
Review Article Recent Progress in Chemically Bonded ...
21
Hindawi Publishing Corporation ISRN Ceramics Volume 2013, Article ID 983731, 20 pages http://dx.doi.org/10.1155/2013/983731 Review Article Recent Progress in Chemically Bonded Phosphate Ceramics Arun S. Wagh Inorganic Polymer Solutions, Inc., 4 Helen’s Way Court, Naperville, IL 60565, USA Correspondence should be addressed to Arun S. Wagh; [email protected] Received 5 August 2013; Accepted 28 August 2013 Academic Editors: Z. Huang, W.-C. Oh, and A. Ravaglioli Copyright © 2013 Arun S. Wagh. is is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited. Chemically bonded phosphate ceramics have made an excellent progress in the last 10 years and are poised to be one of the major inorganic room-temperature setting materials for nuclear, structural, dental, and prosthetic applications. ey are also poised to be the first inorganic industrial coatings for fire and corrosion protection applications. In 2004 the author in his book, Chemically Bonded Phosphate Ceramics, presented general theory, compositions, methods of fabrication, and preliminary commercial products that appeared in the market ten years ago. is paper reviews that background and presents advances of last ten years with an emphasis on the recent applications in the nuclear field. 1. Evolution of Chemically Bonded Phosphate Ceramics Discovery of ceramics has been concurrent with evolution of human civilization. Early ceramic tools used for hunting and self-defense, thatched mud houses for shelter, and earthen- ware used for cooking were the first products of survival that all used some binding mechanism to put particles together in a desired shape. Rocks, minerals, and dirt were readily available and hence they became the raw materials. Fire was known in early stages of civilization and fired products could be made easily. In spite of these advances in production of ceramics, their scientific understanding had to wait for development of science of materials. us, ceramic science is only few hundred years old, which now explains how the binding mechanisms work. High temperature diffusion of atoms between the particles and fusion of particles or chem- ical bonding are the two basic binding processes. Products of the first process are traditionally known as ceramics while those produced by the second process are cements. High temperature treatment was used in fabricating almost all ceramics. Since granting of the first patent on Port- land cement [1], however, significant efforts were invested in understanding the role of chemical bonding in production of cements. e ready acceptance of Portland cement as a building material indicates the importance of chemical bonding as an alternative to high temperature sintering. Simplicity of casting large shapes was a great technological advancement over high temperature ceramics. From scien- tific viewpoint, Portland cement consists of noncrystalline binding phases, while most ceramics are identified by their dominant crystalline structure with an exception of glass that is noncrystalline but produced at high temperature. us dominance of noncrystalline binding phases in cements as against the crystal structure of ceramics distinguishes cements and ceramics. During the last hundred years, the chemical bonding has gained importance in producing range of binders. Lessons learnt from Portland cement and polymer science led to chemical processes that yielded noncrystalline binding phases. Understanding how chemical bonds between neigh- boring particles hold together and form solid objects was the key to production of the first commercially available chemically bonded cement products [2, 3]. Wilson and Nicholson [4] generalized this concept to classify range of products that they named Acid-Base Cements (ABCs), a class within chemically bonded products. As new ABCs were discovered, it was recognized that crystalline phases are not exclusive to ceramic structures but are also found in ABCs. Likewise detailed microstructural investigations revealed that noncrystalline phases can exist in ceramics. Such ceramics are known as glass ceramics. us the distinction between the structure of ceramics and cements is blurred. For this reason, calling certain cement products “chemically bonded ceramics” is justified. We will use the term chemically bonded ceramics or cements as
Transcript of Review Article Recent Progress in Chemically Bonded ...

Hindawi Publishing CorporationISRN CeramicsVolume 2013 Article ID 983731 20 pageshttpdxdoiorg1011552013983731
Review ArticleRecent Progress in Chemically Bonded Phosphate Ceramics
Arun S Wagh
Inorganic Polymer Solutions Inc 4 Helenrsquos Way Court Naperville IL 60565 USA
Correspondence should be addressed to Arun S Wagh arunwaghphdgmailcom
Received 5 August 2013 Accepted 28 August 2013
Academic Editors Z Huang W-C Oh and A Ravaglioli
Copyright copy 2013 Arun S WaghThis is an open access article distributed under the Creative CommonsAttribution License whichpermits unrestricted use distribution and reproduction in any medium provided the original work is properly cited
Chemically bonded phosphate ceramics have made an excellent progress in the last 10 years and are poised to be one of the majorinorganic room-temperature setting materials for nuclear structural dental and prosthetic applications They are also poised tobe the first inorganic industrial coatings for fire and corrosion protection applications In 2004 the author in his book ChemicallyBonded Phosphate Ceramics presented general theory compositionsmethods of fabrication and preliminary commercial productsthat appeared in the market ten years ago This paper reviews that background and presents advances of last ten years with anemphasis on the recent applications in the nuclear field
1 Evolution of Chemically BondedPhosphate Ceramics
Discovery of ceramics has been concurrent with evolution ofhuman civilization Early ceramic tools used for hunting andself-defense thatched mud houses for shelter and earthen-ware used for cooking were the first products of survival thatall used some binding mechanism to put particles togetherin a desired shape Rocks minerals and dirt were readilyavailable and hence they became the raw materials Fire wasknown in early stages of civilization and fired products couldbe made easily In spite of these advances in productionof ceramics their scientific understanding had to wait fordevelopment of science of materials Thus ceramic scienceis only few hundred years old which now explains how thebinding mechanisms work High temperature diffusion ofatoms between the particles and fusion of particles or chem-ical bonding are the two basic binding processes Productsof the first process are traditionally known as ceramics whilethose produced by the second process are cements
High temperature treatment was used in fabricatingalmost all ceramics Since granting of the first patent on Port-land cement [1] however significant efforts were invested inunderstanding the role of chemical bonding in productionof cements The ready acceptance of Portland cement asa building material indicates the importance of chemicalbonding as an alternative to high temperature sinteringSimplicity of casting large shapes was a great technological
advancement over high temperature ceramics From scien-tific viewpoint Portland cement consists of noncrystallinebinding phases while most ceramics are identified by theirdominant crystalline structure with an exception of glassthat is noncrystalline but produced at high temperatureThus dominance of noncrystalline binding phases in cementsas against the crystal structure of ceramics distinguishescements and ceramics
During the last hundred years the chemical bondinghas gained importance in producing range of bindersLessons learnt from Portland cement and polymer scienceled to chemical processes that yielded noncrystalline bindingphases Understanding how chemical bonds between neigh-boring particles hold together and form solid objects wasthe key to production of the first commercially availablechemically bonded cement products [2 3] Wilson andNicholson [4] generalized this concept to classify range ofproducts that they namedAcid-Base Cements (ABCs) a classwithin chemically bonded products
As new ABCs were discovered it was recognized thatcrystalline phases are not exclusive to ceramic structures butare also found in ABCs Likewise detailed microstructuralinvestigations revealed that noncrystalline phases can existin ceramics Such ceramics are known as glass ceramicsThus the distinction between the structure of ceramics andcements is blurred For this reason calling certain cementproducts ldquochemically bonded ceramicsrdquo is justified We willuse the term chemically bonded ceramics or cements as
2 ISRN Ceramics
simply CBCs to address products containing crystalline aswell as noncrystalline phases that are formed at room or nearroom temperatures
Major research in CBCs has occurred in the last fiftyyears Three significant product lines have been developedalkali-activated cements geopolymers consisting of alu-minosilicates and chemically bonded phosphate ceramics(CBPCs) Four books namely Alkali-Activated Cements byShi et al [5]Geopolymers byDavidovits [6] and also by Provisand van Deventer [7] and Chemically Bonded PhosphateCeramics by Wagh [8] are comprehensive monographs onCBCs
The first literature review on CBPCs was conducted byWestman [9] which spanned the years from 1918 to 1973Thiswas followed byKanazawa [10] who presented a review of theliterature from 1974 to 1987Then came the emphasis of usingCBPC dental cements which led to an extensive overviewby Wilson and Nicholson in their book [4] Because of therich literature and commercial applications of CBPC-baseddental cements particularly on zinc phosphate cements itwas believed that CBPCs were applicable to only phosphatedental cements and they could be produced only at smallscale [11ndash19] This picture changed after it was understoodthat the CBPCs can have far reaching applications wellbeyond dental cements into areas of nuclear sciences suchas shielding of neutrons and immobilizing highly radioactivefission products to products as common as constructioncements and corrosion and fire protection coatings Thisreview traces these developments that occurred during thelast twenty years with an emphasis on the progress of the lastten years
Among these are the distinct CBC products alkali-activated cements that include Portland cement and geopoly-mers produced with alkaline materials Both form alkalinecements or ceramics as the end product On the other handthe acid-base reaction concept described in Wilson andNicholsonrsquos book [4] presents a unique way of synthesizingCBCs by reacting acidic and alkaline components Theauthors describe a wide range of such CBCs which includephosphate-based CBCs (CBPCs) polyalkenoate cementsand oxy-chloride and oxy-sulfate cementsThe subject of thispaper is CBPCs Wagh and his coworkers studied the chem-ical reactions between phosphoric acid or acid phosphatesand various oxides that produce CBPCs used solution chem-istry and thermodynamics for clues to their syntheses andproduced magnesium phosphate [20] aluminum phosphate[21] and iron phosphate [22] ceramics A comprehensivetheoretical model that forms the basis of CBPC synthesis maybe found in [8] They also showed that variety of phosphate-based dental cements [4 23ndash25] can be explained using theirmodel Based on their work several commercial productshave appeared in the market This article reviews this recentadvancement in CBPC products
Though solution chemistry and thermodynamics provideclue to chemical synthesis of CBPC materials productsdevelopment needs much more than that To produce com-mercially viable products concepts of materials science andengineering are indispensable Acid-base reactions can pro-duce precipitates but to produce ceramics or cements with
coherent bonding between the particles certain conditionsneed to be fulfilled by the reaction product For example toform a crystalline structure the molecules have to bond withVan derWaal ionic or covalent bonds in a short-range orderbut glassy phase may be produced with a long-range orderas in polymers In practice there is little control over theseand most CBPCs contain either crystals or glassy structureor both Formation of coherent bonds is not instantaneouswhich means the reaction should be slowed down andcontrolled to produce solid products This requirement putsconditions on the rate of reaction The product formed maybe as small as few grams (as in dental cement) or as largeas a monolith of 55 gal drum scale (as in Portland cementconcrete) Production of large-scale objects by learning howsmall-scale dental cements are produced is a major challengein CBCs and has hardly been addressed in the literatureFor this reason materials aspects of scaling of the productsare very important especially while developing commercialproducts
Focus of the earlier literature on CBPCs has been onthe basic chemistry selection of suitable components forreactions that form ceramics and laboratory scale proof oftheir applicability [8] During the last ten years howeverefforts have been invested to take the technology to commer-cial scale As a result of these efforts few products are nowmarketed in nuclear and civil engineering applications andmore are being pursued To develop user-friendly productsthe processes have been modified and large-scale demon-strations have been held even for highly radioactive wastematerials The scale of the technology in these applicationsis not obvious Due to the efforts in producing commercialproducts the CBPC technology has become rugged andreproducible applicable in different environment less proneto human errors and compliant with standards that arerecommended for production processes and products Focusof this article is on these aspects
For clarity in the foregoing discussion we need to addresshow we have used the words cement and ceramics We willuse the word ceramics where we emphasize the crystallinestructure and cement to emphasize their application ascement (produced by large-scale pumping and pouring)Thus the context will justify the nomenclature
Finally we would also like to emphasize that CBPCs canbe used as coatings with either crystalline or noncrystallinestructureThin coatings being two-dimensional in geometryas against three-dimensional ceramics and cements cannotbe categorized either as ceramics or cements and hencethey need to be addressed as simply coatings or paintsBeing two-dimensional requirements on their structureproduction application and performance are quite differentfrom cements and ceramics Therefore we will treat coatingsas a separate category in our discussion
2 Role of Solution Chemistry andThermodynamics in Formation of CBPCs
Aqueous solution chemistry is the key to fabrication ofCBPCs The phosphate component is an acid phosphate and
ISRN Ceramics 3
the alkaline component is a sparsely soluble oxide or an oxidemineral The acid phosphate releases phosphate anions inaqueous solutions upon its dissolution and lowers the pHof water This increases the solubility of the sparsely solublealkaline component and dissolves a small part of it into theacid solution The reaction of the alkaline cation with thephosphate anion results in formation of the neutral phosphatethat is the basic building block of the ceramic
As examples of this process consider dissolution ofsodium and potassium dihydrogen phosphates (NaH
2PO4
and KH2PO4 resp) NaH
2PO4is completely soluble while
KH2PO4has a saturation concentration of only 20wt
Release of acid phosphate anions in the solution is given bythe following reactions
NaH2PO4997888rarr 2H+ +NaPO
4
2minus (1)
KH2PO4997888rarr 2H+ + KPO
4
2minus (2)
Release of hydrogen ions (H+) facilitates dissociation of theoxide For example ifMgO ismixedwith the above solutionssmall part of it will dissociate according to
MgO 997888rarr Mg(aq)2+ +O2minus (3)
The (aq) sign with Mg ion indicates that it is an aqueousion Once it is ionized due to charge screening by the polarmolecules of water there is a local rearrangement of atomsand molecules and the thermodynamic properties of theaqueous ion would differ from that of nonaqueous ions ofMg This effect has almost no bearing on our formation ofCBPCs except that we now need to consider the properties ofaqueous ions in all our thermodynamic calculations hence isthe symbol (aq)
The cations and anions in the solution neutralize eachother to form new compounds as per
Mg(aq)2+ + NaPO4
2minus997888rarr MgNaPO
4(4)
Mg(aq)2+ + KPO4
2minus997888rarr MgKPO
4(5)
2H+ +O2minus 997888rarr H2O (6)
Water that is produced and some of the free water fromthe solution end up as the water of crystallization (boundwater) and the reaction products form crystals that can growinto insoluble solids which form the chemically bondedphosphate ceramics Equation (7) below gives the mostcommon such ceramic and products that utilize this bindingsystem are called Ceramicrete [26] The complete equationthat forms this ceramic is given by
MgO + KH2PO4+ 5H2O 997888rarr MgKPO
4sdot 6H2O (7)
Using this concept of acid dissolution of sparsely (slightly)soluble oxides it is possible to produce range of ceramicsDetails of this concept and methods of exploiting the solu-bility of sparsely soluble oxides are described by Wagh andJeong [8 20]
InmineralogyMgKPO4sdot6H2Owas a less knownmineral
However it is equivalent to struvite Mg(NH4)PO4sdot 6H2O
that has been well studied (see sources such as Webmineralor Wikipedia) Recently Postl et al [27] and Graeser et al[28] recognized this equivalence and studied the productMgKPO
4sdot 6H2O in detail It has an orthorhombic colorless
structure and now is known in mineralogical literature asK-struvite Presence of K-struvite makes Ceramicrete highlycrystalline as compared to Portland cement This exampleindicates that CBPCs are ceramics rather than cementsthough their fabrication mimics cements
To produce CBPCs the oxide component should besparsely soluble Often the solubility of the oxide such asCaO is too high to be exploited in the acid-base synthesis ofCBPC formation Very small sizes as that of dental cementsmay be produced but large sizes are virtually impossible Forthis reason it has not been possible to produce a calcium-based ceramic in a large size In such cases one needs toresort to use of a sparsely soluble compound of that oxidethat may give the slow cation release rate needed to formceramic For example Wagh and his coworkers producedceramic using calcium silicate (CaSiO
3) instead of CaO [29]
If the solubility of the oxide is too low then other alternativemethods to enhance the solubility are employed Wagh andhis coworkers raised the temperature of the solution toenhance the solubility sufficiently to produce ceramics ofaluminum phosphate [21] and they also used reductionmechanisms to lower the oxidation state and then initiatethe acid-base reaction to produce ceramics of iron oxide(Fe2O3 or hematite) [22]They selected these oxides because
of their abundance in nature In practice it should be possibleto produce ceramics of many other oxides that are sparselysoluble
There are three parameters that are key to determining thecorrect oxide or oxide mineral which would form CBPC andphysical conditions needed to form them To discuss theselet us write a general acid-base reaction that forms ceramicsusing cement chemistry notation
M2119896O119896+ A119898(H2P)119898+ 119899H 997888rarr M
2119896A119898(P)119898+ (119899 + 2119898)H
(8)
The terminology used in (8) is as follows M2119896= metal of
valency 2k O = oxygen A119898= alkali or a divalent metal of
valency 119898 P = PO4 and H = H
2O When 119896 = 1 M will be a
divalent metal such as Mg Ca or Zn If 119896 = 32 M will bea trivalent metal such as Al or Fe For 119898 = 1 A is an alkalimetal such as Na or K and when 119898 = 2 A may be Ca Mgand so forth Thus using 119896 = 1 and M = Mg and m = 1 andA = 2 we can reproduce (7) The only difference is that thelast term of water has become bound water in (7) In mostreactions part of the last term in (8) becomes bound waterand the rest may remain as free water which evaporates withheat generated during the reaction
Solubility of sparsely soluble oxides is related to the basicthermodynamic property of Gibbrsquos free energy of formation(Δ119866) of that oxide and the absolute scale temperature TThus it is possible to determine the solubility of these oxidesby knowing their Gibbrsquos free energy and also the pH of thesolution We will not go into detail about the theory behindit but Pourbaixrsquos book [30] is the best reference for this and
4 ISRN Ceramics
has all the information needed on solubility characteristics ofoxides to find the right conditions to produce CBPCs
There has been significant research in the kinetics offormation of CBPCs Soudee and Pera [31 32] studied theacid-base reactions in more detail and also established theimportance of the surface area of magnesium oxide duringthe reaction Similarly Carvalho and Segadaes [33] studiedthe powder characteristics on the reaction kinetics Thephysicochemical basis for the novel binders has also beenprovided by [34] These investigations have established thatthe larger is the ratio of surface area to volume of magnesiumoxide the more rapid is the reaction Alternatively thesmaller the magnesium oxide particles for the same amountof magnesium oxide are the faster is the reaction
Chinese research [35 36] on the other hand focused onkinetics of reaction and setting characteristics of K-struvitebased CBPCs They confirmed the findings of Waghrsquos group[20] that the oxide component inK-struvite basedCBPCdoesnot react completely and some magnesium oxide remains asan inert fillerThis filler has an advantage It acts as an obstacleto crack propagation in the ceramic and thereby enhancesthe strength properties of the ceramic Therefore one mayconclude that Ceramicrete is a composite of K-struvite andmagnesium oxide
Wagh [8] and Wagh and Jeong [20] and coworkers haveprovided details of the thermodynamic basis of solubility ofsparsely soluble oxides and identification of candidate oxidesto form ceramics and hence we will not go into detail aboutthat It suffices to say that this theory helps one to identifywhich oxides are suitable for formation of ceramics andwhichneed additional treatment of to form ceramics
The second thermodynamic parameter that is importantis the enthalpy of formation Enthalpy difference between theend products and reacting components gives us heat outputduring the acid-base reaction Estimation of heat generatedduring ceramics synthesis is very important because excessiveheat may boil water in which the acid phosphate is dissolvedAt the same time if the heat output is too small ceramicsformation will take a long time Production of heat is alsodirectly proportional to the size of the sample and henceproducing larger batches of ceramics is very difficult unlessthe rate of production of this heat is controlled In recentyearsmethods have been developed to control this heat eitherwith chemical retardants or by using pumping methods thatlend themselves to mixing of smaller volumes continuouslyand building up ceramic volumes Thus the thermodynamicbasis leads one to predict how one can use oxides andminerals available in nature to produce CBPCs of desiredcompositions This is discussed in the next section
3 Generalization of CBPC Syntheses
Based on the thermodynamic analysis and using the con-dition that the metal oxide should be sparsely soluble onecan select oxides that are most suitable for forming ceramicsGenerally divalent oxides are the most suitable for formingceramics Certain trivalent oxides such as lanthanide oxidesalso can be used to form ceramics However when thesolubility is lower other methods of enhancing solubility
are used Iron oxides provide a good example of this Feis both di- and trivalent and its corresponding oxides areFeO (wustite) and Fe
2O3(hematite) FeO can be reacted
with either phosphoric acid solution or a solution of analkali metal phosphate to form ceramic but Fe
2O3does
not react with any phosphate solution However Wagh andhis coworkers have demonstrated that Fe
2O3can be slightly
reduced using elemental iron in a small quantity and theyformed ceramic of iron phosphate [22 37] In addition theyshowed thatmagnetite Fe
3O4 when reactedwith phosphoric
acid solution forms ceramics and the process does not needany reductionThis is understandable as Fe in magnetite is ina slightly lower oxidation state of Fe+267 as compared to Fe inFe2O3 which is in a higher oxidation state of 3+
The ability to produce a very wide range of CBPCs usingoxides or minerals of range of elements makes CBPC processfar more general Therefore it should make a great impactin various industrial and environmental applications Thelength and breadth of applicability of these materials arediscussed in Section 31
31 Elements of Current Interest in CBPC Formation andApplications A literature review indicates that CBPCs havebeen developed and initial demonstrations have been con-ducted in the following fields
(1) immobilization of radioactive waste and mixed wastestreams
(2) nuclear shielding materials
(3) corrosion and fire protection industrial coatings
(4) structural products
(5) dental and prosthetic cements
To understand how CBPCs could be useful in such wide-ranging applications and to identify potential compositionsin each case some guiding principles must be set forth usingthe solubility product constants of individual oxides
To identify the role of potentialmetal oxides as candidatesfor forming CBPCs the following guidelines may be used
311 Alkali Metal Oxides Alkali metal oxides are readilysoluble and as a result release cations too rapidly hencethey are not suitable to form CBPCs The only way they canbe used as acid phosphates such as NaH
2PO4 KH2PO4 or
CsH2PO4 Sodium being very leachable element NaH
2PO4
is not used commonly in CBPCs The most common acidphosphate used is KH
2PO4and is probably the only acid
phosphate currently used in most applications though it ispossible to use acid phosphates of divalent metal oxides alsoas we shall see in Section 312 Acid phosphate of Cs isvery expensive and hence is not suitable for cost effectiveapplications However Cs has a radioactive isotope Cs-137that is formed in nuclear reactions As a result CsH
2PO4
provides a pathway to immobilize this fission product andhence is of very much interest in CBPC applications innuclear industry
ISRN Ceramics 5
312 Divalent Metal Oxides They are the best candidates toformCBPCs because of their sparsely soluble nature [8]Theyare used as the alkaline components in the acid-base reactionAsmentioned before CaO has very high exothermic reactionwith an acid phosphate and it is very difficult to produceceramic using this oxide One way to get around this problemis to use minerals of Ca that release Ca very slowly in thesolution (sparsely soluble minerals) Such compounds of Cahave been used in dental cements [38] As mentioned beforeWagh et al [29] also developed CBPC using wollastonite(CaSiO
3) which is a low-cost mineral They studied the
solubility of this mineral as a function of pH and found thatthe solubility product is in the correct rangeThis helped themto produce its ceramic An overview on calcium phosphatecements may be found in the article by Chow [38]
Similar is the case with ZnO Due to high exothermicheat release during the acid-base reaction ZnO is not a goodcandidate for producing large-scale CBPCsHigh cost of ZnOis also an issue However early commercial dental cementsin which neither cost nor the size were issues were producedusing ZnO and did well in the market [3]
MgO is the most common oxide that is used to producepractical CBPCs As is its solubility is high and it releaseslarge amount of heat However dead burnt MgO (calcined tovery high temperature) has a crystalline phase called periclase[39] which is themost suitable phase of this oxide to produceCBPCs Range of CBPCs such as those produced from thereaction with ammonium phosphate [40 41] aluminumdihydrogen phosphate [42] magnesium dihydrogen phos-phate [43] and potassium dihydrogen phosphate [9] wereall produced using dead burnt MgO These demonstrationsindicate that periclase also enables one to produce CBPCsby reacting with divalent and even some trivalent metalacid phosphates (such as that of Mg Ca Al etc) Thiswidens the range of CBPC products Among these onlypotassium dihydrogen phosphate (Ceramicrete) has been themost successful commercial product and has not exhaustedthe range of its applications implying divalent and trivalentmetal acid phosphates will have to wait for their opportunityto find applications
Other oxides that fall in this category are FeO (wustite)CrO MnO CoO and so forth They are not abundant innature and hence are not economical for production of usefulCBPCs However their role in immobilization of waste is stillimportant especially with hazardousmetals such as Cr whichwe will see below
313 Trivalent Metal Oxide The trivalent metal oxides suchas Fe2O3 La2O3(and other members of lanthanide group in
trivalent state) Al2O3 and Bi
2O3 have solubility lower than
that of divalent metal oxides Unpublished work by Waghhas shown that oxides of La Ce in trivalent state and Bi canstill be used to react with phosphoric acid solution to formCBPCs Fe
2O3andAl
2O3have very poor solubility and hence
it has not been possible to produce CBPCs using them atleast at room temperature To produce CBPCs Wagh and hisgroup enhanced the solubility by using a reduction methodof adding a small amount of Fe in Fe
2O3and phosphoric acid
solution mixture [22] and produced iron phosphate CBPC
They also conducted the acid-base reaction of Al2O3and
phosphoric acid solution at about 150∘C [21] and producedaluminum phosphate CBPC These methods are inexpensiveand produce ceramics at lower temperatures compared tosintered ceramics
Fe3O4(magnetite) is an interesting oxide It may be
considered as a combination of FeO and Fe2O3 Presence of
FeO makes it suitable for forming CBPC matrix Wagh andhis group demonstrated this by reacting it with phosphoricacid solution [22] Similar should be the case with Mn
3O4as
its solubility is similar to that of Fe3O4
314 Oxides of Metals of Higher Valency (Except Zr of Valency+4) Metals of valency gt3 are of little interest in formingCBPCs because of their extremely low solubility Exceptionis that of ZrO
2 which is sparsely soluble in acidic region and
forms ZrOOH which then reacts with an acid phosphate andforms ceramic Singh et al [44] have succeeded in producingceramics of this oxide
315 Oxides of Radioactive Elements Elements such as ura-nium (U) thorium (Th) and plutonium (Pu) are constituentsof radioactive waste that has resulted from development ofnuclear weapons and are also major parts of spent nuclearfuel [45ndash51] stored in water pools near the nuclear reactorsSignificant radioactive waste is also generated in power plantsby contaminated equipment gloves and other safety wearThese elements need to be immobilized so that they do notenter the ecosystem through groundwater or air In fullyoxidized state they are insoluble in water and hence do notform phosphates However for the same reason if they aremicroencapsulated in the CBPC matrix they are isolatedfrom the environment and hence have no opportunity toget into groundwater All earlier research in immobilizingelements of lower oxidation states has shown that they oxidizein the phosphate matrix and reach into full oxidation stateReader is referred to Chapter 17 of [8] for details
316 Major Fission Products [52 53] With the exception oftechnetium (Tc) fission products are natural elements andtheir isotopes are also produced in a nuclear reaction Tc onthe other hand is produced only in nuclear fission
Fission products are comparatively short lived (severaltens of years) but their activity is extremely high Even whenthis activity is depleted severalfold it is still radioactiveTherefore these isotopes need to be immobilized for safestorage CBPC approach is the most ideal for these Detailsare discussed later in this paper
317 Hazardous Elements Resource Recovery and Conser-vation Act (RCRA) of US Environmental Protection Agency[54] has identified arsenic (As) chromium (Cr) cadmium(Cd) nickel (Ni) mercury (Hg) lead (Pb) silver (Ag)selenium (Se) and barium (Ba) as elements potentiallyhazardous to human health if consumed via food water orair Among these zinc (Zn) is a borderline element that maybe regulated in future under RCRA but we have included itin our discussion as the CBPC technology has potential tostabilize it very effectively
6 ISRN Ceramics
318 Benign Elements That Simulate Radioactive ElementsIt is difficult and expensive to handle radioactive isotopesin exploratory immobilization experiments because of theirradioactivity and associated safetymeasures needed to handlethem Also such experiments generate their own wasteand if initial experiments are carried out with actual wastestreams they only add to the existing radioactive wasteFor this reason their chemically equivalent metals that arenonradioactive are used in initial immobilization studiesThese equivalent metals are termed as simulants or surro-gates Based on the chemical behavior (such as reactivitysolubility etc) uranium thorium and other transuranicsare substituted by Ce Neodymium represents radioactiveAmericium Fission products such as Cs-137 Sr-90 and I-131are substituted by their nonradioactive counterparts Cs Srand I Since Tc-99 is formed only in nuclear reaction it doesnot have its nonradioactive counterpart and hence rheniumis used as its simulant
While developing CBPCs for immobilization of radioac-tive contaminants these elements are used to simulateradioactive isotopes the processes are optimized and thenonly the actual radioactive isotopes are introduced for thefinal demonstration This helps in reducing the cost of devel-opment of immobilization technologies It also reduces theadditional radioactive waste that would have been generatedduring research and development
32 Binders and Fillers Zinc phosphate dental cements wereproduced by reacting zinc oxide with phosphoric acid solu-tion [24] As mentioned before due to the high exothermicheat output the product could be made in a small scale (infew grams) only and it was virtually impossible to mix largequantity of this material to form big shapes Therefore itsapplication of zinc based CBPCs is limited to dental cements
Subsequent studies by Sugama and Kukacka [40 41]addressed this problem by using ammonium acid phosphatesfor reaction with magnesium oxide Their approach includedthe following major improvements
(1) Increasing the pH of the acid they used either mono-or diammonium phosphate (fertilizer components)instead of phosphoric acid and raised the pH ofthe acid component This reduced the pH differencebetween the acid and the alkaline oxides and thatslowed down the reaction slightly
(2) They also replaced zincwith calcinedMgO which hasa much lower solubility in the acidic solution Slowerdissolution led to slower reaction
This approach of using an acid phosphate instead ofphosphoric acid solution and use of calcined MgO pavedthe way for more practical CBPCs [55ndash57] Using Sugamarsquosapproach few gallons of the product could be producedat a time that would give work time of about 15ndash20minAt least one product Set 45 found market [58] as a roadrepair material More importantly however it paved the wayfor further research at Argonne National Laboratory gearedtowards practical CBPCs Wagh and his coworkers usedmonopotassium phosphate instead of ammonia-releasing
Table 1 Density porosity and compressive strength of CBPC withfly ash as an extender [26]
Sample description Density(gcm3)
Connectedporosity (vol )
Compressionstrength (psi)
Phosphate binder 173 15 3500Class F loading(wt)
30 167 522 565140 177 409 620750 18 231 750360 163 815 5020
Class C loading(wt)
30 197 479 880940 207 34 1192450 206 534 760860 192 802 4753
ammonium phosphate products [4 20] There have beenfew other similar attempts by other researchers to developsustainable products such as cement mortar using the CBPCconcept [59] This led practical CBPCs that were developedfor immobilization of radioactive waste streams [60] initiallybut also found market subsequently in structural and archi-tectural market
Despite these advances one could not develop low-cost processes for production of CBPCs as engineeringmaterials for range of structuralmaterials applicationsWhenproduced in a large volume (like in several cubic meters)CBPCs still produced large amount of heat As done inPortland cement concrete incorporating fillers and extenderswas considered as a solution This approach has threefoldadvantage For a given volume the amount of binder usedis small and hence less heat is generated This extends theworking time Presence of fillers increases the heat capacityof the mixture (especially if one uses aggregates such as sandpea gravel and stones) which in turn lowers the temperaturerise of the CBPC product during its formation and slowsdown the setting process and gives more working timeFinally due to smaller amount of the expensive binder in theproduct the products are cheaper
Wagh and his coworkers also [26] found an additionaladvantage Use of fly ash from coal burning utility plantsincreased the compressive strength of the product two-tothreefold (see Table 1) The dramatic increase in compressivestrength is likely to be a result of additional reactions betweenthe acidic phosphates and amorphous silica from ashWilsonand his coworkers have studied the role of soluble silica informing dental cements [61] and we feel reactions similar towhat these authors found are responsible for enhancementof the strength properties Detailed fundamental studiesare needed in this area because analytical techniques forreactions with amorphous products have limitations Even X-ray diffraction technique used for crystal detection cannot beused in such cases
ISRN Ceramics 7
Figure 1 Scanning electron micrograph of magnesium potassiumphosphate CBPC and wollastonite composite One may see theelongated grains of wollastonite embedded in the CBPCmatrix [29]
In another study [29] Wagh and his coworkers alsolooked into adding calcium silicate (wollastonite CaSiO
3) as
filler The advantage of this mineral is that its grains haveacicular structure (elongated) as may be seen in Figure 1 Theresult is enhanced flexural strength of the product
If one could add whiskers to the CBPC matrix theflexural and tensile strength can be enhanced Wagh and hiscoworkers tested addition of chopped glass fibers of 025 and05 inch fibers at a loading of 1ndash3 and demonstrated thatthe flexural strength of CBPC ash composite can be increasedfrom 900 psi to double its value [8]
One may also use CBPC as an adhesive on natural fibersto produce fiberboards and other articles Latitude 18 Inctook up these ideas Patent granted to Wilson et al [68]goes well beyond whiskers and suggests compositions forfiberboards and even phosphate bonded cellulosic paperThese developments are still in their infantile stage andseveral technical hurdles such as miscibility of the fibers andwhiskers in phosphate binders during production pumpingand so forth need to be resolved before one can talk about theproducts
4 Products and Applications
In an endeavor to produce marketable products from thelaboratory results for any material several major milestonesare involved which include testing of all useful propertiesoptimization then scaling up the production process findingsuitable equipment to deliver the product for individualapplications and finally selling the products in the market
CBPCs have gone through these stages in the past 20years In the process several products have found mar-ket in a small scale and several are just being launchedin a big way The smaller scale applications have beendocumented in the literature and commercial websitesThese includeMonopatch (httpwwwbindancorpcom) andGrancrete (httpwwwGrancretenet) Some of the largerscale applications have been in nuclear waste immobilizationand shielding applications and development of productsfor fire and corrosion protection This section provides anaccount of investigations behind these products and theirperformance and methods of applying them
Figure 2 Drum scale immobilization of contaminated soil (cour-tesy Argonne National Laboratory)
41 Application Methods Unlike Portland cement CBPCsare rapid-setting materials The acid-base reaction that pro-duces them may be slowed down using retarders such asboric acid or other boron products
Even with the best efforts setting of the product can bedelayed by approximately half hourThis gives a maximum of45min to workers to mix the ingredients fillers and waterand produce paste and deliver it through suitable pumpsWhen the product sets however it is almost a flash setContinuous use of equipment for mass production also heatsthe equipment and subsequently reduces the time of settingThough half an hour to 45min is a reasonable duration it isstill not practical for many operations Therefore engineershave spent significant time to overcome these difficulties anddeveloped processes for individual applications
These delivery processes fall in two categories The firstone is a batch process It is applicable for small volumeapplications such as hazardous and radioactive waste immo-bilization in low volume dental and prosthetic cementsand repair applications such as filling potholes and drivewayrepair In this method all ingredients and water are added ina container and mixed with a paddle and the paste is pouredor pumped within a short time or applied by hand
Figures 2 and 3 show use of this method for radioactive orhazardous waste immobilization and as road surfacing mate-rial In Figure 2 a verticalmixer (shown in the background) isused which has a paddle that can be inserted in the drumThepaste is mixed in the same drum that is used for storage of theimmobilizedwaste in a repository In Figure 3 a conventionalconcrete mixer is used to produce paste that is poured andleveled
The second category is designed as a continuous processLarge volume mixing of waste and binders and then pouringin containers or pits for storage or corrosion and fireprotection coatings insulation grouts and so forth fall in thiscategory Typically a plural delivery system is used for theseapplications in which the acid slurry is delivered from oneline and alkaline from the other Both are pumped continu-ously to a single mixer which mixes the two components in
8 ISRN Ceramics
Figure 3 Repair of Pennsylvania Turnpike using CBPC-basedMonopatch (courtesy Bindan Corporation USA)
Figure 4 CBPC coatings spray demonstration with a spray gun(courtesy Argonne National Laboratory)
a small quantity at a time and delivers it continuously from anozzle for the desired application For thin coatings a spraygun ismounted at the end which sprays it on any vertical wallor on horizontal floor Figure 4 shows the demonstration ofproducing thin coating films of 150ndash250 micrometer thick
The batch mixing process is similar to mixing concreteThe continuous mixing and pumping of individual compo-nents and then pouring are done in polymer industries andspraying is used in paint industry for emulsions Rarely pasteformed by a mixture of particulate and water is used in thepaint industry and hence adapting to the pumping methodsfor CBPC paints and coatings is not obvious because CBPCpastes are always aqueous particulate mixtures Since apumping operation is largely dependent on rheology of thepaste a delivery system for CBPC pastes requires more thanroutine knowledge of pumps In particularMgO powders arenot one of the friendliest ones when it comes to pumping inslurry form Once pumped however the mixed paste can besprayed as a thin coating approximately 125120583m thick or sameas that of commercial paint or as thick as commercial grouts
42 Research and Development in Nuclear Shielding Applica-tions and Products Nuclear radiation consists of alpha beta
gamma rays and in addition neutrons Alpha rays consist ofhelium nuclei which are heavy enough to be absorbed easilyby solid materials and hence any solid or liquid material ofsmall thickness on their way can shield them Beta radiationconsists of electrons andpositrons and is again stopped by fewmillimeters thick materials such as aluminumTherefore themajor issue is that of gamma rays and neutrons that are veryhighly energetic radiations and also penetrate materials usedin nuclear reactor vessels (concrete and steel)
The problem is not limited only to active nuclear powerplants Interim storage of nuclear fuel spent fuel rods that arereplaced bynew rods in a power reactor storage of excess highenergy nuclear materials such as highly enriched uranium(HEU) produced during cold war era that remained unused[69] all require shielding materials to store them so that theirradiation is not released in the neighboring environmentEven nuclear waste that resulted fromdevelopment of nucleararsenal during the Second World War and cold war needssecure storage facilities in the United States and FormerSoviet Union countries Needless to say that good shieldingmaterials are needed in the nuclear disaster areas such asChernobyl [45] and Fukushima [46] for containment
Denser materials or products made from heavier nucleiare the best candidates for shielding gamma rays Commonsteel is a cheap gamma ray shielding material because ironis dense Therefore steel is a preferred metal to manufacturereactor vessels
Neutrons on the other hand have exactly opposite char-acteristics They are absorbed by light nuclei and penetratethrough heavier metals Any hydrogen-containing materialsand low atomic weight elements in the periodic table such ascarbon and boron are the best performing candidates Wateris ideal Therefore spent fuel rods once they come out of thereactor are stored for several years in water pools for cooling(note that the first event that occurred in Fukushima was abreach in such a pool where leak occurred and water drainedexposing fuel rods to meltdown [46]) Thus a paradoxicalsituation arises while choosing materials the one good forgamma ray shielding is not suitable for neutrons and viseversa
The best compromise is to use steel for gamma rays andconcrete barrier for neutrons Concrete contains sufficientwater and hence hydrogen It is made of lower atomic weightmaterials such as Ca Si and Al For this reason concretebarriers are commonly used for shielding of neutrons Theproblem with concrete however is that large thickness isneeded for sufficient shielding While it may work in a powerplantwhere thickwalls can be built it is not a suitablematerialif nuclear material needs to be transported or temporarilystored because of its weight and volume
For example once the rods cool down (or their radiationdecreases to sufficiently low level) they still need to betransported in shielding casks and stored permanently inrepositories These casks need to be light which makes thickwalls of concrete unacceptable They need to resist impactheat freeze-thaw conditions and corrosion High impactstrength is difficult to achieve with concrete
CBPCs have been evaluated as shielding materials forneutrons because of their lighter weight and their ability
ISRN Ceramics 9
O 5408C 089B 321
H 271K 893P 707
Figure 5 Composition of CBPC nuclear shield for neutrons [71]
to incorporate higher level of boron Work done in a jointprogram between Argonne National Laboratory of the USDepartment of Energy Russian Federal Nuclear Center inSarov Russia and Eagle Picher Industries in the US [70 71]showed that significant amount of boron carbide can beincorporated in CBPC Joint efforts between these organi-zations came up with an optimal formulation to efficientlyshield neutron radiation A typical composition of CBPCproposed by this work is given in Figure 5
Following this study Eagle Picher Industries finalized acomposition for a material called Borobond They workedwith Oak Ridge National Laboratory (ORNL) and developedRackable Can Storage Boxes (RCSB) for safe storage ofHEU ORNL conducted modeling and experimental studiesof such boxes with fixed natural B
4C and water content
[72] Their study led to a method of quantifying the watercontent of RCSBs by fast neutron time-of-flight transmissionmeasurements (NMIS) and B
4C content with gamma ray
spectrometry for known water content The time-of-flighttransmission measurements used in their investigations canalso be used to assess the uniformity of Borobond in theRCSB Their methods are tools at the RCSB production andat storage site during the operating lifetime of the RCSBs forstorage of HEU
Figure 6 shows how neutron shielding is dependent onwater content and boron carbide concentration in BorobondThe density of the recommended product was 19 gcm3 lessthan that of concrete and yet it has superior mechanicalproperties as shown previously in Table 1 It has all lightelements and boron carbide content is as much as 41 wt
This composition was used by Eagle Picher to produceRSCBs for DOE which has stored HEU at one of itsfacilities Currently Borobond is a product line of CeradyneCorporation a 3M Company
Noting that spent nuclear fuel cannot be stored in waterpools forever and must move into a dry storage facilityArgonne National Laboratory and Federal Russian NuclearCenter scientists continued their studies to evaluate feasibility
Num
ber o
f bor
on ca
ptur
es p
er C
f fu
nctio
n
07060504030201
0
Water content
108
0604
020 Boron content
02
46
8
05
04
03
02
01
0
Figure 6 Calculated number of boron captures as a function of B4C
and content of water (wt) [72]
of using boron-containing CBPC (Ceramicrete in this case)for applications such as storage and transportation casks ofnuclear materials The work was computational A Russiancask Model RT5010 [71] was used for this study The designof the cask is shown schematically in Figure 7
This study reached to several useful conclusions
(1) CBPC with boron carbide is very effective in thermalneutron capture Thermal neutrons make up for themost flux of neutron radiation from the spent fuel thatwould be stored in a dry cask
(2) A boron carbide content of gt5 does not increasethe shielding potential of the CBPC significantly thus5wt is practical
(3) If the temperature of the shielding layer is lt100∘Cthe bound water remains in the shielding layer andhelps in shielding neutrons At higher temperaturesthe bound water is released if it evaporates from thecask the shielding property will be affected adverselyIn practice the shielding layer will be sealed and theevaporated water will remain as vapor and hence thiswill not pose a major issue in designing a cask
(4) Assuming the boundwater remains within the shield-ing material one can expect 50 to 80 shielding ofneutron flux for the cask model shown in Figure 8
(5) Overall for the design shown in Figure 7 boron-containing CBPC offers a better shielding optioncompared to others with boron and fillers
Based on this study further developments are underwaybetween Argonne National Laboratory American Industryand Former Soviet countries for superior shielding applica-tions of CBPC-based nuclear shielding products Figure 11
43 Recent Advances in the CBPC Technology for NuclearWaste Immobilization Nuclear waste has its origins in devel-opment and production of nuclear weapons in the UnitedStates Former Soviet Union and to some extent inUKThese
10 ISRN Ceramics
Spent fuel
Air
gap
Stee
l 1
Stee
l 2
Neutron shieldinglayer (Ceramicrete)
Radius
R = 1325 cm
R = 84 cm R = 90 cm R = 120 cm R = 1325 cm
Figure 7 Cross-section of Russian dry storage cask Model no RT 5010 used in the study of CBPC for neutron shielding in the Argonne-Russian Federal Nuclear Center study [71]
(1) Spent fuel
TRU 07Other 31Hardware 54Fission products 24U 664
(3) TRU
Pu 846Am 105Np 48Cm 01
(2) Other products
TRUFission
(4) Fission products
Metals isotopes 481XaKr 167Others 25I 07Tc 23CsSr 72
Zircaloy 251
0 1 2 3
Figure 8 Typical mass composition of spent nuclear fuel [73]
countries have accumulated huge amount of nuclear wastein all forms solids sludge and liquid [45] The waste canbe highly radioactive or may have very low activity Due tothe race between the western and eastern bloc countries toproduce nuclear weapons there was little regard for safe andlong-term storage of such waste but because of the currentawareness of the consequences of various radioactive wastestreams on the environment habitat and human health inboth regions efforts are being made to find ways to recycle orimmobilize these waste streams for safe storage and to protectthe environment
The mankind has faced another acute problem of nuclearcontamination of the environment resulting from the twomajor nuclear accidents (Chernobyl and Fukushima) inrecent years The clean-up efforts also have generated sig-nificant amount of waste that needs isolation [45 46]As a result there is urgency in finding suitable materialsto immobilize range of waste streams generated by suchcatastrophes
Ceramicrete was developed to address these needs andmuch has been published in the earlier literature on this topicInterested readers may findmore details in the book byWagh[8] and other articles [74 75] In the last decade howeverfurther advances have been made in this area
431 The Nuclear Legacy Waste Streams Themajor contam-inants encountered during treating these waste streams arelisted below
(a) Hazardous inorganic contaminants both high andlow-level waste streamsmay contain these chemicallyhazardous contaminants As listed in Section 317 PbCd Cr Hg and As are the elements of main concernin radioactive waste also When both radioactive andhazardous contaminants exist in thewaste suchwasteis called mixed waste Chemical immobilization ofthese elements that is converting them to insolublecompounds is the best strategy to arrest leaching ofthese elements [76 77] which is used extensively inthe CBPC technology because phosphate treatmentemployed in theCBPC technology results in insolublephosphate salts of these elements
(b) Actinides actinides especially Th U Pu and Amare prevalent in the waste but also in spent fuelrods because they are the source materials for nuclearenergy They are mainly alpha and gamma emittingmaterials and if active they will also emit neutronsThey all have high atomic weight their solubility isalmost negligible and hence they are not dispersible
ISRN Ceramics 11
in ground water The only source of contamination ofthese materials is their dispersibility as solid fine par-ticles which can be arrested by microencapsulatingthem in the CBPC matrix
(c) Fission product isotopes (Cs-137 and 138 Sr-90 Tc-99 and I-131) these isotopes of cesium strontiumtechnetium and iodine are formed during a nuclearreactionTheir relevant properties are listed inTable 3
Since most of the work on low-level waste streams wasreported in the earlier literature [74 75] we will only discussthe extensive research done during the last ten years whichwas focused on high-level waste streams Among severaloptions available for immobilization of these radioactivewaste streams [78] the most preferred technology has beenborosilicate glass technology [79 80] Waste and glass fritsare mixed together and vitrified at temperatures rangingfrom 1200∘C to 1500∘C This results in a homogenous glasswaste form that has been shown to be stable for a time scale(million years) at which time the activity of the radioactivecomponents is reduced sufficiently that it will not affect theenvironment It canmicroencapsulate transuranics extremelywell However this process is not suitable for high activitywaste streams because of the volatile components containingthe fission products of cesium strontium technetium andiodine (see eg [81]) As one may notice from Figure 8 theamount of the fission product stream is small just a fractionof a percent of the total waste And yet because of theirhigh activity and their ability to become airborne duringthe vitrification process they are unsuitable for vitrificationprocess and hence are separated into high activity wastestreams As we shall see below the CBPC process has beenthe most successful in mineralizing the fission products intostable phosphate compounds and hence immobilizing them
The high activity tank waste streams have resulted fromproduction of weapons grade nuclear fuels in the UnitedStates and Former Soviet Union countries Most are storedin underground storage tanks in the US at Hanford tankfarms in the State of Washington Savannah River in SouthCarolina and some in Idaho The waste streams vary intheir characteristics and composition but are either liquidsor sludge Reference [82] and references therein provide anoverview of the tank waste streams within the US DOEcomplex and their characteristics
While the bench scale testing was done in several earlierprojects full testing and large-scale immobilization exper-iments were conducted and success of the technology wasdemonstrated in collaborative projects between ArgonneNational Laboratory and Russian scientists on the two mostdifficult high activity tank waste streams [83 84] This workmaymake a major impact in the near future on immobilizingsuch waste streams with CBPC formulations
The high activity in these waste streams arises from thefission products prominently containing isotopes listed inTable 3 Also the waste streams can be acidic or alkalinedepending on whether attempts were made to neutralizethem with NaOH Often neutralization results in alternativeproblem of immobilizing waste streams rich in leachablesodiumTable 5Thus the problemof immobilizing tankwaste
streams boils down to the following three (a) immobilizingfission products and trace levels of actinides (b) getting ridof excess water without volatilizing any of the contaminantsand (c) immobilizing sodium to a level that it does not leachout sufficiently to affect the structure of the waste form
Several studies have been conducted in demonstratingimmobilization of these waste streams using CBPCs [85ndash88]Notable and detailed analysis among these was done in acollaborative project between Argonne Vernadsky Instituteof Radiochemistry in Moscow and Production Researchat Mayak a nuclear waste facility in Russian Federationwhich also has stored similar waste Figure 10 Reference[64] provides the major results of the entire project Thisproject demonstrated immobilization of typical two highactivity liquid waste streams from Hanford and two fromMayakThis team effort was highly successful in showing thesimplicity and effectiveness of CBPC in immobilizing thesewaste streams at small scale to 55 gal drum size Initial studywas with simulated waste streams and success of this studyled the scientists to tackle actual waste streams Reference[88] contains details of the methodology nature of the wastestreams additives in the CBPC formulations to immobilizedifficult contaminants properties of the waste forms andtheir performance
This collaborative work directed by Argonne NationalLaboratory on behalf of the US Department of Energy makesall other similar work outdated because this work usedthe methods developed in previous work tested and thenwent beyond to produce waste forms at production levelThe team concluded that CBPC technology can be used inpractice without any concern about pyrophoricity volatilitygas generation or leaching of contaminants For this reasonwe will not delve on any other previous work but summarizeresults of this project
Table 4 lists the composition of each of the waste streamDetails of adding these stabilizers are described in the
paper [88]It is the opinion of this author that Cs and Sr do not need
stabilizers because using the solubility analysis presentedin [8] it is possible to show that Sr is a sparsely solublemetal and it will form SrKPO
4 Cs being an alkali metal
will be converted to insoluble MgCsPO4 This mineralization
of Sr and Cs has been verified in the authorrsquos unpublishedwork Both SrKPO
4and MgCsPO
4have negligible aqueous
solubility and as will be seen later perform well in leachingtests
Table 6 lists the waste loading in the final waste formsand their physical properties All results are reproduced from[88]
For waste streams with low-solid content of 16ndash52wtsolids the waste loading has been very significant This isbecause as in Portland cement CBPCs require water andbind significant amount in their crystalline structure
There are both benefits and drawbacks of the approachof binding water and increasing the waste loading Forexample if glass vitrification technology is to be used forimmobilizing these waste streams the water will evaporatebut then the fission products will also evaporate causing
12 ISRN Ceramics
air contamination They can be captured somehow in off-gas system but then need a lower temperature method ofstabilizing them At the same time the vitrified waste formwill have very small volume and will cost a lot less intransportation and long-term storage On the other handthe CBPCwaste form provides a significantly simpler processwith the least concern for volatility of the fission products butincreases the cost of transportation and storage because of itslarge volume
The effectiveness of waste immobilization method isdetermined bymainly three tests AmericanNuclear SocietyrsquosANS 161 test [89] determines the leaching index (negativeof logarithm of the diffusion constant) for each of theradioactive contaminants The test is carried out at roomtemperature by immersing a geometrically regular sample indeionized and distilled water over 90 days Aliquots of theleachate solution are drawn at specified periods and analyzedfor the contaminant concentration These numbers allowone to determine the diffusion constant of the particularcontaminant in the waste form and that in turn allows one torepresent the result as the leaching index Table 7 summarizesthese results in this project
The other leaching test is for the durability of the wasteform itself Product Consistency Test (PCT) [66] determinesthe leaching rate of the major components of the wasteformThe test was designed for vitrified glass and hence thecomponents are Si Ca Al and B For CBPC however theywill have to be Mg K and P
In PCT a sample in cylindrical shape of more thantwenty times the area compared to its volume is selectedand immersed in distilled and deionized water The leachingexperiment is conducted for 7 days at a constant temperatureof 90∘C At the end of the test a sample of the leachate wateris analyzed for the major elements of the waste form and theleaching rate is determined per unit area of the surface Againthe results are included in Table 7 of this test on all four wasteforms
A third test is designed for hazardous metals defined byResource Conservation and Recovery Act (RCRA) of the USEnvironmental Protection Agency [90]
The literature has been very scanty about the leachingindex for contaminants from vitrifiedwaste form and hence itis very difficult to make a comparison of the results presentedin Table 7 with glass waste form However [85 86] provideleaching index for various fission products on simulated tankwaste streams in different waste forms Generally their bestresults are gt9 for the leaching index for any of the fissionproducts This may be compared with the results given inTable 7 for actual radioactive contaminants Inmost cases theresults are several orders of magnitude higher than that forsimulated waste forms reported earlier (Note that increasein one number in the leaching index is a decrease by afactor of 10 in the diffusion constant because LI = minuslog(diffusion constant)) The only exception is that for iodinein M1 and Se in H1 In the first case the value is by oneorder less than 9 but in the other case it is still higher than9 but not by several orders Thus one may conclude thatthe CBPC technology performs far better than the expectedperformance of immobilized fission products waste forms
Pacific Northwest Laboratory scientists conducted vitrifi-cation experiments for similar liquid waste streams [91] andmeasured the leach rate of themajor constituents of the wasteforms Since boron sodium lithium aluminum and siliconare the constituents of their borosilicate glass they conductedthe PCT and measured the leaching rates for these elementsThey show that the leaching results for the waste form of thestreamAZ-102 (termed asH2 in Table 7) are 00063 gm2sdotdayfor boron 0052 gm2sdotday for sodium 005 gm2sdotday forlithium 000786 gm2sdotday for aluminum and 0033 gm2sdotdayfor silicon all higher than those observed for the majorconstituents of phosphate waste forms (see Table 7) Thisshows that it is not necessary to resort to high temperature-processes to immobilize secondary waste streams and room-temperature processes are capable of providing a rugged andleach resistant matrix for them
Apart from the leach resistance of the waste forms thereare other issues Radiolytic hydrogen [92] may be generateddue to splitting of water and other hydrogen-containingmolecules by intense radiation Wagh et al have conductedseveral studies on actinides in CBPC When actual uraniumand plutonium containing ash waste were immobilized theradiolytic gas yield was 013mol H2100 ev which is lowerthan that in cement waste form Test details and comparativedata may be found in [93] This implies that the bound waterin CBPCwaste form did not play a major role in the gas yield
In summary CBPC technology is applicable to immo-bilization of the most acute high activity waste It has beentested with actual waste and at full scale and is the bestcandidate for deployment in the current state of its art
432 Spent Nuclear Fuel [51] In nuclear power plants thenuclear fuel rods are used for the fission of nuclear materialto produce electricityThey need to be changed every 10 yearsor so These spent fuel rods are becoming a big liability forthe nuclear industry and need long-term storage becausethey are still highly radioactive when they come out of thereactor vessels They irradiate neutrons and hence need to bestored for quite some time inwater pools so that the irradiatedneutrons are absorbed by water till they cool down and theneutron intensity depletes sufficiently so that they can thenbe stored in alternative dry storage casks and transported topermanent storage repositories
The general composition of spent fuel is given in Figure 8and the complete nuclear fuel cycle from power generation towaste form fabrication is presented in Figure 9
As onemay notice from Figure 9 once the uranium ore ismilled and enriched fuel rods are fabricated which then areloaded into the reactor where their high activity is used forpower generation After they become less efficient due to thedecay process they can be either used for reprocessing ormaybe simply sent for storage Both options are used dependingon the availability of sufficient fuel in every nuclear countryThe spent fuel is stored in water pools with a hope ofimmobilization and ultimate storage in a repository as a glasswaste form
Unfortunately in most countries the fuel rods haveremained in water pools because the logistics of building
ISRN Ceramics 13
Nuclear fuel cycles and unresolved issue
Uranium ore NORM waste
Fuel fabrication
Power generation
Spent fuel
Contaminated ware equipmentEncapsulation disposal
Con
tam
inat
ed w
are
equi
pmen
tEn
caps
ulat
ion
disp
osal
Vitr
ifica
tion
stor
age
or d
ispos
al
Milling enrichmentVolatiles
Nuclear power
Reprocessing
Figure 9 Nuclear fuel cycle and waste form production and theunresolved issue of volatiles
Figure 10 Cross-section of a 55 gal drum scale surrogate salt wasteform produced by P R Mayak in Russia with funding fromUSDOEand in collaboration with Argonne National Laboratory (2007)(source Argonne file photo)
permanent repositories has not been resolved due to eco-logical issues and resistance from stakeholders and localauthorities Even if the repository issues are resolved thespent fuel needs to be immobilized in a nonleachable anddurable medium
In the entire cycle other high volume but low activitywaste streams are generated too These are either encap-sulated in a cementitious waste form or simply stored innonleachable drums in an underground repository such asWaste Isolation Pilot Plant (WIPP) in the United States [94]
The previous section on high activity liquid wastestreams the waste forms exhibit very high leaching resis-tance comparable to that of glass waste forms Since thevitrification technology is still not a full-fledged route toimmobilization of spent fuel the issue of volatile byproductwaste streamhas not come to the forefront of the final schemefor handling the spent fuel When the issue will come tothe forefront CBPC may turn out to be the most usefultechnology supplementing the glass waste form technology
Figure 11 Demonstration samples of CBPC-based Borobond neu-tron shielding products Source Ceradyne Boron products website
Figure 12 Demonstration of sewage pipe coating with Grancrete(Grancrete Inc Taipei Taiwan) (httpwwwdynamocomtw)
5 CBPC Products in the Market
The CBPC technology was initially developed for nuclearwaste immobilization Its first application was as a nuclearshielding material Eagle Picher Technologies LLC perfectedthe technology by introducing boron in Ceramicrete whichwas used and is probably still being used inUSDepartment ofEnergy complex for waste immobilization and nuclear shield-ing However its commercial product named Borobond forshielding of neutrons was developed by Boron Departmentof Eagle Picher but now is owned by Ceradyne Corporationand hence 3M Company and is an established commercialproduct
In structural materials area the CBPC technology is wellsuited to fulfill needs for products that do not exhibit draw-backs of cement and polymer products CBPC materials areinorganic and hence nonflammable They exhibit negligibleporosity and extremely low water permeability Table 2 Theybond to all earth materials such as limestone sand stoneand even conventional cement concrete They also bond to
14 ISRN Ceramics
Figure 13 Insulated and solar reflective CBPC roof tile of inChennai India (httpwwwthermalcarein)
themselves In the next section we will see that comparedto other equivalent products they are very environmentallyfriendly
As was discussed briefly in Section 41 the structuralproducts applications lie in two categories
(a) cements grouts and concrete(b) coatings
In both areas several small businesses have madegood strides in entering markets For example inthe United States Bindan Corporation of Oak BrookIllinois (httpwwwbindancorpcom) and Grancrete Inc(httpwwwgrancretenet) of North Carolina have beenin business for at least last 10 years producing road repairmaterials concrete repair products floor-surfacing productsand so forth Grancrete has shown its presence in Taiwanand Japan for the same applications Figure 12
Realizing that CBPCs are more expensive comparedto Portland cement CBPC concretes are not cost effec-tive Therefore only value-added products are commerciallyviable Because of this reason recent trend has been toexploit unique properties of CBPCs and design products withperformance superior to current products in the market
One example is roof tiles named Thermal Care Tilesin Chennai India (httpwwwthermalcarein) With CBPCformulations and additives these tiles can reduce impactof hot sun in houses to the extent of 8ndash10∘C by providinghigh reflectivity to solar radiation and also providing highthermal insulation properties Figure 13 CBPC-based coatingproducts are probably the most unique ones among theseEon Coat Inc (httpwwwEonCoatcom) has introducedcorrosion and fire protection coatings that exhibit outstand-ing properties Their coatings do not show corrosion of thesubstrate or osmotic blistering [94] even when samples areexposed for 1000 hours in salt-spray chamber [95] In thesame way the Flame Spread test [96] shows no flame spreadat all and surpasses all organic coatings in performanceLearning the excellent performance ofCBPC-based productsnew companies are investing to develop range of products inthe structural materials area
There have beenmethodical attempts to develop bioactivedental and prosthetic cements using phosphates in the past[97] and also to exploit antibacterial properties of these
materials [98] Since CBPC materials are phosphate basedthey are uniquely positioned to match with compositionof bones and teeth in which hydroxyl apatite a calciumphosphate hydrate is the main component Using modernCBPC for this application was conceived by Wagh et al [99]and subsequent research led to root canal materials ownedby Dentsply company Following this Bindan Corporationdeveloped its own intellectual property [100] that led toa product called OsteoCrete marketed by Bone SolutionsInc (httpwwwbonesolutionsnet) for multiple orthopedicsolutions including bone void filler Tay et al [101] haveprovided the most recent advances in this area
There have been many other areas in which preliminarywork has been done in application of CBPCs but commercialexploitation has not occurred as yet Notable areas are CBPCsfor oil fields [102ndash104] and fiber reinforced products [68 105]
In summary CBPC technology and its products andCeramicrete in particular have entered various markets indifferent parts of the world The new products have potentialto be transferred from small businesses to larger onesBorobond the first product has been a good example ofthis which was developed by Eagle Picher and then wentto Ceradyne a bigger company and now 3M Companyowns Ceradyne Such acquisitions may provide much widervisibility to unique CBPC products
6 Environmental Effects of CBPC
CBPCs are mineral based materials like Portland cementTherefore the main environmental effect parameters seenin use of these materials are similar to that of PortlandcementThese include greenhouse gas emissions and fugitiveparticulates released in the atmosphere While the latter canbe controlled with good work practices the first one is builtin the chemistry of the process itself and cannot be avoided
There are two major sources of greenhouse gases inthese technologies Carbon dioxide is bound in the rawmaterials such as limestone and dolomite which escapesduring extraction of the appropriate raw material This maybe termed as the direct emission
The second source of greenhouse gas emission is theenergy consumption in producing the final product Thisincludes carbon dioxide generated by the energy use in min-ing of appropriate minerals their transport extraction of thedesired ingredients for the product production operationspackaging and shipping Emissions resulting from thesemay be called process emissions Process emissions may bereduced only by reducing energy consumption and therebyrelease of greenhouse gases
Thedirect emissions in Portland cementmanufacture andCBPCs are different because the two products use differentraw materials However operations from manufacture toshipping are very similar in both cases and hence one canassume that their process emissions are also similar thoughnot the same
US Environmental Protection Agency (EPA) has pro-vided guidelines for calculation of direct emissions [106]Following that we have calculated direct emissions from theCBPC manufacture and compared that to the emissions in
ISRN Ceramics 15
Table 2 Water permeability and mechanical properties of CBPC with wollastonite and other fillers [29]
Composition (wt) Strengths (psi) Fracture toughness (MPasdotm12) Water absorption (wt)Binder Wollastonite Other Compressive Flexural40 60 Nil 8426 1474 066 250 50 Nil 7755 1236 063 230 30 Sand 40 6264 1255 063 3100 Nil Nil 3500 1100 NA 1540 Nil Ash 60 11507 1474 019 178
Typical Portland cement concrete 8000 940 NA 10ndash20
Table 3 Specific activity and boiling point of fission products [6263]
Fission product Half-life (yrs) Specific activity(Cig)
Boiling point(∘C)
Sr-90 28 140 1384Cs-137 30 870 6784Cs-135
3119864 + 6 00012 6784Tc-99 (as NaTcO4) 21119864 + 5 017 100I-131 1802 days gt5000 184
cement sector Taking the example of Ceramicrete as a CBPCthe actual calculations are provided in the appendix Thesecalculations show that direct emissions from Ceramicretemanufacture are 40 less than that in manufacturing ofcement This is mainly because Ceramicrete contains 60 flyash which is an industrial byproduct from the utility industryand direct emission contribution to this component is zero
Assuming the process emissions are the same for thesame tonnage of both products when the direct and processemissions are added Ceramicrete emits only 20 less green-house gases compared to Portland cement Thus there is nosubstantial gain in using CBPCs cement
As we have seen in Section 5 CBPCs are also used asinorganic coatings Here they can be environmentally veryfriendly alternatives to polymer coatings This is becauseCBPC coatings are the first inorganic alternatives to organiccoatings Therefore CBPCs can make a big difference in thecoating world This may be seen in the following analysis
The ecological impact of CBPCs arises from four majorfactors which are described in [67]
(a) greenhouse gas emissions(b) low-level ozone emissions(c) acidification(d) eutrophication
Greenhouse gas emissions are the same as the directemissions discussed above in context of cement industryLow-level ozone emissions result from release of volatileorganic compounds (VOCs) into the environment duringmanufacturing of organic paints and their use Acidificationon the other hand is due to sulfur in the polymers that resultsin formation of oxides of sulfur and eventually sulfuric acidwhich is harmful to the nature
We can use the numbers from the appendix for green-house gas emissions Ozone depletion is nonexistent in thecase of CBPCs because there are no VOCs in CBPC coatingsAcidification is also not an issue because CBPC coatingsdo not contain sulfur compounds They contain phosphatecompounds but phosphate release is negligible as has beenshown in several Product Consistency tests (see eg PCTdata in Table 4) Thus acidification is not an issue
The fourth factor eutrophication [107] is the result ofleaching of nutrients into soil and water streams that produceunwanted algal growth which chokes aquatic life and plantgrowth CBPCs contain significant amount of phosphatesThey are also good fertilizers and their presence in aquaticstreams can be a problem Fortunately Product Consistencyleaching results presented in Table 7 conducted by us haveshown that CBPC products release phosphates extremelyslowly into ground water and hence good CBPC productsshould not affect the environmentThese conclusions are verypreliminary and detailed investigations are needed in thisarea for a given application
In light of these observations we have summarized thebenefits of CBPC coatings over polymeric coatings in Table 8For the sake of calculations we have assumed the coatingcomposition is the basic Ceramicrete binder (MgO andmonopotassium phosphate and 35 water in the coating)
Table 8 shows that CBPC coatings produce only about15 of solvent-based varnish and 80 of solvent-based alkydpaint They produce no ozone damaging VOCs nor anyoxides of sulfur that lead to acidification Their potentialfor eutrophication is negligible because CBPC coatings arelike phosphate minerals and leaching of phosphate in theenvironment is minimal
7 Conclusions
CBPCs in a period of 20 years have made major strides invarious fields fromnuclear waste immobilization safe storageof nuclear materials and structural products and in dentaland prosthetic applications The first ten years were investedin understanding the chemistry of these materials as well aslength and breadth of their possible applications and carvingout focus areas for products development The last ten yearshave seen them entering the market all over the world
CBPCs were invented primarily to immobilize low-levelradioactive waste In last 10 years however research hasdemonstrated that they may as well be used to tackle the
16 ISRN Ceramics
Table 4 Waste streams tested in the Russian project [64]
Nature of the contaminant H1 H2 M1 M2
Waste sourceSupernatant from
HanfordAN-105
Supernatant fromMayak Russia
Sludge fromHanford AZ-102
120572-Bearing wastefromMayak
RussiaSolids content (wt) 52 38 35 16
Major benign ions (gL)Na+-256NO3
minus-167NO2
minus-113OHminus-84
Na+-265NO2
minus-85OHminus-43
Na+-99NO3
minus-38NO2
minus-295OHminus-90
Na+-83NO2
minus-24
Activity of actinides (BqL)239Pu-121198648237Np-121198648
239Pu-351198648237Np-241198646241Am-801198648
Sa-131198645
Fission products
90Sr-211198647137Cs-24119864799Tc-631198648131I-1 1119864775Se-271198646
90Sr-511198648137Cs-12119864799Tc-191198649
90Sr-151198646137Cs-581198641099Tc-631198648129I-231198646
Hazardous metalsCr-29 as CrO4minus
Pb2+-007Cd2+-0003
Cr3+-024Pb2+-001Cd2+-5Ni2+-24
Cr-7 as CrO4minus Ni2+-24
Table 5 Neutralization and stabilization additives
Issue AdditiveNeutralization of alkaline streams Small amount of H3PO4
Tc+7 (in pertechnetate state) lt05 SnCl2 [64]Iminus AV-17 resin in Clminus formCs and Sr K4[Fe(CN)6] sdot 3H2O
Table 6 Physical properties of the waste forms
Loading and properties H1 H2 M1 M2Waste loading 35 44 43 34Density (gcm3) 16-17 17-18 18 18Compressive strength (MPa) 25ndash55 40ndash55 gt20 gt20
most difficult issue of volatile high activity fission productswhere high temperature technologies fail They have enteredthemarket as nuclear shieldingmaterials in an aggressiveway
Because CBPCs can be used as grouts or coatings appli-cations may extend well beyond what we see in the marketThey have zero flame spread and high reflectivity to infraredradiation and may be used very widely in fire protection andinsulation They have shown excellent corrosion protectionof steel Therefore they may turn out to be the first inorganiccorrosion protection coatings Efforts are underway in theindustry to bringCBPCproducts in themarket in these fields
All this has happened with only one composition ofmagnesium oxide and monopotassium phosphate known asCeramicrete Potential to develop products lies well beyondthe current state of the art because a wide range of otherformulations is feasible It is hoped that the fundamentalworkreported during the first 10 years and applications-orientedprogress during the last 10 years will lead to wider curiosity
Table 7 Results of leaching results
Contaminants H-1 H-2 M-1 M-2ANS 161 90-day immersion test for radioactive contaminants [65]
Actinides237Np 128 136239Pu 135 144 Total alpha
= 129241Am 146
Fission products90Sr 109 132 111137Cs 114 115 13099Tc 99 10231I 112 7975Se 96
PCT 7-day immersion test at 90∘C for product constituents(gm2sdotday as normalized leaching rate [66])
Mg41119864minus6 71119864minus7 66119864minus5 16119864 minus 5
K19119864minus2 11119864minus2 24119864minus2 24119864 minus 2
PO4 63119864minus3 18119864minus3 72119864minus3 95119864 minus 3
Na17119864minus2 93119864minus3 24119864minus2 21119864 minus 2
Toxicity characteristic leaching procedure for hazardous elements(ppm) [66]Element Reg limitPb 075 0005 0004 008Cr 06 004 0006 02Cd 011 0001 0008Ni 110 lt01 05 07
in thesematerials and result inmore investment and productsdevelopment
ISRN Ceramics 17
Table 8 Comparison of environmental impact factors of CBPCand typical commercial coatings Data for commercial coatings isreproduced from [67]
CoatingsDirect
emissions(gkg)
Low-levelozone
(g ethanekg)
Acidification(g Soxkg)
Eutrophication(g P2O5kg)
Solvent-based varnishBindingagent 8816 42 74 09
Solvent 11457 21 68 07Total 20273 63 142 16
Solvent-based alkyd paintBindingagent 2834 08 32 03
Filler 253 001 03 83Solvent 639 03 10 01Total 3726 111 45 87CBPCcoatings 300 00 00 Very low but to
be quantified
Appendix
Calculations of Direct Emissions fromCBPC Production
One ton of Portland cement produces one ton of CO2
It consists of two parts direct emissions resulting fromdecomposition of limestone into CaO and CO
2and the rest
from process parameters such as fuel consumption transportof raw materials grinding and sieving operations and trans-port and shipping Direct emissions can be calculated fromchemistry and thermodynamics while the process emissionsare site specific and must be monitored and determined ateach plant [67] This is also true for CBPC cement productsalso However due to process similarities it is quite likely thatthe process emissions in both cases will be similar For thisreason we will calculate the direct emissions and comparethe environmental benefits of CBPCs
1 Calculation of Direct Emissions in Portland Cement Produc-tion Direct emissions in Portland cement manufacture arisefrom clinkering limestone (calcium carbonate) at 1500∘C toproduce calcium oxide by the decomposition
CaCO3= CaO + CO
2 (A1)
Molar weights of CaO and CO2are 56 and 44 gmole
Portland cement contains approximately 64wt CaOwith the rest being silica and alumina Therefore directemission of CO
2to produce one ton of cement is
molar weight of CO2molar weight of CaCO
3times
064 = (4456) times 064 = 05
This means direct emission is 05 kgkg of cement and05 kgkg of CO
2because of other production and distribu-
tion processes
2 Calculation of Direct Emission in Ceramicrete ProductionComposition of Ceramicrete is 10 wt MgO + 30wtMKP + 60wt fly ash MgO is produced from dolomiterock which is MgCa(CO3)2 or MgCO3 + CaCO3 It is againcalcined at 1500∘C and MgO and CaO are separated
Assuming equimolar proportion of MgCO3and CaCO
3
in dolomite rock the proportion of MgCO3and CaCO
3is
457 wt to 543 wt This gives us
MgO content = MgOMgCO3times 457
= 0403 times 457 = 1828(A2)
This means kg of dolomite rock will produce 1828 g of MgOTotal amount of CO
2released during calcination of
dolomite comes from decomposition of CaCO3andMgCO
3
The decomposition equations for the two components are
CaCO3= CaO + CO
2
MgCO3= MgO + CO
2
(A3)
Using molar weights of the components we find that CO2
content in dolomite rock is 478 wt Thus
CO2produced per ton of MgO = 478
1828
= 259 tons(A4)
Ceramicrete contains 10wt MgO Therefore Ceramicreteproduces 259 g of CO
2per kg of Ceramicrete because of use
of MgO in itSimilarly monopotassium phosphate also produces CO
2
MKP is produced frompotassiumcarbonate by reacting itwith phosphoric acid during which CO
2is released as given
in the equation below
K2CO3+H3PO4= 2KH
2PO4+ CO2+H2O (A5)
Molar weights of K2CO3 H3PO4 and KH
2PO4are 124 98
and 272 gmole respectively So to produce 272 kg of MKPwe produce 44 kg of CO
2
Thismeans to produce one kg ofMKP we produce 44272= 016 kg of CO
2
Thus contribution of CO2due to MKP = 03 times 016 =
0048 kgkg of Ceramicrete Therefore total direct emissionwhich is the sum of emissions due to MgO and MKPproduction is
0259 + 0048 = 03 kgkg of Ceramicrete (A6)
This is 60 of direct emission in cement production
3 Total Emission Reduction Since both processes use verysimilar processing technology we assume the process emis-sions to be similar equal to 05 ton of CO2kg
total emission in Ceramicrete = 03 + 05 = 08 ton ofCO2kg of Ceramicrete
18 ISRN Ceramics
total emission in cement = 05 + 05 = 1 kgkg ofcement
The paper is intended to disseminate scientific progress inthe subject explained to a wider scientific audience with thehope that it will lead to further research and development inthis field for the benefit of a wider international community
Conflict of Interests
Theauthor declares that he has no financial interest in writingthis paper
References
[1] J Aspdin ldquoAn improvement in themodes of producing artificialstonerdquo British Patent 5022 1924
[2] S Sorel ldquoOn the new magnesium cementrdquo Comptes RendusHebdomadire des Seances de lrsquoAcademie des Sciences vol 65 pp102ndash104 1867
[3] A D Wilson ldquoThe chemistry of dental cementsrdquo ChemicalSociety Reviews vol 7 no 2 pp 265ndash296 1978
[4] A Wilson and J Nicholson Acid-Base Cements CambridgeUniversity Press 1993
[5] C Shi P Krivenko and D Roy Alkali Activated Cements andConcretes Taylor and Francis New York NY USA 2006
[6] J Davidovits Geopolymers Chemistry and Applications seriesin civil and structural engineering Woodhead Publishing2009
[7] J L Provis and J S J van Deventer Geopolymer StructuresProcessing Properties and Industrial Applications WoodheadPublishing 2009
[8] A S Wagh Chemically Bonded Phosphate Ceramics Elsevier2004
[9] A E R Westman Phosphate Ceramics Topics in PhosphateChemistry vol 9 John Wiley and Sons New York NY USA1977
[10] T Kanazawa Inorganic Phosphate Materials chapter 1 Elsevier1989
[11] W H Rollins ldquoA contribution to the knowledge of cementsrdquoDental Cosmos vol 21 pp 574ndash576 1979
[12] E S Gaylord ldquoOxyphosphates of zincrdquo Archives of Dentistryvol 33 pp 364ndash380 1989
[13] H Fleck ldquoChemistry of oxyphosphatesrdquoDental Items of Interestvol 24 article 906 1902
[14] W Souder and G Paffenberger Physical Properties of DentalMaterials (US National Bureau of Standards Circular NoC433) 1942
[15] W S Crowell ldquoPhysical chemistry of dental cementsrdquo Journalof the American Dental Association vol 14 pp 1030ndash1048 1927
[16] E W Skinner Science of Dental Materials W B SaundersPhiladelphia Pa USA 3rd edition 1947
[17] B W Darwell ldquoAspects of chemistry of zinc phosphatecementsrdquo Journal of the American Dental Association vol 14pp 1030ndash1048 1929
[18] A D Wilson ldquoZinc oxide dental cementsrdquo in Scientific Aspectsof Dental Materials J A von Fraunhofer Ed pp 159ndash190Butterworths London UK 1975
[19] P J Wisth ldquoThe ability of zinc phosphate and hydro phosphatecements to seal band spacesrdquo Angle Orthodontist vol 42 no 4pp 395ndash398 1972
[20] A S Wagh and S Y Jeong ldquoChemically bonded phosphateceramics I a dissolution model of formationrdquo Journal of theAmerican Ceramic Society vol 86 no 11 pp 1838ndash1844 2003
[21] A S Wagh S Grover and S Y Jeong ldquoChemically bondedphosphate ceramics II warm-temperature process for aluminaceramicsrdquo Journal of the American Ceramic Society vol 86 no11 pp 1845ndash1849 2003
[22] A S Wagh and S Y Jeong ldquoChemically bonded phosphateceramics III reduction mechanism and its application to ironphosphate ceramicsrdquo Journal of the American Ceramic Societyvol 86 no 11 pp 1850ndash1855 2003
[23] A S Wagh and C Primus ldquoMethod and product for phospho-silicate slurry for use in dentistry and related bone cementsrdquo USPatent 7 083 672 2006
[24] C S Rostaing di Rostagni ldquoVerfahrung zur Darstellung vonKitten fur sahnarztliche und ahnliche Awecke bestehend vonGemischen von Pyrophophaten des Calciums oder Bariumsmit den Pyrophosphaten des Zinks oderMagnesiumsrdquo GermanPatent 6015 1878
[25] S B Palmer ldquoZinc phosphatesrdquoDental Cosmos vol 33 pp 364ndash380 1891
[26] A SWagh S Y Jeong and D Singh ldquoHigh strength phosphatecement using industrial byproducts ashesrdquo in Proceedings ofthe 1st International Conference on High Strength Concrete AAzizinmini D Darwin and C French Eds pp 542ndash553 TheAmerican Society of Civil Engineers 1997
[27] W Postl FWalter K Ettinger andH-P Bojar ldquoErsterNachweisdes Kalium-Analogons MgK(PO
4)6H2O von Struvit und der
kristallinen Phase Mg2KH(PO
4)215H2O aus dem ehemali-
gen Bleibergbau Rossblei Eschachalm Schladminger TauernSteiermark Osterreichrdquo Joannea Mineralogie vol 1 pp 45ndash522000
[28] S Graeser W Postl H-P Bojar et al ldquoStruvite-(K) KMgPO4
6H2O the potassium equivalent of struvite a new mineralrdquo
European Journal of Mineralogy vol 20 no 4 pp 629ndash6332008
[29] A S Wagh S Jeong D Lohan and A Elizabeth ldquoChemicallybonded phospho-silicate ceramicsrdquo US Patent 6 518 212 2003
[30] M Pourbaix Atlas of Electrochemical Equilibria in AqueousSolutions National Association of Corrosion Engineers Hous-ton Tex USA 1974
[31] E Soudee and J Pera ldquoMechanism of setting reaction inmagnesia-phosphate cementsrdquo Cement and Concrete Researchvol 32 no 1 pp 153ndash157 2002
[32] E Soudee and J Pera ldquoInfluence of magnesia surface onthe setting time of magnesia-phosphate cementrdquo Cement andConcrete Research vol 32 no 1 pp 153ndash157 2002
[33] M A Carvalho and A M Segadaes ldquoThe hydration of mag-nesium phosphate cements effect of powder characteristics onthe reaction kineticsrdquoMaterials Science Forum vol 591ndash593 pp833ndash838 2008
[34] E M Gartner and D E MacPhee ldquoA physico-chemical basisfor novel cementitious bindersrdquo Cement and Concrete Researchvol 41 no 7 pp 736ndash749 2011
[35] Z Ding B Dong F Xing N Han and Z Li ldquoCementingmechanism of potassium phosphate-based magnesium phos-phate cementrdquo Ceramics International vol 38 pp 6281ndash62882012
[36] F Xing Z Ding and Z-J Li ldquoStudy of potassium-basedmagnesium phosphate cementrdquo Advances in Cement Researchvol 23 no 2 pp 81ndash87 2011
ISRN Ceramics 19
[37] A S Wagh and S Jeong ldquoChemically bonded phosphateceramics of trivalent oxides of iron andmanganeserdquo US Patent6 498 119 2002
[38] L C Chow ldquoCalcium phosphate cements chemistry proper-ties and applicationsrdquo in Proceedings of the Materials ResearchSociety Symposium vol 599 pp 27ndash37 2000
[39] C Klein andC S Hurlbut JrManual ofMineralogy JohnWileyand Sons New York NY USA 20th edition 1985
[40] T Sugama and L E Kukacka ldquoMagnesium monophosphatecements derived from diammonium phosphate solutionsrdquoCement and Concrete Research vol 13 no 3 pp 407ndash416 1983
[41] T Sugama and L E Kukacka ldquoCharacteristics of magnesiumpolyphosphate cements derived from ammonium polyphos-phate solutionsrdquo Cement and Concrete Research vol 13 no 4pp 499ndash506 1983
[42] T Finch and J H Sharp ldquoChemical reactions betweenmagnesiaand aluminium orthophosphate to form magnesia-phosphatecementsrdquo Journal of Materials Science vol 24 no 12 pp 4379ndash4386 1989
[43] S Y Jeong and A Wagh ldquoFormation of chemically bondedceramics with magnesium dihydrogen phosphate binderrdquo USPatent 6 776 837 2004
[44] D Singh A Wagh and M Tlustochowicz ldquoZirconium phos-phate waste forms for low-temperature stabilization of cesium137-containing waste streamsrdquo in Environmental Issues andWaste Management Technologies in the Ceramic and NuclearIndustries II Ceramic Transactions Volume 72 V Jain and D KPeeler Eds pp 167ndash178 1996
[45] IAEA ldquoEstimation of global inventories of radioactive wasteand other radioactive materialsrdquo Report IAEA-TECDOC-15912007
[46] World Nuclear Association httpworld-nuclearorginfoSafety-and-SecuritySafety-of-PlantsFukushima-Accident-2011UdM uv0RjM
[47] IAEA ldquoFukushima Daiichi status reportrdquo 2012[48] Nuclear Decommissioning Authority (UK) Radioactive wastes
in the UK Summary of the 2010 inventory URN 10D196NDASTSTY (11) 005 2011
[49] J H Saling Y S Tang and A W Fentiman Radioactive WasteManagement CRC Press 2nd edition 2001
[50] US DOE ldquoStrategy and management and disposal of usednuclear fuel and high-level radioactive wasterdquo 2013
[51] US EPA ldquoSpent nuclear fuel and high level radioactive wasterdquohttpwwwepagovradiationdocsradwaste402-k-94-001-snf hlwhtml
[52] ldquoNuclear fission productsrdquo httpenwikipediaorgwikiNu-clear fission product
[53] C C Lin Radiochemistry in Nuclear Power Reactors TheNational Academy Press 1996
[54] US Environmental Protection Agency ldquoTreatment standardsfor hazardous debrisrdquo 40 CFR Part 268 45 1994
[55] W H Rollins ldquoA contribution to the knowledge of cementsrdquoDental Cosmos vol 21 pp 574ndash576 1879
[56] Q Yang and X Wu ldquoFactors influencing properties of phos-phate cement-based binder for rapid repair of concreterdquoCementand Concrete Research vol 29 no 3 pp 389ndash396 1999
[57] D A Hall R Stevens and B El-Jazairi ldquoThe effect of retarderson the microstructure and mechanical properties of magnesia-phosphate cement mortarrdquo Cement and Concrete Research vol31 no 3 pp 455ndash465 2001
[58] S Y Jeong and A Wagh ldquoFormation of chemically bondedceramics with magnesium dihydrogen phosphate binderrdquo USPatent 6 776 837 2004
[59] ldquoBASF productrdquo httpwwwbuildingsystemsbasfcomp02USWeb-Internetbuildingsystemsen GBcontentmicrosit
[60] D A Hall R Stevens and B El Jazairi ldquoEffect of water contenton the structure and mechanical properties of magnesia-phosphate cement mortarrdquo Journal of the American CeramicSociety vol 81 no 6 pp 1550ndash1556 1998
[61] A S Wagh D Singh and S Jeong ldquoChemically bondedphosphate ceramics for stabilization and solidification of mixedwasterdquo in Hazardous and Waste Treatment Technologies Hand-book C H Ho Ed chapter 6 3 1 pp 1ndash18 CRC Press 2001
[62] W L Ebert S F Wolf and J K Bates ldquoRelease of technetiumfrom defense waste processing facility glassesrdquo in Proceedings ofthe MRS Fall Symposium pp 221ndash227 November 1995
[63] WM Haynes Compiled from CRCHandbook of Chemistry andPhysics CRC Press Boca Raton Fla USA 93rd edition 2012
[64] S E Vinokurov Y M Kulyako O M Slyuntchev S IRovny and B FMyasoedov ldquoLow-temperature immobilizationof actinides and other components of high-level waste inmagnesium potassium phosphate matricesrdquo Journal of NuclearMaterials vol 385 no 1 pp 189ndash192 2009
[65] D Singh V RMandalika S J Parulekar andA SWagh ldquoMag-nesium potassium phosphate ceramic for 99Tc immobilizationrdquoJournal of Nuclear Materials vol 348 no 3 pp 272ndash282 2006
[66] American Society for Testing of Materials ldquoStandard testmethod for static leaching of monolithic waste forms fordisposal of radioactive wasterdquo ASTM C 1220-98 1998
[67] Swedish Environmental Research Institute (IVL) ldquoLifecycleassessment of paint Summary of IVLrdquo Report B 1338-A
[68] A D Wilson B E Kent D Clinton and R P Miller ldquoThe for-mation and microstructure of dental silicate cementsrdquo Journalof Materials Science vol 7 no 2 pp 220ndash238 1972
[69] A S Wagh S Patel and A Mangalam ldquoPhosphate bondedcomposites and methodsrdquo US Patent 8 425 717 2013
[70] US DOE and Office of Security and Safety Assurance ldquoHighlyenriched uranium inventoryrdquo 2006
[71] M Gorbotenko and Y Yuferev ldquoCeramicrete as a means forradioactive waste containment and nuclear shieldingrdquo Reportsby All-Russian Research Institute of Experimental PhysicsFederation to Argonne National Laboratory Sarov Russian2002
[72] V Arkhangelrsquoskiy and A Postnikov ldquoBorated materials andcomponents for nuclear shielding andwaste containment appli-cationsrdquo Final Report of the GIPP and ISTC Project 2807Argonne National Laboratory 2007
[73] Japan Atomic Industrial Forum Inc httpwwwjaiforjpjawnu si introdocument2009m salvatores advanced nfcpdf
[74] J S Neal S Pozzi J Edwards and JMihalczo ldquoMeasurement ofwater and B4C content of rackable can storage boxes for HEUstorage at the HEUMH at the Y-12 security complexrdquo ReportORNLTM-2002254 2002
[75] A S Wagh ldquoCeramicrete an alternative radioactive wasteformrdquo in Stabilization and Solidification of Hazardous Radioac-tive and Mixed Wastes R D Spence Ed chapter 6 2 pp 118ndash129 CRC Press 2005
[76] A S Wagh D Singh and S Jeong ldquoChemically bondedphosphate ceramicsrdquo inHandbook ofMixedWasteManagementTechnology C Oh Ed pp 631ndash6318 CRC Press Boca RatonMass USA 2001
20 ISRN Ceramics
[77] J R Conner Chemical Fixation and Solidification of HazardousWastes von Nostrand Reinhold New York NY USA 1990
[78] W A Ibrahim H Sibak and M Abadir ldquoPreparation andcharacterization of chemically bonded phosphate ceramics(CBPC) for encapsulation of harmful wasterdquo The AmericanJournal of Science vol 7 pp 543ndash548 2011
[79] W Lutze and R Ewing Radioactive Waste Forms for the Future1988
[80] National Academy of Sciences Glass as a waste form andvitrification Technology Summary of an internationalWorkshopThe National Academy Press Washington DC USA 1997
[81] ldquoSRNL fact sheets Glass waste form and vitrification processdevelopmentrdquo httpsrnldoegovfactsglass waste formspdf
[82] Y Wang Handbook of Radioactive Nuclides CRC Press 1969[83] D M Bearden and A Andrews ldquoRadioactive tank waste from
the past production of nuclear weapons background and issuesfor Congressrdquo CRS Report For Congress Order Code RS219882007
[84] Vernadsky Institute of Geochemistry andAnalytical ChemistryldquoCeramicrete stabilization of radioactive salt-containing liquidand sludge wasterdquo Reports on Task No 18 19 and 20 ToArgonne National LaboraTory GIPP Project RCO-10116-MO-03 (ANL) Russian Federation Moscow Russia 2008
[85] Y Onishi J Tingrey B Wells et al ldquoRetrieval and pipelinetransfer assessment of Hanford Tank-241-AN-105 wasterdquo PNNLReport 14144 2003
[86] S V Mattigod M Lindberg J Westsik Jr K Parker and CChung ldquoWaste acceptance testing of secondary waste formscast Stone Ceramicrete and DuraLithrdquo PNNL Report 206322011
[87] K J Cantrell and J Westsik Jr ldquoSecondary waste form downselection data package ceramicreterdquo PNNL Report 20681 2011
[88] G B Josephson J Westsik Jr R Pires J Beckford andM Foote ldquoEngineering-scale demonstration of Duralith andCeramicrete waste formsrdquo PNNL Report 20751 2011
[89] American Nuclear Society ldquoAmerican national standard mea-surement of the leachability in the solidified low-level radioac-tive waste by a short-term procedurerdquo Method ANSIANS 16 11986
[90] U S Environmental Protection Agency (EPA) ldquoTest methodsfor evaluating solid waste Physicalchemical methodsrdquo Docu-ment SW-846 2008
[91] G L Smith M Schweiger D Bates et al ldquoVitrification andproduct testing of C-104 and AZ-102 pretreated sludge mixedwith flow-sheet quantities of secondary wastesrdquo PNNL Report13452
[92] L R Dole and H A Friedman ldquoRadiolytic gas generationfromcement-based hosts forDOE low-level radioactivewastesrdquoORNL Report CONF-860605-14 1986
[93] A S Wagh R Strain S Y Jeong D Reed T Krause and DSingh ldquoStabilization of Rocky Flats Pu-contaminated ashwithinchemically bonded phosphate ceramicsrdquo Journal of NuclearMaterials vol 265 no 3 pp 295ndash307 1999
[94] US Department of Energy ldquoWaste isolation pilot plantrdquohttpwwwwippenergygov
[95] American Society for Testing of Materials (ASTM) ldquoStandardpractice for operating salt-spray (fog) apparatusrdquo B-117
[96] American Society for Testing of Materials (ASTM) ldquoStandardtest method for surface burning characteristics of buildingmaterialsrdquo E-84-17
[97] F Wu J Wei H Guo F Chen H Hong and C Liu ldquoSelf-setting bioactive calcium-magnesium phosphate cement withhigh strength and degradability for bone regenerationrdquo ActaBiomaterialia vol 4 no 6 pp 1873ndash1884 2008
[98] G Mestres and M-P Ginebra ldquoNovel magnesium phosphatecements with high early strength and antibacterial propertiesrdquoActa Biomaterialia vol 7 no 4 pp 1853ndash1861 2011
[99] Wagh S Arun and C Primus ldquoMethod and product forphosphosilicate Slurry for use in dentistry and related bonecementsrdquo US Patent 7 083 672 B2 2006
[100] T Lally ldquoBio-adhesive composition method for adheringobjects to bonerdquo US Patent 6 533 821 2003
[101] K C Y Tay B A Loushine C Oxford et al ldquoIn vitro evaluationof a ceramicrete-based root-end filling materialrdquo Journal ofEndodontics vol 33 no 12 pp 1438ndash1443 2007
[102] A SWagh R Natarajan and R LMcDaniel ldquoNew phosphate-based cement useful for drilling completions in arcticrdquoOil andGas Journal vol 103 no 18 pp 53ndash55 2005
[103] A S Wagh R Natarajan and R L McDaniel ldquoAluminumphosphate cements help with deep high-temperature wellsrdquoOiland Gas Journal vol 104 no 19 pp 39ndash43 2006
[104] A S Wagh R Natarajan R L McDaniel and S PatilldquoCeramicrete blends produce strong low-permeability cementsfor arctic userdquo Oil and Gas Journal vol 103 no 19 pp 48ndash522005
[105] D W Brown L K Powell A S Wagh and S-Y JeongldquoCeramicrete-bonded building materials using forest wasterdquo inProceedings of the 35th International ParticleboardCompositeMaterials Symposium p 182Washington State University April2001
[106] U S EPA Climate Leaders Direct Emissions From CementSector Climate Leaders Greenhouse Gas Inventory Protocol CoreModule Guidance 2003
[107] World Resources Institute About Eutrophication httpwwwwriorgour-workprojecteutrophication-and-hypoxiaabouteutrophication
Submit your manuscripts athttpwwwhindawicom
ScientificaHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CorrosionInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Polymer ScienceInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CeramicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CompositesJournal of
NanoparticlesJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Biomaterials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
NanoscienceJournal of
TextilesHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Journal of
NanotechnologyHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
CrystallographyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CoatingsJournal of
Advances in
Materials Science and EngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Smart Materials Research
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MetallurgyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
BioMed Research International
MaterialsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Nano
materials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal ofNanomaterials

2 ISRN Ceramics
simply CBCs to address products containing crystalline aswell as noncrystalline phases that are formed at room or nearroom temperatures
Major research in CBCs has occurred in the last fiftyyears Three significant product lines have been developedalkali-activated cements geopolymers consisting of alu-minosilicates and chemically bonded phosphate ceramics(CBPCs) Four books namely Alkali-Activated Cements byShi et al [5]Geopolymers byDavidovits [6] and also by Provisand van Deventer [7] and Chemically Bonded PhosphateCeramics by Wagh [8] are comprehensive monographs onCBCs
The first literature review on CBPCs was conducted byWestman [9] which spanned the years from 1918 to 1973Thiswas followed byKanazawa [10] who presented a review of theliterature from 1974 to 1987Then came the emphasis of usingCBPC dental cements which led to an extensive overviewby Wilson and Nicholson in their book [4] Because of therich literature and commercial applications of CBPC-baseddental cements particularly on zinc phosphate cements itwas believed that CBPCs were applicable to only phosphatedental cements and they could be produced only at smallscale [11ndash19] This picture changed after it was understoodthat the CBPCs can have far reaching applications wellbeyond dental cements into areas of nuclear sciences suchas shielding of neutrons and immobilizing highly radioactivefission products to products as common as constructioncements and corrosion and fire protection coatings Thisreview traces these developments that occurred during thelast twenty years with an emphasis on the progress of the lastten years
Among these are the distinct CBC products alkali-activated cements that include Portland cement and geopoly-mers produced with alkaline materials Both form alkalinecements or ceramics as the end product On the other handthe acid-base reaction concept described in Wilson andNicholsonrsquos book [4] presents a unique way of synthesizingCBCs by reacting acidic and alkaline components Theauthors describe a wide range of such CBCs which includephosphate-based CBCs (CBPCs) polyalkenoate cementsand oxy-chloride and oxy-sulfate cementsThe subject of thispaper is CBPCs Wagh and his coworkers studied the chem-ical reactions between phosphoric acid or acid phosphatesand various oxides that produce CBPCs used solution chem-istry and thermodynamics for clues to their syntheses andproduced magnesium phosphate [20] aluminum phosphate[21] and iron phosphate [22] ceramics A comprehensivetheoretical model that forms the basis of CBPC synthesis maybe found in [8] They also showed that variety of phosphate-based dental cements [4 23ndash25] can be explained using theirmodel Based on their work several commercial productshave appeared in the market This article reviews this recentadvancement in CBPC products
Though solution chemistry and thermodynamics provideclue to chemical synthesis of CBPC materials productsdevelopment needs much more than that To produce com-mercially viable products concepts of materials science andengineering are indispensable Acid-base reactions can pro-duce precipitates but to produce ceramics or cements with
coherent bonding between the particles certain conditionsneed to be fulfilled by the reaction product For example toform a crystalline structure the molecules have to bond withVan derWaal ionic or covalent bonds in a short-range orderbut glassy phase may be produced with a long-range orderas in polymers In practice there is little control over theseand most CBPCs contain either crystals or glassy structureor both Formation of coherent bonds is not instantaneouswhich means the reaction should be slowed down andcontrolled to produce solid products This requirement putsconditions on the rate of reaction The product formed maybe as small as few grams (as in dental cement) or as largeas a monolith of 55 gal drum scale (as in Portland cementconcrete) Production of large-scale objects by learning howsmall-scale dental cements are produced is a major challengein CBCs and has hardly been addressed in the literatureFor this reason materials aspects of scaling of the productsare very important especially while developing commercialproducts
Focus of the earlier literature on CBPCs has been onthe basic chemistry selection of suitable components forreactions that form ceramics and laboratory scale proof oftheir applicability [8] During the last ten years howeverefforts have been invested to take the technology to commer-cial scale As a result of these efforts few products are nowmarketed in nuclear and civil engineering applications andmore are being pursued To develop user-friendly productsthe processes have been modified and large-scale demon-strations have been held even for highly radioactive wastematerials The scale of the technology in these applicationsis not obvious Due to the efforts in producing commercialproducts the CBPC technology has become rugged andreproducible applicable in different environment less proneto human errors and compliant with standards that arerecommended for production processes and products Focusof this article is on these aspects
For clarity in the foregoing discussion we need to addresshow we have used the words cement and ceramics We willuse the word ceramics where we emphasize the crystallinestructure and cement to emphasize their application ascement (produced by large-scale pumping and pouring)Thus the context will justify the nomenclature
Finally we would also like to emphasize that CBPCs canbe used as coatings with either crystalline or noncrystallinestructureThin coatings being two-dimensional in geometryas against three-dimensional ceramics and cements cannotbe categorized either as ceramics or cements and hencethey need to be addressed as simply coatings or paintsBeing two-dimensional requirements on their structureproduction application and performance are quite differentfrom cements and ceramics Therefore we will treat coatingsas a separate category in our discussion
2 Role of Solution Chemistry andThermodynamics in Formation of CBPCs
Aqueous solution chemistry is the key to fabrication ofCBPCs The phosphate component is an acid phosphate and
ISRN Ceramics 3
the alkaline component is a sparsely soluble oxide or an oxidemineral The acid phosphate releases phosphate anions inaqueous solutions upon its dissolution and lowers the pHof water This increases the solubility of the sparsely solublealkaline component and dissolves a small part of it into theacid solution The reaction of the alkaline cation with thephosphate anion results in formation of the neutral phosphatethat is the basic building block of the ceramic
As examples of this process consider dissolution ofsodium and potassium dihydrogen phosphates (NaH
2PO4
and KH2PO4 resp) NaH
2PO4is completely soluble while
KH2PO4has a saturation concentration of only 20wt
Release of acid phosphate anions in the solution is given bythe following reactions
NaH2PO4997888rarr 2H+ +NaPO
4
2minus (1)
KH2PO4997888rarr 2H+ + KPO
4
2minus (2)
Release of hydrogen ions (H+) facilitates dissociation of theoxide For example ifMgO ismixedwith the above solutionssmall part of it will dissociate according to
MgO 997888rarr Mg(aq)2+ +O2minus (3)
The (aq) sign with Mg ion indicates that it is an aqueousion Once it is ionized due to charge screening by the polarmolecules of water there is a local rearrangement of atomsand molecules and the thermodynamic properties of theaqueous ion would differ from that of nonaqueous ions ofMg This effect has almost no bearing on our formation ofCBPCs except that we now need to consider the properties ofaqueous ions in all our thermodynamic calculations hence isthe symbol (aq)
The cations and anions in the solution neutralize eachother to form new compounds as per
Mg(aq)2+ + NaPO4
2minus997888rarr MgNaPO
4(4)
Mg(aq)2+ + KPO4
2minus997888rarr MgKPO
4(5)
2H+ +O2minus 997888rarr H2O (6)
Water that is produced and some of the free water fromthe solution end up as the water of crystallization (boundwater) and the reaction products form crystals that can growinto insoluble solids which form the chemically bondedphosphate ceramics Equation (7) below gives the mostcommon such ceramic and products that utilize this bindingsystem are called Ceramicrete [26] The complete equationthat forms this ceramic is given by
MgO + KH2PO4+ 5H2O 997888rarr MgKPO
4sdot 6H2O (7)
Using this concept of acid dissolution of sparsely (slightly)soluble oxides it is possible to produce range of ceramicsDetails of this concept and methods of exploiting the solu-bility of sparsely soluble oxides are described by Wagh andJeong [8 20]
InmineralogyMgKPO4sdot6H2Owas a less knownmineral
However it is equivalent to struvite Mg(NH4)PO4sdot 6H2O
that has been well studied (see sources such as Webmineralor Wikipedia) Recently Postl et al [27] and Graeser et al[28] recognized this equivalence and studied the productMgKPO
4sdot 6H2O in detail It has an orthorhombic colorless
structure and now is known in mineralogical literature asK-struvite Presence of K-struvite makes Ceramicrete highlycrystalline as compared to Portland cement This exampleindicates that CBPCs are ceramics rather than cementsthough their fabrication mimics cements
To produce CBPCs the oxide component should besparsely soluble Often the solubility of the oxide such asCaO is too high to be exploited in the acid-base synthesis ofCBPC formation Very small sizes as that of dental cementsmay be produced but large sizes are virtually impossible Forthis reason it has not been possible to produce a calcium-based ceramic in a large size In such cases one needs toresort to use of a sparsely soluble compound of that oxidethat may give the slow cation release rate needed to formceramic For example Wagh and his coworkers producedceramic using calcium silicate (CaSiO
3) instead of CaO [29]
If the solubility of the oxide is too low then other alternativemethods to enhance the solubility are employed Wagh andhis coworkers raised the temperature of the solution toenhance the solubility sufficiently to produce ceramics ofaluminum phosphate [21] and they also used reductionmechanisms to lower the oxidation state and then initiatethe acid-base reaction to produce ceramics of iron oxide(Fe2O3 or hematite) [22]They selected these oxides because
of their abundance in nature In practice it should be possibleto produce ceramics of many other oxides that are sparselysoluble
There are three parameters that are key to determining thecorrect oxide or oxide mineral which would form CBPC andphysical conditions needed to form them To discuss theselet us write a general acid-base reaction that forms ceramicsusing cement chemistry notation
M2119896O119896+ A119898(H2P)119898+ 119899H 997888rarr M
2119896A119898(P)119898+ (119899 + 2119898)H
(8)
The terminology used in (8) is as follows M2119896= metal of
valency 2k O = oxygen A119898= alkali or a divalent metal of
valency 119898 P = PO4 and H = H
2O When 119896 = 1 M will be a
divalent metal such as Mg Ca or Zn If 119896 = 32 M will bea trivalent metal such as Al or Fe For 119898 = 1 A is an alkalimetal such as Na or K and when 119898 = 2 A may be Ca Mgand so forth Thus using 119896 = 1 and M = Mg and m = 1 andA = 2 we can reproduce (7) The only difference is that thelast term of water has become bound water in (7) In mostreactions part of the last term in (8) becomes bound waterand the rest may remain as free water which evaporates withheat generated during the reaction
Solubility of sparsely soluble oxides is related to the basicthermodynamic property of Gibbrsquos free energy of formation(Δ119866) of that oxide and the absolute scale temperature TThus it is possible to determine the solubility of these oxidesby knowing their Gibbrsquos free energy and also the pH of thesolution We will not go into detail about the theory behindit but Pourbaixrsquos book [30] is the best reference for this and
4 ISRN Ceramics
has all the information needed on solubility characteristics ofoxides to find the right conditions to produce CBPCs
There has been significant research in the kinetics offormation of CBPCs Soudee and Pera [31 32] studied theacid-base reactions in more detail and also established theimportance of the surface area of magnesium oxide duringthe reaction Similarly Carvalho and Segadaes [33] studiedthe powder characteristics on the reaction kinetics Thephysicochemical basis for the novel binders has also beenprovided by [34] These investigations have established thatthe larger is the ratio of surface area to volume of magnesiumoxide the more rapid is the reaction Alternatively thesmaller the magnesium oxide particles for the same amountof magnesium oxide are the faster is the reaction
Chinese research [35 36] on the other hand focused onkinetics of reaction and setting characteristics of K-struvitebased CBPCs They confirmed the findings of Waghrsquos group[20] that the oxide component inK-struvite basedCBPCdoesnot react completely and some magnesium oxide remains asan inert fillerThis filler has an advantage It acts as an obstacleto crack propagation in the ceramic and thereby enhancesthe strength properties of the ceramic Therefore one mayconclude that Ceramicrete is a composite of K-struvite andmagnesium oxide
Wagh [8] and Wagh and Jeong [20] and coworkers haveprovided details of the thermodynamic basis of solubility ofsparsely soluble oxides and identification of candidate oxidesto form ceramics and hence we will not go into detail aboutthat It suffices to say that this theory helps one to identifywhich oxides are suitable for formation of ceramics andwhichneed additional treatment of to form ceramics
The second thermodynamic parameter that is importantis the enthalpy of formation Enthalpy difference between theend products and reacting components gives us heat outputduring the acid-base reaction Estimation of heat generatedduring ceramics synthesis is very important because excessiveheat may boil water in which the acid phosphate is dissolvedAt the same time if the heat output is too small ceramicsformation will take a long time Production of heat is alsodirectly proportional to the size of the sample and henceproducing larger batches of ceramics is very difficult unlessthe rate of production of this heat is controlled In recentyearsmethods have been developed to control this heat eitherwith chemical retardants or by using pumping methods thatlend themselves to mixing of smaller volumes continuouslyand building up ceramic volumes Thus the thermodynamicbasis leads one to predict how one can use oxides andminerals available in nature to produce CBPCs of desiredcompositions This is discussed in the next section
3 Generalization of CBPC Syntheses
Based on the thermodynamic analysis and using the con-dition that the metal oxide should be sparsely soluble onecan select oxides that are most suitable for forming ceramicsGenerally divalent oxides are the most suitable for formingceramics Certain trivalent oxides such as lanthanide oxidesalso can be used to form ceramics However when thesolubility is lower other methods of enhancing solubility
are used Iron oxides provide a good example of this Feis both di- and trivalent and its corresponding oxides areFeO (wustite) and Fe
2O3(hematite) FeO can be reacted
with either phosphoric acid solution or a solution of analkali metal phosphate to form ceramic but Fe
2O3does
not react with any phosphate solution However Wagh andhis coworkers have demonstrated that Fe
2O3can be slightly
reduced using elemental iron in a small quantity and theyformed ceramic of iron phosphate [22 37] In addition theyshowed thatmagnetite Fe
3O4 when reactedwith phosphoric
acid solution forms ceramics and the process does not needany reductionThis is understandable as Fe in magnetite is ina slightly lower oxidation state of Fe+267 as compared to Fe inFe2O3 which is in a higher oxidation state of 3+
The ability to produce a very wide range of CBPCs usingoxides or minerals of range of elements makes CBPC processfar more general Therefore it should make a great impactin various industrial and environmental applications Thelength and breadth of applicability of these materials arediscussed in Section 31
31 Elements of Current Interest in CBPC Formation andApplications A literature review indicates that CBPCs havebeen developed and initial demonstrations have been con-ducted in the following fields
(1) immobilization of radioactive waste and mixed wastestreams
(2) nuclear shielding materials
(3) corrosion and fire protection industrial coatings
(4) structural products
(5) dental and prosthetic cements
To understand how CBPCs could be useful in such wide-ranging applications and to identify potential compositionsin each case some guiding principles must be set forth usingthe solubility product constants of individual oxides
To identify the role of potentialmetal oxides as candidatesfor forming CBPCs the following guidelines may be used
311 Alkali Metal Oxides Alkali metal oxides are readilysoluble and as a result release cations too rapidly hencethey are not suitable to form CBPCs The only way they canbe used as acid phosphates such as NaH
2PO4 KH2PO4 or
CsH2PO4 Sodium being very leachable element NaH
2PO4
is not used commonly in CBPCs The most common acidphosphate used is KH
2PO4and is probably the only acid
phosphate currently used in most applications though it ispossible to use acid phosphates of divalent metal oxides alsoas we shall see in Section 312 Acid phosphate of Cs isvery expensive and hence is not suitable for cost effectiveapplications However Cs has a radioactive isotope Cs-137that is formed in nuclear reactions As a result CsH
2PO4
provides a pathway to immobilize this fission product andhence is of very much interest in CBPC applications innuclear industry
ISRN Ceramics 5
312 Divalent Metal Oxides They are the best candidates toformCBPCs because of their sparsely soluble nature [8]Theyare used as the alkaline components in the acid-base reactionAsmentioned before CaO has very high exothermic reactionwith an acid phosphate and it is very difficult to produceceramic using this oxide One way to get around this problemis to use minerals of Ca that release Ca very slowly in thesolution (sparsely soluble minerals) Such compounds of Cahave been used in dental cements [38] As mentioned beforeWagh et al [29] also developed CBPC using wollastonite(CaSiO
3) which is a low-cost mineral They studied the
solubility of this mineral as a function of pH and found thatthe solubility product is in the correct rangeThis helped themto produce its ceramic An overview on calcium phosphatecements may be found in the article by Chow [38]
Similar is the case with ZnO Due to high exothermicheat release during the acid-base reaction ZnO is not a goodcandidate for producing large-scale CBPCsHigh cost of ZnOis also an issue However early commercial dental cementsin which neither cost nor the size were issues were producedusing ZnO and did well in the market [3]
MgO is the most common oxide that is used to producepractical CBPCs As is its solubility is high and it releaseslarge amount of heat However dead burnt MgO (calcined tovery high temperature) has a crystalline phase called periclase[39] which is themost suitable phase of this oxide to produceCBPCs Range of CBPCs such as those produced from thereaction with ammonium phosphate [40 41] aluminumdihydrogen phosphate [42] magnesium dihydrogen phos-phate [43] and potassium dihydrogen phosphate [9] wereall produced using dead burnt MgO These demonstrationsindicate that periclase also enables one to produce CBPCsby reacting with divalent and even some trivalent metalacid phosphates (such as that of Mg Ca Al etc) Thiswidens the range of CBPC products Among these onlypotassium dihydrogen phosphate (Ceramicrete) has been themost successful commercial product and has not exhaustedthe range of its applications implying divalent and trivalentmetal acid phosphates will have to wait for their opportunityto find applications
Other oxides that fall in this category are FeO (wustite)CrO MnO CoO and so forth They are not abundant innature and hence are not economical for production of usefulCBPCs However their role in immobilization of waste is stillimportant especially with hazardousmetals such as Cr whichwe will see below
313 Trivalent Metal Oxide The trivalent metal oxides suchas Fe2O3 La2O3(and other members of lanthanide group in
trivalent state) Al2O3 and Bi
2O3 have solubility lower than
that of divalent metal oxides Unpublished work by Waghhas shown that oxides of La Ce in trivalent state and Bi canstill be used to react with phosphoric acid solution to formCBPCs Fe
2O3andAl
2O3have very poor solubility and hence
it has not been possible to produce CBPCs using them atleast at room temperature To produce CBPCs Wagh and hisgroup enhanced the solubility by using a reduction methodof adding a small amount of Fe in Fe
2O3and phosphoric acid
solution mixture [22] and produced iron phosphate CBPC
They also conducted the acid-base reaction of Al2O3and
phosphoric acid solution at about 150∘C [21] and producedaluminum phosphate CBPC These methods are inexpensiveand produce ceramics at lower temperatures compared tosintered ceramics
Fe3O4(magnetite) is an interesting oxide It may be
considered as a combination of FeO and Fe2O3 Presence of
FeO makes it suitable for forming CBPC matrix Wagh andhis group demonstrated this by reacting it with phosphoricacid solution [22] Similar should be the case with Mn
3O4as
its solubility is similar to that of Fe3O4
314 Oxides of Metals of Higher Valency (Except Zr of Valency+4) Metals of valency gt3 are of little interest in formingCBPCs because of their extremely low solubility Exceptionis that of ZrO
2 which is sparsely soluble in acidic region and
forms ZrOOH which then reacts with an acid phosphate andforms ceramic Singh et al [44] have succeeded in producingceramics of this oxide
315 Oxides of Radioactive Elements Elements such as ura-nium (U) thorium (Th) and plutonium (Pu) are constituentsof radioactive waste that has resulted from development ofnuclear weapons and are also major parts of spent nuclearfuel [45ndash51] stored in water pools near the nuclear reactorsSignificant radioactive waste is also generated in power plantsby contaminated equipment gloves and other safety wearThese elements need to be immobilized so that they do notenter the ecosystem through groundwater or air In fullyoxidized state they are insoluble in water and hence do notform phosphates However for the same reason if they aremicroencapsulated in the CBPC matrix they are isolatedfrom the environment and hence have no opportunity toget into groundwater All earlier research in immobilizingelements of lower oxidation states has shown that they oxidizein the phosphate matrix and reach into full oxidation stateReader is referred to Chapter 17 of [8] for details
316 Major Fission Products [52 53] With the exception oftechnetium (Tc) fission products are natural elements andtheir isotopes are also produced in a nuclear reaction Tc onthe other hand is produced only in nuclear fission
Fission products are comparatively short lived (severaltens of years) but their activity is extremely high Even whenthis activity is depleted severalfold it is still radioactiveTherefore these isotopes need to be immobilized for safestorage CBPC approach is the most ideal for these Detailsare discussed later in this paper
317 Hazardous Elements Resource Recovery and Conser-vation Act (RCRA) of US Environmental Protection Agency[54] has identified arsenic (As) chromium (Cr) cadmium(Cd) nickel (Ni) mercury (Hg) lead (Pb) silver (Ag)selenium (Se) and barium (Ba) as elements potentiallyhazardous to human health if consumed via food water orair Among these zinc (Zn) is a borderline element that maybe regulated in future under RCRA but we have included itin our discussion as the CBPC technology has potential tostabilize it very effectively
6 ISRN Ceramics
318 Benign Elements That Simulate Radioactive ElementsIt is difficult and expensive to handle radioactive isotopesin exploratory immobilization experiments because of theirradioactivity and associated safetymeasures needed to handlethem Also such experiments generate their own wasteand if initial experiments are carried out with actual wastestreams they only add to the existing radioactive wasteFor this reason their chemically equivalent metals that arenonradioactive are used in initial immobilization studiesThese equivalent metals are termed as simulants or surro-gates Based on the chemical behavior (such as reactivitysolubility etc) uranium thorium and other transuranicsare substituted by Ce Neodymium represents radioactiveAmericium Fission products such as Cs-137 Sr-90 and I-131are substituted by their nonradioactive counterparts Cs Srand I Since Tc-99 is formed only in nuclear reaction it doesnot have its nonradioactive counterpart and hence rheniumis used as its simulant
While developing CBPCs for immobilization of radioac-tive contaminants these elements are used to simulateradioactive isotopes the processes are optimized and thenonly the actual radioactive isotopes are introduced for thefinal demonstration This helps in reducing the cost of devel-opment of immobilization technologies It also reduces theadditional radioactive waste that would have been generatedduring research and development
32 Binders and Fillers Zinc phosphate dental cements wereproduced by reacting zinc oxide with phosphoric acid solu-tion [24] As mentioned before due to the high exothermicheat output the product could be made in a small scale (infew grams) only and it was virtually impossible to mix largequantity of this material to form big shapes Therefore itsapplication of zinc based CBPCs is limited to dental cements
Subsequent studies by Sugama and Kukacka [40 41]addressed this problem by using ammonium acid phosphatesfor reaction with magnesium oxide Their approach includedthe following major improvements
(1) Increasing the pH of the acid they used either mono-or diammonium phosphate (fertilizer components)instead of phosphoric acid and raised the pH ofthe acid component This reduced the pH differencebetween the acid and the alkaline oxides and thatslowed down the reaction slightly
