Rapid microwave-assisted transesterification of yellow horn oil to biodiesel using a heteropolyacid...
6
Rapid microwave-assisted transesterification of yellow horn oil to biodiesel using a heteropolyacid solid catalyst Su Zhang a,b,1 , Yuan-Gang Zu a,b,1 , Yu-Jie Fu a,b, * , Meng Luo a,b , Dong-Yang Zhang a,b , Thomas Efferth c a Key Laboratory of Forest Plant Ecology, Ministry of Education, Northeast Forestry University, Harbin 150040, PR China b Engineering Research Center of Forest Bio-preparation, Ministry of Education, Northeast Forestry University, Harbin 150040, PR China c German Cancer Research Center, Pharmaceutical Biology (C015), Im Neuenheimer Feld 280, 69120 Heidelberg, Germany article info Article history: Received 16 May 2009 Received in revised form 14 August 2009 Accepted 18 August 2009 Available online 29 September 2009 Keywords: Biodiesel Heteropolyacid Microwave-assisted Transesterification Yellow horn abstract An efficient microwave-assisted transesterification (MAT) technique was developed to prepare biodiesel from yellow horn (Xanthoceras sorbifolia Bunge.) oil with a heteropolyacid (HPA) catalyst namely Cs 2.5 H 0.5 PW 12 O 40 . A study for optimizing the reaction conditions such as reaction temperature, time, molar ratio of methanol/oil, catalyst amount, and recycle number of catalyst has been performed. The maximum yield of fatty acid methyl esters (FAMEs) reached 96.22% under optimal conditions of temper- ature 60 °C, 10 min, molar ratio of methanol/oil 12:1, 1% (w/w of oil) catalyst and minimum recycle num- ber nine times. The final product of biodiesel, obtained after the new catalyzed process, was analyzed by gas chromatography. The results showed that the Cs 2.5 H 0.5 PW 12 O 40 heterogeneous acid catalyst had higher efficiency for transesterification under microwave irradiation compared with the conventional method. The product properties of yellow horn biodiesel are found to be in agreement with EN 14214 standard. Ó 2009 Elsevier Ltd. All rights reserved. 1. Introduction Biodiesel is an alternative fuel for diesel engines that is made from renewable biological sources, such as vegetable oils and ani- mal fats. As an alternative to fossil fuels, biodiesel should be tech- nically feasible, economically competitive, environmentally acceptable, and readily available (Leung and Guo, 2006). The most common way to produce biodiesel is by transesterification, which refers to a catalyzed chemical reaction involving vegetable oil and an alcohol to yield fatty acid alkyl esters (i.e., biodiesel) and glyc- erol. It can be catalyzed by acids or bases as well as enzymes. At present, most of the commercial processes are homogeneous and employ a base catalyzed methanolysis of triglycerides. This is jus- tified by the rapidity of the transesterification reaction in presence of alcohol soluble bases and by the low cost of the alkali material. However, the use of a soluble base as catalyst precludes the trans- formation of low-cost feed stocks which generally contain water traces and significant amounts of free acids (Shu et al., 2007). Therefore, transesterification by acid catalysts are expected to be more suitable to circumvent this problem although acid catalysis is described to be less efficient than basic catalysis. However, the requirement of high temperature, high alcohol/oil molar ratios, and the separation of the catalyst generate serious environmental and corrosion related problems, so homogeneous acid catalysis is non-practical for biodiesel production (Mizuno and Misono, 1998). Nevertheless, solid acid catalysts have attracted consider- able attention in recent years because of their significant advanta- ges of eliminating corrosion, environmental and toxicity problems (Alpana and Uma, 2003; Throat et al., 1992). Heteropolyacids (HPAs) have been extensively studied as solid acid catalysts for a wide range of reactions (Kozhevnikov, 1998, 2003; Okuhara et al., 1996) because of its potential of great eco- nomic rewards and green benefits (Kozhevnikov, 2007; Mizuno and Misono, 1998; Misono, 2005; Neumann, 1998; Timofeeva, 2003). The majority of catalytic applications use the most stable and easily available Keggin HPAs, in particular the most typical ones such as H 3 PW 12 O 40 , H 4 SiW 12 O 40 , H 3 PMo 12 O 40 and H 4 Si- Mo 12 O 40 (Di Serio et al., 2008). HPAs possess very strong Brønsted acidity, being stronger than conventional acids such as H 2 SO 4 , Al 2 O 3 –SiO 2 , zeolites and acidic resins. The acid sites in HPAs are more uniform and easier to control than those in other acid cata- lysts. Hence HPAs frequently exhibit superior catalytic activity in acid-catalyzed reactions, including transesterification in both homogeneous and heterogeneous systems (Kozhevnikov, 1998; Okuhara, 2002). Several reports demonstrating an efficient homo- geneous and heterogeneous catalysis by HPAs in biodiesel synthe- 0960-8524/$ - see front matter Ó 2009 Elsevier Ltd. All rights reserved. doi:10.1016/j.biortech.2009.08.069 * Corresponding author. Address: Key Laboratory of Forest Plant Ecology, Ministry of Education, Northeast Forestry University, Harbin 150040, PR China. Tel./fax: +86 451 82190535. E-mail address: [email protected] (Y.-J. Fu). 1 These authors contributed equally to this work. Bioresource Technology 101 (2010) 931–936 Contents lists available at ScienceDirect Bioresource Technology journal homepage: www.elsevier.com/locate/biortech
Transcript of Rapid microwave-assisted transesterification of yellow horn oil to biodiesel using a heteropolyacid...

