Research Article Clean Production in Auto repair...
12
Journal of Applied and Industrial Sciences, 2013, 1 (3): 66-77, ISSN: 2328-4595 (PRINT), ISSN: 2328-4609 (ONLINE) 66 Research Article Abstract— This paper attempts to give a general view about the existing auto repair workshop activities in Khartoum Industrial Area with respect to clean production concepts. It concentrates on the auto pair activities with regard to the generated wastes; its volume, amount, and the general methods of their processing and disposal of these wastes in Khartoum industrial area. The paper gives a rough estimation of some waste elements in auto repair workshop, to show the hazardous situation environmentally. The paper gives the latest standard methods of waste processing and recycling of auto repair workshop by using special latest technologies. Also the paper suggests that the future is very risky unless the authorized persons are aware of what is going on auto repair workshops, and to plan for guarantee cleaner production by suitable scientific means. It also suggested establishment of special unit dealing with encouraging works, studies, and researches for treatment and recycling of out repair workshops wastes. Index Terms— Clean production, Auto pair, Recycling, waste processing I. INTRODUCTION leaner production is the continuous application of an integrated preventive environmental strategy to processes, of products and services to increase overall Efficiency, and reduce risks to humans and the environment and reducing the quantity and toxicity of all emissions and wastes before they leave a process [1and 2]. A key to cleaner production is to know the flow processing of work at automotive workshop so as to be aware of material balances in terms of input of water, energy and raw materials, and output as production of desired products, services, and generation of wastes (air, liquid and solid wastes). Only by knowing the inputs, process streams and outputs, will it be possible to efficiently manage an optimization of inputs and products and a minimization of waste generation in our rapidly developing industry and society, traditional end- of-pipe solution of environmental problems is no longer acceptable. It is typically more expensive, less effective, and carries the social shame of a reactive approach, as a treatment after the harm has been done. Modern societies do not want Environmental remediation, they want to prevent pollution and identify waste before it is generated. Cleaner production stakeholders have a strong desire for industry to consider cleaner production opportunities in their facilities and to follow through on their implementation. This paper look at local and international initiatives stakeholder community (including government, non government organizations, consultants, industry) that contributes to the initiation and implementation of cleaner production in automotive service. Presently a vehicle plays a very important role in our lives and living without a car can be tough especially in Khartoum. The importance of the vehicle doubled particularly after the amazing growth and expansion of the tripartite city, hence traveling in public transportation became extremely unbearable. For those who can suggested commuting in the public transportation is unheard of necessity for time managing, moreover the change in the ever growing middle class life style, and the rapid pace of the city force people to be in a hurry all the time, therefore a private vehicle is the ideal solution in such situations [3] In the last decade, Khartoum state expanded beyond limit in terms of population, area and above all motorizes vehicles, on the other hand, automobile dealers and companies adopted new policies in selling their cars such as, easy payment and car finance systems. Moreover, with the emergence of GIAD- the only local car manufacturer- in the market buying a car became much easier. Nevertheless if you are driving your own car, be prepare to face the worse when it break down, because breakdown and failures cannot be predicted or avoided if you are driving anywhere in the world. If faced with similar crisis while traveling in Khartoum, you do not have to worry since several maintenance centers are available round the clock for timely repair. For periodical checkup, there are some reputed centers to do so. Clean Production in Auto repair workshops 1 Mohamed Gomma Elnour 2 Hala Abbas Laz 1 University of Tabuk- Faculty of Engineering- the department of mechanical engineering–KSA. E-mail: [email protected] 2 University of Tabuk- Faculty of Science- department of mathematics. E-mail: [email protected] (Received: June 15, 2013; Accepted: August 21, 2013) C
-
Upload
truongcong -
Category
Documents
-
view
214 -
download
0
Transcript of Research Article Clean Production in Auto repair...

Journal of Applied and Industrial Sciences, 2013, 1 (3): 66-77, ISSN: 2328-4595 (PRINT), ISSN: 2328-4609 (ONLINE) 66
Research Article
Abstract— This paper attempts to give a general view about the
existing auto repair workshop activities in Khartoum Industrial
Area with respect to clean production concepts. It concentrates
on the auto pair activities with regard to the generated wastes; its
volume, amount, and the general methods of their processing and
disposal of these wastes in Khartoum industrial area.
The paper gives a rough estimation of some waste elements in
auto repair workshop, to show the hazardous situation
environmentally.
The paper gives the latest standard methods of waste processing
and recycling of auto repair workshop by using special latest
technologies.
Also the paper suggests that the future is very risky unless the
authorized persons are aware of what is going on auto repair
workshops, and to plan for guarantee cleaner production by
suitable scientific means. It also suggested establishment of special
unit dealing with encouraging works, studies, and researches for
treatment and recycling of out repair workshops wastes.
Index Terms— Clean production, Auto pair, Recycling, waste
processing
I. INTRODUCTION
leaner production is the continuous application of an
integrated preventive environmental strategy to processes,
of products and services to increase overall
Efficiency, and reduce risks to humans and the environment
and reducing the quantity and toxicity of all emissions and
wastes before they leave a process [1and 2].
A key to cleaner production is to know the flow processing of
work at automotive workshop so as to be aware of material
balances in terms of input of water, energy and raw materials,
and output as production of desired products, services, and
generation of wastes (air, liquid and solid wastes). Only by
knowing the inputs, process streams and outputs, will it be
possible to efficiently manage an optimization of inputs and
products and a minimization of waste generation
in our rapidly developing industry and society, traditional end-
of-pipe solution of environmental problems is no longer
acceptable. It is typically more expensive, less effective, and
carries the social shame of a reactive approach, as a treatment
after the harm has been done. Modern societies do not want
Environmental remediation, they want to prevent pollution and
identify waste before it is generated.
