Quietly boosting your productivity - sandvik.coromant.com · Enjoy the silence Silent Tools™ has...
11
Quietly boosting your productivity Silent Tools ™
Transcript of Quietly boosting your productivity - sandvik.coromant.com · Enjoy the silence Silent Tools™ has...

Quietly boosting your productivity
Silent Tools™

Enjoy the silenceSilent Tools™ has long been the trademark for a family of tool holders for turning, milling, boring and drilling. The tool holders are designed to minimize vibrations through a dampener inside the tool body. The majority of Silent Tools customers use these tools for long overhangs and poor accessibility. However tests have shown that even with shorter overhangs, large productivity increases and surface quality improvements are to be gained.
Not just a problem solverThe integration of a dampening system makes it easier for you to stabilize your whole machining process. So if you need to speed up your process and yet maintain the high quality of your components, Silent Tools could be the answer.
Whether you increase your metal removal, improve your surface finish, secure your process or reduce your production costs you will certainly enjoy the silence.
…a productivity boosterTake a look at just a few examples where we increased productivity in excess of 100%.
2 Silent Tools

Silent Tools 3
Heavy tuning
body surrounded
by a special oily
liquid
Tuning body suspended in two rubber
bushes
Take a look at just some of the great results which can be achieved when you switch to Silent Tools™.
Quietly boosting your productivity

Shoulder millingApplying a Silent Tool to a shoulder milling operation on a valve house resulted in increased metal removal and improved surface finish. With the increase in speed, depth of cut and spindle speed there was no worry for vibration problems.
The results are conclusive. A 149 % increase in productivity and return on investment after 9 weeks.
Operation: Circular interpolation
Component: Valve house
Workpiece material: CMC 09.1, K3.2.C.UT, Nodular cast iron
Machine cost EUR/hour: € 195
Machined volume/pc cm3 (inch3): 179 (10.92)
Zn: 5
Assembly length mm (inch): 280 (11.024)
Reference Silent Tools™
Adaptor: C6-391.05CD-22 200
Cutting head: R390-066Q22-18M
Cutting data:
n, r/min: 700 1352
vc m/min (ft/min): 176 (577) 280 (918)
fz mm (inch): 0.31 (.012) 0.27 (.010)
vf mm/min (inch/min): 687 (27.05) 1 156 (45.52)
vfa mm/min (inch/min): 8.0 (.315) 19.0 (.748)
ap mm (inch): 4.0 (.158) 6.0 (.236)
ae mm (inch): 18.59 (.732) 18.59 (.732)
Tot. cycle time: 30.07 min 12.08 min
Tool life (no of comp.): 10 20
WORKPIECE COMPONENT: VALVE HOUSE
4 Silent Tools

