.. reverse osmosis · aes research project 45 sur/fin 79, session l. closed-loop treatment of zinc...
31
.. .. . i. ... . ' .?. 0 TY, K.J. DR.; KUBAREWICZ, J.W. REVERSE OSMOSIS FIELD TEST: CLOSED LOOP RECOVERY OF ZINC CYANIDE RINSEWATER AES RESEARCH PROJECT 45 SUR/FIN 79, SESSION L. CLOSED-LOOP TREATMENT OF ZINC CYANIDE RINSEWATERS USING REVERSE OSMOSIS FOR CONCENTRATION OF THE DILUTE RINSEWATERS FOLLOWED BY THE CONCENTRATE TO THE PLATING BATH. THE TECHNICAL FEASIBILITY OF THE CONCEPT WAS SUCCESSFULLY DEMONSTRATED USING THE PA-300 MEMBRANE k A FIELD TEST HASBEEN CONDUCTED TO DEMONSTRATE THE FEASIBILITY OF , EVAPORATION TO ACHIEVE THE VOLUME REDUCTION REQUIRED TO RETURN ,*...I^. -+. -. .__II_C I Ir\ 3
Transcript of .. reverse osmosis · aes research project 45 sur/fin 79, session l. closed-loop treatment of zinc...
-
. . . . .
i .
... .'.?.
0
TY, K.J. DR.; KUBAREWICZ, J.W. REVERSE OSMOSIS FIELD TEST: CLOSED LOOP RECOVERY OF ZINC CYANIDE RINSEWATER AES RESEARCH PROJECT 45 SUR/FIN 79, SESSION L.
CLOSED-LOOP TREATMENT OF ZINC CYANIDE RINSEWATERS USING REVERSE OSMOSIS FOR CONCENTRATION OF THE DILUTE RINSEWATERS FOLLOWED BY
THE CONCENTRATE TO THE PLATING BATH. THE TECHNICAL FEASIBILITY OF THE CONCEPT WAS SUCCESSFULLY DEMONSTRATED USING THE PA-300 MEMBRANE
k
A FIELD TEST HASBEEN CONDUCTED TO DEMONSTRATE THE FEASIBILITY OF
, EVAPORATION TO ACHIEVE THE VOLUME REDUCTION REQUIRED TO RETURN
,*...Î. -+. -. .__II_C
I
Ir\ 3
-
I a ,
ABSTRACT
A f i e l d t e s t was conducted t o demonstrate closed-loop recovery of zinc , cyanide rinsewater a t a job shop plating f a c i l i t y . Since the zinc cyanide
b a t h operates a t room temperature with very l i t t l e evaporation from the bath, reverse osmosis (RO) treatment of the rinsewater m u s t be supplemented by
.. evaporation i n order to achieve the volume reduction necessary for return of ' a concentrate t o the plating bath. The permeate from the RO u n i t was recycled t o the f i r s t rinse a f t e r p l a t i n g while the d i s t i l l a t e from the evaporator was recycled to the second rinse a f t e r plating. Continuous, unattended operation of this system was demonstrated w i t h no adverse e f f ec t s on plating quali ty.
%.
%
Spiral-wound PA-300 membrane modules were used i n t e R O u n ' ' , tests were conducted throughout the demonstration t o char P e r i ze meubrane
performance under standard conditions. These t e s t s indicated a gradual loss in membrane f l u x and rejection. After 3,000 hours of exposure t o the rinse- water, the membranes were cleaned by flushing w i t h a cleaning solut ion. The cleaning resulted i n nearly complete restoration o f f l u x and reject ion. The gradual loss i n membrane performance i s thus a t t r i bu tab le t o fouling of the membrane by par t iculates i n the rinsewater. Such fouling can be reduced by better pre-fi 7 t ra t ion and reversed by periodic cleaning.
Peri odi c ."
The economics of the combined RO evaporation system were assessed for a system designed to provide rinsing equivalent to the present two-stage counter- current r inse a t the demonstration s i t e . The analysis showed t h a t the total operating cost (including amor t i za t ion ) was somewhat l e s s f o r the combined RO evaporation system t h a n for evaporation alone, The m i n i m u m cost occurred for 90% water recovery i n the RO system. recovery were insuf f ic ien t t o completely of f - se t the to ta l operating "cost of the recovery system.
However c red i t s f o r rinsewater
1
I
-
I
i n acceptable l i f e f o r the conventional commercial membranes' (cel lulose ace- t a t e and aromatic polyamide). I? addition, nickel baths operate a t elevated temperatures where substanti a1 evaporation occurs, and' closed-loop operation can be achieved with RO alone.
INTRODUCTION 1 Wastewater treatment technologies fo r the electroplat ing indus t ry can
be broad1.y c l a s s i f i ed a s end-of-pipe destruction processes or i n - p l a n t recOv, ery processes. eff luent t o remove a mixture of heavy metals. A t present i t i s neither tech- nical ly nor economically feas ib le t o recover and recycle metals from the end- of-pipe processes (1). On the other hand, in-plant recover processes treat rinsewater from a spec i f ic plating b a t h (o r other operation J making i t pas- s ib l e t o recover and return the heavy metals t o the plat ing bath.
Because of the inherent disadvantage of end-of-pi pe treatment -- loss of valuable plat ing chemicals, cost o f treatment chemicals, cost o f sludge disposal -- increasing at tent ion has been focused on closed-loop recovery methods. favorable resulting i n rapid payback on the capi ta l investment for recovery equipment (2 ) .
The end-of -pipe destruction processes t r e a t a to ta l shop
In many cases, the economics of closed-loop recovery have been very
Aside from a few applications i n which closed-loop recovery can be achieved by countercurrent r i n s i n g along, some technique m u s t be used to remove the dis. solved plating chemicals from the rinsewater. under development, evaporation, reverse osmosis ( R O ) , and i on exchange are the most commonly used processes for rinsewater recovery (1 ,3 ) . Each of these techniques has par t icu lar advantages and disadvantages, and the best technique o r combination of techniques will depend on factors spec i f i c to each a p p l i - cation.
A1 though other techniques are
A number of advantages can be ci ted fo r the use of R O i n rinsewater
I recovery. and minimal space requirements. two major l imitat ions fo r RO a r e : These include low capi ta l cos t , low energy and operating costs,
However, there are a lso some limitations. The
1 . The membrane modules deter iorate w i t h time and require periodic replacement. The r a t e of deter iorat ion depends on the type o f membrane, the rinsewater pH and temperature, and the concentration of other reactants i n the r k e w a t e r such as oxidants.
Reverse osmosis cannot produce a highly concentrated stream f o r recyle t o the plating b a t h . baths, RO mus t be supplemented w i t h some o ther concentration technique, such as evaporation, i n order t o c lose the loop.
t - - 2
T h u s f o r ambient temperature
I
2
-
Several programs, j o i n t l y sponsored by EPA and AES, have been conducted to evaluate the appl icabi l i ty of RO to plating baths other than nickel Laboratory t e s t s were conducted w i t h a variety of newly developed membranes and rinsewaters w i t h extreme pH levels (6). These t e s t s indicated t h a t of the mem- branes tested, the PA-300 was superior t o the other membranes fo r treatment of copper cyani de I) zi nc cyandi e , and chromi c acid rinsewaters. has since been commercialized (current ly designated TFC-PA; manufactured by Fluid Systems Division of LOP) and i s avai lable i n a spiral-wound modular configuration.