Bioresource Technology 101 (2010) 931–936
Contents lists available at ScienceDirect
Bioresource Technology
journal homepage: www.elsevier .com/locate /bior tech
Rapid microwave-assisted transesterification of yellow horn oil to biodieselusing a heteropolyacid solid catalyst
Su Zhang a,b,1, Yuan-Gang Zu a,b,1, Yu-Jie Fu a,b,*, Meng Luo a,b, Dong-Yang Zhang a,b, Thomas Efferth c
a Key Laboratory of Forest Plant Ecology, Ministry of Education, Northeast Forestry University, Harbin 150040, PR Chinab Engineering Research Center of Forest Bio-preparation, Ministry of Education, Northeast Forestry University, Harbin 150040, PR Chinac German Cancer Research Center, Pharmaceutical Biology (C015), Im Neuenheimer Feld 280, 69120 Heidelberg, Germany
a r t i c l e i n f o a b s t r a c t
Article history:Received 16 May 2009Received in revised form 14 August 2009Accepted 18 August 2009Available online 29 September 2009
Keywords:BiodieselHeteropolyacidMicrowave-assistedTransesterificationYellow horn
0960-8524/$ - see front matter � 2009 Elsevier Ltd. Adoi:10.1016/j.biortech.2009.08.069
* Corresponding author. Address: Key LaboratorMinistry of Education, Northeast Forestry UniversitTel./fax: +86 451 82190535.
E-mail address: [email protected] (Y.-J. Fu1 These authors contributed equally to this work.
An efficient microwave-assisted transesterification (MAT) technique was developed to prepare biodieselfrom yellow horn (Xanthoceras sorbifolia Bunge.) oil with a heteropolyacid (HPA) catalyst namelyCs2.5H0.5PW12O40. A study for optimizing the reaction conditions such as reaction temperature, time,molar ratio of methanol/oil, catalyst amount, and recycle number of catalyst has been performed. Themaximum yield of fatty acid methyl esters (FAMEs) reached 96.22% under optimal conditions of temper-ature 60 �C, 10 min, molar ratio of methanol/oil 12:1, 1% (w/w of oil) catalyst and minimum recycle num-ber nine times. The final product of biodiesel, obtained after the new catalyzed process, was analyzed bygas chromatography. The results showed that the Cs2.5H0.5PW12O40 heterogeneous acid catalyst hadhigher efficiency for transesterification under microwave irradiation compared with the conventionalmethod. The product properties of yellow horn biodiesel are found to be in agreement with EN 14214standard.
� 2009 Elsevier Ltd. All rights reserved.
1. Introduction
Biodiesel is an alternative fuel for diesel engines that is madefrom renewable biological sources, such as vegetable oils and ani-mal fats. As an alternative to fossil fuels, biodiesel should be tech-nically feasible, economically competitive, environmentallyacceptable, and readily available (Leung and Guo, 2006). The mostcommon way to produce biodiesel is by transesterification, whichrefers to a catalyzed chemical reaction involving vegetable oil andan alcohol to yield fatty acid alkyl esters (i.e., biodiesel) and glyc-erol. It can be catalyzed by acids or bases as well as enzymes. Atpresent, most of the commercial processes are homogeneous andemploy a base catalyzed methanolysis of triglycerides. This is jus-tified by the rapidity of the transesterification reaction in presenceof alcohol soluble bases and by the low cost of the alkali material.However, the use of a soluble base as catalyst precludes the trans-formation of low-cost feed stocks which generally contain watertraces and significant amounts of free acids (Shu et al., 2007).Therefore, transesterification by acid catalysts are expected to bemore suitable to circumvent this problem although acid catalysis
ll rights reserved.
y of Forest Plant Ecology,y, Harbin 150040, PR China.
).
is described to be less efficient than basic catalysis. However, therequirement of high temperature, high alcohol/oil molar ratios,and the separation of the catalyst generate serious environmentaland corrosion related problems, so homogeneous acid catalysis isnon-practical for biodiesel production (Mizuno and Misono,1998). Nevertheless, solid acid catalysts have attracted consider-able attention in recent years because of their significant advanta-ges of eliminating corrosion, environmental and toxicity problems(Alpana and Uma, 2003; Throat et al., 1992).
Heteropolyacids (HPAs) have been extensively studied as solidacid catalysts for a wide range of reactions (Kozhevnikov, 1998,2003; Okuhara et al., 1996) because of its potential of great eco-nomic rewards and green benefits (Kozhevnikov, 2007; Mizunoand Misono, 1998; Misono, 2005; Neumann, 1998; Timofeeva,2003). The majority of catalytic applications use the most stableand easily available Keggin HPAs, in particular the most typicalones such as H3PW12O40, H4SiW12O40, H3PMo12O40 and H4Si-Mo12O40 (Di Serio et al., 2008). HPAs possess very strong Brønstedacidity, being stronger than conventional acids such as H2SO4,Al2O3–SiO2, zeolites and acidic resins. The acid sites in HPAs aremore uniform and easier to control than those in other acid cata-lysts. Hence HPAs frequently exhibit superior catalytic activity inacid-catalyzed reactions, including transesterification in bothhomogeneous and heterogeneous systems (Kozhevnikov, 1998;Okuhara, 2002). Several reports demonstrating an efficient homo-geneous and heterogeneous catalysis by HPAs in biodiesel synthe-

932 S. Zhang et al. / Bioresource Technology 101 (2010) 931–936
sis have recently appeared (Caetano et al., 2008; Cardoso et al.,2008; Narasimharao et al., 2007), and salts of HPAs with largemonovalent ions, such as Cs+, NHþ4 and Ag+ have attracted muchinterest because of their dramatic increases in surface area andprofound changes in solubility over the parent HPAs (Mizuno andMisono, 1987; Okuhara et al., 1989; Okuhara and Nakato, 1998).
In the present work, we applied a series of HPAs for transeste-rification of yellow horn oil with a view to their application in bio-diesel synthesis. Especially, the catalytic activity fortransesterification and the reuse performance of HPAs under themicrowave irradiation were examined. The main parameters ofMAT with the selected HPA would be optimized, including reactiontemperature, reaction time, molar ratio of methanol/oil, amountsof catalyst and the recycling times of catalyst. Furthermore, thephysical properties of the transesterification product of yellowhorn oil were compared with EN 14214 (European Union DraftStandards).
2. Methods
2.1. Materials and reagents
Seeds of Xanthoceras sorbifolia Bunge. (Yellow horn) werebought from Inner Mongolia Autonomous Region, China, and iden-tified by Prof. Shao-Quan Nie, Key Laboratory of Forest Plant Ecol-ogy, Ministry of Education, Northeast Forestry University, Harbin,China. Cs2.5H0.5PW12O40 was purchased from Guangfu fine Chemi-cal Research Institute (Tianjin, China). Other HPAs were suppliedfrom Aldrich. Methanol, Na2SO4, H2SO4 and petroleum ether (bp60–90 �C) were of analytical grade. Standards of fatty acid methylesters were purchased from Accu Standards, and other standardswere supplied from Sigma (Steinheim, Germany).
