
PROYECTO FINAL DE CARRERA - upcommons.upc.edu · del mismo modo que el vectorsol original, es que...
79
PROYECTO FINAL DE CARRERA Fabricación de un sensor solar de alta precisión en dos ejes para el satélite SeoSat (Fabrication of a high accuracy two axis sun sensor for the satellite SeoSat) Estudios: Enginyeria de Telecomunicació Autor: Eric Calle Martín Director: Pablo Ortega Villasclaras Septiembre 2011
Transcript of PROYECTO FINAL DE CARRERA - upcommons.upc.edu · del mismo modo que el vectorsol original, es que...
PROYECTO FINAL DE CARRERA
Fabricación de un sensor solar de alta precisión
en dos ejes para el satélite SeoSat
(Fabrication of a high accuracy two axis sun sensor for
the satellite SeoSat)
Estudios: Enginyeria de Telecomunicació
Autor: Eric Calle Martín
Director: Pablo Ortega Villasclaras
Septiembre 2011


[Fabricación de un sensor solar de alta precisión en dos ejes para el satélite SeoSat] 3
Índice
Resumen del Proyecto ................................................................................ 5
Resum del Projecte ..................................................................................... 6
Abstract .................................................................................................... 7
Introducción ..................................................................................... 9
1. Fundamentos teóricos ......... ................................................................ 11
1.1. El efecto fotovoltaico ............................................................... 11
1.2. El espectro solar ...................................................................... 13
1.3. Materiales usados en la fabricación de células solares ................ 14
1.4. Características eléctricas de la célula solar ideal ......................... 15
1.5. La célula solar real.................................................................... 20
1.6. La célula solar de alta eficiencia ................................................ 21
1.7. El multivectorsol ...................................................................... 25
2. Procesos de fabricación en sala blanca ................................................... 31
2.1. Limpieza RCA .......................................................................... 31
2.2. Oxidación térmica .................................................................... 33
2.3. Difusión térmica ...................................................................... 35
2.4. Medida de la resistencia de cuadro ........................................... 37
2.5. Medida del tiempo de vida de portadores minoritarios ................ 38
2.6. Medida del grosor de óxido ...................................................... 39
2.7. Fotolitografía ........................................................................... 40
2.8. Stripper de resina .................................................................... 42

4 [Fabricación de un sensor solar de alta precisión en dos ejes para el satélite SeoSat]
2.9. Metalización ............................................................................ 43
2.10. Lift Off .................................................................................... 44
2.11. Recocido ................................................................................. 46
3. Fabricación de un sensor solar en dos ejes ............................................. 47
3.1. Fotodiodos ................................................................................ 47
3.2. Contactos frontales .................................................................... 54
3.3. Contacto trasero ........................................................................ 61
3.4. Tapaderas ................................................................................. 63
3.5. Ensamblado .............................................................................. 66
4. Resultados ........................................................................................... 67
4.1. Codificación .............................................................................. 67
4.2. Evaluación y test de dispositivos ................................................. 68
4.3. Medida de dispositivos finales ..................................................... 70
5. Conclusiones ........................................................................................ 77
6. Referencias bibliográficas ...................................................................... 79
[Fabricación de un sensor solar de alta precisión en dos ejes para el satélite SeoSat] 5
Resumen del Proyecto
El objetivo de este proyecto es la fabricación de un sensor solar de alta precisión en
dos ejes para su integración en el control de actitud del satélite SeoSat. Este sensor debe
detectar la posición del sol con una precisión elevada y con un ángulo FOV (Field Of Vision)
de ±60º. Asimismo, debe presentar bajo consumo, tamaño y peso.
La fabricación de este sensor, bautizado como multivectorsol, se ha realizado
íntegramente en la sala blanca de que dispone el Departamento de Ingeniería Electrónica de
la Universidad Politécnica de Cataluña.
En cuanto a los resultados finales obtenidos, cabe destacar la elevada precisión
conseguida (el error en la medida es inferior a 0.05º) y el elevado yield (tasa de dispositivos
funcionales respecto al total).

6 [Fabricación de un sensor solar de alta precisión en dos ejes para el satélite SeoSat]
Resum del Projecte
L'objectiu d'aquest projecte és la fabricació d'un sensor solar d'alta precisió en dos
eixos per a la seva integració en el control d'actitud del satèl·lit SeoSat. Aquest sensor ha de
detectar la posició del sol amb una precisió elevada y amb un angle FOV (Field Of Vision) de
±60º. Tanmateix, ha de presentar baix consum, pes i mides reduïdes.
La fabricació d'aquest sensor, batejat com a multivectorsol, s'ha realitzat íntegrament
a la sala blanca del Departament d'Enginyeria Electrònica de la Universitat Politècnica de
Catalunya.
En quant als resultats finals obtinguts, cal destacar l'elevada precisió conseguida
(l'error es inferior a 0.05º) i el gran yield (taxa de dispositius funcionals respecte al total).

[Fabricación de un sensor solar de alta precisión en dos ejes para el satélite SeoSat] 7
Abstract
The goal of this project is the fabrication of a two axis sun sensor for the attitude
control of the SeoSat satellite. This sensor should detect the position of the sun with high
accuracy and at an angle FOV (Field Of Vision) ±60 º. It must present low size and weight.
This sensor, named multivectorsol, is manufactured entirely in the clean
room available to the Department of Electronic Engineering of the Polytechnic University
of Catalonia.
The final results show the high accuracy achieved (the error is of 0.05°) and
high yield resulting of the process.

8 [Fabricación de un sensor solar de alta precisión en dos ejes para el satélite SeoSat]

[Fabricación de un sensor solar de alta precisión en dos ejes para el satélite SeoSat] 9
Introducción
El objetivo de este proyecto es la fabricación y validación del sensor multivectorsol:
un sensor solar de alta precisión de bajo consumo, tamaño y peso, capaz de detectar la
posición del sol con alta precisión (±0.05º) y un ángulo de visión FOV (Field Of View) de
±60º. La electrónica auxiliar necesaria para procesar la señal resultante y proporcionar la
información en un formato útil es desarrollada por el Departamento de Ingeniería
Electrónica de la Universidad de Sevilla. Esta colaboración viene heredada del proyecto
Vectorsol, que consistió en el desarrollo de un sensor solar de posición, bautizado como
vectorsol, a petición del INTA (Instituto Nacional de Técnica Aeroespacial), para ser
integrado en el satélite Nanosat-1B. El Nanosat-1B fue lanzado con éxito en Julio de 2009.
El multivectorsol se basa en los mismos principios de funcionamiento, pero presenta
un diseño modificado con el objetivo de maximizar la sensibilidad del sensor. Además su
proceso de fabricación se ha simplificado, lo que se traduce en una reducción del coste.
La motivación para su desarrollo es su integración en el sistema de control de actitud
del satélite SeoSat. Este control es fundamental en cualquier satélite, puesto que sirve para
resolver el problema del movimiento del satélite dentro de su trayectoria orbital.
El Nanosat-1B, en órbita desde Julio del 2009.

10 [Fabricación de un sensor solar de alta precisión en dos ejes para el satélite SeoSat]
El principio fundamental en el que basa su funcionamiento el sensor multivectorsol,
del mismo modo que el vectorsol original, es que la corriente fotogenerada por una célula
fotovoltaica es proporcional al área iluminada. A partir de este concepto, se disponen
fotodiodos situados bajo una tapadera provista de ranuras que permiten el paso de luz: en
función de la incidencia de la luz, las regiones iluminadas de los fotodiodos varían, y por lo
tanto sus corrientes fotogeneradas también. Así pues, gracias al efecto fotovoltaico y a un
montaje ingenioso es posible trasladar un problema geométrico en dos dimensiones a un
simple problema eléctrico de cuantificación de corrientes.
La memoria del proyecto está dividida en cuatro capítulos:
El primero introduce la tecnología fotovoltaica, mediante el desarrollo de la teoría
básica y conceptos clave para comprender el funcionamiento de una célula solar. Asimismo,
se presentan las principales ecuaciones de funcionamiento y características a tener en
cuenta en su diseño. Una vez expuesto el funcionamiento básico de esta tecnología, se
presenta el funcionamiento del multivectorsol.
A continuación, en el segudo capítulo, se describen los procesos necesarios para la
fabricación de células solares en general (y en concreto, los utilizados para el desarrollo del
sensor), que se han llevado a cabo en la sala blanca. Este capítulo sirve para presentar
estos procesos con detalle, e introducir las técnicas fundamentales que permiten la
realización de dispositivos fotovoltaicos a partir del desarrollo de los conceptos mostrados en
el capítulo anterior.
El tercero detalla paso a paso el proceso de fabricación del multivectorsol, desde una
oblea virgen hasta el dispositivo final, mediante la aplicación de las técnicas presentadas en
el capítulo 2. Se muestran las medidas intermedias que posibilitan el seguimiento del
proceso en todo momento.
En el cuarto y último capítulo, se analizan las medidas realizadas sobre dispositivos
acabados y se exponen las conclusiones extraídas tras la ejecución de este proyecto.

[Fabricación de un sensor solar de alta precisión en dos ejes para el satélite SeoSat] 11
Capítulo 1: Fundamentos teóricos
En este capítulo se pretende familiarizar al lector con los conceptos básicos que rigen
el funcionamiento de las células solares y presentar los principales parámetros que las
caracterizan, así como algunos fundamentos de diseño. Por último, se describe el
funcionamiento del sensor multivectorsol, cuya teoría elemental se corresponde con las
expuestas en los puntos precedentes, al tener una estructura análoga a la de una célula
solar.
1.1.- El efecto fotovoltaico
El efecto fotovoltaico es un fenómeno físico consistente en la transformación de
energía luminosa (o radiaciones ópticas) en energía eléctrica. Los fotones (partículas
elementales portadoras de energía lumínica) incidentes sobre un determinado material, lo
ionizan al ser absorbidos por los electrones de su capa externa. Debido a esta ionización
aparecen cargas eléctricas (pares electrón-hueco). Para la generación de energía eléctrica es
necesario separar las cargas de distinto signo mediante un campo eléctrico interno. Por lo
tanto, para que se produzca el efecto fotovoltaico, el material debe presentar una energía
para romper un enlace entre átomos y liberar un electrón que sea igual o inferior a la de los
fotones de la radiación incidente. Asimismo, deberá estar compuesto por una estructura
heterogénea capaz de producir un campo eléctrico interno. Este campo eléctrico puede
conseguirse de forma sencilla mediante el uso de una unión p-n, puesto que entre ambas
regiones se produce, incluso en equilibrio, un campo eléctrico elevado. La unión p-n es un
material semiconductor con una región tipo p (predominio de huecos respecto a los
electrones) y otra tipo n (electrones como portadores mayoritarios), obtenidas a partir de
procesos de dopado. Debido a sendas ionizaciones (la región N presenta cationes, y la P
aniones) existe un campo eléctrico que va de N a P, confinando así a los portadores
mayoritarios en sus respectivas regiones. Este campo eléctrico es el que permite separar los
pares electrón-hueco generados mediante la absorción de fotones por el material
semiconductor. La conexión entre ambas zonas del material a través de un circuito externo
dará lugar a la corriente eléctrica que circulará por el sistema foto-electrónico (formado por
el material y el circuito externo).

12 [Fabricación de un sensor solar de alta precisión en dos ejes para el satélite SeoSat]
El dispositivo semiconductor en el que se produce el efecto fotovoltaico, y que, por lo
tanto, tiene las propiedades anteriores, es la célula fotovoltaica. Existen algunos materiales
no semiconductores en los cuales se observa el efecto fotovoltaico, pero presentan muy
bajo rendimiento de conversión (por lo que no sirven para este propósito).
La luz incide sobre la cara superior de la célula solar, siendo parte de ella reflejada
por los contactos y por la superficie del semiconductor. Los fotones refractados atraviesan la
región del emisor (zona n de poco grosor) y son absorbidos en la región de base (la
mayoría, ya que algunos son absorbidos en la zona n y otros simplemente pueden no ser
absorbidos), que corresponde a la zona p. Esta absorción de energía por parte del
semiconductor da lugar a la generación de pares electrón-hueco, que son separados por el
campo eléctrico interno de la unión p-n.
La energía necesaria para liberar un electrón de un semiconductor es igual a la
banda prohibida, que es la diferencia entre la banda de conducción y la banda de valencia.
La banda prohibida es un parámetro propio de cada semiconductor (para el silicio es de 1.12
eV). Los fotones refractados en la superficie del emisor con mayor carga energética que la
banda prohibida aportan la energía necesaria para generar un par electrón-hueco y liberar la
energía adicional en forma de calor, mientras que el resto (con energía menor a la banda
prohibida) recorre el material semiconductor, sin contribuir al efecto fotovoltaico.
Figura 1.1. Esquema funcional de una célula solar.

[Fabricación de un sensor solar de alta precisión en dos ejes para el satélite SeoSat] 13
1.2.- El espectro solar
La distribución espectral de la energía procedente del sol se extiende en una región
de longitudes de onda que abarca aproximadamente desde 250 nm a 3 µm. Principalmente
son dos los espectros que tienen interés: el AM0 y el AM1.5. Las siglas de AM significan Air
Mass, y el número que las sigue es la medida del camino óptico que recorren los fotones del
sol dentro de la atmósfera del planeta, normalizado al camino óptico recorrido cuando el sol
está en el cénit. El espectro solar AM0 corresponde al espectro solar extra atmosférico,
próximo al espectro de emisión de un cuerpo negro a 5762 K, y presenta una irradiancia de
1353 W/m2 (valor tomado como constante solar). El AM1.5 es el espectro de referencia para
aplicaciones terrestres y presenta una irradiancia (calculada a partir de una normalización de
su espectro) de 1000 W/m2.
En la gráfica 1.1 se observa con claridad el efecto de la atmósfera, causante de la
pérdida de irradiancia del espectro AM1.5 respecto al AM0, debida a la reflexión, difracción y
absorción por los gases y partículas que la forman.
Gráfica 1.1. Composición del espectro solar. [7]

14 [Fabricación de un sensor solar de alta precisión en dos ejes para el satélite SeoSat]
1.3- Materiales usados en la fabricación de células solares
Existen diversos materiales semiconductores a partir de los cuales se pueden fabricar
células fotovoltaicas, que según su ordenación atómica, se dividen en: amorfos (sin
estructura cristalina), como el silicio hidrogenado, policristalinos (con diferentes planos
cristalinos), como el telurio de cadmio y monocristalinos (estructura de planos cristalinos
tridimensionales) como el arseniuro de galio. En el caso de las células solares, los materiales
utilizados están limitados por el espectro de la luz solar, puesto que la energía de un fotón
está directamente ligada con la energía que transporta, según la siguiente relación:
Siendo h la constante de Planck, c la velocidad de la luz, E la energía y λ la longitud
de onda del fotón. Substituyendo los valores de las constantes físicas h y c, queda:
En el apartado anterior se ha visto que los fotones procedentes del sol presentan
longitudes de onda de 250 a 3000 nm, lo que, por la relación anterior, es equivalente a decir
que transportan una energía comprendida en el rango entre 0.41 y 4.96 eV. Por
consiguiente, para que pueda producirse el efecto fotovoltaico, y aprovechar el máximo de
espectro solar, la célula solar deberá estar compuesta de un material semiconductor que
presente una banda prohibida (o band gap) suficientemente estrecha. No obstante, a menor
anchura de la banda prohibida, se produce menor fotovoltaje, lo que se traduce en una baja
eficiencia energética. Teniendo en cuenta los factores que limitan el rendimiento, se obtiene
que la banda prohibida que debe presentar un semiconductor debe estar en el rango de los
0.7 eV a 2.2 eV. En la siguiente gráfica se puede la variación de la eficiencia en función del
valor de la banda prohibida, para los dos espectros de referencia.
(1.1)
(1.2)