(4,5,6).
The PA-300 membrane
: i
t ’ ’ I
A f i e l d t e s t was undertaken to evaludte the PA-300 membrane module f o r recovery of z i nc cyani de ri nsewater under r e a l i s t i c condi ti ons. was selected because of the large volume of zinc cyanide plating done by the industry and because the h i g h pH of the rinsewaters would provide a ”worst case” test of the membrane f o r res is tance t o a lkal ine conditions. Since the zinc cyanide bath operates &t room temperature, i t was necessary to use an evaporator t o supplement RO treatment and achieve the level o f concentration necessary for closed-loop operation. this f i e ld t e s t .
Z i nc cyanide
T h i s paper presents and discusses the r e su l t s o f
I I I
I
! i
!
METHODS AND MATERIALS
! I ,
A mobile RO t e s t system was leased from Wbcor, Inc. and an evaporator was leased from ljlastesaver Corporation f o r the duration o f the f i e l d t e s t . These two units were Instal led on an automatic rack, zinc cyanide plating line a t New England Plating Co. i n Worcester, Massachusetts. The overal schematic of the ins ta l la t ion i s shown i n Figure 1 . Rinse T a n k if”l and separated by the RO system into a permeate stream and a con- centrate stream. For purposes of design, i t was assumed t h a t the RG system would produce about 2 gpm of permeate and would operate a t 90% conversion. (Conver- sion i s defined as the r a t i o of permeate flow to feed flow.) would be fed a t the rate of 2.22 gpm and would produce concentrate a t the ra te of 0.22 gpm. uas fed to the evaporator.
Feed t o the RO system was w i t h d r a w n from
T h u s the RO system
The permeate was returned t o Rinse Tank #’I and the concentrate
t ! I ‘
Since d r a g i n and dragout were e s sen t i a l ly ident ical fo r the plat ing b a t h and the r a t e of evaporation was negl igible , there was no room in the pla%i-wj b a t h for a concentrate stream, it would have to evaporate i t t o dryness i n order to prevent eventual overflow Of the b a t h . I n order to prevent precipi ta t ion of plating chemicals i n the evaporator a 7 gpm purge stream was circulated from the plating b a t h t h r o u g h the evaporator and carried the plating s a l t s introduced w i t h the RO concentrate back t o the plating bath. T h a t i s , the evaporator concentrate was higher i n concentration t h a n the plating bath by the amount added by the RO concentrate. The d i s t i l l a t e from the evaporator was col lected i n a holding t a n k and added a t a controlled r a t e t o Rinse Tank #2. in Rinse Tank $1 insured tha t the ra te of ROt~oncentrate production was exactly balanced by the r a t e of d i s t i l l a t e returned t o Rinse Tank $2. A s l i g h t excess of d i s t i l l a t e was produced t o insure t h a t the holding tank would always remain f u l l ; and the excess was permitted to overflow into the plating b a t h (0.02 gpm). The steam ra te was cut back to minimize overflow from the holding t a n k .
- I f the evaporator were fed only RO concentrate,
A f l o a t valve operating off the level
3
r
I
-
JAPORATOR INC E NTRAT E
L (1.0 gpm)
PLATING BATH
I
H O L D I N G I t i DISTILLATE
CONCENTRATE SYSTEM
CONV.
RO
F i g u r e 1 . O v e r a l l S c h e m a t i c of RC/Evapora to r O p e r a t i o n
I . 4
-
A flow schematic of the RO system i s shown in Figure 2. Feed from the f i r s t ri:nse tank was wi thdrawn by a booster pump and passed through two s t r ing- would cartridge f i l t e r s i n pa ra l l e l . Both 1-rr and 20-p f i l t e r s were used a t d i f ferent times d u r i n g the f i e l d t e s t . returned t o the r inse tank. After p re - f i l t r a t ion , the feed was pressurized t o 700 psi w i t h a multi-stage centrifugal feed pump and passed through three 4-inch diamter, spiral-wound, PA-300 modules arranged i n se r ies . Most of the concen- t ra te from the t h i r d module was recycled t o the suction of the feed pump i n order t o maintain the required feed flow r a t e through the modules. A heat exchanger i n the recirculat ion loop removed heat generated by the energy i n p u t of the pumps. A small flow o f concentrate from the th i rd module was fed t o the evaporator (see Figure l ) , and the permeate from the three modules was combined and returned to the f i r s t rinse tank. The instrumentation and con- t rols f o r the RO system are shown in Figure 2.
Excess flow from the booster pump was
In order to characterize membrane performance w i t h a standard feed solu- tion, the RO system was periodically operated i n a total recycle mode using the auxiliary feed t a n k . l ine was closed o f f , the concentrate l i ne to the evaporator was opened, and *the permeate was returned to the auxi l iary t a n k rather t h a n the rinse t a n k . The standard solution (generally a portion of plating b a t h diluted to 10% by volume of original b a t h s t rength) was charged to the auxi l iary t a n k and the system was operated w i t h to ta l recycle unt i l steady s t a t e was achieved. A t steady s t a t e , the permeate flow ra te f o r each module was measured, a n d samples of the feed and permeate from each module were obtained for analysis.
For this mode o f operation, the booster pump recycle
Typical operating conditions f o r both closed-loop a n d total recycle were:
Feed Pressure 700 psi
Concentrate Flow Rate
Recirculation Flow Rate 10 QPm Temperature 70-90 O F
0.2 gpm (closed-loop only)
The flow schematic f o r the evaporator i s shown in Figure 3. Steam bras fed through a pressure reducing valve t o a tube bundle submerged in the boiler sec- t i o n of the evaporator, and steam condensate was returned to the plant b o i l e r . For most i n s t a l l a t ions , a cooling tower i s used to cool the water which i s recirculated through the condenser section of the evaporator. this i n s t a l l a t ion i t was more convenient t o use recirculated chil led water since i t was readily available a t the i n s t a l l a t i o n s i t e and the c h i l l e r had suf f ic ien t excess capacity. water t h r o u g h an eductor. Cooling water was added to the eductor t a n k t o remove the energy i n p u t of the eductor c i rculat ion pump. controlled by a level switch (LS) and solenoid valve. the solenoid valve opened and feed was drawn by vacuum into the evaporator. The d i s t a l l a t e from evaporation of the feed condensed, was collected i n a tray below the condenser, and was continuously pumped back t o the second rinse a f t e r Plating (see Figure 7 ) . was continuously pumped back t o the plating bath.
