Rautomead Limited Wire drawing booklet
32
A Practical Guide to Oxygen-Free Copper Wire Drawing By David Bluck Rod & Wire Specialist
-
Upload
rautomead-limited -
Category
Business
-
view
446 -
download
7
description
On first reading, it might seem strange that Rautomead, a leading company specialising in continuous casting technology, should publish a Practical Guide on wire drawing practice in the copper wire and cable industry. Since 1994, Rautomead has supplied over fifty oxygen-free copper (Cu-OF) rod casting machines to companies all over the world, the majority of whose previous experience had been exclusively in using only tough pitch copper (Cu-ETP) rod. By its nature, the behaviour of Cu-OF in the initial stages of rod breakdown from 8mm as-cast rod is a little different from Cu-ETP. Minor changes to die drafts in older rod breakdown machines are recommended to achieve greater area reductions than may have been used previously. Rautomead is fortunate to have David Bluck as a member of the company’s technical staff. David has many years previous experience of technical management in the wire drawing industry and has been able to assist Rautomead customers both in the introduction of Cu-OF rod into their existing wire drawing lines and more generally in optimising performance of their wire drawing operations. This Practical Guide is designed to encapsulate the most common issues Rautomead has encountered in copper wire drawing, to classify the types of faults occurring and to offer practical guidelines as to how these should be overcome. The information in this advisory paper is given in good faith and with the objective of providing practical assistance. It is intended to supplement the place of technical information which may be provided for their equipment by wire drawing equipment manufacturers. Sir Michael Nairn Chairman Rautomead Limited
Transcript of Rautomead Limited Wire drawing booklet

A Practical Guide
to
Oxygen-Free Copper Wire Drawing
By David Bluck Rod & Wire Specialist


Foreword
On first reading, it might seem strange that Rautomead, a leading company specialising in continuous casting technology, should publish a Practical Guide on wire drawing practice in the copper wire and cable industry.
Since 1994, Rautomead has supplied over fifty oxygen-free copper (Cu-OF) rod casting machines to companies all over the world, the majority of whose previous experience had been exclusively in using only tough pitch copper (Cu-ETP) rod. By its nature, the behaviour of Cu-OF in the initial stages of rod breakdown from 8mm as-cast rod is a little different from Cu-ETP. Minor changes to die drafts in older rod breakdown machines are recommended to achieve greater area reductions than may have been used previously.
Rautomead is fortunate to have David Bluck as a member of the company’s technical staff. David has many years previous experience of technical management in the wire drawing industry and has been able to assist Rautomead customers both in the introduction of Cu-OF rod into their existing wire drawing lines and more generally in optimising performance of their wire drawing operations.
This Practical Guide is designed to encapsulate the most common issues Rautomead has encountered in copper wire drawing, to classify the types of faults occurring and to offer practical guidelines as to how these should be overcome.
The information in this advisory paper is given in good faith and with the objective of providing practical assistance. It is intended to supplement the place of technical information which may be provided for their equipment by wire drawing equipment manufacturers.
Sir Michael Nairn ChairmanRautomead Limited
1

About the author
A native of North Wales, David Bluck has an inordinate knowledge and vast experience of the cable manufacturing industry in general and the wire drawing industry in particular. Spanning over four decades, the first half at BICC, where David progressed from Machine Operator to Production Manager, his career then took on an international flavour with a number of postings overseas.
As Director of Operations at Metrod in Malaysia David was responsible for all aspects of the production of a wide range of copper rods, wires and strips with an output of over 90,000 tonnes per annum, for some ten years.
He then moved to Twins Metal Taiwan where his remit included the improvement of cast rod quality, improving the output of wire drawing, electroplating and fine wire drawing machines, during which time he developed and implemented a comprehensive quality management system.
At the turn of the millennium he joined Rautomead as their Rod and Wire Specialist, based in Malaysia, conducting trials for potential customers, trouble shooting, installing and commissioning machines, training staff and conducting follow up visits to ensure the smooth running of a wide range of machinery.
Currently based back in UK, David remains committed to both Rautomead and the Wire Drawing Industry, with occasional international assignments that span India, the Far East and Australia.
David Bluck Rod and Wire Specialist Rautomead Limited
2
At the turn of the millennium he joined Rautomead as their Rod and Wire Specialist, based in Malaysia, conducting trials for potential customers, trouble-shooting, installing and commissioning machines, training staff and conducting follow up visits to ensure the smooth running of a wide range of machinery.