Cleaner production stakeholders have a strong desire for
industry to consider cleaner production opportunities in their
facilities and to follow through on their implementation. This
paper look at local and international initiatives stakeholder
community (including government, non government
organizations, consultants, industry) that contributes to the
initiation and implementation of cleaner production in
automotive service.
Presently a vehicle plays a very important role in our lives and
living without a car can be tough especially in Khartoum. The
importance of the vehicle doubled particularly after the
amazing growth and expansion of the tripartite city, hence
traveling in public transportation became extremely
unbearable.
For those who can suggested commuting in the public
transportation is unheard of necessity for time managing,
moreover the change in the ever growing middle class life
style, and the rapid pace of the city force people to be in
a hurry all the time, therefore a private vehicle is the ideal
solution in such situations [3]
In the last decade, Khartoum state expanded beyond limit in
terms of population, area and above all motorizes vehicles, on
the other hand, automobile dealers and companies adopted
new policies in selling their cars such as, easy payment and car
finance systems. Moreover, with the emergence of GIAD- the
only local car manufacturer- in the market buying a car
became much easier.
Nevertheless if you are driving your own car, be prepare to
face the worse when it break down, because breakdown and
failures cannot be predicted or avoided if you are driving
anywhere in the world. If faced with similar crisis while
traveling in Khartoum, you do not have to worry since several
maintenance centers are available round the clock for timely
repair. For periodical checkup, there are some reputed centers
to do so.
Clean Production in Auto repair
workshops 1Mohamed Gomma Elnour
2Hala Abbas Laz
1 University of Tabuk- Faculty of Engineering- the department of mechanical engineering–KSA.
E-mail: [email protected] 2 University of Tabuk- Faculty of Science- department of mathematics.
E-mail: [email protected]
(Received: June 15, 2013; Accepted: August 21, 2013)
C

Journal of Applied and Industrial Sciences, 2013, 1 (3): 66-77, ISSN: 2328-4595 (PRINT), ISSN: 2328-4609 (ONLINE) 67
There are several maintenance centers, within the capital, and
if the default is minor, it can be rectified and repaired at any
gas or petrol station, because they are equipped with all the
needed facilities to handle such breakdowns.
For the periodical check-up and major breakdown there are
several workshops within the tripartite capital using the latest
technologies, and state-of-the-art-machineries to carry out this
job.
Recently we have noticed there are international road between
the Sudan and other neighbours countries. This will persuade
the investor to create best automotive service in all the roads to
cover the maintenances with best technology procedures and to
be friendly with environment. This can not be achieved till we
put into operation the good idea to accept the approach of
implementation of cleaner production. In the initial stages the
auto-workshop may apply low and no-cost solutions element,
as attitude because of low awareness training, and poor
housekeeping and operational procedures. Generally
significant environmental benefits can often be achieved
through inexpensive solutions.
Everywhere the production, application, and disposal of
lubricants as an example have to cover the requirements of the
best possible protection of our nature and the environment in
general and of the living beings in special. For all cases of
direct contact between lubricants on one side and human
beings and the nature on the other side the compatibility has to
be checked. The gaining necessity for environmental
compatibility tests has to be understood by all those who are
working in the fields of application and disposal of lubricants
and the majority of auto parts recyclers are environmentally
responsible [4]. In Khartoum Industrial area these measures
are not put in consideration yet.
The waste water which is discharged into River Blue Nile has
high concentration of oil content. The average of oil content is
equal to 924.3 ppm this cause pollution to the natural water
resource and therefore effect the life cycle of human, although
the rate of contamination due to Environmental Production
Agency requiring not to exceed 15 ppm of free oil [5].
However, as even a small amount of oil can cause great harm
if it enters a storm water drain, a creek, or seeps into the soil.
It is essential that all recyclers are committed to the highest
operating standards in managing potential pollutants in
damaged and end-of-life vehicles. We have to be aware that
the pollution is international problem for the world.
II. MATERIALS AND METHODS
The study had been done by descriptive method and collecting
the data through visiting the Khartoum industrial area
workshops. We have observed common problem in their
location, and they were established and sited beside river Nile
and their waste is polluted it, beside the following
observations:
Most of them are private owned, not specially designated as
auto repair workshop area. Work is done inside or outside
workshop, e.g. on footpaths or road and in inadequate to
safety, performing the job with missed special skillful
technician and technical knowledge.
Work is carried out on unsafe work surfaces, including
a surface that is steep, unstable, loose, slippery, and
boggy or has soft edges a surface that is too thin or
weak to bear a load or a lifting device . Also area
subjected to exposure to harmful chemicals or other
risks.
Poor visibility and lighting available at breakdown site,
service personnel wearing dark colored clothing.
Service vehicle is not a conspicuous color and does
not carry adequate signage so as to be clearly visible
and warn approaching drivers of maintenance activity
. Sometimes customers drive their own vehicle within
workshop.
Spills-wet patches not cleaned up. Absorbent material
not available and floor surface slippery when wet, or
uneven with cracks and holes . Neither the employer
nor the host employer takes responsibility for the on-
site health and safety of the whole work.
Unlicensed operator drive road testing of vehicles
within their check requirement
Mechanic-tire fitter uses on-site equipment without the
host employer‟s permission , without having been
trained the safe use of the equipment without a
certificate of competency for the equipment, where
this is required.
Lifting equipment suitable for the task is not supplied
by employer and is not available at the breakdown
scene. Service person manually handles heavy
objects, e.g. truck wheels, brake drums, etc.
There is no monitoring of the service person‟s health,
safety and welfare while away from the workshop.
The service person has no means of emergency
communication with the workshop or emergency
services.