H o w e m fur
The evaporator was maintained under vacuum by ci rculat i nq
Feed to the evaporator was Upon low level s ignal ,
The concentratelfrom the boi le r section of the evaporator
5
-
4- L 0 c, a L 0 II a > w 0 -c,
Q, c-, a L -c, c aJ V S 0 V
I-*
o m 0 3 0
l r
Y S ca 1-
X 3 <
8
- 0 t- L 0 ce
o m C L )
m L Q, c, r--. ‘7
L L
2 m a
5 u
S 0
*? u rg L c, m C
2 a C
0 C
L 0 4-
aJ f - 0,
L .r-
-
1 7
I - ; 3.aJ o >
0 0 0
E
m L
'r
n
0 c.,
I
I
L
@-
e--
I I t J
aJ i-,
7
-
@ Typical opera t i ng condi t ions fo r the evaporator were:
Vacuum 26-27 i n . Hg Steam Pressure 4 psi Temperature 100-110°F
Concentrate Flow Rate 1 gpm
During the f i e l d t e s t , the RO modules were cleaned us ing a cleaning
A 0.1% by sequence recommended by the membrane manufacturer. The modules were f i r s t * ,~ flushed w i t h 50 gal of water to remove the plating chemicals. volume solution of Tr i ton X-100, a non-ionic sur fac tan t , was prepared and recirculated through the modules a t a pressure of 700 p s i , a flow ra te of 10 gpm, and a temperature of 120°F f o r 45 minutes. After flushing w i t h another 50 gallons of water, a 2% c i t r i c acid solution was prepared a n d adjusted to pH 3.0 w i t h ammonium hydroxide. through the modules a t the same condions and for the same time as the Triton X-100. Fol lowing the c i t r i c acid cleaning the system was again flushed w i water and returned t o treatment o f zinc cyanide rinsewater, Since the PA- 300 membrane i s rapidly degraded by chlorine, a l l water used for flushing and preparing cleaning solutions was dechlorinated by the addi t i on of sodium s u l f i t e .
- %
.:*
T h i s solut ion was recirculated
. Samples collected d u r i n g the f i e l d t e s t were analyzed for zinc (atomic absorption), f r ee cyanide ( se lec t ive ion e lec t rode) , total solids (gravimetric) determination of residue) , conducti vi ty (conducti v i t y br idge) , and pH (electrob(
The nominal composition of the plating bath was:
Zn (as metal) 20,000 mg/l 2.7 oz/gal CN (as NaCN) 60,000 mg/l 8.0 oz/gal Caus t i c 75,000 mg/l 10.0 otlgal Srightener (700 Special 4 m l / l 4 ga1/1000 gal
In addition to these compounds, polysulfide was reguJarly added to the b a t h fm pur i f ica t ion , and the bath a l so contained a large quantity of carbonates. The to ta l sol ids concentration of the bath was i n the v i c in i ty o f 350,000 mg/l (35% by weight).
- - RESULTS AND DISCUSSION
Field a c t i v i t i e s covered the months of June through December of 1978. Dur ing t h i s time, the system was operated primarily i n the closed-loop mode shown i n Figure 1. However, closed-loop operation was periodically interrupt& t o conduct to ta l recycle t e s t s on the RO system. The performance of RO modules i s generally assessed i n terms of the module flux ( r a t e of permeate p r o d d o n Per u n i t membrane area) given i n gallons per f t2 per day (g fd ) and the rejectior (defined for a par t icu lar dissolved species as one minus the r a t i o of pemeate t o feed concentrations) given i n percent. Since both f lux and rejection depend
.( I
8 s
-
on feed concentration, i t i s necessary to conduct RO performance t e s t s a t a fixed feed concentration i n order to be able t o accurately in te rpre t trends in the flux and reject ion data. tration t o the RO system can vary considerably (depending on the par ts being plated and their dragout); hence to ta l recycle t e s t s a t a fixed feed concen- tration (10% of bath strength) were periodically conducted t o accurately assess trends in the RO system performance. rigorously during operation i n the closed-loop mode.
Dur ing closed-loop operation the feed concen-
System performance was monitored less
The total operating time for the field demonstration (time during which permeate was being produced) was approximately 1000 hours. The to ta l exposure time of the modules b the rinsewater, however,was about 4,200 hours. longer exposure time re f l ec t s the system down-time dur ing which the modules were s i t t i n g i n contact w i t h the concentrated zinc cyanide rinsewater, Var- ious fac tors contributed t o the system dwn-time, including: electro-mechanical fa i lure of various system components, high or low alarm shut-down of the system, various problems w i t h the plating l ine (unrelated to the recovery system), and weekends and holidays. t h a n operating time i n controll ing the degree to which the modules are attached chemically by consti tuents i n the rinsewater ( e -g . , caus t i c ) . hand, operating time i s more s igni f icant in controll ing the degree t o which the modules become fouled w i t h par t icu la tes i n the feed. below a re based on exposure time. evenly spread over the t e s t program, and correlat ions on an operating-time basis muld be s imilar .
The
The to ta l exposure time i s probably mare s igni f icant
On the other
Correlations presented However, the operating time was reasonably
Closed-Loop Operation
The RO/evaporator system was designed t o operate continuously, \ : i t h no operator a t tent ion, between s ta r t -up Monday morning and shut-down Fr iday a f t e r - . noon. However, d u r i n g most of the f i e l d t e s t program, various electro-mechanical and other problems occurred which prevented unattended week-long operation. Each f a i lu re generally resulted in several days down time because of the logis- t i cs of gett ing project personnel t o the f i e l d s i t e , diagnosing the problem, and implementing remedial action. Eventually these problems were solved and week- long unattended operation was demonstrated. - -
During demonstration of the closed-loop system, no adverse e f f ec t s were noted on the qual i ty of the plated par t s . p l a t i n g were followed by an acid d i p , a flowing r inse , and other surface f inish- ing s teps before the parts were f i n a l l y inspected. rinsing following zinc cyanide plating was probably not of c r i t i c a l importance t o quali ty control.
However, the r inse tanks a f t e r zinc
Therefore th,e degree of
Both the RO system and evaporator were under-designed as a d i r ec t replace- ment f o r the two-stage countercurrent r inse a t a nominal rinsewater flow ra te Of 2 gpm (see "Economics" below). Posed on program costs , a v a i l a b i l i t y of FA-300 modules a t the time the system was fabricated, and lack of design data fo r the zinc cyanide application. Never- theless, the system was of su f f i c i en t size t o obtain meaningful design and economic data.
The system design reflected l imitat ions im-
9
-
RO performance d u r i n g closed-loop operation was monitored by measuring the productivity of each module ( r a t e of permeate production) and by monitori the conductivity of the combined RO permeate. I n general, the productivity d u r i n g closed-loop operation was s imilar ( b u t s l i g h t l y higher) than the pro- duct ivi ty d u r i n g the to t a l recycle t e s t s (see discussion below). of the combined permeate generally ranged between 2,000 and 4,500 u-mhos/cm. T h i s is equivalent to a total sol ids concentration of approximately 1,000 to 2,000 mg/l .