Performance Management – Some Key Questions
Do you know how efficient you are in the wire drawing department? A simple exercise will help you measure your efficiency.
Decide which machine or group of machines you wish to measure. A multi-wire machine or a group of fine drawing machines are ideal.
This exercise should be followed for a week or more to ensure the results are a true representation of sustained working conditions.
Operators should record all events that affect output. Any of the following that arise should be noted: wire breaks, size changes, maintenance - planned and otherwise, spool changes, reduction of machine speed and reason for reduction etc.
First calculate what should have been produced at 100% efficiency, deducting time taken for planned maintenance, size changes, and spool changes. Then record actual output. By dividing actual output by potential output and multiplying by 100, you are left with your % efficiency.
Wire breaks are usually the main cause of lack of output. Examine and categorise them. Determine whether the breaks are due to copper quality or machine defects such as Dies, Lubricant, Capstans or Pulleys.
An action plan can then be implemented to improve efficiency, targeting the causes of reduced output.
As a guideline, multi-wire machines and fine wire machines should be at least 80% efficient.
What follows is intended to help you towards higher quality and higher efficiency in you operations. Good luck!
David Bluck Rod and Wire Specialist Rautomead Limited
3

CONTENTS
1 Oxygen-Free Copper compared to Electrolytic Tough Pitch Copper ........................................................................ 71.1 ADDRESSING WIRE QUALITY ISSUES - A PRACTICAL EXAMPLE ...........................................................................................................7
2 The Oxygen-Free Casting Processes - from Cathode to Rod .................................................................................... 8
3 Cast Rod Quality Issues .............................................................................................................................................. 113.1 OXIDATION....................................................................................................................................................................................................113.2 MECHANICAL DAMAGE ...............................................................................................................................................................................113.3 STRUCTURAL DEFECTS. ............................................................................................................................................................................11
3.3.1 Gasses .................................................................................................................................................................................................. 123.3.2 Casting die immersion depth ............................................................................................................................................................. 123.3.3 Cooling water temperature too high ................................................................................................................................................. 123.3.4 Poor lapping of casting die................................................................................................................................................................. 123.3.5 Porous breaks – a practical example ............................................................................................................................................... 16
3.4 DEFINITIONS AND WIRE DRAWING STAGES...........................................................................................................................................173.5 MULTI-WIRE MACHINES..............................................................................................................................................................................18
4 Rod breakdown and annealing ................................................................................................................................... 184.1 ROD MACHINES ...........................................................................................................................................................................................19
4.1.1 Cone Type ............................................................................................................................................................................................ 194.1.2 Tandem Type ....................................................................................................................................................................................... 19
4.2 DIES ...............................................................................................................................................................................................................194.3 ANNEALING...................................................................................................................................................................................................19
5 Downstream Problems and Process Defects ............................................................................................................ 205.1 TENSION BREAKS........................................................................................................................................................................................21
5.1.1 Description............................................................................................................................................................................................ 215.1.2 Diagnostic ............................................................................................................................................................................................. 215.1.3 A Practical Example of a Tension Break ......................................................................................................................................... 215.1.4 Photographs of Tension Breaks ........................................................................................................................................................ 22
4
CONTENTS
1 Oxygen-Free Copper compared to Electrolytic Tough Pitch Copper ....................................................................... 6 1.1 ADDRESSING WIRE QUALITY ISSUES - A PRACTICAL EXAMPLE ............................................................................................................... 6
2 The Oxygen-Free Casting Processes - from Cathode to Rod ................................................................................... 7
3 Cast Rod Quality Issues ............................................................................................................................................. 10 3.1 OXIDATION ............................................................................................................................................................................................... 10 3.2 MECHANICAL DAMAGE ........................................................................................................................................................................... 10 3.3 STRUCTURAL DEFECTS ......................................................................................................................................................................... 10 3.3.1 Gasses .......................................................................................................................................................................................... 11 3.3.2 Casting die immersion depth ......................................................................................................................................................... 11 3.3.3 Cooling water temperature too high ............................................................................................................................................... 11 3.3.4 Poor lapping of casting die ............................................................................................................................................................ 11 3.3.5 Porous breaks – a practical example ............................................................................................................................................. 15 3.4 DEFINITIONS AND WIRE DRAWING STAGES ........................................................................................................................................ 16 3.5 MULTI-WIRE MACHINES .......................................................................................................................................................................... 17
4 Rod breakdown and annealing .................................................................................................................................. 17 4.1 ROD MACHINES ....................................................................................................................................................................................... 18 4.1.1 Cone Type ..................................................................................................................................................................................... 18 4.1.2 Tandem Type ................................................................................................................................................................................. 18 4.2 DIES .......................................................................................................................................................................................................... 18 4.3 ANNEALING .............................................................................................................................................................................................. 18
5 Downstream Problems and Process Defects ........................................................................................................... 19 5.1 TENSION BREAKS ................................................................................................................................................................................... 20 5.1.1 Description .................................................................................................................................................................................... 20 5.1.2 Diagnostic ...................................................................................................................................................................................... 20 5.1.3 A Practical Example of a Tension Break ........................................................................................................................................ 20 5.1.4 Photographs of Tension Breaks ..................................................................................................................................................... 21