(2) They also replaced zincwith calcinedMgO which hasa much lower solubility in the acidic solution Slowerdissolution led to slower reaction
This approach of using an acid phosphate instead ofphosphoric acid solution and use of calcined MgO pavedthe way for more practical CBPCs [55ndash57] Using Sugamarsquosapproach few gallons of the product could be producedat a time that would give work time of about 15ndash20minAt least one product Set 45 found market [58] as a roadrepair material More importantly however it paved the wayfor further research at Argonne National Laboratory gearedtowards practical CBPCs Wagh and his coworkers usedmonopotassium phosphate instead of ammonia-releasing
Table 1 Density porosity and compressive strength of CBPC withfly ash as an extender [26]
Sample description Density(gcm3)
Connectedporosity (vol )
Compressionstrength (psi)
Phosphate binder 173 15 3500Class F loading(wt)
30 167 522 565140 177 409 620750 18 231 750360 163 815 5020
Class C loading(wt)
30 197 479 880940 207 34 1192450 206 534 760860 192 802 4753
ammonium phosphate products [4 20] There have beenfew other similar attempts by other researchers to developsustainable products such as cement mortar using the CBPCconcept [59] This led practical CBPCs that were developedfor immobilization of radioactive waste streams [60] initiallybut also found market subsequently in structural and archi-tectural market
Despite these advances one could not develop low-cost processes for production of CBPCs as engineeringmaterials for range of structuralmaterials applicationsWhenproduced in a large volume (like in several cubic meters)CBPCs still produced large amount of heat As done inPortland cement concrete incorporating fillers and extenderswas considered as a solution This approach has threefoldadvantage For a given volume the amount of binder usedis small and hence less heat is generated This extends theworking time Presence of fillers increases the heat capacityof the mixture (especially if one uses aggregates such as sandpea gravel and stones) which in turn lowers the temperaturerise of the CBPC product during its formation and slowsdown the setting process and gives more working timeFinally due to smaller amount of the expensive binder in theproduct the products are cheaper
Wagh and his coworkers also [26] found an additionaladvantage Use of fly ash from coal burning utility plantsincreased the compressive strength of the product two-tothreefold (see Table 1) The dramatic increase in compressivestrength is likely to be a result of additional reactions betweenthe acidic phosphates and amorphous silica from ashWilsonand his coworkers have studied the role of soluble silica informing dental cements [61] and we feel reactions similar towhat these authors found are responsible for enhancementof the strength properties Detailed fundamental studiesare needed in this area because analytical techniques forreactions with amorphous products have limitations Even X-ray diffraction technique used for crystal detection cannot beused in such cases
ISRN Ceramics 7
Figure 1 Scanning electron micrograph of magnesium potassiumphosphate CBPC and wollastonite composite One may see theelongated grains of wollastonite embedded in the CBPCmatrix [29]
In another study [29] Wagh and his coworkers alsolooked into adding calcium silicate (wollastonite CaSiO
3) as
filler The advantage of this mineral is that its grains haveacicular structure (elongated) as may be seen in Figure 1 Theresult is enhanced flexural strength of the product
If one could add whiskers to the CBPC matrix theflexural and tensile strength can be enhanced Wagh and hiscoworkers tested addition of chopped glass fibers of 025 and05 inch fibers at a loading of 1ndash3 and demonstrated thatthe flexural strength of CBPC ash composite can be increasedfrom 900 psi to double its value [8]
One may also use CBPC as an adhesive on natural fibersto produce fiberboards and other articles Latitude 18 Inctook up these ideas Patent granted to Wilson et al [68]goes well beyond whiskers and suggests compositions forfiberboards and even phosphate bonded cellulosic paperThese developments are still in their infantile stage andseveral technical hurdles such as miscibility of the fibers andwhiskers in phosphate binders during production pumpingand so forth need to be resolved before one can talk about theproducts
4 Products and Applications
In an endeavor to produce marketable products from thelaboratory results for any material several major milestonesare involved which include testing of all useful propertiesoptimization then scaling up the production process findingsuitable equipment to deliver the product for individualapplications and finally selling the products in the market
CBPCs have gone through these stages in the past 20years In the process several products have found mar-ket in a small scale and several are just being launchedin a big way The smaller scale applications have beendocumented in the literature and commercial websitesThese includeMonopatch (httpwwwbindancorpcom) andGrancrete (httpwwwGrancretenet) Some of the largerscale applications have been in nuclear waste immobilizationand shielding applications and development of productsfor fire and corrosion protection This section provides anaccount of investigations behind these products and theirperformance and methods of applying them
Figure 2 Drum scale immobilization of contaminated soil (cour-tesy Argonne National Laboratory)
41 Application Methods Unlike Portland cement CBPCsare rapid-setting materials The acid-base reaction that pro-duces them may be slowed down using retarders such asboric acid or other boron products
Even with the best efforts setting of the product can bedelayed by approximately half hourThis gives a maximum of45min to workers to mix the ingredients fillers and waterand produce paste and deliver it through suitable pumpsWhen the product sets however it is almost a flash setContinuous use of equipment for mass production also heatsthe equipment and subsequently reduces the time of settingThough half an hour to 45min is a reasonable duration it isstill not practical for many operations Therefore engineershave spent significant time to overcome these difficulties anddeveloped processes for individual applications
These delivery processes fall in two categories The firstone is a batch process It is applicable for small volumeapplications such as hazardous and radioactive waste immo-bilization in low volume dental and prosthetic cementsand repair applications such as filling potholes and drivewayrepair In this method all ingredients and water are added ina container and mixed with a paddle and the paste is pouredor pumped within a short time or applied by hand
Figures 2 and 3 show use of this method for radioactive orhazardous waste immobilization and as road surfacing mate-rial In Figure 2 a verticalmixer (shown in the background) isused which has a paddle that can be inserted in the drumThepaste is mixed in the same drum that is used for storage of theimmobilizedwaste in a repository In Figure 3 a conventionalconcrete mixer is used to produce paste that is poured andleveled
The second category is designed as a continuous processLarge volume mixing of waste and binders and then pouringin containers or pits for storage or corrosion and fireprotection coatings insulation grouts and so forth fall in thiscategory Typically a plural delivery system is used for theseapplications in which the acid slurry is delivered from oneline and alkaline from the other Both are pumped continu-ously to a single mixer which mixes the two components in
8 ISRN Ceramics
Figure 3 Repair of Pennsylvania Turnpike using CBPC-basedMonopatch (courtesy Bindan Corporation USA)
Figure 4 CBPC coatings spray demonstration with a spray gun(courtesy Argonne National Laboratory)
a small quantity at a time and delivers it continuously from anozzle for the desired application For thin coatings a spraygun ismounted at the end which sprays it on any vertical wallor on horizontal floor Figure 4 shows the demonstration ofproducing thin coating films of 150ndash250 micrometer thick
The batch mixing process is similar to mixing concreteThe continuous mixing and pumping of individual compo-nents and then pouring are done in polymer industries andspraying is used in paint industry for emulsions Rarely pasteformed by a mixture of particulate and water is used in thepaint industry and hence adapting to the pumping methodsfor CBPC paints and coatings is not obvious because CBPCpastes are always aqueous particulate mixtures Since apumping operation is largely dependent on rheology of thepaste a delivery system for CBPC pastes requires more thanroutine knowledge of pumps In particularMgO powders arenot one of the friendliest ones when it comes to pumping inslurry form Once pumped however the mixed paste can besprayed as a thin coating approximately 125120583m thick or sameas that of commercial paint or as thick as commercial grouts
42 Research and Development in Nuclear Shielding Applica-tions and Products Nuclear radiation consists of alpha beta
gamma rays and in addition neutrons Alpha rays consist ofhelium nuclei which are heavy enough to be absorbed easilyby solid materials and hence any solid or liquid material ofsmall thickness on their way can shield them Beta radiationconsists of electrons andpositrons and is again stopped by fewmillimeters thick materials such as aluminumTherefore themajor issue is that of gamma rays and neutrons that are veryhighly energetic radiations and also penetrate materials usedin nuclear reactor vessels (concrete and steel)
The problem is not limited only to active nuclear powerplants Interim storage of nuclear fuel spent fuel rods that arereplaced bynew rods in a power reactor storage of excess highenergy nuclear materials such as highly enriched uranium(HEU) produced during cold war era that remained unused[69] all require shielding materials to store them so that theirradiation is not released in the neighboring environmentEven nuclear waste that resulted fromdevelopment of nucleararsenal during the Second World War and cold war needssecure storage facilities in the United States and FormerSoviet Union countries Needless to say that good shieldingmaterials are needed in the nuclear disaster areas such asChernobyl [45] and Fukushima [46] for containment
Denser materials or products made from heavier nucleiare the best candidates for shielding gamma rays Commonsteel is a cheap gamma ray shielding material because ironis dense Therefore steel is a preferred metal to manufacturereactor vessels
Neutrons on the other hand have exactly opposite char-acteristics They are absorbed by light nuclei and penetratethrough heavier metals Any hydrogen-containing materialsand low atomic weight elements in the periodic table such ascarbon and boron are the best performing candidates Wateris ideal Therefore spent fuel rods once they come out of thereactor are stored for several years in water pools for cooling(note that the first event that occurred in Fukushima was abreach in such a pool where leak occurred and water drainedexposing fuel rods to meltdown [46]) Thus a paradoxicalsituation arises while choosing materials the one good forgamma ray shielding is not suitable for neutrons and viseversa
The best compromise is to use steel for gamma rays andconcrete barrier for neutrons Concrete contains sufficientwater and hence hydrogen It is made of lower atomic weightmaterials such as Ca Si and Al For this reason concretebarriers are commonly used for shielding of neutrons Theproblem with concrete however is that large thickness isneeded for sufficient shielding While it may work in a powerplantwhere thickwalls can be built it is not a suitablematerialif nuclear material needs to be transported or temporarilystored because of its weight and volume
For example once the rods cool down (or their radiationdecreases to sufficiently low level) they still need to betransported in shielding casks and stored permanently inrepositories These casks need to be light which makes thickwalls of concrete unacceptable They need to resist impactheat freeze-thaw conditions and corrosion High impactstrength is difficult to achieve with concrete
CBPCs have been evaluated as shielding materials forneutrons because of their lighter weight and their ability
ISRN Ceramics 9
O 5408C 089B 321
H 271K 893P 707
Figure 5 Composition of CBPC nuclear shield for neutrons [71]
to incorporate higher level of boron Work done in a jointprogram between Argonne National Laboratory of the USDepartment of Energy Russian Federal Nuclear Center inSarov Russia and Eagle Picher Industries in the US [70 71]showed that significant amount of boron carbide can beincorporated in CBPC Joint efforts between these organi-zations came up with an optimal formulation to efficientlyshield neutron radiation A typical composition of CBPCproposed by this work is given in Figure 5
Following this study Eagle Picher Industries finalized acomposition for a material called Borobond They workedwith Oak Ridge National Laboratory (ORNL) and developedRackable Can Storage Boxes (RCSB) for safe storage ofHEU ORNL conducted modeling and experimental studiesof such boxes with fixed natural B
4C and water content
[72] Their study led to a method of quantifying the watercontent of RCSBs by fast neutron time-of-flight transmissionmeasurements (NMIS) and B
4C content with gamma ray
spectrometry for known water content The time-of-flighttransmission measurements used in their investigations canalso be used to assess the uniformity of Borobond in theRCSB Their methods are tools at the RCSB production andat storage site during the operating lifetime of the RCSBs forstorage of HEU
Figure 6 shows how neutron shielding is dependent onwater content and boron carbide concentration in BorobondThe density of the recommended product was 19 gcm3 lessthan that of concrete and yet it has superior mechanicalproperties as shown previously in Table 1 It has all lightelements and boron carbide content is as much as 41 wt
This composition was used by Eagle Picher to produceRSCBs for DOE which has stored HEU at one of itsfacilities Currently Borobond is a product line of CeradyneCorporation a 3M Company
Noting that spent nuclear fuel cannot be stored in waterpools forever and must move into a dry storage facilityArgonne National Laboratory and Federal Russian NuclearCenter scientists continued their studies to evaluate feasibility
Num
ber o
f bor
on ca
ptur
es p
er C
f fu
nctio
n
07060504030201
0
Water content
108
0604
020 Boron content
02
46
8
05
04
03
02
01
0
Figure 6 Calculated number of boron captures as a function of B4C
and content of water (wt) [72]
of using boron-containing CBPC (Ceramicrete in this case)for applications such as storage and transportation casks ofnuclear materials The work was computational A Russiancask Model RT5010 [71] was used for this study The designof the cask is shown schematically in Figure 7
This study reached to several useful conclusions
(1) CBPC with boron carbide is very effective in thermalneutron capture Thermal neutrons make up for themost flux of neutron radiation from the spent fuel thatwould be stored in a dry cask
(2) A boron carbide content of gt5 does not increasethe shielding potential of the CBPC significantly thus5wt is practical
(3) If the temperature of the shielding layer is lt100∘Cthe bound water remains in the shielding layer andhelps in shielding neutrons At higher temperaturesthe bound water is released if it evaporates from thecask the shielding property will be affected adverselyIn practice the shielding layer will be sealed and theevaporated water will remain as vapor and hence thiswill not pose a major issue in designing a cask
(4) Assuming the boundwater remains within the shield-ing material one can expect 50 to 80 shielding ofneutron flux for the cask model shown in Figure 8
(5) Overall for the design shown in Figure 7 boron-containing CBPC offers a better shielding optioncompared to others with boron and fillers
Based on this study further developments are underwaybetween Argonne National Laboratory American Industryand Former Soviet countries for superior shielding applica-tions of CBPC-based nuclear shielding products Figure 11
43 Recent Advances in the CBPC Technology for NuclearWaste Immobilization Nuclear waste has its origins in devel-opment and production of nuclear weapons in the UnitedStates Former Soviet Union and to some extent inUKThese
10 ISRN Ceramics
Spent fuel
Air
gap
Stee
l 1
Stee
l 2
Neutron shieldinglayer (Ceramicrete)
Radius
R = 1325 cm
R = 84 cm R = 90 cm R = 120 cm R = 1325 cm
Figure 7 Cross-section of Russian dry storage cask Model no RT 5010 used in the study of CBPC for neutron shielding in the Argonne-Russian Federal Nuclear Center study [71]
(1) Spent fuel
TRU 07Other 31Hardware 54Fission products 24U 664
(3) TRU
Pu 846Am 105Np 48Cm 01
(2) Other products
TRUFission
(4) Fission products
Metals isotopes 481XaKr 167Others 25I 07Tc 23CsSr 72
Zircaloy 251
0 1 2 3
Figure 8 Typical mass composition of spent nuclear fuel [73]
countries have accumulated huge amount of nuclear wastein all forms solids sludge and liquid [45] The waste canbe highly radioactive or may have very low activity Due tothe race between the western and eastern bloc countries toproduce nuclear weapons there was little regard for safe andlong-term storage of such waste but because of the currentawareness of the consequences of various radioactive wastestreams on the environment habitat and human health inboth regions efforts are being made to find ways to recycle orimmobilize these waste streams for safe storage and to protectthe environment
The mankind has faced another acute problem of nuclearcontamination of the environment resulting from the twomajor nuclear accidents (Chernobyl and Fukushima) inrecent years The clean-up efforts also have generated sig-nificant amount of waste that needs isolation [45 46]As a result there is urgency in finding suitable materialsto immobilize range of waste streams generated by suchcatastrophes
Ceramicrete was developed to address these needs andmuch has been published in the earlier literature on this topicInterested readers may findmore details in the book byWagh[8] and other articles [74 75] In the last decade howeverfurther advances have been made in this area
431 The Nuclear Legacy Waste Streams Themajor contam-inants encountered during treating these waste streams arelisted below
(a) Hazardous inorganic contaminants both high andlow-level waste streamsmay contain these chemicallyhazardous contaminants As listed in Section 317 PbCd Cr Hg and As are the elements of main concernin radioactive waste also When both radioactive andhazardous contaminants exist in thewaste suchwasteis called mixed waste Chemical immobilization ofthese elements that is converting them to insolublecompounds is the best strategy to arrest leaching ofthese elements [76 77] which is used extensively inthe CBPC technology because phosphate treatmentemployed in theCBPC technology results in insolublephosphate salts of these elements
(b) Actinides actinides especially Th U Pu and Amare prevalent in the waste but also in spent fuelrods because they are the source materials for nuclearenergy They are mainly alpha and gamma emittingmaterials and if active they will also emit neutronsThey all have high atomic weight their solubility isalmost negligible and hence they are not dispersible
ISRN Ceramics 11
in ground water The only source of contamination ofthese materials is their dispersibility as solid fine par-ticles which can be arrested by microencapsulatingthem in the CBPC matrix
(c) Fission product isotopes (Cs-137 and 138 Sr-90 Tc-99 and I-131) these isotopes of cesium strontiumtechnetium and iodine are formed during a nuclearreactionTheir relevant properties are listed inTable 3
Since most of the work on low-level waste streams wasreported in the earlier literature [74 75] we will only discussthe extensive research done during the last ten years whichwas focused on high-level waste streams Among severaloptions available for immobilization of these radioactivewaste streams [78] the most preferred technology has beenborosilicate glass technology [79 80] Waste and glass fritsare mixed together and vitrified at temperatures rangingfrom 1200∘C to 1500∘C This results in a homogenous glasswaste form that has been shown to be stable for a time scale(million years) at which time the activity of the radioactivecomponents is reduced sufficiently that it will not affect theenvironment It canmicroencapsulate transuranics extremelywell However this process is not suitable for high activitywaste streams because of the volatile components containingthe fission products of cesium strontium technetium andiodine (see eg [81]) As one may notice from Figure 8 theamount of the fission product stream is small just a fractionof a percent of the total waste And yet because of theirhigh activity and their ability to become airborne duringthe vitrification process they are unsuitable for vitrificationprocess and hence are separated into high activity wastestreams As we shall see below the CBPC process has beenthe most successful in mineralizing the fission products intostable phosphate compounds and hence immobilizing them
The high activity tank waste streams have resulted fromproduction of weapons grade nuclear fuels in the UnitedStates and Former Soviet Union countries Most are storedin underground storage tanks in the US at Hanford tankfarms in the State of Washington Savannah River in SouthCarolina and some in Idaho The waste streams vary intheir characteristics and composition but are either liquidsor sludge Reference [82] and references therein provide anoverview of the tank waste streams within the US DOEcomplex and their characteristics
While the bench scale testing was done in several earlierprojects full testing and large-scale immobilization exper-iments were conducted and success of the technology wasdemonstrated in collaborative projects between ArgonneNational Laboratory and Russian scientists on the two mostdifficult high activity tank waste streams [83 84] This workmaymake a major impact in the near future on immobilizingsuch waste streams with CBPC formulations
The high activity in these waste streams arises from thefission products prominently containing isotopes listed inTable 3 Also the waste streams can be acidic or alkalinedepending on whether attempts were made to neutralizethem with NaOH Often neutralization results in alternativeproblem of immobilizing waste streams rich in leachablesodiumTable 5Thus the problemof immobilizing tankwaste
streams boils down to the following three (a) immobilizingfission products and trace levels of actinides (b) getting ridof excess water without volatilizing any of the contaminantsand (c) immobilizing sodium to a level that it does not leachout sufficiently to affect the structure of the waste form
Several studies have been conducted in demonstratingimmobilization of these waste streams using CBPCs [85ndash88]Notable and detailed analysis among these was done in acollaborative project between Argonne Vernadsky Instituteof Radiochemistry in Moscow and Production Researchat Mayak a nuclear waste facility in Russian Federationwhich also has stored similar waste Figure 10 Reference[64] provides the major results of the entire project Thisproject demonstrated immobilization of typical two highactivity liquid waste streams from Hanford and two fromMayakThis team effort was highly successful in showing thesimplicity and effectiveness of CBPC in immobilizing thesewaste streams at small scale to 55 gal drum size Initial studywas with simulated waste streams and success of this studyled the scientists to tackle actual waste streams Reference[88] contains details of the methodology nature of the wastestreams additives in the CBPC formulations to immobilizedifficult contaminants properties of the waste forms andtheir performance
This collaborative work directed by Argonne NationalLaboratory on behalf of the US Department of Energy makesall other similar work outdated because this work usedthe methods developed in previous work tested and thenwent beyond to produce waste forms at production levelThe team concluded that CBPC technology can be used inpractice without any concern about pyrophoricity volatilitygas generation or leaching of contaminants For this reasonwe will not delve on any other previous work but summarizeresults of this project
Table 4 lists the composition of each of the waste streamDetails of adding these stabilizers are described in the
paper [88]It is the opinion of this author that Cs and Sr do not need
stabilizers because using the solubility analysis presentedin [8] it is possible to show that Sr is a sparsely solublemetal and it will form SrKPO
4 Cs being an alkali metal
will be converted to insoluble MgCsPO4 This mineralization
of Sr and Cs has been verified in the authorrsquos unpublishedwork Both SrKPO
4and MgCsPO
4have negligible aqueous
solubility and as will be seen later perform well in leachingtests
Table 6 lists the waste loading in the final waste formsand their physical properties All results are reproduced from[88]
For waste streams with low-solid content of 16ndash52wtsolids the waste loading has been very significant This isbecause as in Portland cement CBPCs require water andbind significant amount in their crystalline structure
There are both benefits and drawbacks of the approachof binding water and increasing the waste loading Forexample if glass vitrification technology is to be used forimmobilizing these waste streams the water will evaporatebut then the fission products will also evaporate causing
12 ISRN Ceramics
air contamination They can be captured somehow in off-gas system but then need a lower temperature method ofstabilizing them At the same time the vitrified waste formwill have very small volume and will cost a lot less intransportation and long-term storage On the other handthe CBPCwaste form provides a significantly simpler processwith the least concern for volatility of the fission products butincreases the cost of transportation and storage because of itslarge volume
The effectiveness of waste immobilization method isdetermined bymainly three tests AmericanNuclear SocietyrsquosANS 161 test [89] determines the leaching index (negativeof logarithm of the diffusion constant) for each of theradioactive contaminants The test is carried out at roomtemperature by immersing a geometrically regular sample indeionized and distilled water over 90 days Aliquots of theleachate solution are drawn at specified periods and analyzedfor the contaminant concentration These numbers allowone to determine the diffusion constant of the particularcontaminant in the waste form and that in turn allows one torepresent the result as the leaching index Table 7 summarizesthese results in this project
The other leaching test is for the durability of the wasteform itself Product Consistency Test (PCT) [66] determinesthe leaching rate of the major components of the wasteformThe test was designed for vitrified glass and hence thecomponents are Si Ca Al and B For CBPC however theywill have to be Mg K and P
In PCT a sample in cylindrical shape of more thantwenty times the area compared to its volume is selectedand immersed in distilled and deionized water The leachingexperiment is conducted for 7 days at a constant temperatureof 90∘C At the end of the test a sample of the leachate wateris analyzed for the major elements of the waste form and theleaching rate is determined per unit area of the surface Againthe results are included in Table 7 of this test on all four wasteforms
A third test is designed for hazardous metals defined byResource Conservation and Recovery Act (RCRA) of the USEnvironmental Protection Agency [90]
The literature has been very scanty about the leachingindex for contaminants from vitrifiedwaste form and hence itis very difficult to make a comparison of the results presentedin Table 7 with glass waste form However [85 86] provideleaching index for various fission products on simulated tankwaste streams in different waste forms Generally their bestresults are gt9 for the leaching index for any of the fissionproducts This may be compared with the results given inTable 7 for actual radioactive contaminants Inmost cases theresults are several orders of magnitude higher than that forsimulated waste forms reported earlier (Note that increasein one number in the leaching index is a decrease by afactor of 10 in the diffusion constant because LI = minuslog(diffusion constant)) The only exception is that for iodinein M1 and Se in H1 In the first case the value is by oneorder less than 9 but in the other case it is still higher than9 but not by several orders Thus one may conclude thatthe CBPC technology performs far better than the expectedperformance of immobilized fission products waste forms
Pacific Northwest Laboratory scientists conducted vitrifi-cation experiments for similar liquid waste streams [91] andmeasured the leach rate of themajor constituents of the wasteforms Since boron sodium lithium aluminum and siliconare the constituents of their borosilicate glass they conductedthe PCT and measured the leaching rates for these elementsThey show that the leaching results for the waste form of thestreamAZ-102 (termed asH2 in Table 7) are 00063 gm2sdotdayfor boron 0052 gm2sdotday for sodium 005 gm2sdotday forlithium 000786 gm2sdotday for aluminum and 0033 gm2sdotdayfor silicon all higher than those observed for the majorconstituents of phosphate waste forms (see Table 7) Thisshows that it is not necessary to resort to high temperature-processes to immobilize secondary waste streams and room-temperature processes are capable of providing a rugged andleach resistant matrix for them
Apart from the leach resistance of the waste forms thereare other issues Radiolytic hydrogen [92] may be generateddue to splitting of water and other hydrogen-containingmolecules by intense radiation Wagh et al have conductedseveral studies on actinides in CBPC When actual uraniumand plutonium containing ash waste were immobilized theradiolytic gas yield was 013mol H2100 ev which is lowerthan that in cement waste form Test details and comparativedata may be found in [93] This implies that the bound waterin CBPCwaste form did not play a major role in the gas yield
In summary CBPC technology is applicable to immo-bilization of the most acute high activity waste It has beentested with actual waste and at full scale and is the bestcandidate for deployment in the current state of its art
432 Spent Nuclear Fuel [51] In nuclear power plants thenuclear fuel rods are used for the fission of nuclear materialto produce electricityThey need to be changed every 10 yearsor so These spent fuel rods are becoming a big liability forthe nuclear industry and need long-term storage becausethey are still highly radioactive when they come out of thereactor vessels They irradiate neutrons and hence need to bestored for quite some time inwater pools so that the irradiatedneutrons are absorbed by water till they cool down and theneutron intensity depletes sufficiently so that they can thenbe stored in alternative dry storage casks and transported topermanent storage repositories
The general composition of spent fuel is given in Figure 8and the complete nuclear fuel cycle from power generation towaste form fabrication is presented in Figure 9
As onemay notice from Figure 9 once the uranium ore ismilled and enriched fuel rods are fabricated which then areloaded into the reactor where their high activity is used forpower generation After they become less efficient due to thedecay process they can be either used for reprocessing ormaybe simply sent for storage Both options are used dependingon the availability of sufficient fuel in every nuclear countryThe spent fuel is stored in water pools with a hope ofimmobilization and ultimate storage in a repository as a glasswaste form
Unfortunately in most countries the fuel rods haveremained in water pools because the logistics of building
ISRN Ceramics 13
Nuclear fuel cycles and unresolved issue
Uranium ore NORM waste
Fuel fabrication
Power generation
Spent fuel
Contaminated ware equipmentEncapsulation disposal
Con
tam
inat
ed w
are
equi
pmen
tEn
caps
ulat
ion
disp
osal
Vitr
ifica
tion
stor
age
or d
ispos
al
Milling enrichmentVolatiles
Nuclear power
Reprocessing
Figure 9 Nuclear fuel cycle and waste form production and theunresolved issue of volatiles
Figure 10 Cross-section of a 55 gal drum scale surrogate salt wasteform produced by P R Mayak in Russia with funding fromUSDOEand in collaboration with Argonne National Laboratory (2007)(source Argonne file photo)
permanent repositories has not been resolved due to eco-logical issues and resistance from stakeholders and localauthorities Even if the repository issues are resolved thespent fuel needs to be immobilized in a nonleachable anddurable medium
In the entire cycle other high volume but low activitywaste streams are generated too These are either encap-sulated in a cementitious waste form or simply stored innonleachable drums in an underground repository such asWaste Isolation Pilot Plant (WIPP) in the United States [94]
The previous section on high activity liquid wastestreams the waste forms exhibit very high leaching resis-tance comparable to that of glass waste forms Since thevitrification technology is still not a full-fledged route toimmobilization of spent fuel the issue of volatile byproductwaste streamhas not come to the forefront of the final schemefor handling the spent fuel When the issue will come tothe forefront CBPC may turn out to be the most usefultechnology supplementing the glass waste form technology
Figure 11 Demonstration samples of CBPC-based Borobond neu-tron shielding products Source Ceradyne Boron products website
Figure 12 Demonstration of sewage pipe coating with Grancrete(Grancrete Inc Taipei Taiwan) (httpwwwdynamocomtw)
5 CBPC Products in the Market
The CBPC technology was initially developed for nuclearwaste immobilization Its first application was as a nuclearshielding material Eagle Picher Technologies LLC perfectedthe technology by introducing boron in Ceramicrete whichwas used and is probably still being used inUSDepartment ofEnergy complex for waste immobilization and nuclear shield-ing However its commercial product named Borobond forshielding of neutrons was developed by Boron Departmentof Eagle Picher but now is owned by Ceradyne Corporationand hence 3M Company and is an established commercialproduct
In structural materials area the CBPC technology is wellsuited to fulfill needs for products that do not exhibit draw-backs of cement and polymer products CBPC materials areinorganic and hence nonflammable They exhibit negligibleporosity and extremely low water permeability Table 2 Theybond to all earth materials such as limestone sand stoneand even conventional cement concrete They also bond to
14 ISRN Ceramics
Figure 13 Insulated and solar reflective CBPC roof tile of inChennai India (httpwwwthermalcarein)
themselves In the next section we will see that comparedto other equivalent products they are very environmentallyfriendly
As was discussed briefly in Section 41 the structuralproducts applications lie in two categories
(a) cements grouts and concrete(b) coatings
In both areas several small businesses have madegood strides in entering markets For example inthe United States Bindan Corporation of Oak BrookIllinois (httpwwwbindancorpcom) and Grancrete Inc(httpwwwgrancretenet) of North Carolina have beenin business for at least last 10 years producing road repairmaterials concrete repair products floor-surfacing productsand so forth Grancrete has shown its presence in Taiwanand Japan for the same applications Figure 12
Realizing that CBPCs are more expensive comparedto Portland cement CBPC concretes are not cost effec-tive Therefore only value-added products are commerciallyviable Because of this reason recent trend has been toexploit unique properties of CBPCs and design products withperformance superior to current products in the market
One example is roof tiles named Thermal Care Tilesin Chennai India (httpwwwthermalcarein) With CBPCformulations and additives these tiles can reduce impactof hot sun in houses to the extent of 8ndash10∘C by providinghigh reflectivity to solar radiation and also providing highthermal insulation properties Figure 13 CBPC-based coatingproducts are probably the most unique ones among theseEon Coat Inc (httpwwwEonCoatcom) has introducedcorrosion and fire protection coatings that exhibit outstand-ing properties Their coatings do not show corrosion of thesubstrate or osmotic blistering [94] even when samples areexposed for 1000 hours in salt-spray chamber [95] In thesame way the Flame Spread test [96] shows no flame spreadat all and surpasses all organic coatings in performanceLearning the excellent performance ofCBPC-based productsnew companies are investing to develop range of products inthe structural materials area
There have beenmethodical attempts to develop bioactivedental and prosthetic cements using phosphates in the past[97] and also to exploit antibacterial properties of these
materials [98] Since CBPC materials are phosphate basedthey are uniquely positioned to match with compositionof bones and teeth in which hydroxyl apatite a calciumphosphate hydrate is the main component Using modernCBPC for this application was conceived by Wagh et al [99]and subsequent research led to root canal materials ownedby Dentsply company Following this Bindan Corporationdeveloped its own intellectual property [100] that led toa product called OsteoCrete marketed by Bone SolutionsInc (httpwwwbonesolutionsnet) for multiple orthopedicsolutions including bone void filler Tay et al [101] haveprovided the most recent advances in this area
There have been many other areas in which preliminarywork has been done in application of CBPCs but commercialexploitation has not occurred as yet Notable areas are CBPCsfor oil fields [102ndash104] and fiber reinforced products [68 105]
In summary CBPC technology and its products andCeramicrete in particular have entered various markets indifferent parts of the world The new products have potentialto be transferred from small businesses to larger onesBorobond the first product has been a good example ofthis which was developed by Eagle Picher and then wentto Ceradyne a bigger company and now 3M Companyowns Ceradyne Such acquisitions may provide much widervisibility to unique CBPC products
6 Environmental Effects of CBPC
CBPCs are mineral based materials like Portland cementTherefore the main environmental effect parameters seenin use of these materials are similar to that of PortlandcementThese include greenhouse gas emissions and fugitiveparticulates released in the atmosphere While the latter canbe controlled with good work practices the first one is builtin the chemistry of the process itself and cannot be avoided
There are two major sources of greenhouse gases inthese technologies Carbon dioxide is bound in the rawmaterials such as limestone and dolomite which escapesduring extraction of the appropriate raw material This maybe termed as the direct emission
The second source of greenhouse gas emission is theenergy consumption in producing the final product Thisincludes carbon dioxide generated by the energy use in min-ing of appropriate minerals their transport extraction of thedesired ingredients for the product production operationspackaging and shipping Emissions resulting from thesemay be called process emissions Process emissions may bereduced only by reducing energy consumption and therebyrelease of greenhouse gases
Thedirect emissions in Portland cementmanufacture andCBPCs are different because the two products use differentraw materials However operations from manufacture toshipping are very similar in both cases and hence one canassume that their process emissions are also similar thoughnot the same
US Environmental Protection Agency (EPA) has pro-vided guidelines for calculation of direct emissions [106]Following that we have calculated direct emissions from theCBPC manufacture and compared that to the emissions in
ISRN Ceramics 15
Table 2 Water permeability and mechanical properties of CBPC with wollastonite and other fillers [29]
Composition (wt) Strengths (psi) Fracture toughness (MPasdotm12) Water absorption (wt)Binder Wollastonite Other Compressive Flexural40 60 Nil 8426 1474 066 250 50 Nil 7755 1236 063 230 30 Sand 40 6264 1255 063 3100 Nil Nil 3500 1100 NA 1540 Nil Ash 60 11507 1474 019 178
Typical Portland cement concrete 8000 940 NA 10ndash20
Table 3 Specific activity and boiling point of fission products [6263]
Fission product Half-life (yrs) Specific activity(Cig)
Boiling point(∘C)
Sr-90 28 140 1384Cs-137 30 870 6784Cs-135
3119864 + 6 00012 6784Tc-99 (as NaTcO4) 21119864 + 5 017 100I-131 1802 days gt5000 184
cement sector Taking the example of Ceramicrete as a CBPCthe actual calculations are provided in the appendix Thesecalculations show that direct emissions from Ceramicretemanufacture are 40 less than that in manufacturing ofcement This is mainly because Ceramicrete contains 60 flyash which is an industrial byproduct from the utility industryand direct emission contribution to this component is zero
Assuming the process emissions are the same for thesame tonnage of both products when the direct and processemissions are added Ceramicrete emits only 20 less green-house gases compared to Portland cement Thus there is nosubstantial gain in using CBPCs cement
As we have seen in Section 5 CBPCs are also used asinorganic coatings Here they can be environmentally veryfriendly alternatives to polymer coatings This is becauseCBPC coatings are the first inorganic alternatives to organiccoatings Therefore CBPCs can make a big difference in thecoating world This may be seen in the following analysis
The ecological impact of CBPCs arises from four majorfactors which are described in [67]
(a) greenhouse gas emissions(b) low-level ozone emissions(c) acidification(d) eutrophication
Greenhouse gas emissions are the same as the directemissions discussed above in context of cement industryLow-level ozone emissions result from release of volatileorganic compounds (VOCs) into the environment duringmanufacturing of organic paints and their use Acidificationon the other hand is due to sulfur in the polymers that resultsin formation of oxides of sulfur and eventually sulfuric acidwhich is harmful to the nature
We can use the numbers from the appendix for green-house gas emissions Ozone depletion is nonexistent in thecase of CBPCs because there are no VOCs in CBPC coatingsAcidification is also not an issue because CBPC coatingsdo not contain sulfur compounds They contain phosphatecompounds but phosphate release is negligible as has beenshown in several Product Consistency tests (see eg PCTdata in Table 4) Thus acidification is not an issue
The fourth factor eutrophication [107] is the result ofleaching of nutrients into soil and water streams that produceunwanted algal growth which chokes aquatic life and plantgrowth CBPCs contain significant amount of phosphatesThey are also good fertilizers and their presence in aquaticstreams can be a problem Fortunately Product Consistencyleaching results presented in Table 7 conducted by us haveshown that CBPC products release phosphates extremelyslowly into ground water and hence good CBPC productsshould not affect the environmentThese conclusions are verypreliminary and detailed investigations are needed in thisarea for a given application
In light of these observations we have summarized thebenefits of CBPC coatings over polymeric coatings in Table 8For the sake of calculations we have assumed the coatingcomposition is the basic Ceramicrete binder (MgO andmonopotassium phosphate and 35 water in the coating)
Table 8 shows that CBPC coatings produce only about15 of solvent-based varnish and 80 of solvent-based alkydpaint They produce no ozone damaging VOCs nor anyoxides of sulfur that lead to acidification Their potentialfor eutrophication is negligible because CBPC coatings arelike phosphate minerals and leaching of phosphate in theenvironment is minimal
7 Conclusions
CBPCs in a period of 20 years have made major strides invarious fields fromnuclear waste immobilization safe storageof nuclear materials and structural products and in dentaland prosthetic applications The first ten years were investedin understanding the chemistry of these materials as well aslength and breadth of their possible applications and carvingout focus areas for products development The last ten yearshave seen them entering the market all over the world
CBPCs were invented primarily to immobilize low-levelradioactive waste In last 10 years however research hasdemonstrated that they may as well be used to tackle the
16 ISRN Ceramics
Table 4 Waste streams tested in the Russian project [64]
Nature of the contaminant H1 H2 M1 M2
Waste sourceSupernatant from
HanfordAN-105
Supernatant fromMayak Russia
Sludge fromHanford AZ-102
120572-Bearing wastefromMayak
RussiaSolids content (wt) 52 38 35 16
Major benign ions (gL)Na+-256NO3
minus-167NO2
minus-113OHminus-84
Na+-265NO2
minus-85OHminus-43
Na+-99NO3
minus-38NO2
minus-295OHminus-90
Na+-83NO2
minus-24
Activity of actinides (BqL)239Pu-121198648237Np-121198648
239Pu-351198648237Np-241198646241Am-801198648
Sa-131198645
Fission products
90Sr-211198647137Cs-24119864799Tc-631198648131I-1 1119864775Se-271198646
90Sr-511198648137Cs-12119864799Tc-191198649
90Sr-151198646137Cs-581198641099Tc-631198648129I-231198646
Hazardous metalsCr-29 as CrO4minus
Pb2+-007Cd2+-0003
Cr3+-024Pb2+-001Cd2+-5Ni2+-24
Cr-7 as CrO4minus Ni2+-24
Table 5 Neutralization and stabilization additives
Issue AdditiveNeutralization of alkaline streams Small amount of H3PO4
Tc+7 (in pertechnetate state) lt05 SnCl2 [64]Iminus AV-17 resin in Clminus formCs and Sr K4[Fe(CN)6] sdot 3H2O
Table 6 Physical properties of the waste forms
Loading and properties H1 H2 M1 M2Waste loading 35 44 43 34Density (gcm3) 16-17 17-18 18 18Compressive strength (MPa) 25ndash55 40ndash55 gt20 gt20
most difficult issue of volatile high activity fission productswhere high temperature technologies fail They have enteredthemarket as nuclear shieldingmaterials in an aggressiveway
Because CBPCs can be used as grouts or coatings appli-cations may extend well beyond what we see in the marketThey have zero flame spread and high reflectivity to infraredradiation and may be used very widely in fire protection andinsulation They have shown excellent corrosion protectionof steel Therefore they may turn out to be the first inorganiccorrosion protection coatings Efforts are underway in theindustry to bringCBPCproducts in themarket in these fields
All this has happened with only one composition ofmagnesium oxide and monopotassium phosphate known asCeramicrete Potential to develop products lies well beyondthe current state of the art because a wide range of otherformulations is feasible It is hoped that the fundamentalworkreported during the first 10 years and applications-orientedprogress during the last 10 years will lead to wider curiosity
Table 7 Results of leaching results
Contaminants H-1 H-2 M-1 M-2ANS 161 90-day immersion test for radioactive contaminants [65]
Actinides237Np 128 136239Pu 135 144 Total alpha
= 129241Am 146
Fission products90Sr 109 132 111137Cs 114 115 13099Tc 99 10231I 112 7975Se 96
PCT 7-day immersion test at 90∘C for product constituents(gm2sdotday as normalized leaching rate [66])
Mg41119864minus6 71119864minus7 66119864minus5 16119864 minus 5
K19119864minus2 11119864minus2 24119864minus2 24119864 minus 2
PO4 63119864minus3 18119864minus3 72119864minus3 95119864 minus 3
Na17119864minus2 93119864minus3 24119864minus2 21119864 minus 2
Toxicity characteristic leaching procedure for hazardous elements(ppm) [66]Element Reg limitPb 075 0005 0004 008Cr 06 004 0006 02Cd 011 0001 0008Ni 110 lt01 05 07
in thesematerials and result inmore investment and productsdevelopment
ISRN Ceramics 17
Table 8 Comparison of environmental impact factors of CBPCand typical commercial coatings Data for commercial coatings isreproduced from [67]
CoatingsDirect
emissions(gkg)
Low-levelozone
(g ethanekg)
Acidification(g Soxkg)
Eutrophication(g P2O5kg)
Solvent-based varnishBindingagent 8816 42 74 09
Solvent 11457 21 68 07Total 20273 63 142 16
Solvent-based alkyd paintBindingagent 2834 08 32 03
Filler 253 001 03 83Solvent 639 03 10 01Total 3726 111 45 87CBPCcoatings 300 00 00 Very low but to
be quantified
Appendix
Calculations of Direct Emissions fromCBPC Production
One ton of Portland cement produces one ton of CO2
It consists of two parts direct emissions resulting fromdecomposition of limestone into CaO and CO
2and the rest
from process parameters such as fuel consumption transportof raw materials grinding and sieving operations and trans-port and shipping Direct emissions can be calculated fromchemistry and thermodynamics while the process emissionsare site specific and must be monitored and determined ateach plant [67] This is also true for CBPC cement productsalso However due to process similarities it is quite likely thatthe process emissions in both cases will be similar For thisreason we will calculate the direct emissions and comparethe environmental benefits of CBPCs
1 Calculation of Direct Emissions in Portland Cement Produc-tion Direct emissions in Portland cement manufacture arisefrom clinkering limestone (calcium carbonate) at 1500∘C toproduce calcium oxide by the decomposition
CaCO3= CaO + CO
2 (A1)
Molar weights of CaO and CO2are 56 and 44 gmole
Portland cement contains approximately 64wt CaOwith the rest being silica and alumina Therefore directemission of CO
2to produce one ton of cement is
molar weight of CO2molar weight of CaCO
3times
064 = (4456) times 064 = 05
This means direct emission is 05 kgkg of cement and05 kgkg of CO
2because of other production and distribu-
tion processes
2 Calculation of Direct Emission in Ceramicrete ProductionComposition of Ceramicrete is 10 wt MgO + 30wtMKP + 60wt fly ash MgO is produced from dolomiterock which is MgCa(CO3)2 or MgCO3 + CaCO3 It is againcalcined at 1500∘C and MgO and CaO are separated
Assuming equimolar proportion of MgCO3and CaCO
3
in dolomite rock the proportion of MgCO3and CaCO
3is
457 wt to 543 wt This gives us
MgO content = MgOMgCO3times 457
= 0403 times 457 = 1828(A2)
This means kg of dolomite rock will produce 1828 g of MgOTotal amount of CO
2released during calcination of
dolomite comes from decomposition of CaCO3andMgCO
3
The decomposition equations for the two components are
CaCO3= CaO + CO
2
MgCO3= MgO + CO
2
(A3)
Using molar weights of the components we find that CO2
content in dolomite rock is 478 wt Thus
CO2produced per ton of MgO = 478
1828
= 259 tons(A4)
Ceramicrete contains 10wt MgO Therefore Ceramicreteproduces 259 g of CO
2per kg of Ceramicrete because of use
of MgO in itSimilarly monopotassium phosphate also produces CO
2
MKP is produced frompotassiumcarbonate by reacting itwith phosphoric acid during which CO
2is released as given
in the equation below
K2CO3+H3PO4= 2KH
2PO4+ CO2+H2O (A5)
Molar weights of K2CO3 H3PO4 and KH
2PO4are 124 98
and 272 gmole respectively So to produce 272 kg of MKPwe produce 44 kg of CO
2
Thismeans to produce one kg ofMKP we produce 44272= 016 kg of CO
2
Thus contribution of CO2due to MKP = 03 times 016 =
0048 kgkg of Ceramicrete Therefore total direct emissionwhich is the sum of emissions due to MgO and MKPproduction is
0259 + 0048 = 03 kgkg of Ceramicrete (A6)
This is 60 of direct emission in cement production
3 Total Emission Reduction Since both processes use verysimilar processing technology we assume the process emis-sions to be similar equal to 05 ton of CO2kg
total emission in Ceramicrete = 03 + 05 = 08 ton ofCO2kg of Ceramicrete
18 ISRN Ceramics
total emission in cement = 05 + 05 = 1 kgkg ofcement
The paper is intended to disseminate scientific progress inthe subject explained to a wider scientific audience with thehope that it will lead to further research and development inthis field for the benefit of a wider international community
Conflict of Interests
Theauthor declares that he has no financial interest in writingthis paper
References
[1] J Aspdin ldquoAn improvement in themodes of producing artificialstonerdquo British Patent 5022 1924
[2] S Sorel ldquoOn the new magnesium cementrdquo Comptes RendusHebdomadire des Seances de lrsquoAcademie des Sciences vol 65 pp102ndash104 1867
[3] A D Wilson ldquoThe chemistry of dental cementsrdquo ChemicalSociety Reviews vol 7 no 2 pp 265ndash296 1978
[4] A Wilson and J Nicholson Acid-Base Cements CambridgeUniversity Press 1993
[5] C Shi P Krivenko and D Roy Alkali Activated Cements andConcretes Taylor and Francis New York NY USA 2006
[6] J Davidovits Geopolymers Chemistry and Applications seriesin civil and structural engineering Woodhead Publishing2009
[7] J L Provis and J S J van Deventer Geopolymer StructuresProcessing Properties and Industrial Applications WoodheadPublishing 2009
[8] A S Wagh Chemically Bonded Phosphate Ceramics Elsevier2004
[9] A E R Westman Phosphate Ceramics Topics in PhosphateChemistry vol 9 John Wiley and Sons New York NY USA1977
[10] T Kanazawa Inorganic Phosphate Materials chapter 1 Elsevier1989
[11] W H Rollins ldquoA contribution to the knowledge of cementsrdquoDental Cosmos vol 21 pp 574ndash576 1979
[12] E S Gaylord ldquoOxyphosphates of zincrdquo Archives of Dentistryvol 33 pp 364ndash380 1989
[13] H Fleck ldquoChemistry of oxyphosphatesrdquoDental Items of Interestvol 24 article 906 1902
[14] W Souder and G Paffenberger Physical Properties of DentalMaterials (US National Bureau of Standards Circular NoC433) 1942
[15] W S Crowell ldquoPhysical chemistry of dental cementsrdquo Journalof the American Dental Association vol 14 pp 1030ndash1048 1927
[16] E W Skinner Science of Dental Materials W B SaundersPhiladelphia Pa USA 3rd edition 1947
[17] B W Darwell ldquoAspects of chemistry of zinc phosphatecementsrdquo Journal of the American Dental Association vol 14pp 1030ndash1048 1929
[18] A D Wilson ldquoZinc oxide dental cementsrdquo in Scientific Aspectsof Dental Materials J A von Fraunhofer Ed pp 159ndash190Butterworths London UK 1975
[19] P J Wisth ldquoThe ability of zinc phosphate and hydro phosphatecements to seal band spacesrdquo Angle Orthodontist vol 42 no 4pp 395ndash398 1972
[20] A S Wagh and S Y Jeong ldquoChemically bonded phosphateceramics I a dissolution model of formationrdquo Journal of theAmerican Ceramic Society vol 86 no 11 pp 1838ndash1844 2003
[21] A S Wagh S Grover and S Y Jeong ldquoChemically bondedphosphate ceramics II warm-temperature process for aluminaceramicsrdquo Journal of the American Ceramic Society vol 86 no11 pp 1845ndash1849 2003
[22] A S Wagh and S Y Jeong ldquoChemically bonded phosphateceramics III reduction mechanism and its application to ironphosphate ceramicsrdquo Journal of the American Ceramic Societyvol 86 no 11 pp 1850ndash1855 2003
[23] A S Wagh and C Primus ldquoMethod and product for phospho-silicate slurry for use in dentistry and related bone cementsrdquo USPatent 7 083 672 2006
[24] C S Rostaing di Rostagni ldquoVerfahrung zur Darstellung vonKitten fur sahnarztliche und ahnliche Awecke bestehend vonGemischen von Pyrophophaten des Calciums oder Bariumsmit den Pyrophosphaten des Zinks oderMagnesiumsrdquo GermanPatent 6015 1878
[25] S B Palmer ldquoZinc phosphatesrdquoDental Cosmos vol 33 pp 364ndash380 1891
[26] A SWagh S Y Jeong and D Singh ldquoHigh strength phosphatecement using industrial byproducts ashesrdquo in Proceedings ofthe 1st International Conference on High Strength Concrete AAzizinmini D Darwin and C French Eds pp 542ndash553 TheAmerican Society of Civil Engineers 1997
[27] W Postl FWalter K Ettinger andH-P Bojar ldquoErsterNachweisdes Kalium-Analogons MgK(PO
4)6H2O von Struvit und der
kristallinen Phase Mg2KH(PO
4)215H2O aus dem ehemali-
gen Bleibergbau Rossblei Eschachalm Schladminger TauernSteiermark Osterreichrdquo Joannea Mineralogie vol 1 pp 45ndash522000
[28] S Graeser W Postl H-P Bojar et al ldquoStruvite-(K) KMgPO4
6H2O the potassium equivalent of struvite a new mineralrdquo
European Journal of Mineralogy vol 20 no 4 pp 629ndash6332008
[29] A S Wagh S Jeong D Lohan and A Elizabeth ldquoChemicallybonded phospho-silicate ceramicsrdquo US Patent 6 518 212 2003
[30] M Pourbaix Atlas of Electrochemical Equilibria in AqueousSolutions National Association of Corrosion Engineers Hous-ton Tex USA 1974
[31] E Soudee and J Pera ldquoMechanism of setting reaction inmagnesia-phosphate cementsrdquo Cement and Concrete Researchvol 32 no 1 pp 153ndash157 2002
[32] E Soudee and J Pera ldquoInfluence of magnesia surface onthe setting time of magnesia-phosphate cementrdquo Cement andConcrete Research vol 32 no 1 pp 153ndash157 2002
[33] M A Carvalho and A M Segadaes ldquoThe hydration of mag-nesium phosphate cements effect of powder characteristics onthe reaction kineticsrdquoMaterials Science Forum vol 591ndash593 pp833ndash838 2008
[34] E M Gartner and D E MacPhee ldquoA physico-chemical basisfor novel cementitious bindersrdquo Cement and Concrete Researchvol 41 no 7 pp 736ndash749 2011
[35] Z Ding B Dong F Xing N Han and Z Li ldquoCementingmechanism of potassium phosphate-based magnesium phos-phate cementrdquo Ceramics International vol 38 pp 6281ndash62882012
[36] F Xing Z Ding and Z-J Li ldquoStudy of potassium-basedmagnesium phosphate cementrdquo Advances in Cement Researchvol 23 no 2 pp 81ndash87 2011
ISRN Ceramics 19
[37] A S Wagh and S Jeong ldquoChemically bonded phosphateceramics of trivalent oxides of iron andmanganeserdquo US Patent6 498 119 2002
[38] L C Chow ldquoCalcium phosphate cements chemistry proper-ties and applicationsrdquo in Proceedings of the Materials ResearchSociety Symposium vol 599 pp 27ndash37 2000
[39] C Klein andC S Hurlbut JrManual ofMineralogy JohnWileyand Sons New York NY USA 20th edition 1985
[40] T Sugama and L E Kukacka ldquoMagnesium monophosphatecements derived from diammonium phosphate solutionsrdquoCement and Concrete Research vol 13 no 3 pp 407ndash416 1983
[41] T Sugama and L E Kukacka ldquoCharacteristics of magnesiumpolyphosphate cements derived from ammonium polyphos-phate solutionsrdquo Cement and Concrete Research vol 13 no 4pp 499ndash506 1983
[42] T Finch and J H Sharp ldquoChemical reactions betweenmagnesiaand aluminium orthophosphate to form magnesia-phosphatecementsrdquo Journal of Materials Science vol 24 no 12 pp 4379ndash4386 1989
[43] S Y Jeong and A Wagh ldquoFormation of chemically bondedceramics with magnesium dihydrogen phosphate binderrdquo USPatent 6 776 837 2004
[44] D Singh A Wagh and M Tlustochowicz ldquoZirconium phos-phate waste forms for low-temperature stabilization of cesium137-containing waste streamsrdquo in Environmental Issues andWaste Management Technologies in the Ceramic and NuclearIndustries II Ceramic Transactions Volume 72 V Jain and D KPeeler Eds pp 167ndash178 1996
[45] IAEA ldquoEstimation of global inventories of radioactive wasteand other radioactive materialsrdquo Report IAEA-TECDOC-15912007
[46] World Nuclear Association httpworld-nuclearorginfoSafety-and-SecuritySafety-of-PlantsFukushima-Accident-2011UdM uv0RjM
[47] IAEA ldquoFukushima Daiichi status reportrdquo 2012[48] Nuclear Decommissioning Authority (UK) Radioactive wastes
in the UK Summary of the 2010 inventory URN 10D196NDASTSTY (11) 005 2011
[49] J H Saling Y S Tang and A W Fentiman Radioactive WasteManagement CRC Press 2nd edition 2001
[50] US DOE ldquoStrategy and management and disposal of usednuclear fuel and high-level radioactive wasterdquo 2013
[51] US EPA ldquoSpent nuclear fuel and high level radioactive wasterdquohttpwwwepagovradiationdocsradwaste402-k-94-001-snf hlwhtml
[52] ldquoNuclear fission productsrdquo httpenwikipediaorgwikiNu-clear fission product
[53] C C Lin Radiochemistry in Nuclear Power Reactors TheNational Academy Press 1996
[54] US Environmental Protection Agency ldquoTreatment standardsfor hazardous debrisrdquo 40 CFR Part 268 45 1994
[55] W H Rollins ldquoA contribution to the knowledge of cementsrdquoDental Cosmos vol 21 pp 574ndash576 1879
[56] Q Yang and X Wu ldquoFactors influencing properties of phos-phate cement-based binder for rapid repair of concreterdquoCementand Concrete Research vol 29 no 3 pp 389ndash396 1999
[57] D A Hall R Stevens and B El-Jazairi ldquoThe effect of retarderson the microstructure and mechanical properties of magnesia-phosphate cement mortarrdquo Cement and Concrete Research vol31 no 3 pp 455ndash465 2001
[58] S Y Jeong and A Wagh ldquoFormation of chemically bondedceramics with magnesium dihydrogen phosphate binderrdquo USPatent 6 776 837 2004
[59] ldquoBASF productrdquo httpwwwbuildingsystemsbasfcomp02USWeb-Internetbuildingsystemsen GBcontentmicrosit
[60] D A Hall R Stevens and B El Jazairi ldquoEffect of water contenton the structure and mechanical properties of magnesia-phosphate cement mortarrdquo Journal of the American CeramicSociety vol 81 no 6 pp 1550ndash1556 1998
[61] A S Wagh D Singh and S Jeong ldquoChemically bondedphosphate ceramics for stabilization and solidification of mixedwasterdquo in Hazardous and Waste Treatment Technologies Hand-book C H Ho Ed chapter 6 3 1 pp 1ndash18 CRC Press 2001
[62] W L Ebert S F Wolf and J K Bates ldquoRelease of technetiumfrom defense waste processing facility glassesrdquo in Proceedings ofthe MRS Fall Symposium pp 221ndash227 November 1995
[63] WM Haynes Compiled from CRCHandbook of Chemistry andPhysics CRC Press Boca Raton Fla USA 93rd edition 2012
[64] S E Vinokurov Y M Kulyako O M Slyuntchev S IRovny and B FMyasoedov ldquoLow-temperature immobilizationof actinides and other components of high-level waste inmagnesium potassium phosphate matricesrdquo Journal of NuclearMaterials vol 385 no 1 pp 189ndash192 2009
[65] D Singh V RMandalika S J Parulekar andA SWagh ldquoMag-nesium potassium phosphate ceramic for 99Tc immobilizationrdquoJournal of Nuclear Materials vol 348 no 3 pp 272ndash282 2006
[66] American Society for Testing of Materials ldquoStandard testmethod for static leaching of monolithic waste forms fordisposal of radioactive wasterdquo ASTM C 1220-98 1998
[67] Swedish Environmental Research Institute (IVL) ldquoLifecycleassessment of paint Summary of IVLrdquo Report B 1338-A
[68] A D Wilson B E Kent D Clinton and R P Miller ldquoThe for-mation and microstructure of dental silicate cementsrdquo Journalof Materials Science vol 7 no 2 pp 220ndash238 1972
[69] A S Wagh S Patel and A Mangalam ldquoPhosphate bondedcomposites and methodsrdquo US Patent 8 425 717 2013
[70] US DOE and Office of Security and Safety Assurance ldquoHighlyenriched uranium inventoryrdquo 2006
[71] M Gorbotenko and Y Yuferev ldquoCeramicrete as a means forradioactive waste containment and nuclear shieldingrdquo Reportsby All-Russian Research Institute of Experimental PhysicsFederation to Argonne National Laboratory Sarov Russian2002
[72] V Arkhangelrsquoskiy and A Postnikov ldquoBorated materials andcomponents for nuclear shielding andwaste containment appli-cationsrdquo Final Report of the GIPP and ISTC Project 2807Argonne National Laboratory 2007
[73] Japan Atomic Industrial Forum Inc httpwwwjaiforjpjawnu si introdocument2009m salvatores advanced nfcpdf
[74] J S Neal S Pozzi J Edwards and JMihalczo ldquoMeasurement ofwater and B4C content of rackable can storage boxes for HEUstorage at the HEUMH at the Y-12 security complexrdquo ReportORNLTM-2002254 2002
[75] A S Wagh ldquoCeramicrete an alternative radioactive wasteformrdquo in Stabilization and Solidification of Hazardous Radioac-tive and Mixed Wastes R D Spence Ed chapter 6 2 pp 118ndash129 CRC Press 2005
[76] A S Wagh D Singh and S Jeong ldquoChemically bondedphosphate ceramicsrdquo inHandbook ofMixedWasteManagementTechnology C Oh Ed pp 631ndash6318 CRC Press Boca RatonMass USA 2001
20 ISRN Ceramics
[77] J R Conner Chemical Fixation and Solidification of HazardousWastes von Nostrand Reinhold New York NY USA 1990
[78] W A Ibrahim H Sibak and M Abadir ldquoPreparation andcharacterization of chemically bonded phosphate ceramics(CBPC) for encapsulation of harmful wasterdquo The AmericanJournal of Science vol 7 pp 543ndash548 2011
[79] W Lutze and R Ewing Radioactive Waste Forms for the Future1988
[80] National Academy of Sciences Glass as a waste form andvitrification Technology Summary of an internationalWorkshopThe National Academy Press Washington DC USA 1997
[81] ldquoSRNL fact sheets Glass waste form and vitrification processdevelopmentrdquo httpsrnldoegovfactsglass waste formspdf
[82] Y Wang Handbook of Radioactive Nuclides CRC Press 1969[83] D M Bearden and A Andrews ldquoRadioactive tank waste from
the past production of nuclear weapons background and issuesfor Congressrdquo CRS Report For Congress Order Code RS219882007
[84] Vernadsky Institute of Geochemistry andAnalytical ChemistryldquoCeramicrete stabilization of radioactive salt-containing liquidand sludge wasterdquo Reports on Task No 18 19 and 20 ToArgonne National LaboraTory GIPP Project RCO-10116-MO-03 (ANL) Russian Federation Moscow Russia 2008
[85] Y Onishi J Tingrey B Wells et al ldquoRetrieval and pipelinetransfer assessment of Hanford Tank-241-AN-105 wasterdquo PNNLReport 14144 2003
[86] S V Mattigod M Lindberg J Westsik Jr K Parker and CChung ldquoWaste acceptance testing of secondary waste formscast Stone Ceramicrete and DuraLithrdquo PNNL Report 206322011
[87] K J Cantrell and J Westsik Jr ldquoSecondary waste form downselection data package ceramicreterdquo PNNL Report 20681 2011
[88] G B Josephson J Westsik Jr R Pires J Beckford andM Foote ldquoEngineering-scale demonstration of Duralith andCeramicrete waste formsrdquo PNNL Report 20751 2011
[89] American Nuclear Society ldquoAmerican national standard mea-surement of the leachability in the solidified low-level radioac-tive waste by a short-term procedurerdquo Method ANSIANS 16 11986
[90] U S Environmental Protection Agency (EPA) ldquoTest methodsfor evaluating solid waste Physicalchemical methodsrdquo Docu-ment SW-846 2008
[91] G L Smith M Schweiger D Bates et al ldquoVitrification andproduct testing of C-104 and AZ-102 pretreated sludge mixedwith flow-sheet quantities of secondary wastesrdquo PNNL Report13452
[92] L R Dole and H A Friedman ldquoRadiolytic gas generationfromcement-based hosts forDOE low-level radioactivewastesrdquoORNL Report CONF-860605-14 1986
[93] A S Wagh R Strain S Y Jeong D Reed T Krause and DSingh ldquoStabilization of Rocky Flats Pu-contaminated ashwithinchemically bonded phosphate ceramicsrdquo Journal of NuclearMaterials vol 265 no 3 pp 295ndash307 1999
[94] US Department of Energy ldquoWaste isolation pilot plantrdquohttpwwwwippenergygov
[95] American Society for Testing of Materials (ASTM) ldquoStandardpractice for operating salt-spray (fog) apparatusrdquo B-117
[96] American Society for Testing of Materials (ASTM) ldquoStandardtest method for surface burning characteristics of buildingmaterialsrdquo E-84-17
[97] F Wu J Wei H Guo F Chen H Hong and C Liu ldquoSelf-setting bioactive calcium-magnesium phosphate cement withhigh strength and degradability for bone regenerationrdquo ActaBiomaterialia vol 4 no 6 pp 1873ndash1884 2008
[98] G Mestres and M-P Ginebra ldquoNovel magnesium phosphatecements with high early strength and antibacterial propertiesrdquoActa Biomaterialia vol 7 no 4 pp 1853ndash1861 2011
[99] Wagh S Arun and C Primus ldquoMethod and product forphosphosilicate Slurry for use in dentistry and related bonecementsrdquo US Patent 7 083 672 B2 2006
[100] T Lally ldquoBio-adhesive composition method for adheringobjects to bonerdquo US Patent 6 533 821 2003
[101] K C Y Tay B A Loushine C Oxford et al ldquoIn vitro evaluationof a ceramicrete-based root-end filling materialrdquo Journal ofEndodontics vol 33 no 12 pp 1438ndash1443 2007
[102] A SWagh R Natarajan and R LMcDaniel ldquoNew phosphate-based cement useful for drilling completions in arcticrdquoOil andGas Journal vol 103 no 18 pp 53ndash55 2005
[103] A S Wagh R Natarajan and R L McDaniel ldquoAluminumphosphate cements help with deep high-temperature wellsrdquoOiland Gas Journal vol 104 no 19 pp 39ndash43 2006
[104] A S Wagh R Natarajan R L McDaniel and S PatilldquoCeramicrete blends produce strong low-permeability cementsfor arctic userdquo Oil and Gas Journal vol 103 no 19 pp 48ndash522005
[105] D W Brown L K Powell A S Wagh and S-Y JeongldquoCeramicrete-bonded building materials using forest wasterdquo inProceedings of the 35th International ParticleboardCompositeMaterials Symposium p 182Washington State University April2001
[106] U S EPA Climate Leaders Direct Emissions From CementSector Climate Leaders Greenhouse Gas Inventory Protocol CoreModule Guidance 2003
[107] World Resources Institute About Eutrophication httpwwwwriorgour-workprojecteutrophication-and-hypoxiaabouteutrophication
Submit your manuscripts athttpwwwhindawicom
ScientificaHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CorrosionInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Polymer ScienceInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CeramicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CompositesJournal of
NanoparticlesJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Biomaterials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
NanoscienceJournal of
TextilesHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Journal of
NanotechnologyHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
CrystallographyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CoatingsJournal of
Advances in
Materials Science and EngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Smart Materials Research
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MetallurgyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
BioMed Research International
MaterialsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Nano
materials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal ofNanomaterials

ISRN Ceramics 3
the alkaline component is a sparsely soluble oxide or an oxidemineral The acid phosphate releases phosphate anions inaqueous solutions upon its dissolution and lowers the pHof water This increases the solubility of the sparsely solublealkaline component and dissolves a small part of it into theacid solution The reaction of the alkaline cation with thephosphate anion results in formation of the neutral phosphatethat is the basic building block of the ceramic
As examples of this process consider dissolution ofsodium and potassium dihydrogen phosphates (NaH
2PO4
and KH2PO4 resp) NaH
2PO4is completely soluble while
KH2PO4has a saturation concentration of only 20wt
Release of acid phosphate anions in the solution is given bythe following reactions
NaH2PO4997888rarr 2H+ +NaPO
4
2minus (1)
KH2PO4997888rarr 2H+ + KPO
4
2minus (2)
Release of hydrogen ions (H+) facilitates dissociation of theoxide For example ifMgO ismixedwith the above solutionssmall part of it will dissociate according to
MgO 997888rarr Mg(aq)2+ +O2minus (3)
The (aq) sign with Mg ion indicates that it is an aqueousion Once it is ionized due to charge screening by the polarmolecules of water there is a local rearrangement of atomsand molecules and the thermodynamic properties of theaqueous ion would differ from that of nonaqueous ions ofMg This effect has almost no bearing on our formation ofCBPCs except that we now need to consider the properties ofaqueous ions in all our thermodynamic calculations hence isthe symbol (aq)
The cations and anions in the solution neutralize eachother to form new compounds as per
Mg(aq)2+ + NaPO4
2minus997888rarr MgNaPO
4(4)
Mg(aq)2+ + KPO4
2minus997888rarr MgKPO
4(5)
2H+ +O2minus 997888rarr H2O (6)
Water that is produced and some of the free water fromthe solution end up as the water of crystallization (boundwater) and the reaction products form crystals that can growinto insoluble solids which form the chemically bondedphosphate ceramics Equation (7) below gives the mostcommon such ceramic and products that utilize this bindingsystem are called Ceramicrete [26] The complete equationthat forms this ceramic is given by
MgO + KH2PO4+ 5H2O 997888rarr MgKPO
4sdot 6H2O (7)
Using this concept of acid dissolution of sparsely (slightly)soluble oxides it is possible to produce range of ceramicsDetails of this concept and methods of exploiting the solu-bility of sparsely soluble oxides are described by Wagh andJeong [8 20]
InmineralogyMgKPO4sdot6H2Owas a less knownmineral
However it is equivalent to struvite Mg(NH4)PO4sdot 6H2O
that has been well studied (see sources such as Webmineralor Wikipedia) Recently Postl et al [27] and Graeser et al[28] recognized this equivalence and studied the productMgKPO
4sdot 6H2O in detail It has an orthorhombic colorless
structure and now is known in mineralogical literature asK-struvite Presence of K-struvite makes Ceramicrete highlycrystalline as compared to Portland cement This exampleindicates that CBPCs are ceramics rather than cementsthough their fabrication mimics cements
To produce CBPCs the oxide component should besparsely soluble Often the solubility of the oxide such asCaO is too high to be exploited in the acid-base synthesis ofCBPC formation Very small sizes as that of dental cementsmay be produced but large sizes are virtually impossible Forthis reason it has not been possible to produce a calcium-based ceramic in a large size In such cases one needs toresort to use of a sparsely soluble compound of that oxidethat may give the slow cation release rate needed to formceramic For example Wagh and his coworkers producedceramic using calcium silicate (CaSiO
3) instead of CaO [29]
If the solubility of the oxide is too low then other alternativemethods to enhance the solubility are employed Wagh andhis coworkers raised the temperature of the solution toenhance the solubility sufficiently to produce ceramics ofaluminum phosphate [21] and they also used reductionmechanisms to lower the oxidation state and then initiatethe acid-base reaction to produce ceramics of iron oxide(Fe2O3 or hematite) [22]They selected these oxides because
of their abundance in nature In practice it should be possibleto produce ceramics of many other oxides that are sparselysoluble
There are three parameters that are key to determining thecorrect oxide or oxide mineral which would form CBPC andphysical conditions needed to form them To discuss theselet us write a general acid-base reaction that forms ceramicsusing cement chemistry notation
M2119896O119896+ A119898(H2P)119898+ 119899H 997888rarr M
2119896A119898(P)119898+ (119899 + 2119898)H
(8)
The terminology used in (8) is as follows M2119896= metal of
valency 2k O = oxygen A119898= alkali or a divalent metal of
valency 119898 P = PO4 and H = H
2O When 119896 = 1 M will be a
divalent metal such as Mg Ca or Zn If 119896 = 32 M will bea trivalent metal such as Al or Fe For 119898 = 1 A is an alkalimetal such as Na or K and when 119898 = 2 A may be Ca Mgand so forth Thus using 119896 = 1 and M = Mg and m = 1 andA = 2 we can reproduce (7) The only difference is that thelast term of water has become bound water in (7) In mostreactions part of the last term in (8) becomes bound waterand the rest may remain as free water which evaporates withheat generated during the reaction
Solubility of sparsely soluble oxides is related to the basicthermodynamic property of Gibbrsquos free energy of formation(Δ119866) of that oxide and the absolute scale temperature TThus it is possible to determine the solubility of these oxidesby knowing their Gibbrsquos free energy and also the pH of thesolution We will not go into detail about the theory behindit but Pourbaixrsquos book [30] is the best reference for this and
4 ISRN Ceramics
has all the information needed on solubility characteristics ofoxides to find the right conditions to produce CBPCs
There has been significant research in the kinetics offormation of CBPCs Soudee and Pera [31 32] studied theacid-base reactions in more detail and also established theimportance of the surface area of magnesium oxide duringthe reaction Similarly Carvalho and Segadaes [33] studiedthe powder characteristics on the reaction kinetics Thephysicochemical basis for the novel binders has also beenprovided by [34] These investigations have established thatthe larger is the ratio of surface area to volume of magnesiumoxide the more rapid is the reaction Alternatively thesmaller the magnesium oxide particles for the same amountof magnesium oxide are the faster is the reaction
Chinese research [35 36] on the other hand focused onkinetics of reaction and setting characteristics of K-struvitebased CBPCs They confirmed the findings of Waghrsquos group[20] that the oxide component inK-struvite basedCBPCdoesnot react completely and some magnesium oxide remains asan inert fillerThis filler has an advantage It acts as an obstacleto crack propagation in the ceramic and thereby enhancesthe strength properties of the ceramic Therefore one mayconclude that Ceramicrete is a composite of K-struvite andmagnesium oxide
Wagh [8] and Wagh and Jeong [20] and coworkers haveprovided details of the thermodynamic basis of solubility ofsparsely soluble oxides and identification of candidate oxidesto form ceramics and hence we will not go into detail aboutthat It suffices to say that this theory helps one to identifywhich oxides are suitable for formation of ceramics andwhichneed additional treatment of to form ceramics
The second thermodynamic parameter that is importantis the enthalpy of formation Enthalpy difference between theend products and reacting components gives us heat outputduring the acid-base reaction Estimation of heat generatedduring ceramics synthesis is very important because excessiveheat may boil water in which the acid phosphate is dissolvedAt the same time if the heat output is too small ceramicsformation will take a long time Production of heat is alsodirectly proportional to the size of the sample and henceproducing larger batches of ceramics is very difficult unlessthe rate of production of this heat is controlled In recentyearsmethods have been developed to control this heat eitherwith chemical retardants or by using pumping methods thatlend themselves to mixing of smaller volumes continuouslyand building up ceramic volumes Thus the thermodynamicbasis leads one to predict how one can use oxides andminerals available in nature to produce CBPCs of desiredcompositions This is discussed in the next section
3 Generalization of CBPC Syntheses
Based on the thermodynamic analysis and using the con-dition that the metal oxide should be sparsely soluble onecan select oxides that are most suitable for forming ceramicsGenerally divalent oxides are the most suitable for formingceramics Certain trivalent oxides such as lanthanide oxidesalso can be used to form ceramics However when thesolubility is lower other methods of enhancing solubility
are used Iron oxides provide a good example of this Feis both di- and trivalent and its corresponding oxides areFeO (wustite) and Fe
2O3(hematite) FeO can be reacted
with either phosphoric acid solution or a solution of analkali metal phosphate to form ceramic but Fe
2O3does
not react with any phosphate solution However Wagh andhis coworkers have demonstrated that Fe
2O3can be slightly
reduced using elemental iron in a small quantity and theyformed ceramic of iron phosphate [22 37] In addition theyshowed thatmagnetite Fe
3O4 when reactedwith phosphoric
acid solution forms ceramics and the process does not needany reductionThis is understandable as Fe in magnetite is ina slightly lower oxidation state of Fe+267 as compared to Fe inFe2O3 which is in a higher oxidation state of 3+
The ability to produce a very wide range of CBPCs usingoxides or minerals of range of elements makes CBPC processfar more general Therefore it should make a great impactin various industrial and environmental applications Thelength and breadth of applicability of these materials arediscussed in Section 31
31 Elements of Current Interest in CBPC Formation andApplications A literature review indicates that CBPCs havebeen developed and initial demonstrations have been con-ducted in the following fields
(1) immobilization of radioactive waste and mixed wastestreams
(2) nuclear shielding materials
(3) corrosion and fire protection industrial coatings
(4) structural products
(5) dental and prosthetic cements
To understand how CBPCs could be useful in such wide-ranging applications and to identify potential compositionsin each case some guiding principles must be set forth usingthe solubility product constants of individual oxides
To identify the role of potentialmetal oxides as candidatesfor forming CBPCs the following guidelines may be used
311 Alkali Metal Oxides Alkali metal oxides are readilysoluble and as a result release cations too rapidly hencethey are not suitable to form CBPCs The only way they canbe used as acid phosphates such as NaH
2PO4 KH2PO4 or
CsH2PO4 Sodium being very leachable element NaH
2PO4
is not used commonly in CBPCs The most common acidphosphate used is KH
2PO4and is probably the only acid
phosphate currently used in most applications though it ispossible to use acid phosphates of divalent metal oxides alsoas we shall see in Section 312 Acid phosphate of Cs isvery expensive and hence is not suitable for cost effectiveapplications However Cs has a radioactive isotope Cs-137that is formed in nuclear reactions As a result CsH
2PO4
provides a pathway to immobilize this fission product andhence is of very much interest in CBPC applications innuclear industry
ISRN Ceramics 5
312 Divalent Metal Oxides They are the best candidates toformCBPCs because of their sparsely soluble nature [8]Theyare used as the alkaline components in the acid-base reactionAsmentioned before CaO has very high exothermic reactionwith an acid phosphate and it is very difficult to produceceramic using this oxide One way to get around this problemis to use minerals of Ca that release Ca very slowly in thesolution (sparsely soluble minerals) Such compounds of Cahave been used in dental cements [38] As mentioned beforeWagh et al [29] also developed CBPC using wollastonite(CaSiO
3) which is a low-cost mineral They studied the
solubility of this mineral as a function of pH and found thatthe solubility product is in the correct rangeThis helped themto produce its ceramic An overview on calcium phosphatecements may be found in the article by Chow [38]
Similar is the case with ZnO Due to high exothermicheat release during the acid-base reaction ZnO is not a goodcandidate for producing large-scale CBPCsHigh cost of ZnOis also an issue However early commercial dental cementsin which neither cost nor the size were issues were producedusing ZnO and did well in the market [3]
MgO is the most common oxide that is used to producepractical CBPCs As is its solubility is high and it releaseslarge amount of heat However dead burnt MgO (calcined tovery high temperature) has a crystalline phase called periclase[39] which is themost suitable phase of this oxide to produceCBPCs Range of CBPCs such as those produced from thereaction with ammonium phosphate [40 41] aluminumdihydrogen phosphate [42] magnesium dihydrogen phos-phate [43] and potassium dihydrogen phosphate [9] wereall produced using dead burnt MgO These demonstrationsindicate that periclase also enables one to produce CBPCsby reacting with divalent and even some trivalent metalacid phosphates (such as that of Mg Ca Al etc) Thiswidens the range of CBPC products Among these onlypotassium dihydrogen phosphate (Ceramicrete) has been themost successful commercial product and has not exhaustedthe range of its applications implying divalent and trivalentmetal acid phosphates will have to wait for their opportunityto find applications
Other oxides that fall in this category are FeO (wustite)CrO MnO CoO and so forth They are not abundant innature and hence are not economical for production of usefulCBPCs However their role in immobilization of waste is stillimportant especially with hazardousmetals such as Cr whichwe will see below
313 Trivalent Metal Oxide The trivalent metal oxides suchas Fe2O3 La2O3(and other members of lanthanide group in
trivalent state) Al2O3 and Bi
2O3 have solubility lower than
that of divalent metal oxides Unpublished work by Waghhas shown that oxides of La Ce in trivalent state and Bi canstill be used to react with phosphoric acid solution to formCBPCs Fe
2O3andAl
2O3have very poor solubility and hence
it has not been possible to produce CBPCs using them atleast at room temperature To produce CBPCs Wagh and hisgroup enhanced the solubility by using a reduction methodof adding a small amount of Fe in Fe
2O3and phosphoric acid
solution mixture [22] and produced iron phosphate CBPC
They also conducted the acid-base reaction of Al2O3and
phosphoric acid solution at about 150∘C [21] and producedaluminum phosphate CBPC These methods are inexpensiveand produce ceramics at lower temperatures compared tosintered ceramics
Fe3O4(magnetite) is an interesting oxide It may be
considered as a combination of FeO and Fe2O3 Presence of
FeO makes it suitable for forming CBPC matrix Wagh andhis group demonstrated this by reacting it with phosphoricacid solution [22] Similar should be the case with Mn
3O4as
its solubility is similar to that of Fe3O4
314 Oxides of Metals of Higher Valency (Except Zr of Valency+4) Metals of valency gt3 are of little interest in formingCBPCs because of their extremely low solubility Exceptionis that of ZrO
2 which is sparsely soluble in acidic region and
forms ZrOOH which then reacts with an acid phosphate andforms ceramic Singh et al [44] have succeeded in producingceramics of this oxide
315 Oxides of Radioactive Elements Elements such as ura-nium (U) thorium (Th) and plutonium (Pu) are constituentsof radioactive waste that has resulted from development ofnuclear weapons and are also major parts of spent nuclearfuel [45ndash51] stored in water pools near the nuclear reactorsSignificant radioactive waste is also generated in power plantsby contaminated equipment gloves and other safety wearThese elements need to be immobilized so that they do notenter the ecosystem through groundwater or air In fullyoxidized state they are insoluble in water and hence do notform phosphates However for the same reason if they aremicroencapsulated in the CBPC matrix they are isolatedfrom the environment and hence have no opportunity toget into groundwater All earlier research in immobilizingelements of lower oxidation states has shown that they oxidizein the phosphate matrix and reach into full oxidation stateReader is referred to Chapter 17 of [8] for details
316 Major Fission Products [52 53] With the exception oftechnetium (Tc) fission products are natural elements andtheir isotopes are also produced in a nuclear reaction Tc onthe other hand is produced only in nuclear fission
Fission products are comparatively short lived (severaltens of years) but their activity is extremely high Even whenthis activity is depleted severalfold it is still radioactiveTherefore these isotopes need to be immobilized for safestorage CBPC approach is the most ideal for these Detailsare discussed later in this paper
317 Hazardous Elements Resource Recovery and Conser-vation Act (RCRA) of US Environmental Protection Agency[54] has identified arsenic (As) chromium (Cr) cadmium(Cd) nickel (Ni) mercury (Hg) lead (Pb) silver (Ag)selenium (Se) and barium (Ba) as elements potentiallyhazardous to human health if consumed via food water orair Among these zinc (Zn) is a borderline element that maybe regulated in future under RCRA but we have included itin our discussion as the CBPC technology has potential tostabilize it very effectively
6 ISRN Ceramics
318 Benign Elements That Simulate Radioactive ElementsIt is difficult and expensive to handle radioactive isotopesin exploratory immobilization experiments because of theirradioactivity and associated safetymeasures needed to handlethem Also such experiments generate their own wasteand if initial experiments are carried out with actual wastestreams they only add to the existing radioactive wasteFor this reason their chemically equivalent metals that arenonradioactive are used in initial immobilization studiesThese equivalent metals are termed as simulants or surro-gates Based on the chemical behavior (such as reactivitysolubility etc) uranium thorium and other transuranicsare substituted by Ce Neodymium represents radioactiveAmericium Fission products such as Cs-137 Sr-90 and I-131are substituted by their nonradioactive counterparts Cs Srand I Since Tc-99 is formed only in nuclear reaction it doesnot have its nonradioactive counterpart and hence rheniumis used as its simulant
While developing CBPCs for immobilization of radioac-tive contaminants these elements are used to simulateradioactive isotopes the processes are optimized and thenonly the actual radioactive isotopes are introduced for thefinal demonstration This helps in reducing the cost of devel-opment of immobilization technologies It also reduces theadditional radioactive waste that would have been generatedduring research and development
32 Binders and Fillers Zinc phosphate dental cements wereproduced by reacting zinc oxide with phosphoric acid solu-tion [24] As mentioned before due to the high exothermicheat output the product could be made in a small scale (infew grams) only and it was virtually impossible to mix largequantity of this material to form big shapes Therefore itsapplication of zinc based CBPCs is limited to dental cements
Subsequent studies by Sugama and Kukacka [40 41]addressed this problem by using ammonium acid phosphatesfor reaction with magnesium oxide Their approach includedthe following major improvements
(1) Increasing the pH of the acid they used either mono-or diammonium phosphate (fertilizer components)instead of phosphoric acid and raised the pH ofthe acid component This reduced the pH differencebetween the acid and the alkaline oxides and thatslowed down the reaction slightly
(2) They also replaced zincwith calcinedMgO which hasa much lower solubility in the acidic solution Slowerdissolution led to slower reaction
This approach of using an acid phosphate instead ofphosphoric acid solution and use of calcined MgO pavedthe way for more practical CBPCs [55ndash57] Using Sugamarsquosapproach few gallons of the product could be producedat a time that would give work time of about 15ndash20minAt least one product Set 45 found market [58] as a roadrepair material More importantly however it paved the wayfor further research at Argonne National Laboratory gearedtowards practical CBPCs Wagh and his coworkers usedmonopotassium phosphate instead of ammonia-releasing
Table 1 Density porosity and compressive strength of CBPC withfly ash as an extender [26]
Sample description Density(gcm3)
Connectedporosity (vol )
Compressionstrength (psi)
Phosphate binder 173 15 3500Class F loading(wt)
30 167 522 565140 177 409 620750 18 231 750360 163 815 5020
Class C loading(wt)
30 197 479 880940 207 34 1192450 206 534 760860 192 802 4753
ammonium phosphate products [4 20] There have beenfew other similar attempts by other researchers to developsustainable products such as cement mortar using the CBPCconcept [59] This led practical CBPCs that were developedfor immobilization of radioactive waste streams [60] initiallybut also found market subsequently in structural and archi-tectural market
Despite these advances one could not develop low-cost processes for production of CBPCs as engineeringmaterials for range of structuralmaterials applicationsWhenproduced in a large volume (like in several cubic meters)CBPCs still produced large amount of heat As done inPortland cement concrete incorporating fillers and extenderswas considered as a solution This approach has threefoldadvantage For a given volume the amount of binder usedis small and hence less heat is generated This extends theworking time Presence of fillers increases the heat capacityof the mixture (especially if one uses aggregates such as sandpea gravel and stones) which in turn lowers the temperaturerise of the CBPC product during its formation and slowsdown the setting process and gives more working timeFinally due to smaller amount of the expensive binder in theproduct the products are cheaper
Wagh and his coworkers also [26] found an additionaladvantage Use of fly ash from coal burning utility plantsincreased the compressive strength of the product two-tothreefold (see Table 1) The dramatic increase in compressivestrength is likely to be a result of additional reactions betweenthe acidic phosphates and amorphous silica from ashWilsonand his coworkers have studied the role of soluble silica informing dental cements [61] and we feel reactions similar towhat these authors found are responsible for enhancementof the strength properties Detailed fundamental studiesare needed in this area because analytical techniques forreactions with amorphous products have limitations Even X-ray diffraction technique used for crystal detection cannot beused in such cases
ISRN Ceramics 7
Figure 1 Scanning electron micrograph of magnesium potassiumphosphate CBPC and wollastonite composite One may see theelongated grains of wollastonite embedded in the CBPCmatrix [29]
In another study [29] Wagh and his coworkers alsolooked into adding calcium silicate (wollastonite CaSiO
3) as
filler The advantage of this mineral is that its grains haveacicular structure (elongated) as may be seen in Figure 1 Theresult is enhanced flexural strength of the product
If one could add whiskers to the CBPC matrix theflexural and tensile strength can be enhanced Wagh and hiscoworkers tested addition of chopped glass fibers of 025 and05 inch fibers at a loading of 1ndash3 and demonstrated thatthe flexural strength of CBPC ash composite can be increasedfrom 900 psi to double its value [8]
One may also use CBPC as an adhesive on natural fibersto produce fiberboards and other articles Latitude 18 Inctook up these ideas Patent granted to Wilson et al [68]goes well beyond whiskers and suggests compositions forfiberboards and even phosphate bonded cellulosic paperThese developments are still in their infantile stage andseveral technical hurdles such as miscibility of the fibers andwhiskers in phosphate binders during production pumpingand so forth need to be resolved before one can talk about theproducts
4 Products and Applications
In an endeavor to produce marketable products from thelaboratory results for any material several major milestonesare involved which include testing of all useful propertiesoptimization then scaling up the production process findingsuitable equipment to deliver the product for individualapplications and finally selling the products in the market
CBPCs have gone through these stages in the past 20years In the process several products have found mar-ket in a small scale and several are just being launchedin a big way The smaller scale applications have beendocumented in the literature and commercial websitesThese includeMonopatch (httpwwwbindancorpcom) andGrancrete (httpwwwGrancretenet) Some of the largerscale applications have been in nuclear waste immobilizationand shielding applications and development of productsfor fire and corrosion protection This section provides anaccount of investigations behind these products and theirperformance and methods of applying them
Figure 2 Drum scale immobilization of contaminated soil (cour-tesy Argonne National Laboratory)
41 Application Methods Unlike Portland cement CBPCsare rapid-setting materials The acid-base reaction that pro-duces them may be slowed down using retarders such asboric acid or other boron products
Even with the best efforts setting of the product can bedelayed by approximately half hourThis gives a maximum of45min to workers to mix the ingredients fillers and waterand produce paste and deliver it through suitable pumpsWhen the product sets however it is almost a flash setContinuous use of equipment for mass production also heatsthe equipment and subsequently reduces the time of settingThough half an hour to 45min is a reasonable duration it isstill not practical for many operations Therefore engineershave spent significant time to overcome these difficulties anddeveloped processes for individual applications
These delivery processes fall in two categories The firstone is a batch process It is applicable for small volumeapplications such as hazardous and radioactive waste immo-bilization in low volume dental and prosthetic cementsand repair applications such as filling potholes and drivewayrepair In this method all ingredients and water are added ina container and mixed with a paddle and the paste is pouredor pumped within a short time or applied by hand
Figures 2 and 3 show use of this method for radioactive orhazardous waste immobilization and as road surfacing mate-rial In Figure 2 a verticalmixer (shown in the background) isused which has a paddle that can be inserted in the drumThepaste is mixed in the same drum that is used for storage of theimmobilizedwaste in a repository In Figure 3 a conventionalconcrete mixer is used to produce paste that is poured andleveled
The second category is designed as a continuous processLarge volume mixing of waste and binders and then pouringin containers or pits for storage or corrosion and fireprotection coatings insulation grouts and so forth fall in thiscategory Typically a plural delivery system is used for theseapplications in which the acid slurry is delivered from oneline and alkaline from the other Both are pumped continu-ously to a single mixer which mixes the two components in
8 ISRN Ceramics
Figure 3 Repair of Pennsylvania Turnpike using CBPC-basedMonopatch (courtesy Bindan Corporation USA)
Figure 4 CBPC coatings spray demonstration with a spray gun(courtesy Argonne National Laboratory)
a small quantity at a time and delivers it continuously from anozzle for the desired application For thin coatings a spraygun ismounted at the end which sprays it on any vertical wallor on horizontal floor Figure 4 shows the demonstration ofproducing thin coating films of 150ndash250 micrometer thick
The batch mixing process is similar to mixing concreteThe continuous mixing and pumping of individual compo-nents and then pouring are done in polymer industries andspraying is used in paint industry for emulsions Rarely pasteformed by a mixture of particulate and water is used in thepaint industry and hence adapting to the pumping methodsfor CBPC paints and coatings is not obvious because CBPCpastes are always aqueous particulate mixtures Since apumping operation is largely dependent on rheology of thepaste a delivery system for CBPC pastes requires more thanroutine knowledge of pumps In particularMgO powders arenot one of the friendliest ones when it comes to pumping inslurry form Once pumped however the mixed paste can besprayed as a thin coating approximately 125120583m thick or sameas that of commercial paint or as thick as commercial grouts
42 Research and Development in Nuclear Shielding Applica-tions and Products Nuclear radiation consists of alpha beta
gamma rays and in addition neutrons Alpha rays consist ofhelium nuclei which are heavy enough to be absorbed easilyby solid materials and hence any solid or liquid material ofsmall thickness on their way can shield them Beta radiationconsists of electrons andpositrons and is again stopped by fewmillimeters thick materials such as aluminumTherefore themajor issue is that of gamma rays and neutrons that are veryhighly energetic radiations and also penetrate materials usedin nuclear reactor vessels (concrete and steel)
The problem is not limited only to active nuclear powerplants Interim storage of nuclear fuel spent fuel rods that arereplaced bynew rods in a power reactor storage of excess highenergy nuclear materials such as highly enriched uranium(HEU) produced during cold war era that remained unused[69] all require shielding materials to store them so that theirradiation is not released in the neighboring environmentEven nuclear waste that resulted fromdevelopment of nucleararsenal during the Second World War and cold war needssecure storage facilities in the United States and FormerSoviet Union countries Needless to say that good shieldingmaterials are needed in the nuclear disaster areas such asChernobyl [45] and Fukushima [46] for containment
Denser materials or products made from heavier nucleiare the best candidates for shielding gamma rays Commonsteel is a cheap gamma ray shielding material because ironis dense Therefore steel is a preferred metal to manufacturereactor vessels
Neutrons on the other hand have exactly opposite char-acteristics They are absorbed by light nuclei and penetratethrough heavier metals Any hydrogen-containing materialsand low atomic weight elements in the periodic table such ascarbon and boron are the best performing candidates Wateris ideal Therefore spent fuel rods once they come out of thereactor are stored for several years in water pools for cooling(note that the first event that occurred in Fukushima was abreach in such a pool where leak occurred and water drainedexposing fuel rods to meltdown [46]) Thus a paradoxicalsituation arises while choosing materials the one good forgamma ray shielding is not suitable for neutrons and viseversa
The best compromise is to use steel for gamma rays andconcrete barrier for neutrons Concrete contains sufficientwater and hence hydrogen It is made of lower atomic weightmaterials such as Ca Si and Al For this reason concretebarriers are commonly used for shielding of neutrons Theproblem with concrete however is that large thickness isneeded for sufficient shielding While it may work in a powerplantwhere thickwalls can be built it is not a suitablematerialif nuclear material needs to be transported or temporarilystored because of its weight and volume
For example once the rods cool down (or their radiationdecreases to sufficiently low level) they still need to betransported in shielding casks and stored permanently inrepositories These casks need to be light which makes thickwalls of concrete unacceptable They need to resist impactheat freeze-thaw conditions and corrosion High impactstrength is difficult to achieve with concrete
CBPCs have been evaluated as shielding materials forneutrons because of their lighter weight and their ability
ISRN Ceramics 9
O 5408C 089B 321
H 271K 893P 707
Figure 5 Composition of CBPC nuclear shield for neutrons [71]
to incorporate higher level of boron Work done in a jointprogram between Argonne National Laboratory of the USDepartment of Energy Russian Federal Nuclear Center inSarov Russia and Eagle Picher Industries in the US [70 71]showed that significant amount of boron carbide can beincorporated in CBPC Joint efforts between these organi-zations came up with an optimal formulation to efficientlyshield neutron radiation A typical composition of CBPCproposed by this work is given in Figure 5
Following this study Eagle Picher Industries finalized acomposition for a material called Borobond They workedwith Oak Ridge National Laboratory (ORNL) and developedRackable Can Storage Boxes (RCSB) for safe storage ofHEU ORNL conducted modeling and experimental studiesof such boxes with fixed natural B
4C and water content
[72] Their study led to a method of quantifying the watercontent of RCSBs by fast neutron time-of-flight transmissionmeasurements (NMIS) and B
4C content with gamma ray
spectrometry for known water content The time-of-flighttransmission measurements used in their investigations canalso be used to assess the uniformity of Borobond in theRCSB Their methods are tools at the RCSB production andat storage site during the operating lifetime of the RCSBs forstorage of HEU
Figure 6 shows how neutron shielding is dependent onwater content and boron carbide concentration in BorobondThe density of the recommended product was 19 gcm3 lessthan that of concrete and yet it has superior mechanicalproperties as shown previously in Table 1 It has all lightelements and boron carbide content is as much as 41 wt
This composition was used by Eagle Picher to produceRSCBs for DOE which has stored HEU at one of itsfacilities Currently Borobond is a product line of CeradyneCorporation a 3M Company
Noting that spent nuclear fuel cannot be stored in waterpools forever and must move into a dry storage facilityArgonne National Laboratory and Federal Russian NuclearCenter scientists continued their studies to evaluate feasibility
Num
ber o
f bor
on ca
ptur
es p
er C
f fu
nctio
n
07060504030201
0
Water content
108
0604
020 Boron content
02
46
8
05
04
03
02
01
0
Figure 6 Calculated number of boron captures as a function of B4C
and content of water (wt) [72]
of using boron-containing CBPC (Ceramicrete in this case)for applications such as storage and transportation casks ofnuclear materials The work was computational A Russiancask Model RT5010 [71] was used for this study The designof the cask is shown schematically in Figure 7
This study reached to several useful conclusions
(1) CBPC with boron carbide is very effective in thermalneutron capture Thermal neutrons make up for themost flux of neutron radiation from the spent fuel thatwould be stored in a dry cask
(2) A boron carbide content of gt5 does not increasethe shielding potential of the CBPC significantly thus5wt is practical
(3) If the temperature of the shielding layer is lt100∘Cthe bound water remains in the shielding layer andhelps in shielding neutrons At higher temperaturesthe bound water is released if it evaporates from thecask the shielding property will be affected adverselyIn practice the shielding layer will be sealed and theevaporated water will remain as vapor and hence thiswill not pose a major issue in designing a cask
(4) Assuming the boundwater remains within the shield-ing material one can expect 50 to 80 shielding ofneutron flux for the cask model shown in Figure 8
(5) Overall for the design shown in Figure 7 boron-containing CBPC offers a better shielding optioncompared to others with boron and fillers
Based on this study further developments are underwaybetween Argonne National Laboratory American Industryand Former Soviet countries for superior shielding applica-tions of CBPC-based nuclear shielding products Figure 11
43 Recent Advances in the CBPC Technology for NuclearWaste Immobilization Nuclear waste has its origins in devel-opment and production of nuclear weapons in the UnitedStates Former Soviet Union and to some extent inUKThese
10 ISRN Ceramics
Spent fuel
Air
gap
Stee
l 1
Stee
l 2
Neutron shieldinglayer (Ceramicrete)
Radius
R = 1325 cm
R = 84 cm R = 90 cm R = 120 cm R = 1325 cm
Figure 7 Cross-section of Russian dry storage cask Model no RT 5010 used in the study of CBPC for neutron shielding in the Argonne-Russian Federal Nuclear Center study [71]
(1) Spent fuel
TRU 07Other 31Hardware 54Fission products 24U 664
(3) TRU
Pu 846Am 105Np 48Cm 01
(2) Other products
TRUFission
(4) Fission products
Metals isotopes 481XaKr 167Others 25I 07Tc 23CsSr 72
Zircaloy 251
0 1 2 3
Figure 8 Typical mass composition of spent nuclear fuel [73]
countries have accumulated huge amount of nuclear wastein all forms solids sludge and liquid [45] The waste canbe highly radioactive or may have very low activity Due tothe race between the western and eastern bloc countries toproduce nuclear weapons there was little regard for safe andlong-term storage of such waste but because of the currentawareness of the consequences of various radioactive wastestreams on the environment habitat and human health inboth regions efforts are being made to find ways to recycle orimmobilize these waste streams for safe storage and to protectthe environment
The mankind has faced another acute problem of nuclearcontamination of the environment resulting from the twomajor nuclear accidents (Chernobyl and Fukushima) inrecent years The clean-up efforts also have generated sig-nificant amount of waste that needs isolation [45 46]As a result there is urgency in finding suitable materialsto immobilize range of waste streams generated by suchcatastrophes
Ceramicrete was developed to address these needs andmuch has been published in the earlier literature on this topicInterested readers may findmore details in the book byWagh[8] and other articles [74 75] In the last decade howeverfurther advances have been made in this area
431 The Nuclear Legacy Waste Streams Themajor contam-inants encountered during treating these waste streams arelisted below
(a) Hazardous inorganic contaminants both high andlow-level waste streamsmay contain these chemicallyhazardous contaminants As listed in Section 317 PbCd Cr Hg and As are the elements of main concernin radioactive waste also When both radioactive andhazardous contaminants exist in thewaste suchwasteis called mixed waste Chemical immobilization ofthese elements that is converting them to insolublecompounds is the best strategy to arrest leaching ofthese elements [76 77] which is used extensively inthe CBPC technology because phosphate treatmentemployed in theCBPC technology results in insolublephosphate salts of these elements
(b) Actinides actinides especially Th U Pu and Amare prevalent in the waste but also in spent fuelrods because they are the source materials for nuclearenergy They are mainly alpha and gamma emittingmaterials and if active they will also emit neutronsThey all have high atomic weight their solubility isalmost negligible and hence they are not dispersible
ISRN Ceramics 11
in ground water The only source of contamination ofthese materials is their dispersibility as solid fine par-ticles which can be arrested by microencapsulatingthem in the CBPC matrix
(c) Fission product isotopes (Cs-137 and 138 Sr-90 Tc-99 and I-131) these isotopes of cesium strontiumtechnetium and iodine are formed during a nuclearreactionTheir relevant properties are listed inTable 3
Since most of the work on low-level waste streams wasreported in the earlier literature [74 75] we will only discussthe extensive research done during the last ten years whichwas focused on high-level waste streams Among severaloptions available for immobilization of these radioactivewaste streams [78] the most preferred technology has beenborosilicate glass technology [79 80] Waste and glass fritsare mixed together and vitrified at temperatures rangingfrom 1200∘C to 1500∘C This results in a homogenous glasswaste form that has been shown to be stable for a time scale(million years) at which time the activity of the radioactivecomponents is reduced sufficiently that it will not affect theenvironment It canmicroencapsulate transuranics extremelywell However this process is not suitable for high activitywaste streams because of the volatile components containingthe fission products of cesium strontium technetium andiodine (see eg [81]) As one may notice from Figure 8 theamount of the fission product stream is small just a fractionof a percent of the total waste And yet because of theirhigh activity and their ability to become airborne duringthe vitrification process they are unsuitable for vitrificationprocess and hence are separated into high activity wastestreams As we shall see below the CBPC process has beenthe most successful in mineralizing the fission products intostable phosphate compounds and hence immobilizing them
The high activity tank waste streams have resulted fromproduction of weapons grade nuclear fuels in the UnitedStates and Former Soviet Union countries Most are storedin underground storage tanks in the US at Hanford tankfarms in the State of Washington Savannah River in SouthCarolina and some in Idaho The waste streams vary intheir characteristics and composition but are either liquidsor sludge Reference [82] and references therein provide anoverview of the tank waste streams within the US DOEcomplex and their characteristics
While the bench scale testing was done in several earlierprojects full testing and large-scale immobilization exper-iments were conducted and success of the technology wasdemonstrated in collaborative projects between ArgonneNational Laboratory and Russian scientists on the two mostdifficult high activity tank waste streams [83 84] This workmaymake a major impact in the near future on immobilizingsuch waste streams with CBPC formulations
The high activity in these waste streams arises from thefission products prominently containing isotopes listed inTable 3 Also the waste streams can be acidic or alkalinedepending on whether attempts were made to neutralizethem with NaOH Often neutralization results in alternativeproblem of immobilizing waste streams rich in leachablesodiumTable 5Thus the problemof immobilizing tankwaste
streams boils down to the following three (a) immobilizingfission products and trace levels of actinides (b) getting ridof excess water without volatilizing any of the contaminantsand (c) immobilizing sodium to a level that it does not leachout sufficiently to affect the structure of the waste form
Several studies have been conducted in demonstratingimmobilization of these waste streams using CBPCs [85ndash88]Notable and detailed analysis among these was done in acollaborative project between Argonne Vernadsky Instituteof Radiochemistry in Moscow and Production Researchat Mayak a nuclear waste facility in Russian Federationwhich also has stored similar waste Figure 10 Reference[64] provides the major results of the entire project Thisproject demonstrated immobilization of typical two highactivity liquid waste streams from Hanford and two fromMayakThis team effort was highly successful in showing thesimplicity and effectiveness of CBPC in immobilizing thesewaste streams at small scale to 55 gal drum size Initial studywas with simulated waste streams and success of this studyled the scientists to tackle actual waste streams Reference[88] contains details of the methodology nature of the wastestreams additives in the CBPC formulations to immobilizedifficult contaminants properties of the waste forms andtheir performance
This collaborative work directed by Argonne NationalLaboratory on behalf of the US Department of Energy makesall other similar work outdated because this work usedthe methods developed in previous work tested and thenwent beyond to produce waste forms at production levelThe team concluded that CBPC technology can be used inpractice without any concern about pyrophoricity volatilitygas generation or leaching of contaminants For this reasonwe will not delve on any other previous work but summarizeresults of this project
Table 4 lists the composition of each of the waste streamDetails of adding these stabilizers are described in the
paper [88]It is the opinion of this author that Cs and Sr do not need
stabilizers because using the solubility analysis presentedin [8] it is possible to show that Sr is a sparsely solublemetal and it will form SrKPO
4 Cs being an alkali metal
will be converted to insoluble MgCsPO4 This mineralization
of Sr and Cs has been verified in the authorrsquos unpublishedwork Both SrKPO
4and MgCsPO
4have negligible aqueous
solubility and as will be seen later perform well in leachingtests
Table 6 lists the waste loading in the final waste formsand their physical properties All results are reproduced from[88]
For waste streams with low-solid content of 16ndash52wtsolids the waste loading has been very significant This isbecause as in Portland cement CBPCs require water andbind significant amount in their crystalline structure
There are both benefits and drawbacks of the approachof binding water and increasing the waste loading Forexample if glass vitrification technology is to be used forimmobilizing these waste streams the water will evaporatebut then the fission products will also evaporate causing
12 ISRN Ceramics
air contamination They can be captured somehow in off-gas system but then need a lower temperature method ofstabilizing them At the same time the vitrified waste formwill have very small volume and will cost a lot less intransportation and long-term storage On the other handthe CBPCwaste form provides a significantly simpler processwith the least concern for volatility of the fission products butincreases the cost of transportation and storage because of itslarge volume
The effectiveness of waste immobilization method isdetermined bymainly three tests AmericanNuclear SocietyrsquosANS 161 test [89] determines the leaching index (negativeof logarithm of the diffusion constant) for each of theradioactive contaminants The test is carried out at roomtemperature by immersing a geometrically regular sample indeionized and distilled water over 90 days Aliquots of theleachate solution are drawn at specified periods and analyzedfor the contaminant concentration These numbers allowone to determine the diffusion constant of the particularcontaminant in the waste form and that in turn allows one torepresent the result as the leaching index Table 7 summarizesthese results in this project
The other leaching test is for the durability of the wasteform itself Product Consistency Test (PCT) [66] determinesthe leaching rate of the major components of the wasteformThe test was designed for vitrified glass and hence thecomponents are Si Ca Al and B For CBPC however theywill have to be Mg K and P
In PCT a sample in cylindrical shape of more thantwenty times the area compared to its volume is selectedand immersed in distilled and deionized water The leachingexperiment is conducted for 7 days at a constant temperatureof 90∘C At the end of the test a sample of the leachate wateris analyzed for the major elements of the waste form and theleaching rate is determined per unit area of the surface Againthe results are included in Table 7 of this test on all four wasteforms
A third test is designed for hazardous metals defined byResource Conservation and Recovery Act (RCRA) of the USEnvironmental Protection Agency [90]
The literature has been very scanty about the leachingindex for contaminants from vitrifiedwaste form and hence itis very difficult to make a comparison of the results presentedin Table 7 with glass waste form However [85 86] provideleaching index for various fission products on simulated tankwaste streams in different waste forms Generally their bestresults are gt9 for the leaching index for any of the fissionproducts This may be compared with the results given inTable 7 for actual radioactive contaminants Inmost cases theresults are several orders of magnitude higher than that forsimulated waste forms reported earlier (Note that increasein one number in the leaching index is a decrease by afactor of 10 in the diffusion constant because LI = minuslog(diffusion constant)) The only exception is that for iodinein M1 and Se in H1 In the first case the value is by oneorder less than 9 but in the other case it is still higher than9 but not by several orders Thus one may conclude thatthe CBPC technology performs far better than the expectedperformance of immobilized fission products waste forms
Pacific Northwest Laboratory scientists conducted vitrifi-cation experiments for similar liquid waste streams [91] andmeasured the leach rate of themajor constituents of the wasteforms Since boron sodium lithium aluminum and siliconare the constituents of their borosilicate glass they conductedthe PCT and measured the leaching rates for these elementsThey show that the leaching results for the waste form of thestreamAZ-102 (termed asH2 in Table 7) are 00063 gm2sdotdayfor boron 0052 gm2sdotday for sodium 005 gm2sdotday forlithium 000786 gm2sdotday for aluminum and 0033 gm2sdotdayfor silicon all higher than those observed for the majorconstituents of phosphate waste forms (see Table 7) Thisshows that it is not necessary to resort to high temperature-processes to immobilize secondary waste streams and room-temperature processes are capable of providing a rugged andleach resistant matrix for them
Apart from the leach resistance of the waste forms thereare other issues Radiolytic hydrogen [92] may be generateddue to splitting of water and other hydrogen-containingmolecules by intense radiation Wagh et al have conductedseveral studies on actinides in CBPC When actual uraniumand plutonium containing ash waste were immobilized theradiolytic gas yield was 013mol H2100 ev which is lowerthan that in cement waste form Test details and comparativedata may be found in [93] This implies that the bound waterin CBPCwaste form did not play a major role in the gas yield
In summary CBPC technology is applicable to immo-bilization of the most acute high activity waste It has beentested with actual waste and at full scale and is the bestcandidate for deployment in the current state of its art
432 Spent Nuclear Fuel [51] In nuclear power plants thenuclear fuel rods are used for the fission of nuclear materialto produce electricityThey need to be changed every 10 yearsor so These spent fuel rods are becoming a big liability forthe nuclear industry and need long-term storage becausethey are still highly radioactive when they come out of thereactor vessels They irradiate neutrons and hence need to bestored for quite some time inwater pools so that the irradiatedneutrons are absorbed by water till they cool down and theneutron intensity depletes sufficiently so that they can thenbe stored in alternative dry storage casks and transported topermanent storage repositories
The general composition of spent fuel is given in Figure 8and the complete nuclear fuel cycle from power generation towaste form fabrication is presented in Figure 9
As onemay notice from Figure 9 once the uranium ore ismilled and enriched fuel rods are fabricated which then areloaded into the reactor where their high activity is used forpower generation After they become less efficient due to thedecay process they can be either used for reprocessing ormaybe simply sent for storage Both options are used dependingon the availability of sufficient fuel in every nuclear countryThe spent fuel is stored in water pools with a hope ofimmobilization and ultimate storage in a repository as a glasswaste form
Unfortunately in most countries the fuel rods haveremained in water pools because the logistics of building
ISRN Ceramics 13
Nuclear fuel cycles and unresolved issue
Uranium ore NORM waste
Fuel fabrication
Power generation
Spent fuel
Contaminated ware equipmentEncapsulation disposal
Con
tam
inat
ed w
are
equi
pmen
tEn
caps
ulat
ion
disp
osal
Vitr
ifica
tion
stor
age
or d
ispos
al
Milling enrichmentVolatiles
Nuclear power
Reprocessing
Figure 9 Nuclear fuel cycle and waste form production and theunresolved issue of volatiles
Figure 10 Cross-section of a 55 gal drum scale surrogate salt wasteform produced by P R Mayak in Russia with funding fromUSDOEand in collaboration with Argonne National Laboratory (2007)(source Argonne file photo)
permanent repositories has not been resolved due to eco-logical issues and resistance from stakeholders and localauthorities Even if the repository issues are resolved thespent fuel needs to be immobilized in a nonleachable anddurable medium
In the entire cycle other high volume but low activitywaste streams are generated too These are either encap-sulated in a cementitious waste form or simply stored innonleachable drums in an underground repository such asWaste Isolation Pilot Plant (WIPP) in the United States [94]
The previous section on high activity liquid wastestreams the waste forms exhibit very high leaching resis-tance comparable to that of glass waste forms Since thevitrification technology is still not a full-fledged route toimmobilization of spent fuel the issue of volatile byproductwaste streamhas not come to the forefront of the final schemefor handling the spent fuel When the issue will come tothe forefront CBPC may turn out to be the most usefultechnology supplementing the glass waste form technology
Figure 11 Demonstration samples of CBPC-based Borobond neu-tron shielding products Source Ceradyne Boron products website
Figure 12 Demonstration of sewage pipe coating with Grancrete(Grancrete Inc Taipei Taiwan) (httpwwwdynamocomtw)
5 CBPC Products in the Market
The CBPC technology was initially developed for nuclearwaste immobilization Its first application was as a nuclearshielding material Eagle Picher Technologies LLC perfectedthe technology by introducing boron in Ceramicrete whichwas used and is probably still being used inUSDepartment ofEnergy complex for waste immobilization and nuclear shield-ing However its commercial product named Borobond forshielding of neutrons was developed by Boron Departmentof Eagle Picher but now is owned by Ceradyne Corporationand hence 3M Company and is an established commercialproduct
In structural materials area the CBPC technology is wellsuited to fulfill needs for products that do not exhibit draw-backs of cement and polymer products CBPC materials areinorganic and hence nonflammable They exhibit negligibleporosity and extremely low water permeability Table 2 Theybond to all earth materials such as limestone sand stoneand even conventional cement concrete They also bond to
14 ISRN Ceramics
Figure 13 Insulated and solar reflective CBPC roof tile of inChennai India (httpwwwthermalcarein)
themselves In the next section we will see that comparedto other equivalent products they are very environmentallyfriendly
As was discussed briefly in Section 41 the structuralproducts applications lie in two categories
(a) cements grouts and concrete(b) coatings
In both areas several small businesses have madegood strides in entering markets For example inthe United States Bindan Corporation of Oak BrookIllinois (httpwwwbindancorpcom) and Grancrete Inc(httpwwwgrancretenet) of North Carolina have beenin business for at least last 10 years producing road repairmaterials concrete repair products floor-surfacing productsand so forth Grancrete has shown its presence in Taiwanand Japan for the same applications Figure 12
Realizing that CBPCs are more expensive comparedto Portland cement CBPC concretes are not cost effec-tive Therefore only value-added products are commerciallyviable Because of this reason recent trend has been toexploit unique properties of CBPCs and design products withperformance superior to current products in the market
One example is roof tiles named Thermal Care Tilesin Chennai India (httpwwwthermalcarein) With CBPCformulations and additives these tiles can reduce impactof hot sun in houses to the extent of 8ndash10∘C by providinghigh reflectivity to solar radiation and also providing highthermal insulation properties Figure 13 CBPC-based coatingproducts are probably the most unique ones among theseEon Coat Inc (httpwwwEonCoatcom) has introducedcorrosion and fire protection coatings that exhibit outstand-ing properties Their coatings do not show corrosion of thesubstrate or osmotic blistering [94] even when samples areexposed for 1000 hours in salt-spray chamber [95] In thesame way the Flame Spread test [96] shows no flame spreadat all and surpasses all organic coatings in performanceLearning the excellent performance ofCBPC-based productsnew companies are investing to develop range of products inthe structural materials area
There have beenmethodical attempts to develop bioactivedental and prosthetic cements using phosphates in the past[97] and also to exploit antibacterial properties of these
materials [98] Since CBPC materials are phosphate basedthey are uniquely positioned to match with compositionof bones and teeth in which hydroxyl apatite a calciumphosphate hydrate is the main component Using modernCBPC for this application was conceived by Wagh et al [99]and subsequent research led to root canal materials ownedby Dentsply company Following this Bindan Corporationdeveloped its own intellectual property [100] that led toa product called OsteoCrete marketed by Bone SolutionsInc (httpwwwbonesolutionsnet) for multiple orthopedicsolutions including bone void filler Tay et al [101] haveprovided the most recent advances in this area
There have been many other areas in which preliminarywork has been done in application of CBPCs but commercialexploitation has not occurred as yet Notable areas are CBPCsfor oil fields [102ndash104] and fiber reinforced products [68 105]
In summary CBPC technology and its products andCeramicrete in particular have entered various markets indifferent parts of the world The new products have potentialto be transferred from small businesses to larger onesBorobond the first product has been a good example ofthis which was developed by Eagle Picher and then wentto Ceradyne a bigger company and now 3M Companyowns Ceradyne Such acquisitions may provide much widervisibility to unique CBPC products
6 Environmental Effects of CBPC
CBPCs are mineral based materials like Portland cementTherefore the main environmental effect parameters seenin use of these materials are similar to that of PortlandcementThese include greenhouse gas emissions and fugitiveparticulates released in the atmosphere While the latter canbe controlled with good work practices the first one is builtin the chemistry of the process itself and cannot be avoided
There are two major sources of greenhouse gases inthese technologies Carbon dioxide is bound in the rawmaterials such as limestone and dolomite which escapesduring extraction of the appropriate raw material This maybe termed as the direct emission
The second source of greenhouse gas emission is theenergy consumption in producing the final product Thisincludes carbon dioxide generated by the energy use in min-ing of appropriate minerals their transport extraction of thedesired ingredients for the product production operationspackaging and shipping Emissions resulting from thesemay be called process emissions Process emissions may bereduced only by reducing energy consumption and therebyrelease of greenhouse gases
Thedirect emissions in Portland cementmanufacture andCBPCs are different because the two products use differentraw materials However operations from manufacture toshipping are very similar in both cases and hence one canassume that their process emissions are also similar thoughnot the same
US Environmental Protection Agency (EPA) has pro-vided guidelines for calculation of direct emissions [106]Following that we have calculated direct emissions from theCBPC manufacture and compared that to the emissions in
ISRN Ceramics 15
Table 2 Water permeability and mechanical properties of CBPC with wollastonite and other fillers [29]
Composition (wt) Strengths (psi) Fracture toughness (MPasdotm12) Water absorption (wt)Binder Wollastonite Other Compressive Flexural40 60 Nil 8426 1474 066 250 50 Nil 7755 1236 063 230 30 Sand 40 6264 1255 063 3100 Nil Nil 3500 1100 NA 1540 Nil Ash 60 11507 1474 019 178
Typical Portland cement concrete 8000 940 NA 10ndash20
Table 3 Specific activity and boiling point of fission products [6263]
Fission product Half-life (yrs) Specific activity(Cig)
Boiling point(∘C)
Sr-90 28 140 1384Cs-137 30 870 6784Cs-135
3119864 + 6 00012 6784Tc-99 (as NaTcO4) 21119864 + 5 017 100I-131 1802 days gt5000 184