[Fabricación de un sensor solar de alta precisión en dos ejes para el satélite SeoSat] 15
En la industria fotovoltaica, el material más utilizado es el silicio, debido a su
abundancia en la naturaleza (el silicio es el segundo elemento del planeta más abundante, el
primero es el oxígeno). El silicio utilizado para la fabricación de células fotovoltaicas se
caracteriza por un grado de impurezas inferior a 1 ppba (partes por billón de átomos). El
uso de purezas mayores aumenta mucho el coste del dispositivo.
1.4.- Características eléctricas de la célula solar ideal
En este apartado, se expone el comportamiento eléctrico de la célula solar y se
presentan su circuito equivalente y sus los parámetros de mayor interés. En oscuridad, por
lo tanto, en ausencia de efecto fotovoltaico (al no haber fotones incidentes), la célula solar
se comporta como un diodo ordinario, pues ambos son, básicamente, una unión pn. Así
pues, la característica I-V en oscuridad es como se muestra a continuación.
Gráfica 1.2. Eficiencia vs Banda prohibida .[3]

16 [Fabricación de un sensor solar de alta precisión en dos ejes para el satélite SeoSat]
Al iluminar la célula solar, se generan en su interior pares electrón-hueco que
contribuyen al a generación de corriente. El resultado eléctrico del efecto fotovoltaico puede
apreciarse en la curva I-V como una traslación proporcional a la cantidad de fotones
absorbidos de la característica en oscuridad, de la característica en oscuridad.
Por lo tanto, la respuesta eléctrica de la célula solar se puede determinar mediante la
superposición de su comportamiento en iluminación y en oscuridad. Esta dualidad queda
patente en su circuito equivalente, compuesto por un diodo (que modela el comportamiento
en oscuridad) y por una fuente de corriente (que modela la fotogeneración de corriente),
Gráfica 1.3. Comportamiento en oscuridad de un diodo.
Gráfica 1.4. Comportamiento de un diodo.
[Fabricación de un sensor solar de alta precisión en dos ejes para el satélite SeoSat] 17
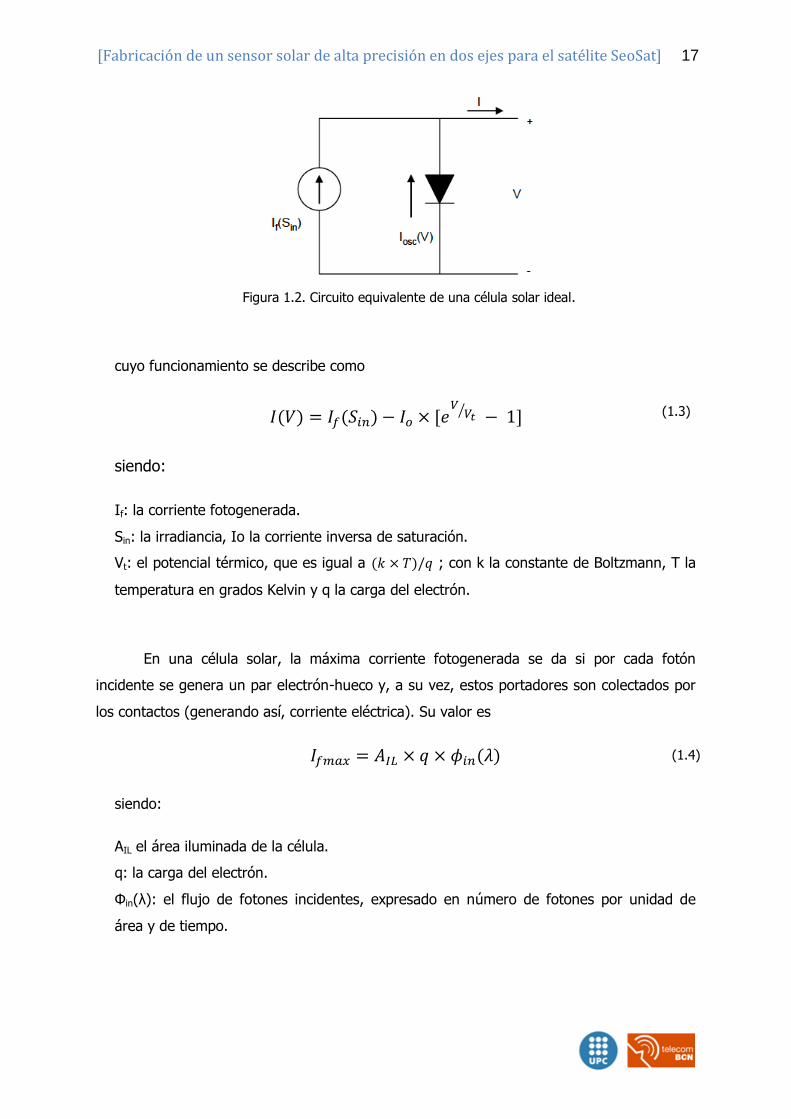
cuyo funcionamiento se describe como
siendo:
If: la corriente fotogenerada.
Sin: la irradiancia, Io la corriente inversa de saturación.
Vt: el potencial térmico, que es igual a ; con k la constante de Boltzmann, T la
temperatura en grados Kelvin y q la carga del electrón.
En una célula solar, la máxima corriente fotogenerada se da si por cada fotón
incidente se genera un par electrón-hueco y, a su vez, estos portadores son colectados por
los contactos (generando así, corriente eléctrica). Su valor es
siendo:
AIL el área iluminada de la célula.
q: la carga del electrón.
Φin(λ): el flujo de fotones incidentes, expresado en número de fotones por unidad de
área y de tiempo.
Figura 1.2. Circuito equivalente de una célula solar ideal.
(1.3)
(1.4)

18 [Fabricación de un sensor solar de alta precisión en dos ejes para el satélite SeoSat]
Para determinar la calidad de una célula solar fotovoltaica se emplean los siguientes
parámetros:
La corriente de cortocircuito (ISC), que se define como la intensidad de corriente que
circula por la célula en cortocircuito (V=0). Su valor es proporcional a la cantidad de fotones
recibidos.
La tensión de circuito abierto (VOC) es el voltaje en bornes de la célula fotovoltaica
cuando entre ellos no circula ninguna corriente (I=0). Su valor depende de la corriente
fotogenerada, la corriente inversa de saturación y la temperatura; y se puede determinar a
partir de la siguiente expresión:
El Fill Factor o Factor de Forma (FF) es un indicador que cuantifica, en condiciones
de iluminación, la relación entre la potencia máxima (PM) que puede suministrar la célula
fotovoltaica, y la máxima que se podría obtener de este dispositivo: esto es, si la unión pn
constituyera un diodo cuya curva I(V) fuese ideal.
Resulta muy esclarecedor representar el Fill Factor como una relación entre áreas.
Cuanto mayor es el Fill Factor más se aproxima la curva I-V de la célula a la
característica ideal (de máxima potencia).
Figura 1.3. Representación geométrica del Fill Factor.
(1.5)
(1.6)

[Fabricación de un sensor solar de alta precisión en dos ejes para el satélite SeoSat] 19
El rendimiento ( ) de una célula solar es la relación entre la potencia máxima
entregada por la célula, y la potencia recibida en forma de luz.
La eficiencia cuántica (QE (λ)) se define como el cociente entre el número de
portadores colectados y el número de fotones incidentes para una determinada longitud de
onda.
La respuesta espectral (SR) es la relación entre la corriente fotogenerada a partir de
una luz incidente monocromática de una determinada longitud de onda y la irradiancia a esa
longitud de onda.
Resultan de especial interés las representaciones gráficas de la eficiencia cuántica y
la respuesta espectral, en función de la longitud de onda, ya que sirven para describir el
comportamiento de la célula para toda una gama de longitudes de onda (por ejemplo, el
espectro solar).
(1.7)
(1.8)
(1.9)
Gráfica 1.5. Respuesta espectral de una célula solar.

20 [Fabricación de un sensor solar de alta precisión en dos ejes para el satélite SeoSat]
1.5.- La célula solar real
Al modelo anteriormente dado, hay que añadirle una serie de efectos y
consideraciones para que sea válido y útil para caracterizar células fotovoltaicas reales.
En cuanto a la corriente fotogenerada, existen mecanismos de pérdidas que hacen
que sea inferior. En la expresión 1.4, se ha considerado que cada fotón incidente en la
superficie de la célula es absorbido por la célula y genera un par electrón-hueco, que es
colectado por los contactos. Por lo tanto, es necesario tener en cuenta que no todos los
fotones incidentes contribuyen a la generación de corriente. Esto se hace añadiendo a la
expresión la relación de portadores colectados por fotón incidente, es decir, la eficiencia
cuántica (QE(λ)).
Esta eficiencia cuántica tiene en cuenta todos los efectos, tanto ópticos como
eléctricos, que ocasionan pérdidas, y suele ser llamada eficiencia cuántica externa, (EQE),
para distinguirla de la interna (IQE) que solo comprende los efectos eléctricos
(recombinación de portadores en el interior del semiconductor). La relación entre ambas es:
siendo:
fm: el factor de metal, que es la relación entre la superficie de la cara frontal a la sombra
de los contactos y el área total de la cara.
R(λ): la reflectancia de la superficie frontal.
FA(λ): Factor de Absorción, que relaciona el número de fotones absorbidos con los
fotones refractados al interior del material.
Además de las pérdidas en la corriente fotogenerada, existen otros efectos que
hacen que la corriente proporcionada por la célula fotovoltaica sea menor que la teórica.
Estos parámetros son las fugas causadas por defectos en el dispositivo, modeladas en el
circuito equivalente por una resistencia en paralelo, y el aumento de la resistencia serie del
dispositivo (modelado así mismo) producido por la no idealidad de los contactos y caminos
de metalización; resistencia de los contactos.
(1.10)
(1.11)

[Fabricación de un sensor solar de alta precisión en dos ejes para el satélite SeoSat] 21
Considerando estos efectos, el circuito equivalente queda modificado como se
muestra en la figura 1.4:
1.6.- La célula solar de alta eficiencia
Con el fin de obtener células solares que ofrezcan buen rendimiento es necesario
minimizar los mecanismos de pérdidas, lo que permite aprovechar de forma más eficiente el
efecto fotovoltaico. Por lo tanto, hay que considerar en el diseño de una célula los distintos
tipos de pérdidas y las causas que las producen, para poder reducirlas.
1.6.1.- Diseño de los contactos eléctricos
Del diseño de esta parte de la célula fotovoltaica depende directamente la magnitud
de las pérdidas provocadas por la reducción de área iluminada, la resistencia paralelo y la
resistencia serie. En cuanto al contacto trasero, puede cubrir toda la superficie, ofreciendo
una baja resistencia serie y minimizando así posibles fugas por defectos (baja resistencia
paralelo). En cambio, en la cara frontal existe un importante compromiso de diseño: un
contacto que ocupe mucha área, presentara baja resistencia, pero reducida eficiencia de la
conversión, ya que todos los fotones incidentes sobre él dejan de participar en el efecto
fotovoltaico (al no poder penetrar en el semiconductor). Por el contrario, un contacto muy
pequeño maximiza el área activa iluminada, pero posee una reducida capacidad de colección
de portadores, a causa de la elevada resistencia eléctrica de la capa superior del
semiconductor.
Figura 1.4. Circuito equivalente de la célula solar real.

22 [Fabricación de un sensor solar de alta precisión en dos ejes para el satélite SeoSat]
Los contactos frontales se diseñan en forma de rejilla, tal y como se muestra en la
siguiente imagen:
Los segmentos metálicos más estrechos se denominan fingers y el más ancho,
busbar.
1.6.2.- La capa antireflectante y el texturizado
Un tipo importante de pérdidas ópticas es el debido a la reflexión de fotones
incidentes en la zona activa de la célula solar. El silicio refleja en media más de un 30% de
la luz que recibe. Esta alta reflectancia puede reducirse mediante la aplicación de técnicas
de texturizado y capas antireflejo. Las propiedades ópticas de esta capa dependen del
material y del grosor; éste puede ser calculado para maximizar la refracción de los rayos de
una determinada longitud de onda mediante la relación 1.12.
Figura 1.6. Contacto frontal típico de una célula solar.
(1.12)

[Fabricación de un sensor solar de alta precisión en dos ejes para el satélite SeoSat] 23
Siendo d el grosor de la capa antireflejo, la longitud de onda y n el índice de
refracción del material que constituye la capa.
La capa antireflectante es una fina cubierta de dieléctrico de unas propiedades
ópticas que hacen que la luz reflejada sea mínima. Una de las capas antireflectantes más
comunes en dispositivos fabricados con silicio es la de dióxido de silicio (SiO2), debido a su
bajo coste y facilidad de generación (basta con un proceso de oxidación), frente a las
ventajas que presenta.
El texturizado es un proceso mediante el cual se consigue crear un patrón en relieve
en la superficie de la cara frontal, que permite reducir la reflexión en la misma.
Figura 1.7. Superficie de silicio texturizada.
Gráfica 1.5. Estudio mediante simulación con el PC-1D de la
eficiencia cuántica con y sin capa antireflejo de 100nm.

24 [Fabricación de un sensor solar de alta precisión en dos ejes para el satélite SeoSat]
1.6.3.- Light trapping
Es un mecanismo que consiste en retener los fotones en el interior del
semiconductor tanto cuanto sea posible, con el fin de aumentar la probabilidad de que los
fotones sean absorbidos. La absorción de luz depende del coeficiente de absorción
(parámetro característico del material y que varía con la longitud de onda) y del camino
óptico recorrido por los fotones. A mayor camino óptico, mayor tiempo de tránsito por el
semiconductor y mayor probabilidad de absorción.
El texturizado, además de disminuir la cantidad de luz reflejada, también modifica en
ángulo con el que es refractada al interior, generando un camino óptico más largo.
Que el contacto trasero cubra toda la superficie, no solo elimina los adversos efectos
resistivos propios de contactos pequeños, sino que además actúa de capa reflectora,
enviando hacia la cara frontal los fotones que hayan atravesado al célula sin ser absorbidos.
Figura 1.7. Superficie de silicio texturizada.

[Fabricación de un sensor solar de alta precisión en dos ejes para el satélite SeoSat] 25
1.7.- El multivectorsol
El multivectorsol es un sensor solar de alta precisión capaz de detectar la posición
del sol con una precisión de 0.05º. El desarrollo de la electrónica auxiliar necesaria para
procesar la señal resultante y proporcionar la información en un formato útil corre a cargo
del Departamento de Ingeniería Electrónica de la Universidad de Sevilla. La colaboración
entre la Universidad de Politécnica de Catalunya y la Universidad de Sevilla ya mostró
resultados positivos en el proyecto Vectorsol. El proyecto Vectorsol surgió a partir de una
petición del INTA (Instituto Nacional de Técnica Aeroespacial), del diseño, fabricación y
validación de un sensor de pequeñas dimensiones y peso, que permitiera detectar la
posición del sol. El sensor vectorsol fue implementado en el satélite español Nanosat-1B,
que se lanzó al espacio en Julio de 2009.
El multivectorsol ha sido diseñado para conseguir una precisión máxima a partir de
los mismos principios de funcionamiento que el vectorsol. Su proceso de fabricación también
ha sido alterado, siendo más simple, lo que reduce el coste de fabricación.
1.7.1.- Principios de funcionamiento
El dispositivo está formado por seis fotodiodos rectangulares fabricados sobre un
sustrato de silicio, dispuestos tal y como se muestra en la figura 1.8.
Figura 1.8. Layout del multivectorsol.