5.2 SPILL BREAKS ..............................................................................................................................................................................................225.2.1 Description............................................................................................................................................................................................ 225.2.2 Diagnostic ............................................................................................................................................................................................. 225.2.3 A Practical Example of a Spill Break ................................................................................................................................................ 225.2.4 Photo of a Spill Break ......................................................................................................................................................................... 235.2.5 Prevention of Spill Breaks .................................................................................................................................................................. 24
5.3 INCLUSIONS AND DROPPED OUT INCLUSIONS......................................................................................................................................245.3.1 Inclusions .............................................................................................................................................................................................. 245.3.2 Dropped Out Inclusions ...................................................................................................................................................................... 245.3.3 Retained Inclusion ............................................................................................................................................................................... 245.3.4 Prevention............................................................................................................................................................................................. 245.3.5 Diagnostic ............................................................................................................................................................................................. 255.3.6 A Practical Example of an Inclusion ................................................................................................................................................. 255.3.7 Photo of a Wire break due to an Inclusion....................................................................................................................................... 255.3.8 Photo of Pitted Capstan causing Inclusions .................................................................................................................................... 265.3.9 Prevention............................................................................................................................................................................................. 27
5.4 MECHANICAL DAMAGE ...............................................................................................................................................................................275.4.1 Description............................................................................................................................................................................................ 275.4.2 Diagnostic – Twisting Test ................................................................................................................................................................. 275.4.3 A Practical Example of Mechanical Damage .................................................................................................................................. 28
5.5 SUMMARY .....................................................................................................................................................................................................28
6 Strip Manufacture......................................................................................................................................................... 286.1 CONTINUOUS EXTRUSION .........................................................................................................................................................................286.2 DRAWING AND ROLLING. ...........................................................................................................................................................................29
7 Hints and Tips............................................................................................................................................................... 29
5
5.2 SPILL BREAKS .................................................................................................................................................................................................21 5.2.1 Description ............................................................................................................................................................................................21 5.2.2 Diagnostic .............................................................................................................................................................................................21 5.2.3 A Practical Example of a Spill Break .....................................................................................................................................................21 5.2.4 Photo of a Spill Break ...........................................................................................................................................................................22 5.2.5 Prevention of Spill Breaks .....................................................................................................................................................................23 5.3 INCLUSIONS AND DROPPED OUT INCLUSIONS .........................................................................................................................................23 5.3.1 Inclusions ..............................................................................................................................................................................................23 5.3.2 Dropped Out Inclusions ........................................................................................................................................................................23 5.3.3 Retained Inclusion ................................................................................................................................................................................23 5.3.4 Prevention .............................................................................................................................................................................................23 5.3.5 Diagnostic .............................................................................................................................................................................................24 5.3.6 A Practical Example of an Inclusion ......................................................................................................................................................24 5.3.7 Photo of a Wire break due to an Inclusion ............................................................................................................................................24 5.3.8 Photo of Pitted Capstan causing Inclusions ..........................................................................................................................................25 5.3.9 Prevention .............................................................................................................................................................................................26 5.4 MECHANICAL DAMAGE ..................................................................................................................................................................................26 5.4.1 Description ............................................................................................................................................................................................26 5.4.2 Diagnostic – Twisting Test .....................................................................................................................................................................26 5.4.3 A Practical Example of Mechanical Damage ........................................................................................................................................27 5.5 SUMMARY ........................................................................................................................................................................................................27
6 Strip Manufacture ............................................................................................................................................................. 27 6.1 CONTINUOUS EXTRUSION ............................................................................................................................................................................27 6.2 DRAWING AND ROLLING ................................................................................................................................................................................28
7 Hints and Tips ................................................................................................................................................................... 28