2.2. Equipment
MARS-II (1000 W, 2450 MHz) microwave-accelerated reactionsystem was supplied from SINEO Microwave Chemistry Technol-ogy (Shanghai, China) equipped with a TFT multicolor liquid–crys-tal screen, a power sensor (the power range 0–1000 W), an infraredtemperature sensor, a temperature controller, a special three necksround-bottomed flask, and electromagnetic stirrer. Supercriticalfluid extraction (SFE) of seed oil from Xanthoceras sorbifolia Bungewas performed on an HA121–50-01 SFE device (Hua’an Supercrit-ical Fluid Extraction Corp., Nantong, China).
Fatty acid composition of yellow horn oil and the analysis ofbiodiesel samples were conducted by Agilent 6890 N gas chroma-tography (GC) apparatus equipped with flame ionization detector(Agilent, Santa Clara, CA, USA).
2.3. Extraction of yellow horn oil
Extraction of seed oil from yellow horn was performed on a SFEdevice. Carbon dioxide (purity 99.99%) was purchased from LimingGas Corp. (Harbin, China). The operating methodology was as fol-lows: liquid CO2 supplied from a gas cylinder was cooled by ethanolto �5 �C before being brought to the desired pressure and passedinto the device. The entire device was also pre-pressurized. For eachexperiment, approximately 300 g seeds of yellow horn were loadedinto a steel cylinder equipped with mesh filters (13 lm) on bothends to prevent the particles being flushed out. The loaded cylinderwas then introduced into the extraction vessel, and CO2 was let in.During the extraction process, the extraction pressure, extractiontemperature and CO2 flow rate were controlled by adjusting thevalves on the front panel. When the scheduled time was achieved,the extraction vessel was depressurized, and the oil was collected
from the separation vessel. The oil obtained under the optimumcondition was used for the following tests.
2.4. Transesterification reactions
2.4.1. Microwave-assisted transesterificationMAT was performed on a MARS-II (1000 W, 2450 MHz) micro-
wave-accelerated reaction system. With ice water running throughthe condensation pipe of the MAT system, 10 g yellow horn oilsample was added into the special 50 mL three-neck reaction flask,and mixed with catalyst and methanol of the relevant ratio. Then,the mixture was automatically irradiated with microwaves in apre-setting procedure (the average power output of microwave is500 W). According to the experimental design, the HPA-catalyzedprocess included nine reaction times (1, 2, 4, 6, 8, 10, 12, 15,20 min), seven methanol to oil in mole ratios (4, 6, 8, 10, 12, 15,20), eight catalyst amounts (0.4, 0.6, 0.8, 1.0, 1.2, 1.5, 2.0, 3.0% w/w of oil), and nine reaction temperatures (30, 40, 50, 55, 60, 65,70, 80, 90 �C). Furthermore, the recycling times of the catalyst werealso investigated. At least five runs were conducted to monitorreproducibility of biodiesel production.
2.4.2. Conventional method of transesterification (CMT)The typical reaction of transesterification with HPA catalyst was
carried out according to the method described by Chai et al. (2007)with slight modification. Ten grams yellow horn oil were addedinto a 100 mL three-neck reaction flask with magnetic stirrer andcondensation pipe in a water bath. The system was heated to60 �C. Then 1% (w/w of oil) of catalyst and methanol of relevantmolar ratio to oil (20:1) were added while stirring at 300 rpm, inorder to keep the system uniform in temperature and suspension.The experiment was run for about 60 min, by which time the con-version to esters was complete. Then, the sample was processedaccording to following steps.
2.4.3. Separation of biodiesel from the reaction mixture and recoveryof catalyst
The reaction was captured by immersing the mixture in an icebath. The excess of methanol was recovered under vacuum(10 ± 1 mm Hg) at 50 �C with a rotational evaporator. Then, themixture was centrifuged at 2000 rpm for 10 min and the mixturewas separated into two layers. The upper layer contained theFAMEs (crude biodiesel) with lighter color, and the lower layerwas the glycerol and catalyst. After separating the two layers, themethyl esters were treated with active carbon to dehydrate anddiscolor them. The glycerol layer was distilled and kept for reuse.The catalyst at the bottom of the reactor was decanted. It couldeasily be separated and reused without any further treatment. Bio-diesel yield was calculated relative to the initial amount of yellowhorn oil by weight. In addition, biodiesel purity was determinedaccording to the relative methyl ester content obtained by GCanalysis.
2.5. Analytical methods
2.5.1. Determination of physical properties of yellow horn oilRelative fatty acid compositions of seed oil were determined by
gas chromatography analysis using Agilent 6890 N gas chromatog-raphy apparatus with HP-Innowax column (60 mL � 0.25 mmID � 0.25 lm film thickness) after converting fatty acids intomethyl ester forms using 14% BF3 in methanol. Helium was usedas a carrier gas at a flow rate of 1.0 mL min�1. The temperatureprogram was started at 60 �C, heated at a rate of 4 �C min�1 to220 �C and heated to 240 �C at 1 �C min�1, where it stayed at thistemperature for 10 min. Relative density, viscosity, saponification

S. Zhang et al. / Bioresource Technology 101 (2010) 931–936 933
number, acid value and iodine value of yellow horn oil were deter-mined according to standard methods (Frietsone, 1990).
2.5.2. Determination of FAME content and properties of biodieselThe biodiesel purity is defined as the methyl ester content of
biodiesel (Vicente et al., 2007). The methyl esters were first deriv-atized by MSTFA at a rate of 25 �C for 15 min, which is known assilylation (Shareef et al., 2006; EN 14105, 2003). After silylation,the methyl esters, mono-, di-, triglyceride and methyl ester contentwere identified using gas chromatography (Agilent 6890 N)equipped with DB-5HT column (15 mL � 0.32 mm ID � 0.10 lmfilm thickness) and flame ionization detector. The temperatureprogram was started at 50 �C, heated at a rate of 15 �C min�1 to180 �C and heated to 230 �C at 7 �C min�1, then heated at10 �C min�1 to 370 �C, where it stayed at this temperature for20 min (Schneider et al., 2004).