cement sector Taking the example of Ceramicrete as a CBPCthe actual calculations are provided in the appendix Thesecalculations show that direct emissions from Ceramicretemanufacture are 40 less than that in manufacturing ofcement This is mainly because Ceramicrete contains 60 flyash which is an industrial byproduct from the utility industryand direct emission contribution to this component is zero
Assuming the process emissions are the same for thesame tonnage of both products when the direct and processemissions are added Ceramicrete emits only 20 less green-house gases compared to Portland cement Thus there is nosubstantial gain in using CBPCs cement
As we have seen in Section 5 CBPCs are also used asinorganic coatings Here they can be environmentally veryfriendly alternatives to polymer coatings This is becauseCBPC coatings are the first inorganic alternatives to organiccoatings Therefore CBPCs can make a big difference in thecoating world This may be seen in the following analysis
The ecological impact of CBPCs arises from four majorfactors which are described in [67]
(a) greenhouse gas emissions(b) low-level ozone emissions(c) acidification(d) eutrophication
Greenhouse gas emissions are the same as the directemissions discussed above in context of cement industryLow-level ozone emissions result from release of volatileorganic compounds (VOCs) into the environment duringmanufacturing of organic paints and their use Acidificationon the other hand is due to sulfur in the polymers that resultsin formation of oxides of sulfur and eventually sulfuric acidwhich is harmful to the nature
We can use the numbers from the appendix for green-house gas emissions Ozone depletion is nonexistent in thecase of CBPCs because there are no VOCs in CBPC coatingsAcidification is also not an issue because CBPC coatingsdo not contain sulfur compounds They contain phosphatecompounds but phosphate release is negligible as has beenshown in several Product Consistency tests (see eg PCTdata in Table 4) Thus acidification is not an issue
The fourth factor eutrophication [107] is the result ofleaching of nutrients into soil and water streams that produceunwanted algal growth which chokes aquatic life and plantgrowth CBPCs contain significant amount of phosphatesThey are also good fertilizers and their presence in aquaticstreams can be a problem Fortunately Product Consistencyleaching results presented in Table 7 conducted by us haveshown that CBPC products release phosphates extremelyslowly into ground water and hence good CBPC productsshould not affect the environmentThese conclusions are verypreliminary and detailed investigations are needed in thisarea for a given application
In light of these observations we have summarized thebenefits of CBPC coatings over polymeric coatings in Table 8For the sake of calculations we have assumed the coatingcomposition is the basic Ceramicrete binder (MgO andmonopotassium phosphate and 35 water in the coating)
Table 8 shows that CBPC coatings produce only about15 of solvent-based varnish and 80 of solvent-based alkydpaint They produce no ozone damaging VOCs nor anyoxides of sulfur that lead to acidification Their potentialfor eutrophication is negligible because CBPC coatings arelike phosphate minerals and leaching of phosphate in theenvironment is minimal
7 Conclusions
CBPCs in a period of 20 years have made major strides invarious fields fromnuclear waste immobilization safe storageof nuclear materials and structural products and in dentaland prosthetic applications The first ten years were investedin understanding the chemistry of these materials as well aslength and breadth of their possible applications and carvingout focus areas for products development The last ten yearshave seen them entering the market all over the world
CBPCs were invented primarily to immobilize low-levelradioactive waste In last 10 years however research hasdemonstrated that they may as well be used to tackle the
16 ISRN Ceramics
Table 4 Waste streams tested in the Russian project [64]
Nature of the contaminant H1 H2 M1 M2
Waste sourceSupernatant from
HanfordAN-105
Supernatant fromMayak Russia
Sludge fromHanford AZ-102
120572-Bearing wastefromMayak
RussiaSolids content (wt) 52 38 35 16
Major benign ions (gL)Na+-256NO3
minus-167NO2
minus-113OHminus-84
Na+-265NO2
minus-85OHminus-43
Na+-99NO3
minus-38NO2
minus-295OHminus-90
Na+-83NO2
minus-24
Activity of actinides (BqL)239Pu-121198648237Np-121198648
239Pu-351198648237Np-241198646241Am-801198648
Sa-131198645
Fission products
90Sr-211198647137Cs-24119864799Tc-631198648131I-1 1119864775Se-271198646
90Sr-511198648137Cs-12119864799Tc-191198649
90Sr-151198646137Cs-581198641099Tc-631198648129I-231198646
Hazardous metalsCr-29 as CrO4minus
Pb2+-007Cd2+-0003
Cr3+-024Pb2+-001Cd2+-5Ni2+-24
Cr-7 as CrO4minus Ni2+-24
Table 5 Neutralization and stabilization additives
Issue AdditiveNeutralization of alkaline streams Small amount of H3PO4
Tc+7 (in pertechnetate state) lt05 SnCl2 [64]Iminus AV-17 resin in Clminus formCs and Sr K4[Fe(CN)6] sdot 3H2O
Table 6 Physical properties of the waste forms
Loading and properties H1 H2 M1 M2Waste loading 35 44 43 34Density (gcm3) 16-17 17-18 18 18Compressive strength (MPa) 25ndash55 40ndash55 gt20 gt20
most difficult issue of volatile high activity fission productswhere high temperature technologies fail They have enteredthemarket as nuclear shieldingmaterials in an aggressiveway
Because CBPCs can be used as grouts or coatings appli-cations may extend well beyond what we see in the marketThey have zero flame spread and high reflectivity to infraredradiation and may be used very widely in fire protection andinsulation They have shown excellent corrosion protectionof steel Therefore they may turn out to be the first inorganiccorrosion protection coatings Efforts are underway in theindustry to bringCBPCproducts in themarket in these fields
All this has happened with only one composition ofmagnesium oxide and monopotassium phosphate known asCeramicrete Potential to develop products lies well beyondthe current state of the art because a wide range of otherformulations is feasible It is hoped that the fundamentalworkreported during the first 10 years and applications-orientedprogress during the last 10 years will lead to wider curiosity
Table 7 Results of leaching results
Contaminants H-1 H-2 M-1 M-2ANS 161 90-day immersion test for radioactive contaminants [65]
Actinides237Np 128 136239Pu 135 144 Total alpha
= 129241Am 146
Fission products90Sr 109 132 111137Cs 114 115 13099Tc 99 10231I 112 7975Se 96
PCT 7-day immersion test at 90∘C for product constituents(gm2sdotday as normalized leaching rate [66])
Mg41119864minus6 71119864minus7 66119864minus5 16119864 minus 5
K19119864minus2 11119864minus2 24119864minus2 24119864 minus 2
PO4 63119864minus3 18119864minus3 72119864minus3 95119864 minus 3
Na17119864minus2 93119864minus3 24119864minus2 21119864 minus 2
Toxicity characteristic leaching procedure for hazardous elements(ppm) [66]Element Reg limitPb 075 0005 0004 008Cr 06 004 0006 02Cd 011 0001 0008Ni 110 lt01 05 07
in thesematerials and result inmore investment and productsdevelopment
ISRN Ceramics 17
Table 8 Comparison of environmental impact factors of CBPCand typical commercial coatings Data for commercial coatings isreproduced from [67]
CoatingsDirect
emissions(gkg)
Low-levelozone
(g ethanekg)
Acidification(g Soxkg)
Eutrophication(g P2O5kg)
Solvent-based varnishBindingagent 8816 42 74 09
Solvent 11457 21 68 07Total 20273 63 142 16
Solvent-based alkyd paintBindingagent 2834 08 32 03
Filler 253 001 03 83Solvent 639 03 10 01Total 3726 111 45 87CBPCcoatings 300 00 00 Very low but to
be quantified
Appendix
Calculations of Direct Emissions fromCBPC Production
One ton of Portland cement produces one ton of CO2
It consists of two parts direct emissions resulting fromdecomposition of limestone into CaO and CO
2and the rest
from process parameters such as fuel consumption transportof raw materials grinding and sieving operations and trans-port and shipping Direct emissions can be calculated fromchemistry and thermodynamics while the process emissionsare site specific and must be monitored and determined ateach plant [67] This is also true for CBPC cement productsalso However due to process similarities it is quite likely thatthe process emissions in both cases will be similar For thisreason we will calculate the direct emissions and comparethe environmental benefits of CBPCs
1 Calculation of Direct Emissions in Portland Cement Produc-tion Direct emissions in Portland cement manufacture arisefrom clinkering limestone (calcium carbonate) at 1500∘C toproduce calcium oxide by the decomposition
CaCO3= CaO + CO
2 (A1)
Molar weights of CaO and CO2are 56 and 44 gmole
Portland cement contains approximately 64wt CaOwith the rest being silica and alumina Therefore directemission of CO
2to produce one ton of cement is
molar weight of CO2molar weight of CaCO
3times
064 = (4456) times 064 = 05
This means direct emission is 05 kgkg of cement and05 kgkg of CO
2because of other production and distribu-
tion processes
2 Calculation of Direct Emission in Ceramicrete ProductionComposition of Ceramicrete is 10 wt MgO + 30wtMKP + 60wt fly ash MgO is produced from dolomiterock which is MgCa(CO3)2 or MgCO3 + CaCO3 It is againcalcined at 1500∘C and MgO and CaO are separated
Assuming equimolar proportion of MgCO3and CaCO
3
in dolomite rock the proportion of MgCO3and CaCO
3is
457 wt to 543 wt This gives us
MgO content = MgOMgCO3times 457
= 0403 times 457 = 1828(A2)
This means kg of dolomite rock will produce 1828 g of MgOTotal amount of CO
2released during calcination of
dolomite comes from decomposition of CaCO3andMgCO
3
The decomposition equations for the two components are
CaCO3= CaO + CO
2
MgCO3= MgO + CO
2
(A3)
Using molar weights of the components we find that CO2
content in dolomite rock is 478 wt Thus
CO2produced per ton of MgO = 478
1828
= 259 tons(A4)
Ceramicrete contains 10wt MgO Therefore Ceramicreteproduces 259 g of CO
2per kg of Ceramicrete because of use
of MgO in itSimilarly monopotassium phosphate also produces CO
2
MKP is produced frompotassiumcarbonate by reacting itwith phosphoric acid during which CO
2is released as given
in the equation below
K2CO3+H3PO4= 2KH
2PO4+ CO2+H2O (A5)
Molar weights of K2CO3 H3PO4 and KH
2PO4are 124 98
and 272 gmole respectively So to produce 272 kg of MKPwe produce 44 kg of CO
2
Thismeans to produce one kg ofMKP we produce 44272= 016 kg of CO
2
Thus contribution of CO2due to MKP = 03 times 016 =
0048 kgkg of Ceramicrete Therefore total direct emissionwhich is the sum of emissions due to MgO and MKPproduction is
0259 + 0048 = 03 kgkg of Ceramicrete (A6)
This is 60 of direct emission in cement production
3 Total Emission Reduction Since both processes use verysimilar processing technology we assume the process emis-sions to be similar equal to 05 ton of CO2kg
total emission in Ceramicrete = 03 + 05 = 08 ton ofCO2kg of Ceramicrete
18 ISRN Ceramics
total emission in cement = 05 + 05 = 1 kgkg ofcement
The paper is intended to disseminate scientific progress inthe subject explained to a wider scientific audience with thehope that it will lead to further research and development inthis field for the benefit of a wider international community
Conflict of Interests
Theauthor declares that he has no financial interest in writingthis paper
References
[1] J Aspdin ldquoAn improvement in themodes of producing artificialstonerdquo British Patent 5022 1924
[2] S Sorel ldquoOn the new magnesium cementrdquo Comptes RendusHebdomadire des Seances de lrsquoAcademie des Sciences vol 65 pp102ndash104 1867
[3] A D Wilson ldquoThe chemistry of dental cementsrdquo ChemicalSociety Reviews vol 7 no 2 pp 265ndash296 1978
[4] A Wilson and J Nicholson Acid-Base Cements CambridgeUniversity Press 1993
[5] C Shi P Krivenko and D Roy Alkali Activated Cements andConcretes Taylor and Francis New York NY USA 2006
[6] J Davidovits Geopolymers Chemistry and Applications seriesin civil and structural engineering Woodhead Publishing2009
[7] J L Provis and J S J van Deventer Geopolymer StructuresProcessing Properties and Industrial Applications WoodheadPublishing 2009
[8] A S Wagh Chemically Bonded Phosphate Ceramics Elsevier2004
[9] A E R Westman Phosphate Ceramics Topics in PhosphateChemistry vol 9 John Wiley and Sons New York NY USA1977
[10] T Kanazawa Inorganic Phosphate Materials chapter 1 Elsevier1989
[11] W H Rollins ldquoA contribution to the knowledge of cementsrdquoDental Cosmos vol 21 pp 574ndash576 1979
[12] E S Gaylord ldquoOxyphosphates of zincrdquo Archives of Dentistryvol 33 pp 364ndash380 1989
[13] H Fleck ldquoChemistry of oxyphosphatesrdquoDental Items of Interestvol 24 article 906 1902
[14] W Souder and G Paffenberger Physical Properties of DentalMaterials (US National Bureau of Standards Circular NoC433) 1942
[15] W S Crowell ldquoPhysical chemistry of dental cementsrdquo Journalof the American Dental Association vol 14 pp 1030ndash1048 1927
[16] E W Skinner Science of Dental Materials W B SaundersPhiladelphia Pa USA 3rd edition 1947
[17] B W Darwell ldquoAspects of chemistry of zinc phosphatecementsrdquo Journal of the American Dental Association vol 14pp 1030ndash1048 1929
[18] A D Wilson ldquoZinc oxide dental cementsrdquo in Scientific Aspectsof Dental Materials J A von Fraunhofer Ed pp 159ndash190Butterworths London UK 1975
[19] P J Wisth ldquoThe ability of zinc phosphate and hydro phosphatecements to seal band spacesrdquo Angle Orthodontist vol 42 no 4pp 395ndash398 1972
[20] A S Wagh and S Y Jeong ldquoChemically bonded phosphateceramics I a dissolution model of formationrdquo Journal of theAmerican Ceramic Society vol 86 no 11 pp 1838ndash1844 2003
[21] A S Wagh S Grover and S Y Jeong ldquoChemically bondedphosphate ceramics II warm-temperature process for aluminaceramicsrdquo Journal of the American Ceramic Society vol 86 no11 pp 1845ndash1849 2003
[22] A S Wagh and S Y Jeong ldquoChemically bonded phosphateceramics III reduction mechanism and its application to ironphosphate ceramicsrdquo Journal of the American Ceramic Societyvol 86 no 11 pp 1850ndash1855 2003
[23] A S Wagh and C Primus ldquoMethod and product for phospho-silicate slurry for use in dentistry and related bone cementsrdquo USPatent 7 083 672 2006
[24] C S Rostaing di Rostagni ldquoVerfahrung zur Darstellung vonKitten fur sahnarztliche und ahnliche Awecke bestehend vonGemischen von Pyrophophaten des Calciums oder Bariumsmit den Pyrophosphaten des Zinks oderMagnesiumsrdquo GermanPatent 6015 1878
[25] S B Palmer ldquoZinc phosphatesrdquoDental Cosmos vol 33 pp 364ndash380 1891
[26] A SWagh S Y Jeong and D Singh ldquoHigh strength phosphatecement using industrial byproducts ashesrdquo in Proceedings ofthe 1st International Conference on High Strength Concrete AAzizinmini D Darwin and C French Eds pp 542ndash553 TheAmerican Society of Civil Engineers 1997
[27] W Postl FWalter K Ettinger andH-P Bojar ldquoErsterNachweisdes Kalium-Analogons MgK(PO
4)6H2O von Struvit und der
kristallinen Phase Mg2KH(PO
4)215H2O aus dem ehemali-
gen Bleibergbau Rossblei Eschachalm Schladminger TauernSteiermark Osterreichrdquo Joannea Mineralogie vol 1 pp 45ndash522000
[28] S Graeser W Postl H-P Bojar et al ldquoStruvite-(K) KMgPO4
6H2O the potassium equivalent of struvite a new mineralrdquo
European Journal of Mineralogy vol 20 no 4 pp 629ndash6332008
[29] A S Wagh S Jeong D Lohan and A Elizabeth ldquoChemicallybonded phospho-silicate ceramicsrdquo US Patent 6 518 212 2003
[30] M Pourbaix Atlas of Electrochemical Equilibria in AqueousSolutions National Association of Corrosion Engineers Hous-ton Tex USA 1974
[31] E Soudee and J Pera ldquoMechanism of setting reaction inmagnesia-phosphate cementsrdquo Cement and Concrete Researchvol 32 no 1 pp 153ndash157 2002
[32] E Soudee and J Pera ldquoInfluence of magnesia surface onthe setting time of magnesia-phosphate cementrdquo Cement andConcrete Research vol 32 no 1 pp 153ndash157 2002
[33] M A Carvalho and A M Segadaes ldquoThe hydration of mag-nesium phosphate cements effect of powder characteristics onthe reaction kineticsrdquoMaterials Science Forum vol 591ndash593 pp833ndash838 2008
[34] E M Gartner and D E MacPhee ldquoA physico-chemical basisfor novel cementitious bindersrdquo Cement and Concrete Researchvol 41 no 7 pp 736ndash749 2011
[35] Z Ding B Dong F Xing N Han and Z Li ldquoCementingmechanism of potassium phosphate-based magnesium phos-phate cementrdquo Ceramics International vol 38 pp 6281ndash62882012
[36] F Xing Z Ding and Z-J Li ldquoStudy of potassium-basedmagnesium phosphate cementrdquo Advances in Cement Researchvol 23 no 2 pp 81ndash87 2011
ISRN Ceramics 19
[37] A S Wagh and S Jeong ldquoChemically bonded phosphateceramics of trivalent oxides of iron andmanganeserdquo US Patent6 498 119 2002
[38] L C Chow ldquoCalcium phosphate cements chemistry proper-ties and applicationsrdquo in Proceedings of the Materials ResearchSociety Symposium vol 599 pp 27ndash37 2000
[39] C Klein andC S Hurlbut JrManual ofMineralogy JohnWileyand Sons New York NY USA 20th edition 1985
[40] T Sugama and L E Kukacka ldquoMagnesium monophosphatecements derived from diammonium phosphate solutionsrdquoCement and Concrete Research vol 13 no 3 pp 407ndash416 1983
[41] T Sugama and L E Kukacka ldquoCharacteristics of magnesiumpolyphosphate cements derived from ammonium polyphos-phate solutionsrdquo Cement and Concrete Research vol 13 no 4pp 499ndash506 1983
[42] T Finch and J H Sharp ldquoChemical reactions betweenmagnesiaand aluminium orthophosphate to form magnesia-phosphatecementsrdquo Journal of Materials Science vol 24 no 12 pp 4379ndash4386 1989
[43] S Y Jeong and A Wagh ldquoFormation of chemically bondedceramics with magnesium dihydrogen phosphate binderrdquo USPatent 6 776 837 2004
[44] D Singh A Wagh and M Tlustochowicz ldquoZirconium phos-phate waste forms for low-temperature stabilization of cesium137-containing waste streamsrdquo in Environmental Issues andWaste Management Technologies in the Ceramic and NuclearIndustries II Ceramic Transactions Volume 72 V Jain and D KPeeler Eds pp 167ndash178 1996
[45] IAEA ldquoEstimation of global inventories of radioactive wasteand other radioactive materialsrdquo Report IAEA-TECDOC-15912007
[46] World Nuclear Association httpworld-nuclearorginfoSafety-and-SecuritySafety-of-PlantsFukushima-Accident-2011UdM uv0RjM
[47] IAEA ldquoFukushima Daiichi status reportrdquo 2012[48] Nuclear Decommissioning Authority (UK) Radioactive wastes
in the UK Summary of the 2010 inventory URN 10D196NDASTSTY (11) 005 2011
[49] J H Saling Y S Tang and A W Fentiman Radioactive WasteManagement CRC Press 2nd edition 2001
[50] US DOE ldquoStrategy and management and disposal of usednuclear fuel and high-level radioactive wasterdquo 2013
[51] US EPA ldquoSpent nuclear fuel and high level radioactive wasterdquohttpwwwepagovradiationdocsradwaste402-k-94-001-snf hlwhtml
[52] ldquoNuclear fission productsrdquo httpenwikipediaorgwikiNu-clear fission product
[53] C C Lin Radiochemistry in Nuclear Power Reactors TheNational Academy Press 1996
[54] US Environmental Protection Agency ldquoTreatment standardsfor hazardous debrisrdquo 40 CFR Part 268 45 1994
[55] W H Rollins ldquoA contribution to the knowledge of cementsrdquoDental Cosmos vol 21 pp 574ndash576 1879
[56] Q Yang and X Wu ldquoFactors influencing properties of phos-phate cement-based binder for rapid repair of concreterdquoCementand Concrete Research vol 29 no 3 pp 389ndash396 1999
[57] D A Hall R Stevens and B El-Jazairi ldquoThe effect of retarderson the microstructure and mechanical properties of magnesia-phosphate cement mortarrdquo Cement and Concrete Research vol31 no 3 pp 455ndash465 2001
[58] S Y Jeong and A Wagh ldquoFormation of chemically bondedceramics with magnesium dihydrogen phosphate binderrdquo USPatent 6 776 837 2004
[59] ldquoBASF productrdquo httpwwwbuildingsystemsbasfcomp02USWeb-Internetbuildingsystemsen GBcontentmicrosit
[60] D A Hall R Stevens and B El Jazairi ldquoEffect of water contenton the structure and mechanical properties of magnesia-phosphate cement mortarrdquo Journal of the American CeramicSociety vol 81 no 6 pp 1550ndash1556 1998
[61] A S Wagh D Singh and S Jeong ldquoChemically bondedphosphate ceramics for stabilization and solidification of mixedwasterdquo in Hazardous and Waste Treatment Technologies Hand-book C H Ho Ed chapter 6 3 1 pp 1ndash18 CRC Press 2001
[62] W L Ebert S F Wolf and J K Bates ldquoRelease of technetiumfrom defense waste processing facility glassesrdquo in Proceedings ofthe MRS Fall Symposium pp 221ndash227 November 1995
[63] WM Haynes Compiled from CRCHandbook of Chemistry andPhysics CRC Press Boca Raton Fla USA 93rd edition 2012
[64] S E Vinokurov Y M Kulyako O M Slyuntchev S IRovny and B FMyasoedov ldquoLow-temperature immobilizationof actinides and other components of high-level waste inmagnesium potassium phosphate matricesrdquo Journal of NuclearMaterials vol 385 no 1 pp 189ndash192 2009
[65] D Singh V RMandalika S J Parulekar andA SWagh ldquoMag-nesium potassium phosphate ceramic for 99Tc immobilizationrdquoJournal of Nuclear Materials vol 348 no 3 pp 272ndash282 2006
[66] American Society for Testing of Materials ldquoStandard testmethod for static leaching of monolithic waste forms fordisposal of radioactive wasterdquo ASTM C 1220-98 1998
[67] Swedish Environmental Research Institute (IVL) ldquoLifecycleassessment of paint Summary of IVLrdquo Report B 1338-A
[68] A D Wilson B E Kent D Clinton and R P Miller ldquoThe for-mation and microstructure of dental silicate cementsrdquo Journalof Materials Science vol 7 no 2 pp 220ndash238 1972
[69] A S Wagh S Patel and A Mangalam ldquoPhosphate bondedcomposites and methodsrdquo US Patent 8 425 717 2013
[70] US DOE and Office of Security and Safety Assurance ldquoHighlyenriched uranium inventoryrdquo 2006
[71] M Gorbotenko and Y Yuferev ldquoCeramicrete as a means forradioactive waste containment and nuclear shieldingrdquo Reportsby All-Russian Research Institute of Experimental PhysicsFederation to Argonne National Laboratory Sarov Russian2002
[72] V Arkhangelrsquoskiy and A Postnikov ldquoBorated materials andcomponents for nuclear shielding andwaste containment appli-cationsrdquo Final Report of the GIPP and ISTC Project 2807Argonne National Laboratory 2007
[73] Japan Atomic Industrial Forum Inc httpwwwjaiforjpjawnu si introdocument2009m salvatores advanced nfcpdf
[74] J S Neal S Pozzi J Edwards and JMihalczo ldquoMeasurement ofwater and B4C content of rackable can storage boxes for HEUstorage at the HEUMH at the Y-12 security complexrdquo ReportORNLTM-2002254 2002
[75] A S Wagh ldquoCeramicrete an alternative radioactive wasteformrdquo in Stabilization and Solidification of Hazardous Radioac-tive and Mixed Wastes R D Spence Ed chapter 6 2 pp 118ndash129 CRC Press 2005
[76] A S Wagh D Singh and S Jeong ldquoChemically bondedphosphate ceramicsrdquo inHandbook ofMixedWasteManagementTechnology C Oh Ed pp 631ndash6318 CRC Press Boca RatonMass USA 2001
20 ISRN Ceramics
[77] J R Conner Chemical Fixation and Solidification of HazardousWastes von Nostrand Reinhold New York NY USA 1990
[78] W A Ibrahim H Sibak and M Abadir ldquoPreparation andcharacterization of chemically bonded phosphate ceramics(CBPC) for encapsulation of harmful wasterdquo The AmericanJournal of Science vol 7 pp 543ndash548 2011
[79] W Lutze and R Ewing Radioactive Waste Forms for the Future1988
[80] National Academy of Sciences Glass as a waste form andvitrification Technology Summary of an internationalWorkshopThe National Academy Press Washington DC USA 1997
[81] ldquoSRNL fact sheets Glass waste form and vitrification processdevelopmentrdquo httpsrnldoegovfactsglass waste formspdf
[82] Y Wang Handbook of Radioactive Nuclides CRC Press 1969[83] D M Bearden and A Andrews ldquoRadioactive tank waste from
the past production of nuclear weapons background and issuesfor Congressrdquo CRS Report For Congress Order Code RS219882007
[84] Vernadsky Institute of Geochemistry andAnalytical ChemistryldquoCeramicrete stabilization of radioactive salt-containing liquidand sludge wasterdquo Reports on Task No 18 19 and 20 ToArgonne National LaboraTory GIPP Project RCO-10116-MO-03 (ANL) Russian Federation Moscow Russia 2008
[85] Y Onishi J Tingrey B Wells et al ldquoRetrieval and pipelinetransfer assessment of Hanford Tank-241-AN-105 wasterdquo PNNLReport 14144 2003
[86] S V Mattigod M Lindberg J Westsik Jr K Parker and CChung ldquoWaste acceptance testing of secondary waste formscast Stone Ceramicrete and DuraLithrdquo PNNL Report 206322011
[87] K J Cantrell and J Westsik Jr ldquoSecondary waste form downselection data package ceramicreterdquo PNNL Report 20681 2011
[88] G B Josephson J Westsik Jr R Pires J Beckford andM Foote ldquoEngineering-scale demonstration of Duralith andCeramicrete waste formsrdquo PNNL Report 20751 2011
[89] American Nuclear Society ldquoAmerican national standard mea-surement of the leachability in the solidified low-level radioac-tive waste by a short-term procedurerdquo Method ANSIANS 16 11986
[90] U S Environmental Protection Agency (EPA) ldquoTest methodsfor evaluating solid waste Physicalchemical methodsrdquo Docu-ment SW-846 2008
[91] G L Smith M Schweiger D Bates et al ldquoVitrification andproduct testing of C-104 and AZ-102 pretreated sludge mixedwith flow-sheet quantities of secondary wastesrdquo PNNL Report13452
[92] L R Dole and H A Friedman ldquoRadiolytic gas generationfromcement-based hosts forDOE low-level radioactivewastesrdquoORNL Report CONF-860605-14 1986
[93] A S Wagh R Strain S Y Jeong D Reed T Krause and DSingh ldquoStabilization of Rocky Flats Pu-contaminated ashwithinchemically bonded phosphate ceramicsrdquo Journal of NuclearMaterials vol 265 no 3 pp 295ndash307 1999
[94] US Department of Energy ldquoWaste isolation pilot plantrdquohttpwwwwippenergygov
[95] American Society for Testing of Materials (ASTM) ldquoStandardpractice for operating salt-spray (fog) apparatusrdquo B-117
[96] American Society for Testing of Materials (ASTM) ldquoStandardtest method for surface burning characteristics of buildingmaterialsrdquo E-84-17
[97] F Wu J Wei H Guo F Chen H Hong and C Liu ldquoSelf-setting bioactive calcium-magnesium phosphate cement withhigh strength and degradability for bone regenerationrdquo ActaBiomaterialia vol 4 no 6 pp 1873ndash1884 2008
[98] G Mestres and M-P Ginebra ldquoNovel magnesium phosphatecements with high early strength and antibacterial propertiesrdquoActa Biomaterialia vol 7 no 4 pp 1853ndash1861 2011
[99] Wagh S Arun and C Primus ldquoMethod and product forphosphosilicate Slurry for use in dentistry and related bonecementsrdquo US Patent 7 083 672 B2 2006
[100] T Lally ldquoBio-adhesive composition method for adheringobjects to bonerdquo US Patent 6 533 821 2003
[101] K C Y Tay B A Loushine C Oxford et al ldquoIn vitro evaluationof a ceramicrete-based root-end filling materialrdquo Journal ofEndodontics vol 33 no 12 pp 1438ndash1443 2007
[102] A SWagh R Natarajan and R LMcDaniel ldquoNew phosphate-based cement useful for drilling completions in arcticrdquoOil andGas Journal vol 103 no 18 pp 53ndash55 2005
[103] A S Wagh R Natarajan and R L McDaniel ldquoAluminumphosphate cements help with deep high-temperature wellsrdquoOiland Gas Journal vol 104 no 19 pp 39ndash43 2006
[104] A S Wagh R Natarajan R L McDaniel and S PatilldquoCeramicrete blends produce strong low-permeability cementsfor arctic userdquo Oil and Gas Journal vol 103 no 19 pp 48ndash522005
[105] D W Brown L K Powell A S Wagh and S-Y JeongldquoCeramicrete-bonded building materials using forest wasterdquo inProceedings of the 35th International ParticleboardCompositeMaterials Symposium p 182Washington State University April2001
[106] U S EPA Climate Leaders Direct Emissions From CementSector Climate Leaders Greenhouse Gas Inventory Protocol CoreModule Guidance 2003
[107] World Resources Institute About Eutrophication httpwwwwriorgour-workprojecteutrophication-and-hypoxiaabouteutrophication
Submit your manuscripts athttpwwwhindawicom
ScientificaHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CorrosionInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Polymer ScienceInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CeramicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CompositesJournal of
NanoparticlesJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Biomaterials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
NanoscienceJournal of
TextilesHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Journal of
NanotechnologyHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
CrystallographyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CoatingsJournal of
Advances in
Materials Science and EngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Smart Materials Research
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MetallurgyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
BioMed Research International
MaterialsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Nano
materials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal ofNanomaterials

4 ISRN Ceramics
has all the information needed on solubility characteristics ofoxides to find the right conditions to produce CBPCs
There has been significant research in the kinetics offormation of CBPCs Soudee and Pera [31 32] studied theacid-base reactions in more detail and also established theimportance of the surface area of magnesium oxide duringthe reaction Similarly Carvalho and Segadaes [33] studiedthe powder characteristics on the reaction kinetics Thephysicochemical basis for the novel binders has also beenprovided by [34] These investigations have established thatthe larger is the ratio of surface area to volume of magnesiumoxide the more rapid is the reaction Alternatively thesmaller the magnesium oxide particles for the same amountof magnesium oxide are the faster is the reaction
Chinese research [35 36] on the other hand focused onkinetics of reaction and setting characteristics of K-struvitebased CBPCs They confirmed the findings of Waghrsquos group[20] that the oxide component inK-struvite basedCBPCdoesnot react completely and some magnesium oxide remains asan inert fillerThis filler has an advantage It acts as an obstacleto crack propagation in the ceramic and thereby enhancesthe strength properties of the ceramic Therefore one mayconclude that Ceramicrete is a composite of K-struvite andmagnesium oxide
Wagh [8] and Wagh and Jeong [20] and coworkers haveprovided details of the thermodynamic basis of solubility ofsparsely soluble oxides and identification of candidate oxidesto form ceramics and hence we will not go into detail aboutthat It suffices to say that this theory helps one to identifywhich oxides are suitable for formation of ceramics andwhichneed additional treatment of to form ceramics
The second thermodynamic parameter that is importantis the enthalpy of formation Enthalpy difference between theend products and reacting components gives us heat outputduring the acid-base reaction Estimation of heat generatedduring ceramics synthesis is very important because excessiveheat may boil water in which the acid phosphate is dissolvedAt the same time if the heat output is too small ceramicsformation will take a long time Production of heat is alsodirectly proportional to the size of the sample and henceproducing larger batches of ceramics is very difficult unlessthe rate of production of this heat is controlled In recentyearsmethods have been developed to control this heat eitherwith chemical retardants or by using pumping methods thatlend themselves to mixing of smaller volumes continuouslyand building up ceramic volumes Thus the thermodynamicbasis leads one to predict how one can use oxides andminerals available in nature to produce CBPCs of desiredcompositions This is discussed in the next section
3 Generalization of CBPC Syntheses
Based on the thermodynamic analysis and using the con-dition that the metal oxide should be sparsely soluble onecan select oxides that are most suitable for forming ceramicsGenerally divalent oxides are the most suitable for formingceramics Certain trivalent oxides such as lanthanide oxidesalso can be used to form ceramics However when thesolubility is lower other methods of enhancing solubility
are used Iron oxides provide a good example of this Feis both di- and trivalent and its corresponding oxides areFeO (wustite) and Fe
2O3(hematite) FeO can be reacted
with either phosphoric acid solution or a solution of analkali metal phosphate to form ceramic but Fe
2O3does
not react with any phosphate solution However Wagh andhis coworkers have demonstrated that Fe
2O3can be slightly
reduced using elemental iron in a small quantity and theyformed ceramic of iron phosphate [22 37] In addition theyshowed thatmagnetite Fe
3O4 when reactedwith phosphoric
acid solution forms ceramics and the process does not needany reductionThis is understandable as Fe in magnetite is ina slightly lower oxidation state of Fe+267 as compared to Fe inFe2O3 which is in a higher oxidation state of 3+
The ability to produce a very wide range of CBPCs usingoxides or minerals of range of elements makes CBPC processfar more general Therefore it should make a great impactin various industrial and environmental applications Thelength and breadth of applicability of these materials arediscussed in Section 31
31 Elements of Current Interest in CBPC Formation andApplications A literature review indicates that CBPCs havebeen developed and initial demonstrations have been con-ducted in the following fields
(1) immobilization of radioactive waste and mixed wastestreams
(2) nuclear shielding materials
(3) corrosion and fire protection industrial coatings
(4) structural products
(5) dental and prosthetic cements
To understand how CBPCs could be useful in such wide-ranging applications and to identify potential compositionsin each case some guiding principles must be set forth usingthe solubility product constants of individual oxides
To identify the role of potentialmetal oxides as candidatesfor forming CBPCs the following guidelines may be used
311 Alkali Metal Oxides Alkali metal oxides are readilysoluble and as a result release cations too rapidly hencethey are not suitable to form CBPCs The only way they canbe used as acid phosphates such as NaH
2PO4 KH2PO4 or
CsH2PO4 Sodium being very leachable element NaH
2PO4
is not used commonly in CBPCs The most common acidphosphate used is KH
2PO4and is probably the only acid
phosphate currently used in most applications though it ispossible to use acid phosphates of divalent metal oxides alsoas we shall see in Section 312 Acid phosphate of Cs isvery expensive and hence is not suitable for cost effectiveapplications However Cs has a radioactive isotope Cs-137that is formed in nuclear reactions As a result CsH
2PO4
provides a pathway to immobilize this fission product andhence is of very much interest in CBPC applications innuclear industry
ISRN Ceramics 5
312 Divalent Metal Oxides They are the best candidates toformCBPCs because of their sparsely soluble nature [8]Theyare used as the alkaline components in the acid-base reactionAsmentioned before CaO has very high exothermic reactionwith an acid phosphate and it is very difficult to produceceramic using this oxide One way to get around this problemis to use minerals of Ca that release Ca very slowly in thesolution (sparsely soluble minerals) Such compounds of Cahave been used in dental cements [38] As mentioned beforeWagh et al [29] also developed CBPC using wollastonite(CaSiO
3) which is a low-cost mineral They studied the
solubility of this mineral as a function of pH and found thatthe solubility product is in the correct rangeThis helped themto produce its ceramic An overview on calcium phosphatecements may be found in the article by Chow [38]
Similar is the case with ZnO Due to high exothermicheat release during the acid-base reaction ZnO is not a goodcandidate for producing large-scale CBPCsHigh cost of ZnOis also an issue However early commercial dental cementsin which neither cost nor the size were issues were producedusing ZnO and did well in the market [3]
MgO is the most common oxide that is used to producepractical CBPCs As is its solubility is high and it releaseslarge amount of heat However dead burnt MgO (calcined tovery high temperature) has a crystalline phase called periclase[39] which is themost suitable phase of this oxide to produceCBPCs Range of CBPCs such as those produced from thereaction with ammonium phosphate [40 41] aluminumdihydrogen phosphate [42] magnesium dihydrogen phos-phate [43] and potassium dihydrogen phosphate [9] wereall produced using dead burnt MgO These demonstrationsindicate that periclase also enables one to produce CBPCsby reacting with divalent and even some trivalent metalacid phosphates (such as that of Mg Ca Al etc) Thiswidens the range of CBPC products Among these onlypotassium dihydrogen phosphate (Ceramicrete) has been themost successful commercial product and has not exhaustedthe range of its applications implying divalent and trivalentmetal acid phosphates will have to wait for their opportunityto find applications
Other oxides that fall in this category are FeO (wustite)CrO MnO CoO and so forth They are not abundant innature and hence are not economical for production of usefulCBPCs However their role in immobilization of waste is stillimportant especially with hazardousmetals such as Cr whichwe will see below
313 Trivalent Metal Oxide The trivalent metal oxides suchas Fe2O3 La2O3(and other members of lanthanide group in
trivalent state) Al2O3 and Bi
2O3 have solubility lower than
that of divalent metal oxides Unpublished work by Waghhas shown that oxides of La Ce in trivalent state and Bi canstill be used to react with phosphoric acid solution to formCBPCs Fe
2O3andAl
2O3have very poor solubility and hence
it has not been possible to produce CBPCs using them atleast at room temperature To produce CBPCs Wagh and hisgroup enhanced the solubility by using a reduction methodof adding a small amount of Fe in Fe
2O3and phosphoric acid
solution mixture [22] and produced iron phosphate CBPC
They also conducted the acid-base reaction of Al2O3and
phosphoric acid solution at about 150∘C [21] and producedaluminum phosphate CBPC These methods are inexpensiveand produce ceramics at lower temperatures compared tosintered ceramics
Fe3O4(magnetite) is an interesting oxide It may be
considered as a combination of FeO and Fe2O3 Presence of
FeO makes it suitable for forming CBPC matrix Wagh andhis group demonstrated this by reacting it with phosphoricacid solution [22] Similar should be the case with Mn
3O4as
its solubility is similar to that of Fe3O4
314 Oxides of Metals of Higher Valency (Except Zr of Valency+4) Metals of valency gt3 are of little interest in formingCBPCs because of their extremely low solubility Exceptionis that of ZrO
2 which is sparsely soluble in acidic region and
forms ZrOOH which then reacts with an acid phosphate andforms ceramic Singh et al [44] have succeeded in producingceramics of this oxide
315 Oxides of Radioactive Elements Elements such as ura-nium (U) thorium (Th) and plutonium (Pu) are constituentsof radioactive waste that has resulted from development ofnuclear weapons and are also major parts of spent nuclearfuel [45ndash51] stored in water pools near the nuclear reactorsSignificant radioactive waste is also generated in power plantsby contaminated equipment gloves and other safety wearThese elements need to be immobilized so that they do notenter the ecosystem through groundwater or air In fullyoxidized state they are insoluble in water and hence do notform phosphates However for the same reason if they aremicroencapsulated in the CBPC matrix they are isolatedfrom the environment and hence have no opportunity toget into groundwater All earlier research in immobilizingelements of lower oxidation states has shown that they oxidizein the phosphate matrix and reach into full oxidation stateReader is referred to Chapter 17 of [8] for details
316 Major Fission Products [52 53] With the exception oftechnetium (Tc) fission products are natural elements andtheir isotopes are also produced in a nuclear reaction Tc onthe other hand is produced only in nuclear fission
Fission products are comparatively short lived (severaltens of years) but their activity is extremely high Even whenthis activity is depleted severalfold it is still radioactiveTherefore these isotopes need to be immobilized for safestorage CBPC approach is the most ideal for these Detailsare discussed later in this paper
317 Hazardous Elements Resource Recovery and Conser-vation Act (RCRA) of US Environmental Protection Agency[54] has identified arsenic (As) chromium (Cr) cadmium(Cd) nickel (Ni) mercury (Hg) lead (Pb) silver (Ag)selenium (Se) and barium (Ba) as elements potentiallyhazardous to human health if consumed via food water orair Among these zinc (Zn) is a borderline element that maybe regulated in future under RCRA but we have included itin our discussion as the CBPC technology has potential tostabilize it very effectively
6 ISRN Ceramics
318 Benign Elements That Simulate Radioactive ElementsIt is difficult and expensive to handle radioactive isotopesin exploratory immobilization experiments because of theirradioactivity and associated safetymeasures needed to handlethem Also such experiments generate their own wasteand if initial experiments are carried out with actual wastestreams they only add to the existing radioactive wasteFor this reason their chemically equivalent metals that arenonradioactive are used in initial immobilization studiesThese equivalent metals are termed as simulants or surro-gates Based on the chemical behavior (such as reactivitysolubility etc) uranium thorium and other transuranicsare substituted by Ce Neodymium represents radioactiveAmericium Fission products such as Cs-137 Sr-90 and I-131are substituted by their nonradioactive counterparts Cs Srand I Since Tc-99 is formed only in nuclear reaction it doesnot have its nonradioactive counterpart and hence rheniumis used as its simulant
While developing CBPCs for immobilization of radioac-tive contaminants these elements are used to simulateradioactive isotopes the processes are optimized and thenonly the actual radioactive isotopes are introduced for thefinal demonstration This helps in reducing the cost of devel-opment of immobilization technologies It also reduces theadditional radioactive waste that would have been generatedduring research and development
32 Binders and Fillers Zinc phosphate dental cements wereproduced by reacting zinc oxide with phosphoric acid solu-tion [24] As mentioned before due to the high exothermicheat output the product could be made in a small scale (infew grams) only and it was virtually impossible to mix largequantity of this material to form big shapes Therefore itsapplication of zinc based CBPCs is limited to dental cements
Subsequent studies by Sugama and Kukacka [40 41]addressed this problem by using ammonium acid phosphatesfor reaction with magnesium oxide Their approach includedthe following major improvements
(1) Increasing the pH of the acid they used either mono-or diammonium phosphate (fertilizer components)instead of phosphoric acid and raised the pH ofthe acid component This reduced the pH differencebetween the acid and the alkaline oxides and thatslowed down the reaction slightly
(2) They also replaced zincwith calcinedMgO which hasa much lower solubility in the acidic solution Slowerdissolution led to slower reaction
This approach of using an acid phosphate instead ofphosphoric acid solution and use of calcined MgO pavedthe way for more practical CBPCs [55ndash57] Using Sugamarsquosapproach few gallons of the product could be producedat a time that would give work time of about 15ndash20minAt least one product Set 45 found market [58] as a roadrepair material More importantly however it paved the wayfor further research at Argonne National Laboratory gearedtowards practical CBPCs Wagh and his coworkers usedmonopotassium phosphate instead of ammonia-releasing
Table 1 Density porosity and compressive strength of CBPC withfly ash as an extender [26]
Sample description Density(gcm3)
Connectedporosity (vol )
Compressionstrength (psi)
Phosphate binder 173 15 3500Class F loading(wt)
30 167 522 565140 177 409 620750 18 231 750360 163 815 5020
Class C loading(wt)
30 197 479 880940 207 34 1192450 206 534 760860 192 802 4753
ammonium phosphate products [4 20] There have beenfew other similar attempts by other researchers to developsustainable products such as cement mortar using the CBPCconcept [59] This led practical CBPCs that were developedfor immobilization of radioactive waste streams [60] initiallybut also found market subsequently in structural and archi-tectural market
Despite these advances one could not develop low-cost processes for production of CBPCs as engineeringmaterials for range of structuralmaterials applicationsWhenproduced in a large volume (like in several cubic meters)CBPCs still produced large amount of heat As done inPortland cement concrete incorporating fillers and extenderswas considered as a solution This approach has threefoldadvantage For a given volume the amount of binder usedis small and hence less heat is generated This extends theworking time Presence of fillers increases the heat capacityof the mixture (especially if one uses aggregates such as sandpea gravel and stones) which in turn lowers the temperaturerise of the CBPC product during its formation and slowsdown the setting process and gives more working timeFinally due to smaller amount of the expensive binder in theproduct the products are cheaper
Wagh and his coworkers also [26] found an additionaladvantage Use of fly ash from coal burning utility plantsincreased the compressive strength of the product two-tothreefold (see Table 1) The dramatic increase in compressivestrength is likely to be a result of additional reactions betweenthe acidic phosphates and amorphous silica from ashWilsonand his coworkers have studied the role of soluble silica informing dental cements [61] and we feel reactions similar towhat these authors found are responsible for enhancementof the strength properties Detailed fundamental studiesare needed in this area because analytical techniques forreactions with amorphous products have limitations Even X-ray diffraction technique used for crystal detection cannot beused in such cases
ISRN Ceramics 7
Figure 1 Scanning electron micrograph of magnesium potassiumphosphate CBPC and wollastonite composite One may see theelongated grains of wollastonite embedded in the CBPCmatrix [29]
In another study [29] Wagh and his coworkers alsolooked into adding calcium silicate (wollastonite CaSiO
3) as
filler The advantage of this mineral is that its grains haveacicular structure (elongated) as may be seen in Figure 1 Theresult is enhanced flexural strength of the product
If one could add whiskers to the CBPC matrix theflexural and tensile strength can be enhanced Wagh and hiscoworkers tested addition of chopped glass fibers of 025 and05 inch fibers at a loading of 1ndash3 and demonstrated thatthe flexural strength of CBPC ash composite can be increasedfrom 900 psi to double its value [8]
One may also use CBPC as an adhesive on natural fibersto produce fiberboards and other articles Latitude 18 Inctook up these ideas Patent granted to Wilson et al [68]goes well beyond whiskers and suggests compositions forfiberboards and even phosphate bonded cellulosic paperThese developments are still in their infantile stage andseveral technical hurdles such as miscibility of the fibers andwhiskers in phosphate binders during production pumpingand so forth need to be resolved before one can talk about theproducts
4 Products and Applications
In an endeavor to produce marketable products from thelaboratory results for any material several major milestonesare involved which include testing of all useful propertiesoptimization then scaling up the production process findingsuitable equipment to deliver the product for individualapplications and finally selling the products in the market
CBPCs have gone through these stages in the past 20years In the process several products have found mar-ket in a small scale and several are just being launchedin a big way The smaller scale applications have beendocumented in the literature and commercial websitesThese includeMonopatch (httpwwwbindancorpcom) andGrancrete (httpwwwGrancretenet) Some of the largerscale applications have been in nuclear waste immobilizationand shielding applications and development of productsfor fire and corrosion protection This section provides anaccount of investigations behind these products and theirperformance and methods of applying them
Figure 2 Drum scale immobilization of contaminated soil (cour-tesy Argonne National Laboratory)
41 Application Methods Unlike Portland cement CBPCsare rapid-setting materials The acid-base reaction that pro-duces them may be slowed down using retarders such asboric acid or other boron products
Even with the best efforts setting of the product can bedelayed by approximately half hourThis gives a maximum of45min to workers to mix the ingredients fillers and waterand produce paste and deliver it through suitable pumpsWhen the product sets however it is almost a flash setContinuous use of equipment for mass production also heatsthe equipment and subsequently reduces the time of settingThough half an hour to 45min is a reasonable duration it isstill not practical for many operations Therefore engineershave spent significant time to overcome these difficulties anddeveloped processes for individual applications
These delivery processes fall in two categories The firstone is a batch process It is applicable for small volumeapplications such as hazardous and radioactive waste immo-bilization in low volume dental and prosthetic cementsand repair applications such as filling potholes and drivewayrepair In this method all ingredients and water are added ina container and mixed with a paddle and the paste is pouredor pumped within a short time or applied by hand
Figures 2 and 3 show use of this method for radioactive orhazardous waste immobilization and as road surfacing mate-rial In Figure 2 a verticalmixer (shown in the background) isused which has a paddle that can be inserted in the drumThepaste is mixed in the same drum that is used for storage of theimmobilizedwaste in a repository In Figure 3 a conventionalconcrete mixer is used to produce paste that is poured andleveled
The second category is designed as a continuous processLarge volume mixing of waste and binders and then pouringin containers or pits for storage or corrosion and fireprotection coatings insulation grouts and so forth fall in thiscategory Typically a plural delivery system is used for theseapplications in which the acid slurry is delivered from oneline and alkaline from the other Both are pumped continu-ously to a single mixer which mixes the two components in
8 ISRN Ceramics
Figure 3 Repair of Pennsylvania Turnpike using CBPC-basedMonopatch (courtesy Bindan Corporation USA)
Figure 4 CBPC coatings spray demonstration with a spray gun(courtesy Argonne National Laboratory)
a small quantity at a time and delivers it continuously from anozzle for the desired application For thin coatings a spraygun ismounted at the end which sprays it on any vertical wallor on horizontal floor Figure 4 shows the demonstration ofproducing thin coating films of 150ndash250 micrometer thick
The batch mixing process is similar to mixing concreteThe continuous mixing and pumping of individual compo-nents and then pouring are done in polymer industries andspraying is used in paint industry for emulsions Rarely pasteformed by a mixture of particulate and water is used in thepaint industry and hence adapting to the pumping methodsfor CBPC paints and coatings is not obvious because CBPCpastes are always aqueous particulate mixtures Since apumping operation is largely dependent on rheology of thepaste a delivery system for CBPC pastes requires more thanroutine knowledge of pumps In particularMgO powders arenot one of the friendliest ones when it comes to pumping inslurry form Once pumped however the mixed paste can besprayed as a thin coating approximately 125120583m thick or sameas that of commercial paint or as thick as commercial grouts
42 Research and Development in Nuclear Shielding Applica-tions and Products Nuclear radiation consists of alpha beta
gamma rays and in addition neutrons Alpha rays consist ofhelium nuclei which are heavy enough to be absorbed easilyby solid materials and hence any solid or liquid material ofsmall thickness on their way can shield them Beta radiationconsists of electrons andpositrons and is again stopped by fewmillimeters thick materials such as aluminumTherefore themajor issue is that of gamma rays and neutrons that are veryhighly energetic radiations and also penetrate materials usedin nuclear reactor vessels (concrete and steel)
The problem is not limited only to active nuclear powerplants Interim storage of nuclear fuel spent fuel rods that arereplaced bynew rods in a power reactor storage of excess highenergy nuclear materials such as highly enriched uranium(HEU) produced during cold war era that remained unused[69] all require shielding materials to store them so that theirradiation is not released in the neighboring environmentEven nuclear waste that resulted fromdevelopment of nucleararsenal during the Second World War and cold war needssecure storage facilities in the United States and FormerSoviet Union countries Needless to say that good shieldingmaterials are needed in the nuclear disaster areas such asChernobyl [45] and Fukushima [46] for containment
Denser materials or products made from heavier nucleiare the best candidates for shielding gamma rays Commonsteel is a cheap gamma ray shielding material because ironis dense Therefore steel is a preferred metal to manufacturereactor vessels
Neutrons on the other hand have exactly opposite char-acteristics They are absorbed by light nuclei and penetratethrough heavier metals Any hydrogen-containing materialsand low atomic weight elements in the periodic table such ascarbon and boron are the best performing candidates Wateris ideal Therefore spent fuel rods once they come out of thereactor are stored for several years in water pools for cooling(note that the first event that occurred in Fukushima was abreach in such a pool where leak occurred and water drainedexposing fuel rods to meltdown [46]) Thus a paradoxicalsituation arises while choosing materials the one good forgamma ray shielding is not suitable for neutrons and viseversa
The best compromise is to use steel for gamma rays andconcrete barrier for neutrons Concrete contains sufficientwater and hence hydrogen It is made of lower atomic weightmaterials such as Ca Si and Al For this reason concretebarriers are commonly used for shielding of neutrons Theproblem with concrete however is that large thickness isneeded for sufficient shielding While it may work in a powerplantwhere thickwalls can be built it is not a suitablematerialif nuclear material needs to be transported or temporarilystored because of its weight and volume
For example once the rods cool down (or their radiationdecreases to sufficiently low level) they still need to betransported in shielding casks and stored permanently inrepositories These casks need to be light which makes thickwalls of concrete unacceptable They need to resist impactheat freeze-thaw conditions and corrosion High impactstrength is difficult to achieve with concrete
CBPCs have been evaluated as shielding materials forneutrons because of their lighter weight and their ability
ISRN Ceramics 9
O 5408C 089B 321
H 271K 893P 707
Figure 5 Composition of CBPC nuclear shield for neutrons [71]
to incorporate higher level of boron Work done in a jointprogram between Argonne National Laboratory of the USDepartment of Energy Russian Federal Nuclear Center inSarov Russia and Eagle Picher Industries in the US [70 71]showed that significant amount of boron carbide can beincorporated in CBPC Joint efforts between these organi-zations came up with an optimal formulation to efficientlyshield neutron radiation A typical composition of CBPCproposed by this work is given in Figure 5
Following this study Eagle Picher Industries finalized acomposition for a material called Borobond They workedwith Oak Ridge National Laboratory (ORNL) and developedRackable Can Storage Boxes (RCSB) for safe storage ofHEU ORNL conducted modeling and experimental studiesof such boxes with fixed natural B
4C and water content
[72] Their study led to a method of quantifying the watercontent of RCSBs by fast neutron time-of-flight transmissionmeasurements (NMIS) and B
4C content with gamma ray
spectrometry for known water content The time-of-flighttransmission measurements used in their investigations canalso be used to assess the uniformity of Borobond in theRCSB Their methods are tools at the RCSB production andat storage site during the operating lifetime of the RCSBs forstorage of HEU
Figure 6 shows how neutron shielding is dependent onwater content and boron carbide concentration in BorobondThe density of the recommended product was 19 gcm3 lessthan that of concrete and yet it has superior mechanicalproperties as shown previously in Table 1 It has all lightelements and boron carbide content is as much as 41 wt
This composition was used by Eagle Picher to produceRSCBs for DOE which has stored HEU at one of itsfacilities Currently Borobond is a product line of CeradyneCorporation a 3M Company
Noting that spent nuclear fuel cannot be stored in waterpools forever and must move into a dry storage facilityArgonne National Laboratory and Federal Russian NuclearCenter scientists continued their studies to evaluate feasibility
Num
ber o
f bor
on ca
ptur
es p
er C
f fu
nctio
n
07060504030201
0
Water content
108
0604
020 Boron content
02
46
8
05
04
03
02
01
0
Figure 6 Calculated number of boron captures as a function of B4C
and content of water (wt) [72]
of using boron-containing CBPC (Ceramicrete in this case)for applications such as storage and transportation casks ofnuclear materials The work was computational A Russiancask Model RT5010 [71] was used for this study The designof the cask is shown schematically in Figure 7
This study reached to several useful conclusions
(1) CBPC with boron carbide is very effective in thermalneutron capture Thermal neutrons make up for themost flux of neutron radiation from the spent fuel thatwould be stored in a dry cask
(2) A boron carbide content of gt5 does not increasethe shielding potential of the CBPC significantly thus5wt is practical
(3) If the temperature of the shielding layer is lt100∘Cthe bound water remains in the shielding layer andhelps in shielding neutrons At higher temperaturesthe bound water is released if it evaporates from thecask the shielding property will be affected adverselyIn practice the shielding layer will be sealed and theevaporated water will remain as vapor and hence thiswill not pose a major issue in designing a cask
(4) Assuming the boundwater remains within the shield-ing material one can expect 50 to 80 shielding ofneutron flux for the cask model shown in Figure 8
(5) Overall for the design shown in Figure 7 boron-containing CBPC offers a better shielding optioncompared to others with boron and fillers
Based on this study further developments are underwaybetween Argonne National Laboratory American Industryand Former Soviet countries for superior shielding applica-tions of CBPC-based nuclear shielding products Figure 11
43 Recent Advances in the CBPC Technology for NuclearWaste Immobilization Nuclear waste has its origins in devel-opment and production of nuclear weapons in the UnitedStates Former Soviet Union and to some extent inUKThese
10 ISRN Ceramics
Spent fuel
Air
gap
Stee
l 1
Stee
l 2
Neutron shieldinglayer (Ceramicrete)
Radius
R = 1325 cm
R = 84 cm R = 90 cm R = 120 cm R = 1325 cm
Figure 7 Cross-section of Russian dry storage cask Model no RT 5010 used in the study of CBPC for neutron shielding in the Argonne-Russian Federal Nuclear Center study [71]
(1) Spent fuel
TRU 07Other 31Hardware 54Fission products 24U 664
(3) TRU
Pu 846Am 105Np 48Cm 01
(2) Other products
TRUFission
(4) Fission products
Metals isotopes 481XaKr 167Others 25I 07Tc 23CsSr 72
Zircaloy 251
0 1 2 3
Figure 8 Typical mass composition of spent nuclear fuel [73]
countries have accumulated huge amount of nuclear wastein all forms solids sludge and liquid [45] The waste canbe highly radioactive or may have very low activity Due tothe race between the western and eastern bloc countries toproduce nuclear weapons there was little regard for safe andlong-term storage of such waste but because of the currentawareness of the consequences of various radioactive wastestreams on the environment habitat and human health inboth regions efforts are being made to find ways to recycle orimmobilize these waste streams for safe storage and to protectthe environment
The mankind has faced another acute problem of nuclearcontamination of the environment resulting from the twomajor nuclear accidents (Chernobyl and Fukushima) inrecent years The clean-up efforts also have generated sig-nificant amount of waste that needs isolation [45 46]As a result there is urgency in finding suitable materialsto immobilize range of waste streams generated by suchcatastrophes
Ceramicrete was developed to address these needs andmuch has been published in the earlier literature on this topicInterested readers may findmore details in the book byWagh[8] and other articles [74 75] In the last decade howeverfurther advances have been made in this area
431 The Nuclear Legacy Waste Streams Themajor contam-inants encountered during treating these waste streams arelisted below
(a) Hazardous inorganic contaminants both high andlow-level waste streamsmay contain these chemicallyhazardous contaminants As listed in Section 317 PbCd Cr Hg and As are the elements of main concernin radioactive waste also When both radioactive andhazardous contaminants exist in thewaste suchwasteis called mixed waste Chemical immobilization ofthese elements that is converting them to insolublecompounds is the best strategy to arrest leaching ofthese elements [76 77] which is used extensively inthe CBPC technology because phosphate treatmentemployed in theCBPC technology results in insolublephosphate salts of these elements
(b) Actinides actinides especially Th U Pu and Amare prevalent in the waste but also in spent fuelrods because they are the source materials for nuclearenergy They are mainly alpha and gamma emittingmaterials and if active they will also emit neutronsThey all have high atomic weight their solubility isalmost negligible and hence they are not dispersible
ISRN Ceramics 11
in ground water The only source of contamination ofthese materials is their dispersibility as solid fine par-ticles which can be arrested by microencapsulatingthem in the CBPC matrix
(c) Fission product isotopes (Cs-137 and 138 Sr-90 Tc-99 and I-131) these isotopes of cesium strontiumtechnetium and iodine are formed during a nuclearreactionTheir relevant properties are listed inTable 3
Since most of the work on low-level waste streams wasreported in the earlier literature [74 75] we will only discussthe extensive research done during the last ten years whichwas focused on high-level waste streams Among severaloptions available for immobilization of these radioactivewaste streams [78] the most preferred technology has beenborosilicate glass technology [79 80] Waste and glass fritsare mixed together and vitrified at temperatures rangingfrom 1200∘C to 1500∘C This results in a homogenous glasswaste form that has been shown to be stable for a time scale(million years) at which time the activity of the radioactivecomponents is reduced sufficiently that it will not affect theenvironment It canmicroencapsulate transuranics extremelywell However this process is not suitable for high activitywaste streams because of the volatile components containingthe fission products of cesium strontium technetium andiodine (see eg [81]) As one may notice from Figure 8 theamount of the fission product stream is small just a fractionof a percent of the total waste And yet because of theirhigh activity and their ability to become airborne duringthe vitrification process they are unsuitable for vitrificationprocess and hence are separated into high activity wastestreams As we shall see below the CBPC process has beenthe most successful in mineralizing the fission products intostable phosphate compounds and hence immobilizing them
The high activity tank waste streams have resulted fromproduction of weapons grade nuclear fuels in the UnitedStates and Former Soviet Union countries Most are storedin underground storage tanks in the US at Hanford tankfarms in the State of Washington Savannah River in SouthCarolina and some in Idaho The waste streams vary intheir characteristics and composition but are either liquidsor sludge Reference [82] and references therein provide anoverview of the tank waste streams within the US DOEcomplex and their characteristics
While the bench scale testing was done in several earlierprojects full testing and large-scale immobilization exper-iments were conducted and success of the technology wasdemonstrated in collaborative projects between ArgonneNational Laboratory and Russian scientists on the two mostdifficult high activity tank waste streams [83 84] This workmaymake a major impact in the near future on immobilizingsuch waste streams with CBPC formulations
The high activity in these waste streams arises from thefission products prominently containing isotopes listed inTable 3 Also the waste streams can be acidic or alkalinedepending on whether attempts were made to neutralizethem with NaOH Often neutralization results in alternativeproblem of immobilizing waste streams rich in leachablesodiumTable 5Thus the problemof immobilizing tankwaste
streams boils down to the following three (a) immobilizingfission products and trace levels of actinides (b) getting ridof excess water without volatilizing any of the contaminantsand (c) immobilizing sodium to a level that it does not leachout sufficiently to affect the structure of the waste form
Several studies have been conducted in demonstratingimmobilization of these waste streams using CBPCs [85ndash88]Notable and detailed analysis among these was done in acollaborative project between Argonne Vernadsky Instituteof Radiochemistry in Moscow and Production Researchat Mayak a nuclear waste facility in Russian Federationwhich also has stored similar waste Figure 10 Reference[64] provides the major results of the entire project Thisproject demonstrated immobilization of typical two highactivity liquid waste streams from Hanford and two fromMayakThis team effort was highly successful in showing thesimplicity and effectiveness of CBPC in immobilizing thesewaste streams at small scale to 55 gal drum size Initial studywas with simulated waste streams and success of this studyled the scientists to tackle actual waste streams Reference[88] contains details of the methodology nature of the wastestreams additives in the CBPC formulations to immobilizedifficult contaminants properties of the waste forms andtheir performance
This collaborative work directed by Argonne NationalLaboratory on behalf of the US Department of Energy makesall other similar work outdated because this work usedthe methods developed in previous work tested and thenwent beyond to produce waste forms at production levelThe team concluded that CBPC technology can be used inpractice without any concern about pyrophoricity volatilitygas generation or leaching of contaminants For this reasonwe will not delve on any other previous work but summarizeresults of this project
Table 4 lists the composition of each of the waste streamDetails of adding these stabilizers are described in the
paper [88]It is the opinion of this author that Cs and Sr do not need
stabilizers because using the solubility analysis presentedin [8] it is possible to show that Sr is a sparsely solublemetal and it will form SrKPO
4 Cs being an alkali metal
will be converted to insoluble MgCsPO4 This mineralization
of Sr and Cs has been verified in the authorrsquos unpublishedwork Both SrKPO
4and MgCsPO
4have negligible aqueous
solubility and as will be seen later perform well in leachingtests
Table 6 lists the waste loading in the final waste formsand their physical properties All results are reproduced from[88]
For waste streams with low-solid content of 16ndash52wtsolids the waste loading has been very significant This isbecause as in Portland cement CBPCs require water andbind significant amount in their crystalline structure
There are both benefits and drawbacks of the approachof binding water and increasing the waste loading Forexample if glass vitrification technology is to be used forimmobilizing these waste streams the water will evaporatebut then the fission products will also evaporate causing
12 ISRN Ceramics
air contamination They can be captured somehow in off-gas system but then need a lower temperature method ofstabilizing them At the same time the vitrified waste formwill have very small volume and will cost a lot less intransportation and long-term storage On the other handthe CBPCwaste form provides a significantly simpler processwith the least concern for volatility of the fission products butincreases the cost of transportation and storage because of itslarge volume
The effectiveness of waste immobilization method isdetermined bymainly three tests AmericanNuclear SocietyrsquosANS 161 test [89] determines the leaching index (negativeof logarithm of the diffusion constant) for each of theradioactive contaminants The test is carried out at roomtemperature by immersing a geometrically regular sample indeionized and distilled water over 90 days Aliquots of theleachate solution are drawn at specified periods and analyzedfor the contaminant concentration These numbers allowone to determine the diffusion constant of the particularcontaminant in the waste form and that in turn allows one torepresent the result as the leaching index Table 7 summarizesthese results in this project
The other leaching test is for the durability of the wasteform itself Product Consistency Test (PCT) [66] determinesthe leaching rate of the major components of the wasteformThe test was designed for vitrified glass and hence thecomponents are Si Ca Al and B For CBPC however theywill have to be Mg K and P
In PCT a sample in cylindrical shape of more thantwenty times the area compared to its volume is selectedand immersed in distilled and deionized water The leachingexperiment is conducted for 7 days at a constant temperatureof 90∘C At the end of the test a sample of the leachate wateris analyzed for the major elements of the waste form and theleaching rate is determined per unit area of the surface Againthe results are included in Table 7 of this test on all four wasteforms
A third test is designed for hazardous metals defined byResource Conservation and Recovery Act (RCRA) of the USEnvironmental Protection Agency [90]
The literature has been very scanty about the leachingindex for contaminants from vitrifiedwaste form and hence itis very difficult to make a comparison of the results presentedin Table 7 with glass waste form However [85 86] provideleaching index for various fission products on simulated tankwaste streams in different waste forms Generally their bestresults are gt9 for the leaching index for any of the fissionproducts This may be compared with the results given inTable 7 for actual radioactive contaminants Inmost cases theresults are several orders of magnitude higher than that forsimulated waste forms reported earlier (Note that increasein one number in the leaching index is a decrease by afactor of 10 in the diffusion constant because LI = minuslog(diffusion constant)) The only exception is that for iodinein M1 and Se in H1 In the first case the value is by oneorder less than 9 but in the other case it is still higher than9 but not by several orders Thus one may conclude thatthe CBPC technology performs far better than the expectedperformance of immobilized fission products waste forms
Pacific Northwest Laboratory scientists conducted vitrifi-cation experiments for similar liquid waste streams [91] andmeasured the leach rate of themajor constituents of the wasteforms Since boron sodium lithium aluminum and siliconare the constituents of their borosilicate glass they conductedthe PCT and measured the leaching rates for these elementsThey show that the leaching results for the waste form of thestreamAZ-102 (termed asH2 in Table 7) are 00063 gm2sdotdayfor boron 0052 gm2sdotday for sodium 005 gm2sdotday forlithium 000786 gm2sdotday for aluminum and 0033 gm2sdotdayfor silicon all higher than those observed for the majorconstituents of phosphate waste forms (see Table 7) Thisshows that it is not necessary to resort to high temperature-processes to immobilize secondary waste streams and room-temperature processes are capable of providing a rugged andleach resistant matrix for them
Apart from the leach resistance of the waste forms thereare other issues Radiolytic hydrogen [92] may be generateddue to splitting of water and other hydrogen-containingmolecules by intense radiation Wagh et al have conductedseveral studies on actinides in CBPC When actual uraniumand plutonium containing ash waste were immobilized theradiolytic gas yield was 013mol H2100 ev which is lowerthan that in cement waste form Test details and comparativedata may be found in [93] This implies that the bound waterin CBPCwaste form did not play a major role in the gas yield
In summary CBPC technology is applicable to immo-bilization of the most acute high activity waste It has beentested with actual waste and at full scale and is the bestcandidate for deployment in the current state of its art
432 Spent Nuclear Fuel [51] In nuclear power plants thenuclear fuel rods are used for the fission of nuclear materialto produce electricityThey need to be changed every 10 yearsor so These spent fuel rods are becoming a big liability forthe nuclear industry and need long-term storage becausethey are still highly radioactive when they come out of thereactor vessels They irradiate neutrons and hence need to bestored for quite some time inwater pools so that the irradiatedneutrons are absorbed by water till they cool down and theneutron intensity depletes sufficiently so that they can thenbe stored in alternative dry storage casks and transported topermanent storage repositories
The general composition of spent fuel is given in Figure 8and the complete nuclear fuel cycle from power generation towaste form fabrication is presented in Figure 9
As onemay notice from Figure 9 once the uranium ore ismilled and enriched fuel rods are fabricated which then areloaded into the reactor where their high activity is used forpower generation After they become less efficient due to thedecay process they can be either used for reprocessing ormaybe simply sent for storage Both options are used dependingon the availability of sufficient fuel in every nuclear countryThe spent fuel is stored in water pools with a hope ofimmobilization and ultimate storage in a repository as a glasswaste form
Unfortunately in most countries the fuel rods haveremained in water pools because the logistics of building
ISRN Ceramics 13
Nuclear fuel cycles and unresolved issue
Uranium ore NORM waste
Fuel fabrication
Power generation
Spent fuel
Contaminated ware equipmentEncapsulation disposal
Con
tam
inat
ed w
are
equi
pmen
tEn
caps
ulat
ion
disp
osal
Vitr
ifica
tion
stor
age
or d
ispos
al
Milling enrichmentVolatiles
Nuclear power
Reprocessing
Figure 9 Nuclear fuel cycle and waste form production and theunresolved issue of volatiles
Figure 10 Cross-section of a 55 gal drum scale surrogate salt wasteform produced by P R Mayak in Russia with funding fromUSDOEand in collaboration with Argonne National Laboratory (2007)(source Argonne file photo)
permanent repositories has not been resolved due to eco-logical issues and resistance from stakeholders and localauthorities Even if the repository issues are resolved thespent fuel needs to be immobilized in a nonleachable anddurable medium
In the entire cycle other high volume but low activitywaste streams are generated too These are either encap-sulated in a cementitious waste form or simply stored innonleachable drums in an underground repository such asWaste Isolation Pilot Plant (WIPP) in the United States [94]
The previous section on high activity liquid wastestreams the waste forms exhibit very high leaching resis-tance comparable to that of glass waste forms Since thevitrification technology is still not a full-fledged route toimmobilization of spent fuel the issue of volatile byproductwaste streamhas not come to the forefront of the final schemefor handling the spent fuel When the issue will come tothe forefront CBPC may turn out to be the most usefultechnology supplementing the glass waste form technology
Figure 11 Demonstration samples of CBPC-based Borobond neu-tron shielding products Source Ceradyne Boron products website
Figure 12 Demonstration of sewage pipe coating with Grancrete(Grancrete Inc Taipei Taiwan) (httpwwwdynamocomtw)
5 CBPC Products in the Market
The CBPC technology was initially developed for nuclearwaste immobilization Its first application was as a nuclearshielding material Eagle Picher Technologies LLC perfectedthe technology by introducing boron in Ceramicrete whichwas used and is probably still being used inUSDepartment ofEnergy complex for waste immobilization and nuclear shield-ing However its commercial product named Borobond forshielding of neutrons was developed by Boron Departmentof Eagle Picher but now is owned by Ceradyne Corporationand hence 3M Company and is an established commercialproduct
In structural materials area the CBPC technology is wellsuited to fulfill needs for products that do not exhibit draw-backs of cement and polymer products CBPC materials areinorganic and hence nonflammable They exhibit negligibleporosity and extremely low water permeability Table 2 Theybond to all earth materials such as limestone sand stoneand even conventional cement concrete They also bond to
14 ISRN Ceramics
Figure 13 Insulated and solar reflective CBPC roof tile of inChennai India (httpwwwthermalcarein)
themselves In the next section we will see that comparedto other equivalent products they are very environmentallyfriendly
As was discussed briefly in Section 41 the structuralproducts applications lie in two categories
(a) cements grouts and concrete(b) coatings
In both areas several small businesses have madegood strides in entering markets For example inthe United States Bindan Corporation of Oak BrookIllinois (httpwwwbindancorpcom) and Grancrete Inc(httpwwwgrancretenet) of North Carolina have beenin business for at least last 10 years producing road repairmaterials concrete repair products floor-surfacing productsand so forth Grancrete has shown its presence in Taiwanand Japan for the same applications Figure 12
Realizing that CBPCs are more expensive comparedto Portland cement CBPC concretes are not cost effec-tive Therefore only value-added products are commerciallyviable Because of this reason recent trend has been toexploit unique properties of CBPCs and design products withperformance superior to current products in the market
One example is roof tiles named Thermal Care Tilesin Chennai India (httpwwwthermalcarein) With CBPCformulations and additives these tiles can reduce impactof hot sun in houses to the extent of 8ndash10∘C by providinghigh reflectivity to solar radiation and also providing highthermal insulation properties Figure 13 CBPC-based coatingproducts are probably the most unique ones among theseEon Coat Inc (httpwwwEonCoatcom) has introducedcorrosion and fire protection coatings that exhibit outstand-ing properties Their coatings do not show corrosion of thesubstrate or osmotic blistering [94] even when samples areexposed for 1000 hours in salt-spray chamber [95] In thesame way the Flame Spread test [96] shows no flame spreadat all and surpasses all organic coatings in performanceLearning the excellent performance ofCBPC-based productsnew companies are investing to develop range of products inthe structural materials area
There have beenmethodical attempts to develop bioactivedental and prosthetic cements using phosphates in the past[97] and also to exploit antibacterial properties of these
materials [98] Since CBPC materials are phosphate basedthey are uniquely positioned to match with compositionof bones and teeth in which hydroxyl apatite a calciumphosphate hydrate is the main component Using modernCBPC for this application was conceived by Wagh et al [99]and subsequent research led to root canal materials ownedby Dentsply company Following this Bindan Corporationdeveloped its own intellectual property [100] that led toa product called OsteoCrete marketed by Bone SolutionsInc (httpwwwbonesolutionsnet) for multiple orthopedicsolutions including bone void filler Tay et al [101] haveprovided the most recent advances in this area
There have been many other areas in which preliminarywork has been done in application of CBPCs but commercialexploitation has not occurred as yet Notable areas are CBPCsfor oil fields [102ndash104] and fiber reinforced products [68 105]
In summary CBPC technology and its products andCeramicrete in particular have entered various markets indifferent parts of the world The new products have potentialto be transferred from small businesses to larger onesBorobond the first product has been a good example ofthis which was developed by Eagle Picher and then wentto Ceradyne a bigger company and now 3M Companyowns Ceradyne Such acquisitions may provide much widervisibility to unique CBPC products
6 Environmental Effects of CBPC
CBPCs are mineral based materials like Portland cementTherefore the main environmental effect parameters seenin use of these materials are similar to that of PortlandcementThese include greenhouse gas emissions and fugitiveparticulates released in the atmosphere While the latter canbe controlled with good work practices the first one is builtin the chemistry of the process itself and cannot be avoided
There are two major sources of greenhouse gases inthese technologies Carbon dioxide is bound in the rawmaterials such as limestone and dolomite which escapesduring extraction of the appropriate raw material This maybe termed as the direct emission
The second source of greenhouse gas emission is theenergy consumption in producing the final product Thisincludes carbon dioxide generated by the energy use in min-ing of appropriate minerals their transport extraction of thedesired ingredients for the product production operationspackaging and shipping Emissions resulting from thesemay be called process emissions Process emissions may bereduced only by reducing energy consumption and therebyrelease of greenhouse gases
Thedirect emissions in Portland cementmanufacture andCBPCs are different because the two products use differentraw materials However operations from manufacture toshipping are very similar in both cases and hence one canassume that their process emissions are also similar thoughnot the same
US Environmental Protection Agency (EPA) has pro-vided guidelines for calculation of direct emissions [106]Following that we have calculated direct emissions from theCBPC manufacture and compared that to the emissions in
ISRN Ceramics 15
Table 2 Water permeability and mechanical properties of CBPC with wollastonite and other fillers [29]
Composition (wt) Strengths (psi) Fracture toughness (MPasdotm12) Water absorption (wt)Binder Wollastonite Other Compressive Flexural40 60 Nil 8426 1474 066 250 50 Nil 7755 1236 063 230 30 Sand 40 6264 1255 063 3100 Nil Nil 3500 1100 NA 1540 Nil Ash 60 11507 1474 019 178
Typical Portland cement concrete 8000 940 NA 10ndash20
Table 3 Specific activity and boiling point of fission products [6263]
Fission product Half-life (yrs) Specific activity(Cig)
Boiling point(∘C)
Sr-90 28 140 1384Cs-137 30 870 6784Cs-135
3119864 + 6 00012 6784Tc-99 (as NaTcO4) 21119864 + 5 017 100I-131 1802 days gt5000 184
cement sector Taking the example of Ceramicrete as a CBPCthe actual calculations are provided in the appendix Thesecalculations show that direct emissions from Ceramicretemanufacture are 40 less than that in manufacturing ofcement This is mainly because Ceramicrete contains 60 flyash which is an industrial byproduct from the utility industryand direct emission contribution to this component is zero
Assuming the process emissions are the same for thesame tonnage of both products when the direct and processemissions are added Ceramicrete emits only 20 less green-house gases compared to Portland cement Thus there is nosubstantial gain in using CBPCs cement
As we have seen in Section 5 CBPCs are also used asinorganic coatings Here they can be environmentally veryfriendly alternatives to polymer coatings This is becauseCBPC coatings are the first inorganic alternatives to organiccoatings Therefore CBPCs can make a big difference in thecoating world This may be seen in the following analysis
The ecological impact of CBPCs arises from four majorfactors which are described in [67]
(a) greenhouse gas emissions(b) low-level ozone emissions(c) acidification(d) eutrophication
Greenhouse gas emissions are the same as the directemissions discussed above in context of cement industryLow-level ozone emissions result from release of volatileorganic compounds (VOCs) into the environment duringmanufacturing of organic paints and their use Acidificationon the other hand is due to sulfur in the polymers that resultsin formation of oxides of sulfur and eventually sulfuric acidwhich is harmful to the nature
We can use the numbers from the appendix for green-house gas emissions Ozone depletion is nonexistent in thecase of CBPCs because there are no VOCs in CBPC coatingsAcidification is also not an issue because CBPC coatingsdo not contain sulfur compounds They contain phosphatecompounds but phosphate release is negligible as has beenshown in several Product Consistency tests (see eg PCTdata in Table 4) Thus acidification is not an issue
The fourth factor eutrophication [107] is the result ofleaching of nutrients into soil and water streams that produceunwanted algal growth which chokes aquatic life and plantgrowth CBPCs contain significant amount of phosphatesThey are also good fertilizers and their presence in aquaticstreams can be a problem Fortunately Product Consistencyleaching results presented in Table 7 conducted by us haveshown that CBPC products release phosphates extremelyslowly into ground water and hence good CBPC productsshould not affect the environmentThese conclusions are verypreliminary and detailed investigations are needed in thisarea for a given application
In light of these observations we have summarized thebenefits of CBPC coatings over polymeric coatings in Table 8For the sake of calculations we have assumed the coatingcomposition is the basic Ceramicrete binder (MgO andmonopotassium phosphate and 35 water in the coating)
Table 8 shows that CBPC coatings produce only about15 of solvent-based varnish and 80 of solvent-based alkydpaint They produce no ozone damaging VOCs nor anyoxides of sulfur that lead to acidification Their potentialfor eutrophication is negligible because CBPC coatings arelike phosphate minerals and leaching of phosphate in theenvironment is minimal
7 Conclusions
CBPCs in a period of 20 years have made major strides invarious fields fromnuclear waste immobilization safe storageof nuclear materials and structural products and in dentaland prosthetic applications The first ten years were investedin understanding the chemistry of these materials as well aslength and breadth of their possible applications and carvingout focus areas for products development The last ten yearshave seen them entering the market all over the world
CBPCs were invented primarily to immobilize low-levelradioactive waste In last 10 years however research hasdemonstrated that they may as well be used to tackle the
16 ISRN Ceramics
Table 4 Waste streams tested in the Russian project [64]
Nature of the contaminant H1 H2 M1 M2
Waste sourceSupernatant from
HanfordAN-105
Supernatant fromMayak Russia
Sludge fromHanford AZ-102
120572-Bearing wastefromMayak
RussiaSolids content (wt) 52 38 35 16
Major benign ions (gL)Na+-256NO3
minus-167NO2
minus-113OHminus-84
Na+-265NO2
minus-85OHminus-43
Na+-99NO3
minus-38NO2
minus-295OHminus-90
Na+-83NO2
minus-24
Activity of actinides (BqL)239Pu-121198648237Np-121198648
239Pu-351198648237Np-241198646241Am-801198648
Sa-131198645
Fission products
90Sr-211198647137Cs-24119864799Tc-631198648131I-1 1119864775Se-271198646
90Sr-511198648137Cs-12119864799Tc-191198649
90Sr-151198646137Cs-581198641099Tc-631198648129I-231198646
Hazardous metalsCr-29 as CrO4minus
Pb2+-007Cd2+-0003
Cr3+-024Pb2+-001Cd2+-5Ni2+-24
Cr-7 as CrO4minus Ni2+-24
Table 5 Neutralization and stabilization additives
Issue AdditiveNeutralization of alkaline streams Small amount of H3PO4
Tc+7 (in pertechnetate state) lt05 SnCl2 [64]Iminus AV-17 resin in Clminus formCs and Sr K4[Fe(CN)6] sdot 3H2O
Table 6 Physical properties of the waste forms
Loading and properties H1 H2 M1 M2Waste loading 35 44 43 34Density (gcm3) 16-17 17-18 18 18Compressive strength (MPa) 25ndash55 40ndash55 gt20 gt20
most difficult issue of volatile high activity fission productswhere high temperature technologies fail They have enteredthemarket as nuclear shieldingmaterials in an aggressiveway
Because CBPCs can be used as grouts or coatings appli-cations may extend well beyond what we see in the marketThey have zero flame spread and high reflectivity to infraredradiation and may be used very widely in fire protection andinsulation They have shown excellent corrosion protectionof steel Therefore they may turn out to be the first inorganiccorrosion protection coatings Efforts are underway in theindustry to bringCBPCproducts in themarket in these fields
All this has happened with only one composition ofmagnesium oxide and monopotassium phosphate known asCeramicrete Potential to develop products lies well beyondthe current state of the art because a wide range of otherformulations is feasible It is hoped that the fundamentalworkreported during the first 10 years and applications-orientedprogress during the last 10 years will lead to wider curiosity
Table 7 Results of leaching results
Contaminants H-1 H-2 M-1 M-2ANS 161 90-day immersion test for radioactive contaminants [65]
Actinides237Np 128 136239Pu 135 144 Total alpha
= 129241Am 146
Fission products90Sr 109 132 111137Cs 114 115 13099Tc 99 10231I 112 7975Se 96
PCT 7-day immersion test at 90∘C for product constituents(gm2sdotday as normalized leaching rate [66])
Mg41119864minus6 71119864minus7 66119864minus5 16119864 minus 5
K19119864minus2 11119864minus2 24119864minus2 24119864 minus 2
PO4 63119864minus3 18119864minus3 72119864minus3 95119864 minus 3
Na17119864minus2 93119864minus3 24119864minus2 21119864 minus 2
Toxicity characteristic leaching procedure for hazardous elements(ppm) [66]Element Reg limitPb 075 0005 0004 008Cr 06 004 0006 02Cd 011 0001 0008Ni 110 lt01 05 07
in thesematerials and result inmore investment and productsdevelopment
ISRN Ceramics 17
Table 8 Comparison of environmental impact factors of CBPCand typical commercial coatings Data for commercial coatings isreproduced from [67]
CoatingsDirect
emissions(gkg)
Low-levelozone
(g ethanekg)
Acidification(g Soxkg)
Eutrophication(g P2O5kg)
Solvent-based varnishBindingagent 8816 42 74 09
Solvent 11457 21 68 07Total 20273 63 142 16
Solvent-based alkyd paintBindingagent 2834 08 32 03
Filler 253 001 03 83Solvent 639 03 10 01Total 3726 111 45 87CBPCcoatings 300 00 00 Very low but to
be quantified
Appendix
Calculations of Direct Emissions fromCBPC Production
One ton of Portland cement produces one ton of CO2
It consists of two parts direct emissions resulting fromdecomposition of limestone into CaO and CO
2and the rest
from process parameters such as fuel consumption transportof raw materials grinding and sieving operations and trans-port and shipping Direct emissions can be calculated fromchemistry and thermodynamics while the process emissionsare site specific and must be monitored and determined ateach plant [67] This is also true for CBPC cement productsalso However due to process similarities it is quite likely thatthe process emissions in both cases will be similar For thisreason we will calculate the direct emissions and comparethe environmental benefits of CBPCs
1 Calculation of Direct Emissions in Portland Cement Produc-tion Direct emissions in Portland cement manufacture arisefrom clinkering limestone (calcium carbonate) at 1500∘C toproduce calcium oxide by the decomposition
CaCO3= CaO + CO
2 (A1)
Molar weights of CaO and CO2are 56 and 44 gmole
Portland cement contains approximately 64wt CaOwith the rest being silica and alumina Therefore directemission of CO
2to produce one ton of cement is
molar weight of CO2molar weight of CaCO
3times
064 = (4456) times 064 = 05
This means direct emission is 05 kgkg of cement and05 kgkg of CO
2because of other production and distribu-
tion processes
2 Calculation of Direct Emission in Ceramicrete ProductionComposition of Ceramicrete is 10 wt MgO + 30wtMKP + 60wt fly ash MgO is produced from dolomiterock which is MgCa(CO3)2 or MgCO3 + CaCO3 It is againcalcined at 1500∘C and MgO and CaO are separated
Assuming equimolar proportion of MgCO3and CaCO
3
in dolomite rock the proportion of MgCO3and CaCO
3is
457 wt to 543 wt This gives us
MgO content = MgOMgCO3times 457
= 0403 times 457 = 1828(A2)
This means kg of dolomite rock will produce 1828 g of MgOTotal amount of CO
2released during calcination of
dolomite comes from decomposition of CaCO3andMgCO
3
The decomposition equations for the two components are
CaCO3= CaO + CO
2
MgCO3= MgO + CO
2
(A3)
Using molar weights of the components we find that CO2
content in dolomite rock is 478 wt Thus
CO2produced per ton of MgO = 478
1828
= 259 tons(A4)
Ceramicrete contains 10wt MgO Therefore Ceramicreteproduces 259 g of CO
2per kg of Ceramicrete because of use
of MgO in itSimilarly monopotassium phosphate also produces CO
2
MKP is produced frompotassiumcarbonate by reacting itwith phosphoric acid during which CO
2is released as given
in the equation below
K2CO3+H3PO4= 2KH
2PO4+ CO2+H2O (A5)
Molar weights of K2CO3 H3PO4 and KH
2PO4are 124 98
and 272 gmole respectively So to produce 272 kg of MKPwe produce 44 kg of CO
2
Thismeans to produce one kg ofMKP we produce 44272= 016 kg of CO
2
Thus contribution of CO2due to MKP = 03 times 016 =
0048 kgkg of Ceramicrete Therefore total direct emissionwhich is the sum of emissions due to MgO and MKPproduction is
0259 + 0048 = 03 kgkg of Ceramicrete (A6)
This is 60 of direct emission in cement production
3 Total Emission Reduction Since both processes use verysimilar processing technology we assume the process emis-sions to be similar equal to 05 ton of CO2kg
total emission in Ceramicrete = 03 + 05 = 08 ton ofCO2kg of Ceramicrete
18 ISRN Ceramics
total emission in cement = 05 + 05 = 1 kgkg ofcement
The paper is intended to disseminate scientific progress inthe subject explained to a wider scientific audience with thehope that it will lead to further research and development inthis field for the benefit of a wider international community
Conflict of Interests
Theauthor declares that he has no financial interest in writingthis paper
References
[1] J Aspdin ldquoAn improvement in themodes of producing artificialstonerdquo British Patent 5022 1924
[2] S Sorel ldquoOn the new magnesium cementrdquo Comptes RendusHebdomadire des Seances de lrsquoAcademie des Sciences vol 65 pp102ndash104 1867
[3] A D Wilson ldquoThe chemistry of dental cementsrdquo ChemicalSociety Reviews vol 7 no 2 pp 265ndash296 1978
[4] A Wilson and J Nicholson Acid-Base Cements CambridgeUniversity Press 1993
[5] C Shi P Krivenko and D Roy Alkali Activated Cements andConcretes Taylor and Francis New York NY USA 2006
[6] J Davidovits Geopolymers Chemistry and Applications seriesin civil and structural engineering Woodhead Publishing2009
[7] J L Provis and J S J van Deventer Geopolymer StructuresProcessing Properties and Industrial Applications WoodheadPublishing 2009
[8] A S Wagh Chemically Bonded Phosphate Ceramics Elsevier2004
[9] A E R Westman Phosphate Ceramics Topics in PhosphateChemistry vol 9 John Wiley and Sons New York NY USA1977
[10] T Kanazawa Inorganic Phosphate Materials chapter 1 Elsevier1989
[11] W H Rollins ldquoA contribution to the knowledge of cementsrdquoDental Cosmos vol 21 pp 574ndash576 1979
[12] E S Gaylord ldquoOxyphosphates of zincrdquo Archives of Dentistryvol 33 pp 364ndash380 1989
[13] H Fleck ldquoChemistry of oxyphosphatesrdquoDental Items of Interestvol 24 article 906 1902
[14] W Souder and G Paffenberger Physical Properties of DentalMaterials (US National Bureau of Standards Circular NoC433) 1942
[15] W S Crowell ldquoPhysical chemistry of dental cementsrdquo Journalof the American Dental Association vol 14 pp 1030ndash1048 1927
[16] E W Skinner Science of Dental Materials W B SaundersPhiladelphia Pa USA 3rd edition 1947
[17] B W Darwell ldquoAspects of chemistry of zinc phosphatecementsrdquo Journal of the American Dental Association vol 14pp 1030ndash1048 1929
[18] A D Wilson ldquoZinc oxide dental cementsrdquo in Scientific Aspectsof Dental Materials J A von Fraunhofer Ed pp 159ndash190Butterworths London UK 1975
[19] P J Wisth ldquoThe ability of zinc phosphate and hydro phosphatecements to seal band spacesrdquo Angle Orthodontist vol 42 no 4pp 395ndash398 1972
[20] A S Wagh and S Y Jeong ldquoChemically bonded phosphateceramics I a dissolution model of formationrdquo Journal of theAmerican Ceramic Society vol 86 no 11 pp 1838ndash1844 2003
[21] A S Wagh S Grover and S Y Jeong ldquoChemically bondedphosphate ceramics II warm-temperature process for aluminaceramicsrdquo Journal of the American Ceramic Society vol 86 no11 pp 1845ndash1849 2003
[22] A S Wagh and S Y Jeong ldquoChemically bonded phosphateceramics III reduction mechanism and its application to ironphosphate ceramicsrdquo Journal of the American Ceramic Societyvol 86 no 11 pp 1850ndash1855 2003
[23] A S Wagh and C Primus ldquoMethod and product for phospho-silicate slurry for use in dentistry and related bone cementsrdquo USPatent 7 083 672 2006
[24] C S Rostaing di Rostagni ldquoVerfahrung zur Darstellung vonKitten fur sahnarztliche und ahnliche Awecke bestehend vonGemischen von Pyrophophaten des Calciums oder Bariumsmit den Pyrophosphaten des Zinks oderMagnesiumsrdquo GermanPatent 6015 1878
[25] S B Palmer ldquoZinc phosphatesrdquoDental Cosmos vol 33 pp 364ndash380 1891
[26] A SWagh S Y Jeong and D Singh ldquoHigh strength phosphatecement using industrial byproducts ashesrdquo in Proceedings ofthe 1st International Conference on High Strength Concrete AAzizinmini D Darwin and C French Eds pp 542ndash553 TheAmerican Society of Civil Engineers 1997
[27] W Postl FWalter K Ettinger andH-P Bojar ldquoErsterNachweisdes Kalium-Analogons MgK(PO
4)6H2O von Struvit und der
kristallinen Phase Mg2KH(PO
4)215H2O aus dem ehemali-
gen Bleibergbau Rossblei Eschachalm Schladminger TauernSteiermark Osterreichrdquo Joannea Mineralogie vol 1 pp 45ndash522000
[28] S Graeser W Postl H-P Bojar et al ldquoStruvite-(K) KMgPO4
6H2O the potassium equivalent of struvite a new mineralrdquo
European Journal of Mineralogy vol 20 no 4 pp 629ndash6332008
[29] A S Wagh S Jeong D Lohan and A Elizabeth ldquoChemicallybonded phospho-silicate ceramicsrdquo US Patent 6 518 212 2003
[30] M Pourbaix Atlas of Electrochemical Equilibria in AqueousSolutions National Association of Corrosion Engineers Hous-ton Tex USA 1974
[31] E Soudee and J Pera ldquoMechanism of setting reaction inmagnesia-phosphate cementsrdquo Cement and Concrete Researchvol 32 no 1 pp 153ndash157 2002
[32] E Soudee and J Pera ldquoInfluence of magnesia surface onthe setting time of magnesia-phosphate cementrdquo Cement andConcrete Research vol 32 no 1 pp 153ndash157 2002
[33] M A Carvalho and A M Segadaes ldquoThe hydration of mag-nesium phosphate cements effect of powder characteristics onthe reaction kineticsrdquoMaterials Science Forum vol 591ndash593 pp833ndash838 2008
[34] E M Gartner and D E MacPhee ldquoA physico-chemical basisfor novel cementitious bindersrdquo Cement and Concrete Researchvol 41 no 7 pp 736ndash749 2011
[35] Z Ding B Dong F Xing N Han and Z Li ldquoCementingmechanism of potassium phosphate-based magnesium phos-phate cementrdquo Ceramics International vol 38 pp 6281ndash62882012
[36] F Xing Z Ding and Z-J Li ldquoStudy of potassium-basedmagnesium phosphate cementrdquo Advances in Cement Researchvol 23 no 2 pp 81ndash87 2011
ISRN Ceramics 19
[37] A S Wagh and S Jeong ldquoChemically bonded phosphateceramics of trivalent oxides of iron andmanganeserdquo US Patent6 498 119 2002
[38] L C Chow ldquoCalcium phosphate cements chemistry proper-ties and applicationsrdquo in Proceedings of the Materials ResearchSociety Symposium vol 599 pp 27ndash37 2000
[39] C Klein andC S Hurlbut JrManual ofMineralogy JohnWileyand Sons New York NY USA 20th edition 1985
[40] T Sugama and L E Kukacka ldquoMagnesium monophosphatecements derived from diammonium phosphate solutionsrdquoCement and Concrete Research vol 13 no 3 pp 407ndash416 1983
[41] T Sugama and L E Kukacka ldquoCharacteristics of magnesiumpolyphosphate cements derived from ammonium polyphos-phate solutionsrdquo Cement and Concrete Research vol 13 no 4pp 499ndash506 1983
[42] T Finch and J H Sharp ldquoChemical reactions betweenmagnesiaand aluminium orthophosphate to form magnesia-phosphatecementsrdquo Journal of Materials Science vol 24 no 12 pp 4379ndash4386 1989
[43] S Y Jeong and A Wagh ldquoFormation of chemically bondedceramics with magnesium dihydrogen phosphate binderrdquo USPatent 6 776 837 2004
[44] D Singh A Wagh and M Tlustochowicz ldquoZirconium phos-phate waste forms for low-temperature stabilization of cesium137-containing waste streamsrdquo in Environmental Issues andWaste Management Technologies in the Ceramic and NuclearIndustries II Ceramic Transactions Volume 72 V Jain and D KPeeler Eds pp 167ndash178 1996
[45] IAEA ldquoEstimation of global inventories of radioactive wasteand other radioactive materialsrdquo Report IAEA-TECDOC-15912007
[46] World Nuclear Association httpworld-nuclearorginfoSafety-and-SecuritySafety-of-PlantsFukushima-Accident-2011UdM uv0RjM
[47] IAEA ldquoFukushima Daiichi status reportrdquo 2012[48] Nuclear Decommissioning Authority (UK) Radioactive wastes
in the UK Summary of the 2010 inventory URN 10D196NDASTSTY (11) 005 2011
[49] J H Saling Y S Tang and A W Fentiman Radioactive WasteManagement CRC Press 2nd edition 2001
[50] US DOE ldquoStrategy and management and disposal of usednuclear fuel and high-level radioactive wasterdquo 2013
[51] US EPA ldquoSpent nuclear fuel and high level radioactive wasterdquohttpwwwepagovradiationdocsradwaste402-k-94-001-snf hlwhtml
[52] ldquoNuclear fission productsrdquo httpenwikipediaorgwikiNu-clear fission product
[53] C C Lin Radiochemistry in Nuclear Power Reactors TheNational Academy Press 1996
[54] US Environmental Protection Agency ldquoTreatment standardsfor hazardous debrisrdquo 40 CFR Part 268 45 1994
[55] W H Rollins ldquoA contribution to the knowledge of cementsrdquoDental Cosmos vol 21 pp 574ndash576 1879
[56] Q Yang and X Wu ldquoFactors influencing properties of phos-phate cement-based binder for rapid repair of concreterdquoCementand Concrete Research vol 29 no 3 pp 389ndash396 1999
[57] D A Hall R Stevens and B El-Jazairi ldquoThe effect of retarderson the microstructure and mechanical properties of magnesia-phosphate cement mortarrdquo Cement and Concrete Research vol31 no 3 pp 455ndash465 2001
[58] S Y Jeong and A Wagh ldquoFormation of chemically bondedceramics with magnesium dihydrogen phosphate binderrdquo USPatent 6 776 837 2004
[59] ldquoBASF productrdquo httpwwwbuildingsystemsbasfcomp02USWeb-Internetbuildingsystemsen GBcontentmicrosit
[60] D A Hall R Stevens and B El Jazairi ldquoEffect of water contenton the structure and mechanical properties of magnesia-phosphate cement mortarrdquo Journal of the American CeramicSociety vol 81 no 6 pp 1550ndash1556 1998
[61] A S Wagh D Singh and S Jeong ldquoChemically bondedphosphate ceramics for stabilization and solidification of mixedwasterdquo in Hazardous and Waste Treatment Technologies Hand-book C H Ho Ed chapter 6 3 1 pp 1ndash18 CRC Press 2001
[62] W L Ebert S F Wolf and J K Bates ldquoRelease of technetiumfrom defense waste processing facility glassesrdquo in Proceedings ofthe MRS Fall Symposium pp 221ndash227 November 1995
[63] WM Haynes Compiled from CRCHandbook of Chemistry andPhysics CRC Press Boca Raton Fla USA 93rd edition 2012
[64] S E Vinokurov Y M Kulyako O M Slyuntchev S IRovny and B FMyasoedov ldquoLow-temperature immobilizationof actinides and other components of high-level waste inmagnesium potassium phosphate matricesrdquo Journal of NuclearMaterials vol 385 no 1 pp 189ndash192 2009
[65] D Singh V RMandalika S J Parulekar andA SWagh ldquoMag-nesium potassium phosphate ceramic for 99Tc immobilizationrdquoJournal of Nuclear Materials vol 348 no 3 pp 272ndash282 2006
[66] American Society for Testing of Materials ldquoStandard testmethod for static leaching of monolithic waste forms fordisposal of radioactive wasterdquo ASTM C 1220-98 1998
[67] Swedish Environmental Research Institute (IVL) ldquoLifecycleassessment of paint Summary of IVLrdquo Report B 1338-A
[68] A D Wilson B E Kent D Clinton and R P Miller ldquoThe for-mation and microstructure of dental silicate cementsrdquo Journalof Materials Science vol 7 no 2 pp 220ndash238 1972
[69] A S Wagh S Patel and A Mangalam ldquoPhosphate bondedcomposites and methodsrdquo US Patent 8 425 717 2013
[70] US DOE and Office of Security and Safety Assurance ldquoHighlyenriched uranium inventoryrdquo 2006
[71] M Gorbotenko and Y Yuferev ldquoCeramicrete as a means forradioactive waste containment and nuclear shieldingrdquo Reportsby All-Russian Research Institute of Experimental PhysicsFederation to Argonne National Laboratory Sarov Russian2002
[72] V Arkhangelrsquoskiy and A Postnikov ldquoBorated materials andcomponents for nuclear shielding andwaste containment appli-cationsrdquo Final Report of the GIPP and ISTC Project 2807Argonne National Laboratory 2007
[73] Japan Atomic Industrial Forum Inc httpwwwjaiforjpjawnu si introdocument2009m salvatores advanced nfcpdf
[74] J S Neal S Pozzi J Edwards and JMihalczo ldquoMeasurement ofwater and B4C content of rackable can storage boxes for HEUstorage at the HEUMH at the Y-12 security complexrdquo ReportORNLTM-2002254 2002
[75] A S Wagh ldquoCeramicrete an alternative radioactive wasteformrdquo in Stabilization and Solidification of Hazardous Radioac-tive and Mixed Wastes R D Spence Ed chapter 6 2 pp 118ndash129 CRC Press 2005
[76] A S Wagh D Singh and S Jeong ldquoChemically bondedphosphate ceramicsrdquo inHandbook ofMixedWasteManagementTechnology C Oh Ed pp 631ndash6318 CRC Press Boca RatonMass USA 2001
20 ISRN Ceramics
[77] J R Conner Chemical Fixation and Solidification of HazardousWastes von Nostrand Reinhold New York NY USA 1990
[78] W A Ibrahim H Sibak and M Abadir ldquoPreparation andcharacterization of chemically bonded phosphate ceramics(CBPC) for encapsulation of harmful wasterdquo The AmericanJournal of Science vol 7 pp 543ndash548 2011
[79] W Lutze and R Ewing Radioactive Waste Forms for the Future1988
[80] National Academy of Sciences Glass as a waste form andvitrification Technology Summary of an internationalWorkshopThe National Academy Press Washington DC USA 1997
[81] ldquoSRNL fact sheets Glass waste form and vitrification processdevelopmentrdquo httpsrnldoegovfactsglass waste formspdf
[82] Y Wang Handbook of Radioactive Nuclides CRC Press 1969[83] D M Bearden and A Andrews ldquoRadioactive tank waste from
the past production of nuclear weapons background and issuesfor Congressrdquo CRS Report For Congress Order Code RS219882007
[84] Vernadsky Institute of Geochemistry andAnalytical ChemistryldquoCeramicrete stabilization of radioactive salt-containing liquidand sludge wasterdquo Reports on Task No 18 19 and 20 ToArgonne National LaboraTory GIPP Project RCO-10116-MO-03 (ANL) Russian Federation Moscow Russia 2008
[85] Y Onishi J Tingrey B Wells et al ldquoRetrieval and pipelinetransfer assessment of Hanford Tank-241-AN-105 wasterdquo PNNLReport 14144 2003
[86] S V Mattigod M Lindberg J Westsik Jr K Parker and CChung ldquoWaste acceptance testing of secondary waste formscast Stone Ceramicrete and DuraLithrdquo PNNL Report 206322011
[87] K J Cantrell and J Westsik Jr ldquoSecondary waste form downselection data package ceramicreterdquo PNNL Report 20681 2011
[88] G B Josephson J Westsik Jr R Pires J Beckford andM Foote ldquoEngineering-scale demonstration of Duralith andCeramicrete waste formsrdquo PNNL Report 20751 2011
[89] American Nuclear Society ldquoAmerican national standard mea-surement of the leachability in the solidified low-level radioac-tive waste by a short-term procedurerdquo Method ANSIANS 16 11986
[90] U S Environmental Protection Agency (EPA) ldquoTest methodsfor evaluating solid waste Physicalchemical methodsrdquo Docu-ment SW-846 2008
[91] G L Smith M Schweiger D Bates et al ldquoVitrification andproduct testing of C-104 and AZ-102 pretreated sludge mixedwith flow-sheet quantities of secondary wastesrdquo PNNL Report13452
[92] L R Dole and H A Friedman ldquoRadiolytic gas generationfromcement-based hosts forDOE low-level radioactivewastesrdquoORNL Report CONF-860605-14 1986
[93] A S Wagh R Strain S Y Jeong D Reed T Krause and DSingh ldquoStabilization of Rocky Flats Pu-contaminated ashwithinchemically bonded phosphate ceramicsrdquo Journal of NuclearMaterials vol 265 no 3 pp 295ndash307 1999
[94] US Department of Energy ldquoWaste isolation pilot plantrdquohttpwwwwippenergygov
[95] American Society for Testing of Materials (ASTM) ldquoStandardpractice for operating salt-spray (fog) apparatusrdquo B-117
[96] American Society for Testing of Materials (ASTM) ldquoStandardtest method for surface burning characteristics of buildingmaterialsrdquo E-84-17
[97] F Wu J Wei H Guo F Chen H Hong and C Liu ldquoSelf-setting bioactive calcium-magnesium phosphate cement withhigh strength and degradability for bone regenerationrdquo ActaBiomaterialia vol 4 no 6 pp 1873ndash1884 2008
[98] G Mestres and M-P Ginebra ldquoNovel magnesium phosphatecements with high early strength and antibacterial propertiesrdquoActa Biomaterialia vol 7 no 4 pp 1853ndash1861 2011
[99] Wagh S Arun and C Primus ldquoMethod and product forphosphosilicate Slurry for use in dentistry and related bonecementsrdquo US Patent 7 083 672 B2 2006
[100] T Lally ldquoBio-adhesive composition method for adheringobjects to bonerdquo US Patent 6 533 821 2003
[101] K C Y Tay B A Loushine C Oxford et al ldquoIn vitro evaluationof a ceramicrete-based root-end filling materialrdquo Journal ofEndodontics vol 33 no 12 pp 1438ndash1443 2007
[102] A SWagh R Natarajan and R LMcDaniel ldquoNew phosphate-based cement useful for drilling completions in arcticrdquoOil andGas Journal vol 103 no 18 pp 53ndash55 2005
[103] A S Wagh R Natarajan and R L McDaniel ldquoAluminumphosphate cements help with deep high-temperature wellsrdquoOiland Gas Journal vol 104 no 19 pp 39ndash43 2006
[104] A S Wagh R Natarajan R L McDaniel and S PatilldquoCeramicrete blends produce strong low-permeability cementsfor arctic userdquo Oil and Gas Journal vol 103 no 19 pp 48ndash522005
[105] D W Brown L K Powell A S Wagh and S-Y JeongldquoCeramicrete-bonded building materials using forest wasterdquo inProceedings of the 35th International ParticleboardCompositeMaterials Symposium p 182Washington State University April2001
[106] U S EPA Climate Leaders Direct Emissions From CementSector Climate Leaders Greenhouse Gas Inventory Protocol CoreModule Guidance 2003
[107] World Resources Institute About Eutrophication httpwwwwriorgour-workprojecteutrophication-and-hypoxiaabouteutrophication
Submit your manuscripts athttpwwwhindawicom
ScientificaHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CorrosionInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Polymer ScienceInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CeramicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CompositesJournal of
NanoparticlesJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Biomaterials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
NanoscienceJournal of
TextilesHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Journal of
NanotechnologyHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
CrystallographyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CoatingsJournal of
Advances in
Materials Science and EngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Smart Materials Research
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MetallurgyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
BioMed Research International
MaterialsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Nano
materials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal ofNanomaterials

ISRN Ceramics 5
312 Divalent Metal Oxides They are the best candidates toformCBPCs because of their sparsely soluble nature [8]Theyare used as the alkaline components in the acid-base reactionAsmentioned before CaO has very high exothermic reactionwith an acid phosphate and it is very difficult to produceceramic using this oxide One way to get around this problemis to use minerals of Ca that release Ca very slowly in thesolution (sparsely soluble minerals) Such compounds of Cahave been used in dental cements [38] As mentioned beforeWagh et al [29] also developed CBPC using wollastonite(CaSiO
3) which is a low-cost mineral They studied the
solubility of this mineral as a function of pH and found thatthe solubility product is in the correct rangeThis helped themto produce its ceramic An overview on calcium phosphatecements may be found in the article by Chow [38]
Similar is the case with ZnO Due to high exothermicheat release during the acid-base reaction ZnO is not a goodcandidate for producing large-scale CBPCsHigh cost of ZnOis also an issue However early commercial dental cementsin which neither cost nor the size were issues were producedusing ZnO and did well in the market [3]
MgO is the most common oxide that is used to producepractical CBPCs As is its solubility is high and it releaseslarge amount of heat However dead burnt MgO (calcined tovery high temperature) has a crystalline phase called periclase[39] which is themost suitable phase of this oxide to produceCBPCs Range of CBPCs such as those produced from thereaction with ammonium phosphate [40 41] aluminumdihydrogen phosphate [42] magnesium dihydrogen phos-phate [43] and potassium dihydrogen phosphate [9] wereall produced using dead burnt MgO These demonstrationsindicate that periclase also enables one to produce CBPCsby reacting with divalent and even some trivalent metalacid phosphates (such as that of Mg Ca Al etc) Thiswidens the range of CBPC products Among these onlypotassium dihydrogen phosphate (Ceramicrete) has been themost successful commercial product and has not exhaustedthe range of its applications implying divalent and trivalentmetal acid phosphates will have to wait for their opportunityto find applications
Other oxides that fall in this category are FeO (wustite)CrO MnO CoO and so forth They are not abundant innature and hence are not economical for production of usefulCBPCs However their role in immobilization of waste is stillimportant especially with hazardousmetals such as Cr whichwe will see below
313 Trivalent Metal Oxide The trivalent metal oxides suchas Fe2O3 La2O3(and other members of lanthanide group in
trivalent state) Al2O3 and Bi
2O3 have solubility lower than
that of divalent metal oxides Unpublished work by Waghhas shown that oxides of La Ce in trivalent state and Bi canstill be used to react with phosphoric acid solution to formCBPCs Fe
2O3andAl
2O3have very poor solubility and hence
it has not been possible to produce CBPCs using them atleast at room temperature To produce CBPCs Wagh and hisgroup enhanced the solubility by using a reduction methodof adding a small amount of Fe in Fe
2O3and phosphoric acid
solution mixture [22] and produced iron phosphate CBPC
They also conducted the acid-base reaction of Al2O3and
phosphoric acid solution at about 150∘C [21] and producedaluminum phosphate CBPC These methods are inexpensiveand produce ceramics at lower temperatures compared tosintered ceramics
Fe3O4(magnetite) is an interesting oxide It may be
considered as a combination of FeO and Fe2O3 Presence of
FeO makes it suitable for forming CBPC matrix Wagh andhis group demonstrated this by reacting it with phosphoricacid solution [22] Similar should be the case with Mn
3O4as
its solubility is similar to that of Fe3O4
314 Oxides of Metals of Higher Valency (Except Zr of Valency+4) Metals of valency gt3 are of little interest in formingCBPCs because of their extremely low solubility Exceptionis that of ZrO
2 which is sparsely soluble in acidic region and
forms ZrOOH which then reacts with an acid phosphate andforms ceramic Singh et al [44] have succeeded in producingceramics of this oxide
315 Oxides of Radioactive Elements Elements such as ura-nium (U) thorium (Th) and plutonium (Pu) are constituentsof radioactive waste that has resulted from development ofnuclear weapons and are also major parts of spent nuclearfuel [45ndash51] stored in water pools near the nuclear reactorsSignificant radioactive waste is also generated in power plantsby contaminated equipment gloves and other safety wearThese elements need to be immobilized so that they do notenter the ecosystem through groundwater or air In fullyoxidized state they are insoluble in water and hence do notform phosphates However for the same reason if they aremicroencapsulated in the CBPC matrix they are isolatedfrom the environment and hence have no opportunity toget into groundwater All earlier research in immobilizingelements of lower oxidation states has shown that they oxidizein the phosphate matrix and reach into full oxidation stateReader is referred to Chapter 17 of [8] for details
316 Major Fission Products [52 53] With the exception oftechnetium (Tc) fission products are natural elements andtheir isotopes are also produced in a nuclear reaction Tc onthe other hand is produced only in nuclear fission
Fission products are comparatively short lived (severaltens of years) but their activity is extremely high Even whenthis activity is depleted severalfold it is still radioactiveTherefore these isotopes need to be immobilized for safestorage CBPC approach is the most ideal for these Detailsare discussed later in this paper
317 Hazardous Elements Resource Recovery and Conser-vation Act (RCRA) of US Environmental Protection Agency[54] has identified arsenic (As) chromium (Cr) cadmium(Cd) nickel (Ni) mercury (Hg) lead (Pb) silver (Ag)selenium (Se) and barium (Ba) as elements potentiallyhazardous to human health if consumed via food water orair Among these zinc (Zn) is a borderline element that maybe regulated in future under RCRA but we have included itin our discussion as the CBPC technology has potential tostabilize it very effectively
6 ISRN Ceramics
318 Benign Elements That Simulate Radioactive ElementsIt is difficult and expensive to handle radioactive isotopesin exploratory immobilization experiments because of theirradioactivity and associated safetymeasures needed to handlethem Also such experiments generate their own wasteand if initial experiments are carried out with actual wastestreams they only add to the existing radioactive wasteFor this reason their chemically equivalent metals that arenonradioactive are used in initial immobilization studiesThese equivalent metals are termed as simulants or surro-gates Based on the chemical behavior (such as reactivitysolubility etc) uranium thorium and other transuranicsare substituted by Ce Neodymium represents radioactiveAmericium Fission products such as Cs-137 Sr-90 and I-131are substituted by their nonradioactive counterparts Cs Srand I Since Tc-99 is formed only in nuclear reaction it doesnot have its nonradioactive counterpart and hence rheniumis used as its simulant
While developing CBPCs for immobilization of radioac-tive contaminants these elements are used to simulateradioactive isotopes the processes are optimized and thenonly the actual radioactive isotopes are introduced for thefinal demonstration This helps in reducing the cost of devel-opment of immobilization technologies It also reduces theadditional radioactive waste that would have been generatedduring research and development
32 Binders and Fillers Zinc phosphate dental cements wereproduced by reacting zinc oxide with phosphoric acid solu-tion [24] As mentioned before due to the high exothermicheat output the product could be made in a small scale (infew grams) only and it was virtually impossible to mix largequantity of this material to form big shapes Therefore itsapplication of zinc based CBPCs is limited to dental cements
Subsequent studies by Sugama and Kukacka [40 41]addressed this problem by using ammonium acid phosphatesfor reaction with magnesium oxide Their approach includedthe following major improvements
(1) Increasing the pH of the acid they used either mono-or diammonium phosphate (fertilizer components)instead of phosphoric acid and raised the pH ofthe acid component This reduced the pH differencebetween the acid and the alkaline oxides and thatslowed down the reaction slightly
(2) They also replaced zincwith calcinedMgO which hasa much lower solubility in the acidic solution Slowerdissolution led to slower reaction
This approach of using an acid phosphate instead ofphosphoric acid solution and use of calcined MgO pavedthe way for more practical CBPCs [55ndash57] Using Sugamarsquosapproach few gallons of the product could be producedat a time that would give work time of about 15ndash20minAt least one product Set 45 found market [58] as a roadrepair material More importantly however it paved the wayfor further research at Argonne National Laboratory gearedtowards practical CBPCs Wagh and his coworkers usedmonopotassium phosphate instead of ammonia-releasing
Table 1 Density porosity and compressive strength of CBPC withfly ash as an extender [26]
Sample description Density(gcm3)
Connectedporosity (vol )
Compressionstrength (psi)
Phosphate binder 173 15 3500Class F loading(wt)
30 167 522 565140 177 409 620750 18 231 750360 163 815 5020
Class C loading(wt)
30 197 479 880940 207 34 1192450 206 534 760860 192 802 4753
ammonium phosphate products [4 20] There have beenfew other similar attempts by other researchers to developsustainable products such as cement mortar using the CBPCconcept [59] This led practical CBPCs that were developedfor immobilization of radioactive waste streams [60] initiallybut also found market subsequently in structural and archi-tectural market
Despite these advances one could not develop low-cost processes for production of CBPCs as engineeringmaterials for range of structuralmaterials applicationsWhenproduced in a large volume (like in several cubic meters)CBPCs still produced large amount of heat As done inPortland cement concrete incorporating fillers and extenderswas considered as a solution This approach has threefoldadvantage For a given volume the amount of binder usedis small and hence less heat is generated This extends theworking time Presence of fillers increases the heat capacityof the mixture (especially if one uses aggregates such as sandpea gravel and stones) which in turn lowers the temperaturerise of the CBPC product during its formation and slowsdown the setting process and gives more working timeFinally due to smaller amount of the expensive binder in theproduct the products are cheaper
Wagh and his coworkers also [26] found an additionaladvantage Use of fly ash from coal burning utility plantsincreased the compressive strength of the product two-tothreefold (see Table 1) The dramatic increase in compressivestrength is likely to be a result of additional reactions betweenthe acidic phosphates and amorphous silica from ashWilsonand his coworkers have studied the role of soluble silica informing dental cements [61] and we feel reactions similar towhat these authors found are responsible for enhancementof the strength properties Detailed fundamental studiesare needed in this area because analytical techniques forreactions with amorphous products have limitations Even X-ray diffraction technique used for crystal detection cannot beused in such cases
ISRN Ceramics 7
Figure 1 Scanning electron micrograph of magnesium potassiumphosphate CBPC and wollastonite composite One may see theelongated grains of wollastonite embedded in the CBPCmatrix [29]
In another study [29] Wagh and his coworkers alsolooked into adding calcium silicate (wollastonite CaSiO
3) as
filler The advantage of this mineral is that its grains haveacicular structure (elongated) as may be seen in Figure 1 Theresult is enhanced flexural strength of the product
If one could add whiskers to the CBPC matrix theflexural and tensile strength can be enhanced Wagh and hiscoworkers tested addition of chopped glass fibers of 025 and05 inch fibers at a loading of 1ndash3 and demonstrated thatthe flexural strength of CBPC ash composite can be increasedfrom 900 psi to double its value [8]
One may also use CBPC as an adhesive on natural fibersto produce fiberboards and other articles Latitude 18 Inctook up these ideas Patent granted to Wilson et al [68]goes well beyond whiskers and suggests compositions forfiberboards and even phosphate bonded cellulosic paperThese developments are still in their infantile stage andseveral technical hurdles such as miscibility of the fibers andwhiskers in phosphate binders during production pumpingand so forth need to be resolved before one can talk about theproducts
4 Products and Applications
In an endeavor to produce marketable products from thelaboratory results for any material several major milestonesare involved which include testing of all useful propertiesoptimization then scaling up the production process findingsuitable equipment to deliver the product for individualapplications and finally selling the products in the market
CBPCs have gone through these stages in the past 20years In the process several products have found mar-ket in a small scale and several are just being launchedin a big way The smaller scale applications have beendocumented in the literature and commercial websitesThese includeMonopatch (httpwwwbindancorpcom) andGrancrete (httpwwwGrancretenet) Some of the largerscale applications have been in nuclear waste immobilizationand shielding applications and development of productsfor fire and corrosion protection This section provides anaccount of investigations behind these products and theirperformance and methods of applying them
Figure 2 Drum scale immobilization of contaminated soil (cour-tesy Argonne National Laboratory)
41 Application Methods Unlike Portland cement CBPCsare rapid-setting materials The acid-base reaction that pro-duces them may be slowed down using retarders such asboric acid or other boron products
Even with the best efforts setting of the product can bedelayed by approximately half hourThis gives a maximum of45min to workers to mix the ingredients fillers and waterand produce paste and deliver it through suitable pumpsWhen the product sets however it is almost a flash setContinuous use of equipment for mass production also heatsthe equipment and subsequently reduces the time of settingThough half an hour to 45min is a reasonable duration it isstill not practical for many operations Therefore engineershave spent significant time to overcome these difficulties anddeveloped processes for individual applications
These delivery processes fall in two categories The firstone is a batch process It is applicable for small volumeapplications such as hazardous and radioactive waste immo-bilization in low volume dental and prosthetic cementsand repair applications such as filling potholes and drivewayrepair In this method all ingredients and water are added ina container and mixed with a paddle and the paste is pouredor pumped within a short time or applied by hand
Figures 2 and 3 show use of this method for radioactive orhazardous waste immobilization and as road surfacing mate-rial In Figure 2 a verticalmixer (shown in the background) isused which has a paddle that can be inserted in the drumThepaste is mixed in the same drum that is used for storage of theimmobilizedwaste in a repository In Figure 3 a conventionalconcrete mixer is used to produce paste that is poured andleveled
The second category is designed as a continuous processLarge volume mixing of waste and binders and then pouringin containers or pits for storage or corrosion and fireprotection coatings insulation grouts and so forth fall in thiscategory Typically a plural delivery system is used for theseapplications in which the acid slurry is delivered from oneline and alkaline from the other Both are pumped continu-ously to a single mixer which mixes the two components in
8 ISRN Ceramics
Figure 3 Repair of Pennsylvania Turnpike using CBPC-basedMonopatch (courtesy Bindan Corporation USA)
Figure 4 CBPC coatings spray demonstration with a spray gun(courtesy Argonne National Laboratory)
a small quantity at a time and delivers it continuously from anozzle for the desired application For thin coatings a spraygun ismounted at the end which sprays it on any vertical wallor on horizontal floor Figure 4 shows the demonstration ofproducing thin coating films of 150ndash250 micrometer thick
The batch mixing process is similar to mixing concreteThe continuous mixing and pumping of individual compo-nents and then pouring are done in polymer industries andspraying is used in paint industry for emulsions Rarely pasteformed by a mixture of particulate and water is used in thepaint industry and hence adapting to the pumping methodsfor CBPC paints and coatings is not obvious because CBPCpastes are always aqueous particulate mixtures Since apumping operation is largely dependent on rheology of thepaste a delivery system for CBPC pastes requires more thanroutine knowledge of pumps In particularMgO powders arenot one of the friendliest ones when it comes to pumping inslurry form Once pumped however the mixed paste can besprayed as a thin coating approximately 125120583m thick or sameas that of commercial paint or as thick as commercial grouts
42 Research and Development in Nuclear Shielding Applica-tions and Products Nuclear radiation consists of alpha beta
gamma rays and in addition neutrons Alpha rays consist ofhelium nuclei which are heavy enough to be absorbed easilyby solid materials and hence any solid or liquid material ofsmall thickness on their way can shield them Beta radiationconsists of electrons andpositrons and is again stopped by fewmillimeters thick materials such as aluminumTherefore themajor issue is that of gamma rays and neutrons that are veryhighly energetic radiations and also penetrate materials usedin nuclear reactor vessels (concrete and steel)