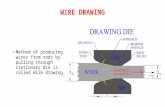
1 Oxygen-Free Copper compared to Electrolytic Tough Pitch Copper Oxygen is intentionally alloyed with copper in the production of Electrolytic Tough Pitch copper, (ETP), and is controlled to around 200 - 400ppm. The oxygen acts as a scavenger for dissolved hydrogen, sulphur and other impurities and will also react with most other impurities to form insoluble oxides at the grain boundaries. This prevents them from dissolving in the copper matrix and adversely affecting conductivity and annealability. However, these hard particles can cause wire breaks when the rod is drawn down to fine sizes.
OXYGEN-FREE HIGH CONDUCTIVITY COPPER (Cu-OF) is defined as copper with less than 10ppm oxygen. In practice, Cu-OF cast using the Rautomead process, typically has 2ppm and less of oxygen. There are therefore little or no oxide particles, greatly reducing the possibility of wire breaks.
The absence of occluded oxides at the grain boundaries in Cu-OF results in a more ductile material and is preferred in the manufacture of cables for aerospace, automotive wiring harnesses, robotic arms, ribbon cables and similar applications, where the copper conductor of the cable is subjected to repeated flexing. Cu-OF produces less “noise” in sound recording systems and is therefore preferred for military and high specification civilian use. The absence of hydrogen in Cu-OF eliminates the possibility of hydrogen embrittlement.
Typically ETP casting systems range from 50,000 to 200,000 tonnes per year and must be operated at close to full capacity to be economically viable. Rautomead casters vary from 5,000 to 30,000 tonnes and can be tailor made to suit the rod requirement of, for example, a cable or enamelled wire factory. Quality and output is then under the control of the factory.
1.1 Addressing wire quality issues - a practical example A wire producing company whose main business is supplying braiding wire, fine stranded wire and special conductors to the electronics industry, was supplied by the local ETP manufacturer. Quality was poor and variable, the rod was drawn for input wire to mainly multi-wire machines, when the quality was poor these machines were inoperable due to constant wire breaks. It was not economically viable, due to import duties and transportation costs, to change suppliers. A Rautomead casting plant was installed to produce 8mm rod. Wire breaks due to material defects were virtually eliminated, significantly increasing the output from the drawing machines.
6
Typically ETP casting systems range from 50,000 to 200,000 tonnes per year and must be operated at close to full capacity to be economically viable. Rautomead casters vary from 5,000 to 30,000 tonnes and can be tailor-made to suit the rod requirement of, for example, a cable or enamelled wire factory. Quality and output is then under the control of the factory.

7
Return on investment in a Rautomead caster is enhanced by the extra productivity when using Cu-OF, the advantages of which include: Less wire breaks and therefore reduced need for operator intervention, thus reducing the number of operators required Scrap reduction through less stoppages and the attainment of longer wire lengths through fewer breakages Reduction in running costs Fewer wire drawing machines necessary
In summary, a significant reduction of running costs, an increased output and significantly less scrap at all manufacturing stages.
2 The Oxygen-Free Casting Processes - from Cathode to Rod Cathodes are lowered into the melting chamber either by a manually operated hoist or automatically. For tonnages up to 6,000 tpa, a graphite crucible is the recommended system. For tonnages up to 30,000 tpa, an induction furnace is necessary.
The process is designed for production of oxygen-free copper utilising grade “A” cathode feedstock. Grade “A” cathodes typically contain 60-80 ppm of oxygen. It reduces the oxygen to less than 10 ppm and typically down to 2 ppm and even less, due to the molten copper being in contact with graphite in the containment system, resulting in what is termed an “oxygen-free” product.
Plants are designed for integrated melting, holding and casting operations in order to eliminate the need for hot metal transfer, with its associated problems of heat loss and oxygen pick-up.

Diagram of Crucible / Furnace
8

Casting dies are made in high quality graphite. They are mounted in special cooler assemblies, known as supercoolers, through which cooling water is circulated. The metal solidifies in the primary casting dies and then passes up through a series of graphite secondary inserts until the copper rod exits the top of the die assembly at around 80 C., well below oxidation temperature, adjusted in order to avoid discolouration of the copper.
Supercooler
Rod withdrawal is by pinch rolls powered by a servo or indexing drive.
After casting, the rods are guided over the machine and into the rod coilers with coil weights of up to 4 tonnes.
9

