
Reduced set for conference handout updated final kunal melbourne
35
METAL 3D PRINTING FOR LARGE PARTS AND REPAIR APPLICATIONS IN KEY INDUSTRY VERTICALS (OIL & GAS, AVIATION, DEFENSE) METAL 3D PRINTING FOR LARGE PARTS AND REPAIR APPLICATIONS IN KEY INDUSTRY VERTICALS (OIL & GAS, AVIATION, DEFENSE) © EFESTO LLC . Kunal Varma Global Sales Manager [email protected] www.efesto.us MAY 26, 2015 INSIDE 3D PRINTING MELBOURNE PRESENTATION OUTLINE • PRIMARY METAL 3DP TECHNOLOGIES • DIRECTED ENERGY DEPOSITION (DED) • LARGEST/PREMIUM COMMERCIALLY AVAILABLE INERT/VACUUM CHAMBER DED SYSTEMS • APPLICATION EXAMPLES • ABOUT EFESTO • DED FOR KEY INDUSTRY VERTICALS • BUSINESS CASE FOR EFESTO’S HIGH- END DED SERVICE BUREAUS • 3DP INDUSTRY OVERVIEW AND DED INDUSTRY LANDSCAPE
-
Upload
mecklermedia -
Category
Technology
-
view
21 -
download
0
Transcript of Reduced set for conference handout updated final kunal melbourne

METAL 3D PRINTING FOR LARGE PARTS AND REPAIR APPLICATIONSIN KEY INDUSTRY VERTICALS (OIL & GAS, AVIATION, DEFENSE)
METAL 3D PRINTING FOR LARGE PARTS AND REPAIR APPLICATIONSIN KEY INDUSTRY VERTICALS (OIL & GAS, AVIATION, DEFENSE)
© EFESTO LLC.Kunal Varma
Global Sales [email protected]
www.efesto.us
MAY 26, 2015INSIDE 3D PRINTING
MELBOURNE
PRESENTATION OUTLINE• PRIMARY METAL 3DP TECHNOLOGIES
• DIRECTED ENERGY DEPOSITION (DED)• LARGEST/PREMIUM COMMERCIALLY
AVAILABLE INERT/VACUUM CHAMBER DED SYSTEMS
• APPLICATION EXAMPLES
• ABOUT EFESTO
• DED FOR KEY INDUSTRY VERTICALS• BUSINESS CASE FOR EFESTO’S HIGH-
END DED SERVICE BUREAUS
• 3DP INDUSTRY OVERVIEW AND DED INDUSTRY LANDSCAPE

Your Logo
Who is Efesto?
THE LEADING EXPERTS IN BUILDING DED APPLICATIONS & MARKETS
Name Derived from and Inspired by HephaestusThe Greek God of Metallurgy, Sculpture, Engineering, Technology and Fire
Focused on 3D Metal Printing Solutions for medium, large and very large components
Using ONLY industrially hardened, production proven, commercial metal 3DP systems
RAPID GROWTH, Active in Americas, Europe, Asia, Africa
Visionary team of industry “thought leaders”, business professionals and technology partners
Primary Mission – Delight Its Customers!
Your Logo
THERE ARE CURRENTLY TWO PRIMARY TECHNOLOGIES FOR METAL 3-D PRINTING
PBF - POWDER BED FUSION – LASER OR EBEAM IS USED (aka: DMLS, Selective Laser Sintering, Selective Laser Melting, Electron Beam Melting…)(Examples: EOS, SLM Solutions, Arcam, Renishaw, Concept Laser, 3D Systems/Phenix…..)
DED - DIRECTED ENERGY DEPOSITION – LASER OR EBEAM IS USED(aka: Laser Metal Deposition, Electron Beam Additive Manufacturing, Powder Fed or Wire Fed Additive Manufacturing)(Examples: Optomec LENS, RPM Innovations, BeAM, Insstek, Trumpf, Sciaky (EBAM)…)
PBF is the predominant adopted technology today, since it readily adapts to complex geometries, fine finishes, and low to medium volume parts manufacturing. ~90% of metal 3-D printing machines today are PBF.
DED offers several compelling capabilities, especially for repair, hybrid manufacturing, free form build of large and very large parts of lower complexity, multi-alloy/FGM, flexible automation, inert/open atmosphere capability.