Methyl ester composition of biodiesel was identified using dif-ferent capillary column, DB-23 (60 mL � 0.25 mm ID � 0.15 lmfilm thickness). For this analysis, the temperature program wasstarted at 50 �C, heated at a rate of 25 �C min�1 to 175 �C andheated to 230 �C at 4 �C min�1, where it stayed at this temperaturefor 5 min.
Physical properties of methyl esters such as relative density,viscosity, flash point, sulfur content, heating value, ester contentand residual carbon were determined using standard test methodsaccording to EN 14214 (European Union Draft Standards).
3. Results and discussion
3.1. Chemical and physical properties of yellow horn oil
First, we determined the major components of fatty acid in theseeds of yellow horn oil. Hexadecanoic acid (7.12%), 9,12-octadeca-dienoic acid (38.62%), 9-octadecenoic acid (25.34%), octadecanoicacid (3.25%), 11-eicosenoic acid (9.61%), eicosanoic acid (0.42%),13-docosenoic acid (10.77%), docosanoic acid (0.72%), 15-tetracos-enoic acid (3.73%) and tetracosanoic acid (0.41%) were detected.We monitored the physical properties of yellow horn and observedcomparable values as known from the literature (Bockisch, 1993),indicating that plant material and handling procedure werestate-of-the-art.
3.2. Catalytic performances of different HPAs catalysts
A critical step in the synthesis of biodiesel is the choice of anappropriate catalyst. A correct choice will lead the entire synthesisprocess to success if the desired conditions can be carried out inthe reaction system. Our work started with the screening of differ-ent HPAs. Sulfuric acid was used as a standard catalyst for compar-ison as it was a conventional acid catalyst in the transesterification.The process of the transesterification was described in Section 2.4,
Table 1Results of MAT in the presence of different catalysts.
Entry Catalyst T (�C) Reaction time
1 H2SO4 90 302 H2SO4 60 103 H3PW12O40 60 104 H4SiW12O40 60 105 H3PMo12O40 60 106 H4SiMo12O40 60 107 (NH4)3PW12O40 60 108 Ag3PW12O40 60 109 Cs2.5H0.5PW12O40 60 10
10 Na3PW12O40 60 10
and the amount of each kind of catalyst was 1% (w/w of oil). Theresults are shown in Table. 1.
It can be seen that the MAT procedure with these HPAs could becarried out even at mild temperatures (60 �C) with a rapid reactionspeed (10 min). The conversion yields of yellow horn oil with theseHPAs were near or higher than that using H2SO4 at the opportuneconditions (entry 1, 90 �C, 30 min) and much higher than thatwhen H2SO4 was used at the same conditions (entry 2, 60 �C,10 min). This indicates that these HPAs were much more activethan sulphuric acid in the reaction and exhibited a great advantageof these HPAs as catalyst compared to the traditional catalyst inview of energy consumption.
Pure HPAs, H3PW12O40, H4SiW12O40, H3PMo12O40 and H4Si-Mo12O40 (entries 3–6), exhibited good catalytic activities in thesereactions, and the activity decreased in the following order:H3PW12O40 > H4SiW12O40 > H3PMo12O40 > H4SiMo12O40. H3PW12O40
displayed the best performance in transesterification of yellowhorn oil. This result of catalytic activity exactly follows the orderof acid strength for these acids (Kozhevnikov, 1998; Okuhara,2002). Nonetheless, at variance to conventional mineral acids,HPAs exist as solids, which are expected to be insoluble in alcoholmedia. However, all pure HPAs mentioned above were soluble inalcohol and were difficult to separate from water or alcohol. There-fore, salts of alkaline cations such as Cs+, NHþ4 , Ag+, Na+ forH3PW12O40 were introduced in the study. The salts with largemonovalent ions, such as Cs+, NHþ4 , Ag+ (entries 7–9) exhibited animpressive performance not only because they revealed similaractivities compared to the parent acid in acid-catalyzed reactions,but also because they were insoluble in water and organic solvents.More interestingly, when the alkaline cation was Na+, the salt ofHPA was highly soluble in water or alcohol, although it possessedgood catalytic activity. This can be explained by large monovalentions, which can afford micro- and mesopores with a high surfacearea and a change in the number of available surface acid sites(Mizuno and Misono, 1987; Okuhara and Nakato, 1998). This kindof salts of HPAs was characterized by its strong acidity and insolu-bility in water and organic solvents. By contrast, small monovalentions such as Na+ (entry 10) do not possess this feature. They aremore similar to their parent HPAs.
In conclusion, we found that Cs2.5H0.5PW12O40 exhibited a high-er catalytic activity at low temperature than other catalysts andalso enables an easy separation from the mixture. Moreover, theHPA catalyst was not affected by the content of free fatty acidand moisture in the vegetable oil. Hence, Cs2.5H0.5PW12O40 was se-lected for subsequent tests.