Vehicle ramps and stands have no rated capacity
marked and the safe, working Load is unknown.
Vehicles on ramps not secured in such a way as to
prevent movement. No tag out-Lock
Lack of stock control leads to excess tires-parts –
crowding storage area.
Employee required working in awkward postures for
long durations inside the vehicle. Work for long
periods where awkward postures are adopted in parts
of the vehicle cabin that have restricted or constrained
access, such as foot wells, under dashboard, in boot
underneath rear window.
No loading calculations have been made on the
strength of the supporting structure. Engines are
manually handled after removal from the vehicle.
Using air lines to clear away dust as this will release
large numbers of asbestos fibers into the breathing
zones of employees.

Journal of Applied and Industrial Sciences, 2013, 1 (3): 66-77, ISSN: 2328-4595 (PRINT), ISSN: 2328-4609 (ONLINE) 68
Using hand-operated equipment not suited to the task is
used to loosen and remove wheel nuts, e.g. short
spanner or shifting spanner is used.
Work methods are used that require awkward postures
or use of excessive force when changing tires. Final
on-road tire pressure exceeds the tire manufacturer‟s
maximum operating pressure.
Electrical equipment used in „wet‟ areas of workshop
fire fighters is ignored .
Some dealers doing repair works at streats having no even
definte fixed areas,and the waste from different kinds are
thrown arround the area causing a serous damage to social
health and to the enviroment.
Environmental operations plan for automotive workshop‟s
construction and maintenance activities took the initiative on
cleaner production for how to improve resource efficiency and
lower costs for the business and encourage the owner and staff
to help the environment and re-use the „unwanted resources‟
wastes . The process of recycling of waste guides to reducing
resources consumption , improve production efficiency, gains
in productivity, giving a further financial return and a great
deal of satisfaction at having an impact across their sorts of
things that can be recycled include solvents, used oil, oil filters
and metal parts. The management of operation plan for
automotive workshop’s construction and maintenance
activities can be illustrated basically Figure 1.
Figure (1) management flow digram of clean production in automotive workshop
Automotive workshop building
If you are building a purpose built automotive workshop there
are a few issues that you may have to keep in mind when it
comes to managing your environmental impacts. If you have a
good set-up from the beginning, avoiding and managing
problems in the future will be easy. The following guideline
addresses the three main areas of plumbing, bonding and
storage [6, 7].
Plumbing
If undertaking mechanical repairs area where oil spills, leaks
or storage is likely, make sure all drains in the following areas
drain to an oil separation system like:
workshop floor
new and used oil storage areas
car washing and degreasing bays
Your oil separation system and any other waste water
should drain to sewage, not to storm water drains.
Bonding
To stop any liquids including wash water from flowing out of
your workshop or storage areas to storm water drains or open
ground, make sure they are bonded or slope inwards.
Depending upon the surface area and what you are trying to
drain, a bond could be something as simple as a speed-bump
or angle-iron across a workshop opening to a low wall around
a 1000L bulk oil storage tank.
If you think you may be doing repair work outside of these
bonded areas then the size of your proposed workshop may
already be too small. In this case make sure of your safety
collection to any produced waste.

Journal of Applied and Industrial Sciences, 2013, 1 (3): 66-77, ISSN: 2328-4595 (PRINT), ISSN: 2328-4609 (ONLINE) 69
Storage
Store all chemicals including new and used oil and lubricants,
cleaning solvents, caustic or other contaminated wastes,
thinners, batteries and any parts containing liquids in a remote
safe , undercover area . Under no circumstances should
liquids, whether they be wastes or new products, be stored
outside the workshop unless it is under cover, safe bonded and
on sealed ground. If a spill or leak does occur, containment
and cleanup will be difficult and pollution will more than
likely occur. Sometimes a business may not need to do any
more than store their liquids inside the workshop if there is
bonding across the openings or the floor drains inwards.
Figure 2 shows the ideal design for a quick service workshop
Figure 2 Layout for quick service workshop
Waste water- Reuse and Minimization
Cleaner production spotlight about savings on water, energy
and raw materials and minimising waste generation, economic
benefits from its initial measures may be used for medium-cost
technological cleaner production solutions.
Fluids are used extensively in an automotive repair business.
Fluids are sometimes used within the engine or other vehicle
systems. They are also used for cleaning and other purposes.
Protecting the environment requires that we conserve, control
and recycle fluids wherever possible [8].