The evaporator was operated a t about one-half of i t s rated capacity (15 gal per hour vs. a capacity o f 25 g p h ) . Samples of d i s t i l l a t e and evaporator concentrate were obtained and analyzed f o r zinc, f r e e cyanide, total solids, conductivity and pH. The results o f these analyses are presented i n Table 1. During closed-loop operation a t the time the samples were taken, a stream o f about 1.5 gpn from the bath was circulated through the evaporator and back to the bath. in order t o prevent precipi ta t ion o f pla t ing s a l t s i n the evaporator, T h u s , the evaporator was operating on a feed very s imilar i n composition t o the bath and producing a concentrate which was more concentrated than the plating bath. (In addition, the plating bath during this t e s t appears to be signifi- cant ly higher in zinc than the nominal level given above). T h e quali ty of dis- t i l l a t e produced was qui te good. below t h e i r respective detection 1 imi t s , b u t cyanide, conductivity, and hydro- xide i o n were detectable. The reject ions or removal e f f ic ienc ies were q u i t e high; par t icular ly f o r zinc and to ta l so l ids . The qua l i ty of d i s t i l l a t e was considered qui te su i tab le for f ina l r ins ina .
“9
The COnduct ivf
Zinc and to t a l so l ids concentrations were
Total Recycle Tests a t 10% of B a t h Concentration
Total recycle t e s t s were periodically conducted i n order t o evaluate membrane module performance under well defined conditions o f feed concen- t ra t ion (10% of b a t h concentration),pressure (700 p s i ) , temperature (75- 85OF), and recirculat ion ra te t h r o u g h the modules (10 gpm) . as a function of time are shown i n Figure 4. The flux was calculated from the measured permeate flow ra t e using a surface area of 70 f t 2 per module. (Actual surface areas measured a f t e r the f i e l d t e s t f o r Modules iy2 a n d fi’3 were 73 and 69 f t 2 , respectively.) The data were corrected t o 75°F using the inverse re la t ion between f lux and water v i scos i ty .
Results for flux
For Modules n”1 and #2 the f lux levels were nearly ident i ta l throughout the f i e l d demonstration. over the f i r s t 3,000 hours. Following cleaning a t 3,000 hours, the flux increased to 12 g f d , which i s very close t o the or iginal level . cleaning procedure employed was qui te successful in res tor ing the flux. I t may therefore be concluded t h a t the major reason fo r flux decline i s fouling of the membranes.
The flux gradually declined from 13 gfd t o 7 gfd
Thus the
.
10
-
TABLE 1. REJECTION R E S U L T S FOR EVAPORATOR DURING CLOSED-LOOP OPERATION r. --
CONCENTRATE D I ST I LLATE R E J E C T I O N
Zinc 46,000 mg/l 99.9998%
Cyanide - 90,000 mg/l 35 mg/l 99.96%
Total Solids 409,000 mg/l 99.9992
Conductivity 160,000 mg/l 300 mg/l 99.81%
P H 13.4 10 .3
NOTE: Operating conditions 104"F, 27 in Hg vacuum, 1 7 % conversion.
11
-
I I I
4
0- - -0
/ /
/
I 1 I I I 1 I 1
O I
1 I I
a 0
/
I
0
v 0 Ln
d e
0 0 0
d n
0 0 Ln
m 0.
0 0 0
m L
0 0 m c\f
L
0 0 0
iu c
0 0 L9
1
c
0 0 0- - .-
0 0 Ln
0
I
I
12
-
Results for Module $3 a re also presented i n Figure 4 (dashed l i n e ) . The f l u x s t a r t s a t a s ignif icant ly higher level (20 qfd) b u t declines more rapidly t o a value of 5 gfd a t 3,000 hours. effective i n restoring the flux of Module #3.
3,000 hours.
The cleaning procedure was i n - Because of i t s low f l u x and
. ION rejections (discussed below) Module #3 was removed from the system a t
After cleaning, the system was returned t o closed-loop operation on the a c t u a l rinsewater. During the next 1,200 hours the flux fo r Modules #l and $2 declined to about 7 gfd. The r a t e of f lux decline was more r a p i d d u r i n g this time period since a coarser grade (20~ vs 111) car t r idge f i l t e r was used t o pre- f i l t e r the feed d u r i n g t h i s segment o f the demonstration.
Results for zinc reject ion d u r i n g the f i e l d demonstration a re shown i n Figure 5. and are correlated w i t h a s ingle curve (sol id l i n e ) . declined gradually from an i n i t i a l value of 99% to 97% a f t e r 3,000 hours. Upon cleaning, the rejection f o r Modu’le $1 increased t o nearly 99% while the rejection f o r Module #2 increased to a b o u t 98%. T h u s the cleaning procedure was successful in restoring the zinc rejection. Therefore i t i s reasonable to conclude t h a t the l o s s o f zinc rejection i s primarily the resu l t of membrane fouling. occurred.
For Modules #l and # Z the zinc rejections agree reasonably well The zinc reject ion
After cleaning the rejection again declined as fouling
For Module $3 the zinc rejection dropped o f f rapidly t o a value of 90:; a f t e r only 700 hours and remained reasonably constant between 700 and 3,000 hours. Cleaning produced a s ign i f icant increase i n rejection (from 90 t o 952).
The rejection of f ree cyanide i s shown i n Figure 6 . A g a i n the r e r u l t s for Modules $1 and +Z agree qui te well throughout the t e s t . For these modules the cyanide rejection declined s l igh t ly -- from 98% t o 97% -- during the f i r s t 3,000 hours. However, because of the small loss in re ject ion, cleaning would be ant ic ipated to have only a minor e f f ec t on rejection levels . cyanide rejection declined a t a more rapid ra te , probably as the r e s u l t L the increased rate of fouling.
Cleaning had l i t t l e e f fec t on the rejection leve l .
Following cleaning, the -
6
The cyanide reject ion r e su l t s for Module $ 3 are a l s o shown i n Figure 6 . As for zinc, the cyanide rejection dropped quite rapidly, from 99 to 852, during the f i r s t 700 hours a n d appeared t o s t ab i l i ze a t a b o u t 25% unti l 3,000 hours. The d a t a point a t 3,000 hours (93% reject ion) indicates a ’ substantial recovery i n re ject ion before cleaning. was observed fo r zinc and total sol ids re ject ions, i t i s possible t h a t the high cyanide rejections a t 3,000 hours could be at t r ibuted t o a sampling Or analytical error.
Since no similar recovery
13
-
I I Ln w I-
I
m 3= /
I W n
I / n
U
/ --I 3 E / / /
I n 0 N
Lo c
- c u m * * a w w w
0 ?
L n 0
14
co d ..
0 c 0
d n
0 0 m m c
0 0 0
m -
0 0 Ln
N c
0 0 0
N
0 C tn .. c
-0 - c, c u 3 c 5 & c Ce
ro m ro
X 2 - U
0 0 Ln
Lo
w L 53 c,
.r- L
c
-
k I I I I
a: !I- -D I \
0
r - " * * * w w w
o a o
\ \ \ \ 0 I
/ /
/ I I .( I ,'-
u? or 0 01 L n co 0 c3
0 m .p'
.-.