DED adoption growing at exponential rate for industrial applications since in single platform, DED offer a multi-faceted portfolio for free form fabrication of functional prototypes, low volume production, and MRO.
TODAY - PBF AND DED ARE MOSTLY COMPLEMENTARY TECHNOLOGIES WITH LIMITED OVERLAPTODAY - MAXIMUM BENEFIT IS DERIVED BY EMBRACING BOTH TECHNOLOGIES

Your Logo
Powder Bed Fusion Process (PBF) • Always in inert chamber
• Most builds require supports
• All builds require heat treat
• Little final machining
• Low power laser used
• Many certified metals
• Highest powder costs
• Close to fully dense• Powder bed additive manufacturing uses fine powders (5-50µm) to build parts layer by layer• The powder spreader spreads a thin layer of powder on the build platform. • The laser melts the powder in locations where the part is to be. • When the layer is complete, the build platform is moved downward by the thickness of one layer.• A new layer is then spread on the previous layer. Typical layers are 20 – 50 micron (metric).• Typical build speeds 10gm/hour to 200 gm/hour; Best resulting tolerance of all metal AM processes;• PBF PRIMARILY FOR SMALL COMPLEX PARTS (Max Build Size available today 600x400x500 mm)• PBF NOT SUITABLE FOR REPAIR/MRO, MULTI-ALLOY BUILDS OR HYBRID MANUFACTURING
Your Logo
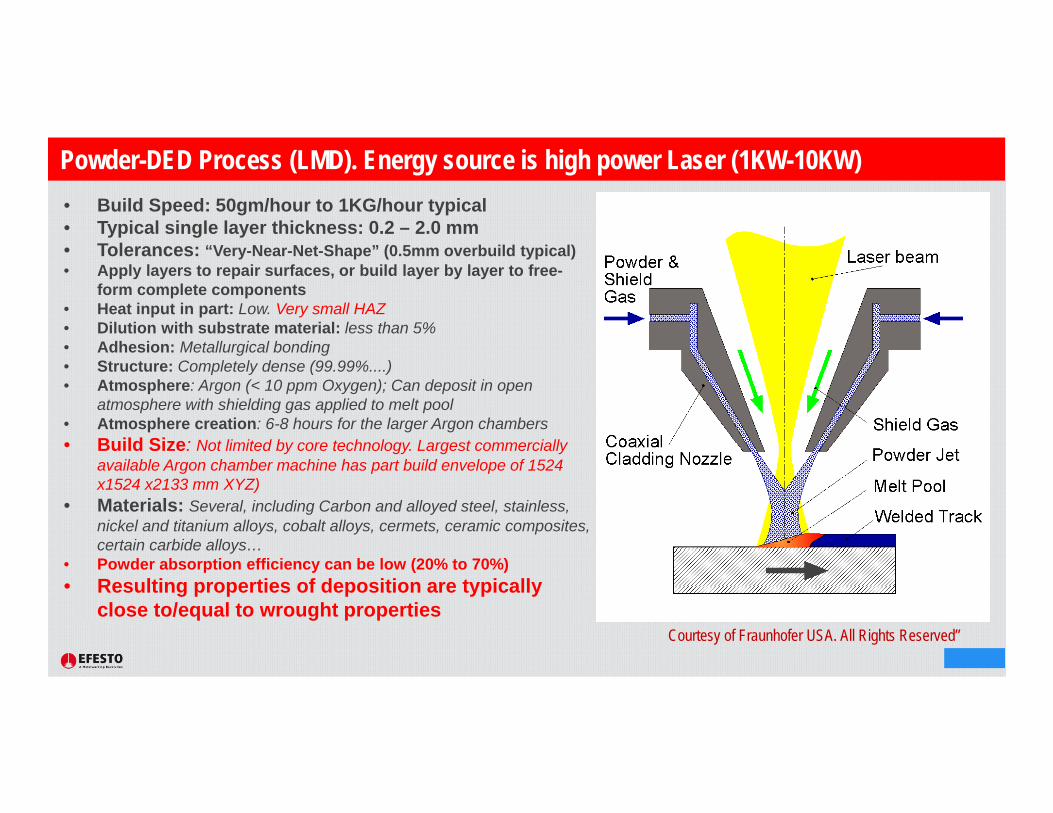
Powder-DED Process (LMD). Energy source is high power Laser (1KW-10KW)• Build Speed: 50gm/hour to 1KG/hour typical• Typical single layer thickness: 0.2 – 2.0 mm• Tolerances: “Very-Near-Net-Shape” (0.5mm overbuild typical)• Apply layers to repair surfaces, or build layer by layer to free-
form complete components• Heat input in part: Low. Very small HAZ• Dilution with substrate material: less than 5%• Adhesion: Metallurgical bonding• Structure: Completely dense (99.99%....)• Atmosphere: Argon (< 10 ppm Oxygen); Can deposit in open
atmosphere with shielding gas applied to melt pool• Atmosphere creation: 6-8 hours for the larger Argon chambers• Build Size: Not limited by core technology. Largest commercially
available Argon chamber machine has part build envelope of 1524 x1524 x2133 mm XYZ)
• Materials: Several, including Carbon and alloyed steel, stainless, nickel and titanium alloys, cobalt alloys, cermets, ceramic composites, certain carbide alloys…
• Powder absorption efficiency can be low (20% to 70%)• Resulting properties of deposition are typically
close to/equal to wrought propertiesCourtesy of Fraunhofer USA. All Rights Reserved”

Your Logo
The RPMI LMD 557DEVELOPED VIA >70,000 hoursOF PAID LMD SERVICES @ RPMI
557 IS WORLD’S LARGEST POWDER-FED, ARGON CHAMBER,COMMERCIALLY AVAILABLE, PRODUCTION PROVEN, LMD SYSTEM
557 WORK ENVELOPE:1524 x 1524 x 2133 mm
5-axis; 2 dual-hopper powder feeders; Heavy Duty Tilt/Rotate table; 4KW IPG Laser; Internal LMD heads for deposition inside bores/cavities;
SMALLER SYSTEMS AVAILABLELMD 222: 600 x 600 x 600 mm XYZLMD 535: 1524 x 914 x 1524 mm XYZLARGER SYSTEMS CAN BE BUILTNo technical limitation, only matter of $$$
Your Logo
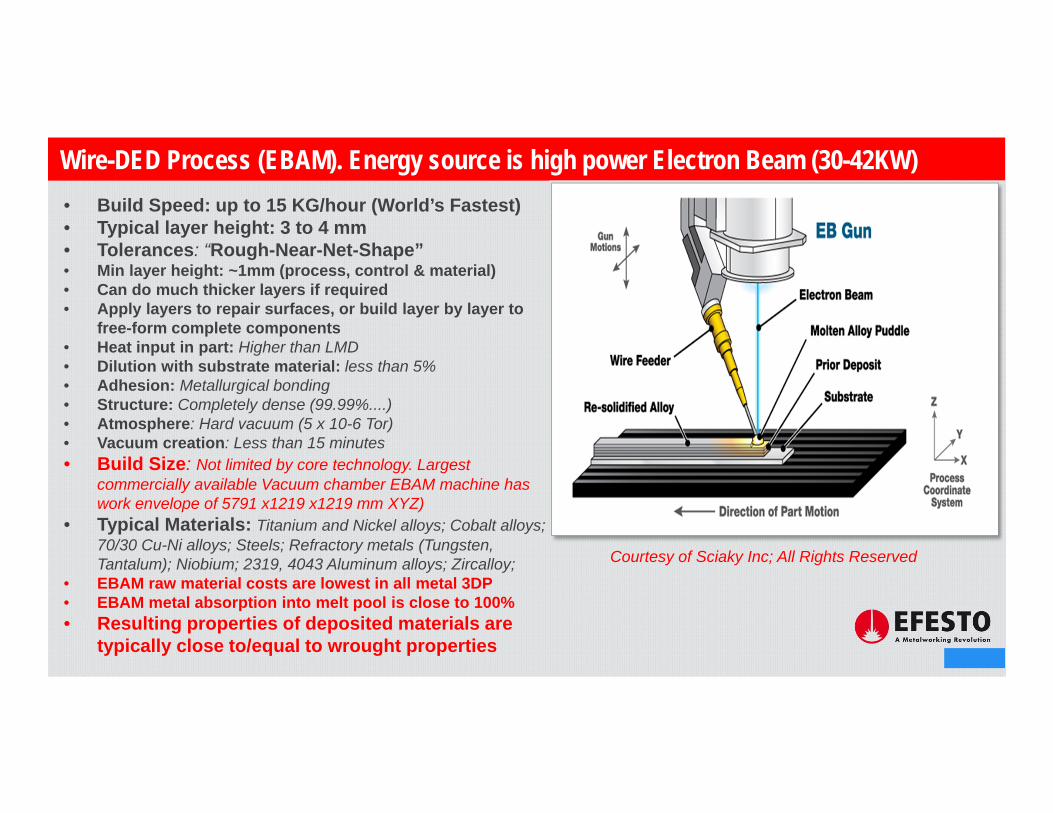
