.comCertification: An ISO-9001:2008 Certified Company
�
SPIN COATING MACHINES
Holmarc Opto-Mehatronics offers spin coating machines (model HO-TH-05) that are dedicated tabletop systems to spin coat small substrates in research laboratories with
well controlled spin process parameters. Spin coating is the procedure for forming uniform thin film coating on flat substrates. The process involves deposition of a small puddle of f luid resin on to the center of a substrate, which is then rotated at high speed in order to spread the fluid resin by centrifugal force. LCD and keyboard for programming the spin process makes the device user-friendly. Spin duration, speed, acceleration, etc, can be programmed by the user. Technical specifications include: actuator: brushless DC servomotor; spinning speed: 10–8000 RPM; maximum substrate size: 75 mm diameter; power
�
ELECTROSTATIC LIQUID CLEANING MACHINES
Trident Engineering offers electrostatic liquid cleaning (ELC) machines that are total oil cleaning solutions. ELC is an electrostatic super cleaning
equipment involving static charging of ionized suspended solid contaminants in fluids, oils and collecting them on enormously spread surface of die-electric media. Some of the advantages of the ELC machines include: eliminate oil changes; eliminate mechanical f ilters; increase production & reduce rejection; increase life of pumps, valves & seals; environment, health & safety friendly; longer oil life; no oil leakages; longer equipment life; low operation & maintenance costs; and energy saving by keeping oil clean. Applications are in plastic injection moulding machines; hot press in plywood industries; aluminium extrusion & die-casting machines; power generation plants & hydro power plants; CNC machine tools; ceramics industries; aviation, railways & automobiles; hydraulic press & hot/cold steel mills; bearing lubrication systems; and earthmoving, construction & mining equipments.
Trident Engineering, Ahmedabad 382 445.Tel: 079-6522 7503, Mob: 09227240200Email: [email protected], Website: www.oilcleningmachines.com
�

184 SEARCH - THE INDUSTRIAL SOURCEBOOK | M A Y 2 0 1 1
GENERAL PRODUCTS
input: 230 V, 50 Hz; readout: 20 x 4 line LCD; acceleration: 1-2000 RPM/sec; spinning speed accuracy: better than 2 per cent; programmable parameter: speed, acceleration, dwell time and no of steps; maximum no of steps: 5; and system memory: 5 programs (non-volatile).
Holmarc Opto-Mechatronics Pvt ltd, Kochi 683 503.Tel: 0484-2540075, Fax: 0484-2540882Email: [email protected], Website: www.holmarc.com
RADIAL DRILLING MACHINES
Arsun Engineers offers AR series radial drilling machines (model AR-40) that are designed to offer rigidity, precision and easiness in operation. These drilling machines have
drilling capacity of 40 mm in steel and 50 mm in cast iron. Their drilling motor power is 1.5 kW (2 HP) and arm lifting motor power is 0.75 kW (1HP). The machines are double-column type having generously provided ribs and appropriate wall thickness for base-plate, arm, inner column & column sleeve and are rigidly built to withstand static as well as severe dynamic loads. Drill head comprises of an oil-filled sturdy gearbox and a power full feed box, which offers 8-speeds and 5-
auto feeds. Main specifications are: speed range 45 to 1150 RPM, auto feed range from 0.05 to 0.25-mm per rev of spindle, 250-mm ram travel & drilling radius 500/1175-mm. User-areas are engineering workshops, fabrication shops, dies, mould & machinery manufacturing, automobile & shipbuilding industries, railways, defence, etc.
Arsun Engineers, Bhavnagar 364 001.Tel: 0278-2514076, Fax: 0278-2420132, Mob: 09426816961Email: [email protected], Website: www.arsun.com
�
CASSETTE TOOL CABINETS
Basic Engineers manufactures and offers a wide range of tools trolleys for various types of application and usage. The range includes tool trolleys for VMCs, HMCs, CNC machines,
automobile workshop trolleys, maintenance trolleys, wiring trolleys, etc. Also offered are specific tools cabinets to serve as
cassette-type tool cabinets for safely storing of press break tools. Unique, user-friendly and safe designs set these products apart from others (claims the company). Salient features of these products are: safety of costly tooling, space economy, durability at par, convenient for process, easy to access punch/die, height adjustment as per tool size, provision of scratchproof movement of devices,
cassette movement smooth & quite, tooling arrangement in desired sequence, helping operator saving of valuable down time & setup time, state-of-the-art/user-friendly/smart & self-appealed tool cabinet, return of money value/cost-effective, front access draw for each tooling, accident prevention, etc.
Basic Engineers, Ahmedabad 382 445.Tel: 079-2583 1575, Fax: 079-2583 1575, Mob: 09825344527Email: [email protected], Website: www.basicengineers.in
�

M A Y 2 0 1 1 | SEARCH - THE INDUSTRIAL SOURCEBOOK 185
GENERAL PRODUCTS
ROTARY SCREW COMPRESSORS
Sierra oil-free rotary screw compressors from Ingersoll Rand feature precision machined rotors and gearing, advanced ultra coat rotor protection, anti-friction bearings, stainless steel air
seals and a unique labyrinth oil seal design. Use of hydraulic valve instead of pneumatic valve, stainless steel rings along with labyrinth oil seals, stainless steel and aluminum piping ensures 100 per cent oil-free air at all times. These oil-free rotary screw compressor features ultracoat, delivering greater reliability in performance and air quality, rotor longevity, increased uptime and reduced energy cost. Ultracoat is a superior coating technology, which results in surface preparation along with the robotically precision applied coating that is applied and cured in a multistep-controlled process that assures the tightest rotor tolerances which improves compressor performance. The layout of the internal cooling components of the package is designed to insure that the cooling of the package is optimised by keeping the compressor intake temperature low and allow the heat exchangers to keep their CTDs extremely low.
Ingersoll Rand (India) Ltd, Ahmedabad 382 330.Tel: 079 -2284 7208, Fax: 079-2282 0495Email: [email protected]: www.ingersollrandproducts.com
�

186 SEARCH - THE INDUSTRIAL SOURCEBOOK | M A Y 2 0 1 1
GENERAL PRODUCTS
PIN BUSH COUPLINGS
B V Transmission Industries manufactures and offers a wide assortment of pin bush couplings that are specially designed using superior quality raw
material. These are designed in compliance with the international standards. The range of pin bush couplings is highly acclaimed for abrasion resistance, corrosion resistance and precise dimensions. Specifications of the pin bush coupling are: require no lubrication; unaffected by water, dust & atmospheric condition; OD -3” to 24”; high torque transmission up to 23780 Nm in 20 sizes; and permit drive in either direction.
B V Transmission Industries, Mumbai 400 062.Tel: 022-2287 6234, Fax: 022-2876 7941, Mob: 09324718035Email: [email protected], Website: www.bvchain.com
�
PHOSPHOR BRONZE STRIPS/SHEETS & COILS
Paras Flowform Engineering manufactures and offers various grades of high
quality copper and copper alloys. A complete range of phosphor bronze strips, sheets and coils is offered. These are available from 20 mm to 500 mm width. The thickness range is from 0.04 mm to 14 mm. These materials can be offered as per any national and international standards. Also manufactured are other non-ferrous alloys as per customers’ requirements.
Paras Flowform Engineering Ltd, Dist Thane 421 506.Tel: 0251-2620333, Fax: 0251-2621222, Mob: 08805029911Email: [email protected]
�
ENCODERS
Kuebler Automation India offers heavy-duty encoders (Sendix H100) the largest encoders in the Kübler portfolio. These are extremely robust incremental
encoders. Optionally, a mechanical speed switch can be integrated as reliable protection against excess rotation speed. The special structure of the HD safety lock means that an extremely high bearing load capacity of up to 300N axially and 400N radially can be achieved. The typically temporary encoder loads, for instance due to an axial overload during installation, or high vibrations are largely tolerated. Pre-existing defects or even a failure of the encoder in the field is thus avoided. The encoders are ideally suited for applications in heavy industry, such as steel works or cranes. Even the toughest working environments do not affect the resilient device as it has been designed for these very conditions. The wide span and the extra-large and robust flange bearing thus increase the load-bearing capacity and lifetime.
Kuebler Automation India Pvt Ltd , Dist Pune 412 108.Tel: 020-2295 3819, Fax: 020-2295 3818Email: [email protected], Website: www.kuebler.com
�
QUALITY
ROVEDOVEDAPPROVEDAPPROVEDAAAAAA
PRESS BRAKES
Weldor Engineering offers mechanical and pneumatic press brakes that are available in the capacity of 20 tons to 350 tons and length ranging from 1525 mm to 4000 mm.
These press brakes are widely accepted in industries for continuous production runs and also in areas requiring accuracy and repeatability coupled with high production. Double-geared motorised ram adjustment, motorised reversing mechanism,
manual back gauge, manual lubrication, one multi groove, V-block and V-punch are standard features. Frame ram and bed, drive system, ram adjustments, clutch & brake are well constructed accurate and reliable. The mechanical and pneumatic press brakes are used in steel furniture industries,
for door frame & slotted angle, refrigeration, door frame manufacturers, automobile industries and control panel manufacturers, etc. Also offered are mechanical/hydraulic & pneumatic press brakes, guillotine shearing machines, power presses/trimming & blanking presses, double-action deep-drawing hydraulic presses and CNC turret punch presses.
Weldor Engineering Pvt Ltd, Rajkot 360 002.Tel: 0281-2360242, Fax: 0281-2360466Email: [email protected], Website: www.weldor.comCertification: An ISO 9000 Certified Company
�
AIRBORNE PARTICLE COUNTERS
MetOne battery-operated, compact portable airborne particle counters (models 237A & 237B) offered by MeasureTest Corporation monitor and very cleanrooms,
test f ilters in place and track down particle sources. Count data is displayed on the front-panel as total number of particles (cumulative count) or the particles in each size range (differential
�
QUALITY
LLL
ROVEDOVEDAPPROVEDAPPROVEDAAAAAA
DISTRIBUTION TRANSFORMERS
Urja Techniques (India) manufactures and offers core-type distribution transformers for industrial application available in single- or 3-phase version with primary voltages of up
to 33 kV and secondary voltages ranging from 433 to 11000 V. The capacity range is up to 10000 kV A. Also manufactured are single- and three-phase distribution transformers. These transformers are available with tap changer options as well as OFF circuit manually operated and ON load tap changer (OLTC) with AVR and RTCC panel. Prime quality, low
loss, high permeability cold rolled grain oriented silicon steel is used for core to achieve low no load losses. Electrolytic copper with insulating paper multi-covered round wires and strips are used for both the primary and secondary windings to achieve low load losses. Copper foil winding technology is used for high current sections.
Urja Techniques (India) Pvt Ltd, Mumbai 400 031.Tel: 022-2415 0505, Fax: 022-2416 0606, Mob: 09820081474Email: [email protected], Website: www.urjaglobal.comCertification: An ISO 9001:2008 Certified Company
�

M A Y 2 0 1 1 | SEARCH - THE INDUSTRIAL SOURCEBOOK 187
GENERAL PRODUCTS
count). The printout shows cumulative and differential count data for each size range. Features include: AC or battery operation; print count results; choose 0.3 micron (model 237B), or 0.5 micron (model 237A); 0.1 cfm (2.83 L/min) flow rate; 2-6 size channels; 4 counting modes; and spreadsheet-compatible data files with Particle Vision PortAll software. The airborne particle counters also monitor: LAF & biohazard benches, cleanroom laundries, HVAC systems, computer rooms, food & beverage packaging, hospitals (pharmacy & surgery indoor air quality), aerospace assembly, medical device assembly, automotive (paint spray booths), f ilter performance, etc.
MeasureTest Corporation, Mumbai 400 021.Tel: 022-2202 7982, Mob: 09869012701Email: [email protected], Website: www.measuretest.com
DISPERSION NOZZLES
Bhilwara Polymers offers dispersion nozzles for sand blasting and
dispersion purpose. These nozzles are produced of aluminum-oxide ceramics or
�
ACIDIC RAMMING MASS
Raghav Steel offers acidic ramming mass that is used in the lining of induction furnaces. Quality of acidic ramming mass is directly related to the heating performance of the
furnaces. Better quality of lining results in the smooth working of furnaces, optimum output and better metallurgical control. It is manufactured under strict supervision of qualif ied & experienced work force. Proper check is exercised on magnetic process to assure iron free material
and to assure proper composition of granules according to furnace capacity. The granulation of the mix is optimised keeping in view the furnace make and capacity, thus giving maximum and best results. It is characterised by thermal stability, corrosion resistance and wear-resistance because it contains less binders, fire clay and moisture compared to plastic refractories.
Raghav Steels, Jaipur 302 001.Tel: 0141-223 5760-63, Fax: 0141-223 5763Email: sidharth_ [email protected], Website: www.raghavsteels.com
�
composites consisted of aluminum-1 oxide and chroma-oxide, which have very high hardness and wear resistance. The range of products is also customised as per requirements of customers.
Bhilwara Polymers, Bhilwara 311 001.Tel: 01482-227693, Fax: 01482-239634, Mob: 09829047693Email: [email protected], Website: www.bhilwarapolymers.com

188 SEARCH - THE INDUSTRIAL SOURCEBOOK | M A Y 2 0 1 1
GENERAL PRODUCTS
PLASMA TRANSFERRED ARC EQUIPMENT
Glaves Corporation manufactures and exports computerised plasma transferred arc (PTA) equipment for
metallic deposition of stellite and various grades of copper and nickel-based hard facing alloys. Also offered are the GCD series dry cut strand pelletisers, rotary and stationary cutters, granulator blades and napkin dies. Job works are undertaken for stelliting of shafts, rotors, valves, cutters and blades, etc.
Glaves Corporation, Jaipur 302 013.Tel: 0141-246 0324/0154, Fax: 0141-246 0762, Mob: 09314608740Email: [email protected], Website: www.glaves.biz
�
WEIGHING SCALES
Jivan Nagji & Co (India) offers weighing scales in various series, such as ETT (table-top), super ETT (retail), EPF (platform and bench), EPF (platform), and EPF (MS
platform). The ETT series weighing scales have sturdy metal body add weighing memory. These weighing scales have piece counting and set point facility for packing. They are used in kirana, general, grocery and industries with LPCM. Super ETT series weighing scales are affordable and compact. These are simple yet rugged and come in stainless steel body. They are specially designed for use of jewellers, retailers, shopkeepers, household and small-scale traders, like grocery, poultry, etc, with LPCM. EPF series weighing scales are heavy-duty rugged in construction. These come with attach pole with stainless steel platform and grill for use in chemical industry, tea merchant, oil mill, etc.
Jivan Nagji & Co (India) Pvt Ltd, Jaipur 302 002.Tel: 0141-2312691, Fax: 0141-2327774Email: [email protected], Website: www.jivannagji.com
�
ROTARY GEAR PUMPS
Rotofluid rotary gear pumps (FTX series) offered by Fluid Tech Systems are very cost economical, elegantly designed, reliable and more efficient in working, compared to other
pumps of this type (claims the company). These pumps employ a pair of single helical profile gears shrunk fitted on hardened and ground shaft as impeller supported on either side on self-lubricated sintered bronze bush bearing. Casing and covers of the pumps are precisely machines on CNC machine, being manufactured from closed grained CI, conforming to IS210 grade 20 materials. The rotary gear pumps are available in eight different sizes from ¼” to 2½” and maximum pressure of 10 kg/cm² with 2.5 LPM to 350 LPM flow capacity. These are ideally suitable for OEM applications, like engine lubrication, pumping & heating unit, oil f iltration cleaning systems, etc. They are also highly suitable for
�
pumping and transfer of corrosive chemicals, acids, dyes, resins, pigments, printing inks and various other liquids.
Fluid Tech Systems, Ahmedabad 382 430.Tel: 079-2290 0100, Fax: 079-2290 0200, Mob: 09825604142Email: [email protected], Website: www.rotofluidpumps.com
QUALITY
TTTTTTTTTTTT R O L
ROVEDOVEDAPPROVEDAPPROVEDAAAAAA
TEMPERATURE CONTROLLERS
General Industrial Controls offers PID temperature controllers (series PR-69) with universal input and configurable output combination. These temperature
controllers also come with field configurable: band, deviation, sensor break and loop break alarms. They are single/dual acting PID controllers with 5 control modes. Other salient features include: auto-tuning PID with provision for soft-start; 6-segment ramp & soak profile with power failure resumption modes; rapid setpoint change feature;
RS485 communication; bumpless auto-manual transfer; and IP65 protection.
General Industrial Controls Pvt Ltd, Pune 411 026.Tel: 020-3068 0003, Fax: 020-2712 2574, Mob: 09923756533Email: [email protected], Website: www.gicindia.comCertification: An ISO 9001:2000 Certified Company
�
RIBBON BLENDERS
Febchem Engineering Works manufactures and offers ribbon blenders that are ideally suited
for dry mixing of free-flowing powders and blending of large volumes of dry solids. Blades are designed to move the materials (to be mixed) to and fro vigorously. The outer ribbons carries the materials from sides towards the centre of the mixer and inner ribbon move the
�
RADIAL DRILLING MACHINES
Universal radial drilling machines (model SER-I) offered by Sahyog Enterprise have drilling capacity of 38 mm, spindle stroke of 220 mm, with 8 speed and working table of 380
mm x 300 mm x 300 mm size. Salient features include: main spindle made from EN steel with 6 slots in machined by hobber machine and Morse Taper bore provided internally grinded, spindle sleeve properly guided in honed drill head bore on 6 ball and roller bearings for smooth and accurate running. The main asset is rigid quality inspection methods combined with skilled workmanship. The radial drilling machines are
very simple to install and operate requiring no skilled labour. They have sturdy built up and are designed for both production and tool room job. Also offered are pillar and radial drilling machines in different models and sizes.
Sahyog Enterprise, Bhavnagar 364 004.Tel: 0278-244 6848, Fax: 0278-244 7316Email: [email protected], Website: www.siddhapuradrills.com
�

M A Y 2 0 1 1 | SEARCH - THE INDUSTRIAL SOURCEBOOK 191
GENERAL PRODUCTS
TRAFFIC WARNING BLINKERS
Electro Ads offers a broad range of solar powered road traff ic warning blinkers that are
precision engineered in order to meet the requirements of traff ic signal. These are lower than the weight on conservative energy resources if used properly. They are in the used in various cities of Europe & US. The solar modules produce DC electricity straightforwardly from sunlight, in which one or more modules depend upon the availability of power needs and the quantity of sunlight.
Electro Ads, Indore 452 011.Tel: 0731-2554143, Fax: 0731-2554143, Mob: 09229182927Email: [email protected], Website: www.electro-ads.com
�
materials from the centre to the sides. These ribbon blenders are suitable for dry & wet mixing of materials. The discharge is at the centre of the mixer. Gap between the ribbon and trough of the mixer is kept minimum.
Febchem Engineering Works, Indore 452 015.Tel: 0731-2721951, Fax: 0731-272 3087, Mob: 09893256418Email: [email protected], Website: www.febchem.com
WEIGHING CONTROLLERS
Ajinkya Electronic Systems manufactures and offers weighing controllers for mixing plants/
conveyorised systems, where weighing and discharging of materials is important. These weighing and batching controllers are useful for such
�
QUALITY
ROVEDOVEDAPPROVEDAPPROVEDAAAAAA
POWER DISTRIBUTION SYSTEMS
Fraser Techno Circuits offers vertical rack mount strip that feature compact power distribution for high power density cabinets via dual 30 A circuits each with 30 fully overload
protected IEC320 C13 outlets. Each circuit is denoted by colour coding of the sockets. Supply integrity is further enhanced by protection of circuit breakers against accidental operation, and the continuous display of load current of each circuit on integral ammeters. The high power distribution systems comprise of dual 30 A power supplies, two power input cords, option for alternative plugs, option for power cord lengths up to maximum 15’, 60-way IEC320 C13 socket outlets, 30 black and 30 white, colour coded for two input power supplies, option for alternative quantity of outlets, ammeter for each supply circuit continuously displays total load current for each circuit, branch circuit overload protection for the outlets mechanically protected against accidental operation by enclosure design, vertical rack mount enclosure, etc.
Fraser Techno Circuits Ltd, Bengaluru 560 048.Tel: 080-32723475, Fax: 080-4116 3399, Mob: 09900165229Email: [email protected], Website: www.frasertechno.comCertification: An ISO 9001:2000 Certified Company
�

192 SEARCH - THE INDUSTRIAL SOURCEBOOK | M A Y 2 0 1 1
GENERAL PRODUCTS
POWER DISTRIBUTION BOARDS
Industrial Power Control manufactures and offers a wide range of power distribution
boards that are available with the specific requirements of the clients. These power distribution boards are specially designed, wired, tested and assembled with different electrical equipment. Salient features of the power distribution boards include: easy to install, safe and sound to use, easy maintenance, field testing, etc.
Industrial Power Control, Mohali 160 055.Tel: 0172-2236261, Fax: 0172-509 3261, Mob: 09216720773Email: [email protected], Website: www.ipcontrol.co.in
�
applications. Salient features include: microcontroller-based digital circuitry; direct load cell interface with software calibration; inflation correction programmable; high-speed/low-speed relay outputs for speed control; printer/PC interface; and external start input. Technical specifications are: input load cells 1-4, supply excitation ±5 V, PC interface RS232/RS485, centronics parallel printer interface, number of setpoints 1, 2 & 5, relay outputs suitable for 1, 2 & 5 ingredients, memory of 35 k battery backup for batch report (optional), supply of 230 V / 110 V AC / 12 V / 24 V DC, etc.
Ajinkya Electronic Systems, Mumbai 400 016.Tel: 022-2431 2031, Fax: 022-2432 2320Email: [email protected], Website: www.ajinkya.com
QUALITY
ROVEDOVEDAPPROVEDAPPROVEDAAAAAAPOWER PRESSES
MSSS Mechanical Works (Regd) offers H-frame mechanical clutch power presses that are available with fix or variable speed drive and
capacity ranging from 10 tonnes to 400 tonnes. The frame of these presses is of most rigid construction in one-piece steel welded with fusion welding quality and fully stress relieved. All bushes are made of nickel phosphors bronze. The power presses are provided with foot-operated rolling key clutch. They are supplied with adjustable strokes. Strokes may be changed in thirty seconds. Centralised lubrication is also provided.
MSSS Mechanical Works (Regd), Ludhiana 141 003.Tel: 0161-2532938, Fax: 0161-2530324Email: [email protected]: An ISO 9001:2000 Certified Company
�
STORAGE TROLLEYS
Stakall offers storage trolleys that are manufactured using graded steel. These storage trolleys are highly
durable. They are suitable for moving materials between the warehouse and store to the production line and can also be used to move objects within the shop. The trolleys can also be customised as per varied dimensional requirements of customers (claims the company). Salient features
�
include: lightweight due to hollow section; can be fitted with either all swivel or 2 fixed and 2 swivel type of castors; are ideal for use in places where forklifts cannot reach; and high load bearing strength.
Stakall, Dist Thane 401 208.Tel: 0250-2456970, Fax: 0250-2452530, Mob: 08087383146Email: [email protected], Website: www.stakall.in
QUALITY
ROVEDOVEDAPPROVEDAPPROVEDAAAAAA
HOLDBACK DEVICES
High-speed shaft holdback devices manufactured by the NMT Group, have individually spring-loaded centrifugally lift-off sprag. These units are used as over-running
clutches, where the shaft overruns at high-speed. Positive protection against reverse torque runaways of inclined conveyor or elevator installations and adequate provision for the safety of operating personnel can be assured. The NHB models can be installed at input shaft of gearbox or with NHB.c can be used on the exterior side. Main features include: permissible wide radial run out, wear-free & long life, easy assembly, maintenance-free and no
special lubrication required. Applications are in inclined conveyors, elevators, pumps, blowers, fans, gearboxes, electric motors, geared motors, pumps & compressors, ball mills, engine starters, etc.
NMT Group, Ahmedabad 382 330.Tel: 079-2282 1527, Fax: 079-2282 0214, Mob: 09328271660Email: [email protected], Website: www.nmtgindia.comCertification: An ISO 9001:2000 Certified Company
�
PILLAR DRILLING MACHINES
P Parmar Machine Tools manufactures and offers pillar drilling machines (model PMT P-1) that have drilling capacity of 19 mm and pillar diameter of 75 mm. The technical
specifications of these drilling machines are: distance of spindle nose to the table at 600 mm; distance from table to base at 360 mm; distance from spindle centre to pillar face at 200 mm; table travel 310 mm; taper in spindle MT-2; 8 nos of speed; range of speed 80 PPM to 3300 PPM; table size 265 mm x 265 mm; machined area base size 400 mm x 230 mm; overall base size of 450 mm x 290 mm; spindle travel at 130 mm; pillar length of 915 mm; overall height with pulley guard at 410 mm; V-
belt section A-38”; weight approximately 100 kgs; and 0.5 HP motor of 1440 RPM, 3-phase, 440 V.
P Parmar Machine Tools, Bhavnagar 364 004.Tel: 0278-2447409, Fax: 0278-2446564, Mob: 09825226191Email: [email protected], Website: www.parmardrill.com
�
PILLAR DRILLING MACHINES
Prakash Mechanic Works offers 40 mm capacity auto feed pillar drilling machines that have gear box of 9 speed with all 9 gears of EN-9 steel and hardened up to 50 HRC. Oil bath
gearbox and hardened gears give very long life to the machine.
�

M A Y 2 0 1 1 | SEARCH - THE INDUSTRIAL SOURCEBOOK 193
GENERAL PRODUCTS
Auto feed gears are also hardened. All the gears in the machines are supported through good quality bearings and not the bushes. The machines are supplied with complete electrical panel boards with pushbutton switches and one limit switch along with one ISI electrical motor. Rotation and easy sliding of gears in bearings give very high reliability. Steel ram of 78 mm diameter and pinion with 9 DP heavy-duty teeth enables greater loading capacity. Square table with moulded closed T-slots and also with vertical face with T-slot gives more working area as well as managed coolant application.
Prakash Mechanic Works, Bhavnagar 364 001.Tel: 0278-243 8241, Fax: 0278-243 8241, Mob: 09852356226Email: [email protected]
LATHE MACHINES
Premier Lathe Manufacturing Co offers lathe machine that are rigidly designed and suitable for bulk production. These machines combine all the features, which are expected in
heavy-duty production lathes with great efficiency and are ideal for all sliding, surfacing and screw cutting operation. Various special features of these machines include: lathe hardened & ground bedways; raw materials used are selected and grade quality raw materials are used; main spindle is hardened & ground with double grinding; and all screws made from bright steel with gun metal screw nut. Some of the technical specifications are: length of bed 1675-6100 mm, admit between centre 555-4950 mm, centre height available at 330/380 mm, spindle bore available at 55/80/104/130 mm, etc. The lathe machines also have a variety of attachments, like fully or semi Norton gearbox, taper turning attachment, rear tool post and coolant pumps, etc.
Premier Lathe Manufacturing Co, Rajkot 360 003.Tel: 0281-2387556, Fax: 0281-2389248Email: [email protected]: www.premierlathe.com
�
RADIAL DRILLING MACHINES
Satya Prakash Machine manufactures and offers 40 mm capacity, all-geared auto-feed radial drilling machines. The machine design is so prepared with latest technology in which
9 spindle speed gets in a single speed motor with 100 per cent successful heavy-duty auto power feed. All gears are made of special gear steel, harden gears (50-55 HRC) fully oil bath gearboxes & lifting gearboxes are also of fully oil bath. One can gain 260 mm spindle travels heavy-duty MT4 forged spindle internal and external ground finish. Inbox table with 4 full machineable facing in right angle and heavy-duty base plate design inside of moulded coolant tank and ribs are easily
leveling with foundation clamping feet.
Satya Prakash Machine Tools, Bhavnagar 364 001.Tel: 0278-3012407, Mob: 09825071161Email: [email protected], Website: www.spdrills.com
�
ITTTY
RRRRRRRRRRRRR O L
VV DDVEDVEDVVVVVEDVEDEEEEEEEEEEEOVEOVEVOOVEVOVEDVEDOOOOOVV DEDD
LIGHT-DUTY DRILLS
Nippon Electrical Industries have further modified and developed the most rugged of its kind of 13
mm light-duty drills (model B6D). These drills are metal bodied meant for years of use with absolutely least maintenance. They are almost similar to other nationwide company make with all the spare parts interchangeable and easily available (claims the company).
Nippon Electrical Industries, Ahmedabad 382 330.Tel: 079-2282 2750, Fax: 079-2280 0119, Mob: 09376710401Email: [email protected]: www.nipponpowertools.comCertification: An ISO 9001:2000 Certified Company
�
DIESEL & GAS GENSETS
Cummins powered diesel and gas gensets offered by Sudhir Gensets are available in the range of 15 k VA to 3000 kV A. The complete range of generators is useful in providing
power in areas where conventional power supply infrastructure is unreliable. The product line includes the widest range of gensets
with a fuel option of diesel or gas, a complete range of intelligent switchboards, design & build end-to-end power solutions for your captive power plants. Power command control, is a
microprocessor-based generator set monitoring, metering, protection and control system. It offers advanced levels of functions for reliability and optimum genset performance. The power command control with digital paralleling control devices, such as synchronisers and load sharing controls, and KVAR/power factor controls.
Sudhir Gensets Ltd, Surat 395 052.Tel: 0261-8357062, Fax: 079-26400190, Mob: 9825048838Email: [email protected], Website: www.sudhirgensets.com
�
QUALITY
NNNNNNNNNNNNNNN T R O L
ROVEDOVEDAPPROVEDAPPROVEDAAAAAA
BRASS CABLE GLANDS
Sigma Industries manufactures and offers brass cable glands for protection against liquid, dust, strain, twist and vibration. These cable glands are used in electrical panel and junction
boxes. They could also be used in measuring & controlling instruments, machineries and equipment. Clamping range is available from 2 mm to 75 mm with required thread diameter. Special requirements are also accepted. Sectors mainly served include: electrical & electronics, automobile, hydraulics & pneumatics, telecom, power, ship
building, etc.
Sigma Industries, Jamnagar 361 004.Tel: 0288-2562567, Fax: 0288-2561965, Mob: 09375391408Email: [email protected], Website: www.cgscableglands.comCertification: An ISO 9001:2008 Certified Company
�

194 SEARCH - THE INDUSTRIAL SOURCEBOOK | M A Y 2 0 1 1
INTERNATIONAL PRODUCTS
FLOW TRANSMITTERS
Autotronic Enterprise Co manufactures and offers flow transmitters (AFM series) that are advanced instruments. These
flow transmitters transmit flow rate signal from flow sensors to PLC or to control devices in process control systems. The units accept flow sensors with pulse output. They offer both analogue and digital output for a wide range of applications. Salient features include: easy-to-cal; dual accumulated value display, one can be reset, the other is permanent value; micro-electronic design, compact size, anti-interfere; LCD display with backlight for easy & clear calibration; switching power supply: AC 85~260 V; providing flow rate & accumulated value; dual high/low alarm setpoint; and several outputs for flexible applications (as optional).
Autotronic Enterprise Co, Ltd - Chung Ho City - TaiwanTel: +886-2-22235889, Fax: +886-2-22226830Email: [email protected], Website: www.aecl.com.tw
�
SMD ANTENNAS
Premo has enlarged its SDTR1103 family of SMD antennas with the new SDTR1103-HF series. This new SMD antenna is suitable for signal s reception at 2MHz and/or 13,56MHz
Tx/Rx for NFC applications. The antenna has a high surface resistance NiZn ferrite core material (>10Mohm/mm) and low initial permeability to work at high frequency. This provide a very stable performance in a wide range of temperature (-40ºC to +85ºC). The series has the same format as 125 kHz transponders, SDTR1103 family. Model SDTR1103-HF is offered with 290uH/2MHz, 400uH/2MHz and 20uH/13,56MHz inductance values. Its surface mounting device (SMD) configuration allows an easy integration in an automatic printed circuit board assembly process, avoiding handling of the piece that could damage winding wire of the piece. This super drop test resistance coil is especially suitable for applications, which require high (drop-tests) requirements, like mobiles and key-fobs, etc.
Premo Group - Barcelona - SpainTel: +34-951-231320Email: [email protected], Website: www.grupopremo.com
�
CABLE GLANDS
Agro, part of the Kaiser Group, offers cable glands, like nickel-plated cable glands for flameproof enclosures (Ex d IIC) and for increased safety (Ex e II). The highly compact
construction and large clamping ranges of these cable glands are singled out as the distinguishing features of the product. These cable glands are available in dimensions of M16 to M63 and for cables with diameters ranging from 3 mm to 50 mm. According to the manufacturers, the cable glands are suitable for temperatures ranging from -60°C to +105°C, with a range of -60°C to +200°C in planning. The protection class IP68 is also available.
Agro AG - Hunzenschwil - SwitzerlandTel: +41-62-8894747, Fax: +41-62-8894750Email: [email protected], Website: www.agro.ch
�
MECHANICAL PRESSURE SWITCHES
Barksdale offers mechanical pressure switches with adjustment ranges of 10-400 bar. These are compact pressure
switchs used for pressure control with piston. They have 1 switching contact and G1/4” female thread. Applications of the mechanical pressure switches are in OEM-applications, mobile & industrial hydraulics,
test bed & apparatus engineering, heavy industy, shipbuilding, etc.
Barksdale GmbH - Reichelscheim - GermanyTel: +49–6035–949176, Fax: +49-6035-949111Email: [email protected], Website: www.barksdale.de
�
PCB SEPARATORS
Cab Produkttechnik offers PCB separators (MAESTRO-2 & 2M) that separate small amount and prototype series of PCBs fast and economically. The compact and stable
aluminum frame requires only a minimum of space. MAESTRO-2 is the reasonable model to start with, suitable for smaller numbers
of PCBs. The PCB is fed manually between the circular blades and is thereby separated. MAESTRO-2M motorised separates large numbers of PCBs without fatigue of the operator. The lower circular blade is driven by a motor. PCB is fed between the circular blades where it is seized, transported and
separated. Three different speeds can be selected. Frequently for critical components an upper limit of tensile stress will be determined. The PCB is held with both hands and fed between the circular blades for separation. Clearance between the upper guide 1 and the lower guide 2 is adjustable to ensure that the PCB is only fed through the machine in the pre-scored groove.
Cab Produkttechnik GmbH & Co KG - Karlsruhe - GermanyTel: +49-721-6626282, Fax: +49-721-6626239Email: [email protected], Website: www.cabgmbh.com
�
MAGNETIC QUICK CONNECTORS
Wika Alexander Wiegand offers magnetic quick connectors that are used for machine building and plant construction in the process industry. The magnetic quick connectors
enable the positive and negative contacts to be connected simultaneously. If the magnetic connectors are split, then the positive and negative contacts can also be connected one after the other, or connected to separated points. Special features of these
quick connectors include: replacement for crocodile clips & HART terminals; fast, safe & tight electrical connection; used for all configuration & calibration processes; patented magnetic quick connector, magWIK; robust design with unbreakable insulation; connect to all magnetic screws & contacts; suitable for plug connectors with a 2
mm Ø, via optional adapter; and applicable for plugs with Ø 4 mm.
Wika Alexander Wiegand GmbH & Co - Klingenberg - GermanyTel: +49-9372-1320, Fax: +49-9372-132406Email: [email protected], Website: www.wika.de
�

M A Y 2 0 1 1 | SEARCH - THE INDUSTRIAL SOURCEBOOK 195
INTERNATIONAL PRODUCTS
SOLUTIONS MODULES
Control Technqies offers solutions modules (SM-LON) that can be used on the following products to provide
connectivity to a LonWorks network: Unidrive SP, Affinity, Commander SK and Digitax ST. Their major applications are in building management and HVAC networks. LonWorks is intended primarily for distributed applications where there is no master or PLC controlling the network data flow.
Control Techniques GmbH - Hennef - GermanyTel: +49-2242-8770, Fax: +49-2242-877277Email: [email protected]: www.controltechniques.com
�
FORGING BLOCKS
Mould Steel Hotline Co manufactures and offers XPM forging blocks. These
forging blocks are available with thickness ranging from 200 mm to 610 mm and width ranging from 610 mm to 1260 mm. The company also manufactures alloy steel f lat bars.
Mould Steel Hotline Co, Ltd - Shau Kei Wan - Hong KongTel: +86-757-26326691, Fax: +86-757-26326667Email: [email protected]
�
HART MODEMS
Muller Industrie-Elektronik offers HART modems that can be used together with PC and the software
tool for putting into operation, configuration, analysis of signals, data backup and documentation of a corresponding field device. The integrated current loop supply makes possible a standalone operation to do the configuration. Transmitter is also supplied.
Muller Industrie-Elektronik GmbH - Neustadt - GermanyTel: +49-5032-64003, Fax: +49-5032-64004Email: [email protected], Website: www.mueller-ie.com
�
NYLON PRODUCTS
Zig Sheng Industrial Co manufactures and offers nylon products, including nylon chips, filaments, DTY and engineering
compounds. ZISLLOY brand is offered for a full range of engineering compounds, including PA6, PA66, PP, PA6/12 and PPS products. ZISLLOY products are widely used in automotive, electrical & electronics, sports, power tools, blowing tube, blowing film and fishing line industries. Total solutions for compound products are also provided to satisfy customers’ requirements.
Zig Sheng Industrial Co Ltd - Taipei - TaiwanTel: +886-2-25591357, Fax: +886-921894055Email: [email protected], Website: www.zigsheng.com
�

196 SEARCH - THE INDUSTRIAL SOURCEBOOK | M A Y 2 0 1 1
INTERNATIONAL PRODUCTS
TOOL KITS
Grabit-Pro 4-piece tool kits offered by Alden Corporation, work on broken bolts from as small as no 10 to as large as 3/8 in (5 mm-10 mm). These kits can drill up to grade 8 or
10.9 class fasteners. They quickly and easily remove most damaged screws, such as hex, Phillips, torx, square drive; sizes no 4-24 from wood, plastic or metal up to 3 inches in length. Serrated extracting end of tool results in greater torque for hard to remove bolts and screws. Professional grade multi-purpose extractors are compatible with quick-connect chuck systems or are chucked directly into drill. Features include: two-step drill bit & extractor in one tool, multiple tools not required; no bolt preparation required; self-centering drill tip eliminates walking or wandering; no grinding or center punching required; work on jagged, uneven & rough breaks; tempered twice for extra hardness; and made from M2 HSS.
Alden Corporation - Connecticut - USATel: +1-800-8325336, Website: www.aldn.com
�
MINIATURE PHOTOELECTRIC SENSORS
Banner Engineering Corporation offers miniature photoelectric sensors (model WorldBeam Q12) that feature a housing just 22 mm x 8 mm x 12 mm, with bipolar NPN/
PNP outputs. These sensors are available in opposed, fixed-field and polarised and non-polarised retroreflective sensing modes. They deliver powerful sensing performance in extremely confined areas. Rated IP67 for use in the widest range of locations and applications, the photoelectirc sensors are available in models with rugged, sealed housing or PFA chemical-resistant jacket. The sensors mount directly on or inside the manufacturing equipment, with robust metal-lined mounting holes consistently located on all models. They use unique overmoulded design for enhanced durability and shielding. The miniature photoelectric sensors are available in dark- or light-operated models.
Banner Engineering Corporation - Minnesota - USATel: +1-763-5443164, Fax: +1-763-5443213Email: [email protected]: www.bannerengineering.com
�
DIGITAL SOLDERING POTS
Hakko Corporation manufactures and offers compact digital soldering pots (model Hakko FX-301B) for
lead-free soldering. Selectable heating programs allow getting optimum temperature quickly. The digital display makes it easier to offset the temperature. A timer function helps users to keep tabs on how long the solder pot has
�
been in use, making it easy to judge the time for pot replacement. It is easy to measure the temperature of solder with using thermometer and temperature probe. The solder pots can be replaced by just loosening the two screws. Different pots for composition solder or different pot size are used with the same unit. In special coating pots, the corrosion-resistant characteristics are improved. The life is more than 5 times longer compared to that of conventional solder pots (claims the company). The digital soldering pots are used for pre-soldering for wire harness; and for melting the insulation of enamel wire.
Hakko Corporation, JapanTel: +81-6-65613225, Fax: +81-6-65618466Email: [email protected], Website: www.hakko.com
DATA LOGGERS
ACR Systems offers SmartReader data loggers that are multi-channel, user-configurable data loggers that monitor a variety of parameters. Durability is assured with a 3-year
logger warranty and 10-year battery life. The SmartReader has more available memory as a result of using 8-bit converter, which is sampled 4 times every 8 seconds for extra stable readings.
When the logging interval is set longer than 8 seconds, the readings are further averaged giving a quantitative result. The data loggers record
temperature, relative humidity, current, voltage, pressure, process signals, pulse, etc; better than 0.5 per cent FS resolution, most sensors have an inaccuracy of 1 per cent or more; 32 kB memory, 32,768 readings divided among number of channels enabled; remote access via modem or Ethernet, local or long distance; ruberdised conformal coating protects electronics from harsh environments; and a 3-year warranty and 10-year battery guarantee that data is never lost.
ACR Systems IncTel: 1-604-5911128, Fax: 1-604-5912252Email: [email protected], Website: www.acrsystems.com
�
ELECTRICALLY CONDUCTIVE PLASTICS
Premix offers electrically conductive plastics as conductive as 300 siemens/cm and also with strict controlled resistance, eg, at 10^8 ohm cm. These conductive plastics
offer solutions to problems caused by static electricityor electromagnetic interference. Apart from packagingfor the electronics and chemical industry, conductive plasticsare used in many other applications, including ATEX, metal replacement, mining, medical devices, heating elementsand fuel cells. The comprehensive product portfolio rangesfrom electrostatic dissipative IDP plastics for film blowing,blow molding, injection moulding, extrusion of foil, sheet,profiles, and pipes to highly conductive EMI grades. Theresistance spectrum below assists one in choosing the right product group.
Premix Oy - Rajamaki - FinlandTel: 358-9-878041, Fax: 358-9-87804400Email: [email protected], Website: www.premix.fi
�


198 SEARCH - THE INDUSTRIAL SOURCEBOOK | M A Y 2 0 1 1
INTERNATIONAL PRODUCTS
PROCESS INTERFACE
Phoenix Contact GmbH offers process interfaces that comprise a slimline 12.4 mm interface isolating terminal and plug-in, encodable electronic modules, which are also 12.4
mm wide. This enables users to save space and reduce the time required for installation. The electronic connectors have been realised in accordance with the intrinsically safe protection class. The basic terminals are equipped with testing facilities for each cable and isolating blades on the panel side. This means that a measuring device can be looped into the signalling path for diagnostic purposes. Jumpers ensure a fast, reliable supply of power. One of the benefits for the users is the modularity of this system, as unlike multi-channel 19” plug-in boards, the user only needs to fit the actual number of process interface modules required at the time of commissioning and therefore does not incur any supplementary costs for channels that are not used.
Phoenix Contact GmbH & Co KG - Blomberg - GermanyTel: +49-5235-341512, Fax: +49-5235-341825Email: [email protected], Website: www.phoenixcontact.com
�
ROTARY TABLES
Juaristi TS Commercial manufactures and offers MG full range of CNC controlled rotary tables with wide range of table load capacities from 6 tons
to 1000 tons. These are full contouring 360,000 position rotary tables. They come with full range of plain table configurations. The rotary tables have heavy capacity hydrostatic table bearing of 20 tons to 100 tons. They come in sizes ranging from 1000 x 1000 (40” x 40”) up to 4000 x 5000 mm (160” x 196”). Models MG50, MG75 and MG100 tables utilise hydrostatic systems for rotary and linear axes. Linear axis rapid feed rate is 10 m/mm (394 ipm).
Juaristi TS Commercial SL - Gipuzkoa - SpainTel: +34-943-851221, Fax: +34-943-851355Email: [email protected], Website: www.juaristi.com
�
WIRE & TUBING CUTTERS
Eraser’s model WC302 automatic wire and tubing cutters are automatic wire and flexible tubing cutters that easily and accurately cut wire, tubing, sleevings and more to the
programmed length and number of pieces. Nine variable feed rates allow the operator the flexibility to choose the correct rate for a given material to optimize production rate, repeatability and accuracy of cut length. Programming of the model WC302 is simple. A batching feature allows all variables for frequently run jobs to be pre-programmed. Up to 99 batches may
�
be programmed. A kitting feature allows for multiple pieces of different lengths to be cut within a batch. Up to 10 kits can be programmed.
The Eraser Company, Inc - New York - USATel: +1-315-4543237, Fax: +1-315-4543090Email: [email protected], Website: www.eraser.com
LIQUID DISPENSERS
I&J Fisnar manufactures and offers diaphragm valves (model VD510) that are engineered for precise flow control of low-to-medium viscosity liquids with a minimum shot size of 0.0001cc.
The diaphragm separates the wetted parts from the air supply, which makes it suitable for dispensing cyanoacrylates, reagents, anaerobic material, solvents, glue, electrolytes and alcohols. Model VD510 is designed to be used with the DSP501LF controller. Features include: designed for low-to-medium viscosity materials; suitable for dispensing hazardous materials;
stroke adjustment feature provides shot size control; minimum shot size of 0.0001cc; and high cycle rate of 500 shots per minute.
I&J Fisnar Inc - New Jersey - USATel: +1-201-7961477, Fax: +1-201-7947034Email: [email protected], Website: www.ijf isnar.com
�
FLOOR COATINGS
Tennant Company offers two new floor coatings (Eco-CWO & Eco-URE) one appropriate for industrial food and beverage processing plants and the other appropriate for
high-image commercial environments. Specifically designed to address the need within food and beverage plants to reduce odors
and food borne illnesses caused by bacterial growth, Eco-CWO is a one-coat seamless thermal shock-resistant, chemical-resistant, and slip-resistant coating that reduces surfaces where bacteria grow. Eco-URE is a seamless epoxy coating that can be used to prime, build, or
topcoat flake or quartz flooring. With its superior UV light resistance, Eco-URE is ideal for high-image commercial settings, such as automotive showrooms, retail aisles and lobbies, and education classrooms and corridors that want to improve their appearance. In addition, with its slip resistance, chemical resistance, and low VOC level (6g/L), Eco-URE improves overall facility and occupant safety.
Tennant Company - Minneapolis - USA Tel: +1-800-5538033, Fax: +1-763-5132112Website: www.tennantco.com
�
MOTION PROCESSORS
Magellan family of motion processors from Performance Motion Devices is available with real-time servo trace capture. This advanced trace capability improves servo-
tuning performance, optimises motion trajectories and can be used to capture time sensitive data. Available in 1, 2, 3 and 4 axis
�

M A Y 2 0 1 1 | SEARCH - THE INDUSTRIAL SOURCEBOOK 199
INTERNATIONAL PRODUCTS
The information published in this section is as per the details furnished by the respective manufacturer/distributor. In any case, it does not represent the views of
SEARCH
versions, these intelligent motion ICs control DC brush, brushless DC, micro stepping, and pulse and direction motors. The advanced trace feature allows up to four motion variables to be stored at the same time and each variable can be either 16 or 32 bits in size. Capture trigger for Magellan’s trace feature is programmable and can be based on a variety of conditions, such as motion start or external signal change. The captured data is automatically loaded into an external RAM chip and may be downloaded by the host during capture, or after capture is complete.
Performance Motion Devices, Inc - Massachusetts - USATel: +1-781-6749860, Fax: +1-781-6749861Email: [email protected]: www.pmdcorp.com
Mr Samir GandhiExecutive DirectorGandhi Automations Pvt. Ltd.
“We are pleased to be associated with SEARCH Magazine for many years now, it has provided us a steady return on our advertising and has helped us to expand our business. One must advertise here to experience growth in one’s business.”

PRODUCT INDEX
200 SEARCH - THE INDUSTRIAL SOURCEBOOK | M A Y 2 0 1 1
To know more about the products in this magazine, refer to our ‘Product Index’ or write to us at [email protected] orcall us at +91-22-3003 4684 or fax us at +91-22-3003 4499 and we will send your enquiries to
the advertisers directly to help you source better.
1 AC motors 59
2 AC servo motors 119
3 AC synchronous motors 113
4 AC/DC panels 58
5 Acidic ramming mass 187
6 Acoustic enclosures 197
7 Adapters 152
8 Agni incinerators 176
9 Air circuit breakers 165
10 Air compressors 77, 133
11 Air nozzles 143
12 Airborne particle counters 186
13 Air-cooled reciprocating compressors 77
14 Alloy steel cold drawn seamless straight pipes/tubes 107
15 Aluminium processing 17
16 Aluminium profiles 113
17 Aluminium worm geared motors 8
18 Angular bevel gears 175
19 Assembly lines 45
20 Assembly technology 67
21 Audio conferencing 62
22 Automated bulk unloading systems 164
23 Automatic rolling shutters 23, 199
24 Automatic vehicle tracking systems 166
25 Automation & storage systems 49
26 Automation controllers 9
27 Automation 10, 13, 128, 214
28 Automotive automation 45
29 Aviation cog wheels 143
30 Axial flow fans 107
31 Ball bearings 167
32 Ball joints 24
33 Ball screw actuators 113
34 Ball screws 113
35 Battery-operated pallet trucks 73
36 Bearing bushes 143
37 Bearings 22, 113, 167
38 Bench grinding machines 157
39 Bench lathes 181
40 Bevel gears 113
41 Bin trolleys 177
42 Biomass briquetting machines 174
43 Biomass briquetting presses 174
44 Blanking lines 17
45 Bollards 23, 199
46 Bottle feeders 173
47 Brake motors 59
48 Brake motors 8, 12, 43, 75, 114
S. No Product Pg No
49 Brass cable glands 193
50 Brushless DC motors 20
51 Brushless motor controls 20
52 Building automation 214
53 Bushes 113
54 Cabinet units 107
55 Cable carriers 22
56 Cable connectors 22
57 Cable glands 79
58 Cables & leads 49
59 Cables handling & processing systems 49
60 Cables scanps 49
61 Cables 43, 49, 120
62 Calendaring Front gatefold
63 Calibrators 10
64 Cam followers 195
65 Carbide tools 152
66 Carbide 152
67 Carbon fibre reinforced products 143
68 Carbon steels 107
69 Cassette tool cabinets 184
70 Castors 185
71 CED coating machines 214
72 Centre drills 152
73 Centreless grinder feeders 173
74 Centrifugal blowers 77
75 Centrifugal compressor package 77
76 Centrifugal pumps 39
77 Chain conveyors 45
78 Chains 22
79 Channel magnets 179
80 Chemical pump vane & fluid dispensing parts 143
81 Chemlok coating machines 214
82 Chillers 199
83 Chucks 152
84 Circlips 175
85 Circular/gyrator vibro machines 179
86 Clamping & braking elements 113
87 Clutch & brakes 20
88 CNC cutting machines 214
89 CNC laser cutting machines 214
90 CNC lathes 11
91 CNC machines 16, Back inside cover
92 CNC oxyfuel cutting machines 214
93 CNC plasma cutting machines 214
94 CNC press brakes 156
95 CNC shears 156
96 CNC toolings 152
S. No Product Pg No
97 CNC turning centres 16, Back inside cover
98 CNC turning machines 191
99 CNC turret punch presses 183
100 CNC vertical machining centres 16, Back inside cover
101 Coating machines 214
102 Coating plants 214
103 Coating systems 214
104 Coke injection machines 164
105 Cold drawn carbon steels 107
106 Cold storage dockhouses 23, 199
107 Cold storage doors 23, 199
108 Collet chucks 152
109 Collets 152
110 Components handing systems 45
111 Compressed air systems 50
112 Compressor valve plates 143
113 Compressors Front inside cover, 50, 77 115, 133, 195
114 Connector accessories 49
115 Connectors 22, 69, 79
116 Consumer automation 45
117 Consumer durables 45
118 Container cranes 117
119 Control cabinets 69
120 Control cables 120
121 Control dampers 191
122 Control panels 69
123 Control systems 69
124 Controllers 10, 128
125 Conventional precision lathes 11
126 Conveyors & automation systems 23, 199
127 Conveyors 185
128 Cooling tower motors 8, 12, 114
129 Cooling towers 91
130 Copper & copper alloys 125
131 Corrosion preventives 183
132 Cost-effective stepper motors 113
133 Counter-balanced pallet trucks 73
134 Counters & power supplies 5
135 Counters rate products 10
136 Couplings 113
137 Crane-duty motors 8, 43
138 Cranes 173
139 Crimp contact & tools 49
140 Cross roller rings 113
141 Cross shaft presses 182
142 Curvic 113
143 Cushion dock shelters 23, 199
S. No Product Pg No