The problem is not limited only to active nuclear powerplants Interim storage of nuclear fuel spent fuel rods that arereplaced bynew rods in a power reactor storage of excess highenergy nuclear materials such as highly enriched uranium(HEU) produced during cold war era that remained unused[69] all require shielding materials to store them so that theirradiation is not released in the neighboring environmentEven nuclear waste that resulted fromdevelopment of nucleararsenal during the Second World War and cold war needssecure storage facilities in the United States and FormerSoviet Union countries Needless to say that good shieldingmaterials are needed in the nuclear disaster areas such asChernobyl [45] and Fukushima [46] for containment
Denser materials or products made from heavier nucleiare the best candidates for shielding gamma rays Commonsteel is a cheap gamma ray shielding material because ironis dense Therefore steel is a preferred metal to manufacturereactor vessels
Neutrons on the other hand have exactly opposite char-acteristics They are absorbed by light nuclei and penetratethrough heavier metals Any hydrogen-containing materialsand low atomic weight elements in the periodic table such ascarbon and boron are the best performing candidates Wateris ideal Therefore spent fuel rods once they come out of thereactor are stored for several years in water pools for cooling(note that the first event that occurred in Fukushima was abreach in such a pool where leak occurred and water drainedexposing fuel rods to meltdown [46]) Thus a paradoxicalsituation arises while choosing materials the one good forgamma ray shielding is not suitable for neutrons and viseversa
The best compromise is to use steel for gamma rays andconcrete barrier for neutrons Concrete contains sufficientwater and hence hydrogen It is made of lower atomic weightmaterials such as Ca Si and Al For this reason concretebarriers are commonly used for shielding of neutrons Theproblem with concrete however is that large thickness isneeded for sufficient shielding While it may work in a powerplantwhere thickwalls can be built it is not a suitablematerialif nuclear material needs to be transported or temporarilystored because of its weight and volume
For example once the rods cool down (or their radiationdecreases to sufficiently low level) they still need to betransported in shielding casks and stored permanently inrepositories These casks need to be light which makes thickwalls of concrete unacceptable They need to resist impactheat freeze-thaw conditions and corrosion High impactstrength is difficult to achieve with concrete
CBPCs have been evaluated as shielding materials forneutrons because of their lighter weight and their ability
ISRN Ceramics 9
O 5408C 089B 321
H 271K 893P 707
Figure 5 Composition of CBPC nuclear shield for neutrons [71]
to incorporate higher level of boron Work done in a jointprogram between Argonne National Laboratory of the USDepartment of Energy Russian Federal Nuclear Center inSarov Russia and Eagle Picher Industries in the US [70 71]showed that significant amount of boron carbide can beincorporated in CBPC Joint efforts between these organi-zations came up with an optimal formulation to efficientlyshield neutron radiation A typical composition of CBPCproposed by this work is given in Figure 5
Following this study Eagle Picher Industries finalized acomposition for a material called Borobond They workedwith Oak Ridge National Laboratory (ORNL) and developedRackable Can Storage Boxes (RCSB) for safe storage ofHEU ORNL conducted modeling and experimental studiesof such boxes with fixed natural B
4C and water content
[72] Their study led to a method of quantifying the watercontent of RCSBs by fast neutron time-of-flight transmissionmeasurements (NMIS) and B
4C content with gamma ray
spectrometry for known water content The time-of-flighttransmission measurements used in their investigations canalso be used to assess the uniformity of Borobond in theRCSB Their methods are tools at the RCSB production andat storage site during the operating lifetime of the RCSBs forstorage of HEU
Figure 6 shows how neutron shielding is dependent onwater content and boron carbide concentration in BorobondThe density of the recommended product was 19 gcm3 lessthan that of concrete and yet it has superior mechanicalproperties as shown previously in Table 1 It has all lightelements and boron carbide content is as much as 41 wt
This composition was used by Eagle Picher to produceRSCBs for DOE which has stored HEU at one of itsfacilities Currently Borobond is a product line of CeradyneCorporation a 3M Company
Noting that spent nuclear fuel cannot be stored in waterpools forever and must move into a dry storage facilityArgonne National Laboratory and Federal Russian NuclearCenter scientists continued their studies to evaluate feasibility
Num
ber o
f bor
on ca
ptur
es p
er C
f fu
nctio
n
07060504030201
0
Water content
108
0604
020 Boron content
02
46
8
05
04
03
02
01
0
Figure 6 Calculated number of boron captures as a function of B4C
and content of water (wt) [72]
of using boron-containing CBPC (Ceramicrete in this case)for applications such as storage and transportation casks ofnuclear materials The work was computational A Russiancask Model RT5010 [71] was used for this study The designof the cask is shown schematically in Figure 7
This study reached to several useful conclusions
(1) CBPC with boron carbide is very effective in thermalneutron capture Thermal neutrons make up for themost flux of neutron radiation from the spent fuel thatwould be stored in a dry cask
(2) A boron carbide content of gt5 does not increasethe shielding potential of the CBPC significantly thus5wt is practical
(3) If the temperature of the shielding layer is lt100∘Cthe bound water remains in the shielding layer andhelps in shielding neutrons At higher temperaturesthe bound water is released if it evaporates from thecask the shielding property will be affected adverselyIn practice the shielding layer will be sealed and theevaporated water will remain as vapor and hence thiswill not pose a major issue in designing a cask
(4) Assuming the boundwater remains within the shield-ing material one can expect 50 to 80 shielding ofneutron flux for the cask model shown in Figure 8
(5) Overall for the design shown in Figure 7 boron-containing CBPC offers a better shielding optioncompared to others with boron and fillers
Based on this study further developments are underwaybetween Argonne National Laboratory American Industryand Former Soviet countries for superior shielding applica-tions of CBPC-based nuclear shielding products Figure 11
43 Recent Advances in the CBPC Technology for NuclearWaste Immobilization Nuclear waste has its origins in devel-opment and production of nuclear weapons in the UnitedStates Former Soviet Union and to some extent inUKThese
10 ISRN Ceramics
Spent fuel
Air
gap
Stee
l 1
Stee
l 2
Neutron shieldinglayer (Ceramicrete)
Radius
R = 1325 cm
R = 84 cm R = 90 cm R = 120 cm R = 1325 cm
Figure 7 Cross-section of Russian dry storage cask Model no RT 5010 used in the study of CBPC for neutron shielding in the Argonne-Russian Federal Nuclear Center study [71]
(1) Spent fuel
TRU 07Other 31Hardware 54Fission products 24U 664
(3) TRU
Pu 846Am 105Np 48Cm 01
(2) Other products
TRUFission
(4) Fission products
Metals isotopes 481XaKr 167Others 25I 07Tc 23CsSr 72
Zircaloy 251
0 1 2 3
Figure 8 Typical mass composition of spent nuclear fuel [73]
countries have accumulated huge amount of nuclear wastein all forms solids sludge and liquid [45] The waste canbe highly radioactive or may have very low activity Due tothe race between the western and eastern bloc countries toproduce nuclear weapons there was little regard for safe andlong-term storage of such waste but because of the currentawareness of the consequences of various radioactive wastestreams on the environment habitat and human health inboth regions efforts are being made to find ways to recycle orimmobilize these waste streams for safe storage and to protectthe environment
The mankind has faced another acute problem of nuclearcontamination of the environment resulting from the twomajor nuclear accidents (Chernobyl and Fukushima) inrecent years The clean-up efforts also have generated sig-nificant amount of waste that needs isolation [45 46]As a result there is urgency in finding suitable materialsto immobilize range of waste streams generated by suchcatastrophes
Ceramicrete was developed to address these needs andmuch has been published in the earlier literature on this topicInterested readers may findmore details in the book byWagh[8] and other articles [74 75] In the last decade howeverfurther advances have been made in this area
431 The Nuclear Legacy Waste Streams Themajor contam-inants encountered during treating these waste streams arelisted below
(a) Hazardous inorganic contaminants both high andlow-level waste streamsmay contain these chemicallyhazardous contaminants As listed in Section 317 PbCd Cr Hg and As are the elements of main concernin radioactive waste also When both radioactive andhazardous contaminants exist in thewaste suchwasteis called mixed waste Chemical immobilization ofthese elements that is converting them to insolublecompounds is the best strategy to arrest leaching ofthese elements [76 77] which is used extensively inthe CBPC technology because phosphate treatmentemployed in theCBPC technology results in insolublephosphate salts of these elements
(b) Actinides actinides especially Th U Pu and Amare prevalent in the waste but also in spent fuelrods because they are the source materials for nuclearenergy They are mainly alpha and gamma emittingmaterials and if active they will also emit neutronsThey all have high atomic weight their solubility isalmost negligible and hence they are not dispersible
ISRN Ceramics 11
in ground water The only source of contamination ofthese materials is their dispersibility as solid fine par-ticles which can be arrested by microencapsulatingthem in the CBPC matrix
(c) Fission product isotopes (Cs-137 and 138 Sr-90 Tc-99 and I-131) these isotopes of cesium strontiumtechnetium and iodine are formed during a nuclearreactionTheir relevant properties are listed inTable 3
Since most of the work on low-level waste streams wasreported in the earlier literature [74 75] we will only discussthe extensive research done during the last ten years whichwas focused on high-level waste streams Among severaloptions available for immobilization of these radioactivewaste streams [78] the most preferred technology has beenborosilicate glass technology [79 80] Waste and glass fritsare mixed together and vitrified at temperatures rangingfrom 1200∘C to 1500∘C This results in a homogenous glasswaste form that has been shown to be stable for a time scale(million years) at which time the activity of the radioactivecomponents is reduced sufficiently that it will not affect theenvironment It canmicroencapsulate transuranics extremelywell However this process is not suitable for high activitywaste streams because of the volatile components containingthe fission products of cesium strontium technetium andiodine (see eg [81]) As one may notice from Figure 8 theamount of the fission product stream is small just a fractionof a percent of the total waste And yet because of theirhigh activity and their ability to become airborne duringthe vitrification process they are unsuitable for vitrificationprocess and hence are separated into high activity wastestreams As we shall see below the CBPC process has beenthe most successful in mineralizing the fission products intostable phosphate compounds and hence immobilizing them
The high activity tank waste streams have resulted fromproduction of weapons grade nuclear fuels in the UnitedStates and Former Soviet Union countries Most are storedin underground storage tanks in the US at Hanford tankfarms in the State of Washington Savannah River in SouthCarolina and some in Idaho The waste streams vary intheir characteristics and composition but are either liquidsor sludge Reference [82] and references therein provide anoverview of the tank waste streams within the US DOEcomplex and their characteristics
While the bench scale testing was done in several earlierprojects full testing and large-scale immobilization exper-iments were conducted and success of the technology wasdemonstrated in collaborative projects between ArgonneNational Laboratory and Russian scientists on the two mostdifficult high activity tank waste streams [83 84] This workmaymake a major impact in the near future on immobilizingsuch waste streams with CBPC formulations
The high activity in these waste streams arises from thefission products prominently containing isotopes listed inTable 3 Also the waste streams can be acidic or alkalinedepending on whether attempts were made to neutralizethem with NaOH Often neutralization results in alternativeproblem of immobilizing waste streams rich in leachablesodiumTable 5Thus the problemof immobilizing tankwaste
streams boils down to the following three (a) immobilizingfission products and trace levels of actinides (b) getting ridof excess water without volatilizing any of the contaminantsand (c) immobilizing sodium to a level that it does not leachout sufficiently to affect the structure of the waste form
Several studies have been conducted in demonstratingimmobilization of these waste streams using CBPCs [85ndash88]Notable and detailed analysis among these was done in acollaborative project between Argonne Vernadsky Instituteof Radiochemistry in Moscow and Production Researchat Mayak a nuclear waste facility in Russian Federationwhich also has stored similar waste Figure 10 Reference[64] provides the major results of the entire project Thisproject demonstrated immobilization of typical two highactivity liquid waste streams from Hanford and two fromMayakThis team effort was highly successful in showing thesimplicity and effectiveness of CBPC in immobilizing thesewaste streams at small scale to 55 gal drum size Initial studywas with simulated waste streams and success of this studyled the scientists to tackle actual waste streams Reference[88] contains details of the methodology nature of the wastestreams additives in the CBPC formulations to immobilizedifficult contaminants properties of the waste forms andtheir performance
This collaborative work directed by Argonne NationalLaboratory on behalf of the US Department of Energy makesall other similar work outdated because this work usedthe methods developed in previous work tested and thenwent beyond to produce waste forms at production levelThe team concluded that CBPC technology can be used inpractice without any concern about pyrophoricity volatilitygas generation or leaching of contaminants For this reasonwe will not delve on any other previous work but summarizeresults of this project
Table 4 lists the composition of each of the waste streamDetails of adding these stabilizers are described in the
paper [88]It is the opinion of this author that Cs and Sr do not need
stabilizers because using the solubility analysis presentedin [8] it is possible to show that Sr is a sparsely solublemetal and it will form SrKPO
4 Cs being an alkali metal
will be converted to insoluble MgCsPO4 This mineralization
of Sr and Cs has been verified in the authorrsquos unpublishedwork Both SrKPO
4and MgCsPO
4have negligible aqueous
solubility and as will be seen later perform well in leachingtests
Table 6 lists the waste loading in the final waste formsand their physical properties All results are reproduced from[88]
For waste streams with low-solid content of 16ndash52wtsolids the waste loading has been very significant This isbecause as in Portland cement CBPCs require water andbind significant amount in their crystalline structure
There are both benefits and drawbacks of the approachof binding water and increasing the waste loading Forexample if glass vitrification technology is to be used forimmobilizing these waste streams the water will evaporatebut then the fission products will also evaporate causing
12 ISRN Ceramics
air contamination They can be captured somehow in off-gas system but then need a lower temperature method ofstabilizing them At the same time the vitrified waste formwill have very small volume and will cost a lot less intransportation and long-term storage On the other handthe CBPCwaste form provides a significantly simpler processwith the least concern for volatility of the fission products butincreases the cost of transportation and storage because of itslarge volume
The effectiveness of waste immobilization method isdetermined bymainly three tests AmericanNuclear SocietyrsquosANS 161 test [89] determines the leaching index (negativeof logarithm of the diffusion constant) for each of theradioactive contaminants The test is carried out at roomtemperature by immersing a geometrically regular sample indeionized and distilled water over 90 days Aliquots of theleachate solution are drawn at specified periods and analyzedfor the contaminant concentration These numbers allowone to determine the diffusion constant of the particularcontaminant in the waste form and that in turn allows one torepresent the result as the leaching index Table 7 summarizesthese results in this project
The other leaching test is for the durability of the wasteform itself Product Consistency Test (PCT) [66] determinesthe leaching rate of the major components of the wasteformThe test was designed for vitrified glass and hence thecomponents are Si Ca Al and B For CBPC however theywill have to be Mg K and P
In PCT a sample in cylindrical shape of more thantwenty times the area compared to its volume is selectedand immersed in distilled and deionized water The leachingexperiment is conducted for 7 days at a constant temperatureof 90∘C At the end of the test a sample of the leachate wateris analyzed for the major elements of the waste form and theleaching rate is determined per unit area of the surface Againthe results are included in Table 7 of this test on all four wasteforms
A third test is designed for hazardous metals defined byResource Conservation and Recovery Act (RCRA) of the USEnvironmental Protection Agency [90]
The literature has been very scanty about the leachingindex for contaminants from vitrifiedwaste form and hence itis very difficult to make a comparison of the results presentedin Table 7 with glass waste form However [85 86] provideleaching index for various fission products on simulated tankwaste streams in different waste forms Generally their bestresults are gt9 for the leaching index for any of the fissionproducts This may be compared with the results given inTable 7 for actual radioactive contaminants Inmost cases theresults are several orders of magnitude higher than that forsimulated waste forms reported earlier (Note that increasein one number in the leaching index is a decrease by afactor of 10 in the diffusion constant because LI = minuslog(diffusion constant)) The only exception is that for iodinein M1 and Se in H1 In the first case the value is by oneorder less than 9 but in the other case it is still higher than9 but not by several orders Thus one may conclude thatthe CBPC technology performs far better than the expectedperformance of immobilized fission products waste forms
Pacific Northwest Laboratory scientists conducted vitrifi-cation experiments for similar liquid waste streams [91] andmeasured the leach rate of themajor constituents of the wasteforms Since boron sodium lithium aluminum and siliconare the constituents of their borosilicate glass they conductedthe PCT and measured the leaching rates for these elementsThey show that the leaching results for the waste form of thestreamAZ-102 (termed asH2 in Table 7) are 00063 gm2sdotdayfor boron 0052 gm2sdotday for sodium 005 gm2sdotday forlithium 000786 gm2sdotday for aluminum and 0033 gm2sdotdayfor silicon all higher than those observed for the majorconstituents of phosphate waste forms (see Table 7) Thisshows that it is not necessary to resort to high temperature-processes to immobilize secondary waste streams and room-temperature processes are capable of providing a rugged andleach resistant matrix for them
Apart from the leach resistance of the waste forms thereare other issues Radiolytic hydrogen [92] may be generateddue to splitting of water and other hydrogen-containingmolecules by intense radiation Wagh et al have conductedseveral studies on actinides in CBPC When actual uraniumand plutonium containing ash waste were immobilized theradiolytic gas yield was 013mol H2100 ev which is lowerthan that in cement waste form Test details and comparativedata may be found in [93] This implies that the bound waterin CBPCwaste form did not play a major role in the gas yield
In summary CBPC technology is applicable to immo-bilization of the most acute high activity waste It has beentested with actual waste and at full scale and is the bestcandidate for deployment in the current state of its art
432 Spent Nuclear Fuel [51] In nuclear power plants thenuclear fuel rods are used for the fission of nuclear materialto produce electricityThey need to be changed every 10 yearsor so These spent fuel rods are becoming a big liability forthe nuclear industry and need long-term storage becausethey are still highly radioactive when they come out of thereactor vessels They irradiate neutrons and hence need to bestored for quite some time inwater pools so that the irradiatedneutrons are absorbed by water till they cool down and theneutron intensity depletes sufficiently so that they can thenbe stored in alternative dry storage casks and transported topermanent storage repositories
The general composition of spent fuel is given in Figure 8and the complete nuclear fuel cycle from power generation towaste form fabrication is presented in Figure 9
As onemay notice from Figure 9 once the uranium ore ismilled and enriched fuel rods are fabricated which then areloaded into the reactor where their high activity is used forpower generation After they become less efficient due to thedecay process they can be either used for reprocessing ormaybe simply sent for storage Both options are used dependingon the availability of sufficient fuel in every nuclear countryThe spent fuel is stored in water pools with a hope ofimmobilization and ultimate storage in a repository as a glasswaste form
Unfortunately in most countries the fuel rods haveremained in water pools because the logistics of building
ISRN Ceramics 13
Nuclear fuel cycles and unresolved issue
Uranium ore NORM waste
Fuel fabrication
Power generation
Spent fuel
Contaminated ware equipmentEncapsulation disposal
Con
tam
inat
ed w
are
equi
pmen
tEn
caps
ulat
ion
disp
osal
Vitr
ifica
tion
stor
age
or d
ispos
al
Milling enrichmentVolatiles
Nuclear power
Reprocessing
Figure 9 Nuclear fuel cycle and waste form production and theunresolved issue of volatiles
Figure 10 Cross-section of a 55 gal drum scale surrogate salt wasteform produced by P R Mayak in Russia with funding fromUSDOEand in collaboration with Argonne National Laboratory (2007)(source Argonne file photo)
permanent repositories has not been resolved due to eco-logical issues and resistance from stakeholders and localauthorities Even if the repository issues are resolved thespent fuel needs to be immobilized in a nonleachable anddurable medium
In the entire cycle other high volume but low activitywaste streams are generated too These are either encap-sulated in a cementitious waste form or simply stored innonleachable drums in an underground repository such asWaste Isolation Pilot Plant (WIPP) in the United States [94]
The previous section on high activity liquid wastestreams the waste forms exhibit very high leaching resis-tance comparable to that of glass waste forms Since thevitrification technology is still not a full-fledged route toimmobilization of spent fuel the issue of volatile byproductwaste streamhas not come to the forefront of the final schemefor handling the spent fuel When the issue will come tothe forefront CBPC may turn out to be the most usefultechnology supplementing the glass waste form technology
Figure 11 Demonstration samples of CBPC-based Borobond neu-tron shielding products Source Ceradyne Boron products website
Figure 12 Demonstration of sewage pipe coating with Grancrete(Grancrete Inc Taipei Taiwan) (httpwwwdynamocomtw)
5 CBPC Products in the Market
The CBPC technology was initially developed for nuclearwaste immobilization Its first application was as a nuclearshielding material Eagle Picher Technologies LLC perfectedthe technology by introducing boron in Ceramicrete whichwas used and is probably still being used inUSDepartment ofEnergy complex for waste immobilization and nuclear shield-ing However its commercial product named Borobond forshielding of neutrons was developed by Boron Departmentof Eagle Picher but now is owned by Ceradyne Corporationand hence 3M Company and is an established commercialproduct
In structural materials area the CBPC technology is wellsuited to fulfill needs for products that do not exhibit draw-backs of cement and polymer products CBPC materials areinorganic and hence nonflammable They exhibit negligibleporosity and extremely low water permeability Table 2 Theybond to all earth materials such as limestone sand stoneand even conventional cement concrete They also bond to
14 ISRN Ceramics
Figure 13 Insulated and solar reflective CBPC roof tile of inChennai India (httpwwwthermalcarein)
themselves In the next section we will see that comparedto other equivalent products they are very environmentallyfriendly
As was discussed briefly in Section 41 the structuralproducts applications lie in two categories
(a) cements grouts and concrete(b) coatings
In both areas several small businesses have madegood strides in entering markets For example inthe United States Bindan Corporation of Oak BrookIllinois (httpwwwbindancorpcom) and Grancrete Inc(httpwwwgrancretenet) of North Carolina have beenin business for at least last 10 years producing road repairmaterials concrete repair products floor-surfacing productsand so forth Grancrete has shown its presence in Taiwanand Japan for the same applications Figure 12
Realizing that CBPCs are more expensive comparedto Portland cement CBPC concretes are not cost effec-tive Therefore only value-added products are commerciallyviable Because of this reason recent trend has been toexploit unique properties of CBPCs and design products withperformance superior to current products in the market
One example is roof tiles named Thermal Care Tilesin Chennai India (httpwwwthermalcarein) With CBPCformulations and additives these tiles can reduce impactof hot sun in houses to the extent of 8ndash10∘C by providinghigh reflectivity to solar radiation and also providing highthermal insulation properties Figure 13 CBPC-based coatingproducts are probably the most unique ones among theseEon Coat Inc (httpwwwEonCoatcom) has introducedcorrosion and fire protection coatings that exhibit outstand-ing properties Their coatings do not show corrosion of thesubstrate or osmotic blistering [94] even when samples areexposed for 1000 hours in salt-spray chamber [95] In thesame way the Flame Spread test [96] shows no flame spreadat all and surpasses all organic coatings in performanceLearning the excellent performance ofCBPC-based productsnew companies are investing to develop range of products inthe structural materials area
There have beenmethodical attempts to develop bioactivedental and prosthetic cements using phosphates in the past[97] and also to exploit antibacterial properties of these
materials [98] Since CBPC materials are phosphate basedthey are uniquely positioned to match with compositionof bones and teeth in which hydroxyl apatite a calciumphosphate hydrate is the main component Using modernCBPC for this application was conceived by Wagh et al [99]and subsequent research led to root canal materials ownedby Dentsply company Following this Bindan Corporationdeveloped its own intellectual property [100] that led toa product called OsteoCrete marketed by Bone SolutionsInc (httpwwwbonesolutionsnet) for multiple orthopedicsolutions including bone void filler Tay et al [101] haveprovided the most recent advances in this area
There have been many other areas in which preliminarywork has been done in application of CBPCs but commercialexploitation has not occurred as yet Notable areas are CBPCsfor oil fields [102ndash104] and fiber reinforced products [68 105]
In summary CBPC technology and its products andCeramicrete in particular have entered various markets indifferent parts of the world The new products have potentialto be transferred from small businesses to larger onesBorobond the first product has been a good example ofthis which was developed by Eagle Picher and then wentto Ceradyne a bigger company and now 3M Companyowns Ceradyne Such acquisitions may provide much widervisibility to unique CBPC products
6 Environmental Effects of CBPC
CBPCs are mineral based materials like Portland cementTherefore the main environmental effect parameters seenin use of these materials are similar to that of PortlandcementThese include greenhouse gas emissions and fugitiveparticulates released in the atmosphere While the latter canbe controlled with good work practices the first one is builtin the chemistry of the process itself and cannot be avoided
There are two major sources of greenhouse gases inthese technologies Carbon dioxide is bound in the rawmaterials such as limestone and dolomite which escapesduring extraction of the appropriate raw material This maybe termed as the direct emission
The second source of greenhouse gas emission is theenergy consumption in producing the final product Thisincludes carbon dioxide generated by the energy use in min-ing of appropriate minerals their transport extraction of thedesired ingredients for the product production operationspackaging and shipping Emissions resulting from thesemay be called process emissions Process emissions may bereduced only by reducing energy consumption and therebyrelease of greenhouse gases
Thedirect emissions in Portland cementmanufacture andCBPCs are different because the two products use differentraw materials However operations from manufacture toshipping are very similar in both cases and hence one canassume that their process emissions are also similar thoughnot the same
US Environmental Protection Agency (EPA) has pro-vided guidelines for calculation of direct emissions [106]Following that we have calculated direct emissions from theCBPC manufacture and compared that to the emissions in
ISRN Ceramics 15
Table 2 Water permeability and mechanical properties of CBPC with wollastonite and other fillers [29]
Composition (wt) Strengths (psi) Fracture toughness (MPasdotm12) Water absorption (wt)Binder Wollastonite Other Compressive Flexural40 60 Nil 8426 1474 066 250 50 Nil 7755 1236 063 230 30 Sand 40 6264 1255 063 3100 Nil Nil 3500 1100 NA 1540 Nil Ash 60 11507 1474 019 178
Typical Portland cement concrete 8000 940 NA 10ndash20
Table 3 Specific activity and boiling point of fission products [6263]
Fission product Half-life (yrs) Specific activity(Cig)
Boiling point(∘C)
Sr-90 28 140 1384Cs-137 30 870 6784Cs-135
3119864 + 6 00012 6784Tc-99 (as NaTcO4) 21119864 + 5 017 100I-131 1802 days gt5000 184
cement sector Taking the example of Ceramicrete as a CBPCthe actual calculations are provided in the appendix Thesecalculations show that direct emissions from Ceramicretemanufacture are 40 less than that in manufacturing ofcement This is mainly because Ceramicrete contains 60 flyash which is an industrial byproduct from the utility industryand direct emission contribution to this component is zero
Assuming the process emissions are the same for thesame tonnage of both products when the direct and processemissions are added Ceramicrete emits only 20 less green-house gases compared to Portland cement Thus there is nosubstantial gain in using CBPCs cement
As we have seen in Section 5 CBPCs are also used asinorganic coatings Here they can be environmentally veryfriendly alternatives to polymer coatings This is becauseCBPC coatings are the first inorganic alternatives to organiccoatings Therefore CBPCs can make a big difference in thecoating world This may be seen in the following analysis
The ecological impact of CBPCs arises from four majorfactors which are described in [67]
(a) greenhouse gas emissions(b) low-level ozone emissions(c) acidification(d) eutrophication
Greenhouse gas emissions are the same as the directemissions discussed above in context of cement industryLow-level ozone emissions result from release of volatileorganic compounds (VOCs) into the environment duringmanufacturing of organic paints and their use Acidificationon the other hand is due to sulfur in the polymers that resultsin formation of oxides of sulfur and eventually sulfuric acidwhich is harmful to the nature
We can use the numbers from the appendix for green-house gas emissions Ozone depletion is nonexistent in thecase of CBPCs because there are no VOCs in CBPC coatingsAcidification is also not an issue because CBPC coatingsdo not contain sulfur compounds They contain phosphatecompounds but phosphate release is negligible as has beenshown in several Product Consistency tests (see eg PCTdata in Table 4) Thus acidification is not an issue
The fourth factor eutrophication [107] is the result ofleaching of nutrients into soil and water streams that produceunwanted algal growth which chokes aquatic life and plantgrowth CBPCs contain significant amount of phosphatesThey are also good fertilizers and their presence in aquaticstreams can be a problem Fortunately Product Consistencyleaching results presented in Table 7 conducted by us haveshown that CBPC products release phosphates extremelyslowly into ground water and hence good CBPC productsshould not affect the environmentThese conclusions are verypreliminary and detailed investigations are needed in thisarea for a given application
In light of these observations we have summarized thebenefits of CBPC coatings over polymeric coatings in Table 8For the sake of calculations we have assumed the coatingcomposition is the basic Ceramicrete binder (MgO andmonopotassium phosphate and 35 water in the coating)
Table 8 shows that CBPC coatings produce only about15 of solvent-based varnish and 80 of solvent-based alkydpaint They produce no ozone damaging VOCs nor anyoxides of sulfur that lead to acidification Their potentialfor eutrophication is negligible because CBPC coatings arelike phosphate minerals and leaching of phosphate in theenvironment is minimal
7 Conclusions
CBPCs in a period of 20 years have made major strides invarious fields fromnuclear waste immobilization safe storageof nuclear materials and structural products and in dentaland prosthetic applications The first ten years were investedin understanding the chemistry of these materials as well aslength and breadth of their possible applications and carvingout focus areas for products development The last ten yearshave seen them entering the market all over the world
CBPCs were invented primarily to immobilize low-levelradioactive waste In last 10 years however research hasdemonstrated that they may as well be used to tackle the
16 ISRN Ceramics
Table 4 Waste streams tested in the Russian project [64]
Nature of the contaminant H1 H2 M1 M2
Waste sourceSupernatant from
HanfordAN-105
Supernatant fromMayak Russia
Sludge fromHanford AZ-102
120572-Bearing wastefromMayak
RussiaSolids content (wt) 52 38 35 16
Major benign ions (gL)Na+-256NO3
minus-167NO2
minus-113OHminus-84
Na+-265NO2
minus-85OHminus-43
Na+-99NO3
minus-38NO2
minus-295OHminus-90
Na+-83NO2
minus-24
Activity of actinides (BqL)239Pu-121198648237Np-121198648
239Pu-351198648237Np-241198646241Am-801198648
Sa-131198645
Fission products
90Sr-211198647137Cs-24119864799Tc-631198648131I-1 1119864775Se-271198646
90Sr-511198648137Cs-12119864799Tc-191198649
90Sr-151198646137Cs-581198641099Tc-631198648129I-231198646
Hazardous metalsCr-29 as CrO4minus
Pb2+-007Cd2+-0003
Cr3+-024Pb2+-001Cd2+-5Ni2+-24
Cr-7 as CrO4minus Ni2+-24
Table 5 Neutralization and stabilization additives
Issue AdditiveNeutralization of alkaline streams Small amount of H3PO4
Tc+7 (in pertechnetate state) lt05 SnCl2 [64]Iminus AV-17 resin in Clminus formCs and Sr K4[Fe(CN)6] sdot 3H2O
Table 6 Physical properties of the waste forms
Loading and properties H1 H2 M1 M2Waste loading 35 44 43 34Density (gcm3) 16-17 17-18 18 18Compressive strength (MPa) 25ndash55 40ndash55 gt20 gt20
most difficult issue of volatile high activity fission productswhere high temperature technologies fail They have enteredthemarket as nuclear shieldingmaterials in an aggressiveway
Because CBPCs can be used as grouts or coatings appli-cations may extend well beyond what we see in the marketThey have zero flame spread and high reflectivity to infraredradiation and may be used very widely in fire protection andinsulation They have shown excellent corrosion protectionof steel Therefore they may turn out to be the first inorganiccorrosion protection coatings Efforts are underway in theindustry to bringCBPCproducts in themarket in these fields
All this has happened with only one composition ofmagnesium oxide and monopotassium phosphate known asCeramicrete Potential to develop products lies well beyondthe current state of the art because a wide range of otherformulations is feasible It is hoped that the fundamentalworkreported during the first 10 years and applications-orientedprogress during the last 10 years will lead to wider curiosity
Table 7 Results of leaching results
Contaminants H-1 H-2 M-1 M-2ANS 161 90-day immersion test for radioactive contaminants [65]
Actinides237Np 128 136239Pu 135 144 Total alpha
= 129241Am 146
Fission products90Sr 109 132 111137Cs 114 115 13099Tc 99 10231I 112 7975Se 96
PCT 7-day immersion test at 90∘C for product constituents(gm2sdotday as normalized leaching rate [66])
Mg41119864minus6 71119864minus7 66119864minus5 16119864 minus 5
K19119864minus2 11119864minus2 24119864minus2 24119864 minus 2
PO4 63119864minus3 18119864minus3 72119864minus3 95119864 minus 3
Na17119864minus2 93119864minus3 24119864minus2 21119864 minus 2
Toxicity characteristic leaching procedure for hazardous elements(ppm) [66]Element Reg limitPb 075 0005 0004 008Cr 06 004 0006 02Cd 011 0001 0008Ni 110 lt01 05 07
in thesematerials and result inmore investment and productsdevelopment
ISRN Ceramics 17
Table 8 Comparison of environmental impact factors of CBPCand typical commercial coatings Data for commercial coatings isreproduced from [67]
CoatingsDirect
emissions(gkg)
Low-levelozone
(g ethanekg)
Acidification(g Soxkg)
Eutrophication(g P2O5kg)
Solvent-based varnishBindingagent 8816 42 74 09
Solvent 11457 21 68 07Total 20273 63 142 16
Solvent-based alkyd paintBindingagent 2834 08 32 03
Filler 253 001 03 83Solvent 639 03 10 01Total 3726 111 45 87CBPCcoatings 300 00 00 Very low but to
be quantified
Appendix
Calculations of Direct Emissions fromCBPC Production
One ton of Portland cement produces one ton of CO2
It consists of two parts direct emissions resulting fromdecomposition of limestone into CaO and CO
2and the rest
from process parameters such as fuel consumption transportof raw materials grinding and sieving operations and trans-port and shipping Direct emissions can be calculated fromchemistry and thermodynamics while the process emissionsare site specific and must be monitored and determined ateach plant [67] This is also true for CBPC cement productsalso However due to process similarities it is quite likely thatthe process emissions in both cases will be similar For thisreason we will calculate the direct emissions and comparethe environmental benefits of CBPCs
1 Calculation of Direct Emissions in Portland Cement Produc-tion Direct emissions in Portland cement manufacture arisefrom clinkering limestone (calcium carbonate) at 1500∘C toproduce calcium oxide by the decomposition
CaCO3= CaO + CO
2 (A1)
Molar weights of CaO and CO2are 56 and 44 gmole
Portland cement contains approximately 64wt CaOwith the rest being silica and alumina Therefore directemission of CO
2to produce one ton of cement is
molar weight of CO2molar weight of CaCO
3times
064 = (4456) times 064 = 05
This means direct emission is 05 kgkg of cement and05 kgkg of CO
2because of other production and distribu-
tion processes
2 Calculation of Direct Emission in Ceramicrete ProductionComposition of Ceramicrete is 10 wt MgO + 30wtMKP + 60wt fly ash MgO is produced from dolomiterock which is MgCa(CO3)2 or MgCO3 + CaCO3 It is againcalcined at 1500∘C and MgO and CaO are separated
Assuming equimolar proportion of MgCO3and CaCO
3
in dolomite rock the proportion of MgCO3and CaCO
3is
457 wt to 543 wt This gives us
MgO content = MgOMgCO3times 457
= 0403 times 457 = 1828(A2)
This means kg of dolomite rock will produce 1828 g of MgOTotal amount of CO
2released during calcination of
dolomite comes from decomposition of CaCO3andMgCO
3
The decomposition equations for the two components are
CaCO3= CaO + CO
2
MgCO3= MgO + CO
2
(A3)
Using molar weights of the components we find that CO2
content in dolomite rock is 478 wt Thus
CO2produced per ton of MgO = 478
1828
= 259 tons(A4)
Ceramicrete contains 10wt MgO Therefore Ceramicreteproduces 259 g of CO
2per kg of Ceramicrete because of use
of MgO in itSimilarly monopotassium phosphate also produces CO
2
MKP is produced frompotassiumcarbonate by reacting itwith phosphoric acid during which CO
2is released as given
in the equation below
K2CO3+H3PO4= 2KH
2PO4+ CO2+H2O (A5)
Molar weights of K2CO3 H3PO4 and KH
2PO4are 124 98
and 272 gmole respectively So to produce 272 kg of MKPwe produce 44 kg of CO
2
Thismeans to produce one kg ofMKP we produce 44272= 016 kg of CO
2
Thus contribution of CO2due to MKP = 03 times 016 =
0048 kgkg of Ceramicrete Therefore total direct emissionwhich is the sum of emissions due to MgO and MKPproduction is
0259 + 0048 = 03 kgkg of Ceramicrete (A6)
This is 60 of direct emission in cement production
3 Total Emission Reduction Since both processes use verysimilar processing technology we assume the process emis-sions to be similar equal to 05 ton of CO2kg
total emission in Ceramicrete = 03 + 05 = 08 ton ofCO2kg of Ceramicrete
18 ISRN Ceramics
total emission in cement = 05 + 05 = 1 kgkg ofcement
The paper is intended to disseminate scientific progress inthe subject explained to a wider scientific audience with thehope that it will lead to further research and development inthis field for the benefit of a wider international community
Conflict of Interests
Theauthor declares that he has no financial interest in writingthis paper
References
[1] J Aspdin ldquoAn improvement in themodes of producing artificialstonerdquo British Patent 5022 1924
[2] S Sorel ldquoOn the new magnesium cementrdquo Comptes RendusHebdomadire des Seances de lrsquoAcademie des Sciences vol 65 pp102ndash104 1867
[3] A D Wilson ldquoThe chemistry of dental cementsrdquo ChemicalSociety Reviews vol 7 no 2 pp 265ndash296 1978
[4] A Wilson and J Nicholson Acid-Base Cements CambridgeUniversity Press 1993
[5] C Shi P Krivenko and D Roy Alkali Activated Cements andConcretes Taylor and Francis New York NY USA 2006
[6] J Davidovits Geopolymers Chemistry and Applications seriesin civil and structural engineering Woodhead Publishing2009
[7] J L Provis and J S J van Deventer Geopolymer StructuresProcessing Properties and Industrial Applications WoodheadPublishing 2009
[8] A S Wagh Chemically Bonded Phosphate Ceramics Elsevier2004
[9] A E R Westman Phosphate Ceramics Topics in PhosphateChemistry vol 9 John Wiley and Sons New York NY USA1977
[10] T Kanazawa Inorganic Phosphate Materials chapter 1 Elsevier1989
[11] W H Rollins ldquoA contribution to the knowledge of cementsrdquoDental Cosmos vol 21 pp 574ndash576 1979
[12] E S Gaylord ldquoOxyphosphates of zincrdquo Archives of Dentistryvol 33 pp 364ndash380 1989
[13] H Fleck ldquoChemistry of oxyphosphatesrdquoDental Items of Interestvol 24 article 906 1902
[14] W Souder and G Paffenberger Physical Properties of DentalMaterials (US National Bureau of Standards Circular NoC433) 1942
[15] W S Crowell ldquoPhysical chemistry of dental cementsrdquo Journalof the American Dental Association vol 14 pp 1030ndash1048 1927
[16] E W Skinner Science of Dental Materials W B SaundersPhiladelphia Pa USA 3rd edition 1947
[17] B W Darwell ldquoAspects of chemistry of zinc phosphatecementsrdquo Journal of the American Dental Association vol 14pp 1030ndash1048 1929
[18] A D Wilson ldquoZinc oxide dental cementsrdquo in Scientific Aspectsof Dental Materials J A von Fraunhofer Ed pp 159ndash190Butterworths London UK 1975
[19] P J Wisth ldquoThe ability of zinc phosphate and hydro phosphatecements to seal band spacesrdquo Angle Orthodontist vol 42 no 4pp 395ndash398 1972
[20] A S Wagh and S Y Jeong ldquoChemically bonded phosphateceramics I a dissolution model of formationrdquo Journal of theAmerican Ceramic Society vol 86 no 11 pp 1838ndash1844 2003
[21] A S Wagh S Grover and S Y Jeong ldquoChemically bondedphosphate ceramics II warm-temperature process for aluminaceramicsrdquo Journal of the American Ceramic Society vol 86 no11 pp 1845ndash1849 2003
[22] A S Wagh and S Y Jeong ldquoChemically bonded phosphateceramics III reduction mechanism and its application to ironphosphate ceramicsrdquo Journal of the American Ceramic Societyvol 86 no 11 pp 1850ndash1855 2003
[23] A S Wagh and C Primus ldquoMethod and product for phospho-silicate slurry for use in dentistry and related bone cementsrdquo USPatent 7 083 672 2006
[24] C S Rostaing di Rostagni ldquoVerfahrung zur Darstellung vonKitten fur sahnarztliche und ahnliche Awecke bestehend vonGemischen von Pyrophophaten des Calciums oder Bariumsmit den Pyrophosphaten des Zinks oderMagnesiumsrdquo GermanPatent 6015 1878
[25] S B Palmer ldquoZinc phosphatesrdquoDental Cosmos vol 33 pp 364ndash380 1891
[26] A SWagh S Y Jeong and D Singh ldquoHigh strength phosphatecement using industrial byproducts ashesrdquo in Proceedings ofthe 1st International Conference on High Strength Concrete AAzizinmini D Darwin and C French Eds pp 542ndash553 TheAmerican Society of Civil Engineers 1997
[27] W Postl FWalter K Ettinger andH-P Bojar ldquoErsterNachweisdes Kalium-Analogons MgK(PO
4)6H2O von Struvit und der
kristallinen Phase Mg2KH(PO
4)215H2O aus dem ehemali-
gen Bleibergbau Rossblei Eschachalm Schladminger TauernSteiermark Osterreichrdquo Joannea Mineralogie vol 1 pp 45ndash522000
[28] S Graeser W Postl H-P Bojar et al ldquoStruvite-(K) KMgPO4
6H2O the potassium equivalent of struvite a new mineralrdquo
European Journal of Mineralogy vol 20 no 4 pp 629ndash6332008
[29] A S Wagh S Jeong D Lohan and A Elizabeth ldquoChemicallybonded phospho-silicate ceramicsrdquo US Patent 6 518 212 2003
[30] M Pourbaix Atlas of Electrochemical Equilibria in AqueousSolutions National Association of Corrosion Engineers Hous-ton Tex USA 1974
[31] E Soudee and J Pera ldquoMechanism of setting reaction inmagnesia-phosphate cementsrdquo Cement and Concrete Researchvol 32 no 1 pp 153ndash157 2002
[32] E Soudee and J Pera ldquoInfluence of magnesia surface onthe setting time of magnesia-phosphate cementrdquo Cement andConcrete Research vol 32 no 1 pp 153ndash157 2002
[33] M A Carvalho and A M Segadaes ldquoThe hydration of mag-nesium phosphate cements effect of powder characteristics onthe reaction kineticsrdquoMaterials Science Forum vol 591ndash593 pp833ndash838 2008
[34] E M Gartner and D E MacPhee ldquoA physico-chemical basisfor novel cementitious bindersrdquo Cement and Concrete Researchvol 41 no 7 pp 736ndash749 2011
[35] Z Ding B Dong F Xing N Han and Z Li ldquoCementingmechanism of potassium phosphate-based magnesium phos-phate cementrdquo Ceramics International vol 38 pp 6281ndash62882012
[36] F Xing Z Ding and Z-J Li ldquoStudy of potassium-basedmagnesium phosphate cementrdquo Advances in Cement Researchvol 23 no 2 pp 81ndash87 2011
ISRN Ceramics 19
[37] A S Wagh and S Jeong ldquoChemically bonded phosphateceramics of trivalent oxides of iron andmanganeserdquo US Patent6 498 119 2002
[38] L C Chow ldquoCalcium phosphate cements chemistry proper-ties and applicationsrdquo in Proceedings of the Materials ResearchSociety Symposium vol 599 pp 27ndash37 2000
[39] C Klein andC S Hurlbut JrManual ofMineralogy JohnWileyand Sons New York NY USA 20th edition 1985
[40] T Sugama and L E Kukacka ldquoMagnesium monophosphatecements derived from diammonium phosphate solutionsrdquoCement and Concrete Research vol 13 no 3 pp 407ndash416 1983
[41] T Sugama and L E Kukacka ldquoCharacteristics of magnesiumpolyphosphate cements derived from ammonium polyphos-phate solutionsrdquo Cement and Concrete Research vol 13 no 4pp 499ndash506 1983
[42] T Finch and J H Sharp ldquoChemical reactions betweenmagnesiaand aluminium orthophosphate to form magnesia-phosphatecementsrdquo Journal of Materials Science vol 24 no 12 pp 4379ndash4386 1989
[43] S Y Jeong and A Wagh ldquoFormation of chemically bondedceramics with magnesium dihydrogen phosphate binderrdquo USPatent 6 776 837 2004
[44] D Singh A Wagh and M Tlustochowicz ldquoZirconium phos-phate waste forms for low-temperature stabilization of cesium137-containing waste streamsrdquo in Environmental Issues andWaste Management Technologies in the Ceramic and NuclearIndustries II Ceramic Transactions Volume 72 V Jain and D KPeeler Eds pp 167ndash178 1996
[45] IAEA ldquoEstimation of global inventories of radioactive wasteand other radioactive materialsrdquo Report IAEA-TECDOC-15912007
[46] World Nuclear Association httpworld-nuclearorginfoSafety-and-SecuritySafety-of-PlantsFukushima-Accident-2011UdM uv0RjM
[47] IAEA ldquoFukushima Daiichi status reportrdquo 2012[48] Nuclear Decommissioning Authority (UK) Radioactive wastes
in the UK Summary of the 2010 inventory URN 10D196NDASTSTY (11) 005 2011
[49] J H Saling Y S Tang and A W Fentiman Radioactive WasteManagement CRC Press 2nd edition 2001
[50] US DOE ldquoStrategy and management and disposal of usednuclear fuel and high-level radioactive wasterdquo 2013
[51] US EPA ldquoSpent nuclear fuel and high level radioactive wasterdquohttpwwwepagovradiationdocsradwaste402-k-94-001-snf hlwhtml
[52] ldquoNuclear fission productsrdquo httpenwikipediaorgwikiNu-clear fission product
[53] C C Lin Radiochemistry in Nuclear Power Reactors TheNational Academy Press 1996
[54] US Environmental Protection Agency ldquoTreatment standardsfor hazardous debrisrdquo 40 CFR Part 268 45 1994
[55] W H Rollins ldquoA contribution to the knowledge of cementsrdquoDental Cosmos vol 21 pp 574ndash576 1879
[56] Q Yang and X Wu ldquoFactors influencing properties of phos-phate cement-based binder for rapid repair of concreterdquoCementand Concrete Research vol 29 no 3 pp 389ndash396 1999
[57] D A Hall R Stevens and B El-Jazairi ldquoThe effect of retarderson the microstructure and mechanical properties of magnesia-phosphate cement mortarrdquo Cement and Concrete Research vol31 no 3 pp 455ndash465 2001
[58] S Y Jeong and A Wagh ldquoFormation of chemically bondedceramics with magnesium dihydrogen phosphate binderrdquo USPatent 6 776 837 2004
[59] ldquoBASF productrdquo httpwwwbuildingsystemsbasfcomp02USWeb-Internetbuildingsystemsen GBcontentmicrosit
[60] D A Hall R Stevens and B El Jazairi ldquoEffect of water contenton the structure and mechanical properties of magnesia-phosphate cement mortarrdquo Journal of the American CeramicSociety vol 81 no 6 pp 1550ndash1556 1998
[61] A S Wagh D Singh and S Jeong ldquoChemically bondedphosphate ceramics for stabilization and solidification of mixedwasterdquo in Hazardous and Waste Treatment Technologies Hand-book C H Ho Ed chapter 6 3 1 pp 1ndash18 CRC Press 2001
[62] W L Ebert S F Wolf and J K Bates ldquoRelease of technetiumfrom defense waste processing facility glassesrdquo in Proceedings ofthe MRS Fall Symposium pp 221ndash227 November 1995
[63] WM Haynes Compiled from CRCHandbook of Chemistry andPhysics CRC Press Boca Raton Fla USA 93rd edition 2012
[64] S E Vinokurov Y M Kulyako O M Slyuntchev S IRovny and B FMyasoedov ldquoLow-temperature immobilizationof actinides and other components of high-level waste inmagnesium potassium phosphate matricesrdquo Journal of NuclearMaterials vol 385 no 1 pp 189ndash192 2009
[65] D Singh V RMandalika S J Parulekar andA SWagh ldquoMag-nesium potassium phosphate ceramic for 99Tc immobilizationrdquoJournal of Nuclear Materials vol 348 no 3 pp 272ndash282 2006
[66] American Society for Testing of Materials ldquoStandard testmethod for static leaching of monolithic waste forms fordisposal of radioactive wasterdquo ASTM C 1220-98 1998
[67] Swedish Environmental Research Institute (IVL) ldquoLifecycleassessment of paint Summary of IVLrdquo Report B 1338-A
[68] A D Wilson B E Kent D Clinton and R P Miller ldquoThe for-mation and microstructure of dental silicate cementsrdquo Journalof Materials Science vol 7 no 2 pp 220ndash238 1972
[69] A S Wagh S Patel and A Mangalam ldquoPhosphate bondedcomposites and methodsrdquo US Patent 8 425 717 2013
[70] US DOE and Office of Security and Safety Assurance ldquoHighlyenriched uranium inventoryrdquo 2006
[71] M Gorbotenko and Y Yuferev ldquoCeramicrete as a means forradioactive waste containment and nuclear shieldingrdquo Reportsby All-Russian Research Institute of Experimental PhysicsFederation to Argonne National Laboratory Sarov Russian2002
[72] V Arkhangelrsquoskiy and A Postnikov ldquoBorated materials andcomponents for nuclear shielding andwaste containment appli-cationsrdquo Final Report of the GIPP and ISTC Project 2807Argonne National Laboratory 2007
[73] Japan Atomic Industrial Forum Inc httpwwwjaiforjpjawnu si introdocument2009m salvatores advanced nfcpdf
[74] J S Neal S Pozzi J Edwards and JMihalczo ldquoMeasurement ofwater and B4C content of rackable can storage boxes for HEUstorage at the HEUMH at the Y-12 security complexrdquo ReportORNLTM-2002254 2002
[75] A S Wagh ldquoCeramicrete an alternative radioactive wasteformrdquo in Stabilization and Solidification of Hazardous Radioac-tive and Mixed Wastes R D Spence Ed chapter 6 2 pp 118ndash129 CRC Press 2005
[76] A S Wagh D Singh and S Jeong ldquoChemically bondedphosphate ceramicsrdquo inHandbook ofMixedWasteManagementTechnology C Oh Ed pp 631ndash6318 CRC Press Boca RatonMass USA 2001
20 ISRN Ceramics
[77] J R Conner Chemical Fixation and Solidification of HazardousWastes von Nostrand Reinhold New York NY USA 1990
[78] W A Ibrahim H Sibak and M Abadir ldquoPreparation andcharacterization of chemically bonded phosphate ceramics(CBPC) for encapsulation of harmful wasterdquo The AmericanJournal of Science vol 7 pp 543ndash548 2011
[79] W Lutze and R Ewing Radioactive Waste Forms for the Future1988
[80] National Academy of Sciences Glass as a waste form andvitrification Technology Summary of an internationalWorkshopThe National Academy Press Washington DC USA 1997
[81] ldquoSRNL fact sheets Glass waste form and vitrification processdevelopmentrdquo httpsrnldoegovfactsglass waste formspdf
[82] Y Wang Handbook of Radioactive Nuclides CRC Press 1969[83] D M Bearden and A Andrews ldquoRadioactive tank waste from
the past production of nuclear weapons background and issuesfor Congressrdquo CRS Report For Congress Order Code RS219882007
[84] Vernadsky Institute of Geochemistry andAnalytical ChemistryldquoCeramicrete stabilization of radioactive salt-containing liquidand sludge wasterdquo Reports on Task No 18 19 and 20 ToArgonne National LaboraTory GIPP Project RCO-10116-MO-03 (ANL) Russian Federation Moscow Russia 2008
[85] Y Onishi J Tingrey B Wells et al ldquoRetrieval and pipelinetransfer assessment of Hanford Tank-241-AN-105 wasterdquo PNNLReport 14144 2003
[86] S V Mattigod M Lindberg J Westsik Jr K Parker and CChung ldquoWaste acceptance testing of secondary waste formscast Stone Ceramicrete and DuraLithrdquo PNNL Report 206322011
[87] K J Cantrell and J Westsik Jr ldquoSecondary waste form downselection data package ceramicreterdquo PNNL Report 20681 2011
[88] G B Josephson J Westsik Jr R Pires J Beckford andM Foote ldquoEngineering-scale demonstration of Duralith andCeramicrete waste formsrdquo PNNL Report 20751 2011
[89] American Nuclear Society ldquoAmerican national standard mea-surement of the leachability in the solidified low-level radioac-tive waste by a short-term procedurerdquo Method ANSIANS 16 11986
[90] U S Environmental Protection Agency (EPA) ldquoTest methodsfor evaluating solid waste Physicalchemical methodsrdquo Docu-ment SW-846 2008
[91] G L Smith M Schweiger D Bates et al ldquoVitrification andproduct testing of C-104 and AZ-102 pretreated sludge mixedwith flow-sheet quantities of secondary wastesrdquo PNNL Report13452
[92] L R Dole and H A Friedman ldquoRadiolytic gas generationfromcement-based hosts forDOE low-level radioactivewastesrdquoORNL Report CONF-860605-14 1986
[93] A S Wagh R Strain S Y Jeong D Reed T Krause and DSingh ldquoStabilization of Rocky Flats Pu-contaminated ashwithinchemically bonded phosphate ceramicsrdquo Journal of NuclearMaterials vol 265 no 3 pp 295ndash307 1999
[94] US Department of Energy ldquoWaste isolation pilot plantrdquohttpwwwwippenergygov
[95] American Society for Testing of Materials (ASTM) ldquoStandardpractice for operating salt-spray (fog) apparatusrdquo B-117
[96] American Society for Testing of Materials (ASTM) ldquoStandardtest method for surface burning characteristics of buildingmaterialsrdquo E-84-17
[97] F Wu J Wei H Guo F Chen H Hong and C Liu ldquoSelf-setting bioactive calcium-magnesium phosphate cement withhigh strength and degradability for bone regenerationrdquo ActaBiomaterialia vol 4 no 6 pp 1873ndash1884 2008
[98] G Mestres and M-P Ginebra ldquoNovel magnesium phosphatecements with high early strength and antibacterial propertiesrdquoActa Biomaterialia vol 7 no 4 pp 1853ndash1861 2011
[99] Wagh S Arun and C Primus ldquoMethod and product forphosphosilicate Slurry for use in dentistry and related bonecementsrdquo US Patent 7 083 672 B2 2006
[100] T Lally ldquoBio-adhesive composition method for adheringobjects to bonerdquo US Patent 6 533 821 2003
[101] K C Y Tay B A Loushine C Oxford et al ldquoIn vitro evaluationof a ceramicrete-based root-end filling materialrdquo Journal ofEndodontics vol 33 no 12 pp 1438ndash1443 2007
[102] A SWagh R Natarajan and R LMcDaniel ldquoNew phosphate-based cement useful for drilling completions in arcticrdquoOil andGas Journal vol 103 no 18 pp 53ndash55 2005
[103] A S Wagh R Natarajan and R L McDaniel ldquoAluminumphosphate cements help with deep high-temperature wellsrdquoOiland Gas Journal vol 104 no 19 pp 39ndash43 2006
[104] A S Wagh R Natarajan R L McDaniel and S PatilldquoCeramicrete blends produce strong low-permeability cementsfor arctic userdquo Oil and Gas Journal vol 103 no 19 pp 48ndash522005
[105] D W Brown L K Powell A S Wagh and S-Y JeongldquoCeramicrete-bonded building materials using forest wasterdquo inProceedings of the 35th International ParticleboardCompositeMaterials Symposium p 182Washington State University April2001
[106] U S EPA Climate Leaders Direct Emissions From CementSector Climate Leaders Greenhouse Gas Inventory Protocol CoreModule Guidance 2003
[107] World Resources Institute About Eutrophication httpwwwwriorgour-workprojecteutrophication-and-hypoxiaabouteutrophication
Submit your manuscripts athttpwwwhindawicom
ScientificaHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CorrosionInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Polymer ScienceInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CeramicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CompositesJournal of
NanoparticlesJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Biomaterials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
NanoscienceJournal of
TextilesHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Journal of
NanotechnologyHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
CrystallographyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CoatingsJournal of
Advances in
Materials Science and EngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Smart Materials Research
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MetallurgyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
BioMed Research International
MaterialsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Nano
materials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal ofNanomaterials
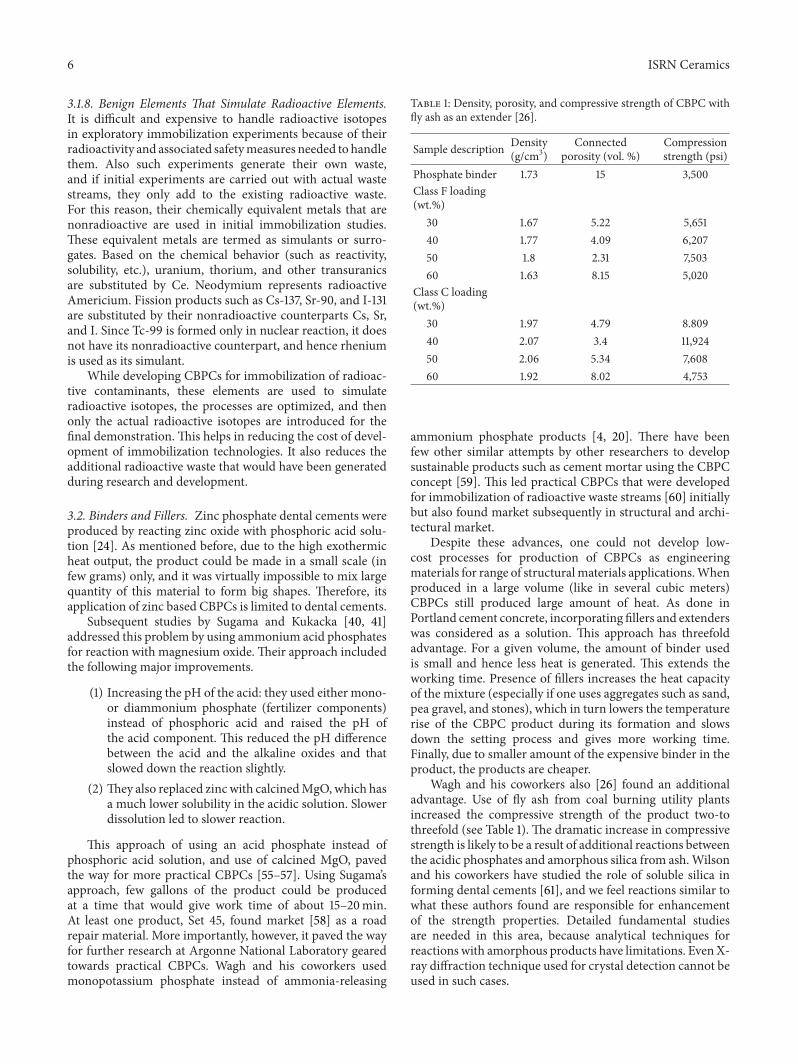
6 ISRN Ceramics
318 Benign Elements That Simulate Radioactive ElementsIt is difficult and expensive to handle radioactive isotopesin exploratory immobilization experiments because of theirradioactivity and associated safetymeasures needed to handlethem Also such experiments generate their own wasteand if initial experiments are carried out with actual wastestreams they only add to the existing radioactive wasteFor this reason their chemically equivalent metals that arenonradioactive are used in initial immobilization studiesThese equivalent metals are termed as simulants or surro-gates Based on the chemical behavior (such as reactivitysolubility etc) uranium thorium and other transuranicsare substituted by Ce Neodymium represents radioactiveAmericium Fission products such as Cs-137 Sr-90 and I-131are substituted by their nonradioactive counterparts Cs Srand I Since Tc-99 is formed only in nuclear reaction it doesnot have its nonradioactive counterpart and hence rheniumis used as its simulant
While developing CBPCs for immobilization of radioac-tive contaminants these elements are used to simulateradioactive isotopes the processes are optimized and thenonly the actual radioactive isotopes are introduced for thefinal demonstration This helps in reducing the cost of devel-opment of immobilization technologies It also reduces theadditional radioactive waste that would have been generatedduring research and development
32 Binders and Fillers Zinc phosphate dental cements wereproduced by reacting zinc oxide with phosphoric acid solu-tion [24] As mentioned before due to the high exothermicheat output the product could be made in a small scale (infew grams) only and it was virtually impossible to mix largequantity of this material to form big shapes Therefore itsapplication of zinc based CBPCs is limited to dental cements
Subsequent studies by Sugama and Kukacka [40 41]addressed this problem by using ammonium acid phosphatesfor reaction with magnesium oxide Their approach includedthe following major improvements
(1) Increasing the pH of the acid they used either mono-or diammonium phosphate (fertilizer components)instead of phosphoric acid and raised the pH ofthe acid component This reduced the pH differencebetween the acid and the alkaline oxides and thatslowed down the reaction slightly
(2) They also replaced zincwith calcinedMgO which hasa much lower solubility in the acidic solution Slowerdissolution led to slower reaction
This approach of using an acid phosphate instead ofphosphoric acid solution and use of calcined MgO pavedthe way for more practical CBPCs [55ndash57] Using Sugamarsquosapproach few gallons of the product could be producedat a time that would give work time of about 15ndash20minAt least one product Set 45 found market [58] as a roadrepair material More importantly however it paved the wayfor further research at Argonne National Laboratory gearedtowards practical CBPCs Wagh and his coworkers usedmonopotassium phosphate instead of ammonia-releasing
Table 1 Density porosity and compressive strength of CBPC withfly ash as an extender [26]
Sample description Density(gcm3)
Connectedporosity (vol )
Compressionstrength (psi)
Phosphate binder 173 15 3500Class F loading(wt)
30 167 522 565140 177 409 620750 18 231 750360 163 815 5020
Class C loading(wt)
30 197 479 880940 207 34 1192450 206 534 760860 192 802 4753
ammonium phosphate products [4 20] There have beenfew other similar attempts by other researchers to developsustainable products such as cement mortar using the CBPCconcept [59] This led practical CBPCs that were developedfor immobilization of radioactive waste streams [60] initiallybut also found market subsequently in structural and archi-tectural market
Despite these advances one could not develop low-cost processes for production of CBPCs as engineeringmaterials for range of structuralmaterials applicationsWhenproduced in a large volume (like in several cubic meters)CBPCs still produced large amount of heat As done inPortland cement concrete incorporating fillers and extenderswas considered as a solution This approach has threefoldadvantage For a given volume the amount of binder usedis small and hence less heat is generated This extends theworking time Presence of fillers increases the heat capacityof the mixture (especially if one uses aggregates such as sandpea gravel and stones) which in turn lowers the temperaturerise of the CBPC product during its formation and slowsdown the setting process and gives more working timeFinally due to smaller amount of the expensive binder in theproduct the products are cheaper
Wagh and his coworkers also [26] found an additionaladvantage Use of fly ash from coal burning utility plantsincreased the compressive strength of the product two-tothreefold (see Table 1) The dramatic increase in compressivestrength is likely to be a result of additional reactions betweenthe acidic phosphates and amorphous silica from ashWilsonand his coworkers have studied the role of soluble silica informing dental cements [61] and we feel reactions similar towhat these authors found are responsible for enhancementof the strength properties Detailed fundamental studiesare needed in this area because analytical techniques forreactions with amorphous products have limitations Even X-ray diffraction technique used for crystal detection cannot beused in such cases
ISRN Ceramics 7
Figure 1 Scanning electron micrograph of magnesium potassiumphosphate CBPC and wollastonite composite One may see theelongated grains of wollastonite embedded in the CBPCmatrix [29]
In another study [29] Wagh and his coworkers alsolooked into adding calcium silicate (wollastonite CaSiO
3) as
filler The advantage of this mineral is that its grains haveacicular structure (elongated) as may be seen in Figure 1 Theresult is enhanced flexural strength of the product
If one could add whiskers to the CBPC matrix theflexural and tensile strength can be enhanced Wagh and hiscoworkers tested addition of chopped glass fibers of 025 and05 inch fibers at a loading of 1ndash3 and demonstrated thatthe flexural strength of CBPC ash composite can be increasedfrom 900 psi to double its value [8]
One may also use CBPC as an adhesive on natural fibersto produce fiberboards and other articles Latitude 18 Inctook up these ideas Patent granted to Wilson et al [68]goes well beyond whiskers and suggests compositions forfiberboards and even phosphate bonded cellulosic paperThese developments are still in their infantile stage andseveral technical hurdles such as miscibility of the fibers andwhiskers in phosphate binders during production pumpingand so forth need to be resolved before one can talk about theproducts
4 Products and Applications
In an endeavor to produce marketable products from thelaboratory results for any material several major milestonesare involved which include testing of all useful propertiesoptimization then scaling up the production process findingsuitable equipment to deliver the product for individualapplications and finally selling the products in the market
CBPCs have gone through these stages in the past 20years In the process several products have found mar-ket in a small scale and several are just being launchedin a big way The smaller scale applications have beendocumented in the literature and commercial websitesThese includeMonopatch (httpwwwbindancorpcom) andGrancrete (httpwwwGrancretenet) Some of the largerscale applications have been in nuclear waste immobilizationand shielding applications and development of productsfor fire and corrosion protection This section provides anaccount of investigations behind these products and theirperformance and methods of applying them
Figure 2 Drum scale immobilization of contaminated soil (cour-tesy Argonne National Laboratory)
41 Application Methods Unlike Portland cement CBPCsare rapid-setting materials The acid-base reaction that pro-duces them may be slowed down using retarders such asboric acid or other boron products
Even with the best efforts setting of the product can bedelayed by approximately half hourThis gives a maximum of45min to workers to mix the ingredients fillers and waterand produce paste and deliver it through suitable pumpsWhen the product sets however it is almost a flash setContinuous use of equipment for mass production also heatsthe equipment and subsequently reduces the time of settingThough half an hour to 45min is a reasonable duration it isstill not practical for many operations Therefore engineershave spent significant time to overcome these difficulties anddeveloped processes for individual applications
These delivery processes fall in two categories The firstone is a batch process It is applicable for small volumeapplications such as hazardous and radioactive waste immo-bilization in low volume dental and prosthetic cementsand repair applications such as filling potholes and drivewayrepair In this method all ingredients and water are added ina container and mixed with a paddle and the paste is pouredor pumped within a short time or applied by hand
Figures 2 and 3 show use of this method for radioactive orhazardous waste immobilization and as road surfacing mate-rial In Figure 2 a verticalmixer (shown in the background) isused which has a paddle that can be inserted in the drumThepaste is mixed in the same drum that is used for storage of theimmobilizedwaste in a repository In Figure 3 a conventionalconcrete mixer is used to produce paste that is poured andleveled
The second category is designed as a continuous processLarge volume mixing of waste and binders and then pouringin containers or pits for storage or corrosion and fireprotection coatings insulation grouts and so forth fall in thiscategory Typically a plural delivery system is used for theseapplications in which the acid slurry is delivered from oneline and alkaline from the other Both are pumped continu-ously to a single mixer which mixes the two components in
8 ISRN Ceramics
Figure 3 Repair of Pennsylvania Turnpike using CBPC-basedMonopatch (courtesy Bindan Corporation USA)
Figure 4 CBPC coatings spray demonstration with a spray gun(courtesy Argonne National Laboratory)
a small quantity at a time and delivers it continuously from anozzle for the desired application For thin coatings a spraygun ismounted at the end which sprays it on any vertical wallor on horizontal floor Figure 4 shows the demonstration ofproducing thin coating films of 150ndash250 micrometer thick
The batch mixing process is similar to mixing concreteThe continuous mixing and pumping of individual compo-nents and then pouring are done in polymer industries andspraying is used in paint industry for emulsions Rarely pasteformed by a mixture of particulate and water is used in thepaint industry and hence adapting to the pumping methodsfor CBPC paints and coatings is not obvious because CBPCpastes are always aqueous particulate mixtures Since apumping operation is largely dependent on rheology of thepaste a delivery system for CBPC pastes requires more thanroutine knowledge of pumps In particularMgO powders arenot one of the friendliest ones when it comes to pumping inslurry form Once pumped however the mixed paste can besprayed as a thin coating approximately 125120583m thick or sameas that of commercial paint or as thick as commercial grouts
42 Research and Development in Nuclear Shielding Applica-tions and Products Nuclear radiation consists of alpha beta
gamma rays and in addition neutrons Alpha rays consist ofhelium nuclei which are heavy enough to be absorbed easilyby solid materials and hence any solid or liquid material ofsmall thickness on their way can shield them Beta radiationconsists of electrons andpositrons and is again stopped by fewmillimeters thick materials such as aluminumTherefore themajor issue is that of gamma rays and neutrons that are veryhighly energetic radiations and also penetrate materials usedin nuclear reactor vessels (concrete and steel)
The problem is not limited only to active nuclear powerplants Interim storage of nuclear fuel spent fuel rods that arereplaced bynew rods in a power reactor storage of excess highenergy nuclear materials such as highly enriched uranium(HEU) produced during cold war era that remained unused[69] all require shielding materials to store them so that theirradiation is not released in the neighboring environmentEven nuclear waste that resulted fromdevelopment of nucleararsenal during the Second World War and cold war needssecure storage facilities in the United States and FormerSoviet Union countries Needless to say that good shieldingmaterials are needed in the nuclear disaster areas such asChernobyl [45] and Fukushima [46] for containment
Denser materials or products made from heavier nucleiare the best candidates for shielding gamma rays Commonsteel is a cheap gamma ray shielding material because ironis dense Therefore steel is a preferred metal to manufacturereactor vessels
Neutrons on the other hand have exactly opposite char-acteristics They are absorbed by light nuclei and penetratethrough heavier metals Any hydrogen-containing materialsand low atomic weight elements in the periodic table such ascarbon and boron are the best performing candidates Wateris ideal Therefore spent fuel rods once they come out of thereactor are stored for several years in water pools for cooling(note that the first event that occurred in Fukushima was abreach in such a pool where leak occurred and water drainedexposing fuel rods to meltdown [46]) Thus a paradoxicalsituation arises while choosing materials the one good forgamma ray shielding is not suitable for neutrons and viseversa
The best compromise is to use steel for gamma rays andconcrete barrier for neutrons Concrete contains sufficientwater and hence hydrogen It is made of lower atomic weightmaterials such as Ca Si and Al For this reason concretebarriers are commonly used for shielding of neutrons Theproblem with concrete however is that large thickness isneeded for sufficient shielding While it may work in a powerplantwhere thickwalls can be built it is not a suitablematerialif nuclear material needs to be transported or temporarilystored because of its weight and volume
For example once the rods cool down (or their radiationdecreases to sufficiently low level) they still need to betransported in shielding casks and stored permanently inrepositories These casks need to be light which makes thickwalls of concrete unacceptable They need to resist impactheat freeze-thaw conditions and corrosion High impactstrength is difficult to achieve with concrete
CBPCs have been evaluated as shielding materials forneutrons because of their lighter weight and their ability
ISRN Ceramics 9
O 5408C 089B 321
H 271K 893P 707
Figure 5 Composition of CBPC nuclear shield for neutrons [71]
to incorporate higher level of boron Work done in a jointprogram between Argonne National Laboratory of the USDepartment of Energy Russian Federal Nuclear Center inSarov Russia and Eagle Picher Industries in the US [70 71]showed that significant amount of boron carbide can beincorporated in CBPC Joint efforts between these organi-zations came up with an optimal formulation to efficientlyshield neutron radiation A typical composition of CBPCproposed by this work is given in Figure 5
Following this study Eagle Picher Industries finalized acomposition for a material called Borobond They workedwith Oak Ridge National Laboratory (ORNL) and developedRackable Can Storage Boxes (RCSB) for safe storage ofHEU ORNL conducted modeling and experimental studiesof such boxes with fixed natural B
4C and water content
[72] Their study led to a method of quantifying the watercontent of RCSBs by fast neutron time-of-flight transmissionmeasurements (NMIS) and B
4C content with gamma ray
spectrometry for known water content The time-of-flighttransmission measurements used in their investigations canalso be used to assess the uniformity of Borobond in theRCSB Their methods are tools at the RCSB production andat storage site during the operating lifetime of the RCSBs forstorage of HEU
Figure 6 shows how neutron shielding is dependent onwater content and boron carbide concentration in BorobondThe density of the recommended product was 19 gcm3 lessthan that of concrete and yet it has superior mechanicalproperties as shown previously in Table 1 It has all lightelements and boron carbide content is as much as 41 wt
This composition was used by Eagle Picher to produceRSCBs for DOE which has stored HEU at one of itsfacilities Currently Borobond is a product line of CeradyneCorporation a 3M Company
Noting that spent nuclear fuel cannot be stored in waterpools forever and must move into a dry storage facilityArgonne National Laboratory and Federal Russian NuclearCenter scientists continued their studies to evaluate feasibility
Num
ber o
f bor
on ca
ptur
es p
er C
f fu
nctio
n
07060504030201
0
Water content
108
0604
020 Boron content
02
46
8
05
04
03
02
01
0
Figure 6 Calculated number of boron captures as a function of B4C
and content of water (wt) [72]
of using boron-containing CBPC (Ceramicrete in this case)for applications such as storage and transportation casks ofnuclear materials The work was computational A Russiancask Model RT5010 [71] was used for this study The designof the cask is shown schematically in Figure 7
This study reached to several useful conclusions
(1) CBPC with boron carbide is very effective in thermalneutron capture Thermal neutrons make up for themost flux of neutron radiation from the spent fuel thatwould be stored in a dry cask
(2) A boron carbide content of gt5 does not increasethe shielding potential of the CBPC significantly thus5wt is practical
(3) If the temperature of the shielding layer is lt100∘Cthe bound water remains in the shielding layer andhelps in shielding neutrons At higher temperaturesthe bound water is released if it evaporates from thecask the shielding property will be affected adverselyIn practice the shielding layer will be sealed and theevaporated water will remain as vapor and hence thiswill not pose a major issue in designing a cask
(4) Assuming the boundwater remains within the shield-ing material one can expect 50 to 80 shielding ofneutron flux for the cask model shown in Figure 8
(5) Overall for the design shown in Figure 7 boron-containing CBPC offers a better shielding optioncompared to others with boron and fillers
Based on this study further developments are underwaybetween Argonne National Laboratory American Industryand Former Soviet countries for superior shielding applica-tions of CBPC-based nuclear shielding products Figure 11
43 Recent Advances in the CBPC Technology for NuclearWaste Immobilization Nuclear waste has its origins in devel-opment and production of nuclear weapons in the UnitedStates Former Soviet Union and to some extent inUKThese
10 ISRN Ceramics
Spent fuel
Air
gap
Stee
l 1
Stee
l 2
Neutron shieldinglayer (Ceramicrete)
Radius
R = 1325 cm
R = 84 cm R = 90 cm R = 120 cm R = 1325 cm
Figure 7 Cross-section of Russian dry storage cask Model no RT 5010 used in the study of CBPC for neutron shielding in the Argonne-Russian Federal Nuclear Center study [71]
(1) Spent fuel
TRU 07Other 31Hardware 54Fission products 24U 664
(3) TRU
Pu 846Am 105Np 48Cm 01
(2) Other products
TRUFission
(4) Fission products
Metals isotopes 481XaKr 167Others 25I 07Tc 23CsSr 72
Zircaloy 251
0 1 2 3
Figure 8 Typical mass composition of spent nuclear fuel [73]
countries have accumulated huge amount of nuclear wastein all forms solids sludge and liquid [45] The waste canbe highly radioactive or may have very low activity Due tothe race between the western and eastern bloc countries toproduce nuclear weapons there was little regard for safe andlong-term storage of such waste but because of the currentawareness of the consequences of various radioactive wastestreams on the environment habitat and human health inboth regions efforts are being made to find ways to recycle orimmobilize these waste streams for safe storage and to protectthe environment
The mankind has faced another acute problem of nuclearcontamination of the environment resulting from the twomajor nuclear accidents (Chernobyl and Fukushima) inrecent years The clean-up efforts also have generated sig-nificant amount of waste that needs isolation [45 46]As a result there is urgency in finding suitable materialsto immobilize range of waste streams generated by suchcatastrophes
Ceramicrete was developed to address these needs andmuch has been published in the earlier literature on this topicInterested readers may findmore details in the book byWagh[8] and other articles [74 75] In the last decade howeverfurther advances have been made in this area
431 The Nuclear Legacy Waste Streams Themajor contam-inants encountered during treating these waste streams arelisted below
(a) Hazardous inorganic contaminants both high andlow-level waste streamsmay contain these chemicallyhazardous contaminants As listed in Section 317 PbCd Cr Hg and As are the elements of main concernin radioactive waste also When both radioactive andhazardous contaminants exist in thewaste suchwasteis called mixed waste Chemical immobilization ofthese elements that is converting them to insolublecompounds is the best strategy to arrest leaching ofthese elements [76 77] which is used extensively inthe CBPC technology because phosphate treatmentemployed in theCBPC technology results in insolublephosphate salts of these elements
(b) Actinides actinides especially Th U Pu and Amare prevalent in the waste but also in spent fuelrods because they are the source materials for nuclearenergy They are mainly alpha and gamma emittingmaterials and if active they will also emit neutronsThey all have high atomic weight their solubility isalmost negligible and hence they are not dispersible
ISRN Ceramics 11
in ground water The only source of contamination ofthese materials is their dispersibility as solid fine par-ticles which can be arrested by microencapsulatingthem in the CBPC matrix
(c) Fission product isotopes (Cs-137 and 138 Sr-90 Tc-99 and I-131) these isotopes of cesium strontiumtechnetium and iodine are formed during a nuclearreactionTheir relevant properties are listed inTable 3
Since most of the work on low-level waste streams wasreported in the earlier literature [74 75] we will only discussthe extensive research done during the last ten years whichwas focused on high-level waste streams Among severaloptions available for immobilization of these radioactivewaste streams [78] the most preferred technology has beenborosilicate glass technology [79 80] Waste and glass fritsare mixed together and vitrified at temperatures rangingfrom 1200∘C to 1500∘C This results in a homogenous glasswaste form that has been shown to be stable for a time scale(million years) at which time the activity of the radioactivecomponents is reduced sufficiently that it will not affect theenvironment It canmicroencapsulate transuranics extremelywell However this process is not suitable for high activitywaste streams because of the volatile components containingthe fission products of cesium strontium technetium andiodine (see eg [81]) As one may notice from Figure 8 theamount of the fission product stream is small just a fractionof a percent of the total waste And yet because of theirhigh activity and their ability to become airborne duringthe vitrification process they are unsuitable for vitrificationprocess and hence are separated into high activity wastestreams As we shall see below the CBPC process has beenthe most successful in mineralizing the fission products intostable phosphate compounds and hence immobilizing them
The high activity tank waste streams have resulted fromproduction of weapons grade nuclear fuels in the UnitedStates and Former Soviet Union countries Most are storedin underground storage tanks in the US at Hanford tankfarms in the State of Washington Savannah River in SouthCarolina and some in Idaho The waste streams vary intheir characteristics and composition but are either liquidsor sludge Reference [82] and references therein provide anoverview of the tank waste streams within the US DOEcomplex and their characteristics
While the bench scale testing was done in several earlierprojects full testing and large-scale immobilization exper-iments were conducted and success of the technology wasdemonstrated in collaborative projects between ArgonneNational Laboratory and Russian scientists on the two mostdifficult high activity tank waste streams [83 84] This workmaymake a major impact in the near future on immobilizingsuch waste streams with CBPC formulations
The high activity in these waste streams arises from thefission products prominently containing isotopes listed inTable 3 Also the waste streams can be acidic or alkalinedepending on whether attempts were made to neutralizethem with NaOH Often neutralization results in alternativeproblem of immobilizing waste streams rich in leachablesodiumTable 5Thus the problemof immobilizing tankwaste
streams boils down to the following three (a) immobilizingfission products and trace levels of actinides (b) getting ridof excess water without volatilizing any of the contaminantsand (c) immobilizing sodium to a level that it does not leachout sufficiently to affect the structure of the waste form
Several studies have been conducted in demonstratingimmobilization of these waste streams using CBPCs [85ndash88]Notable and detailed analysis among these was done in acollaborative project between Argonne Vernadsky Instituteof Radiochemistry in Moscow and Production Researchat Mayak a nuclear waste facility in Russian Federationwhich also has stored similar waste Figure 10 Reference[64] provides the major results of the entire project Thisproject demonstrated immobilization of typical two highactivity liquid waste streams from Hanford and two fromMayakThis team effort was highly successful in showing thesimplicity and effectiveness of CBPC in immobilizing thesewaste streams at small scale to 55 gal drum size Initial studywas with simulated waste streams and success of this studyled the scientists to tackle actual waste streams Reference[88] contains details of the methodology nature of the wastestreams additives in the CBPC formulations to immobilizedifficult contaminants properties of the waste forms andtheir performance
This collaborative work directed by Argonne NationalLaboratory on behalf of the US Department of Energy makesall other similar work outdated because this work usedthe methods developed in previous work tested and thenwent beyond to produce waste forms at production levelThe team concluded that CBPC technology can be used inpractice without any concern about pyrophoricity volatilitygas generation or leaching of contaminants For this reasonwe will not delve on any other previous work but summarizeresults of this project
Table 4 lists the composition of each of the waste streamDetails of adding these stabilizers are described in the
paper [88]It is the opinion of this author that Cs and Sr do not need
stabilizers because using the solubility analysis presentedin [8] it is possible to show that Sr is a sparsely solublemetal and it will form SrKPO
4 Cs being an alkali metal
will be converted to insoluble MgCsPO4 This mineralization
of Sr and Cs has been verified in the authorrsquos unpublishedwork Both SrKPO
4and MgCsPO
4have negligible aqueous
solubility and as will be seen later perform well in leachingtests
Table 6 lists the waste loading in the final waste formsand their physical properties All results are reproduced from[88]
For waste streams with low-solid content of 16ndash52wtsolids the waste loading has been very significant This isbecause as in Portland cement CBPCs require water andbind significant amount in their crystalline structure
There are both benefits and drawbacks of the approachof binding water and increasing the waste loading Forexample if glass vitrification technology is to be used forimmobilizing these waste streams the water will evaporatebut then the fission products will also evaporate causing
12 ISRN Ceramics
air contamination They can be captured somehow in off-gas system but then need a lower temperature method ofstabilizing them At the same time the vitrified waste formwill have very small volume and will cost a lot less intransportation and long-term storage On the other handthe CBPCwaste form provides a significantly simpler processwith the least concern for volatility of the fission products butincreases the cost of transportation and storage because of itslarge volume
The effectiveness of waste immobilization method isdetermined bymainly three tests AmericanNuclear SocietyrsquosANS 161 test [89] determines the leaching index (negativeof logarithm of the diffusion constant) for each of theradioactive contaminants The test is carried out at roomtemperature by immersing a geometrically regular sample indeionized and distilled water over 90 days Aliquots of theleachate solution are drawn at specified periods and analyzedfor the contaminant concentration These numbers allowone to determine the diffusion constant of the particularcontaminant in the waste form and that in turn allows one torepresent the result as the leaching index Table 7 summarizesthese results in this project
The other leaching test is for the durability of the wasteform itself Product Consistency Test (PCT) [66] determinesthe leaching rate of the major components of the wasteformThe test was designed for vitrified glass and hence thecomponents are Si Ca Al and B For CBPC however theywill have to be Mg K and P
In PCT a sample in cylindrical shape of more thantwenty times the area compared to its volume is selectedand immersed in distilled and deionized water The leachingexperiment is conducted for 7 days at a constant temperatureof 90∘C At the end of the test a sample of the leachate wateris analyzed for the major elements of the waste form and theleaching rate is determined per unit area of the surface Againthe results are included in Table 7 of this test on all four wasteforms
A third test is designed for hazardous metals defined byResource Conservation and Recovery Act (RCRA) of the USEnvironmental Protection Agency [90]
The literature has been very scanty about the leachingindex for contaminants from vitrifiedwaste form and hence itis very difficult to make a comparison of the results presentedin Table 7 with glass waste form However [85 86] provideleaching index for various fission products on simulated tankwaste streams in different waste forms Generally their bestresults are gt9 for the leaching index for any of the fissionproducts This may be compared with the results given inTable 7 for actual radioactive contaminants Inmost cases theresults are several orders of magnitude higher than that forsimulated waste forms reported earlier (Note that increasein one number in the leaching index is a decrease by afactor of 10 in the diffusion constant because LI = minuslog(diffusion constant)) The only exception is that for iodinein M1 and Se in H1 In the first case the value is by oneorder less than 9 but in the other case it is still higher than9 but not by several orders Thus one may conclude thatthe CBPC technology performs far better than the expectedperformance of immobilized fission products waste forms
Pacific Northwest Laboratory scientists conducted vitrifi-cation experiments for similar liquid waste streams [91] andmeasured the leach rate of themajor constituents of the wasteforms Since boron sodium lithium aluminum and siliconare the constituents of their borosilicate glass they conductedthe PCT and measured the leaching rates for these elementsThey show that the leaching results for the waste form of thestreamAZ-102 (termed asH2 in Table 7) are 00063 gm2sdotdayfor boron 0052 gm2sdotday for sodium 005 gm2sdotday forlithium 000786 gm2sdotday for aluminum and 0033 gm2sdotdayfor silicon all higher than those observed for the majorconstituents of phosphate waste forms (see Table 7) Thisshows that it is not necessary to resort to high temperature-processes to immobilize secondary waste streams and room-temperature processes are capable of providing a rugged andleach resistant matrix for them
Apart from the leach resistance of the waste forms thereare other issues Radiolytic hydrogen [92] may be generateddue to splitting of water and other hydrogen-containingmolecules by intense radiation Wagh et al have conductedseveral studies on actinides in CBPC When actual uraniumand plutonium containing ash waste were immobilized theradiolytic gas yield was 013mol H2100 ev which is lowerthan that in cement waste form Test details and comparativedata may be found in [93] This implies that the bound waterin CBPCwaste form did not play a major role in the gas yield
In summary CBPC technology is applicable to immo-bilization of the most acute high activity waste It has beentested with actual waste and at full scale and is the bestcandidate for deployment in the current state of its art
432 Spent Nuclear Fuel [51] In nuclear power plants thenuclear fuel rods are used for the fission of nuclear materialto produce electricityThey need to be changed every 10 yearsor so These spent fuel rods are becoming a big liability forthe nuclear industry and need long-term storage becausethey are still highly radioactive when they come out of thereactor vessels They irradiate neutrons and hence need to bestored for quite some time inwater pools so that the irradiatedneutrons are absorbed by water till they cool down and theneutron intensity depletes sufficiently so that they can thenbe stored in alternative dry storage casks and transported topermanent storage repositories
The general composition of spent fuel is given in Figure 8and the complete nuclear fuel cycle from power generation towaste form fabrication is presented in Figure 9
As onemay notice from Figure 9 once the uranium ore ismilled and enriched fuel rods are fabricated which then areloaded into the reactor where their high activity is used forpower generation After they become less efficient due to thedecay process they can be either used for reprocessing ormaybe simply sent for storage Both options are used dependingon the availability of sufficient fuel in every nuclear countryThe spent fuel is stored in water pools with a hope ofimmobilization and ultimate storage in a repository as a glasswaste form
Unfortunately in most countries the fuel rods haveremained in water pools because the logistics of building
ISRN Ceramics 13
Nuclear fuel cycles and unresolved issue
Uranium ore NORM waste
Fuel fabrication
Power generation
Spent fuel
Contaminated ware equipmentEncapsulation disposal
Con
tam
inat
ed w
are
equi
pmen
tEn
caps
ulat
ion
disp
osal
Vitr
ifica
tion
stor
age
or d
ispos
al
Milling enrichmentVolatiles
Nuclear power
Reprocessing
Figure 9 Nuclear fuel cycle and waste form production and theunresolved issue of volatiles
Figure 10 Cross-section of a 55 gal drum scale surrogate salt wasteform produced by P R Mayak in Russia with funding fromUSDOEand in collaboration with Argonne National Laboratory (2007)(source Argonne file photo)
permanent repositories has not been resolved due to eco-logical issues and resistance from stakeholders and localauthorities Even if the repository issues are resolved thespent fuel needs to be immobilized in a nonleachable anddurable medium
In the entire cycle other high volume but low activitywaste streams are generated too These are either encap-sulated in a cementitious waste form or simply stored innonleachable drums in an underground repository such asWaste Isolation Pilot Plant (WIPP) in the United States [94]
The previous section on high activity liquid wastestreams the waste forms exhibit very high leaching resis-tance comparable to that of glass waste forms Since thevitrification technology is still not a full-fledged route toimmobilization of spent fuel the issue of volatile byproductwaste streamhas not come to the forefront of the final schemefor handling the spent fuel When the issue will come tothe forefront CBPC may turn out to be the most usefultechnology supplementing the glass waste form technology
Figure 11 Demonstration samples of CBPC-based Borobond neu-tron shielding products Source Ceradyne Boron products website
Figure 12 Demonstration of sewage pipe coating with Grancrete(Grancrete Inc Taipei Taiwan) (httpwwwdynamocomtw)
5 CBPC Products in the Market
The CBPC technology was initially developed for nuclearwaste immobilization Its first application was as a nuclearshielding material Eagle Picher Technologies LLC perfectedthe technology by introducing boron in Ceramicrete whichwas used and is probably still being used inUSDepartment ofEnergy complex for waste immobilization and nuclear shield-ing However its commercial product named Borobond forshielding of neutrons was developed by Boron Departmentof Eagle Picher but now is owned by Ceradyne Corporationand hence 3M Company and is an established commercialproduct
In structural materials area the CBPC technology is wellsuited to fulfill needs for products that do not exhibit draw-backs of cement and polymer products CBPC materials areinorganic and hence nonflammable They exhibit negligibleporosity and extremely low water permeability Table 2 Theybond to all earth materials such as limestone sand stoneand even conventional cement concrete They also bond to
14 ISRN Ceramics
Figure 13 Insulated and solar reflective CBPC roof tile of inChennai India (httpwwwthermalcarein)
themselves In the next section we will see that comparedto other equivalent products they are very environmentallyfriendly
As was discussed briefly in Section 41 the structuralproducts applications lie in two categories
(a) cements grouts and concrete(b) coatings
In both areas several small businesses have madegood strides in entering markets For example inthe United States Bindan Corporation of Oak BrookIllinois (httpwwwbindancorpcom) and Grancrete Inc(httpwwwgrancretenet) of North Carolina have beenin business for at least last 10 years producing road repairmaterials concrete repair products floor-surfacing productsand so forth Grancrete has shown its presence in Taiwanand Japan for the same applications Figure 12
Realizing that CBPCs are more expensive comparedto Portland cement CBPC concretes are not cost effec-tive Therefore only value-added products are commerciallyviable Because of this reason recent trend has been toexploit unique properties of CBPCs and design products withperformance superior to current products in the market
One example is roof tiles named Thermal Care Tilesin Chennai India (httpwwwthermalcarein) With CBPCformulations and additives these tiles can reduce impactof hot sun in houses to the extent of 8ndash10∘C by providinghigh reflectivity to solar radiation and also providing highthermal insulation properties Figure 13 CBPC-based coatingproducts are probably the most unique ones among theseEon Coat Inc (httpwwwEonCoatcom) has introducedcorrosion and fire protection coatings that exhibit outstand-ing properties Their coatings do not show corrosion of thesubstrate or osmotic blistering [94] even when samples areexposed for 1000 hours in salt-spray chamber [95] In thesame way the Flame Spread test [96] shows no flame spreadat all and surpasses all organic coatings in performanceLearning the excellent performance ofCBPC-based productsnew companies are investing to develop range of products inthe structural materials area
There have beenmethodical attempts to develop bioactivedental and prosthetic cements using phosphates in the past[97] and also to exploit antibacterial properties of these
materials [98] Since CBPC materials are phosphate basedthey are uniquely positioned to match with compositionof bones and teeth in which hydroxyl apatite a calciumphosphate hydrate is the main component Using modernCBPC for this application was conceived by Wagh et al [99]and subsequent research led to root canal materials ownedby Dentsply company Following this Bindan Corporationdeveloped its own intellectual property [100] that led toa product called OsteoCrete marketed by Bone SolutionsInc (httpwwwbonesolutionsnet) for multiple orthopedicsolutions including bone void filler Tay et al [101] haveprovided the most recent advances in this area
There have been many other areas in which preliminarywork has been done in application of CBPCs but commercialexploitation has not occurred as yet Notable areas are CBPCsfor oil fields [102ndash104] and fiber reinforced products [68 105]
In summary CBPC technology and its products andCeramicrete in particular have entered various markets indifferent parts of the world The new products have potentialto be transferred from small businesses to larger onesBorobond the first product has been a good example ofthis which was developed by Eagle Picher and then wentto Ceradyne a bigger company and now 3M Companyowns Ceradyne Such acquisitions may provide much widervisibility to unique CBPC products
6 Environmental Effects of CBPC
CBPCs are mineral based materials like Portland cementTherefore the main environmental effect parameters seenin use of these materials are similar to that of PortlandcementThese include greenhouse gas emissions and fugitiveparticulates released in the atmosphere While the latter canbe controlled with good work practices the first one is builtin the chemistry of the process itself and cannot be avoided
There are two major sources of greenhouse gases inthese technologies Carbon dioxide is bound in the rawmaterials such as limestone and dolomite which escapesduring extraction of the appropriate raw material This maybe termed as the direct emission
The second source of greenhouse gas emission is theenergy consumption in producing the final product Thisincludes carbon dioxide generated by the energy use in min-ing of appropriate minerals their transport extraction of thedesired ingredients for the product production operationspackaging and shipping Emissions resulting from thesemay be called process emissions Process emissions may bereduced only by reducing energy consumption and therebyrelease of greenhouse gases
Thedirect emissions in Portland cementmanufacture andCBPCs are different because the two products use differentraw materials However operations from manufacture toshipping are very similar in both cases and hence one canassume that their process emissions are also similar thoughnot the same
US Environmental Protection Agency (EPA) has pro-vided guidelines for calculation of direct emissions [106]Following that we have calculated direct emissions from theCBPC manufacture and compared that to the emissions in
ISRN Ceramics 15
Table 2 Water permeability and mechanical properties of CBPC with wollastonite and other fillers [29]
Composition (wt) Strengths (psi) Fracture toughness (MPasdotm12) Water absorption (wt)Binder Wollastonite Other Compressive Flexural40 60 Nil 8426 1474 066 250 50 Nil 7755 1236 063 230 30 Sand 40 6264 1255 063 3100 Nil Nil 3500 1100 NA 1540 Nil Ash 60 11507 1474 019 178
Typical Portland cement concrete 8000 940 NA 10ndash20
Table 3 Specific activity and boiling point of fission products [6263]
Fission product Half-life (yrs) Specific activity(Cig)
Boiling point(∘C)
Sr-90 28 140 1384Cs-137 30 870 6784Cs-135
3119864 + 6 00012 6784Tc-99 (as NaTcO4) 21119864 + 5 017 100I-131 1802 days gt5000 184
cement sector Taking the example of Ceramicrete as a CBPCthe actual calculations are provided in the appendix Thesecalculations show that direct emissions from Ceramicretemanufacture are 40 less than that in manufacturing ofcement This is mainly because Ceramicrete contains 60 flyash which is an industrial byproduct from the utility industryand direct emission contribution to this component is zero
Assuming the process emissions are the same for thesame tonnage of both products when the direct and processemissions are added Ceramicrete emits only 20 less green-house gases compared to Portland cement Thus there is nosubstantial gain in using CBPCs cement
As we have seen in Section 5 CBPCs are also used asinorganic coatings Here they can be environmentally veryfriendly alternatives to polymer coatings This is becauseCBPC coatings are the first inorganic alternatives to organiccoatings Therefore CBPCs can make a big difference in thecoating world This may be seen in the following analysis
The ecological impact of CBPCs arises from four majorfactors which are described in [67]
(a) greenhouse gas emissions(b) low-level ozone emissions(c) acidification(d) eutrophication
Greenhouse gas emissions are the same as the directemissions discussed above in context of cement industryLow-level ozone emissions result from release of volatileorganic compounds (VOCs) into the environment duringmanufacturing of organic paints and their use Acidificationon the other hand is due to sulfur in the polymers that resultsin formation of oxides of sulfur and eventually sulfuric acidwhich is harmful to the nature
We can use the numbers from the appendix for green-house gas emissions Ozone depletion is nonexistent in thecase of CBPCs because there are no VOCs in CBPC coatingsAcidification is also not an issue because CBPC coatingsdo not contain sulfur compounds They contain phosphatecompounds but phosphate release is negligible as has beenshown in several Product Consistency tests (see eg PCTdata in Table 4) Thus acidification is not an issue
The fourth factor eutrophication [107] is the result ofleaching of nutrients into soil and water streams that produceunwanted algal growth which chokes aquatic life and plantgrowth CBPCs contain significant amount of phosphatesThey are also good fertilizers and their presence in aquaticstreams can be a problem Fortunately Product Consistencyleaching results presented in Table 7 conducted by us haveshown that CBPC products release phosphates extremelyslowly into ground water and hence good CBPC productsshould not affect the environmentThese conclusions are verypreliminary and detailed investigations are needed in thisarea for a given application
In light of these observations we have summarized thebenefits of CBPC coatings over polymeric coatings in Table 8For the sake of calculations we have assumed the coatingcomposition is the basic Ceramicrete binder (MgO andmonopotassium phosphate and 35 water in the coating)
Table 8 shows that CBPC coatings produce only about15 of solvent-based varnish and 80 of solvent-based alkydpaint They produce no ozone damaging VOCs nor anyoxides of sulfur that lead to acidification Their potentialfor eutrophication is negligible because CBPC coatings arelike phosphate minerals and leaching of phosphate in theenvironment is minimal
7 Conclusions
CBPCs in a period of 20 years have made major strides invarious fields fromnuclear waste immobilization safe storageof nuclear materials and structural products and in dentaland prosthetic applications The first ten years were investedin understanding the chemistry of these materials as well aslength and breadth of their possible applications and carvingout focus areas for products development The last ten yearshave seen them entering the market all over the world
CBPCs were invented primarily to immobilize low-levelradioactive waste In last 10 years however research hasdemonstrated that they may as well be used to tackle the
16 ISRN Ceramics
Table 4 Waste streams tested in the Russian project [64]
Nature of the contaminant H1 H2 M1 M2
Waste sourceSupernatant from
HanfordAN-105
Supernatant fromMayak Russia
Sludge fromHanford AZ-102
120572-Bearing wastefromMayak
RussiaSolids content (wt) 52 38 35 16
Major benign ions (gL)Na+-256NO3
minus-167NO2
minus-113OHminus-84
Na+-265NO2
minus-85OHminus-43
Na+-99NO3
minus-38NO2
minus-295OHminus-90
Na+-83NO2
minus-24
Activity of actinides (BqL)239Pu-121198648237Np-121198648
239Pu-351198648237Np-241198646241Am-801198648
Sa-131198645
Fission products
90Sr-211198647137Cs-24119864799Tc-631198648131I-1 1119864775Se-271198646
90Sr-511198648137Cs-12119864799Tc-191198649
90Sr-151198646137Cs-581198641099Tc-631198648129I-231198646
Hazardous metalsCr-29 as CrO4minus
Pb2+-007Cd2+-0003
Cr3+-024Pb2+-001Cd2+-5Ni2+-24
Cr-7 as CrO4minus Ni2+-24
Table 5 Neutralization and stabilization additives
Issue AdditiveNeutralization of alkaline streams Small amount of H3PO4
Tc+7 (in pertechnetate state) lt05 SnCl2 [64]Iminus AV-17 resin in Clminus formCs and Sr K4[Fe(CN)6] sdot 3H2O
Table 6 Physical properties of the waste forms
Loading and properties H1 H2 M1 M2Waste loading 35 44 43 34Density (gcm3) 16-17 17-18 18 18Compressive strength (MPa) 25ndash55 40ndash55 gt20 gt20
most difficult issue of volatile high activity fission productswhere high temperature technologies fail They have enteredthemarket as nuclear shieldingmaterials in an aggressiveway
Because CBPCs can be used as grouts or coatings appli-cations may extend well beyond what we see in the marketThey have zero flame spread and high reflectivity to infraredradiation and may be used very widely in fire protection andinsulation They have shown excellent corrosion protectionof steel Therefore they may turn out to be the first inorganiccorrosion protection coatings Efforts are underway in theindustry to bringCBPCproducts in themarket in these fields
All this has happened with only one composition ofmagnesium oxide and monopotassium phosphate known asCeramicrete Potential to develop products lies well beyondthe current state of the art because a wide range of otherformulations is feasible It is hoped that the fundamentalworkreported during the first 10 years and applications-orientedprogress during the last 10 years will lead to wider curiosity
Table 7 Results of leaching results
Contaminants H-1 H-2 M-1 M-2ANS 161 90-day immersion test for radioactive contaminants [65]
Actinides237Np 128 136239Pu 135 144 Total alpha
= 129241Am 146
Fission products90Sr 109 132 111137Cs 114 115 13099Tc 99 10231I 112 7975Se 96
PCT 7-day immersion test at 90∘C for product constituents(gm2sdotday as normalized leaching rate [66])
Mg41119864minus6 71119864minus7 66119864minus5 16119864 minus 5
K19119864minus2 11119864minus2 24119864minus2 24119864 minus 2
PO4 63119864minus3 18119864minus3 72119864minus3 95119864 minus 3
Na17119864minus2 93119864minus3 24119864minus2 21119864 minus 2
Toxicity characteristic leaching procedure for hazardous elements(ppm) [66]Element Reg limitPb 075 0005 0004 008Cr 06 004 0006 02Cd 011 0001 0008Ni 110 lt01 05 07
in thesematerials and result inmore investment and productsdevelopment
ISRN Ceramics 17
Table 8 Comparison of environmental impact factors of CBPCand typical commercial coatings Data for commercial coatings isreproduced from [67]
CoatingsDirect
emissions(gkg)
Low-levelozone
(g ethanekg)
Acidification(g Soxkg)
Eutrophication(g P2O5kg)
Solvent-based varnishBindingagent 8816 42 74 09
Solvent 11457 21 68 07Total 20273 63 142 16
Solvent-based alkyd paintBindingagent 2834 08 32 03
Filler 253 001 03 83Solvent 639 03 10 01Total 3726 111 45 87CBPCcoatings 300 00 00 Very low but to
be quantified
Appendix
Calculations of Direct Emissions fromCBPC Production
One ton of Portland cement produces one ton of CO2
It consists of two parts direct emissions resulting fromdecomposition of limestone into CaO and CO
2and the rest
from process parameters such as fuel consumption transportof raw materials grinding and sieving operations and trans-port and shipping Direct emissions can be calculated fromchemistry and thermodynamics while the process emissionsare site specific and must be monitored and determined ateach plant [67] This is also true for CBPC cement productsalso However due to process similarities it is quite likely thatthe process emissions in both cases will be similar For thisreason we will calculate the direct emissions and comparethe environmental benefits of CBPCs
1 Calculation of Direct Emissions in Portland Cement Produc-tion Direct emissions in Portland cement manufacture arisefrom clinkering limestone (calcium carbonate) at 1500∘C toproduce calcium oxide by the decomposition
CaCO3= CaO + CO
2 (A1)
Molar weights of CaO and CO2are 56 and 44 gmole
Portland cement contains approximately 64wt CaOwith the rest being silica and alumina Therefore directemission of CO
2to produce one ton of cement is
molar weight of CO2molar weight of CaCO
3times
064 = (4456) times 064 = 05
This means direct emission is 05 kgkg of cement and05 kgkg of CO
2because of other production and distribu-
tion processes
2 Calculation of Direct Emission in Ceramicrete ProductionComposition of Ceramicrete is 10 wt MgO + 30wtMKP + 60wt fly ash MgO is produced from dolomiterock which is MgCa(CO3)2 or MgCO3 + CaCO3 It is againcalcined at 1500∘C and MgO and CaO are separated
Assuming equimolar proportion of MgCO3and CaCO
3
in dolomite rock the proportion of MgCO3and CaCO
3is
457 wt to 543 wt This gives us
MgO content = MgOMgCO3times 457
= 0403 times 457 = 1828(A2)
This means kg of dolomite rock will produce 1828 g of MgOTotal amount of CO
2released during calcination of
dolomite comes from decomposition of CaCO3andMgCO
3
The decomposition equations for the two components are
CaCO3= CaO + CO
2
MgCO3= MgO + CO
2
(A3)
Using molar weights of the components we find that CO2
content in dolomite rock is 478 wt Thus
CO2produced per ton of MgO = 478
1828
= 259 tons(A4)
Ceramicrete contains 10wt MgO Therefore Ceramicreteproduces 259 g of CO
2per kg of Ceramicrete because of use
of MgO in itSimilarly monopotassium phosphate also produces CO
2
MKP is produced frompotassiumcarbonate by reacting itwith phosphoric acid during which CO
2is released as given
in the equation below
K2CO3+H3PO4= 2KH
2PO4+ CO2+H2O (A5)
Molar weights of K2CO3 H3PO4 and KH
2PO4are 124 98
and 272 gmole respectively So to produce 272 kg of MKPwe produce 44 kg of CO
2
Thismeans to produce one kg ofMKP we produce 44272= 016 kg of CO
2
Thus contribution of CO2due to MKP = 03 times 016 =
0048 kgkg of Ceramicrete Therefore total direct emissionwhich is the sum of emissions due to MgO and MKPproduction is
0259 + 0048 = 03 kgkg of Ceramicrete (A6)
This is 60 of direct emission in cement production
3 Total Emission Reduction Since both processes use verysimilar processing technology we assume the process emis-sions to be similar equal to 05 ton of CO2kg
total emission in Ceramicrete = 03 + 05 = 08 ton ofCO2kg of Ceramicrete
18 ISRN Ceramics
total emission in cement = 05 + 05 = 1 kgkg ofcement
The paper is intended to disseminate scientific progress inthe subject explained to a wider scientific audience with thehope that it will lead to further research and development inthis field for the benefit of a wider international community
Conflict of Interests
Theauthor declares that he has no financial interest in writingthis paper
References
[1] J Aspdin ldquoAn improvement in themodes of producing artificialstonerdquo British Patent 5022 1924
[2] S Sorel ldquoOn the new magnesium cementrdquo Comptes RendusHebdomadire des Seances de lrsquoAcademie des Sciences vol 65 pp102ndash104 1867
[3] A D Wilson ldquoThe chemistry of dental cementsrdquo ChemicalSociety Reviews vol 7 no 2 pp 265ndash296 1978
[4] A Wilson and J Nicholson Acid-Base Cements CambridgeUniversity Press 1993
[5] C Shi P Krivenko and D Roy Alkali Activated Cements andConcretes Taylor and Francis New York NY USA 2006
[6] J Davidovits Geopolymers Chemistry and Applications seriesin civil and structural engineering Woodhead Publishing2009
[7] J L Provis and J S J van Deventer Geopolymer StructuresProcessing Properties and Industrial Applications WoodheadPublishing 2009
[8] A S Wagh Chemically Bonded Phosphate Ceramics Elsevier2004
[9] A E R Westman Phosphate Ceramics Topics in PhosphateChemistry vol 9 John Wiley and Sons New York NY USA1977
[10] T Kanazawa Inorganic Phosphate Materials chapter 1 Elsevier1989
[11] W H Rollins ldquoA contribution to the knowledge of cementsrdquoDental Cosmos vol 21 pp 574ndash576 1979
[12] E S Gaylord ldquoOxyphosphates of zincrdquo Archives of Dentistryvol 33 pp 364ndash380 1989
[13] H Fleck ldquoChemistry of oxyphosphatesrdquoDental Items of Interestvol 24 article 906 1902
[14] W Souder and G Paffenberger Physical Properties of DentalMaterials (US National Bureau of Standards Circular NoC433) 1942
[15] W S Crowell ldquoPhysical chemistry of dental cementsrdquo Journalof the American Dental Association vol 14 pp 1030ndash1048 1927
[16] E W Skinner Science of Dental Materials W B SaundersPhiladelphia Pa USA 3rd edition 1947
[17] B W Darwell ldquoAspects of chemistry of zinc phosphatecementsrdquo Journal of the American Dental Association vol 14pp 1030ndash1048 1929
[18] A D Wilson ldquoZinc oxide dental cementsrdquo in Scientific Aspectsof Dental Materials J A von Fraunhofer Ed pp 159ndash190Butterworths London UK 1975
[19] P J Wisth ldquoThe ability of zinc phosphate and hydro phosphatecements to seal band spacesrdquo Angle Orthodontist vol 42 no 4pp 395ndash398 1972
[20] A S Wagh and S Y Jeong ldquoChemically bonded phosphateceramics I a dissolution model of formationrdquo Journal of theAmerican Ceramic Society vol 86 no 11 pp 1838ndash1844 2003
[21] A S Wagh S Grover and S Y Jeong ldquoChemically bondedphosphate ceramics II warm-temperature process for aluminaceramicsrdquo Journal of the American Ceramic Society vol 86 no11 pp 1845ndash1849 2003
[22] A S Wagh and S Y Jeong ldquoChemically bonded phosphateceramics III reduction mechanism and its application to ironphosphate ceramicsrdquo Journal of the American Ceramic Societyvol 86 no 11 pp 1850ndash1855 2003
[23] A S Wagh and C Primus ldquoMethod and product for phospho-silicate slurry for use in dentistry and related bone cementsrdquo USPatent 7 083 672 2006
[24] C S Rostaing di Rostagni ldquoVerfahrung zur Darstellung vonKitten fur sahnarztliche und ahnliche Awecke bestehend vonGemischen von Pyrophophaten des Calciums oder Bariumsmit den Pyrophosphaten des Zinks oderMagnesiumsrdquo GermanPatent 6015 1878
[25] S B Palmer ldquoZinc phosphatesrdquoDental Cosmos vol 33 pp 364ndash380 1891
[26] A SWagh S Y Jeong and D Singh ldquoHigh strength phosphatecement using industrial byproducts ashesrdquo in Proceedings ofthe 1st International Conference on High Strength Concrete AAzizinmini D Darwin and C French Eds pp 542ndash553 TheAmerican Society of Civil Engineers 1997
[27] W Postl FWalter K Ettinger andH-P Bojar ldquoErsterNachweisdes Kalium-Analogons MgK(PO
4)6H2O von Struvit und der
kristallinen Phase Mg2KH(PO
4)215H2O aus dem ehemali-
gen Bleibergbau Rossblei Eschachalm Schladminger TauernSteiermark Osterreichrdquo Joannea Mineralogie vol 1 pp 45ndash522000
[28] S Graeser W Postl H-P Bojar et al ldquoStruvite-(K) KMgPO4
6H2O the potassium equivalent of struvite a new mineralrdquo
European Journal of Mineralogy vol 20 no 4 pp 629ndash6332008
[29] A S Wagh S Jeong D Lohan and A Elizabeth ldquoChemicallybonded phospho-silicate ceramicsrdquo US Patent 6 518 212 2003
[30] M Pourbaix Atlas of Electrochemical Equilibria in AqueousSolutions National Association of Corrosion Engineers Hous-ton Tex USA 1974
[31] E Soudee and J Pera ldquoMechanism of setting reaction inmagnesia-phosphate cementsrdquo Cement and Concrete Researchvol 32 no 1 pp 153ndash157 2002
[32] E Soudee and J Pera ldquoInfluence of magnesia surface onthe setting time of magnesia-phosphate cementrdquo Cement andConcrete Research vol 32 no 1 pp 153ndash157 2002
[33] M A Carvalho and A M Segadaes ldquoThe hydration of mag-nesium phosphate cements effect of powder characteristics onthe reaction kineticsrdquoMaterials Science Forum vol 591ndash593 pp833ndash838 2008
[34] E M Gartner and D E MacPhee ldquoA physico-chemical basisfor novel cementitious bindersrdquo Cement and Concrete Researchvol 41 no 7 pp 736ndash749 2011
[35] Z Ding B Dong F Xing N Han and Z Li ldquoCementingmechanism of potassium phosphate-based magnesium phos-phate cementrdquo Ceramics International vol 38 pp 6281ndash62882012
[36] F Xing Z Ding and Z-J Li ldquoStudy of potassium-basedmagnesium phosphate cementrdquo Advances in Cement Researchvol 23 no 2 pp 81ndash87 2011
ISRN Ceramics 19
[37] A S Wagh and S Jeong ldquoChemically bonded phosphateceramics of trivalent oxides of iron andmanganeserdquo US Patent6 498 119 2002
[38] L C Chow ldquoCalcium phosphate cements chemistry proper-ties and applicationsrdquo in Proceedings of the Materials ResearchSociety Symposium vol 599 pp 27ndash37 2000
[39] C Klein andC S Hurlbut JrManual ofMineralogy JohnWileyand Sons New York NY USA 20th edition 1985
[40] T Sugama and L E Kukacka ldquoMagnesium monophosphatecements derived from diammonium phosphate solutionsrdquoCement and Concrete Research vol 13 no 3 pp 407ndash416 1983
[41] T Sugama and L E Kukacka ldquoCharacteristics of magnesiumpolyphosphate cements derived from ammonium polyphos-phate solutionsrdquo Cement and Concrete Research vol 13 no 4pp 499ndash506 1983
[42] T Finch and J H Sharp ldquoChemical reactions betweenmagnesiaand aluminium orthophosphate to form magnesia-phosphatecementsrdquo Journal of Materials Science vol 24 no 12 pp 4379ndash4386 1989
[43] S Y Jeong and A Wagh ldquoFormation of chemically bondedceramics with magnesium dihydrogen phosphate binderrdquo USPatent 6 776 837 2004
[44] D Singh A Wagh and M Tlustochowicz ldquoZirconium phos-phate waste forms for low-temperature stabilization of cesium137-containing waste streamsrdquo in Environmental Issues andWaste Management Technologies in the Ceramic and NuclearIndustries II Ceramic Transactions Volume 72 V Jain and D KPeeler Eds pp 167ndash178 1996
[45] IAEA ldquoEstimation of global inventories of radioactive wasteand other radioactive materialsrdquo Report IAEA-TECDOC-15912007
[46] World Nuclear Association httpworld-nuclearorginfoSafety-and-SecuritySafety-of-PlantsFukushima-Accident-2011UdM uv0RjM
[47] IAEA ldquoFukushima Daiichi status reportrdquo 2012[48] Nuclear Decommissioning Authority (UK) Radioactive wastes
in the UK Summary of the 2010 inventory URN 10D196NDASTSTY (11) 005 2011
[49] J H Saling Y S Tang and A W Fentiman Radioactive WasteManagement CRC Press 2nd edition 2001
[50] US DOE ldquoStrategy and management and disposal of usednuclear fuel and high-level radioactive wasterdquo 2013
[51] US EPA ldquoSpent nuclear fuel and high level radioactive wasterdquohttpwwwepagovradiationdocsradwaste402-k-94-001-snf hlwhtml
[52] ldquoNuclear fission productsrdquo httpenwikipediaorgwikiNu-clear fission product
[53] C C Lin Radiochemistry in Nuclear Power Reactors TheNational Academy Press 1996
[54] US Environmental Protection Agency ldquoTreatment standardsfor hazardous debrisrdquo 40 CFR Part 268 45 1994
[55] W H Rollins ldquoA contribution to the knowledge of cementsrdquoDental Cosmos vol 21 pp 574ndash576 1879
[56] Q Yang and X Wu ldquoFactors influencing properties of phos-phate cement-based binder for rapid repair of concreterdquoCementand Concrete Research vol 29 no 3 pp 389ndash396 1999
[57] D A Hall R Stevens and B El-Jazairi ldquoThe effect of retarderson the microstructure and mechanical properties of magnesia-phosphate cement mortarrdquo Cement and Concrete Research vol31 no 3 pp 455ndash465 2001
[58] S Y Jeong and A Wagh ldquoFormation of chemically bondedceramics with magnesium dihydrogen phosphate binderrdquo USPatent 6 776 837 2004
[59] ldquoBASF productrdquo httpwwwbuildingsystemsbasfcomp02USWeb-Internetbuildingsystemsen GBcontentmicrosit
[60] D A Hall R Stevens and B El Jazairi ldquoEffect of water contenton the structure and mechanical properties of magnesia-phosphate cement mortarrdquo Journal of the American CeramicSociety vol 81 no 6 pp 1550ndash1556 1998
[61] A S Wagh D Singh and S Jeong ldquoChemically bondedphosphate ceramics for stabilization and solidification of mixedwasterdquo in Hazardous and Waste Treatment Technologies Hand-book C H Ho Ed chapter 6 3 1 pp 1ndash18 CRC Press 2001
[62] W L Ebert S F Wolf and J K Bates ldquoRelease of technetiumfrom defense waste processing facility glassesrdquo in Proceedings ofthe MRS Fall Symposium pp 221ndash227 November 1995
[63] WM Haynes Compiled from CRCHandbook of Chemistry andPhysics CRC Press Boca Raton Fla USA 93rd edition 2012
[64] S E Vinokurov Y M Kulyako O M Slyuntchev S IRovny and B FMyasoedov ldquoLow-temperature immobilizationof actinides and other components of high-level waste inmagnesium potassium phosphate matricesrdquo Journal of NuclearMaterials vol 385 no 1 pp 189ndash192 2009
[65] D Singh V RMandalika S J Parulekar andA SWagh ldquoMag-nesium potassium phosphate ceramic for 99Tc immobilizationrdquoJournal of Nuclear Materials vol 348 no 3 pp 272ndash282 2006
[66] American Society for Testing of Materials ldquoStandard testmethod for static leaching of monolithic waste forms fordisposal of radioactive wasterdquo ASTM C 1220-98 1998
[67] Swedish Environmental Research Institute (IVL) ldquoLifecycleassessment of paint Summary of IVLrdquo Report B 1338-A
[68] A D Wilson B E Kent D Clinton and R P Miller ldquoThe for-mation and microstructure of dental silicate cementsrdquo Journalof Materials Science vol 7 no 2 pp 220ndash238 1972
[69] A S Wagh S Patel and A Mangalam ldquoPhosphate bondedcomposites and methodsrdquo US Patent 8 425 717 2013
[70] US DOE and Office of Security and Safety Assurance ldquoHighlyenriched uranium inventoryrdquo 2006
[71] M Gorbotenko and Y Yuferev ldquoCeramicrete as a means forradioactive waste containment and nuclear shieldingrdquo Reportsby All-Russian Research Institute of Experimental PhysicsFederation to Argonne National Laboratory Sarov Russian2002
[72] V Arkhangelrsquoskiy and A Postnikov ldquoBorated materials andcomponents for nuclear shielding andwaste containment appli-cationsrdquo Final Report of the GIPP and ISTC Project 2807Argonne National Laboratory 2007
[73] Japan Atomic Industrial Forum Inc httpwwwjaiforjpjawnu si introdocument2009m salvatores advanced nfcpdf
[74] J S Neal S Pozzi J Edwards and JMihalczo ldquoMeasurement ofwater and B4C content of rackable can storage boxes for HEUstorage at the HEUMH at the Y-12 security complexrdquo ReportORNLTM-2002254 2002
[75] A S Wagh ldquoCeramicrete an alternative radioactive wasteformrdquo in Stabilization and Solidification of Hazardous Radioac-tive and Mixed Wastes R D Spence Ed chapter 6 2 pp 118ndash129 CRC Press 2005
[76] A S Wagh D Singh and S Jeong ldquoChemically bondedphosphate ceramicsrdquo inHandbook ofMixedWasteManagementTechnology C Oh Ed pp 631ndash6318 CRC Press Boca RatonMass USA 2001
20 ISRN Ceramics
[77] J R Conner Chemical Fixation and Solidification of HazardousWastes von Nostrand Reinhold New York NY USA 1990
[78] W A Ibrahim H Sibak and M Abadir ldquoPreparation andcharacterization of chemically bonded phosphate ceramics(CBPC) for encapsulation of harmful wasterdquo The AmericanJournal of Science vol 7 pp 543ndash548 2011
[79] W Lutze and R Ewing Radioactive Waste Forms for the Future1988
[80] National Academy of Sciences Glass as a waste form andvitrification Technology Summary of an internationalWorkshopThe National Academy Press Washington DC USA 1997
[81] ldquoSRNL fact sheets Glass waste form and vitrification processdevelopmentrdquo httpsrnldoegovfactsglass waste formspdf
[82] Y Wang Handbook of Radioactive Nuclides CRC Press 1969[83] D M Bearden and A Andrews ldquoRadioactive tank waste from
the past production of nuclear weapons background and issuesfor Congressrdquo CRS Report For Congress Order Code RS219882007
[84] Vernadsky Institute of Geochemistry andAnalytical ChemistryldquoCeramicrete stabilization of radioactive salt-containing liquidand sludge wasterdquo Reports on Task No 18 19 and 20 ToArgonne National LaboraTory GIPP Project RCO-10116-MO-03 (ANL) Russian Federation Moscow Russia 2008
[85] Y Onishi J Tingrey B Wells et al ldquoRetrieval and pipelinetransfer assessment of Hanford Tank-241-AN-105 wasterdquo PNNLReport 14144 2003
[86] S V Mattigod M Lindberg J Westsik Jr K Parker and CChung ldquoWaste acceptance testing of secondary waste formscast Stone Ceramicrete and DuraLithrdquo PNNL Report 206322011
[87] K J Cantrell and J Westsik Jr ldquoSecondary waste form downselection data package ceramicreterdquo PNNL Report 20681 2011
[88] G B Josephson J Westsik Jr R Pires J Beckford andM Foote ldquoEngineering-scale demonstration of Duralith andCeramicrete waste formsrdquo PNNL Report 20751 2011
[89] American Nuclear Society ldquoAmerican national standard mea-surement of the leachability in the solidified low-level radioac-tive waste by a short-term procedurerdquo Method ANSIANS 16 11986
[90] U S Environmental Protection Agency (EPA) ldquoTest methodsfor evaluating solid waste Physicalchemical methodsrdquo Docu-ment SW-846 2008
[91] G L Smith M Schweiger D Bates et al ldquoVitrification andproduct testing of C-104 and AZ-102 pretreated sludge mixedwith flow-sheet quantities of secondary wastesrdquo PNNL Report13452
[92] L R Dole and H A Friedman ldquoRadiolytic gas generationfromcement-based hosts forDOE low-level radioactivewastesrdquoORNL Report CONF-860605-14 1986
[93] A S Wagh R Strain S Y Jeong D Reed T Krause and DSingh ldquoStabilization of Rocky Flats Pu-contaminated ashwithinchemically bonded phosphate ceramicsrdquo Journal of NuclearMaterials vol 265 no 3 pp 295ndash307 1999
[94] US Department of Energy ldquoWaste isolation pilot plantrdquohttpwwwwippenergygov
[95] American Society for Testing of Materials (ASTM) ldquoStandardpractice for operating salt-spray (fog) apparatusrdquo B-117
[96] American Society for Testing of Materials (ASTM) ldquoStandardtest method for surface burning characteristics of buildingmaterialsrdquo E-84-17
[97] F Wu J Wei H Guo F Chen H Hong and C Liu ldquoSelf-setting bioactive calcium-magnesium phosphate cement withhigh strength and degradability for bone regenerationrdquo ActaBiomaterialia vol 4 no 6 pp 1873ndash1884 2008
[98] G Mestres and M-P Ginebra ldquoNovel magnesium phosphatecements with high early strength and antibacterial propertiesrdquoActa Biomaterialia vol 7 no 4 pp 1853ndash1861 2011
[99] Wagh S Arun and C Primus ldquoMethod and product forphosphosilicate Slurry for use in dentistry and related bonecementsrdquo US Patent 7 083 672 B2 2006
[100] T Lally ldquoBio-adhesive composition method for adheringobjects to bonerdquo US Patent 6 533 821 2003
[101] K C Y Tay B A Loushine C Oxford et al ldquoIn vitro evaluationof a ceramicrete-based root-end filling materialrdquo Journal ofEndodontics vol 33 no 12 pp 1438ndash1443 2007
[102] A SWagh R Natarajan and R LMcDaniel ldquoNew phosphate-based cement useful for drilling completions in arcticrdquoOil andGas Journal vol 103 no 18 pp 53ndash55 2005
[103] A S Wagh R Natarajan and R L McDaniel ldquoAluminumphosphate cements help with deep high-temperature wellsrdquoOiland Gas Journal vol 104 no 19 pp 39ndash43 2006
[104] A S Wagh R Natarajan R L McDaniel and S PatilldquoCeramicrete blends produce strong low-permeability cementsfor arctic userdquo Oil and Gas Journal vol 103 no 19 pp 48ndash522005