Wire-DED Process (EBAM). Energy source is high power Electron Beam (30-42KW)• Build Speed: up to 15 KG/hour (World’s Fastest)• Typical layer height: 3 to 4 mm• Tolerances: “Rough-Near-Net-Shape”• Min layer height: ~1mm (process, control & material)• Can do much thicker layers if required• Apply layers to repair surfaces, or build layer by layer to
free-form complete components• Heat input in part: Higher than LMD• Dilution with substrate material: less than 5%• Adhesion: Metallurgical bonding• Structure: Completely dense (99.99%....)• Atmosphere: Hard vacuum (5 x 10-6 Tor)• Vacuum creation: Less than 15 minutes • Build Size: Not limited by core technology. Largest
commercially available Vacuum chamber EBAM machine has work envelope of 5791 x1219 x1219 mm XYZ)
• Typical Materials: Titanium and Nickel alloys; Cobalt alloys; 70/30 Cu-Ni alloys; Steels; Refractory metals (Tungsten, Tantalum); Niobium; 2319, 4043 Aluminum alloys; Zircalloy;
• EBAM raw material costs are lowest in all metal 3DP• EBAM metal absorption into melt pool is close to 100%• Resulting properties of deposited materials are
typically close to/equal to wrought properties
Courtesy of Sciaky Inc; All Rights Reserved
Your Logo
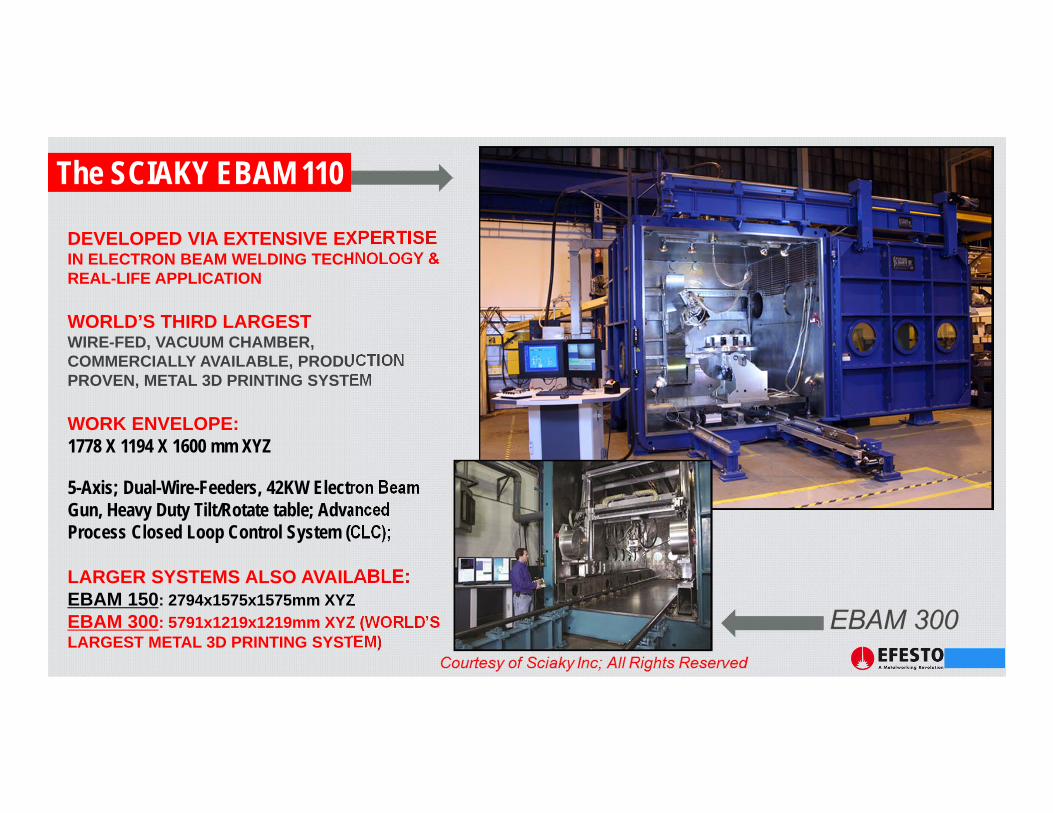
The SCIAKY EBAM 110
DEVELOPED VIA EXTENSIVE EXPERTISE IN ELECTRON BEAM WELDING TECHNOLOGY & REAL-LIFE APPLICATION
WORLD’S THIRD LARGEST WIRE-FED, VACUUM CHAMBER,COMMERCIALLY AVAILABLE, PRODUCTION PROVEN, METAL 3D PRINTING SYSTEM
WORK ENVELOPE:1778 X 1194 X 1600 mm XYZ
5-Axis; Dual-Wire-Feeders, 42KW Electron Beam Gun, Heavy Duty Tilt/Rotate table; Advanced Process Closed Loop Control System (CLC);
LARGER SYSTEMS ALSO AVAILABLE:EBAM 150: 2794x1575x1575mm XYZEBAM 300: 5791x1219x1219mm XYZ (WORLD’S LARGEST METAL 3D PRINTING SYSTEM)
Your Logo
MOST WELDABLE MATERIALS CAN BE DEPOSITED VIA DED (with few exclusions)
Key Advantages of LMD/EBAM/DED versus welding processes:• Fully dense typical; Metallurgical bond; Minimal to no delamination risk; Minimal to no cracking
• Low distortion due to small Heat Affected Zone (HAZ) (Very small HAZ in LMD processes)
• LMD – Minimal (often none) post-process finish machining due to “very near-net-shape”
• (For LMD only) Deposit inside of bores, cavities, difficult-to-access regions, and onto thin walls
• Functionally Graded Materials/Multiple Alloys onto same parts, functional optimization
• Inert/Vacuum atmosphere; Results in minimal contamination/best quality/material properties
• DED worn/damaged surfaces over and over again to reclaim/repair parts - minimize lead time
• DED material properties very close to or better than wrought properties in most cases
• DED is automated process; complex geometries; 5-axis; near net shape on contours…
• DED free-form fabrication of complex, small-large, multi-alloy, exotic alloy, functional parts
DED WILL DELIVER SUPERIOR RESULTS IN MOST ALL APPLICATIONS WHERE WELDING IS APPROVED
Your Logo
KEY VALUE-ADDITION VIA DED TECHNOLOGY (LMD AND EBAM as applicable)
Repair/Reclaim expensive/critical components which were previously unrepairable, at a fraction of the cost of new components, and with much shorter lead times than procuring new components.