PRODUCT INDEX
M A Y 2 0 1 1 | SEARCH - THE INDUSTRIAL SOURCEBOOK 201
144 Custom-built motors 12
145 Custom-made cables 49
146 Cutting machines 214
147 Cutting tools Front gatefold
148 Cylindrical photoelectric sensors 182
149 Dampers for centrifugal fans 107
150 Dampers 191
151 Data cables 49
152 DC motors 59
153 Deburring & finishing machines 182
154 Demagnetisers 169
155 Demand controllers 148
156 Desiccant dryers 77
157 Design clinic schemes 41
158 Design clinic workshops 41
159 Design sensitisation seminars 41
160 Design solutions 41
161 Desktops 15
162 Diamond machinery 191
163 Diamond tools 191
164 Didactic equipment 69
165 Diesel & gas gensets 193
166 Digital almen gauge/almen strips 167
167 Digital panel meters 148
168 Dip spin coating machines 214
169 Disc springs 175
170 Dispersion nozzles 187
171 Distribution boards 14
172 Distribution transformers 186
173 Dock levellers 23, 199
174 Dock shelters 23, 199
175 Double drum/triple drum magnetic separators 169
176 Double shaft motors 114
177 Dowel pins 175
178 Drawer magnets 169, 179
179 Drill chuck arbours 152
180 Drill mills 152
181 Drivers 9, 21, 169
182 Drum-type magnetic separators 179
183 Dry vane pumps 197
184 Duel speed motors 12
185 Dust collectors 157
186 Ear-plugs 47
187 Earth leakage relays 148
188 Effluent treatment plants 174
189 Electric controls 67
190 Electric drives 67
S. No Product Pg No
191 Electric forklift trucks 23, 199
192 Electric motor lamination systems 17
193 Electrical actuators 191
194 Electrical CAD/CAE software 101
195 Electrical connectors 24
196 Electrical measuring instruments 58
197 Electrical products cable ties 79
198 Electro magnetic vibratory feeders 179
199 Electro slag re-melting plants 81
200 Electromagnetic double clutch units 179
201 Electromechanical linear actuators 113
202 Electronic energy meters 148
203 Electronic timers 30, 32, 34, 36
204 Electronics products 79
205 Electrostatic liquid cleaning machines 183
206 Element shrink discs 195
207 Email & connectivity 62
208 Email marketing 142
209 Embossing rolls Front gatefold
210 Encoders 5, 186
211 End mills 152
212 Energy management solutions 148
213 Energy-efficient motors 8
214 Energy-efficient pumps 89
215 Engineering plastic plugs & sockets 30, 32, 34, 36
216 EngineeringExpo-2011 exhibitions 203
217 EOT jib cranes 173
218 Equipments for railways & construction 81
219 Exhibition 96, 149, 203
220 Explosive meters 147
221 Eye-wears 47
222 Factory automation 214
223 Failsafe assembly systems 45
224 Fall protection gears 47
225 Feeder accessories 173
226 Feeders for fmcg 173
227 Ferro alloy plants 81
228 Ferrous & non-ferrous castings 178
229 Financial services 19
230 Fine pitch bevel gears 175
231 Finishing machines 179
232 Fire dampers 191
233 Fire shutters 23, 199
234 Five-axis machining centres 129
235 Flameproof motors 59
236 Flange motors 43
237 Flange mounting motors 59
238 Flat belt conveyors 45
S. No Product Pg No
239 Flat cables 49
240 Flexi panels 68
241 Flexible cables & wires 49
242 Flexible couplings 113
243 Flexible roller conveyors 45
244 Flooring 187
245 Flow rate indicators 10
246 Flue gas analysers 83
247 Fluidised bed coating machines 214
248 FMCG & auto components 45
249 Foot mounting motors 43
250 Force actuation 165
251 Forging press feeders 173
252 Four-axis horizontal machining centres 129
253 Free-flow conveyors 45
254 Freewheel-oneway-clutches 195
255 Frequency meters 58
256 FRP cable trays 178
257 Fuel briquettes 170
258 Funnel magnets 179
259 Furnace feeders 173
260 Gantry cranes 173
261 Gap frame presses 156
262 Garbage & waste disposal systems 174
263 Garments 47
264 Gas alarms 147
265 Gas analysers 147
266 Gas detection systems 147
267 Gas detectors 147
268 Gas heating systems 178
269 Gas monitors 147
270 Gas sensors 147
271 Gas springs 92, 99
272 Gear motors 18, 20
273 Gear seals 143
274 Gearboxes 18
275 Gearboxes 20
276 Geared motors 18, 59
277 Gears 113
278 Glass & tobacco 45
279 Glide coating machines 214
280 Glide wheels 185
281 Gloves 47
282 Goods lifts 173
283 Grill magnets 179
284 Grinding discs 164
285 Grinding machines 157
286 Ground spiral bevel 175
S. No Product Pg No

PRODUCT INDEX
202 SEARCH - THE INDUSTRIAL SOURCEBOOK | M A Y 2 0 1 1
287 Haconan-free cables 49
288 Hallow shaft motors 114
289 Hand magnets 179
290 Handling system modules 69
291 Harness 47
292 Healthcare 45
293 Heat shrink tubings 79
294 Heat sinks 169
295 Heat treatment salts 183
296 Helical bevel gears 175
297 Helical inline geared motors/reducers 18
298 Helical worm gear units 20
299 Heli-worm geared motors 8
300 Helmets 47
301 High pressure blowers 20
302 High-efficiency standard motors/ flameproof motors 8
303 High-intensity rare earth magnetic separators 179
304 High-intensity roller-type magnetic separators 179
305 High-performance plastics 143
306 High-pressure compressors 181
307 High-speed doors 23, 199
308 Hitex International Tool Expo-2011 149
309 HI-VI jackets 47
310 HMIs 9
311 HMM technical guidelines 8
312 HOC dryers 77
313 Hoist/crane duty motors 114
314 Hold backs 195
315 Holdback devices 192
316 Hollow shaft worm gear motors 20
317 Hopper magnets 169, 179
318 Horizontal CNC machines 16, Back inside cover
319 Horizontal machining centres 16, Back inside cover
320 Hose clamps 185
321 Hump magnets 169, 179
322 Hybrid stepper+drives 113
323 Hybrid systems integrators 211
324 Hydraulic dock levelers/shelters 23, 199
325 Hydraulic manual pallet trucks 73
326 Hydraulic presses 156, 166
327 Hydraulic seals 175
328 Hydraulic shearing machines 156
329 Hydraulics 67
330 Hydro forming 17
331 Hypoid bevel gears 175
332 IC counterbalanced forklift 23, 199
333 Imaging & vision systems 214
334 Indicators 10
335 Induction motors 9
S. No Product Pg No
336 Industrial automation 13
337 Industrial connectors 49
338 Industrial control & sensing devices 5
339 Industrial cranes 117
340 Industrial electric AC motors 20
341 Industrial electric power distribution systems 14
342 Industrial fans & blowers 107
343 Industrial floorings 187
344 Industrial overhead doors 23, 199
345 Industrial shock absorbers 113
346 Industrial shoes 213
347 Inline drum-type magnetic separators 179
348 Inline helical geared motors 8
349 Inline shaft mounted helical geared motors/reducers 18
350 Inline surface treatment systems 179
351 Instrumentation & controls 27
352 Instrumentation made cables 49
353 Insulated doors 23, 199
354 Interlocking doors 23, 199
355 Inverter duty motors 8
356 Inverter rated motors 12
357 Inverter/variable frequency drives 5
358 Inverters 103, 119
359 Isolators 85
360 Joinings 165
361 Keyless transmission elements 195
362 Kuman machine interfaces 119
363 L-angle boxes 175
364 Laptops 15
365 Large helical & heli-bevel gearboxes 8
366 Laser systems 17
367 Lathe machines 182, 193
368 Lead screws 113
369 Leak detectors 147
370 Leased lines 62
371 LED lights 169
372 LED signal tower lights 30, 32, 34, 36
373 LED-based lightings 57
374 LEDs 57
375 Level controllers 5
376 Lift trucks service 117
377 Lifting magnets 169
378 Lifts & conveyor cables 49
379 Light lifting 117
380 Light-duty drills 193
381 Lighting solutions 57
382 Limit switches 30, 32, 34, 36
383 Linear actuators 113
384 Linear ball & roller guides 113
385 Linear bearings 113
386 Linear motion guides 113
S. No Product Pg No
387 Linear motion 67
388 Linear shaft & supports 113
389 Linear speed guides 113
390 LM guide actuators 113
391 Load managers 148
392 Loading bay equipment 23, 199
393 Locking elements 113
394 Loop powered isolators 10
395 Low lift pallet trucks 23, 199
396 Low speed motors 114
397 Machining components 191
398 Magnetic coolant separators 179
399 Magnetic floor sweepers 179
400 Magnetic pulleys 169
401 Magnetic racks 169
402 Main & sub-system assembly automation 45
403 Manual pallet trucks 23, 199
404 Manufacturer of machine lamps 131
405 Marine duty motors 114
406 Masks 47
407 Material handling equipment 73
408 Material handling plants 81
409 MCBs 85
410 Measuring & monitoring relays 5
411 Measuring instruments 58
412 Medical & surgical devices 143
413 Metal cutting tools 7
414 Metal treatment chemicals 183
415 Meters 58
416 Micro mills 181
417 Micro PLCs 119
418 Micro switches 30, 32, 34, 36
419 Mighty tiny series 20
420 Milling machines 181
421 Miniature circuit breakers 85
422 Mobile containers 176
423 Mobilise applications 62
424 Modernisations 117
425 Modular PLCs 119
426 Motion controls 5, 119
427 Motor protection systems 148
428 Motorised boom barriers 23, 199
429 Motorised stages 113
430 Motorised valves 191
431 Motorised vibratory feeders 179
432 Motors & drives 13
433 Motors 43, 59
434 Multi-function meters 148
435 Multimedia unions 92, 99
436 Multi-speed motors 8, 114
437 Nano lathes 181
438 Non-standard mounting motors 114
S. No Product Pg No