We have to think about: how much liquid waste we create- and
how we are going to guarantee its disposal. This can conclude
the followings:
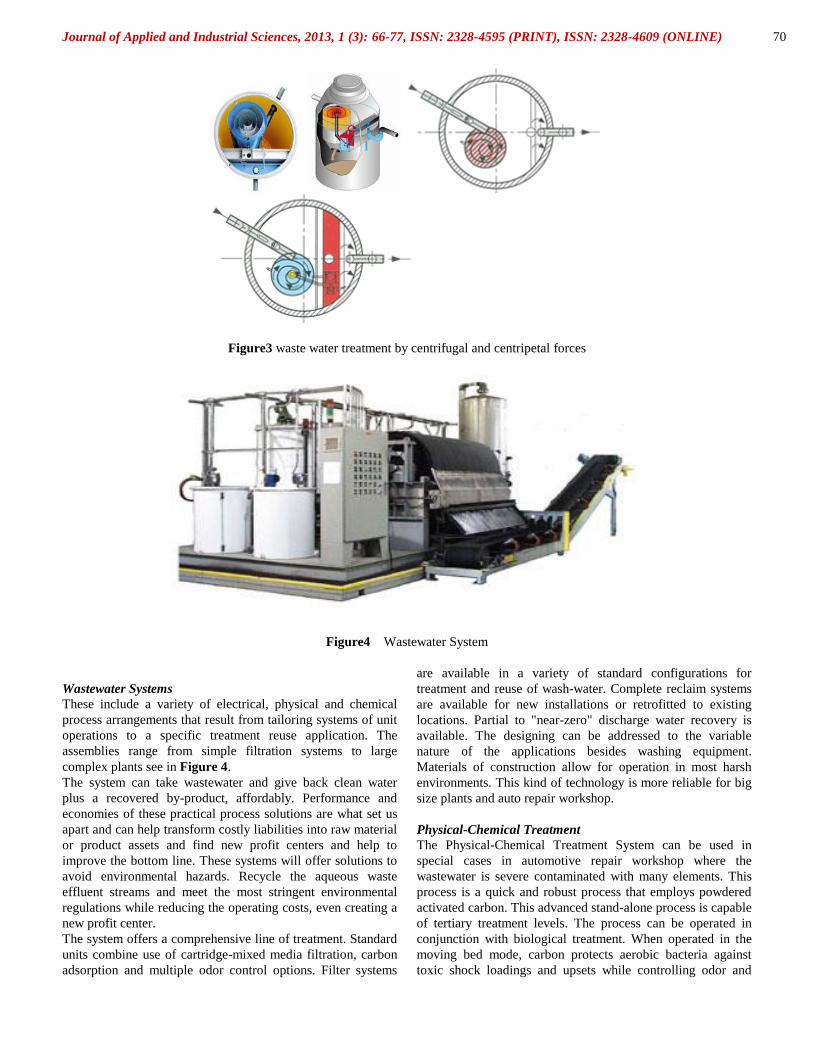
Treatment of waste water by Centrifugal and Centripetal
Forces
In these stages we use an apparatus with the spiral path having
a shaft rotating with high velocity. Centrifugal force is
generated when a water waste is pouring in. Sludge particles
and light substances re-separate from it along every single
centimetre of the spiral path, which can be up to 700 cm in
length .While heavy particles move outwards centrifugally
towards the baffle sand are deposited, light liquids
simultaneously flow in wards towards the inner wall, sludge
dewaters by sedimentation and filtering, and then can be
removed. This process can be used in small and medium size
workshop.
(See Figure 3)
Journal of Applied and Industrial Sciences, 2013, 1 (3): 66-77, ISSN: 2328-4595 (PRINT), ISSN: 2328-4609 (ONLINE) 70
Figure3 waste water treatment by centrifugal and centripetal forces
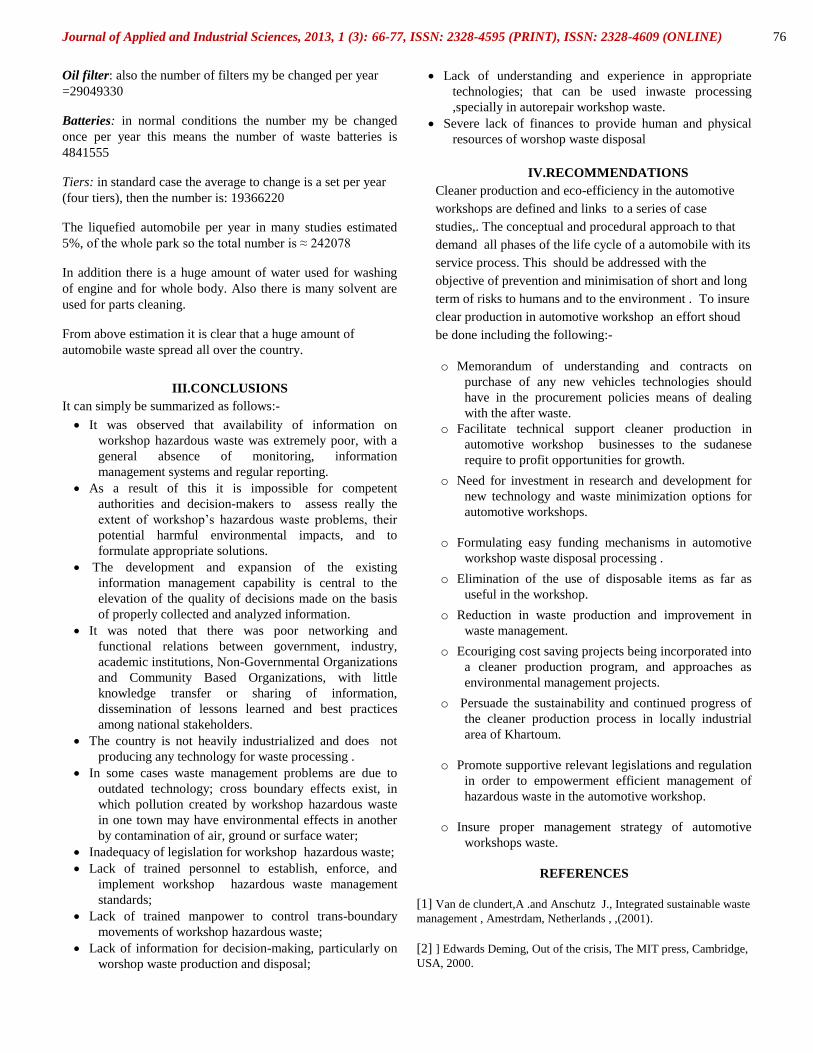
Figure4 Wastewater System
Wastewater Systems
These include a variety of electrical, physical and chemical
process arrangements that result from tailoring systems of unit
operations to a specific treatment reuse application. The
assemblies range from simple filtration systems to large
complex plants see in Figure 4.
The system can take wastewater and give back clean water
plus a recovered by-product, affordably. Performance and
economies of these practical process solutions are what set us
apart and can help transform costly liabilities into raw material
or product assets and find new profit centers and help to
improve the bottom line. These systems will offer solutions to
avoid environmental hazards. Recycle the aqueous waste
effluent streams and meet the most stringent environmental
regulations while reducing the operating costs, even creating a
new profit center.