26 [Fabricación de un sensor solar de alta precisión en dos ejes para el satélite SeoSat]
Los fotodiodos se cubren con una tapadera de vidrio Borofloat sobre la cual se ha
depositado aluminio, dejando tres ventanas libres de metal (representadas en 1.8 en rosa).
A través de ésta, la luz penetrará hasta los fotodiodos.
Para ilustrar el funcionamiento del dispositivo se puede partir del estudio de un caso
más sencillo, en el que el dispositivo conste de solamente dos fotodiodos:
En los fotodiodos, la luz incidente genera sendas fotocorrientes proporcionales a las
áreas iluminadas de cada uno. Estas áreas dependen del haz proyectado sobre el dispositivo
y, por tanto, del ángulo de incidencia de la luz. Si el haz es normal a la superficie del
dispositivo (al estar la ventana perfectamente centrada), las áreas iluminadas de los
fotodiodos serán iguales (A1=A2) y, por tanto, la corriente fotogenerada también. Así pues,
en este caso la diferencia de fotocorrientes será nula. En cambio, si el haz presenta cierto
ángulo no nulo respecto a la normal a la superficie, las áreas expuestas serán distintas y, en
consecuencia, las corrientes fotogeneradas también. En este caso, el valor absoluto de la
diferencia de corrientes será no nulo y creciente con el ángulo de incidencia. El valor de
estas fotocorrientes en función del ángulo de incidencia sobre el fotodiodo puede hallarse
mediante las siguientes expresiones:
Figura 1.9. Esquema de funcionamiento.

[Fabricación de un sensor solar de alta precisión en dos ejes para el satélite SeoSat] 27
siendo W, T y h las longitudes indicadas en la figura 1.9, θ, θi los ángulos refractado e
incidente a la tapadera respectivamente, A1 y A2 sendas áreas iluminadas, Sin la irradiancia
solar en el plano horizontal, SC la constante solar (1366 W/m2), ε la excentricidad de la
órbita terrestre, y K el parámetro que relaciona la corriente que se puede obtener de la
célula en función de la potencia óptica incidente.
El parámetro K depende de la tecnología de fabricación, el espectro de iluminación y
la reflectancia de la capa antirreflejo (que a su vez depende del ángulo de incidencia).
Además, depende del día del año (es decir, de la distancia al sol) y con el tiempo puede
variar debido a la degradación causada por la radiación.
Dado que el parámetro K y la irradiancia son iguales para ambos fotodiodos, se
emplea el algoritmo 1.14 que relaciona el ángulo de incidencia de los fotones con las
corrientes fotogeneradas, con independencia del valor de dichos parámetros, evitando así el
efecto de la fluctuación de su valor por causas difícilmente controlables.
Por lo tanto:
Una especificación de diseño importante de un sensor solar es el ángulo de campo
de visión o FOV (Field of View), que corresponde al máximo ángulo detectable respecto a la
recta normal al dispositivo.
Así pues, en el caso extremo, el ángulo de incidencia del haz es igual al valor del
FOV (θmax). Además, al tratarse del caso límite, hay que considerar que el área iluminada
pertenecerá a uno solo de los fotodiodos. Por lo tanto, de la expresión 1.14,
(1.13)
(1.14)
(1.15)
(1.16)
28 [Fabricación de un sensor solar de alta precisión en dos ejes para el satélite SeoSat]
luego,
La ecuación 1.17 muestra la relación que se debe cumplir entre la amplitud de la
ventana (W) y el grosor del vidrio de la tapadera (h) en función del ángulo de incidencia
sobre el fotodiodo en el caso límite. Dado que por construcción, el ángulo θ siempre
pertenecerá al primer cuadrante, dicha especificación se traduce en la siguiente inecuación.
El valor es el valor del ángulo de incidencia del haz sobre el fotodiodo (que es
igual al refractado por la tapadera) para el caso límite (incidencia del haz sobre el dispositivo
de 60º) y puede hallarse mediante la Ley de Snell de la refracción (1.20).
Siendo el índice de refracción en el vacío y el índice de refracción en la
tapadera, iguales a 1 y 1.47 respectivamente.
Aumentando el tamaño del dispositivo, se consigue una relación w/h mayor, y por
tanto, mayor FOV. Asimismo, se disminuye la vulnerabilidad al ruido, al ser las corrientes
fotogeneradas mayores. No obstante, otra especificación de diseño es que el dispositivo sea
de reducido tamaño; así pues, existe un compromiso entre la sensibilidad en la detección, el
FOV y las dimensiones de los fotodiodos.
El factor G de la expresión 1.15 indica cuan grande es la variación en la diferencia de
fotocorrientes según la variación del ángulo . Concretamente, a mayor valor de este factor,
mayor es el incremento en la diferencia de fotocorrientes por grado aumentado en la
inclinación respecto a la normal. Por lo tanto, la sensibilidad del dispositivo aumentará. No
obstante, el aumento de este parámetro implica la reducción del cociente W/h, y en
consecuencia, la disminución del FOV (expresión 1.19).
(1.17)
(1.18)
(1.19)
(1.20)

[Fabricación de un sensor solar de alta precisión en dos ejes para el satélite SeoSat] 29
Este mismo razonamiento puede realizarse desde un punto de vista geométrico:
Para una variación angular dada, y manteniendo el tamaño de la ventana, si el
grosor de la tapadera es mayor, entonces la sombra causada por ésta también, y así pues,
la región iluminada se desplazará más distancia. Por lo tanto, la diferencia entre las
corrientes fotogeneradas también se verá incrementada. Asimismo, al avanzar más la zona
iluminada, se llegará al caso de detección límite para un ángulo incidente menor.
Con el objetivo de maximizar la precisión, se propone la sectorización del FOV, que
consiste en el uso de múltiples pares de fotodiodos, dispuestos de tal forma que cada par
trabaje en una pequeña región angular. Se diseñan tres pares de fotodiodos con unas
dimensiones tales que cada uno presente alta sensibilidad y un FOV de almenos 40º. Cada
par actuará de la misma forma que un vectorsol, en un sector angular determinado. Así
pues, el par central determina la posición del sol, si la inclinación de este respecto a la recta
normal a la superficie del sensor es igual o menor a ±20º. Los otros dos pares de
fotodiodos presentan las mismas características, pero sus ventanas han sido diseñadas para
cubrir la detección entre -60º y -20º, y entre 20º y 60º; obteniendo así un FOV total de
±60º. Además el uso de múltiples ventanas, permite trabajar en la región más lineal de la
función tangente (argumentos alrededor de 0º).
Para una completa detección de la dirección en la que se haya el sol, es necesario el
uso de dos dispositivos como los descritos orientados ortogonalmente, ya que estos solo son
sensibles a variaciones en la posición del sol según el eje sobre el que se disponen los
fotodiodos.
Figura 1.10. Comparativa de distintos grosores de tapadera.

30 [Fabricación de un sensor solar de alta precisión en dos ejes para el satélite SeoSat]
1.7.2.- Diseño final del dispositivo
La tapadera es de vidrio Borofloat de 1.7 mm de grosor y tiene 4.5 mm de lado,
mientras que la ventana central es de 1.9 mm. Estas dimensiones cumplen holgadamente la
condición 1.18. Además el diseño garantiza fotocorrientes para el peor caso (ángulo de
incidencia de 60º) suficientemente grandes (del orden de los 100 µA) como para
enmascarar el ruido. Los pads de acceso a los cátodos de los fotodiodos son cuadrados de
400 µm de lado, están numerados y no los cubre la tapadera, con el fin de no entorpecer el
proceso de wire bonding cuando se encapsule el dispositivo. Por su parte, la cara trasera,
cubierta completamente de aluminio, sirve de contacto común de los ánodos de los
fotodiodos. Las dimensiones del sensor antes del encapsulado son 13.8mm x 6.8mm.
Figura 1.12. Dimensiones del multivectorsol.

[Fabricación de un sensor solar de alta precisión en dos ejes para el satélite SeoSat] 31
Capítulo 2: Procesos de fabricación en sala blanca
En este segundo capítulo se describen procesos necesarios para la fabricación de
células solares (y otros dispositivos basados en esta tecnología). Estos procesos se aplicarán
a lo largo de la realización del sensor de alta precisión multivectorsol, detallada en el
siguiente capítulo.
2.1.- Limpieza RCA
Antes de cualquier paso de alta temperatura (por ejemplo, difusiones y oxidaciones)
es necesario efectuar una limpieza de las obleas que se van a procesar, con el fin de
eliminar de la superficie cualquier partícula contaminante, ya que podría ser difundida hacia
el interior de ésta, degradando la pureza y la calidad del semiconductor utilizado (en el caso
de este proyecto, silicio de grado solar). El proceso de limpieza estandarizado es el conocido
como RCA, siglas correspondientes a la Radio Corporation of America, para la cual fue
diseñado este proceso por Werner Kern en 1965. El proceso consiste en dos etapas:
En la primera, llamada RCA1, se eliminan los posibles restos orgánicos, mediante la
inmersión de la oblea en una mezcla de agua desionizada (H2O DI), peróxido de hidrógeno
(H2O2) y amoniaco (NH3). Una vez introducida la oblea, se eleva la temperatura de la
solución hasta 70ºC, y se mantiene 10 minutos. Pasado este tiempo, se procede a diluir la
mezcla aplicando un flujo abundante de agua desionizada y dejando que rebose durante
unos 4 o 5 minutos. Esta técnica, denominada Quenching, sirve para aclarar la muestra,
bajar su temperatura y erradicar las partículas en suspensión que hayan podido quedar en la
mezcla.
Durante el proceso RCA aparece una fina capa de óxido en la superficie del silicio al
reaccionar éste con el oxígeno presente en la mezcla. En este óxido, pueden quedar
impurezas atrapadas, por lo que conviene atacarlo. Este ataque se hace con ácido
fluorhídrico (HF) muy diluido (al 1% o 2%) durante una breve periodo (alrededor de 60
segundos). El silicio es un material hidrófugo, mientras que el óxido de silicio es hidrófilo.
Estas propiedades físicas pueden ayudar a percibir por inspección visual tanto la formación
del óxido, como su eliminación; así pues, la oblea es introducida en el HF hidrófila (habrá
salido mojada del quenching), y sale hidrófuga (seca).

32 [Fabricación de un sensor solar de alta precisión en dos ejes para el satélite SeoSat]
La segunda etapa, RCA2, sirve para eliminar restos de metales pesados, hidrógenos
metálicos e iones alcalinos. La solución empleada está compuesta por agua desionizada
(H2O DI), peróxido de hidrógeno (H2O2) y ácido clorhídrico (HCl). Tanto la proporción del
RCA1, como del RCA2 suele ser 6:1:1, si bien ésta puede ser alterada según se desee hacer
una limpieza más o menos agresiva. En el RCA2 se procede de forma análoga al RCA1 , es
decir, subida a 70ºC, mantenimiento durante 10 minutos, quenching y ataque con HF (con
la salvedad de que la oblea es introducida cuando la mezcla ya ha alcanzado los 70ºC).
RCA 1 RCA 2
Producto Cantidad (ml) Producto Cantidad (ml)
H2O DI 1500 H2O DI 1500
H2O2 250 H2O2 250
NH3 250 HCl 250
La siguiente imagen corresponde a los enseres de que dispone la sala blanca del
Departamento de Ingeniería Electrónica de la UPC utilizados para realizar las limpiezas RCA.
Tabla 2.1. Cantidades necesarias para el proceso la
realización del proceso RCA en botes de 2 litros.
Imagen 2.1. Material para la realización de un RCA.

[Fabricación de un sensor solar de alta precisión en dos ejes para el satélite SeoSat] 33
2.2.- Oxidación térmica
El silicio se oxida de forma natural en contacto con una atmósfera oxidante. En
condiciones normales se forma una capa muy fina de dióxido de silicio (SiO2), conocida
como óxido nativo. Para poder conseguir capas de SiO2 de mayor grosor se puede facilitar
este fenómeno de naturaleza espontánea aumentando la temperatura y generando una
atmósfera altamente oxidante. Ésta es generada mediante el uso de oxígeno (O2) en forma
gaseosa (oxidación seca) o de vapor de agua (oxidación húmeda). Todos los procesos de
oxidación llevados a cabo para la elaboración del sensor han sido oxidaciones secas. En este
tipo de oxidaciones, se usa un horno de baja contaminación, cuya atmósfera es enriquecida
mediante el suministro de oxígeno y dicloroetileno (DCE). El dicloroetileno es usado como
solvente y permite disponer de un entorno más limpio en el interior del horno.
El grosor de los óxidos generados depende del caudal de oxígeno, la temperatura del
horno y el tiempo de oxidación. En las oxidaciones realizadas en este proyecto, se han fijado
los flujos de los gases y se ha variado el tiempo de oxidación, ya que es el parámetro más
fácil de controlar, y además presenta una relación aproximadamente lineal con el grosor. En
las oxidaciones realizadas, el flujo de DCE se ha fijado a 35 mm para la limpieza y 65 para el
proceso.
Gráfica 2.1. Relación entre el grosor de óxido y el tiempo de oxidación.

34 [Fabricación de un sensor solar de alta precisión en dos ejes para el satélite SeoSat]
Antes de una oxidación térmica es necesario asegurar la ausencia de impurezas y
contaminantes tanto en el horno, como en la oblea. Para ello se realizan sendas limpiezas.
La limpieza del horno consiste en un proceso de alta temperatura, con DCE y O2, mientras
que las obleas son lavadas siguiendo el proceso RCA. En el proceso de oxidación térmica es
muy importante la sincronización entre ambas limpiezas, con el fin de poder introducir las
obleas en el horno justo al acabar el RCA, evitando así la exposición innecesaria de las
obleas al ambiente
Al acabar el RCA, se procede a introducir las obleas en el horno, que debe estar
estabilizado a una temperatura adecuada (600ºC). A continuación se inicia una rampa de
subida; al alcanzar determinadas temperaturas se introducirán el oxígeno y el dicloroetileno,
dando así comienzo a la oxidación de la oblea. Tanto antes de la introducción del
dicloroetileno como después de su retirada, hay que purgar las válvulas de suministro. Esta
purga consiste en flujo de DCE a través de ellas mediante un circuito de bypass.
Figura 2.1. Sincronización del proceso RCA con la limpieza del horno de oxidación.

[Fabricación de un sensor solar de alta precisión en dos ejes para el satélite SeoSat] 35
Al llegar al tiempo de oxidación deseado (calculado previamente para la obtención de
un grosor de óxido concreto), se retiran el DCE y el oxígeno, y se inicia una suave rampa de
bajada hasta la temperatura a la que pueden ser extraídas las obleas del horno.
2.3.- Difusión térmica
La difusión es un proceso térmico en el que partículas materiales se introducen en un
medio. Este es el proceso empleado para conseguir una estructura heterogénea que genere
un campo eléctrico interno y posibilite el efecto fotovoltaico.
En concreto en este proyecto se ha partido de obleas tipo p, y se han difundido
impurezas de fósforo; elemento que al incorporarse a la red cristalina, libera un electrón de
valencia (al tener sus átomos uno más que el de silicio), generando así un exceso de
portadores tipo N (electrones).
La técnica usada ha sido la difusión térmica, que desde el punto de vista del proceso
de fabricación es bastante similar al proceso de oxidación térmica: las obleas a difundir son
introducidas junto con obleas dopantes en un horno de alta temperatura. Al llegar a una
temperatura suficientemente alta, las obleas dopantes liberan átomos de fósforo al
ambiente, que se depositan sobre la superficie del silicio, y son absorbidos por éste. El único
gas introducido en el horno es el nitrógeno (N2), que es un gas inerte que sirve para
Gráfica 2.2. Evolución de la temperatura del horno durante el proceso de oxidación.