PRODUCT INDEX
M A Y 2 0 1 1 | SEARCH - THE INDUSTRIAL SOURCEBOOK 205
439 Office wireline 62
440 Ohms meters 58
441 Oil burner nozzles 178
442 Oil coolers 199
443 Oil seals 175
444 On/off controllers 10
445 Online b2b marketplace 135, 201
446 Optical encoders 113
447 O-rings 175
448 Overband magnetic separators 179
449 Overhead doors 23, 199
450 Paint shop equipment 214
451 Paint shop machines 214
452 Pallet stackers 23, 199
453 Pallet trucks 23, 73, 199
454 Panel coolers 199
455 Panels 58
456 Parallel shaft gearboxes 75
457 Parallel shaft helical geared motors 8
458 Part ejectors 153
459 PCB insertion conveyors 45
460 PD blowers 77
461 Pedestrian & rider operated counter-balanced pallet trucks 73
462 Pedestrian low lift pallet trucks 23, 199
463 Pedestrian pallet stackers 23, 199
464 Peeing machines 167
465 Permanent magnetic chucks 169
466 Permanent magnetic drum pulleys 179
467 Permanent magnetic drum-type separators 169
468 Phosphor bronze strips/sheets & coils 186
469 Photoelectric sensors 5
470 Pick-&-place robots 45
471 PID controllers 10
472 Pig iron casting plants 81
473 Pillar drilling machines 192
474 Pin bush couplings 186
475 Piston rings 143
476 Plasma transferred arc equipment 188
477 Plastic chain conveyors 45
478 Plastic mould products 143
479 Plastic piping systems 174
480 Plastic products 143
481 Plate magnets 169, 179
482 Plate trucks 185
483 PLCs 113
484 Pneumatic seals 175
485 Pneumatics 67
486 Polishing machines 157
487 Pollution control plants 81
488 Polyaryletherketone 143
489 Polyetheretherketone 143
S. No Product Pg No
490 Polyurethane chevron seal sets 179
491 Portable coolant purifying systems 153
492 Portable flue gas analysers 178
493 Portable oil skimmer with variable speeds 153
494 Powder coating & speedy painting equipment 121
495 Power cables 120
496 Power distribution boards 192
497 Power distribution systems 191
498 Power magnets 169
499 Power presses 156, 192
500 Power quality 211
501 Power transmission 75
502 Precision assembly design services 45
503 Precision belts 113
504 Precision locknuts 113
505 Precision machine components 191
506 Precision small machines 181
507 Press brake machines 156
508 Press brakes 186
509 Press technology 165
510 Pressure gauges 10
511 Pre-treatment systems 214
512 Process automation & control equipment 69
513 Process cranes 117
514 Programmable logic controllers 5, 113
515 Programmable terminals 5
516 Projectors 15
517 Protective conduit systems 49
518 Proximity sensors 5, 30, 32, 34, 36
519 PTFE rods 183
520 Pull studs 152
521 Pumps 6, 39, 197, Back cover
522 Punch presses 183
523 PVC flap & strip doors 23, 199
524 Racks & pinion gears 178
525 Racks & pinions 113
526 Radial drilling machines 184, 188, 193
527 Radio remote controls 179
528 Rapid flexible & rollup doors 23, 199
529 RCCBs 85
530 Reach trucks 23, 199
531 Reamers 152
532 Rear cylinder hydraulic press brakes 156
533 Refrigerated dryers 77
534 Reliable flooring 187
535 Remote controls for industrial applications 179
536 RFID 5
537 Ribbon blenders 188
538 Right angled helical bevel geared motors/reducers 18
S. No Product Pg No
539 Right angled helical worm geared motors/reducers 18
540 Robotic cables 49
541 Rod ends 24
542 Rod ends/link balls/cams & roller followers 113
543 Roll shop equipment 81
544 Roller conveyors 45
545 Roller screws 113
546 Roller-type magnetic separators 179
547 Roots blowers 197
548 Rotary dampers 92, 99
549 Rotary gear pumps 188
550 Rotary joints & unions 92, 99
551 Rotary screw air compressors 77
552 Rotary screw compressors 185
553 Rotating unions 92, 99
554 Round heatsinks 169
555 Round linear guides 113
556 RTD sensors 10
557 Rust preventives 183
558 Safety & security systems 147
559 Safety light curtains 5
560 Safety shoes 47, 213
561 SCADA & DCS implementation 214
562 Scanners 10
563 Scissor lifts 23, 199
564 Screw jacks 113
565 Seamless U-tubes/pipes 107
566 Sectional overhead doors 23, 199
567 Self-priming pumps 180
568 Sensitive part loading/unloading 153
569 Sensors 147
570 Servomotors & drives 113
571 Servomotors 9, 128
572 Shaft loading machines 153
573 Shearing machines 156
574 Sheet metal components 191
575 Sheet metal forming machines 17
576 Shipyard cranes 117
577 Shock absorbers 92, 99
578 Shot blasting machines 167
579 Shunts 58
580 Side lock adapters 152
581 Signal isolators 10
582 Simplair anodised aluminum piping 77
583 Single spring seals 180
584 Siphon systems 92, 99
585 Slat conveyors 45
586 Slewing bearings 113
587 Slim nut ball screws 113
588 Slipring crane-duty motors 59
589 Small mill & drills 181
S. No Product Pg No

PRODUCT INDEX
206 SEARCH - THE INDUSTRIAL SOURCEBOOK | M A Y 2 0 1 1
691 Alarms 177
692 Cable glands 194
693 Cranes 181
694 Data loggers 196
695 Detectors 177
696 Dewpoint meters 177
697 Digital panel meters 177
698 Digital soldering pots 196
699 Drives 29
700 Electrically conductive plastics 196
701 Elevators 181
702 Floor coatings 198
703 Flow transmitters 194
704 Forging blocks 195
705 FRL units 167
706 Hart modems 195
707 Heating & cooling systems 177
708 Hoists 181
709 Liquid dispensers 198
710 Magnetic quick connectors 194
711 Mechanical pressure switches 194
712 Miniature photoelectric sensors 196
713 Motion processors 198
714 Multi-colour LED scoreboards 29
715 Nylon products 195
716 Operator interfaces 29
717 PCB separators 194
718 PID controllers 29
719 PLCs 29
720 Process interface 198
721 Profile grinding machines 165
722 Programmable logic controllers 29
723 Rotary tables 198
724 Safety equipment 177
725 Screw compressors 111
726 Sensors 177
727 Single-board computers 166
728 SMD antennas 194
729 Software 164
730 Solutions modules 195
731 Temperature & humidity transmitters 177
732 Temperature transmitters 177
734 Tool kits 196
735 Transmitters 177
736 Wire & tubing cutters 198
INTERNATIONAL PRODUCTS
S. No Product Pg No590 SME finance 19
591 Solar commercial collectors 168
592 Solar energy 191
593 Solar garden lights 169
594 Solar inverters 211
595 Solar streetlights 170
596 Solar water heaters 168
597 Solar water heating systems 168
598 Solderless terminals 79
599 Solid carbide drills & mills 7
600 Solid carbide reamers 7
601 Solid carbide special drills & mills 7
602 Space sectors 45
603 Special application motors 8
604 Special tools 152
605 Specialty metals 45
606 Spin coating machines 183
607 Spiral bevel gearboxes 20
608 Spiral cables 49
609 Squeezing rolls Front gatefold
610 SS precision fabrication 191
611 State industrial development sectors 86
612 Storage trolleys 192
613 Straight bevel gears 175
614 Super finishing films 169
615 Survey tools 164
616 Suspension magnets 179
617 Switchboard meters 58
618 Switches 85
619 Switchgears 13
620 Switching relays 5
621 Tail lifts 23, 199
622 TechIndia-2011 exhibition 96
623 Telescopic doors 23, 199
624 Temperature controllers 5, 188
625 Temperature-resistant cables 49
626 Tensioner nuts 195
627 Testers 58
628 Textile loom motors 114
629 Thermocouples 10
630 Timers 5, 10
631 Toll-free services 62
632 Tool post belt grinders 157
633 Tools 152
634 Torque motors 8, 20, 114
635 Totalisers 10
636 Track rollers 195
637 Traffic warning blinkers 191
638 Transformers 58
639 Trap magnets 179
640 Trolleys 185
S. No Product Pg No
641 Tubing accessories 69
642 Turbo ventilators 173
643 Turret punch presses 183
644 Twist drills 152
645 Two-shaft shredders 176
646 Two-wire transmitters 10
647 UPS systems 103
648 Used CNC turret punch presses 183
649 Vacuum booster pumps 197
650 Vacuum systems 197
651 Valve seats 143
652 Valve terminals 69
653 Valves 69, 89
654 Variable speed drives 20
655 Variable speed pulleys 20
656 Velocity & feed controllers 92, 99
657 Ventilators 175
658 Vertical order pickers 23, 199
659 Vibrating motors 179
660 Vibrating reed type 58
661 Vibrating screen machines 179
662 Vibration motors 20
663 Vibratory bowls 179
664 Vibratory feeders 173
665 Vision sensors 5
666 VMC job works 191
667 Vodafone business solutions 62
668 Waste incinerator systems 175
669 Wastewater treatment plants 174, 177
670 Water-cooled reciprocating compressors 77
671 Waterjet cutting machines Front gatefold
672 Weighing controllers 191
673 Weighing scales 188
674 Wheel barrows 185
675 Wheels 185
676 Wide voltage fluctuation motors 114
677 Winches 173
678 Wind energy 191
679 Wind inverters 211
680 Wind mills 168
681 Wind power generators 169
682 Wind turbine systems 170
683 Wire connectors 79
684 Wire cutting/stripping & twisting machines 182
685 Wire mesh conveyors 45
686 Wireless crane controls 179
687 Wires 120
688 Worm gear speed reducers 20
689 Worm gearboxes 75
690 Zerol bevel gears 175
S. No Product Pg No


ADVERTISERS’ LIST
208 SEARCH - THE INDUSTRIAL SOURCEBOOK | M A Y 2 0 1 1
Our consistent advertisers
Acropolis Engineering Ltd 179
T : +91-22-26441180
W : www.acropoliscranes.in
Amcats Pvt Ltd 113
T : +91-22-27635005
Amit Engg Co 181
T : +91-22-22657006
W : www.amitmachines.com
Amsak Cranes Private Limited 173
T : +91-44--26273486
W : www.amsakcranes.com
APC Schneider Electric India Pvt Ltd 103
T : +91-124-3940400
W : www.schneider-electric.co.in
Ashok Industry 183
T : +91-22-61504150
W : www.ashokindustry.com
Atlas Copco (India) Ltd .FIC
T : +91-20-30722222
W : www.atlascopco.com
Autotronic Enterprise Co.,Ltd. 177
T : +886-2-2223-5889
W : www.aecl.com.tw
To know more about the advertisers in this magazine, refer to our ‘Advertisers’ List’ or write to us at [email protected] or call us at +91-22-3003 4640or fax us at +91-22-3003 4499 and we will send your enquiries to the advertisers directly to help you source better
Advertisers’ Name & Contact Details Pg No
Avasarala Technologies Limited 45
T : +91-80-26083300
W : www.avasarala.com
B J Enterprises 169
T : +91-22-26048720
Bevel Gears India Pvt Ltd 175
T : +91-80-28410239
W : www.bevelgearsindia.com
Bharat Bijlee Ltd 9
T : +91-22-24306237
E : vishwajyoti.vengurlekar@bharatbijlee.
com
W : www.bharatbijlee.com
Boge Compressed Air System 50
T : +91-44-43009610
W : www.boge.in
Bonfiglioli Transmissions (Pvt) Ltd 21
T : +91-44-24781035
W : www.bonfiglioliindia.com
Bosch Rexroth (India) Limited 67
W : www.boschrexroth.co.in
Buildcon Consultants Pvt Ltd 187
T : +91-141-4012629
W : www.buildcon.in
Advertisers’ Name & Contact Details Pg No
C&S Electric Ltd. 85
T : +91-11-30887520-29
W : www.cselectric.co.in
Cheng Day Machinery Works Co., Ltd 181
T : +886-4-2688-1581
W : www.chengday.com.tw
CICB Compressor Pvt Ltd 115
T : +91-80-23491227
W : www.fscurtis.in
Coatec India 214
T : +91-172-5063436
W : www.coatecindia.com
Conventions & Fairs (India) P Ltd 96
T : +91-22-28398000
W : www.techindiaexpo.com
Darling Pumps Pvt Ltd 6
T : +91-731-2720558
W : www.darlingpump.com
Dell India Pvt Ltd 15
T : +18004254049,+91-80-25108049
W : www.dell.co.in
EL Measure India Pvt Ltd 148
T : +91-80-32904489
W : www.elmeasure.com
Advertisers’ Name & Contact Details Pg No

