
Proyecto Fin de Carrera Ingeniería...
130
i Equation Chapter 1 Section 1 Proyecto Fin de Carrera Ingeniería Aeronáutica Modelado y resolución del problema de distribución óptima de piezas en un autoclave Autor: Daniel Dios Rubio Tutor: Pedro Luis González Rodríguez Cotutor: Manuel Alejandro Dios Rubio Dep. Organización Industrial y Gestión de empresas I Escuela Técnica Superior de Ingeniería Universidad de Sevilla Sevilla, 2015
Transcript of Proyecto Fin de Carrera Ingeniería...

i
Equation Chapter 1 Section 1
Proyecto Fin de Carrera Ingeniería Aeronáutica
Modelado y resolución del problema de distribución óptima de piezas en un autoclave
Autor: Daniel Dios Rubio
Tutor: Pedro Luis González Rodríguez
Cotutor: Manuel Alejandro Dios Rubio
Dep. Organización Industrial y Gestión de empresas I Escuela Técnica Superior de Ingeniería
Universidad de Sevilla
Sevilla, 2015


Proyecto Fin de Carrera Ingeniería Aeronáutica
Modelado y resolución del problema de distribución
óptima de piezas en un autoclave
Autor:
Daniel Dios Rubio
Tutor:
Pedro Luis González Rodríguez
Profesor titular
Cotutor:
Manuel Alejandro Dios Rubio
Becario FPI del Ministerio
Dep. Organización Industrial y Gestión de empresas I
Escuela Técnica Superior de Ingeniería
Universidad de Sevilla
Sevilla, 2015


A mi familia por su apoyo y ayuda incondicional.


i
Agradecimientos
En primer lugar me gustaría dar las gracias a mis padres, Manuel y Laura, por haberme apoyado
tanto a lo largo de mis estudios, proporcionándome e inculcándome la educación y los valores
necesarios para poder llegar hasta el día de hoy. También quiero agradecer a mis hermanos Manuel y
Carlos el estar siempre ahí cuando los he necesitado, ayudándome y aconsejándome en todo
momento.
También quiero dar las gracias a María Jesús por apoyarme siempre y ser capaz de soportarme y
animarme en los momentos difíciles.
Por último agradecer a Pedro Luis su paciencia y ayuda para poder desarrollar y escribir este
proyecto.
Daniel Dios Rubio
Sevilla, 2015


iii
Resumen
Las empresas dedicadas a la fabricación de materiales compuestos mediante autoclave, cuentan con
un número limitado de estos aparatos debido a su alto coste y dimensiones. Esto implica que el
proceso de curado en estos aparatos supone un cuello de botella en la fabricación de las piezas, pues
todas ellas deben curarse y, normalmente, no todas pueden ser procesadas a la vez en el autoclave.
Por ello, la optimización de este tratamiento se hace indispensable para permitir la manufactura de un
mayor número piezas de composite en un mismo tiempo obteniendo un mayor beneficio.
Por tanto, el objetivo de este proyecto de fin de carrera es el análisis y la optimización del problema
de distribución de piezas de material compuesto en autoclave para su curado, de manera que se
minimice el tiempo empleado en este proceso.


v
Abstract
Companies engaged in the manufacture of composite materials by autoclaving have a limited
number of these devices due to their high cost and dimensions. It implies that the curing process in
such equipment is a bottleneck in the production of parts because they all must be cured and usually
it is impossible to process them simultaneously in the autoclave.
Therefore, the optimization of this process is essential to obtain a greater number of manufacturing
composite parts with the purpose of obtaining a higher benefit.
Therefore, the objective of this project is the analysis and optimization of the distribution problem of
composite parts in an autoclave for their curing, so that time employed in this process is minimized.

Índice
Agradecimientos i
Resumen iii
Abstract v
Índice vi
Índice de Tablas ix
Índice de Figuras xi
1 Objetivo del proyecto 1
1.1 Objeto del Proyecto 1
1.2 Justificación del proyecto 2
1.3 Sumario 4
2 Descripción del proceso tecnológico 5
2.1 Materiales compuestos 5
2.1.1 Propiedades 6
2.1.2 Clasificación 7
2.1.3 Aplicaciones 10
2.2 Fabricación de materiales compuestos 11
2.2.1 Selección de material 11
2.2.2 Selección de utillaje 12
2.2.3 Efectos de la expansión térmica 13
2.2.4 Procesado: métodos de fabricación 13
2.2.5 Costes de fabricación 14
2.3 Métodos de fabricación 14
2.3.1 Procesos en molde abierto 15
2.3.2 Procesos en molde cerrado 17

vii
2.3.3 Bobinado de filamentos 19
2.3.4 Procesos de pultrusión 19
2.4 Control de calidad 20
2.4.1 Recepción de material 20
2.4.2 Verificación de los procesos de fabricación 21
2.4.3 Verificación de las piezas terminadas 23
3 Curado en autoclave 25
3.1 El autoclave 25
3.1.1 Carcasa principal y sistema de cierre 26
3.1.2 Sistema de circulación de aire 27
3.1.3 Sistema de calentamiento 27
3.1.4 Sistema de enfriamiento 27
3.1.5 Sistema de presurización 28
3.1.6 Sistema de vacío 28
3.1.7 Sistema de carga 28
3.1.8 Sistema eléctrico 28
3.1.9 Sistemas de control 29
3.2 Proceso de curado 29
3.2.1 Preparación de las piezas 29
3.2.2 Etapas 31
3.2.3 Variables 32
4 Revisión bibliográfica 35
4.1 Problemas de empaquetamiento 35
4.2 Características 36
4.3 Tipologías 38
4.4 Problemas de carga de contenedores 43
4.5 Problemas de empaquetamiento rectangular en dos dimensiones 44
5 Modelo matemático 47
5.1 Introducción 47
5.2 Punto de partida 48
5.2.1 Autoclave 48

5.2.2 Características generales de los materiales a procesar 49
5.2.3 Ciclo de curado 50
5.2.4 Utillaje 50
5.2.5 Definición de piezas 52
5.2.6 Definición de los coeficientes de penalización 52
5.3 Particularizaciones 56
5.3.1 Descripción de las posiciones dentro del autoclave 56
5.3.2 Asignación de las penalizaciones 59
5.4 Hipótesis 61
5.5 Modelo general 62
5.5.1 Variables y parámetros 62
5.6 Modelo matemático 67
5.7 Particularidades 71
5.7.1 Piezas ′ 71
5.7.2 Matriz de penalizaciones 73
6 Simulaciones 75
6.1 Casos estudiados 75
6.1.1 Primer lote 76
6.1.2 Segundo lote 82
6.1.3 Tercer lote 86
7 Conclusiones y futuras líneas de investigación 89
7.1 Conclusiones 89
7.2 Futuras líneas de investigación 90
8 Bibliografía 93
Anexos 99
A. CuOp 99
A.1 Introducción 99
A.2 Descripción de la herramienta 99
A.3 Formato de archivos 106

ix
ÍNDICE DE TABLAS
Tabla 2-1. Comparación de materiales convencionales y laminados cross-ply [22]. 6
Tabla 2-2. Diferencias de fabricación entre termoestables y termoplásticos [26] 12
Tabla 4-1. Características principales de los problemas de empaquetamiento [52]. 38
Tabla 4-2. Clasificación esquemática de los tipos intermedios de problemas: minimización
del valor de salida [54]. 42
Tabla 5-1. Propiedades de los preimpregnados estudiados. 49
Tabla 5-2. Clasificación de piezas según los análisis en [18]. 52
Tabla 5-3. Definición de los coeficientes de penalización asociados al tipo de pieza. 54
Tabla 5-4. Definición de los coeficientes de penalización asociados a la posición x. 54
Tabla 5-5. Definición de los coeficientes de penalización asociados a la posición y. 54
Tabla 5-6. Definición de los coeficientes de penalización asociados a la posición z. 55
Tabla 5-7. Definición de los coeficientes de penalización relativos a la interferencia de
piezas contiguas. 55
Tabla 5-8. Análisis del número de variables binarias existentes en el modelo. 70
Tabla 5-9. Análisis del número de restricciones del modelo. 71
Tabla 5-10. Distribución ante la existencia de piezas ′. 72
Tabla 6-1. Lista de piezas correspondiente al primer lote simulado. 76
Tabla 6-2. Código de colores seguido en las representaciones. 79
Tabla 6-3. Penalizaciones asociadas a las dos piezas críticas del lote 1. 80
Tabla 6-4. Retrasos alcanzados por las piezas del lote 1. 82
Tabla 6-5. Lista de piezas correspondiente al segundo lote simulado. 83

Tabla 6-6. Retrasos alcanzados por las piezas del lote 2. 85
Tabla 6-7. Lista de piezas correspondiente al tercer lote simulado. 86
Tabla 6-8. Retrasos alcanzados por las piezas del lote 3. 88
Tabla A-1. Código de colores seguido en las representaciones. 105
xi
ÍNDICE DE FIGURAS
Figura 1-1. Diagrama de flujo en la fabricación de composites [9]. 1
Figura 2-1. Clasificación del material en función de su matriz. 8
Figura 2-2. Distintos tipos de refuerzo de composites [20]. 8
Figura 2-3. Clasificación del material en función del tipo de refuerzo. 9
Figura 2-4. Clasificación de los materiales compuestos según tipo de refuerzo [22]. 9
Figura 2-5. Flujo en la fabricación de una pieza de laminados de material compuesto. 11
Figura 2-6. Cintas de preimpregnado (prepreg) de boro y epoxi [33]. 14
Figura 2-7. Esquema del aplicado manual (izquierda) y el aplicado por dispersión (derecha)
[33]. 16
Figura 2-8. Esquema de moldeo por bolsa de vacío (izquierda) y bolsa de presión (derecha)
[33]. 17
Figura 2-9. Procesado de una pieza en autoclave [33]. 17
Figura 2-10. Esquema del proceso de moldeo por transferencia de resina [35]. 18
Figura 2-11. Esquema del proceso de bobinado de filamentos mediante bobinado húmedo
[33]. 19
Figura 2-12. Esquema del proceso de pultrusión [33]. 20
Figura 3-1. Etapas en la fabricación de materiales compuestos [38]. 25
Figura 3-2. Autoclave situado en las instalaciones de Airbus en Brighton (Reino Unido)
[42]. 26
Figura 3-3. Esquema del orden de las capas en la preparación de las piezas [44]. 30
Figura 3-4. Ciclo típico de temperatura y presión durante el curado en autoclave [44]. 31
Figura 3-5. Variables del proceso de curado [36] 32