36 [Fabricación de un sensor solar de alta precisión en dos ejes para el satélite SeoSat]
conservar libre de suciedad el ambiente en el interior del horno limpio. El dopado resultante
de una difusión térmica depende de la temperatura del proceso y del tiempo de difusión.
Como en la oxidación térmica, es necesario un proceso térmico antes de ejecutar el
proceso en sí, para estabilizar el horno. Este proceso es muy importante y suele durar entre
1 y 6 horas (o incluso más), dependiendo de la actividad reciente del horno (a mayor tiempo
de reposo, mayor tiempo de estabilización se requiere). Asimismo es de suma importancia
realizar una limpieza RCA a las obleas a difundir, para evitar la contaminación por difusión
de impurezas no deseadas. La sincronización de ambos procesos vuelve a ser clave para
obtener unos buenos resultados.
Gráfica 2.3. Evolución de la temperatura del horno durante el proceso de estabilización.
Gráfica 2.4. Evolución de la temperatura del horno durante el proceso de difusión.

[Fabricación de un sensor solar de alta precisión en dos ejes para el satélite SeoSat] 37
2.4.- Medida de la resistencia de cuadro
Un indicativo del dopado de una zona es la medida de la resistencia de cuadro. A
mayor dopado, mayor conductancia presenta el material, y, por tanto, menor resistencia. Se
aplica un nivel de corriente constante y se mide el voltaje obtenido. Esta medida se realiza a
cuatro puntas para lograr la máxima precisión, y junto con la ecuación 2.1, que aplica un
factor corrector, permite calcular la resistencia de cuadro.
(2.1)
Figura 2.2. Sincronización del proceso RCA con la estabilización del horno de difusión.

38 [Fabricación de un sensor solar de alta precisión en dos ejes para el satélite SeoSat]
2.5.- Medida del tiempo de vida de portadores minoritarios
Tanto tras el proceso de oxidación, como de difusión se realiza la medida del tiempo
de vida, puesto que es un parámetro fundamental en los semiconductores. El tiempo de vida
se define como el tiempo medio que transcurre entre la generación de un par electrón-
hueco, tras la absorción de fotones incidentes, y su recombinación.
Estas medidas se realizan con el dispositivo Sinton WCT-120, que cuenta con varios
filtros y configuraciones que permiten la medida del tiempo de vida para distintos niveles de
inyección.
Imagen 2.2. Sinton WCT-120.

[Fabricación de un sensor solar de alta precisión en dos ejes para el satélite SeoSat] 39
2.6.- Medida del grosor de óxido
El grosor de una capa de óxido, así como su índice de refracción, puede ser hallado
mediante elipsometría espectroscópica. Para ello, la sala blanca dispone del equipo Plasmos
SD 2100. Este instrumento basa su funcionamiento en la detección del cambio de
polarización, tras la reflexión en la superficie a estudiar, de un haz de luz monocromática,
polarizada y colimada (rayos paralelos entre sí).
El elipsómetro está compuesto por un emisor del haz incidente y un receptor del
reflejado, y facilita dos parámetros ajustables relacionados con la polarización de la onda
luminosa; llamados ángulos δ y ѱ. A su vez, estos ángulos están relacionados con el grosor
de la capa a medir, su índice de refracción y su coeficiente de absorción.
La medida se realiza determinando qué ángulos δ y ѱ minimizan el valor de la onda
reflejada. Tras hallar ambos valores se pueden conocer los parámetros del óxido mediante
un software específico.
Imagen 2.3. Elipsómetro PlasMos SD 2100.
40 [Fabricación de un sensor solar de alta precisión en dos ejes para el satélite SeoSat]
2.7.- Fotolitografía
Este proceso consiste en transferir un patrón desde una máscara a la superficie de
una oblea. El primer paso del proceso es limpiar dicha superficie con acetona e isopropanol
y cubrirla con fotoresina, sensible a la luz ultravioleta. Este depósito se realiza por spin
coating; una técnica en la que se dispone la resina en el centro de la oblea. El equipo
específico usado para este propósito es el Spinner Model P6700. El grosor depuesto
depende del tipo de resina y la velocidad de giro, que puede ser programada en el spinner.
Para la elaboración del sensor multivectorsol (descrita en el siguiente capítulo) se han
empleado resinas de 1.2 µm (fina) y 7 µm (gruesa), y todos los depósitos han sido
realizados a 3000 rpm.
Previo al depósito de resina, para incrementar la adherencia de la resina, se saca la
humedad de la oblea tras limpiarla (introduciéndola en un horno a unos 150ºC), y se hace
un depósito de una fina capa de hexametildisilazano (HDMS), que es una sustancia
hidrófuga que es usada como promotor de adherencia. Este promotor no se usa sobre
superficies en las que la adherencia ya es suficientemente buena (ya que podría llegar a
dificultar el revelado, que es la etapa final), como el vidrio o las superficies totalmente
cubiertas de metal.
Tras cubrir la superficie de la oblea con resina, es necesario secarla. Este secado se
hace en un horno de convección a 105ºC (para resina gruesa), o en Hot Plate (es una
plancha térmica) a 115ºC (para resina fina). La finalidad del secado es que la fotoresina se
endurezca y libere disolventes que contiene, dejando la cara a litografiar de la oblea con una
capa sólida, uniforme y fotosensible.
En ocasiones se requerirá cubrir ambas caras de la oblea con resina (por ejemplo, en
la primera litografía del proceso multivectorsol, ver 3.3.1.2). Si estos depósitos se realizan
por spin coating (como es el caso), es recomendable hacer en primer lugar el de la cara que
no será expuesta a la luz, para evitar defectos en la litografía, por falta de uniformidad en el
depósito. Esto se debe a que durante el spin coating aparecen gotas cerca de los bordes en
la cara opuesta de la oblea.

[Fabricación de un sensor solar de alta precisión en dos ejes para el satélite SeoSat] 41
Al hacer el depósito en la cara útil (para la litografía) en segundo lugar, se logra
enmascarar las gotas resultantes, logrando un depósito uniforme.
Una vez seca la fotoresina, se procede a la alineación de la máscara y la exposición
a la luz ultravioleta. Con este propósito se dispone de una máquina llamada alineadora, que
permite una alineación precisa entre la máscara y la oblea, el contacto de ambas con el fin
de minimizar la difracción y la exposición a la radiación UV.
Figura 2.3. Problemática del depósito mediante spin coating.
Imagen 2.4. Alineadora Kart Suss MA4.

42 [Fabricación de un sensor solar de alta precisión en dos ejes para el satélite SeoSat]
La resina de las zonas de la oblea en las que la máscara sea transparente, serán
expuestas a la luz, mientras que el resto quedará protegida bajo los dibujos de la máscara.
Esta exposición causará cambios en la estructura química de la resina. Según la naturaleza
de éstos, se puede distinguir entre fotoresinas positivas y negativas. Estos cambios no son
instantáneos, requieren un tiempo de espera tras la exposición, conocido como hold time.
Para la resina gruesa este tiempo es de 45 minutos, mientras que para la fina es de 2
minutos.
La etapa final del proceso se llama revelado, y consiste en aplicar un baño a la oblea
en una sustancia (revelador) que elimina la fotoresina expuesta, en el caso de que se
trabaje con resina positiva, o bien la no expuesta, si la resina es negativa. A lo largo de la
elaboración de este proyecto se ha trabajado con resinas positivas y el revelador MF-24A.
2.8.- Stripper de resina
En determinados puntos del proceso de fabricación es necesario eliminar la resina
depositada sobre la oblea (como ser observará en el capítulo 3). Esto se hace mediante un
baño de acetona y otro de isopropanol. El primero elimina la resina, mientras que el
segundo sirve para disolver trazas de acetona en la oblea.
Tras el stripper se aclara la oblea en agua desionizada y se seca (mediante pistola de
N2 o centrifugado).

[Fabricación de un sensor solar de alta precisión en dos ejes para el satélite SeoSat] 43
2.9.- Metalización
La metalización es el proceso que consiste en el depósito de metales. En este
proyecto se ha optado por hacerlas todas mediante la técnica de sputtering.
El sputtering o pulverización catódica es un proceso físico en el que se produce la
vaporización de los átomos de un material sólido (material a depositar), llamado target (o
blanco) a través del bombardeo con iones energéticos. La colisión de estos iones contra los
átomos de la superficie del material hace que algunos de éstos sean expulsados. El número
de átomos arrancados por ion incidente es un parámetro importante del proceso conocido
como “sputter yield”. Los átomos expulsados colisionan con la oblea y quedan incrustados
en ella.
Los iones energéticos se obtienen de un plasma que se genera en el interior de la
máquina de sputtering, por medio del uso de un generador de corriente alterna de
radiofrecuencia, campos magnéticos y la aplicación de un potencial de polarización sobre el
target. La sala blanca cuenta con dos máquinas de sputtering.
El paso previo a una metalización, consiste en la puesta a punto de la máquina: abrir
válvulas de gas, llaves de agua, encender los sensores de presión y preparar el target del
material que se desee depositar. Seguidamente, se coloca la muestra en el interior de la
campana de la máquina, se protege con el shutter (pieza que se puede mover desde el
exterior de la campana y que en una de sus dos posiciones retiene las partículas
pulverizadas, evitando que se depositen en la oblea) y se encienden las bombas de vacío. Al
Imagen 2.5. Máquina de Sputtering Edwards Imagen 2.6. Máquina de Sputtering Leybold

44 [Fabricación de un sensor solar de alta precisión en dos ejes para el satélite SeoSat]
bajar la presión en el interior de la cámara se elimina la humedad del ambiente, mejorando
así las condiciones del depósito.
Al llegar a una presión suficientemente baja, del orden de 10-5 mbar (se tarda
alrededor de una hora en alcanzar), se procede a realizar el depósito. Primero se abre el
paso de argón y a continuación se enciende el plasma mediante la puesta en marcha del
generador de radiofrecuencia. Con el plasma encendido, se fija el nivel de potencia deseado
y la presión de trabajo (que para todos los depósitos realizados en este proyecto ha sido de
1,2·10-5 mbar). En este punto, la pulverización catódica ha comenzado, pero no el depósito
en sí, pues el shutter está cerrado (evitando la salida de partículas del cátodo hasta la
oblea). Esta situación conviene mantenerla durante unos minutos para evitar que la
suciedad que pueda haber en la superficie del target se deposite con las primeras capas de
metal. Tras estos minutos de limpieza del target, se abre el shutter y comienza el depósito.
Transcurrido el tiempo de depósito se cierra el shutter, se apaga el generador de
RF, se cierra la entrada de argón, y se sube la presión de la campana mediante la
introducción de un gas inerte (N2) para poder abrirla y extraer la oblea metalizada.
2.10.- Lift Off
En las metalizaciones realizadas con la técnica de sputtering, como sucede también
con otras técnicas como la evaporación por efecto Joule o la implantación iónica, se cubre
toda la superficie de la oblea. Por lo general, interesa metalizar zonas concretas (contactos,
busbar, fingers, etc.). Por ello, tras la metalización habrá que eliminar el metal depositado
no deseado.
Una manera de hacerlo es, tras la metalización, hacer una litografía que proteja las
zonas que deban conservar el metal, y atacar el resto con algún producto al que la resina
sea resistente.

[Fabricación de un sensor solar de alta precisión en dos ejes para el satélite SeoSat] 45
Otra técnica es la conocida como lift off, en la que la litografía se hace antes de la
metalización, y tras ésta, se elimina toda la resina de la oblea; y con ella, el material
depositado sobre la misma. Para ello, tras el depósito se introduce la oblea en un horno a
115ºC, con lo que se consigue agrietar la capa metálica. A continuación se sumerge la oblea
en un baño de acetona que penetra a través de las grietas y elimina la resina, dejando el
metal desligado al sustrato. Ocasionalmente se aplica ultrasonidos para facilitar este
desprendimiento, aunque con cautela, pues zonas en las que se quiere conservar el metal
pueden resultar dañadas.
En función de parámetros como el grosor de metal depositado o las capas de metal
ya presentes en el dispositivo, será más conveniente optar por una u otra técnica. Y ésta
debe ser elegida en el momento de diseñar las máscaras de fotolitografía, puesto que, para
un mismo proceso, la máscaras para un ataque tras la metalización y para realizar un lift off
serían opuestas.
Figura 2.7. Retirada del excedente mediante ataque al metal.
Figura 2.8. Retirada del excedente mediante lift off.

46 [Fabricación de un sensor solar de alta precisión en dos ejes para el satélite SeoSat]
2.11.- Recocido
La metalización por sputtering, como en el caso de implantación iónica, es una
técnica agresiva con la superficie de la oblea, ya que al impactar los átomos del target se
generan defectos en la estructura cristalina, que se traducen en un mal contacto entre el
material depositado y el semiconductor y, en consecuencia, en una degradación de las
características eléctricas del conjunto.
Este contacto se puede mejorar mediante un tratamiento térmico conocido como
recocido, consistente en introducir la oblea a una temperatura comprendida entre 100ºC y
450ºC. Con esto se consigue reorganizar la red cristalina, eliminando los defectos aparecidos
en el proceso de metalización.
Figura 2.9. Máscara de Lift Off Figura 2.10. Máscara de Ataque Húmedo
New µFineSensor Lift-off (3/4)
1
2
3 4
5 6
P.O
UPC
MNT
1
2
3 4
5 6
P.O
UPC
MNT
1
2
3 4
5 6
P.O
UPC
MNT
1
2
3 4
5 6
P.O
UPC
MNT
1
2
3 4
5 6
P.O
UPC
MNT
1
2
3 4
5 6
P.O
UPC
MNT
1
2
3 4
5 6
P.O
UPC
MNT
1
2
3 4
5 6
P.O
UPC
MNT
1
2
3 4
5 6
P.O
UPC
MNT
1
2
3 4
5 6
P.O
UPC
MNT
1
2
3 4
5 6
P.O
UPC
MNT
1
2
3 4
5 6
P.O
UPC
MNT
1
2
3 4
5 6
P.O
UPC
MNT
1
2
3 4
5 6
P.O
UPC
MNT
1
2
3 4
5 6
P.O
UPC
MNT
1
2
3 4
5 6
P.O
UPC
MNT
1
2
3 4
5 6
P.OUPC
MNT
1
2
3 4
5 6
P.OUPC
MNT
1
2
3 4
5 6
P.OUPC
MNT
1
2
3 4
5 6
P.OUPC
MNT
1
2
3 4
5 6
P.OUPC
MNT
1
2
3 4
5 6
P.OUPC
MNT
1
2
3 4
5 6
P.OUPC
MNT
1
2
3 4
5 6
P.OUPC
MNT
1
2
3 4
5 6
P.OUPC
MNT
1
2
3 4
5 6
P.OUPC
MNT
1
2
3 4
5 6
P.OUPC
MNT
1
2
3 4
5 6
P.OUPC
MNT
1
2
3 4
5 6
P.OUPC
MNT
1
2
3 4
5 6
P.OUPC
MNT
1
2
3 4
5 6
P.OUPC
MNT
1
2
3 4
5 6
P.OUPC
MNT
1
2
3 4
5 6
P.OUPC
MNT
1
2
3 4
5 6
P.OUPC
MNT
1
2
3 4
5 6
P.OUPC
MNT
1
2
3 4
5 6
P.OUPC
MNT
1
2
3 4
5 6
P.OUPC
MNT
1
2
3 4
5 6
P.OUPC
MNT
1
2
3 4
5 6
P.OUPC
MNT
1
2
3 4
5 6
P.OUPC
MNT
1
2
3 4
5 6
P.OUPC
MNT
1
2
3 4
5 6
P.OUPC
MNT
1
2
3 4
5 6
P.OUPC
MNT
1
2
3 4
5 6
P.OUPC
MNT
1
2
3 4
5 6
P.OUPC
MNT
1
2
3 4
5 6
P.OUPC
MNT
1
2
3 4
5 6
P.OUPC
MNT
1
2
3 4
5 6
P.OUPC
MNT
1
2
3 4
5 6
P.OUPC
MNT
1
2
3 4
5 6
P.OUPC
MNT
1
2
3 4
5 6
P.OUPC
MNT
1
2
3 4
5 6
P.OUPC
MNT
1
2
3 4
5 6
P.OUPC
MNT
1
2
3 4
5 6
P.OUPC
MNT
1
2
3 4
5 6
P.OUPC
MNT
1
2
3 4
5 6
P.OUPC
MNT
762762
762
762762
762
762 762
762
762 762
762
762 762
50 LIT
50 LIT
Met
50 LIT
50 LIT
Met
50 LIT
50 LIT
Met
50 LIT
50 LIT
Met
50 LIT
50 LIT
Met
50 LIT
50 LIT
Met
50 LIT
50 LIT
Met
50 LIT
50 LIT
Met
50 LIT
50 LIT
Met
50 LIT
50 LIT
Met
50 Au_L
Au50 Au_L
Au
50 Au_L
Au50 Au_L
Au
50 Au_L
Au50 Au_L
Au
50 Au_L
Au
50 Au_L
Au
50 Au_L
Au
50 Au_L
Au
762762
762
762762
762
New µFineSensor ataque humedo Au (4/4)