0 0 0
9' n
0 0 Lo
m n
0 0 0
m n
0 0 m
cu n
0 0 0
0.J
0 0 LD
z
7
c 0 0
c
0 C Ln
0
W -e, z c_ G t- L
I3 CT C G X CJ
ln > c 0
+J V w '3 "J L
w -0
c n3 h V
aJ a, L LL
*-
--
! '
I
I I
-
Total sol ids rejections a re presented i n Figure 7. The r e su l t s for Modules #l and f 2 are , as before, almost ident ical . There was a gradual loss i n to ta l sol ids re ject ion f o r Modules #1 and #2 from 95% i n i t i a l l y to 90% a f t e r 3,000 hours. Cleaning a t 3,000 hours produced an apparent loss in rejection. (A similar loss was a l so noted fo r conductivity re- jection. ) 90% -- the same level as before cleaning. T h u s the loss of re ject ion upon cleaning was only temporary. indicate fouling and a decline i n membrane performance between 3,000 and 4,200 hours, i t i s reasonable to postulate t ha t a similar decline i n total sol ids rejection occurred d u r i n g t h i s period. By virtue o f the f a c t t h a t the rejection a t 4,200 hours i s the same as a t 3,000 hours, i t can be concluded t h a t the cleaning actual ly improved the total sol ids rejection. The observed loss i n re ject ion i s probably the r e su l t of an interaction between the c i t r i c acid cleaning solution and the membrane surface. Similar resu l t s have been observed w i t h c i t r i c acid i n cleaning t e s t s conducted by the manufacturer ( 7 ) . These t e s t s consistently showed a loss in rejection a f t e r cleaning, b u t the re ject ion t h e n increased over a rela- t ively short period (5-24 hours) t o the level expected f o r a clean module. The mechanisms of t h i s interact ion i s not well understood, b u t the rejection loss appears t o t a l ly reversible by extensive flushing or by returning the system to operation on the normal feed. Thus the most reasonable expla- nation of the to ta l sol ids re ject ion behavior i s t h a t , when the system was returned to normal operation a f t e r cleaning, the rejection increased t o a level probably close t o 95% w i t h i n 24 hours and then decreased gradually t o 90% a t 4,200 hours as f o u l i n g of the module occurred.
Dur ing operation a f t e r cleaning, the rejection increased to
Indeed, since the r e su l t s of Figures 4-6
The t o t a l solids re ject ions for Module $3 a re quite similar t o the z i n c and cyanide reject ions for t h i s module. The rejection decreased from 952 t o about 80% during the f i r s t 700 hours and remained a t about 80% u n t i l the module was removed a t 3,000 hours. change i n to ta l sol ids re ject ion f o r Module 2 3 .
Cleaning produced no s ignif icant
The close agreement between the r e su l t s for Modules R"1 and 32 would be anticipated for two identical modules operated i n se r ies . son the resu l t s for Module # 3 are qui te poor. per pass was low (high recirculat ion flow re l a t ive t o permeate f low) the feed concentrations t o the three modules were approximately the same; therefore a higher feed concentration would not account for the..&oor- performance of Module #3.
By compari- Since the system conversion
A similar r a p i d loss i n performance has been occasionally noted for This some of the e a r l i e r PA-300 modules used i n water desalination ( 7 ) .
problem was traced to a procedure used i n manufacturing the modules. procedure has since been changed and the problem thereby eliminated. ever, the modules used i n t h i s f i e l d t e s t were manufactured before this change, and i t i s believed tha t Module 83 was defective from the outset of the test.
The How-
% t
16
-
/ I 1 1 t
L
P
cn I 1 I 1
D
1 I
d 1 I I 1 I I I I 1
U
3 I I
0 c Ln
d c
0 0 0
d c
0 0 m cr) ..
0 0 0
0 c
0 0 Ln
c\1 ..
0 0 0
N c
0 0 Ln c
r--
0 0 0
n
7
0 0 iR
C
v) v) rc L
c, r c =
v) >
-
. The level o f suspended sol ids in the zinc cyanide b a t h was high compared A pur i f ie r (PO~ysU~fjd,)
During the f i r s t 3,000 hours o f
t o the levels observed f o r copper cyanide baths (5) . was regularly added t o the zinc cyanide bath and produced a mud-like sludge tha t was removed by f i l t r a t i o n . the r inse tanks and thus into the RO system. the tes t , l p car t r idge f i l t e r s were used and had t o be changed approximately once per week (assuming 100 operating hours per week). hours, 2Op car t r idge f i l t e r were used. f i l t e rs was substant ia l ly longer (estimated service time = one month) b u t the r a t e of fouling of the modules was greater w i t h the coarser f i l t e r s . recommended tha t two cartridge f i l t e r s in se r i e s -- a 2Op f i l t e r followed by a lp f i l t e r -- be used fo r pre- f i l t ra t ion of zinc cyanide rinsewater.
Some of t h i s sludge was carried over i n t o
After about 3,000 The service time fo r the coarser
I t i s
Following the f i e l d t e s t Module #2 was cut open and unwound for inspection. w i t h the degree of fouling increasing toward the center of the module. layer could be very eas i ly wiped from the membrane surface. a t 3,000 hours, a d i s t i nc t odor of H2S was noted during recycling of the c i t r i c acid solution. This i s presumed to be the r e s u l t of solubilization of some of the sulf ide foulant. was the ac t ive ingredient i n the cleaning procedure and tha t the T i t ron X-1co surfactant could be eliminated. Cleaning agents other t h a n c i t r i c acid could work as well o r bet ter and should be tes ted. O f par t icu lar in te res t would be the use of oxidizing agents t o oxidize the su l f ide foulant layer. t h e membrane i s succeptible t o r a p i d attack by some oxidizing agents such as chlorine, i t has been shown t o be r e s i s t an t t o others such as chlorine dioxide and chromic acid ( 6 , 7 ) .
The membrane was fouled w i t h a t h i n layer of su l f ide sludge T h i s
D u r i n g cleaning
T h i s suggests t h a t the ammoniated c i t r i c acid
While
. I n addition to f o u l i n g of the membrane, examination o f the module i n - t e rna ls revealed some possible deter iorat ion of the membrane backing material . Samples of the membrane and backing were returned to the manu- f ac turer for examination, the finding of which confirmed t h a t the backing had been deter iorated, probably as a r e su l t of the h i g h concentrations of hydroxide ion i n the rinsewaters ( 7 ) . However, i t i s n o t c lear w h a t effect deter iorat ion of the backing would have on membrane module performance. No gross e f f ec t s on performance were observed during the f i e l d t e s t . Subst i tute backing materials could be used, b u t a development program would be required t o commercialize the PA-300 on a more r e s i s t a n t backing.
Total Recycle Tests a t Other Feed Concentrations - - Following i n i t i a l s t a r t u p of the RO system, to ta l recycle t e s t s were
conducted to determine the dependence of f l u x and re jec t ion on feed concen- t r a t ion . ranging i n nominal concentration from zero to 20% of the b a t h concentration.
Tests were conducted a t various d i lu t ions of the plating b a t h
Flux r e su l t s as a funct feed a r e shown f o r Modules # two modules a re i n very good
on of the total so l ids concentration of the and 82 i n Figure 8. The r e su l t s for these
agreement. (Results f o r Module 4 3 were not
18
-
I
' !