Figura 4-1. Ejemplo de “cutting problem” en la manufactura de materiales compuestos [38]. 36
Figura 4-2. Tipos básicos de problemas [54]. 42
Figura 4-3. Tipos intermedios del problema bin packing [54]. 43
Figura 5-1. Vista frontal (a) y lateral (b) de los carros [18]. 48
Figura 5-2. Esquema de flujo del nitrógeno en el autoclave [18]. 49
Figura 5-3. Perfiles de curado representativos medidos durante un ciclo de curado en
autoclave. 50
Figura 5-4. Utillaje tipo a [18]. 51
Figura 5-5. Utillaje tipo b [18]. 51
Figura 5-6. Utillaje tipo c [18]. 51
Figura 5-7. Código de posiciones y sistema de coordenadas seguido para definir las
penalizaciones en [18]. 53
Figura 5-8. Sistema de referencia general. 56
Figura 5-9. Configuración de los carros en el autoclave. 57
Figura 5-10. Configuración de los pisos en cada carro. 57
Figura 5-11. Configuración de las bandejas de cada piso. 57
Figura 5-12. Posibles posiciones de las piezas en el eje z. 58
Figura 5-13. Posibles posiciones de las piezas en el eje x. 58
Figura 5-14. Posibles posiciones de las piezas. 59
Figura 5-15. Penalizaciones asignadas a cada zona del autoclave ( ∙ ∙ ). 60
Figura 5-16. Ejemplo de colocación de una pieza. 60
Figura 5-17. Largo y ancho de las piezas en función de sus dimensiones. 63
Figura 5-18. Sistema de referencia empleado en el modelo desarrollado. 64
Figura 5-19. Sistema de referencia en las bandejas de los tres primeros pisos. 65
Figura 5-20. Sistema de referencia en las bandejas del cuarto piso. 66
Figura 5-21. Posición relativa entre piezas. 66
Figura 5-22. Casos diferentes en función de la altura de la mayor pieza ′. 73

xiii
Figura 5-23. Esquema de la estructura de la matriz Achlmn. 73
Figura 6-1. Dimensiones totales de las piezas (a x b x h). 78
Figura 6-2. Distribución óptima de las piezas en el autoclave para el lote 1. 79
Figura 6-3. Distribución óptima de las piezas en el autoclave para el lote 2. 84
Figura 6-4. Distribución óptima de las piezas en el autoclave para el lote 3. 87
Figura A-1. Pestaña Input de CuOp. 101
Figura A-2. Panel de configuración del autoclave de CuOp. 101
Figura A-3. Panel de información del lote de CuOp. 102
Figura A-4. Interfaz de espera de CuOp. 103
Figura A-5. Aviso de la existencia de piezas α′. 103
Figura A-6. Aviso de las modificaciones en el autoclave para procesar las piezas α′. 103
Figura A-7. Interfaz de CuOp una vez encontrada la solución óptima. 104
Figura A-8. Pestaña “Part information” del programa CuOp. 105
Figura A-9. Pestaña “Time” del programa CuOp. 106
Figura A-10. Pestaña “Positions” del programa CuOp. 106
Figura A-11. Estructura del archivo de entrada de CuOp. 108
Figura A-12. Hoja “Summary” del archivo de salida de CuOp. 109
Figura A-13. Hoja “Parts” del archivo de salida de CuOp. 109
Figura A-14. Hoja “Time” del archivo de salida de CuOp. 110
Figura A-15. Hoja “Positions” del archivo de salida de CuOp. 110


1
1 OBJETIVO DEL PROYECTO
n este capítulo se expondrá el porqué del proyecto, explicando su objetivo principal y la forma
en que se aborda. También se justificará la temática elegida y su interés en la actualidad. Por
último, se presenta un breve sumario mostrando cómo se estructurará el trabajo desarrollado.
1.1 Objeto del Proyecto
El objetivo de este proyecto de fin de carrera es el análisis y la optimización del problema de
distribución de piezas de material compuesto en autoclave para su curado, de manera que se
minimice el tiempo empleado en este proceso, ya que generalmente supone un cuello de botella en la
fabricación de componentes de material compuesto. Este proceso es fundamental debido a su alto
coste tanto económico como a nivel de tiempo y técnica. Su coste económico se refleja en el alto
valor de las piezas a las que se aplica. Cualquier desajuste o mal funcionamiento del mismo podría
suponer la pérdida de lotes enteros con el desembolso económico que ello supone. El coste de tiempo
(muy relacionado con el económico) también es claro pues los tiempos de curado de las piezas de
material compuesto suelen ser muy largos comparados con el resto de etapas de su fabricación. En lo
que respecta a la técnica, como se verá en capítulos posteriores, el curado en autoclave es un proceso
muy complejo lo que supone que la puesta a punto del autoclave es complicada, ya que se debe ser
muy cuidadoso al elegir la curva de temperatura y presión que se aplicará para cada lote procesado.
Figura 1-1. Diagrama de flujo en la fabricación de composites [9].
E

Objetivo del proyecto 2
El objetivo del proyecto se ha abarcado dividiéndolo en los siguientes objetivos específicos:
1. Estudio del proceso tecnológico.
2. Revisión y análisis de la literatura en busca de procesos y problemas similares en los que se
trate la colocación de piezas dentro de un volumen o superficie específicos.
3. Modelado y particularización para el caso que se estudia.
4. Ejecución de simulaciones para comprobar la validez del modelo.
Por lo tanto, para la consecución del objetivo se ha llevado a cabo un exhaustivo estudio de las
contribuciones realizadas hasta la fecha en lo relacionado a la optimización del proceso de curado de
composites (prestando especial atención a aquellos en los que el autoclave es el recurso principal).
Además también se han estudiado diversos problemas cuyo objetivo es la colocación óptima de
piezas dentro de un volumen o superficie (problemas de empaquetamiento).
A partir de estos análisis se ha diseñado un software a través del cual se permite, partiendo de las
dimensiones y características de las piezas, determinar de manera rápida y sencilla, cuál es la
distribución óptima de carga en el autoclave, de forma que el curado de los diferentes lotes de piezas
se realice en el menor tiempo posible. Para ello, ha sido necesaria la creación de algunos modelos
matemáticos y desarrollos informáticos que serán descritos en los capítulos posteriores.
Una vez desarrollado el software, se han realizado una serie de simulaciones para comprobar que el
desarrollo teórico no se aleja de la realidad y constatar la utilidad del proyecto.
1.2 Justificación del proyecto
En cualquiera de los múltiples procesos existentes para la fabricación de materiales compuestos se
pueden distinguir dos fases claramente diferenciadas: la configuración del laminado y el curado. La
optimización del proceso de fabricación de estos materiales se puede plantear, por tanto, con un
enfoque en cualquiera de estas dos fases.
En particular, las empresas dedicadas a la fabricación de materiales compuestos mediante autoclave,
cuentan con un número limitado de estos aparatos debido a su alto coste y dimensiones (ya que
pueden llegar a abarcar un volumen de hasta 2321 m3). Esto implica que el proceso de curado en
autoclave supone un cuello de botella en la fabricación de las piezas, pues todas ellas deben curarse
y, normalmente, no todas pueden ser procesadas a la vez. Por ello, la optimización de este
tratamiento se hace indispensable para permitir la manufactura de un mayor número piezas de
composite en un mismo tiempo, obteniendo así un mayor beneficio.
El principal problema que se presenta es el modelado del curado de las piezas [1, 2, 3, 4, 5, 6, 7, 8] ya

Modelado y resolución del problema de distribución óptima de piezas en un autoclave
3
que no es algo trivial, pues necesita de un amplio conocimiento del comportamiento de los materiales
compuestos. , así como de otros campos tales como la transmisión de calor y la mecánica de fluidos.
El presente proyecto, como ya se ha comentado, se centra en la optimización de la distribución de las
piezas para que su curado en autoclave se realice en el menor tiempo posible. La optimización del
proceso de curado puede abordarse generalmente desde dos puntos de vista:
Optimización del proceso mediante su control en tiempo real.
Optimización del proceso de curado a priori.
El primer procedimiento consiste en el control, en tiempo real, de las variables que entran en juego
en el interior del autoclave (temperatura, presión,…), para así conseguir el curado de las piezas de la
forma más rápida posible [10, 11].
La segunda forma, por su parte, emplea modelos teóricos de transmisión de calor y balance de
masas para determinar, diseñar y aplicar el ciclo de curado más óptimo, desde el punto de vista del
tiempo [12, 13, 14, 15, 16, 17].
Ambos procedimientos de optimización cuentan con el inconveniente de modificar los ciclos de
curado impuestos y aprobados por la autoridad de control, de tal forma que su utilización no es
aceptable desde el punto de vista de los exhaustivos controles de calidad existentes en la fabricación
de materiales compuestos en el sector aeronáutico.
Es por ello, que el presente proyecto se basará en un procedimiento que no supone modificación
alguna en los ciclos de curado aprobados por la norma, lo que garantiza su aprobación por la
autoridad competente. Dicho método resulta distinto e innovador respecto a los dos anteriores, y se
basa en el estudio de las posiciones que deben ocupar las distintas piezas de material compuesto, en
función de su composición y características geométricas, para reducir el tiempo del proceso de
curado [18, 19].
A partir de los estudios de Maffezzolli y Grieco [18], en este proyecto se desarrollará un nuevo
modelo matemático más complejo y realista que el propuesto en [18], que permitirá, sabiendo cómo
son las piezas de las que se dispone, colocarlas en el autoclave de tal manera que el tiempo de
funcionamiento del autoclave sea mínimo, permitiendo así la entrada de un nuevo lote lo antes
posible. El problema se planteará como uno de empaquetamiento en el que se trata de colocar de
forma óptima las piezas sobre las bandejas disponibles dentro del autoclave. Para ello se elabora un
modelo entero mixto a partir del trabajo realizado por C. S. Chan, S. M. Lee y Q. S. Shen [57], con
algunas modificaciones y particularizaciones que consigan resolver el caso particular que se presenta.

Objetivo del proyecto 4
1.3 Sumario
El proyecto se estructura en ocho capítulos y un anexo. El primer capítulo, el actual (capítulo 1),
presenta el objeto del proyecto así como una justificación de por qué se ha llevado a cabo y un
sumario con el contenido del resto de capítulos.
El capítulo 2 describe el contexto en el que está situado el proyecto, detallando algunos de los
conceptos y proporcionando un conocimiento general del ámbito en el que se desenvuelve el trabajo.
El capítulo 3 profundiza más en el entorno del problema, describiendo el funcionamiento del
autoclave y explicando los procesos y fases a tener en cuenta en el curado de piezas.
El capítulo 4 describe en qué consisten algunos problemas de empaquetamiento o packing problems
sobre los que se basa la elaboración del modelo propuesto en este proyecto.
El capítulo 5 presenta de manera resumida el punto de partida y algunas particularizaciones que se
han seguido para llevar a cabo el objetivo del proyecto, desarrollando en profundidad el modelo
propuesto y describiendo claramente todas sus partes y componentes.
El capítulo 6 describe las simulaciones que se han llevado a cabo para poner de manifiesto la utilidad
del presente proyecto. En él aparecen los casos que se han simulado, describiendo las
particularidades de cada uno de ellos.
El capítulo 7 expone las conclusiones del proyecto y un conjunto de futuras líneas de investigación.
El capítulo 8 presenta la bibliografía empleada en este trabajo.
Por último en el anexo se puede encontrar una descripción del software creado y que se ha empleado
para llevar a cabo las simulaciones del capítulo 6.