[Fabricación de un sensor solar de alta precisión en dos ejes para el satélite SeoSat] 47
Capítulo 3: Fabricación de un sensor solar en dos ejes
En este apartado se detallan paso a paso las distintas etapas de fabricación, que
permiten la realización del sensor multivectorsol. Con el fin de guiar a lector, se han
agrupado los diversos pasos en distintas etapas, atendiendo al objetivo de estos.
3.1.- Fotodiodos
Esta primera etapa consiste en la creación de los fotodiodos, partiendo de una oblea
de silicio tipo P.
Tipo de oblea Zona Flotante Tipo P. Pulida a una cara
Diámetro 4''
Grosor 283 µm
Resistividad 0.38 Ω·cm
3.1.1.- Oxidación térmica
El primer paso consiste en el crecimiento de una gruesa capa de óxido que servirá
para proteger las zonas que no se deseen difundir (paso 3.3.1.5). Esta oxidación se realiza a
una temperatura de 1060ºC y con un tiempo de oxidación de 4 horas, siguiendo el
procedimiento explicado en el segundo apartado del capítulo 2).
Tabla 3.1. Datos de la oblea 07FZ-283-VEC-0.38 F.
Figura 3.1. Esquema crecimiento de óxido.
.......protector

48 [Fabricación de un sensor solar de alta precisión en dos ejes para el satélite SeoSat]
3.1.2.- Litografía de zona activa
.
Este paso tiene como objetivo delimitar las regiones que serán difundidas; es decir,
se define la ubicación de los fotodiodos. Es necesario un doble depósito de resina, ya que
hay que proteger la cara trasera del ataque al óxido que se llevará a cabo en el siguiente
paso. El depósito de la cara trasera se realizará con resina gruesa (7 µm), mientras que el
de la frontal se hará con fina (1.2 µm), puesto que en este paso interesa disponer de una
alta resolución en la litografía. Al hacerse sobre una capa de óxido, se utiliza HDMS. Al
trabajar con resina fina y máscara de acetato, el tiempo de exposición es de 20 segundos y
tras esta, se endurece la resina mediante el uso del hot plate.
New µFineSensor Difusion N+ (1/4)
N+
N+
N+
N+
N+ N+
N+ N+
N+
N+N+
N+
P+ CW
Au_LLIT50 Au
50 Met
P+ CW
Au_LL IT50 Au
50 Met
P+ CW
Au_LLIT50 Au
50 Met
P+ CW
Au_LL IT50 Au
50 Met
P+ CW
Au_LLIT50 Au
50 Met
P+ CW
Au_LL IT50 Au
50 Met
P+ C W
Au_LLIT50 Au
50 Met
P+ C W
Au_LLIT50 Au
50 Met
P+ CW
Au_LLIT50 Au
50 Met
P+ CW
Au_LLIT50 Au
50 Met
Figura 3.2. Esquema de la litografía de zona activa.
Figura 3.3. Máscara de zona activa.

[Fabricación de un sensor solar de alta precisión en dos ejes para el satélite SeoSat] 49
3.1.3.- Ataque al óxido y stripper de resina
Se elimina el óxido de las regiones en las que se emplazarán los emisores de los
fotodiodos, mediante la inmersión de la oblea en fluoruro de amonio. Tras el ataque con
fluoruro de amonio, se recicla el producto, se aclara la oblea con agua desionizada y se
realiza el stripper de la resina. Aunque la resina protege el óxido cubierto, conviene un
control estricto del tiempo de ataque (como en el resto de ataques húmedos), para evitar un
sobreataque.
Figura 3.4. Esquema del ataque al óxido y el stripper de resina.
Figura 3.5. Sobreataque al óxido.
50 [Fabricación de un sensor solar de alta precisión en dos ejes para el satélite SeoSat]
3.1.4.- RCA 1 y ataque con TMAH
El objetivo de este paso es marcar sobre el silicio los patrones ya transmitidos al
óxido (mediante los pasos anteriores), con la finalidad de que sean visibles tras eliminar el
óxido, facilitando así la alineación de las máscaras de las litografías venideras.
Esto se consigue mediante un breve ataque de 6 minutos con TMAH. Para conseguir
que el ataque sea satisfactorio es necesario asegurarse de que la oblea no contenga trazas
de resina, ni suciedad. Con este fin, se realiza una limpieza RCA1 antes del ataque, y justo
antes de sumergir las obleas en el TMAH se elimina el óxido nativo con un ataque de HF al
1%.
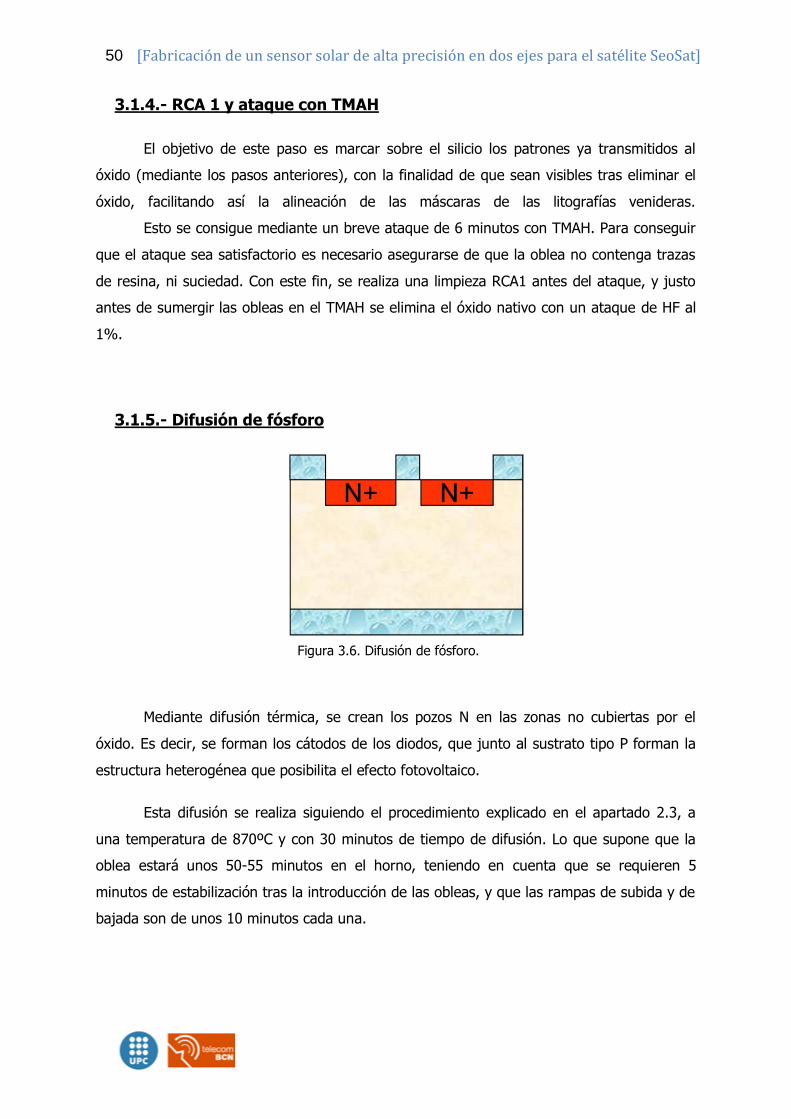
3.1.5.- Difusión de fósforo
Mediante difusión térmica, se crean los pozos N en las zonas no cubiertas por el
óxido. Es decir, se forman los cátodos de los diodos, que junto al sustrato tipo P forman la
estructura heterogénea que posibilita el efecto fotovoltaico.
Esta difusión se realiza siguiendo el procedimiento explicado en el apartado 2.3, a
una temperatura de 870ºC y con 30 minutos de tiempo de difusión. Lo que supone que la
oblea estará unos 50-55 minutos en el horno, teniendo en cuenta que se requieren 5
minutos de estabilización tras la introducción de las obleas, y que las rampas de subida y de
bajada son de unos 10 minutos cada una.
Figura 3.6. Difusión de fósforo.

[Fabricación de un sensor solar de alta precisión en dos ejes para el satélite SeoSat] 51
Tras la difusión se elimina el óxido crecido debido al proceso térmico (también
llamado vidrio), mediante un ataque con HF.
Para evaluar los resultados de la difusión y observar el efecto del óxido nativo, se
miden los tiempos de vida y la resistencia de cuadro de la oblea, antes y después.
Con vidrio Sin vidrio
Tiempo de vida (µs) 40 31
Resistencia de cuadro (Ω) 79 82
3.1.6.- Eliminación del óxido
A continuación se elimina el óxido crecido en el primer paso, ya que ha finalizado su
cometido (delimitar los pozos n, protegiendo el resto de la oblea de la difusión). Se realiza
un ataque de 8 minutos con fluoruro de amonio. Si bien conviene no excederse demasiado,
en este caso el control del tiempo no es tan crítico como en 3.3.1.3, dado que al eliminar
todo el óxido, no existe posibilidad de sobreataque.
En la oblea 07FZ-283-0.38 F se ha medido el tiempo de vida también después de la
eliminación del óxido, para estudiar su evolución:
Tabla 3.2. Medidas de evaluación del proceso de
difusión de la oblea 07FZ-283-VEC-0.38 F
Figura 3.7. Supresión del óxido de silicio.

52 [Fabricación de un sensor solar de alta precisión en dos ejes para el satélite SeoSat]
Minority-Carrier Lifetime (no Auger correction) vs. Carrier Density
1.0E-06
1.0E-05
1.0E-04
1.0E-03
1.0E-02
1.0E+13 1.0E+14 1.0E+15 1.0E+16 1.0E+17
Minority- Carrier Density (cm-3)
Measu
red
Lif
eti
me (
sec)
Minority-Carrier Density
Specif ied Carrier Density
Apparent Carrier Density
C
Tau = 73.9 µs at 1.0E+15 cm-3
Minority-Carrier Lifetime (no Auger correction) vs. Carrier Density
1.0E-06
1.0E-05
1.0E-04
1.0E-03
1.0E-02
1.0E+13 1.0E+14 1.0E+15 1.0E+16 1.0E+17
Minority- Carrier Density (cm-3)
Measu
red
Lif
eti
me (
sec)
Minority-Carrier Density
Specif ied Carrier Density
Apparent Carrier Density
C
Tau = 63.2 µs at 1.0E+15 cm-3
Gráfica 3.1. Medida del tiempo de vida tras la difusión
con vidrio de la oblea 07FZ-283-VEC-0.38 F.
Gráfica 3.2. Medida del tiempo de vida tras la difusión
sin vidrio de la oblea 07FZ-283-VEC-0.38 F.

[Fabricación de un sensor solar de alta precisión en dos ejes para el satélite SeoSat] 53
3.1.7.- Pasivación
La pasivación es una técnica que consiste en el crecimiento de una fina capa que
material dieléctrico, en este caso SiO2, que actúa de capa antirreflejo y reduce la
recombinación superficial, aumentando considerablemente el tiempo de vida. La capa
pasivante del multivectorsol se obtiene mediante una difusión térmica de 85 minutos a 1060
grados, con la que se pretende obtener un grosor de unos 115 nm. La diferencia principal
en la ejecución entre este proceso de oxidación y el llevado a cabo incialmente (al margen
Minority-Carrier Lifetime (no Auger correction) vs. Carrier Density
1.0E-06
1.0E-05
1.0E-04
1.0E-03
1.0E-02
1.0E+13 1.0E+14 1.0E+15 1.0E+16 1.0E+17
Minority- Carrier Density (cm-3)
Measu
red
Lif
eti
me (
sec)
Minority-Carrier Density
Specif ied Carrier Density
Apparent Carrier Density
C
Tau = 100.1 µs at 1.0E+15 cm-3
Figura 3.8. Crecimiento de la capa pasivante.
Gráfica 3.3. Medida del tiempo de vida tras la difusión sin
vidrio y sin óxido de la oblea 07FZ-283-VEC-0.38 F.

54 [Fabricación de un sensor solar de alta precisión en dos ejes para el satélite SeoSat]
de los parámetros), es que ésta debe ser aún más precisa, puesto que ahora el óxido
crecido debe presentar unas características eléctricas y ópticas óptimas. Asimismo, la
limpieza previa a la introducción de la oblea en el horno también es fundamental, dado que
se trata del crecimiento de una capa definitiva, y cualquier impureza o resto de suciedad
afectaría irremediable y críticamente al dispositivo final. Esta capa se diseña maximizando la
absorción de los rayos de longitud de onda igual a 600 nm, ya que son los más abundantes
en el espectro solar. Así pues, aplicando la expresión 1.12 (y sabiendo que el índice de
refracción del silicio es de 1.46) se obtiene que el grosor óptimo es de 103 nm. Tras la
oxidación, la calidad de la capa pasivante se puede valorar mediante la medida del tiempo
de vida y del grosor de la misma. A continuación se muestran los resultados obtenidos de la
oblea 07FZ-283-VEC-0.38 F:
Grosor 113 nm
Tiempo de vida en la cara frontal 63.3 µs
Tiempo de vida en la cara trasera 61.2 µs
3.2.- Contactos frontales
En esta segunda etapa se procede a la fabricación de los pads de acceso a los
cátodos de los fotodiodos. La última capa de metal de estos debe ser de oro (Au), puesto
que el wire bonding para su encapsulado se realiza de este metal. Las otras dos capas
metálicas sirven como interfaz entre el oro y el silicio: el titanio (Ti) ofrece buen contacto
eléctrico con el silicio, mientras que el platino evita la difusión del oro hacia el interior de la
red cristalina de silicio y vicerversa (átomos de Si hacia Au) a través del titanio. Este
fenómeno se debe a una reacción eutéctica entre Si y Au que sucede a temperaturas
superiores a 360ºC (los recocidos superan esta temperatura límite, por lo que es necesario
tratar este problema).
Tabla 3.3. Medidas de evaluación de la pasivación.