Much higher quality & capability for repair compared to conventional methods (welding, thermal spray)Enhance life of expensive components by printing layers of super-alloys/exotic metals which last longer
(sometimes 10X) than the original metal, in demanding applications (heat, corrosion, wear, erosion)Fabricate components which could not be conventionally manufactured, with better life/ease of repair
Fabricate components in multi-alloy composition (FGM) for optimal functional performance
Optimized “hybrid manufacturing” (build bulk of part conventionally, add features via DED)
Dramatically reduce the lead time in design and manufacturing compared to conventional methods
Eliminate requirement for long-lead time and expensive “hard- tooling” for small lot production
Build on demand, on-location, just the quantity required – significant reduction in supply chain logistics
Rapid alloy discovery and test, to develop better materials for parts deployed in harsh environments
Your Logo
CONSIDERATIONS FOR PROPER SELECTION OF DED APPLICATIONS
GEOMETRY CONSIDERATIONSTypically DED can build overhangs of 30 degrees (absolute max 40 degrees in special cases)Greater overhangs require support material (typically by deposition of a wedge under the feature)Physical reorientation of part can help in high overhang situations (many reorientations not optimal)
MATERIAL CONSIDERATIONSHighly reflective materials such as Al and Cu are not suitable for free form fabricationCertain high C steels, most cast irons, Mg and certain nickel alloys (MarM247) not suitableHigher than ~50% of WC (in Ni or Co matrix) is not suitable if visible cracking is not desiredIssues with above include extensive cracking, lack of fusion, and flammability (Mg)
COST CONSIDERATIONSBusiness cases must be built to justify feasibility of DED vs conventional methodsAdvantages include shorter design cycle, no hard tooling, build difficult geometries, low environmental impact, repair previously unrepairable parts, build parts impossible to conventionally build, supply chain logistics benefit…Hybrid metal 3D printing can reduce the LMD cost portion, blend conventional with DED
EQUIPMENT & CAPABILITY CONSIDERATIONSMust have robust professional grade equipment for any level of regular/production useMust have very high level of process knowledge , experience and expertise to effectively build/repair parts

Your Logo
LMD - IN 625 Large Free Form FOR CAPABILITY DEMONSTRATION
One of the largest complex “very near net shape” free form fabrication part in the world to date