-
consis tent with those shown in Figure 8 a n d have n o t been included). expected, the f lux decreases with increasing feed concentration and approaches a level generally considered uneconomical a t a feed concentratjon i n the v i c in i ty of 100,000 mg/l. approximately 350,000 mg/l i n t o t a i sol ids . These d a t a i l l u s t r a t e the problem of u s i n g RO t o achieve very h i g h concentrations. The d a t a Presented in Figure 8 can be used i n optimizing the degree of concentration t h a t should be obtained i n the RO system p r i o r t o evaporation.
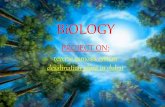
Rejection as a function o f the to ta l solids concentration i n the feed is shown i n F igu re 9 f o r Modules #l and #2. The zinc, cyanide, and t o t a l so l id re ject ions remain essent ia l ly constant a t 99%, 98%, and 95%, respec- t ive ly f o r feed concentrations below about 40,000 mg/l t o t a l so l ids . A t h ighe r feed concentrations the reject ions d r o p off as expected.
As
By comparison the bath concentration i s
%
4 .g
Economics
One o f the main objectives of conducting a f i e ld demonstration i s t o provide a basis f o r evaluating the economics of the process. shows the flow schematic for the original two-stage countercurrent rinsing system. The rinsewater flow r a t e was measured a t 2 . 0 gpm. The r a t e of dragout from the b a t h was estimated by t u r n i n g off the rinsewater and measuring the buildup o f zinc and total sol ids in the f i r s t r inse as a function of time. T h e calculated d r a g o u t ra te was 0.01 t o 0.015 gpm. However the par ts b e i n g plated during th i s determination were f l a t a n d free-draining and a somewhat higher dragout r a t e of 0.02 gpm was considered more typical fo r purposes of design. Given these f low ra tes a n d ideal mixing in the r inse tanks, the zinc concentration i s reduced from 20,000 mg/l in the b a t h t o 2.0 mg/l i n the f inal r inse.
Figure l o a
Figure 10b shows the flow schematic, flow rates ( in gpm) , a n d zinc concentrations ( i n mg/l) for ar! RO/Evaporator system designed to give the same zinc concentration in the f inal r inse. The flow ra tes given in Figure 1 0 b a r e f o r 90% water recovery in the RO system ( r a t i o of system permeate t o system feed: 5.85/6.5 = 0.90). All of the concentrate from the RO system i s converted to d i s t i l l a t e i n the evaporator, and an equal flow (0.65 gpm) of plat ing b a t h i s used t o purge the concentrated chemicals from the evaporator and prevent precipi ta t ion. The stream returning t o the b a t h i s about 3% higher in concentration t h a n the b a t h , and+wecipitatio* in the evaporator would occur only i f there were some const i tuent i n the bath ( e - g . , carbonates) a t a concentration very close to i t s so lubi l i ty 'limit. 0 .65 gpm, respect ively) a re considerably greater t h a n the corresponding flows i n the system demonstrated (1-1 .5 and 0 .2 gpm, respect ively) .
The permeate and d i s t i l l a t e flow rates given in Figure l o b (5.85 a n d
ir-
z C c
t- c
L, C
20
-
100
95
90
* z 2 85 t- o w 3 W C
80
7 5
A
I Zinc f I
C y a n i de O&. OA on
I -0 -8 0-
0 tlODULE $1
A MODULE $2
i-
20,000 40,090 60,00(1 80,000 100,000 0
T O T A L S O L I D S F E E D C O N C E N T R A T I O N , mg/l
f igure 9. Dependence o f re ject ion on feed concentration. v
-
Zn 20,000 mg/l Zn 200
TS 350,000 mg/l TS 350
Zn 20,000 mg/l TS 350,000 mg/1
Z10 gpm
I
Zn 2.0 TS 1,516 6.5 gpm
(4
5.85 gpm
Zn 6.06
RO
5.65 gpm
1
- - 5.0 gpm Zn 617
' r0 .65 gpm I
0.65 gpm Zn 20,511 '
0.65 gpm Zn Z C , O O O l
0.65 gpm
Zn 0 EVAPORATOR
b. C l q s e d - l o o p r i n s i n g sysgem
F i g u r e 1 0 . Flows a n d c o n c e n t r a t i o n s f o r o p e n and c l o s e d - l o o p r i n s i n a
22
-
One of the most important of design c r i t e r i a i s the flux f o r the RO system. concentration, and the flow ra t e of concentrate from the module. system would be designed to operate a t 800 psi, maximum recommended operating pressure f o r the modules. The design temperature would be 77°F. temperatures the f l u x would increase, and the reject ion would remain essentially the same. w i t h increasing temperature, although the membrane 1 i f e may be shortened. For the design case shown i n Figure 10b ( i .e . 90% RO system conversion) the to ta l sol ids concentration i n the feed t o the f i r s t RO module i s calculated t o be 5,500 mg/l and the concentrate withdrawn from the f ina l module i s 10,600 mg/i . T h u s the average feed-side to ta l sol ids concen- t r a t i o n is about 8,000 mg/l. From Figure 8 the f lux fo r a new module a t t h i s feed concentration would be about 20 gfd ( a t 700 psi tion flow r a t e of 10 gpm). of i t s i n i t i a l value over an operating period of about 700 hours (exposure time: 3,000 hours) . Thus i t would seem reasonable t o design the system for a minimum flux of 10 gfd. i s approximately 0.5 gpm for each module (area = 70 f t z ) . recommended r a t i o of concentrate flow t o permeate flow (10 t o 1 ) the ra te o f recirculation for the RO system would be 5 gpm as shown in Figure lob. (This recirculation r a t e i s only half of t ha t used during the f i e l d demonstration and could r e su l t i n a s l i gh t ly lower flux t h a n measured; however the higher operating pressure -- 800 vs 700 psi -- would compensate by increasing the f lux . )
The f l u x depends on the operating pressure, temperature, feed The
A t higher
T h u s the performance of the RO system would improve
and a recircula- From Figure 4 the f l u x declines to about half
A t t h i s f lux the r a t e of permeate production Based on the
Rejection i s a l so a n important parameter in the design. Based on the resul ts of Figure 9 ai: a to ta l so l ids concentration of 8,000 mg/l, the z i n c and total sol ids rejections would be 99% and 95%, respectively. From Figures 5 and 7 , fouling of the modules can be expected t o r e su l t in a de- crease i n zinc rejection from 99 to 98%. T h u s , f o r the design, the minimum zinc a n d total sol ids rejections were selected as 98% and 90%, respectively.
The RO system can be designed t o operate a t any desired conversion
A t some intermediate conversion,
within reason. A t lo^ conversion the capi ta l and operating costs a r e dominated by the evaporator; a t high conversion, capi ta l and operating costs are dominated by the RO system. the total operating cost should pass through a minimum. Material m a n c F calculations were performed fo r the system of Figure 10b using various R O system conversions. (Results a re shown only for the 90% conversion case.) Capital and operating costs were then developed fo r each conversion in order t o determine the optimum.
I !