3 Cast Rod Quality Issues Oxidation, mechanical damage and structural defects can affect the quality of the cast rod.
3.1 Oxidation Copper oxidises, particularly in a hot humid atmosphere. Protective waxing dispensers should be checked periodically and replenished as necessary. Rod coils should also be covered with polythene shrouds.
If the rod is overheating as it exits the supercoolers it will rapidly oxidise. Cooling water temperatures and flows should be checked and, where necessary, adjusted in order to avoid this.
Graphite inserts in the supercoolers transfer heat from the cast rod and need to be changed periodically. Excessive oxidation can affect the adherence of plating metals to the copper rod when electroplating. Similarly, enamelled wire may fail electrical tests if the coating does not adhere correctly.
3.2 Mechanical Damage Damaged and worn guides and pulleys causing cut marks and indentations in the copper should be renewed. A surface defect will not be visible after it has been drawn through the first few dies in the drawing machine, however the wire will break when the defect is about 30% of the cross sectional area of the wire as it is being drawn.
3.3 Structural Defects Structural defects will cause wire breaks during the drawing process.
Causes include: • Excessive gasses • Casting die depth • Melt temperature too high • Casting die not “lapped” into supercooler correctly • Heat transfer from melt to casting die inadequate • Fouled supercooler inner tube
10

3.3.1 Gasses Charging wet cathodes will introduce hydrogen and oxygen to the melt. Never charge wet cathodes.
Charging in-house scrap wire and pushing it below the melt level will introduce more oxygen than can be reduced by graphite. Coils of scrap should be allowed to melt without pushing it below melt level. Baling the scrap wire is a better option.
If oxygen levels are too high the rod will become orange and hot as it leaves the supercoolers, with a tendency to fracture in, or just outside, the supercooler. Gasses un-dissolved in the melt will cause porosity.
3.3.2 Casting die immersion depth Casting die depth has a significant effect on the internal structure of the rod. The depth should be checked before start of casting and adjusted accordingly.
3.3.3 Cooling water temperature too high Cooling water temperature too high can cause structural defects and porosity will cause wire breaks when the wire is drawn to smaller sizes.
3.3.4 Poor lapping of casting die The effect of poor lapping of the casting die to the supercooler is the same as the cooling water temperature being too high. The diagram below illustrates how poor cooling at the solidification zone affects the structure at the centre of the rod.
11

The effect of poor lapping of the casting die
Fracture test A simple way to check the structure of the rod is a fracture test. Score about 200mm of rod with a pipe cutter around the circumference of the rod to a depth of about 1mm.
Put the scored rod in a vice with the score mark just above the vice jaws.
12

Put a short length of metal pipe over the rod and work back and forward until it breaks. Inspection of the fracture faces gives an indication of whether the structure is sound. The photos show 8mm rod which was cast with poor heat transfer at the solidification zone. The central weakness is clearly visible.
Good quality 8mm Rod Porous 8mm Rod
The central porosity can be clearly seen. This would cause a wire break during the drawing process. The break is termed a “porous break”
13

Close up of good quality 8mm rod
14

3.3.5 Porous breaks – a practical example
Porous Porous Wire break
Porous breaks should not be confused with Dropped out inclusions. Note the slight necking at the top of the break wire break
Photo of porous 8mm Magnified Etching of Porosity
The porous 8mm cast rod was polished, etched and magnified and porosity is clearly visible. The rod was produced with a fouled supercooler where the secondary water was contaminated.
Fouled Supercooler
The debris build up was caused by contamination of the secondary water system. The debris prevented heat transfer from the copper at the solidification zone, thereby causing porosity at the centre of the rod as it is solidifying, resulting in porous wire breaks during drawing.
Before replacing the casting die in the supercooler it must be free from debris of the previous casting die.
A casting operator decided that the best way to clean the hot end would be to drill the casting die orifice with an 8mm drill. The orifice was enlarged causing the die not to fit properly and this was repeated for several supercoolers.
15
Porous Wire break
Porous breaks should not be confused with Dropped out inclusions. Note the slight necking at the top of the break wire break
Wire break

When 8mm copper rod cast on these supercoolers was drawn on a Rod Breakdown machine, porosity breaks immediately occurred. The breaks occurred because poor contact between the die to the supercooler prevented efficient heat transfer, thereby causing a central weakness, due to porosity in the cast rod.
To achieve perfect heat transfer Rautomead have designed the die to have a taper which should be lapped into the supercooler, which is also tapered, thus enabling the rod to solidify without central weaknesses.
3.4 Definitions and Wire Drawing Stages Wire sizes Wire drawers have different definitions of wire sizes. Typical definition of sizes listed below.
Millimetres Wire
4.5 to 1.5 mm Large
1.49 to 0.5 mm Medium
0.49 to 0.1 mm Fine
0.09 to 0.01 mm Superfine
Rod breakdown machines draw the wire from 8mm to finished or intermediate size, 4mm – 0.8mm., for further drawing.
Intermediate machines have input wire of 2 to 4mm, with finished size as low as 0.35mm. Both cone and tandem types are used.
Intermediate machines, with annealers, are also used for in-line drawing, with extruders, for the production of telephone cables.
Fine drawing machines have an input size of about 2.6mm with finished sizes ranging from 0.49 to 0.15mm and are normally cone type machines with in-line annealing. However tandem type machines are also available.
Superfine machines have input around 0.5mm and less, with finished sizes of 0.012mm.
16