The system offers a comprehensive line of treatment. Standard
units combine use of cartridge-mixed media filtration, carbon
adsorption and multiple odor control options. Filter systems
are available in a variety of standard configurations for
treatment and reuse of wash-water. Complete reclaim systems
are available for new installations or retrofitted to existing
locations. Partial to "near-zero" discharge water recovery is
available. The designing can be addressed to the variable
nature of the applications besides washing equipment.
Materials of construction allow for operation in most harsh
environments. This kind of technology is more reliable for big
size plants and auto repair workshop.
Physical-Chemical Treatment
The Physical-Chemical Treatment System can be used in
special cases in automotive repair workshop where the
wastewater is severe contaminated with many elements. This
process is a quick and robust process that employs powdered
activated carbon. This advanced stand-alone process is capable
of tertiary treatment levels. The process can be operated in
conjunction with biological treatment. When operated in the
moving bed mode, carbon protects aerobic bacteria against
toxic shock loadings and upsets while controlling odor and

Journal of Applied and Industrial Sciences, 2013, 1 (3): 66-77, ISSN: 2328-4595 (PRINT), ISSN: 2328-4609 (ONLINE) 71
color. Powdered activated carbon provides a significant
amount of surface area for biomass attachment and growth.
The system is well suited for "difficult-to-treat" wastewaters
where other alternatives are impractical or easily upset. Its
effectiveness and feel-safe performance for treatment of
hydrocarbon-impacted water is well known. This system also
serves excellent pretreatment functions in complex wastewater
reuse treatment trains [9,10, 11].
Solvent recovery
To reduce the wastewater pollution which generated by the
solvent cleaning operations of small automobile repair
workshops by effortless idea for making solvent tank is a very
simple piece of equipment easy to set up and operate. The
solvent tank system is introduced to individual workshops as a
simple three-part package namely the solvent tank. A few
supplementary tools and some joins to falicetate preparing the
aqueos solution in an open tank for washing purposes and
collection of waste water in anothere tank. The polluted water
is then discharged at suitable placeses, as in figure 5 . The
benefit is increased worker efficiency, improved working
position, no rusting of parts, cleaner workshop, eliminated the
need for detergent use and discharge into the environment[11].
Figure 5
Figure 6 Hydraulic filter crushers
End of life vehicle recycling
When a car reaches the end of its useful life it is usually sold
to a vehicle dismantler. The dismantler will remove parts that
can be sold for reuse, remove the potentially environmentally
polluting materials such as operating fluids and batteries, and
then sell the hulk to a shredding operation. Shredders are high
capacity hammer mills that break the hulk in to fist-sized parts.
Ferrous metals are then removed by magnetic separation and
non-ferrous metals are sorted both mechanically and by hand.
The proportion of end life vehicles currently recycled is much
greater than any other consumer product; even so the
remaining material is buried in landfill sites through the year.
These material is mainly made up of plastics, rubber, glass,
dirt, carpet fibers and seat foam [ 12 ] Generally the source of
pollution in end-of-life vehicles can be classified as following:
[13]

Journal of Applied and Industrial Sciences, 2013, 1 (3): 66-77, ISSN: 2328-4595 (PRINT), ISSN: 2328-4609 (ONLINE) 72
Oils
Generally spills from motors, differentials and transmissions,
brake and power steering units, and residues in components,
hydraulic pipe work and transmission lines, oil filters. The
recovery of fluids by more effective de-pollution is one of the
areas of greatest concern regarding motor vehicles. Although
the disposal of fluids is a major issue, the effects of
inappropriate treatment of fluids removed during servicing are
also significant. Increasing amounts of engine oil are being
recovered and recycled however less than a third of waste oil
is recycled. Lubricating oil has the greatest pollution potential
also.
Removed, oil filters in –end-life automobile can retain large
amounts of oil and this may be discharged with the filter
leading to further pollution. Vehicle dismantlers leave oil
filters on the engines and they are recycled along with them.
Oil can be recovered using special oil filter presses which
squeeze out the oil and the remaining flattened metal can be
recycled with other steel. Oil filter crushers can be available
for use on site at garages, although this is currently not
common practice. Nevertheless, it is hoped that oil filter
crushers will be increasingly introduced into civil amenity
sites.
Used oil filters are difficult to completely drain of oil, even
after draining, may contain oil trapped inside the filter. Used
filters are considered to be liquid waste and cannot be placed
in a bin or skip for disposal. Filters need to be managed by
Hydraulic filter crushers which separate the dirty oil from the
filter.
Best practice management of oil filter wastes involves the use
of a mechanical crusher to remove and recover most of the oil
they contain. See in Figure 6.
The free oil removed from the filter must be contained,
managed and stored separately (for collection into waste oil
storage drums) from the filters. Drained and mechanically
crushed oil filters (not containing free liquids) are then
classified as solid waste. Some metal recyclers may accept the
crushed filters that can then be passed to scrap metal with a
much reduced chance of environmental pollution [12 , 14].
Batteries
Batteries require a separate collection, including those
containing more than 0.4% lead by weight, which includes
vehicle lead acid batteries. There is a well-established system
for the recovery of lead acid car batteries with many local
authorities and garages having collection points. The recycling
rate for car batteries is estimated to exceed 90%. However, a
significant number of batteries are still not recovered and
recycled (for example, many scrap cars still contain batteries
when they are shredded) [ 10 ]. Also we have to think about
thousands of bataris that replaced every year.