[105] D W Brown L K Powell A S Wagh and S-Y JeongldquoCeramicrete-bonded building materials using forest wasterdquo inProceedings of the 35th International ParticleboardCompositeMaterials Symposium p 182Washington State University April2001
[106] U S EPA Climate Leaders Direct Emissions From CementSector Climate Leaders Greenhouse Gas Inventory Protocol CoreModule Guidance 2003
[107] World Resources Institute About Eutrophication httpwwwwriorgour-workprojecteutrophication-and-hypoxiaabouteutrophication
Submit your manuscripts athttpwwwhindawicom
ScientificaHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CorrosionInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Polymer ScienceInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CeramicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CompositesJournal of
NanoparticlesJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Biomaterials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
NanoscienceJournal of
TextilesHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Journal of
NanotechnologyHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
CrystallographyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CoatingsJournal of
Advances in
Materials Science and EngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Smart Materials Research
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MetallurgyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
BioMed Research International
MaterialsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Nano
materials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal ofNanomaterials

ISRN Ceramics 7
Figure 1 Scanning electron micrograph of magnesium potassiumphosphate CBPC and wollastonite composite One may see theelongated grains of wollastonite embedded in the CBPCmatrix [29]
In another study [29] Wagh and his coworkers alsolooked into adding calcium silicate (wollastonite CaSiO
3) as
filler The advantage of this mineral is that its grains haveacicular structure (elongated) as may be seen in Figure 1 Theresult is enhanced flexural strength of the product
If one could add whiskers to the CBPC matrix theflexural and tensile strength can be enhanced Wagh and hiscoworkers tested addition of chopped glass fibers of 025 and05 inch fibers at a loading of 1ndash3 and demonstrated thatthe flexural strength of CBPC ash composite can be increasedfrom 900 psi to double its value [8]
One may also use CBPC as an adhesive on natural fibersto produce fiberboards and other articles Latitude 18 Inctook up these ideas Patent granted to Wilson et al [68]goes well beyond whiskers and suggests compositions forfiberboards and even phosphate bonded cellulosic paperThese developments are still in their infantile stage andseveral technical hurdles such as miscibility of the fibers andwhiskers in phosphate binders during production pumpingand so forth need to be resolved before one can talk about theproducts
4 Products and Applications
In an endeavor to produce marketable products from thelaboratory results for any material several major milestonesare involved which include testing of all useful propertiesoptimization then scaling up the production process findingsuitable equipment to deliver the product for individualapplications and finally selling the products in the market
CBPCs have gone through these stages in the past 20years In the process several products have found mar-ket in a small scale and several are just being launchedin a big way The smaller scale applications have beendocumented in the literature and commercial websitesThese includeMonopatch (httpwwwbindancorpcom) andGrancrete (httpwwwGrancretenet) Some of the largerscale applications have been in nuclear waste immobilizationand shielding applications and development of productsfor fire and corrosion protection This section provides anaccount of investigations behind these products and theirperformance and methods of applying them
Figure 2 Drum scale immobilization of contaminated soil (cour-tesy Argonne National Laboratory)
41 Application Methods Unlike Portland cement CBPCsare rapid-setting materials The acid-base reaction that pro-duces them may be slowed down using retarders such asboric acid or other boron products
Even with the best efforts setting of the product can bedelayed by approximately half hourThis gives a maximum of45min to workers to mix the ingredients fillers and waterand produce paste and deliver it through suitable pumpsWhen the product sets however it is almost a flash setContinuous use of equipment for mass production also heatsthe equipment and subsequently reduces the time of settingThough half an hour to 45min is a reasonable duration it isstill not practical for many operations Therefore engineershave spent significant time to overcome these difficulties anddeveloped processes for individual applications
These delivery processes fall in two categories The firstone is a batch process It is applicable for small volumeapplications such as hazardous and radioactive waste immo-bilization in low volume dental and prosthetic cementsand repair applications such as filling potholes and drivewayrepair In this method all ingredients and water are added ina container and mixed with a paddle and the paste is pouredor pumped within a short time or applied by hand
Figures 2 and 3 show use of this method for radioactive orhazardous waste immobilization and as road surfacing mate-rial In Figure 2 a verticalmixer (shown in the background) isused which has a paddle that can be inserted in the drumThepaste is mixed in the same drum that is used for storage of theimmobilizedwaste in a repository In Figure 3 a conventionalconcrete mixer is used to produce paste that is poured andleveled
The second category is designed as a continuous processLarge volume mixing of waste and binders and then pouringin containers or pits for storage or corrosion and fireprotection coatings insulation grouts and so forth fall in thiscategory Typically a plural delivery system is used for theseapplications in which the acid slurry is delivered from oneline and alkaline from the other Both are pumped continu-ously to a single mixer which mixes the two components in
8 ISRN Ceramics
Figure 3 Repair of Pennsylvania Turnpike using CBPC-basedMonopatch (courtesy Bindan Corporation USA)
Figure 4 CBPC coatings spray demonstration with a spray gun(courtesy Argonne National Laboratory)
a small quantity at a time and delivers it continuously from anozzle for the desired application For thin coatings a spraygun ismounted at the end which sprays it on any vertical wallor on horizontal floor Figure 4 shows the demonstration ofproducing thin coating films of 150ndash250 micrometer thick
The batch mixing process is similar to mixing concreteThe continuous mixing and pumping of individual compo-nents and then pouring are done in polymer industries andspraying is used in paint industry for emulsions Rarely pasteformed by a mixture of particulate and water is used in thepaint industry and hence adapting to the pumping methodsfor CBPC paints and coatings is not obvious because CBPCpastes are always aqueous particulate mixtures Since apumping operation is largely dependent on rheology of thepaste a delivery system for CBPC pastes requires more thanroutine knowledge of pumps In particularMgO powders arenot one of the friendliest ones when it comes to pumping inslurry form Once pumped however the mixed paste can besprayed as a thin coating approximately 125120583m thick or sameas that of commercial paint or as thick as commercial grouts
42 Research and Development in Nuclear Shielding Applica-tions and Products Nuclear radiation consists of alpha beta
gamma rays and in addition neutrons Alpha rays consist ofhelium nuclei which are heavy enough to be absorbed easilyby solid materials and hence any solid or liquid material ofsmall thickness on their way can shield them Beta radiationconsists of electrons andpositrons and is again stopped by fewmillimeters thick materials such as aluminumTherefore themajor issue is that of gamma rays and neutrons that are veryhighly energetic radiations and also penetrate materials usedin nuclear reactor vessels (concrete and steel)
The problem is not limited only to active nuclear powerplants Interim storage of nuclear fuel spent fuel rods that arereplaced bynew rods in a power reactor storage of excess highenergy nuclear materials such as highly enriched uranium(HEU) produced during cold war era that remained unused[69] all require shielding materials to store them so that theirradiation is not released in the neighboring environmentEven nuclear waste that resulted fromdevelopment of nucleararsenal during the Second World War and cold war needssecure storage facilities in the United States and FormerSoviet Union countries Needless to say that good shieldingmaterials are needed in the nuclear disaster areas such asChernobyl [45] and Fukushima [46] for containment
Denser materials or products made from heavier nucleiare the best candidates for shielding gamma rays Commonsteel is a cheap gamma ray shielding material because ironis dense Therefore steel is a preferred metal to manufacturereactor vessels
Neutrons on the other hand have exactly opposite char-acteristics They are absorbed by light nuclei and penetratethrough heavier metals Any hydrogen-containing materialsand low atomic weight elements in the periodic table such ascarbon and boron are the best performing candidates Wateris ideal Therefore spent fuel rods once they come out of thereactor are stored for several years in water pools for cooling(note that the first event that occurred in Fukushima was abreach in such a pool where leak occurred and water drainedexposing fuel rods to meltdown [46]) Thus a paradoxicalsituation arises while choosing materials the one good forgamma ray shielding is not suitable for neutrons and viseversa
The best compromise is to use steel for gamma rays andconcrete barrier for neutrons Concrete contains sufficientwater and hence hydrogen It is made of lower atomic weightmaterials such as Ca Si and Al For this reason concretebarriers are commonly used for shielding of neutrons Theproblem with concrete however is that large thickness isneeded for sufficient shielding While it may work in a powerplantwhere thickwalls can be built it is not a suitablematerialif nuclear material needs to be transported or temporarilystored because of its weight and volume
For example once the rods cool down (or their radiationdecreases to sufficiently low level) they still need to betransported in shielding casks and stored permanently inrepositories These casks need to be light which makes thickwalls of concrete unacceptable They need to resist impactheat freeze-thaw conditions and corrosion High impactstrength is difficult to achieve with concrete
CBPCs have been evaluated as shielding materials forneutrons because of their lighter weight and their ability
ISRN Ceramics 9
O 5408C 089B 321
H 271K 893P 707
Figure 5 Composition of CBPC nuclear shield for neutrons [71]
to incorporate higher level of boron Work done in a jointprogram between Argonne National Laboratory of the USDepartment of Energy Russian Federal Nuclear Center inSarov Russia and Eagle Picher Industries in the US [70 71]showed that significant amount of boron carbide can beincorporated in CBPC Joint efforts between these organi-zations came up with an optimal formulation to efficientlyshield neutron radiation A typical composition of CBPCproposed by this work is given in Figure 5
Following this study Eagle Picher Industries finalized acomposition for a material called Borobond They workedwith Oak Ridge National Laboratory (ORNL) and developedRackable Can Storage Boxes (RCSB) for safe storage ofHEU ORNL conducted modeling and experimental studiesof such boxes with fixed natural B
4C and water content
[72] Their study led to a method of quantifying the watercontent of RCSBs by fast neutron time-of-flight transmissionmeasurements (NMIS) and B
4C content with gamma ray
spectrometry for known water content The time-of-flighttransmission measurements used in their investigations canalso be used to assess the uniformity of Borobond in theRCSB Their methods are tools at the RCSB production andat storage site during the operating lifetime of the RCSBs forstorage of HEU
Figure 6 shows how neutron shielding is dependent onwater content and boron carbide concentration in BorobondThe density of the recommended product was 19 gcm3 lessthan that of concrete and yet it has superior mechanicalproperties as shown previously in Table 1 It has all lightelements and boron carbide content is as much as 41 wt
This composition was used by Eagle Picher to produceRSCBs for DOE which has stored HEU at one of itsfacilities Currently Borobond is a product line of CeradyneCorporation a 3M Company
Noting that spent nuclear fuel cannot be stored in waterpools forever and must move into a dry storage facilityArgonne National Laboratory and Federal Russian NuclearCenter scientists continued their studies to evaluate feasibility
Num
ber o
f bor
on ca
ptur
es p
er C
f fu
nctio
n
07060504030201
0
Water content
108
0604
020 Boron content
02
46
8
05
04
03
02
01
0
Figure 6 Calculated number of boron captures as a function of B4C
and content of water (wt) [72]
of using boron-containing CBPC (Ceramicrete in this case)for applications such as storage and transportation casks ofnuclear materials The work was computational A Russiancask Model RT5010 [71] was used for this study The designof the cask is shown schematically in Figure 7
This study reached to several useful conclusions
(1) CBPC with boron carbide is very effective in thermalneutron capture Thermal neutrons make up for themost flux of neutron radiation from the spent fuel thatwould be stored in a dry cask
(2) A boron carbide content of gt5 does not increasethe shielding potential of the CBPC significantly thus5wt is practical
(3) If the temperature of the shielding layer is lt100∘Cthe bound water remains in the shielding layer andhelps in shielding neutrons At higher temperaturesthe bound water is released if it evaporates from thecask the shielding property will be affected adverselyIn practice the shielding layer will be sealed and theevaporated water will remain as vapor and hence thiswill not pose a major issue in designing a cask
(4) Assuming the boundwater remains within the shield-ing material one can expect 50 to 80 shielding ofneutron flux for the cask model shown in Figure 8
(5) Overall for the design shown in Figure 7 boron-containing CBPC offers a better shielding optioncompared to others with boron and fillers
Based on this study further developments are underwaybetween Argonne National Laboratory American Industryand Former Soviet countries for superior shielding applica-tions of CBPC-based nuclear shielding products Figure 11
43 Recent Advances in the CBPC Technology for NuclearWaste Immobilization Nuclear waste has its origins in devel-opment and production of nuclear weapons in the UnitedStates Former Soviet Union and to some extent inUKThese
10 ISRN Ceramics
Spent fuel
Air
gap
Stee
l 1
Stee
l 2
Neutron shieldinglayer (Ceramicrete)
Radius
R = 1325 cm
R = 84 cm R = 90 cm R = 120 cm R = 1325 cm
Figure 7 Cross-section of Russian dry storage cask Model no RT 5010 used in the study of CBPC for neutron shielding in the Argonne-Russian Federal Nuclear Center study [71]
(1) Spent fuel
TRU 07Other 31Hardware 54Fission products 24U 664
(3) TRU
Pu 846Am 105Np 48Cm 01
(2) Other products
TRUFission
(4) Fission products
Metals isotopes 481XaKr 167Others 25I 07Tc 23CsSr 72
Zircaloy 251
0 1 2 3
Figure 8 Typical mass composition of spent nuclear fuel [73]
countries have accumulated huge amount of nuclear wastein all forms solids sludge and liquid [45] The waste canbe highly radioactive or may have very low activity Due tothe race between the western and eastern bloc countries toproduce nuclear weapons there was little regard for safe andlong-term storage of such waste but because of the currentawareness of the consequences of various radioactive wastestreams on the environment habitat and human health inboth regions efforts are being made to find ways to recycle orimmobilize these waste streams for safe storage and to protectthe environment
The mankind has faced another acute problem of nuclearcontamination of the environment resulting from the twomajor nuclear accidents (Chernobyl and Fukushima) inrecent years The clean-up efforts also have generated sig-nificant amount of waste that needs isolation [45 46]As a result there is urgency in finding suitable materialsto immobilize range of waste streams generated by suchcatastrophes
Ceramicrete was developed to address these needs andmuch has been published in the earlier literature on this topicInterested readers may findmore details in the book byWagh[8] and other articles [74 75] In the last decade howeverfurther advances have been made in this area
431 The Nuclear Legacy Waste Streams Themajor contam-inants encountered during treating these waste streams arelisted below
(a) Hazardous inorganic contaminants both high andlow-level waste streamsmay contain these chemicallyhazardous contaminants As listed in Section 317 PbCd Cr Hg and As are the elements of main concernin radioactive waste also When both radioactive andhazardous contaminants exist in thewaste suchwasteis called mixed waste Chemical immobilization ofthese elements that is converting them to insolublecompounds is the best strategy to arrest leaching ofthese elements [76 77] which is used extensively inthe CBPC technology because phosphate treatmentemployed in theCBPC technology results in insolublephosphate salts of these elements
(b) Actinides actinides especially Th U Pu and Amare prevalent in the waste but also in spent fuelrods because they are the source materials for nuclearenergy They are mainly alpha and gamma emittingmaterials and if active they will also emit neutronsThey all have high atomic weight their solubility isalmost negligible and hence they are not dispersible
ISRN Ceramics 11
in ground water The only source of contamination ofthese materials is their dispersibility as solid fine par-ticles which can be arrested by microencapsulatingthem in the CBPC matrix
(c) Fission product isotopes (Cs-137 and 138 Sr-90 Tc-99 and I-131) these isotopes of cesium strontiumtechnetium and iodine are formed during a nuclearreactionTheir relevant properties are listed inTable 3
Since most of the work on low-level waste streams wasreported in the earlier literature [74 75] we will only discussthe extensive research done during the last ten years whichwas focused on high-level waste streams Among severaloptions available for immobilization of these radioactivewaste streams [78] the most preferred technology has beenborosilicate glass technology [79 80] Waste and glass fritsare mixed together and vitrified at temperatures rangingfrom 1200∘C to 1500∘C This results in a homogenous glasswaste form that has been shown to be stable for a time scale(million years) at which time the activity of the radioactivecomponents is reduced sufficiently that it will not affect theenvironment It canmicroencapsulate transuranics extremelywell However this process is not suitable for high activitywaste streams because of the volatile components containingthe fission products of cesium strontium technetium andiodine (see eg [81]) As one may notice from Figure 8 theamount of the fission product stream is small just a fractionof a percent of the total waste And yet because of theirhigh activity and their ability to become airborne duringthe vitrification process they are unsuitable for vitrificationprocess and hence are separated into high activity wastestreams As we shall see below the CBPC process has beenthe most successful in mineralizing the fission products intostable phosphate compounds and hence immobilizing them
The high activity tank waste streams have resulted fromproduction of weapons grade nuclear fuels in the UnitedStates and Former Soviet Union countries Most are storedin underground storage tanks in the US at Hanford tankfarms in the State of Washington Savannah River in SouthCarolina and some in Idaho The waste streams vary intheir characteristics and composition but are either liquidsor sludge Reference [82] and references therein provide anoverview of the tank waste streams within the US DOEcomplex and their characteristics
While the bench scale testing was done in several earlierprojects full testing and large-scale immobilization exper-iments were conducted and success of the technology wasdemonstrated in collaborative projects between ArgonneNational Laboratory and Russian scientists on the two mostdifficult high activity tank waste streams [83 84] This workmaymake a major impact in the near future on immobilizingsuch waste streams with CBPC formulations
The high activity in these waste streams arises from thefission products prominently containing isotopes listed inTable 3 Also the waste streams can be acidic or alkalinedepending on whether attempts were made to neutralizethem with NaOH Often neutralization results in alternativeproblem of immobilizing waste streams rich in leachablesodiumTable 5Thus the problemof immobilizing tankwaste
streams boils down to the following three (a) immobilizingfission products and trace levels of actinides (b) getting ridof excess water without volatilizing any of the contaminantsand (c) immobilizing sodium to a level that it does not leachout sufficiently to affect the structure of the waste form
Several studies have been conducted in demonstratingimmobilization of these waste streams using CBPCs [85ndash88]Notable and detailed analysis among these was done in acollaborative project between Argonne Vernadsky Instituteof Radiochemistry in Moscow and Production Researchat Mayak a nuclear waste facility in Russian Federationwhich also has stored similar waste Figure 10 Reference[64] provides the major results of the entire project Thisproject demonstrated immobilization of typical two highactivity liquid waste streams from Hanford and two fromMayakThis team effort was highly successful in showing thesimplicity and effectiveness of CBPC in immobilizing thesewaste streams at small scale to 55 gal drum size Initial studywas with simulated waste streams and success of this studyled the scientists to tackle actual waste streams Reference[88] contains details of the methodology nature of the wastestreams additives in the CBPC formulations to immobilizedifficult contaminants properties of the waste forms andtheir performance
This collaborative work directed by Argonne NationalLaboratory on behalf of the US Department of Energy makesall other similar work outdated because this work usedthe methods developed in previous work tested and thenwent beyond to produce waste forms at production levelThe team concluded that CBPC technology can be used inpractice without any concern about pyrophoricity volatilitygas generation or leaching of contaminants For this reasonwe will not delve on any other previous work but summarizeresults of this project
Table 4 lists the composition of each of the waste streamDetails of adding these stabilizers are described in the
paper [88]It is the opinion of this author that Cs and Sr do not need
stabilizers because using the solubility analysis presentedin [8] it is possible to show that Sr is a sparsely solublemetal and it will form SrKPO
4 Cs being an alkali metal
will be converted to insoluble MgCsPO4 This mineralization
of Sr and Cs has been verified in the authorrsquos unpublishedwork Both SrKPO
4and MgCsPO
4have negligible aqueous
solubility and as will be seen later perform well in leachingtests
Table 6 lists the waste loading in the final waste formsand their physical properties All results are reproduced from[88]
For waste streams with low-solid content of 16ndash52wtsolids the waste loading has been very significant This isbecause as in Portland cement CBPCs require water andbind significant amount in their crystalline structure
There are both benefits and drawbacks of the approachof binding water and increasing the waste loading Forexample if glass vitrification technology is to be used forimmobilizing these waste streams the water will evaporatebut then the fission products will also evaporate causing
12 ISRN Ceramics
air contamination They can be captured somehow in off-gas system but then need a lower temperature method ofstabilizing them At the same time the vitrified waste formwill have very small volume and will cost a lot less intransportation and long-term storage On the other handthe CBPCwaste form provides a significantly simpler processwith the least concern for volatility of the fission products butincreases the cost of transportation and storage because of itslarge volume
The effectiveness of waste immobilization method isdetermined bymainly three tests AmericanNuclear SocietyrsquosANS 161 test [89] determines the leaching index (negativeof logarithm of the diffusion constant) for each of theradioactive contaminants The test is carried out at roomtemperature by immersing a geometrically regular sample indeionized and distilled water over 90 days Aliquots of theleachate solution are drawn at specified periods and analyzedfor the contaminant concentration These numbers allowone to determine the diffusion constant of the particularcontaminant in the waste form and that in turn allows one torepresent the result as the leaching index Table 7 summarizesthese results in this project
The other leaching test is for the durability of the wasteform itself Product Consistency Test (PCT) [66] determinesthe leaching rate of the major components of the wasteformThe test was designed for vitrified glass and hence thecomponents are Si Ca Al and B For CBPC however theywill have to be Mg K and P
In PCT a sample in cylindrical shape of more thantwenty times the area compared to its volume is selectedand immersed in distilled and deionized water The leachingexperiment is conducted for 7 days at a constant temperatureof 90∘C At the end of the test a sample of the leachate wateris analyzed for the major elements of the waste form and theleaching rate is determined per unit area of the surface Againthe results are included in Table 7 of this test on all four wasteforms
A third test is designed for hazardous metals defined byResource Conservation and Recovery Act (RCRA) of the USEnvironmental Protection Agency [90]
The literature has been very scanty about the leachingindex for contaminants from vitrifiedwaste form and hence itis very difficult to make a comparison of the results presentedin Table 7 with glass waste form However [85 86] provideleaching index for various fission products on simulated tankwaste streams in different waste forms Generally their bestresults are gt9 for the leaching index for any of the fissionproducts This may be compared with the results given inTable 7 for actual radioactive contaminants Inmost cases theresults are several orders of magnitude higher than that forsimulated waste forms reported earlier (Note that increasein one number in the leaching index is a decrease by afactor of 10 in the diffusion constant because LI = minuslog(diffusion constant)) The only exception is that for iodinein M1 and Se in H1 In the first case the value is by oneorder less than 9 but in the other case it is still higher than9 but not by several orders Thus one may conclude thatthe CBPC technology performs far better than the expectedperformance of immobilized fission products waste forms
Pacific Northwest Laboratory scientists conducted vitrifi-cation experiments for similar liquid waste streams [91] andmeasured the leach rate of themajor constituents of the wasteforms Since boron sodium lithium aluminum and siliconare the constituents of their borosilicate glass they conductedthe PCT and measured the leaching rates for these elementsThey show that the leaching results for the waste form of thestreamAZ-102 (termed asH2 in Table 7) are 00063 gm2sdotdayfor boron 0052 gm2sdotday for sodium 005 gm2sdotday forlithium 000786 gm2sdotday for aluminum and 0033 gm2sdotdayfor silicon all higher than those observed for the majorconstituents of phosphate waste forms (see Table 7) Thisshows that it is not necessary to resort to high temperature-processes to immobilize secondary waste streams and room-temperature processes are capable of providing a rugged andleach resistant matrix for them
Apart from the leach resistance of the waste forms thereare other issues Radiolytic hydrogen [92] may be generateddue to splitting of water and other hydrogen-containingmolecules by intense radiation Wagh et al have conductedseveral studies on actinides in CBPC When actual uraniumand plutonium containing ash waste were immobilized theradiolytic gas yield was 013mol H2100 ev which is lowerthan that in cement waste form Test details and comparativedata may be found in [93] This implies that the bound waterin CBPCwaste form did not play a major role in the gas yield
In summary CBPC technology is applicable to immo-bilization of the most acute high activity waste It has beentested with actual waste and at full scale and is the bestcandidate for deployment in the current state of its art
432 Spent Nuclear Fuel [51] In nuclear power plants thenuclear fuel rods are used for the fission of nuclear materialto produce electricityThey need to be changed every 10 yearsor so These spent fuel rods are becoming a big liability forthe nuclear industry and need long-term storage becausethey are still highly radioactive when they come out of thereactor vessels They irradiate neutrons and hence need to bestored for quite some time inwater pools so that the irradiatedneutrons are absorbed by water till they cool down and theneutron intensity depletes sufficiently so that they can thenbe stored in alternative dry storage casks and transported topermanent storage repositories
The general composition of spent fuel is given in Figure 8and the complete nuclear fuel cycle from power generation towaste form fabrication is presented in Figure 9
As onemay notice from Figure 9 once the uranium ore ismilled and enriched fuel rods are fabricated which then areloaded into the reactor where their high activity is used forpower generation After they become less efficient due to thedecay process they can be either used for reprocessing ormaybe simply sent for storage Both options are used dependingon the availability of sufficient fuel in every nuclear countryThe spent fuel is stored in water pools with a hope ofimmobilization and ultimate storage in a repository as a glasswaste form
Unfortunately in most countries the fuel rods haveremained in water pools because the logistics of building
ISRN Ceramics 13
Nuclear fuel cycles and unresolved issue
Uranium ore NORM waste
Fuel fabrication
Power generation
Spent fuel
Contaminated ware equipmentEncapsulation disposal
Con
tam
inat
ed w
are
equi
pmen
tEn
caps
ulat
ion
disp
osal
Vitr
ifica
tion
stor
age
or d
ispos
al
Milling enrichmentVolatiles
Nuclear power
Reprocessing
Figure 9 Nuclear fuel cycle and waste form production and theunresolved issue of volatiles
Figure 10 Cross-section of a 55 gal drum scale surrogate salt wasteform produced by P R Mayak in Russia with funding fromUSDOEand in collaboration with Argonne National Laboratory (2007)(source Argonne file photo)
permanent repositories has not been resolved due to eco-logical issues and resistance from stakeholders and localauthorities Even if the repository issues are resolved thespent fuel needs to be immobilized in a nonleachable anddurable medium
In the entire cycle other high volume but low activitywaste streams are generated too These are either encap-sulated in a cementitious waste form or simply stored innonleachable drums in an underground repository such asWaste Isolation Pilot Plant (WIPP) in the United States [94]
The previous section on high activity liquid wastestreams the waste forms exhibit very high leaching resis-tance comparable to that of glass waste forms Since thevitrification technology is still not a full-fledged route toimmobilization of spent fuel the issue of volatile byproductwaste streamhas not come to the forefront of the final schemefor handling the spent fuel When the issue will come tothe forefront CBPC may turn out to be the most usefultechnology supplementing the glass waste form technology
Figure 11 Demonstration samples of CBPC-based Borobond neu-tron shielding products Source Ceradyne Boron products website
Figure 12 Demonstration of sewage pipe coating with Grancrete(Grancrete Inc Taipei Taiwan) (httpwwwdynamocomtw)
5 CBPC Products in the Market
The CBPC technology was initially developed for nuclearwaste immobilization Its first application was as a nuclearshielding material Eagle Picher Technologies LLC perfectedthe technology by introducing boron in Ceramicrete whichwas used and is probably still being used inUSDepartment ofEnergy complex for waste immobilization and nuclear shield-ing However its commercial product named Borobond forshielding of neutrons was developed by Boron Departmentof Eagle Picher but now is owned by Ceradyne Corporationand hence 3M Company and is an established commercialproduct
In structural materials area the CBPC technology is wellsuited to fulfill needs for products that do not exhibit draw-backs of cement and polymer products CBPC materials areinorganic and hence nonflammable They exhibit negligibleporosity and extremely low water permeability Table 2 Theybond to all earth materials such as limestone sand stoneand even conventional cement concrete They also bond to
14 ISRN Ceramics
Figure 13 Insulated and solar reflective CBPC roof tile of inChennai India (httpwwwthermalcarein)
themselves In the next section we will see that comparedto other equivalent products they are very environmentallyfriendly
As was discussed briefly in Section 41 the structuralproducts applications lie in two categories
(a) cements grouts and concrete(b) coatings
In both areas several small businesses have madegood strides in entering markets For example inthe United States Bindan Corporation of Oak BrookIllinois (httpwwwbindancorpcom) and Grancrete Inc(httpwwwgrancretenet) of North Carolina have beenin business for at least last 10 years producing road repairmaterials concrete repair products floor-surfacing productsand so forth Grancrete has shown its presence in Taiwanand Japan for the same applications Figure 12
Realizing that CBPCs are more expensive comparedto Portland cement CBPC concretes are not cost effec-tive Therefore only value-added products are commerciallyviable Because of this reason recent trend has been toexploit unique properties of CBPCs and design products withperformance superior to current products in the market
One example is roof tiles named Thermal Care Tilesin Chennai India (httpwwwthermalcarein) With CBPCformulations and additives these tiles can reduce impactof hot sun in houses to the extent of 8ndash10∘C by providinghigh reflectivity to solar radiation and also providing highthermal insulation properties Figure 13 CBPC-based coatingproducts are probably the most unique ones among theseEon Coat Inc (httpwwwEonCoatcom) has introducedcorrosion and fire protection coatings that exhibit outstand-ing properties Their coatings do not show corrosion of thesubstrate or osmotic blistering [94] even when samples areexposed for 1000 hours in salt-spray chamber [95] In thesame way the Flame Spread test [96] shows no flame spreadat all and surpasses all organic coatings in performanceLearning the excellent performance ofCBPC-based productsnew companies are investing to develop range of products inthe structural materials area
There have beenmethodical attempts to develop bioactivedental and prosthetic cements using phosphates in the past[97] and also to exploit antibacterial properties of these
materials [98] Since CBPC materials are phosphate basedthey are uniquely positioned to match with compositionof bones and teeth in which hydroxyl apatite a calciumphosphate hydrate is the main component Using modernCBPC for this application was conceived by Wagh et al [99]and subsequent research led to root canal materials ownedby Dentsply company Following this Bindan Corporationdeveloped its own intellectual property [100] that led toa product called OsteoCrete marketed by Bone SolutionsInc (httpwwwbonesolutionsnet) for multiple orthopedicsolutions including bone void filler Tay et al [101] haveprovided the most recent advances in this area
There have been many other areas in which preliminarywork has been done in application of CBPCs but commercialexploitation has not occurred as yet Notable areas are CBPCsfor oil fields [102ndash104] and fiber reinforced products [68 105]
In summary CBPC technology and its products andCeramicrete in particular have entered various markets indifferent parts of the world The new products have potentialto be transferred from small businesses to larger onesBorobond the first product has been a good example ofthis which was developed by Eagle Picher and then wentto Ceradyne a bigger company and now 3M Companyowns Ceradyne Such acquisitions may provide much widervisibility to unique CBPC products
6 Environmental Effects of CBPC
CBPCs are mineral based materials like Portland cementTherefore the main environmental effect parameters seenin use of these materials are similar to that of PortlandcementThese include greenhouse gas emissions and fugitiveparticulates released in the atmosphere While the latter canbe controlled with good work practices the first one is builtin the chemistry of the process itself and cannot be avoided
There are two major sources of greenhouse gases inthese technologies Carbon dioxide is bound in the rawmaterials such as limestone and dolomite which escapesduring extraction of the appropriate raw material This maybe termed as the direct emission
The second source of greenhouse gas emission is theenergy consumption in producing the final product Thisincludes carbon dioxide generated by the energy use in min-ing of appropriate minerals their transport extraction of thedesired ingredients for the product production operationspackaging and shipping Emissions resulting from thesemay be called process emissions Process emissions may bereduced only by reducing energy consumption and therebyrelease of greenhouse gases
Thedirect emissions in Portland cementmanufacture andCBPCs are different because the two products use differentraw materials However operations from manufacture toshipping are very similar in both cases and hence one canassume that their process emissions are also similar thoughnot the same
US Environmental Protection Agency (EPA) has pro-vided guidelines for calculation of direct emissions [106]Following that we have calculated direct emissions from theCBPC manufacture and compared that to the emissions in
ISRN Ceramics 15
Table 2 Water permeability and mechanical properties of CBPC with wollastonite and other fillers [29]
Composition (wt) Strengths (psi) Fracture toughness (MPasdotm12) Water absorption (wt)Binder Wollastonite Other Compressive Flexural40 60 Nil 8426 1474 066 250 50 Nil 7755 1236 063 230 30 Sand 40 6264 1255 063 3100 Nil Nil 3500 1100 NA 1540 Nil Ash 60 11507 1474 019 178
Typical Portland cement concrete 8000 940 NA 10ndash20
Table 3 Specific activity and boiling point of fission products [6263]
Fission product Half-life (yrs) Specific activity(Cig)
Boiling point(∘C)
Sr-90 28 140 1384Cs-137 30 870 6784Cs-135
3119864 + 6 00012 6784Tc-99 (as NaTcO4) 21119864 + 5 017 100I-131 1802 days gt5000 184
cement sector Taking the example of Ceramicrete as a CBPCthe actual calculations are provided in the appendix Thesecalculations show that direct emissions from Ceramicretemanufacture are 40 less than that in manufacturing ofcement This is mainly because Ceramicrete contains 60 flyash which is an industrial byproduct from the utility industryand direct emission contribution to this component is zero
Assuming the process emissions are the same for thesame tonnage of both products when the direct and processemissions are added Ceramicrete emits only 20 less green-house gases compared to Portland cement Thus there is nosubstantial gain in using CBPCs cement
As we have seen in Section 5 CBPCs are also used asinorganic coatings Here they can be environmentally veryfriendly alternatives to polymer coatings This is becauseCBPC coatings are the first inorganic alternatives to organiccoatings Therefore CBPCs can make a big difference in thecoating world This may be seen in the following analysis
The ecological impact of CBPCs arises from four majorfactors which are described in [67]
(a) greenhouse gas emissions(b) low-level ozone emissions(c) acidification(d) eutrophication
Greenhouse gas emissions are the same as the directemissions discussed above in context of cement industryLow-level ozone emissions result from release of volatileorganic compounds (VOCs) into the environment duringmanufacturing of organic paints and their use Acidificationon the other hand is due to sulfur in the polymers that resultsin formation of oxides of sulfur and eventually sulfuric acidwhich is harmful to the nature
We can use the numbers from the appendix for green-house gas emissions Ozone depletion is nonexistent in thecase of CBPCs because there are no VOCs in CBPC coatingsAcidification is also not an issue because CBPC coatingsdo not contain sulfur compounds They contain phosphatecompounds but phosphate release is negligible as has beenshown in several Product Consistency tests (see eg PCTdata in Table 4) Thus acidification is not an issue
The fourth factor eutrophication [107] is the result ofleaching of nutrients into soil and water streams that produceunwanted algal growth which chokes aquatic life and plantgrowth CBPCs contain significant amount of phosphatesThey are also good fertilizers and their presence in aquaticstreams can be a problem Fortunately Product Consistencyleaching results presented in Table 7 conducted by us haveshown that CBPC products release phosphates extremelyslowly into ground water and hence good CBPC productsshould not affect the environmentThese conclusions are verypreliminary and detailed investigations are needed in thisarea for a given application
In light of these observations we have summarized thebenefits of CBPC coatings over polymeric coatings in Table 8For the sake of calculations we have assumed the coatingcomposition is the basic Ceramicrete binder (MgO andmonopotassium phosphate and 35 water in the coating)
Table 8 shows that CBPC coatings produce only about15 of solvent-based varnish and 80 of solvent-based alkydpaint They produce no ozone damaging VOCs nor anyoxides of sulfur that lead to acidification Their potentialfor eutrophication is negligible because CBPC coatings arelike phosphate minerals and leaching of phosphate in theenvironment is minimal
7 Conclusions
CBPCs in a period of 20 years have made major strides invarious fields fromnuclear waste immobilization safe storageof nuclear materials and structural products and in dentaland prosthetic applications The first ten years were investedin understanding the chemistry of these materials as well aslength and breadth of their possible applications and carvingout focus areas for products development The last ten yearshave seen them entering the market all over the world
CBPCs were invented primarily to immobilize low-levelradioactive waste In last 10 years however research hasdemonstrated that they may as well be used to tackle the
16 ISRN Ceramics
Table 4 Waste streams tested in the Russian project [64]
Nature of the contaminant H1 H2 M1 M2
Waste sourceSupernatant from
HanfordAN-105
Supernatant fromMayak Russia
Sludge fromHanford AZ-102
120572-Bearing wastefromMayak
RussiaSolids content (wt) 52 38 35 16
Major benign ions (gL)Na+-256NO3
minus-167NO2
minus-113OHminus-84
Na+-265NO2
minus-85OHminus-43
Na+-99NO3
minus-38NO2
minus-295OHminus-90
Na+-83NO2
minus-24
Activity of actinides (BqL)239Pu-121198648237Np-121198648
239Pu-351198648237Np-241198646241Am-801198648
Sa-131198645
Fission products
90Sr-211198647137Cs-24119864799Tc-631198648131I-1 1119864775Se-271198646
90Sr-511198648137Cs-12119864799Tc-191198649
90Sr-151198646137Cs-581198641099Tc-631198648129I-231198646
Hazardous metalsCr-29 as CrO4minus
Pb2+-007Cd2+-0003
Cr3+-024Pb2+-001Cd2+-5Ni2+-24
Cr-7 as CrO4minus Ni2+-24
Table 5 Neutralization and stabilization additives
Issue AdditiveNeutralization of alkaline streams Small amount of H3PO4
Tc+7 (in pertechnetate state) lt05 SnCl2 [64]Iminus AV-17 resin in Clminus formCs and Sr K4[Fe(CN)6] sdot 3H2O
Table 6 Physical properties of the waste forms
Loading and properties H1 H2 M1 M2Waste loading 35 44 43 34Density (gcm3) 16-17 17-18 18 18Compressive strength (MPa) 25ndash55 40ndash55 gt20 gt20
most difficult issue of volatile high activity fission productswhere high temperature technologies fail They have enteredthemarket as nuclear shieldingmaterials in an aggressiveway
Because CBPCs can be used as grouts or coatings appli-cations may extend well beyond what we see in the marketThey have zero flame spread and high reflectivity to infraredradiation and may be used very widely in fire protection andinsulation They have shown excellent corrosion protectionof steel Therefore they may turn out to be the first inorganiccorrosion protection coatings Efforts are underway in theindustry to bringCBPCproducts in themarket in these fields
All this has happened with only one composition ofmagnesium oxide and monopotassium phosphate known asCeramicrete Potential to develop products lies well beyondthe current state of the art because a wide range of otherformulations is feasible It is hoped that the fundamentalworkreported during the first 10 years and applications-orientedprogress during the last 10 years will lead to wider curiosity
Table 7 Results of leaching results
Contaminants H-1 H-2 M-1 M-2ANS 161 90-day immersion test for radioactive contaminants [65]
Actinides237Np 128 136239Pu 135 144 Total alpha
= 129241Am 146
Fission products90Sr 109 132 111137Cs 114 115 13099Tc 99 10231I 112 7975Se 96
PCT 7-day immersion test at 90∘C for product constituents(gm2sdotday as normalized leaching rate [66])
Mg41119864minus6 71119864minus7 66119864minus5 16119864 minus 5
K19119864minus2 11119864minus2 24119864minus2 24119864 minus 2
PO4 63119864minus3 18119864minus3 72119864minus3 95119864 minus 3
Na17119864minus2 93119864minus3 24119864minus2 21119864 minus 2
Toxicity characteristic leaching procedure for hazardous elements(ppm) [66]Element Reg limitPb 075 0005 0004 008Cr 06 004 0006 02Cd 011 0001 0008Ni 110 lt01 05 07
in thesematerials and result inmore investment and productsdevelopment
ISRN Ceramics 17
Table 8 Comparison of environmental impact factors of CBPCand typical commercial coatings Data for commercial coatings isreproduced from [67]
CoatingsDirect
emissions(gkg)
Low-levelozone
(g ethanekg)
Acidification(g Soxkg)
Eutrophication(g P2O5kg)
Solvent-based varnishBindingagent 8816 42 74 09
Solvent 11457 21 68 07Total 20273 63 142 16
Solvent-based alkyd paintBindingagent 2834 08 32 03
Filler 253 001 03 83Solvent 639 03 10 01Total 3726 111 45 87CBPCcoatings 300 00 00 Very low but to
be quantified
Appendix
Calculations of Direct Emissions fromCBPC Production
One ton of Portland cement produces one ton of CO2
It consists of two parts direct emissions resulting fromdecomposition of limestone into CaO and CO
2and the rest
from process parameters such as fuel consumption transportof raw materials grinding and sieving operations and trans-port and shipping Direct emissions can be calculated fromchemistry and thermodynamics while the process emissionsare site specific and must be monitored and determined ateach plant [67] This is also true for CBPC cement productsalso However due to process similarities it is quite likely thatthe process emissions in both cases will be similar For thisreason we will calculate the direct emissions and comparethe environmental benefits of CBPCs
1 Calculation of Direct Emissions in Portland Cement Produc-tion Direct emissions in Portland cement manufacture arisefrom clinkering limestone (calcium carbonate) at 1500∘C toproduce calcium oxide by the decomposition
CaCO3= CaO + CO
2 (A1)
Molar weights of CaO and CO2are 56 and 44 gmole
Portland cement contains approximately 64wt CaOwith the rest being silica and alumina Therefore directemission of CO
2to produce one ton of cement is
molar weight of CO2molar weight of CaCO
3times
064 = (4456) times 064 = 05
This means direct emission is 05 kgkg of cement and05 kgkg of CO
2because of other production and distribu-
tion processes
2 Calculation of Direct Emission in Ceramicrete ProductionComposition of Ceramicrete is 10 wt MgO + 30wtMKP + 60wt fly ash MgO is produced from dolomiterock which is MgCa(CO3)2 or MgCO3 + CaCO3 It is againcalcined at 1500∘C and MgO and CaO are separated
Assuming equimolar proportion of MgCO3and CaCO
3
in dolomite rock the proportion of MgCO3and CaCO
3is
457 wt to 543 wt This gives us
MgO content = MgOMgCO3times 457
= 0403 times 457 = 1828(A2)
This means kg of dolomite rock will produce 1828 g of MgOTotal amount of CO
2released during calcination of
dolomite comes from decomposition of CaCO3andMgCO
3
The decomposition equations for the two components are
CaCO3= CaO + CO
2
MgCO3= MgO + CO
2
(A3)
Using molar weights of the components we find that CO2
content in dolomite rock is 478 wt Thus
CO2produced per ton of MgO = 478
1828
= 259 tons(A4)
Ceramicrete contains 10wt MgO Therefore Ceramicreteproduces 259 g of CO
2per kg of Ceramicrete because of use
of MgO in itSimilarly monopotassium phosphate also produces CO
2
MKP is produced frompotassiumcarbonate by reacting itwith phosphoric acid during which CO
2is released as given
in the equation below
K2CO3+H3PO4= 2KH
2PO4+ CO2+H2O (A5)
Molar weights of K2CO3 H3PO4 and KH
2PO4are 124 98
and 272 gmole respectively So to produce 272 kg of MKPwe produce 44 kg of CO
2
Thismeans to produce one kg ofMKP we produce 44272= 016 kg of CO
2
Thus contribution of CO2due to MKP = 03 times 016 =
0048 kgkg of Ceramicrete Therefore total direct emissionwhich is the sum of emissions due to MgO and MKPproduction is
0259 + 0048 = 03 kgkg of Ceramicrete (A6)
This is 60 of direct emission in cement production
3 Total Emission Reduction Since both processes use verysimilar processing technology we assume the process emis-sions to be similar equal to 05 ton of CO2kg
total emission in Ceramicrete = 03 + 05 = 08 ton ofCO2kg of Ceramicrete
18 ISRN Ceramics
total emission in cement = 05 + 05 = 1 kgkg ofcement
The paper is intended to disseminate scientific progress inthe subject explained to a wider scientific audience with thehope that it will lead to further research and development inthis field for the benefit of a wider international community
Conflict of Interests
Theauthor declares that he has no financial interest in writingthis paper
References
[1] J Aspdin ldquoAn improvement in themodes of producing artificialstonerdquo British Patent 5022 1924
[2] S Sorel ldquoOn the new magnesium cementrdquo Comptes RendusHebdomadire des Seances de lrsquoAcademie des Sciences vol 65 pp102ndash104 1867
[3] A D Wilson ldquoThe chemistry of dental cementsrdquo ChemicalSociety Reviews vol 7 no 2 pp 265ndash296 1978
[4] A Wilson and J Nicholson Acid-Base Cements CambridgeUniversity Press 1993
[5] C Shi P Krivenko and D Roy Alkali Activated Cements andConcretes Taylor and Francis New York NY USA 2006
[6] J Davidovits Geopolymers Chemistry and Applications seriesin civil and structural engineering Woodhead Publishing2009
[7] J L Provis and J S J van Deventer Geopolymer StructuresProcessing Properties and Industrial Applications WoodheadPublishing 2009
[8] A S Wagh Chemically Bonded Phosphate Ceramics Elsevier2004
[9] A E R Westman Phosphate Ceramics Topics in PhosphateChemistry vol 9 John Wiley and Sons New York NY USA1977
[10] T Kanazawa Inorganic Phosphate Materials chapter 1 Elsevier1989
[11] W H Rollins ldquoA contribution to the knowledge of cementsrdquoDental Cosmos vol 21 pp 574ndash576 1979
[12] E S Gaylord ldquoOxyphosphates of zincrdquo Archives of Dentistryvol 33 pp 364ndash380 1989
[13] H Fleck ldquoChemistry of oxyphosphatesrdquoDental Items of Interestvol 24 article 906 1902
[14] W Souder and G Paffenberger Physical Properties of DentalMaterials (US National Bureau of Standards Circular NoC433) 1942
[15] W S Crowell ldquoPhysical chemistry of dental cementsrdquo Journalof the American Dental Association vol 14 pp 1030ndash1048 1927
[16] E W Skinner Science of Dental Materials W B SaundersPhiladelphia Pa USA 3rd edition 1947
[17] B W Darwell ldquoAspects of chemistry of zinc phosphatecementsrdquo Journal of the American Dental Association vol 14pp 1030ndash1048 1929
[18] A D Wilson ldquoZinc oxide dental cementsrdquo in Scientific Aspectsof Dental Materials J A von Fraunhofer Ed pp 159ndash190Butterworths London UK 1975
[19] P J Wisth ldquoThe ability of zinc phosphate and hydro phosphatecements to seal band spacesrdquo Angle Orthodontist vol 42 no 4pp 395ndash398 1972
[20] A S Wagh and S Y Jeong ldquoChemically bonded phosphateceramics I a dissolution model of formationrdquo Journal of theAmerican Ceramic Society vol 86 no 11 pp 1838ndash1844 2003
[21] A S Wagh S Grover and S Y Jeong ldquoChemically bondedphosphate ceramics II warm-temperature process for aluminaceramicsrdquo Journal of the American Ceramic Society vol 86 no11 pp 1845ndash1849 2003
[22] A S Wagh and S Y Jeong ldquoChemically bonded phosphateceramics III reduction mechanism and its application to ironphosphate ceramicsrdquo Journal of the American Ceramic Societyvol 86 no 11 pp 1850ndash1855 2003
[23] A S Wagh and C Primus ldquoMethod and product for phospho-silicate slurry for use in dentistry and related bone cementsrdquo USPatent 7 083 672 2006
[24] C S Rostaing di Rostagni ldquoVerfahrung zur Darstellung vonKitten fur sahnarztliche und ahnliche Awecke bestehend vonGemischen von Pyrophophaten des Calciums oder Bariumsmit den Pyrophosphaten des Zinks oderMagnesiumsrdquo GermanPatent 6015 1878
[25] S B Palmer ldquoZinc phosphatesrdquoDental Cosmos vol 33 pp 364ndash380 1891
[26] A SWagh S Y Jeong and D Singh ldquoHigh strength phosphatecement using industrial byproducts ashesrdquo in Proceedings ofthe 1st International Conference on High Strength Concrete AAzizinmini D Darwin and C French Eds pp 542ndash553 TheAmerican Society of Civil Engineers 1997
[27] W Postl FWalter K Ettinger andH-P Bojar ldquoErsterNachweisdes Kalium-Analogons MgK(PO
4)6H2O von Struvit und der
kristallinen Phase Mg2KH(PO
4)215H2O aus dem ehemali-
gen Bleibergbau Rossblei Eschachalm Schladminger TauernSteiermark Osterreichrdquo Joannea Mineralogie vol 1 pp 45ndash522000
[28] S Graeser W Postl H-P Bojar et al ldquoStruvite-(K) KMgPO4
6H2O the potassium equivalent of struvite a new mineralrdquo
European Journal of Mineralogy vol 20 no 4 pp 629ndash6332008
[29] A S Wagh S Jeong D Lohan and A Elizabeth ldquoChemicallybonded phospho-silicate ceramicsrdquo US Patent 6 518 212 2003
[30] M Pourbaix Atlas of Electrochemical Equilibria in AqueousSolutions National Association of Corrosion Engineers Hous-ton Tex USA 1974
[31] E Soudee and J Pera ldquoMechanism of setting reaction inmagnesia-phosphate cementsrdquo Cement and Concrete Researchvol 32 no 1 pp 153ndash157 2002
[32] E Soudee and J Pera ldquoInfluence of magnesia surface onthe setting time of magnesia-phosphate cementrdquo Cement andConcrete Research vol 32 no 1 pp 153ndash157 2002
[33] M A Carvalho and A M Segadaes ldquoThe hydration of mag-nesium phosphate cements effect of powder characteristics onthe reaction kineticsrdquoMaterials Science Forum vol 591ndash593 pp833ndash838 2008
[34] E M Gartner and D E MacPhee ldquoA physico-chemical basisfor novel cementitious bindersrdquo Cement and Concrete Researchvol 41 no 7 pp 736ndash749 2011
[35] Z Ding B Dong F Xing N Han and Z Li ldquoCementingmechanism of potassium phosphate-based magnesium phos-phate cementrdquo Ceramics International vol 38 pp 6281ndash62882012
[36] F Xing Z Ding and Z-J Li ldquoStudy of potassium-basedmagnesium phosphate cementrdquo Advances in Cement Researchvol 23 no 2 pp 81ndash87 2011
ISRN Ceramics 19
[37] A S Wagh and S Jeong ldquoChemically bonded phosphateceramics of trivalent oxides of iron andmanganeserdquo US Patent6 498 119 2002
[38] L C Chow ldquoCalcium phosphate cements chemistry proper-ties and applicationsrdquo in Proceedings of the Materials ResearchSociety Symposium vol 599 pp 27ndash37 2000
[39] C Klein andC S Hurlbut JrManual ofMineralogy JohnWileyand Sons New York NY USA 20th edition 1985
[40] T Sugama and L E Kukacka ldquoMagnesium monophosphatecements derived from diammonium phosphate solutionsrdquoCement and Concrete Research vol 13 no 3 pp 407ndash416 1983
[41] T Sugama and L E Kukacka ldquoCharacteristics of magnesiumpolyphosphate cements derived from ammonium polyphos-phate solutionsrdquo Cement and Concrete Research vol 13 no 4pp 499ndash506 1983
[42] T Finch and J H Sharp ldquoChemical reactions betweenmagnesiaand aluminium orthophosphate to form magnesia-phosphatecementsrdquo Journal of Materials Science vol 24 no 12 pp 4379ndash4386 1989
[43] S Y Jeong and A Wagh ldquoFormation of chemically bondedceramics with magnesium dihydrogen phosphate binderrdquo USPatent 6 776 837 2004
[44] D Singh A Wagh and M Tlustochowicz ldquoZirconium phos-phate waste forms for low-temperature stabilization of cesium137-containing waste streamsrdquo in Environmental Issues andWaste Management Technologies in the Ceramic and NuclearIndustries II Ceramic Transactions Volume 72 V Jain and D KPeeler Eds pp 167ndash178 1996
[45] IAEA ldquoEstimation of global inventories of radioactive wasteand other radioactive materialsrdquo Report IAEA-TECDOC-15912007
[46] World Nuclear Association httpworld-nuclearorginfoSafety-and-SecuritySafety-of-PlantsFukushima-Accident-2011UdM uv0RjM
[47] IAEA ldquoFukushima Daiichi status reportrdquo 2012[48] Nuclear Decommissioning Authority (UK) Radioactive wastes
in the UK Summary of the 2010 inventory URN 10D196NDASTSTY (11) 005 2011
[49] J H Saling Y S Tang and A W Fentiman Radioactive WasteManagement CRC Press 2nd edition 2001
[50] US DOE ldquoStrategy and management and disposal of usednuclear fuel and high-level radioactive wasterdquo 2013
[51] US EPA ldquoSpent nuclear fuel and high level radioactive wasterdquohttpwwwepagovradiationdocsradwaste402-k-94-001-snf hlwhtml
[52] ldquoNuclear fission productsrdquo httpenwikipediaorgwikiNu-clear fission product
[53] C C Lin Radiochemistry in Nuclear Power Reactors TheNational Academy Press 1996
[54] US Environmental Protection Agency ldquoTreatment standardsfor hazardous debrisrdquo 40 CFR Part 268 45 1994
[55] W H Rollins ldquoA contribution to the knowledge of cementsrdquoDental Cosmos vol 21 pp 574ndash576 1879
[56] Q Yang and X Wu ldquoFactors influencing properties of phos-phate cement-based binder for rapid repair of concreterdquoCementand Concrete Research vol 29 no 3 pp 389ndash396 1999
[57] D A Hall R Stevens and B El-Jazairi ldquoThe effect of retarderson the microstructure and mechanical properties of magnesia-phosphate cement mortarrdquo Cement and Concrete Research vol31 no 3 pp 455ndash465 2001
[58] S Y Jeong and A Wagh ldquoFormation of chemically bondedceramics with magnesium dihydrogen phosphate binderrdquo USPatent 6 776 837 2004
[59] ldquoBASF productrdquo httpwwwbuildingsystemsbasfcomp02USWeb-Internetbuildingsystemsen GBcontentmicrosit
[60] D A Hall R Stevens and B El Jazairi ldquoEffect of water contenton the structure and mechanical properties of magnesia-phosphate cement mortarrdquo Journal of the American CeramicSociety vol 81 no 6 pp 1550ndash1556 1998
[61] A S Wagh D Singh and S Jeong ldquoChemically bondedphosphate ceramics for stabilization and solidification of mixedwasterdquo in Hazardous and Waste Treatment Technologies Hand-book C H Ho Ed chapter 6 3 1 pp 1ndash18 CRC Press 2001
[62] W L Ebert S F Wolf and J K Bates ldquoRelease of technetiumfrom defense waste processing facility glassesrdquo in Proceedings ofthe MRS Fall Symposium pp 221ndash227 November 1995
[63] WM Haynes Compiled from CRCHandbook of Chemistry andPhysics CRC Press Boca Raton Fla USA 93rd edition 2012
[64] S E Vinokurov Y M Kulyako O M Slyuntchev S IRovny and B FMyasoedov ldquoLow-temperature immobilizationof actinides and other components of high-level waste inmagnesium potassium phosphate matricesrdquo Journal of NuclearMaterials vol 385 no 1 pp 189ndash192 2009
[65] D Singh V RMandalika S J Parulekar andA SWagh ldquoMag-nesium potassium phosphate ceramic for 99Tc immobilizationrdquoJournal of Nuclear Materials vol 348 no 3 pp 272ndash282 2006
[66] American Society for Testing of Materials ldquoStandard testmethod for static leaching of monolithic waste forms fordisposal of radioactive wasterdquo ASTM C 1220-98 1998
[67] Swedish Environmental Research Institute (IVL) ldquoLifecycleassessment of paint Summary of IVLrdquo Report B 1338-A
[68] A D Wilson B E Kent D Clinton and R P Miller ldquoThe for-mation and microstructure of dental silicate cementsrdquo Journalof Materials Science vol 7 no 2 pp 220ndash238 1972
[69] A S Wagh S Patel and A Mangalam ldquoPhosphate bondedcomposites and methodsrdquo US Patent 8 425 717 2013
[70] US DOE and Office of Security and Safety Assurance ldquoHighlyenriched uranium inventoryrdquo 2006
[71] M Gorbotenko and Y Yuferev ldquoCeramicrete as a means forradioactive waste containment and nuclear shieldingrdquo Reportsby All-Russian Research Institute of Experimental PhysicsFederation to Argonne National Laboratory Sarov Russian2002
[72] V Arkhangelrsquoskiy and A Postnikov ldquoBorated materials andcomponents for nuclear shielding andwaste containment appli-cationsrdquo Final Report of the GIPP and ISTC Project 2807Argonne National Laboratory 2007
[73] Japan Atomic Industrial Forum Inc httpwwwjaiforjpjawnu si introdocument2009m salvatores advanced nfcpdf
[74] J S Neal S Pozzi J Edwards and JMihalczo ldquoMeasurement ofwater and B4C content of rackable can storage boxes for HEUstorage at the HEUMH at the Y-12 security complexrdquo ReportORNLTM-2002254 2002
[75] A S Wagh ldquoCeramicrete an alternative radioactive wasteformrdquo in Stabilization and Solidification of Hazardous Radioac-tive and Mixed Wastes R D Spence Ed chapter 6 2 pp 118ndash129 CRC Press 2005
[76] A S Wagh D Singh and S Jeong ldquoChemically bondedphosphate ceramicsrdquo inHandbook ofMixedWasteManagementTechnology C Oh Ed pp 631ndash6318 CRC Press Boca RatonMass USA 2001
20 ISRN Ceramics
[77] J R Conner Chemical Fixation and Solidification of HazardousWastes von Nostrand Reinhold New York NY USA 1990
[78] W A Ibrahim H Sibak and M Abadir ldquoPreparation andcharacterization of chemically bonded phosphate ceramics(CBPC) for encapsulation of harmful wasterdquo The AmericanJournal of Science vol 7 pp 543ndash548 2011
[79] W Lutze and R Ewing Radioactive Waste Forms for the Future1988
[80] National Academy of Sciences Glass as a waste form andvitrification Technology Summary of an internationalWorkshopThe National Academy Press Washington DC USA 1997
[81] ldquoSRNL fact sheets Glass waste form and vitrification processdevelopmentrdquo httpsrnldoegovfactsglass waste formspdf
[82] Y Wang Handbook of Radioactive Nuclides CRC Press 1969[83] D M Bearden and A Andrews ldquoRadioactive tank waste from
the past production of nuclear weapons background and issuesfor Congressrdquo CRS Report For Congress Order Code RS219882007
[84] Vernadsky Institute of Geochemistry andAnalytical ChemistryldquoCeramicrete stabilization of radioactive salt-containing liquidand sludge wasterdquo Reports on Task No 18 19 and 20 ToArgonne National LaboraTory GIPP Project RCO-10116-MO-03 (ANL) Russian Federation Moscow Russia 2008
[85] Y Onishi J Tingrey B Wells et al ldquoRetrieval and pipelinetransfer assessment of Hanford Tank-241-AN-105 wasterdquo PNNLReport 14144 2003
[86] S V Mattigod M Lindberg J Westsik Jr K Parker and CChung ldquoWaste acceptance testing of secondary waste formscast Stone Ceramicrete and DuraLithrdquo PNNL Report 206322011
[87] K J Cantrell and J Westsik Jr ldquoSecondary waste form downselection data package ceramicreterdquo PNNL Report 20681 2011
[88] G B Josephson J Westsik Jr R Pires J Beckford andM Foote ldquoEngineering-scale demonstration of Duralith andCeramicrete waste formsrdquo PNNL Report 20751 2011
[89] American Nuclear Society ldquoAmerican national standard mea-surement of the leachability in the solidified low-level radioac-tive waste by a short-term procedurerdquo Method ANSIANS 16 11986
[90] U S Environmental Protection Agency (EPA) ldquoTest methodsfor evaluating solid waste Physicalchemical methodsrdquo Docu-ment SW-846 2008
[91] G L Smith M Schweiger D Bates et al ldquoVitrification andproduct testing of C-104 and AZ-102 pretreated sludge mixedwith flow-sheet quantities of secondary wastesrdquo PNNL Report13452
[92] L R Dole and H A Friedman ldquoRadiolytic gas generationfromcement-based hosts forDOE low-level radioactivewastesrdquoORNL Report CONF-860605-14 1986
[93] A S Wagh R Strain S Y Jeong D Reed T Krause and DSingh ldquoStabilization of Rocky Flats Pu-contaminated ashwithinchemically bonded phosphate ceramicsrdquo Journal of NuclearMaterials vol 265 no 3 pp 295ndash307 1999
[94] US Department of Energy ldquoWaste isolation pilot plantrdquohttpwwwwippenergygov
[95] American Society for Testing of Materials (ASTM) ldquoStandardpractice for operating salt-spray (fog) apparatusrdquo B-117
[96] American Society for Testing of Materials (ASTM) ldquoStandardtest method for surface burning characteristics of buildingmaterialsrdquo E-84-17
[97] F Wu J Wei H Guo F Chen H Hong and C Liu ldquoSelf-setting bioactive calcium-magnesium phosphate cement withhigh strength and degradability for bone regenerationrdquo ActaBiomaterialia vol 4 no 6 pp 1873ndash1884 2008
[98] G Mestres and M-P Ginebra ldquoNovel magnesium phosphatecements with high early strength and antibacterial propertiesrdquoActa Biomaterialia vol 7 no 4 pp 1853ndash1861 2011
[99] Wagh S Arun and C Primus ldquoMethod and product forphosphosilicate Slurry for use in dentistry and related bonecementsrdquo US Patent 7 083 672 B2 2006
[100] T Lally ldquoBio-adhesive composition method for adheringobjects to bonerdquo US Patent 6 533 821 2003
[101] K C Y Tay B A Loushine C Oxford et al ldquoIn vitro evaluationof a ceramicrete-based root-end filling materialrdquo Journal ofEndodontics vol 33 no 12 pp 1438ndash1443 2007
[102] A SWagh R Natarajan and R LMcDaniel ldquoNew phosphate-based cement useful for drilling completions in arcticrdquoOil andGas Journal vol 103 no 18 pp 53ndash55 2005
[103] A S Wagh R Natarajan and R L McDaniel ldquoAluminumphosphate cements help with deep high-temperature wellsrdquoOiland Gas Journal vol 104 no 19 pp 39ndash43 2006
[104] A S Wagh R Natarajan R L McDaniel and S PatilldquoCeramicrete blends produce strong low-permeability cementsfor arctic userdquo Oil and Gas Journal vol 103 no 19 pp 48ndash522005
[105] D W Brown L K Powell A S Wagh and S-Y JeongldquoCeramicrete-bonded building materials using forest wasterdquo inProceedings of the 35th International ParticleboardCompositeMaterials Symposium p 182Washington State University April2001
[106] U S EPA Climate Leaders Direct Emissions From CementSector Climate Leaders Greenhouse Gas Inventory Protocol CoreModule Guidance 2003
[107] World Resources Institute About Eutrophication httpwwwwriorgour-workprojecteutrophication-and-hypoxiaabouteutrophication
Submit your manuscripts athttpwwwhindawicom
ScientificaHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CorrosionInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Polymer ScienceInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CeramicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CompositesJournal of
NanoparticlesJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Biomaterials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
NanoscienceJournal of
TextilesHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Journal of
NanotechnologyHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
CrystallographyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CoatingsJournal of
Advances in
Materials Science and EngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Smart Materials Research
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MetallurgyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
BioMed Research International
MaterialsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Nano
materials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal ofNanomaterials

8 ISRN Ceramics
Figure 3 Repair of Pennsylvania Turnpike using CBPC-basedMonopatch (courtesy Bindan Corporation USA)
Figure 4 CBPC coatings spray demonstration with a spray gun(courtesy Argonne National Laboratory)
a small quantity at a time and delivers it continuously from anozzle for the desired application For thin coatings a spraygun ismounted at the end which sprays it on any vertical wallor on horizontal floor Figure 4 shows the demonstration ofproducing thin coating films of 150ndash250 micrometer thick
The batch mixing process is similar to mixing concreteThe continuous mixing and pumping of individual compo-nents and then pouring are done in polymer industries andspraying is used in paint industry for emulsions Rarely pasteformed by a mixture of particulate and water is used in thepaint industry and hence adapting to the pumping methodsfor CBPC paints and coatings is not obvious because CBPCpastes are always aqueous particulate mixtures Since apumping operation is largely dependent on rheology of thepaste a delivery system for CBPC pastes requires more thanroutine knowledge of pumps In particularMgO powders arenot one of the friendliest ones when it comes to pumping inslurry form Once pumped however the mixed paste can besprayed as a thin coating approximately 125120583m thick or sameas that of commercial paint or as thick as commercial grouts
42 Research and Development in Nuclear Shielding Applica-tions and Products Nuclear radiation consists of alpha beta
gamma rays and in addition neutrons Alpha rays consist ofhelium nuclei which are heavy enough to be absorbed easilyby solid materials and hence any solid or liquid material ofsmall thickness on their way can shield them Beta radiationconsists of electrons andpositrons and is again stopped by fewmillimeters thick materials such as aluminumTherefore themajor issue is that of gamma rays and neutrons that are veryhighly energetic radiations and also penetrate materials usedin nuclear reactor vessels (concrete and steel)
The problem is not limited only to active nuclear powerplants Interim storage of nuclear fuel spent fuel rods that arereplaced bynew rods in a power reactor storage of excess highenergy nuclear materials such as highly enriched uranium(HEU) produced during cold war era that remained unused[69] all require shielding materials to store them so that theirradiation is not released in the neighboring environmentEven nuclear waste that resulted fromdevelopment of nucleararsenal during the Second World War and cold war needssecure storage facilities in the United States and FormerSoviet Union countries Needless to say that good shieldingmaterials are needed in the nuclear disaster areas such asChernobyl [45] and Fukushima [46] for containment
Denser materials or products made from heavier nucleiare the best candidates for shielding gamma rays Commonsteel is a cheap gamma ray shielding material because ironis dense Therefore steel is a preferred metal to manufacturereactor vessels
Neutrons on the other hand have exactly opposite char-acteristics They are absorbed by light nuclei and penetratethrough heavier metals Any hydrogen-containing materialsand low atomic weight elements in the periodic table such ascarbon and boron are the best performing candidates Wateris ideal Therefore spent fuel rods once they come out of thereactor are stored for several years in water pools for cooling(note that the first event that occurred in Fukushima was abreach in such a pool where leak occurred and water drainedexposing fuel rods to meltdown [46]) Thus a paradoxicalsituation arises while choosing materials the one good forgamma ray shielding is not suitable for neutrons and viseversa
The best compromise is to use steel for gamma rays andconcrete barrier for neutrons Concrete contains sufficientwater and hence hydrogen It is made of lower atomic weightmaterials such as Ca Si and Al For this reason concretebarriers are commonly used for shielding of neutrons Theproblem with concrete however is that large thickness isneeded for sufficient shielding While it may work in a powerplantwhere thickwalls can be built it is not a suitablematerialif nuclear material needs to be transported or temporarilystored because of its weight and volume
For example once the rods cool down (or their radiationdecreases to sufficiently low level) they still need to betransported in shielding casks and stored permanently inrepositories These casks need to be light which makes thickwalls of concrete unacceptable They need to resist impactheat freeze-thaw conditions and corrosion High impactstrength is difficult to achieve with concrete
CBPCs have been evaluated as shielding materials forneutrons because of their lighter weight and their ability
ISRN Ceramics 9
O 5408C 089B 321
H 271K 893P 707
Figure 5 Composition of CBPC nuclear shield for neutrons [71]
to incorporate higher level of boron Work done in a jointprogram between Argonne National Laboratory of the USDepartment of Energy Russian Federal Nuclear Center inSarov Russia and Eagle Picher Industries in the US [70 71]showed that significant amount of boron carbide can beincorporated in CBPC Joint efforts between these organi-zations came up with an optimal formulation to efficientlyshield neutron radiation A typical composition of CBPCproposed by this work is given in Figure 5
Following this study Eagle Picher Industries finalized acomposition for a material called Borobond They workedwith Oak Ridge National Laboratory (ORNL) and developedRackable Can Storage Boxes (RCSB) for safe storage ofHEU ORNL conducted modeling and experimental studiesof such boxes with fixed natural B
4C and water content
[72] Their study led to a method of quantifying the watercontent of RCSBs by fast neutron time-of-flight transmissionmeasurements (NMIS) and B
4C content with gamma ray
spectrometry for known water content The time-of-flighttransmission measurements used in their investigations canalso be used to assess the uniformity of Borobond in theRCSB Their methods are tools at the RCSB production andat storage site during the operating lifetime of the RCSBs forstorage of HEU
Figure 6 shows how neutron shielding is dependent onwater content and boron carbide concentration in BorobondThe density of the recommended product was 19 gcm3 lessthan that of concrete and yet it has superior mechanicalproperties as shown previously in Table 1 It has all lightelements and boron carbide content is as much as 41 wt
This composition was used by Eagle Picher to produceRSCBs for DOE which has stored HEU at one of itsfacilities Currently Borobond is a product line of CeradyneCorporation a 3M Company
Noting that spent nuclear fuel cannot be stored in waterpools forever and must move into a dry storage facilityArgonne National Laboratory and Federal Russian NuclearCenter scientists continued their studies to evaluate feasibility
Num
ber o
f bor
on ca
ptur
es p
er C
f fu
nctio
n
07060504030201
0
Water content
108
0604
020 Boron content
02
46
8
05
04
03
02
01
0
Figure 6 Calculated number of boron captures as a function of B4C
and content of water (wt) [72]
of using boron-containing CBPC (Ceramicrete in this case)for applications such as storage and transportation casks ofnuclear materials The work was computational A Russiancask Model RT5010 [71] was used for this study The designof the cask is shown schematically in Figure 7
This study reached to several useful conclusions
(1) CBPC with boron carbide is very effective in thermalneutron capture Thermal neutrons make up for themost flux of neutron radiation from the spent fuel thatwould be stored in a dry cask
(2) A boron carbide content of gt5 does not increasethe shielding potential of the CBPC significantly thus5wt is practical
(3) If the temperature of the shielding layer is lt100∘Cthe bound water remains in the shielding layer andhelps in shielding neutrons At higher temperaturesthe bound water is released if it evaporates from thecask the shielding property will be affected adverselyIn practice the shielding layer will be sealed and theevaporated water will remain as vapor and hence thiswill not pose a major issue in designing a cask
(4) Assuming the boundwater remains within the shield-ing material one can expect 50 to 80 shielding ofneutron flux for the cask model shown in Figure 8
(5) Overall for the design shown in Figure 7 boron-containing CBPC offers a better shielding optioncompared to others with boron and fillers
Based on this study further developments are underwaybetween Argonne National Laboratory American Industryand Former Soviet countries for superior shielding applica-tions of CBPC-based nuclear shielding products Figure 11
43 Recent Advances in the CBPC Technology for NuclearWaste Immobilization Nuclear waste has its origins in devel-opment and production of nuclear weapons in the UnitedStates Former Soviet Union and to some extent inUKThese
10 ISRN Ceramics
Spent fuel
Air
gap
Stee
l 1
Stee
l 2
Neutron shieldinglayer (Ceramicrete)
Radius
R = 1325 cm
R = 84 cm R = 90 cm R = 120 cm R = 1325 cm
Figure 7 Cross-section of Russian dry storage cask Model no RT 5010 used in the study of CBPC for neutron shielding in the Argonne-Russian Federal Nuclear Center study [71]
(1) Spent fuel
TRU 07Other 31Hardware 54Fission products 24U 664
(3) TRU
Pu 846Am 105Np 48Cm 01
(2) Other products
TRUFission
(4) Fission products
Metals isotopes 481XaKr 167Others 25I 07Tc 23CsSr 72
Zircaloy 251
0 1 2 3
Figure 8 Typical mass composition of spent nuclear fuel [73]
countries have accumulated huge amount of nuclear wastein all forms solids sludge and liquid [45] The waste canbe highly radioactive or may have very low activity Due tothe race between the western and eastern bloc countries toproduce nuclear weapons there was little regard for safe andlong-term storage of such waste but because of the currentawareness of the consequences of various radioactive wastestreams on the environment habitat and human health inboth regions efforts are being made to find ways to recycle orimmobilize these waste streams for safe storage and to protectthe environment
The mankind has faced another acute problem of nuclearcontamination of the environment resulting from the twomajor nuclear accidents (Chernobyl and Fukushima) inrecent years The clean-up efforts also have generated sig-nificant amount of waste that needs isolation [45 46]As a result there is urgency in finding suitable materialsto immobilize range of waste streams generated by suchcatastrophes
Ceramicrete was developed to address these needs andmuch has been published in the earlier literature on this topicInterested readers may findmore details in the book byWagh[8] and other articles [74 75] In the last decade howeverfurther advances have been made in this area
431 The Nuclear Legacy Waste Streams Themajor contam-inants encountered during treating these waste streams arelisted below
(a) Hazardous inorganic contaminants both high andlow-level waste streamsmay contain these chemicallyhazardous contaminants As listed in Section 317 PbCd Cr Hg and As are the elements of main concernin radioactive waste also When both radioactive andhazardous contaminants exist in thewaste suchwasteis called mixed waste Chemical immobilization ofthese elements that is converting them to insolublecompounds is the best strategy to arrest leaching ofthese elements [76 77] which is used extensively inthe CBPC technology because phosphate treatmentemployed in theCBPC technology results in insolublephosphate salts of these elements
(b) Actinides actinides especially Th U Pu and Amare prevalent in the waste but also in spent fuelrods because they are the source materials for nuclearenergy They are mainly alpha and gamma emittingmaterials and if active they will also emit neutronsThey all have high atomic weight their solubility isalmost negligible and hence they are not dispersible
ISRN Ceramics 11
in ground water The only source of contamination ofthese materials is their dispersibility as solid fine par-ticles which can be arrested by microencapsulatingthem in the CBPC matrix
(c) Fission product isotopes (Cs-137 and 138 Sr-90 Tc-99 and I-131) these isotopes of cesium strontiumtechnetium and iodine are formed during a nuclearreactionTheir relevant properties are listed inTable 3
Since most of the work on low-level waste streams wasreported in the earlier literature [74 75] we will only discussthe extensive research done during the last ten years whichwas focused on high-level waste streams Among severaloptions available for immobilization of these radioactivewaste streams [78] the most preferred technology has beenborosilicate glass technology [79 80] Waste and glass fritsare mixed together and vitrified at temperatures rangingfrom 1200∘C to 1500∘C This results in a homogenous glasswaste form that has been shown to be stable for a time scale(million years) at which time the activity of the radioactivecomponents is reduced sufficiently that it will not affect theenvironment It canmicroencapsulate transuranics extremelywell However this process is not suitable for high activitywaste streams because of the volatile components containingthe fission products of cesium strontium technetium andiodine (see eg [81]) As one may notice from Figure 8 theamount of the fission product stream is small just a fractionof a percent of the total waste And yet because of theirhigh activity and their ability to become airborne duringthe vitrification process they are unsuitable for vitrificationprocess and hence are separated into high activity wastestreams As we shall see below the CBPC process has beenthe most successful in mineralizing the fission products intostable phosphate compounds and hence immobilizing them
The high activity tank waste streams have resulted fromproduction of weapons grade nuclear fuels in the UnitedStates and Former Soviet Union countries Most are storedin underground storage tanks in the US at Hanford tankfarms in the State of Washington Savannah River in SouthCarolina and some in Idaho The waste streams vary intheir characteristics and composition but are either liquidsor sludge Reference [82] and references therein provide anoverview of the tank waste streams within the US DOEcomplex and their characteristics
While the bench scale testing was done in several earlierprojects full testing and large-scale immobilization exper-iments were conducted and success of the technology wasdemonstrated in collaborative projects between ArgonneNational Laboratory and Russian scientists on the two mostdifficult high activity tank waste streams [83 84] This workmaymake a major impact in the near future on immobilizingsuch waste streams with CBPC formulations
The high activity in these waste streams arises from thefission products prominently containing isotopes listed inTable 3 Also the waste streams can be acidic or alkalinedepending on whether attempts were made to neutralizethem with NaOH Often neutralization results in alternativeproblem of immobilizing waste streams rich in leachablesodiumTable 5Thus the problemof immobilizing tankwaste
streams boils down to the following three (a) immobilizingfission products and trace levels of actinides (b) getting ridof excess water without volatilizing any of the contaminantsand (c) immobilizing sodium to a level that it does not leachout sufficiently to affect the structure of the waste form
Several studies have been conducted in demonstratingimmobilization of these waste streams using CBPCs [85ndash88]Notable and detailed analysis among these was done in acollaborative project between Argonne Vernadsky Instituteof Radiochemistry in Moscow and Production Researchat Mayak a nuclear waste facility in Russian Federationwhich also has stored similar waste Figure 10 Reference[64] provides the major results of the entire project Thisproject demonstrated immobilization of typical two highactivity liquid waste streams from Hanford and two fromMayakThis team effort was highly successful in showing thesimplicity and effectiveness of CBPC in immobilizing thesewaste streams at small scale to 55 gal drum size Initial studywas with simulated waste streams and success of this studyled the scientists to tackle actual waste streams Reference[88] contains details of the methodology nature of the wastestreams additives in the CBPC formulations to immobilizedifficult contaminants properties of the waste forms andtheir performance
This collaborative work directed by Argonne NationalLaboratory on behalf of the US Department of Energy makesall other similar work outdated because this work usedthe methods developed in previous work tested and thenwent beyond to produce waste forms at production levelThe team concluded that CBPC technology can be used inpractice without any concern about pyrophoricity volatilitygas generation or leaching of contaminants For this reasonwe will not delve on any other previous work but summarizeresults of this project
Table 4 lists the composition of each of the waste streamDetails of adding these stabilizers are described in the
paper [88]It is the opinion of this author that Cs and Sr do not need
stabilizers because using the solubility analysis presentedin [8] it is possible to show that Sr is a sparsely solublemetal and it will form SrKPO
4 Cs being an alkali metal
will be converted to insoluble MgCsPO4 This mineralization
of Sr and Cs has been verified in the authorrsquos unpublishedwork Both SrKPO
4and MgCsPO
4have negligible aqueous
solubility and as will be seen later perform well in leachingtests
Table 6 lists the waste loading in the final waste formsand their physical properties All results are reproduced from[88]
For waste streams with low-solid content of 16ndash52wtsolids the waste loading has been very significant This isbecause as in Portland cement CBPCs require water andbind significant amount in their crystalline structure
There are both benefits and drawbacks of the approachof binding water and increasing the waste loading Forexample if glass vitrification technology is to be used forimmobilizing these waste streams the water will evaporatebut then the fission products will also evaporate causing
12 ISRN Ceramics
air contamination They can be captured somehow in off-gas system but then need a lower temperature method ofstabilizing them At the same time the vitrified waste formwill have very small volume and will cost a lot less intransportation and long-term storage On the other handthe CBPCwaste form provides a significantly simpler processwith the least concern for volatility of the fission products butincreases the cost of transportation and storage because of itslarge volume
The effectiveness of waste immobilization method isdetermined bymainly three tests AmericanNuclear SocietyrsquosANS 161 test [89] determines the leaching index (negativeof logarithm of the diffusion constant) for each of theradioactive contaminants The test is carried out at roomtemperature by immersing a geometrically regular sample indeionized and distilled water over 90 days Aliquots of theleachate solution are drawn at specified periods and analyzedfor the contaminant concentration These numbers allowone to determine the diffusion constant of the particularcontaminant in the waste form and that in turn allows one torepresent the result as the leaching index Table 7 summarizesthese results in this project
The other leaching test is for the durability of the wasteform itself Product Consistency Test (PCT) [66] determinesthe leaching rate of the major components of the wasteformThe test was designed for vitrified glass and hence thecomponents are Si Ca Al and B For CBPC however theywill have to be Mg K and P
In PCT a sample in cylindrical shape of more thantwenty times the area compared to its volume is selectedand immersed in distilled and deionized water The leachingexperiment is conducted for 7 days at a constant temperatureof 90∘C At the end of the test a sample of the leachate wateris analyzed for the major elements of the waste form and theleaching rate is determined per unit area of the surface Againthe results are included in Table 7 of this test on all four wasteforms
A third test is designed for hazardous metals defined byResource Conservation and Recovery Act (RCRA) of the USEnvironmental Protection Agency [90]
The literature has been very scanty about the leachingindex for contaminants from vitrifiedwaste form and hence itis very difficult to make a comparison of the results presentedin Table 7 with glass waste form However [85 86] provideleaching index for various fission products on simulated tankwaste streams in different waste forms Generally their bestresults are gt9 for the leaching index for any of the fissionproducts This may be compared with the results given inTable 7 for actual radioactive contaminants Inmost cases theresults are several orders of magnitude higher than that forsimulated waste forms reported earlier (Note that increasein one number in the leaching index is a decrease by afactor of 10 in the diffusion constant because LI = minuslog(diffusion constant)) The only exception is that for iodinein M1 and Se in H1 In the first case the value is by oneorder less than 9 but in the other case it is still higher than9 but not by several orders Thus one may conclude thatthe CBPC technology performs far better than the expectedperformance of immobilized fission products waste forms
Pacific Northwest Laboratory scientists conducted vitrifi-cation experiments for similar liquid waste streams [91] andmeasured the leach rate of themajor constituents of the wasteforms Since boron sodium lithium aluminum and siliconare the constituents of their borosilicate glass they conductedthe PCT and measured the leaching rates for these elementsThey show that the leaching results for the waste form of thestreamAZ-102 (termed asH2 in Table 7) are 00063 gm2sdotdayfor boron 0052 gm2sdotday for sodium 005 gm2sdotday forlithium 000786 gm2sdotday for aluminum and 0033 gm2sdotdayfor silicon all higher than those observed for the majorconstituents of phosphate waste forms (see Table 7) Thisshows that it is not necessary to resort to high temperature-processes to immobilize secondary waste streams and room-temperature processes are capable of providing a rugged andleach resistant matrix for them
Apart from the leach resistance of the waste forms thereare other issues Radiolytic hydrogen [92] may be generateddue to splitting of water and other hydrogen-containingmolecules by intense radiation Wagh et al have conductedseveral studies on actinides in CBPC When actual uraniumand plutonium containing ash waste were immobilized theradiolytic gas yield was 013mol H2100 ev which is lowerthan that in cement waste form Test details and comparativedata may be found in [93] This implies that the bound waterin CBPCwaste form did not play a major role in the gas yield
In summary CBPC technology is applicable to immo-bilization of the most acute high activity waste It has beentested with actual waste and at full scale and is the bestcandidate for deployment in the current state of its art
432 Spent Nuclear Fuel [51] In nuclear power plants thenuclear fuel rods are used for the fission of nuclear materialto produce electricityThey need to be changed every 10 yearsor so These spent fuel rods are becoming a big liability forthe nuclear industry and need long-term storage becausethey are still highly radioactive when they come out of thereactor vessels They irradiate neutrons and hence need to bestored for quite some time inwater pools so that the irradiatedneutrons are absorbed by water till they cool down and theneutron intensity depletes sufficiently so that they can thenbe stored in alternative dry storage casks and transported topermanent storage repositories
The general composition of spent fuel is given in Figure 8and the complete nuclear fuel cycle from power generation towaste form fabrication is presented in Figure 9
As onemay notice from Figure 9 once the uranium ore ismilled and enriched fuel rods are fabricated which then areloaded into the reactor where their high activity is used forpower generation After they become less efficient due to thedecay process they can be either used for reprocessing ormaybe simply sent for storage Both options are used dependingon the availability of sufficient fuel in every nuclear countryThe spent fuel is stored in water pools with a hope ofimmobilization and ultimate storage in a repository as a glasswaste form
Unfortunately in most countries the fuel rods haveremained in water pools because the logistics of building
ISRN Ceramics 13
Nuclear fuel cycles and unresolved issue
Uranium ore NORM waste
Fuel fabrication
Power generation
Spent fuel
Contaminated ware equipmentEncapsulation disposal
Con
tam
inat
ed w
are
equi
pmen
tEn
caps
ulat
ion
disp
osal
Vitr
ifica
tion
stor
age
or d
ispos
al
Milling enrichmentVolatiles
Nuclear power
Reprocessing
Figure 9 Nuclear fuel cycle and waste form production and theunresolved issue of volatiles
Figure 10 Cross-section of a 55 gal drum scale surrogate salt wasteform produced by P R Mayak in Russia with funding fromUSDOEand in collaboration with Argonne National Laboratory (2007)(source Argonne file photo)
permanent repositories has not been resolved due to eco-logical issues and resistance from stakeholders and localauthorities Even if the repository issues are resolved thespent fuel needs to be immobilized in a nonleachable anddurable medium
In the entire cycle other high volume but low activitywaste streams are generated too These are either encap-sulated in a cementitious waste form or simply stored innonleachable drums in an underground repository such asWaste Isolation Pilot Plant (WIPP) in the United States [94]
The previous section on high activity liquid wastestreams the waste forms exhibit very high leaching resis-tance comparable to that of glass waste forms Since thevitrification technology is still not a full-fledged route toimmobilization of spent fuel the issue of volatile byproductwaste streamhas not come to the forefront of the final schemefor handling the spent fuel When the issue will come tothe forefront CBPC may turn out to be the most usefultechnology supplementing the glass waste form technology
Figure 11 Demonstration samples of CBPC-based Borobond neu-tron shielding products Source Ceradyne Boron products website
Figure 12 Demonstration of sewage pipe coating with Grancrete(Grancrete Inc Taipei Taiwan) (httpwwwdynamocomtw)
5 CBPC Products in the Market
The CBPC technology was initially developed for nuclearwaste immobilization Its first application was as a nuclearshielding material Eagle Picher Technologies LLC perfectedthe technology by introducing boron in Ceramicrete whichwas used and is probably still being used inUSDepartment ofEnergy complex for waste immobilization and nuclear shield-ing However its commercial product named Borobond forshielding of neutrons was developed by Boron Departmentof Eagle Picher but now is owned by Ceradyne Corporationand hence 3M Company and is an established commercialproduct
In structural materials area the CBPC technology is wellsuited to fulfill needs for products that do not exhibit draw-backs of cement and polymer products CBPC materials areinorganic and hence nonflammable They exhibit negligibleporosity and extremely low water permeability Table 2 Theybond to all earth materials such as limestone sand stoneand even conventional cement concrete They also bond to
14 ISRN Ceramics
Figure 13 Insulated and solar reflective CBPC roof tile of inChennai India (httpwwwthermalcarein)
themselves In the next section we will see that comparedto other equivalent products they are very environmentallyfriendly
As was discussed briefly in Section 41 the structuralproducts applications lie in two categories
(a) cements grouts and concrete(b) coatings
In both areas several small businesses have madegood strides in entering markets For example inthe United States Bindan Corporation of Oak BrookIllinois (httpwwwbindancorpcom) and Grancrete Inc(httpwwwgrancretenet) of North Carolina have beenin business for at least last 10 years producing road repairmaterials concrete repair products floor-surfacing productsand so forth Grancrete has shown its presence in Taiwanand Japan for the same applications Figure 12
Realizing that CBPCs are more expensive comparedto Portland cement CBPC concretes are not cost effec-tive Therefore only value-added products are commerciallyviable Because of this reason recent trend has been toexploit unique properties of CBPCs and design products withperformance superior to current products in the market
One example is roof tiles named Thermal Care Tilesin Chennai India (httpwwwthermalcarein) With CBPCformulations and additives these tiles can reduce impactof hot sun in houses to the extent of 8ndash10∘C by providinghigh reflectivity to solar radiation and also providing highthermal insulation properties Figure 13 CBPC-based coatingproducts are probably the most unique ones among theseEon Coat Inc (httpwwwEonCoatcom) has introducedcorrosion and fire protection coatings that exhibit outstand-ing properties Their coatings do not show corrosion of thesubstrate or osmotic blistering [94] even when samples areexposed for 1000 hours in salt-spray chamber [95] In thesame way the Flame Spread test [96] shows no flame spreadat all and surpasses all organic coatings in performanceLearning the excellent performance ofCBPC-based productsnew companies are investing to develop range of products inthe structural materials area
There have beenmethodical attempts to develop bioactivedental and prosthetic cements using phosphates in the past[97] and also to exploit antibacterial properties of these
materials [98] Since CBPC materials are phosphate basedthey are uniquely positioned to match with compositionof bones and teeth in which hydroxyl apatite a calciumphosphate hydrate is the main component Using modernCBPC for this application was conceived by Wagh et al [99]and subsequent research led to root canal materials ownedby Dentsply company Following this Bindan Corporationdeveloped its own intellectual property [100] that led toa product called OsteoCrete marketed by Bone SolutionsInc (httpwwwbonesolutionsnet) for multiple orthopedicsolutions including bone void filler Tay et al [101] haveprovided the most recent advances in this area
There have been many other areas in which preliminarywork has been done in application of CBPCs but commercialexploitation has not occurred as yet Notable areas are CBPCsfor oil fields [102ndash104] and fiber reinforced products [68 105]
In summary CBPC technology and its products andCeramicrete in particular have entered various markets indifferent parts of the world The new products have potentialto be transferred from small businesses to larger onesBorobond the first product has been a good example ofthis which was developed by Eagle Picher and then wentto Ceradyne a bigger company and now 3M Companyowns Ceradyne Such acquisitions may provide much widervisibility to unique CBPC products
6 Environmental Effects of CBPC
CBPCs are mineral based materials like Portland cementTherefore the main environmental effect parameters seenin use of these materials are similar to that of PortlandcementThese include greenhouse gas emissions and fugitiveparticulates released in the atmosphere While the latter canbe controlled with good work practices the first one is builtin the chemistry of the process itself and cannot be avoided
There are two major sources of greenhouse gases inthese technologies Carbon dioxide is bound in the rawmaterials such as limestone and dolomite which escapesduring extraction of the appropriate raw material This maybe termed as the direct emission
The second source of greenhouse gas emission is theenergy consumption in producing the final product Thisincludes carbon dioxide generated by the energy use in min-ing of appropriate minerals their transport extraction of thedesired ingredients for the product production operationspackaging and shipping Emissions resulting from thesemay be called process emissions Process emissions may bereduced only by reducing energy consumption and therebyrelease of greenhouse gases
Thedirect emissions in Portland cementmanufacture andCBPCs are different because the two products use differentraw materials However operations from manufacture toshipping are very similar in both cases and hence one canassume that their process emissions are also similar thoughnot the same
US Environmental Protection Agency (EPA) has pro-vided guidelines for calculation of direct emissions [106]Following that we have calculated direct emissions from theCBPC manufacture and compared that to the emissions in
ISRN Ceramics 15
Table 2 Water permeability and mechanical properties of CBPC with wollastonite and other fillers [29]
Composition (wt) Strengths (psi) Fracture toughness (MPasdotm12) Water absorption (wt)Binder Wollastonite Other Compressive Flexural40 60 Nil 8426 1474 066 250 50 Nil 7755 1236 063 230 30 Sand 40 6264 1255 063 3100 Nil Nil 3500 1100 NA 1540 Nil Ash 60 11507 1474 019 178
Typical Portland cement concrete 8000 940 NA 10ndash20
Table 3 Specific activity and boiling point of fission products [6263]
Fission product Half-life (yrs) Specific activity(Cig)
Boiling point(∘C)
Sr-90 28 140 1384Cs-137 30 870 6784Cs-135
3119864 + 6 00012 6784Tc-99 (as NaTcO4) 21119864 + 5 017 100I-131 1802 days gt5000 184
cement sector Taking the example of Ceramicrete as a CBPCthe actual calculations are provided in the appendix Thesecalculations show that direct emissions from Ceramicretemanufacture are 40 less than that in manufacturing ofcement This is mainly because Ceramicrete contains 60 flyash which is an industrial byproduct from the utility industryand direct emission contribution to this component is zero
Assuming the process emissions are the same for thesame tonnage of both products when the direct and processemissions are added Ceramicrete emits only 20 less green-house gases compared to Portland cement Thus there is nosubstantial gain in using CBPCs cement
As we have seen in Section 5 CBPCs are also used asinorganic coatings Here they can be environmentally veryfriendly alternatives to polymer coatings This is becauseCBPC coatings are the first inorganic alternatives to organiccoatings Therefore CBPCs can make a big difference in thecoating world This may be seen in the following analysis
The ecological impact of CBPCs arises from four majorfactors which are described in [67]
(a) greenhouse gas emissions(b) low-level ozone emissions(c) acidification(d) eutrophication
Greenhouse gas emissions are the same as the directemissions discussed above in context of cement industryLow-level ozone emissions result from release of volatileorganic compounds (VOCs) into the environment duringmanufacturing of organic paints and their use Acidificationon the other hand is due to sulfur in the polymers that resultsin formation of oxides of sulfur and eventually sulfuric acidwhich is harmful to the nature
We can use the numbers from the appendix for green-house gas emissions Ozone depletion is nonexistent in thecase of CBPCs because there are no VOCs in CBPC coatingsAcidification is also not an issue because CBPC coatingsdo not contain sulfur compounds They contain phosphatecompounds but phosphate release is negligible as has beenshown in several Product Consistency tests (see eg PCTdata in Table 4) Thus acidification is not an issue
The fourth factor eutrophication [107] is the result ofleaching of nutrients into soil and water streams that produceunwanted algal growth which chokes aquatic life and plantgrowth CBPCs contain significant amount of phosphatesThey are also good fertilizers and their presence in aquaticstreams can be a problem Fortunately Product Consistencyleaching results presented in Table 7 conducted by us haveshown that CBPC products release phosphates extremelyslowly into ground water and hence good CBPC productsshould not affect the environmentThese conclusions are verypreliminary and detailed investigations are needed in thisarea for a given application
In light of these observations we have summarized thebenefits of CBPC coatings over polymeric coatings in Table 8For the sake of calculations we have assumed the coatingcomposition is the basic Ceramicrete binder (MgO andmonopotassium phosphate and 35 water in the coating)
Table 8 shows that CBPC coatings produce only about15 of solvent-based varnish and 80 of solvent-based alkydpaint They produce no ozone damaging VOCs nor anyoxides of sulfur that lead to acidification Their potentialfor eutrophication is negligible because CBPC coatings arelike phosphate minerals and leaching of phosphate in theenvironment is minimal
7 Conclusions
CBPCs in a period of 20 years have made major strides invarious fields fromnuclear waste immobilization safe storageof nuclear materials and structural products and in dentaland prosthetic applications The first ten years were investedin understanding the chemistry of these materials as well aslength and breadth of their possible applications and carvingout focus areas for products development The last ten yearshave seen them entering the market all over the world
CBPCs were invented primarily to immobilize low-levelradioactive waste In last 10 years however research hasdemonstrated that they may as well be used to tackle the
16 ISRN Ceramics
Table 4 Waste streams tested in the Russian project [64]
Nature of the contaminant H1 H2 M1 M2
Waste sourceSupernatant from
HanfordAN-105
Supernatant fromMayak Russia
Sludge fromHanford AZ-102
120572-Bearing wastefromMayak
RussiaSolids content (wt) 52 38 35 16
Major benign ions (gL)Na+-256NO3
minus-167NO2
minus-113OHminus-84
Na+-265NO2
minus-85OHminus-43
Na+-99NO3
minus-38NO2
minus-295OHminus-90
Na+-83NO2
minus-24
Activity of actinides (BqL)239Pu-121198648237Np-121198648
239Pu-351198648237Np-241198646241Am-801198648
Sa-131198645
Fission products
90Sr-211198647137Cs-24119864799Tc-631198648131I-1 1119864775Se-271198646
90Sr-511198648137Cs-12119864799Tc-191198649
90Sr-151198646137Cs-581198641099Tc-631198648129I-231198646
Hazardous metalsCr-29 as CrO4minus
Pb2+-007Cd2+-0003
Cr3+-024Pb2+-001Cd2+-5Ni2+-24
Cr-7 as CrO4minus Ni2+-24
Table 5 Neutralization and stabilization additives
Issue AdditiveNeutralization of alkaline streams Small amount of H3PO4
Tc+7 (in pertechnetate state) lt05 SnCl2 [64]Iminus AV-17 resin in Clminus formCs and Sr K4[Fe(CN)6] sdot 3H2O
Table 6 Physical properties of the waste forms
Loading and properties H1 H2 M1 M2Waste loading 35 44 43 34Density (gcm3) 16-17 17-18 18 18Compressive strength (MPa) 25ndash55 40ndash55 gt20 gt20
most difficult issue of volatile high activity fission productswhere high temperature technologies fail They have enteredthemarket as nuclear shieldingmaterials in an aggressiveway
Because CBPCs can be used as grouts or coatings appli-cations may extend well beyond what we see in the marketThey have zero flame spread and high reflectivity to infraredradiation and may be used very widely in fire protection andinsulation They have shown excellent corrosion protectionof steel Therefore they may turn out to be the first inorganiccorrosion protection coatings Efforts are underway in theindustry to bringCBPCproducts in themarket in these fields
All this has happened with only one composition ofmagnesium oxide and monopotassium phosphate known asCeramicrete Potential to develop products lies well beyondthe current state of the art because a wide range of otherformulations is feasible It is hoped that the fundamentalworkreported during the first 10 years and applications-orientedprogress during the last 10 years will lead to wider curiosity
Table 7 Results of leaching results
Contaminants H-1 H-2 M-1 M-2ANS 161 90-day immersion test for radioactive contaminants [65]
Actinides237Np 128 136239Pu 135 144 Total alpha
= 129241Am 146
Fission products90Sr 109 132 111137Cs 114 115 13099Tc 99 10231I 112 7975Se 96
PCT 7-day immersion test at 90∘C for product constituents(gm2sdotday as normalized leaching rate [66])
Mg41119864minus6 71119864minus7 66119864minus5 16119864 minus 5
K19119864minus2 11119864minus2 24119864minus2 24119864 minus 2
PO4 63119864minus3 18119864minus3 72119864minus3 95119864 minus 3
Na17119864minus2 93119864minus3 24119864minus2 21119864 minus 2
Toxicity characteristic leaching procedure for hazardous elements(ppm) [66]Element Reg limitPb 075 0005 0004 008Cr 06 004 0006 02Cd 011 0001 0008Ni 110 lt01 05 07
in thesematerials and result inmore investment and productsdevelopment
ISRN Ceramics 17
Table 8 Comparison of environmental impact factors of CBPCand typical commercial coatings Data for commercial coatings isreproduced from [67]
CoatingsDirect
emissions(gkg)
Low-levelozone
(g ethanekg)
Acidification(g Soxkg)
Eutrophication(g P2O5kg)
Solvent-based varnishBindingagent 8816 42 74 09
Solvent 11457 21 68 07Total 20273 63 142 16
Solvent-based alkyd paintBindingagent 2834 08 32 03
Filler 253 001 03 83Solvent 639 03 10 01Total 3726 111 45 87CBPCcoatings 300 00 00 Very low but to
be quantified
Appendix
Calculations of Direct Emissions fromCBPC Production
One ton of Portland cement produces one ton of CO2
It consists of two parts direct emissions resulting fromdecomposition of limestone into CaO and CO
2and the rest
from process parameters such as fuel consumption transportof raw materials grinding and sieving operations and trans-port and shipping Direct emissions can be calculated fromchemistry and thermodynamics while the process emissionsare site specific and must be monitored and determined ateach plant [67] This is also true for CBPC cement productsalso However due to process similarities it is quite likely thatthe process emissions in both cases will be similar For thisreason we will calculate the direct emissions and comparethe environmental benefits of CBPCs
1 Calculation of Direct Emissions in Portland Cement Produc-tion Direct emissions in Portland cement manufacture arisefrom clinkering limestone (calcium carbonate) at 1500∘C toproduce calcium oxide by the decomposition
CaCO3= CaO + CO
2 (A1)
Molar weights of CaO and CO2are 56 and 44 gmole
Portland cement contains approximately 64wt CaOwith the rest being silica and alumina Therefore directemission of CO
2to produce one ton of cement is
molar weight of CO2molar weight of CaCO
3times
064 = (4456) times 064 = 05
This means direct emission is 05 kgkg of cement and05 kgkg of CO
2because of other production and distribu-
tion processes
2 Calculation of Direct Emission in Ceramicrete ProductionComposition of Ceramicrete is 10 wt MgO + 30wtMKP + 60wt fly ash MgO is produced from dolomiterock which is MgCa(CO3)2 or MgCO3 + CaCO3 It is againcalcined at 1500∘C and MgO and CaO are separated
Assuming equimolar proportion of MgCO3and CaCO
3
in dolomite rock the proportion of MgCO3and CaCO
3is
457 wt to 543 wt This gives us
MgO content = MgOMgCO3times 457
= 0403 times 457 = 1828(A2)
This means kg of dolomite rock will produce 1828 g of MgOTotal amount of CO
2released during calcination of
dolomite comes from decomposition of CaCO3andMgCO
3
The decomposition equations for the two components are
CaCO3= CaO + CO
2
MgCO3= MgO + CO
2
(A3)
Using molar weights of the components we find that CO2
content in dolomite rock is 478 wt Thus
CO2produced per ton of MgO = 478
1828
= 259 tons(A4)
Ceramicrete contains 10wt MgO Therefore Ceramicreteproduces 259 g of CO
2per kg of Ceramicrete because of use
of MgO in itSimilarly monopotassium phosphate also produces CO
2
MKP is produced frompotassiumcarbonate by reacting itwith phosphoric acid during which CO
2is released as given
in the equation below
K2CO3+H3PO4= 2KH
2PO4+ CO2+H2O (A5)
Molar weights of K2CO3 H3PO4 and KH
2PO4are 124 98
and 272 gmole respectively So to produce 272 kg of MKPwe produce 44 kg of CO
2
Thismeans to produce one kg ofMKP we produce 44272= 016 kg of CO
2
Thus contribution of CO2due to MKP = 03 times 016 =
0048 kgkg of Ceramicrete Therefore total direct emissionwhich is the sum of emissions due to MgO and MKPproduction is
0259 + 0048 = 03 kgkg of Ceramicrete (A6)
This is 60 of direct emission in cement production
3 Total Emission Reduction Since both processes use verysimilar processing technology we assume the process emis-sions to be similar equal to 05 ton of CO2kg
total emission in Ceramicrete = 03 + 05 = 08 ton ofCO2kg of Ceramicrete
18 ISRN Ceramics
total emission in cement = 05 + 05 = 1 kgkg ofcement
The paper is intended to disseminate scientific progress inthe subject explained to a wider scientific audience with thehope that it will lead to further research and development inthis field for the benefit of a wider international community
Conflict of Interests
Theauthor declares that he has no financial interest in writingthis paper
References
[1] J Aspdin ldquoAn improvement in themodes of producing artificialstonerdquo British Patent 5022 1924
[2] S Sorel ldquoOn the new magnesium cementrdquo Comptes RendusHebdomadire des Seances de lrsquoAcademie des Sciences vol 65 pp102ndash104 1867
[3] A D Wilson ldquoThe chemistry of dental cementsrdquo ChemicalSociety Reviews vol 7 no 2 pp 265ndash296 1978
[4] A Wilson and J Nicholson Acid-Base Cements CambridgeUniversity Press 1993
[5] C Shi P Krivenko and D Roy Alkali Activated Cements andConcretes Taylor and Francis New York NY USA 2006
[6] J Davidovits Geopolymers Chemistry and Applications seriesin civil and structural engineering Woodhead Publishing2009
[7] J L Provis and J S J van Deventer Geopolymer StructuresProcessing Properties and Industrial Applications WoodheadPublishing 2009
[8] A S Wagh Chemically Bonded Phosphate Ceramics Elsevier2004
[9] A E R Westman Phosphate Ceramics Topics in PhosphateChemistry vol 9 John Wiley and Sons New York NY USA1977
[10] T Kanazawa Inorganic Phosphate Materials chapter 1 Elsevier1989
[11] W H Rollins ldquoA contribution to the knowledge of cementsrdquoDental Cosmos vol 21 pp 574ndash576 1979
[12] E S Gaylord ldquoOxyphosphates of zincrdquo Archives of Dentistryvol 33 pp 364ndash380 1989
[13] H Fleck ldquoChemistry of oxyphosphatesrdquoDental Items of Interestvol 24 article 906 1902
[14] W Souder and G Paffenberger Physical Properties of DentalMaterials (US National Bureau of Standards Circular NoC433) 1942
[15] W S Crowell ldquoPhysical chemistry of dental cementsrdquo Journalof the American Dental Association vol 14 pp 1030ndash1048 1927
[16] E W Skinner Science of Dental Materials W B SaundersPhiladelphia Pa USA 3rd edition 1947
[17] B W Darwell ldquoAspects of chemistry of zinc phosphatecementsrdquo Journal of the American Dental Association vol 14pp 1030ndash1048 1929
[18] A D Wilson ldquoZinc oxide dental cementsrdquo in Scientific Aspectsof Dental Materials J A von Fraunhofer Ed pp 159ndash190Butterworths London UK 1975
[19] P J Wisth ldquoThe ability of zinc phosphate and hydro phosphatecements to seal band spacesrdquo Angle Orthodontist vol 42 no 4pp 395ndash398 1972
[20] A S Wagh and S Y Jeong ldquoChemically bonded phosphateceramics I a dissolution model of formationrdquo Journal of theAmerican Ceramic Society vol 86 no 11 pp 1838ndash1844 2003
[21] A S Wagh S Grover and S Y Jeong ldquoChemically bondedphosphate ceramics II warm-temperature process for aluminaceramicsrdquo Journal of the American Ceramic Society vol 86 no11 pp 1845ndash1849 2003
[22] A S Wagh and S Y Jeong ldquoChemically bonded phosphateceramics III reduction mechanism and its application to ironphosphate ceramicsrdquo Journal of the American Ceramic Societyvol 86 no 11 pp 1850ndash1855 2003
[23] A S Wagh and C Primus ldquoMethod and product for phospho-silicate slurry for use in dentistry and related bone cementsrdquo USPatent 7 083 672 2006
[24] C S Rostaing di Rostagni ldquoVerfahrung zur Darstellung vonKitten fur sahnarztliche und ahnliche Awecke bestehend vonGemischen von Pyrophophaten des Calciums oder Bariumsmit den Pyrophosphaten des Zinks oderMagnesiumsrdquo GermanPatent 6015 1878
[25] S B Palmer ldquoZinc phosphatesrdquoDental Cosmos vol 33 pp 364ndash380 1891
[26] A SWagh S Y Jeong and D Singh ldquoHigh strength phosphatecement using industrial byproducts ashesrdquo in Proceedings ofthe 1st International Conference on High Strength Concrete AAzizinmini D Darwin and C French Eds pp 542ndash553 TheAmerican Society of Civil Engineers 1997
[27] W Postl FWalter K Ettinger andH-P Bojar ldquoErsterNachweisdes Kalium-Analogons MgK(PO
4)6H2O von Struvit und der
kristallinen Phase Mg2KH(PO
4)215H2O aus dem ehemali-
gen Bleibergbau Rossblei Eschachalm Schladminger TauernSteiermark Osterreichrdquo Joannea Mineralogie vol 1 pp 45ndash522000
[28] S Graeser W Postl H-P Bojar et al ldquoStruvite-(K) KMgPO4
6H2O the potassium equivalent of struvite a new mineralrdquo
European Journal of Mineralogy vol 20 no 4 pp 629ndash6332008
[29] A S Wagh S Jeong D Lohan and A Elizabeth ldquoChemicallybonded phospho-silicate ceramicsrdquo US Patent 6 518 212 2003
[30] M Pourbaix Atlas of Electrochemical Equilibria in AqueousSolutions National Association of Corrosion Engineers Hous-ton Tex USA 1974
[31] E Soudee and J Pera ldquoMechanism of setting reaction inmagnesia-phosphate cementsrdquo Cement and Concrete Researchvol 32 no 1 pp 153ndash157 2002
[32] E Soudee and J Pera ldquoInfluence of magnesia surface onthe setting time of magnesia-phosphate cementrdquo Cement andConcrete Research vol 32 no 1 pp 153ndash157 2002
[33] M A Carvalho and A M Segadaes ldquoThe hydration of mag-nesium phosphate cements effect of powder characteristics onthe reaction kineticsrdquoMaterials Science Forum vol 591ndash593 pp833ndash838 2008
[34] E M Gartner and D E MacPhee ldquoA physico-chemical basisfor novel cementitious bindersrdquo Cement and Concrete Researchvol 41 no 7 pp 736ndash749 2011
[35] Z Ding B Dong F Xing N Han and Z Li ldquoCementingmechanism of potassium phosphate-based magnesium phos-phate cementrdquo Ceramics International vol 38 pp 6281ndash62882012
[36] F Xing Z Ding and Z-J Li ldquoStudy of potassium-basedmagnesium phosphate cementrdquo Advances in Cement Researchvol 23 no 2 pp 81ndash87 2011
ISRN Ceramics 19
[37] A S Wagh and S Jeong ldquoChemically bonded phosphateceramics of trivalent oxides of iron andmanganeserdquo US Patent6 498 119 2002
[38] L C Chow ldquoCalcium phosphate cements chemistry proper-ties and applicationsrdquo in Proceedings of the Materials ResearchSociety Symposium vol 599 pp 27ndash37 2000
[39] C Klein andC S Hurlbut JrManual ofMineralogy JohnWileyand Sons New York NY USA 20th edition 1985
[40] T Sugama and L E Kukacka ldquoMagnesium monophosphatecements derived from diammonium phosphate solutionsrdquoCement and Concrete Research vol 13 no 3 pp 407ndash416 1983
[41] T Sugama and L E Kukacka ldquoCharacteristics of magnesiumpolyphosphate cements derived from ammonium polyphos-phate solutionsrdquo Cement and Concrete Research vol 13 no 4pp 499ndash506 1983
[42] T Finch and J H Sharp ldquoChemical reactions betweenmagnesiaand aluminium orthophosphate to form magnesia-phosphatecementsrdquo Journal of Materials Science vol 24 no 12 pp 4379ndash4386 1989
[43] S Y Jeong and A Wagh ldquoFormation of chemically bondedceramics with magnesium dihydrogen phosphate binderrdquo USPatent 6 776 837 2004
[44] D Singh A Wagh and M Tlustochowicz ldquoZirconium phos-phate waste forms for low-temperature stabilization of cesium137-containing waste streamsrdquo in Environmental Issues andWaste Management Technologies in the Ceramic and NuclearIndustries II Ceramic Transactions Volume 72 V Jain and D KPeeler Eds pp 167ndash178 1996
[45] IAEA ldquoEstimation of global inventories of radioactive wasteand other radioactive materialsrdquo Report IAEA-TECDOC-15912007
[46] World Nuclear Association httpworld-nuclearorginfoSafety-and-SecuritySafety-of-PlantsFukushima-Accident-2011UdM uv0RjM
[47] IAEA ldquoFukushima Daiichi status reportrdquo 2012[48] Nuclear Decommissioning Authority (UK) Radioactive wastes
in the UK Summary of the 2010 inventory URN 10D196NDASTSTY (11) 005 2011
[49] J H Saling Y S Tang and A W Fentiman Radioactive WasteManagement CRC Press 2nd edition 2001
[50] US DOE ldquoStrategy and management and disposal of usednuclear fuel and high-level radioactive wasterdquo 2013
[51] US EPA ldquoSpent nuclear fuel and high level radioactive wasterdquohttpwwwepagovradiationdocsradwaste402-k-94-001-snf hlwhtml
[52] ldquoNuclear fission productsrdquo httpenwikipediaorgwikiNu-clear fission product
[53] C C Lin Radiochemistry in Nuclear Power Reactors TheNational Academy Press 1996
[54] US Environmental Protection Agency ldquoTreatment standardsfor hazardous debrisrdquo 40 CFR Part 268 45 1994
[55] W H Rollins ldquoA contribution to the knowledge of cementsrdquoDental Cosmos vol 21 pp 574ndash576 1879
[56] Q Yang and X Wu ldquoFactors influencing properties of phos-phate cement-based binder for rapid repair of concreterdquoCementand Concrete Research vol 29 no 3 pp 389ndash396 1999
[57] D A Hall R Stevens and B El-Jazairi ldquoThe effect of retarderson the microstructure and mechanical properties of magnesia-phosphate cement mortarrdquo Cement and Concrete Research vol31 no 3 pp 455ndash465 2001
[58] S Y Jeong and A Wagh ldquoFormation of chemically bondedceramics with magnesium dihydrogen phosphate binderrdquo USPatent 6 776 837 2004
[59] ldquoBASF productrdquo httpwwwbuildingsystemsbasfcomp02USWeb-Internetbuildingsystemsen GBcontentmicrosit
[60] D A Hall R Stevens and B El Jazairi ldquoEffect of water contenton the structure and mechanical properties of magnesia-phosphate cement mortarrdquo Journal of the American CeramicSociety vol 81 no 6 pp 1550ndash1556 1998
[61] A S Wagh D Singh and S Jeong ldquoChemically bondedphosphate ceramics for stabilization and solidification of mixedwasterdquo in Hazardous and Waste Treatment Technologies Hand-book C H Ho Ed chapter 6 3 1 pp 1ndash18 CRC Press 2001
[62] W L Ebert S F Wolf and J K Bates ldquoRelease of technetiumfrom defense waste processing facility glassesrdquo in Proceedings ofthe MRS Fall Symposium pp 221ndash227 November 1995
[63] WM Haynes Compiled from CRCHandbook of Chemistry andPhysics CRC Press Boca Raton Fla USA 93rd edition 2012
[64] S E Vinokurov Y M Kulyako O M Slyuntchev S IRovny and B FMyasoedov ldquoLow-temperature immobilizationof actinides and other components of high-level waste inmagnesium potassium phosphate matricesrdquo Journal of NuclearMaterials vol 385 no 1 pp 189ndash192 2009
[65] D Singh V RMandalika S J Parulekar andA SWagh ldquoMag-nesium potassium phosphate ceramic for 99Tc immobilizationrdquoJournal of Nuclear Materials vol 348 no 3 pp 272ndash282 2006
[66] American Society for Testing of Materials ldquoStandard testmethod for static leaching of monolithic waste forms fordisposal of radioactive wasterdquo ASTM C 1220-98 1998
[67] Swedish Environmental Research Institute (IVL) ldquoLifecycleassessment of paint Summary of IVLrdquo Report B 1338-A
[68] A D Wilson B E Kent D Clinton and R P Miller ldquoThe for-mation and microstructure of dental silicate cementsrdquo Journalof Materials Science vol 7 no 2 pp 220ndash238 1972
[69] A S Wagh S Patel and A Mangalam ldquoPhosphate bondedcomposites and methodsrdquo US Patent 8 425 717 2013
[70] US DOE and Office of Security and Safety Assurance ldquoHighlyenriched uranium inventoryrdquo 2006
[71] M Gorbotenko and Y Yuferev ldquoCeramicrete as a means forradioactive waste containment and nuclear shieldingrdquo Reportsby All-Russian Research Institute of Experimental PhysicsFederation to Argonne National Laboratory Sarov Russian2002
[72] V Arkhangelrsquoskiy and A Postnikov ldquoBorated materials andcomponents for nuclear shielding andwaste containment appli-cationsrdquo Final Report of the GIPP and ISTC Project 2807Argonne National Laboratory 2007
[73] Japan Atomic Industrial Forum Inc httpwwwjaiforjpjawnu si introdocument2009m salvatores advanced nfcpdf
[74] J S Neal S Pozzi J Edwards and JMihalczo ldquoMeasurement ofwater and B4C content of rackable can storage boxes for HEUstorage at the HEUMH at the Y-12 security complexrdquo ReportORNLTM-2002254 2002
[75] A S Wagh ldquoCeramicrete an alternative radioactive wasteformrdquo in Stabilization and Solidification of Hazardous Radioac-tive and Mixed Wastes R D Spence Ed chapter 6 2 pp 118ndash129 CRC Press 2005
[76] A S Wagh D Singh and S Jeong ldquoChemically bondedphosphate ceramicsrdquo inHandbook ofMixedWasteManagementTechnology C Oh Ed pp 631ndash6318 CRC Press Boca RatonMass USA 2001
20 ISRN Ceramics
[77] J R Conner Chemical Fixation and Solidification of HazardousWastes von Nostrand Reinhold New York NY USA 1990
[78] W A Ibrahim H Sibak and M Abadir ldquoPreparation andcharacterization of chemically bonded phosphate ceramics(CBPC) for encapsulation of harmful wasterdquo The AmericanJournal of Science vol 7 pp 543ndash548 2011
[79] W Lutze and R Ewing Radioactive Waste Forms for the Future1988
[80] National Academy of Sciences Glass as a waste form andvitrification Technology Summary of an internationalWorkshopThe National Academy Press Washington DC USA 1997
[81] ldquoSRNL fact sheets Glass waste form and vitrification processdevelopmentrdquo httpsrnldoegovfactsglass waste formspdf
[82] Y Wang Handbook of Radioactive Nuclides CRC Press 1969[83] D M Bearden and A Andrews ldquoRadioactive tank waste from
the past production of nuclear weapons background and issuesfor Congressrdquo CRS Report For Congress Order Code RS219882007
[84] Vernadsky Institute of Geochemistry andAnalytical ChemistryldquoCeramicrete stabilization of radioactive salt-containing liquidand sludge wasterdquo Reports on Task No 18 19 and 20 ToArgonne National LaboraTory GIPP Project RCO-10116-MO-03 (ANL) Russian Federation Moscow Russia 2008
[85] Y Onishi J Tingrey B Wells et al ldquoRetrieval and pipelinetransfer assessment of Hanford Tank-241-AN-105 wasterdquo PNNLReport 14144 2003
[86] S V Mattigod M Lindberg J Westsik Jr K Parker and CChung ldquoWaste acceptance testing of secondary waste formscast Stone Ceramicrete and DuraLithrdquo PNNL Report 206322011
[87] K J Cantrell and J Westsik Jr ldquoSecondary waste form downselection data package ceramicreterdquo PNNL Report 20681 2011
[88] G B Josephson J Westsik Jr R Pires J Beckford andM Foote ldquoEngineering-scale demonstration of Duralith andCeramicrete waste formsrdquo PNNL Report 20751 2011
[89] American Nuclear Society ldquoAmerican national standard mea-surement of the leachability in the solidified low-level radioac-tive waste by a short-term procedurerdquo Method ANSIANS 16 11986
[90] U S Environmental Protection Agency (EPA) ldquoTest methodsfor evaluating solid waste Physicalchemical methodsrdquo Docu-ment SW-846 2008
[91] G L Smith M Schweiger D Bates et al ldquoVitrification andproduct testing of C-104 and AZ-102 pretreated sludge mixedwith flow-sheet quantities of secondary wastesrdquo PNNL Report13452
[92] L R Dole and H A Friedman ldquoRadiolytic gas generationfromcement-based hosts forDOE low-level radioactivewastesrdquoORNL Report CONF-860605-14 1986
[93] A S Wagh R Strain S Y Jeong D Reed T Krause and DSingh ldquoStabilization of Rocky Flats Pu-contaminated ashwithinchemically bonded phosphate ceramicsrdquo Journal of NuclearMaterials vol 265 no 3 pp 295ndash307 1999
[94] US Department of Energy ldquoWaste isolation pilot plantrdquohttpwwwwippenergygov
[95] American Society for Testing of Materials (ASTM) ldquoStandardpractice for operating salt-spray (fog) apparatusrdquo B-117
[96] American Society for Testing of Materials (ASTM) ldquoStandardtest method for surface burning characteristics of buildingmaterialsrdquo E-84-17
[97] F Wu J Wei H Guo F Chen H Hong and C Liu ldquoSelf-setting bioactive calcium-magnesium phosphate cement withhigh strength and degradability for bone regenerationrdquo ActaBiomaterialia vol 4 no 6 pp 1873ndash1884 2008
[98] G Mestres and M-P Ginebra ldquoNovel magnesium phosphatecements with high early strength and antibacterial propertiesrdquoActa Biomaterialia vol 7 no 4 pp 1853ndash1861 2011
[99] Wagh S Arun and C Primus ldquoMethod and product forphosphosilicate Slurry for use in dentistry and related bonecementsrdquo US Patent 7 083 672 B2 2006
[100] T Lally ldquoBio-adhesive composition method for adheringobjects to bonerdquo US Patent 6 533 821 2003
[101] K C Y Tay B A Loushine C Oxford et al ldquoIn vitro evaluationof a ceramicrete-based root-end filling materialrdquo Journal ofEndodontics vol 33 no 12 pp 1438ndash1443 2007
[102] A SWagh R Natarajan and R LMcDaniel ldquoNew phosphate-based cement useful for drilling completions in arcticrdquoOil andGas Journal vol 103 no 18 pp 53ndash55 2005
[103] A S Wagh R Natarajan and R L McDaniel ldquoAluminumphosphate cements help with deep high-temperature wellsrdquoOiland Gas Journal vol 104 no 19 pp 39ndash43 2006
[104] A S Wagh R Natarajan R L McDaniel and S PatilldquoCeramicrete blends produce strong low-permeability cementsfor arctic userdquo Oil and Gas Journal vol 103 no 19 pp 48ndash522005
[105] D W Brown L K Powell A S Wagh and S-Y JeongldquoCeramicrete-bonded building materials using forest wasterdquo inProceedings of the 35th International ParticleboardCompositeMaterials Symposium p 182Washington State University April2001
[106] U S EPA Climate Leaders Direct Emissions From CementSector Climate Leaders Greenhouse Gas Inventory Protocol CoreModule Guidance 2003
[107] World Resources Institute About Eutrophication httpwwwwriorgour-workprojecteutrophication-and-hypoxiaabouteutrophication
Submit your manuscripts athttpwwwhindawicom
ScientificaHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CorrosionInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Polymer ScienceInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CeramicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CompositesJournal of
NanoparticlesJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Biomaterials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
NanoscienceJournal of
TextilesHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Journal of
NanotechnologyHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
CrystallographyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CoatingsJournal of
Advances in
Materials Science and EngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Smart Materials Research
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MetallurgyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
BioMed Research International
MaterialsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Nano
materials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal ofNanomaterials
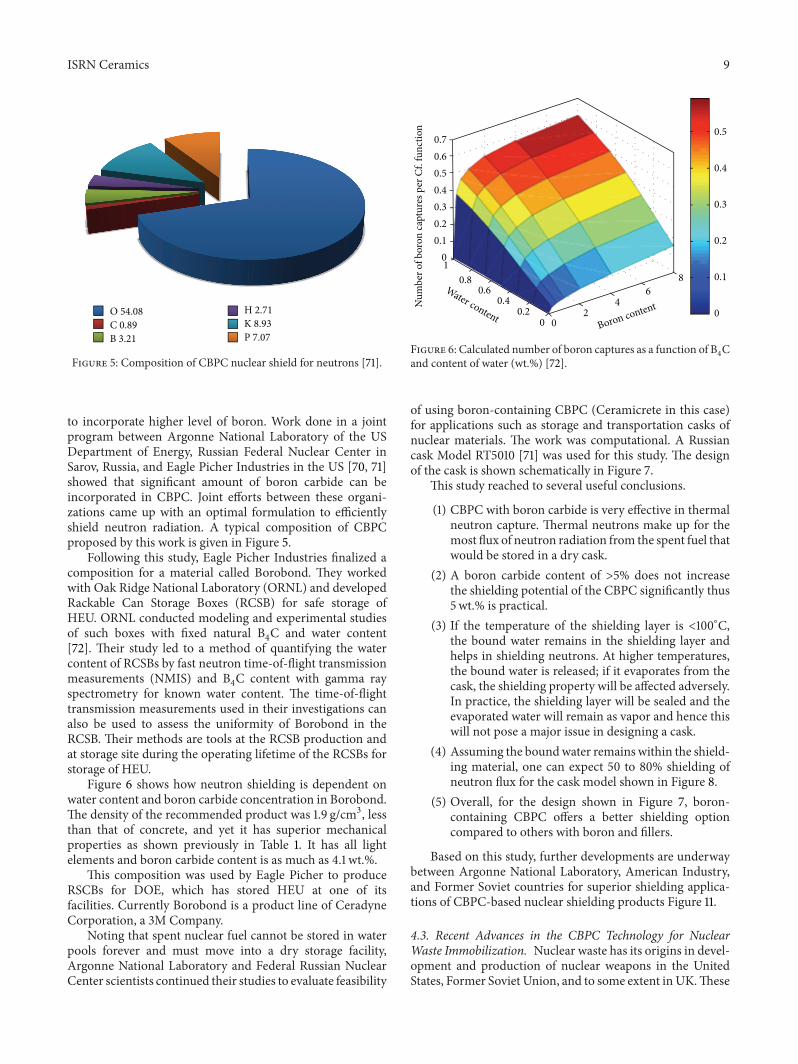
ISRN Ceramics 9
O 5408C 089B 321
H 271K 893P 707
Figure 5 Composition of CBPC nuclear shield for neutrons [71]