3.3. Optimization of transesterification catalyzed by Cs2.5H0.5PW12O40
3.3.1. Effect of reaction temperatureTransesterification reactions can be achieved at different tem-
peratures. Different raw materials have different appropriate reac-tion temperatures. In general, the transesterification speed can be
(min) Methanol/oil molar ratio Conversion yield (%)
20:1 95.2 ± 0.7115:1 87.6 ± 1.0715:1 96.2 ± 0.8315:1 95.3 ± 0.6815:1 94.6 ± 1.0215:1 92.8 ± 1.5615:1 95.3 ± 0.9815:1 95.7 ± 0.5815:1 96.7 ± 1.0115:1 93.2 ± 2.12
40
60
80
100
Con
vers
ion
yiel
d (%
)
Methyl ester Diglyceride Monoglyceride Triglyceride
934 S. Zhang et al. / Bioresource Technology 101 (2010) 931–936
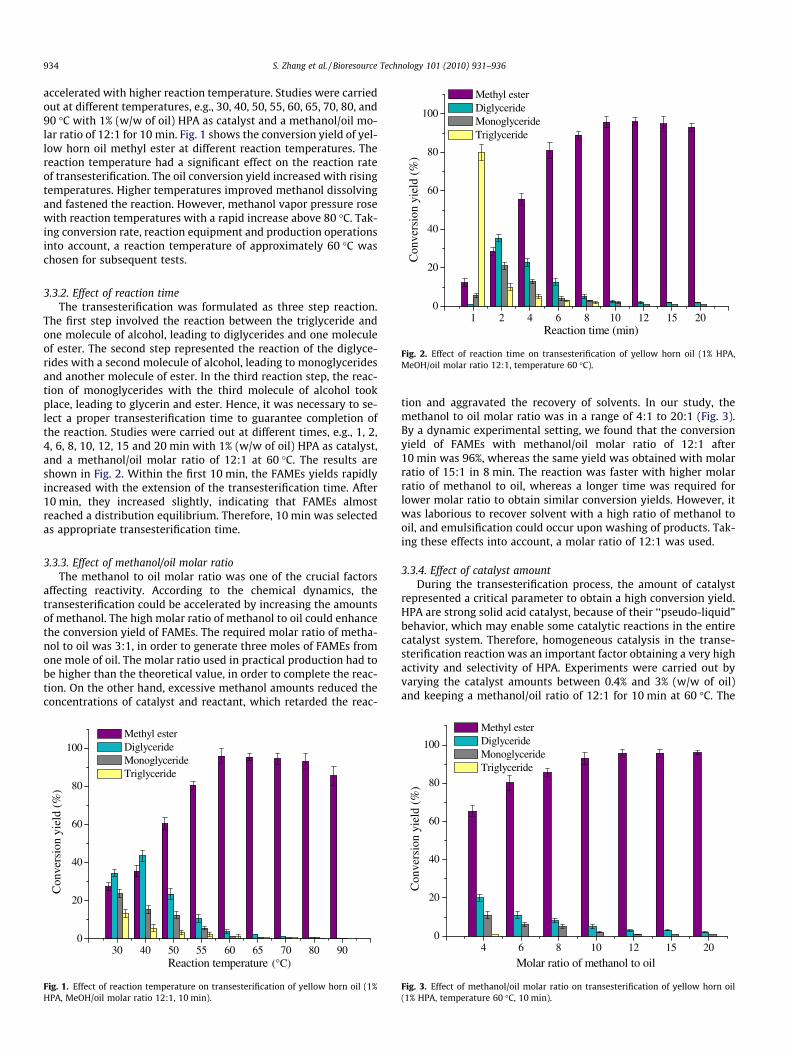
accelerated with higher reaction temperature. Studies were carriedout at different temperatures, e.g., 30, 40, 50, 55, 60, 65, 70, 80, and90 �C with 1% (w/w of oil) HPA as catalyst and a methanol/oil mo-lar ratio of 12:1 for 10 min. Fig. 1 shows the conversion yield of yel-low horn oil methyl ester at different reaction temperatures. Thereaction temperature had a significant effect on the reaction rateof transesterification. The oil conversion yield increased with risingtemperatures. Higher temperatures improved methanol dissolvingand fastened the reaction. However, methanol vapor pressure rosewith reaction temperatures with a rapid increase above 80 �C. Tak-ing conversion rate, reaction equipment and production operationsinto account, a reaction temperature of approximately 60 �C waschosen for subsequent tests.
1 2 4 6 8 10 12 15 200
20
Reaction time (min)
Fig. 2. Effect of reaction time on transesterification of yellow horn oil (1% HPA,MeOH/oil molar ratio 12:1, temperature 60 �C).
3.3.2. Effect of reaction timeThe transesterification was formulated as three step reaction.
The first step involved the reaction between the triglyceride andone molecule of alcohol, leading to diglycerides and one moleculeof ester. The second step represented the reaction of the diglyce-rides with a second molecule of alcohol, leading to monoglyceridesand another molecule of ester. In the third reaction step, the reac-tion of monoglycerides with the third molecule of alcohol tookplace, leading to glycerin and ester. Hence, it was necessary to se-lect a proper transesterification time to guarantee completion ofthe reaction. Studies were carried out at different times, e.g., 1, 2,4, 6, 8, 10, 12, 15 and 20 min with 1% (w/w of oil) HPA as catalyst,and a methanol/oil molar ratio of 12:1 at 60 �C. The results areshown in Fig. 2. Within the first 10 min, the FAMEs yields rapidlyincreased with the extension of the transesterification time. After10 min, they increased slightly, indicating that FAMEs almostreached a distribution equilibrium. Therefore, 10 min was selectedas appropriate transesterification time.
3.3.3. Effect of methanol/oil molar ratioThe methanol to oil molar ratio was one of the crucial factors
affecting reactivity. According to the chemical dynamics, thetransesterification could be accelerated by increasing the amountsof methanol. The high molar ratio of methanol to oil could enhancethe conversion yield of FAMEs. The required molar ratio of metha-nol to oil was 3:1, in order to generate three moles of FAMEs fromone mole of oil. The molar ratio used in practical production had tobe higher than the theoretical value, in order to complete the reac-tion. On the other hand, excessive methanol amounts reduced theconcentrations of catalyst and reactant, which retarded the reac-
30 40 50 55 60 65 70 80 900
20
40
60
80
100
Con
vers
ion
yiel
d (%
)
Reaction temperature (°C)
Methyl ester Diglyceride Monoglyceride Triglyceride
Fig. 1. Effect of reaction temperature on transesterification of yellow horn oil (1%HPA, MeOH/oil molar ratio 12:1, 10 min).
tion and aggravated the recovery of solvents. In our study, themethanol to oil molar ratio was in a range of 4:1 to 20:1 (Fig. 3).By a dynamic experimental setting, we found that the conversionyield of FAMEs with methanol/oil molar ratio of 12:1 after10 min was 96%, whereas the same yield was obtained with molarratio of 15:1 in 8 min. The reaction was faster with higher molarratio of methanol to oil, whereas a longer time was required forlower molar ratio to obtain similar conversion yields. However, itwas laborious to recover solvent with a high ratio of methanol tooil, and emulsification could occur upon washing of products. Tak-ing these effects into account, a molar ratio of 12:1 was used.