149%Productivity boost!
Result:
Silent Tools 5
WORKPIECE COMPONENT: M
ARINE E
NGINE
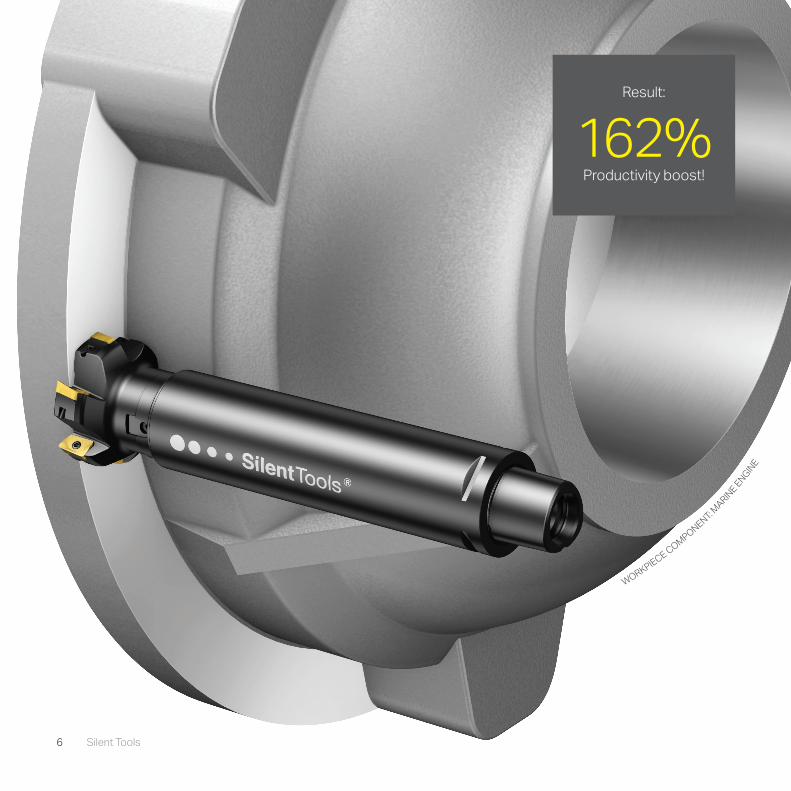
162%Productivity boost!
Result:
6 Silent Tools
WORKPIECE COMPONENT: M
ARINE E
NGINE
185 hours of production time per year was the result of realizing that a machining process, which actually worked well, could be so much better with a Silent Tool especially tailored to the individual customer requirement.
The upper body steering unit for a ship required a special dampened milling adaptor to achieve a greater depth of cut and speed up the whole process. This face milling operation could now increase productivity by 162 % for the complete component.
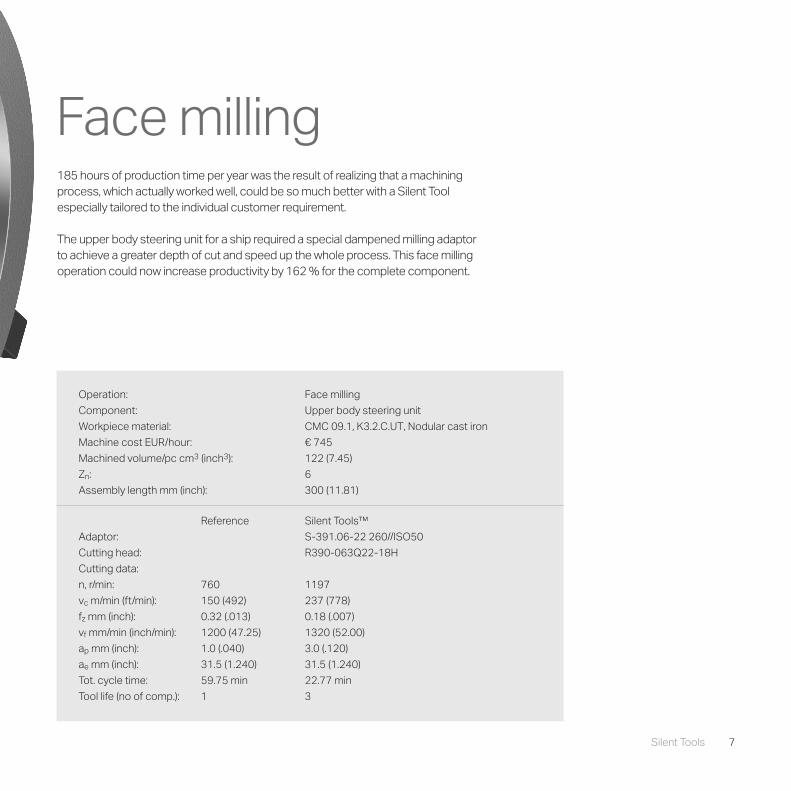
Face milling
Operation: Face milling
Component: Upper body steering unit
Workpiece material: CMC 09.1, K3.2.C.UT, Nodular cast iron
Machine cost EUR/hour: € 745
Machined volume/pc cm3 (inch3): 122 (7.45)
Zn: 6
Assembly length mm (inch): 300 (11.81)
Reference Silent Tools™
Adaptor: S-391.06-22 260//ISO50
Cutting head: R390-063Q22-18H
Cutting data:
n, r/min: 760 1197
vc m/min (ft/min): 150 (492) 237 (778)
fz mm (inch): 0.32 (.013) 0.18 (.007)
vf mm/min (inch/min): 1200 (47.25) 1320 (52.00)
ap mm (inch): 1.0 (.040) 3.0 (.120)
ae mm (inch): 31.5 (1.240) 31.5 (1.240)
Tot. cycle time: 59.75 min 22.77 min
Tool life (no of comp.): 1 3
Silent Tools 7