to incorporate higher level of boron Work done in a jointprogram between Argonne National Laboratory of the USDepartment of Energy Russian Federal Nuclear Center inSarov Russia and Eagle Picher Industries in the US [70 71]showed that significant amount of boron carbide can beincorporated in CBPC Joint efforts between these organi-zations came up with an optimal formulation to efficientlyshield neutron radiation A typical composition of CBPCproposed by this work is given in Figure 5
Following this study Eagle Picher Industries finalized acomposition for a material called Borobond They workedwith Oak Ridge National Laboratory (ORNL) and developedRackable Can Storage Boxes (RCSB) for safe storage ofHEU ORNL conducted modeling and experimental studiesof such boxes with fixed natural B
4C and water content
[72] Their study led to a method of quantifying the watercontent of RCSBs by fast neutron time-of-flight transmissionmeasurements (NMIS) and B
4C content with gamma ray
spectrometry for known water content The time-of-flighttransmission measurements used in their investigations canalso be used to assess the uniformity of Borobond in theRCSB Their methods are tools at the RCSB production andat storage site during the operating lifetime of the RCSBs forstorage of HEU
Figure 6 shows how neutron shielding is dependent onwater content and boron carbide concentration in BorobondThe density of the recommended product was 19 gcm3 lessthan that of concrete and yet it has superior mechanicalproperties as shown previously in Table 1 It has all lightelements and boron carbide content is as much as 41 wt
This composition was used by Eagle Picher to produceRSCBs for DOE which has stored HEU at one of itsfacilities Currently Borobond is a product line of CeradyneCorporation a 3M Company
Noting that spent nuclear fuel cannot be stored in waterpools forever and must move into a dry storage facilityArgonne National Laboratory and Federal Russian NuclearCenter scientists continued their studies to evaluate feasibility
Num
ber o
f bor
on ca
ptur
es p
er C
f fu
nctio
n
07060504030201
0
Water content
108
0604
020 Boron content
02
46
8
05
04
03
02
01
0
Figure 6 Calculated number of boron captures as a function of B4C
and content of water (wt) [72]
of using boron-containing CBPC (Ceramicrete in this case)for applications such as storage and transportation casks ofnuclear materials The work was computational A Russiancask Model RT5010 [71] was used for this study The designof the cask is shown schematically in Figure 7
This study reached to several useful conclusions
(1) CBPC with boron carbide is very effective in thermalneutron capture Thermal neutrons make up for themost flux of neutron radiation from the spent fuel thatwould be stored in a dry cask
(2) A boron carbide content of gt5 does not increasethe shielding potential of the CBPC significantly thus5wt is practical
(3) If the temperature of the shielding layer is lt100∘Cthe bound water remains in the shielding layer andhelps in shielding neutrons At higher temperaturesthe bound water is released if it evaporates from thecask the shielding property will be affected adverselyIn practice the shielding layer will be sealed and theevaporated water will remain as vapor and hence thiswill not pose a major issue in designing a cask
(4) Assuming the boundwater remains within the shield-ing material one can expect 50 to 80 shielding ofneutron flux for the cask model shown in Figure 8
(5) Overall for the design shown in Figure 7 boron-containing CBPC offers a better shielding optioncompared to others with boron and fillers
Based on this study further developments are underwaybetween Argonne National Laboratory American Industryand Former Soviet countries for superior shielding applica-tions of CBPC-based nuclear shielding products Figure 11
43 Recent Advances in the CBPC Technology for NuclearWaste Immobilization Nuclear waste has its origins in devel-opment and production of nuclear weapons in the UnitedStates Former Soviet Union and to some extent inUKThese
10 ISRN Ceramics
Spent fuel
Air
gap
Stee
l 1
Stee
l 2
Neutron shieldinglayer (Ceramicrete)
Radius
R = 1325 cm
R = 84 cm R = 90 cm R = 120 cm R = 1325 cm
Figure 7 Cross-section of Russian dry storage cask Model no RT 5010 used in the study of CBPC for neutron shielding in the Argonne-Russian Federal Nuclear Center study [71]
(1) Spent fuel
TRU 07Other 31Hardware 54Fission products 24U 664
(3) TRU
Pu 846Am 105Np 48Cm 01
(2) Other products
TRUFission
(4) Fission products
Metals isotopes 481XaKr 167Others 25I 07Tc 23CsSr 72
Zircaloy 251
0 1 2 3
Figure 8 Typical mass composition of spent nuclear fuel [73]
countries have accumulated huge amount of nuclear wastein all forms solids sludge and liquid [45] The waste canbe highly radioactive or may have very low activity Due tothe race between the western and eastern bloc countries toproduce nuclear weapons there was little regard for safe andlong-term storage of such waste but because of the currentawareness of the consequences of various radioactive wastestreams on the environment habitat and human health inboth regions efforts are being made to find ways to recycle orimmobilize these waste streams for safe storage and to protectthe environment
The mankind has faced another acute problem of nuclearcontamination of the environment resulting from the twomajor nuclear accidents (Chernobyl and Fukushima) inrecent years The clean-up efforts also have generated sig-nificant amount of waste that needs isolation [45 46]As a result there is urgency in finding suitable materialsto immobilize range of waste streams generated by suchcatastrophes
Ceramicrete was developed to address these needs andmuch has been published in the earlier literature on this topicInterested readers may findmore details in the book byWagh[8] and other articles [74 75] In the last decade howeverfurther advances have been made in this area
431 The Nuclear Legacy Waste Streams Themajor contam-inants encountered during treating these waste streams arelisted below
(a) Hazardous inorganic contaminants both high andlow-level waste streamsmay contain these chemicallyhazardous contaminants As listed in Section 317 PbCd Cr Hg and As are the elements of main concernin radioactive waste also When both radioactive andhazardous contaminants exist in thewaste suchwasteis called mixed waste Chemical immobilization ofthese elements that is converting them to insolublecompounds is the best strategy to arrest leaching ofthese elements [76 77] which is used extensively inthe CBPC technology because phosphate treatmentemployed in theCBPC technology results in insolublephosphate salts of these elements
(b) Actinides actinides especially Th U Pu and Amare prevalent in the waste but also in spent fuelrods because they are the source materials for nuclearenergy They are mainly alpha and gamma emittingmaterials and if active they will also emit neutronsThey all have high atomic weight their solubility isalmost negligible and hence they are not dispersible
ISRN Ceramics 11
in ground water The only source of contamination ofthese materials is their dispersibility as solid fine par-ticles which can be arrested by microencapsulatingthem in the CBPC matrix
(c) Fission product isotopes (Cs-137 and 138 Sr-90 Tc-99 and I-131) these isotopes of cesium strontiumtechnetium and iodine are formed during a nuclearreactionTheir relevant properties are listed inTable 3
Since most of the work on low-level waste streams wasreported in the earlier literature [74 75] we will only discussthe extensive research done during the last ten years whichwas focused on high-level waste streams Among severaloptions available for immobilization of these radioactivewaste streams [78] the most preferred technology has beenborosilicate glass technology [79 80] Waste and glass fritsare mixed together and vitrified at temperatures rangingfrom 1200∘C to 1500∘C This results in a homogenous glasswaste form that has been shown to be stable for a time scale(million years) at which time the activity of the radioactivecomponents is reduced sufficiently that it will not affect theenvironment It canmicroencapsulate transuranics extremelywell However this process is not suitable for high activitywaste streams because of the volatile components containingthe fission products of cesium strontium technetium andiodine (see eg [81]) As one may notice from Figure 8 theamount of the fission product stream is small just a fractionof a percent of the total waste And yet because of theirhigh activity and their ability to become airborne duringthe vitrification process they are unsuitable for vitrificationprocess and hence are separated into high activity wastestreams As we shall see below the CBPC process has beenthe most successful in mineralizing the fission products intostable phosphate compounds and hence immobilizing them
The high activity tank waste streams have resulted fromproduction of weapons grade nuclear fuels in the UnitedStates and Former Soviet Union countries Most are storedin underground storage tanks in the US at Hanford tankfarms in the State of Washington Savannah River in SouthCarolina and some in Idaho The waste streams vary intheir characteristics and composition but are either liquidsor sludge Reference [82] and references therein provide anoverview of the tank waste streams within the US DOEcomplex and their characteristics
While the bench scale testing was done in several earlierprojects full testing and large-scale immobilization exper-iments were conducted and success of the technology wasdemonstrated in collaborative projects between ArgonneNational Laboratory and Russian scientists on the two mostdifficult high activity tank waste streams [83 84] This workmaymake a major impact in the near future on immobilizingsuch waste streams with CBPC formulations
The high activity in these waste streams arises from thefission products prominently containing isotopes listed inTable 3 Also the waste streams can be acidic or alkalinedepending on whether attempts were made to neutralizethem with NaOH Often neutralization results in alternativeproblem of immobilizing waste streams rich in leachablesodiumTable 5Thus the problemof immobilizing tankwaste
streams boils down to the following three (a) immobilizingfission products and trace levels of actinides (b) getting ridof excess water without volatilizing any of the contaminantsand (c) immobilizing sodium to a level that it does not leachout sufficiently to affect the structure of the waste form
Several studies have been conducted in demonstratingimmobilization of these waste streams using CBPCs [85ndash88]Notable and detailed analysis among these was done in acollaborative project between Argonne Vernadsky Instituteof Radiochemistry in Moscow and Production Researchat Mayak a nuclear waste facility in Russian Federationwhich also has stored similar waste Figure 10 Reference[64] provides the major results of the entire project Thisproject demonstrated immobilization of typical two highactivity liquid waste streams from Hanford and two fromMayakThis team effort was highly successful in showing thesimplicity and effectiveness of CBPC in immobilizing thesewaste streams at small scale to 55 gal drum size Initial studywas with simulated waste streams and success of this studyled the scientists to tackle actual waste streams Reference[88] contains details of the methodology nature of the wastestreams additives in the CBPC formulations to immobilizedifficult contaminants properties of the waste forms andtheir performance
This collaborative work directed by Argonne NationalLaboratory on behalf of the US Department of Energy makesall other similar work outdated because this work usedthe methods developed in previous work tested and thenwent beyond to produce waste forms at production levelThe team concluded that CBPC technology can be used inpractice without any concern about pyrophoricity volatilitygas generation or leaching of contaminants For this reasonwe will not delve on any other previous work but summarizeresults of this project
Table 4 lists the composition of each of the waste streamDetails of adding these stabilizers are described in the
paper [88]It is the opinion of this author that Cs and Sr do not need
stabilizers because using the solubility analysis presentedin [8] it is possible to show that Sr is a sparsely solublemetal and it will form SrKPO
4 Cs being an alkali metal
will be converted to insoluble MgCsPO4 This mineralization
of Sr and Cs has been verified in the authorrsquos unpublishedwork Both SrKPO
4and MgCsPO
4have negligible aqueous
solubility and as will be seen later perform well in leachingtests
Table 6 lists the waste loading in the final waste formsand their physical properties All results are reproduced from[88]
For waste streams with low-solid content of 16ndash52wtsolids the waste loading has been very significant This isbecause as in Portland cement CBPCs require water andbind significant amount in their crystalline structure
There are both benefits and drawbacks of the approachof binding water and increasing the waste loading Forexample if glass vitrification technology is to be used forimmobilizing these waste streams the water will evaporatebut then the fission products will also evaporate causing
12 ISRN Ceramics
air contamination They can be captured somehow in off-gas system but then need a lower temperature method ofstabilizing them At the same time the vitrified waste formwill have very small volume and will cost a lot less intransportation and long-term storage On the other handthe CBPCwaste form provides a significantly simpler processwith the least concern for volatility of the fission products butincreases the cost of transportation and storage because of itslarge volume
The effectiveness of waste immobilization method isdetermined bymainly three tests AmericanNuclear SocietyrsquosANS 161 test [89] determines the leaching index (negativeof logarithm of the diffusion constant) for each of theradioactive contaminants The test is carried out at roomtemperature by immersing a geometrically regular sample indeionized and distilled water over 90 days Aliquots of theleachate solution are drawn at specified periods and analyzedfor the contaminant concentration These numbers allowone to determine the diffusion constant of the particularcontaminant in the waste form and that in turn allows one torepresent the result as the leaching index Table 7 summarizesthese results in this project
The other leaching test is for the durability of the wasteform itself Product Consistency Test (PCT) [66] determinesthe leaching rate of the major components of the wasteformThe test was designed for vitrified glass and hence thecomponents are Si Ca Al and B For CBPC however theywill have to be Mg K and P
In PCT a sample in cylindrical shape of more thantwenty times the area compared to its volume is selectedand immersed in distilled and deionized water The leachingexperiment is conducted for 7 days at a constant temperatureof 90∘C At the end of the test a sample of the leachate wateris analyzed for the major elements of the waste form and theleaching rate is determined per unit area of the surface Againthe results are included in Table 7 of this test on all four wasteforms
A third test is designed for hazardous metals defined byResource Conservation and Recovery Act (RCRA) of the USEnvironmental Protection Agency [90]
The literature has been very scanty about the leachingindex for contaminants from vitrifiedwaste form and hence itis very difficult to make a comparison of the results presentedin Table 7 with glass waste form However [85 86] provideleaching index for various fission products on simulated tankwaste streams in different waste forms Generally their bestresults are gt9 for the leaching index for any of the fissionproducts This may be compared with the results given inTable 7 for actual radioactive contaminants Inmost cases theresults are several orders of magnitude higher than that forsimulated waste forms reported earlier (Note that increasein one number in the leaching index is a decrease by afactor of 10 in the diffusion constant because LI = minuslog(diffusion constant)) The only exception is that for iodinein M1 and Se in H1 In the first case the value is by oneorder less than 9 but in the other case it is still higher than9 but not by several orders Thus one may conclude thatthe CBPC technology performs far better than the expectedperformance of immobilized fission products waste forms
Pacific Northwest Laboratory scientists conducted vitrifi-cation experiments for similar liquid waste streams [91] andmeasured the leach rate of themajor constituents of the wasteforms Since boron sodium lithium aluminum and siliconare the constituents of their borosilicate glass they conductedthe PCT and measured the leaching rates for these elementsThey show that the leaching results for the waste form of thestreamAZ-102 (termed asH2 in Table 7) are 00063 gm2sdotdayfor boron 0052 gm2sdotday for sodium 005 gm2sdotday forlithium 000786 gm2sdotday for aluminum and 0033 gm2sdotdayfor silicon all higher than those observed for the majorconstituents of phosphate waste forms (see Table 7) Thisshows that it is not necessary to resort to high temperature-processes to immobilize secondary waste streams and room-temperature processes are capable of providing a rugged andleach resistant matrix for them
Apart from the leach resistance of the waste forms thereare other issues Radiolytic hydrogen [92] may be generateddue to splitting of water and other hydrogen-containingmolecules by intense radiation Wagh et al have conductedseveral studies on actinides in CBPC When actual uraniumand plutonium containing ash waste were immobilized theradiolytic gas yield was 013mol H2100 ev which is lowerthan that in cement waste form Test details and comparativedata may be found in [93] This implies that the bound waterin CBPCwaste form did not play a major role in the gas yield
In summary CBPC technology is applicable to immo-bilization of the most acute high activity waste It has beentested with actual waste and at full scale and is the bestcandidate for deployment in the current state of its art
432 Spent Nuclear Fuel [51] In nuclear power plants thenuclear fuel rods are used for the fission of nuclear materialto produce electricityThey need to be changed every 10 yearsor so These spent fuel rods are becoming a big liability forthe nuclear industry and need long-term storage becausethey are still highly radioactive when they come out of thereactor vessels They irradiate neutrons and hence need to bestored for quite some time inwater pools so that the irradiatedneutrons are absorbed by water till they cool down and theneutron intensity depletes sufficiently so that they can thenbe stored in alternative dry storage casks and transported topermanent storage repositories
The general composition of spent fuel is given in Figure 8and the complete nuclear fuel cycle from power generation towaste form fabrication is presented in Figure 9
As onemay notice from Figure 9 once the uranium ore ismilled and enriched fuel rods are fabricated which then areloaded into the reactor where their high activity is used forpower generation After they become less efficient due to thedecay process they can be either used for reprocessing ormaybe simply sent for storage Both options are used dependingon the availability of sufficient fuel in every nuclear countryThe spent fuel is stored in water pools with a hope ofimmobilization and ultimate storage in a repository as a glasswaste form
Unfortunately in most countries the fuel rods haveremained in water pools because the logistics of building
ISRN Ceramics 13
Nuclear fuel cycles and unresolved issue
Uranium ore NORM waste
Fuel fabrication
Power generation
Spent fuel
Contaminated ware equipmentEncapsulation disposal
Con
tam
inat
ed w
are
equi
pmen
tEn
caps
ulat
ion
disp
osal
Vitr
ifica
tion
stor
age
or d
ispos
al
Milling enrichmentVolatiles
Nuclear power
Reprocessing
Figure 9 Nuclear fuel cycle and waste form production and theunresolved issue of volatiles
Figure 10 Cross-section of a 55 gal drum scale surrogate salt wasteform produced by P R Mayak in Russia with funding fromUSDOEand in collaboration with Argonne National Laboratory (2007)(source Argonne file photo)
permanent repositories has not been resolved due to eco-logical issues and resistance from stakeholders and localauthorities Even if the repository issues are resolved thespent fuel needs to be immobilized in a nonleachable anddurable medium
In the entire cycle other high volume but low activitywaste streams are generated too These are either encap-sulated in a cementitious waste form or simply stored innonleachable drums in an underground repository such asWaste Isolation Pilot Plant (WIPP) in the United States [94]
The previous section on high activity liquid wastestreams the waste forms exhibit very high leaching resis-tance comparable to that of glass waste forms Since thevitrification technology is still not a full-fledged route toimmobilization of spent fuel the issue of volatile byproductwaste streamhas not come to the forefront of the final schemefor handling the spent fuel When the issue will come tothe forefront CBPC may turn out to be the most usefultechnology supplementing the glass waste form technology
Figure 11 Demonstration samples of CBPC-based Borobond neu-tron shielding products Source Ceradyne Boron products website
Figure 12 Demonstration of sewage pipe coating with Grancrete(Grancrete Inc Taipei Taiwan) (httpwwwdynamocomtw)
5 CBPC Products in the Market
The CBPC technology was initially developed for nuclearwaste immobilization Its first application was as a nuclearshielding material Eagle Picher Technologies LLC perfectedthe technology by introducing boron in Ceramicrete whichwas used and is probably still being used inUSDepartment ofEnergy complex for waste immobilization and nuclear shield-ing However its commercial product named Borobond forshielding of neutrons was developed by Boron Departmentof Eagle Picher but now is owned by Ceradyne Corporationand hence 3M Company and is an established commercialproduct
In structural materials area the CBPC technology is wellsuited to fulfill needs for products that do not exhibit draw-backs of cement and polymer products CBPC materials areinorganic and hence nonflammable They exhibit negligibleporosity and extremely low water permeability Table 2 Theybond to all earth materials such as limestone sand stoneand even conventional cement concrete They also bond to
14 ISRN Ceramics
Figure 13 Insulated and solar reflective CBPC roof tile of inChennai India (httpwwwthermalcarein)
themselves In the next section we will see that comparedto other equivalent products they are very environmentallyfriendly
As was discussed briefly in Section 41 the structuralproducts applications lie in two categories
(a) cements grouts and concrete(b) coatings
In both areas several small businesses have madegood strides in entering markets For example inthe United States Bindan Corporation of Oak BrookIllinois (httpwwwbindancorpcom) and Grancrete Inc(httpwwwgrancretenet) of North Carolina have beenin business for at least last 10 years producing road repairmaterials concrete repair products floor-surfacing productsand so forth Grancrete has shown its presence in Taiwanand Japan for the same applications Figure 12
Realizing that CBPCs are more expensive comparedto Portland cement CBPC concretes are not cost effec-tive Therefore only value-added products are commerciallyviable Because of this reason recent trend has been toexploit unique properties of CBPCs and design products withperformance superior to current products in the market
One example is roof tiles named Thermal Care Tilesin Chennai India (httpwwwthermalcarein) With CBPCformulations and additives these tiles can reduce impactof hot sun in houses to the extent of 8ndash10∘C by providinghigh reflectivity to solar radiation and also providing highthermal insulation properties Figure 13 CBPC-based coatingproducts are probably the most unique ones among theseEon Coat Inc (httpwwwEonCoatcom) has introducedcorrosion and fire protection coatings that exhibit outstand-ing properties Their coatings do not show corrosion of thesubstrate or osmotic blistering [94] even when samples areexposed for 1000 hours in salt-spray chamber [95] In thesame way the Flame Spread test [96] shows no flame spreadat all and surpasses all organic coatings in performanceLearning the excellent performance ofCBPC-based productsnew companies are investing to develop range of products inthe structural materials area
There have beenmethodical attempts to develop bioactivedental and prosthetic cements using phosphates in the past[97] and also to exploit antibacterial properties of these
materials [98] Since CBPC materials are phosphate basedthey are uniquely positioned to match with compositionof bones and teeth in which hydroxyl apatite a calciumphosphate hydrate is the main component Using modernCBPC for this application was conceived by Wagh et al [99]and subsequent research led to root canal materials ownedby Dentsply company Following this Bindan Corporationdeveloped its own intellectual property [100] that led toa product called OsteoCrete marketed by Bone SolutionsInc (httpwwwbonesolutionsnet) for multiple orthopedicsolutions including bone void filler Tay et al [101] haveprovided the most recent advances in this area
There have been many other areas in which preliminarywork has been done in application of CBPCs but commercialexploitation has not occurred as yet Notable areas are CBPCsfor oil fields [102ndash104] and fiber reinforced products [68 105]
In summary CBPC technology and its products andCeramicrete in particular have entered various markets indifferent parts of the world The new products have potentialto be transferred from small businesses to larger onesBorobond the first product has been a good example ofthis which was developed by Eagle Picher and then wentto Ceradyne a bigger company and now 3M Companyowns Ceradyne Such acquisitions may provide much widervisibility to unique CBPC products
6 Environmental Effects of CBPC
CBPCs are mineral based materials like Portland cementTherefore the main environmental effect parameters seenin use of these materials are similar to that of PortlandcementThese include greenhouse gas emissions and fugitiveparticulates released in the atmosphere While the latter canbe controlled with good work practices the first one is builtin the chemistry of the process itself and cannot be avoided
There are two major sources of greenhouse gases inthese technologies Carbon dioxide is bound in the rawmaterials such as limestone and dolomite which escapesduring extraction of the appropriate raw material This maybe termed as the direct emission
The second source of greenhouse gas emission is theenergy consumption in producing the final product Thisincludes carbon dioxide generated by the energy use in min-ing of appropriate minerals their transport extraction of thedesired ingredients for the product production operationspackaging and shipping Emissions resulting from thesemay be called process emissions Process emissions may bereduced only by reducing energy consumption and therebyrelease of greenhouse gases
Thedirect emissions in Portland cementmanufacture andCBPCs are different because the two products use differentraw materials However operations from manufacture toshipping are very similar in both cases and hence one canassume that their process emissions are also similar thoughnot the same
US Environmental Protection Agency (EPA) has pro-vided guidelines for calculation of direct emissions [106]Following that we have calculated direct emissions from theCBPC manufacture and compared that to the emissions in
ISRN Ceramics 15
Table 2 Water permeability and mechanical properties of CBPC with wollastonite and other fillers [29]
Composition (wt) Strengths (psi) Fracture toughness (MPasdotm12) Water absorption (wt)Binder Wollastonite Other Compressive Flexural40 60 Nil 8426 1474 066 250 50 Nil 7755 1236 063 230 30 Sand 40 6264 1255 063 3100 Nil Nil 3500 1100 NA 1540 Nil Ash 60 11507 1474 019 178
Typical Portland cement concrete 8000 940 NA 10ndash20
Table 3 Specific activity and boiling point of fission products [6263]
Fission product Half-life (yrs) Specific activity(Cig)
Boiling point(∘C)
Sr-90 28 140 1384Cs-137 30 870 6784Cs-135
3119864 + 6 00012 6784Tc-99 (as NaTcO4) 21119864 + 5 017 100I-131 1802 days gt5000 184
cement sector Taking the example of Ceramicrete as a CBPCthe actual calculations are provided in the appendix Thesecalculations show that direct emissions from Ceramicretemanufacture are 40 less than that in manufacturing ofcement This is mainly because Ceramicrete contains 60 flyash which is an industrial byproduct from the utility industryand direct emission contribution to this component is zero
Assuming the process emissions are the same for thesame tonnage of both products when the direct and processemissions are added Ceramicrete emits only 20 less green-house gases compared to Portland cement Thus there is nosubstantial gain in using CBPCs cement
As we have seen in Section 5 CBPCs are also used asinorganic coatings Here they can be environmentally veryfriendly alternatives to polymer coatings This is becauseCBPC coatings are the first inorganic alternatives to organiccoatings Therefore CBPCs can make a big difference in thecoating world This may be seen in the following analysis
The ecological impact of CBPCs arises from four majorfactors which are described in [67]
(a) greenhouse gas emissions(b) low-level ozone emissions(c) acidification(d) eutrophication
Greenhouse gas emissions are the same as the directemissions discussed above in context of cement industryLow-level ozone emissions result from release of volatileorganic compounds (VOCs) into the environment duringmanufacturing of organic paints and their use Acidificationon the other hand is due to sulfur in the polymers that resultsin formation of oxides of sulfur and eventually sulfuric acidwhich is harmful to the nature
We can use the numbers from the appendix for green-house gas emissions Ozone depletion is nonexistent in thecase of CBPCs because there are no VOCs in CBPC coatingsAcidification is also not an issue because CBPC coatingsdo not contain sulfur compounds They contain phosphatecompounds but phosphate release is negligible as has beenshown in several Product Consistency tests (see eg PCTdata in Table 4) Thus acidification is not an issue
The fourth factor eutrophication [107] is the result ofleaching of nutrients into soil and water streams that produceunwanted algal growth which chokes aquatic life and plantgrowth CBPCs contain significant amount of phosphatesThey are also good fertilizers and their presence in aquaticstreams can be a problem Fortunately Product Consistencyleaching results presented in Table 7 conducted by us haveshown that CBPC products release phosphates extremelyslowly into ground water and hence good CBPC productsshould not affect the environmentThese conclusions are verypreliminary and detailed investigations are needed in thisarea for a given application
In light of these observations we have summarized thebenefits of CBPC coatings over polymeric coatings in Table 8For the sake of calculations we have assumed the coatingcomposition is the basic Ceramicrete binder (MgO andmonopotassium phosphate and 35 water in the coating)
Table 8 shows that CBPC coatings produce only about15 of solvent-based varnish and 80 of solvent-based alkydpaint They produce no ozone damaging VOCs nor anyoxides of sulfur that lead to acidification Their potentialfor eutrophication is negligible because CBPC coatings arelike phosphate minerals and leaching of phosphate in theenvironment is minimal
7 Conclusions
CBPCs in a period of 20 years have made major strides invarious fields fromnuclear waste immobilization safe storageof nuclear materials and structural products and in dentaland prosthetic applications The first ten years were investedin understanding the chemistry of these materials as well aslength and breadth of their possible applications and carvingout focus areas for products development The last ten yearshave seen them entering the market all over the world
CBPCs were invented primarily to immobilize low-levelradioactive waste In last 10 years however research hasdemonstrated that they may as well be used to tackle the
16 ISRN Ceramics
Table 4 Waste streams tested in the Russian project [64]
Nature of the contaminant H1 H2 M1 M2
Waste sourceSupernatant from
HanfordAN-105
Supernatant fromMayak Russia
Sludge fromHanford AZ-102
120572-Bearing wastefromMayak
RussiaSolids content (wt) 52 38 35 16
Major benign ions (gL)Na+-256NO3
minus-167NO2
minus-113OHminus-84
Na+-265NO2
minus-85OHminus-43
Na+-99NO3
minus-38NO2
minus-295OHminus-90
Na+-83NO2
minus-24
Activity of actinides (BqL)239Pu-121198648237Np-121198648
239Pu-351198648237Np-241198646241Am-801198648
Sa-131198645
Fission products
90Sr-211198647137Cs-24119864799Tc-631198648131I-1 1119864775Se-271198646
90Sr-511198648137Cs-12119864799Tc-191198649
90Sr-151198646137Cs-581198641099Tc-631198648129I-231198646
Hazardous metalsCr-29 as CrO4minus
Pb2+-007Cd2+-0003
Cr3+-024Pb2+-001Cd2+-5Ni2+-24
Cr-7 as CrO4minus Ni2+-24
Table 5 Neutralization and stabilization additives
Issue AdditiveNeutralization of alkaline streams Small amount of H3PO4
Tc+7 (in pertechnetate state) lt05 SnCl2 [64]Iminus AV-17 resin in Clminus formCs and Sr K4[Fe(CN)6] sdot 3H2O
Table 6 Physical properties of the waste forms
Loading and properties H1 H2 M1 M2Waste loading 35 44 43 34Density (gcm3) 16-17 17-18 18 18Compressive strength (MPa) 25ndash55 40ndash55 gt20 gt20
most difficult issue of volatile high activity fission productswhere high temperature technologies fail They have enteredthemarket as nuclear shieldingmaterials in an aggressiveway
Because CBPCs can be used as grouts or coatings appli-cations may extend well beyond what we see in the marketThey have zero flame spread and high reflectivity to infraredradiation and may be used very widely in fire protection andinsulation They have shown excellent corrosion protectionof steel Therefore they may turn out to be the first inorganiccorrosion protection coatings Efforts are underway in theindustry to bringCBPCproducts in themarket in these fields
All this has happened with only one composition ofmagnesium oxide and monopotassium phosphate known asCeramicrete Potential to develop products lies well beyondthe current state of the art because a wide range of otherformulations is feasible It is hoped that the fundamentalworkreported during the first 10 years and applications-orientedprogress during the last 10 years will lead to wider curiosity
Table 7 Results of leaching results
Contaminants H-1 H-2 M-1 M-2ANS 161 90-day immersion test for radioactive contaminants [65]
Actinides237Np 128 136239Pu 135 144 Total alpha
= 129241Am 146
Fission products90Sr 109 132 111137Cs 114 115 13099Tc 99 10231I 112 7975Se 96
PCT 7-day immersion test at 90∘C for product constituents(gm2sdotday as normalized leaching rate [66])
Mg41119864minus6 71119864minus7 66119864minus5 16119864 minus 5
K19119864minus2 11119864minus2 24119864minus2 24119864 minus 2
PO4 63119864minus3 18119864minus3 72119864minus3 95119864 minus 3
Na17119864minus2 93119864minus3 24119864minus2 21119864 minus 2
Toxicity characteristic leaching procedure for hazardous elements(ppm) [66]Element Reg limitPb 075 0005 0004 008Cr 06 004 0006 02Cd 011 0001 0008Ni 110 lt01 05 07
in thesematerials and result inmore investment and productsdevelopment
ISRN Ceramics 17
Table 8 Comparison of environmental impact factors of CBPCand typical commercial coatings Data for commercial coatings isreproduced from [67]
CoatingsDirect
emissions(gkg)
Low-levelozone
(g ethanekg)
Acidification(g Soxkg)
Eutrophication(g P2O5kg)
Solvent-based varnishBindingagent 8816 42 74 09
Solvent 11457 21 68 07Total 20273 63 142 16
Solvent-based alkyd paintBindingagent 2834 08 32 03
Filler 253 001 03 83Solvent 639 03 10 01Total 3726 111 45 87CBPCcoatings 300 00 00 Very low but to
be quantified
Appendix
Calculations of Direct Emissions fromCBPC Production
One ton of Portland cement produces one ton of CO2
It consists of two parts direct emissions resulting fromdecomposition of limestone into CaO and CO
2and the rest
from process parameters such as fuel consumption transportof raw materials grinding and sieving operations and trans-port and shipping Direct emissions can be calculated fromchemistry and thermodynamics while the process emissionsare site specific and must be monitored and determined ateach plant [67] This is also true for CBPC cement productsalso However due to process similarities it is quite likely thatthe process emissions in both cases will be similar For thisreason we will calculate the direct emissions and comparethe environmental benefits of CBPCs
1 Calculation of Direct Emissions in Portland Cement Produc-tion Direct emissions in Portland cement manufacture arisefrom clinkering limestone (calcium carbonate) at 1500∘C toproduce calcium oxide by the decomposition
CaCO3= CaO + CO
2 (A1)
Molar weights of CaO and CO2are 56 and 44 gmole
Portland cement contains approximately 64wt CaOwith the rest being silica and alumina Therefore directemission of CO
2to produce one ton of cement is
molar weight of CO2molar weight of CaCO
3times
064 = (4456) times 064 = 05
This means direct emission is 05 kgkg of cement and05 kgkg of CO
2because of other production and distribu-
tion processes
2 Calculation of Direct Emission in Ceramicrete ProductionComposition of Ceramicrete is 10 wt MgO + 30wtMKP + 60wt fly ash MgO is produced from dolomiterock which is MgCa(CO3)2 or MgCO3 + CaCO3 It is againcalcined at 1500∘C and MgO and CaO are separated
Assuming equimolar proportion of MgCO3and CaCO
3
in dolomite rock the proportion of MgCO3and CaCO
3is
457 wt to 543 wt This gives us
MgO content = MgOMgCO3times 457
= 0403 times 457 = 1828(A2)
This means kg of dolomite rock will produce 1828 g of MgOTotal amount of CO
2released during calcination of
dolomite comes from decomposition of CaCO3andMgCO
3
The decomposition equations for the two components are
CaCO3= CaO + CO
2
MgCO3= MgO + CO
2
(A3)
Using molar weights of the components we find that CO2
content in dolomite rock is 478 wt Thus
CO2produced per ton of MgO = 478
1828
= 259 tons(A4)
Ceramicrete contains 10wt MgO Therefore Ceramicreteproduces 259 g of CO
2per kg of Ceramicrete because of use
of MgO in itSimilarly monopotassium phosphate also produces CO
2
MKP is produced frompotassiumcarbonate by reacting itwith phosphoric acid during which CO
2is released as given
in the equation below
K2CO3+H3PO4= 2KH
2PO4+ CO2+H2O (A5)
Molar weights of K2CO3 H3PO4 and KH
2PO4are 124 98
and 272 gmole respectively So to produce 272 kg of MKPwe produce 44 kg of CO
2
Thismeans to produce one kg ofMKP we produce 44272= 016 kg of CO
2
Thus contribution of CO2due to MKP = 03 times 016 =
0048 kgkg of Ceramicrete Therefore total direct emissionwhich is the sum of emissions due to MgO and MKPproduction is
0259 + 0048 = 03 kgkg of Ceramicrete (A6)
This is 60 of direct emission in cement production
3 Total Emission Reduction Since both processes use verysimilar processing technology we assume the process emis-sions to be similar equal to 05 ton of CO2kg
total emission in Ceramicrete = 03 + 05 = 08 ton ofCO2kg of Ceramicrete
18 ISRN Ceramics
total emission in cement = 05 + 05 = 1 kgkg ofcement
The paper is intended to disseminate scientific progress inthe subject explained to a wider scientific audience with thehope that it will lead to further research and development inthis field for the benefit of a wider international community
Conflict of Interests
Theauthor declares that he has no financial interest in writingthis paper
References
[1] J Aspdin ldquoAn improvement in themodes of producing artificialstonerdquo British Patent 5022 1924
[2] S Sorel ldquoOn the new magnesium cementrdquo Comptes RendusHebdomadire des Seances de lrsquoAcademie des Sciences vol 65 pp102ndash104 1867
[3] A D Wilson ldquoThe chemistry of dental cementsrdquo ChemicalSociety Reviews vol 7 no 2 pp 265ndash296 1978
[4] A Wilson and J Nicholson Acid-Base Cements CambridgeUniversity Press 1993
[5] C Shi P Krivenko and D Roy Alkali Activated Cements andConcretes Taylor and Francis New York NY USA 2006
[6] J Davidovits Geopolymers Chemistry and Applications seriesin civil and structural engineering Woodhead Publishing2009
[7] J L Provis and J S J van Deventer Geopolymer StructuresProcessing Properties and Industrial Applications WoodheadPublishing 2009
[8] A S Wagh Chemically Bonded Phosphate Ceramics Elsevier2004
[9] A E R Westman Phosphate Ceramics Topics in PhosphateChemistry vol 9 John Wiley and Sons New York NY USA1977
[10] T Kanazawa Inorganic Phosphate Materials chapter 1 Elsevier1989
[11] W H Rollins ldquoA contribution to the knowledge of cementsrdquoDental Cosmos vol 21 pp 574ndash576 1979
[12] E S Gaylord ldquoOxyphosphates of zincrdquo Archives of Dentistryvol 33 pp 364ndash380 1989
[13] H Fleck ldquoChemistry of oxyphosphatesrdquoDental Items of Interestvol 24 article 906 1902
[14] W Souder and G Paffenberger Physical Properties of DentalMaterials (US National Bureau of Standards Circular NoC433) 1942
[15] W S Crowell ldquoPhysical chemistry of dental cementsrdquo Journalof the American Dental Association vol 14 pp 1030ndash1048 1927
[16] E W Skinner Science of Dental Materials W B SaundersPhiladelphia Pa USA 3rd edition 1947
[17] B W Darwell ldquoAspects of chemistry of zinc phosphatecementsrdquo Journal of the American Dental Association vol 14pp 1030ndash1048 1929
[18] A D Wilson ldquoZinc oxide dental cementsrdquo in Scientific Aspectsof Dental Materials J A von Fraunhofer Ed pp 159ndash190Butterworths London UK 1975
[19] P J Wisth ldquoThe ability of zinc phosphate and hydro phosphatecements to seal band spacesrdquo Angle Orthodontist vol 42 no 4pp 395ndash398 1972
[20] A S Wagh and S Y Jeong ldquoChemically bonded phosphateceramics I a dissolution model of formationrdquo Journal of theAmerican Ceramic Society vol 86 no 11 pp 1838ndash1844 2003
[21] A S Wagh S Grover and S Y Jeong ldquoChemically bondedphosphate ceramics II warm-temperature process for aluminaceramicsrdquo Journal of the American Ceramic Society vol 86 no11 pp 1845ndash1849 2003
[22] A S Wagh and S Y Jeong ldquoChemically bonded phosphateceramics III reduction mechanism and its application to ironphosphate ceramicsrdquo Journal of the American Ceramic Societyvol 86 no 11 pp 1850ndash1855 2003
[23] A S Wagh and C Primus ldquoMethod and product for phospho-silicate slurry for use in dentistry and related bone cementsrdquo USPatent 7 083 672 2006
[24] C S Rostaing di Rostagni ldquoVerfahrung zur Darstellung vonKitten fur sahnarztliche und ahnliche Awecke bestehend vonGemischen von Pyrophophaten des Calciums oder Bariumsmit den Pyrophosphaten des Zinks oderMagnesiumsrdquo GermanPatent 6015 1878
[25] S B Palmer ldquoZinc phosphatesrdquoDental Cosmos vol 33 pp 364ndash380 1891
[26] A SWagh S Y Jeong and D Singh ldquoHigh strength phosphatecement using industrial byproducts ashesrdquo in Proceedings ofthe 1st International Conference on High Strength Concrete AAzizinmini D Darwin and C French Eds pp 542ndash553 TheAmerican Society of Civil Engineers 1997
[27] W Postl FWalter K Ettinger andH-P Bojar ldquoErsterNachweisdes Kalium-Analogons MgK(PO
4)6H2O von Struvit und der
kristallinen Phase Mg2KH(PO
4)215H2O aus dem ehemali-
gen Bleibergbau Rossblei Eschachalm Schladminger TauernSteiermark Osterreichrdquo Joannea Mineralogie vol 1 pp 45ndash522000
[28] S Graeser W Postl H-P Bojar et al ldquoStruvite-(K) KMgPO4
6H2O the potassium equivalent of struvite a new mineralrdquo
European Journal of Mineralogy vol 20 no 4 pp 629ndash6332008
[29] A S Wagh S Jeong D Lohan and A Elizabeth ldquoChemicallybonded phospho-silicate ceramicsrdquo US Patent 6 518 212 2003
[30] M Pourbaix Atlas of Electrochemical Equilibria in AqueousSolutions National Association of Corrosion Engineers Hous-ton Tex USA 1974
[31] E Soudee and J Pera ldquoMechanism of setting reaction inmagnesia-phosphate cementsrdquo Cement and Concrete Researchvol 32 no 1 pp 153ndash157 2002
[32] E Soudee and J Pera ldquoInfluence of magnesia surface onthe setting time of magnesia-phosphate cementrdquo Cement andConcrete Research vol 32 no 1 pp 153ndash157 2002
[33] M A Carvalho and A M Segadaes ldquoThe hydration of mag-nesium phosphate cements effect of powder characteristics onthe reaction kineticsrdquoMaterials Science Forum vol 591ndash593 pp833ndash838 2008
[34] E M Gartner and D E MacPhee ldquoA physico-chemical basisfor novel cementitious bindersrdquo Cement and Concrete Researchvol 41 no 7 pp 736ndash749 2011
[35] Z Ding B Dong F Xing N Han and Z Li ldquoCementingmechanism of potassium phosphate-based magnesium phos-phate cementrdquo Ceramics International vol 38 pp 6281ndash62882012
[36] F Xing Z Ding and Z-J Li ldquoStudy of potassium-basedmagnesium phosphate cementrdquo Advances in Cement Researchvol 23 no 2 pp 81ndash87 2011
ISRN Ceramics 19
[37] A S Wagh and S Jeong ldquoChemically bonded phosphateceramics of trivalent oxides of iron andmanganeserdquo US Patent6 498 119 2002
[38] L C Chow ldquoCalcium phosphate cements chemistry proper-ties and applicationsrdquo in Proceedings of the Materials ResearchSociety Symposium vol 599 pp 27ndash37 2000
[39] C Klein andC S Hurlbut JrManual ofMineralogy JohnWileyand Sons New York NY USA 20th edition 1985
[40] T Sugama and L E Kukacka ldquoMagnesium monophosphatecements derived from diammonium phosphate solutionsrdquoCement and Concrete Research vol 13 no 3 pp 407ndash416 1983
[41] T Sugama and L E Kukacka ldquoCharacteristics of magnesiumpolyphosphate cements derived from ammonium polyphos-phate solutionsrdquo Cement and Concrete Research vol 13 no 4pp 499ndash506 1983
[42] T Finch and J H Sharp ldquoChemical reactions betweenmagnesiaand aluminium orthophosphate to form magnesia-phosphatecementsrdquo Journal of Materials Science vol 24 no 12 pp 4379ndash4386 1989
[43] S Y Jeong and A Wagh ldquoFormation of chemically bondedceramics with magnesium dihydrogen phosphate binderrdquo USPatent 6 776 837 2004
[44] D Singh A Wagh and M Tlustochowicz ldquoZirconium phos-phate waste forms for low-temperature stabilization of cesium137-containing waste streamsrdquo in Environmental Issues andWaste Management Technologies in the Ceramic and NuclearIndustries II Ceramic Transactions Volume 72 V Jain and D KPeeler Eds pp 167ndash178 1996
[45] IAEA ldquoEstimation of global inventories of radioactive wasteand other radioactive materialsrdquo Report IAEA-TECDOC-15912007
[46] World Nuclear Association httpworld-nuclearorginfoSafety-and-SecuritySafety-of-PlantsFukushima-Accident-2011UdM uv0RjM
[47] IAEA ldquoFukushima Daiichi status reportrdquo 2012[48] Nuclear Decommissioning Authority (UK) Radioactive wastes
in the UK Summary of the 2010 inventory URN 10D196NDASTSTY (11) 005 2011
[49] J H Saling Y S Tang and A W Fentiman Radioactive WasteManagement CRC Press 2nd edition 2001
[50] US DOE ldquoStrategy and management and disposal of usednuclear fuel and high-level radioactive wasterdquo 2013
[51] US EPA ldquoSpent nuclear fuel and high level radioactive wasterdquohttpwwwepagovradiationdocsradwaste402-k-94-001-snf hlwhtml
[52] ldquoNuclear fission productsrdquo httpenwikipediaorgwikiNu-clear fission product
[53] C C Lin Radiochemistry in Nuclear Power Reactors TheNational Academy Press 1996
[54] US Environmental Protection Agency ldquoTreatment standardsfor hazardous debrisrdquo 40 CFR Part 268 45 1994
[55] W H Rollins ldquoA contribution to the knowledge of cementsrdquoDental Cosmos vol 21 pp 574ndash576 1879
[56] Q Yang and X Wu ldquoFactors influencing properties of phos-phate cement-based binder for rapid repair of concreterdquoCementand Concrete Research vol 29 no 3 pp 389ndash396 1999
[57] D A Hall R Stevens and B El-Jazairi ldquoThe effect of retarderson the microstructure and mechanical properties of magnesia-phosphate cement mortarrdquo Cement and Concrete Research vol31 no 3 pp 455ndash465 2001
[58] S Y Jeong and A Wagh ldquoFormation of chemically bondedceramics with magnesium dihydrogen phosphate binderrdquo USPatent 6 776 837 2004
[59] ldquoBASF productrdquo httpwwwbuildingsystemsbasfcomp02USWeb-Internetbuildingsystemsen GBcontentmicrosit
[60] D A Hall R Stevens and B El Jazairi ldquoEffect of water contenton the structure and mechanical properties of magnesia-phosphate cement mortarrdquo Journal of the American CeramicSociety vol 81 no 6 pp 1550ndash1556 1998
[61] A S Wagh D Singh and S Jeong ldquoChemically bondedphosphate ceramics for stabilization and solidification of mixedwasterdquo in Hazardous and Waste Treatment Technologies Hand-book C H Ho Ed chapter 6 3 1 pp 1ndash18 CRC Press 2001
[62] W L Ebert S F Wolf and J K Bates ldquoRelease of technetiumfrom defense waste processing facility glassesrdquo in Proceedings ofthe MRS Fall Symposium pp 221ndash227 November 1995
[63] WM Haynes Compiled from CRCHandbook of Chemistry andPhysics CRC Press Boca Raton Fla USA 93rd edition 2012
[64] S E Vinokurov Y M Kulyako O M Slyuntchev S IRovny and B FMyasoedov ldquoLow-temperature immobilizationof actinides and other components of high-level waste inmagnesium potassium phosphate matricesrdquo Journal of NuclearMaterials vol 385 no 1 pp 189ndash192 2009
[65] D Singh V RMandalika S J Parulekar andA SWagh ldquoMag-nesium potassium phosphate ceramic for 99Tc immobilizationrdquoJournal of Nuclear Materials vol 348 no 3 pp 272ndash282 2006
[66] American Society for Testing of Materials ldquoStandard testmethod for static leaching of monolithic waste forms fordisposal of radioactive wasterdquo ASTM C 1220-98 1998
[67] Swedish Environmental Research Institute (IVL) ldquoLifecycleassessment of paint Summary of IVLrdquo Report B 1338-A
[68] A D Wilson B E Kent D Clinton and R P Miller ldquoThe for-mation and microstructure of dental silicate cementsrdquo Journalof Materials Science vol 7 no 2 pp 220ndash238 1972
[69] A S Wagh S Patel and A Mangalam ldquoPhosphate bondedcomposites and methodsrdquo US Patent 8 425 717 2013
[70] US DOE and Office of Security and Safety Assurance ldquoHighlyenriched uranium inventoryrdquo 2006
[71] M Gorbotenko and Y Yuferev ldquoCeramicrete as a means forradioactive waste containment and nuclear shieldingrdquo Reportsby All-Russian Research Institute of Experimental PhysicsFederation to Argonne National Laboratory Sarov Russian2002
[72] V Arkhangelrsquoskiy and A Postnikov ldquoBorated materials andcomponents for nuclear shielding andwaste containment appli-cationsrdquo Final Report of the GIPP and ISTC Project 2807Argonne National Laboratory 2007
[73] Japan Atomic Industrial Forum Inc httpwwwjaiforjpjawnu si introdocument2009m salvatores advanced nfcpdf
[74] J S Neal S Pozzi J Edwards and JMihalczo ldquoMeasurement ofwater and B4C content of rackable can storage boxes for HEUstorage at the HEUMH at the Y-12 security complexrdquo ReportORNLTM-2002254 2002
[75] A S Wagh ldquoCeramicrete an alternative radioactive wasteformrdquo in Stabilization and Solidification of Hazardous Radioac-tive and Mixed Wastes R D Spence Ed chapter 6 2 pp 118ndash129 CRC Press 2005
[76] A S Wagh D Singh and S Jeong ldquoChemically bondedphosphate ceramicsrdquo inHandbook ofMixedWasteManagementTechnology C Oh Ed pp 631ndash6318 CRC Press Boca RatonMass USA 2001
20 ISRN Ceramics
[77] J R Conner Chemical Fixation and Solidification of HazardousWastes von Nostrand Reinhold New York NY USA 1990
[78] W A Ibrahim H Sibak and M Abadir ldquoPreparation andcharacterization of chemically bonded phosphate ceramics(CBPC) for encapsulation of harmful wasterdquo The AmericanJournal of Science vol 7 pp 543ndash548 2011
[79] W Lutze and R Ewing Radioactive Waste Forms for the Future1988
[80] National Academy of Sciences Glass as a waste form andvitrification Technology Summary of an internationalWorkshopThe National Academy Press Washington DC USA 1997
[81] ldquoSRNL fact sheets Glass waste form and vitrification processdevelopmentrdquo httpsrnldoegovfactsglass waste formspdf
[82] Y Wang Handbook of Radioactive Nuclides CRC Press 1969[83] D M Bearden and A Andrews ldquoRadioactive tank waste from
the past production of nuclear weapons background and issuesfor Congressrdquo CRS Report For Congress Order Code RS219882007
[84] Vernadsky Institute of Geochemistry andAnalytical ChemistryldquoCeramicrete stabilization of radioactive salt-containing liquidand sludge wasterdquo Reports on Task No 18 19 and 20 ToArgonne National LaboraTory GIPP Project RCO-10116-MO-03 (ANL) Russian Federation Moscow Russia 2008
[85] Y Onishi J Tingrey B Wells et al ldquoRetrieval and pipelinetransfer assessment of Hanford Tank-241-AN-105 wasterdquo PNNLReport 14144 2003
[86] S V Mattigod M Lindberg J Westsik Jr K Parker and CChung ldquoWaste acceptance testing of secondary waste formscast Stone Ceramicrete and DuraLithrdquo PNNL Report 206322011
[87] K J Cantrell and J Westsik Jr ldquoSecondary waste form downselection data package ceramicreterdquo PNNL Report 20681 2011
[88] G B Josephson J Westsik Jr R Pires J Beckford andM Foote ldquoEngineering-scale demonstration of Duralith andCeramicrete waste formsrdquo PNNL Report 20751 2011
[89] American Nuclear Society ldquoAmerican national standard mea-surement of the leachability in the solidified low-level radioac-tive waste by a short-term procedurerdquo Method ANSIANS 16 11986
[90] U S Environmental Protection Agency (EPA) ldquoTest methodsfor evaluating solid waste Physicalchemical methodsrdquo Docu-ment SW-846 2008
[91] G L Smith M Schweiger D Bates et al ldquoVitrification andproduct testing of C-104 and AZ-102 pretreated sludge mixedwith flow-sheet quantities of secondary wastesrdquo PNNL Report13452
[92] L R Dole and H A Friedman ldquoRadiolytic gas generationfromcement-based hosts forDOE low-level radioactivewastesrdquoORNL Report CONF-860605-14 1986
[93] A S Wagh R Strain S Y Jeong D Reed T Krause and DSingh ldquoStabilization of Rocky Flats Pu-contaminated ashwithinchemically bonded phosphate ceramicsrdquo Journal of NuclearMaterials vol 265 no 3 pp 295ndash307 1999
[94] US Department of Energy ldquoWaste isolation pilot plantrdquohttpwwwwippenergygov
[95] American Society for Testing of Materials (ASTM) ldquoStandardpractice for operating salt-spray (fog) apparatusrdquo B-117
[96] American Society for Testing of Materials (ASTM) ldquoStandardtest method for surface burning characteristics of buildingmaterialsrdquo E-84-17
[97] F Wu J Wei H Guo F Chen H Hong and C Liu ldquoSelf-setting bioactive calcium-magnesium phosphate cement withhigh strength and degradability for bone regenerationrdquo ActaBiomaterialia vol 4 no 6 pp 1873ndash1884 2008
[98] G Mestres and M-P Ginebra ldquoNovel magnesium phosphatecements with high early strength and antibacterial propertiesrdquoActa Biomaterialia vol 7 no 4 pp 1853ndash1861 2011
[99] Wagh S Arun and C Primus ldquoMethod and product forphosphosilicate Slurry for use in dentistry and related bonecementsrdquo US Patent 7 083 672 B2 2006
[100] T Lally ldquoBio-adhesive composition method for adheringobjects to bonerdquo US Patent 6 533 821 2003
[101] K C Y Tay B A Loushine C Oxford et al ldquoIn vitro evaluationof a ceramicrete-based root-end filling materialrdquo Journal ofEndodontics vol 33 no 12 pp 1438ndash1443 2007
[102] A SWagh R Natarajan and R LMcDaniel ldquoNew phosphate-based cement useful for drilling completions in arcticrdquoOil andGas Journal vol 103 no 18 pp 53ndash55 2005
[103] A S Wagh R Natarajan and R L McDaniel ldquoAluminumphosphate cements help with deep high-temperature wellsrdquoOiland Gas Journal vol 104 no 19 pp 39ndash43 2006
[104] A S Wagh R Natarajan R L McDaniel and S PatilldquoCeramicrete blends produce strong low-permeability cementsfor arctic userdquo Oil and Gas Journal vol 103 no 19 pp 48ndash522005
[105] D W Brown L K Powell A S Wagh and S-Y JeongldquoCeramicrete-bonded building materials using forest wasterdquo inProceedings of the 35th International ParticleboardCompositeMaterials Symposium p 182Washington State University April2001
[106] U S EPA Climate Leaders Direct Emissions From CementSector Climate Leaders Greenhouse Gas Inventory Protocol CoreModule Guidance 2003
[107] World Resources Institute About Eutrophication httpwwwwriorgour-workprojecteutrophication-and-hypoxiaabouteutrophication
Submit your manuscripts athttpwwwhindawicom
ScientificaHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CorrosionInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Polymer ScienceInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CeramicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CompositesJournal of
NanoparticlesJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Biomaterials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
NanoscienceJournal of
TextilesHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Journal of
NanotechnologyHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
CrystallographyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CoatingsJournal of
Advances in
Materials Science and EngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Smart Materials Research
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MetallurgyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
BioMed Research International
MaterialsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Nano
materials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal ofNanomaterials

10 ISRN Ceramics
Spent fuel
Air
gap
Stee
l 1
Stee
l 2
Neutron shieldinglayer (Ceramicrete)
Radius
R = 1325 cm
R = 84 cm R = 90 cm R = 120 cm R = 1325 cm
Figure 7 Cross-section of Russian dry storage cask Model no RT 5010 used in the study of CBPC for neutron shielding in the Argonne-Russian Federal Nuclear Center study [71]
(1) Spent fuel
TRU 07Other 31Hardware 54Fission products 24U 664
(3) TRU
Pu 846Am 105Np 48Cm 01
(2) Other products
TRUFission
(4) Fission products
Metals isotopes 481XaKr 167Others 25I 07Tc 23CsSr 72
Zircaloy 251
0 1 2 3
Figure 8 Typical mass composition of spent nuclear fuel [73]
countries have accumulated huge amount of nuclear wastein all forms solids sludge and liquid [45] The waste canbe highly radioactive or may have very low activity Due tothe race between the western and eastern bloc countries toproduce nuclear weapons there was little regard for safe andlong-term storage of such waste but because of the currentawareness of the consequences of various radioactive wastestreams on the environment habitat and human health inboth regions efforts are being made to find ways to recycle orimmobilize these waste streams for safe storage and to protectthe environment
The mankind has faced another acute problem of nuclearcontamination of the environment resulting from the twomajor nuclear accidents (Chernobyl and Fukushima) inrecent years The clean-up efforts also have generated sig-nificant amount of waste that needs isolation [45 46]As a result there is urgency in finding suitable materialsto immobilize range of waste streams generated by suchcatastrophes
Ceramicrete was developed to address these needs andmuch has been published in the earlier literature on this topicInterested readers may findmore details in the book byWagh[8] and other articles [74 75] In the last decade howeverfurther advances have been made in this area
431 The Nuclear Legacy Waste Streams Themajor contam-inants encountered during treating these waste streams arelisted below
(a) Hazardous inorganic contaminants both high andlow-level waste streamsmay contain these chemicallyhazardous contaminants As listed in Section 317 PbCd Cr Hg and As are the elements of main concernin radioactive waste also When both radioactive andhazardous contaminants exist in thewaste suchwasteis called mixed waste Chemical immobilization ofthese elements that is converting them to insolublecompounds is the best strategy to arrest leaching ofthese elements [76 77] which is used extensively inthe CBPC technology because phosphate treatmentemployed in theCBPC technology results in insolublephosphate salts of these elements
(b) Actinides actinides especially Th U Pu and Amare prevalent in the waste but also in spent fuelrods because they are the source materials for nuclearenergy They are mainly alpha and gamma emittingmaterials and if active they will also emit neutronsThey all have high atomic weight their solubility isalmost negligible and hence they are not dispersible
ISRN Ceramics 11
in ground water The only source of contamination ofthese materials is their dispersibility as solid fine par-ticles which can be arrested by microencapsulatingthem in the CBPC matrix
(c) Fission product isotopes (Cs-137 and 138 Sr-90 Tc-99 and I-131) these isotopes of cesium strontiumtechnetium and iodine are formed during a nuclearreactionTheir relevant properties are listed inTable 3
Since most of the work on low-level waste streams wasreported in the earlier literature [74 75] we will only discussthe extensive research done during the last ten years whichwas focused on high-level waste streams Among severaloptions available for immobilization of these radioactivewaste streams [78] the most preferred technology has beenborosilicate glass technology [79 80] Waste and glass fritsare mixed together and vitrified at temperatures rangingfrom 1200∘C to 1500∘C This results in a homogenous glasswaste form that has been shown to be stable for a time scale(million years) at which time the activity of the radioactivecomponents is reduced sufficiently that it will not affect theenvironment It canmicroencapsulate transuranics extremelywell However this process is not suitable for high activitywaste streams because of the volatile components containingthe fission products of cesium strontium technetium andiodine (see eg [81]) As one may notice from Figure 8 theamount of the fission product stream is small just a fractionof a percent of the total waste And yet because of theirhigh activity and their ability to become airborne duringthe vitrification process they are unsuitable for vitrificationprocess and hence are separated into high activity wastestreams As we shall see below the CBPC process has beenthe most successful in mineralizing the fission products intostable phosphate compounds and hence immobilizing them
The high activity tank waste streams have resulted fromproduction of weapons grade nuclear fuels in the UnitedStates and Former Soviet Union countries Most are storedin underground storage tanks in the US at Hanford tankfarms in the State of Washington Savannah River in SouthCarolina and some in Idaho The waste streams vary intheir characteristics and composition but are either liquidsor sludge Reference [82] and references therein provide anoverview of the tank waste streams within the US DOEcomplex and their characteristics
While the bench scale testing was done in several earlierprojects full testing and large-scale immobilization exper-iments were conducted and success of the technology wasdemonstrated in collaborative projects between ArgonneNational Laboratory and Russian scientists on the two mostdifficult high activity tank waste streams [83 84] This workmaymake a major impact in the near future on immobilizingsuch waste streams with CBPC formulations
The high activity in these waste streams arises from thefission products prominently containing isotopes listed inTable 3 Also the waste streams can be acidic or alkalinedepending on whether attempts were made to neutralizethem with NaOH Often neutralization results in alternativeproblem of immobilizing waste streams rich in leachablesodiumTable 5Thus the problemof immobilizing tankwaste
streams boils down to the following three (a) immobilizingfission products and trace levels of actinides (b) getting ridof excess water without volatilizing any of the contaminantsand (c) immobilizing sodium to a level that it does not leachout sufficiently to affect the structure of the waste form
Several studies have been conducted in demonstratingimmobilization of these waste streams using CBPCs [85ndash88]Notable and detailed analysis among these was done in acollaborative project between Argonne Vernadsky Instituteof Radiochemistry in Moscow and Production Researchat Mayak a nuclear waste facility in Russian Federationwhich also has stored similar waste Figure 10 Reference[64] provides the major results of the entire project Thisproject demonstrated immobilization of typical two highactivity liquid waste streams from Hanford and two fromMayakThis team effort was highly successful in showing thesimplicity and effectiveness of CBPC in immobilizing thesewaste streams at small scale to 55 gal drum size Initial studywas with simulated waste streams and success of this studyled the scientists to tackle actual waste streams Reference[88] contains details of the methodology nature of the wastestreams additives in the CBPC formulations to immobilizedifficult contaminants properties of the waste forms andtheir performance
This collaborative work directed by Argonne NationalLaboratory on behalf of the US Department of Energy makesall other similar work outdated because this work usedthe methods developed in previous work tested and thenwent beyond to produce waste forms at production levelThe team concluded that CBPC technology can be used inpractice without any concern about pyrophoricity volatilitygas generation or leaching of contaminants For this reasonwe will not delve on any other previous work but summarizeresults of this project
Table 4 lists the composition of each of the waste streamDetails of adding these stabilizers are described in the
paper [88]It is the opinion of this author that Cs and Sr do not need
stabilizers because using the solubility analysis presentedin [8] it is possible to show that Sr is a sparsely solublemetal and it will form SrKPO
4 Cs being an alkali metal
will be converted to insoluble MgCsPO4 This mineralization
of Sr and Cs has been verified in the authorrsquos unpublishedwork Both SrKPO
4and MgCsPO
4have negligible aqueous
solubility and as will be seen later perform well in leachingtests
Table 6 lists the waste loading in the final waste formsand their physical properties All results are reproduced from[88]
For waste streams with low-solid content of 16ndash52wtsolids the waste loading has been very significant This isbecause as in Portland cement CBPCs require water andbind significant amount in their crystalline structure
There are both benefits and drawbacks of the approachof binding water and increasing the waste loading Forexample if glass vitrification technology is to be used forimmobilizing these waste streams the water will evaporatebut then the fission products will also evaporate causing
12 ISRN Ceramics
air contamination They can be captured somehow in off-gas system but then need a lower temperature method ofstabilizing them At the same time the vitrified waste formwill have very small volume and will cost a lot less intransportation and long-term storage On the other handthe CBPCwaste form provides a significantly simpler processwith the least concern for volatility of the fission products butincreases the cost of transportation and storage because of itslarge volume
The effectiveness of waste immobilization method isdetermined bymainly three tests AmericanNuclear SocietyrsquosANS 161 test [89] determines the leaching index (negativeof logarithm of the diffusion constant) for each of theradioactive contaminants The test is carried out at roomtemperature by immersing a geometrically regular sample indeionized and distilled water over 90 days Aliquots of theleachate solution are drawn at specified periods and analyzedfor the contaminant concentration These numbers allowone to determine the diffusion constant of the particularcontaminant in the waste form and that in turn allows one torepresent the result as the leaching index Table 7 summarizesthese results in this project
The other leaching test is for the durability of the wasteform itself Product Consistency Test (PCT) [66] determinesthe leaching rate of the major components of the wasteformThe test was designed for vitrified glass and hence thecomponents are Si Ca Al and B For CBPC however theywill have to be Mg K and P
In PCT a sample in cylindrical shape of more thantwenty times the area compared to its volume is selectedand immersed in distilled and deionized water The leachingexperiment is conducted for 7 days at a constant temperatureof 90∘C At the end of the test a sample of the leachate wateris analyzed for the major elements of the waste form and theleaching rate is determined per unit area of the surface Againthe results are included in Table 7 of this test on all four wasteforms
A third test is designed for hazardous metals defined byResource Conservation and Recovery Act (RCRA) of the USEnvironmental Protection Agency [90]
The literature has been very scanty about the leachingindex for contaminants from vitrifiedwaste form and hence itis very difficult to make a comparison of the results presentedin Table 7 with glass waste form However [85 86] provideleaching index for various fission products on simulated tankwaste streams in different waste forms Generally their bestresults are gt9 for the leaching index for any of the fissionproducts This may be compared with the results given inTable 7 for actual radioactive contaminants Inmost cases theresults are several orders of magnitude higher than that forsimulated waste forms reported earlier (Note that increasein one number in the leaching index is a decrease by afactor of 10 in the diffusion constant because LI = minuslog(diffusion constant)) The only exception is that for iodinein M1 and Se in H1 In the first case the value is by oneorder less than 9 but in the other case it is still higher than9 but not by several orders Thus one may conclude thatthe CBPC technology performs far better than the expectedperformance of immobilized fission products waste forms
Pacific Northwest Laboratory scientists conducted vitrifi-cation experiments for similar liquid waste streams [91] andmeasured the leach rate of themajor constituents of the wasteforms Since boron sodium lithium aluminum and siliconare the constituents of their borosilicate glass they conductedthe PCT and measured the leaching rates for these elementsThey show that the leaching results for the waste form of thestreamAZ-102 (termed asH2 in Table 7) are 00063 gm2sdotdayfor boron 0052 gm2sdotday for sodium 005 gm2sdotday forlithium 000786 gm2sdotday for aluminum and 0033 gm2sdotdayfor silicon all higher than those observed for the majorconstituents of phosphate waste forms (see Table 7) Thisshows that it is not necessary to resort to high temperature-processes to immobilize secondary waste streams and room-temperature processes are capable of providing a rugged andleach resistant matrix for them
Apart from the leach resistance of the waste forms thereare other issues Radiolytic hydrogen [92] may be generateddue to splitting of water and other hydrogen-containingmolecules by intense radiation Wagh et al have conductedseveral studies on actinides in CBPC When actual uraniumand plutonium containing ash waste were immobilized theradiolytic gas yield was 013mol H2100 ev which is lowerthan that in cement waste form Test details and comparativedata may be found in [93] This implies that the bound waterin CBPCwaste form did not play a major role in the gas yield
In summary CBPC technology is applicable to immo-bilization of the most acute high activity waste It has beentested with actual waste and at full scale and is the bestcandidate for deployment in the current state of its art
432 Spent Nuclear Fuel [51] In nuclear power plants thenuclear fuel rods are used for the fission of nuclear materialto produce electricityThey need to be changed every 10 yearsor so These spent fuel rods are becoming a big liability forthe nuclear industry and need long-term storage becausethey are still highly radioactive when they come out of thereactor vessels They irradiate neutrons and hence need to bestored for quite some time inwater pools so that the irradiatedneutrons are absorbed by water till they cool down and theneutron intensity depletes sufficiently so that they can thenbe stored in alternative dry storage casks and transported topermanent storage repositories
The general composition of spent fuel is given in Figure 8and the complete nuclear fuel cycle from power generation towaste form fabrication is presented in Figure 9
As onemay notice from Figure 9 once the uranium ore ismilled and enriched fuel rods are fabricated which then areloaded into the reactor where their high activity is used forpower generation After they become less efficient due to thedecay process they can be either used for reprocessing ormaybe simply sent for storage Both options are used dependingon the availability of sufficient fuel in every nuclear countryThe spent fuel is stored in water pools with a hope ofimmobilization and ultimate storage in a repository as a glasswaste form
Unfortunately in most countries the fuel rods haveremained in water pools because the logistics of building
ISRN Ceramics 13
Nuclear fuel cycles and unresolved issue
Uranium ore NORM waste
Fuel fabrication
Power generation
Spent fuel
Contaminated ware equipmentEncapsulation disposal
Con
tam
inat
ed w
are
equi
pmen
tEn
caps
ulat
ion
disp
osal
Vitr
ifica
tion
stor
age
or d
ispos
al
Milling enrichmentVolatiles
Nuclear power
Reprocessing
Figure 9 Nuclear fuel cycle and waste form production and theunresolved issue of volatiles
Figure 10 Cross-section of a 55 gal drum scale surrogate salt wasteform produced by P R Mayak in Russia with funding fromUSDOEand in collaboration with Argonne National Laboratory (2007)(source Argonne file photo)
permanent repositories has not been resolved due to eco-logical issues and resistance from stakeholders and localauthorities Even if the repository issues are resolved thespent fuel needs to be immobilized in a nonleachable anddurable medium
In the entire cycle other high volume but low activitywaste streams are generated too These are either encap-sulated in a cementitious waste form or simply stored innonleachable drums in an underground repository such asWaste Isolation Pilot Plant (WIPP) in the United States [94]
The previous section on high activity liquid wastestreams the waste forms exhibit very high leaching resis-tance comparable to that of glass waste forms Since thevitrification technology is still not a full-fledged route toimmobilization of spent fuel the issue of volatile byproductwaste streamhas not come to the forefront of the final schemefor handling the spent fuel When the issue will come tothe forefront CBPC may turn out to be the most usefultechnology supplementing the glass waste form technology
Figure 11 Demonstration samples of CBPC-based Borobond neu-tron shielding products Source Ceradyne Boron products website
Figure 12 Demonstration of sewage pipe coating with Grancrete(Grancrete Inc Taipei Taiwan) (httpwwwdynamocomtw)
5 CBPC Products in the Market
The CBPC technology was initially developed for nuclearwaste immobilization Its first application was as a nuclearshielding material Eagle Picher Technologies LLC perfectedthe technology by introducing boron in Ceramicrete whichwas used and is probably still being used inUSDepartment ofEnergy complex for waste immobilization and nuclear shield-ing However its commercial product named Borobond forshielding of neutrons was developed by Boron Departmentof Eagle Picher but now is owned by Ceradyne Corporationand hence 3M Company and is an established commercialproduct
In structural materials area the CBPC technology is wellsuited to fulfill needs for products that do not exhibit draw-backs of cement and polymer products CBPC materials areinorganic and hence nonflammable They exhibit negligibleporosity and extremely low water permeability Table 2 Theybond to all earth materials such as limestone sand stoneand even conventional cement concrete They also bond to
14 ISRN Ceramics
Figure 13 Insulated and solar reflective CBPC roof tile of inChennai India (httpwwwthermalcarein)
themselves In the next section we will see that comparedto other equivalent products they are very environmentallyfriendly
As was discussed briefly in Section 41 the structuralproducts applications lie in two categories
(a) cements grouts and concrete(b) coatings
In both areas several small businesses have madegood strides in entering markets For example inthe United States Bindan Corporation of Oak BrookIllinois (httpwwwbindancorpcom) and Grancrete Inc(httpwwwgrancretenet) of North Carolina have beenin business for at least last 10 years producing road repairmaterials concrete repair products floor-surfacing productsand so forth Grancrete has shown its presence in Taiwanand Japan for the same applications Figure 12
Realizing that CBPCs are more expensive comparedto Portland cement CBPC concretes are not cost effec-tive Therefore only value-added products are commerciallyviable Because of this reason recent trend has been toexploit unique properties of CBPCs and design products withperformance superior to current products in the market
One example is roof tiles named Thermal Care Tilesin Chennai India (httpwwwthermalcarein) With CBPCformulations and additives these tiles can reduce impactof hot sun in houses to the extent of 8ndash10∘C by providinghigh reflectivity to solar radiation and also providing highthermal insulation properties Figure 13 CBPC-based coatingproducts are probably the most unique ones among theseEon Coat Inc (httpwwwEonCoatcom) has introducedcorrosion and fire protection coatings that exhibit outstand-ing properties Their coatings do not show corrosion of thesubstrate or osmotic blistering [94] even when samples areexposed for 1000 hours in salt-spray chamber [95] In thesame way the Flame Spread test [96] shows no flame spreadat all and surpasses all organic coatings in performanceLearning the excellent performance ofCBPC-based productsnew companies are investing to develop range of products inthe structural materials area
There have beenmethodical attempts to develop bioactivedental and prosthetic cements using phosphates in the past[97] and also to exploit antibacterial properties of these
materials [98] Since CBPC materials are phosphate basedthey are uniquely positioned to match with compositionof bones and teeth in which hydroxyl apatite a calciumphosphate hydrate is the main component Using modernCBPC for this application was conceived by Wagh et al [99]and subsequent research led to root canal materials ownedby Dentsply company Following this Bindan Corporationdeveloped its own intellectual property [100] that led toa product called OsteoCrete marketed by Bone SolutionsInc (httpwwwbonesolutionsnet) for multiple orthopedicsolutions including bone void filler Tay et al [101] haveprovided the most recent advances in this area
There have been many other areas in which preliminarywork has been done in application of CBPCs but commercialexploitation has not occurred as yet Notable areas are CBPCsfor oil fields [102ndash104] and fiber reinforced products [68 105]
In summary CBPC technology and its products andCeramicrete in particular have entered various markets indifferent parts of the world The new products have potentialto be transferred from small businesses to larger onesBorobond the first product has been a good example ofthis which was developed by Eagle Picher and then wentto Ceradyne a bigger company and now 3M Companyowns Ceradyne Such acquisitions may provide much widervisibility to unique CBPC products
6 Environmental Effects of CBPC
CBPCs are mineral based materials like Portland cementTherefore the main environmental effect parameters seenin use of these materials are similar to that of PortlandcementThese include greenhouse gas emissions and fugitiveparticulates released in the atmosphere While the latter canbe controlled with good work practices the first one is builtin the chemistry of the process itself and cannot be avoided
There are two major sources of greenhouse gases inthese technologies Carbon dioxide is bound in the rawmaterials such as limestone and dolomite which escapesduring extraction of the appropriate raw material This maybe termed as the direct emission
The second source of greenhouse gas emission is theenergy consumption in producing the final product Thisincludes carbon dioxide generated by the energy use in min-ing of appropriate minerals their transport extraction of thedesired ingredients for the product production operationspackaging and shipping Emissions resulting from thesemay be called process emissions Process emissions may bereduced only by reducing energy consumption and therebyrelease of greenhouse gases
Thedirect emissions in Portland cementmanufacture andCBPCs are different because the two products use differentraw materials However operations from manufacture toshipping are very similar in both cases and hence one canassume that their process emissions are also similar thoughnot the same
US Environmental Protection Agency (EPA) has pro-vided guidelines for calculation of direct emissions [106]Following that we have calculated direct emissions from theCBPC manufacture and compared that to the emissions in
ISRN Ceramics 15
Table 2 Water permeability and mechanical properties of CBPC with wollastonite and other fillers [29]
Composition (wt) Strengths (psi) Fracture toughness (MPasdotm12) Water absorption (wt)Binder Wollastonite Other Compressive Flexural40 60 Nil 8426 1474 066 250 50 Nil 7755 1236 063 230 30 Sand 40 6264 1255 063 3100 Nil Nil 3500 1100 NA 1540 Nil Ash 60 11507 1474 019 178
Typical Portland cement concrete 8000 940 NA 10ndash20
Table 3 Specific activity and boiling point of fission products [6263]
Fission product Half-life (yrs) Specific activity(Cig)
Boiling point(∘C)
Sr-90 28 140 1384Cs-137 30 870 6784Cs-135
3119864 + 6 00012 6784Tc-99 (as NaTcO4) 21119864 + 5 017 100I-131 1802 days gt5000 184
cement sector Taking the example of Ceramicrete as a CBPCthe actual calculations are provided in the appendix Thesecalculations show that direct emissions from Ceramicretemanufacture are 40 less than that in manufacturing ofcement This is mainly because Ceramicrete contains 60 flyash which is an industrial byproduct from the utility industryand direct emission contribution to this component is zero
Assuming the process emissions are the same for thesame tonnage of both products when the direct and processemissions are added Ceramicrete emits only 20 less green-house gases compared to Portland cement Thus there is nosubstantial gain in using CBPCs cement
As we have seen in Section 5 CBPCs are also used asinorganic coatings Here they can be environmentally veryfriendly alternatives to polymer coatings This is becauseCBPC coatings are the first inorganic alternatives to organiccoatings Therefore CBPCs can make a big difference in thecoating world This may be seen in the following analysis
The ecological impact of CBPCs arises from four majorfactors which are described in [67]
(a) greenhouse gas emissions(b) low-level ozone emissions(c) acidification(d) eutrophication
Greenhouse gas emissions are the same as the directemissions discussed above in context of cement industryLow-level ozone emissions result from release of volatileorganic compounds (VOCs) into the environment duringmanufacturing of organic paints and their use Acidificationon the other hand is due to sulfur in the polymers that resultsin formation of oxides of sulfur and eventually sulfuric acidwhich is harmful to the nature
We can use the numbers from the appendix for green-house gas emissions Ozone depletion is nonexistent in thecase of CBPCs because there are no VOCs in CBPC coatingsAcidification is also not an issue because CBPC coatingsdo not contain sulfur compounds They contain phosphatecompounds but phosphate release is negligible as has beenshown in several Product Consistency tests (see eg PCTdata in Table 4) Thus acidification is not an issue
The fourth factor eutrophication [107] is the result ofleaching of nutrients into soil and water streams that produceunwanted algal growth which chokes aquatic life and plantgrowth CBPCs contain significant amount of phosphatesThey are also good fertilizers and their presence in aquaticstreams can be a problem Fortunately Product Consistencyleaching results presented in Table 7 conducted by us haveshown that CBPC products release phosphates extremelyslowly into ground water and hence good CBPC productsshould not affect the environmentThese conclusions are verypreliminary and detailed investigations are needed in thisarea for a given application
In light of these observations we have summarized thebenefits of CBPC coatings over polymeric coatings in Table 8For the sake of calculations we have assumed the coatingcomposition is the basic Ceramicrete binder (MgO andmonopotassium phosphate and 35 water in the coating)
Table 8 shows that CBPC coatings produce only about15 of solvent-based varnish and 80 of solvent-based alkydpaint They produce no ozone damaging VOCs nor anyoxides of sulfur that lead to acidification Their potentialfor eutrophication is negligible because CBPC coatings arelike phosphate minerals and leaching of phosphate in theenvironment is minimal
7 Conclusions
CBPCs in a period of 20 years have made major strides invarious fields fromnuclear waste immobilization safe storageof nuclear materials and structural products and in dentaland prosthetic applications The first ten years were investedin understanding the chemistry of these materials as well aslength and breadth of their possible applications and carvingout focus areas for products development The last ten yearshave seen them entering the market all over the world
CBPCs were invented primarily to immobilize low-levelradioactive waste In last 10 years however research hasdemonstrated that they may as well be used to tackle the
16 ISRN Ceramics
Table 4 Waste streams tested in the Russian project [64]
Nature of the contaminant H1 H2 M1 M2
Waste sourceSupernatant from
HanfordAN-105
Supernatant fromMayak Russia
Sludge fromHanford AZ-102
120572-Bearing wastefromMayak
RussiaSolids content (wt) 52 38 35 16
Major benign ions (gL)Na+-256NO3
minus-167NO2
minus-113OHminus-84
Na+-265NO2
minus-85OHminus-43
Na+-99NO3
minus-38NO2
minus-295OHminus-90
Na+-83NO2
minus-24
Activity of actinides (BqL)239Pu-121198648237Np-121198648
239Pu-351198648237Np-241198646241Am-801198648
Sa-131198645
Fission products
90Sr-211198647137Cs-24119864799Tc-631198648131I-1 1119864775Se-271198646
90Sr-511198648137Cs-12119864799Tc-191198649
90Sr-151198646137Cs-581198641099Tc-631198648129I-231198646
Hazardous metalsCr-29 as CrO4minus
Pb2+-007Cd2+-0003
Cr3+-024Pb2+-001Cd2+-5Ni2+-24
Cr-7 as CrO4minus Ni2+-24
Table 5 Neutralization and stabilization additives
Issue AdditiveNeutralization of alkaline streams Small amount of H3PO4
Tc+7 (in pertechnetate state) lt05 SnCl2 [64]Iminus AV-17 resin in Clminus formCs and Sr K4[Fe(CN)6] sdot 3H2O
Table 6 Physical properties of the waste forms
Loading and properties H1 H2 M1 M2Waste loading 35 44 43 34Density (gcm3) 16-17 17-18 18 18Compressive strength (MPa) 25ndash55 40ndash55 gt20 gt20
most difficult issue of volatile high activity fission productswhere high temperature technologies fail They have enteredthemarket as nuclear shieldingmaterials in an aggressiveway
Because CBPCs can be used as grouts or coatings appli-cations may extend well beyond what we see in the marketThey have zero flame spread and high reflectivity to infraredradiation and may be used very widely in fire protection andinsulation They have shown excellent corrosion protectionof steel Therefore they may turn out to be the first inorganiccorrosion protection coatings Efforts are underway in theindustry to bringCBPCproducts in themarket in these fields
All this has happened with only one composition ofmagnesium oxide and monopotassium phosphate known asCeramicrete Potential to develop products lies well beyondthe current state of the art because a wide range of otherformulations is feasible It is hoped that the fundamentalworkreported during the first 10 years and applications-orientedprogress during the last 10 years will lead to wider curiosity
Table 7 Results of leaching results
Contaminants H-1 H-2 M-1 M-2ANS 161 90-day immersion test for radioactive contaminants [65]
Actinides237Np 128 136239Pu 135 144 Total alpha
= 129241Am 146
Fission products90Sr 109 132 111137Cs 114 115 13099Tc 99 10231I 112 7975Se 96
PCT 7-day immersion test at 90∘C for product constituents(gm2sdotday as normalized leaching rate [66])
Mg41119864minus6 71119864minus7 66119864minus5 16119864 minus 5
K19119864minus2 11119864minus2 24119864minus2 24119864 minus 2
PO4 63119864minus3 18119864minus3 72119864minus3 95119864 minus 3
Na17119864minus2 93119864minus3 24119864minus2 21119864 minus 2
Toxicity characteristic leaching procedure for hazardous elements(ppm) [66]Element Reg limitPb 075 0005 0004 008Cr 06 004 0006 02Cd 011 0001 0008Ni 110 lt01 05 07
in thesematerials and result inmore investment and productsdevelopment
ISRN Ceramics 17
Table 8 Comparison of environmental impact factors of CBPCand typical commercial coatings Data for commercial coatings isreproduced from [67]
CoatingsDirect
emissions(gkg)
Low-levelozone
(g ethanekg)
Acidification(g Soxkg)
Eutrophication(g P2O5kg)
Solvent-based varnishBindingagent 8816 42 74 09
Solvent 11457 21 68 07Total 20273 63 142 16
Solvent-based alkyd paintBindingagent 2834 08 32 03
Filler 253 001 03 83Solvent 639 03 10 01Total 3726 111 45 87CBPCcoatings 300 00 00 Very low but to
be quantified
Appendix
Calculations of Direct Emissions fromCBPC Production
One ton of Portland cement produces one ton of CO2
It consists of two parts direct emissions resulting fromdecomposition of limestone into CaO and CO
2and the rest
from process parameters such as fuel consumption transportof raw materials grinding and sieving operations and trans-port and shipping Direct emissions can be calculated fromchemistry and thermodynamics while the process emissionsare site specific and must be monitored and determined ateach plant [67] This is also true for CBPC cement productsalso However due to process similarities it is quite likely thatthe process emissions in both cases will be similar For thisreason we will calculate the direct emissions and comparethe environmental benefits of CBPCs
1 Calculation of Direct Emissions in Portland Cement Produc-tion Direct emissions in Portland cement manufacture arisefrom clinkering limestone (calcium carbonate) at 1500∘C toproduce calcium oxide by the decomposition
CaCO3= CaO + CO
2 (A1)
Molar weights of CaO and CO2are 56 and 44 gmole
Portland cement contains approximately 64wt CaOwith the rest being silica and alumina Therefore directemission of CO
2to produce one ton of cement is
molar weight of CO2molar weight of CaCO
3times
064 = (4456) times 064 = 05
This means direct emission is 05 kgkg of cement and05 kgkg of CO
2because of other production and distribu-
tion processes
2 Calculation of Direct Emission in Ceramicrete ProductionComposition of Ceramicrete is 10 wt MgO + 30wtMKP + 60wt fly ash MgO is produced from dolomiterock which is MgCa(CO3)2 or MgCO3 + CaCO3 It is againcalcined at 1500∘C and MgO and CaO are separated
Assuming equimolar proportion of MgCO3and CaCO
3
in dolomite rock the proportion of MgCO3and CaCO
3is
457 wt to 543 wt This gives us
MgO content = MgOMgCO3times 457
= 0403 times 457 = 1828(A2)
This means kg of dolomite rock will produce 1828 g of MgOTotal amount of CO
2released during calcination of
dolomite comes from decomposition of CaCO3andMgCO
3
The decomposition equations for the two components are
CaCO3= CaO + CO
2
MgCO3= MgO + CO
2
(A3)
Using molar weights of the components we find that CO2
content in dolomite rock is 478 wt Thus
CO2produced per ton of MgO = 478
1828
= 259 tons(A4)
Ceramicrete contains 10wt MgO Therefore Ceramicreteproduces 259 g of CO
2per kg of Ceramicrete because of use
of MgO in itSimilarly monopotassium phosphate also produces CO
2
MKP is produced frompotassiumcarbonate by reacting itwith phosphoric acid during which CO
2is released as given
in the equation below
K2CO3+H3PO4= 2KH
2PO4+ CO2+H2O (A5)
Molar weights of K2CO3 H3PO4 and KH
2PO4are 124 98
and 272 gmole respectively So to produce 272 kg of MKPwe produce 44 kg of CO
2
Thismeans to produce one kg ofMKP we produce 44272= 016 kg of CO
2
Thus contribution of CO2due to MKP = 03 times 016 =
0048 kgkg of Ceramicrete Therefore total direct emissionwhich is the sum of emissions due to MgO and MKPproduction is
0259 + 0048 = 03 kgkg of Ceramicrete (A6)
This is 60 of direct emission in cement production
3 Total Emission Reduction Since both processes use verysimilar processing technology we assume the process emis-sions to be similar equal to 05 ton of CO2kg
total emission in Ceramicrete = 03 + 05 = 08 ton ofCO2kg of Ceramicrete
18 ISRN Ceramics
total emission in cement = 05 + 05 = 1 kgkg ofcement
The paper is intended to disseminate scientific progress inthe subject explained to a wider scientific audience with thehope that it will lead to further research and development inthis field for the benefit of a wider international community
Conflict of Interests
Theauthor declares that he has no financial interest in writingthis paper
References
[1] J Aspdin ldquoAn improvement in themodes of producing artificialstonerdquo British Patent 5022 1924
[2] S Sorel ldquoOn the new magnesium cementrdquo Comptes RendusHebdomadire des Seances de lrsquoAcademie des Sciences vol 65 pp102ndash104 1867
[3] A D Wilson ldquoThe chemistry of dental cementsrdquo ChemicalSociety Reviews vol 7 no 2 pp 265ndash296 1978
[4] A Wilson and J Nicholson Acid-Base Cements CambridgeUniversity Press 1993
[5] C Shi P Krivenko and D Roy Alkali Activated Cements andConcretes Taylor and Francis New York NY USA 2006
[6] J Davidovits Geopolymers Chemistry and Applications seriesin civil and structural engineering Woodhead Publishing2009
[7] J L Provis and J S J van Deventer Geopolymer StructuresProcessing Properties and Industrial Applications WoodheadPublishing 2009
[8] A S Wagh Chemically Bonded Phosphate Ceramics Elsevier2004
[9] A E R Westman Phosphate Ceramics Topics in PhosphateChemistry vol 9 John Wiley and Sons New York NY USA1977
[10] T Kanazawa Inorganic Phosphate Materials chapter 1 Elsevier1989
[11] W H Rollins ldquoA contribution to the knowledge of cementsrdquoDental Cosmos vol 21 pp 574ndash576 1979
[12] E S Gaylord ldquoOxyphosphates of zincrdquo Archives of Dentistryvol 33 pp 364ndash380 1989
[13] H Fleck ldquoChemistry of oxyphosphatesrdquoDental Items of Interestvol 24 article 906 1902
[14] W Souder and G Paffenberger Physical Properties of DentalMaterials (US National Bureau of Standards Circular NoC433) 1942
[15] W S Crowell ldquoPhysical chemistry of dental cementsrdquo Journalof the American Dental Association vol 14 pp 1030ndash1048 1927
[16] E W Skinner Science of Dental Materials W B SaundersPhiladelphia Pa USA 3rd edition 1947
[17] B W Darwell ldquoAspects of chemistry of zinc phosphatecementsrdquo Journal of the American Dental Association vol 14pp 1030ndash1048 1929
[18] A D Wilson ldquoZinc oxide dental cementsrdquo in Scientific Aspectsof Dental Materials J A von Fraunhofer Ed pp 159ndash190Butterworths London UK 1975
[19] P J Wisth ldquoThe ability of zinc phosphate and hydro phosphatecements to seal band spacesrdquo Angle Orthodontist vol 42 no 4pp 395ndash398 1972
[20] A S Wagh and S Y Jeong ldquoChemically bonded phosphateceramics I a dissolution model of formationrdquo Journal of theAmerican Ceramic Society vol 86 no 11 pp 1838ndash1844 2003
[21] A S Wagh S Grover and S Y Jeong ldquoChemically bondedphosphate ceramics II warm-temperature process for aluminaceramicsrdquo Journal of the American Ceramic Society vol 86 no11 pp 1845ndash1849 2003
[22] A S Wagh and S Y Jeong ldquoChemically bonded phosphateceramics III reduction mechanism and its application to ironphosphate ceramicsrdquo Journal of the American Ceramic Societyvol 86 no 11 pp 1850ndash1855 2003
[23] A S Wagh and C Primus ldquoMethod and product for phospho-silicate slurry for use in dentistry and related bone cementsrdquo USPatent 7 083 672 2006
[24] C S Rostaing di Rostagni ldquoVerfahrung zur Darstellung vonKitten fur sahnarztliche und ahnliche Awecke bestehend vonGemischen von Pyrophophaten des Calciums oder Bariumsmit den Pyrophosphaten des Zinks oderMagnesiumsrdquo GermanPatent 6015 1878
[25] S B Palmer ldquoZinc phosphatesrdquoDental Cosmos vol 33 pp 364ndash380 1891
[26] A SWagh S Y Jeong and D Singh ldquoHigh strength phosphatecement using industrial byproducts ashesrdquo in Proceedings ofthe 1st International Conference on High Strength Concrete AAzizinmini D Darwin and C French Eds pp 542ndash553 TheAmerican Society of Civil Engineers 1997
[27] W Postl FWalter K Ettinger andH-P Bojar ldquoErsterNachweisdes Kalium-Analogons MgK(PO
4)6H2O von Struvit und der
kristallinen Phase Mg2KH(PO
4)215H2O aus dem ehemali-
gen Bleibergbau Rossblei Eschachalm Schladminger TauernSteiermark Osterreichrdquo Joannea Mineralogie vol 1 pp 45ndash522000
[28] S Graeser W Postl H-P Bojar et al ldquoStruvite-(K) KMgPO4
6H2O the potassium equivalent of struvite a new mineralrdquo
European Journal of Mineralogy vol 20 no 4 pp 629ndash6332008
[29] A S Wagh S Jeong D Lohan and A Elizabeth ldquoChemicallybonded phospho-silicate ceramicsrdquo US Patent 6 518 212 2003
[30] M Pourbaix Atlas of Electrochemical Equilibria in AqueousSolutions National Association of Corrosion Engineers Hous-ton Tex USA 1974
[31] E Soudee and J Pera ldquoMechanism of setting reaction inmagnesia-phosphate cementsrdquo Cement and Concrete Researchvol 32 no 1 pp 153ndash157 2002
[32] E Soudee and J Pera ldquoInfluence of magnesia surface onthe setting time of magnesia-phosphate cementrdquo Cement andConcrete Research vol 32 no 1 pp 153ndash157 2002
[33] M A Carvalho and A M Segadaes ldquoThe hydration of mag-nesium phosphate cements effect of powder characteristics onthe reaction kineticsrdquoMaterials Science Forum vol 591ndash593 pp833ndash838 2008
[34] E M Gartner and D E MacPhee ldquoA physico-chemical basisfor novel cementitious bindersrdquo Cement and Concrete Researchvol 41 no 7 pp 736ndash749 2011
[35] Z Ding B Dong F Xing N Han and Z Li ldquoCementingmechanism of potassium phosphate-based magnesium phos-phate cementrdquo Ceramics International vol 38 pp 6281ndash62882012
[36] F Xing Z Ding and Z-J Li ldquoStudy of potassium-basedmagnesium phosphate cementrdquo Advances in Cement Researchvol 23 no 2 pp 81ndash87 2011
ISRN Ceramics 19
[37] A S Wagh and S Jeong ldquoChemically bonded phosphateceramics of trivalent oxides of iron andmanganeserdquo US Patent6 498 119 2002
[38] L C Chow ldquoCalcium phosphate cements chemistry proper-ties and applicationsrdquo in Proceedings of the Materials ResearchSociety Symposium vol 599 pp 27ndash37 2000
[39] C Klein andC S Hurlbut JrManual ofMineralogy JohnWileyand Sons New York NY USA 20th edition 1985
[40] T Sugama and L E Kukacka ldquoMagnesium monophosphatecements derived from diammonium phosphate solutionsrdquoCement and Concrete Research vol 13 no 3 pp 407ndash416 1983
[41] T Sugama and L E Kukacka ldquoCharacteristics of magnesiumpolyphosphate cements derived from ammonium polyphos-phate solutionsrdquo Cement and Concrete Research vol 13 no 4pp 499ndash506 1983
[42] T Finch and J H Sharp ldquoChemical reactions betweenmagnesiaand aluminium orthophosphate to form magnesia-phosphatecementsrdquo Journal of Materials Science vol 24 no 12 pp 4379ndash4386 1989
[43] S Y Jeong and A Wagh ldquoFormation of chemically bondedceramics with magnesium dihydrogen phosphate binderrdquo USPatent 6 776 837 2004
[44] D Singh A Wagh and M Tlustochowicz ldquoZirconium phos-phate waste forms for low-temperature stabilization of cesium137-containing waste streamsrdquo in Environmental Issues andWaste Management Technologies in the Ceramic and NuclearIndustries II Ceramic Transactions Volume 72 V Jain and D KPeeler Eds pp 167ndash178 1996
[45] IAEA ldquoEstimation of global inventories of radioactive wasteand other radioactive materialsrdquo Report IAEA-TECDOC-15912007
[46] World Nuclear Association httpworld-nuclearorginfoSafety-and-SecuritySafety-of-PlantsFukushima-Accident-2011UdM uv0RjM
[47] IAEA ldquoFukushima Daiichi status reportrdquo 2012[48] Nuclear Decommissioning Authority (UK) Radioactive wastes
in the UK Summary of the 2010 inventory URN 10D196NDASTSTY (11) 005 2011
[49] J H Saling Y S Tang and A W Fentiman Radioactive WasteManagement CRC Press 2nd edition 2001
[50] US DOE ldquoStrategy and management and disposal of usednuclear fuel and high-level radioactive wasterdquo 2013
[51] US EPA ldquoSpent nuclear fuel and high level radioactive wasterdquohttpwwwepagovradiationdocsradwaste402-k-94-001-snf hlwhtml
[52] ldquoNuclear fission productsrdquo httpenwikipediaorgwikiNu-clear fission product
[53] C C Lin Radiochemistry in Nuclear Power Reactors TheNational Academy Press 1996
[54] US Environmental Protection Agency ldquoTreatment standardsfor hazardous debrisrdquo 40 CFR Part 268 45 1994
[55] W H Rollins ldquoA contribution to the knowledge of cementsrdquoDental Cosmos vol 21 pp 574ndash576 1879
[56] Q Yang and X Wu ldquoFactors influencing properties of phos-phate cement-based binder for rapid repair of concreterdquoCementand Concrete Research vol 29 no 3 pp 389ndash396 1999
[57] D A Hall R Stevens and B El-Jazairi ldquoThe effect of retarderson the microstructure and mechanical properties of magnesia-phosphate cement mortarrdquo Cement and Concrete Research vol31 no 3 pp 455ndash465 2001
[58] S Y Jeong and A Wagh ldquoFormation of chemically bondedceramics with magnesium dihydrogen phosphate binderrdquo USPatent 6 776 837 2004
[59] ldquoBASF productrdquo httpwwwbuildingsystemsbasfcomp02USWeb-Internetbuildingsystemsen GBcontentmicrosit
[60] D A Hall R Stevens and B El Jazairi ldquoEffect of water contenton the structure and mechanical properties of magnesia-phosphate cement mortarrdquo Journal of the American CeramicSociety vol 81 no 6 pp 1550ndash1556 1998
[61] A S Wagh D Singh and S Jeong ldquoChemically bondedphosphate ceramics for stabilization and solidification of mixedwasterdquo in Hazardous and Waste Treatment Technologies Hand-book C H Ho Ed chapter 6 3 1 pp 1ndash18 CRC Press 2001
[62] W L Ebert S F Wolf and J K Bates ldquoRelease of technetiumfrom defense waste processing facility glassesrdquo in Proceedings ofthe MRS Fall Symposium pp 221ndash227 November 1995
[63] WM Haynes Compiled from CRCHandbook of Chemistry andPhysics CRC Press Boca Raton Fla USA 93rd edition 2012
[64] S E Vinokurov Y M Kulyako O M Slyuntchev S IRovny and B FMyasoedov ldquoLow-temperature immobilizationof actinides and other components of high-level waste inmagnesium potassium phosphate matricesrdquo Journal of NuclearMaterials vol 385 no 1 pp 189ndash192 2009
[65] D Singh V RMandalika S J Parulekar andA SWagh ldquoMag-nesium potassium phosphate ceramic for 99Tc immobilizationrdquoJournal of Nuclear Materials vol 348 no 3 pp 272ndash282 2006
[66] American Society for Testing of Materials ldquoStandard testmethod for static leaching of monolithic waste forms fordisposal of radioactive wasterdquo ASTM C 1220-98 1998
[67] Swedish Environmental Research Institute (IVL) ldquoLifecycleassessment of paint Summary of IVLrdquo Report B 1338-A
[68] A D Wilson B E Kent D Clinton and R P Miller ldquoThe for-mation and microstructure of dental silicate cementsrdquo Journalof Materials Science vol 7 no 2 pp 220ndash238 1972
[69] A S Wagh S Patel and A Mangalam ldquoPhosphate bondedcomposites and methodsrdquo US Patent 8 425 717 2013
[70] US DOE and Office of Security and Safety Assurance ldquoHighlyenriched uranium inventoryrdquo 2006
[71] M Gorbotenko and Y Yuferev ldquoCeramicrete as a means forradioactive waste containment and nuclear shieldingrdquo Reportsby All-Russian Research Institute of Experimental PhysicsFederation to Argonne National Laboratory Sarov Russian2002
[72] V Arkhangelrsquoskiy and A Postnikov ldquoBorated materials andcomponents for nuclear shielding andwaste containment appli-cationsrdquo Final Report of the GIPP and ISTC Project 2807Argonne National Laboratory 2007
[73] Japan Atomic Industrial Forum Inc httpwwwjaiforjpjawnu si introdocument2009m salvatores advanced nfcpdf
[74] J S Neal S Pozzi J Edwards and JMihalczo ldquoMeasurement ofwater and B4C content of rackable can storage boxes for HEUstorage at the HEUMH at the Y-12 security complexrdquo ReportORNLTM-2002254 2002
[75] A S Wagh ldquoCeramicrete an alternative radioactive wasteformrdquo in Stabilization and Solidification of Hazardous Radioac-tive and Mixed Wastes R D Spence Ed chapter 6 2 pp 118ndash129 CRC Press 2005
[76] A S Wagh D Singh and S Jeong ldquoChemically bondedphosphate ceramicsrdquo inHandbook ofMixedWasteManagementTechnology C Oh Ed pp 631ndash6318 CRC Press Boca RatonMass USA 2001
20 ISRN Ceramics
[77] J R Conner Chemical Fixation and Solidification of HazardousWastes von Nostrand Reinhold New York NY USA 1990
[78] W A Ibrahim H Sibak and M Abadir ldquoPreparation andcharacterization of chemically bonded phosphate ceramics(CBPC) for encapsulation of harmful wasterdquo The AmericanJournal of Science vol 7 pp 543ndash548 2011
[79] W Lutze and R Ewing Radioactive Waste Forms for the Future1988
[80] National Academy of Sciences Glass as a waste form andvitrification Technology Summary of an internationalWorkshopThe National Academy Press Washington DC USA 1997
[81] ldquoSRNL fact sheets Glass waste form and vitrification processdevelopmentrdquo httpsrnldoegovfactsglass waste formspdf
[82] Y Wang Handbook of Radioactive Nuclides CRC Press 1969[83] D M Bearden and A Andrews ldquoRadioactive tank waste from
the past production of nuclear weapons background and issuesfor Congressrdquo CRS Report For Congress Order Code RS219882007
[84] Vernadsky Institute of Geochemistry andAnalytical ChemistryldquoCeramicrete stabilization of radioactive salt-containing liquidand sludge wasterdquo Reports on Task No 18 19 and 20 ToArgonne National LaboraTory GIPP Project RCO-10116-MO-03 (ANL) Russian Federation Moscow Russia 2008
[85] Y Onishi J Tingrey B Wells et al ldquoRetrieval and pipelinetransfer assessment of Hanford Tank-241-AN-105 wasterdquo PNNLReport 14144 2003
[86] S V Mattigod M Lindberg J Westsik Jr K Parker and CChung ldquoWaste acceptance testing of secondary waste formscast Stone Ceramicrete and DuraLithrdquo PNNL Report 206322011
[87] K J Cantrell and J Westsik Jr ldquoSecondary waste form downselection data package ceramicreterdquo PNNL Report 20681 2011
[88] G B Josephson J Westsik Jr R Pires J Beckford andM Foote ldquoEngineering-scale demonstration of Duralith andCeramicrete waste formsrdquo PNNL Report 20751 2011
[89] American Nuclear Society ldquoAmerican national standard mea-surement of the leachability in the solidified low-level radioac-tive waste by a short-term procedurerdquo Method ANSIANS 16 11986
[90] U S Environmental Protection Agency (EPA) ldquoTest methodsfor evaluating solid waste Physicalchemical methodsrdquo Docu-ment SW-846 2008
[91] G L Smith M Schweiger D Bates et al ldquoVitrification andproduct testing of C-104 and AZ-102 pretreated sludge mixedwith flow-sheet quantities of secondary wastesrdquo PNNL Report13452
[92] L R Dole and H A Friedman ldquoRadiolytic gas generationfromcement-based hosts forDOE low-level radioactivewastesrdquoORNL Report CONF-860605-14 1986
[93] A S Wagh R Strain S Y Jeong D Reed T Krause and DSingh ldquoStabilization of Rocky Flats Pu-contaminated ashwithinchemically bonded phosphate ceramicsrdquo Journal of NuclearMaterials vol 265 no 3 pp 295ndash307 1999
[94] US Department of Energy ldquoWaste isolation pilot plantrdquohttpwwwwippenergygov
[95] American Society for Testing of Materials (ASTM) ldquoStandardpractice for operating salt-spray (fog) apparatusrdquo B-117
[96] American Society for Testing of Materials (ASTM) ldquoStandardtest method for surface burning characteristics of buildingmaterialsrdquo E-84-17
[97] F Wu J Wei H Guo F Chen H Hong and C Liu ldquoSelf-setting bioactive calcium-magnesium phosphate cement withhigh strength and degradability for bone regenerationrdquo ActaBiomaterialia vol 4 no 6 pp 1873ndash1884 2008
[98] G Mestres and M-P Ginebra ldquoNovel magnesium phosphatecements with high early strength and antibacterial propertiesrdquoActa Biomaterialia vol 7 no 4 pp 1853ndash1861 2011
[99] Wagh S Arun and C Primus ldquoMethod and product forphosphosilicate Slurry for use in dentistry and related bonecementsrdquo US Patent 7 083 672 B2 2006
[100] T Lally ldquoBio-adhesive composition method for adheringobjects to bonerdquo US Patent 6 533 821 2003
[101] K C Y Tay B A Loushine C Oxford et al ldquoIn vitro evaluationof a ceramicrete-based root-end filling materialrdquo Journal ofEndodontics vol 33 no 12 pp 1438ndash1443 2007
[102] A SWagh R Natarajan and R LMcDaniel ldquoNew phosphate-based cement useful for drilling completions in arcticrdquoOil andGas Journal vol 103 no 18 pp 53ndash55 2005
[103] A S Wagh R Natarajan and R L McDaniel ldquoAluminumphosphate cements help with deep high-temperature wellsrdquoOiland Gas Journal vol 104 no 19 pp 39ndash43 2006
[104] A S Wagh R Natarajan R L McDaniel and S PatilldquoCeramicrete blends produce strong low-permeability cementsfor arctic userdquo Oil and Gas Journal vol 103 no 19 pp 48ndash522005
[105] D W Brown L K Powell A S Wagh and S-Y JeongldquoCeramicrete-bonded building materials using forest wasterdquo inProceedings of the 35th International ParticleboardCompositeMaterials Symposium p 182Washington State University April2001
[106] U S EPA Climate Leaders Direct Emissions From CementSector Climate Leaders Greenhouse Gas Inventory Protocol CoreModule Guidance 2003
[107] World Resources Institute About Eutrophication httpwwwwriorgour-workprojecteutrophication-and-hypoxiaabouteutrophication
Submit your manuscripts athttpwwwhindawicom
ScientificaHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CorrosionInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Polymer ScienceInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CeramicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CompositesJournal of
NanoparticlesJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Biomaterials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
NanoscienceJournal of
TextilesHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Journal of
NanotechnologyHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
CrystallographyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CoatingsJournal of
Advances in
Materials Science and EngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Smart Materials Research
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MetallurgyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
BioMed Research International
MaterialsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Nano
materials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal ofNanomaterials

ISRN Ceramics 11
in ground water The only source of contamination ofthese materials is their dispersibility as solid fine par-ticles which can be arrested by microencapsulatingthem in the CBPC matrix
(c) Fission product isotopes (Cs-137 and 138 Sr-90 Tc-99 and I-131) these isotopes of cesium strontiumtechnetium and iodine are formed during a nuclearreactionTheir relevant properties are listed inTable 3
Since most of the work on low-level waste streams wasreported in the earlier literature [74 75] we will only discussthe extensive research done during the last ten years whichwas focused on high-level waste streams Among severaloptions available for immobilization of these radioactivewaste streams [78] the most preferred technology has beenborosilicate glass technology [79 80] Waste and glass fritsare mixed together and vitrified at temperatures rangingfrom 1200∘C to 1500∘C This results in a homogenous glasswaste form that has been shown to be stable for a time scale(million years) at which time the activity of the radioactivecomponents is reduced sufficiently that it will not affect theenvironment It canmicroencapsulate transuranics extremelywell However this process is not suitable for high activitywaste streams because of the volatile components containingthe fission products of cesium strontium technetium andiodine (see eg [81]) As one may notice from Figure 8 theamount of the fission product stream is small just a fractionof a percent of the total waste And yet because of theirhigh activity and their ability to become airborne duringthe vitrification process they are unsuitable for vitrificationprocess and hence are separated into high activity wastestreams As we shall see below the CBPC process has beenthe most successful in mineralizing the fission products intostable phosphate compounds and hence immobilizing them
The high activity tank waste streams have resulted fromproduction of weapons grade nuclear fuels in the UnitedStates and Former Soviet Union countries Most are storedin underground storage tanks in the US at Hanford tankfarms in the State of Washington Savannah River in SouthCarolina and some in Idaho The waste streams vary intheir characteristics and composition but are either liquidsor sludge Reference [82] and references therein provide anoverview of the tank waste streams within the US DOEcomplex and their characteristics
While the bench scale testing was done in several earlierprojects full testing and large-scale immobilization exper-iments were conducted and success of the technology wasdemonstrated in collaborative projects between ArgonneNational Laboratory and Russian scientists on the two mostdifficult high activity tank waste streams [83 84] This workmaymake a major impact in the near future on immobilizingsuch waste streams with CBPC formulations
The high activity in these waste streams arises from thefission products prominently containing isotopes listed inTable 3 Also the waste streams can be acidic or alkalinedepending on whether attempts were made to neutralizethem with NaOH Often neutralization results in alternativeproblem of immobilizing waste streams rich in leachablesodiumTable 5Thus the problemof immobilizing tankwaste
streams boils down to the following three (a) immobilizingfission products and trace levels of actinides (b) getting ridof excess water without volatilizing any of the contaminantsand (c) immobilizing sodium to a level that it does not leachout sufficiently to affect the structure of the waste form
Several studies have been conducted in demonstratingimmobilization of these waste streams using CBPCs [85ndash88]Notable and detailed analysis among these was done in acollaborative project between Argonne Vernadsky Instituteof Radiochemistry in Moscow and Production Researchat Mayak a nuclear waste facility in Russian Federationwhich also has stored similar waste Figure 10 Reference[64] provides the major results of the entire project Thisproject demonstrated immobilization of typical two highactivity liquid waste streams from Hanford and two fromMayakThis team effort was highly successful in showing thesimplicity and effectiveness of CBPC in immobilizing thesewaste streams at small scale to 55 gal drum size Initial studywas with simulated waste streams and success of this studyled the scientists to tackle actual waste streams Reference[88] contains details of the methodology nature of the wastestreams additives in the CBPC formulations to immobilizedifficult contaminants properties of the waste forms andtheir performance
This collaborative work directed by Argonne NationalLaboratory on behalf of the US Department of Energy makesall other similar work outdated because this work usedthe methods developed in previous work tested and thenwent beyond to produce waste forms at production levelThe team concluded that CBPC technology can be used inpractice without any concern about pyrophoricity volatilitygas generation or leaching of contaminants For this reasonwe will not delve on any other previous work but summarizeresults of this project
Table 4 lists the composition of each of the waste streamDetails of adding these stabilizers are described in the
paper [88]It is the opinion of this author that Cs and Sr do not need
stabilizers because using the solubility analysis presentedin [8] it is possible to show that Sr is a sparsely solublemetal and it will form SrKPO
4 Cs being an alkali metal
will be converted to insoluble MgCsPO4 This mineralization
of Sr and Cs has been verified in the authorrsquos unpublishedwork Both SrKPO
4and MgCsPO
4have negligible aqueous
solubility and as will be seen later perform well in leachingtests
Table 6 lists the waste loading in the final waste formsand their physical properties All results are reproduced from[88]
For waste streams with low-solid content of 16ndash52wtsolids the waste loading has been very significant This isbecause as in Portland cement CBPCs require water andbind significant amount in their crystalline structure
There are both benefits and drawbacks of the approachof binding water and increasing the waste loading Forexample if glass vitrification technology is to be used forimmobilizing these waste streams the water will evaporatebut then the fission products will also evaporate causing
12 ISRN Ceramics
air contamination They can be captured somehow in off-gas system but then need a lower temperature method ofstabilizing them At the same time the vitrified waste formwill have very small volume and will cost a lot less intransportation and long-term storage On the other handthe CBPCwaste form provides a significantly simpler processwith the least concern for volatility of the fission products butincreases the cost of transportation and storage because of itslarge volume
The effectiveness of waste immobilization method isdetermined bymainly three tests AmericanNuclear SocietyrsquosANS 161 test [89] determines the leaching index (negativeof logarithm of the diffusion constant) for each of theradioactive contaminants The test is carried out at roomtemperature by immersing a geometrically regular sample indeionized and distilled water over 90 days Aliquots of theleachate solution are drawn at specified periods and analyzedfor the contaminant concentration These numbers allowone to determine the diffusion constant of the particularcontaminant in the waste form and that in turn allows one torepresent the result as the leaching index Table 7 summarizesthese results in this project
The other leaching test is for the durability of the wasteform itself Product Consistency Test (PCT) [66] determinesthe leaching rate of the major components of the wasteformThe test was designed for vitrified glass and hence thecomponents are Si Ca Al and B For CBPC however theywill have to be Mg K and P
In PCT a sample in cylindrical shape of more thantwenty times the area compared to its volume is selectedand immersed in distilled and deionized water The leachingexperiment is conducted for 7 days at a constant temperatureof 90∘C At the end of the test a sample of the leachate wateris analyzed for the major elements of the waste form and theleaching rate is determined per unit area of the surface Againthe results are included in Table 7 of this test on all four wasteforms
A third test is designed for hazardous metals defined byResource Conservation and Recovery Act (RCRA) of the USEnvironmental Protection Agency [90]
The literature has been very scanty about the leachingindex for contaminants from vitrifiedwaste form and hence itis very difficult to make a comparison of the results presentedin Table 7 with glass waste form However [85 86] provideleaching index for various fission products on simulated tankwaste streams in different waste forms Generally their bestresults are gt9 for the leaching index for any of the fissionproducts This may be compared with the results given inTable 7 for actual radioactive contaminants Inmost cases theresults are several orders of magnitude higher than that forsimulated waste forms reported earlier (Note that increasein one number in the leaching index is a decrease by afactor of 10 in the diffusion constant because LI = minuslog(diffusion constant)) The only exception is that for iodinein M1 and Se in H1 In the first case the value is by oneorder less than 9 but in the other case it is still higher than9 but not by several orders Thus one may conclude thatthe CBPC technology performs far better than the expectedperformance of immobilized fission products waste forms
Pacific Northwest Laboratory scientists conducted vitrifi-cation experiments for similar liquid waste streams [91] andmeasured the leach rate of themajor constituents of the wasteforms Since boron sodium lithium aluminum and siliconare the constituents of their borosilicate glass they conductedthe PCT and measured the leaching rates for these elementsThey show that the leaching results for the waste form of thestreamAZ-102 (termed asH2 in Table 7) are 00063 gm2sdotdayfor boron 0052 gm2sdotday for sodium 005 gm2sdotday forlithium 000786 gm2sdotday for aluminum and 0033 gm2sdotdayfor silicon all higher than those observed for the majorconstituents of phosphate waste forms (see Table 7) Thisshows that it is not necessary to resort to high temperature-processes to immobilize secondary waste streams and room-temperature processes are capable of providing a rugged andleach resistant matrix for them
Apart from the leach resistance of the waste forms thereare other issues Radiolytic hydrogen [92] may be generateddue to splitting of water and other hydrogen-containingmolecules by intense radiation Wagh et al have conductedseveral studies on actinides in CBPC When actual uraniumand plutonium containing ash waste were immobilized theradiolytic gas yield was 013mol H2100 ev which is lowerthan that in cement waste form Test details and comparativedata may be found in [93] This implies that the bound waterin CBPCwaste form did not play a major role in the gas yield
In summary CBPC technology is applicable to immo-bilization of the most acute high activity waste It has beentested with actual waste and at full scale and is the bestcandidate for deployment in the current state of its art
432 Spent Nuclear Fuel [51] In nuclear power plants thenuclear fuel rods are used for the fission of nuclear materialto produce electricityThey need to be changed every 10 yearsor so These spent fuel rods are becoming a big liability forthe nuclear industry and need long-term storage becausethey are still highly radioactive when they come out of thereactor vessels They irradiate neutrons and hence need to bestored for quite some time inwater pools so that the irradiatedneutrons are absorbed by water till they cool down and theneutron intensity depletes sufficiently so that they can thenbe stored in alternative dry storage casks and transported topermanent storage repositories
The general composition of spent fuel is given in Figure 8and the complete nuclear fuel cycle from power generation towaste form fabrication is presented in Figure 9
As onemay notice from Figure 9 once the uranium ore ismilled and enriched fuel rods are fabricated which then areloaded into the reactor where their high activity is used forpower generation After they become less efficient due to thedecay process they can be either used for reprocessing ormaybe simply sent for storage Both options are used dependingon the availability of sufficient fuel in every nuclear countryThe spent fuel is stored in water pools with a hope ofimmobilization and ultimate storage in a repository as a glasswaste form
Unfortunately in most countries the fuel rods haveremained in water pools because the logistics of building
ISRN Ceramics 13
Nuclear fuel cycles and unresolved issue
Uranium ore NORM waste
Fuel fabrication
Power generation
Spent fuel
Contaminated ware equipmentEncapsulation disposal
Con
tam
inat
ed w
are
equi
pmen
tEn
caps
ulat
ion
disp
osal
Vitr
ifica
tion
stor
age
or d
ispos
al
Milling enrichmentVolatiles
Nuclear power
Reprocessing
Figure 9 Nuclear fuel cycle and waste form production and theunresolved issue of volatiles
Figure 10 Cross-section of a 55 gal drum scale surrogate salt wasteform produced by P R Mayak in Russia with funding fromUSDOEand in collaboration with Argonne National Laboratory (2007)(source Argonne file photo)
permanent repositories has not been resolved due to eco-logical issues and resistance from stakeholders and localauthorities Even if the repository issues are resolved thespent fuel needs to be immobilized in a nonleachable anddurable medium
In the entire cycle other high volume but low activitywaste streams are generated too These are either encap-sulated in a cementitious waste form or simply stored innonleachable drums in an underground repository such asWaste Isolation Pilot Plant (WIPP) in the United States [94]
The previous section on high activity liquid wastestreams the waste forms exhibit very high leaching resis-tance comparable to that of glass waste forms Since thevitrification technology is still not a full-fledged route toimmobilization of spent fuel the issue of volatile byproductwaste streamhas not come to the forefront of the final schemefor handling the spent fuel When the issue will come tothe forefront CBPC may turn out to be the most usefultechnology supplementing the glass waste form technology
Figure 11 Demonstration samples of CBPC-based Borobond neu-tron shielding products Source Ceradyne Boron products website
Figure 12 Demonstration of sewage pipe coating with Grancrete(Grancrete Inc Taipei Taiwan) (httpwwwdynamocomtw)
5 CBPC Products in the Market
The CBPC technology was initially developed for nuclearwaste immobilization Its first application was as a nuclearshielding material Eagle Picher Technologies LLC perfectedthe technology by introducing boron in Ceramicrete whichwas used and is probably still being used inUSDepartment ofEnergy complex for waste immobilization and nuclear shield-ing However its commercial product named Borobond forshielding of neutrons was developed by Boron Departmentof Eagle Picher but now is owned by Ceradyne Corporationand hence 3M Company and is an established commercialproduct
In structural materials area the CBPC technology is wellsuited to fulfill needs for products that do not exhibit draw-backs of cement and polymer products CBPC materials areinorganic and hence nonflammable They exhibit negligibleporosity and extremely low water permeability Table 2 Theybond to all earth materials such as limestone sand stoneand even conventional cement concrete They also bond to
14 ISRN Ceramics
Figure 13 Insulated and solar reflective CBPC roof tile of inChennai India (httpwwwthermalcarein)
themselves In the next section we will see that comparedto other equivalent products they are very environmentallyfriendly
As was discussed briefly in Section 41 the structuralproducts applications lie in two categories
(a) cements grouts and concrete(b) coatings
In both areas several small businesses have madegood strides in entering markets For example inthe United States Bindan Corporation of Oak BrookIllinois (httpwwwbindancorpcom) and Grancrete Inc(httpwwwgrancretenet) of North Carolina have beenin business for at least last 10 years producing road repairmaterials concrete repair products floor-surfacing productsand so forth Grancrete has shown its presence in Taiwanand Japan for the same applications Figure 12
Realizing that CBPCs are more expensive comparedto Portland cement CBPC concretes are not cost effec-tive Therefore only value-added products are commerciallyviable Because of this reason recent trend has been toexploit unique properties of CBPCs and design products withperformance superior to current products in the market
One example is roof tiles named Thermal Care Tilesin Chennai India (httpwwwthermalcarein) With CBPCformulations and additives these tiles can reduce impactof hot sun in houses to the extent of 8ndash10∘C by providinghigh reflectivity to solar radiation and also providing highthermal insulation properties Figure 13 CBPC-based coatingproducts are probably the most unique ones among theseEon Coat Inc (httpwwwEonCoatcom) has introducedcorrosion and fire protection coatings that exhibit outstand-ing properties Their coatings do not show corrosion of thesubstrate or osmotic blistering [94] even when samples areexposed for 1000 hours in salt-spray chamber [95] In thesame way the Flame Spread test [96] shows no flame spreadat all and surpasses all organic coatings in performanceLearning the excellent performance ofCBPC-based productsnew companies are investing to develop range of products inthe structural materials area
There have beenmethodical attempts to develop bioactivedental and prosthetic cements using phosphates in the past[97] and also to exploit antibacterial properties of these
materials [98] Since CBPC materials are phosphate basedthey are uniquely positioned to match with compositionof bones and teeth in which hydroxyl apatite a calciumphosphate hydrate is the main component Using modernCBPC for this application was conceived by Wagh et al [99]and subsequent research led to root canal materials ownedby Dentsply company Following this Bindan Corporationdeveloped its own intellectual property [100] that led toa product called OsteoCrete marketed by Bone SolutionsInc (httpwwwbonesolutionsnet) for multiple orthopedicsolutions including bone void filler Tay et al [101] haveprovided the most recent advances in this area
There have been many other areas in which preliminarywork has been done in application of CBPCs but commercialexploitation has not occurred as yet Notable areas are CBPCsfor oil fields [102ndash104] and fiber reinforced products [68 105]
In summary CBPC technology and its products andCeramicrete in particular have entered various markets indifferent parts of the world The new products have potentialto be transferred from small businesses to larger onesBorobond the first product has been a good example ofthis which was developed by Eagle Picher and then wentto Ceradyne a bigger company and now 3M Companyowns Ceradyne Such acquisitions may provide much widervisibility to unique CBPC products
6 Environmental Effects of CBPC
CBPCs are mineral based materials like Portland cementTherefore the main environmental effect parameters seenin use of these materials are similar to that of PortlandcementThese include greenhouse gas emissions and fugitiveparticulates released in the atmosphere While the latter canbe controlled with good work practices the first one is builtin the chemistry of the process itself and cannot be avoided
There are two major sources of greenhouse gases inthese technologies Carbon dioxide is bound in the rawmaterials such as limestone and dolomite which escapesduring extraction of the appropriate raw material This maybe termed as the direct emission
The second source of greenhouse gas emission is theenergy consumption in producing the final product Thisincludes carbon dioxide generated by the energy use in min-ing of appropriate minerals their transport extraction of thedesired ingredients for the product production operationspackaging and shipping Emissions resulting from thesemay be called process emissions Process emissions may bereduced only by reducing energy consumption and therebyrelease of greenhouse gases