5
2 DESCRIPCIÓN DEL PROCESO TECNOLÓGICO
n este capítulo se trata de atajar parte del primer objetivo específico del proyecto fijado en el
capítulo 1.1. Para ello se procede a estudiar el proceso tecnológico de fabricación de piezas de
materiales compuestos. Se comenzará con una visión general de qué son los materiales compuestos
(tipos, peculiaridades…) para luego pasar a describir algunos métodos de fabricación y controles de
calidad existentes a lo largo de todo el proceso.
2.1 Materiales compuestos
Se suele definir el material compuesto como “una combinación macroscópica de dos o más
materiales distintos, existiendo una interfaz reconocible entre ellos” [20]. Este material, también
denominado “composite” y empleado a lo largo de la historia [21], está compuesto generalmente por
dos fases: el refuerzo (fibras o partículas dispersas) y la matriz.
La matriz se encarga de transmitir la carga a los refuerzos y proporcionarles protección y cohesión,
permitiendo que mantengan su posición correcta. Los refuerzos, por su parte, son los encargados de
soportar la mayor parte de las cargas incrementando la resistencia y rigidez mecánica del material,
además de mejorar el comportamiento altas temperaturas y a abrasión.
Los materiales compuestos consiguen obtener propiedades que no podrían ser alcanzadas por los
constituyentes que lo componen de forma aislada. Es por esta razón que en los últimos años este tipo
de materiales han experimentado una importante expansión en la industria, especialmente la
aeronáutica. Las propiedades [22] que suelen ser de interés en estos materiales son:
Resistencia mecánica, a corrosión y a abrasión.
Peso.
Aislamiento térmico y acústico.
Rigidez.
Vida a fatiga.
Además de por sus cualidades estructurales, también son ampliamente utilizados por sus aplicaciones
E

Descripción del proceso tecnológico 6
eléctricas, térmicas, tribológicas y medioambientales. Comparándolos con otros materiales se hace
evidente el porqué de su auge. En la tabla 2-1 puede observarse como los materiales compuestos
reforzados con fibra son muy superiores a los convencionales en rigidez y resistencia específica,
principal ventaja que los diferencia de sus competidores. Esto implica que permiten la fabricación de
estructuras de un peso muy inferior a las convencionales, aspecto muy importante en industrias como
la aeroespacial.
Tabla 2-1. Comparación de materiales convencionales y laminados cross-ply [22].
Material
Fracción
en
volumen
de fibra
( ) (%)
Módulo de
elasticidad
(E) (GPa)
Resistencia
a la tracción
( ) (GPa)
Densidad ( )
( / )
Módulo
específico
(E/ )
Resistencia
específica
( / )
Acero - 210 0.45-0.83 7.8 26.9 0.058-0.106
Aluminio
2024-T4 - 73 0.41 2.7 27 0.152
6061-T6 - 69 0.26 2.7 25.5 0.096
Vidrio (E)-Epoxy 57 21.5 0.57 1.97 10.9 0.26
Kevlar 49-Epoxy 60 40 0.8 1.40 29.0 0.57
Carbono-Epoxy 60 83 0.97 1.54 53.9 0.63
2.1.1 Propiedades
Las propiedades de los materiales compuestos, que están determinadas por las características de su
matriz y por las cualidades y distribución de su refuerzo, pueden resumirse según [23] en:
Elevada resistencia y módulo específicos.
Anisotropía: las propiedades del material varían en todas las direcciones en función de su
composición y disposición.
Buena resistencia a la fatiga: los materiales compuestos reforzados con fibra tienen unas
buenas características de propagación de grietas lo que les confiere una buena resistencia a
esfuerzos de fatiga.

Modelado y resolución del problema de distribución óptima de piezas en un autoclave
7
Buenas propiedades antivibración: debido a su alto módulo, los compuestos con fibras tienen
unas altas frecuencias de resonancia que reducen las roturas frágiles.
Flexibilidad de diseño: se pueden obtener materiales con propiedades distintas en función de
las necesidades ingenieriles que se presenten.
2.1.2 Clasificación
Existe tal variedad de materiales compuestos que resulta difícil realizar una clasificación de
aceptación general, sobre todo teniendo en cuenta la enorme cantidad de criterios a los que se puede
recurrir para tal finalidad.
Una clasificación comúnmente empleada [20] distingue entre dos niveles a la hora de catalogar los
materiales compuestos. El primer nivel de clasificación se realiza respecto al constituyente de la
matriz y está compuesto por tres grupos principales:
Compuestos de matriz orgánica (OMCs): en este grupo se incluyen dos clases más, los
composites de matriz polimérica y los de matriz de carbono.
o Matrices poliméricas: se trata de compuestos orgánicos de cadenas muy largas
formadas por la unión de moléculas cortas (monómeros). Pueden ser:
Termoplásticos: se caracterizan por su alta viscosidad y su capacidad de ser
reciclados (recalentados).
Termoestables: de baja viscosidad, precisan ser curados. Este curado será el
que se analice en este proyecto.
Compuestos de matriz metálica (MMCs): formados por materiales como aluminio, titanio o
magnesio.
Compuestos de matriz cerámica (PMCs): incluyen sólidos inorgánicos no metálicos.
Dichos grupos, a su vez, pueden dividirse en otros subgrupos dependiendo de sus constituyentes
particulares como puede apreciarse en la figura 2-1.

Descripción del proceso tecnológico 8
Figura 2-1. Clasificación del material en función de su matriz.
El segundo nivel de clasificación se centra en las fibras o partículas que se emplean de refuerzo para
el material. Algunos grupos de este nivel se presentan a continuación:
Refuerzo con partículas: se refiere a aquellos refuerzos cuyas dimensiones son iguales en
todas las direcciones (esferas, varillas…).
Refuerzo con whiskers/fibras cortas: se trata de pequeños filamentos (prácticamente
monocristales) producidos de tal forma que están casi libres de defectos.
Laminados de fibra continua: son aquellos refuerzos que tienen una dimensión mucho mayor
que las otras dos. Son los más comunes.
Tejidos: fibras trenzadas y entrelazadas, normalmente de forma perpendicular.
Figura 2-2. Distintos tipos de refuerzo de composites [20].
Tanto en uno como en otro nivel de clasificación, los materiales tendrán distintas propiedades en
Clasificación según matriz
Orgánica (OMCs)
Matriz polimérica
Termoplásticos Termoestables
Matriz de carbono
Metálica (MMCs)
Cerámica (PMCs)

Modelado y resolución del problema de distribución óptima de piezas en un autoclave
9
función de a qué grupo pertenezcan y de qué constituyentes se compongan.
Figura 2-3. Clasificación del material en función del tipo de refuerzo.
Otra posible clasificación podría ser la propuesta en [22], que distingue principalmente entre
materiales compuestos reforzados con fibras y con partículas (figura 2-4). Como puede observarse,
una clasificación no excluye a la otra, sino que ambas se pueden combinar a la hora de referirse a un
material compuesto en concreto sin ninguna dificultad.
Figura 2-4. Clasificación de los materiales compuestos según tipo de refuerzo [22].
Dentro de la gran variedad de materiales compuestos que se han expuesto, este proyecto y los
sucesivos capítulos, se centrarán en aquellos formados por matriz polimérica (matriz orgánica) y
refuerzo constituido por fibras continuas, en los que se hace necesario un proceso de curado para su
fabricación.
Clasificación según refuerzo
Partículas WhiskersFibra
continuaTejido
Materiales compuestos
Reforzados con fibra
Una sola capa
Fibra continua
Refuerzo unidireccional
Refuerzo bidireccional
Fibra Discontinua
Orientación preferente
Orientación aleatoria
Multicapa
Laminados
Híbridos
Reforzados con partículas
Orientación aleatoria
Orientación preferente

Descripción del proceso tecnológico 10
2.1.3 Aplicaciones
El uso de los materiales compuestos se puede encontrar en diversos ámbitos de la industria y la
ingeniería. Sin embargo, el costo real de su fabricación y puesta en servicio ha condicionado en parte
su utilización. Únicamente en situaciones en que el factor peso sea muy importante (ingeniería
aeroespacial) o en las que el precio no sea un obstáculo, o el procedimiento de fabricación esté muy
mecanizado, es cuando los materiales compuestos han supuesto una irrupción importante en el
mercado.
Algunas aplicaciones de estos materiales [24] se recogen a continuación:
En la industria aeronáutica, la utilización de materiales compuestos de alta tecnología (resina epoxy
con fibras de carbono, boro o Kevlar) se ha incrementado de forma progresiva a lo largo de los años,
fundamentalmente en alas, hélices, fuselajes y tren de aterrizaje. Así, mientras que en el Airbus A300
(año 1974) el porcentaje de peso de material compuesto respecto al total del avión era del 6%, en el
Airbus A310-200 (año 1982) era del 8% y en el A320 (año 1988) se acerca al 20% [22]. En los
últimos diseños, este porcentaje es aún más alto llegando a sobrepasar el 50% del peso total de la
aeronave (A350 y B787) [25].
En la industria automovilística, el uso de los materiales compuestos supone una reducción de peso,
que se traduce en una mayor conservación de energía y en un importante ahorro de combustible. Sin
embargo, el coste de estos materiales comparado con el de los metales normalmente empleados, hace
que su uso no sea muy extendido. Aun así, se pueden encontrar materiales compuestos en parrillas,
parachoques, ballestas y bastidores de asiento de diversos automóviles.
En ingeniería naval se emplea, sobre todo, en cubiertas y mástiles de embarcaciones aunque también
existen aplicaciones en estructuras marinas y submarinas.
En la industria química se utilizan cada vez más en conducciones y recipientes a presión,
consiguiendo capas internas de resinas de propiedades específicas adecuadas frente a agentes
químicos.
En bio-ingeniería, los materiales compuestos tienen importantes aplicaciones ya que se emplean en la
fabricación de placas de fijación de fracturas, prótesis de cadera, prótesis mandibular y maxilar, etc.
Dentro de la industria deportiva y de recreo, los materiales compuestos han sido empleados en una
amplia variedad de equipamiento para todo tipo de deportes y actividades recreativas (palos de golf,
raquetas de tenis, canoas, esquíes, pértigas, bicicletas, etc.).
En el sector de la ingeniería civil, los materiales compuestos tienen importantes aplicaciones en la
construcción de nuevas estructuras, su reparación y rehabilitación y en elementos arquitectónicos.

Modelado y resolución del problema de distribución óptima de piezas en un autoclave
11
En la industria eléctrica, existe un uso extendido de los compuestos debido a sus buenas propiedades
aislantes, empleándose para fabricar paneles, cajas de interruptores, soportes, etc.
También hay un uso extendido de estos materiales en el sector doméstico, pudiéndolos encontrar en
muchos artilugios de cocina, cascos de motocicleta, carcasas de televisiones y ordenadores y
muebles.
2.2 Fabricación de materiales compuestos
Los procesos de fabricación y utillaje determinan en gran medida el éxito y el coste de un
componente de material compuesto, siendo por ello considerados como una parte integral dentro del
proceso de diseño de composites.
La fabricación de materiales compuestos (de matriz orgánica), como se puede observar en la figura
2-5, se puede dividir en varios bloques [26], cada uno de ellos sujeto a una serie de controles de
calidad que aseguran la conformidad de las propiedades finales del material, ya que estas dependen
directamente de la calidad de la manufactura realizada.
Figura 2-5. Flujo en la fabricación de una pieza de laminados de material compuesto.
Uno de las principales dificultades que presenta la fabricación de materiales compuestos a la hora de
abaratar costes, es la automatización del proceso, ya que muchas labores deben ser realizadas a
mano. Es por ello que muchos de los esfuerzos de investigación actualmente se encuentran dirigidos
a tal objetivo [27].
Para la manufactura de materiales compuestos de matriz orgánica hay que tener en cuenta los
siguientes factores [26].
2.2.1 Selección de material
A la hora de elegir el material a utilizar para la fabricación de un componente de material compuesto
es preciso considerar los siguientes elementos:
Coste de la materia prima.
Requisitos del material
• Aceptación del lote
Requisitos del proceso
•Colocación de láminas
•Embolsado en vacío
•Curado
•Inspección
Ensamblaje