“Courtesy of RPM Innovations Inc. All Rights Reserved”
IN 625 LMD free form; 341 hours continuous build time; 7000 layers; handbook properties; 822x546x2108 mm

Your Logo
LMD - COMBUSTOR CASE FREE FORM – IN 718
Courtesy RPM Innovations, Inc All Rights Reserved
600mm OD x 180mm H18 Bosses of Various DesignMonolithic Structure (no welds)Fully Machined FinishMultiple Complex Operations132 hours LMD time16 Kg; 560 layers; 3mm wall
To date, no one else has free-form built such a production part
Your Logo
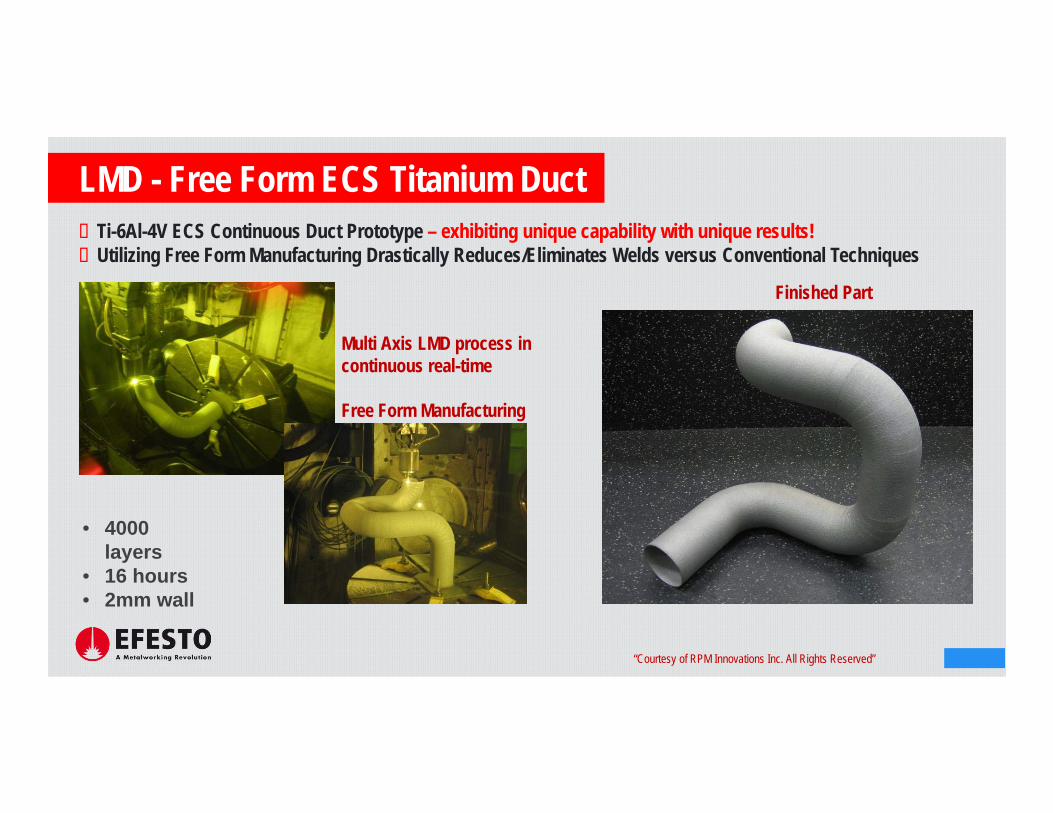
LMD - Free Form ECS Titanium Duct
“Courtesy of RPM Innovations Inc. All Rights Reserved”
Ti-6Al-4V ECS Continuous Duct Prototype – exhibiting unique capability with unique results!Utilizing Free Form Manufacturing Drastically Reduces/Eliminates Welds versus Conventional Techniques
Multi Axis LMD process in continuous real-time
Free Form Manufacturing
Finished Part
• 4000 layers
• 16 hours• 2mm wall
Your Logo
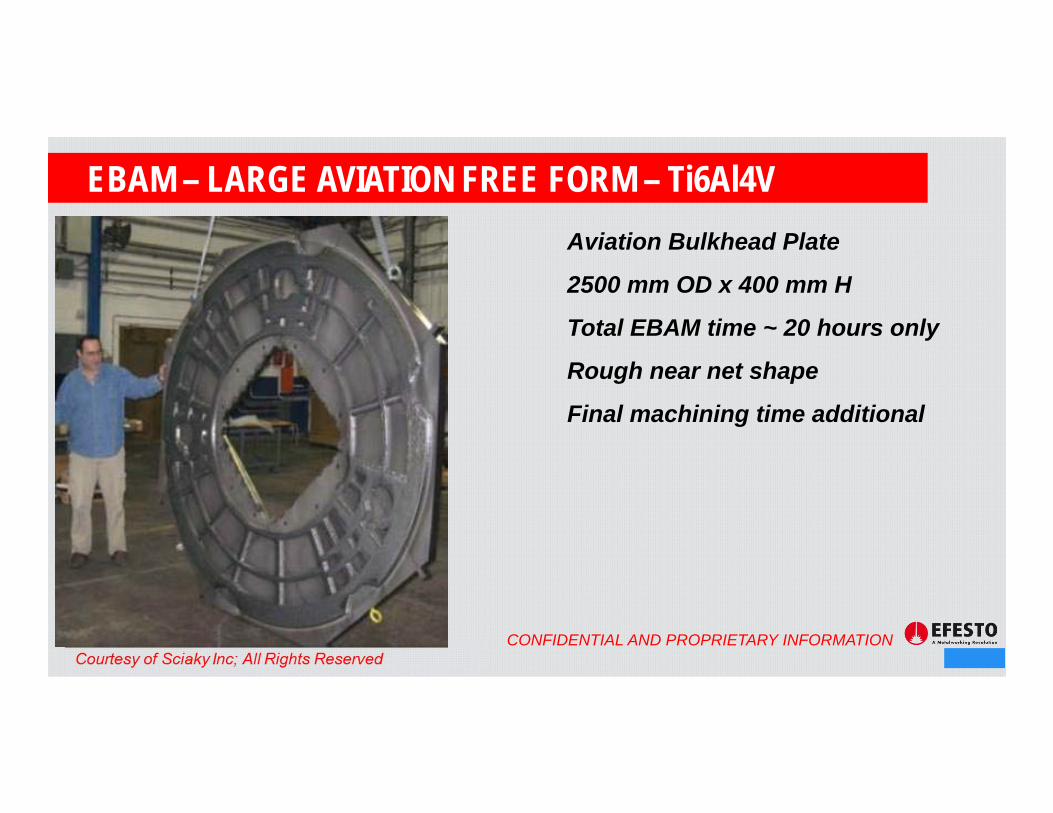
EBAM – LARGE AVIATION FREE FORM – Ti6Al4V Aviation Bulkhead Plate
2500 mm OD x 400 mm H
Total EBAM time ~ 20 hours only
Rough near net shape
Final machining time additional
CONFIDENTIAL AND PROPRIETARY INFORMATION
Your Logo
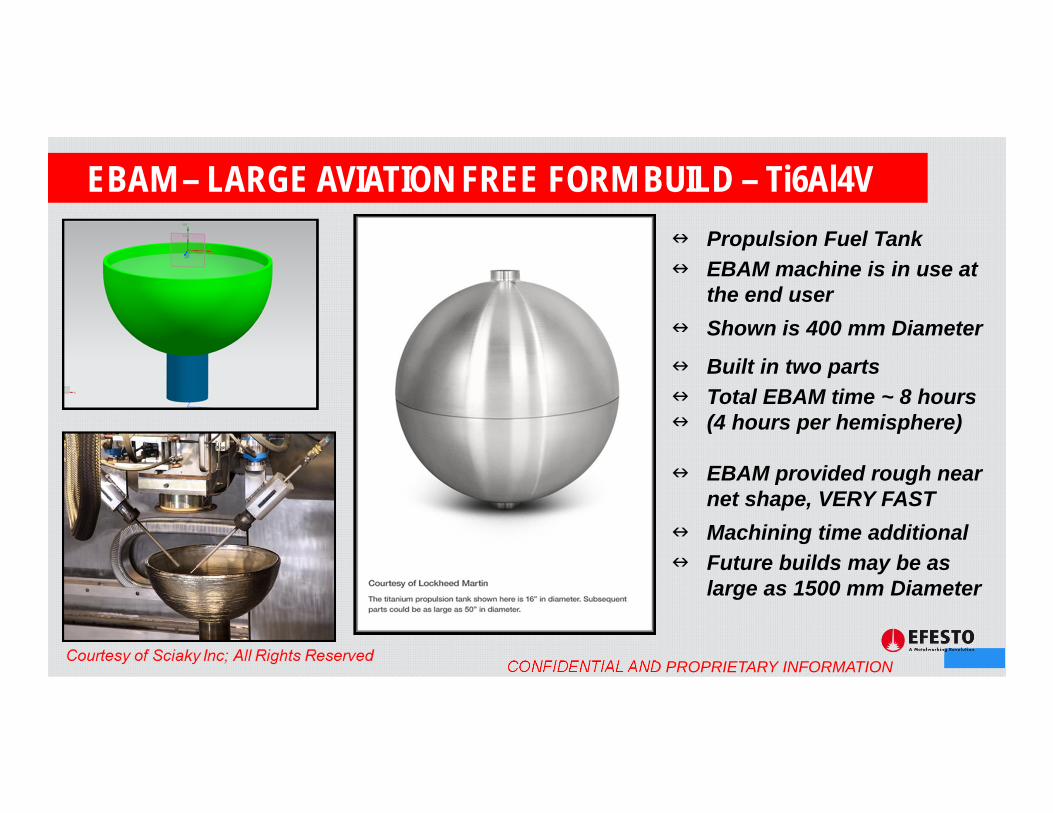
EBAM – LARGE AVIATION FREE FORM BUILD – Ti6Al4V Propulsion Fuel Tank EBAM machine is in use at
the end user Shown is 400 mm Diameter
Built in two parts Total EBAM time ~ 8 hours (4 hours per hemisphere)
EBAM provided rough near net shape, VERY FAST
Machining time additional Future builds may be as
large as 1500 mm Diameter
CONFIDENTIAL AND PROPRIETARY INFORMATION

Your Logo
EBAM – AVIATION - STRUCTURAL CHORD – Ti6Al4V
FINISHED PART

Your Logo
EBAM – EXAMPLES OF AVIATION FREE FORM BUILDS
ABOVE PARTS WERE FIRST BUILT VERY RAPIDLY IN ROUGH-NEAR-NET SHAPE THEN FINISH MACHINED. REDUCTIONS ACHIEVED IN MATERIAL COSTS AND END-TO-END LEAD TIMES BETWEEN 40% TO 80% DEPENDING ON SPECIFIC APPLICATION.
Your Logo
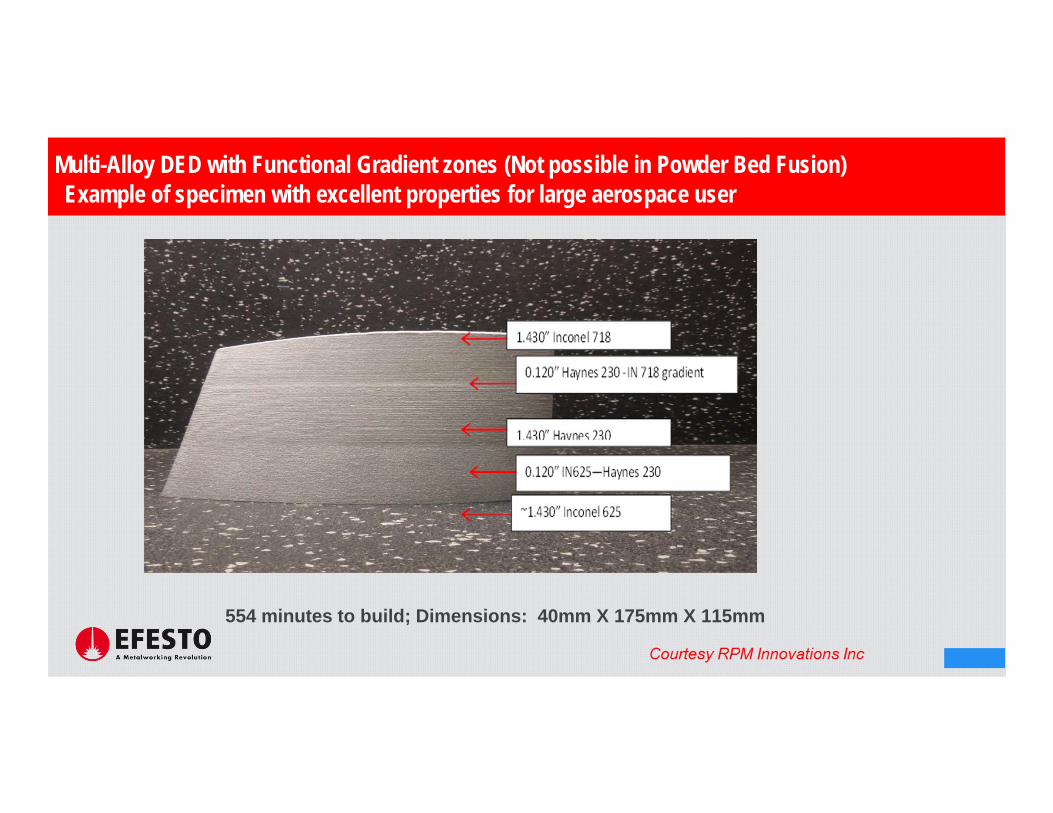
Multi-Alloy DED with Functional Gradient zones (Not possible in Powder Bed Fusion)Example of specimen with excellent properties for large aerospace user
554 minutes to build; Dimensions: 40mm X 175mm X 115mm

Your Logo
EXAMPLE - HYBRID MANUFACTURING - Ti-6Al-4V Feature Addition To New Forging
“Courtesy RPM Innovations Inc. All Rights Reserved”
Ti-6Al-4V Boss Added
Ti-6Al-4V atomizer wheel with two bosses on either side
Ti-6Al-4V bosses are Laser Free Form Manufactured To reduce forging thickness and machining costs.