188%Productivity boost!
Result:
WORKPIECE COMPONENT: PROCESS FLANGE
8 Silent Tools
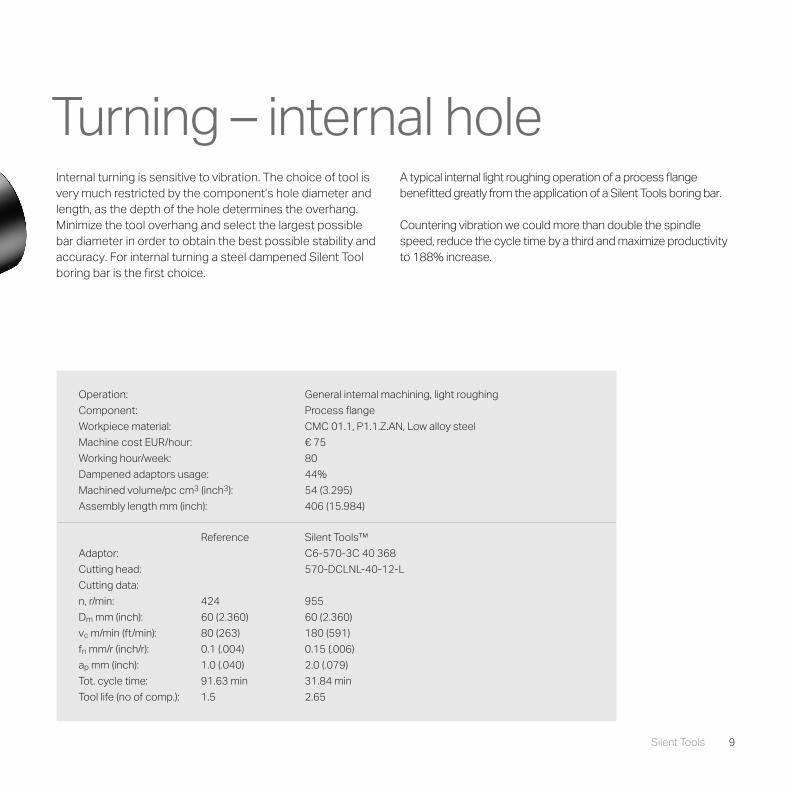
Internal turning is sensitive to vibration. The choice of tool is very much restricted by the component’s hole diameter and length, as the depth of the hole determines the overhang. Minimize the tool overhang and select the largest possible bar diameter in order to obtain the best possible stability and accuracy. For internal turning a steel dampened Silent Tool boring bar is the first choice.
A typical internal light roughing operation of a process flange benefitted greatly from the application of a Silent Tools boring bar.
Countering vibration we could more than double the spindle speed, reduce the cycle time by a third and maximize productivity to 188% increase.
Turning – internal hole
Operation: General internal machining, light roughing
Component: Process flange
Workpiece material: CMC 01.1, P1.1.Z.AN, Low alloy steel
Machine cost EUR/hour: € 75
Working hour/week: 80
Dampened adaptors usage: 44%
Machined volume/pc cm3 (inch3): 54 (3.295)
Assembly length mm (inch): 406 (15.984)
Reference Silent Tools™
Adaptor: C6-570-3C 40 368
Cutting head: 570-DCLNL-40-12-L
Cutting data:
n, r/min: 424 955
Dm mm (inch): 60 (2.360) 60 (2.360)
vc m/min (ft/min): 80 (263) 180 (591)
fn mm/r (inch/r): 0.1 (.004) 0.15 (.006)
ap mm (inch): 1.0 (.040) 2.0 (.079)
Tot. cycle time: 91.63 min 31.84 min
Tool life (no of comp.): 1.5 2.65
Silent Tools 9