To draw wire to these sizes all aspects of the drawing process must be exact, lubricants must be clean and free from copper fines and of correct concentration. Drawing dies must have correct geometry and be of accurate size. Capstans must be perfectly smooth and free from grooves and the input copper wire must have good structure and be free from surface defects.
Wire drawing machines differ from machine to machine. Finished wire sizes depend on the number of dies used and the input wire size. Most machines are capable of drawing many sizes.
3.5 Multi-wire Machines Multi-wire machines can have as many as 56 wires. A wire break in a 56 wire multi-wire machine effectively stops 56 single wire machines and can, in the worst case, take several hours to repair. It is necessary therefore to eliminate, as far as possible, all factors causing wire breaks.
Because a major part of the output is concentrated in one machine it is even more important to examine wire breaks as they occur to determine the cause and take the necessary preventative action.
Short lengths of wire on the spool caused by wire breaks are not acceptable at the bunching or stranding machine.
Preventative maintenance, inspection and repair of dies, clean lubricant - free from copper fines, and input wire - free from defects, will prevent wire breaks.
4 Rod breakdown and annealing Oxygen-Free copper in its AS CAST state is softer and more malleable than ETP copper.
To draw it down from its AS CAST state it must be work hardened at the initial drawing stages. For example, when drawing from 8mm AS CAST Cu-OF rod, the first 2 dies should be about 6.6 and 5.5mm (47% and 44% elongation respectively). This hardens the copper sufficiently to prevent subsequent wire breaks. For all subsequent drawing the Cu-OF wire reacts the same way as ETP copper, with no further adjustments necessary. If the work hardening of the copper is on the border line, where breaks occasionally occur, add an extra lap of wire to each capstan, this will sufficiently harden the wire to eliminate wire breaks as the machine is ramped up.
17

4.1 Rod Machines Rod machines are usually either Cone or Tandem type.
4.1.1 Cone Type This type of machine has a smaller space requirement, however they do not necessarily give the best results as the 8mm is bent around the smallest capstan approx 200mm diameter, and can damage the structure of the rod and make it unsuitable for fine drawing.
4.1.2 Tandem Type Tandem type machines have large capstans, usually about 450mm diameter, and are positioned in a row or “Tandem”. The large drawing capstans do not stress the wire, and the slip is controlled, allowing the finished wire to be free from internal damage.
4.2 Dies It is usual to use polycrystalline diamond dies throughout the machine unless the finished surface must be free from drawing lines, in this case the final die(s) may be diamond.
Polycrystaline dies will draw many thousands of tonnes of wire, but still need periodic inspection and, where necessary, polishing as required.
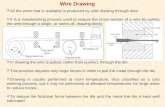
4.3 Annealing When annealing Cu-OF copper after drawing on the rod machine, it is necessary to increase the annealing factor to achieve the same elongation as ETP. Subsequent drawing requires little or no adjustment at the annealer.
Rod machines are normally equipped with a in-line continuous resistance annealer to produce soft wire.
Annealers have 3 zones, pre-heat, anneal and re-heat. As the wire is being annealed it must be in a protective atmosphere to prevent oxidation, using either steam or nitrogen. The re-heat leg is to help the wire to dry, before passing through an air-wipe to ensure the wire surface is free from moisture.
18

e
200
250
300
350
400
450
125 140 160 180 200 230 250
Annealing Temp rature deg C
UTS
N/m
msq
ETP
RS
Diagram Showing Annealability of ETP compared with CuOF
5 Downstream Problems and Process Defects educed efficiency when drawing copper wire. It is necessary therefore to identify Wire breaks can be the major reason for r
the cause by examining the break using a magnifying glass for medium and large wires, or a microscope for fine wires, which will, in most cases, reveal the cause.
19
200
250
300
350
400
450
125 140 160 180 200 230 250
Annealing Temperature deg C
UTS
N/m
msq
ETP
CuOF