Descripción del proceso tecnológico 12
Facilidad de procesamiento, fabricación y manipulación.
Disponibilidad.
Diversas fuentes del material.
Capacidad de ser utilizado en procesos de manufactura automatizada.
Las especificaciones del material incluyen:
Cualificación o aprobación de la fuente del material.
Aceptación de los requerimientos del material entrante.
La forma que se le dará al material es muy variada, ya que puede adoptar tantas formas como, por
ejemplo, alguna de las descritas anteriormente en el apartado 2.1.2.
Dentro de la variedad de polímeros [28], también hay que tener en cuenta si se trabaja en la matriz
con termoestables (serán los que se empleen en este proyecto) o termoplásticos pues, aunque sus
procesos de fabricación son muy similares, presentan algunas diferencias (tabla 2-2).
Tabla 2-2. Diferencias de fabricación entre termoestables y termoplásticos [26]
Termoestables Termoplásticos
Reacción química Si No
Rango de temperatura 121-204 ºC 260-427 ºC
Tiempo del ciclo 3-7 horas Incluso menor de 30 min
Viscosidad Baja Alta
Presión requerida 50-100 psi 200 psi o mayor
Fabricación Lotes Lotes o continua
Tasa de desechos Alta Baja (reciclado)
2.2.2 Selección de utillaje
Una de las claves importantes en la fabricación de composites es el empleo de un utillaje adecuado
[29, 30]. Al elegir el utillaje a emplear, hay que tener en cuenta una serie de factores para facilitar y
conseguir un correcto desarrollo del compuesto. Algunos de los más importantes se presentan a
Modelado y resolución del problema de distribución óptima de piezas en un autoclave
13
continuación:
La configuración de la pieza y el proceso de curado son los factores más importantes en la
elección del utillaje.
Coste, repetitividad, durabilidad y posibilidad para desarrollos futuros.
Laminado de la pieza, sistema de vacío, requisitos de tolerancia, efecto de la expansión
térmica, adhesión de superficies en contacto, tamaño de la pieza a curar…
2.2.3 Efectos de la expansión térmica
La expansión térmica resulta ser un factor muy significativo ya desde el diseño, debido a que:
El coeficiente de expansión térmica (CTE) de los composites es direccional y varía según la
orientación de las fibras [31].
Muchos composites tienen un CTE cercano a 0 en la dirección de las fibras y se pueden
generar tensiones en las uniones con metales.
Para reducir el efecto de este fenómeno se deben seguir los siguientes procedimientos:
El laminado simétrico debe ser siempre usado para minimizar el alabeo y las deflexiones de
las láminas.
Debe incrementarse el valor de CTE en la dirección 0º aumentando las capas de 90º en el
laminado.
Se deben adaptar los laminados según el CTE que sea requerido.
2.2.4 Procesado: métodos de fabricación
La selección del proceso de fabricación depende de la configuración de la pieza, los requisitos del
diseño y de las posibilidades de fabricación con las que se cuente. Existen numerosos procesos de
fabricación para la manufactura de materiales compuestos. Dichas técnicas se identifican por las
instalaciones que se requieren o por el utillaje que emplean. Cada una de ellas tiene sus ventajas e
inconvenientes, resultando de vital importancia conocerlas a fondo para así escoger el proceso que
más se adapte al tipo de pieza que se quiera fabricar. Por ejemplo, una pieza fabricada empleando un
ciclo de curado en autoclave tendría unas propiedades diferentes si se fabricase mediante RTM [32].
Es por esto, que en el apartado 2.3 se comentarán algunos métodos con más detalle.
La elección de uno u otro proceso de fabricación debe hacerse según los siguientes parámetros:

Descripción del proceso tecnológico 14
El tipo de material compuesto y la forma en la que se encuentra (se suelen emplear
preimpregnados). Los prepregs o preimpregnados son estructuras de fibras impregnadas con
resinas reactivas listas para ser utilizadas, a las cuales se les ralentiza el proceso de
reticulación almacenándolas a bajas temperaturas.
El utillaje.
La severidad de las tolerancias.
La posibilidad de fabricar la pieza como una única parte.
La posibilidad de automatizar el proceso.
Figura 2-6. Cintas de preimpregnado (prepreg) de boro y epoxi [33].
2.2.5 Costes de fabricación
A parte de la disminución de peso que suponen, los costes de fabricación de estos materiales se han
convertido en un motivo determinante en el fracaso o éxito de un diseño. Algunos de los factores que
intervienen en estos costes son las elecciones de material, proceso, etc. que se han comentado
anteriormente.
2.3 Métodos de fabricación
Una vez comentados algunos de los aspectos más importantes que hay que tener en cuenta a la hora
de fabricar materiales compuestos (OMCs), se procede ahora a hacer una breve descripción de
algunos de los métodos de fabricación de materiales compuestos con fibra más empleados en la
industria [33].

Modelado y resolución del problema de distribución óptima de piezas en un autoclave
15
2.3.1 Procesos en molde abierto
La característica distintiva de este tipo de procesos es la existencia de una sola superficie de molde
positivo o negativo para producir estructuras laminadas. Los materiales iniciales (resinas, fibras,
esteras y mechas tejidas) se aplican al molde en capas que se acumulan con el espesor deseado. Esto
es seguido posteriormente por el curado del material y la retirada de utillaje.
La ventaja de estos métodos es que el coste del molde es menor que si se usara una pareja de moldes,
pero la desventaja es que, al solo existir un molde, únicamente se obtiene una superficie acabada; el
otro lado queda áspero.
Estos procesos son empleados generalmente para piezas grandes formadas por resinas de poliésteres
insaturados y epóxicos, usando fibras de vidrio como refuerzo.
Algunos procesos de molde abierto son:
Aplicado manual.
Aplicado por atomización (dispersión).
Máquinas de aplicación automatizada.
Moldeo con bolsa de vacío.
Moldeo con bolsa a presión.
Moldeo en autoclave.
2.3.1.1 Aplicado manual
Como su propio nombre indica, en este método las capas de material se aplican manualmente en el
molde abierto. Estas capas de material pueden ser de fibra y resina independientes, o bien pueden
emplearse preimpregnados para llevar un control más estrecho en la mezcla de refuerzo y matriz, y a
la vez hacer el proceso más eficiente. Una vez está el material correctamente colocado, habiendo
previamente limpiado el molde y aplicado una capa de antiadherente y resina, la pieza se cura y se
retira del molde la parte completamente endurecida.
Los moldes que se emplean en este tipo de fabricación suelen ser de yeso, metal o, incluso de
material compuesto.
2.3.1.2 Aplicado por atomización (dispersión)
Nace como un intento de mecanizar la aplicación de la resina y las fibras, así como de reducir el
tiempo de operación. En este caso, la colocación del material se lleva a cabo mediante un aspersor
que, actuado manualmente o mediante una máquina automatizada, proporciona una mezcla de resina

Descripción del proceso tecnológico 16
y fibras de corta longitud con una orientación aleatoria. De esta forma, en este proceso no se pueden
orientar las fibras a voluntad ni tampoco se puede aumentar mucho el contenido de fibra, que se
limita a cerca del 35% (mientras que con el aplicado manual se puede llegar hasta un 65%).
Figura 2-7. Esquema del aplicado manual (izquierda) y el aplicado por dispersión (derecha) [33].
2.3.1.3 Máquinas de aplicación automatizada
Es otro intento de automatizar y acelerar el proceso. En este caso, las máquinas de aplicación
automática operan con un aplicador de cinta prepreg sobre el molde abierto siguiendo una ruta
programada. La máquina suele ser un puente transversal móvil con una cabeza aplicadora acoplada
que recorre la superficie del molde en las 3 direcciones para tomar posiciones y seguir una
trayectoria continua definida.
2.3.1.4 Moldeo con bolsa de vacío
Puede usarse como suplemento para el curado en los procesos de aplicación manual o por aspersión.
Se usa una lámina de plástico flexible para cubrir la pieza una vez que se ha aplicado el material
manualmente o por aspersión. Acto seguido se sellan los bordes y se practica el vacío para presionar
la bolsa contra la parte mientras se cura. La particularidad de este proceso es que la presión máxima
que puede alcanzarse es la de una atmósfera.
2.3.1.5 Moldeo con bolsa de presión
Es similar al moldeo con bolsa al vacío pero en este caso se emplea una presión positiva de aire para
inflar una bolsa de elastómero contra la parte laminada mientras que esta se cura. De esta manera se
pueden aplicar varias atmósferas.

Modelado y resolución del problema de distribución óptima de piezas en un autoclave
17
Figura 2-8. Esquema de moldeo por bolsa de vacío (izquierda) y bolsa de presión (derecha) [33].
2.3.1.6 Moldeo en autoclave
Se trata del proceso objeto de estudio de este proyecto y el que se tratará de optimizar. La disposición
es similar a la del moldeo con bolsa de vacío excepto que el vacío se practica dentro de la bolsa
mientras el calor y la presión se aplican simultáneamente en la parte exterior. Para ello se emplea un
autoclave capaz de proporcionar los ciclos de temperatura y presión necesarios para llevar a cabo el
correcto proceso de curado de las piezas. Además serán necesarios unos preparativos propios para
este proceso. En capítulos posteriores se realizará un análisis mucho más detallado del proceso.
Figura 2-9. Procesado de una pieza en autoclave [33].
2.3.2 Procesos en molde cerrado
En este caso, los moldes consisten en dos secciones que se abren y cierran durante cada ciclo de
moldeo.
Como desventajas de estos métodos, además de presentar el doble coste al presentar dos moldes,
también las herramientas suponen un mayor gasto económico debido al equipo más complejo que se