ADVERTISERS’ LIST
M A Y 2 0 1 1 | SEARCH - THE INDUSTRIAL SOURCEBOOK 209
Our consistent advertisers
Goliya Electricals Pvt Ltd 58
T : +91-22-24120456
W : www.goliya.com
Grundfos Pumps India Pvt Ltd .BC
T : +91-44-24966800
W : www.grundfos.in
Havells India Ltd. 43
T : +1800-11-0303;011-41660303
W : www.havells.com
Hensel Electric India Pvt. Ltd. 14
T : +91-44-24541669
W : www.hensel-electric.de
Hindustan Motor Mfg Co 8
T : +91-22-42500500
W : www.hindmotors.com
Hitachi India Pvt Ltd 133
T : +91-11-40605252
W : www.hitachi.com.sg
Hitex 149
T : +91-40-23112121
W : www.himtexexpo.co.in
Igus India Pvt Ltd 22
T : +91-80-39127800
W : www.igus.in
IndiaMART InterMESH Limited 135, 201
T : +1800-200-4444 / 91-120-3911000
W : www.indiamart.com
Elcen Machines Pvt Ltd 12
T : +91-265-2642001
W : www.elcen.com
Empire Cable Industries Pvt Ltd 120
T : +91-11-23874632
W : www.empirecables.com
Endeavour Engineering. 143
T : +91-79-65123263
W : www.endeavourengineering.com
Engineering Expo 203
T : +91-09920401226
W : www.engg-expo.com
Everest Blowers 197
T : +91-11-45457777
W : www.everestblowers.com
Festo Controls Ltd 69
T : +91-80-22894100
W : www.festo.com
Frank Technologies 195
T : +91-422-6537714
W : www.frankcompressors.com
Freeze Tech Equipments Pvt Ltd 199
T : +91-44-42152387
W : www.freezetechequip.com
G W Precision Tools India Pvt Ltd 7
T : +91-80-40431252
W : www.gwindia.in
Gandhi Automations Pvt Ltd 23, 199
T : +91-22-66720200
W : www.geapl.co.in
Advertisers’ Name & Contact Details Pg No Advertisers’ Name & Contact Details Pg No
Ingersoll Rand (India) Ltd 77
T : +91-79-22820123
W : www.ingersollrand.co.in
Jaibalaji Control Gears Pvt. Ltd. 30, 32, 34, 36
T : +91-44-26251279
W : www.jaibalaji.firm.in
Jaykrishna Magnetics Pvt Ltd 179
T : +91-79-22970452
W : www.magneticequipments.com
Jyoti Cnc Automation Pvt. Ltd. .BIC
T : +91-2827-287081
W : www.jyoti.co.in
Klipco Pvt Ltd 185
T : +91-22-28684221
W : www.klipcohoseclamps.com
Knowell International Pvt Ltd 167
T : +91-33-22304627
W : www.knowell.co.in
Konecranes India Pvt Ltd 117
T : +91-20-40047470
W : www.konecranes.com
Lapp India Pvt Ltd 49
T : +91-80-7826000
W : www.lappgroup.com
Liberty Shoes Ltd 213
T : +91-1748-251120
W : www.libertyshoes.com
Livewire18 142
T : +91-22-30245000
Advertisers’ Name & Contact Details Pg No

ADVERTISERS’ LIST
210 SEARCH - THE INDUSTRIAL SOURCEBOOK | M A Y 2 0 1 1
Our consistent advertisers
Maco Corporation India Pvt Ltd 92
T : +91-33-24758371
W : www.macocorporation.com
Maco Corporation India Pvt Ltd 99
T : +91-33-24758371
W : www.macocorporation.com
Macpower Cnc Machines Pvt Ltd 16
T : +91-2827-287930
W : www.macpowercnc.com
Macro Tech Equipment Pvt Ltd 73
T : +91-33-24666261
W : www.macrotechcal.com
Makson Corporation 191
T : +91-79-22771289
W : www.maksonindia.com
Mallcom Saftey Pvt.Ltd. 47
T : +91-33-40161000
W : www.mallcomindia.com
Master Controls 57
T : +91-11-47601553
W : www.mastercontrols.in
Mather And Platt Pumps Ltd 89
T : +91-20-27442100
W : www.matherplatt.com
Metal Engg Treatment Co Pvt Ltd 81
T : +91-33-22151879
W : www.metcocal.com
MGM - Varvel Power Transmission (P) Ltd 75
T : +91-44-64627008
W : www.mgmvarvelindia.com
Advertisers’ Name & Contact Details Pg No
Mipox 169
T : +91-80-65830898
W : www.mipoxindia.com
Mitsubishi Electric Asia Pte. Ltd. 119
T : +91-124-4630300
W : www.messung.com
Nanfang Pumps India Pvt Ltd 39
T : +91-22-25425540
W : www.nanfangpumps.com
National Institute Of Design 41
T : +91-79-26623692
W : www.nid.edu
National Motor Mfg Co 114
T : +91-22-28570673
W : www.natinamotors.net
NI Systems India Pvt Ltd 27
T : +91-80-41190000
W : www.ni.com
NIA Controls 191
T : +91-22-26736864
W : www.tscindia.com
Ningbo Xinda Screw Compressor Co.,
Ltd 111
T : +86-574-8833-6868
W : www.augustcompressor.com
NMTG Mechtrans Techniques Pvt Ltd. 195
T : +91-79-22821527
W : www.nmtgindia.com
Advertisers’ Name & Contact Details Pg No
Omron Automation Pvt. Ltd. 5
T : +91-80-40726400
W : www.omron-ap.com
P2 Power Solutions Pvt Ltd 211
T : +91-09910399905
W : www.p2power.com
Paras Flowform Engineering Ltd 125
T : +91-251-2620333
W : www.shahgroup.biz
Patels Airflow Ltd 107
T : +91-79-40200800
W : www.steeltubeinida.com
Peschel Dynamics 128
T : +91-20-32416980
W : www.pescheldynamics.com
Power Build Ltd 18
T : +91-2692-231070
W : www.pbl.co.in
Prem Brothers 157
T : +91-11-28117456
W : www.powermaster-india.com
Prism Gas Detection Pvt Ltd 147
T : +91-22-28761387
W : www.lgsafety.com
Prodaid Engineers ( P ) Ltd. 173
T : +91-80-65345363
W : www.prodaid.in
Radix Electro Systems Pvt Ltd 10
T : +91-22-26730101
W : www.radix.co.in
Advertisers’ Name & Contact Details Pg No


ADVERTISERS’ LIST
212 SEARCH - THE INDUSTRIAL SOURCEBOOK | M A Y 2 0 1 1
Our consistent advertisers
Red Lion Controls 29
T : +91-09879540503
W : www.redlion.net
Renu Electronics Pvt Ltd 68
T : +91-20-27292840
W : www.renuelectronics.com
Rexello Castors Pvt Ltd 185
T : +91-22-40917777
W : www.rexellocastors.com
RIICO 86
T : +91-141-5113201
W : www.riico.co.in
Rittal India Pvt Ltd - Eplan Division 101
T : +91-22-39527200
W : www.eplan.in
Robin Precision Products Pvt Ltd. 152
T : +91-2827-287631
W : www.bloodtools.com
Sameer Linkages Pvt. Ltd. 24
T : +91-265-2638941
W : www.sameerlinkages.com
Schuler India Pvt Ltd 17
T : +91-22-66800300
W : www.schulergroup.com
Shailesh Sales Corporation 156
T : +91-281-2461102
W : www.shaileshmachines.com
Shende Sales Corporation 175
T : +91-20-24488005
W : www.shendesales.com
Advertisers’ Name & Contact Details Pg No
Siemens Ltd 13
T : +91-22-27623727
W : www.siemens.com
Small Industries Devt Bank Of India 19
T : +1800-226753
W : www.sidbi.in
Sonal Magnetics 169
T : +91-79-22872349
W : www.sonalmagnetics.com
Southern Cooling Towers Pvt Ltd 91
T : +91-33-32587165
W : www.southerncooling.net
Sreelakshmi Traders 175
T : +91-44-24343343
W : www.sreelakshmitraders.com
Sri Yantra Engineering Agencies (P) Ltd 207
T: +91-80-40710555
W: www.yantraengineers.com
Starragheckert Machine Tools Pvt. Ltd 129
T : +91-80-42770600
W : www.starragheckert.com
Statfield Equipments Pvt. Ltd. 121
T : +91-20-22922180-82
W : www.statfieldequipments.com
Sumitron Exports Pvt Ltd. 79
T : +91-11-41410631
W : www.sumitron.com
Advertisers’ Name & Contact Details Pg No
Surface International 167T : +91-09413329749E : [email protected] : www.surfaceint.com
Surya Marketing Corporation 131T : +91-20-25694455E : [email protected] : www.suryamarketing.com
Techaids .FGFT : +91-172-4379995E : [email protected] : www.techaids.in
Testo India Pvt.Ltd. 83T : +91-20-65600203E : [email protected] : www.testo.in
The Indian Electric Co 59T : +91-20-24474303E : [email protected] : www.indianelectric.com
Tox Pressotehnik India Pvt Ltd 165T : +91-20-66538300E : [email protected] : www.tox-de.com
TPG Motors & Drives (India) Pvt Ltd 20T : +91-44-23634199E : [email protected] : www.tpg-tw.com
Tussor Machine Tools Ind P Ltd 11T : +91-422-3200183E : [email protected] : www.pinachoindia.com
U-Tech Associates 153T : +91-80-23390309E : [email protected] : www.u-techindia.com
Vodafone Essar Mobile Services Pvt Ltd 62W : www.vodafone.in
Weldor Engineering Pvt Ltd 183T : +91-2827-252038E : [email protected] : www.weldorpunchpress.com
Advertisers’ Name & Contact Details Pg No




RNI No: 67827 /98 Postal Regd No G 2 / NMD / 81 / 2011 -13Posted at Mumbai PatrikaChannel Sorting Office- GPO, Mumbai 400 001
on 22nd & 23rd of Every Previous Month WPP Licence No: MR / Tech / WPP-355 / Navi Mumbai / 2011-12
Date Of Publication: 18th of Every Month
216
RNI No: 67827 / 98 Licensed to Post without prepayment License No: WPP - 246Postal Regd No: KA / BG GPO / 2564 / 2011-13Posted at MBC, Bangalore GPO on 25th & 26th of Every Previous MonthDate of Publication: 18th of Every Month.
Vo
l 14 No
05
May 2011