Thedirect emissions in Portland cementmanufacture andCBPCs are different because the two products use differentraw materials However operations from manufacture toshipping are very similar in both cases and hence one canassume that their process emissions are also similar thoughnot the same
US Environmental Protection Agency (EPA) has pro-vided guidelines for calculation of direct emissions [106]Following that we have calculated direct emissions from theCBPC manufacture and compared that to the emissions in
ISRN Ceramics 15
Table 2 Water permeability and mechanical properties of CBPC with wollastonite and other fillers [29]
Composition (wt) Strengths (psi) Fracture toughness (MPasdotm12) Water absorption (wt)Binder Wollastonite Other Compressive Flexural40 60 Nil 8426 1474 066 250 50 Nil 7755 1236 063 230 30 Sand 40 6264 1255 063 3100 Nil Nil 3500 1100 NA 1540 Nil Ash 60 11507 1474 019 178
Typical Portland cement concrete 8000 940 NA 10ndash20
Table 3 Specific activity and boiling point of fission products [6263]
Fission product Half-life (yrs) Specific activity(Cig)
Boiling point(∘C)
Sr-90 28 140 1384Cs-137 30 870 6784Cs-135
3119864 + 6 00012 6784Tc-99 (as NaTcO4) 21119864 + 5 017 100I-131 1802 days gt5000 184
cement sector Taking the example of Ceramicrete as a CBPCthe actual calculations are provided in the appendix Thesecalculations show that direct emissions from Ceramicretemanufacture are 40 less than that in manufacturing ofcement This is mainly because Ceramicrete contains 60 flyash which is an industrial byproduct from the utility industryand direct emission contribution to this component is zero
Assuming the process emissions are the same for thesame tonnage of both products when the direct and processemissions are added Ceramicrete emits only 20 less green-house gases compared to Portland cement Thus there is nosubstantial gain in using CBPCs cement
As we have seen in Section 5 CBPCs are also used asinorganic coatings Here they can be environmentally veryfriendly alternatives to polymer coatings This is becauseCBPC coatings are the first inorganic alternatives to organiccoatings Therefore CBPCs can make a big difference in thecoating world This may be seen in the following analysis
The ecological impact of CBPCs arises from four majorfactors which are described in [67]
(a) greenhouse gas emissions(b) low-level ozone emissions(c) acidification(d) eutrophication
Greenhouse gas emissions are the same as the directemissions discussed above in context of cement industryLow-level ozone emissions result from release of volatileorganic compounds (VOCs) into the environment duringmanufacturing of organic paints and their use Acidificationon the other hand is due to sulfur in the polymers that resultsin formation of oxides of sulfur and eventually sulfuric acidwhich is harmful to the nature
We can use the numbers from the appendix for green-house gas emissions Ozone depletion is nonexistent in thecase of CBPCs because there are no VOCs in CBPC coatingsAcidification is also not an issue because CBPC coatingsdo not contain sulfur compounds They contain phosphatecompounds but phosphate release is negligible as has beenshown in several Product Consistency tests (see eg PCTdata in Table 4) Thus acidification is not an issue
The fourth factor eutrophication [107] is the result ofleaching of nutrients into soil and water streams that produceunwanted algal growth which chokes aquatic life and plantgrowth CBPCs contain significant amount of phosphatesThey are also good fertilizers and their presence in aquaticstreams can be a problem Fortunately Product Consistencyleaching results presented in Table 7 conducted by us haveshown that CBPC products release phosphates extremelyslowly into ground water and hence good CBPC productsshould not affect the environmentThese conclusions are verypreliminary and detailed investigations are needed in thisarea for a given application
In light of these observations we have summarized thebenefits of CBPC coatings over polymeric coatings in Table 8For the sake of calculations we have assumed the coatingcomposition is the basic Ceramicrete binder (MgO andmonopotassium phosphate and 35 water in the coating)
Table 8 shows that CBPC coatings produce only about15 of solvent-based varnish and 80 of solvent-based alkydpaint They produce no ozone damaging VOCs nor anyoxides of sulfur that lead to acidification Their potentialfor eutrophication is negligible because CBPC coatings arelike phosphate minerals and leaching of phosphate in theenvironment is minimal
7 Conclusions
CBPCs in a period of 20 years have made major strides invarious fields fromnuclear waste immobilization safe storageof nuclear materials and structural products and in dentaland prosthetic applications The first ten years were investedin understanding the chemistry of these materials as well aslength and breadth of their possible applications and carvingout focus areas for products development The last ten yearshave seen them entering the market all over the world
CBPCs were invented primarily to immobilize low-levelradioactive waste In last 10 years however research hasdemonstrated that they may as well be used to tackle the
16 ISRN Ceramics
Table 4 Waste streams tested in the Russian project [64]
Nature of the contaminant H1 H2 M1 M2
Waste sourceSupernatant from
HanfordAN-105
Supernatant fromMayak Russia
Sludge fromHanford AZ-102
120572-Bearing wastefromMayak
RussiaSolids content (wt) 52 38 35 16
Major benign ions (gL)Na+-256NO3
minus-167NO2
minus-113OHminus-84
Na+-265NO2
minus-85OHminus-43
Na+-99NO3
minus-38NO2
minus-295OHminus-90
Na+-83NO2
minus-24
Activity of actinides (BqL)239Pu-121198648237Np-121198648
239Pu-351198648237Np-241198646241Am-801198648
Sa-131198645
Fission products
90Sr-211198647137Cs-24119864799Tc-631198648131I-1 1119864775Se-271198646
90Sr-511198648137Cs-12119864799Tc-191198649
90Sr-151198646137Cs-581198641099Tc-631198648129I-231198646
Hazardous metalsCr-29 as CrO4minus
Pb2+-007Cd2+-0003
Cr3+-024Pb2+-001Cd2+-5Ni2+-24
Cr-7 as CrO4minus Ni2+-24
Table 5 Neutralization and stabilization additives
Issue AdditiveNeutralization of alkaline streams Small amount of H3PO4
Tc+7 (in pertechnetate state) lt05 SnCl2 [64]Iminus AV-17 resin in Clminus formCs and Sr K4[Fe(CN)6] sdot 3H2O
Table 6 Physical properties of the waste forms
Loading and properties H1 H2 M1 M2Waste loading 35 44 43 34Density (gcm3) 16-17 17-18 18 18Compressive strength (MPa) 25ndash55 40ndash55 gt20 gt20
most difficult issue of volatile high activity fission productswhere high temperature technologies fail They have enteredthemarket as nuclear shieldingmaterials in an aggressiveway
Because CBPCs can be used as grouts or coatings appli-cations may extend well beyond what we see in the marketThey have zero flame spread and high reflectivity to infraredradiation and may be used very widely in fire protection andinsulation They have shown excellent corrosion protectionof steel Therefore they may turn out to be the first inorganiccorrosion protection coatings Efforts are underway in theindustry to bringCBPCproducts in themarket in these fields
All this has happened with only one composition ofmagnesium oxide and monopotassium phosphate known asCeramicrete Potential to develop products lies well beyondthe current state of the art because a wide range of otherformulations is feasible It is hoped that the fundamentalworkreported during the first 10 years and applications-orientedprogress during the last 10 years will lead to wider curiosity
Table 7 Results of leaching results
Contaminants H-1 H-2 M-1 M-2ANS 161 90-day immersion test for radioactive contaminants [65]
Actinides237Np 128 136239Pu 135 144 Total alpha
= 129241Am 146
Fission products90Sr 109 132 111137Cs 114 115 13099Tc 99 10231I 112 7975Se 96
PCT 7-day immersion test at 90∘C for product constituents(gm2sdotday as normalized leaching rate [66])
Mg41119864minus6 71119864minus7 66119864minus5 16119864 minus 5
K19119864minus2 11119864minus2 24119864minus2 24119864 minus 2
PO4 63119864minus3 18119864minus3 72119864minus3 95119864 minus 3
Na17119864minus2 93119864minus3 24119864minus2 21119864 minus 2
Toxicity characteristic leaching procedure for hazardous elements(ppm) [66]Element Reg limitPb 075 0005 0004 008Cr 06 004 0006 02Cd 011 0001 0008Ni 110 lt01 05 07
in thesematerials and result inmore investment and productsdevelopment
ISRN Ceramics 17
Table 8 Comparison of environmental impact factors of CBPCand typical commercial coatings Data for commercial coatings isreproduced from [67]
CoatingsDirect
emissions(gkg)
Low-levelozone
(g ethanekg)
Acidification(g Soxkg)
Eutrophication(g P2O5kg)
Solvent-based varnishBindingagent 8816 42 74 09
Solvent 11457 21 68 07Total 20273 63 142 16
Solvent-based alkyd paintBindingagent 2834 08 32 03
Filler 253 001 03 83Solvent 639 03 10 01Total 3726 111 45 87CBPCcoatings 300 00 00 Very low but to
be quantified
Appendix
Calculations of Direct Emissions fromCBPC Production
One ton of Portland cement produces one ton of CO2
It consists of two parts direct emissions resulting fromdecomposition of limestone into CaO and CO
2and the rest
from process parameters such as fuel consumption transportof raw materials grinding and sieving operations and trans-port and shipping Direct emissions can be calculated fromchemistry and thermodynamics while the process emissionsare site specific and must be monitored and determined ateach plant [67] This is also true for CBPC cement productsalso However due to process similarities it is quite likely thatthe process emissions in both cases will be similar For thisreason we will calculate the direct emissions and comparethe environmental benefits of CBPCs
1 Calculation of Direct Emissions in Portland Cement Produc-tion Direct emissions in Portland cement manufacture arisefrom clinkering limestone (calcium carbonate) at 1500∘C toproduce calcium oxide by the decomposition
CaCO3= CaO + CO
2 (A1)
Molar weights of CaO and CO2are 56 and 44 gmole
Portland cement contains approximately 64wt CaOwith the rest being silica and alumina Therefore directemission of CO
2to produce one ton of cement is
molar weight of CO2molar weight of CaCO
3times
064 = (4456) times 064 = 05
This means direct emission is 05 kgkg of cement and05 kgkg of CO
2because of other production and distribu-
tion processes
2 Calculation of Direct Emission in Ceramicrete ProductionComposition of Ceramicrete is 10 wt MgO + 30wtMKP + 60wt fly ash MgO is produced from dolomiterock which is MgCa(CO3)2 or MgCO3 + CaCO3 It is againcalcined at 1500∘C and MgO and CaO are separated
Assuming equimolar proportion of MgCO3and CaCO
3
in dolomite rock the proportion of MgCO3and CaCO
3is
457 wt to 543 wt This gives us
MgO content = MgOMgCO3times 457
= 0403 times 457 = 1828(A2)
This means kg of dolomite rock will produce 1828 g of MgOTotal amount of CO
2released during calcination of
dolomite comes from decomposition of CaCO3andMgCO
3
The decomposition equations for the two components are
CaCO3= CaO + CO
2
MgCO3= MgO + CO
2
(A3)
Using molar weights of the components we find that CO2
content in dolomite rock is 478 wt Thus
CO2produced per ton of MgO = 478
1828
= 259 tons(A4)
Ceramicrete contains 10wt MgO Therefore Ceramicreteproduces 259 g of CO
2per kg of Ceramicrete because of use
of MgO in itSimilarly monopotassium phosphate also produces CO
2
MKP is produced frompotassiumcarbonate by reacting itwith phosphoric acid during which CO
2is released as given
in the equation below
K2CO3+H3PO4= 2KH
2PO4+ CO2+H2O (A5)
Molar weights of K2CO3 H3PO4 and KH
2PO4are 124 98
and 272 gmole respectively So to produce 272 kg of MKPwe produce 44 kg of CO
2
Thismeans to produce one kg ofMKP we produce 44272= 016 kg of CO
2
Thus contribution of CO2due to MKP = 03 times 016 =
0048 kgkg of Ceramicrete Therefore total direct emissionwhich is the sum of emissions due to MgO and MKPproduction is
0259 + 0048 = 03 kgkg of Ceramicrete (A6)
This is 60 of direct emission in cement production
3 Total Emission Reduction Since both processes use verysimilar processing technology we assume the process emis-sions to be similar equal to 05 ton of CO2kg
total emission in Ceramicrete = 03 + 05 = 08 ton ofCO2kg of Ceramicrete
18 ISRN Ceramics
total emission in cement = 05 + 05 = 1 kgkg ofcement
The paper is intended to disseminate scientific progress inthe subject explained to a wider scientific audience with thehope that it will lead to further research and development inthis field for the benefit of a wider international community
Conflict of Interests
Theauthor declares that he has no financial interest in writingthis paper
References
[1] J Aspdin ldquoAn improvement in themodes of producing artificialstonerdquo British Patent 5022 1924
[2] S Sorel ldquoOn the new magnesium cementrdquo Comptes RendusHebdomadire des Seances de lrsquoAcademie des Sciences vol 65 pp102ndash104 1867
[3] A D Wilson ldquoThe chemistry of dental cementsrdquo ChemicalSociety Reviews vol 7 no 2 pp 265ndash296 1978
[4] A Wilson and J Nicholson Acid-Base Cements CambridgeUniversity Press 1993
[5] C Shi P Krivenko and D Roy Alkali Activated Cements andConcretes Taylor and Francis New York NY USA 2006
[6] J Davidovits Geopolymers Chemistry and Applications seriesin civil and structural engineering Woodhead Publishing2009
[7] J L Provis and J S J van Deventer Geopolymer StructuresProcessing Properties and Industrial Applications WoodheadPublishing 2009
[8] A S Wagh Chemically Bonded Phosphate Ceramics Elsevier2004
[9] A E R Westman Phosphate Ceramics Topics in PhosphateChemistry vol 9 John Wiley and Sons New York NY USA1977
[10] T Kanazawa Inorganic Phosphate Materials chapter 1 Elsevier1989
[11] W H Rollins ldquoA contribution to the knowledge of cementsrdquoDental Cosmos vol 21 pp 574ndash576 1979
[12] E S Gaylord ldquoOxyphosphates of zincrdquo Archives of Dentistryvol 33 pp 364ndash380 1989
[13] H Fleck ldquoChemistry of oxyphosphatesrdquoDental Items of Interestvol 24 article 906 1902
[14] W Souder and G Paffenberger Physical Properties of DentalMaterials (US National Bureau of Standards Circular NoC433) 1942
[15] W S Crowell ldquoPhysical chemistry of dental cementsrdquo Journalof the American Dental Association vol 14 pp 1030ndash1048 1927
[16] E W Skinner Science of Dental Materials W B SaundersPhiladelphia Pa USA 3rd edition 1947
[17] B W Darwell ldquoAspects of chemistry of zinc phosphatecementsrdquo Journal of the American Dental Association vol 14pp 1030ndash1048 1929
[18] A D Wilson ldquoZinc oxide dental cementsrdquo in Scientific Aspectsof Dental Materials J A von Fraunhofer Ed pp 159ndash190Butterworths London UK 1975
[19] P J Wisth ldquoThe ability of zinc phosphate and hydro phosphatecements to seal band spacesrdquo Angle Orthodontist vol 42 no 4pp 395ndash398 1972
[20] A S Wagh and S Y Jeong ldquoChemically bonded phosphateceramics I a dissolution model of formationrdquo Journal of theAmerican Ceramic Society vol 86 no 11 pp 1838ndash1844 2003
[21] A S Wagh S Grover and S Y Jeong ldquoChemically bondedphosphate ceramics II warm-temperature process for aluminaceramicsrdquo Journal of the American Ceramic Society vol 86 no11 pp 1845ndash1849 2003
[22] A S Wagh and S Y Jeong ldquoChemically bonded phosphateceramics III reduction mechanism and its application to ironphosphate ceramicsrdquo Journal of the American Ceramic Societyvol 86 no 11 pp 1850ndash1855 2003
[23] A S Wagh and C Primus ldquoMethod and product for phospho-silicate slurry for use in dentistry and related bone cementsrdquo USPatent 7 083 672 2006
[24] C S Rostaing di Rostagni ldquoVerfahrung zur Darstellung vonKitten fur sahnarztliche und ahnliche Awecke bestehend vonGemischen von Pyrophophaten des Calciums oder Bariumsmit den Pyrophosphaten des Zinks oderMagnesiumsrdquo GermanPatent 6015 1878
[25] S B Palmer ldquoZinc phosphatesrdquoDental Cosmos vol 33 pp 364ndash380 1891
[26] A SWagh S Y Jeong and D Singh ldquoHigh strength phosphatecement using industrial byproducts ashesrdquo in Proceedings ofthe 1st International Conference on High Strength Concrete AAzizinmini D Darwin and C French Eds pp 542ndash553 TheAmerican Society of Civil Engineers 1997
[27] W Postl FWalter K Ettinger andH-P Bojar ldquoErsterNachweisdes Kalium-Analogons MgK(PO
4)6H2O von Struvit und der
kristallinen Phase Mg2KH(PO
4)215H2O aus dem ehemali-
gen Bleibergbau Rossblei Eschachalm Schladminger TauernSteiermark Osterreichrdquo Joannea Mineralogie vol 1 pp 45ndash522000
[28] S Graeser W Postl H-P Bojar et al ldquoStruvite-(K) KMgPO4
6H2O the potassium equivalent of struvite a new mineralrdquo
European Journal of Mineralogy vol 20 no 4 pp 629ndash6332008
[29] A S Wagh S Jeong D Lohan and A Elizabeth ldquoChemicallybonded phospho-silicate ceramicsrdquo US Patent 6 518 212 2003
[30] M Pourbaix Atlas of Electrochemical Equilibria in AqueousSolutions National Association of Corrosion Engineers Hous-ton Tex USA 1974
[31] E Soudee and J Pera ldquoMechanism of setting reaction inmagnesia-phosphate cementsrdquo Cement and Concrete Researchvol 32 no 1 pp 153ndash157 2002
[32] E Soudee and J Pera ldquoInfluence of magnesia surface onthe setting time of magnesia-phosphate cementrdquo Cement andConcrete Research vol 32 no 1 pp 153ndash157 2002
[33] M A Carvalho and A M Segadaes ldquoThe hydration of mag-nesium phosphate cements effect of powder characteristics onthe reaction kineticsrdquoMaterials Science Forum vol 591ndash593 pp833ndash838 2008
[34] E M Gartner and D E MacPhee ldquoA physico-chemical basisfor novel cementitious bindersrdquo Cement and Concrete Researchvol 41 no 7 pp 736ndash749 2011
[35] Z Ding B Dong F Xing N Han and Z Li ldquoCementingmechanism of potassium phosphate-based magnesium phos-phate cementrdquo Ceramics International vol 38 pp 6281ndash62882012
[36] F Xing Z Ding and Z-J Li ldquoStudy of potassium-basedmagnesium phosphate cementrdquo Advances in Cement Researchvol 23 no 2 pp 81ndash87 2011
ISRN Ceramics 19
[37] A S Wagh and S Jeong ldquoChemically bonded phosphateceramics of trivalent oxides of iron andmanganeserdquo US Patent6 498 119 2002
[38] L C Chow ldquoCalcium phosphate cements chemistry proper-ties and applicationsrdquo in Proceedings of the Materials ResearchSociety Symposium vol 599 pp 27ndash37 2000
[39] C Klein andC S Hurlbut JrManual ofMineralogy JohnWileyand Sons New York NY USA 20th edition 1985
[40] T Sugama and L E Kukacka ldquoMagnesium monophosphatecements derived from diammonium phosphate solutionsrdquoCement and Concrete Research vol 13 no 3 pp 407ndash416 1983
[41] T Sugama and L E Kukacka ldquoCharacteristics of magnesiumpolyphosphate cements derived from ammonium polyphos-phate solutionsrdquo Cement and Concrete Research vol 13 no 4pp 499ndash506 1983
[42] T Finch and J H Sharp ldquoChemical reactions betweenmagnesiaand aluminium orthophosphate to form magnesia-phosphatecementsrdquo Journal of Materials Science vol 24 no 12 pp 4379ndash4386 1989
[43] S Y Jeong and A Wagh ldquoFormation of chemically bondedceramics with magnesium dihydrogen phosphate binderrdquo USPatent 6 776 837 2004
[44] D Singh A Wagh and M Tlustochowicz ldquoZirconium phos-phate waste forms for low-temperature stabilization of cesium137-containing waste streamsrdquo in Environmental Issues andWaste Management Technologies in the Ceramic and NuclearIndustries II Ceramic Transactions Volume 72 V Jain and D KPeeler Eds pp 167ndash178 1996
[45] IAEA ldquoEstimation of global inventories of radioactive wasteand other radioactive materialsrdquo Report IAEA-TECDOC-15912007
[46] World Nuclear Association httpworld-nuclearorginfoSafety-and-SecuritySafety-of-PlantsFukushima-Accident-2011UdM uv0RjM
[47] IAEA ldquoFukushima Daiichi status reportrdquo 2012[48] Nuclear Decommissioning Authority (UK) Radioactive wastes
in the UK Summary of the 2010 inventory URN 10D196NDASTSTY (11) 005 2011
[49] J H Saling Y S Tang and A W Fentiman Radioactive WasteManagement CRC Press 2nd edition 2001
[50] US DOE ldquoStrategy and management and disposal of usednuclear fuel and high-level radioactive wasterdquo 2013
[51] US EPA ldquoSpent nuclear fuel and high level radioactive wasterdquohttpwwwepagovradiationdocsradwaste402-k-94-001-snf hlwhtml
[52] ldquoNuclear fission productsrdquo httpenwikipediaorgwikiNu-clear fission product
[53] C C Lin Radiochemistry in Nuclear Power Reactors TheNational Academy Press 1996
[54] US Environmental Protection Agency ldquoTreatment standardsfor hazardous debrisrdquo 40 CFR Part 268 45 1994
[55] W H Rollins ldquoA contribution to the knowledge of cementsrdquoDental Cosmos vol 21 pp 574ndash576 1879
[56] Q Yang and X Wu ldquoFactors influencing properties of phos-phate cement-based binder for rapid repair of concreterdquoCementand Concrete Research vol 29 no 3 pp 389ndash396 1999
[57] D A Hall R Stevens and B El-Jazairi ldquoThe effect of retarderson the microstructure and mechanical properties of magnesia-phosphate cement mortarrdquo Cement and Concrete Research vol31 no 3 pp 455ndash465 2001
[58] S Y Jeong and A Wagh ldquoFormation of chemically bondedceramics with magnesium dihydrogen phosphate binderrdquo USPatent 6 776 837 2004
[59] ldquoBASF productrdquo httpwwwbuildingsystemsbasfcomp02USWeb-Internetbuildingsystemsen GBcontentmicrosit
[60] D A Hall R Stevens and B El Jazairi ldquoEffect of water contenton the structure and mechanical properties of magnesia-phosphate cement mortarrdquo Journal of the American CeramicSociety vol 81 no 6 pp 1550ndash1556 1998
[61] A S Wagh D Singh and S Jeong ldquoChemically bondedphosphate ceramics for stabilization and solidification of mixedwasterdquo in Hazardous and Waste Treatment Technologies Hand-book C H Ho Ed chapter 6 3 1 pp 1ndash18 CRC Press 2001
[62] W L Ebert S F Wolf and J K Bates ldquoRelease of technetiumfrom defense waste processing facility glassesrdquo in Proceedings ofthe MRS Fall Symposium pp 221ndash227 November 1995
[63] WM Haynes Compiled from CRCHandbook of Chemistry andPhysics CRC Press Boca Raton Fla USA 93rd edition 2012
[64] S E Vinokurov Y M Kulyako O M Slyuntchev S IRovny and B FMyasoedov ldquoLow-temperature immobilizationof actinides and other components of high-level waste inmagnesium potassium phosphate matricesrdquo Journal of NuclearMaterials vol 385 no 1 pp 189ndash192 2009
[65] D Singh V RMandalika S J Parulekar andA SWagh ldquoMag-nesium potassium phosphate ceramic for 99Tc immobilizationrdquoJournal of Nuclear Materials vol 348 no 3 pp 272ndash282 2006
[66] American Society for Testing of Materials ldquoStandard testmethod for static leaching of monolithic waste forms fordisposal of radioactive wasterdquo ASTM C 1220-98 1998
[67] Swedish Environmental Research Institute (IVL) ldquoLifecycleassessment of paint Summary of IVLrdquo Report B 1338-A
[68] A D Wilson B E Kent D Clinton and R P Miller ldquoThe for-mation and microstructure of dental silicate cementsrdquo Journalof Materials Science vol 7 no 2 pp 220ndash238 1972
[69] A S Wagh S Patel and A Mangalam ldquoPhosphate bondedcomposites and methodsrdquo US Patent 8 425 717 2013
[70] US DOE and Office of Security and Safety Assurance ldquoHighlyenriched uranium inventoryrdquo 2006
[71] M Gorbotenko and Y Yuferev ldquoCeramicrete as a means forradioactive waste containment and nuclear shieldingrdquo Reportsby All-Russian Research Institute of Experimental PhysicsFederation to Argonne National Laboratory Sarov Russian2002
[72] V Arkhangelrsquoskiy and A Postnikov ldquoBorated materials andcomponents for nuclear shielding andwaste containment appli-cationsrdquo Final Report of the GIPP and ISTC Project 2807Argonne National Laboratory 2007
[73] Japan Atomic Industrial Forum Inc httpwwwjaiforjpjawnu si introdocument2009m salvatores advanced nfcpdf
[74] J S Neal S Pozzi J Edwards and JMihalczo ldquoMeasurement ofwater and B4C content of rackable can storage boxes for HEUstorage at the HEUMH at the Y-12 security complexrdquo ReportORNLTM-2002254 2002
[75] A S Wagh ldquoCeramicrete an alternative radioactive wasteformrdquo in Stabilization and Solidification of Hazardous Radioac-tive and Mixed Wastes R D Spence Ed chapter 6 2 pp 118ndash129 CRC Press 2005
[76] A S Wagh D Singh and S Jeong ldquoChemically bondedphosphate ceramicsrdquo inHandbook ofMixedWasteManagementTechnology C Oh Ed pp 631ndash6318 CRC Press Boca RatonMass USA 2001
20 ISRN Ceramics
[77] J R Conner Chemical Fixation and Solidification of HazardousWastes von Nostrand Reinhold New York NY USA 1990
[78] W A Ibrahim H Sibak and M Abadir ldquoPreparation andcharacterization of chemically bonded phosphate ceramics(CBPC) for encapsulation of harmful wasterdquo The AmericanJournal of Science vol 7 pp 543ndash548 2011
[79] W Lutze and R Ewing Radioactive Waste Forms for the Future1988
[80] National Academy of Sciences Glass as a waste form andvitrification Technology Summary of an internationalWorkshopThe National Academy Press Washington DC USA 1997
[81] ldquoSRNL fact sheets Glass waste form and vitrification processdevelopmentrdquo httpsrnldoegovfactsglass waste formspdf
[82] Y Wang Handbook of Radioactive Nuclides CRC Press 1969[83] D M Bearden and A Andrews ldquoRadioactive tank waste from
the past production of nuclear weapons background and issuesfor Congressrdquo CRS Report For Congress Order Code RS219882007
[84] Vernadsky Institute of Geochemistry andAnalytical ChemistryldquoCeramicrete stabilization of radioactive salt-containing liquidand sludge wasterdquo Reports on Task No 18 19 and 20 ToArgonne National LaboraTory GIPP Project RCO-10116-MO-03 (ANL) Russian Federation Moscow Russia 2008
[85] Y Onishi J Tingrey B Wells et al ldquoRetrieval and pipelinetransfer assessment of Hanford Tank-241-AN-105 wasterdquo PNNLReport 14144 2003
[86] S V Mattigod M Lindberg J Westsik Jr K Parker and CChung ldquoWaste acceptance testing of secondary waste formscast Stone Ceramicrete and DuraLithrdquo PNNL Report 206322011
[87] K J Cantrell and J Westsik Jr ldquoSecondary waste form downselection data package ceramicreterdquo PNNL Report 20681 2011
[88] G B Josephson J Westsik Jr R Pires J Beckford andM Foote ldquoEngineering-scale demonstration of Duralith andCeramicrete waste formsrdquo PNNL Report 20751 2011
[89] American Nuclear Society ldquoAmerican national standard mea-surement of the leachability in the solidified low-level radioac-tive waste by a short-term procedurerdquo Method ANSIANS 16 11986
[90] U S Environmental Protection Agency (EPA) ldquoTest methodsfor evaluating solid waste Physicalchemical methodsrdquo Docu-ment SW-846 2008
[91] G L Smith M Schweiger D Bates et al ldquoVitrification andproduct testing of C-104 and AZ-102 pretreated sludge mixedwith flow-sheet quantities of secondary wastesrdquo PNNL Report13452
[92] L R Dole and H A Friedman ldquoRadiolytic gas generationfromcement-based hosts forDOE low-level radioactivewastesrdquoORNL Report CONF-860605-14 1986
[93] A S Wagh R Strain S Y Jeong D Reed T Krause and DSingh ldquoStabilization of Rocky Flats Pu-contaminated ashwithinchemically bonded phosphate ceramicsrdquo Journal of NuclearMaterials vol 265 no 3 pp 295ndash307 1999
[94] US Department of Energy ldquoWaste isolation pilot plantrdquohttpwwwwippenergygov
[95] American Society for Testing of Materials (ASTM) ldquoStandardpractice for operating salt-spray (fog) apparatusrdquo B-117
[96] American Society for Testing of Materials (ASTM) ldquoStandardtest method for surface burning characteristics of buildingmaterialsrdquo E-84-17
[97] F Wu J Wei H Guo F Chen H Hong and C Liu ldquoSelf-setting bioactive calcium-magnesium phosphate cement withhigh strength and degradability for bone regenerationrdquo ActaBiomaterialia vol 4 no 6 pp 1873ndash1884 2008
[98] G Mestres and M-P Ginebra ldquoNovel magnesium phosphatecements with high early strength and antibacterial propertiesrdquoActa Biomaterialia vol 7 no 4 pp 1853ndash1861 2011
[99] Wagh S Arun and C Primus ldquoMethod and product forphosphosilicate Slurry for use in dentistry and related bonecementsrdquo US Patent 7 083 672 B2 2006
[100] T Lally ldquoBio-adhesive composition method for adheringobjects to bonerdquo US Patent 6 533 821 2003
[101] K C Y Tay B A Loushine C Oxford et al ldquoIn vitro evaluationof a ceramicrete-based root-end filling materialrdquo Journal ofEndodontics vol 33 no 12 pp 1438ndash1443 2007
[102] A SWagh R Natarajan and R LMcDaniel ldquoNew phosphate-based cement useful for drilling completions in arcticrdquoOil andGas Journal vol 103 no 18 pp 53ndash55 2005
[103] A S Wagh R Natarajan and R L McDaniel ldquoAluminumphosphate cements help with deep high-temperature wellsrdquoOiland Gas Journal vol 104 no 19 pp 39ndash43 2006
[104] A S Wagh R Natarajan R L McDaniel and S PatilldquoCeramicrete blends produce strong low-permeability cementsfor arctic userdquo Oil and Gas Journal vol 103 no 19 pp 48ndash522005
[105] D W Brown L K Powell A S Wagh and S-Y JeongldquoCeramicrete-bonded building materials using forest wasterdquo inProceedings of the 35th International ParticleboardCompositeMaterials Symposium p 182Washington State University April2001
[106] U S EPA Climate Leaders Direct Emissions From CementSector Climate Leaders Greenhouse Gas Inventory Protocol CoreModule Guidance 2003
[107] World Resources Institute About Eutrophication httpwwwwriorgour-workprojecteutrophication-and-hypoxiaabouteutrophication
Submit your manuscripts athttpwwwhindawicom
ScientificaHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CorrosionInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Polymer ScienceInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CeramicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CompositesJournal of
NanoparticlesJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Biomaterials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
NanoscienceJournal of
TextilesHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Journal of
NanotechnologyHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
CrystallographyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CoatingsJournal of
Advances in
Materials Science and EngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Smart Materials Research
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MetallurgyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
BioMed Research International
MaterialsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Nano
materials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal ofNanomaterials

12 ISRN Ceramics
air contamination They can be captured somehow in off-gas system but then need a lower temperature method ofstabilizing them At the same time the vitrified waste formwill have very small volume and will cost a lot less intransportation and long-term storage On the other handthe CBPCwaste form provides a significantly simpler processwith the least concern for volatility of the fission products butincreases the cost of transportation and storage because of itslarge volume
The effectiveness of waste immobilization method isdetermined bymainly three tests AmericanNuclear SocietyrsquosANS 161 test [89] determines the leaching index (negativeof logarithm of the diffusion constant) for each of theradioactive contaminants The test is carried out at roomtemperature by immersing a geometrically regular sample indeionized and distilled water over 90 days Aliquots of theleachate solution are drawn at specified periods and analyzedfor the contaminant concentration These numbers allowone to determine the diffusion constant of the particularcontaminant in the waste form and that in turn allows one torepresent the result as the leaching index Table 7 summarizesthese results in this project
The other leaching test is for the durability of the wasteform itself Product Consistency Test (PCT) [66] determinesthe leaching rate of the major components of the wasteformThe test was designed for vitrified glass and hence thecomponents are Si Ca Al and B For CBPC however theywill have to be Mg K and P
In PCT a sample in cylindrical shape of more thantwenty times the area compared to its volume is selectedand immersed in distilled and deionized water The leachingexperiment is conducted for 7 days at a constant temperatureof 90∘C At the end of the test a sample of the leachate wateris analyzed for the major elements of the waste form and theleaching rate is determined per unit area of the surface Againthe results are included in Table 7 of this test on all four wasteforms
A third test is designed for hazardous metals defined byResource Conservation and Recovery Act (RCRA) of the USEnvironmental Protection Agency [90]
The literature has been very scanty about the leachingindex for contaminants from vitrifiedwaste form and hence itis very difficult to make a comparison of the results presentedin Table 7 with glass waste form However [85 86] provideleaching index for various fission products on simulated tankwaste streams in different waste forms Generally their bestresults are gt9 for the leaching index for any of the fissionproducts This may be compared with the results given inTable 7 for actual radioactive contaminants Inmost cases theresults are several orders of magnitude higher than that forsimulated waste forms reported earlier (Note that increasein one number in the leaching index is a decrease by afactor of 10 in the diffusion constant because LI = minuslog(diffusion constant)) The only exception is that for iodinein M1 and Se in H1 In the first case the value is by oneorder less than 9 but in the other case it is still higher than9 but not by several orders Thus one may conclude thatthe CBPC technology performs far better than the expectedperformance of immobilized fission products waste forms
Pacific Northwest Laboratory scientists conducted vitrifi-cation experiments for similar liquid waste streams [91] andmeasured the leach rate of themajor constituents of the wasteforms Since boron sodium lithium aluminum and siliconare the constituents of their borosilicate glass they conductedthe PCT and measured the leaching rates for these elementsThey show that the leaching results for the waste form of thestreamAZ-102 (termed asH2 in Table 7) are 00063 gm2sdotdayfor boron 0052 gm2sdotday for sodium 005 gm2sdotday forlithium 000786 gm2sdotday for aluminum and 0033 gm2sdotdayfor silicon all higher than those observed for the majorconstituents of phosphate waste forms (see Table 7) Thisshows that it is not necessary to resort to high temperature-processes to immobilize secondary waste streams and room-temperature processes are capable of providing a rugged andleach resistant matrix for them
Apart from the leach resistance of the waste forms thereare other issues Radiolytic hydrogen [92] may be generateddue to splitting of water and other hydrogen-containingmolecules by intense radiation Wagh et al have conductedseveral studies on actinides in CBPC When actual uraniumand plutonium containing ash waste were immobilized theradiolytic gas yield was 013mol H2100 ev which is lowerthan that in cement waste form Test details and comparativedata may be found in [93] This implies that the bound waterin CBPCwaste form did not play a major role in the gas yield
In summary CBPC technology is applicable to immo-bilization of the most acute high activity waste It has beentested with actual waste and at full scale and is the bestcandidate for deployment in the current state of its art
432 Spent Nuclear Fuel [51] In nuclear power plants thenuclear fuel rods are used for the fission of nuclear materialto produce electricityThey need to be changed every 10 yearsor so These spent fuel rods are becoming a big liability forthe nuclear industry and need long-term storage becausethey are still highly radioactive when they come out of thereactor vessels They irradiate neutrons and hence need to bestored for quite some time inwater pools so that the irradiatedneutrons are absorbed by water till they cool down and theneutron intensity depletes sufficiently so that they can thenbe stored in alternative dry storage casks and transported topermanent storage repositories
The general composition of spent fuel is given in Figure 8and the complete nuclear fuel cycle from power generation towaste form fabrication is presented in Figure 9
As onemay notice from Figure 9 once the uranium ore ismilled and enriched fuel rods are fabricated which then areloaded into the reactor where their high activity is used forpower generation After they become less efficient due to thedecay process they can be either used for reprocessing ormaybe simply sent for storage Both options are used dependingon the availability of sufficient fuel in every nuclear countryThe spent fuel is stored in water pools with a hope ofimmobilization and ultimate storage in a repository as a glasswaste form
Unfortunately in most countries the fuel rods haveremained in water pools because the logistics of building
ISRN Ceramics 13
Nuclear fuel cycles and unresolved issue
Uranium ore NORM waste
Fuel fabrication
Power generation
Spent fuel
Contaminated ware equipmentEncapsulation disposal
Con
tam
inat
ed w
are
equi
pmen
tEn
caps
ulat
ion
disp
osal
Vitr
ifica
tion
stor
age
or d
ispos
al
Milling enrichmentVolatiles
Nuclear power
Reprocessing
Figure 9 Nuclear fuel cycle and waste form production and theunresolved issue of volatiles
Figure 10 Cross-section of a 55 gal drum scale surrogate salt wasteform produced by P R Mayak in Russia with funding fromUSDOEand in collaboration with Argonne National Laboratory (2007)(source Argonne file photo)
permanent repositories has not been resolved due to eco-logical issues and resistance from stakeholders and localauthorities Even if the repository issues are resolved thespent fuel needs to be immobilized in a nonleachable anddurable medium
In the entire cycle other high volume but low activitywaste streams are generated too These are either encap-sulated in a cementitious waste form or simply stored innonleachable drums in an underground repository such asWaste Isolation Pilot Plant (WIPP) in the United States [94]
The previous section on high activity liquid wastestreams the waste forms exhibit very high leaching resis-tance comparable to that of glass waste forms Since thevitrification technology is still not a full-fledged route toimmobilization of spent fuel the issue of volatile byproductwaste streamhas not come to the forefront of the final schemefor handling the spent fuel When the issue will come tothe forefront CBPC may turn out to be the most usefultechnology supplementing the glass waste form technology
Figure 11 Demonstration samples of CBPC-based Borobond neu-tron shielding products Source Ceradyne Boron products website
Figure 12 Demonstration of sewage pipe coating with Grancrete(Grancrete Inc Taipei Taiwan) (httpwwwdynamocomtw)
5 CBPC Products in the Market
The CBPC technology was initially developed for nuclearwaste immobilization Its first application was as a nuclearshielding material Eagle Picher Technologies LLC perfectedthe technology by introducing boron in Ceramicrete whichwas used and is probably still being used inUSDepartment ofEnergy complex for waste immobilization and nuclear shield-ing However its commercial product named Borobond forshielding of neutrons was developed by Boron Departmentof Eagle Picher but now is owned by Ceradyne Corporationand hence 3M Company and is an established commercialproduct
In structural materials area the CBPC technology is wellsuited to fulfill needs for products that do not exhibit draw-backs of cement and polymer products CBPC materials areinorganic and hence nonflammable They exhibit negligibleporosity and extremely low water permeability Table 2 Theybond to all earth materials such as limestone sand stoneand even conventional cement concrete They also bond to
14 ISRN Ceramics
Figure 13 Insulated and solar reflective CBPC roof tile of inChennai India (httpwwwthermalcarein)
themselves In the next section we will see that comparedto other equivalent products they are very environmentallyfriendly
As was discussed briefly in Section 41 the structuralproducts applications lie in two categories
(a) cements grouts and concrete(b) coatings
In both areas several small businesses have madegood strides in entering markets For example inthe United States Bindan Corporation of Oak BrookIllinois (httpwwwbindancorpcom) and Grancrete Inc(httpwwwgrancretenet) of North Carolina have beenin business for at least last 10 years producing road repairmaterials concrete repair products floor-surfacing productsand so forth Grancrete has shown its presence in Taiwanand Japan for the same applications Figure 12
Realizing that CBPCs are more expensive comparedto Portland cement CBPC concretes are not cost effec-tive Therefore only value-added products are commerciallyviable Because of this reason recent trend has been toexploit unique properties of CBPCs and design products withperformance superior to current products in the market
One example is roof tiles named Thermal Care Tilesin Chennai India (httpwwwthermalcarein) With CBPCformulations and additives these tiles can reduce impactof hot sun in houses to the extent of 8ndash10∘C by providinghigh reflectivity to solar radiation and also providing highthermal insulation properties Figure 13 CBPC-based coatingproducts are probably the most unique ones among theseEon Coat Inc (httpwwwEonCoatcom) has introducedcorrosion and fire protection coatings that exhibit outstand-ing properties Their coatings do not show corrosion of thesubstrate or osmotic blistering [94] even when samples areexposed for 1000 hours in salt-spray chamber [95] In thesame way the Flame Spread test [96] shows no flame spreadat all and surpasses all organic coatings in performanceLearning the excellent performance ofCBPC-based productsnew companies are investing to develop range of products inthe structural materials area
There have beenmethodical attempts to develop bioactivedental and prosthetic cements using phosphates in the past[97] and also to exploit antibacterial properties of these
materials [98] Since CBPC materials are phosphate basedthey are uniquely positioned to match with compositionof bones and teeth in which hydroxyl apatite a calciumphosphate hydrate is the main component Using modernCBPC for this application was conceived by Wagh et al [99]and subsequent research led to root canal materials ownedby Dentsply company Following this Bindan Corporationdeveloped its own intellectual property [100] that led toa product called OsteoCrete marketed by Bone SolutionsInc (httpwwwbonesolutionsnet) for multiple orthopedicsolutions including bone void filler Tay et al [101] haveprovided the most recent advances in this area
There have been many other areas in which preliminarywork has been done in application of CBPCs but commercialexploitation has not occurred as yet Notable areas are CBPCsfor oil fields [102ndash104] and fiber reinforced products [68 105]
In summary CBPC technology and its products andCeramicrete in particular have entered various markets indifferent parts of the world The new products have potentialto be transferred from small businesses to larger onesBorobond the first product has been a good example ofthis which was developed by Eagle Picher and then wentto Ceradyne a bigger company and now 3M Companyowns Ceradyne Such acquisitions may provide much widervisibility to unique CBPC products
6 Environmental Effects of CBPC
CBPCs are mineral based materials like Portland cementTherefore the main environmental effect parameters seenin use of these materials are similar to that of PortlandcementThese include greenhouse gas emissions and fugitiveparticulates released in the atmosphere While the latter canbe controlled with good work practices the first one is builtin the chemistry of the process itself and cannot be avoided
There are two major sources of greenhouse gases inthese technologies Carbon dioxide is bound in the rawmaterials such as limestone and dolomite which escapesduring extraction of the appropriate raw material This maybe termed as the direct emission
The second source of greenhouse gas emission is theenergy consumption in producing the final product Thisincludes carbon dioxide generated by the energy use in min-ing of appropriate minerals their transport extraction of thedesired ingredients for the product production operationspackaging and shipping Emissions resulting from thesemay be called process emissions Process emissions may bereduced only by reducing energy consumption and therebyrelease of greenhouse gases
Thedirect emissions in Portland cementmanufacture andCBPCs are different because the two products use differentraw materials However operations from manufacture toshipping are very similar in both cases and hence one canassume that their process emissions are also similar thoughnot the same
US Environmental Protection Agency (EPA) has pro-vided guidelines for calculation of direct emissions [106]Following that we have calculated direct emissions from theCBPC manufacture and compared that to the emissions in
ISRN Ceramics 15
Table 2 Water permeability and mechanical properties of CBPC with wollastonite and other fillers [29]
Composition (wt) Strengths (psi) Fracture toughness (MPasdotm12) Water absorption (wt)Binder Wollastonite Other Compressive Flexural40 60 Nil 8426 1474 066 250 50 Nil 7755 1236 063 230 30 Sand 40 6264 1255 063 3100 Nil Nil 3500 1100 NA 1540 Nil Ash 60 11507 1474 019 178
Typical Portland cement concrete 8000 940 NA 10ndash20
Table 3 Specific activity and boiling point of fission products [6263]
Fission product Half-life (yrs) Specific activity(Cig)
Boiling point(∘C)
Sr-90 28 140 1384Cs-137 30 870 6784Cs-135
3119864 + 6 00012 6784Tc-99 (as NaTcO4) 21119864 + 5 017 100I-131 1802 days gt5000 184
cement sector Taking the example of Ceramicrete as a CBPCthe actual calculations are provided in the appendix Thesecalculations show that direct emissions from Ceramicretemanufacture are 40 less than that in manufacturing ofcement This is mainly because Ceramicrete contains 60 flyash which is an industrial byproduct from the utility industryand direct emission contribution to this component is zero
Assuming the process emissions are the same for thesame tonnage of both products when the direct and processemissions are added Ceramicrete emits only 20 less green-house gases compared to Portland cement Thus there is nosubstantial gain in using CBPCs cement
As we have seen in Section 5 CBPCs are also used asinorganic coatings Here they can be environmentally veryfriendly alternatives to polymer coatings This is becauseCBPC coatings are the first inorganic alternatives to organiccoatings Therefore CBPCs can make a big difference in thecoating world This may be seen in the following analysis
The ecological impact of CBPCs arises from four majorfactors which are described in [67]
(a) greenhouse gas emissions(b) low-level ozone emissions(c) acidification(d) eutrophication
Greenhouse gas emissions are the same as the directemissions discussed above in context of cement industryLow-level ozone emissions result from release of volatileorganic compounds (VOCs) into the environment duringmanufacturing of organic paints and their use Acidificationon the other hand is due to sulfur in the polymers that resultsin formation of oxides of sulfur and eventually sulfuric acidwhich is harmful to the nature
We can use the numbers from the appendix for green-house gas emissions Ozone depletion is nonexistent in thecase of CBPCs because there are no VOCs in CBPC coatingsAcidification is also not an issue because CBPC coatingsdo not contain sulfur compounds They contain phosphatecompounds but phosphate release is negligible as has beenshown in several Product Consistency tests (see eg PCTdata in Table 4) Thus acidification is not an issue
The fourth factor eutrophication [107] is the result ofleaching of nutrients into soil and water streams that produceunwanted algal growth which chokes aquatic life and plantgrowth CBPCs contain significant amount of phosphatesThey are also good fertilizers and their presence in aquaticstreams can be a problem Fortunately Product Consistencyleaching results presented in Table 7 conducted by us haveshown that CBPC products release phosphates extremelyslowly into ground water and hence good CBPC productsshould not affect the environmentThese conclusions are verypreliminary and detailed investigations are needed in thisarea for a given application
In light of these observations we have summarized thebenefits of CBPC coatings over polymeric coatings in Table 8For the sake of calculations we have assumed the coatingcomposition is the basic Ceramicrete binder (MgO andmonopotassium phosphate and 35 water in the coating)
Table 8 shows that CBPC coatings produce only about15 of solvent-based varnish and 80 of solvent-based alkydpaint They produce no ozone damaging VOCs nor anyoxides of sulfur that lead to acidification Their potentialfor eutrophication is negligible because CBPC coatings arelike phosphate minerals and leaching of phosphate in theenvironment is minimal
7 Conclusions
CBPCs in a period of 20 years have made major strides invarious fields fromnuclear waste immobilization safe storageof nuclear materials and structural products and in dentaland prosthetic applications The first ten years were investedin understanding the chemistry of these materials as well aslength and breadth of their possible applications and carvingout focus areas for products development The last ten yearshave seen them entering the market all over the world
CBPCs were invented primarily to immobilize low-levelradioactive waste In last 10 years however research hasdemonstrated that they may as well be used to tackle the
16 ISRN Ceramics
Table 4 Waste streams tested in the Russian project [64]
Nature of the contaminant H1 H2 M1 M2
Waste sourceSupernatant from
HanfordAN-105
Supernatant fromMayak Russia
Sludge fromHanford AZ-102
120572-Bearing wastefromMayak
RussiaSolids content (wt) 52 38 35 16
Major benign ions (gL)Na+-256NO3
minus-167NO2
minus-113OHminus-84
Na+-265NO2
minus-85OHminus-43
Na+-99NO3
minus-38NO2
minus-295OHminus-90
Na+-83NO2
minus-24
Activity of actinides (BqL)239Pu-121198648237Np-121198648
239Pu-351198648237Np-241198646241Am-801198648
Sa-131198645
Fission products
90Sr-211198647137Cs-24119864799Tc-631198648131I-1 1119864775Se-271198646
90Sr-511198648137Cs-12119864799Tc-191198649
90Sr-151198646137Cs-581198641099Tc-631198648129I-231198646
Hazardous metalsCr-29 as CrO4minus
Pb2+-007Cd2+-0003
Cr3+-024Pb2+-001Cd2+-5Ni2+-24
Cr-7 as CrO4minus Ni2+-24
Table 5 Neutralization and stabilization additives
Issue AdditiveNeutralization of alkaline streams Small amount of H3PO4
Tc+7 (in pertechnetate state) lt05 SnCl2 [64]Iminus AV-17 resin in Clminus formCs and Sr K4[Fe(CN)6] sdot 3H2O
Table 6 Physical properties of the waste forms
Loading and properties H1 H2 M1 M2Waste loading 35 44 43 34Density (gcm3) 16-17 17-18 18 18Compressive strength (MPa) 25ndash55 40ndash55 gt20 gt20
most difficult issue of volatile high activity fission productswhere high temperature technologies fail They have enteredthemarket as nuclear shieldingmaterials in an aggressiveway
Because CBPCs can be used as grouts or coatings appli-cations may extend well beyond what we see in the marketThey have zero flame spread and high reflectivity to infraredradiation and may be used very widely in fire protection andinsulation They have shown excellent corrosion protectionof steel Therefore they may turn out to be the first inorganiccorrosion protection coatings Efforts are underway in theindustry to bringCBPCproducts in themarket in these fields
All this has happened with only one composition ofmagnesium oxide and monopotassium phosphate known asCeramicrete Potential to develop products lies well beyondthe current state of the art because a wide range of otherformulations is feasible It is hoped that the fundamentalworkreported during the first 10 years and applications-orientedprogress during the last 10 years will lead to wider curiosity
Table 7 Results of leaching results
Contaminants H-1 H-2 M-1 M-2ANS 161 90-day immersion test for radioactive contaminants [65]
Actinides237Np 128 136239Pu 135 144 Total alpha
= 129241Am 146
Fission products90Sr 109 132 111137Cs 114 115 13099Tc 99 10231I 112 7975Se 96
PCT 7-day immersion test at 90∘C for product constituents(gm2sdotday as normalized leaching rate [66])
Mg41119864minus6 71119864minus7 66119864minus5 16119864 minus 5
K19119864minus2 11119864minus2 24119864minus2 24119864 minus 2
PO4 63119864minus3 18119864minus3 72119864minus3 95119864 minus 3
Na17119864minus2 93119864minus3 24119864minus2 21119864 minus 2
Toxicity characteristic leaching procedure for hazardous elements(ppm) [66]Element Reg limitPb 075 0005 0004 008Cr 06 004 0006 02Cd 011 0001 0008Ni 110 lt01 05 07
in thesematerials and result inmore investment and productsdevelopment
ISRN Ceramics 17
Table 8 Comparison of environmental impact factors of CBPCand typical commercial coatings Data for commercial coatings isreproduced from [67]
CoatingsDirect
emissions(gkg)
Low-levelozone
(g ethanekg)
Acidification(g Soxkg)
Eutrophication(g P2O5kg)
Solvent-based varnishBindingagent 8816 42 74 09
Solvent 11457 21 68 07Total 20273 63 142 16
Solvent-based alkyd paintBindingagent 2834 08 32 03
Filler 253 001 03 83Solvent 639 03 10 01Total 3726 111 45 87CBPCcoatings 300 00 00 Very low but to
be quantified
Appendix
Calculations of Direct Emissions fromCBPC Production
One ton of Portland cement produces one ton of CO2
It consists of two parts direct emissions resulting fromdecomposition of limestone into CaO and CO
2and the rest
from process parameters such as fuel consumption transportof raw materials grinding and sieving operations and trans-port and shipping Direct emissions can be calculated fromchemistry and thermodynamics while the process emissionsare site specific and must be monitored and determined ateach plant [67] This is also true for CBPC cement productsalso However due to process similarities it is quite likely thatthe process emissions in both cases will be similar For thisreason we will calculate the direct emissions and comparethe environmental benefits of CBPCs
1 Calculation of Direct Emissions in Portland Cement Produc-tion Direct emissions in Portland cement manufacture arisefrom clinkering limestone (calcium carbonate) at 1500∘C toproduce calcium oxide by the decomposition
CaCO3= CaO + CO
2 (A1)
Molar weights of CaO and CO2are 56 and 44 gmole
Portland cement contains approximately 64wt CaOwith the rest being silica and alumina Therefore directemission of CO
2to produce one ton of cement is
molar weight of CO2molar weight of CaCO
3times
064 = (4456) times 064 = 05
This means direct emission is 05 kgkg of cement and05 kgkg of CO
2because of other production and distribu-
tion processes
2 Calculation of Direct Emission in Ceramicrete ProductionComposition of Ceramicrete is 10 wt MgO + 30wtMKP + 60wt fly ash MgO is produced from dolomiterock which is MgCa(CO3)2 or MgCO3 + CaCO3 It is againcalcined at 1500∘C and MgO and CaO are separated
Assuming equimolar proportion of MgCO3and CaCO
3
in dolomite rock the proportion of MgCO3and CaCO
3is
457 wt to 543 wt This gives us
MgO content = MgOMgCO3times 457
= 0403 times 457 = 1828(A2)
This means kg of dolomite rock will produce 1828 g of MgOTotal amount of CO
2released during calcination of
dolomite comes from decomposition of CaCO3andMgCO
3
The decomposition equations for the two components are
CaCO3= CaO + CO
2
MgCO3= MgO + CO
2
(A3)
Using molar weights of the components we find that CO2
content in dolomite rock is 478 wt Thus
CO2produced per ton of MgO = 478
1828
= 259 tons(A4)
Ceramicrete contains 10wt MgO Therefore Ceramicreteproduces 259 g of CO
2per kg of Ceramicrete because of use
of MgO in itSimilarly monopotassium phosphate also produces CO
2
MKP is produced frompotassiumcarbonate by reacting itwith phosphoric acid during which CO
2is released as given
in the equation below
K2CO3+H3PO4= 2KH
2PO4+ CO2+H2O (A5)
Molar weights of K2CO3 H3PO4 and KH
2PO4are 124 98
and 272 gmole respectively So to produce 272 kg of MKPwe produce 44 kg of CO
2
Thismeans to produce one kg ofMKP we produce 44272= 016 kg of CO
2
Thus contribution of CO2due to MKP = 03 times 016 =
0048 kgkg of Ceramicrete Therefore total direct emissionwhich is the sum of emissions due to MgO and MKPproduction is
0259 + 0048 = 03 kgkg of Ceramicrete (A6)
This is 60 of direct emission in cement production
3 Total Emission Reduction Since both processes use verysimilar processing technology we assume the process emis-sions to be similar equal to 05 ton of CO2kg
total emission in Ceramicrete = 03 + 05 = 08 ton ofCO2kg of Ceramicrete
18 ISRN Ceramics
total emission in cement = 05 + 05 = 1 kgkg ofcement
The paper is intended to disseminate scientific progress inthe subject explained to a wider scientific audience with thehope that it will lead to further research and development inthis field for the benefit of a wider international community
Conflict of Interests
Theauthor declares that he has no financial interest in writingthis paper
References
[1] J Aspdin ldquoAn improvement in themodes of producing artificialstonerdquo British Patent 5022 1924
[2] S Sorel ldquoOn the new magnesium cementrdquo Comptes RendusHebdomadire des Seances de lrsquoAcademie des Sciences vol 65 pp102ndash104 1867
[3] A D Wilson ldquoThe chemistry of dental cementsrdquo ChemicalSociety Reviews vol 7 no 2 pp 265ndash296 1978
[4] A Wilson and J Nicholson Acid-Base Cements CambridgeUniversity Press 1993
[5] C Shi P Krivenko and D Roy Alkali Activated Cements andConcretes Taylor and Francis New York NY USA 2006
[6] J Davidovits Geopolymers Chemistry and Applications seriesin civil and structural engineering Woodhead Publishing2009
[7] J L Provis and J S J van Deventer Geopolymer StructuresProcessing Properties and Industrial Applications WoodheadPublishing 2009
[8] A S Wagh Chemically Bonded Phosphate Ceramics Elsevier2004
[9] A E R Westman Phosphate Ceramics Topics in PhosphateChemistry vol 9 John Wiley and Sons New York NY USA1977
[10] T Kanazawa Inorganic Phosphate Materials chapter 1 Elsevier1989
[11] W H Rollins ldquoA contribution to the knowledge of cementsrdquoDental Cosmos vol 21 pp 574ndash576 1979
[12] E S Gaylord ldquoOxyphosphates of zincrdquo Archives of Dentistryvol 33 pp 364ndash380 1989
[13] H Fleck ldquoChemistry of oxyphosphatesrdquoDental Items of Interestvol 24 article 906 1902
[14] W Souder and G Paffenberger Physical Properties of DentalMaterials (US National Bureau of Standards Circular NoC433) 1942
[15] W S Crowell ldquoPhysical chemistry of dental cementsrdquo Journalof the American Dental Association vol 14 pp 1030ndash1048 1927
[16] E W Skinner Science of Dental Materials W B SaundersPhiladelphia Pa USA 3rd edition 1947
[17] B W Darwell ldquoAspects of chemistry of zinc phosphatecementsrdquo Journal of the American Dental Association vol 14pp 1030ndash1048 1929
[18] A D Wilson ldquoZinc oxide dental cementsrdquo in Scientific Aspectsof Dental Materials J A von Fraunhofer Ed pp 159ndash190Butterworths London UK 1975
[19] P J Wisth ldquoThe ability of zinc phosphate and hydro phosphatecements to seal band spacesrdquo Angle Orthodontist vol 42 no 4pp 395ndash398 1972
[20] A S Wagh and S Y Jeong ldquoChemically bonded phosphateceramics I a dissolution model of formationrdquo Journal of theAmerican Ceramic Society vol 86 no 11 pp 1838ndash1844 2003
[21] A S Wagh S Grover and S Y Jeong ldquoChemically bondedphosphate ceramics II warm-temperature process for aluminaceramicsrdquo Journal of the American Ceramic Society vol 86 no11 pp 1845ndash1849 2003
[22] A S Wagh and S Y Jeong ldquoChemically bonded phosphateceramics III reduction mechanism and its application to ironphosphate ceramicsrdquo Journal of the American Ceramic Societyvol 86 no 11 pp 1850ndash1855 2003
[23] A S Wagh and C Primus ldquoMethod and product for phospho-silicate slurry for use in dentistry and related bone cementsrdquo USPatent 7 083 672 2006
[24] C S Rostaing di Rostagni ldquoVerfahrung zur Darstellung vonKitten fur sahnarztliche und ahnliche Awecke bestehend vonGemischen von Pyrophophaten des Calciums oder Bariumsmit den Pyrophosphaten des Zinks oderMagnesiumsrdquo GermanPatent 6015 1878
[25] S B Palmer ldquoZinc phosphatesrdquoDental Cosmos vol 33 pp 364ndash380 1891
[26] A SWagh S Y Jeong and D Singh ldquoHigh strength phosphatecement using industrial byproducts ashesrdquo in Proceedings ofthe 1st International Conference on High Strength Concrete AAzizinmini D Darwin and C French Eds pp 542ndash553 TheAmerican Society of Civil Engineers 1997
[27] W Postl FWalter K Ettinger andH-P Bojar ldquoErsterNachweisdes Kalium-Analogons MgK(PO
4)6H2O von Struvit und der
kristallinen Phase Mg2KH(PO
4)215H2O aus dem ehemali-
gen Bleibergbau Rossblei Eschachalm Schladminger TauernSteiermark Osterreichrdquo Joannea Mineralogie vol 1 pp 45ndash522000
[28] S Graeser W Postl H-P Bojar et al ldquoStruvite-(K) KMgPO4
6H2O the potassium equivalent of struvite a new mineralrdquo
European Journal of Mineralogy vol 20 no 4 pp 629ndash6332008
[29] A S Wagh S Jeong D Lohan and A Elizabeth ldquoChemicallybonded phospho-silicate ceramicsrdquo US Patent 6 518 212 2003
[30] M Pourbaix Atlas of Electrochemical Equilibria in AqueousSolutions National Association of Corrosion Engineers Hous-ton Tex USA 1974
[31] E Soudee and J Pera ldquoMechanism of setting reaction inmagnesia-phosphate cementsrdquo Cement and Concrete Researchvol 32 no 1 pp 153ndash157 2002
[32] E Soudee and J Pera ldquoInfluence of magnesia surface onthe setting time of magnesia-phosphate cementrdquo Cement andConcrete Research vol 32 no 1 pp 153ndash157 2002
[33] M A Carvalho and A M Segadaes ldquoThe hydration of mag-nesium phosphate cements effect of powder characteristics onthe reaction kineticsrdquoMaterials Science Forum vol 591ndash593 pp833ndash838 2008
[34] E M Gartner and D E MacPhee ldquoA physico-chemical basisfor novel cementitious bindersrdquo Cement and Concrete Researchvol 41 no 7 pp 736ndash749 2011
[35] Z Ding B Dong F Xing N Han and Z Li ldquoCementingmechanism of potassium phosphate-based magnesium phos-phate cementrdquo Ceramics International vol 38 pp 6281ndash62882012
[36] F Xing Z Ding and Z-J Li ldquoStudy of potassium-basedmagnesium phosphate cementrdquo Advances in Cement Researchvol 23 no 2 pp 81ndash87 2011
ISRN Ceramics 19
[37] A S Wagh and S Jeong ldquoChemically bonded phosphateceramics of trivalent oxides of iron andmanganeserdquo US Patent6 498 119 2002
[38] L C Chow ldquoCalcium phosphate cements chemistry proper-ties and applicationsrdquo in Proceedings of the Materials ResearchSociety Symposium vol 599 pp 27ndash37 2000
[39] C Klein andC S Hurlbut JrManual ofMineralogy JohnWileyand Sons New York NY USA 20th edition 1985
[40] T Sugama and L E Kukacka ldquoMagnesium monophosphatecements derived from diammonium phosphate solutionsrdquoCement and Concrete Research vol 13 no 3 pp 407ndash416 1983
[41] T Sugama and L E Kukacka ldquoCharacteristics of magnesiumpolyphosphate cements derived from ammonium polyphos-phate solutionsrdquo Cement and Concrete Research vol 13 no 4pp 499ndash506 1983
[42] T Finch and J H Sharp ldquoChemical reactions betweenmagnesiaand aluminium orthophosphate to form magnesia-phosphatecementsrdquo Journal of Materials Science vol 24 no 12 pp 4379ndash4386 1989
[43] S Y Jeong and A Wagh ldquoFormation of chemically bondedceramics with magnesium dihydrogen phosphate binderrdquo USPatent 6 776 837 2004
[44] D Singh A Wagh and M Tlustochowicz ldquoZirconium phos-phate waste forms for low-temperature stabilization of cesium137-containing waste streamsrdquo in Environmental Issues andWaste Management Technologies in the Ceramic and NuclearIndustries II Ceramic Transactions Volume 72 V Jain and D KPeeler Eds pp 167ndash178 1996
[45] IAEA ldquoEstimation of global inventories of radioactive wasteand other radioactive materialsrdquo Report IAEA-TECDOC-15912007
[46] World Nuclear Association httpworld-nuclearorginfoSafety-and-SecuritySafety-of-PlantsFukushima-Accident-2011UdM uv0RjM
[47] IAEA ldquoFukushima Daiichi status reportrdquo 2012[48] Nuclear Decommissioning Authority (UK) Radioactive wastes
in the UK Summary of the 2010 inventory URN 10D196NDASTSTY (11) 005 2011
[49] J H Saling Y S Tang and A W Fentiman Radioactive WasteManagement CRC Press 2nd edition 2001
[50] US DOE ldquoStrategy and management and disposal of usednuclear fuel and high-level radioactive wasterdquo 2013
[51] US EPA ldquoSpent nuclear fuel and high level radioactive wasterdquohttpwwwepagovradiationdocsradwaste402-k-94-001-snf hlwhtml
[52] ldquoNuclear fission productsrdquo httpenwikipediaorgwikiNu-clear fission product
[53] C C Lin Radiochemistry in Nuclear Power Reactors TheNational Academy Press 1996
[54] US Environmental Protection Agency ldquoTreatment standardsfor hazardous debrisrdquo 40 CFR Part 268 45 1994
[55] W H Rollins ldquoA contribution to the knowledge of cementsrdquoDental Cosmos vol 21 pp 574ndash576 1879
[56] Q Yang and X Wu ldquoFactors influencing properties of phos-phate cement-based binder for rapid repair of concreterdquoCementand Concrete Research vol 29 no 3 pp 389ndash396 1999
[57] D A Hall R Stevens and B El-Jazairi ldquoThe effect of retarderson the microstructure and mechanical properties of magnesia-phosphate cement mortarrdquo Cement and Concrete Research vol31 no 3 pp 455ndash465 2001
[58] S Y Jeong and A Wagh ldquoFormation of chemically bondedceramics with magnesium dihydrogen phosphate binderrdquo USPatent 6 776 837 2004
[59] ldquoBASF productrdquo httpwwwbuildingsystemsbasfcomp02USWeb-Internetbuildingsystemsen GBcontentmicrosit
[60] D A Hall R Stevens and B El Jazairi ldquoEffect of water contenton the structure and mechanical properties of magnesia-phosphate cement mortarrdquo Journal of the American CeramicSociety vol 81 no 6 pp 1550ndash1556 1998
[61] A S Wagh D Singh and S Jeong ldquoChemically bondedphosphate ceramics for stabilization and solidification of mixedwasterdquo in Hazardous and Waste Treatment Technologies Hand-book C H Ho Ed chapter 6 3 1 pp 1ndash18 CRC Press 2001
[62] W L Ebert S F Wolf and J K Bates ldquoRelease of technetiumfrom defense waste processing facility glassesrdquo in Proceedings ofthe MRS Fall Symposium pp 221ndash227 November 1995
[63] WM Haynes Compiled from CRCHandbook of Chemistry andPhysics CRC Press Boca Raton Fla USA 93rd edition 2012
[64] S E Vinokurov Y M Kulyako O M Slyuntchev S IRovny and B FMyasoedov ldquoLow-temperature immobilizationof actinides and other components of high-level waste inmagnesium potassium phosphate matricesrdquo Journal of NuclearMaterials vol 385 no 1 pp 189ndash192 2009
[65] D Singh V RMandalika S J Parulekar andA SWagh ldquoMag-nesium potassium phosphate ceramic for 99Tc immobilizationrdquoJournal of Nuclear Materials vol 348 no 3 pp 272ndash282 2006
[66] American Society for Testing of Materials ldquoStandard testmethod for static leaching of monolithic waste forms fordisposal of radioactive wasterdquo ASTM C 1220-98 1998
[67] Swedish Environmental Research Institute (IVL) ldquoLifecycleassessment of paint Summary of IVLrdquo Report B 1338-A
[68] A D Wilson B E Kent D Clinton and R P Miller ldquoThe for-mation and microstructure of dental silicate cementsrdquo Journalof Materials Science vol 7 no 2 pp 220ndash238 1972
[69] A S Wagh S Patel and A Mangalam ldquoPhosphate bondedcomposites and methodsrdquo US Patent 8 425 717 2013
[70] US DOE and Office of Security and Safety Assurance ldquoHighlyenriched uranium inventoryrdquo 2006
[71] M Gorbotenko and Y Yuferev ldquoCeramicrete as a means forradioactive waste containment and nuclear shieldingrdquo Reportsby All-Russian Research Institute of Experimental PhysicsFederation to Argonne National Laboratory Sarov Russian2002
[72] V Arkhangelrsquoskiy and A Postnikov ldquoBorated materials andcomponents for nuclear shielding andwaste containment appli-cationsrdquo Final Report of the GIPP and ISTC Project 2807Argonne National Laboratory 2007
[73] Japan Atomic Industrial Forum Inc httpwwwjaiforjpjawnu si introdocument2009m salvatores advanced nfcpdf
[74] J S Neal S Pozzi J Edwards and JMihalczo ldquoMeasurement ofwater and B4C content of rackable can storage boxes for HEUstorage at the HEUMH at the Y-12 security complexrdquo ReportORNLTM-2002254 2002
[75] A S Wagh ldquoCeramicrete an alternative radioactive wasteformrdquo in Stabilization and Solidification of Hazardous Radioac-tive and Mixed Wastes R D Spence Ed chapter 6 2 pp 118ndash129 CRC Press 2005
[76] A S Wagh D Singh and S Jeong ldquoChemically bondedphosphate ceramicsrdquo inHandbook ofMixedWasteManagementTechnology C Oh Ed pp 631ndash6318 CRC Press Boca RatonMass USA 2001
20 ISRN Ceramics
[77] J R Conner Chemical Fixation and Solidification of HazardousWastes von Nostrand Reinhold New York NY USA 1990
[78] W A Ibrahim H Sibak and M Abadir ldquoPreparation andcharacterization of chemically bonded phosphate ceramics(CBPC) for encapsulation of harmful wasterdquo The AmericanJournal of Science vol 7 pp 543ndash548 2011
[79] W Lutze and R Ewing Radioactive Waste Forms for the Future1988
[80] National Academy of Sciences Glass as a waste form andvitrification Technology Summary of an internationalWorkshopThe National Academy Press Washington DC USA 1997
[81] ldquoSRNL fact sheets Glass waste form and vitrification processdevelopmentrdquo httpsrnldoegovfactsglass waste formspdf
[82] Y Wang Handbook of Radioactive Nuclides CRC Press 1969[83] D M Bearden and A Andrews ldquoRadioactive tank waste from
the past production of nuclear weapons background and issuesfor Congressrdquo CRS Report For Congress Order Code RS219882007
[84] Vernadsky Institute of Geochemistry andAnalytical ChemistryldquoCeramicrete stabilization of radioactive salt-containing liquidand sludge wasterdquo Reports on Task No 18 19 and 20 ToArgonne National LaboraTory GIPP Project RCO-10116-MO-03 (ANL) Russian Federation Moscow Russia 2008
[85] Y Onishi J Tingrey B Wells et al ldquoRetrieval and pipelinetransfer assessment of Hanford Tank-241-AN-105 wasterdquo PNNLReport 14144 2003
[86] S V Mattigod M Lindberg J Westsik Jr K Parker and CChung ldquoWaste acceptance testing of secondary waste formscast Stone Ceramicrete and DuraLithrdquo PNNL Report 206322011
[87] K J Cantrell and J Westsik Jr ldquoSecondary waste form downselection data package ceramicreterdquo PNNL Report 20681 2011
[88] G B Josephson J Westsik Jr R Pires J Beckford andM Foote ldquoEngineering-scale demonstration of Duralith andCeramicrete waste formsrdquo PNNL Report 20751 2011
[89] American Nuclear Society ldquoAmerican national standard mea-surement of the leachability in the solidified low-level radioac-tive waste by a short-term procedurerdquo Method ANSIANS 16 11986
[90] U S Environmental Protection Agency (EPA) ldquoTest methodsfor evaluating solid waste Physicalchemical methodsrdquo Docu-ment SW-846 2008
[91] G L Smith M Schweiger D Bates et al ldquoVitrification andproduct testing of C-104 and AZ-102 pretreated sludge mixedwith flow-sheet quantities of secondary wastesrdquo PNNL Report13452
[92] L R Dole and H A Friedman ldquoRadiolytic gas generationfromcement-based hosts forDOE low-level radioactivewastesrdquoORNL Report CONF-860605-14 1986
[93] A S Wagh R Strain S Y Jeong D Reed T Krause and DSingh ldquoStabilization of Rocky Flats Pu-contaminated ashwithinchemically bonded phosphate ceramicsrdquo Journal of NuclearMaterials vol 265 no 3 pp 295ndash307 1999
[94] US Department of Energy ldquoWaste isolation pilot plantrdquohttpwwwwippenergygov
[95] American Society for Testing of Materials (ASTM) ldquoStandardpractice for operating salt-spray (fog) apparatusrdquo B-117
[96] American Society for Testing of Materials (ASTM) ldquoStandardtest method for surface burning characteristics of buildingmaterialsrdquo E-84-17
[97] F Wu J Wei H Guo F Chen H Hong and C Liu ldquoSelf-setting bioactive calcium-magnesium phosphate cement withhigh strength and degradability for bone regenerationrdquo ActaBiomaterialia vol 4 no 6 pp 1873ndash1884 2008
[98] G Mestres and M-P Ginebra ldquoNovel magnesium phosphatecements with high early strength and antibacterial propertiesrdquoActa Biomaterialia vol 7 no 4 pp 1853ndash1861 2011
[99] Wagh S Arun and C Primus ldquoMethod and product forphosphosilicate Slurry for use in dentistry and related bonecementsrdquo US Patent 7 083 672 B2 2006
[100] T Lally ldquoBio-adhesive composition method for adheringobjects to bonerdquo US Patent 6 533 821 2003
[101] K C Y Tay B A Loushine C Oxford et al ldquoIn vitro evaluationof a ceramicrete-based root-end filling materialrdquo Journal ofEndodontics vol 33 no 12 pp 1438ndash1443 2007
[102] A SWagh R Natarajan and R LMcDaniel ldquoNew phosphate-based cement useful for drilling completions in arcticrdquoOil andGas Journal vol 103 no 18 pp 53ndash55 2005
[103] A S Wagh R Natarajan and R L McDaniel ldquoAluminumphosphate cements help with deep high-temperature wellsrdquoOiland Gas Journal vol 104 no 19 pp 39ndash43 2006
[104] A S Wagh R Natarajan R L McDaniel and S PatilldquoCeramicrete blends produce strong low-permeability cementsfor arctic userdquo Oil and Gas Journal vol 103 no 19 pp 48ndash522005
[105] D W Brown L K Powell A S Wagh and S-Y JeongldquoCeramicrete-bonded building materials using forest wasterdquo inProceedings of the 35th International ParticleboardCompositeMaterials Symposium p 182Washington State University April2001
[106] U S EPA Climate Leaders Direct Emissions From CementSector Climate Leaders Greenhouse Gas Inventory Protocol CoreModule Guidance 2003
[107] World Resources Institute About Eutrophication httpwwwwriorgour-workprojecteutrophication-and-hypoxiaabouteutrophication
Submit your manuscripts athttpwwwhindawicom
ScientificaHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CorrosionInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Polymer ScienceInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CeramicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CompositesJournal of
NanoparticlesJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Biomaterials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
NanoscienceJournal of
TextilesHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Journal of
NanotechnologyHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
CrystallographyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CoatingsJournal of
Advances in
Materials Science and EngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Smart Materials Research
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MetallurgyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
BioMed Research International
MaterialsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Nano
materials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal ofNanomaterials
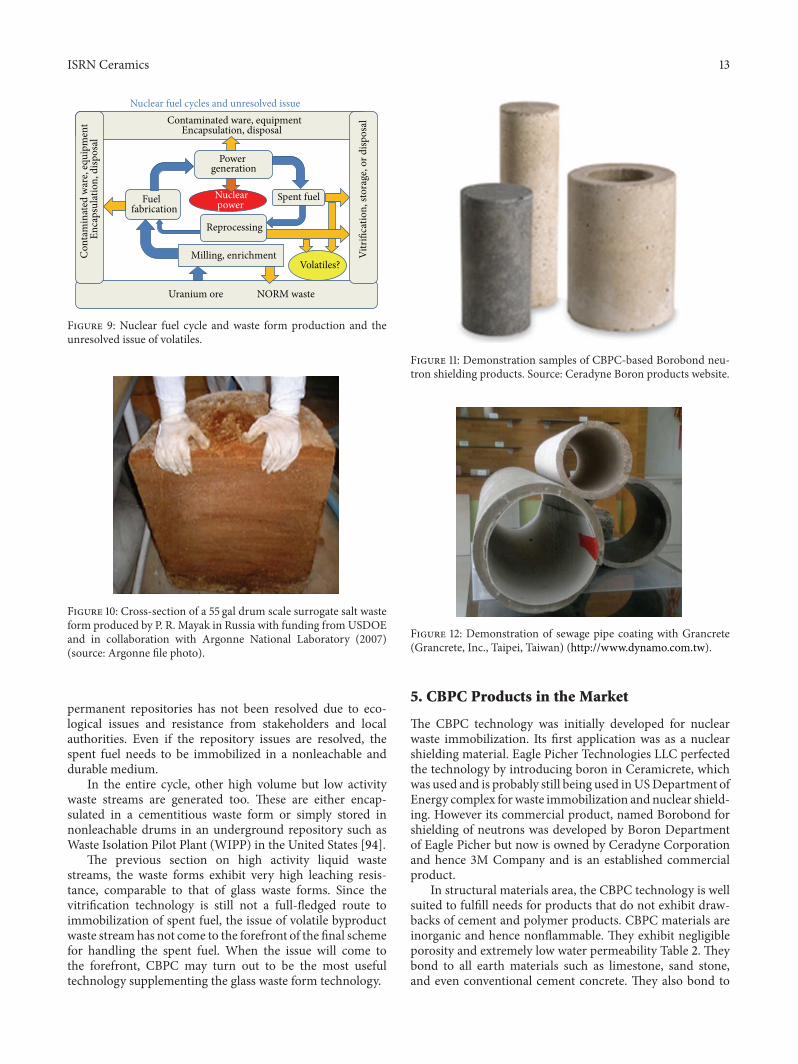
ISRN Ceramics 13
Nuclear fuel cycles and unresolved issue
Uranium ore NORM waste
Fuel fabrication
Power generation
Spent fuel
Contaminated ware equipmentEncapsulation disposal
Con
tam
inat
ed w
are
equi
pmen
tEn
caps
ulat
ion
disp
osal
Vitr
ifica
tion
stor
age
or d
ispos
al
Milling enrichmentVolatiles
Nuclear power
Reprocessing
Figure 9 Nuclear fuel cycle and waste form production and theunresolved issue of volatiles
Figure 10 Cross-section of a 55 gal drum scale surrogate salt wasteform produced by P R Mayak in Russia with funding fromUSDOEand in collaboration with Argonne National Laboratory (2007)(source Argonne file photo)
permanent repositories has not been resolved due to eco-logical issues and resistance from stakeholders and localauthorities Even if the repository issues are resolved thespent fuel needs to be immobilized in a nonleachable anddurable medium
In the entire cycle other high volume but low activitywaste streams are generated too These are either encap-sulated in a cementitious waste form or simply stored innonleachable drums in an underground repository such asWaste Isolation Pilot Plant (WIPP) in the United States [94]
The previous section on high activity liquid wastestreams the waste forms exhibit very high leaching resis-tance comparable to that of glass waste forms Since thevitrification technology is still not a full-fledged route toimmobilization of spent fuel the issue of volatile byproductwaste streamhas not come to the forefront of the final schemefor handling the spent fuel When the issue will come tothe forefront CBPC may turn out to be the most usefultechnology supplementing the glass waste form technology
Figure 11 Demonstration samples of CBPC-based Borobond neu-tron shielding products Source Ceradyne Boron products website
Figure 12 Demonstration of sewage pipe coating with Grancrete(Grancrete Inc Taipei Taiwan) (httpwwwdynamocomtw)
5 CBPC Products in the Market
The CBPC technology was initially developed for nuclearwaste immobilization Its first application was as a nuclearshielding material Eagle Picher Technologies LLC perfectedthe technology by introducing boron in Ceramicrete whichwas used and is probably still being used inUSDepartment ofEnergy complex for waste immobilization and nuclear shield-ing However its commercial product named Borobond forshielding of neutrons was developed by Boron Departmentof Eagle Picher but now is owned by Ceradyne Corporationand hence 3M Company and is an established commercialproduct
In structural materials area the CBPC technology is wellsuited to fulfill needs for products that do not exhibit draw-backs of cement and polymer products CBPC materials areinorganic and hence nonflammable They exhibit negligibleporosity and extremely low water permeability Table 2 Theybond to all earth materials such as limestone sand stoneand even conventional cement concrete They also bond to
14 ISRN Ceramics
Figure 13 Insulated and solar reflective CBPC roof tile of inChennai India (httpwwwthermalcarein)
themselves In the next section we will see that comparedto other equivalent products they are very environmentallyfriendly
As was discussed briefly in Section 41 the structuralproducts applications lie in two categories
(a) cements grouts and concrete(b) coatings
In both areas several small businesses have madegood strides in entering markets For example inthe United States Bindan Corporation of Oak BrookIllinois (httpwwwbindancorpcom) and Grancrete Inc(httpwwwgrancretenet) of North Carolina have beenin business for at least last 10 years producing road repairmaterials concrete repair products floor-surfacing productsand so forth Grancrete has shown its presence in Taiwanand Japan for the same applications Figure 12
Realizing that CBPCs are more expensive comparedto Portland cement CBPC concretes are not cost effec-tive Therefore only value-added products are commerciallyviable Because of this reason recent trend has been toexploit unique properties of CBPCs and design products withperformance superior to current products in the market
One example is roof tiles named Thermal Care Tilesin Chennai India (httpwwwthermalcarein) With CBPCformulations and additives these tiles can reduce impactof hot sun in houses to the extent of 8ndash10∘C by providinghigh reflectivity to solar radiation and also providing highthermal insulation properties Figure 13 CBPC-based coatingproducts are probably the most unique ones among theseEon Coat Inc (httpwwwEonCoatcom) has introducedcorrosion and fire protection coatings that exhibit outstand-ing properties Their coatings do not show corrosion of thesubstrate or osmotic blistering [94] even when samples areexposed for 1000 hours in salt-spray chamber [95] In thesame way the Flame Spread test [96] shows no flame spreadat all and surpasses all organic coatings in performanceLearning the excellent performance ofCBPC-based productsnew companies are investing to develop range of products inthe structural materials area
There have beenmethodical attempts to develop bioactivedental and prosthetic cements using phosphates in the past[97] and also to exploit antibacterial properties of these
materials [98] Since CBPC materials are phosphate basedthey are uniquely positioned to match with compositionof bones and teeth in which hydroxyl apatite a calciumphosphate hydrate is the main component Using modernCBPC for this application was conceived by Wagh et al [99]and subsequent research led to root canal materials ownedby Dentsply company Following this Bindan Corporationdeveloped its own intellectual property [100] that led toa product called OsteoCrete marketed by Bone SolutionsInc (httpwwwbonesolutionsnet) for multiple orthopedicsolutions including bone void filler Tay et al [101] haveprovided the most recent advances in this area
There have been many other areas in which preliminarywork has been done in application of CBPCs but commercialexploitation has not occurred as yet Notable areas are CBPCsfor oil fields [102ndash104] and fiber reinforced products [68 105]
In summary CBPC technology and its products andCeramicrete in particular have entered various markets indifferent parts of the world The new products have potentialto be transferred from small businesses to larger onesBorobond the first product has been a good example ofthis which was developed by Eagle Picher and then wentto Ceradyne a bigger company and now 3M Companyowns Ceradyne Such acquisitions may provide much widervisibility to unique CBPC products
6 Environmental Effects of CBPC
CBPCs are mineral based materials like Portland cementTherefore the main environmental effect parameters seenin use of these materials are similar to that of PortlandcementThese include greenhouse gas emissions and fugitiveparticulates released in the atmosphere While the latter canbe controlled with good work practices the first one is builtin the chemistry of the process itself and cannot be avoided
There are two major sources of greenhouse gases inthese technologies Carbon dioxide is bound in the rawmaterials such as limestone and dolomite which escapesduring extraction of the appropriate raw material This maybe termed as the direct emission
The second source of greenhouse gas emission is theenergy consumption in producing the final product Thisincludes carbon dioxide generated by the energy use in min-ing of appropriate minerals their transport extraction of thedesired ingredients for the product production operationspackaging and shipping Emissions resulting from thesemay be called process emissions Process emissions may bereduced only by reducing energy consumption and therebyrelease of greenhouse gases
Thedirect emissions in Portland cementmanufacture andCBPCs are different because the two products use differentraw materials However operations from manufacture toshipping are very similar in both cases and hence one canassume that their process emissions are also similar thoughnot the same
US Environmental Protection Agency (EPA) has pro-vided guidelines for calculation of direct emissions [106]Following that we have calculated direct emissions from theCBPC manufacture and compared that to the emissions in
ISRN Ceramics 15
Table 2 Water permeability and mechanical properties of CBPC with wollastonite and other fillers [29]
Composition (wt) Strengths (psi) Fracture toughness (MPasdotm12) Water absorption (wt)Binder Wollastonite Other Compressive Flexural40 60 Nil 8426 1474 066 250 50 Nil 7755 1236 063 230 30 Sand 40 6264 1255 063 3100 Nil Nil 3500 1100 NA 1540 Nil Ash 60 11507 1474 019 178
Typical Portland cement concrete 8000 940 NA 10ndash20
Table 3 Specific activity and boiling point of fission products [6263]
Fission product Half-life (yrs) Specific activity(Cig)
Boiling point(∘C)
Sr-90 28 140 1384Cs-137 30 870 6784Cs-135
3119864 + 6 00012 6784Tc-99 (as NaTcO4) 21119864 + 5 017 100I-131 1802 days gt5000 184
cement sector Taking the example of Ceramicrete as a CBPCthe actual calculations are provided in the appendix Thesecalculations show that direct emissions from Ceramicretemanufacture are 40 less than that in manufacturing ofcement This is mainly because Ceramicrete contains 60 flyash which is an industrial byproduct from the utility industryand direct emission contribution to this component is zero
Assuming the process emissions are the same for thesame tonnage of both products when the direct and processemissions are added Ceramicrete emits only 20 less green-house gases compared to Portland cement Thus there is nosubstantial gain in using CBPCs cement
As we have seen in Section 5 CBPCs are also used asinorganic coatings Here they can be environmentally veryfriendly alternatives to polymer coatings This is becauseCBPC coatings are the first inorganic alternatives to organiccoatings Therefore CBPCs can make a big difference in thecoating world This may be seen in the following analysis
The ecological impact of CBPCs arises from four majorfactors which are described in [67]
(a) greenhouse gas emissions(b) low-level ozone emissions(c) acidification(d) eutrophication
Greenhouse gas emissions are the same as the directemissions discussed above in context of cement industryLow-level ozone emissions result from release of volatileorganic compounds (VOCs) into the environment duringmanufacturing of organic paints and their use Acidificationon the other hand is due to sulfur in the polymers that resultsin formation of oxides of sulfur and eventually sulfuric acidwhich is harmful to the nature
We can use the numbers from the appendix for green-house gas emissions Ozone depletion is nonexistent in thecase of CBPCs because there are no VOCs in CBPC coatingsAcidification is also not an issue because CBPC coatingsdo not contain sulfur compounds They contain phosphatecompounds but phosphate release is negligible as has beenshown in several Product Consistency tests (see eg PCTdata in Table 4) Thus acidification is not an issue
The fourth factor eutrophication [107] is the result ofleaching of nutrients into soil and water streams that produceunwanted algal growth which chokes aquatic life and plantgrowth CBPCs contain significant amount of phosphatesThey are also good fertilizers and their presence in aquaticstreams can be a problem Fortunately Product Consistencyleaching results presented in Table 7 conducted by us haveshown that CBPC products release phosphates extremelyslowly into ground water and hence good CBPC productsshould not affect the environmentThese conclusions are verypreliminary and detailed investigations are needed in thisarea for a given application
In light of these observations we have summarized thebenefits of CBPC coatings over polymeric coatings in Table 8For the sake of calculations we have assumed the coatingcomposition is the basic Ceramicrete binder (MgO andmonopotassium phosphate and 35 water in the coating)
Table 8 shows that CBPC coatings produce only about15 of solvent-based varnish and 80 of solvent-based alkydpaint They produce no ozone damaging VOCs nor anyoxides of sulfur that lead to acidification Their potentialfor eutrophication is negligible because CBPC coatings arelike phosphate minerals and leaching of phosphate in theenvironment is minimal
7 Conclusions
CBPCs in a period of 20 years have made major strides invarious fields fromnuclear waste immobilization safe storageof nuclear materials and structural products and in dentaland prosthetic applications The first ten years were investedin understanding the chemistry of these materials as well aslength and breadth of their possible applications and carvingout focus areas for products development The last ten yearshave seen them entering the market all over the world
CBPCs were invented primarily to immobilize low-levelradioactive waste In last 10 years however research hasdemonstrated that they may as well be used to tackle the
16 ISRN Ceramics
Table 4 Waste streams tested in the Russian project [64]
Nature of the contaminant H1 H2 M1 M2
Waste sourceSupernatant from
HanfordAN-105
Supernatant fromMayak Russia
Sludge fromHanford AZ-102
120572-Bearing wastefromMayak
RussiaSolids content (wt) 52 38 35 16
Major benign ions (gL)Na+-256NO3
minus-167NO2
minus-113OHminus-84
Na+-265NO2
minus-85OHminus-43
Na+-99NO3
minus-38NO2
minus-295OHminus-90
Na+-83NO2
minus-24
Activity of actinides (BqL)239Pu-121198648237Np-121198648
239Pu-351198648237Np-241198646241Am-801198648
Sa-131198645
Fission products
90Sr-211198647137Cs-24119864799Tc-631198648131I-1 1119864775Se-271198646
90Sr-511198648137Cs-12119864799Tc-191198649
90Sr-151198646137Cs-581198641099Tc-631198648129I-231198646
Hazardous metalsCr-29 as CrO4minus
Pb2+-007Cd2+-0003
Cr3+-024Pb2+-001Cd2+-5Ni2+-24
Cr-7 as CrO4minus Ni2+-24
Table 5 Neutralization and stabilization additives
Issue AdditiveNeutralization of alkaline streams Small amount of H3PO4
Tc+7 (in pertechnetate state) lt05 SnCl2 [64]Iminus AV-17 resin in Clminus formCs and Sr K4[Fe(CN)6] sdot 3H2O
Table 6 Physical properties of the waste forms
Loading and properties H1 H2 M1 M2Waste loading 35 44 43 34Density (gcm3) 16-17 17-18 18 18Compressive strength (MPa) 25ndash55 40ndash55 gt20 gt20
most difficult issue of volatile high activity fission productswhere high temperature technologies fail They have enteredthemarket as nuclear shieldingmaterials in an aggressiveway
Because CBPCs can be used as grouts or coatings appli-cations may extend well beyond what we see in the marketThey have zero flame spread and high reflectivity to infraredradiation and may be used very widely in fire protection andinsulation They have shown excellent corrosion protectionof steel Therefore they may turn out to be the first inorganiccorrosion protection coatings Efforts are underway in theindustry to bringCBPCproducts in themarket in these fields
All this has happened with only one composition ofmagnesium oxide and monopotassium phosphate known asCeramicrete Potential to develop products lies well beyondthe current state of the art because a wide range of otherformulations is feasible It is hoped that the fundamentalworkreported during the first 10 years and applications-orientedprogress during the last 10 years will lead to wider curiosity
Table 7 Results of leaching results
Contaminants H-1 H-2 M-1 M-2ANS 161 90-day immersion test for radioactive contaminants [65]
Actinides237Np 128 136239Pu 135 144 Total alpha
= 129241Am 146
Fission products90Sr 109 132 111137Cs 114 115 13099Tc 99 10231I 112 7975Se 96
PCT 7-day immersion test at 90∘C for product constituents(gm2sdotday as normalized leaching rate [66])
Mg41119864minus6 71119864minus7 66119864minus5 16119864 minus 5
K19119864minus2 11119864minus2 24119864minus2 24119864 minus 2
PO4 63119864minus3 18119864minus3 72119864minus3 95119864 minus 3
Na17119864minus2 93119864minus3 24119864minus2 21119864 minus 2
Toxicity characteristic leaching procedure for hazardous elements(ppm) [66]Element Reg limitPb 075 0005 0004 008Cr 06 004 0006 02Cd 011 0001 0008Ni 110 lt01 05 07
in thesematerials and result inmore investment and productsdevelopment
ISRN Ceramics 17
Table 8 Comparison of environmental impact factors of CBPCand typical commercial coatings Data for commercial coatings isreproduced from [67]
CoatingsDirect
emissions(gkg)
Low-levelozone
(g ethanekg)
Acidification(g Soxkg)
Eutrophication(g P2O5kg)
Solvent-based varnishBindingagent 8816 42 74 09
Solvent 11457 21 68 07Total 20273 63 142 16
Solvent-based alkyd paintBindingagent 2834 08 32 03
Filler 253 001 03 83Solvent 639 03 10 01Total 3726 111 45 87CBPCcoatings 300 00 00 Very low but to
be quantified
Appendix
Calculations of Direct Emissions fromCBPC Production
One ton of Portland cement produces one ton of CO2
It consists of two parts direct emissions resulting fromdecomposition of limestone into CaO and CO
2and the rest
from process parameters such as fuel consumption transportof raw materials grinding and sieving operations and trans-port and shipping Direct emissions can be calculated fromchemistry and thermodynamics while the process emissionsare site specific and must be monitored and determined ateach plant [67] This is also true for CBPC cement productsalso However due to process similarities it is quite likely thatthe process emissions in both cases will be similar For thisreason we will calculate the direct emissions and comparethe environmental benefits of CBPCs
1 Calculation of Direct Emissions in Portland Cement Produc-tion Direct emissions in Portland cement manufacture arisefrom clinkering limestone (calcium carbonate) at 1500∘C toproduce calcium oxide by the decomposition
CaCO3= CaO + CO
2 (A1)
Molar weights of CaO and CO2are 56 and 44 gmole
Portland cement contains approximately 64wt CaOwith the rest being silica and alumina Therefore directemission of CO
2to produce one ton of cement is
molar weight of CO2molar weight of CaCO
3times
064 = (4456) times 064 = 05
This means direct emission is 05 kgkg of cement and05 kgkg of CO
2because of other production and distribu-
tion processes
2 Calculation of Direct Emission in Ceramicrete ProductionComposition of Ceramicrete is 10 wt MgO + 30wtMKP + 60wt fly ash MgO is produced from dolomiterock which is MgCa(CO3)2 or MgCO3 + CaCO3 It is againcalcined at 1500∘C and MgO and CaO are separated
Assuming equimolar proportion of MgCO3and CaCO
3
in dolomite rock the proportion of MgCO3and CaCO
3is
457 wt to 543 wt This gives us
MgO content = MgOMgCO3times 457
= 0403 times 457 = 1828(A2)
This means kg of dolomite rock will produce 1828 g of MgOTotal amount of CO
2released during calcination of
dolomite comes from decomposition of CaCO3andMgCO
3
The decomposition equations for the two components are
CaCO3= CaO + CO
2
MgCO3= MgO + CO
2
(A3)
Using molar weights of the components we find that CO2
content in dolomite rock is 478 wt Thus
CO2produced per ton of MgO = 478
1828
= 259 tons(A4)
Ceramicrete contains 10wt MgO Therefore Ceramicreteproduces 259 g of CO
2per kg of Ceramicrete because of use
of MgO in itSimilarly monopotassium phosphate also produces CO
2
MKP is produced frompotassiumcarbonate by reacting itwith phosphoric acid during which CO
2is released as given
in the equation below
K2CO3+H3PO4= 2KH
2PO4+ CO2+H2O (A5)
Molar weights of K2CO3 H3PO4 and KH
2PO4are 124 98
and 272 gmole respectively So to produce 272 kg of MKPwe produce 44 kg of CO
2
Thismeans to produce one kg ofMKP we produce 44272= 016 kg of CO
2
Thus contribution of CO2due to MKP = 03 times 016 =
0048 kgkg of Ceramicrete Therefore total direct emissionwhich is the sum of emissions due to MgO and MKPproduction is
0259 + 0048 = 03 kgkg of Ceramicrete (A6)
This is 60 of direct emission in cement production
3 Total Emission Reduction Since both processes use verysimilar processing technology we assume the process emis-sions to be similar equal to 05 ton of CO2kg
total emission in Ceramicrete = 03 + 05 = 08 ton ofCO2kg of Ceramicrete
18 ISRN Ceramics
total emission in cement = 05 + 05 = 1 kgkg ofcement
The paper is intended to disseminate scientific progress inthe subject explained to a wider scientific audience with thehope that it will lead to further research and development inthis field for the benefit of a wider international community
Conflict of Interests
Theauthor declares that he has no financial interest in writingthis paper
References
[1] J Aspdin ldquoAn improvement in themodes of producing artificialstonerdquo British Patent 5022 1924
[2] S Sorel ldquoOn the new magnesium cementrdquo Comptes RendusHebdomadire des Seances de lrsquoAcademie des Sciences vol 65 pp102ndash104 1867
[3] A D Wilson ldquoThe chemistry of dental cementsrdquo ChemicalSociety Reviews vol 7 no 2 pp 265ndash296 1978
[4] A Wilson and J Nicholson Acid-Base Cements CambridgeUniversity Press 1993
[5] C Shi P Krivenko and D Roy Alkali Activated Cements andConcretes Taylor and Francis New York NY USA 2006
[6] J Davidovits Geopolymers Chemistry and Applications seriesin civil and structural engineering Woodhead Publishing2009
[7] J L Provis and J S J van Deventer Geopolymer StructuresProcessing Properties and Industrial Applications WoodheadPublishing 2009
[8] A S Wagh Chemically Bonded Phosphate Ceramics Elsevier2004
[9] A E R Westman Phosphate Ceramics Topics in PhosphateChemistry vol 9 John Wiley and Sons New York NY USA1977
[10] T Kanazawa Inorganic Phosphate Materials chapter 1 Elsevier1989
[11] W H Rollins ldquoA contribution to the knowledge of cementsrdquoDental Cosmos vol 21 pp 574ndash576 1979
[12] E S Gaylord ldquoOxyphosphates of zincrdquo Archives of Dentistryvol 33 pp 364ndash380 1989
[13] H Fleck ldquoChemistry of oxyphosphatesrdquoDental Items of Interestvol 24 article 906 1902
[14] W Souder and G Paffenberger Physical Properties of DentalMaterials (US National Bureau of Standards Circular NoC433) 1942
[15] W S Crowell ldquoPhysical chemistry of dental cementsrdquo Journalof the American Dental Association vol 14 pp 1030ndash1048 1927
[16] E W Skinner Science of Dental Materials W B SaundersPhiladelphia Pa USA 3rd edition 1947
[17] B W Darwell ldquoAspects of chemistry of zinc phosphatecementsrdquo Journal of the American Dental Association vol 14pp 1030ndash1048 1929
[18] A D Wilson ldquoZinc oxide dental cementsrdquo in Scientific Aspectsof Dental Materials J A von Fraunhofer Ed pp 159ndash190Butterworths London UK 1975
[19] P J Wisth ldquoThe ability of zinc phosphate and hydro phosphatecements to seal band spacesrdquo Angle Orthodontist vol 42 no 4pp 395ndash398 1972
[20] A S Wagh and S Y Jeong ldquoChemically bonded phosphateceramics I a dissolution model of formationrdquo Journal of theAmerican Ceramic Society vol 86 no 11 pp 1838ndash1844 2003
[21] A S Wagh S Grover and S Y Jeong ldquoChemically bondedphosphate ceramics II warm-temperature process for aluminaceramicsrdquo Journal of the American Ceramic Society vol 86 no11 pp 1845ndash1849 2003
[22] A S Wagh and S Y Jeong ldquoChemically bonded phosphateceramics III reduction mechanism and its application to ironphosphate ceramicsrdquo Journal of the American Ceramic Societyvol 86 no 11 pp 1850ndash1855 2003
[23] A S Wagh and C Primus ldquoMethod and product for phospho-silicate slurry for use in dentistry and related bone cementsrdquo USPatent 7 083 672 2006
[24] C S Rostaing di Rostagni ldquoVerfahrung zur Darstellung vonKitten fur sahnarztliche und ahnliche Awecke bestehend vonGemischen von Pyrophophaten des Calciums oder Bariumsmit den Pyrophosphaten des Zinks oderMagnesiumsrdquo GermanPatent 6015 1878
[25] S B Palmer ldquoZinc phosphatesrdquoDental Cosmos vol 33 pp 364ndash380 1891
[26] A SWagh S Y Jeong and D Singh ldquoHigh strength phosphatecement using industrial byproducts ashesrdquo in Proceedings ofthe 1st International Conference on High Strength Concrete AAzizinmini D Darwin and C French Eds pp 542ndash553 TheAmerican Society of Civil Engineers 1997
[27] W Postl FWalter K Ettinger andH-P Bojar ldquoErsterNachweisdes Kalium-Analogons MgK(PO
4)6H2O von Struvit und der
kristallinen Phase Mg2KH(PO
4)215H2O aus dem ehemali-
gen Bleibergbau Rossblei Eschachalm Schladminger TauernSteiermark Osterreichrdquo Joannea Mineralogie vol 1 pp 45ndash522000
[28] S Graeser W Postl H-P Bojar et al ldquoStruvite-(K) KMgPO4
6H2O the potassium equivalent of struvite a new mineralrdquo
European Journal of Mineralogy vol 20 no 4 pp 629ndash6332008
[29] A S Wagh S Jeong D Lohan and A Elizabeth ldquoChemicallybonded phospho-silicate ceramicsrdquo US Patent 6 518 212 2003
[30] M Pourbaix Atlas of Electrochemical Equilibria in AqueousSolutions National Association of Corrosion Engineers Hous-ton Tex USA 1974
[31] E Soudee and J Pera ldquoMechanism of setting reaction inmagnesia-phosphate cementsrdquo Cement and Concrete Researchvol 32 no 1 pp 153ndash157 2002
[32] E Soudee and J Pera ldquoInfluence of magnesia surface onthe setting time of magnesia-phosphate cementrdquo Cement andConcrete Research vol 32 no 1 pp 153ndash157 2002
[33] M A Carvalho and A M Segadaes ldquoThe hydration of mag-nesium phosphate cements effect of powder characteristics onthe reaction kineticsrdquoMaterials Science Forum vol 591ndash593 pp833ndash838 2008
[34] E M Gartner and D E MacPhee ldquoA physico-chemical basisfor novel cementitious bindersrdquo Cement and Concrete Researchvol 41 no 7 pp 736ndash749 2011
[35] Z Ding B Dong F Xing N Han and Z Li ldquoCementingmechanism of potassium phosphate-based magnesium phos-phate cementrdquo Ceramics International vol 38 pp 6281ndash62882012
[36] F Xing Z Ding and Z-J Li ldquoStudy of potassium-basedmagnesium phosphate cementrdquo Advances in Cement Researchvol 23 no 2 pp 81ndash87 2011
ISRN Ceramics 19
[37] A S Wagh and S Jeong ldquoChemically bonded phosphateceramics of trivalent oxides of iron andmanganeserdquo US Patent6 498 119 2002
[38] L C Chow ldquoCalcium phosphate cements chemistry proper-ties and applicationsrdquo in Proceedings of the Materials ResearchSociety Symposium vol 599 pp 27ndash37 2000
[39] C Klein andC S Hurlbut JrManual ofMineralogy JohnWileyand Sons New York NY USA 20th edition 1985
[40] T Sugama and L E Kukacka ldquoMagnesium monophosphatecements derived from diammonium phosphate solutionsrdquoCement and Concrete Research vol 13 no 3 pp 407ndash416 1983
[41] T Sugama and L E Kukacka ldquoCharacteristics of magnesiumpolyphosphate cements derived from ammonium polyphos-phate solutionsrdquo Cement and Concrete Research vol 13 no 4pp 499ndash506 1983
[42] T Finch and J H Sharp ldquoChemical reactions betweenmagnesiaand aluminium orthophosphate to form magnesia-phosphatecementsrdquo Journal of Materials Science vol 24 no 12 pp 4379ndash4386 1989
[43] S Y Jeong and A Wagh ldquoFormation of chemically bondedceramics with magnesium dihydrogen phosphate binderrdquo USPatent 6 776 837 2004
[44] D Singh A Wagh and M Tlustochowicz ldquoZirconium phos-phate waste forms for low-temperature stabilization of cesium137-containing waste streamsrdquo in Environmental Issues andWaste Management Technologies in the Ceramic and NuclearIndustries II Ceramic Transactions Volume 72 V Jain and D KPeeler Eds pp 167ndash178 1996
[45] IAEA ldquoEstimation of global inventories of radioactive wasteand other radioactive materialsrdquo Report IAEA-TECDOC-15912007
[46] World Nuclear Association httpworld-nuclearorginfoSafety-and-SecuritySafety-of-PlantsFukushima-Accident-2011UdM uv0RjM
[47] IAEA ldquoFukushima Daiichi status reportrdquo 2012[48] Nuclear Decommissioning Authority (UK) Radioactive wastes
in the UK Summary of the 2010 inventory URN 10D196NDASTSTY (11) 005 2011
[49] J H Saling Y S Tang and A W Fentiman Radioactive WasteManagement CRC Press 2nd edition 2001
[50] US DOE ldquoStrategy and management and disposal of usednuclear fuel and high-level radioactive wasterdquo 2013
[51] US EPA ldquoSpent nuclear fuel and high level radioactive wasterdquohttpwwwepagovradiationdocsradwaste402-k-94-001-snf hlwhtml
[52] ldquoNuclear fission productsrdquo httpenwikipediaorgwikiNu-clear fission product
[53] C C Lin Radiochemistry in Nuclear Power Reactors TheNational Academy Press 1996
[54] US Environmental Protection Agency ldquoTreatment standardsfor hazardous debrisrdquo 40 CFR Part 268 45 1994
[55] W H Rollins ldquoA contribution to the knowledge of cementsrdquoDental Cosmos vol 21 pp 574ndash576 1879
[56] Q Yang and X Wu ldquoFactors influencing properties of phos-phate cement-based binder for rapid repair of concreterdquoCementand Concrete Research vol 29 no 3 pp 389ndash396 1999
[57] D A Hall R Stevens and B El-Jazairi ldquoThe effect of retarderson the microstructure and mechanical properties of magnesia-phosphate cement mortarrdquo Cement and Concrete Research vol31 no 3 pp 455ndash465 2001
[58] S Y Jeong and A Wagh ldquoFormation of chemically bondedceramics with magnesium dihydrogen phosphate binderrdquo USPatent 6 776 837 2004
[59] ldquoBASF productrdquo httpwwwbuildingsystemsbasfcomp02USWeb-Internetbuildingsystemsen GBcontentmicrosit
[60] D A Hall R Stevens and B El Jazairi ldquoEffect of water contenton the structure and mechanical properties of magnesia-phosphate cement mortarrdquo Journal of the American CeramicSociety vol 81 no 6 pp 1550ndash1556 1998
[61] A S Wagh D Singh and S Jeong ldquoChemically bondedphosphate ceramics for stabilization and solidification of mixedwasterdquo in Hazardous and Waste Treatment Technologies Hand-book C H Ho Ed chapter 6 3 1 pp 1ndash18 CRC Press 2001
[62] W L Ebert S F Wolf and J K Bates ldquoRelease of technetiumfrom defense waste processing facility glassesrdquo in Proceedings ofthe MRS Fall Symposium pp 221ndash227 November 1995
[63] WM Haynes Compiled from CRCHandbook of Chemistry andPhysics CRC Press Boca Raton Fla USA 93rd edition 2012
[64] S E Vinokurov Y M Kulyako O M Slyuntchev S IRovny and B FMyasoedov ldquoLow-temperature immobilizationof actinides and other components of high-level waste inmagnesium potassium phosphate matricesrdquo Journal of NuclearMaterials vol 385 no 1 pp 189ndash192 2009
[65] D Singh V RMandalika S J Parulekar andA SWagh ldquoMag-nesium potassium phosphate ceramic for 99Tc immobilizationrdquoJournal of Nuclear Materials vol 348 no 3 pp 272ndash282 2006
[66] American Society for Testing of Materials ldquoStandard testmethod for static leaching of monolithic waste forms fordisposal of radioactive wasterdquo ASTM C 1220-98 1998
[67] Swedish Environmental Research Institute (IVL) ldquoLifecycleassessment of paint Summary of IVLrdquo Report B 1338-A
[68] A D Wilson B E Kent D Clinton and R P Miller ldquoThe for-mation and microstructure of dental silicate cementsrdquo Journalof Materials Science vol 7 no 2 pp 220ndash238 1972
[69] A S Wagh S Patel and A Mangalam ldquoPhosphate bondedcomposites and methodsrdquo US Patent 8 425 717 2013
[70] US DOE and Office of Security and Safety Assurance ldquoHighlyenriched uranium inventoryrdquo 2006
[71] M Gorbotenko and Y Yuferev ldquoCeramicrete as a means forradioactive waste containment and nuclear shieldingrdquo Reportsby All-Russian Research Institute of Experimental PhysicsFederation to Argonne National Laboratory Sarov Russian2002
[72] V Arkhangelrsquoskiy and A Postnikov ldquoBorated materials andcomponents for nuclear shielding andwaste containment appli-cationsrdquo Final Report of the GIPP and ISTC Project 2807Argonne National Laboratory 2007
[73] Japan Atomic Industrial Forum Inc httpwwwjaiforjpjawnu si introdocument2009m salvatores advanced nfcpdf
[74] J S Neal S Pozzi J Edwards and JMihalczo ldquoMeasurement ofwater and B4C content of rackable can storage boxes for HEUstorage at the HEUMH at the Y-12 security complexrdquo ReportORNLTM-2002254 2002
[75] A S Wagh ldquoCeramicrete an alternative radioactive wasteformrdquo in Stabilization and Solidification of Hazardous Radioac-tive and Mixed Wastes R D Spence Ed chapter 6 2 pp 118ndash129 CRC Press 2005
[76] A S Wagh D Singh and S Jeong ldquoChemically bondedphosphate ceramicsrdquo inHandbook ofMixedWasteManagementTechnology C Oh Ed pp 631ndash6318 CRC Press Boca RatonMass USA 2001
20 ISRN Ceramics
[77] J R Conner Chemical Fixation and Solidification of HazardousWastes von Nostrand Reinhold New York NY USA 1990
[78] W A Ibrahim H Sibak and M Abadir ldquoPreparation andcharacterization of chemically bonded phosphate ceramics(CBPC) for encapsulation of harmful wasterdquo The AmericanJournal of Science vol 7 pp 543ndash548 2011
[79] W Lutze and R Ewing Radioactive Waste Forms for the Future1988
[80] National Academy of Sciences Glass as a waste form andvitrification Technology Summary of an internationalWorkshopThe National Academy Press Washington DC USA 1997
[81] ldquoSRNL fact sheets Glass waste form and vitrification processdevelopmentrdquo httpsrnldoegovfactsglass waste formspdf
[82] Y Wang Handbook of Radioactive Nuclides CRC Press 1969[83] D M Bearden and A Andrews ldquoRadioactive tank waste from
the past production of nuclear weapons background and issuesfor Congressrdquo CRS Report For Congress Order Code RS219882007
[84] Vernadsky Institute of Geochemistry andAnalytical ChemistryldquoCeramicrete stabilization of radioactive salt-containing liquidand sludge wasterdquo Reports on Task No 18 19 and 20 ToArgonne National LaboraTory GIPP Project RCO-10116-MO-03 (ANL) Russian Federation Moscow Russia 2008
[85] Y Onishi J Tingrey B Wells et al ldquoRetrieval and pipelinetransfer assessment of Hanford Tank-241-AN-105 wasterdquo PNNLReport 14144 2003
[86] S V Mattigod M Lindberg J Westsik Jr K Parker and CChung ldquoWaste acceptance testing of secondary waste formscast Stone Ceramicrete and DuraLithrdquo PNNL Report 206322011
[87] K J Cantrell and J Westsik Jr ldquoSecondary waste form downselection data package ceramicreterdquo PNNL Report 20681 2011
[88] G B Josephson J Westsik Jr R Pires J Beckford andM Foote ldquoEngineering-scale demonstration of Duralith andCeramicrete waste formsrdquo PNNL Report 20751 2011
[89] American Nuclear Society ldquoAmerican national standard mea-surement of the leachability in the solidified low-level radioac-tive waste by a short-term procedurerdquo Method ANSIANS 16 11986
[90] U S Environmental Protection Agency (EPA) ldquoTest methodsfor evaluating solid waste Physicalchemical methodsrdquo Docu-ment SW-846 2008
[91] G L Smith M Schweiger D Bates et al ldquoVitrification andproduct testing of C-104 and AZ-102 pretreated sludge mixedwith flow-sheet quantities of secondary wastesrdquo PNNL Report13452
[92] L R Dole and H A Friedman ldquoRadiolytic gas generationfromcement-based hosts forDOE low-level radioactivewastesrdquoORNL Report CONF-860605-14 1986
[93] A S Wagh R Strain S Y Jeong D Reed T Krause and DSingh ldquoStabilization of Rocky Flats Pu-contaminated ashwithinchemically bonded phosphate ceramicsrdquo Journal of NuclearMaterials vol 265 no 3 pp 295ndash307 1999
[94] US Department of Energy ldquoWaste isolation pilot plantrdquohttpwwwwippenergygov
[95] American Society for Testing of Materials (ASTM) ldquoStandardpractice for operating salt-spray (fog) apparatusrdquo B-117
[96] American Society for Testing of Materials (ASTM) ldquoStandardtest method for surface burning characteristics of buildingmaterialsrdquo E-84-17
[97] F Wu J Wei H Guo F Chen H Hong and C Liu ldquoSelf-setting bioactive calcium-magnesium phosphate cement withhigh strength and degradability for bone regenerationrdquo ActaBiomaterialia vol 4 no 6 pp 1873ndash1884 2008
[98] G Mestres and M-P Ginebra ldquoNovel magnesium phosphatecements with high early strength and antibacterial propertiesrdquoActa Biomaterialia vol 7 no 4 pp 1853ndash1861 2011
[99] Wagh S Arun and C Primus ldquoMethod and product forphosphosilicate Slurry for use in dentistry and related bonecementsrdquo US Patent 7 083 672 B2 2006
[100] T Lally ldquoBio-adhesive composition method for adheringobjects to bonerdquo US Patent 6 533 821 2003
[101] K C Y Tay B A Loushine C Oxford et al ldquoIn vitro evaluationof a ceramicrete-based root-end filling materialrdquo Journal ofEndodontics vol 33 no 12 pp 1438ndash1443 2007
[102] A SWagh R Natarajan and R LMcDaniel ldquoNew phosphate-based cement useful for drilling completions in arcticrdquoOil andGas Journal vol 103 no 18 pp 53ndash55 2005
[103] A S Wagh R Natarajan and R L McDaniel ldquoAluminumphosphate cements help with deep high-temperature wellsrdquoOiland Gas Journal vol 104 no 19 pp 39ndash43 2006
[104] A S Wagh R Natarajan R L McDaniel and S PatilldquoCeramicrete blends produce strong low-permeability cementsfor arctic userdquo Oil and Gas Journal vol 103 no 19 pp 48ndash522005
[105] D W Brown L K Powell A S Wagh and S-Y JeongldquoCeramicrete-bonded building materials using forest wasterdquo inProceedings of the 35th International ParticleboardCompositeMaterials Symposium p 182Washington State University April2001
[106] U S EPA Climate Leaders Direct Emissions From CementSector Climate Leaders Greenhouse Gas Inventory Protocol CoreModule Guidance 2003
[107] World Resources Institute About Eutrophication httpwwwwriorgour-workprojecteutrophication-and-hypoxiaabouteutrophication
Submit your manuscripts athttpwwwhindawicom
ScientificaHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CorrosionInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Polymer ScienceInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CeramicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CompositesJournal of
NanoparticlesJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Biomaterials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
NanoscienceJournal of
TextilesHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Journal of
NanotechnologyHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
CrystallographyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CoatingsJournal of
Advances in
Materials Science and EngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Smart Materials Research
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MetallurgyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
BioMed Research International
MaterialsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Nano
materials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal ofNanomaterials

14 ISRN Ceramics
Figure 13 Insulated and solar reflective CBPC roof tile of inChennai India (httpwwwthermalcarein)
themselves In the next section we will see that comparedto other equivalent products they are very environmentallyfriendly
As was discussed briefly in Section 41 the structuralproducts applications lie in two categories
(a) cements grouts and concrete(b) coatings
In both areas several small businesses have madegood strides in entering markets For example inthe United States Bindan Corporation of Oak BrookIllinois (httpwwwbindancorpcom) and Grancrete Inc(httpwwwgrancretenet) of North Carolina have beenin business for at least last 10 years producing road repairmaterials concrete repair products floor-surfacing productsand so forth Grancrete has shown its presence in Taiwanand Japan for the same applications Figure 12
Realizing that CBPCs are more expensive comparedto Portland cement CBPC concretes are not cost effec-tive Therefore only value-added products are commerciallyviable Because of this reason recent trend has been toexploit unique properties of CBPCs and design products withperformance superior to current products in the market
One example is roof tiles named Thermal Care Tilesin Chennai India (httpwwwthermalcarein) With CBPCformulations and additives these tiles can reduce impactof hot sun in houses to the extent of 8ndash10∘C by providinghigh reflectivity to solar radiation and also providing highthermal insulation properties Figure 13 CBPC-based coatingproducts are probably the most unique ones among theseEon Coat Inc (httpwwwEonCoatcom) has introducedcorrosion and fire protection coatings that exhibit outstand-ing properties Their coatings do not show corrosion of thesubstrate or osmotic blistering [94] even when samples areexposed for 1000 hours in salt-spray chamber [95] In thesame way the Flame Spread test [96] shows no flame spreadat all and surpasses all organic coatings in performanceLearning the excellent performance ofCBPC-based productsnew companies are investing to develop range of products inthe structural materials area
There have beenmethodical attempts to develop bioactivedental and prosthetic cements using phosphates in the past[97] and also to exploit antibacterial properties of these
materials [98] Since CBPC materials are phosphate basedthey are uniquely positioned to match with compositionof bones and teeth in which hydroxyl apatite a calciumphosphate hydrate is the main component Using modernCBPC for this application was conceived by Wagh et al [99]and subsequent research led to root canal materials ownedby Dentsply company Following this Bindan Corporationdeveloped its own intellectual property [100] that led toa product called OsteoCrete marketed by Bone SolutionsInc (httpwwwbonesolutionsnet) for multiple orthopedicsolutions including bone void filler Tay et al [101] haveprovided the most recent advances in this area
There have been many other areas in which preliminarywork has been done in application of CBPCs but commercialexploitation has not occurred as yet Notable areas are CBPCsfor oil fields [102ndash104] and fiber reinforced products [68 105]
In summary CBPC technology and its products andCeramicrete in particular have entered various markets indifferent parts of the world The new products have potentialto be transferred from small businesses to larger onesBorobond the first product has been a good example ofthis which was developed by Eagle Picher and then wentto Ceradyne a bigger company and now 3M Companyowns Ceradyne Such acquisitions may provide much widervisibility to unique CBPC products
6 Environmental Effects of CBPC
CBPCs are mineral based materials like Portland cementTherefore the main environmental effect parameters seenin use of these materials are similar to that of PortlandcementThese include greenhouse gas emissions and fugitiveparticulates released in the atmosphere While the latter canbe controlled with good work practices the first one is builtin the chemistry of the process itself and cannot be avoided
There are two major sources of greenhouse gases inthese technologies Carbon dioxide is bound in the rawmaterials such as limestone and dolomite which escapesduring extraction of the appropriate raw material This maybe termed as the direct emission
The second source of greenhouse gas emission is theenergy consumption in producing the final product Thisincludes carbon dioxide generated by the energy use in min-ing of appropriate minerals their transport extraction of thedesired ingredients for the product production operationspackaging and shipping Emissions resulting from thesemay be called process emissions Process emissions may bereduced only by reducing energy consumption and therebyrelease of greenhouse gases
Thedirect emissions in Portland cementmanufacture andCBPCs are different because the two products use differentraw materials However operations from manufacture toshipping are very similar in both cases and hence one canassume that their process emissions are also similar thoughnot the same
US Environmental Protection Agency (EPA) has pro-vided guidelines for calculation of direct emissions [106]Following that we have calculated direct emissions from theCBPC manufacture and compared that to the emissions in
ISRN Ceramics 15
Table 2 Water permeability and mechanical properties of CBPC with wollastonite and other fillers [29]
Composition (wt) Strengths (psi) Fracture toughness (MPasdotm12) Water absorption (wt)Binder Wollastonite Other Compressive Flexural40 60 Nil 8426 1474 066 250 50 Nil 7755 1236 063 230 30 Sand 40 6264 1255 063 3100 Nil Nil 3500 1100 NA 1540 Nil Ash 60 11507 1474 019 178
Typical Portland cement concrete 8000 940 NA 10ndash20
Table 3 Specific activity and boiling point of fission products [6263]
Fission product Half-life (yrs) Specific activity(Cig)
Boiling point(∘C)
Sr-90 28 140 1384Cs-137 30 870 6784Cs-135
3119864 + 6 00012 6784Tc-99 (as NaTcO4) 21119864 + 5 017 100I-131 1802 days gt5000 184
cement sector Taking the example of Ceramicrete as a CBPCthe actual calculations are provided in the appendix Thesecalculations show that direct emissions from Ceramicretemanufacture are 40 less than that in manufacturing ofcement This is mainly because Ceramicrete contains 60 flyash which is an industrial byproduct from the utility industryand direct emission contribution to this component is zero
Assuming the process emissions are the same for thesame tonnage of both products when the direct and processemissions are added Ceramicrete emits only 20 less green-house gases compared to Portland cement Thus there is nosubstantial gain in using CBPCs cement
As we have seen in Section 5 CBPCs are also used asinorganic coatings Here they can be environmentally veryfriendly alternatives to polymer coatings This is becauseCBPC coatings are the first inorganic alternatives to organiccoatings Therefore CBPCs can make a big difference in thecoating world This may be seen in the following analysis
The ecological impact of CBPCs arises from four majorfactors which are described in [67]
(a) greenhouse gas emissions(b) low-level ozone emissions(c) acidification(d) eutrophication
Greenhouse gas emissions are the same as the directemissions discussed above in context of cement industryLow-level ozone emissions result from release of volatileorganic compounds (VOCs) into the environment duringmanufacturing of organic paints and their use Acidificationon the other hand is due to sulfur in the polymers that resultsin formation of oxides of sulfur and eventually sulfuric acidwhich is harmful to the nature
We can use the numbers from the appendix for green-house gas emissions Ozone depletion is nonexistent in thecase of CBPCs because there are no VOCs in CBPC coatingsAcidification is also not an issue because CBPC coatingsdo not contain sulfur compounds They contain phosphatecompounds but phosphate release is negligible as has beenshown in several Product Consistency tests (see eg PCTdata in Table 4) Thus acidification is not an issue
The fourth factor eutrophication [107] is the result ofleaching of nutrients into soil and water streams that produceunwanted algal growth which chokes aquatic life and plantgrowth CBPCs contain significant amount of phosphatesThey are also good fertilizers and their presence in aquaticstreams can be a problem Fortunately Product Consistencyleaching results presented in Table 7 conducted by us haveshown that CBPC products release phosphates extremelyslowly into ground water and hence good CBPC productsshould not affect the environmentThese conclusions are verypreliminary and detailed investigations are needed in thisarea for a given application
In light of these observations we have summarized thebenefits of CBPC coatings over polymeric coatings in Table 8For the sake of calculations we have assumed the coatingcomposition is the basic Ceramicrete binder (MgO andmonopotassium phosphate and 35 water in the coating)
Table 8 shows that CBPC coatings produce only about15 of solvent-based varnish and 80 of solvent-based alkydpaint They produce no ozone damaging VOCs nor anyoxides of sulfur that lead to acidification Their potentialfor eutrophication is negligible because CBPC coatings arelike phosphate minerals and leaching of phosphate in theenvironment is minimal
7 Conclusions
CBPCs in a period of 20 years have made major strides invarious fields fromnuclear waste immobilization safe storageof nuclear materials and structural products and in dentaland prosthetic applications The first ten years were investedin understanding the chemistry of these materials as well aslength and breadth of their possible applications and carvingout focus areas for products development The last ten yearshave seen them entering the market all over the world
CBPCs were invented primarily to immobilize low-levelradioactive waste In last 10 years however research hasdemonstrated that they may as well be used to tackle the
16 ISRN Ceramics
Table 4 Waste streams tested in the Russian project [64]
Nature of the contaminant H1 H2 M1 M2
Waste sourceSupernatant from
HanfordAN-105
Supernatant fromMayak Russia
Sludge fromHanford AZ-102
120572-Bearing wastefromMayak
RussiaSolids content (wt) 52 38 35 16
Major benign ions (gL)Na+-256NO3
minus-167NO2
minus-113OHminus-84
Na+-265NO2
minus-85OHminus-43
Na+-99NO3
minus-38NO2
minus-295OHminus-90
Na+-83NO2
minus-24
Activity of actinides (BqL)239Pu-121198648237Np-121198648
239Pu-351198648237Np-241198646241Am-801198648
Sa-131198645
Fission products
90Sr-211198647137Cs-24119864799Tc-631198648131I-1 1119864775Se-271198646
90Sr-511198648137Cs-12119864799Tc-191198649
90Sr-151198646137Cs-581198641099Tc-631198648129I-231198646
Hazardous metalsCr-29 as CrO4minus
Pb2+-007Cd2+-0003
Cr3+-024Pb2+-001Cd2+-5Ni2+-24
Cr-7 as CrO4minus Ni2+-24
Table 5 Neutralization and stabilization additives
Issue AdditiveNeutralization of alkaline streams Small amount of H3PO4
Tc+7 (in pertechnetate state) lt05 SnCl2 [64]Iminus AV-17 resin in Clminus formCs and Sr K4[Fe(CN)6] sdot 3H2O
Table 6 Physical properties of the waste forms
Loading and properties H1 H2 M1 M2Waste loading 35 44 43 34Density (gcm3) 16-17 17-18 18 18Compressive strength (MPa) 25ndash55 40ndash55 gt20 gt20
most difficult issue of volatile high activity fission productswhere high temperature technologies fail They have enteredthemarket as nuclear shieldingmaterials in an aggressiveway
Because CBPCs can be used as grouts or coatings appli-cations may extend well beyond what we see in the marketThey have zero flame spread and high reflectivity to infraredradiation and may be used very widely in fire protection andinsulation They have shown excellent corrosion protectionof steel Therefore they may turn out to be the first inorganiccorrosion protection coatings Efforts are underway in theindustry to bringCBPCproducts in themarket in these fields
All this has happened with only one composition ofmagnesium oxide and monopotassium phosphate known asCeramicrete Potential to develop products lies well beyondthe current state of the art because a wide range of otherformulations is feasible It is hoped that the fundamentalworkreported during the first 10 years and applications-orientedprogress during the last 10 years will lead to wider curiosity
Table 7 Results of leaching results
Contaminants H-1 H-2 M-1 M-2ANS 161 90-day immersion test for radioactive contaminants [65]
Actinides237Np 128 136239Pu 135 144 Total alpha
= 129241Am 146
Fission products90Sr 109 132 111137Cs 114 115 13099Tc 99 10231I 112 7975Se 96
PCT 7-day immersion test at 90∘C for product constituents(gm2sdotday as normalized leaching rate [66])
Mg41119864minus6 71119864minus7 66119864minus5 16119864 minus 5
K19119864minus2 11119864minus2 24119864minus2 24119864 minus 2
PO4 63119864minus3 18119864minus3 72119864minus3 95119864 minus 3
Na17119864minus2 93119864minus3 24119864minus2 21119864 minus 2
Toxicity characteristic leaching procedure for hazardous elements(ppm) [66]Element Reg limitPb 075 0005 0004 008Cr 06 004 0006 02Cd 011 0001 0008Ni 110 lt01 05 07
in thesematerials and result inmore investment and productsdevelopment
ISRN Ceramics 17
Table 8 Comparison of environmental impact factors of CBPCand typical commercial coatings Data for commercial coatings isreproduced from [67]
CoatingsDirect
emissions(gkg)
Low-levelozone
(g ethanekg)
Acidification(g Soxkg)
Eutrophication(g P2O5kg)
Solvent-based varnishBindingagent 8816 42 74 09
Solvent 11457 21 68 07Total 20273 63 142 16
Solvent-based alkyd paintBindingagent 2834 08 32 03
Filler 253 001 03 83Solvent 639 03 10 01Total 3726 111 45 87CBPCcoatings 300 00 00 Very low but to
be quantified
Appendix
Calculations of Direct Emissions fromCBPC Production
One ton of Portland cement produces one ton of CO2
It consists of two parts direct emissions resulting fromdecomposition of limestone into CaO and CO
2and the rest
from process parameters such as fuel consumption transportof raw materials grinding and sieving operations and trans-port and shipping Direct emissions can be calculated fromchemistry and thermodynamics while the process emissionsare site specific and must be monitored and determined ateach plant [67] This is also true for CBPC cement productsalso However due to process similarities it is quite likely thatthe process emissions in both cases will be similar For thisreason we will calculate the direct emissions and comparethe environmental benefits of CBPCs
1 Calculation of Direct Emissions in Portland Cement Produc-tion Direct emissions in Portland cement manufacture arisefrom clinkering limestone (calcium carbonate) at 1500∘C toproduce calcium oxide by the decomposition
CaCO3= CaO + CO
2 (A1)
Molar weights of CaO and CO2are 56 and 44 gmole
Portland cement contains approximately 64wt CaOwith the rest being silica and alumina Therefore directemission of CO
2to produce one ton of cement is
molar weight of CO2molar weight of CaCO
3times
064 = (4456) times 064 = 05
This means direct emission is 05 kgkg of cement and05 kgkg of CO
2because of other production and distribu-
tion processes
2 Calculation of Direct Emission in Ceramicrete ProductionComposition of Ceramicrete is 10 wt MgO + 30wtMKP + 60wt fly ash MgO is produced from dolomiterock which is MgCa(CO3)2 or MgCO3 + CaCO3 It is againcalcined at 1500∘C and MgO and CaO are separated
Assuming equimolar proportion of MgCO3and CaCO
3
in dolomite rock the proportion of MgCO3and CaCO
3is
457 wt to 543 wt This gives us
MgO content = MgOMgCO3times 457
= 0403 times 457 = 1828(A2)
This means kg of dolomite rock will produce 1828 g of MgOTotal amount of CO
2released during calcination of
dolomite comes from decomposition of CaCO3andMgCO
3
The decomposition equations for the two components are
CaCO3= CaO + CO
2
MgCO3= MgO + CO
2
(A3)
Using molar weights of the components we find that CO2
content in dolomite rock is 478 wt Thus
CO2produced per ton of MgO = 478
1828
= 259 tons(A4)
Ceramicrete contains 10wt MgO Therefore Ceramicreteproduces 259 g of CO
2per kg of Ceramicrete because of use
of MgO in itSimilarly monopotassium phosphate also produces CO
2
MKP is produced frompotassiumcarbonate by reacting itwith phosphoric acid during which CO
2is released as given
in the equation below
K2CO3+H3PO4= 2KH
2PO4+ CO2+H2O (A5)
Molar weights of K2CO3 H3PO4 and KH
2PO4are 124 98
and 272 gmole respectively So to produce 272 kg of MKPwe produce 44 kg of CO
2
Thismeans to produce one kg ofMKP we produce 44272= 016 kg of CO
2
Thus contribution of CO2due to MKP = 03 times 016 =
0048 kgkg of Ceramicrete Therefore total direct emissionwhich is the sum of emissions due to MgO and MKPproduction is
0259 + 0048 = 03 kgkg of Ceramicrete (A6)
This is 60 of direct emission in cement production
3 Total Emission Reduction Since both processes use verysimilar processing technology we assume the process emis-sions to be similar equal to 05 ton of CO2kg
total emission in Ceramicrete = 03 + 05 = 08 ton ofCO2kg of Ceramicrete
18 ISRN Ceramics
total emission in cement = 05 + 05 = 1 kgkg ofcement
The paper is intended to disseminate scientific progress inthe subject explained to a wider scientific audience with thehope that it will lead to further research and development inthis field for the benefit of a wider international community
Conflict of Interests
Theauthor declares that he has no financial interest in writingthis paper
References
[1] J Aspdin ldquoAn improvement in themodes of producing artificialstonerdquo British Patent 5022 1924
[2] S Sorel ldquoOn the new magnesium cementrdquo Comptes RendusHebdomadire des Seances de lrsquoAcademie des Sciences vol 65 pp102ndash104 1867
[3] A D Wilson ldquoThe chemistry of dental cementsrdquo ChemicalSociety Reviews vol 7 no 2 pp 265ndash296 1978
[4] A Wilson and J Nicholson Acid-Base Cements CambridgeUniversity Press 1993
[5] C Shi P Krivenko and D Roy Alkali Activated Cements andConcretes Taylor and Francis New York NY USA 2006
[6] J Davidovits Geopolymers Chemistry and Applications seriesin civil and structural engineering Woodhead Publishing2009
[7] J L Provis and J S J van Deventer Geopolymer StructuresProcessing Properties and Industrial Applications WoodheadPublishing 2009
[8] A S Wagh Chemically Bonded Phosphate Ceramics Elsevier2004
[9] A E R Westman Phosphate Ceramics Topics in PhosphateChemistry vol 9 John Wiley and Sons New York NY USA1977
[10] T Kanazawa Inorganic Phosphate Materials chapter 1 Elsevier1989
[11] W H Rollins ldquoA contribution to the knowledge of cementsrdquoDental Cosmos vol 21 pp 574ndash576 1979