Descripción del proceso tecnológico 18
requiere para estos procesos. Sin embargo, proporcionan un buen acabado en ambas superficies,
presentan velocidades de producción más altas, mayor control sobre las tolerancias y permiten
formas tridimensionales más complejas.
Algunos procesos de molde cerrado son:
Moldeo por compresión
Moldeo por transferencia de resina (RTM)
Moldeo por inyección
2.3.2.1 Moldeo por compresión
Se coloca una carga en la sección inferior del molde y las dos secciones se cierran bajo presión, para
que la carga tome la forma de la cavidad. Acto seguido las dos mitades del molde se calientan para
llevar a cabo el curado de la pieza, y una vez curada se extrae del molde.
2.3.2.2 Moldeo por transferencia de resina (RTM)
En este caso, se utiliza una carga de resina termoestable en un depósito, este se calienta y se presiona
por medio de un pisón dentro de una o más cavidades de un molde, que también se calienta para
llevar a cabo el curado.
Figura 2-10. Esquema del proceso de moldeo por transferencia de resina [35].
2.3.2.3 Moldeo por inyección
Se usa tanto para termoplásticos como para termoestables pero con algunas diferencias (uso de
molde frío y molde caliente, respectivamente). Emplea fibras cortadas pues su funcionamiento
(acción del tornillo en el cilindro) no permite que estas sean continuas. Durante la inyección de la
cámara al molde, las fibras tienden a quedar alineadas al pasar a través de la boquilla.
Modelado y resolución del problema de distribución óptima de piezas en un autoclave
19
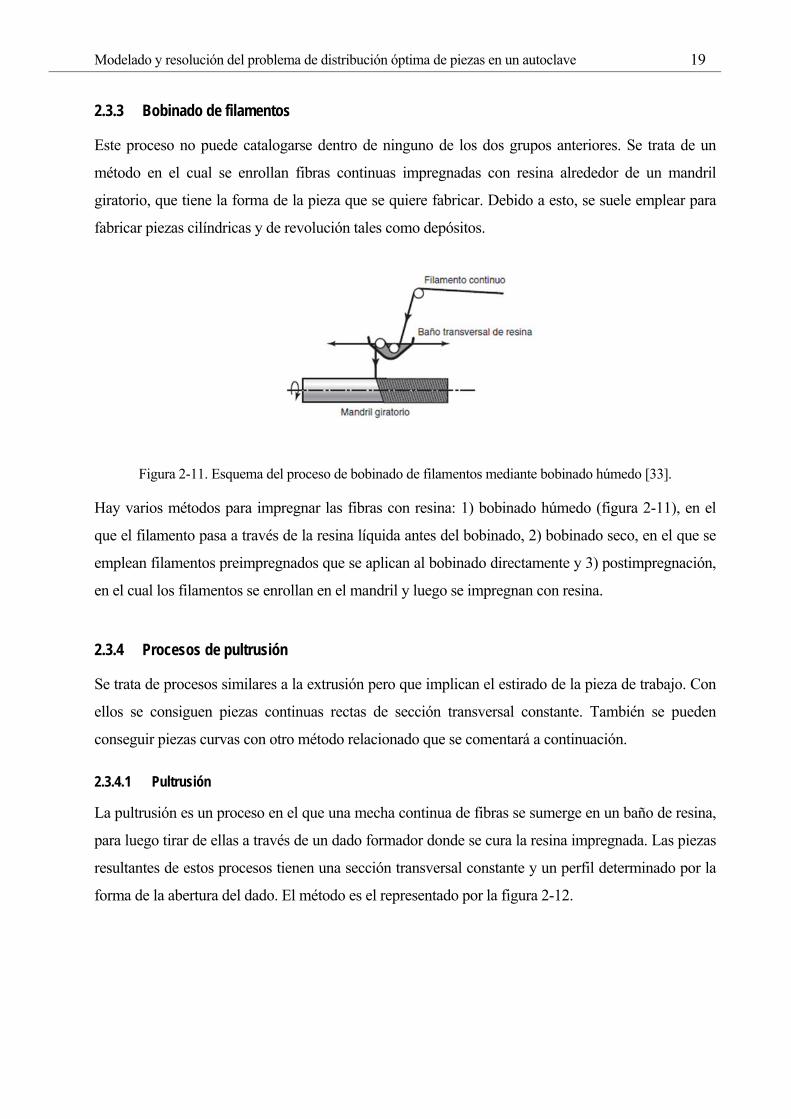
2.3.3 Bobinado de filamentos
Este proceso no puede catalogarse dentro de ninguno de los dos grupos anteriores. Se trata de un
método en el cual se enrollan fibras continuas impregnadas con resina alrededor de un mandril
giratorio, que tiene la forma de la pieza que se quiere fabricar. Debido a esto, se suele emplear para
fabricar piezas cilíndricas y de revolución tales como depósitos.
Figura 2-11. Esquema del proceso de bobinado de filamentos mediante bobinado húmedo [33].
Hay varios métodos para impregnar las fibras con resina: 1) bobinado húmedo (figura 2-11), en el
que el filamento pasa a través de la resina líquida antes del bobinado, 2) bobinado seco, en el que se
emplean filamentos preimpregnados que se aplican al bobinado directamente y 3) postimpregnación,
en el cual los filamentos se enrollan en el mandril y luego se impregnan con resina.
2.3.4 Procesos de pultrusión
Se trata de procesos similares a la extrusión pero que implican el estirado de la pieza de trabajo. Con
ellos se consiguen piezas continuas rectas de sección transversal constante. También se pueden
conseguir piezas curvas con otro método relacionado que se comentará a continuación.
2.3.4.1 Pultrusión
La pultrusión es un proceso en el que una mecha continua de fibras se sumerge en un baño de resina,
para luego tirar de ellas a través de un dado formador donde se cura la resina impregnada. Las piezas
resultantes de estos procesos tienen una sección transversal constante y un perfil determinado por la
forma de la abertura del dado. El método es el representado por la figura 2-12.

Descripción del proceso tecnológico 20
Figura 2-12. Esquema del proceso de pultrusión [33].
2.3.4.2 Pulformado
Se trata de un método estrechamente relacionado con el anterior. Consiste en un pultrusión con pasos
adicionales para formar un contorno semicircular alterando así la sección transversal en uno o más
puntos a lo largo de la pieza.
2.4 Control de calidad
Como se ha comentado con anterioridad, la calidad del material y la manufactura determinan en gran
medida las propiedades finales de la pieza obtenida. Una buena condición de las piezas fabricadas es
fundamental para todas sus aplicaciones, especialmente para las relacionadas con las estructuras
aeronáuticas, ya que su fallo podría provocar importantes problemas en las aeronaves. Es por ello
que se hace indispensable un control de calidad de la producción a todos los niveles (recepción del
material, proceso de manufactura, pieza terminada) [36].
En particular, para este proyecto se pondrá especial atención a los controles y normas referidas al
proceso de fabricación en autoclave, ya que se suponen correctos los niveles de calidad del material
una vez se llega al proceso de elaboración de la pieza.
2.4.1 Recepción de material
A la hora de realizar un encargo de material compuesto a un proveedor, es necesario proporcionarle
las especificaciones del material deseado. Estos requisitos determinarán los procesos de inspección y
los controles a realizar por parte del proveedor. Así este se asegura que el material cumplirá las
necesidades, lo que deberá demostrar al cliente para todos los lotes de los que se componga el
pedido. Esta demostración incluirá la presentación datos, certificaciones, declaraciones, etc.
dependiendo del plan de calidad del cliente y del contrato acordado. Por ejemplo, algunos de los

Modelado y resolución del problema de distribución óptima de piezas en un autoclave
21
aspectos a comprobar en los prepregs son: densidad, volumen de resina, volumen de fibra, etc.
Debido a la cantidad de material de los que se compone el pedido, al ser imposible comprobarlo en
su totalidad, se suelen hacer pruebas en diversas zonas para intentar tomar una muestra válida
aplicable a todo el lote. También es importante realizar comprobaciones de la calidad de los
materiales conforme pasa el tiempo, ya que las propiedades de estos se pueden ver modificadas.
2.4.2 Verificación de los procesos de fabricación
El departamento encargado del control de calidad en las empresas generalmente tiene la
responsabilidad de verificar que los procesos de fabricación se llevan a cabo de acuerdo a los
requisitos ingenieriles impuestos. Existe un amplio rango de actividades para controlar dichos
procesos, de los cuales se van a presentar algunos a continuación.
2.4.2.1 Manipulación y almacenamiento de materiales
Se trata de los requisitos y procedimientos para un correcto almacenamiento de los preimpregnados,
resinas y adhesivos para mantener una calidad aceptable del material. Estos materiales se guardan
normalmente a bajas temperaturas (varios grados bajo cero), con lo que se consigue retardar la
reacción de las resinas y, por tanto, extender la vida del material. Además, se introducen en bolsas de
plástico selladas o en contendores para evitar posibles contaminaciones del material. En el contrato
entre el cliente y los proveedores, se acuerda cuánto tiempo el proveedor se compromete a garantizar
la calidad del producto bajo estas condiciones.
2.4.2.2 Utillaje
Los moldes empleados en la fabricación de materiales compuestos deben pasar por procesos de
certificación al igual que el propio material. Con esta certificación se comprueba que dichos moldes
son capaces de proporcionar piezas con una calidad aceptable y soportar todos los procesos por lo
que deben pasar. Además, la superficie de los moldes debe inspeccionarse antes de cada uso para
cerciorarse de que está limpia evitando una posible contaminación o daño de la futura pieza.
2.4.2.3 Instalaciones y equipos
Los requisitos en este ámbito deben determinarse atendiendo a la susceptibilidad del material a la
contaminación por el ambiente. Algunas medidas a tener en cuenta son la prohibición del uso de
sprays, la exposición a polvo, el manejo del material sin guantes convenientemente
descontaminados, y cualquier otra práctica o situación que pueda afectar a la calidad del proceso.
Además, en el caso del uso de hornos o autoclaves, se deben definir inspecciones y calibraciones de
los mismos periódicamente. También se deben definir las condiciones en las que los operarios deben

Descripción del proceso tecnológico 22
manipular los materiales. Esta manipulación, normalmente se lleva a cabo en “habitaciones limpias”
en las que se filtra el aire, y se consiguen unas condiciones de temperatura y presión que minimizan
las posibilidades de contaminación del material.
2.4.2.4 Control durante el proceso
Durante el proceso de fabricación de las piezas hay algunos pasos que deben ser minuciosamente
controlados.
1. Verificación de que el material se ha aplicado y curado sobre un molde limpio de
contaminantes.
2. Verificación de que los materiales auxiliares incorporados al molde son compatibles con los
requisitos del material compuesto.
3. Inspección durante la aplicación del material en el molde para asegurar que el número de
capas y las orientaciones son correctas.
4. Se debe llevar un riguroso registro de las piezas fabricadas incluyendo:
a. Proveedor del material, fecha de fabricación, número de pedido, número de lote y
horas de trabajo acumuladas.
b. Presión, temperatura y tiempos en autoclave u horno.
c. Número de carga del autoclave u horno.
d. Nombre de pieza y número de serie.
Además de estos controles, cada método de fabricación tendrá sus propias inspecciones y normas
concretas.
2.4.2.5 Curado de piezas
Se deben de establecer los rangos de funcionamiento necesarios para el empleo del autoclave y de los
hornos, indicando: tasa de calentamiento, tiempos a una determinada temperatura, tasa de
enfriamiento, tolerancias de presión y temperatura… Una descripción más detallada se puede
encontrar en el capítulo 3.2. Además existen otros métodos de curado como el que se realiza
empleando microondas con el que se pueden obtener los mismos o mejores resultados que en el
calentamiento en autoclave u horno [37].
2.4.2.6 Especímenes de control
Se trata de piezas especiales fabricadas únicamente con la intención de ser objeto de tests y
comprobaciones de las propiedades mecánicas y físicas para verificar que el resto de piezas cumplen

Modelado y resolución del problema de distribución óptima de piezas en un autoclave
23
con las propiedades deseadas.
2.4.3 Verificación de las piezas terminadas
Una vez asegurado que los procesos de fabricación se han llevado a cabo conforme a la norma y
seguridad necesarias, también es necesario cerciorarse de que la calidad de los partes terminadas es la
óptima, ya que algunos procesos como el taladrado pueden causar daños y defectos extras en el
material. Para ello se pueden llevar a cabo dos tipos de inspecciones en busca de estos desperfectos:
no destructivas y destructivas.
2.4.3.1 Inspecciones no destructivas
Consisten en una serie de comprobaciones y exámenes sin dañar la pieza, de tal forma que esta pueda
usarse una vez que haya pasado los controles pertinentes. Dentro de estas técnicas se encuentran
algunas como la simple inspección visual o el escaneo de las piezas con ultrasonidos en busca de
irregularidades [24].
2.4.3.2 Inspecciones destructivas
Este tipo de comprobaciones se emplean únicamente en el caso de que las inspecciones no
destructivas sean insuficientes y no permitan garantizar la integridad de la pieza. Dichos exámenes
pueden realizarse sobre piezas completas (en unos casos muy concretos ya que implican la pérdida
de la pieza) o sobre bordes sobrantes del mismo lote de la pieza en cuestión


25
3 CURADO EN AUTOCLAVE
ara terminar con el estudio del proceso tecnológico de fabricación, y una vez estudiados algunos
de sus aspectos generales, se pasa ahora a hacer una descripción más detallada del proceso en el
que se centra este proyecto: el curado de piezas en autoclave.
3.1 El autoclave
El proceso de fabricación de piezas de material compuesto en autoclave puede dividirse en varias
etapas bien diferenciadas como puede observarse en la figura 3-1. Una de ellas es el curado en
autoclave, aparato que pasa a describirse a continuación.
Figura 3-1. Etapas en la fabricación de materiales compuestos [38].
Un autoclave se define como un depósito presurizado capaz de mantener un determinado aire o gas a
una temperatura y presión constantes y que se utiliza para el curado de piezas de material compuesto
[39]. Existen autoclaves de tamaños muy diversos en función de las piezas que vayan a ser
procesadas en ellos. Por ejemplo, en el caso de la industria aeronáutica, son comunes autoclaves de
enormes dimensiones en los que se pueden llegar a procesar alas enteras.
El autoclave está compuesto por varios sistemas que permiten el control de las diversas variables que
P