[Fabricación de un sensor solar de alta precisión en dos ejes para el satélite SeoSat] 55
3.2.1.- Litografía de abertura de contactos
Este y el siguiente paso son análogos a los pasos dos y tres de la anterior etapa,
tanto en objetivo, abrir ventanas el óxido para poder acceder al silicio, como en ejecución
(grosso modo). Pero esta vez, se emplea resina gruesa para ambas caras de la oblea,
puesto que no se requiere tanta resolución y resulta más cómoda para trabajar (los
depósitos son más robustos frente a imperfecciones, cubren mejor). Al trabajar con resina
de 7µm, el tiempo de exposición se incrementa hasta 90 segundos, y al hacerlo sobre SiO2,
vuelve a ser necesario el uso de HDMS.
New µFineSensor CW_emitter (2/4)
LIT
CW50
L IT
CW50
LITCW50
L ITCW50
LITCW50
L ITCW50
LITCW50
LITCW50
LITCW50
LITCW50
Figura 3.9. Litografía de abertura de contactos
Figura 3.10. Máscara de abertura de contactos.

56 [Fabricación de un sensor solar de alta precisión en dos ejes para el satélite SeoSat]
3.2.2.- Ataque al óxido y stripper de resina
Se elimina el óxido de las regiones en las que se ubicarán los contactos sumergiendo
la oblea en fluoruro de amonio durante 5 minutos. Este tiempo es inferior al del anterior
ataque (apartado 3.1.3), ya que el grosor a atacar también es menor. Tras el ataque, se
recicla el fluoruro de amonio y se retira la resina mediante un stripper con acetona e
isopropanol.
3.2.3.- Limpieza RCA y litografía de Lift Off
Figura 3.12. Litografía de Lift Off.
Figura 3.11. Ataque al óxido y el stripper de resina.

[Fabricación de un sensor solar de alta precisión en dos ejes para el satélite SeoSat] 57
Conviene ejecutar una limpieza RCA de la oblea para garantizar en la medida de lo
posible que no queda suciedad de ningún tipo, que empeoraría la unión Ti-Si. No es
necesario efectuar el HF2, puesto que tras la limpieza, se continúa con un proceso
litográfico, lo que implica un lapso de tiempo suficientemente largo entre ésta y la
metalización, como para que vuelva a aparecer óxido nativo. En esta litografía se realizará
un único depósito con resina gruesa (previo HDMS), porque el grosor de resina al de metal
depositado para que el lift off salga bien. El tiempo de exposición también será de 90
segundos (ya que la máscara y el depósito de resina son de las mismas características que
en la litografía anterior).
3.2.4.- Metalización Ti/Pt
New µFineSensor Lift-off (3/4)
1
2
3 4
5 6
P.O
UPC
MNT
1
2
3 4
5 6
P.O
UPC
MNT
1
2
3 4
5 6
P.O
UPC
MNT
1
2
3 4
5 6
P.O
UPC
MNT
1
2
3 4
5 6
P.O
UPC
MNT
1
2
3 4
5 6
P.O
UPC
MNT
1
2
3 4
5 6
P.O
UPC
MNT
1
2
3 4
5 6
P.O
UPC
MNT
1
2
3 4
5 6
P.O
UPC
MNT
1
2
3 4
5 6
P.O
UPC
MNT
1
2
3 4
5 6
P.O
UPC
MNT
1
2
3 4
5 6
P.O
UPC
MNT
1
2
3 4
5 6
P.O
UPC
MNT
1
2
3 4
5 6
P.O
UPC
MNT
1
2
3 4
5 6
P.O
UPC
MNT
1
2
3 4
5 6
P.O
UPC
MNT
1
2
3 4
5 6
P.OUPC
MNT
1
2
3 4
5 6
P.OUPC
MNT
1
2
3 4
5 6
P.OUPC
MNT
1
2
3 4
5 6
P.OUPC
MNT
1
2
3 4
5 6
P.OUPC
MNT
1
2
3 4
5 6
P.OUPC
MNT
1
2
3 4
5 6
P.OUPC
MNT
1
2
3 4
5 6
P.OUPC
MNT
1
2
3 4
5 6
P.OUPC
MNT
1
2
3 4
5 6
P.OUPC
MNT
1
2
3 4
5 6
P.OUPC
MNT
1
2
3 4
5 6
P.OUPC
MNT
1
2
3 4
5 6
P.OUPC
MNT
1
2
3 4
5 6
P.OUPC
MNT
1
2
3 4
5 6
P.OUPC
MNT
1
2
3 4
5 6
P.OUPC
MNT
1
2
3 4
5 6
P.OUPC
MNT
1
2
3 4
5 6
P.OUPC
MNT
1
2
3 4
5 6
P.OUPC
MNT
1
2
3 4
5 6
P.OUPC
MNT
1
2
3 4
5 6
P.OUPC
MNT
1
2
3 4
5 6
P.OUPC
MNT
1
2
3 4
5 6
P.OUPC
MNT
1
2
3 4
5 6
P.OUPC
MNT
1
2
3 4
5 6
P.OUPC
MNT
1
2
3 4
5 6
P.OUPC
MNT
1
2
3 4
5 6
P.OUPC
MNT
1
2
3 4
5 6
P.OUPC
MNT
1
2
3 4
5 6
P.OUPC
MNT
1
2
3 4
5 6
P.OUPC
MNT
1
2
3 4
5 6
P.OUPC
MNT
1
2
3 4
5 6
P.OUPC
MNT
1
2
3 4
5 6
P.OUPC
MNT
1
2
3 4
5 6
P.OUPC
MNT
1
2
3 4
5 6
P.OUPC
MNT
1
2
3 4
5 6
P.OUPC
MNT
1
2
3 4
5 6
P.OUPC
MNT
1
2
3 4
5 6
P.OUPC
MNT
1
2
3 4
5 6
P.OUPC
MNT
1
2
3 4
5 6
P.OUPC
MNT
762762
762
762762
762
762 762
762
762 762
762
762 762
50 LIT
50 LIT
Met
50 LIT
50 LIT
Met
50 LIT
50 LIT
Met
50 LIT
50 LIT
Met
50 LIT
50 LIT
Met
50 LIT
50 LIT
Met
50 LIT
50 LIT
Met
50 LIT
50 LIT
Met
50 LIT
50 LIT
Met
50 LIT
50 LIT
Met
Figura 3.14. Depósito de Titanio/Paladio.
Figura 3.13. Máscara de Lift Off.
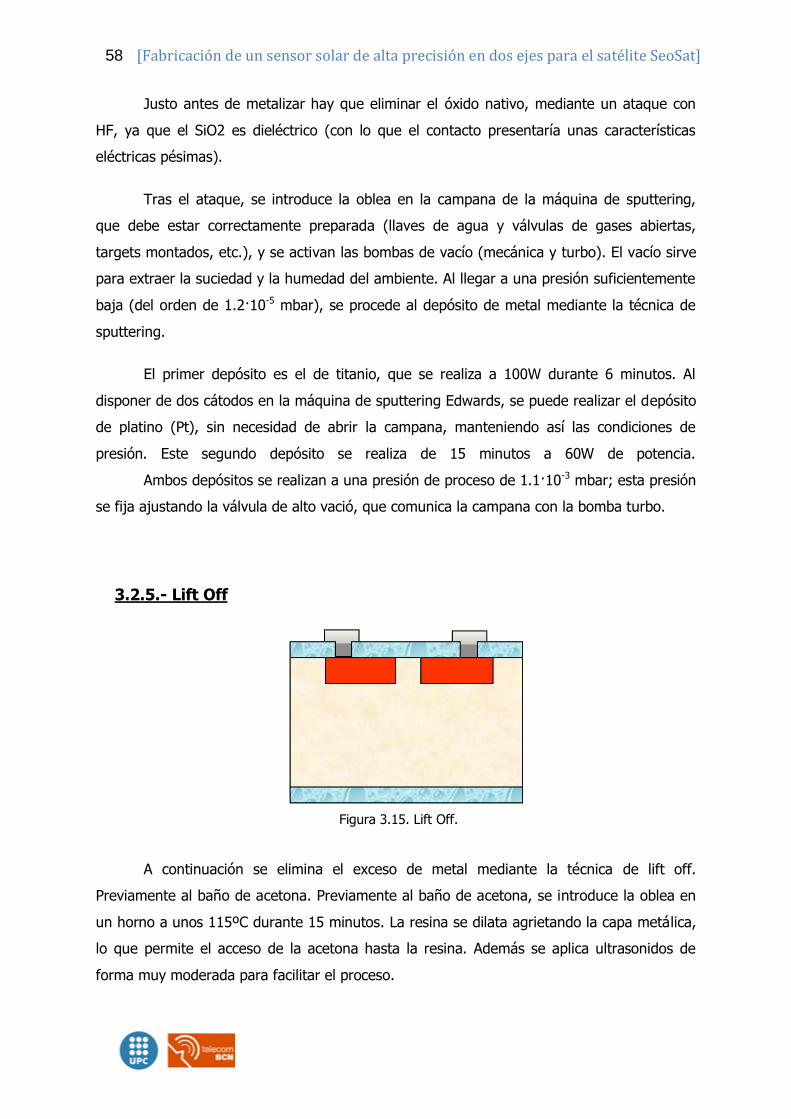
58 [Fabricación de un sensor solar de alta precisión en dos ejes para el satélite SeoSat]
Justo antes de metalizar hay que eliminar el óxido nativo, mediante un ataque con
HF, ya que el SiO2 es dieléctrico (con lo que el contacto presentaría unas características
eléctricas pésimas).
Tras el ataque, se introduce la oblea en la campana de la máquina de sputtering,
que debe estar correctamente preparada (llaves de agua y válvulas de gases abiertas,
targets montados, etc.), y se activan las bombas de vacío (mecánica y turbo). El vacío sirve
para extraer la suciedad y la humedad del ambiente. Al llegar a una presión suficientemente
baja (del orden de 1.2·10-5 mbar), se procede al depósito de metal mediante la técnica de
sputtering.
El primer depósito es el de titanio, que se realiza a 100W durante 6 minutos. Al
disponer de dos cátodos en la máquina de sputtering Edwards, se puede realizar el depósito
de platino (Pt), sin necesidad de abrir la campana, manteniendo así las condiciones de
presión. Este segundo depósito se realiza de 15 minutos a 60W de potencia.
Ambos depósitos se realizan a una presión de proceso de 1.1·10-3 mbar; esta presión
se fija ajustando la válvula de alto vació, que comunica la campana con la bomba turbo.
3.2.5.- Lift Off
A continuación se elimina el exceso de metal mediante la técnica de lift off.
Previamente al baño de acetona. Previamente al baño de acetona, se introduce la oblea en
un horno a unos 115ºC durante 15 minutos. La resina se dilata agrietando la capa metálica,
lo que permite el acceso de la acetona hasta la resina. Además se aplica ultrasonidos de
forma muy moderada para facilitar el proceso.
Figura 3.15. Lift Off.