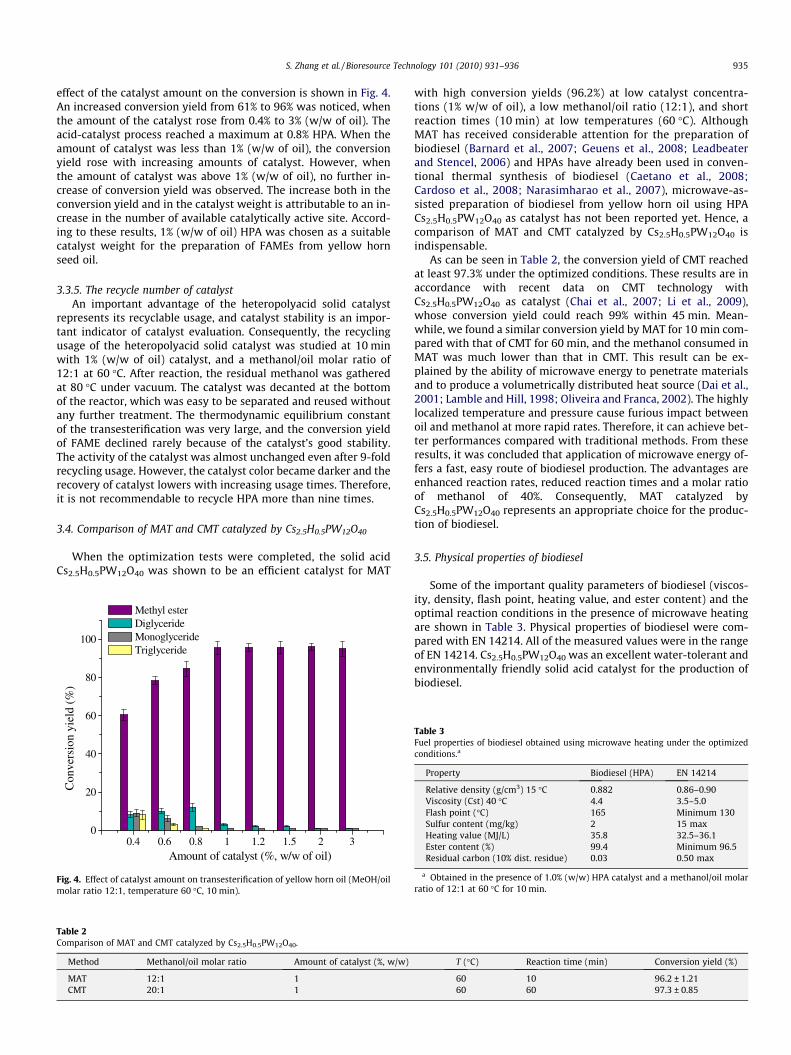
3.3.4. Effect of catalyst amountDuring the transesterification process, the amount of catalyst
represented a critical parameter to obtain a high conversion yield.HPA are strong solid acid catalyst, because of their ‘‘pseudo-liquid”behavior, which may enable some catalytic reactions in the entirecatalyst system. Therefore, homogeneous catalysis in the transe-sterification reaction was an important factor obtaining a very highactivity and selectivity of HPA. Experiments were carried out byvarying the catalyst amounts between 0.4% and 3% (w/w of oil)and keeping a methanol/oil ratio of 12:1 for 10 min at 60 �C. The
4 6 8 10 12 15 200
20
40
60
80
100
Con
vers
ion
yiel
d (%
)
Molar ratio of methanol to oil
Methyl ester Diglyceride Monoglyceride Triglyceride
Fig. 3. Effect of methanol/oil molar ratio on transesterification of yellow horn oil(1% HPA, temperature 60 �C, 10 min).
S. Zhang et al. / Bioresource Technology 101 (2010) 931–936 935
effect of the catalyst amount on the conversion is shown in Fig. 4.An increased conversion yield from 61% to 96% was noticed, whenthe amount of the catalyst rose from 0.4% to 3% (w/w of oil). Theacid-catalyst process reached a maximum at 0.8% HPA. When theamount of catalyst was less than 1% (w/w of oil), the conversionyield rose with increasing amounts of catalyst. However, whenthe amount of catalyst was above 1% (w/w of oil), no further in-crease of conversion yield was observed. The increase both in theconversion yield and in the catalyst weight is attributable to an in-crease in the number of available catalytically active site. Accord-ing to these results, 1% (w/w of oil) HPA was chosen as a suitablecatalyst weight for the preparation of FAMEs from yellow hornseed oil.
3.3.5. The recycle number of catalystAn important advantage of the heteropolyacid solid catalyst
represents its recyclable usage, and catalyst stability is an impor-tant indicator of catalyst evaluation. Consequently, the recyclingusage of the heteropolyacid solid catalyst was studied at 10 minwith 1% (w/w of oil) catalyst, and a methanol/oil molar ratio of12:1 at 60 �C. After reaction, the residual methanol was gatheredat 80 �C under vacuum. The catalyst was decanted at the bottomof the reactor, which was easy to be separated and reused withoutany further treatment. The thermodynamic equilibrium constantof the transesterification was very large, and the conversion yieldof FAME declined rarely because of the catalyst’s good stability.The activity of the catalyst was almost unchanged even after 9-foldrecycling usage. However, the catalyst color became darker and therecovery of catalyst lowers with increasing usage times. Therefore,it is not recommendable to recycle HPA more than nine times.
3.4. Comparison of MAT and CMT catalyzed by Cs2.5H0.5PW12O40
When the optimization tests were completed, the solid acidCs2.5H0.5PW12O40 was shown to be an efficient catalyst for MAT
0.4 0.6 0.8 1 1.2 1.5 2 30
20
40
60
80
100
Con
vers
ion
yiel
d (%
)
Amount of catalyst (%, w/w of oil)
Methyl ester Diglyceride Monoglyceride Triglyceride
Fig. 4. Effect of catalyst amount on transesterification of yellow horn oil (MeOH/oilmolar ratio 12:1, temperature 60 �C, 10 min).