Fuel
Petrol and diesel, including residues in fuel tanks, filters and
fuel lines
Chemically treated water - including radiator coolant and
windscreen washer fluids also are usually found in with end-
life vehicles.
Gases:
Usually obtained from air-conditioning units and airbags.
In Sudan car scrap purchasers have traditionally broken up
vehicles for spare parts and sent the remains for crushing and
melting down to Giad Industry lately. No Sudanese legislation
has to come into force to improve the recyclability of vehicles
and minimize the environmental impact of disposal.
The composition of a typical car has changed substantially in
recent years. For example, ferrous metal content has decreased
significantly as lighter; more fuel-efficient materials such as
plastics are incorporated into vehicle design.
The reuse of parts and the reclamation of materials from motor
vehicles is not a new industry. Metal parts in particular have
for a long time a value, either in terms of reuse or recycling.
Nowadays there are many parts that can be recycled, from the
oil and its filter to plastic bumpers ,engines and in some cases
the whole body.
An analysis of vehicle manufacturer data for around seventy
popular 1998 car models shows in Figure 7[15 , 16].
Recovery and disposal of individual components Metals
Approximately 76% by weight of the average car is metal,
most of which is comprised of sheet steel. The overall metal
content of cars has declined rapidly during the last 20 years
accompanied by an increase in the proportion of non-ferrous
metals used in their manufacture, such as aluminum and
magnesium. Currently about 98% of the metals in a car are
recycled. These metals are recovered by the vehicle shredding
industry and subsequently utilize by the steel industry and re-
smelting plants. See Bruce Taylor [ 15 ].
Development of applications and marketing for recycled
plastics
Plastics used in the car industry have risen considerably, where
an average new car in 1984 contained 8.5% by weight of
plastics a similar car today contains around 11%. Plastics are
used for their distinctive qualities, such as impact and
corrosion resistance, in addition to low weight and cost due to
its light weight properties, the use of plastics can lead to
considerable energy savings, with a car weighting 1.3 tonnes
without plastics consuming approximately an extra 1000 liters
of fuel during its life compared to a car weighing 1.1 tonnes ,
with plastic. Despite the relatively high recycling rate for end
life vehicles, the proportion of plastics from end life vehicles
being recycled is extremely low. One reason for this is the
wide variety of polymer types used. Identification, by marking

Journal of Applied and Industrial Sciences, 2013, 1 (3): 66-77, ISSN: 2328-4595 (PRINT), ISSN: 2328-4609 (ONLINE) 73
components at production or by improved sorting
technologies, will be vital if the practice of recovering plastic
parts is to become viable. One of the few plastic parts
currently being recovered from end- life vehicles is battery
cases. See Bruce Taylor [15,17].
The most common automotive plastics types are
polypropylene, polyethylene, polyurethane and
polyvinylchloride and accounts for approximately 41% of all
car plastics (common in bumpers, wheel arch liners and
dashboards), and like (most common in seat foam) it is easily
recycled. Viable markets from non-automotive sources already
exist.
Figure 7 Breakdown of modern vehicle materials (by weight).
Catalytic Converters
Catalytic converters have only been fitted as standard in new
petrol injected-engine cars since 1992, so the business of their
recovery is still developing. In the US, there is a well-
established network of agents who collect the catalytic
converters and a similar system is developing in the UK. The
steel from the exhaust and the precious metals from the car can
be recovered when the cat is replaced. Platinum, rhodium and
palladium can be recovered for reuse, either in new auto cars
or for some other purpose, and as 68% of platinum and 90% of
rhodium used in Western Europe go into the production of
catalysts, this business is extremely viable. The ceramic casing
is also recovered as a powder for refining.
[ 9 ].
Glass recovery processes
In 1999, end life vehicles dropping had reached to middling
amount, with glass constituting approximately 3% of a
vehicles weight, in excess of automotive scrap glass were
theoretically available for recycling. This is likely to be
increasing with the rise in end life vehicles. Currently, the
majority of glass is sent to landfill and only a small proportion
is recycled.
There are two types of glass used in the auto industry,
toughened and laminated. Toughened glass is easy to remove
from vehicles after shattering. Laminated glass, however,
doesn't shatter and will need to be removed manually, which is
time-consuming. In addition, as the value of glass is relatively
low, it is currently not possible to recover the cost of removal
glass.
Storing and Transporting Recycled used Parts
Even with all the best de-pollution procedures, some parts
such as engines and power steering units might still leak oil

Journal of Applied and Industrial Sciences, 2013, 1 (3): 66-77, ISSN: 2328-4595 (PRINT), ISSN: 2328-4609 (ONLINE) 74
while being transported or stored prior to sale in this case we
have to:
Place oil drip trays under any components that may leak
oil in your transport vehicle or parts storage area;
Where possible, wrap parts in plastic to avoid any leaks.
Avoid leaving any greasy or oily parts in your yard, where
rain may wash the oil away. At a minimum, greasy parts
should be placed inside vehicles in the yard until they can be
cleaned properly.
Improved tire recovery processes
To reduce waste and save money, good advice is to treat your
tires properly for maximum tire life. Simple maintenance and
correct inflation pressures mean you don't need to replace them
prematurely. A worn tire is not only dangerous, but uses more
fuel. When the time comes to change tires, considering the
environmental aspects of their replacements may also save
money.
Tires account for around 3.5% of the weight of an average
vehicle. Waste prevention is a primary objective when looking
for future developments in scrap tire options. Ongoing
research into improvements in tire procurement and
construction has resulted in the life expectancy of tires
continuing to lengthen [ 9, 18 ].
Reuse of part-worn tires extracting the maximum safe life
from a tire saves valuable resources (oil, rubber, steel etc).