[Fabricación de un sensor solar de alta precisión en dos ejes para el satélite SeoSat] 59
3.2.6.- Recocido
Este paso térmico tiene como objetivo mejorar el contacto eléctrico Ti-Si, puesto que
la técnica de sputtering es agresiva con la superficie de la oblea (esta problemática está
explicada con más detalle en el capítulo 2). El recocido se realiza con forming gas a 375ºC
durante 15 minutos.
3.2.7.- Metalización Au
La técnica elegida para esta metalización es también el sputtering. Este se realiza
con el generador de RF suministrando una potencia de 90 W durante 15 minutos. El proceso
es análogo al seguido en la anterior metalización (Ti/Pt).
3.2.8.- Litografía de ataque al Au
Figura 3.16. Sputtering de Au.
Figura 3.17. Litografía de ataque al oro.
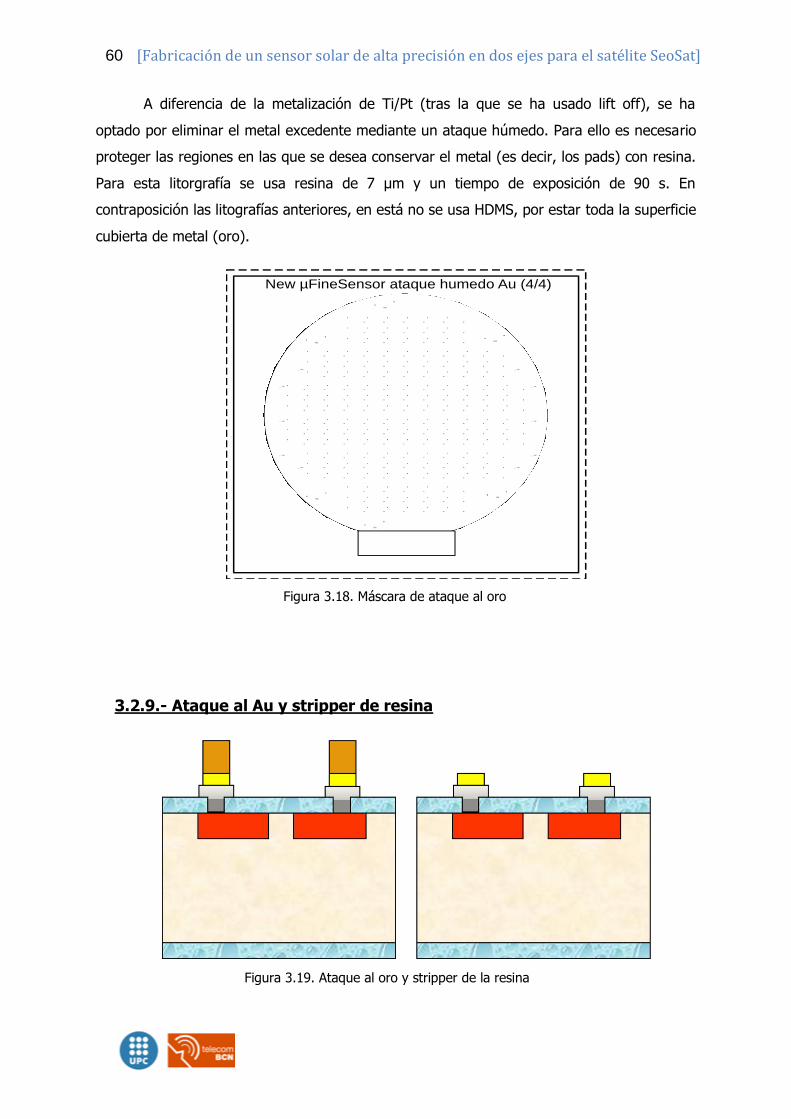
60 [Fabricación de un sensor solar de alta precisión en dos ejes para el satélite SeoSat]
A diferencia de la metalización de Ti/Pt (tras la que se ha usado lift off), se ha
optado por eliminar el metal excedente mediante un ataque húmedo. Para ello es necesario
proteger las regiones en las que se desea conservar el metal (es decir, los pads) con resina.
Para esta litorgrafía se usa resina de 7 µm y un tiempo de exposición de 90 s. En
contraposición las litografías anteriores, en está no se usa HDMS, por estar toda la superficie
cubierta de metal (oro).
3.2.9.- Ataque al Au y stripper de resina
50 Au_L
Au50 Au_L
Au
50 Au_L
Au50 Au_L
Au
50 Au_L
Au50 Au_L
Au
50 Au_L
Au
50 Au_L
Au
50 Au_L
Au
50 Au_L
Au
762762
762
762762
762
New µFineSensor ataque humedo Au (4/4)
Figura 3.19. Ataque al oro y stripper de la resina
Figura 3.18. Máscara de ataque al oro
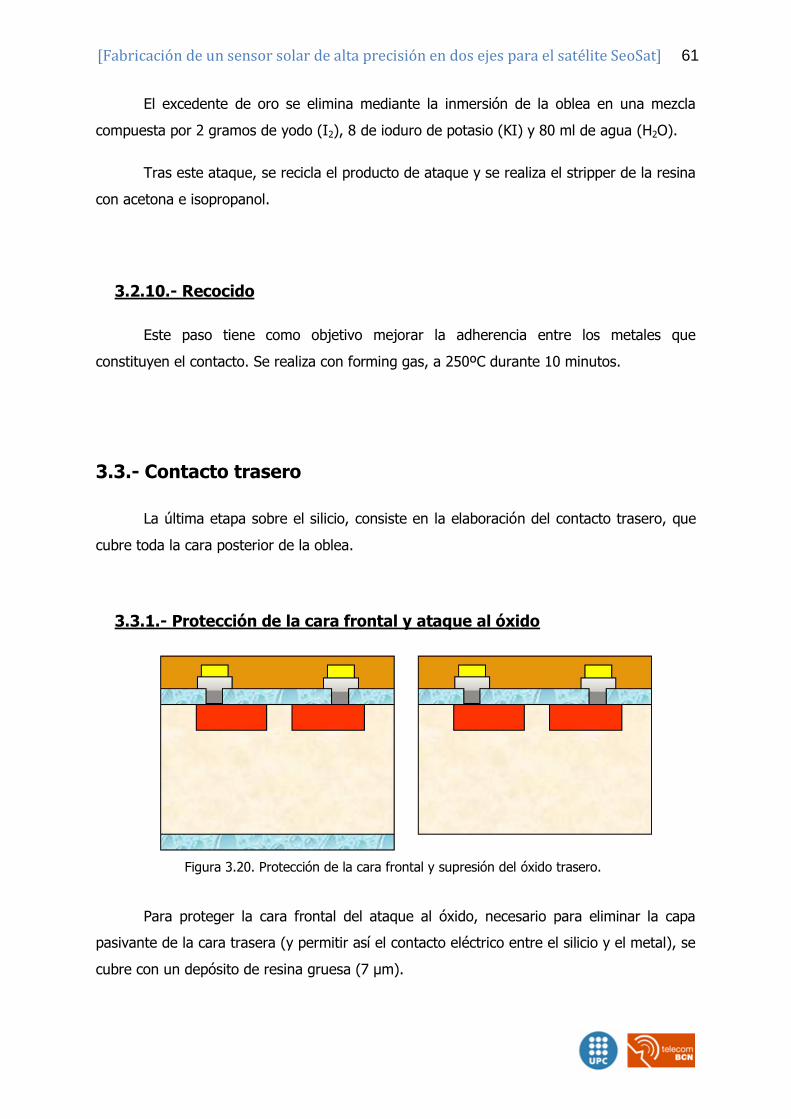
[Fabricación de un sensor solar de alta precisión en dos ejes para el satélite SeoSat] 61
El excedente de oro se elimina mediante la inmersión de la oblea en una mezcla
compuesta por 2 gramos de yodo (I2), 8 de ioduro de potasio (KI) y 80 ml de agua (H2O).
Tras este ataque, se recicla el producto de ataque y se realiza el stripper de la resina
con acetona e isopropanol.
3.2.10.- Recocido
Este paso tiene como objetivo mejorar la adherencia entre los metales que
constituyen el contacto. Se realiza con forming gas, a 250ºC durante 10 minutos.
3.3.- Contacto trasero
La última etapa sobre el silicio, consiste en la elaboración del contacto trasero, que
cubre toda la cara posterior de la oblea.
3.3.1.- Protección de la cara frontal y ataque al óxido
Para proteger la cara frontal del ataque al óxido, necesario para eliminar la capa
pasivante de la cara trasera (y permitir así el contacto eléctrico entre el silicio y el metal), se
cubre con un depósito de resina gruesa (7 µm).
Figura 3.20. Protección de la cara frontal y supresión del óxido trasero.

62 [Fabricación de un sensor solar de alta precisión en dos ejes para el satélite SeoSat]
Una vez seca la resina (tras 15 minutos en el horno), se expone la cara trasera a la
luz ultravioleta, y se revela, con el fin de eliminar gotas de resina aparecidas durante el spin
coating (problemática ya vista en el punto 3.1.2), que protegerían zonas de la cara trasera
del ataque.
Tras el revelado se procede a la eliminación del óxido trasero con fluoruro de
amonio.
3.3.2.- Metalización Al
Como el resto de metalizaciones llevadas a cabo en este proyecto, esta ha sido
realizada por sputtering. Pero a diferencia de las dos anteriores, esta se ha llevado a cabo
en la máquina de sputtering Leybold, a una potencia de 400W, durante 1 hora, con el fin de
obtener 1 µm de grosor.
3.3.3.- Stripper de resina y recocido
Figura 3.21. Déposito de alumnio en la cara trasera
Figura 3.22. Depósito de aluminio por sputtering en la cara trasera.

[Fabricación de un sensor solar de alta precisión en dos ejes para el satélite SeoSat] 63
Tras el depósito, se elimina la resina y se efectúa un recocido de 15 minutos con
forming gas a 435ºC, para reparar la superficie del silicio que contacta con el aluminio,
dañada durante el depósito por sputtering, y mejorar el contacto y la adherencia de las
capas de metal depositadas a lo largo del proceso.
3.3.4.- Láser firing contacts
Finalmente, con el objetivo de incrementar la calidad del contacto trasero, se dispara
con láser sobre toda la superficie trasera, formando una maya regular de impactos. En los
puntos en los que actúa el láser, se fuerza la penetración del aluminio en el silicio, y hace
que ambos materiales se fundan, formando una unión eléctrica muy conductiva.
3.4.- Tapaderas
Para la fabricacion de las tapaderas se parte de una oblea cuadrada de 10 cm de
lado de vidrio borofloat de 1.7 mm de grosor. Debido a este tamaño (la diagonal es de unos
14 cm) es requiere el uso de recipientes específicos para su tratamiento (baños de acetona,
isopropanol, revelado), ya que los de uso común disponibles en la sala blanca son del
tamaño justo para albergar obleas de 4 pulgadas; es decir, son redondos y de algo menos
de 11 cm de diámetro.
Figura 3.23. Disparo mediante láser de la superficie con Al.

64 [Fabricación de un sensor solar de alta precisión en dos ejes para el satélite SeoSat]
3.4.1.- Litografía de lift off
El primer paso es medir el grosor del vidrio (para comprobar que concuerda con las
especificaciones del fabricante), limpiarlo con acetona e isopropanol y realizar la litografía
que delimita las regiones en las que habrá o no metal. Se utiliza resina gruesa, puesto que
el uso de fina dificultaría el posterior lift off, y no se aplica HDMS. Como en el resto de
litografías hechas con máscara de acetato y resina gruesa, el tiempo de exposición es de 90
segundos.
Tapaderas µFineSensor 14.2 mm x 5.6 mm
Carriles de corte 500 µm (sierra 400 µm)Pablo Ortega
Figura 3.24. Litografía de Lift Off de las tapaderas.
Figura 3.25. Máscara de Lift Off de las tapaderas.

[Fabricación de un sensor solar de alta precisión en dos ejes para el satélite SeoSat] 65
3.4.2.- Metalización de aluminio
Se realiza una capa de aluminio mediante sputtering, de grosor suficiente como para
no ser atravesado por los rayos solares. Este grosor se estima alrededor de 0.2 µm, y para
obtenerlo se hace un depósito de 13 minutos a 400 W, en la máquina de sputtering Leybold.
3.4.3.- Lift Off
Tras agrietar la capa metálica, mediante la introducción de la oblea en un horno a
115ºC, se efectúa el lift off. Es recomendable evitar en la medida de lo posible el uso de
ultrasonidos, puesto que cualquier desprendimiento de metal se traduce en una tapadera
inservible.
Figura 3.26. Metalización de aluminio.
Figura 3.27. Lift Off del Al sobrante.

66 [Fabricación de un sensor solar de alta precisión en dos ejes para el satélite SeoSat]
3.5.- Ensamblado
Una vez listas las obleas y de vidrio son enviadas al IMB-CNM (Instituto de
Microtecnología de Barcelona - Centro Nacional de Microtecnología), situado en Bellaterra,
para ser cortadas.
Tras recibir las obleas cortadas, se procede a la última etapa del proceso de
fabricación del sensor multivectorsol: el pegado de tapaderas.
El primer paso consiste en la limpieza con acetona, isopropanol y agua desionizada
de los dispositivos y las cubiertas. Se secan son nitrógeno a presión y se procede a preparar
la epoxi que servirá para unirlas. La epoxi usada es la EPO-TEK 302-3M, no conductora
transparente y certificada para aplicaciones aeroespaciales, y su preparación consiste en la
mezcla de las dos partes que la constituyen según las proporciones indicadas por el
fabricante.
A continuación se deposita la epoxi sobre el dispositivo y se coloca la tapadera,
alineándola manualmente. Para evitar que la resina epoxi afecte al funcionamiento del
sensor, se requiere que no quede bajo las ventanas de la tapadera. Por ello, se realiza el
depósito en pequeñas en las regiones sobre las que descansaran las esquinas de la cubierta.
La precisión en la colocación es fundamental para el correcto funcionamiento del sensor; no
obstante, hasta este punto, el proceso es reversible, ya que el lavado con acetona e
isopropanol diluye la epoxi y limpia las dos partes del sensor.
Tras la correcta alineación de los fotodiodos con la tapadera y asegurarse que la
epoxi no se ha desplazado hacia el centro de las ventana, se procede a su curado, tras el
cual la epoxi se endurece y fija férreamente la tapadera al sustrato de silicio. El curado
consiste en introducir el dispositivo en un horno a 105ºC durante 15 minutos.
[Fabricación de un sensor solar de alta precisión en dos ejes para el satélite SeoSat] 67
Capítulo 4.- Resultados
En este capítulo se presentan los métodos de evaluación que se han utilizado tras la
fabricación del sensor multivectorsol, y se comentan los resultados obtenidos.
4.1.- Codificación
En todo proceso de fabricación es muy importante mantener un riguroso control de
los dispositivos realizados, puesto que permite la localización de fuentes de error y el
seguimiento detallado de los efectos de cada acción sucedida a lo largo del proceso. Con
este fin, se codifican tanto las obleas como los dispositivos. En cuanto a la codificación de
las obleas, no solo sirve para distinguir unas de otras, sino que además aporta información
sobre sus características físicas. La preparación previa al proceso de fabricación en sí,
consiste en medir el grosor y la resistividad de la oblea que se va a procesar, y asignarle un
identificador en consecuencia, que se graba con una punta de diamante en su cara trasera.
Este identificador consta de cuatro campos:
El primero corresponde al identificador de la caja de origen de la oblea. Éste viene
dado por el fabricante y consta de un número de dos cifras y dos letras que indican la
técnica empleada para su producción; FZ designa el sistema de zona flotante y CZ el
método Czochralski.
El segundo es el valor medido del grosor de la oblea en µm.
El tercer campo vincula la oblea al proyecto para el que va a ser usada (para éste:
VEC, de multivectorsol).
Por último se sigue con la resistividad medida, expresada en Ω·cm, y se le adjunta
una letra, que permitirá distinguirla si se da la situación de utilizar obleas de una misma caja
que presenten características iguales. Asimismo, sirve para atajar la distinción (evitar leer
todo el nombre). A modo de ejemplo, de codificación se puede consultar la tabla 3.1, en la
que figura el identificador de una oblea junto a sus características físicas.

68 [Fabricación de un sensor solar de alta precisión en dos ejes para el satélite SeoSat]
Los dispositivos se codifican a partir de su posición en la oblea. Se construye una
matriz cuyas celdas resulten delimitadas por los carriles de corte, de manera que cada
dispositivo quede albergado en una de ellas. A continuación se numeran las filas y se
nombran las columnas de izquierda a derecha siguiendo las letras del alfabeto. El
identificador de cada dispositivo es la letra y el número que indican su posición en la matriz.
4.2.- Evaluación y test de dispositivos
Cuando se recibe una oblea de dispositivos ya cortada, se seleccionan varios
dispositivos al azar, situados en distintas zonas de la oblea y se caracteriza su
comportamiento eléctrico mediante la obtención de sus curvas I-V. Esta evaluación de cada
dispositivo por separado sirve para descartar los erróneos, y conocer el yield del proceso de
fabricación.
Imagen 4.1. Oblea 07FZ-282-VEC-0.41 H cortada, sin dispositivos evaluados.
[Fabricación de un sensor solar de alta precisión en dos ejes para el satélite SeoSat] 69
Para caracterizar cada dispositivo se debe medir los seis fotodiodos que lo
componen. Dado que el sensor trabaja con una tensión de polarización comprendida en el
rango entre -6V y 0V, el parámetro más útil es el valor de la corriente en inversa; en
oscuridad, cuanto menor sea su valor absoluto mayor sensibilidad presentará el fotodiodo.
La curva en oscuridad también posibilita la observación de otros parámetros (como la
tensión umbral) y efectos (como el de resistencia serie). Además, como las medidas en
oscuridad son independientes de la colocación de la tapadera, permiten evaluar
características del sensor final sin necesidad del ensamblado de la misma.
En cambio, las medidas con iluminación permiten caracterizar los parámetros que
sirven para determinar la calidad del sensor en cuanto a su comportamiento fotovoltaico,
pero no ofrecen una valoración precisa (sino una orientación) de los niveles de fotocorriente
del sensor ensamblado. Además, para poder medir la corriente fotogenerada por un único
fotodiodo es necesario pinchar los otros tres y cortocircuitar sus terminales, para evitar que
la colección de portadores generados en regiones cercanas de los fotodiodos vecinos.
Un método rápido para la evaluación de los dispositivos antes de la colocación de las
tapaderas consiste en medir en oscuridad cada uno de los seis fotodiodos de cada
dispositivo y asignarle una puntuación sobre diez en función de su comportamiento (nota
eléctrica). A continuación se puntúa el dispositivo: su nota eléctrica es la mínima de las de
sus fotodiodos.
También se hace una inspección visual del dispositivo en busca de posibles defectos,
que podrían afectar al funcionamiento en iluminación del sensor (como suciedad que
sombree la zona central del dispositivo, o desprendimiento del oro en un pad, que
imposibilitaría un buen wire bonding). Se anotan los defectos hallados y se puntúa según la
siguiente valoración binaria (nota física):
OK: dispositivo aparentemente correcto (con pequeños defectos o ninguno).
X: dispositivo inservible (con defectos graves).
Siguiendo este procedimiento han sido evaluados 32 dispositivos pertenecientes a la
oblea 07FZ-283-0.38 F, de los cuales han sido considerados aptos (nota física OK y nota
eléctrica mayor que 5) 27. Lo que significa un yield superior al 84%.