[12] E S Gaylord ldquoOxyphosphates of zincrdquo Archives of Dentistryvol 33 pp 364ndash380 1989
[13] H Fleck ldquoChemistry of oxyphosphatesrdquoDental Items of Interestvol 24 article 906 1902
[14] W Souder and G Paffenberger Physical Properties of DentalMaterials (US National Bureau of Standards Circular NoC433) 1942
[15] W S Crowell ldquoPhysical chemistry of dental cementsrdquo Journalof the American Dental Association vol 14 pp 1030ndash1048 1927
[16] E W Skinner Science of Dental Materials W B SaundersPhiladelphia Pa USA 3rd edition 1947
[17] B W Darwell ldquoAspects of chemistry of zinc phosphatecementsrdquo Journal of the American Dental Association vol 14pp 1030ndash1048 1929
[18] A D Wilson ldquoZinc oxide dental cementsrdquo in Scientific Aspectsof Dental Materials J A von Fraunhofer Ed pp 159ndash190Butterworths London UK 1975
[19] P J Wisth ldquoThe ability of zinc phosphate and hydro phosphatecements to seal band spacesrdquo Angle Orthodontist vol 42 no 4pp 395ndash398 1972
[20] A S Wagh and S Y Jeong ldquoChemically bonded phosphateceramics I a dissolution model of formationrdquo Journal of theAmerican Ceramic Society vol 86 no 11 pp 1838ndash1844 2003
[21] A S Wagh S Grover and S Y Jeong ldquoChemically bondedphosphate ceramics II warm-temperature process for aluminaceramicsrdquo Journal of the American Ceramic Society vol 86 no11 pp 1845ndash1849 2003
[22] A S Wagh and S Y Jeong ldquoChemically bonded phosphateceramics III reduction mechanism and its application to ironphosphate ceramicsrdquo Journal of the American Ceramic Societyvol 86 no 11 pp 1850ndash1855 2003
[23] A S Wagh and C Primus ldquoMethod and product for phospho-silicate slurry for use in dentistry and related bone cementsrdquo USPatent 7 083 672 2006
[24] C S Rostaing di Rostagni ldquoVerfahrung zur Darstellung vonKitten fur sahnarztliche und ahnliche Awecke bestehend vonGemischen von Pyrophophaten des Calciums oder Bariumsmit den Pyrophosphaten des Zinks oderMagnesiumsrdquo GermanPatent 6015 1878
[25] S B Palmer ldquoZinc phosphatesrdquoDental Cosmos vol 33 pp 364ndash380 1891
[26] A SWagh S Y Jeong and D Singh ldquoHigh strength phosphatecement using industrial byproducts ashesrdquo in Proceedings ofthe 1st International Conference on High Strength Concrete AAzizinmini D Darwin and C French Eds pp 542ndash553 TheAmerican Society of Civil Engineers 1997
[27] W Postl FWalter K Ettinger andH-P Bojar ldquoErsterNachweisdes Kalium-Analogons MgK(PO
4)6H2O von Struvit und der
kristallinen Phase Mg2KH(PO
4)215H2O aus dem ehemali-
gen Bleibergbau Rossblei Eschachalm Schladminger TauernSteiermark Osterreichrdquo Joannea Mineralogie vol 1 pp 45ndash522000
[28] S Graeser W Postl H-P Bojar et al ldquoStruvite-(K) KMgPO4
6H2O the potassium equivalent of struvite a new mineralrdquo
European Journal of Mineralogy vol 20 no 4 pp 629ndash6332008
[29] A S Wagh S Jeong D Lohan and A Elizabeth ldquoChemicallybonded phospho-silicate ceramicsrdquo US Patent 6 518 212 2003
[30] M Pourbaix Atlas of Electrochemical Equilibria in AqueousSolutions National Association of Corrosion Engineers Hous-ton Tex USA 1974
[31] E Soudee and J Pera ldquoMechanism of setting reaction inmagnesia-phosphate cementsrdquo Cement and Concrete Researchvol 32 no 1 pp 153ndash157 2002
[32] E Soudee and J Pera ldquoInfluence of magnesia surface onthe setting time of magnesia-phosphate cementrdquo Cement andConcrete Research vol 32 no 1 pp 153ndash157 2002
[33] M A Carvalho and A M Segadaes ldquoThe hydration of mag-nesium phosphate cements effect of powder characteristics onthe reaction kineticsrdquoMaterials Science Forum vol 591ndash593 pp833ndash838 2008
[34] E M Gartner and D E MacPhee ldquoA physico-chemical basisfor novel cementitious bindersrdquo Cement and Concrete Researchvol 41 no 7 pp 736ndash749 2011
[35] Z Ding B Dong F Xing N Han and Z Li ldquoCementingmechanism of potassium phosphate-based magnesium phos-phate cementrdquo Ceramics International vol 38 pp 6281ndash62882012
[36] F Xing Z Ding and Z-J Li ldquoStudy of potassium-basedmagnesium phosphate cementrdquo Advances in Cement Researchvol 23 no 2 pp 81ndash87 2011
ISRN Ceramics 19
[37] A S Wagh and S Jeong ldquoChemically bonded phosphateceramics of trivalent oxides of iron andmanganeserdquo US Patent6 498 119 2002
[38] L C Chow ldquoCalcium phosphate cements chemistry proper-ties and applicationsrdquo in Proceedings of the Materials ResearchSociety Symposium vol 599 pp 27ndash37 2000
[39] C Klein andC S Hurlbut JrManual ofMineralogy JohnWileyand Sons New York NY USA 20th edition 1985
[40] T Sugama and L E Kukacka ldquoMagnesium monophosphatecements derived from diammonium phosphate solutionsrdquoCement and Concrete Research vol 13 no 3 pp 407ndash416 1983
[41] T Sugama and L E Kukacka ldquoCharacteristics of magnesiumpolyphosphate cements derived from ammonium polyphos-phate solutionsrdquo Cement and Concrete Research vol 13 no 4pp 499ndash506 1983
[42] T Finch and J H Sharp ldquoChemical reactions betweenmagnesiaand aluminium orthophosphate to form magnesia-phosphatecementsrdquo Journal of Materials Science vol 24 no 12 pp 4379ndash4386 1989
[43] S Y Jeong and A Wagh ldquoFormation of chemically bondedceramics with magnesium dihydrogen phosphate binderrdquo USPatent 6 776 837 2004
[44] D Singh A Wagh and M Tlustochowicz ldquoZirconium phos-phate waste forms for low-temperature stabilization of cesium137-containing waste streamsrdquo in Environmental Issues andWaste Management Technologies in the Ceramic and NuclearIndustries II Ceramic Transactions Volume 72 V Jain and D KPeeler Eds pp 167ndash178 1996
[45] IAEA ldquoEstimation of global inventories of radioactive wasteand other radioactive materialsrdquo Report IAEA-TECDOC-15912007
[46] World Nuclear Association httpworld-nuclearorginfoSafety-and-SecuritySafety-of-PlantsFukushima-Accident-2011UdM uv0RjM
[47] IAEA ldquoFukushima Daiichi status reportrdquo 2012[48] Nuclear Decommissioning Authority (UK) Radioactive wastes
in the UK Summary of the 2010 inventory URN 10D196NDASTSTY (11) 005 2011
[49] J H Saling Y S Tang and A W Fentiman Radioactive WasteManagement CRC Press 2nd edition 2001
[50] US DOE ldquoStrategy and management and disposal of usednuclear fuel and high-level radioactive wasterdquo 2013
[51] US EPA ldquoSpent nuclear fuel and high level radioactive wasterdquohttpwwwepagovradiationdocsradwaste402-k-94-001-snf hlwhtml
[52] ldquoNuclear fission productsrdquo httpenwikipediaorgwikiNu-clear fission product
[53] C C Lin Radiochemistry in Nuclear Power Reactors TheNational Academy Press 1996
[54] US Environmental Protection Agency ldquoTreatment standardsfor hazardous debrisrdquo 40 CFR Part 268 45 1994
[55] W H Rollins ldquoA contribution to the knowledge of cementsrdquoDental Cosmos vol 21 pp 574ndash576 1879
[56] Q Yang and X Wu ldquoFactors influencing properties of phos-phate cement-based binder for rapid repair of concreterdquoCementand Concrete Research vol 29 no 3 pp 389ndash396 1999
[57] D A Hall R Stevens and B El-Jazairi ldquoThe effect of retarderson the microstructure and mechanical properties of magnesia-phosphate cement mortarrdquo Cement and Concrete Research vol31 no 3 pp 455ndash465 2001
[58] S Y Jeong and A Wagh ldquoFormation of chemically bondedceramics with magnesium dihydrogen phosphate binderrdquo USPatent 6 776 837 2004
[59] ldquoBASF productrdquo httpwwwbuildingsystemsbasfcomp02USWeb-Internetbuildingsystemsen GBcontentmicrosit
[60] D A Hall R Stevens and B El Jazairi ldquoEffect of water contenton the structure and mechanical properties of magnesia-phosphate cement mortarrdquo Journal of the American CeramicSociety vol 81 no 6 pp 1550ndash1556 1998
[61] A S Wagh D Singh and S Jeong ldquoChemically bondedphosphate ceramics for stabilization and solidification of mixedwasterdquo in Hazardous and Waste Treatment Technologies Hand-book C H Ho Ed chapter 6 3 1 pp 1ndash18 CRC Press 2001
[62] W L Ebert S F Wolf and J K Bates ldquoRelease of technetiumfrom defense waste processing facility glassesrdquo in Proceedings ofthe MRS Fall Symposium pp 221ndash227 November 1995
[63] WM Haynes Compiled from CRCHandbook of Chemistry andPhysics CRC Press Boca Raton Fla USA 93rd edition 2012
[64] S E Vinokurov Y M Kulyako O M Slyuntchev S IRovny and B FMyasoedov ldquoLow-temperature immobilizationof actinides and other components of high-level waste inmagnesium potassium phosphate matricesrdquo Journal of NuclearMaterials vol 385 no 1 pp 189ndash192 2009
[65] D Singh V RMandalika S J Parulekar andA SWagh ldquoMag-nesium potassium phosphate ceramic for 99Tc immobilizationrdquoJournal of Nuclear Materials vol 348 no 3 pp 272ndash282 2006
[66] American Society for Testing of Materials ldquoStandard testmethod for static leaching of monolithic waste forms fordisposal of radioactive wasterdquo ASTM C 1220-98 1998
[67] Swedish Environmental Research Institute (IVL) ldquoLifecycleassessment of paint Summary of IVLrdquo Report B 1338-A
[68] A D Wilson B E Kent D Clinton and R P Miller ldquoThe for-mation and microstructure of dental silicate cementsrdquo Journalof Materials Science vol 7 no 2 pp 220ndash238 1972
[69] A S Wagh S Patel and A Mangalam ldquoPhosphate bondedcomposites and methodsrdquo US Patent 8 425 717 2013
[70] US DOE and Office of Security and Safety Assurance ldquoHighlyenriched uranium inventoryrdquo 2006
[71] M Gorbotenko and Y Yuferev ldquoCeramicrete as a means forradioactive waste containment and nuclear shieldingrdquo Reportsby All-Russian Research Institute of Experimental PhysicsFederation to Argonne National Laboratory Sarov Russian2002
[72] V Arkhangelrsquoskiy and A Postnikov ldquoBorated materials andcomponents for nuclear shielding andwaste containment appli-cationsrdquo Final Report of the GIPP and ISTC Project 2807Argonne National Laboratory 2007
[73] Japan Atomic Industrial Forum Inc httpwwwjaiforjpjawnu si introdocument2009m salvatores advanced nfcpdf
[74] J S Neal S Pozzi J Edwards and JMihalczo ldquoMeasurement ofwater and B4C content of rackable can storage boxes for HEUstorage at the HEUMH at the Y-12 security complexrdquo ReportORNLTM-2002254 2002
[75] A S Wagh ldquoCeramicrete an alternative radioactive wasteformrdquo in Stabilization and Solidification of Hazardous Radioac-tive and Mixed Wastes R D Spence Ed chapter 6 2 pp 118ndash129 CRC Press 2005
[76] A S Wagh D Singh and S Jeong ldquoChemically bondedphosphate ceramicsrdquo inHandbook ofMixedWasteManagementTechnology C Oh Ed pp 631ndash6318 CRC Press Boca RatonMass USA 2001
20 ISRN Ceramics
[77] J R Conner Chemical Fixation and Solidification of HazardousWastes von Nostrand Reinhold New York NY USA 1990
[78] W A Ibrahim H Sibak and M Abadir ldquoPreparation andcharacterization of chemically bonded phosphate ceramics(CBPC) for encapsulation of harmful wasterdquo The AmericanJournal of Science vol 7 pp 543ndash548 2011
[79] W Lutze and R Ewing Radioactive Waste Forms for the Future1988
[80] National Academy of Sciences Glass as a waste form andvitrification Technology Summary of an internationalWorkshopThe National Academy Press Washington DC USA 1997
[81] ldquoSRNL fact sheets Glass waste form and vitrification processdevelopmentrdquo httpsrnldoegovfactsglass waste formspdf
[82] Y Wang Handbook of Radioactive Nuclides CRC Press 1969[83] D M Bearden and A Andrews ldquoRadioactive tank waste from
the past production of nuclear weapons background and issuesfor Congressrdquo CRS Report For Congress Order Code RS219882007
[84] Vernadsky Institute of Geochemistry andAnalytical ChemistryldquoCeramicrete stabilization of radioactive salt-containing liquidand sludge wasterdquo Reports on Task No 18 19 and 20 ToArgonne National LaboraTory GIPP Project RCO-10116-MO-03 (ANL) Russian Federation Moscow Russia 2008
[85] Y Onishi J Tingrey B Wells et al ldquoRetrieval and pipelinetransfer assessment of Hanford Tank-241-AN-105 wasterdquo PNNLReport 14144 2003
[86] S V Mattigod M Lindberg J Westsik Jr K Parker and CChung ldquoWaste acceptance testing of secondary waste formscast Stone Ceramicrete and DuraLithrdquo PNNL Report 206322011
[87] K J Cantrell and J Westsik Jr ldquoSecondary waste form downselection data package ceramicreterdquo PNNL Report 20681 2011
[88] G B Josephson J Westsik Jr R Pires J Beckford andM Foote ldquoEngineering-scale demonstration of Duralith andCeramicrete waste formsrdquo PNNL Report 20751 2011
[89] American Nuclear Society ldquoAmerican national standard mea-surement of the leachability in the solidified low-level radioac-tive waste by a short-term procedurerdquo Method ANSIANS 16 11986
[90] U S Environmental Protection Agency (EPA) ldquoTest methodsfor evaluating solid waste Physicalchemical methodsrdquo Docu-ment SW-846 2008
[91] G L Smith M Schweiger D Bates et al ldquoVitrification andproduct testing of C-104 and AZ-102 pretreated sludge mixedwith flow-sheet quantities of secondary wastesrdquo PNNL Report13452
[92] L R Dole and H A Friedman ldquoRadiolytic gas generationfromcement-based hosts forDOE low-level radioactivewastesrdquoORNL Report CONF-860605-14 1986
[93] A S Wagh R Strain S Y Jeong D Reed T Krause and DSingh ldquoStabilization of Rocky Flats Pu-contaminated ashwithinchemically bonded phosphate ceramicsrdquo Journal of NuclearMaterials vol 265 no 3 pp 295ndash307 1999
[94] US Department of Energy ldquoWaste isolation pilot plantrdquohttpwwwwippenergygov
[95] American Society for Testing of Materials (ASTM) ldquoStandardpractice for operating salt-spray (fog) apparatusrdquo B-117
[96] American Society for Testing of Materials (ASTM) ldquoStandardtest method for surface burning characteristics of buildingmaterialsrdquo E-84-17
[97] F Wu J Wei H Guo F Chen H Hong and C Liu ldquoSelf-setting bioactive calcium-magnesium phosphate cement withhigh strength and degradability for bone regenerationrdquo ActaBiomaterialia vol 4 no 6 pp 1873ndash1884 2008
[98] G Mestres and M-P Ginebra ldquoNovel magnesium phosphatecements with high early strength and antibacterial propertiesrdquoActa Biomaterialia vol 7 no 4 pp 1853ndash1861 2011
[99] Wagh S Arun and C Primus ldquoMethod and product forphosphosilicate Slurry for use in dentistry and related bonecementsrdquo US Patent 7 083 672 B2 2006
[100] T Lally ldquoBio-adhesive composition method for adheringobjects to bonerdquo US Patent 6 533 821 2003
[101] K C Y Tay B A Loushine C Oxford et al ldquoIn vitro evaluationof a ceramicrete-based root-end filling materialrdquo Journal ofEndodontics vol 33 no 12 pp 1438ndash1443 2007
[102] A SWagh R Natarajan and R LMcDaniel ldquoNew phosphate-based cement useful for drilling completions in arcticrdquoOil andGas Journal vol 103 no 18 pp 53ndash55 2005
[103] A S Wagh R Natarajan and R L McDaniel ldquoAluminumphosphate cements help with deep high-temperature wellsrdquoOiland Gas Journal vol 104 no 19 pp 39ndash43 2006
[104] A S Wagh R Natarajan R L McDaniel and S PatilldquoCeramicrete blends produce strong low-permeability cementsfor arctic userdquo Oil and Gas Journal vol 103 no 19 pp 48ndash522005
[105] D W Brown L K Powell A S Wagh and S-Y JeongldquoCeramicrete-bonded building materials using forest wasterdquo inProceedings of the 35th International ParticleboardCompositeMaterials Symposium p 182Washington State University April2001
[106] U S EPA Climate Leaders Direct Emissions From CementSector Climate Leaders Greenhouse Gas Inventory Protocol CoreModule Guidance 2003
[107] World Resources Institute About Eutrophication httpwwwwriorgour-workprojecteutrophication-and-hypoxiaabouteutrophication
Submit your manuscripts athttpwwwhindawicom
ScientificaHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CorrosionInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Polymer ScienceInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CeramicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CompositesJournal of
NanoparticlesJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Biomaterials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
NanoscienceJournal of
TextilesHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Journal of
NanotechnologyHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
CrystallographyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CoatingsJournal of
Advances in
Materials Science and EngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Smart Materials Research
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MetallurgyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
BioMed Research International
MaterialsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Nano
materials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal ofNanomaterials
ISRN Ceramics 15
Table 2 Water permeability and mechanical properties of CBPC with wollastonite and other fillers [29]
Composition (wt) Strengths (psi) Fracture toughness (MPasdotm12) Water absorption (wt)Binder Wollastonite Other Compressive Flexural40 60 Nil 8426 1474 066 250 50 Nil 7755 1236 063 230 30 Sand 40 6264 1255 063 3100 Nil Nil 3500 1100 NA 1540 Nil Ash 60 11507 1474 019 178
Typical Portland cement concrete 8000 940 NA 10ndash20
Table 3 Specific activity and boiling point of fission products [6263]
Fission product Half-life (yrs) Specific activity(Cig)
Boiling point(∘C)
Sr-90 28 140 1384Cs-137 30 870 6784Cs-135
3119864 + 6 00012 6784Tc-99 (as NaTcO4) 21119864 + 5 017 100I-131 1802 days gt5000 184
cement sector Taking the example of Ceramicrete as a CBPCthe actual calculations are provided in the appendix Thesecalculations show that direct emissions from Ceramicretemanufacture are 40 less than that in manufacturing ofcement This is mainly because Ceramicrete contains 60 flyash which is an industrial byproduct from the utility industryand direct emission contribution to this component is zero
Assuming the process emissions are the same for thesame tonnage of both products when the direct and processemissions are added Ceramicrete emits only 20 less green-house gases compared to Portland cement Thus there is nosubstantial gain in using CBPCs cement
As we have seen in Section 5 CBPCs are also used asinorganic coatings Here they can be environmentally veryfriendly alternatives to polymer coatings This is becauseCBPC coatings are the first inorganic alternatives to organiccoatings Therefore CBPCs can make a big difference in thecoating world This may be seen in the following analysis
The ecological impact of CBPCs arises from four majorfactors which are described in [67]
(a) greenhouse gas emissions(b) low-level ozone emissions(c) acidification(d) eutrophication
Greenhouse gas emissions are the same as the directemissions discussed above in context of cement industryLow-level ozone emissions result from release of volatileorganic compounds (VOCs) into the environment duringmanufacturing of organic paints and their use Acidificationon the other hand is due to sulfur in the polymers that resultsin formation of oxides of sulfur and eventually sulfuric acidwhich is harmful to the nature
We can use the numbers from the appendix for green-house gas emissions Ozone depletion is nonexistent in thecase of CBPCs because there are no VOCs in CBPC coatingsAcidification is also not an issue because CBPC coatingsdo not contain sulfur compounds They contain phosphatecompounds but phosphate release is negligible as has beenshown in several Product Consistency tests (see eg PCTdata in Table 4) Thus acidification is not an issue
The fourth factor eutrophication [107] is the result ofleaching of nutrients into soil and water streams that produceunwanted algal growth which chokes aquatic life and plantgrowth CBPCs contain significant amount of phosphatesThey are also good fertilizers and their presence in aquaticstreams can be a problem Fortunately Product Consistencyleaching results presented in Table 7 conducted by us haveshown that CBPC products release phosphates extremelyslowly into ground water and hence good CBPC productsshould not affect the environmentThese conclusions are verypreliminary and detailed investigations are needed in thisarea for a given application
In light of these observations we have summarized thebenefits of CBPC coatings over polymeric coatings in Table 8For the sake of calculations we have assumed the coatingcomposition is the basic Ceramicrete binder (MgO andmonopotassium phosphate and 35 water in the coating)
Table 8 shows that CBPC coatings produce only about15 of solvent-based varnish and 80 of solvent-based alkydpaint They produce no ozone damaging VOCs nor anyoxides of sulfur that lead to acidification Their potentialfor eutrophication is negligible because CBPC coatings arelike phosphate minerals and leaching of phosphate in theenvironment is minimal
7 Conclusions
CBPCs in a period of 20 years have made major strides invarious fields fromnuclear waste immobilization safe storageof nuclear materials and structural products and in dentaland prosthetic applications The first ten years were investedin understanding the chemistry of these materials as well aslength and breadth of their possible applications and carvingout focus areas for products development The last ten yearshave seen them entering the market all over the world
CBPCs were invented primarily to immobilize low-levelradioactive waste In last 10 years however research hasdemonstrated that they may as well be used to tackle the
16 ISRN Ceramics
Table 4 Waste streams tested in the Russian project [64]
Nature of the contaminant H1 H2 M1 M2
Waste sourceSupernatant from
HanfordAN-105
Supernatant fromMayak Russia
Sludge fromHanford AZ-102
120572-Bearing wastefromMayak
RussiaSolids content (wt) 52 38 35 16
Major benign ions (gL)Na+-256NO3
minus-167NO2
minus-113OHminus-84
Na+-265NO2
minus-85OHminus-43
Na+-99NO3
minus-38NO2
minus-295OHminus-90
Na+-83NO2
minus-24
Activity of actinides (BqL)239Pu-121198648237Np-121198648
239Pu-351198648237Np-241198646241Am-801198648
Sa-131198645
Fission products
90Sr-211198647137Cs-24119864799Tc-631198648131I-1 1119864775Se-271198646
90Sr-511198648137Cs-12119864799Tc-191198649
90Sr-151198646137Cs-581198641099Tc-631198648129I-231198646
Hazardous metalsCr-29 as CrO4minus
Pb2+-007Cd2+-0003
Cr3+-024Pb2+-001Cd2+-5Ni2+-24
Cr-7 as CrO4minus Ni2+-24
Table 5 Neutralization and stabilization additives
Issue AdditiveNeutralization of alkaline streams Small amount of H3PO4
Tc+7 (in pertechnetate state) lt05 SnCl2 [64]Iminus AV-17 resin in Clminus formCs and Sr K4[Fe(CN)6] sdot 3H2O
Table 6 Physical properties of the waste forms
Loading and properties H1 H2 M1 M2Waste loading 35 44 43 34Density (gcm3) 16-17 17-18 18 18Compressive strength (MPa) 25ndash55 40ndash55 gt20 gt20
most difficult issue of volatile high activity fission productswhere high temperature technologies fail They have enteredthemarket as nuclear shieldingmaterials in an aggressiveway
Because CBPCs can be used as grouts or coatings appli-cations may extend well beyond what we see in the marketThey have zero flame spread and high reflectivity to infraredradiation and may be used very widely in fire protection andinsulation They have shown excellent corrosion protectionof steel Therefore they may turn out to be the first inorganiccorrosion protection coatings Efforts are underway in theindustry to bringCBPCproducts in themarket in these fields
All this has happened with only one composition ofmagnesium oxide and monopotassium phosphate known asCeramicrete Potential to develop products lies well beyondthe current state of the art because a wide range of otherformulations is feasible It is hoped that the fundamentalworkreported during the first 10 years and applications-orientedprogress during the last 10 years will lead to wider curiosity
Table 7 Results of leaching results
Contaminants H-1 H-2 M-1 M-2ANS 161 90-day immersion test for radioactive contaminants [65]
Actinides237Np 128 136239Pu 135 144 Total alpha
= 129241Am 146
Fission products90Sr 109 132 111137Cs 114 115 13099Tc 99 10231I 112 7975Se 96
PCT 7-day immersion test at 90∘C for product constituents(gm2sdotday as normalized leaching rate [66])
Mg41119864minus6 71119864minus7 66119864minus5 16119864 minus 5
K19119864minus2 11119864minus2 24119864minus2 24119864 minus 2
PO4 63119864minus3 18119864minus3 72119864minus3 95119864 minus 3
Na17119864minus2 93119864minus3 24119864minus2 21119864 minus 2
Toxicity characteristic leaching procedure for hazardous elements(ppm) [66]Element Reg limitPb 075 0005 0004 008Cr 06 004 0006 02Cd 011 0001 0008Ni 110 lt01 05 07
in thesematerials and result inmore investment and productsdevelopment
ISRN Ceramics 17
Table 8 Comparison of environmental impact factors of CBPCand typical commercial coatings Data for commercial coatings isreproduced from [67]
CoatingsDirect
emissions(gkg)
Low-levelozone
(g ethanekg)
Acidification(g Soxkg)
Eutrophication(g P2O5kg)
Solvent-based varnishBindingagent 8816 42 74 09
Solvent 11457 21 68 07Total 20273 63 142 16
Solvent-based alkyd paintBindingagent 2834 08 32 03
Filler 253 001 03 83Solvent 639 03 10 01Total 3726 111 45 87CBPCcoatings 300 00 00 Very low but to
be quantified
Appendix
Calculations of Direct Emissions fromCBPC Production
One ton of Portland cement produces one ton of CO2
It consists of two parts direct emissions resulting fromdecomposition of limestone into CaO and CO
2and the rest
from process parameters such as fuel consumption transportof raw materials grinding and sieving operations and trans-port and shipping Direct emissions can be calculated fromchemistry and thermodynamics while the process emissionsare site specific and must be monitored and determined ateach plant [67] This is also true for CBPC cement productsalso However due to process similarities it is quite likely thatthe process emissions in both cases will be similar For thisreason we will calculate the direct emissions and comparethe environmental benefits of CBPCs
1 Calculation of Direct Emissions in Portland Cement Produc-tion Direct emissions in Portland cement manufacture arisefrom clinkering limestone (calcium carbonate) at 1500∘C toproduce calcium oxide by the decomposition
CaCO3= CaO + CO
2 (A1)
Molar weights of CaO and CO2are 56 and 44 gmole
Portland cement contains approximately 64wt CaOwith the rest being silica and alumina Therefore directemission of CO
2to produce one ton of cement is
molar weight of CO2molar weight of CaCO
3times
064 = (4456) times 064 = 05
This means direct emission is 05 kgkg of cement and05 kgkg of CO
2because of other production and distribu-
tion processes
2 Calculation of Direct Emission in Ceramicrete ProductionComposition of Ceramicrete is 10 wt MgO + 30wtMKP + 60wt fly ash MgO is produced from dolomiterock which is MgCa(CO3)2 or MgCO3 + CaCO3 It is againcalcined at 1500∘C and MgO and CaO are separated
Assuming equimolar proportion of MgCO3and CaCO
3
in dolomite rock the proportion of MgCO3and CaCO
3is
457 wt to 543 wt This gives us
MgO content = MgOMgCO3times 457
= 0403 times 457 = 1828(A2)
This means kg of dolomite rock will produce 1828 g of MgOTotal amount of CO
2released during calcination of
dolomite comes from decomposition of CaCO3andMgCO
3
The decomposition equations for the two components are
CaCO3= CaO + CO
2
MgCO3= MgO + CO
2
(A3)
Using molar weights of the components we find that CO2
content in dolomite rock is 478 wt Thus
CO2produced per ton of MgO = 478
1828
= 259 tons(A4)
Ceramicrete contains 10wt MgO Therefore Ceramicreteproduces 259 g of CO
2per kg of Ceramicrete because of use
of MgO in itSimilarly monopotassium phosphate also produces CO
2
MKP is produced frompotassiumcarbonate by reacting itwith phosphoric acid during which CO
2is released as given
in the equation below
K2CO3+H3PO4= 2KH
2PO4+ CO2+H2O (A5)
Molar weights of K2CO3 H3PO4 and KH
2PO4are 124 98
and 272 gmole respectively So to produce 272 kg of MKPwe produce 44 kg of CO
2
Thismeans to produce one kg ofMKP we produce 44272= 016 kg of CO
2
Thus contribution of CO2due to MKP = 03 times 016 =
0048 kgkg of Ceramicrete Therefore total direct emissionwhich is the sum of emissions due to MgO and MKPproduction is
0259 + 0048 = 03 kgkg of Ceramicrete (A6)
This is 60 of direct emission in cement production
3 Total Emission Reduction Since both processes use verysimilar processing technology we assume the process emis-sions to be similar equal to 05 ton of CO2kg
total emission in Ceramicrete = 03 + 05 = 08 ton ofCO2kg of Ceramicrete
18 ISRN Ceramics
total emission in cement = 05 + 05 = 1 kgkg ofcement
The paper is intended to disseminate scientific progress inthe subject explained to a wider scientific audience with thehope that it will lead to further research and development inthis field for the benefit of a wider international community
Conflict of Interests
Theauthor declares that he has no financial interest in writingthis paper
References
[1] J Aspdin ldquoAn improvement in themodes of producing artificialstonerdquo British Patent 5022 1924
[2] S Sorel ldquoOn the new magnesium cementrdquo Comptes RendusHebdomadire des Seances de lrsquoAcademie des Sciences vol 65 pp102ndash104 1867
[3] A D Wilson ldquoThe chemistry of dental cementsrdquo ChemicalSociety Reviews vol 7 no 2 pp 265ndash296 1978
[4] A Wilson and J Nicholson Acid-Base Cements CambridgeUniversity Press 1993
[5] C Shi P Krivenko and D Roy Alkali Activated Cements andConcretes Taylor and Francis New York NY USA 2006
[6] J Davidovits Geopolymers Chemistry and Applications seriesin civil and structural engineering Woodhead Publishing2009
[7] J L Provis and J S J van Deventer Geopolymer StructuresProcessing Properties and Industrial Applications WoodheadPublishing 2009
[8] A S Wagh Chemically Bonded Phosphate Ceramics Elsevier2004
[9] A E R Westman Phosphate Ceramics Topics in PhosphateChemistry vol 9 John Wiley and Sons New York NY USA1977
[10] T Kanazawa Inorganic Phosphate Materials chapter 1 Elsevier1989
[11] W H Rollins ldquoA contribution to the knowledge of cementsrdquoDental Cosmos vol 21 pp 574ndash576 1979
[12] E S Gaylord ldquoOxyphosphates of zincrdquo Archives of Dentistryvol 33 pp 364ndash380 1989
[13] H Fleck ldquoChemistry of oxyphosphatesrdquoDental Items of Interestvol 24 article 906 1902
[14] W Souder and G Paffenberger Physical Properties of DentalMaterials (US National Bureau of Standards Circular NoC433) 1942
[15] W S Crowell ldquoPhysical chemistry of dental cementsrdquo Journalof the American Dental Association vol 14 pp 1030ndash1048 1927
[16] E W Skinner Science of Dental Materials W B SaundersPhiladelphia Pa USA 3rd edition 1947
[17] B W Darwell ldquoAspects of chemistry of zinc phosphatecementsrdquo Journal of the American Dental Association vol 14pp 1030ndash1048 1929
[18] A D Wilson ldquoZinc oxide dental cementsrdquo in Scientific Aspectsof Dental Materials J A von Fraunhofer Ed pp 159ndash190Butterworths London UK 1975
[19] P J Wisth ldquoThe ability of zinc phosphate and hydro phosphatecements to seal band spacesrdquo Angle Orthodontist vol 42 no 4pp 395ndash398 1972
[20] A S Wagh and S Y Jeong ldquoChemically bonded phosphateceramics I a dissolution model of formationrdquo Journal of theAmerican Ceramic Society vol 86 no 11 pp 1838ndash1844 2003
[21] A S Wagh S Grover and S Y Jeong ldquoChemically bondedphosphate ceramics II warm-temperature process for aluminaceramicsrdquo Journal of the American Ceramic Society vol 86 no11 pp 1845ndash1849 2003
[22] A S Wagh and S Y Jeong ldquoChemically bonded phosphateceramics III reduction mechanism and its application to ironphosphate ceramicsrdquo Journal of the American Ceramic Societyvol 86 no 11 pp 1850ndash1855 2003
[23] A S Wagh and C Primus ldquoMethod and product for phospho-silicate slurry for use in dentistry and related bone cementsrdquo USPatent 7 083 672 2006
[24] C S Rostaing di Rostagni ldquoVerfahrung zur Darstellung vonKitten fur sahnarztliche und ahnliche Awecke bestehend vonGemischen von Pyrophophaten des Calciums oder Bariumsmit den Pyrophosphaten des Zinks oderMagnesiumsrdquo GermanPatent 6015 1878
[25] S B Palmer ldquoZinc phosphatesrdquoDental Cosmos vol 33 pp 364ndash380 1891
[26] A SWagh S Y Jeong and D Singh ldquoHigh strength phosphatecement using industrial byproducts ashesrdquo in Proceedings ofthe 1st International Conference on High Strength Concrete AAzizinmini D Darwin and C French Eds pp 542ndash553 TheAmerican Society of Civil Engineers 1997
[27] W Postl FWalter K Ettinger andH-P Bojar ldquoErsterNachweisdes Kalium-Analogons MgK(PO
4)6H2O von Struvit und der
kristallinen Phase Mg2KH(PO
4)215H2O aus dem ehemali-
gen Bleibergbau Rossblei Eschachalm Schladminger TauernSteiermark Osterreichrdquo Joannea Mineralogie vol 1 pp 45ndash522000
[28] S Graeser W Postl H-P Bojar et al ldquoStruvite-(K) KMgPO4
6H2O the potassium equivalent of struvite a new mineralrdquo
European Journal of Mineralogy vol 20 no 4 pp 629ndash6332008
[29] A S Wagh S Jeong D Lohan and A Elizabeth ldquoChemicallybonded phospho-silicate ceramicsrdquo US Patent 6 518 212 2003
[30] M Pourbaix Atlas of Electrochemical Equilibria in AqueousSolutions National Association of Corrosion Engineers Hous-ton Tex USA 1974
[31] E Soudee and J Pera ldquoMechanism of setting reaction inmagnesia-phosphate cementsrdquo Cement and Concrete Researchvol 32 no 1 pp 153ndash157 2002
[32] E Soudee and J Pera ldquoInfluence of magnesia surface onthe setting time of magnesia-phosphate cementrdquo Cement andConcrete Research vol 32 no 1 pp 153ndash157 2002
[33] M A Carvalho and A M Segadaes ldquoThe hydration of mag-nesium phosphate cements effect of powder characteristics onthe reaction kineticsrdquoMaterials Science Forum vol 591ndash593 pp833ndash838 2008
[34] E M Gartner and D E MacPhee ldquoA physico-chemical basisfor novel cementitious bindersrdquo Cement and Concrete Researchvol 41 no 7 pp 736ndash749 2011
[35] Z Ding B Dong F Xing N Han and Z Li ldquoCementingmechanism of potassium phosphate-based magnesium phos-phate cementrdquo Ceramics International vol 38 pp 6281ndash62882012
[36] F Xing Z Ding and Z-J Li ldquoStudy of potassium-basedmagnesium phosphate cementrdquo Advances in Cement Researchvol 23 no 2 pp 81ndash87 2011
ISRN Ceramics 19
[37] A S Wagh and S Jeong ldquoChemically bonded phosphateceramics of trivalent oxides of iron andmanganeserdquo US Patent6 498 119 2002
[38] L C Chow ldquoCalcium phosphate cements chemistry proper-ties and applicationsrdquo in Proceedings of the Materials ResearchSociety Symposium vol 599 pp 27ndash37 2000
[39] C Klein andC S Hurlbut JrManual ofMineralogy JohnWileyand Sons New York NY USA 20th edition 1985
[40] T Sugama and L E Kukacka ldquoMagnesium monophosphatecements derived from diammonium phosphate solutionsrdquoCement and Concrete Research vol 13 no 3 pp 407ndash416 1983
[41] T Sugama and L E Kukacka ldquoCharacteristics of magnesiumpolyphosphate cements derived from ammonium polyphos-phate solutionsrdquo Cement and Concrete Research vol 13 no 4pp 499ndash506 1983
[42] T Finch and J H Sharp ldquoChemical reactions betweenmagnesiaand aluminium orthophosphate to form magnesia-phosphatecementsrdquo Journal of Materials Science vol 24 no 12 pp 4379ndash4386 1989
[43] S Y Jeong and A Wagh ldquoFormation of chemically bondedceramics with magnesium dihydrogen phosphate binderrdquo USPatent 6 776 837 2004
[44] D Singh A Wagh and M Tlustochowicz ldquoZirconium phos-phate waste forms for low-temperature stabilization of cesium137-containing waste streamsrdquo in Environmental Issues andWaste Management Technologies in the Ceramic and NuclearIndustries II Ceramic Transactions Volume 72 V Jain and D KPeeler Eds pp 167ndash178 1996
[45] IAEA ldquoEstimation of global inventories of radioactive wasteand other radioactive materialsrdquo Report IAEA-TECDOC-15912007
[46] World Nuclear Association httpworld-nuclearorginfoSafety-and-SecuritySafety-of-PlantsFukushima-Accident-2011UdM uv0RjM
[47] IAEA ldquoFukushima Daiichi status reportrdquo 2012[48] Nuclear Decommissioning Authority (UK) Radioactive wastes
in the UK Summary of the 2010 inventory URN 10D196NDASTSTY (11) 005 2011
[49] J H Saling Y S Tang and A W Fentiman Radioactive WasteManagement CRC Press 2nd edition 2001
[50] US DOE ldquoStrategy and management and disposal of usednuclear fuel and high-level radioactive wasterdquo 2013
[51] US EPA ldquoSpent nuclear fuel and high level radioactive wasterdquohttpwwwepagovradiationdocsradwaste402-k-94-001-snf hlwhtml
[52] ldquoNuclear fission productsrdquo httpenwikipediaorgwikiNu-clear fission product
[53] C C Lin Radiochemistry in Nuclear Power Reactors TheNational Academy Press 1996
[54] US Environmental Protection Agency ldquoTreatment standardsfor hazardous debrisrdquo 40 CFR Part 268 45 1994
[55] W H Rollins ldquoA contribution to the knowledge of cementsrdquoDental Cosmos vol 21 pp 574ndash576 1879
[56] Q Yang and X Wu ldquoFactors influencing properties of phos-phate cement-based binder for rapid repair of concreterdquoCementand Concrete Research vol 29 no 3 pp 389ndash396 1999
[57] D A Hall R Stevens and B El-Jazairi ldquoThe effect of retarderson the microstructure and mechanical properties of magnesia-phosphate cement mortarrdquo Cement and Concrete Research vol31 no 3 pp 455ndash465 2001
[58] S Y Jeong and A Wagh ldquoFormation of chemically bondedceramics with magnesium dihydrogen phosphate binderrdquo USPatent 6 776 837 2004
[59] ldquoBASF productrdquo httpwwwbuildingsystemsbasfcomp02USWeb-Internetbuildingsystemsen GBcontentmicrosit
[60] D A Hall R Stevens and B El Jazairi ldquoEffect of water contenton the structure and mechanical properties of magnesia-phosphate cement mortarrdquo Journal of the American CeramicSociety vol 81 no 6 pp 1550ndash1556 1998
[61] A S Wagh D Singh and S Jeong ldquoChemically bondedphosphate ceramics for stabilization and solidification of mixedwasterdquo in Hazardous and Waste Treatment Technologies Hand-book C H Ho Ed chapter 6 3 1 pp 1ndash18 CRC Press 2001
[62] W L Ebert S F Wolf and J K Bates ldquoRelease of technetiumfrom defense waste processing facility glassesrdquo in Proceedings ofthe MRS Fall Symposium pp 221ndash227 November 1995
[63] WM Haynes Compiled from CRCHandbook of Chemistry andPhysics CRC Press Boca Raton Fla USA 93rd edition 2012
[64] S E Vinokurov Y M Kulyako O M Slyuntchev S IRovny and B FMyasoedov ldquoLow-temperature immobilizationof actinides and other components of high-level waste inmagnesium potassium phosphate matricesrdquo Journal of NuclearMaterials vol 385 no 1 pp 189ndash192 2009
[65] D Singh V RMandalika S J Parulekar andA SWagh ldquoMag-nesium potassium phosphate ceramic for 99Tc immobilizationrdquoJournal of Nuclear Materials vol 348 no 3 pp 272ndash282 2006
[66] American Society for Testing of Materials ldquoStandard testmethod for static leaching of monolithic waste forms fordisposal of radioactive wasterdquo ASTM C 1220-98 1998
[67] Swedish Environmental Research Institute (IVL) ldquoLifecycleassessment of paint Summary of IVLrdquo Report B 1338-A
[68] A D Wilson B E Kent D Clinton and R P Miller ldquoThe for-mation and microstructure of dental silicate cementsrdquo Journalof Materials Science vol 7 no 2 pp 220ndash238 1972
[69] A S Wagh S Patel and A Mangalam ldquoPhosphate bondedcomposites and methodsrdquo US Patent 8 425 717 2013
[70] US DOE and Office of Security and Safety Assurance ldquoHighlyenriched uranium inventoryrdquo 2006
[71] M Gorbotenko and Y Yuferev ldquoCeramicrete as a means forradioactive waste containment and nuclear shieldingrdquo Reportsby All-Russian Research Institute of Experimental PhysicsFederation to Argonne National Laboratory Sarov Russian2002
[72] V Arkhangelrsquoskiy and A Postnikov ldquoBorated materials andcomponents for nuclear shielding andwaste containment appli-cationsrdquo Final Report of the GIPP and ISTC Project 2807Argonne National Laboratory 2007
[73] Japan Atomic Industrial Forum Inc httpwwwjaiforjpjawnu si introdocument2009m salvatores advanced nfcpdf
[74] J S Neal S Pozzi J Edwards and JMihalczo ldquoMeasurement ofwater and B4C content of rackable can storage boxes for HEUstorage at the HEUMH at the Y-12 security complexrdquo ReportORNLTM-2002254 2002
[75] A S Wagh ldquoCeramicrete an alternative radioactive wasteformrdquo in Stabilization and Solidification of Hazardous Radioac-tive and Mixed Wastes R D Spence Ed chapter 6 2 pp 118ndash129 CRC Press 2005
[76] A S Wagh D Singh and S Jeong ldquoChemically bondedphosphate ceramicsrdquo inHandbook ofMixedWasteManagementTechnology C Oh Ed pp 631ndash6318 CRC Press Boca RatonMass USA 2001
20 ISRN Ceramics
[77] J R Conner Chemical Fixation and Solidification of HazardousWastes von Nostrand Reinhold New York NY USA 1990
[78] W A Ibrahim H Sibak and M Abadir ldquoPreparation andcharacterization of chemically bonded phosphate ceramics(CBPC) for encapsulation of harmful wasterdquo The AmericanJournal of Science vol 7 pp 543ndash548 2011
[79] W Lutze and R Ewing Radioactive Waste Forms for the Future1988
[80] National Academy of Sciences Glass as a waste form andvitrification Technology Summary of an internationalWorkshopThe National Academy Press Washington DC USA 1997
[81] ldquoSRNL fact sheets Glass waste form and vitrification processdevelopmentrdquo httpsrnldoegovfactsglass waste formspdf
[82] Y Wang Handbook of Radioactive Nuclides CRC Press 1969[83] D M Bearden and A Andrews ldquoRadioactive tank waste from
the past production of nuclear weapons background and issuesfor Congressrdquo CRS Report For Congress Order Code RS219882007
[84] Vernadsky Institute of Geochemistry andAnalytical ChemistryldquoCeramicrete stabilization of radioactive salt-containing liquidand sludge wasterdquo Reports on Task No 18 19 and 20 ToArgonne National LaboraTory GIPP Project RCO-10116-MO-03 (ANL) Russian Federation Moscow Russia 2008
[85] Y Onishi J Tingrey B Wells et al ldquoRetrieval and pipelinetransfer assessment of Hanford Tank-241-AN-105 wasterdquo PNNLReport 14144 2003
[86] S V Mattigod M Lindberg J Westsik Jr K Parker and CChung ldquoWaste acceptance testing of secondary waste formscast Stone Ceramicrete and DuraLithrdquo PNNL Report 206322011
[87] K J Cantrell and J Westsik Jr ldquoSecondary waste form downselection data package ceramicreterdquo PNNL Report 20681 2011
[88] G B Josephson J Westsik Jr R Pires J Beckford andM Foote ldquoEngineering-scale demonstration of Duralith andCeramicrete waste formsrdquo PNNL Report 20751 2011
[89] American Nuclear Society ldquoAmerican national standard mea-surement of the leachability in the solidified low-level radioac-tive waste by a short-term procedurerdquo Method ANSIANS 16 11986
[90] U S Environmental Protection Agency (EPA) ldquoTest methodsfor evaluating solid waste Physicalchemical methodsrdquo Docu-ment SW-846 2008
[91] G L Smith M Schweiger D Bates et al ldquoVitrification andproduct testing of C-104 and AZ-102 pretreated sludge mixedwith flow-sheet quantities of secondary wastesrdquo PNNL Report13452
[92] L R Dole and H A Friedman ldquoRadiolytic gas generationfromcement-based hosts forDOE low-level radioactivewastesrdquoORNL Report CONF-860605-14 1986
[93] A S Wagh R Strain S Y Jeong D Reed T Krause and DSingh ldquoStabilization of Rocky Flats Pu-contaminated ashwithinchemically bonded phosphate ceramicsrdquo Journal of NuclearMaterials vol 265 no 3 pp 295ndash307 1999
[94] US Department of Energy ldquoWaste isolation pilot plantrdquohttpwwwwippenergygov
[95] American Society for Testing of Materials (ASTM) ldquoStandardpractice for operating salt-spray (fog) apparatusrdquo B-117
[96] American Society for Testing of Materials (ASTM) ldquoStandardtest method for surface burning characteristics of buildingmaterialsrdquo E-84-17
[97] F Wu J Wei H Guo F Chen H Hong and C Liu ldquoSelf-setting bioactive calcium-magnesium phosphate cement withhigh strength and degradability for bone regenerationrdquo ActaBiomaterialia vol 4 no 6 pp 1873ndash1884 2008
[98] G Mestres and M-P Ginebra ldquoNovel magnesium phosphatecements with high early strength and antibacterial propertiesrdquoActa Biomaterialia vol 7 no 4 pp 1853ndash1861 2011
[99] Wagh S Arun and C Primus ldquoMethod and product forphosphosilicate Slurry for use in dentistry and related bonecementsrdquo US Patent 7 083 672 B2 2006
[100] T Lally ldquoBio-adhesive composition method for adheringobjects to bonerdquo US Patent 6 533 821 2003
[101] K C Y Tay B A Loushine C Oxford et al ldquoIn vitro evaluationof a ceramicrete-based root-end filling materialrdquo Journal ofEndodontics vol 33 no 12 pp 1438ndash1443 2007
[102] A SWagh R Natarajan and R LMcDaniel ldquoNew phosphate-based cement useful for drilling completions in arcticrdquoOil andGas Journal vol 103 no 18 pp 53ndash55 2005
[103] A S Wagh R Natarajan and R L McDaniel ldquoAluminumphosphate cements help with deep high-temperature wellsrdquoOiland Gas Journal vol 104 no 19 pp 39ndash43 2006
[104] A S Wagh R Natarajan R L McDaniel and S PatilldquoCeramicrete blends produce strong low-permeability cementsfor arctic userdquo Oil and Gas Journal vol 103 no 19 pp 48ndash522005
[105] D W Brown L K Powell A S Wagh and S-Y JeongldquoCeramicrete-bonded building materials using forest wasterdquo inProceedings of the 35th International ParticleboardCompositeMaterials Symposium p 182Washington State University April2001
[106] U S EPA Climate Leaders Direct Emissions From CementSector Climate Leaders Greenhouse Gas Inventory Protocol CoreModule Guidance 2003
[107] World Resources Institute About Eutrophication httpwwwwriorgour-workprojecteutrophication-and-hypoxiaabouteutrophication
Submit your manuscripts athttpwwwhindawicom
ScientificaHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CorrosionInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Polymer ScienceInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CeramicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CompositesJournal of
NanoparticlesJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Biomaterials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
NanoscienceJournal of
TextilesHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Journal of
NanotechnologyHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
CrystallographyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CoatingsJournal of
Advances in
Materials Science and EngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Smart Materials Research
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MetallurgyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
BioMed Research International
MaterialsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Nano
materials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal ofNanomaterials
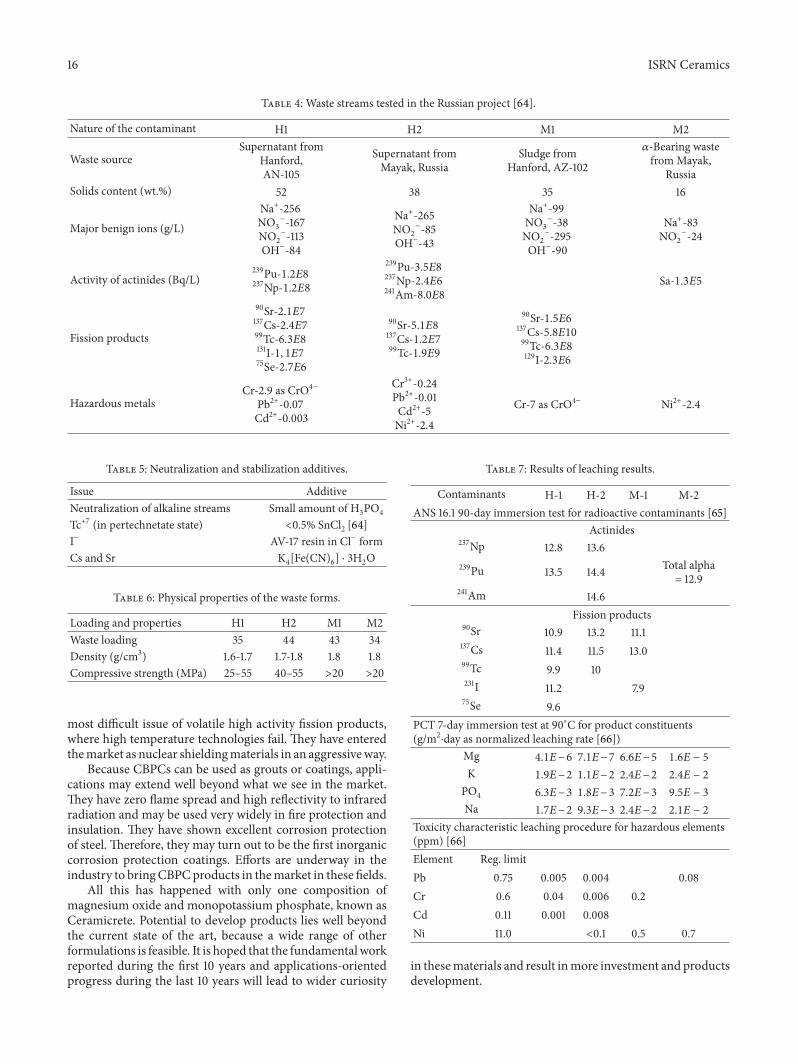
16 ISRN Ceramics
Table 4 Waste streams tested in the Russian project [64]
Nature of the contaminant H1 H2 M1 M2
Waste sourceSupernatant from
HanfordAN-105
Supernatant fromMayak Russia
Sludge fromHanford AZ-102
120572-Bearing wastefromMayak
RussiaSolids content (wt) 52 38 35 16
Major benign ions (gL)Na+-256NO3
minus-167NO2
minus-113OHminus-84
Na+-265NO2
minus-85OHminus-43
Na+-99NO3
minus-38NO2
minus-295OHminus-90
Na+-83NO2
minus-24
Activity of actinides (BqL)239Pu-121198648237Np-121198648
239Pu-351198648237Np-241198646241Am-801198648
Sa-131198645
Fission products
90Sr-211198647137Cs-24119864799Tc-631198648131I-1 1119864775Se-271198646
90Sr-511198648137Cs-12119864799Tc-191198649
90Sr-151198646137Cs-581198641099Tc-631198648129I-231198646
Hazardous metalsCr-29 as CrO4minus
Pb2+-007Cd2+-0003
Cr3+-024Pb2+-001Cd2+-5Ni2+-24
Cr-7 as CrO4minus Ni2+-24
Table 5 Neutralization and stabilization additives
Issue AdditiveNeutralization of alkaline streams Small amount of H3PO4
Tc+7 (in pertechnetate state) lt05 SnCl2 [64]Iminus AV-17 resin in Clminus formCs and Sr K4[Fe(CN)6] sdot 3H2O
Table 6 Physical properties of the waste forms
Loading and properties H1 H2 M1 M2Waste loading 35 44 43 34Density (gcm3) 16-17 17-18 18 18Compressive strength (MPa) 25ndash55 40ndash55 gt20 gt20
most difficult issue of volatile high activity fission productswhere high temperature technologies fail They have enteredthemarket as nuclear shieldingmaterials in an aggressiveway
Because CBPCs can be used as grouts or coatings appli-cations may extend well beyond what we see in the marketThey have zero flame spread and high reflectivity to infraredradiation and may be used very widely in fire protection andinsulation They have shown excellent corrosion protectionof steel Therefore they may turn out to be the first inorganiccorrosion protection coatings Efforts are underway in theindustry to bringCBPCproducts in themarket in these fields
All this has happened with only one composition ofmagnesium oxide and monopotassium phosphate known asCeramicrete Potential to develop products lies well beyondthe current state of the art because a wide range of otherformulations is feasible It is hoped that the fundamentalworkreported during the first 10 years and applications-orientedprogress during the last 10 years will lead to wider curiosity
Table 7 Results of leaching results
Contaminants H-1 H-2 M-1 M-2ANS 161 90-day immersion test for radioactive contaminants [65]
Actinides237Np 128 136239Pu 135 144 Total alpha
= 129241Am 146
Fission products90Sr 109 132 111137Cs 114 115 13099Tc 99 10231I 112 7975Se 96
PCT 7-day immersion test at 90∘C for product constituents(gm2sdotday as normalized leaching rate [66])
Mg41119864minus6 71119864minus7 66119864minus5 16119864 minus 5
K19119864minus2 11119864minus2 24119864minus2 24119864 minus 2
PO4 63119864minus3 18119864minus3 72119864minus3 95119864 minus 3
Na17119864minus2 93119864minus3 24119864minus2 21119864 minus 2
Toxicity characteristic leaching procedure for hazardous elements(ppm) [66]Element Reg limitPb 075 0005 0004 008Cr 06 004 0006 02Cd 011 0001 0008Ni 110 lt01 05 07
in thesematerials and result inmore investment and productsdevelopment
ISRN Ceramics 17
Table 8 Comparison of environmental impact factors of CBPCand typical commercial coatings Data for commercial coatings isreproduced from [67]
CoatingsDirect
emissions(gkg)
Low-levelozone
(g ethanekg)
Acidification(g Soxkg)
Eutrophication(g P2O5kg)
Solvent-based varnishBindingagent 8816 42 74 09
Solvent 11457 21 68 07Total 20273 63 142 16
Solvent-based alkyd paintBindingagent 2834 08 32 03
Filler 253 001 03 83Solvent 639 03 10 01Total 3726 111 45 87CBPCcoatings 300 00 00 Very low but to
be quantified
Appendix
Calculations of Direct Emissions fromCBPC Production
One ton of Portland cement produces one ton of CO2
It consists of two parts direct emissions resulting fromdecomposition of limestone into CaO and CO
2and the rest
from process parameters such as fuel consumption transportof raw materials grinding and sieving operations and trans-port and shipping Direct emissions can be calculated fromchemistry and thermodynamics while the process emissionsare site specific and must be monitored and determined ateach plant [67] This is also true for CBPC cement productsalso However due to process similarities it is quite likely thatthe process emissions in both cases will be similar For thisreason we will calculate the direct emissions and comparethe environmental benefits of CBPCs
1 Calculation of Direct Emissions in Portland Cement Produc-tion Direct emissions in Portland cement manufacture arisefrom clinkering limestone (calcium carbonate) at 1500∘C toproduce calcium oxide by the decomposition
CaCO3= CaO + CO
2 (A1)
Molar weights of CaO and CO2are 56 and 44 gmole
Portland cement contains approximately 64wt CaOwith the rest being silica and alumina Therefore directemission of CO
2to produce one ton of cement is
molar weight of CO2molar weight of CaCO
3times
064 = (4456) times 064 = 05
This means direct emission is 05 kgkg of cement and05 kgkg of CO
2because of other production and distribu-
tion processes
2 Calculation of Direct Emission in Ceramicrete ProductionComposition of Ceramicrete is 10 wt MgO + 30wtMKP + 60wt fly ash MgO is produced from dolomiterock which is MgCa(CO3)2 or MgCO3 + CaCO3 It is againcalcined at 1500∘C and MgO and CaO are separated
Assuming equimolar proportion of MgCO3and CaCO
3
in dolomite rock the proportion of MgCO3and CaCO
3is
457 wt to 543 wt This gives us
MgO content = MgOMgCO3times 457
= 0403 times 457 = 1828(A2)
This means kg of dolomite rock will produce 1828 g of MgOTotal amount of CO
2released during calcination of
dolomite comes from decomposition of CaCO3andMgCO
3
The decomposition equations for the two components are
CaCO3= CaO + CO
2
MgCO3= MgO + CO
2
(A3)
Using molar weights of the components we find that CO2
content in dolomite rock is 478 wt Thus
CO2produced per ton of MgO = 478
1828
= 259 tons(A4)
Ceramicrete contains 10wt MgO Therefore Ceramicreteproduces 259 g of CO
2per kg of Ceramicrete because of use
of MgO in itSimilarly monopotassium phosphate also produces CO
2
MKP is produced frompotassiumcarbonate by reacting itwith phosphoric acid during which CO
2is released as given
in the equation below
K2CO3+H3PO4= 2KH
2PO4+ CO2+H2O (A5)
Molar weights of K2CO3 H3PO4 and KH
2PO4are 124 98
and 272 gmole respectively So to produce 272 kg of MKPwe produce 44 kg of CO
2
Thismeans to produce one kg ofMKP we produce 44272= 016 kg of CO
2
Thus contribution of CO2due to MKP = 03 times 016 =
0048 kgkg of Ceramicrete Therefore total direct emissionwhich is the sum of emissions due to MgO and MKPproduction is
0259 + 0048 = 03 kgkg of Ceramicrete (A6)
This is 60 of direct emission in cement production
3 Total Emission Reduction Since both processes use verysimilar processing technology we assume the process emis-sions to be similar equal to 05 ton of CO2kg
total emission in Ceramicrete = 03 + 05 = 08 ton ofCO2kg of Ceramicrete
18 ISRN Ceramics
total emission in cement = 05 + 05 = 1 kgkg ofcement
The paper is intended to disseminate scientific progress inthe subject explained to a wider scientific audience with thehope that it will lead to further research and development inthis field for the benefit of a wider international community
Conflict of Interests
Theauthor declares that he has no financial interest in writingthis paper
References
[1] J Aspdin ldquoAn improvement in themodes of producing artificialstonerdquo British Patent 5022 1924
[2] S Sorel ldquoOn the new magnesium cementrdquo Comptes RendusHebdomadire des Seances de lrsquoAcademie des Sciences vol 65 pp102ndash104 1867
[3] A D Wilson ldquoThe chemistry of dental cementsrdquo ChemicalSociety Reviews vol 7 no 2 pp 265ndash296 1978
[4] A Wilson and J Nicholson Acid-Base Cements CambridgeUniversity Press 1993
[5] C Shi P Krivenko and D Roy Alkali Activated Cements andConcretes Taylor and Francis New York NY USA 2006
[6] J Davidovits Geopolymers Chemistry and Applications seriesin civil and structural engineering Woodhead Publishing2009
[7] J L Provis and J S J van Deventer Geopolymer StructuresProcessing Properties and Industrial Applications WoodheadPublishing 2009
[8] A S Wagh Chemically Bonded Phosphate Ceramics Elsevier2004
[9] A E R Westman Phosphate Ceramics Topics in PhosphateChemistry vol 9 John Wiley and Sons New York NY USA1977
[10] T Kanazawa Inorganic Phosphate Materials chapter 1 Elsevier1989
[11] W H Rollins ldquoA contribution to the knowledge of cementsrdquoDental Cosmos vol 21 pp 574ndash576 1979
[12] E S Gaylord ldquoOxyphosphates of zincrdquo Archives of Dentistryvol 33 pp 364ndash380 1989
[13] H Fleck ldquoChemistry of oxyphosphatesrdquoDental Items of Interestvol 24 article 906 1902
[14] W Souder and G Paffenberger Physical Properties of DentalMaterials (US National Bureau of Standards Circular NoC433) 1942
[15] W S Crowell ldquoPhysical chemistry of dental cementsrdquo Journalof the American Dental Association vol 14 pp 1030ndash1048 1927
[16] E W Skinner Science of Dental Materials W B SaundersPhiladelphia Pa USA 3rd edition 1947
[17] B W Darwell ldquoAspects of chemistry of zinc phosphatecementsrdquo Journal of the American Dental Association vol 14pp 1030ndash1048 1929
[18] A D Wilson ldquoZinc oxide dental cementsrdquo in Scientific Aspectsof Dental Materials J A von Fraunhofer Ed pp 159ndash190Butterworths London UK 1975
[19] P J Wisth ldquoThe ability of zinc phosphate and hydro phosphatecements to seal band spacesrdquo Angle Orthodontist vol 42 no 4pp 395ndash398 1972
[20] A S Wagh and S Y Jeong ldquoChemically bonded phosphateceramics I a dissolution model of formationrdquo Journal of theAmerican Ceramic Society vol 86 no 11 pp 1838ndash1844 2003
[21] A S Wagh S Grover and S Y Jeong ldquoChemically bondedphosphate ceramics II warm-temperature process for aluminaceramicsrdquo Journal of the American Ceramic Society vol 86 no11 pp 1845ndash1849 2003
[22] A S Wagh and S Y Jeong ldquoChemically bonded phosphateceramics III reduction mechanism and its application to ironphosphate ceramicsrdquo Journal of the American Ceramic Societyvol 86 no 11 pp 1850ndash1855 2003
[23] A S Wagh and C Primus ldquoMethod and product for phospho-silicate slurry for use in dentistry and related bone cementsrdquo USPatent 7 083 672 2006
[24] C S Rostaing di Rostagni ldquoVerfahrung zur Darstellung vonKitten fur sahnarztliche und ahnliche Awecke bestehend vonGemischen von Pyrophophaten des Calciums oder Bariumsmit den Pyrophosphaten des Zinks oderMagnesiumsrdquo GermanPatent 6015 1878
[25] S B Palmer ldquoZinc phosphatesrdquoDental Cosmos vol 33 pp 364ndash380 1891
[26] A SWagh S Y Jeong and D Singh ldquoHigh strength phosphatecement using industrial byproducts ashesrdquo in Proceedings ofthe 1st International Conference on High Strength Concrete AAzizinmini D Darwin and C French Eds pp 542ndash553 TheAmerican Society of Civil Engineers 1997
[27] W Postl FWalter K Ettinger andH-P Bojar ldquoErsterNachweisdes Kalium-Analogons MgK(PO
4)6H2O von Struvit und der
kristallinen Phase Mg2KH(PO
4)215H2O aus dem ehemali-
gen Bleibergbau Rossblei Eschachalm Schladminger TauernSteiermark Osterreichrdquo Joannea Mineralogie vol 1 pp 45ndash522000
[28] S Graeser W Postl H-P Bojar et al ldquoStruvite-(K) KMgPO4
6H2O the potassium equivalent of struvite a new mineralrdquo
European Journal of Mineralogy vol 20 no 4 pp 629ndash6332008
[29] A S Wagh S Jeong D Lohan and A Elizabeth ldquoChemicallybonded phospho-silicate ceramicsrdquo US Patent 6 518 212 2003
[30] M Pourbaix Atlas of Electrochemical Equilibria in AqueousSolutions National Association of Corrosion Engineers Hous-ton Tex USA 1974
[31] E Soudee and J Pera ldquoMechanism of setting reaction inmagnesia-phosphate cementsrdquo Cement and Concrete Researchvol 32 no 1 pp 153ndash157 2002
[32] E Soudee and J Pera ldquoInfluence of magnesia surface onthe setting time of magnesia-phosphate cementrdquo Cement andConcrete Research vol 32 no 1 pp 153ndash157 2002
[33] M A Carvalho and A M Segadaes ldquoThe hydration of mag-nesium phosphate cements effect of powder characteristics onthe reaction kineticsrdquoMaterials Science Forum vol 591ndash593 pp833ndash838 2008
[34] E M Gartner and D E MacPhee ldquoA physico-chemical basisfor novel cementitious bindersrdquo Cement and Concrete Researchvol 41 no 7 pp 736ndash749 2011
[35] Z Ding B Dong F Xing N Han and Z Li ldquoCementingmechanism of potassium phosphate-based magnesium phos-phate cementrdquo Ceramics International vol 38 pp 6281ndash62882012
[36] F Xing Z Ding and Z-J Li ldquoStudy of potassium-basedmagnesium phosphate cementrdquo Advances in Cement Researchvol 23 no 2 pp 81ndash87 2011
ISRN Ceramics 19
[37] A S Wagh and S Jeong ldquoChemically bonded phosphateceramics of trivalent oxides of iron andmanganeserdquo US Patent6 498 119 2002
[38] L C Chow ldquoCalcium phosphate cements chemistry proper-ties and applicationsrdquo in Proceedings of the Materials ResearchSociety Symposium vol 599 pp 27ndash37 2000
[39] C Klein andC S Hurlbut JrManual ofMineralogy JohnWileyand Sons New York NY USA 20th edition 1985
[40] T Sugama and L E Kukacka ldquoMagnesium monophosphatecements derived from diammonium phosphate solutionsrdquoCement and Concrete Research vol 13 no 3 pp 407ndash416 1983
[41] T Sugama and L E Kukacka ldquoCharacteristics of magnesiumpolyphosphate cements derived from ammonium polyphos-phate solutionsrdquo Cement and Concrete Research vol 13 no 4pp 499ndash506 1983
[42] T Finch and J H Sharp ldquoChemical reactions betweenmagnesiaand aluminium orthophosphate to form magnesia-phosphatecementsrdquo Journal of Materials Science vol 24 no 12 pp 4379ndash4386 1989
[43] S Y Jeong and A Wagh ldquoFormation of chemically bondedceramics with magnesium dihydrogen phosphate binderrdquo USPatent 6 776 837 2004
[44] D Singh A Wagh and M Tlustochowicz ldquoZirconium phos-phate waste forms for low-temperature stabilization of cesium137-containing waste streamsrdquo in Environmental Issues andWaste Management Technologies in the Ceramic and NuclearIndustries II Ceramic Transactions Volume 72 V Jain and D KPeeler Eds pp 167ndash178 1996
[45] IAEA ldquoEstimation of global inventories of radioactive wasteand other radioactive materialsrdquo Report IAEA-TECDOC-15912007
[46] World Nuclear Association httpworld-nuclearorginfoSafety-and-SecuritySafety-of-PlantsFukushima-Accident-2011UdM uv0RjM
[47] IAEA ldquoFukushima Daiichi status reportrdquo 2012[48] Nuclear Decommissioning Authority (UK) Radioactive wastes
in the UK Summary of the 2010 inventory URN 10D196NDASTSTY (11) 005 2011
[49] J H Saling Y S Tang and A W Fentiman Radioactive WasteManagement CRC Press 2nd edition 2001
[50] US DOE ldquoStrategy and management and disposal of usednuclear fuel and high-level radioactive wasterdquo 2013
[51] US EPA ldquoSpent nuclear fuel and high level radioactive wasterdquohttpwwwepagovradiationdocsradwaste402-k-94-001-snf hlwhtml
[52] ldquoNuclear fission productsrdquo httpenwikipediaorgwikiNu-clear fission product
[53] C C Lin Radiochemistry in Nuclear Power Reactors TheNational Academy Press 1996
[54] US Environmental Protection Agency ldquoTreatment standardsfor hazardous debrisrdquo 40 CFR Part 268 45 1994
[55] W H Rollins ldquoA contribution to the knowledge of cementsrdquoDental Cosmos vol 21 pp 574ndash576 1879
[56] Q Yang and X Wu ldquoFactors influencing properties of phos-phate cement-based binder for rapid repair of concreterdquoCementand Concrete Research vol 29 no 3 pp 389ndash396 1999
[57] D A Hall R Stevens and B El-Jazairi ldquoThe effect of retarderson the microstructure and mechanical properties of magnesia-phosphate cement mortarrdquo Cement and Concrete Research vol31 no 3 pp 455ndash465 2001
[58] S Y Jeong and A Wagh ldquoFormation of chemically bondedceramics with magnesium dihydrogen phosphate binderrdquo USPatent 6 776 837 2004
[59] ldquoBASF productrdquo httpwwwbuildingsystemsbasfcomp02USWeb-Internetbuildingsystemsen GBcontentmicrosit
[60] D A Hall R Stevens and B El Jazairi ldquoEffect of water contenton the structure and mechanical properties of magnesia-phosphate cement mortarrdquo Journal of the American CeramicSociety vol 81 no 6 pp 1550ndash1556 1998
[61] A S Wagh D Singh and S Jeong ldquoChemically bondedphosphate ceramics for stabilization and solidification of mixedwasterdquo in Hazardous and Waste Treatment Technologies Hand-book C H Ho Ed chapter 6 3 1 pp 1ndash18 CRC Press 2001
[62] W L Ebert S F Wolf and J K Bates ldquoRelease of technetiumfrom defense waste processing facility glassesrdquo in Proceedings ofthe MRS Fall Symposium pp 221ndash227 November 1995
[63] WM Haynes Compiled from CRCHandbook of Chemistry andPhysics CRC Press Boca Raton Fla USA 93rd edition 2012
[64] S E Vinokurov Y M Kulyako O M Slyuntchev S IRovny and B FMyasoedov ldquoLow-temperature immobilizationof actinides and other components of high-level waste inmagnesium potassium phosphate matricesrdquo Journal of NuclearMaterials vol 385 no 1 pp 189ndash192 2009
[65] D Singh V RMandalika S J Parulekar andA SWagh ldquoMag-nesium potassium phosphate ceramic for 99Tc immobilizationrdquoJournal of Nuclear Materials vol 348 no 3 pp 272ndash282 2006
[66] American Society for Testing of Materials ldquoStandard testmethod for static leaching of monolithic waste forms fordisposal of radioactive wasterdquo ASTM C 1220-98 1998
[67] Swedish Environmental Research Institute (IVL) ldquoLifecycleassessment of paint Summary of IVLrdquo Report B 1338-A
[68] A D Wilson B E Kent D Clinton and R P Miller ldquoThe for-mation and microstructure of dental silicate cementsrdquo Journalof Materials Science vol 7 no 2 pp 220ndash238 1972
[69] A S Wagh S Patel and A Mangalam ldquoPhosphate bondedcomposites and methodsrdquo US Patent 8 425 717 2013
[70] US DOE and Office of Security and Safety Assurance ldquoHighlyenriched uranium inventoryrdquo 2006
[71] M Gorbotenko and Y Yuferev ldquoCeramicrete as a means forradioactive waste containment and nuclear shieldingrdquo Reportsby All-Russian Research Institute of Experimental PhysicsFederation to Argonne National Laboratory Sarov Russian2002
[72] V Arkhangelrsquoskiy and A Postnikov ldquoBorated materials andcomponents for nuclear shielding andwaste containment appli-cationsrdquo Final Report of the GIPP and ISTC Project 2807Argonne National Laboratory 2007
[73] Japan Atomic Industrial Forum Inc httpwwwjaiforjpjawnu si introdocument2009m salvatores advanced nfcpdf
[74] J S Neal S Pozzi J Edwards and JMihalczo ldquoMeasurement ofwater and B4C content of rackable can storage boxes for HEUstorage at the HEUMH at the Y-12 security complexrdquo ReportORNLTM-2002254 2002
[75] A S Wagh ldquoCeramicrete an alternative radioactive wasteformrdquo in Stabilization and Solidification of Hazardous Radioac-tive and Mixed Wastes R D Spence Ed chapter 6 2 pp 118ndash129 CRC Press 2005
[76] A S Wagh D Singh and S Jeong ldquoChemically bondedphosphate ceramicsrdquo inHandbook ofMixedWasteManagementTechnology C Oh Ed pp 631ndash6318 CRC Press Boca RatonMass USA 2001
20 ISRN Ceramics
[77] J R Conner Chemical Fixation and Solidification of HazardousWastes von Nostrand Reinhold New York NY USA 1990
[78] W A Ibrahim H Sibak and M Abadir ldquoPreparation andcharacterization of chemically bonded phosphate ceramics(CBPC) for encapsulation of harmful wasterdquo The AmericanJournal of Science vol 7 pp 543ndash548 2011
[79] W Lutze and R Ewing Radioactive Waste Forms for the Future1988
[80] National Academy of Sciences Glass as a waste form andvitrification Technology Summary of an internationalWorkshopThe National Academy Press Washington DC USA 1997
[81] ldquoSRNL fact sheets Glass waste form and vitrification processdevelopmentrdquo httpsrnldoegovfactsglass waste formspdf
[82] Y Wang Handbook of Radioactive Nuclides CRC Press 1969[83] D M Bearden and A Andrews ldquoRadioactive tank waste from
the past production of nuclear weapons background and issuesfor Congressrdquo CRS Report For Congress Order Code RS219882007
[84] Vernadsky Institute of Geochemistry andAnalytical ChemistryldquoCeramicrete stabilization of radioactive salt-containing liquidand sludge wasterdquo Reports on Task No 18 19 and 20 ToArgonne National LaboraTory GIPP Project RCO-10116-MO-03 (ANL) Russian Federation Moscow Russia 2008
[85] Y Onishi J Tingrey B Wells et al ldquoRetrieval and pipelinetransfer assessment of Hanford Tank-241-AN-105 wasterdquo PNNLReport 14144 2003
[86] S V Mattigod M Lindberg J Westsik Jr K Parker and CChung ldquoWaste acceptance testing of secondary waste formscast Stone Ceramicrete and DuraLithrdquo PNNL Report 206322011
[87] K J Cantrell and J Westsik Jr ldquoSecondary waste form downselection data package ceramicreterdquo PNNL Report 20681 2011
[88] G B Josephson J Westsik Jr R Pires J Beckford andM Foote ldquoEngineering-scale demonstration of Duralith andCeramicrete waste formsrdquo PNNL Report 20751 2011
[89] American Nuclear Society ldquoAmerican national standard mea-surement of the leachability in the solidified low-level radioac-tive waste by a short-term procedurerdquo Method ANSIANS 16 11986
[90] U S Environmental Protection Agency (EPA) ldquoTest methodsfor evaluating solid waste Physicalchemical methodsrdquo Docu-ment SW-846 2008
[91] G L Smith M Schweiger D Bates et al ldquoVitrification andproduct testing of C-104 and AZ-102 pretreated sludge mixedwith flow-sheet quantities of secondary wastesrdquo PNNL Report13452
[92] L R Dole and H A Friedman ldquoRadiolytic gas generationfromcement-based hosts forDOE low-level radioactivewastesrdquoORNL Report CONF-860605-14 1986
[93] A S Wagh R Strain S Y Jeong D Reed T Krause and DSingh ldquoStabilization of Rocky Flats Pu-contaminated ashwithinchemically bonded phosphate ceramicsrdquo Journal of NuclearMaterials vol 265 no 3 pp 295ndash307 1999
[94] US Department of Energy ldquoWaste isolation pilot plantrdquohttpwwwwippenergygov
[95] American Society for Testing of Materials (ASTM) ldquoStandardpractice for operating salt-spray (fog) apparatusrdquo B-117
[96] American Society for Testing of Materials (ASTM) ldquoStandardtest method for surface burning characteristics of buildingmaterialsrdquo E-84-17
[97] F Wu J Wei H Guo F Chen H Hong and C Liu ldquoSelf-setting bioactive calcium-magnesium phosphate cement withhigh strength and degradability for bone regenerationrdquo ActaBiomaterialia vol 4 no 6 pp 1873ndash1884 2008
[98] G Mestres and M-P Ginebra ldquoNovel magnesium phosphatecements with high early strength and antibacterial propertiesrdquoActa Biomaterialia vol 7 no 4 pp 1853ndash1861 2011
[99] Wagh S Arun and C Primus ldquoMethod and product forphosphosilicate Slurry for use in dentistry and related bonecementsrdquo US Patent 7 083 672 B2 2006
[100] T Lally ldquoBio-adhesive composition method for adheringobjects to bonerdquo US Patent 6 533 821 2003
[101] K C Y Tay B A Loushine C Oxford et al ldquoIn vitro evaluationof a ceramicrete-based root-end filling materialrdquo Journal ofEndodontics vol 33 no 12 pp 1438ndash1443 2007
[102] A SWagh R Natarajan and R LMcDaniel ldquoNew phosphate-based cement useful for drilling completions in arcticrdquoOil andGas Journal vol 103 no 18 pp 53ndash55 2005
[103] A S Wagh R Natarajan and R L McDaniel ldquoAluminumphosphate cements help with deep high-temperature wellsrdquoOiland Gas Journal vol 104 no 19 pp 39ndash43 2006
[104] A S Wagh R Natarajan R L McDaniel and S PatilldquoCeramicrete blends produce strong low-permeability cementsfor arctic userdquo Oil and Gas Journal vol 103 no 19 pp 48ndash522005
[105] D W Brown L K Powell A S Wagh and S-Y JeongldquoCeramicrete-bonded building materials using forest wasterdquo inProceedings of the 35th International ParticleboardCompositeMaterials Symposium p 182Washington State University April2001
[106] U S EPA Climate Leaders Direct Emissions From CementSector Climate Leaders Greenhouse Gas Inventory Protocol CoreModule Guidance 2003
[107] World Resources Institute About Eutrophication httpwwwwriorgour-workprojecteutrophication-and-hypoxiaabouteutrophication
Submit your manuscripts athttpwwwhindawicom
ScientificaHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CorrosionInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Polymer ScienceInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CeramicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CompositesJournal of
NanoparticlesJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Biomaterials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
NanoscienceJournal of
TextilesHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Journal of
NanotechnologyHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
CrystallographyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CoatingsJournal of
Advances in
Materials Science and EngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Smart Materials Research
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MetallurgyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
BioMed Research International
MaterialsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Nano
materials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal ofNanomaterials

ISRN Ceramics 17
Table 8 Comparison of environmental impact factors of CBPCand typical commercial coatings Data for commercial coatings isreproduced from [67]
CoatingsDirect
emissions(gkg)
Low-levelozone
(g ethanekg)
Acidification(g Soxkg)
Eutrophication(g P2O5kg)
Solvent-based varnishBindingagent 8816 42 74 09
Solvent 11457 21 68 07Total 20273 63 142 16
Solvent-based alkyd paintBindingagent 2834 08 32 03
Filler 253 001 03 83Solvent 639 03 10 01Total 3726 111 45 87CBPCcoatings 300 00 00 Very low but to
be quantified
Appendix
Calculations of Direct Emissions fromCBPC Production
One ton of Portland cement produces one ton of CO2
It consists of two parts direct emissions resulting fromdecomposition of limestone into CaO and CO
2and the rest
from process parameters such as fuel consumption transportof raw materials grinding and sieving operations and trans-port and shipping Direct emissions can be calculated fromchemistry and thermodynamics while the process emissionsare site specific and must be monitored and determined ateach plant [67] This is also true for CBPC cement productsalso However due to process similarities it is quite likely thatthe process emissions in both cases will be similar For thisreason we will calculate the direct emissions and comparethe environmental benefits of CBPCs
1 Calculation of Direct Emissions in Portland Cement Produc-tion Direct emissions in Portland cement manufacture arisefrom clinkering limestone (calcium carbonate) at 1500∘C toproduce calcium oxide by the decomposition
CaCO3= CaO + CO
2 (A1)
Molar weights of CaO and CO2are 56 and 44 gmole
Portland cement contains approximately 64wt CaOwith the rest being silica and alumina Therefore directemission of CO
2to produce one ton of cement is
molar weight of CO2molar weight of CaCO
3times
064 = (4456) times 064 = 05
This means direct emission is 05 kgkg of cement and05 kgkg of CO
2because of other production and distribu-
tion processes
2 Calculation of Direct Emission in Ceramicrete ProductionComposition of Ceramicrete is 10 wt MgO + 30wtMKP + 60wt fly ash MgO is produced from dolomiterock which is MgCa(CO3)2 or MgCO3 + CaCO3 It is againcalcined at 1500∘C and MgO and CaO are separated
Assuming equimolar proportion of MgCO3and CaCO
3
in dolomite rock the proportion of MgCO3and CaCO
3is
457 wt to 543 wt This gives us
MgO content = MgOMgCO3times 457
= 0403 times 457 = 1828(A2)
This means kg of dolomite rock will produce 1828 g of MgOTotal amount of CO
2released during calcination of
dolomite comes from decomposition of CaCO3andMgCO
3
The decomposition equations for the two components are
CaCO3= CaO + CO
2
MgCO3= MgO + CO
2
(A3)
Using molar weights of the components we find that CO2
content in dolomite rock is 478 wt Thus
CO2produced per ton of MgO = 478
1828
= 259 tons(A4)
Ceramicrete contains 10wt MgO Therefore Ceramicreteproduces 259 g of CO
2per kg of Ceramicrete because of use
of MgO in itSimilarly monopotassium phosphate also produces CO
2
MKP is produced frompotassiumcarbonate by reacting itwith phosphoric acid during which CO
2is released as given
in the equation below
K2CO3+H3PO4= 2KH
2PO4+ CO2+H2O (A5)
Molar weights of K2CO3 H3PO4 and KH
2PO4are 124 98
and 272 gmole respectively So to produce 272 kg of MKPwe produce 44 kg of CO
2
Thismeans to produce one kg ofMKP we produce 44272= 016 kg of CO
2
Thus contribution of CO2due to MKP = 03 times 016 =
0048 kgkg of Ceramicrete Therefore total direct emissionwhich is the sum of emissions due to MgO and MKPproduction is
0259 + 0048 = 03 kgkg of Ceramicrete (A6)
This is 60 of direct emission in cement production
3 Total Emission Reduction Since both processes use verysimilar processing technology we assume the process emis-sions to be similar equal to 05 ton of CO2kg
total emission in Ceramicrete = 03 + 05 = 08 ton ofCO2kg of Ceramicrete
18 ISRN Ceramics
total emission in cement = 05 + 05 = 1 kgkg ofcement
The paper is intended to disseminate scientific progress inthe subject explained to a wider scientific audience with thehope that it will lead to further research and development inthis field for the benefit of a wider international community
Conflict of Interests
Theauthor declares that he has no financial interest in writingthis paper
References
[1] J Aspdin ldquoAn improvement in themodes of producing artificialstonerdquo British Patent 5022 1924
[2] S Sorel ldquoOn the new magnesium cementrdquo Comptes RendusHebdomadire des Seances de lrsquoAcademie des Sciences vol 65 pp102ndash104 1867
[3] A D Wilson ldquoThe chemistry of dental cementsrdquo ChemicalSociety Reviews vol 7 no 2 pp 265ndash296 1978
[4] A Wilson and J Nicholson Acid-Base Cements CambridgeUniversity Press 1993
[5] C Shi P Krivenko and D Roy Alkali Activated Cements andConcretes Taylor and Francis New York NY USA 2006
[6] J Davidovits Geopolymers Chemistry and Applications seriesin civil and structural engineering Woodhead Publishing2009
[7] J L Provis and J S J van Deventer Geopolymer StructuresProcessing Properties and Industrial Applications WoodheadPublishing 2009
[8] A S Wagh Chemically Bonded Phosphate Ceramics Elsevier2004
[9] A E R Westman Phosphate Ceramics Topics in PhosphateChemistry vol 9 John Wiley and Sons New York NY USA1977
[10] T Kanazawa Inorganic Phosphate Materials chapter 1 Elsevier1989
[11] W H Rollins ldquoA contribution to the knowledge of cementsrdquoDental Cosmos vol 21 pp 574ndash576 1979
[12] E S Gaylord ldquoOxyphosphates of zincrdquo Archives of Dentistryvol 33 pp 364ndash380 1989
[13] H Fleck ldquoChemistry of oxyphosphatesrdquoDental Items of Interestvol 24 article 906 1902
[14] W Souder and G Paffenberger Physical Properties of DentalMaterials (US National Bureau of Standards Circular NoC433) 1942
[15] W S Crowell ldquoPhysical chemistry of dental cementsrdquo Journalof the American Dental Association vol 14 pp 1030ndash1048 1927
[16] E W Skinner Science of Dental Materials W B SaundersPhiladelphia Pa USA 3rd edition 1947
[17] B W Darwell ldquoAspects of chemistry of zinc phosphatecementsrdquo Journal of the American Dental Association vol 14pp 1030ndash1048 1929
[18] A D Wilson ldquoZinc oxide dental cementsrdquo in Scientific Aspectsof Dental Materials J A von Fraunhofer Ed pp 159ndash190Butterworths London UK 1975
[19] P J Wisth ldquoThe ability of zinc phosphate and hydro phosphatecements to seal band spacesrdquo Angle Orthodontist vol 42 no 4pp 395ndash398 1972
[20] A S Wagh and S Y Jeong ldquoChemically bonded phosphateceramics I a dissolution model of formationrdquo Journal of theAmerican Ceramic Society vol 86 no 11 pp 1838ndash1844 2003
[21] A S Wagh S Grover and S Y Jeong ldquoChemically bondedphosphate ceramics II warm-temperature process for aluminaceramicsrdquo Journal of the American Ceramic Society vol 86 no11 pp 1845ndash1849 2003
[22] A S Wagh and S Y Jeong ldquoChemically bonded phosphateceramics III reduction mechanism and its application to ironphosphate ceramicsrdquo Journal of the American Ceramic Societyvol 86 no 11 pp 1850ndash1855 2003
[23] A S Wagh and C Primus ldquoMethod and product for phospho-silicate slurry for use in dentistry and related bone cementsrdquo USPatent 7 083 672 2006
[24] C S Rostaing di Rostagni ldquoVerfahrung zur Darstellung vonKitten fur sahnarztliche und ahnliche Awecke bestehend vonGemischen von Pyrophophaten des Calciums oder Bariumsmit den Pyrophosphaten des Zinks oderMagnesiumsrdquo GermanPatent 6015 1878
[25] S B Palmer ldquoZinc phosphatesrdquoDental Cosmos vol 33 pp 364ndash380 1891
[26] A SWagh S Y Jeong and D Singh ldquoHigh strength phosphatecement using industrial byproducts ashesrdquo in Proceedings ofthe 1st International Conference on High Strength Concrete AAzizinmini D Darwin and C French Eds pp 542ndash553 TheAmerican Society of Civil Engineers 1997
[27] W Postl FWalter K Ettinger andH-P Bojar ldquoErsterNachweisdes Kalium-Analogons MgK(PO
4)6H2O von Struvit und der
kristallinen Phase Mg2KH(PO
4)215H2O aus dem ehemali-
gen Bleibergbau Rossblei Eschachalm Schladminger TauernSteiermark Osterreichrdquo Joannea Mineralogie vol 1 pp 45ndash522000
[28] S Graeser W Postl H-P Bojar et al ldquoStruvite-(K) KMgPO4
6H2O the potassium equivalent of struvite a new mineralrdquo
European Journal of Mineralogy vol 20 no 4 pp 629ndash6332008
[29] A S Wagh S Jeong D Lohan and A Elizabeth ldquoChemicallybonded phospho-silicate ceramicsrdquo US Patent 6 518 212 2003
[30] M Pourbaix Atlas of Electrochemical Equilibria in AqueousSolutions National Association of Corrosion Engineers Hous-ton Tex USA 1974
[31] E Soudee and J Pera ldquoMechanism of setting reaction inmagnesia-phosphate cementsrdquo Cement and Concrete Researchvol 32 no 1 pp 153ndash157 2002
[32] E Soudee and J Pera ldquoInfluence of magnesia surface onthe setting time of magnesia-phosphate cementrdquo Cement andConcrete Research vol 32 no 1 pp 153ndash157 2002
[33] M A Carvalho and A M Segadaes ldquoThe hydration of mag-nesium phosphate cements effect of powder characteristics onthe reaction kineticsrdquoMaterials Science Forum vol 591ndash593 pp833ndash838 2008
[34] E M Gartner and D E MacPhee ldquoA physico-chemical basisfor novel cementitious bindersrdquo Cement and Concrete Researchvol 41 no 7 pp 736ndash749 2011
[35] Z Ding B Dong F Xing N Han and Z Li ldquoCementingmechanism of potassium phosphate-based magnesium phos-phate cementrdquo Ceramics International vol 38 pp 6281ndash62882012
[36] F Xing Z Ding and Z-J Li ldquoStudy of potassium-basedmagnesium phosphate cementrdquo Advances in Cement Researchvol 23 no 2 pp 81ndash87 2011
ISRN Ceramics 19
[37] A S Wagh and S Jeong ldquoChemically bonded phosphateceramics of trivalent oxides of iron andmanganeserdquo US Patent6 498 119 2002
[38] L C Chow ldquoCalcium phosphate cements chemistry proper-ties and applicationsrdquo in Proceedings of the Materials ResearchSociety Symposium vol 599 pp 27ndash37 2000
[39] C Klein andC S Hurlbut JrManual ofMineralogy JohnWileyand Sons New York NY USA 20th edition 1985
[40] T Sugama and L E Kukacka ldquoMagnesium monophosphatecements derived from diammonium phosphate solutionsrdquoCement and Concrete Research vol 13 no 3 pp 407ndash416 1983
[41] T Sugama and L E Kukacka ldquoCharacteristics of magnesiumpolyphosphate cements derived from ammonium polyphos-phate solutionsrdquo Cement and Concrete Research vol 13 no 4pp 499ndash506 1983
[42] T Finch and J H Sharp ldquoChemical reactions betweenmagnesiaand aluminium orthophosphate to form magnesia-phosphatecementsrdquo Journal of Materials Science vol 24 no 12 pp 4379ndash4386 1989
[43] S Y Jeong and A Wagh ldquoFormation of chemically bondedceramics with magnesium dihydrogen phosphate binderrdquo USPatent 6 776 837 2004
[44] D Singh A Wagh and M Tlustochowicz ldquoZirconium phos-phate waste forms for low-temperature stabilization of cesium137-containing waste streamsrdquo in Environmental Issues andWaste Management Technologies in the Ceramic and NuclearIndustries II Ceramic Transactions Volume 72 V Jain and D KPeeler Eds pp 167ndash178 1996
[45] IAEA ldquoEstimation of global inventories of radioactive wasteand other radioactive materialsrdquo Report IAEA-TECDOC-15912007
[46] World Nuclear Association httpworld-nuclearorginfoSafety-and-SecuritySafety-of-PlantsFukushima-Accident-2011UdM uv0RjM
[47] IAEA ldquoFukushima Daiichi status reportrdquo 2012[48] Nuclear Decommissioning Authority (UK) Radioactive wastes
in the UK Summary of the 2010 inventory URN 10D196NDASTSTY (11) 005 2011
[49] J H Saling Y S Tang and A W Fentiman Radioactive WasteManagement CRC Press 2nd edition 2001
[50] US DOE ldquoStrategy and management and disposal of usednuclear fuel and high-level radioactive wasterdquo 2013
[51] US EPA ldquoSpent nuclear fuel and high level radioactive wasterdquohttpwwwepagovradiationdocsradwaste402-k-94-001-snf hlwhtml
[52] ldquoNuclear fission productsrdquo httpenwikipediaorgwikiNu-clear fission product
[53] C C Lin Radiochemistry in Nuclear Power Reactors TheNational Academy Press 1996
[54] US Environmental Protection Agency ldquoTreatment standardsfor hazardous debrisrdquo 40 CFR Part 268 45 1994
[55] W H Rollins ldquoA contribution to the knowledge of cementsrdquoDental Cosmos vol 21 pp 574ndash576 1879
[56] Q Yang and X Wu ldquoFactors influencing properties of phos-phate cement-based binder for rapid repair of concreterdquoCementand Concrete Research vol 29 no 3 pp 389ndash396 1999
[57] D A Hall R Stevens and B El-Jazairi ldquoThe effect of retarderson the microstructure and mechanical properties of magnesia-phosphate cement mortarrdquo Cement and Concrete Research vol31 no 3 pp 455ndash465 2001
[58] S Y Jeong and A Wagh ldquoFormation of chemically bondedceramics with magnesium dihydrogen phosphate binderrdquo USPatent 6 776 837 2004
[59] ldquoBASF productrdquo httpwwwbuildingsystemsbasfcomp02USWeb-Internetbuildingsystemsen GBcontentmicrosit
[60] D A Hall R Stevens and B El Jazairi ldquoEffect of water contenton the structure and mechanical properties of magnesia-phosphate cement mortarrdquo Journal of the American CeramicSociety vol 81 no 6 pp 1550ndash1556 1998
[61] A S Wagh D Singh and S Jeong ldquoChemically bondedphosphate ceramics for stabilization and solidification of mixedwasterdquo in Hazardous and Waste Treatment Technologies Hand-book C H Ho Ed chapter 6 3 1 pp 1ndash18 CRC Press 2001
[62] W L Ebert S F Wolf and J K Bates ldquoRelease of technetiumfrom defense waste processing facility glassesrdquo in Proceedings ofthe MRS Fall Symposium pp 221ndash227 November 1995
[63] WM Haynes Compiled from CRCHandbook of Chemistry andPhysics CRC Press Boca Raton Fla USA 93rd edition 2012
[64] S E Vinokurov Y M Kulyako O M Slyuntchev S IRovny and B FMyasoedov ldquoLow-temperature immobilizationof actinides and other components of high-level waste inmagnesium potassium phosphate matricesrdquo Journal of NuclearMaterials vol 385 no 1 pp 189ndash192 2009
[65] D Singh V RMandalika S J Parulekar andA SWagh ldquoMag-nesium potassium phosphate ceramic for 99Tc immobilizationrdquoJournal of Nuclear Materials vol 348 no 3 pp 272ndash282 2006
[66] American Society for Testing of Materials ldquoStandard testmethod for static leaching of monolithic waste forms fordisposal of radioactive wasterdquo ASTM C 1220-98 1998
[67] Swedish Environmental Research Institute (IVL) ldquoLifecycleassessment of paint Summary of IVLrdquo Report B 1338-A
[68] A D Wilson B E Kent D Clinton and R P Miller ldquoThe for-mation and microstructure of dental silicate cementsrdquo Journalof Materials Science vol 7 no 2 pp 220ndash238 1972
[69] A S Wagh S Patel and A Mangalam ldquoPhosphate bondedcomposites and methodsrdquo US Patent 8 425 717 2013
[70] US DOE and Office of Security and Safety Assurance ldquoHighlyenriched uranium inventoryrdquo 2006
[71] M Gorbotenko and Y Yuferev ldquoCeramicrete as a means forradioactive waste containment and nuclear shieldingrdquo Reportsby All-Russian Research Institute of Experimental PhysicsFederation to Argonne National Laboratory Sarov Russian2002
[72] V Arkhangelrsquoskiy and A Postnikov ldquoBorated materials andcomponents for nuclear shielding andwaste containment appli-cationsrdquo Final Report of the GIPP and ISTC Project 2807Argonne National Laboratory 2007
[73] Japan Atomic Industrial Forum Inc httpwwwjaiforjpjawnu si introdocument2009m salvatores advanced nfcpdf
[74] J S Neal S Pozzi J Edwards and JMihalczo ldquoMeasurement ofwater and B4C content of rackable can storage boxes for HEUstorage at the HEUMH at the Y-12 security complexrdquo ReportORNLTM-2002254 2002
[75] A S Wagh ldquoCeramicrete an alternative radioactive wasteformrdquo in Stabilization and Solidification of Hazardous Radioac-tive and Mixed Wastes R D Spence Ed chapter 6 2 pp 118ndash129 CRC Press 2005
[76] A S Wagh D Singh and S Jeong ldquoChemically bondedphosphate ceramicsrdquo inHandbook ofMixedWasteManagementTechnology C Oh Ed pp 631ndash6318 CRC Press Boca RatonMass USA 2001
20 ISRN Ceramics
[77] J R Conner Chemical Fixation and Solidification of HazardousWastes von Nostrand Reinhold New York NY USA 1990
[78] W A Ibrahim H Sibak and M Abadir ldquoPreparation andcharacterization of chemically bonded phosphate ceramics(CBPC) for encapsulation of harmful wasterdquo The AmericanJournal of Science vol 7 pp 543ndash548 2011
[79] W Lutze and R Ewing Radioactive Waste Forms for the Future1988
[80] National Academy of Sciences Glass as a waste form andvitrification Technology Summary of an internationalWorkshopThe National Academy Press Washington DC USA 1997
[81] ldquoSRNL fact sheets Glass waste form and vitrification processdevelopmentrdquo httpsrnldoegovfactsglass waste formspdf
[82] Y Wang Handbook of Radioactive Nuclides CRC Press 1969[83] D M Bearden and A Andrews ldquoRadioactive tank waste from
the past production of nuclear weapons background and issuesfor Congressrdquo CRS Report For Congress Order Code RS219882007
[84] Vernadsky Institute of Geochemistry andAnalytical ChemistryldquoCeramicrete stabilization of radioactive salt-containing liquidand sludge wasterdquo Reports on Task No 18 19 and 20 ToArgonne National LaboraTory GIPP Project RCO-10116-MO-03 (ANL) Russian Federation Moscow Russia 2008
[85] Y Onishi J Tingrey B Wells et al ldquoRetrieval and pipelinetransfer assessment of Hanford Tank-241-AN-105 wasterdquo PNNLReport 14144 2003
[86] S V Mattigod M Lindberg J Westsik Jr K Parker and CChung ldquoWaste acceptance testing of secondary waste formscast Stone Ceramicrete and DuraLithrdquo PNNL Report 206322011
[87] K J Cantrell and J Westsik Jr ldquoSecondary waste form downselection data package ceramicreterdquo PNNL Report 20681 2011
[88] G B Josephson J Westsik Jr R Pires J Beckford andM Foote ldquoEngineering-scale demonstration of Duralith andCeramicrete waste formsrdquo PNNL Report 20751 2011
[89] American Nuclear Society ldquoAmerican national standard mea-surement of the leachability in the solidified low-level radioac-tive waste by a short-term procedurerdquo Method ANSIANS 16 11986
[90] U S Environmental Protection Agency (EPA) ldquoTest methodsfor evaluating solid waste Physicalchemical methodsrdquo Docu-ment SW-846 2008
[91] G L Smith M Schweiger D Bates et al ldquoVitrification andproduct testing of C-104 and AZ-102 pretreated sludge mixedwith flow-sheet quantities of secondary wastesrdquo PNNL Report13452
[92] L R Dole and H A Friedman ldquoRadiolytic gas generationfromcement-based hosts forDOE low-level radioactivewastesrdquoORNL Report CONF-860605-14 1986
[93] A S Wagh R Strain S Y Jeong D Reed T Krause and DSingh ldquoStabilization of Rocky Flats Pu-contaminated ashwithinchemically bonded phosphate ceramicsrdquo Journal of NuclearMaterials vol 265 no 3 pp 295ndash307 1999
[94] US Department of Energy ldquoWaste isolation pilot plantrdquohttpwwwwippenergygov
[95] American Society for Testing of Materials (ASTM) ldquoStandardpractice for operating salt-spray (fog) apparatusrdquo B-117
[96] American Society for Testing of Materials (ASTM) ldquoStandardtest method for surface burning characteristics of buildingmaterialsrdquo E-84-17
[97] F Wu J Wei H Guo F Chen H Hong and C Liu ldquoSelf-setting bioactive calcium-magnesium phosphate cement withhigh strength and degradability for bone regenerationrdquo ActaBiomaterialia vol 4 no 6 pp 1873ndash1884 2008
[98] G Mestres and M-P Ginebra ldquoNovel magnesium phosphatecements with high early strength and antibacterial propertiesrdquoActa Biomaterialia vol 7 no 4 pp 1853ndash1861 2011
[99] Wagh S Arun and C Primus ldquoMethod and product forphosphosilicate Slurry for use in dentistry and related bonecementsrdquo US Patent 7 083 672 B2 2006
[100] T Lally ldquoBio-adhesive composition method for adheringobjects to bonerdquo US Patent 6 533 821 2003
[101] K C Y Tay B A Loushine C Oxford et al ldquoIn vitro evaluationof a ceramicrete-based root-end filling materialrdquo Journal ofEndodontics vol 33 no 12 pp 1438ndash1443 2007
[102] A SWagh R Natarajan and R LMcDaniel ldquoNew phosphate-based cement useful for drilling completions in arcticrdquoOil andGas Journal vol 103 no 18 pp 53ndash55 2005
[103] A S Wagh R Natarajan and R L McDaniel ldquoAluminumphosphate cements help with deep high-temperature wellsrdquoOiland Gas Journal vol 104 no 19 pp 39ndash43 2006
[104] A S Wagh R Natarajan R L McDaniel and S PatilldquoCeramicrete blends produce strong low-permeability cementsfor arctic userdquo Oil and Gas Journal vol 103 no 19 pp 48ndash522005
[105] D W Brown L K Powell A S Wagh and S-Y JeongldquoCeramicrete-bonded building materials using forest wasterdquo inProceedings of the 35th International ParticleboardCompositeMaterials Symposium p 182Washington State University April2001
[106] U S EPA Climate Leaders Direct Emissions From CementSector Climate Leaders Greenhouse Gas Inventory Protocol CoreModule Guidance 2003
[107] World Resources Institute About Eutrophication httpwwwwriorgour-workprojecteutrophication-and-hypoxiaabouteutrophication
Submit your manuscripts athttpwwwhindawicom
ScientificaHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CorrosionInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Polymer ScienceInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CeramicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CompositesJournal of
NanoparticlesJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Biomaterials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
NanoscienceJournal of
TextilesHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Journal of
NanotechnologyHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
CrystallographyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CoatingsJournal of
Advances in
Materials Science and EngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Smart Materials Research
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MetallurgyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
BioMed Research International
MaterialsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Nano
materials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal ofNanomaterials

18 ISRN Ceramics
total emission in cement = 05 + 05 = 1 kgkg ofcement
The paper is intended to disseminate scientific progress inthe subject explained to a wider scientific audience with thehope that it will lead to further research and development inthis field for the benefit of a wider international community
Conflict of Interests
Theauthor declares that he has no financial interest in writingthis paper
References
[1] J Aspdin ldquoAn improvement in themodes of producing artificialstonerdquo British Patent 5022 1924
[2] S Sorel ldquoOn the new magnesium cementrdquo Comptes RendusHebdomadire des Seances de lrsquoAcademie des Sciences vol 65 pp102ndash104 1867
[3] A D Wilson ldquoThe chemistry of dental cementsrdquo ChemicalSociety Reviews vol 7 no 2 pp 265ndash296 1978
[4] A Wilson and J Nicholson Acid-Base Cements CambridgeUniversity Press 1993
[5] C Shi P Krivenko and D Roy Alkali Activated Cements andConcretes Taylor and Francis New York NY USA 2006
[6] J Davidovits Geopolymers Chemistry and Applications seriesin civil and structural engineering Woodhead Publishing2009
[7] J L Provis and J S J van Deventer Geopolymer StructuresProcessing Properties and Industrial Applications WoodheadPublishing 2009
[8] A S Wagh Chemically Bonded Phosphate Ceramics Elsevier2004
[9] A E R Westman Phosphate Ceramics Topics in PhosphateChemistry vol 9 John Wiley and Sons New York NY USA1977
[10] T Kanazawa Inorganic Phosphate Materials chapter 1 Elsevier1989
[11] W H Rollins ldquoA contribution to the knowledge of cementsrdquoDental Cosmos vol 21 pp 574ndash576 1979
[12] E S Gaylord ldquoOxyphosphates of zincrdquo Archives of Dentistryvol 33 pp 364ndash380 1989
[13] H Fleck ldquoChemistry of oxyphosphatesrdquoDental Items of Interestvol 24 article 906 1902
[14] W Souder and G Paffenberger Physical Properties of DentalMaterials (US National Bureau of Standards Circular NoC433) 1942
[15] W S Crowell ldquoPhysical chemistry of dental cementsrdquo Journalof the American Dental Association vol 14 pp 1030ndash1048 1927
[16] E W Skinner Science of Dental Materials W B SaundersPhiladelphia Pa USA 3rd edition 1947
[17] B W Darwell ldquoAspects of chemistry of zinc phosphatecementsrdquo Journal of the American Dental Association vol 14pp 1030ndash1048 1929
[18] A D Wilson ldquoZinc oxide dental cementsrdquo in Scientific Aspectsof Dental Materials J A von Fraunhofer Ed pp 159ndash190Butterworths London UK 1975
[19] P J Wisth ldquoThe ability of zinc phosphate and hydro phosphatecements to seal band spacesrdquo Angle Orthodontist vol 42 no 4pp 395ndash398 1972
[20] A S Wagh and S Y Jeong ldquoChemically bonded phosphateceramics I a dissolution model of formationrdquo Journal of theAmerican Ceramic Society vol 86 no 11 pp 1838ndash1844 2003
[21] A S Wagh S Grover and S Y Jeong ldquoChemically bondedphosphate ceramics II warm-temperature process for aluminaceramicsrdquo Journal of the American Ceramic Society vol 86 no11 pp 1845ndash1849 2003
[22] A S Wagh and S Y Jeong ldquoChemically bonded phosphateceramics III reduction mechanism and its application to ironphosphate ceramicsrdquo Journal of the American Ceramic Societyvol 86 no 11 pp 1850ndash1855 2003
[23] A S Wagh and C Primus ldquoMethod and product for phospho-silicate slurry for use in dentistry and related bone cementsrdquo USPatent 7 083 672 2006
[24] C S Rostaing di Rostagni ldquoVerfahrung zur Darstellung vonKitten fur sahnarztliche und ahnliche Awecke bestehend vonGemischen von Pyrophophaten des Calciums oder Bariumsmit den Pyrophosphaten des Zinks oderMagnesiumsrdquo GermanPatent 6015 1878
[25] S B Palmer ldquoZinc phosphatesrdquoDental Cosmos vol 33 pp 364ndash380 1891
[26] A SWagh S Y Jeong and D Singh ldquoHigh strength phosphatecement using industrial byproducts ashesrdquo in Proceedings ofthe 1st International Conference on High Strength Concrete AAzizinmini D Darwin and C French Eds pp 542ndash553 TheAmerican Society of Civil Engineers 1997
[27] W Postl FWalter K Ettinger andH-P Bojar ldquoErsterNachweisdes Kalium-Analogons MgK(PO
4)6H2O von Struvit und der
kristallinen Phase Mg2KH(PO
4)215H2O aus dem ehemali-
gen Bleibergbau Rossblei Eschachalm Schladminger TauernSteiermark Osterreichrdquo Joannea Mineralogie vol 1 pp 45ndash522000
[28] S Graeser W Postl H-P Bojar et al ldquoStruvite-(K) KMgPO4
6H2O the potassium equivalent of struvite a new mineralrdquo
European Journal of Mineralogy vol 20 no 4 pp 629ndash6332008
[29] A S Wagh S Jeong D Lohan and A Elizabeth ldquoChemicallybonded phospho-silicate ceramicsrdquo US Patent 6 518 212 2003
[30] M Pourbaix Atlas of Electrochemical Equilibria in AqueousSolutions National Association of Corrosion Engineers Hous-ton Tex USA 1974
[31] E Soudee and J Pera ldquoMechanism of setting reaction inmagnesia-phosphate cementsrdquo Cement and Concrete Researchvol 32 no 1 pp 153ndash157 2002
[32] E Soudee and J Pera ldquoInfluence of magnesia surface onthe setting time of magnesia-phosphate cementrdquo Cement andConcrete Research vol 32 no 1 pp 153ndash157 2002
[33] M A Carvalho and A M Segadaes ldquoThe hydration of mag-nesium phosphate cements effect of powder characteristics onthe reaction kineticsrdquoMaterials Science Forum vol 591ndash593 pp833ndash838 2008
[34] E M Gartner and D E MacPhee ldquoA physico-chemical basisfor novel cementitious bindersrdquo Cement and Concrete Researchvol 41 no 7 pp 736ndash749 2011
[35] Z Ding B Dong F Xing N Han and Z Li ldquoCementingmechanism of potassium phosphate-based magnesium phos-phate cementrdquo Ceramics International vol 38 pp 6281ndash62882012
[36] F Xing Z Ding and Z-J Li ldquoStudy of potassium-basedmagnesium phosphate cementrdquo Advances in Cement Researchvol 23 no 2 pp 81ndash87 2011
ISRN Ceramics 19
[37] A S Wagh and S Jeong ldquoChemically bonded phosphateceramics of trivalent oxides of iron andmanganeserdquo US Patent6 498 119 2002
[38] L C Chow ldquoCalcium phosphate cements chemistry proper-ties and applicationsrdquo in Proceedings of the Materials ResearchSociety Symposium vol 599 pp 27ndash37 2000
[39] C Klein andC S Hurlbut JrManual ofMineralogy JohnWileyand Sons New York NY USA 20th edition 1985
[40] T Sugama and L E Kukacka ldquoMagnesium monophosphatecements derived from diammonium phosphate solutionsrdquoCement and Concrete Research vol 13 no 3 pp 407ndash416 1983
[41] T Sugama and L E Kukacka ldquoCharacteristics of magnesiumpolyphosphate cements derived from ammonium polyphos-phate solutionsrdquo Cement and Concrete Research vol 13 no 4pp 499ndash506 1983
[42] T Finch and J H Sharp ldquoChemical reactions betweenmagnesiaand aluminium orthophosphate to form magnesia-phosphatecementsrdquo Journal of Materials Science vol 24 no 12 pp 4379ndash4386 1989
[43] S Y Jeong and A Wagh ldquoFormation of chemically bondedceramics with magnesium dihydrogen phosphate binderrdquo USPatent 6 776 837 2004
[44] D Singh A Wagh and M Tlustochowicz ldquoZirconium phos-phate waste forms for low-temperature stabilization of cesium137-containing waste streamsrdquo in Environmental Issues andWaste Management Technologies in the Ceramic and NuclearIndustries II Ceramic Transactions Volume 72 V Jain and D KPeeler Eds pp 167ndash178 1996
[45] IAEA ldquoEstimation of global inventories of radioactive wasteand other radioactive materialsrdquo Report IAEA-TECDOC-15912007
[46] World Nuclear Association httpworld-nuclearorginfoSafety-and-SecuritySafety-of-PlantsFukushima-Accident-2011UdM uv0RjM
[47] IAEA ldquoFukushima Daiichi status reportrdquo 2012[48] Nuclear Decommissioning Authority (UK) Radioactive wastes
in the UK Summary of the 2010 inventory URN 10D196NDASTSTY (11) 005 2011
[49] J H Saling Y S Tang and A W Fentiman Radioactive WasteManagement CRC Press 2nd edition 2001
[50] US DOE ldquoStrategy and management and disposal of usednuclear fuel and high-level radioactive wasterdquo 2013
[51] US EPA ldquoSpent nuclear fuel and high level radioactive wasterdquohttpwwwepagovradiationdocsradwaste402-k-94-001-snf hlwhtml
[52] ldquoNuclear fission productsrdquo httpenwikipediaorgwikiNu-clear fission product
[53] C C Lin Radiochemistry in Nuclear Power Reactors TheNational Academy Press 1996
[54] US Environmental Protection Agency ldquoTreatment standardsfor hazardous debrisrdquo 40 CFR Part 268 45 1994
[55] W H Rollins ldquoA contribution to the knowledge of cementsrdquoDental Cosmos vol 21 pp 574ndash576 1879
[56] Q Yang and X Wu ldquoFactors influencing properties of phos-phate cement-based binder for rapid repair of concreterdquoCementand Concrete Research vol 29 no 3 pp 389ndash396 1999
[57] D A Hall R Stevens and B El-Jazairi ldquoThe effect of retarderson the microstructure and mechanical properties of magnesia-phosphate cement mortarrdquo Cement and Concrete Research vol31 no 3 pp 455ndash465 2001
[58] S Y Jeong and A Wagh ldquoFormation of chemically bondedceramics with magnesium dihydrogen phosphate binderrdquo USPatent 6 776 837 2004
[59] ldquoBASF productrdquo httpwwwbuildingsystemsbasfcomp02USWeb-Internetbuildingsystemsen GBcontentmicrosit
[60] D A Hall R Stevens and B El Jazairi ldquoEffect of water contenton the structure and mechanical properties of magnesia-phosphate cement mortarrdquo Journal of the American CeramicSociety vol 81 no 6 pp 1550ndash1556 1998
[61] A S Wagh D Singh and S Jeong ldquoChemically bondedphosphate ceramics for stabilization and solidification of mixedwasterdquo in Hazardous and Waste Treatment Technologies Hand-book C H Ho Ed chapter 6 3 1 pp 1ndash18 CRC Press 2001
[62] W L Ebert S F Wolf and J K Bates ldquoRelease of technetiumfrom defense waste processing facility glassesrdquo in Proceedings ofthe MRS Fall Symposium pp 221ndash227 November 1995
[63] WM Haynes Compiled from CRCHandbook of Chemistry andPhysics CRC Press Boca Raton Fla USA 93rd edition 2012
[64] S E Vinokurov Y M Kulyako O M Slyuntchev S IRovny and B FMyasoedov ldquoLow-temperature immobilizationof actinides and other components of high-level waste inmagnesium potassium phosphate matricesrdquo Journal of NuclearMaterials vol 385 no 1 pp 189ndash192 2009
[65] D Singh V RMandalika S J Parulekar andA SWagh ldquoMag-nesium potassium phosphate ceramic for 99Tc immobilizationrdquoJournal of Nuclear Materials vol 348 no 3 pp 272ndash282 2006
[66] American Society for Testing of Materials ldquoStandard testmethod for static leaching of monolithic waste forms fordisposal of radioactive wasterdquo ASTM C 1220-98 1998
[67] Swedish Environmental Research Institute (IVL) ldquoLifecycleassessment of paint Summary of IVLrdquo Report B 1338-A
[68] A D Wilson B E Kent D Clinton and R P Miller ldquoThe for-mation and microstructure of dental silicate cementsrdquo Journalof Materials Science vol 7 no 2 pp 220ndash238 1972
[69] A S Wagh S Patel and A Mangalam ldquoPhosphate bondedcomposites and methodsrdquo US Patent 8 425 717 2013
[70] US DOE and Office of Security and Safety Assurance ldquoHighlyenriched uranium inventoryrdquo 2006
[71] M Gorbotenko and Y Yuferev ldquoCeramicrete as a means forradioactive waste containment and nuclear shieldingrdquo Reportsby All-Russian Research Institute of Experimental PhysicsFederation to Argonne National Laboratory Sarov Russian2002
[72] V Arkhangelrsquoskiy and A Postnikov ldquoBorated materials andcomponents for nuclear shielding andwaste containment appli-cationsrdquo Final Report of the GIPP and ISTC Project 2807Argonne National Laboratory 2007
[73] Japan Atomic Industrial Forum Inc httpwwwjaiforjpjawnu si introdocument2009m salvatores advanced nfcpdf
[74] J S Neal S Pozzi J Edwards and JMihalczo ldquoMeasurement ofwater and B4C content of rackable can storage boxes for HEUstorage at the HEUMH at the Y-12 security complexrdquo ReportORNLTM-2002254 2002
[75] A S Wagh ldquoCeramicrete an alternative radioactive wasteformrdquo in Stabilization and Solidification of Hazardous Radioac-tive and Mixed Wastes R D Spence Ed chapter 6 2 pp 118ndash129 CRC Press 2005
[76] A S Wagh D Singh and S Jeong ldquoChemically bondedphosphate ceramicsrdquo inHandbook ofMixedWasteManagementTechnology C Oh Ed pp 631ndash6318 CRC Press Boca RatonMass USA 2001
20 ISRN Ceramics
[77] J R Conner Chemical Fixation and Solidification of HazardousWastes von Nostrand Reinhold New York NY USA 1990
[78] W A Ibrahim H Sibak and M Abadir ldquoPreparation andcharacterization of chemically bonded phosphate ceramics(CBPC) for encapsulation of harmful wasterdquo The AmericanJournal of Science vol 7 pp 543ndash548 2011
[79] W Lutze and R Ewing Radioactive Waste Forms for the Future1988
[80] National Academy of Sciences Glass as a waste form andvitrification Technology Summary of an internationalWorkshopThe National Academy Press Washington DC USA 1997
[81] ldquoSRNL fact sheets Glass waste form and vitrification processdevelopmentrdquo httpsrnldoegovfactsglass waste formspdf
[82] Y Wang Handbook of Radioactive Nuclides CRC Press 1969[83] D M Bearden and A Andrews ldquoRadioactive tank waste from
the past production of nuclear weapons background and issuesfor Congressrdquo CRS Report For Congress Order Code RS219882007
[84] Vernadsky Institute of Geochemistry andAnalytical ChemistryldquoCeramicrete stabilization of radioactive salt-containing liquidand sludge wasterdquo Reports on Task No 18 19 and 20 ToArgonne National LaboraTory GIPP Project RCO-10116-MO-03 (ANL) Russian Federation Moscow Russia 2008
[85] Y Onishi J Tingrey B Wells et al ldquoRetrieval and pipelinetransfer assessment of Hanford Tank-241-AN-105 wasterdquo PNNLReport 14144 2003
[86] S V Mattigod M Lindberg J Westsik Jr K Parker and CChung ldquoWaste acceptance testing of secondary waste formscast Stone Ceramicrete and DuraLithrdquo PNNL Report 206322011
[87] K J Cantrell and J Westsik Jr ldquoSecondary waste form downselection data package ceramicreterdquo PNNL Report 20681 2011
[88] G B Josephson J Westsik Jr R Pires J Beckford andM Foote ldquoEngineering-scale demonstration of Duralith andCeramicrete waste formsrdquo PNNL Report 20751 2011
[89] American Nuclear Society ldquoAmerican national standard mea-surement of the leachability in the solidified low-level radioac-tive waste by a short-term procedurerdquo Method ANSIANS 16 11986
[90] U S Environmental Protection Agency (EPA) ldquoTest methodsfor evaluating solid waste Physicalchemical methodsrdquo Docu-ment SW-846 2008
[91] G L Smith M Schweiger D Bates et al ldquoVitrification andproduct testing of C-104 and AZ-102 pretreated sludge mixedwith flow-sheet quantities of secondary wastesrdquo PNNL Report13452
[92] L R Dole and H A Friedman ldquoRadiolytic gas generationfromcement-based hosts forDOE low-level radioactivewastesrdquoORNL Report CONF-860605-14 1986
[93] A S Wagh R Strain S Y Jeong D Reed T Krause and DSingh ldquoStabilization of Rocky Flats Pu-contaminated ashwithinchemically bonded phosphate ceramicsrdquo Journal of NuclearMaterials vol 265 no 3 pp 295ndash307 1999
[94] US Department of Energy ldquoWaste isolation pilot plantrdquohttpwwwwippenergygov
[95] American Society for Testing of Materials (ASTM) ldquoStandardpractice for operating salt-spray (fog) apparatusrdquo B-117
[96] American Society for Testing of Materials (ASTM) ldquoStandardtest method for surface burning characteristics of buildingmaterialsrdquo E-84-17
[97] F Wu J Wei H Guo F Chen H Hong and C Liu ldquoSelf-setting bioactive calcium-magnesium phosphate cement withhigh strength and degradability for bone regenerationrdquo ActaBiomaterialia vol 4 no 6 pp 1873ndash1884 2008
[98] G Mestres and M-P Ginebra ldquoNovel magnesium phosphatecements with high early strength and antibacterial propertiesrdquoActa Biomaterialia vol 7 no 4 pp 1853ndash1861 2011
[99] Wagh S Arun and C Primus ldquoMethod and product forphosphosilicate Slurry for use in dentistry and related bonecementsrdquo US Patent 7 083 672 B2 2006
[100] T Lally ldquoBio-adhesive composition method for adheringobjects to bonerdquo US Patent 6 533 821 2003
[101] K C Y Tay B A Loushine C Oxford et al ldquoIn vitro evaluationof a ceramicrete-based root-end filling materialrdquo Journal ofEndodontics vol 33 no 12 pp 1438ndash1443 2007
[102] A SWagh R Natarajan and R LMcDaniel ldquoNew phosphate-based cement useful for drilling completions in arcticrdquoOil andGas Journal vol 103 no 18 pp 53ndash55 2005
[103] A S Wagh R Natarajan and R L McDaniel ldquoAluminumphosphate cements help with deep high-temperature wellsrdquoOiland Gas Journal vol 104 no 19 pp 39ndash43 2006
[104] A S Wagh R Natarajan R L McDaniel and S PatilldquoCeramicrete blends produce strong low-permeability cementsfor arctic userdquo Oil and Gas Journal vol 103 no 19 pp 48ndash522005
[105] D W Brown L K Powell A S Wagh and S-Y JeongldquoCeramicrete-bonded building materials using forest wasterdquo inProceedings of the 35th International ParticleboardCompositeMaterials Symposium p 182Washington State University April2001
[106] U S EPA Climate Leaders Direct Emissions From CementSector Climate Leaders Greenhouse Gas Inventory Protocol CoreModule Guidance 2003
[107] World Resources Institute About Eutrophication httpwwwwriorgour-workprojecteutrophication-and-hypoxiaabouteutrophication
Submit your manuscripts athttpwwwhindawicom
ScientificaHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CorrosionInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Polymer ScienceInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CeramicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CompositesJournal of
NanoparticlesJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Biomaterials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
NanoscienceJournal of
TextilesHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Journal of
NanotechnologyHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
CrystallographyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CoatingsJournal of
Advances in
Materials Science and EngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Smart Materials Research
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MetallurgyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
BioMed Research International
MaterialsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Nano
materials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal ofNanomaterials

ISRN Ceramics 19
[37] A S Wagh and S Jeong ldquoChemically bonded phosphateceramics of trivalent oxides of iron andmanganeserdquo US Patent6 498 119 2002
[38] L C Chow ldquoCalcium phosphate cements chemistry proper-ties and applicationsrdquo in Proceedings of the Materials ResearchSociety Symposium vol 599 pp 27ndash37 2000
[39] C Klein andC S Hurlbut JrManual ofMineralogy JohnWileyand Sons New York NY USA 20th edition 1985
[40] T Sugama and L E Kukacka ldquoMagnesium monophosphatecements derived from diammonium phosphate solutionsrdquoCement and Concrete Research vol 13 no 3 pp 407ndash416 1983
[41] T Sugama and L E Kukacka ldquoCharacteristics of magnesiumpolyphosphate cements derived from ammonium polyphos-phate solutionsrdquo Cement and Concrete Research vol 13 no 4pp 499ndash506 1983
[42] T Finch and J H Sharp ldquoChemical reactions betweenmagnesiaand aluminium orthophosphate to form magnesia-phosphatecementsrdquo Journal of Materials Science vol 24 no 12 pp 4379ndash4386 1989
[43] S Y Jeong and A Wagh ldquoFormation of chemically bondedceramics with magnesium dihydrogen phosphate binderrdquo USPatent 6 776 837 2004
[44] D Singh A Wagh and M Tlustochowicz ldquoZirconium phos-phate waste forms for low-temperature stabilization of cesium137-containing waste streamsrdquo in Environmental Issues andWaste Management Technologies in the Ceramic and NuclearIndustries II Ceramic Transactions Volume 72 V Jain and D KPeeler Eds pp 167ndash178 1996
[45] IAEA ldquoEstimation of global inventories of radioactive wasteand other radioactive materialsrdquo Report IAEA-TECDOC-15912007
[46] World Nuclear Association httpworld-nuclearorginfoSafety-and-SecuritySafety-of-PlantsFukushima-Accident-2011UdM uv0RjM
[47] IAEA ldquoFukushima Daiichi status reportrdquo 2012[48] Nuclear Decommissioning Authority (UK) Radioactive wastes
in the UK Summary of the 2010 inventory URN 10D196NDASTSTY (11) 005 2011
[49] J H Saling Y S Tang and A W Fentiman Radioactive WasteManagement CRC Press 2nd edition 2001
[50] US DOE ldquoStrategy and management and disposal of usednuclear fuel and high-level radioactive wasterdquo 2013
[51] US EPA ldquoSpent nuclear fuel and high level radioactive wasterdquohttpwwwepagovradiationdocsradwaste402-k-94-001-snf hlwhtml
[52] ldquoNuclear fission productsrdquo httpenwikipediaorgwikiNu-clear fission product
[53] C C Lin Radiochemistry in Nuclear Power Reactors TheNational Academy Press 1996
[54] US Environmental Protection Agency ldquoTreatment standardsfor hazardous debrisrdquo 40 CFR Part 268 45 1994
[55] W H Rollins ldquoA contribution to the knowledge of cementsrdquoDental Cosmos vol 21 pp 574ndash576 1879
[56] Q Yang and X Wu ldquoFactors influencing properties of phos-phate cement-based binder for rapid repair of concreterdquoCementand Concrete Research vol 29 no 3 pp 389ndash396 1999
[57] D A Hall R Stevens and B El-Jazairi ldquoThe effect of retarderson the microstructure and mechanical properties of magnesia-phosphate cement mortarrdquo Cement and Concrete Research vol31 no 3 pp 455ndash465 2001
[58] S Y Jeong and A Wagh ldquoFormation of chemically bondedceramics with magnesium dihydrogen phosphate binderrdquo USPatent 6 776 837 2004
[59] ldquoBASF productrdquo httpwwwbuildingsystemsbasfcomp02USWeb-Internetbuildingsystemsen GBcontentmicrosit
[60] D A Hall R Stevens and B El Jazairi ldquoEffect of water contenton the structure and mechanical properties of magnesia-phosphate cement mortarrdquo Journal of the American CeramicSociety vol 81 no 6 pp 1550ndash1556 1998
[61] A S Wagh D Singh and S Jeong ldquoChemically bondedphosphate ceramics for stabilization and solidification of mixedwasterdquo in Hazardous and Waste Treatment Technologies Hand-book C H Ho Ed chapter 6 3 1 pp 1ndash18 CRC Press 2001
[62] W L Ebert S F Wolf and J K Bates ldquoRelease of technetiumfrom defense waste processing facility glassesrdquo in Proceedings ofthe MRS Fall Symposium pp 221ndash227 November 1995
[63] WM Haynes Compiled from CRCHandbook of Chemistry andPhysics CRC Press Boca Raton Fla USA 93rd edition 2012
[64] S E Vinokurov Y M Kulyako O M Slyuntchev S IRovny and B FMyasoedov ldquoLow-temperature immobilizationof actinides and other components of high-level waste inmagnesium potassium phosphate matricesrdquo Journal of NuclearMaterials vol 385 no 1 pp 189ndash192 2009
[65] D Singh V RMandalika S J Parulekar andA SWagh ldquoMag-nesium potassium phosphate ceramic for 99Tc immobilizationrdquoJournal of Nuclear Materials vol 348 no 3 pp 272ndash282 2006
[66] American Society for Testing of Materials ldquoStandard testmethod for static leaching of monolithic waste forms fordisposal of radioactive wasterdquo ASTM C 1220-98 1998
[67] Swedish Environmental Research Institute (IVL) ldquoLifecycleassessment of paint Summary of IVLrdquo Report B 1338-A
[68] A D Wilson B E Kent D Clinton and R P Miller ldquoThe for-mation and microstructure of dental silicate cementsrdquo Journalof Materials Science vol 7 no 2 pp 220ndash238 1972
[69] A S Wagh S Patel and A Mangalam ldquoPhosphate bondedcomposites and methodsrdquo US Patent 8 425 717 2013
[70] US DOE and Office of Security and Safety Assurance ldquoHighlyenriched uranium inventoryrdquo 2006
[71] M Gorbotenko and Y Yuferev ldquoCeramicrete as a means forradioactive waste containment and nuclear shieldingrdquo Reportsby All-Russian Research Institute of Experimental PhysicsFederation to Argonne National Laboratory Sarov Russian2002
[72] V Arkhangelrsquoskiy and A Postnikov ldquoBorated materials andcomponents for nuclear shielding andwaste containment appli-cationsrdquo Final Report of the GIPP and ISTC Project 2807Argonne National Laboratory 2007
[73] Japan Atomic Industrial Forum Inc httpwwwjaiforjpjawnu si introdocument2009m salvatores advanced nfcpdf
[74] J S Neal S Pozzi J Edwards and JMihalczo ldquoMeasurement ofwater and B4C content of rackable can storage boxes for HEUstorage at the HEUMH at the Y-12 security complexrdquo ReportORNLTM-2002254 2002
[75] A S Wagh ldquoCeramicrete an alternative radioactive wasteformrdquo in Stabilization and Solidification of Hazardous Radioac-tive and Mixed Wastes R D Spence Ed chapter 6 2 pp 118ndash129 CRC Press 2005
[76] A S Wagh D Singh and S Jeong ldquoChemically bondedphosphate ceramicsrdquo inHandbook ofMixedWasteManagementTechnology C Oh Ed pp 631ndash6318 CRC Press Boca RatonMass USA 2001
20 ISRN Ceramics
[77] J R Conner Chemical Fixation and Solidification of HazardousWastes von Nostrand Reinhold New York NY USA 1990
[78] W A Ibrahim H Sibak and M Abadir ldquoPreparation andcharacterization of chemically bonded phosphate ceramics(CBPC) for encapsulation of harmful wasterdquo The AmericanJournal of Science vol 7 pp 543ndash548 2011
[79] W Lutze and R Ewing Radioactive Waste Forms for the Future1988
[80] National Academy of Sciences Glass as a waste form andvitrification Technology Summary of an internationalWorkshopThe National Academy Press Washington DC USA 1997
[81] ldquoSRNL fact sheets Glass waste form and vitrification processdevelopmentrdquo httpsrnldoegovfactsglass waste formspdf
[82] Y Wang Handbook of Radioactive Nuclides CRC Press 1969[83] D M Bearden and A Andrews ldquoRadioactive tank waste from
the past production of nuclear weapons background and issuesfor Congressrdquo CRS Report For Congress Order Code RS219882007
[84] Vernadsky Institute of Geochemistry andAnalytical ChemistryldquoCeramicrete stabilization of radioactive salt-containing liquidand sludge wasterdquo Reports on Task No 18 19 and 20 ToArgonne National LaboraTory GIPP Project RCO-10116-MO-03 (ANL) Russian Federation Moscow Russia 2008
[85] Y Onishi J Tingrey B Wells et al ldquoRetrieval and pipelinetransfer assessment of Hanford Tank-241-AN-105 wasterdquo PNNLReport 14144 2003
[86] S V Mattigod M Lindberg J Westsik Jr K Parker and CChung ldquoWaste acceptance testing of secondary waste formscast Stone Ceramicrete and DuraLithrdquo PNNL Report 206322011
[87] K J Cantrell and J Westsik Jr ldquoSecondary waste form downselection data package ceramicreterdquo PNNL Report 20681 2011
[88] G B Josephson J Westsik Jr R Pires J Beckford andM Foote ldquoEngineering-scale demonstration of Duralith andCeramicrete waste formsrdquo PNNL Report 20751 2011
[89] American Nuclear Society ldquoAmerican national standard mea-surement of the leachability in the solidified low-level radioac-tive waste by a short-term procedurerdquo Method ANSIANS 16 11986
[90] U S Environmental Protection Agency (EPA) ldquoTest methodsfor evaluating solid waste Physicalchemical methodsrdquo Docu-ment SW-846 2008
[91] G L Smith M Schweiger D Bates et al ldquoVitrification andproduct testing of C-104 and AZ-102 pretreated sludge mixedwith flow-sheet quantities of secondary wastesrdquo PNNL Report13452
[92] L R Dole and H A Friedman ldquoRadiolytic gas generationfromcement-based hosts forDOE low-level radioactivewastesrdquoORNL Report CONF-860605-14 1986
[93] A S Wagh R Strain S Y Jeong D Reed T Krause and DSingh ldquoStabilization of Rocky Flats Pu-contaminated ashwithinchemically bonded phosphate ceramicsrdquo Journal of NuclearMaterials vol 265 no 3 pp 295ndash307 1999
[94] US Department of Energy ldquoWaste isolation pilot plantrdquohttpwwwwippenergygov
[95] American Society for Testing of Materials (ASTM) ldquoStandardpractice for operating salt-spray (fog) apparatusrdquo B-117
[96] American Society for Testing of Materials (ASTM) ldquoStandardtest method for surface burning characteristics of buildingmaterialsrdquo E-84-17
[97] F Wu J Wei H Guo F Chen H Hong and C Liu ldquoSelf-setting bioactive calcium-magnesium phosphate cement withhigh strength and degradability for bone regenerationrdquo ActaBiomaterialia vol 4 no 6 pp 1873ndash1884 2008
[98] G Mestres and M-P Ginebra ldquoNovel magnesium phosphatecements with high early strength and antibacterial propertiesrdquoActa Biomaterialia vol 7 no 4 pp 1853ndash1861 2011
[99] Wagh S Arun and C Primus ldquoMethod and product forphosphosilicate Slurry for use in dentistry and related bonecementsrdquo US Patent 7 083 672 B2 2006
[100] T Lally ldquoBio-adhesive composition method for adheringobjects to bonerdquo US Patent 6 533 821 2003
[101] K C Y Tay B A Loushine C Oxford et al ldquoIn vitro evaluationof a ceramicrete-based root-end filling materialrdquo Journal ofEndodontics vol 33 no 12 pp 1438ndash1443 2007
[102] A SWagh R Natarajan and R LMcDaniel ldquoNew phosphate-based cement useful for drilling completions in arcticrdquoOil andGas Journal vol 103 no 18 pp 53ndash55 2005
[103] A S Wagh R Natarajan and R L McDaniel ldquoAluminumphosphate cements help with deep high-temperature wellsrdquoOiland Gas Journal vol 104 no 19 pp 39ndash43 2006
[104] A S Wagh R Natarajan R L McDaniel and S PatilldquoCeramicrete blends produce strong low-permeability cementsfor arctic userdquo Oil and Gas Journal vol 103 no 19 pp 48ndash522005
[105] D W Brown L K Powell A S Wagh and S-Y JeongldquoCeramicrete-bonded building materials using forest wasterdquo inProceedings of the 35th International ParticleboardCompositeMaterials Symposium p 182Washington State University April2001
[106] U S EPA Climate Leaders Direct Emissions From CementSector Climate Leaders Greenhouse Gas Inventory Protocol CoreModule Guidance 2003
[107] World Resources Institute About Eutrophication httpwwwwriorgour-workprojecteutrophication-and-hypoxiaabouteutrophication
Submit your manuscripts athttpwwwhindawicom
ScientificaHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CorrosionInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Polymer ScienceInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CeramicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CompositesJournal of
NanoparticlesJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Biomaterials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
NanoscienceJournal of
TextilesHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Journal of
NanotechnologyHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
CrystallographyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CoatingsJournal of
Advances in
Materials Science and EngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Smart Materials Research
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MetallurgyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
BioMed Research International
MaterialsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Nano
materials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal ofNanomaterials
20 ISRN Ceramics
[77] J R Conner Chemical Fixation and Solidification of HazardousWastes von Nostrand Reinhold New York NY USA 1990
[78] W A Ibrahim H Sibak and M Abadir ldquoPreparation andcharacterization of chemically bonded phosphate ceramics(CBPC) for encapsulation of harmful wasterdquo The AmericanJournal of Science vol 7 pp 543ndash548 2011
[79] W Lutze and R Ewing Radioactive Waste Forms for the Future1988
[80] National Academy of Sciences Glass as a waste form andvitrification Technology Summary of an internationalWorkshopThe National Academy Press Washington DC USA 1997
[81] ldquoSRNL fact sheets Glass waste form and vitrification processdevelopmentrdquo httpsrnldoegovfactsglass waste formspdf
[82] Y Wang Handbook of Radioactive Nuclides CRC Press 1969[83] D M Bearden and A Andrews ldquoRadioactive tank waste from
the past production of nuclear weapons background and issuesfor Congressrdquo CRS Report For Congress Order Code RS219882007
[84] Vernadsky Institute of Geochemistry andAnalytical ChemistryldquoCeramicrete stabilization of radioactive salt-containing liquidand sludge wasterdquo Reports on Task No 18 19 and 20 ToArgonne National LaboraTory GIPP Project RCO-10116-MO-03 (ANL) Russian Federation Moscow Russia 2008
[85] Y Onishi J Tingrey B Wells et al ldquoRetrieval and pipelinetransfer assessment of Hanford Tank-241-AN-105 wasterdquo PNNLReport 14144 2003
[86] S V Mattigod M Lindberg J Westsik Jr K Parker and CChung ldquoWaste acceptance testing of secondary waste formscast Stone Ceramicrete and DuraLithrdquo PNNL Report 206322011
[87] K J Cantrell and J Westsik Jr ldquoSecondary waste form downselection data package ceramicreterdquo PNNL Report 20681 2011
[88] G B Josephson J Westsik Jr R Pires J Beckford andM Foote ldquoEngineering-scale demonstration of Duralith andCeramicrete waste formsrdquo PNNL Report 20751 2011
[89] American Nuclear Society ldquoAmerican national standard mea-surement of the leachability in the solidified low-level radioac-tive waste by a short-term procedurerdquo Method ANSIANS 16 11986
[90] U S Environmental Protection Agency (EPA) ldquoTest methodsfor evaluating solid waste Physicalchemical methodsrdquo Docu-ment SW-846 2008
[91] G L Smith M Schweiger D Bates et al ldquoVitrification andproduct testing of C-104 and AZ-102 pretreated sludge mixedwith flow-sheet quantities of secondary wastesrdquo PNNL Report13452
[92] L R Dole and H A Friedman ldquoRadiolytic gas generationfromcement-based hosts forDOE low-level radioactivewastesrdquoORNL Report CONF-860605-14 1986
[93] A S Wagh R Strain S Y Jeong D Reed T Krause and DSingh ldquoStabilization of Rocky Flats Pu-contaminated ashwithinchemically bonded phosphate ceramicsrdquo Journal of NuclearMaterials vol 265 no 3 pp 295ndash307 1999
[94] US Department of Energy ldquoWaste isolation pilot plantrdquohttpwwwwippenergygov
[95] American Society for Testing of Materials (ASTM) ldquoStandardpractice for operating salt-spray (fog) apparatusrdquo B-117
[96] American Society for Testing of Materials (ASTM) ldquoStandardtest method for surface burning characteristics of buildingmaterialsrdquo E-84-17
[97] F Wu J Wei H Guo F Chen H Hong and C Liu ldquoSelf-setting bioactive calcium-magnesium phosphate cement withhigh strength and degradability for bone regenerationrdquo ActaBiomaterialia vol 4 no 6 pp 1873ndash1884 2008
[98] G Mestres and M-P Ginebra ldquoNovel magnesium phosphatecements with high early strength and antibacterial propertiesrdquoActa Biomaterialia vol 7 no 4 pp 1853ndash1861 2011
[99] Wagh S Arun and C Primus ldquoMethod and product forphosphosilicate Slurry for use in dentistry and related bonecementsrdquo US Patent 7 083 672 B2 2006
[100] T Lally ldquoBio-adhesive composition method for adheringobjects to bonerdquo US Patent 6 533 821 2003
[101] K C Y Tay B A Loushine C Oxford et al ldquoIn vitro evaluationof a ceramicrete-based root-end filling materialrdquo Journal ofEndodontics vol 33 no 12 pp 1438ndash1443 2007
[102] A SWagh R Natarajan and R LMcDaniel ldquoNew phosphate-based cement useful for drilling completions in arcticrdquoOil andGas Journal vol 103 no 18 pp 53ndash55 2005
[103] A S Wagh R Natarajan and R L McDaniel ldquoAluminumphosphate cements help with deep high-temperature wellsrdquoOiland Gas Journal vol 104 no 19 pp 39ndash43 2006
[104] A S Wagh R Natarajan R L McDaniel and S PatilldquoCeramicrete blends produce strong low-permeability cementsfor arctic userdquo Oil and Gas Journal vol 103 no 19 pp 48ndash522005
[105] D W Brown L K Powell A S Wagh and S-Y JeongldquoCeramicrete-bonded building materials using forest wasterdquo inProceedings of the 35th International ParticleboardCompositeMaterials Symposium p 182Washington State University April2001
[106] U S EPA Climate Leaders Direct Emissions From CementSector Climate Leaders Greenhouse Gas Inventory Protocol CoreModule Guidance 2003
[107] World Resources Institute About Eutrophication httpwwwwriorgour-workprojecteutrophication-and-hypoxiaabouteutrophication
Submit your manuscripts athttpwwwhindawicom
ScientificaHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CorrosionInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Polymer ScienceInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CeramicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CompositesJournal of
NanoparticlesJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Biomaterials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
NanoscienceJournal of
TextilesHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Journal of
NanotechnologyHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
CrystallographyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CoatingsJournal of
Advances in
Materials Science and EngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Smart Materials Research
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MetallurgyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
BioMed Research International
MaterialsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Nano
materials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal ofNanomaterials
Submit your manuscripts athttpwwwhindawicom
ScientificaHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CorrosionInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Polymer ScienceInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CeramicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CompositesJournal of
NanoparticlesJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Biomaterials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
NanoscienceJournal of
TextilesHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Journal of
NanotechnologyHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
CrystallographyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CoatingsJournal of
Advances in
Materials Science and EngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Smart Materials Research
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MetallurgyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
BioMed Research International
MaterialsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Nano
materials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal ofNanomaterials


