BoringSilent Tools™ dampened boring bars and adapters make it pos-sible to maintain good productivity and close tolerances even for long tool overhangs.
The machining of this aerospace part, with a length of 2.1 m (7 ft) and width of 0.91 m (3 ft), proposed a challenge for accessibility.
The job entailed the machining of two lug holes on the outside of the component. The two holes were in line. The process consisted of semi-roughing both lugs from one side. Then a finish pass of one lug from one side and ream from one side. Then set up the part to opposite side. Dial it in to center. Finish the other lug and ream the other lug.
We combined the finish and ream into one operation and used the Silent Tool for reach to be able to bore both lugs in one operation. This reduced the process by eliminating the set-up time to move the part and dial in. We could do everything from one side and eliminate the reamer.
As you can see from the data below we could increase the speed and feed and after just manufacturing 9 components the return on investment was achieved. A staggering productivity increase of 228% for the complete component.
Operation: Finishing
Component: Lug holes,
Landing gear
Workpiece material: 300M, High alloy steel
Machine cost EUR/hour: € 75
Dampened adaptors usage: 6%
Machined volume/pc cm3 (inch3): 0.07 (0.004)
Zn: 1
Assembly length mm (inch): 332 (13.071)
Reference Silent Tools
Adaptor: C5-R825B-FAD315A
Cutting data:
n, r/min: 203.7 254.6
vc m/min (ft/min): 30.5 (100) 38.1 (125)
Dm mm (inch): 47.6 (1.874) 47.6 (1.874)
fn mm/r (inch/r): 0.005 (.0002) 0.038 (.0015)
ap mm (inch): 0.05 (.002) 0.05 (.002)
Tot. cycle time: 219.82 min 66.93 min
Tool life (no of comp.): 1 1
10 Silent Tools
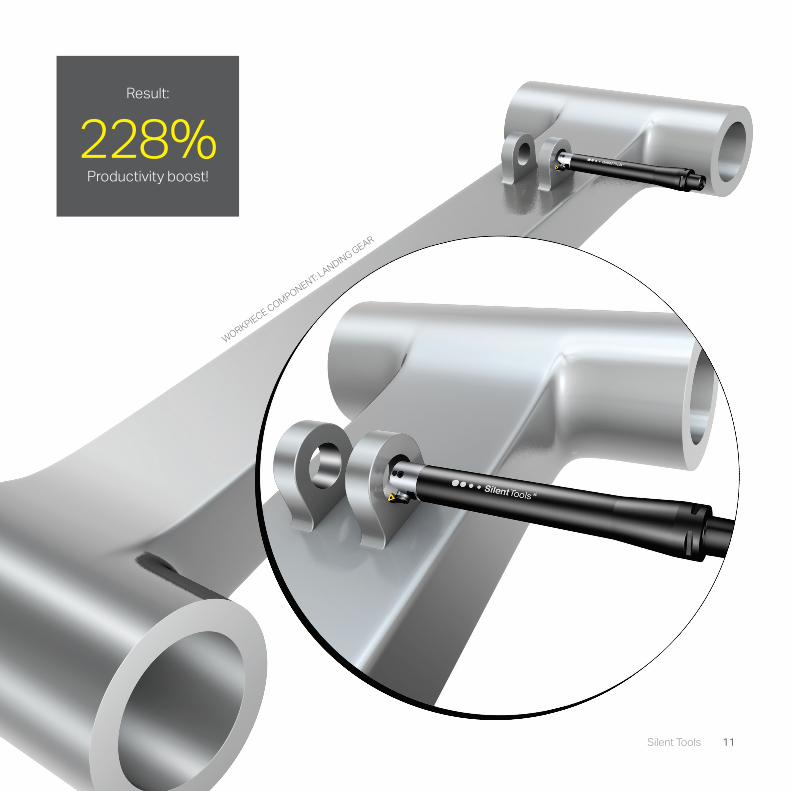
WORKPIECE COMPONENT: LANDING GEAR
228%Productivity boost!
Result:
Silent Tools 11