70 [Fabricación de un sensor solar de alta precisión en dos ejes para el satélite SeoSat]
4.3.- Medida de dispositivos finales
En esta sección se muestran los resultados obtenidos de las medidas realizadas en
oscuridad y en iluminación a dispositivos acabados (con la tapadera ensamblada), ambos
correspondientes a la oblea 07FZ-283-VEC-0.38 F. Para las medidas en iluminación se ha
utilizado el simulador solar 68706 de Oriel Instruments, calibrado para ofrecer una
irradiancia normalizada de 100 W/m2 y situado justo encima.
4.3.1.- Caracterización del dispositivo E6
Se ha elegido un dispositivo con nota eléctrica máxima, en concreto el codificado
como E6, y se ha ensamblado, con el fin de realizar medidas sobre el dispositivo montado,
que permitan caracterizar de forma más precisa el sensor.
Imagen 4.2. Simulador solar 68706 de Oriel.

[Fabricación de un sensor solar de alta precisión en dos ejes para el satélite SeoSat] 71
Los fotodiodos del dispositivo E6 presentan comportamientos muy parejos, lo cual,
es muy positivo para el correcto funcionamiento del mismo.
En la gráfica 4.1 se muestra las representaciones en escala logarítmica de las
características corriente-tensión en oscuridad e iluminación. En la región de funcionamiento
del fotodiodo, en oscuridad se tiene un valor de 18 nA, mientras que con luz es de alrededor
de 400 µA. Asimismo, con el fin de obtener una caracterización más completa se mide la
tensión de ruptura, definida el valor de tensión inversa que causa que la corriente en inversa
supere 1µA.
Gráfica 4.1. Medidas del fotodiodo 3 del dispositivo E6.
Imagen 4.3. Dispositivo E6 ensamblado.

72 [Fabricación de un sensor solar de alta precisión en dos ejes para el satélite SeoSat]
A continuación se muestran superpuestas las características corriente tensión de los
seis diodos que componen el sensor en oscuridad (gráfica ) y de los dos centrales con luz
(gráfica ). Puesto que la luz emitida por el simulador solar es perpendicular al sensor, el
ángulo de incidencia visto por el par central del sensor es 0º, con lo que las áreas y, en
consecuencia, las fotocorrientes deben ser iguales entre sí (ver expresiones 3.11 y 3.12).
Gráfica 4.2. Medida de la tensión de ruptura del fotodiodo 4 del sensor E6.
Gráfica 4.3. Medidas del con luz del dispositivo E6.

[Fabricación de un sensor solar de alta precisión en dos ejes para el satélite SeoSat] 73
FD 3 4
Voc (mV) 570 570
Isc (A) -412 -387
Pm (W) 103 122
FF (%) 44 55
En oscuridad, la semejanza entre los seis fotodiodos es vital para el correcto
funcionamiento del sensor. El fotodiodo más ruidoso (con un nivel en oscuridad mayor) será
el que limite la sensibilidad del dispositivo.
Tabla 4.1. Parámetros fotovoltaicos del dispositivo E6.
Gráfica 4.4. Medidas en oscuridad del dispositivo E6.

74 [Fabricación de un sensor solar de alta precisión en dos ejes para el satélite SeoSat]
4.3.2.- Estudio con temperatura
Se realiza un estudio con temperatura, con el fin de conocer el comportamiento del
sensor a distintas temperaturas, dado que en la órbita terrestre se verá expuesto a
temperaturas extremas. A continuación se muestra la respuesta de seis fotodiodos a
diferentes temperaturas, tanto en oscuridad como en iluminación (solo los del par central),
así como la evolución de sus parámetros fotovoltaicos.
Gráfica 4.5. Medidas en oscuridad
del fotodiodo 1 del dispositivo E6. Gráfica 4.6. Medidas en oscuridad
del fotodiodo 2 del dispositivo E6.
Gráfica 4.8. Medidas en oscuridad
del fotodiodo 4 del dispositivo E6. Gráfica 4.7. Medidas en oscuridad
del fotodiodo 3 del dispositivo E6.
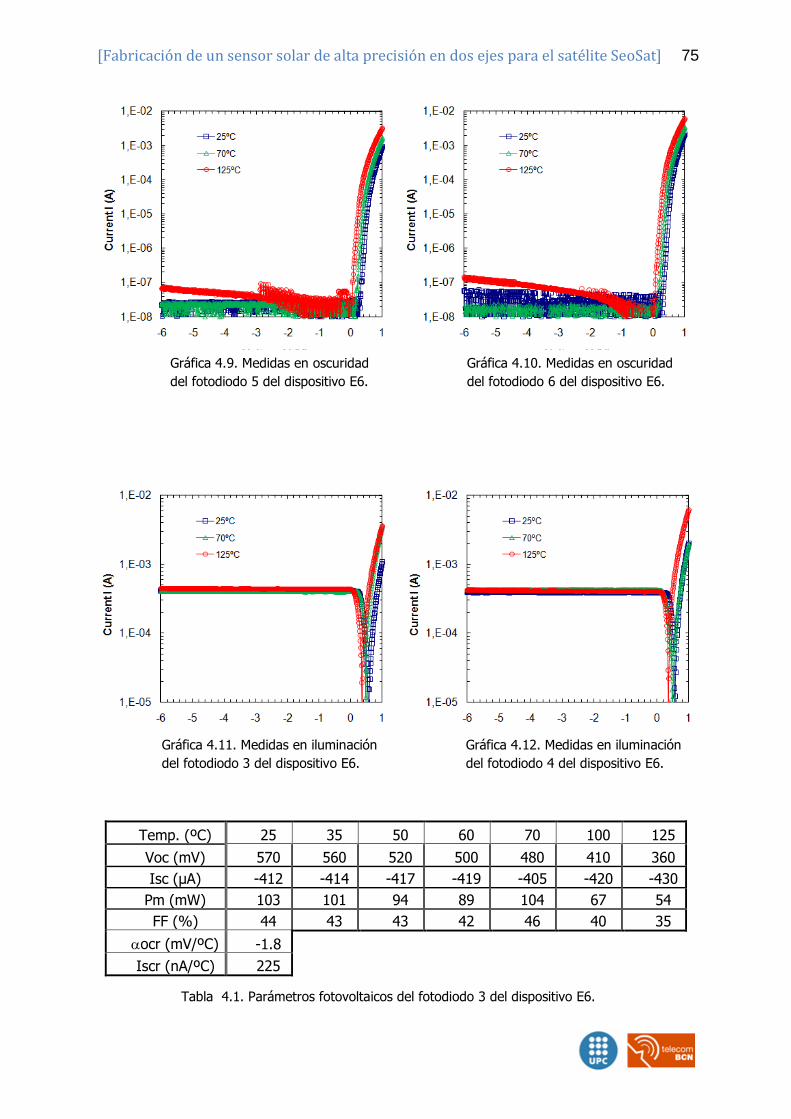
[Fabricación de un sensor solar de alta precisión en dos ejes para el satélite SeoSat] 75
Temp. (ºC) 25 35 50 60 70 100 125
Voc (mV) 570 560 520 500 480 410 360
Isc (µA) -412 -414 -417 -419 -405 -420 -430
Pm (mW) 103 101 94 89 104 67 54
FF (%) 44 43 43 42 46 40 35
ocr (mV/ºC) -1.8 Iscr (nA/ºC) 225
Gráfica 4.11. Medidas en iluminación
del fotodiodo 3 del dispositivo E6.
Gráfica 4.9. Medidas en oscuridad
del fotodiodo 5 del dispositivo E6. Gráfica 4.10. Medidas en oscuridad
del fotodiodo 6 del dispositivo E6.
Gráfica 4.12. Medidas en iluminación
del fotodiodo 4 del dispositivo E6.
Tabla 4.1. Parámetros fotovoltaicos del fotodiodo 3 del dispositivo E6.
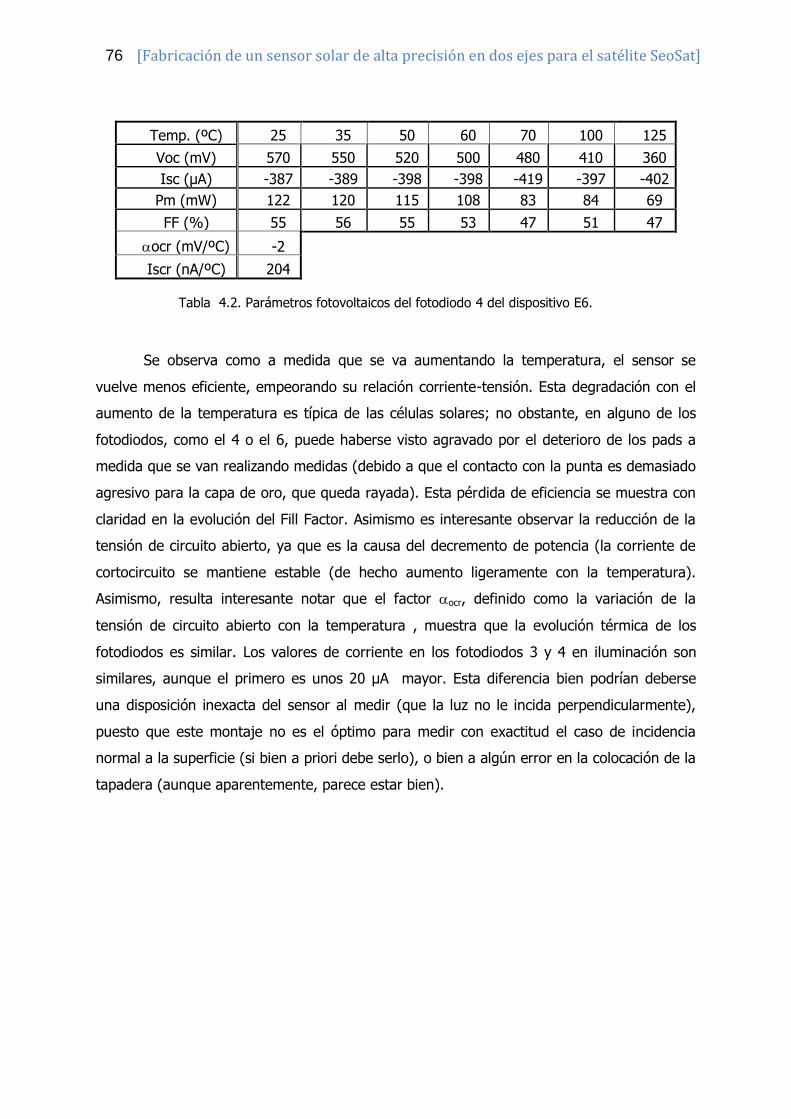
76 [Fabricación de un sensor solar de alta precisión en dos ejes para el satélite SeoSat]
Temp. (ºC) 25 35 50 60 70 100 125
Voc (mV) 570 550 520 500 480 410 360
Isc (µA) -387 -389 -398 -398 -419 -397 -402
Pm (mW) 122 120 115 108 83 84 69
FF (%) 55 56 55 53 47 51 47
ocr (mV/ºC) -2 Iscr (nA/ºC) 204
Se observa como a medida que se va aumentando la temperatura, el sensor se
vuelve menos eficiente, empeorando su relación corriente-tensión. Esta degradación con el
aumento de la temperatura es típica de las células solares; no obstante, en alguno de los
fotodiodos, como el 4 o el 6, puede haberse visto agravado por el deterioro de los pads a
medida que se van realizando medidas (debido a que el contacto con la punta es demasiado
agresivo para la capa de oro, que queda rayada). Esta pérdida de eficiencia se muestra con
claridad en la evolución del Fill Factor. Asimismo es interesante observar la reducción de la
tensión de circuito abierto, ya que es la causa del decremento de potencia (la corriente de
cortocircuito se mantiene estable (de hecho aumento ligeramente con la temperatura).
Asimismo, resulta interesante notar que el factor ocr, definido como la variación de la
tensión de circuito abierto con la temperatura , muestra que la evolución térmica de los
fotodiodos es similar. Los valores de corriente en los fotodiodos 3 y 4 en iluminación son
similares, aunque el primero es unos 20 µA mayor. Esta diferencia bien podrían deberse
una disposición inexacta del sensor al medir (que la luz no le incida perpendicularmente),
puesto que este montaje no es el óptimo para medir con exactitud el caso de incidencia
normal a la superficie (si bien a priori debe serlo), o bien a algún error en la colocación de la
tapadera (aunque aparentemente, parece estar bien).
Tabla 4.2. Parámetros fotovoltaicos del fotodiodo 4 del dispositivo E6.
[Fabricación de un sensor solar de alta precisión en dos ejes para el satélite SeoSat] 77
Capítulo 5: Conclusiones
El objetivo de este proyecto es la fabricación y validación del sensor multivectorsol;
un sensor solar de alta precisión en dos ejes de bajo consumo, tamaño y peso, capaz de
detectar la posición del sol con una alta precisión (presenta un error de ±0.05º) y con un
ángulo de visión FOV (Field Of View) de ±60º. Será integrado en el satélite SeoSat, para
formar parte del control de actitud, un sistema vital para su funcionamiento.
La realización de este proyecto ha servido para consolidar un protocolo de proceso
para la fabricación y caracterización del sensor solar. El protocolo original se desarrolló para
la fabricación del vectorsol (el modelo precedente al multivectorsol). En él se describían de
forma precisa los pasos a seguir en la fabricación de éste. El multivectorsol no sólo ha
supuesto una redefinición en cuanto al diseño y a las prestaciones ofrecidas, sino también
en lo referente a su fabricación. A partir de las innovaciones introducidas, de los resultados
(tanto intermedios como finales) obtenidos del desarrollo de sensores solares y de la
experiencia cosechada de los mismos, se ha revisado cada aspecto del protocolo original y
se ha modificado en la medida que requerida, con el objetivo de mejorar la calidad del
proceso (y en consecuencia del resultado final). Esta mejora se ha fundamentado,
principalmente, en la simplificación del proceso (reduciendo el número de pasos), en la
identificación de las etapas más críticas y en la búsqueda de soluciones alternativas para las
mismas.
Este esfuerzo ha sido recompensado con la obtención de un yield (dispositivos
válidos en relación al total) superior al 80%. Este resultado es doblemente satisfactorio, ya
que además de constituir un éxito en sí mismo, supone la superación del talón de Aquiles
del proceso de fabricación del vectorsol (el bajo yield).

78 [Fabricación de un sensor solar de alta precisión en dos ejes para el satélite SeoSat]

[Fabricación de un sensor solar de alta precisión en dos ejes para el satélite SeoSat] 79
Referencias bibliográficas
[1] Calderer, Josep. Prat, Lluís. "Dispositivos electrónicos y fotónicos: Fundamentos",
Ediciones UPC, 2006.
[2] Castañer, Luís. "Energía Solar Fotovoltaica", Ediciones UPC, 1992.
[3] Jackson, Kenneth. Schröter, Wolfang. "Handbook of Semiconductor
Technology",John Wiley & Sons 2000.
[4] López, Gema. "Sensor solar con tecnología de silicio", Memoria de Proyecto de Final
de Carrera, Mayo 2008.
[5] Ortega, Pablo. "Minisatélite Español (Nanosat 1B). Memoria Técnica. Proyecto
Vectorsol", Abril 2007.
[6] Ortega, Pablo. [et al.]. A Miniaturized Two Axis Sun Sensor for Attitude Control of
Nano-Satellites, IEEE Sensors Journal.
[7] Ortega, Pablo. Transparencias Tema 2 "La célula Solar Ideal. Física del dispositivo"


