Wire breaks can be divided into two broad categories: • Breaks due to defects introduced at the casting stage, referred to as MATERIAL DEFECTS • Breaks caused by defects introduced at the wire drawing and subsequent stages referred to as PROCESS DEFECTS
Chapter 3 describes causes of material defects which will affect the drawability of the copper.
In this chapter we consider the effects of PROCESS DEFECTS
5.1 Tension Breaks
5.1.1 Description Tension breaks occur when the drawing load exceeds the tensile strength of the wire. This is primarily caused by incorrect die size or geometry. However, erosion of capstans, splitting lubricant and uneven ramp up or down of the machine can all cause tension breaks.
Tension beaks are easily identified as both ends of the break form identical cones, with a dimpled fracture surface at the top.
The drawability of the copper wire will be affected if care is not taken at every processing stage. Dies, lubricants, capstans, guides and pulleys should be suitably maintained. If not wire breaks will occur.
Worn dies and grooved capstans will cause tension breaks.
5.1.2 Diagnostic A tension break can be identified using a magnifying glass or a microscope depending upon the size of the wire.
5.1.3 A Practical Example of a Tension Break A customer who bought As Cast Cu-OF 8mm rod complained that he was having wire breaks as soon as the rod machine was started up. Examination showed the breaks to be Tension Breaks. Dies were inspected and found to be OK. Capstans were checked and were free from grooves. “Yes” said the manager “they were grooved, so I had them machined to remove the grooves. By doing so the diameter of the capstans were reduced where the wire length from the dies remained the same, which caused “negative slip” and wire crossover occurred on the capstan. The capstans were replaced with ones of the correct diameters and the machine ran without breaks.
20

5.1.4 Photograph of Tension Break
Tension Break
5.2 Spill Breaks
d with copper fines from the drawing process will block the dies and cause “spill” breaks.
up of copper fines adjacent to a die or capstan and change or
ng lubrication system and filter consistently had wire breaks. The breaks were not
When the breaks were examined they were found to be spill type breaks (see photos).
5.2.1 Description Lubricants saturate
5.2.2 Diagnostic Examine the break with a microscope. If the profile of the break is determined to be a spill break”, clean or change the lubricant. Check inside the die box to see if there is a buildrepair the offending capstan.
5.2.3 A Practical Example of a Spill Break A multi-wire machine with its own drawiconcentrated in one area but totally random.
21
up of copper fines adjacent to a die or capstan and change or
5.2.2 Diagnostic Examine the break with a microscope. If the profile of the break is determined to be a spill break, clean or change the lubricant. Check inside the die box to see if there is a buildrepair the offending capstan.

Inside the die box was thickly coated with copper fines. Dies were blocked at the throat, preventing lubricant entering the ie.d
he build up of copper fines was caused by the filter not working correctly. T
The lubricant was changed, the die-box steam cleaned, the filter was made serviceable, dies were removed, cleaned, nspected and repaired or replaced. i
The machine performance was greatly improved.
5.2.4 Photos of Spill Breaks *
* photos courtesy of International Wire & Machinery Association
22

5.2.5 Prevention of Spill Breaks Reputable suppliers of wire drawing lubricants offer periodic analysis of the lubricant where concentrations, stability, cleanliness and bacteria are checked.
5.3 Inclusions and Dropped Out Inclusions
5.3.1 Inclusions Wearing guides and pulleys can introduce ferrous inclusions into the copper wire. Pulleys that guide rod and wire into the drawing machine will wear. Small slivers of steel start to break off and are pushed into the surface of the relatively soft copper. The copper then enters the drawing die where the inclusion is pushed further towards the centre. Eventually the wire breaks and in the majority of cases the inclusion is not retained in the wire.
5.3.2 Dropped Out Inclusions A dropped out inclusion wire break occurs when the inclusion causes the wire to break usually when passing around a capstan but is dislodged from the copper. The inclusion has left its imprint in the wire. This type of break should not be confused with structural defects. The ratio of dropped out inclusions compared to retained inclusions is about 5:1
5.3.2 Retained Inclusion About 1 in 5 inclusions are retained and are usually ferrous. Test suspected inclusions with a magnet. If it is magnetic, check all pulleys, guides and capstans for pitting or wear. Ferrous inclusions are not cast into the copper they are invariably introduced during the drawing process.
5.3.3 Prevention Replace pitted or worn parts as necessary, including previous drawing machines used to draw the wire. It is possible, if a Scanning Electron Microscope is available, to match the inclusion to the part causing the problem. Do not machine the offending pulley or guide to remove the worn surface without re-hardening.
The inclusion in the photograph is almost in the centre of the wire, but it will have started at the surface. The inclusion willhave broken off and been pushed into the surface of the rod. As it goes through the dies it is pushed further into the middle of the wire until the wire becomes too weak and breaks.
23