Ti-6Al-4V Boss Added
Final Machined Atomizer Wheel
Your Logo
Who is Efesto?
UNIQUE, BROAD SPECTRUM, APPLICATIONS TECHNOLOGY AND HYBRID BUSINESS MODEL
• Global Reseller: Source best-in-class high-end metal DED equipment for its customers. Concluding several sales projects related to large scale machines.
• Operator: Building high end metal 3DP service bureaus in strategic regions (2 in 2015, 10+ by 2018). Private Equity funding in Q3, 2015 to execute first & second service bureaus in Detroit and Houston.
• First Mover: Only services enterprise that will implement both DED technologies (LMD, EBAM).
• Technology: Establishing in-house R&D for Next-Gen DED applications & real-time process/quality control. Focus on “production readiness” capability. Highly experienced engineering team in place.
• Successful: On track for > $ 25M machine bookings in CY2015 for DED. Qualified machine projects CURRENT GLOBAL SALES PIPELINE in excess of $ 75M.

Your Logo
EFESTO - Primary Focus is on Industrial Applications for Large Scale Metal 3DP INDUSTRIES SERVED – Global Footprint, with active projects in >15 countries• Oil & Gas/Energy• Aviation• Defense – Army, Navy, Air Force, R&D• Marine• Tooling/Die and Mold• Mining and Construction• Space (Launchers and Satellites)
APPLICATIONS – With Value Addition to Conventional as well as Additive Manufacturing• MRO – maintenance, repair and overhaul, of high value/complex components• Free Form Fabrication of Functional Prototypes, Pre Production and Production parts• Hybrid manufacturing, remanufacturing, redesign and improvement of components• Functionally graded metals (FGM), multi-alloy surfaces and parts• Advanced materials R&D including alloy discovery and materials characterization

Your Logo
DED APPLICATIONS FOR REPAIR/MRO
OIL & GAS INDUSTRY : Pipes, Tubes, Shafts, Housings, Valves, BOP’s…
TOOL & DIE: All types of dies and molds, expensive tools, injection molds…
AVIATION : Airfoils, vanes, landing gear, casings, combustors, housings….
ARMY : Battle tank transmission/engine, artillery, seals, bearings.…
NAVY: Propellers, shafts, torpedo tubes/nose, pistons, heads, casings, housings….
MINING & CONSTRUCTION: Bearings, Actuators, Atomizers, Shafts, Tools
SALVAGE PREVIOUSLY UNREPAIRABLE COMPONENTSREDUCE SUPPLY CHAIN LOGISTICS FOR SPARE PARTSREDUCE LEAD TIME FOR REPLACEMENT PARTS

Your Logo
DED APPLICATIONS FOR DIES AND TOOLING
• Forming Dies and Tools• Trim Dies and Edges• Forging Dies and Tools• Stamping Dies and Tools• Punching Dies and Tools• Aluminum Casting Tools• Injection Molding Tools• Conformal Cooling• Special Tools/Dies• Small to very large dies
• Recovery, Repair, Reconditioning
• Remanufacturing, Hybrid manufacturing, Innovation
• Improve Life, Performance, Quality, Lead times…
Your Logo
3D PRINTING AND ADOPTION IN THE OIL AND GAS INDUSTRY The trillion $ oil and gas industry is the emerging user of 3D printing with the highest forecast growth followed by the more established aerospace industry.idtechex.com/research/articles/the-3d-printing-market-boom-22-cagr-over-the-next-decade-
How can 3D printing help create value in oil and gas?Accenture Report: Nov-14-14 ……Excerpts from the report:
• By taking steps to understand this technology and its relevant applications, oil and gas companies will be positioned to disrupt their existing markets, and penetrate new ones.
• As 3D printing reaches an inflection point, it will offer enormous opportunities for value creation in both upstream and downstream operations through disruptive changes.
• 3D printing can help to compress and optimize supply chain operations; build on site on demand…
• 3D printing would help prevent obsolescence, allowing companies to instantly print off oil rig or refinery parts no longer in production, and increase profitability of upstream assets
• Advanced onsite 3D printing capability could reduce transportation costs for remote locations, which now only need access to a digital service parts “library” for production as needed.
• 3D Prototyping delivers major benefits to capital projects by reducing development/retooling process.
Your Logo
EFESTO – DEEP ENGAGEMENT IN OIL & GAS INDUSTRY VERTICAL (The largest industry vertical for Efesto’s focus in the coming years)
Application focus includes:• Material properties (provide deposited coupons, customer tests them)• Repair components (drilling line, BOP’s, actuators, shafts, tubes, manifolds, impellers, valves,
bearings, couplings, …). The DED process will often improve future service life of parts…• Repair includes fixing corrosion, erosion, pitting, flaking, deformation, wear, rebuild, ….
• Provide evaluation/POC’s for hybrid manufacturing (conventional plus DED)
• Build functional prototypes and parts (For ex. high pressure manifolds, flow rings….)
• Optimize component design (3DP brings new flexibility/degrees of freedom)
• Improve supply chain logistics & costs (spares, lead time, build-on-demand)• Primary materials for O&G include high strength & stainless steels, Co/Ni/Ti alloys, WC alloys
EFESTO PREMIUM DED SERVICE BUREAUS – A MODELMISSION CRITICAL REQUIREMENTS FOR A SUCCESSFUL DED SERVICE BUREAU
• MUST HAVE PRODUCTION PROVEN, 3‐SHIFT CABAPLE, ROBUST & INDUSTRIAL GRADE DED MACHINES.
• OPTIMAL SET UP IS SMALL MACHINES FOR PROCESS DEVELOPMENT/TRAINING, AND LARGE MACHINES AS PRIMARY WORK‐HORSE. HAVE SOME CNC MACHINING IN‐HOUSE, OUTSOURCE SPECIALIZED WORK.
• MUST HAVE EXTENSIVE “REAL LIFE” EXPERIENCE IN BUILDING COMPLEX FREE FORM PARTS, AND COMPLEX REPAIR & HYBRID MANUFACTURING CAPABILITIES. THIS IS THE PRIMARY “IP” TO DEVELOP AND PROTECT.
• FOCUS ON “NICHE” REPEAT APPLICATIONS WHICH UTILIZE SIMILAR PROCESS “IP”. GRADUALLY BROADEN.