Curado en autoclave 26
entran en juego en el proceso de curado de materiales compuestos (temperatura, presión, tiempo,
vacío, flujo de gas…) y que pueden ser modeladas matemáticamente [40]. Los sistemas de los que se
compone un autoclave son [41]:
Carcasa principal y sistema de cierre.
Sistema de circulación de aire.
Sistema de calentamiento.
Sistema de enfriamiento.
Sistema de presurización.
Sistema de vacío.
Sistema de carga.
Sistema eléctrico.
Sistema de control.
Figura 3-2. Autoclave situado en las instalaciones de Airbus en Brighton (Reino Unido) [42].
3.1.1 Carcasa principal y sistema de cierre
La carcasa principal consiste en un contenedor sellado en el que se colocan las piezas para ser
procesadas bajo condiciones de temperatura, presión y vacío. El sistema de cierre y aislamiento de
dicha carcasa es de vital importancia pues en el interior del autoclave se llegan a alcanzar
condiciones extremas muy diferentes a las existentes en el exterior. La puerta de apertura,
dependiendo de las medidas del autoclave, puede suponer un diseño bastante complejo ya que en

Modelado y resolución del problema de distribución óptima de piezas en un autoclave
27
autoclaves de gran tamaño, sus dimensiones y peso supondrán una movilidad y cierre más
complicados.
Durante el curado de las piezas, se estipula que la superficie exterior de la carcasa del autoclave no
debe exceder más de 25ºC la temperatura del ambiente. Esto implica que debe disponerse un sistema
de aislamiento adecuado en el interior del autoclave. Para ello, normalmente se emplean lanas
minerales.
Otro aspecto importante es el correcto sellado de la cámara donde se introducen las piezas. Para ello
existen dos sistemas: el sellado hinchable y el sellado mediante pestañas.
3.1.2 Sistema de circulación de aire
En los autoclaves es común el uso de sistemas de circulación forzada de gases (aire o nitrógeno).
Dicho sistema se compone de un extractor centrífugo y un sistema de tuberías para transportar el gas.
Los calentadores se sitúan alrededor. El extractor recibe el gas en dirección axial y lo devuelve en
radial, pasando posteriormente por los calentadores. El ventilador del extractor debe ser suficiente
como para conseguir una velocidad del gas en el interior del autoclave 1-2 m/s.
Este sistema también se encarga de acelerar el proceso de refrigeración y enfriamiento de las piezas
en el autoclave.
3.1.3 Sistema de calentamiento
Los autoclaves pueden ser calentados mediante un sistema de resistencias eléctricas o mediante
combustiones indirectas de gases (circulando fluido caliente o frío por las tuberías). Los sistemas
eléctricos son los que permiten un control más preciso de la temperatura mediante el control
informático de los calentadores.
3.1.4 Sistema de enfriamiento
Se trata del sistema que se emplea para reducir la temperatura en el autoclave. La fabricación de
compuestos supone la necesidad de diferentes rangos de enfriamiento en función del tipo de resina
que se emplee. En los autoclaves con sistemas de calentamiento eléctricos, este enfriamiento se
consigue desconectando los calentadores o variando la alimentación eléctrica de estos. Sin embargo,
para la refrigeración del autoclave hay que tener en cuenta más variables que afectan a que esta se
lleve a cabo de manera correcta. Estas variables son la diferencia de temperatura existente en el
ambiente del autoclave y el medio de refrigeración, el rango de flujo del medio de refrigeración, el
área de transferencia de calor disponible, el coeficiente de transferencia de calor de las tuberías…

Curado en autoclave 28
Generalmente, la refrigeración se controla variando el flujo del líquido refrigerante (normalmente
agua). Los autoclaves más modernos son capaces de controlar el flujo y la temperatura del
refrigerante, así como el área de transferencia mediante complejos entramados de tuberías, válvulas y
bombas.
3.1.5 Sistema de presurización
Este sistema proporciona los valores de presión requeridos en el interior del autoclave. Hoy en día, la
mayoría de los autoclaves emplean nitrógeno en lugar de aire para la presurización. Esto es porque
los consumibles (materiales protectores de las piezas) son altamente inflamables en un ambiente de
aire debido a la presencia de oxígeno.
Un sistema de presurización de nitrógeno está compuesto por dos compresores, una planta de
nitrógeno, tanques de almacenamiento y una circuitería adecuada para el transporte del nitrógeno. El
compresor primario recoge aire de la atmósfera y lo presuriza. Dicho aire es procesado, extrayendo
de él el nitrógeno necesario (planta de nitrógeno), que vuelve a ser presurizado y puesto a punto para
su uso en el autoclave.
3.1.6 Sistema de vacío
Este sistema permite proporcionar el vacío en las bolsas que recubren las piezas que componen los
lotes de composite a fabricar. Está compuesto por bombas de vacío, tanques de vacío, tanques de
amortiguación, y líneas de medida y succión.
3.1.7 Sistema de carga
Es el encargado de permitir la introducción y posicionamiento de las piezas en el autoclave. Consiste
en una serie de plataformas de carga que permiten colocar de forma correcta las piezas a curar en el
autoclave. Dependiendo del tamaño de las piezas que se vayan a procesar, se suelen utilizar carros de
3 o 4 pisos en los que colocarlas de tal forma que se exprima al máximo el volumen disponible del
depósito.
3.1.8 Sistema eléctrico
Es el encargado de proporcionar la energía a todo el conjunto. Debe ser capaz de suministrar energía
con la suficiente fiabilidad para evitar la pérdida de costosas piezas de material compuesto debido a
un fallo de suministro. Por esta razón, es necesaria la redundancia en estos sistemas.

Modelado y resolución del problema de distribución óptima de piezas en un autoclave
29
3.1.9 Sistemas de control
Se compone de controladores capaces de revisar y gobernar la temperatura, presión y nivel de vacío
en el autoclave. Para ello, deben procesar todas las señales procedentes de los distintos sensores
colocados en el autoclave (termopares en las piezas, líneas de vacío, barómetros…). Esto permite
conocer y modificar en todo momento las condiciones que se desarrollan en el autoclave y que sufren
cada una de las piezas en su interior.
3.2 Proceso de curado
Como se dijo al inicio, este proyecto se centrará en la fabricación de piezas de material compuesto
formado por matriz orgánica polimérica termoestable (epoxi) reforzada con fibras continuas (kevlar,
carbono y vidrio). El proceso de curado de dicho material se logra exponiéndolo a elevadas
temperaturas y presiones durante un periodo de tiempo determinado (ciclo de curado). Las elevadas
temperaturas aplicadas proporcionan al material el calor necesario para que se inicien y mantengan
las reacciones químicas en la resina, permitiendo así que se produzcan los cambios estructurales
requeridos (endurecimiento). La presión aplicada, por su parte, proporciona la fuerza necesaria para
extraer el exceso de resina existente en el material, mantener unidas los laminados y comprimir y
expulsar los huecos de aire que se puedan generar [8].
3.2.1 Preparación de las piezas
Antes de introducir los laminados en el autoclave para su curado, es necesario añadirles unas capas
(figura 3-3) que los protejan, permitan generar el vacío y evacuar los excesos de resina. Estas capas
varían en función del ciclo de curado al que vayan a ser sometidas y la compatibilidad con los
laminados que cubran. Normalmente, las capas suelen ser [43]:
Peel-ply: se sitúa inmediatamente después del laminado. Es la encargada de proporcionar un
acabado superficial óptimo a la pieza. Normalmente está fabricada de nilón, poliéster o fibra
de vidrio.
Separador (Separator): se sitúa después de peel-ply. Permite que los gases sean expulsados
del laminado y que los excesos de resina fluyan hasta el bleeder. También proporciona
características a la superficie de la pieza en función del material que se emplee. Se trata de
materiales con porosidades, como el teflón.
Sangrado (Bleeder): el objetivo de esta capa es absorber el exceso de resina del laminado
durante el curado, consiguiendo así el volumen de fibras deseado. Para ello se emplean
materiales absorbentes como telas de fibra de vidrio. Dependiendo de la cantidad de resina

Curado en autoclave 30
que se quiera absorber se deberán usar unos u otros materiales. Otra variable que entra en
juego en esta absorción es el espesor de la capa, que también se varía para conseguir una
mayor o menor absorción de resina.
Barrera (Barrier): se trata de un material no adhesivo que se sitúa entre el bleeder y el
breather, y que se emplea para controlar la resina que se extrae de la pieza. Esta impide que
la resina escape del bleeder y pueda afectar al funcionamiento del resto de capas. Se emplea
teflón o tedlar para dicha misión.
Respiradero (Breather): es la capa que se sitúa tras la barrera para permitir la aplicación
uniforme de la presión de vacío sobre el laminado y la expulsión de gases atrapados en el
mismo.
Dique (Dam): se coloca en ciertas ocasiones para minimizar el sangrado en los bordes. Puede
ser una parte integral del utillaje o colocarse separadamente usando silicona o barras de metal
o teflón.
Bolsa de vacío (Vacuum bag): se utiliza para contener la presión de vacío aplicada al
laminado antes y durante el curado y para transmitir la presión externa a la pieza en el
autoclave. Además evita que los gases presurizados en el autoclave penetren en la pieza
causándole porosidades y defectos. Para asegurar el correcto cierre se utilizan también
sellantes. La bolsa de vacío cuenta con una toma de entrada a través de la cual se realiza el
vacío. Dicha toma, una vez comprobada su correcta colocación e introducida la pieza en el
autoclave, debe conectarse a algunas de las líneas de vacío disponibles en el sistema.
A la hora de preparar las piezas también habrá que tener en cuenta la colocación de los termopares,
que permitirán el control de la temperatura de las piezas en todo momento.
Figura 3-3. Esquema del orden de las capas en la preparación de las piezas [44].

Modelado y resolución del problema de distribución óptima de piezas en un autoclave
31
3.2.2 Etapas
Generalmente existen tres etapas en el procesado en autoclave [44].
3.2.2.1 Etapa 1
La primera etapa es la de calentamiento. Al mismo tiempo, la presión en el interior del autoclave se
incrementa. La primera subida y mantenimiento de presión se efectúa para que la viscosidad
disminuya y el exceso de resina fluya hacia el bleeder. El segundo incremento de presión se realiza
para que la polimerización de la resina se inicie, lo que supone un aumento drástico de su viscosidad.
La primera etapa termina cuando se alcanzan la temperatura y la presión programadas según el ciclo
elegido en todas las piezas (cuando todos los termopares alcanzan la temperatura final deseada).
3.2.2.2 Etapa 2
La segunda etapa es de mantenimiento. El autoclave mantiene la temperatura y presión que se
alcanzan al final de la primera etapa, para que se produzca la consolidación y curado del material en
esta etapa.
3.2.2.3 Etapa 3
En la tercera etapa, la temperatura se reduce para permitir que el exceso de calor, producido por el
curado, se reparta uniformemente por la pieza. La presión, sin embargo, se mantiene constante para
prevenir la formación de huecos. Una vez que el curado ha terminado y que la temperatura de la
pieza ha descendido lo suficiente, se disminuye la presión y se extrae la pieza del autoclave.
Figura 3-4. Ciclo típico de temperatura y presión durante el curado en autoclave [44].