Table 2 gives the capi ta l costs fo r the RO un i t , the evaporator un i t , and the total system, fo r various RO system conversions. The material balance relationships and the RO module reject ion were used to calculate the permeate flow and the evaporator qapacity required to give a zinc concentration of 2 mg/l in the f ina l r inse. A t zero conversion in the RO system ( i .e . no RO system) the e n t i r e treatment load i s handled by the
23
-
.. . - . .- - . . _- ... .- r.'
T A B L E 2. CAPITAL COSTS FOR V A R I O U S R O SYSTEM CONVERSIONS
Reqii red Required Membrane Total Cost Required Total Cost Total RO Permeate Membrane Required Module Housi ng f o r RO e. Evaporator f o r System System Flow Area2 ( a ) No. of cos t ( c ) c o s t ( d ) System Capacity ( f ) Evaporator Cost Conversion gpm f t Modules ( b ) $
0 120 44,129 44,129
0.70 2.575 371 6 3,780 1,700 21,780 66.2 39,199 60,979
0.80 3.625 5 2 2 8 5,040 2,550 23,890 54.4 39,199 63,089
0.90 5.85 842 12 7,560 3,400 28,560 39 .O 33,880 62,440
0.95 8.91 1,283 18 11,340 5,100 34,040 28.1 33,880 67,920 *
I
p ( a ) Design f l u x = 10 g f d . 2 ( b ) Based on area o f 70 f t per module,
( c )
( d )
( e )
Based on $630 per module (Abcor, I n c , )
Based on $850 per 3-module housing (The Permutit Co., Inc.).
Based on system cos t o f $?5,000 (Osmonics, Inc.) for s y s t e m W/O modules, housings, and high-pressure pump. Pump/motor cos t = $1,300 f o r .c4 gpm permeate; $2,600 f o r .4 gpm permeate (Wanner Engineering, I n c . ) ,
100 g p h ($39,199), and 50 gph (,$33,880). ( f ) Double e f f e c t evaporator with d ooling tower package. Based on rated capac i t ies of 200 g p h ($44,129),
"
-
I
evaporator. provide the same degree of r insing as the or iginal 2-stage countercurrent system. Cost de t a i l s a re noted a t the foot of Table 2 . cos t occurs when the evaporator i s used to handle the e n t i r e treatment load. For RO system conversion between 70 and 90%, the to ta l system cost remains a t about $62,000.
For this case the evaporator m u s t produce 2.0 gpm i n order to
The lowest capital
Total annual operating costs were a l so calculated f o r each RO system
The costs a re based on operation 100 hours per week (Monday
conversion. shown i n Table 3. Table 3. morning through Friday afternoon) and 50 weeks per year f o r a to ta l of 5,000 operating hours per year. other RO system conversions.
The breakdown of operating costs f o r a conversion of 90% i s Specific costs and assumptions a r e noted a t the foot o f
Similar operating costs were developed for
The e l ec t r i ca l costs for the RO system a re strongly dominated by the requirements for the h i g h pressure pump. The use of a posit ive dis- placement pump was assumed w i t h a combined pump/motor efficiency of 75%. I n addition, since a new (or clean) module would produce twice the design flux, the RO system could be operated a t half the design pressure ( i . e . , 400 p s i ) . As fouling occurs the operating pressure would be increased t o maintain the design f lux , a n d the system would be cleaned when the operating pressure reached 800 psi . T h u s an average feed pressure of 600 psi was used in calculating the power costs o f Table 3.
When operating w i t h the l p car t r idge p r e - f i l t e r s , i t was necessary t o change the two paral le l cartridges a f t e r about 100 hours of operation. the 2Op f i l t e r s , the pressure drop was s t i l l qui te low ( < 3 ps i ) even a f t e r 300 hours of operation. 1~ car t r idge in se r i e s , i t i s estimated tha t the f o u r f i l t e r s would l a s t for about a month (400 hours). for the economic calculations.
W i t h
W i t h two paral le l passes each h a v i n g a 202 a n d a
Monthly replacement was therefore assumed
W i t h l p p re - f i l t r a t ion , cleaning was required a f t e r about 700 hours of operation. design cases shown i n Table 2, anywhere from 6 to 18 modules would be used. I t i s reasonable t o postulate t h a t the extent of fouling would-mry mversely with the membrane surface area. f o u r months (1600 hours) was assumed.
During this time three modules were in use. However for the
T h u s a cleaning frequency o f once every
Membrane l i f e i s a very important parameter i n the economics. As mentioned above, chemical a t tack of the membrane o r other module components would be expected t o depend on to ta l time of exposure to the rinsewaters rather than operating time per se. were exposed t o the rinsewaters fo r a t c t a l of 4,200 hours. T h i s i s close t o the 5,000 hours operating time per year taken as the basis for calcul- ating the operating costs . modules w i t h d i s t i l l a t e on shut-down, the e f fec t ive exposure time would a l so be about 5,000 hours.
The two f i e l d demonstration modules
I f the system were designed to purge the
T h u s a membrane l i f e on one year would
25
-
TABLE 3 . TOTAL AN0 N E T OPERATING COSTS FOR 90% RO SYSTEX CONVERSiON (5,000 OPERATING HOURS PER YEAR)
RO Evaporator Total System System System
Item 5 5 5
2,100 3,388 5,488
Steam E, $3.50/1000 l b s ( b ) 3,760 3,760
Capi ta l Amortization (a)
Direct Operating Costs - E l e c t r i c a l @ $ 0 . 0 4 7 4 / k ~ - h r ( ~ ) 1,008 1,100 2,108
Operation & Maintenance @ $lO/hr
Cartr idge Filters & Cleaning ( e ) including f r i n g e b e n e f i t s (d) 960 960 1,920
- Chemicals 240 2 40 Merrbrane Replacement (2-year l i f e ) 3,780 3,780
T o t a l Direc t Operating Cost 5,998 5,820 i i ,808
17,296
(2,820)
(361 1
( 6 , 2 4 0 )
-%%> 9*208 Total Annual Operating Cost Credi t f o r 3ath Recovery @ $0.47/gal lfl
Credi t f o r Cyanide Destruct ioa 13 54.051lb CFi")
3 Credi t f o r Water Recovery P 90.45/100 f t
Credi t for Sol id k a s t e Disposal @ S29/drun ( h ) and 25% s o l i d s i n s ludge
Total Annual Credi t s (9,075)
Net Annual Operating Cost 57,321
S t r a i g h t - l i n e deprec ia t ion over 10 years with zero sa lvage value.
Based on ac tua l c o s t f o r No. 4 fuel o i l o f S 0 . 3 ? 3 / ~ a l , heat ing value of 140,000 8 tu /ga l , and a b o i l e r e f f i c i e n c y of 80%.
Based on ac tua l c o s t for Cctober 1978.
Based on a c t u a l maintenance labor r a t e s .
Four c a r t r i d g e f i l t e r s changed once per mon th a t a v e r a g t t t o s t of 54.68 each. Cleaning three times per year w i t h 6 l b s c i t r i c ac id per c leaning a t 50.82 per pound.
Chemical costs: zinc $0.445/lb; sodium cyanide SO.Sl/lb; c a u s t i c $0.185/lb; b r ightener $6.792/ga1.
Based on 8 lbs NaOCl per l b of C N w i t h no addi t ion of c a u s t i c (a l ready present i n r insewater ) .