Before the tire can be resold it must be checked. Part-worn-
tires must have a minimum of 2mm tread remaining and be
marked as part-worn on both sides at the time of sale. Re-
treading doubles the life of a tire, reducing the numbers of new
tires needed and minimizing waste. Retreading involves either
replacing only the tread section or replacing rubber over the
whole outer surface of the tire . Using a retread tire for an
average car takes 4.5 gallons less oil than the equivalent new
tire yearly and for commercial vehicle tires saving is
estimated to be about 15 gallons per tire. Car tires can only be
retreaded once , but truck tires can be retreaded up to three
times.
Despite the improved quality of retreading, there has been a
continuing decline in the passenger car retread market. While
the truck retread market remained steady. It isn't always
possible to retread tires which suffer too much damage.
Recycling through grinding is the most widespread materials
recovery process in granulated crumbs. This process produces
a range of crumb sizes through the progressive size reduction
process with the energy used to break up tires increasing as the
particle size decreases. Crumb is used in sports and play
surfaces, brake linings, landscaping mulch, carpet underlay,
absorbents for wastes and shoe soles. Crumb can also be
recycled in road asphalt. Rubberized asphalt can increase road
elasticity, temperature range and resistance to oxidation, which
can result in fewer ruts, potholes and cracks in the surface.
Some crumb can be used in formulations with virgin rubber,
but this is less than 5% of the total [19].
Recycling through cryogenic fragmentation, tires are shredded
and cooled to below minus 80 degrees C. A hammer mill then
pounds the chips to separate the components. The resultant
rubber granules can be used for athletics tracks, carpet
underlay, playground surfaces and rubberized asphalt for road
surfaces. The energy input required for such low temperatures
is relatively high.
Recycling through de-vulcanization, treating vulcanized rubber
with heat or chemicals can produce de-vulcanized rubber,
which can be used to replace part of the virgin material in
automotive and cycle tires, conveyor belts and footwear. The
variety of uses for this rubber has been limited due to its
uncreative nature leading to poor bonding strength. Possible
uses are for automotive components, building products,
coatings, sealants and containers for hazardous waste. The
developers believe it provides a valuable option for waste tires
[9].
Recycling through microwave technology and Advance
Molecular Agitation Technology (AMAT) has developed a
prototype using microwave technology. This breaks the tires
into their original components. The steel is of a high grade
quality and can therefore be sold for recovery . The carbon and
oil are also reusable. The amount of emissions produced is
minimal. In terms of energy recovery tires have a high calorific
value, about 20% greater than that of coal, which on burning
can be harnessed to produce heat energy. Compared to
recovery of energy by direct burning, is a self-contained
process, which avoids the release of large volumes of
combustion gases. This saves on the cost of cleaning or
"scrubbing" systems needed with normal incineration to
remove pollutants from the gases. It also means that the
process can be controlled to recover products for resale energy
recovery through incineration. In cement kilns, tires are able to
replace up to about 25% of the coal which would otherwise be
used in cement kilns, and reduce nitrogen oxide emissions.
Other uses of waste tires these include:
o boat and dock fenders
o under road surfaces
o sports tracks
o weights on silage sheeting on farms
o crash barriers at motor racing circuits
o children's play surfaces and furniture
o protection for young plants and trees
o compost heap containers
o roof tiles
o noise control products

Journal of Applied and Industrial Sciences, 2013, 1 (3): 66-77, ISSN: 2328-4595 (PRINT), ISSN: 2328-4609 (ONLINE) 75
o structural support for earth walls
o motorway embankments
o artificial reefs and coastal defenses
Statistical Analysis
According to information collected from Traffic Central
Administration for the general park of automobile, we can
estimate the expected wastes of repair activates and
replacement,
The table bellow illustrates the total number of automobiles
registered in Traffic Central Administration:
Table 1
Number of registered automobiles in Sudan
Year Total number of automobiles
2000 2 306 137
2001 2 411 145
2002 2 465 637
2003 2 722 539
2004 2 747 792
2005 2 872 594
We can obtain the regression line of the number of automobiles (let it y) on year (let it X) to estimate the total number of
automobiles in 2015.
Using the least square method, [20, 21, 22]
Year X X
2 Y XY
2000 -3 9 2 306 137 - 6918411
2001 -2 4 2 411 145 - 4822290
2002 -1 1 2 465 637 - 2465637
2003 1 1 2 722 539 2722539
2004 2 4 2 747 792 5495584
2005 3 9 2 872 594 8617782
Total 28 15 525 844 2 629 567
XX
XYYY
2
7.2587640
n
YY
Y = 2587640.7 + 93913.107 X (1)
Where the origin X =0 corresponds to Jan. 2003, and X is
measured in half years.
We can rewrite equation (1) by:
Y = 2587640.7 + 187826.21 X (2)
Where the origin at Jan. 2003, and X is measured in years.
At 2015 the number of automobiles becomes: 4841555.22 ≈
4841555
Calculation of automotive general repair waste elements
Engine oil: as an average any automobile is expected to
change the oil three times per year each six liters, so the oil to
be treated as waste is:
6 X 4841555 = 29049330 liters
Journal of Applied and Industrial Sciences, 2013, 1 (3): 66-77, ISSN: 2328-4595 (PRINT), ISSN: 2328-4609 (ONLINE) 76
Oil filter: also the number of filters my be changed per year
=29049330
Batteries: in normal conditions the number my be changed
once per year this means the number of waste batteries is
4841555
Tiers: in standard case the average to change is a set per year
(four tiers), then the number is: 19366220
The liquefied automobile per year in many studies estimated
5%, of the whole park so the total number is ≈ 242078
In addition there is a huge amount of water used for washing
of engine and for whole body. Also there is many solvent are
used for parts cleaning.
From above estimation it is clear that a huge amount of
automobile waste spread all over the country.