5.3.4 Diagnostic Inclusions can be identified using a magnifying glass, a microscope and a magnet.
breakdown machine guiding the 8mm into the machine was found to be worn and pitted, as shown in the photo.
5.3.6 Photo of a Wire break with Retained Inclusion
5.3.5 A Practical Example of an Inclusion Random wire breaks at the fine wire machines started to occur in a wire drawing factory. The breaks were caused by inclusions in the wire. Most of the inclusions had dropped out, however some had been retained. The wire sample could be picked up by a magnet at the inclusion end. All pulleys and guides were inspected. The guide pulley at the rod
Wire break with a retained Inclusion
24

5.3.7 Photo of Pitted Capstan causing Inclusions
Pitted Input Pulley
25

5.3.8 Prevention The graphite containment system in the Rautomead process does not introduce inclusions at the casting stage.
5.4 Mechanical Damage
5.4.1 Description If the surface of the rod or wire is damaged, wire breaks may subsequently occur. A surface defect caused by mechanical damage will, as the wire is drawn, become sub-surface, however the defect is still present and will cause downstream breaks in the drawing process.
5.4.2 Diagnostic – Twisting Test A simple test to detect surface defects is to do a “Twisting Test”. Take a length of the wire and twist it around its own circumference. Examine the turns with a microscope. Any defects will pop up. Using this test it is possible to work backwards until the wire is clear of defects. It is then known where defect is being introduced to the wire surface.
TWISTING TEST
26

5.4.3 A Practical Example of Mechanical Damage A factory drawing copper wire to fine sizes mainly on multi-wire machines started to have frequent wire breaks. The breaks were examined and found to be caused by surface damage to the wire. At each processing stage twisting tests were made. The rod breakdown machine was found to be the cause. All guides, pulleys capstans and dies were examined. A drawing die’s steel case had been damaged. The exit of the die had a sliver of steel protruding outwards and as the wire exited from the die it occasionally contacted the sliver of steel, causing a cut mark. After the wire had exited the next die the defect was not visible, however the twisting test identified the area where the problem lay.
5.5 Summary When wire breaks occur, be methodical. Inspect wire breaks to determine the cause. If the wire breaks are mechanical damage, work backwards through the processes until the cause is found. If the breaks are inclusions, check all areas where the copper and the machine are in contact and which may give rise to the inclusions. If the breaks are tensile, check dies, capstans and lubricants. If the breaks are structural in nature, check all casting parameters, especially cooling water temperatures, and adjust accordingly.
6 Strip Manufacture To manufacture transformer / earthing strip there are two basic processes: • Continuous Extrusion and• Drawing and Rolling
6.1 Continuous Extrusion The Continuous Extrusion process uses Conform and Holton type machines where the input size of cast rod depends on the output size of the strip being manufactured.
The rod is fed into the machine where it is passed around a grooved wheel which transfers the material to the extrusion zone and die. No annealing of the strip is necessary.
It is essential that the input rod surface must be perfectly clean and free from grease, oil, wax and water otherwise the surface of the finished strip will have blistering. It is extremely difficult to thoroughly clean rod that has been hot rolled.
27

However AS CAST Cu-OF rod can be made with the surface free from all waxes, oils and water by simply turning off the protective wax dispensers before the rod is coiled.
Oxygen-Free copper is preferred by many strip manufacturers who use the continuous extrusion process because of its purity, softness and surface cleanliness.
6.2 Drawing and Rolling To prevent surface cracking at the annealing stage it is necessary to work AS CAST Cu-OF copper rod, The cast rod must be reduced by 80% of surface area. This is normally achieved by drawing. When the requisite reduction in diameter is achieved, the rod can be rolled and drawn to finished size, then annealed.
7 Hints and Tips If there is a bad smell like rotten eggs around the wire drawing machines, there is bacteria in the wire drawing lubricant, and it should be treated with a biocide. Contact the lubricant supplier for advice.
• Continually monitor the wire drawing machine efficiency
• When wire breaks occur, find the cause by examination of the break and eliminate the cause
Occasionally wire drawing lubricants become unstable, water and oil may split. Once a month fill a glass jar from the lubricant tank, put it somewhere where it will not be disturbed. After a couple of days see if it is still in emulsion. If not,contact the suppler for advice.
Adjust heat exchangers so that the lubricant operating temperature is between 35 and 45 degs C.
Check wire drawing lubricant concentrations weekly.
At the casting plant, number each supercooler, to enable traceability of the cast rod to the supercooler.
Never charge wet cathodes to the furnace. Water introduces gasses to the melt which will cause structural defects in the cast rod.
28


RAUTOMEAD LIMITED PO BOX 100
DUNDEE DD1 9QY SCOTLAND, U.K.
Tel. +44-1382-622341 Fax. +44-1382-622941 E-mail: [email protected]
www.rautomead.com