Based on s ludge cent r i fuged t o 25% s o l i d s and hauled i n lots of 80 55-gal drums.
Cost f o r 15% NaOCl s o l u t i o n = 50.665/gal.
26
-
be v i r tua l ly assured. However, i t i s l i ke ly t h a t the membrane l i f e would be considerably longer than one year. D u r i n g the f i e ld demonstration the modules produced only a fraction of the permeate flow t h a t would be produced by a system designed to meet the rinsing constraints of Figure l o b . Thus the feed concentration t o the f i e l d demonstration modules was con- siderably greater t h a n would be seen by a la rger capacity system. more, d u r i n g periods when t h e demonstration system was not operating, the concentration across the membranes equilibrated result ing i n very h i g h concentrations on the permeate s ide. of the membrane backing material and other peremate-side components. P u r g i n g the system on shut-dhow would largely eliminate t h i s source of module de te r iora t ion . Considering these fac tors , i t i s not unreasonable to project a two-year membrane l i f e a s assumed i n Table 3.
Further-
This s i tua t ion would accelerate a t tack
Operating and maintenance labor f o r the R O system was assumed to require 1 day per month. shut-down on Fridays, car t r idge f i l t e r replacement, membrane cleaning, a n d other maintenance a s required.
This would include system s ta r t -up on Mondays,
Steam consumption f o r a double e f f e c t evaporator operating as shown i n Figure 10b with temperatures of 130°F and 110°F i n the f i r s t and second ef fec ts , respectively was calculated to be 0.66 lbs steam/lb d i s t i l l a t e . Electrical requirements f o r operation of the cooling tower, evaluation of the evaporator, pumping the various output streams, a n d miscellaneous usage Nere obtained from the manufacturer (4.60 k w , 8.64 kw, a n d 16.64 k w f o r double e f f e c t capaci t ies of 50, 100, and 200 g p h , r espec t ive ly) . As for RO, operation and maintenance fo r the evaporator was assumed to reauire one man-day per month.
As shown i n Table 3, the d i r ec t operating costs (excludinc; amort'zation) are about $6,000 per year each fo r the RO system a n d the evaporator f c r a total of about S12,OOO. The to ta l a n n u a l operating c ~ s i including amorti- zation i s $17,300. T a b l e 3 a l so gives the breakdown of c red i t s resu l t ing from recovery o f the rinsewater. in the amount of cyanide t o be destroyed. The c red i t for sludge disposal was calculated on the basis of the weight of zinc hydroxide produced by precipitation of the dragout and i s probably s ignif icant ly l e s s t h a n + plating shops which do not have so l ids dewatering equipment. The to t a l annual c r e d i t f o r rinsewater recovery i s about S l O , O O O , which leaves a net operating expense of $7,300 per yeaI- f o r the recovery system.
The la rges t c r e d i t r e su l t s from a reduction
-
Operating cos ts were a l so determined fGr other 20 system conversions and a r e shown i n Figure 11. operating cos t s increase and the evaporator operating cos ts decrease. The total o p e r a t i n g cos t passes through a minimum a t a n RO systefn conversion of 90:;. Using a n evaporator alone for rinsepjater recovery (zero percent RO system conversion) the to t a l annual operating cost including amortization is about $20,900. total annual operating cost i s approximately S17,300 which represents a n annual savings of 53,600.
For conversions ranging from 70'1 to 95"' the RO
For the optimum combination of RO and evaporation, the
27 1
-
22,000
20,000
18,000
16,000
14,000
12,000
10,000
8,990
6,000
L
0
TOTAL
\ \
\
\ \ \ \ \
I I I
I
1 I I i / ------?
/ / *
/
I
I
i i I
--1
i ! I
I I
- ! - ,
! I I
i I j i I
V 0 3.7 9.8 0.9 1 .o
RO SYSTEil CONVERSIOlJ
F i g u r e 11. Annua l o p e r a t i n g cos t s f o r v a r i o u s RO c G n v e r s i O n s
-
I
In considering the impact Of these numbers i t should be ernphasjzed t h a t the recovery system was designed to meet a given rinsing c r i t e r i a f o r a two- stage countercurrent rinsing system. Recovery system costs could be reduced Significantly by u s i n g more r i n s i n g stages. rinse t anks could be inserted i n the l i ne , and for automatic operations, over-the-tank spray rinses could be used. I n addition, consideration should be given t o working with higher rinse concentrations where rinsing i s n o t c r i t i ca l . The costs for recovery provide a s u b s t a n t i a l incentive for reducing the rinsewater flow by simple, inexpensive techniques.
For manual operations, a d d j t i o , i a l
Acknowl edgements
The authors grateful ly acknowledge the cooperation and support o f Bruce %arner, president o f New E n g l a n d P l a t i n g Co. i n providing the f ie ld s i t e for the demonstration, support personnel to a s s i s t i n i n - s t a l l a t ion , and cost information f o r operation and waste treatment a t >4ew England Plating Co. Financial support f o r the program was provided by E P A ( G r a n t Pro. R835330) a n d ACS (Research Project No. 45 ) . Tech- nical support d u r i n g the prooram was received from the E P A Project Officer, I larv S t i n s o n , a n d from the AES Project Committee: Jack H;lfier, Jose2h Conoby, Charles Levy, James Yorse, and George Scott.
29
f
-
? . . . .
I
R E F E R E N C E S
1 . Skovronek, ti. S . , and id. K . Stinson, Advanced Treatment Apgroaches for ideta1 Finishing Yastewaters ( P a r t I I ) . Plating and Surface Finishing, 6 4 ( 1 1 ) : 24-31, 1 9 7 7 .
2 . Anon., Recovery Pays: Plating and Surface Finishing, 6€ 48, 1379.
2) :45-
3 . H a l l , E . P . , D. J . Lizdas: and E . E . Auerbach, Platinr; and Sur- face F i n i s h i n o , 66 ( 2 ) : 49-53, 1973.
4. Donnelly, R . G . , R . L . Goldsmith, !:. J . W ? l u l t y , a n d LI. T a n , Reverse 3smosis Treatment o f Electroplating 'Aastes, P l S t i n E j . 61 (5): 432-422, 1974.
5. ilCXU'lty, 5 . J . , R . L . Goldsmith, A. Gollan, S . Hossain, and 0 . Grant, geverse Csciosis Field Test: i reawent o f Coaaer C'anjde i?inse Waters. EPA-603/2-77-179, U. S . E n v i ronnental Protection. Agency, Cincinnati, Ohio, 1 9 7 7 . 33 pp.
6. ;Ic:lu?:y, K. J . , P . 2. Hoover, and R . L . Goldsr:ith, E v a l u a t i c q of Advanced Reverse Osmosis iierr,branes for che Treatment o f E 7 ec t rr, p l a t: i ncj !,la s t es . tection Acienc;/, Cincinnati. Ohio.
E P A - 603/ 8- 73-51 13. E n v i r a n Ken ti! 1 Pro -
7 . Personal Connunications, Or. Robert L . Riley, Flsid System 3ivision o f il i lP, San Diego, CA.
30