• HAVE STRONG CONTROL OVER POWDER/WIRE METAL QUALITY & SUPPLY CHAIN.
• STRATEGIC LOCATION: NEAR HIGHLY CAPITALIZED INDUSTRY VERTICALS (ENERGY, TOOLING, AVIATION, MARINE…).
• ACHIEVE >$2.5M ANNUAL SALES PER LARGE SCALE DED MACHINE (TIME/NRE/CONSULTING/MATERIALS/TESTING)
• MOST IMPORTANT – KEEP MACHINES RUNNING, MAXIMIZE BILLABLE TIME, EXPAND REPEAT APPLICATIONS.
EFESTO PREMIUM DED SERVICE BUREAUS – A MODELWHY?• Services growth has outpaced equipment sales in overall 3DP industry, will continue to grow• Everyone cannot afford to buy commercial production capable DED equipment ($ 2M to $ 6M)• Awareness & demand for DED related applications is significant and growing rapidly• Specialist Business: Requires deep knowledge, experience, diverse skill sets, money…• For many/most users, just a few hours or few days a year of DED work is sufficient
WHO?• Early adopters have been mainly large corporations; this segment will continue to grow;• Primary users will be small‐medium size enterprises that service large corporations• Users who want to first evaluate results from DED processes before buying machines• Users who want to do basic R&D – test specimens, alloy discovery, material characterization• Users who want to urgently solve a critical problem for an expensive component• Users who need a few functional prototypes to help reduce design cycle time• Users who have recurring needs for low volume repair/production, and want to outsource
Your Logo 2929
BRIEF INDUSTRY REPORT 2015 - Additive Manufacturing and 3D Printing
Your Logo
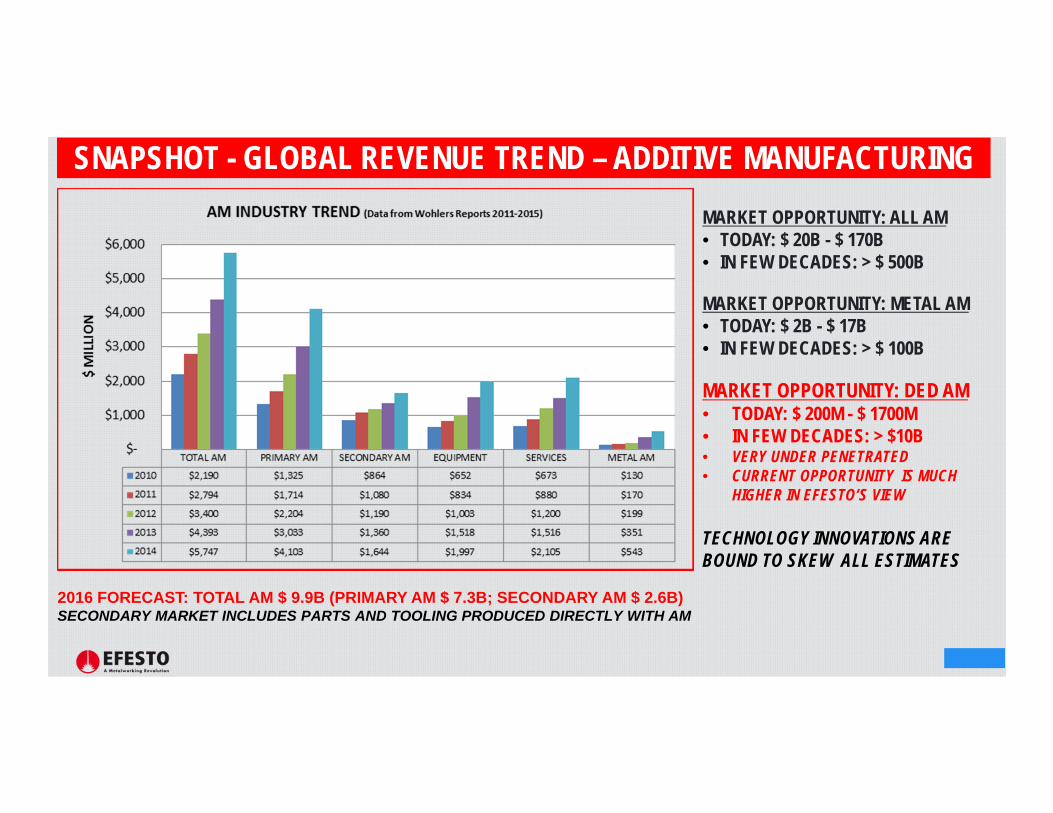
SNAPSHOT - GLOBAL REVENUE TREND – ADDITIVE MANUFACTURING MARKET OPPORTUNITY: ALL AM• TODAY: $ 20B - $ 170B• IN FEW DECADES: > $ 500B
MARKET OPPORTUNITY: METAL AM• TODAY: $ 2B - $ 17B• IN FEW DECADES: > $ 100B
MARKET OPPORTUNITY: DED AM• TODAY: $ 200M - $ 1700M• IN FEW DECADES: > $10B • VERY UNDER PENETRATED• CURRENT OPPORTUNITY IS MUCH
HIGHER IN EFESTO’S VIEW
TECHNOLOGY INNOVATIONS AREBOUND TO SKEW ALL ESTIMATES
2016 FORECAST: TOTAL AM $ 9.9B (PRIMARY AM $ 7.3B; SECONDARY AM $ 2.6B)SECONDARY MARKET INCLUDES PARTS AND TOOLING PRODUCED DIRECTLY WITH AM
Your Logo
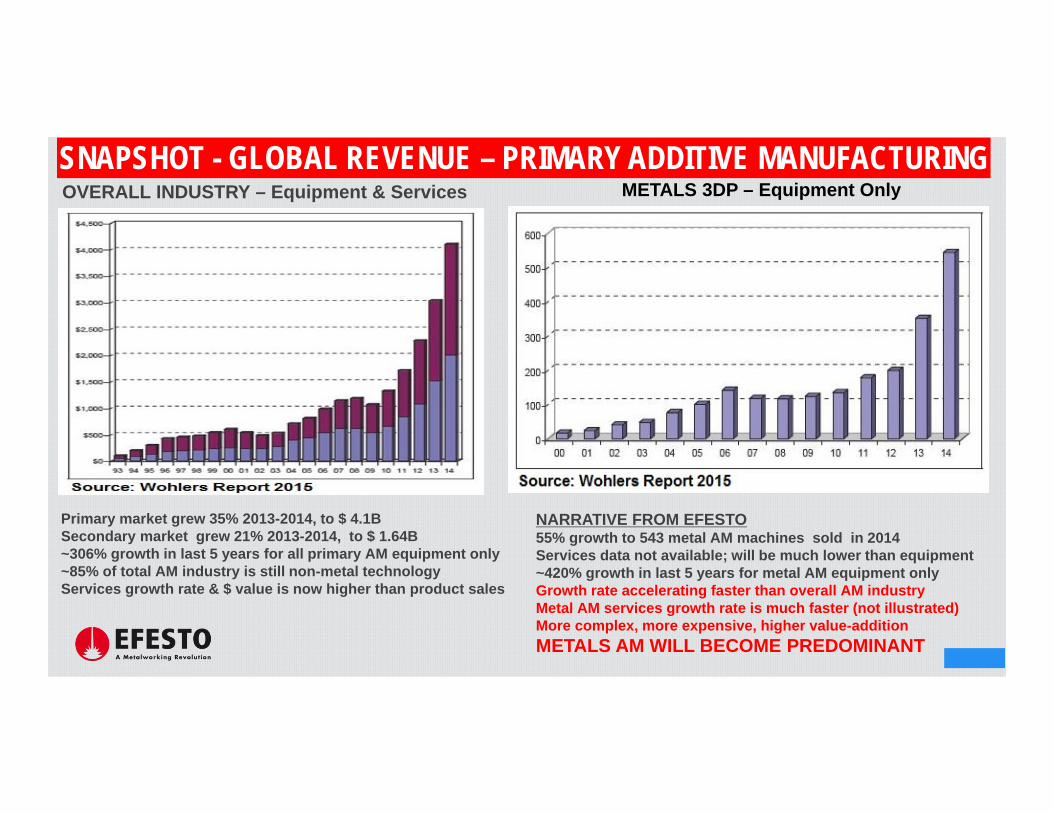
SNAPSHOT - GLOBAL REVENUE – PRIMARY ADDITIVE MANUFACTURING OVERALL INDUSTRY – Equipment & Services METALS 3DP – Equipment Only