Table 2Comparison of MAT and CMT catalyzed by Cs2.5H0.5PW12O40.
Method Methanol/oil molar ratio Amount of catalyst (%, w/w)
MAT 12:1 1CMT 20:1 1
with high conversion yields (96.2%) at low catalyst concentra-tions (1% w/w of oil), a low methanol/oil ratio (12:1), and shortreaction times (10 min) at low temperatures (60 �C). AlthoughMAT has received considerable attention for the preparation ofbiodiesel (Barnard et al., 2007; Geuens et al., 2008; Leadbeaterand Stencel, 2006) and HPAs have already been used in conven-tional thermal synthesis of biodiesel (Caetano et al., 2008;Cardoso et al., 2008; Narasimharao et al., 2007), microwave-as-sisted preparation of biodiesel from yellow horn oil using HPACs2.5H0.5PW12O40 as catalyst has not been reported yet. Hence, acomparison of MAT and CMT catalyzed by Cs2.5H0.5PW12O40 isindispensable.
As can be seen in Table 2, the conversion yield of CMT reachedat least 97.3% under the optimized conditions. These results are inaccordance with recent data on CMT technology withCs2.5H0.5PW12O40 as catalyst (Chai et al., 2007; Li et al., 2009),whose conversion yield could reach 99% within 45 min. Mean-while, we found a similar conversion yield by MAT for 10 min com-pared with that of CMT for 60 min, and the methanol consumed inMAT was much lower than that in CMT. This result can be ex-plained by the ability of microwave energy to penetrate materialsand to produce a volumetrically distributed heat source (Dai et al.,2001; Lamble and Hill, 1998; Oliveira and Franca, 2002). The highlylocalized temperature and pressure cause furious impact betweenoil and methanol at more rapid rates. Therefore, it can achieve bet-ter performances compared with traditional methods. From theseresults, it was concluded that application of microwave energy of-fers a fast, easy route of biodiesel production. The advantages areenhanced reaction rates, reduced reaction times and a molar ratioof methanol of 40%. Consequently, MAT catalyzed byCs2.5H0.5PW12O40 represents an appropriate choice for the produc-tion of biodiesel.
3.5. Physical properties of biodiesel
Some of the important quality parameters of biodiesel (viscos-ity, density, flash point, heating value, and ester content) and theoptimal reaction conditions in the presence of microwave heatingare shown in Table 3. Physical properties of biodiesel were com-pared with EN 14214. All of the measured values were in the rangeof EN 14214. Cs2.5H0.5PW12O40 was an excellent water-tolerant andenvironmentally friendly solid acid catalyst for the production ofbiodiesel.
T (�C) Reaction time (min) Conversion yield (%)
60 10 96.2 ± 1.2160 60 97.3 ± 0.85
Table 3Fuel properties of biodiesel obtained using microwave heating under the optimizedconditions.a
Property Biodiesel (HPA) EN 14214
Relative density (g/cm3) 15 �C 0.882 0.86–0.90Viscosity (Cst) 40 �C 4.4 3.5–5.0Flash point (�C) 165 Minimum 130Sulfur content (mg/kg) 2 15 maxHeating value (MJ/L) 35.8 32.5–36.1Ester content (%) 99.4 Minimum 96.5Residual carbon (10% dist. residue) 0.03 0.50 max
a Obtained in the presence of 1.0% (w/w) HPA catalyst and a methanol/oil molarratio of 12:1 at 60 �C for 10 min.

936 S. Zhang et al. / Bioresource Technology 101 (2010) 931–936
3.6. Validation of the HPA method
The repeatability and reproducibility of MAT were expressed asrelative standard deviation (RSD) for the yields of FAMEs. To testrepeatability, transesterification experiments were performed fivetimes at the same day under optimized HPA conditions. An RSD of4.39% was obtained. The reproducibility was assessed by calculat-ing the yields of FAMEs obtained from five independent transeste-rification experiments at different days. Here, the RSD was 6.87%.
4. Conclusion
In the present investigation, microwave-assisted preparation ofhigh-quality biodiesel–fuel from yellow horn oil using HPACs2.5H0.5PW12O40 as catalyst was investigated. TheCs2.5H0.5PW12O40 was shown to be an efficient catalyst for the pro-duction of environmentally friendly biodiesel–fuel by means ofmicrowave irradiation. A conversion yield higher than 96% wasachieved by using a lower catalyst amount (1% w/w of oil) with alower molar ratio of methanol/oil (12:1) in a relatively shorterreaction time (10 min) at 60 �C. Therefore, this procedure repre-sents an attractive and effective alternative for the rapid prepara-tion of biodiesel from vegetable oils.
Acknowledgements
The authors gratefully acknowledge the financial supportsby National Natural Science Foundation of China (30770231),Heilongjiang Province Science Foundation for Excellent Youths(JC200704), Key Project of Chinese Ministry of Education(108049), National Key Technology R&D Program(2006BAD18B0405), Agricultural Science and Technology Achieve-ments Transformation Fund Program (2009GB23600514), and KeyProgram for Science and Technology Development of Harbin(2009AA3BS083).
References
Alpana, P., Uma, C., 2003. Metal(IV) tungstates as solid acid catalysts for thesynthesis of phthalate diester-dioctyl phthalate (DOP). Indian J. Chem. Tech. 10,44–47.
Barnard, T.M., Leadbeater, N.E., Boucher, M.B., Stencel, L.M., Wilhite, B.A., 2007.Continuous-flow preparation of biodiesel using microwave heating. Energ. Fuel.21, 1777–1781.
Bockisch, M., 1993. Fats and Oils Handbook. AOCS Press, Champaign, IL.Caetano, C.S., Fonseca, I.M., Ramos, A.M., Vital, J., Castanheiro, J.E., 2008.
Esterification of free fatty acids with methanol using heteropolyacidsimmobilized on silica. Catal. Commun. 9, 1996–1999.
Cardoso, A.L., Augusti, R., Da Silva, M.J., 2008. Investigation on the esterification offatty acids catalyzed by the H3PW12O40 heteropolyacid. JAOCS 85 (6), 555–560.