III.CONCLUSIONS
It can simply be summarized as follows:-
It was observed that availability of information on
workshop hazardous waste was extremely poor, with a
general absence of monitoring, information
management systems and regular reporting.
As a result of this it is impossible for competent
authorities and decision-makers to assess really the
extent of workshop‟s hazardous waste problems, their
potential harmful environmental impacts, and to
formulate appropriate solutions.
The development and expansion of the existing
information management capability is central to the
elevation of the quality of decisions made on the basis
of properly collected and analyzed information.
It was noted that there was poor networking and
functional relations between government, industry,
academic institutions, Non-Governmental Organizations
and Community Based Organizations, with little
knowledge transfer or sharing of information,
dissemination of lessons learned and best practices
among national stakeholders.
The country is not heavily industrialized and does not
producing any technology for waste processing .
In some cases waste management problems are due to
outdated technology; cross boundary effects exist, in
which pollution created by workshop hazardous waste
in one town may have environmental effects in another
by contamination of air, ground or surface water;
Inadequacy of legislation for workshop hazardous waste;
Lack of trained personnel to establish, enforce, and
implement workshop hazardous waste management
standards;
Lack of trained manpower to control trans-boundary
movements of workshop hazardous waste;
Lack of information for decision-making, particularly on
worshop waste production and disposal;
Lack of understanding and experience in appropriate
technologies; that can be used inwaste processing
,specially in autorepair workshop waste.
Severe lack of finances to provide human and physical
resources of worshop waste disposal
IV.RECOMMENDATIONS
Cleaner production and eco-efficiency in the automotive
workshops are defined and links to a series of case
studies,. The conceptual and procedural approach to that
demand all phases of the life cycle of a automobile with its
service process. This should be addressed with the
objective of prevention and minimisation of short and long
term of risks to humans and to the environment . To insure
clear production in automotive workshop an effort shoud
be done including the following:-
o Memorandum of understanding and contracts on
purchase of any new vehicles technologies should
have in the procurement policies means of dealing
with the after waste.
o Facilitate technical support cleaner production in
automotive workshop businesses to the sudanese
require to profit opportunities for growth.
o Need for investment in research and development for
new technology and waste minimization options for
automotive workshops.
o Formulating easy funding mechanisms in automotive
workshop waste disposal processing .
o Elimination of the use of disposable items as far as
useful in the workshop.
o Reduction in waste production and improvement in
waste management.
o Ecouriging cost saving projects being incorporated into
a cleaner production program, and approaches as
environmental management projects.
o Persuade the sustainability and continued progress of
the cleaner production process in locally industrial
area of Khartoum.
o Promote supportive relevant legislations and regulation
in order to empowerment efficient management of
hazardous waste in the automotive workshop.
o Insure proper management strategy of automotive
workshops waste.
REFERENCES
[1] Van de clundert,A .and Anschutz J., Integrated sustainable waste
management , Amestrdam, Netherlands , ,(2001).
[2] ] Edwards Deming, Out of the crisis, The MIT press, Cambridge,
USA, 2000.

Journal of Applied and Industrial Sciences, 2013, 1 (3): 66-77, ISSN: 2328-4595 (PRINT), ISSN: 2328-4609 (ONLINE) 77
[3] Joseph Anthony Salvato, Environmental Engineering and
Sanitation, McGraw-Hill. New York, USA, (1994).
[4] Abdelmajid, Esssam M. , Waste engineering and management,
Sudan Academy for publishing and distribution. Khartoum.
Sudan, (2006).
[5] Abdelmajid, Esssam “ Oily Waste Water Treatment At
Khartoum North Power Station”, Industrial Research Journal, Vol 7.
Khartoum, Sudan, (2009).
[6] Archie B. Carroll, Ann K. Bucholtz, Business and society: Ethics
and stakeholder management, South Western, USA, 2008.
[7] Jack R. Meredith, The Management of Operation, Jack Wiley
and Sons Inc., USA, 1992.
[8] Metcalf and Eddy Inc., Wastewater engineering; Treatment
disposal and reuse ,3rd,ed. McGraw-Hill ,New York. USA, (2000).
[9] Des W. Connell, Gregory J. Miller, Chemistry and Ecotoxicology
of Pollution, McGraw-Hill. New York, USA, ( 1984).
[10] Donal W. and Herbart E..” Waste water treatment “ Prentice-
Hall, lnc.Englewood Cliffs, USA, (1979).
[11] Elsayed A.A., soil pollution, Shenhabi for publishing and
distribution, Egypt. (2001).
[12] David H Jacobs, How to Design and Build Your Auto
Workshop, publish. motor books intern, USA, ( May 1998).
[13] Service Manual- Truck Models- USA. 1984.
[14] Foaad A. Alshakh, Lubricant oil manufacturing, Cairo, 2005.
[15] Bruce Taylor, Encouraging industry to assess and implement
cleaner production measures, Enviro- Stewards Inc. Elmira, Ontario,
Canada, (2006).
[16] Anon, End of life vehicle sheet (Mitsubishi),Tokyo, Japan,
(2005).
[17] Fawzy A. Algaisi, Plastic Manufacturing, Bagdad, 2003.
[18] Tire Damage inspection Manual-The Ohtsu- Japan, 2002.
[19] Anon , Tire recycling information sheet(Bridgestone & Tiptop),
Salt lake City Utah, USA, (2005).
[20] Divid .R.,Dennis J, and Thomas A, Statistics Concepts and
Applications, West Publishing Company, New York , USA, (1986).
[21] Murray R., Probability Administration and Statistics, Mc
GRAW-HILL BOOK COMPANY, USA, [1980].
[22] Mohamed A.E., Introduction to descriptive statistics, Khartoum
for publishing and distribution . Sudan, (2006).