Primary market grew 35% 2013-2014, to $ 4.1BSecondary market grew 21% 2013-2014, to $ 1.64B~306% growth in last 5 years for all primary AM equipment only~85% of total AM industry is still non-metal technologyServices growth rate & $ value is now higher than product sales
NARRATIVE FROM EFESTO55% growth to 543 metal AM machines sold in 2014Services data not available; will be much lower than equipment~420% growth in last 5 years for metal AM equipment onlyGrowth rate accelerating faster than overall AM industryMetal AM services growth rate is much faster (not illustrated)More complex, more expensive, higher value-additionMETALS AM WILL BECOME PREDOMINANT
Your Logo
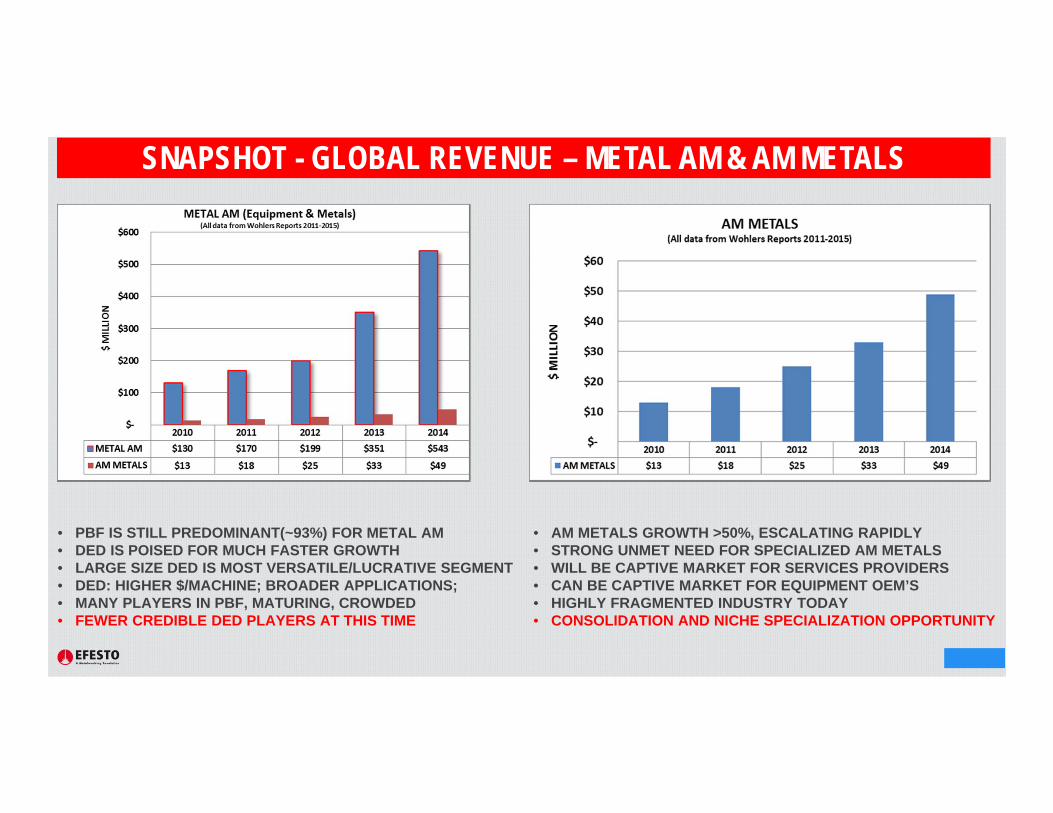
SNAPSHOT - GLOBAL REVENUE – METAL AM & AM METALS
• PBF IS STILL PREDOMINANT(~93%) FOR METAL AM• DED IS POISED FOR MUCH FASTER GROWTH• LARGE SIZE DED IS MOST VERSATILE/LUCRATIVE SEGMENT• DED: HIGHER $/MACHINE; BROADER APPLICATIONS;• MANY PLAYERS IN PBF, MATURING, CROWDED• FEWER CREDIBLE DED PLAYERS AT THIS TIME
• AM METALS GROWTH >50%, ESCALATING RAPIDLY• STRONG UNMET NEED FOR SPECIALIZED AM METALS• WILL BE CAPTIVE MARKET FOR SERVICES PROVIDERS• CAN BE CAPTIVE MARKET FOR EQUIPMENT OEM’S• HIGHLY FRAGMENTED INDUSTRY TODAY• CONSOLIDATION AND NICHE SPECIALIZATION OPPORTUNITY

Your Logo
KEY CONCLUSIONS
3DP IS NOW MAINSTREAM, AND IS HERE TO STAY – It is truly disruptive technology
3DP will NOT replace conventional manufacturing – it will complement, and it will enhance flexibility
ALLOWS OUT OF THE BOX THINKING – Do what was not possible earlier
CLEAN-TECH: Minimal waste; Low energy; Low environmental impact; Reduce carbon footprint;
“Just In Time” + “Just In Place” + “Just Enough” + “Just the Optimal Design” + “Modify at Whim”• Will have a tremendous impact on global supply chain logistics (check out www.senvol.com)
The list of applications for the metals 3DP manufacturing industry is endless:Driven by materials, metallurgy, chemistry, physics, software, and innovative thinking…Rapid prototyping, Parts manufacturing, Parts repair, Hybrid Manufacturing, Multi-Alloy parts, Alloy discovery…
Enterprises that DO NOT embrace 3DP will soon be unable to compete
“Today do what others won’t, so tomorrow you can do what others can’t”
Your Logo
THIS IS A REALITY TODAY
Your Logo
THIS WILL BE A REALITY TOMORROW


