Chai, F., Cao, F., Zhai, F., Chen, Y., Wang, X., Su, Z., 2007. Transesterification ofvegetable oil to biodiesel using a heteropolyacid solid catalyst. Adv. Synth.Catal. 349, 1057–1065.
Dai, J.M., Yaylayan, V.A., Raghavan, G.S.V., Paré, J.R.J., Liu, Z., Bélanger, J.M.R., 2001.Influence of operating parameters on the use of the microwave-assisted process(MAP) for the extraction of azadirachtin-related limonoids from neem
(Azadirachta indica) under atmospheric pressure conditions. J. Agric. FoodChem. 49, 4584–4588.
Di Serio, M., Tesser, R., Lu, P.M., Santacesaria, E., 2008. Heterogeneous catalysts forbiodiesel production. Energ. Fuel. 22, 207–217.
EN 14105, 2003. Fat and oil derivatives-fatty acid methyl esters (FAME)-determination of free and total glycerol and mono-, di-, triglyceride contents.
Frietsone, D., 1990. Oils and Fats, Method Ce 1–62. In: Helrich, K. (Ed.), OfficialMethods of Analysis of the Association of Official Analytical Chemists, 15th ed.Association of Official Analytical Chemists Inc., Virginia, pp. 951–986.
Geuens, J., Kremsner, J.M., Nebel, B.A., Schober, S., Dommisse, R.A., Mittelbach, M.,Tavernier, S., Kappe, C.O., Maes, B.U.W., 2008. Microwave-assisted catalyst-freetransesterification of triglycerides with 1-butanol under supercriticalconditions. Energ. Fuel. 22, 643–645.
Kozhevnikov, I.V., 1998. Catalysis by heteropoly acids and multicomponentpolyoxometalates in liquid-phase reactions. Chem. Rev. 98, 171–198.
Kozhevnikov, I.V., 2003. Friedel–Crafts acylation and related reactions catalyzed byheteropoly acids. Appl. Catal. A: Gen. 256, 3–18.
Kozhevnikov, I.V., 2007. Sustainable heterogeneous acid catalysis by heteropolyacids. J. Mol. Catal. A-Chem. 262, 86–92.
Lamble, K.J., Hill, S.J., 1998. Microwave digestion procedures for environmentalmatrices. Analyst 123, 103R–133R.
Leadbeater, N.E., Stencel, L.M., 2006. Fast, easy preparation of biodiesel usingmicrowave heating. Energ. Fuel. 20, 2281–2283.
Leung, D.Y.C., Guo, Y., 2006. Transesterification of neat and used frying oil:Optimization for biodiesel production. Fuel Process Technol. 87, 883–890.
Li, S.W., Wang, Y.P., Dong, S.W., Chen, Y., Cao, F.H., Chai, F., Wang, X.H., 2009.Biodiesel production from Eruca Sativa Gars vegetable oil and motor, emissionsproperties. Renew. Energ. 34, 1871–1876.
Misono, M., 2005. A view on the future of mixed oxide catalysts - The case ofheteropolyacids (polyoxometalates) and perovskites. Catal. Today 100, 95–100.
Mizuno, N., Misono, M., 1987. Pore Structure and Surface Area of CsxH3�xPM12O40
(x = 0–3, M = W, Mo). Chem. Lett. 16, 967–970.Mizuno, N., Misono, M., 1998. Heterogeneous catalysis. Chem. Rev. 98, 199–217.Narasimharao, K., Brown, D.R., Lee, A.F., Newman, A.D., Siril, P.F., Tavener, S.J.,
Wilson, K., 2007. Structure–activity relations in Cs-doped heteropolyacidcatalysts for biodiesel production. J. Catal. 248, 226–234.
Neumann, R., 1998. Polyoxometalate complexes in organic oxidation chemistry.Prog. Inorg. Chem. 47, 317–370.
Okuhara, T., 2002. Water-tolerant solid acid catalysts. Chem. Rev. 102, 3641–3666.Okuhara, T., Nakato, T., 1998. Catalysis by porous heteropoly compounds. Catal.
Surv. Jpn. 2, 31–44.Okuhara, T., Arai, T., Ichiki, T., Lee, K.Y., Misono, M., 1989. Dehydration mechanism
of ethanol in the pseudoliquid phase of H3�xCsxPW12O40. J. Mol. Catal. A-Chem.55, 293–301.
Okuhara, T., Mizuno, N., Misono, M., 1996. Catalytic chemistry of heteropolycompounds. Adv. Catal. 41, 113–252.
Oliveira, M.E.C., Franca, A.S., 2002. Microwave heating of foodstuffs. J. Food Eng. 53,347–348.
Schneider, R.C., Baldissarelli, V.Z., Trombetta, F., Martinelli, M., Caramao, E.B., 2004.Optimization of gas chromatographic–mass spectrometric analysis for fattyacids in hydrogenated castor oil obtained by catalytic transfer hydrogenation.Anal. Chim. Acta 505, 223–226.
Shareef, A., Angove, M.J., Wells, J.D., 2006. Optimization of silylation using N-methyl-N-(trimethylsilyl)-trifluoroacetamide, N,O-bis-(trimethylsilyl)-trifluoroacetamide and N-(tert-butyldimethylsilyl)-N-methyltrifluoroacetamide for the determination of the estrogens estrone and17a-ethinylestradiol by gas chromatography–mass spectrometry. J.Chromatogr. A 1108, 121–128.
Shu, Q., Yang, B., Yuan, H., Qing, S., Zhu, G., 2007. Synthesis of biodiesel fromsoybean oil and methanol catalyzed by zeolite beta modified with La3+. Catal.Commun. 8, 2159–2165.
Throat, T.S., Yadav, V.M., Yadav, G.D., 1992. Esterification of phthalic anhydride with2-ethylhexanol by solid superacidic catalysts. Appl. Catal. A: Gen. 90, 73–96.
Timofeeva, M.N., 2003. Acid catalysis by heteropoly acids. Appl. Catal. A: Gen. 256,19–35.
Vicente, G., Martinez, M., Aracil, J., 2007. Optimisation of integrated biodieselproduction Part I. A study of the biodiesel purity and yield. Bioresour. Technol.98, 1724–1733.