Curado en autoclave 32
3.2.3 Variables
El número inicial de factores que entran en juego de forma independiente en el curado de composites
hacen que el proceso entrame una cierta dificultad. Lo que hace que sea aún más complejo es que
estos factores iniciales afectan a las propiedades deseadas del material e interaccionen entre ellos en
relaciones complejas y no lineales. Algunas de estas relaciones pueden observarse en la figura 3-5.
En ella puede observarse como los factores iniciales (temperatura, tiempo, cantidad de resina,
refuerzo…) se relacionan entre ellos, interaccionando y afectando a la consolidación y calidad de las
piezas.
Figura 3-5. Variables del proceso de curado [36]
3.2.3.1 Grado de curado
Se define como [45]:
∆
∆
(3-1)
Siendo:
∆ : Entalpía liberada en un cierto instante.
∆ : Entalpía total necesaria para el curado total de la pieza.
De esta forma, α=0 define el inicio de la reacción de curado y α=1 su fin. Este grado de curado varía
con el tiempo en función de cómo se le aplique calor a la pieza y de cómo se extraiga el que se
produce como consecuencia de la reacción de curado. También es importante conocer la forma en

Modelado y resolución del problema de distribución óptima de piezas en un autoclave
33
que este coeficiente evoluciona ( ). Ambos valores pueden ser calculados siguiendo diferentes
modelos según la resina estudiada como se puede observar en [2, 4, 9, 46].
Otro factor de interés es la generación de calor durante la reacción de curado. El calor generado por
unidad de volumen puede expresarse de la siguiente forma:
(3-2)
Siendo:
: Densidad de la resina ( / ).
: Calor específico de la reacción (W/Kg).
: Variación del grado de curado de la resina.
3.2.3.2 Viscosidad
La viscosidad de la resina es una función del grado de curado y la temperatura. Esta también varía
según el tipo de resina de la que se trate. En los termoestables las resinas sufren reacciones químicas
que hacen que su composición esté continuamente cambiando durante el curado. Debido a esto, la
viscosidad de una resina a una temperatura dada aumenta conforme pasa el tiempo. De igual manera
que el grado de curado, la viscosidad puede calcularse según diferentes modelos en función del tipo
de resina que se emplee [46].
3.2.3.3 Presión de la resina
La presión aplicada a un laminado no es exactamente la presión que experimenta la resina. Dicha
presión es importante porque es la que permite extraer los posibles gases que hayan quedado
atrapados en la resina [47]. La presión de la resina es una función de la presión aplicada, qué
materiales se empleen para el curado, el diseño del laminado y el refuerzo.
3.2.3.4 Prevención de huecos
Como se ha comentado anteriormente, la prevención de huecos se lleva a cabo gracias a la presión
que se le aplica a la resina, que permite extraer los gases que hayan quedado atrapados en el
laminado durante su procesado, o que se hayan generado durante el curado [48]. Esto debe de
llevarse a cabo antes de que se produzca la gelificación de la resina, pues a partir de aquí, aunque el
curado continúe, el flujo de resina es nulo. Esta eliminación de huecos permite la maximización de la
resistencia mecánica de los composites y asegura la consistencia del material [49, 50].

Curado en autoclave 34
3.2.3.5 Flujo
La viscosidad y los refuerzos pueden imaginarse como frenos para el flujo de la resina, mientras que
la presión de la resina podría pensarse como acelerador. De este modo, en función de cómo varíen
unos u otros, el flujo de resina será de una forma determinada. Algunos estudios sobre como modelar
el flujo de la resina presente en el curado en autoclave se pueden encontrar en [51].

35
4 REVISIÓN BIBLIOGRÁFICA
erminado el primer objetivo específico propuesto, se pasa ahora a afrontar el segundo mediante
una revisión bibliográfica de problemas en los que se trate la colocación óptima de un conjunto
de piezas dentro de una serie de superficies o volúmenes (dependiendo de la dimensión del
problema) con unas características determinadas. Dicha revisión permitirá dar una idea general
acerca de este tipo de problemas, haciendo más fácil la comprensión del modelo que se planteará
posteriormente.
4.1 Problemas de empaquetamiento
Los problemas de carga o empaquetamiento, más conocidos como packing problems, son problemas
en los que se trata de colocar una lista de objetos pequeños o ítems, sin que se superpongan, dentro
de uno o más objetos grandes (mayores que los ítems) para minimizar o maximizar una función
objetivo. La finalidad de estos problemas suele ser conseguir colocar todas las piezas disponibles en
el menor número de contenedores posible, o en su defecto llenar un contenedor con el mayor número
de piezas posible. Estos problemas de optimización combinatoria se pueden relacionar con muchos
problemas reales de empaquetamiento, almacenamiento y transporte por lo que su resolución resulta
muy útil. En este proyecto, sin embargo, el objetivo no se enfocará en tratar de colocar el mayor
número de piezas en un contenedor (autoclave) sino que el número de piezas será fijo (un lote) y la
finalidad será colocarlas de tal manera que a la pieza con mayor retraso se le asocie el menor retraso
posible (problema min máx.).
Estos problemas están muy relacionados con los problemas de corte (cutting problems) en los que se
trata de cortar paneles de la forma más óptima para conseguir un número de partes determinado con
unas características establecidas. Por ello existe una amplia literatura en la que se estudian ambas
tipologías juntas [52, 53, 54, 55]. Un problema de corte muy común se puede encontrar en otra etapa
de la fabricación de composites: el corte de las cintas de prepregs que compondrán posteriormente la
pieza que se desee fabricar (figura 4-1).
En estos problemas, siguiendo lo propuesto en [52], se cuenta con:
Un conjunto de objetos grandes (objects) que contendrán a otros más pequeños.
T

Revisión bibliográfica 36
Una lista de objetos pequeños (ítems) que se asignarán a los objetos grandes.
Patrones que definen las combinaciones geométricas de los ítems asignados a los objetos
grandes. Las partes residuales de objetos grandes que no se asignan a ningún ítem se suelen
denominar pérdidas de ajuste (trim loss).
Figura 4-1. Ejemplo de “cutting problem” en la manufactura de materiales compuestos [38].
4.2 Características
Las características de este tipo de problemas se presentan a continuación [52]:
Dimensión: se refiere al mínimo número de dimensiones de números reales necesarias para
describir los patrones del problema. Los tipos elementales son:
o Una dimensión.
o Dos dimensiones.
o Tres dimensiones.
o Multidimensionales (más de tres dimensiones).
Los problemas de cuatro dimensiones se pueden definir como problemas de tres dimensiones
que tienen el tiempo como cuarta dimensión.
Medida de cantidades: apunta a la forma de medir la cantidad de objetos grandes e ítems,
respectivamente. Se pueden distinguir dos casos [53]:
o Medida discreta (o entera), por ejemplo, con números naturales. Este caso se refiere a
la frecuencia o al número de objetos grandes o ítems con una cierta forma.
o Medida continua (o fraccional), por ejemplo, con números reales. Se refiere a la
medida completa de la longitud, ancho o diámetro de varios objetos o ítems que
tienen la misma forma con respecto a dimensiones relevantes.

Modelado y resolución del problema de distribución óptima de piezas en un autoclave
37
Forma de las figuras: la figura de un objeto grande o de un ítem se define como su
representación geométrica en el espacio de dimensiones relevantes. Una figura se define
según:
o Forma. En el caso de problemas multidimensionales se pueden distinguir entre
formas regulares o irregulares, siendo las primeras las más comunes (rectángulos, por
ejemplo).
o Tamaño. Se puede definir a partir de longitudes, áreas o volúmenes en función de las
dimensiones del problema.
o Orientación. Se pueden permitir girar los objetos o ítems libremente, o imponer
restricciones de giro (por ejemplo, 90º).
Variedad: se define a partir de las formas y el número de figuras permitidas. Se puede
distinguir si aparecen formas diferentes o si, por el contrario, todos los objetos e ítems,
respectivamente, tienen la misma forma. En ambos casos pueden existir figuras diferentes,
resultando muchas o pocas figuras distintas.
Disponibilidad: se refiere al número de objetos o ítems disponibles cuyas figuras están
permitidas. Esto define los límites superiores e inferiores de sus cantidades, su secuencia u
orden y la fecha en que un objeto o ítem debe ser empaquetado. Se puede distinguir entre
casos en que los objetos o ítems son infinitos y en los que son finitos.
Restricciones en los patrones: se pueden distinguir cuatro grupos distintos de restricciones a
la hora de construir combinaciones geométricas entre figuras pequeñas y grandes:
o Distancias máximas o mínimas entre figuras pequeñas.
o La orientación de figuras pequeñas entre sí y respecto a las figuras grandes debe
tenerse en cuenta.
o Puede haber restricciones acerca de la frecuencia de figuras o ítems pequeños en un
patrón.
o El tipo y el número de ítems u objetos grandes permitidos.
Restricciones de asignación: la asignación de ítems en objetos grandes puede considerarse
un proceso de dos pasos. Primero, se colocan los ítems en patrones adecuados, y después se
asignan dichos patrones a los objetos grandes apropiados. Puede haber restricciones respecto
a:
o Tipo de asignación.

Revisión bibliográfica 38
o Número de etapas de asignación.
o Número, frecuencia o secuencia de los patrones.
o Dinámica de distribución.
Objetivos: los objetivos de este tipo de problemas incluyen aspectos geométricos y de
combinación. Se entiende como objetivo un criterio que maximizar o minimizar.
Estado de la información y variabilidad: se refiere a si los datos del problema son
determinísticos, estocásticos o inciertos y cuál es su variación.
Todas las características descritas anteriormente pueden observarse de forma esquemática en la tabla
4-1.
Tabla 4-1. Características principales de los problemas de empaquetamiento [52].
4.3 Tipologías
Los problemas de empaquetamiento pueden clasificarse atendiendo a diferentes criterios. Según el
análisis realizado por Dyckhoff [52], existen cuatro criterios distintos de clasificación:
Dimensión.
o Una dimensión.

Modelado y resolución del problema de distribución óptima de piezas en un autoclave
39
o Dos dimensiones.
o Tres dimensiones.
o Multidimensional (más de tres dimensiones).
Tipo de asignación.
o Todos los objetos y una selección de ítems.
Una selección de ítems se debe combinar en patrones de tal forma a cada objeto
grande se le asigne un patrón no trivial.
o Todos los ítems y una selección de objetos.
Todos los ítems se combinan en patrones para luego ser asignados a una selección de
objetos grandes adecuada.
Diversidad de objetos grandes.
o Un objeto.
o Figuras idénticas.
o Figuras diferentes.
Diversidad de ítems
o Pocos ítems (de diferentes figuras).
o Muchos ítems con muchas figuras distintas.
o Muchos ítems con relativamente pocas figuras (no congruentes) distintas.
o Figuras congruentes.
Dichos criterios sirven para diferenciar entre 96 tipos distintos de problemas como resultado de la
combinación de unos criterios con otros.
Otra posible clasificación es la propuesta por G. Wäscher, H. Hauβner y H. Schumann [54], en la
que tratan de mejorar la anteriormente propuesta por Dyckhoff. Esta nueva propuesta distingue entre
5 criterios de clasificación para este tipo de problemas:
Dimensión.
o Una dimensión.
o Dos dimensiones.
o Tres dimensiones.

Revisión bibliográfica 40
o Los problemas de más de tres dimensiones se definen como variantes de los
anteriores.
Tipo de asignación.
o Maximización del valor de salida.
Un conjunto de ítems se debe asignar a una selección de objetos grandes. Dicha
selección no es suficiente para albergar todos los ítems y todos los objetos grandes
deben usarse. En otras palabras, se debe de maximizar el número de ítems que se
utilizan.
o Minimización del valor de entrada.
Un conjunto de ítems se debe asignar a una selección de objetos grandes, pero en esta
ocasión si existen suficientes objetos grandes para albergar todos los ítems.
Variedad de ítems.
o Ítems idénticos.
o Variedad poco heterogénea.
Los ítems se pueden agrupar en relativamente pocas clases (comparando con el
número de ítems que hay) en las cuales los ítems son idénticos respecto a su forma y
tamaño.
o Variedad muy heterogénea.
Los ítems se caracterizan en que solo unos pocos pueden agruparse entre sí por
compartir la misma forma y tamaño.
Variedad de objetos grandes.
o Un objeto grande.
Este elemento único puede además tener todas sus dimensiones fijas o algunas de
ellas variables.
o Varios objetos grandes.
En este caso no se distingue entre los dos casos anteriores. Solo se considera el caso
en el que todas las dimensiones son fijas. Además se distinguen los mismos casos
vistos para los ítems:
Objetos grandes idénticos.

Modelado y resolución del problema de distribución óptima de piezas en un autoclave
41
Variedad poco heterogénea de objetos.
Variedad muy heterogénea de objetos.
Forma de los ítems.
o Formas regulares (rectángulos, círculos, cajas, cilindros, etc.).
o Formas irregulares.
Aplicando estos criterios, se distinguen tres tipos de problemas:
Tipos básicos de problemas.
Se formulan a partir de la combinación de los criterios “tipo de asignación” y “variedad de
ítems”.
Tipos intermedios de problemas.
Se profundiza un poco más en los anteriores teniendo en cuenta el criterio de “variedad de
objetos grandes”.
Tipos refinados de problemas.
Se definen al aplicar los dos criterios restantes: “dimensión” y “forma de los ítems”. Al
hacerlo aparecen nuevas subcategorías caracterizadas por añadir a los nombres de los tipos
intermedios su dimensión y la forma de los ítems (rectangular, circular…).
A continuación, en las figuras 4-2, 4-3 y la tabla 4-2, se presentan algunas de estas clasificaciones
profundizando en el problema del tipo “bin packing”.

Revisión bibliográfica 42
Figura 4-2. Tipos básicos de problemas [54].
Tabla 4-2. Clasificación esquemática de los tipos intermedios de problemas: minimización del valor de salida
[54].

Modelado y resolución del problema de distribución óptima de piezas en un autoclave
43
Figura 4-3. Tipos intermedios del problema bin packing [54].
4.4 Problemas de carga de contenedores
El problema de carga de contenedores (Container loading problem) consiste en seleccionar un
número de contenedores en los que se almacenen o se empaqueten un conjunto de piezas, de tal
manera que el espacio que quede disponible se minimice. Puede clasificarse, por tanto, como un
problema de empaquetamiento rectangular y tridimensional dentro de las distribuciones
anteriormente presentadas. En concreto, en la propuesta por Dyckhoff se clasifica como:
Dimensión: tres dimensiones del espacio.
Tipo de asignación: todos los ítems (piezas) y una selección de objetos (contenedores).
Variedad de objetos: depende del problema, pueden ser todos iguales o diferentes.
Variedad de ítems: también dependen del problema en cuestión.
En la propuesta de G. Wäscher, H. Hauβner y H. Schumann, se clasificaría como:
Dimensión: tres dimensiones del espacio.
Tipo de asignación: minimización del valor de entrada.
Variedad de ítems: depende del problema.
Variedad de objetos: depende del problema.
Forma de los ítems: regular (rectángulos).
El problema tratado en este proyecto se planteará desde una perspectiva similar a la propuesta en este
tipo de problemas, ya que en él se colocarán las piezas de material compuesto (piezas) de tamaños
variables sobre las bandejas (contenedores de tamaño fijo e iguales entre sí) dentro del autoclave con

Revisión bibliográfica 44
el fin de minimizar una función objetivo. Visto desde esta perspectiva parece razonable afrontar el
problema de la colocación de las piezas en el autoclave como un problema de empaquetamiento
rectangular cuya dimensión se estudiará más adelante.
En concreto, el problema afrontado por C. S. Chan, S. M. Lee y Q. S. Shen [57], es el que sirve de
referencia en este proyecto. Se puede situar según la segunda clasificación presentada anteriormente
como un problema de tipo Residual Bin Packing Problem (tabla 4-2 y figura 4-3) tridimensional y
rectangular en el que una variedad heterogénea de cajas debe empaquetarse en un conjunto de
contenedores de varios tamaños minimizando el volumen que se queda libre en cada contenedor.
Para conseguir tal objetivo, los autores presentan un modelo de programación lineal entera mixta que
afronta el problema de empaquetamiento en tres dimensiones de forma analítica. Dicho modelo será
el que se modificará, eliminando algunas restricciones, incluyendo otras y formulando una nueva
función objetivo que será la que permita colocar las piezas de forma óptima.
4.5 Problemas de empaquetamiento rectangular en dos dimensiones
Una de las características más importantes del modelo desarrollado lo constituye su dimensión (dos
dimensiones). A continuación se presentarán algunos problemas existentes de empaquetamiento en
dos dimensiones entre los que aparecerán ciertas similitudes con el caso que se estudia.
Se considera el siguiente problema de empaquetamiento rectangular en dos dimensiones. Se tiene un
número de ítems (rectángulos), cada uno con un largo y un ancho característico, y un conjunto de
objetos grandes (también rectangulares). Se trata de colocar todos los ítems ortogonalmente sin que
se produzcan superposiciones (cada lado de los ítems es paralelo a algún lado del objeto grande que
lo contiene) para conseguir minimizar o maximizar una función objetivo. Casi todos los problemas
bidimensionales de empaquetamiento son del tipo NP-difícil así que resulta imposible resolverlos de
forma exacta en un tiempo polinomial a no ser que sean NP=P. Por ello la heurística y metaheurística
son muy importantes para desarrollar algoritmos prácticos para resolver estos problemas.
Hay que destacar en estos tipos de problemas las restricciones relacionadas con la orientación de los
ítems y su forma de colocación. Con respecto a la orientación se suele asumir que cada pieza tiene
una orientación fija, o bien que estas pueden variar su orientación en 90º. La forma de colocación se
refiere a si las piezas se deben colocar juntas (estando en contacto sus lados) o no. Esto es importante
en problemas de corte de láminas en los que existen dichas restricciones debidas a las limitaciones de
las máquinas que efectúan los cortes.
Se presentan a continuación algunos tipos de problemas de empaquetamiento rectangular distintos en
los que la orientación se supone fija y las piezas se pueden colocar de forma libre [56]:

Modelado y resolución del problema de distribución óptima de piezas en un autoclave
45
Strip packing problem.
Se trata de un problema en el que un conjunto de ítems (rectángulos pequeños), cada uno de
un tamaño, deben colocarse en un objeto grande cuyo ancho es dado y fijo, pero cuyo largo
es variable. De esta forma, el problema consiste en minimizar el largo del objeto grande de
tal forma que todos los ítems sean empaquetados dentro del objeto.
Area minimization problem
Se tienen una serie de ítems cada cual con un largo y ancho determinado, y un objeto grande
cuyo largo y ancho son ambos variables. El objetivo en este tipo de problemas consiste en
minimizar el área del objeto grande de tal manera que todos los ítems puedan colocarse
dentro de él.
Two-dimensional bin packing problem
Dado un conjunto de ítems, donde cada ítem tiene un largo y un ancho propios, y un número
ilimitado de objetos grandes del mismo tamaño y forma (rectangular) se busca empaquetar
todos los ítems en el menor número posible de objetos grandes.
Two-dimensional knapsack problem
Se parte de un conjunto de ítems, cada uno con un largo, ancho y valor asociado, y un objeto
grande con un ancho y largo fijos. El objetivo es rellenar el objeto grande con un subconjunto
de los ítems dados de tal forma que se maximice la suma de todos sus valores asociados.
Two-dimensional cutting stock problem
Dado un conjunto de ítems, cada uno con unas dimensiones y una demanda propia, y un
número infinito de objetos idénticos entre sí, se trata de minimizar el número de objetos
utilizados para colocar todos los ítems demandados.
Pallet loading problem
Se tiene un número suficientemente grande de ítems de las mismas dimensiones y un objeto
grande con un tamaño fijo. El objetivo es colocar el mayor número de ítems en el objeto
permitiendo que estos se puedan rotar con giros de 90º.
Es posible destacar algunas similitudes existentes entre el modelo que se trata en este proyecto y los
que se acaban de describir anteriormente. En concreto, existen similitudes con los problemas: two-
dimensional bin packing problem y two-dimensional knapsack problem.
La colocación de las piezas se realizaría de la forma formulada en el primero variando el número
disponible de objetos grandes (número limitado de bandejas en el autoclave) y la función objetivo, ya

Revisión bibliográfica 46
que no se busca reducir el número de bandejas que se utilizan sino la colocación óptima de las piezas
en relación al tiempo que se emplea en su procesado.
Con respecto al segundo, el modelo que se planteará también contará con valores asociados a cada
pieza (coeficientes de penalización), aunque no serán intrínsecos a estos, es decir, variarán en función
de la posición que adopten en las bandejas (objetos).
.

47
5 MODELO MATEMÁTICO
e procede a continuación a resolver el tercer objetivo específico propuesto para conseguir el
objetivo general del proyecto. A partir del estudio de los problemas analizados en el capítulo
anterior y mediante su particularización para el caso que se trata, se propondrá un modelo
matemático capaz de conseguir una distribución óptima de las piezas en el autoclave de tal manera
que su procesado se produzca en el mínimo tiempo posible.
5.1 Introducción
Como se ha comentado anteriormente, el presente proyecto tiene como fin reducir el tiempo del
procesado en autoclave de piezas de material compuesto mediante la optimización de su distribución
en el mismo, de forma que su curado se lleve a cabo en el menor tiempo posible. Para ello, partiendo
de las investigaciones realizadas en [18], se propone un modelo de optimización complejo y realista
capaz de alcanzar tal objetivo.
El modelo de optimización propuesto por Maffezzolli y Grieco [18] proporciona una solución poco
concreta del problema pues sus hipótesis de partida (únicamente 52 posiciones disponibles en el
autoclave, unión de varias piezas en una sola…) restringen mucho el número y las posiciones
posibles de las piezas. Con el modelo propuesto en este proyecto se consigue una solución mucho
más concreta dando una visión realista del problema, ya que contempla las piezas como entidades
únicas con unas dimensiones y características propias pudiendo ser giradas según convenga. Además
proporciona la posición exacta en la que las piezas deberán ser colocadas evitando cualquier tipo de
ambigüedad en su colocación.
Dicho modelo se crea planteando el problema como uno de empaquetamiento [52, 53, 54, 55, 56, 57,
58] con algunas modificaciones, de tal manera que su objetivo no sea minimizar el área que queda
disponible en el autoclave sino que consista en rellenar las bandejas de los carros de tal forma que se
consiga que la pieza que más tarde en ser procesada lo haga en el menor tiempo posible,
disminuyendo así el tiempo total de procesado del lote. Para ello, se emplearán unos coeficientes de
penalización asignados a cada posición y tipo de pieza con los que se simularán los tiempos de
retardo de las piezas en alcanzar la temperatura que se debe mantener en el autoclave.
S

Modelo matemático 48
A continuación, en este capítulo se describirá de manera resumida el punto de partida del proyecto y
se presentarán las particularizaciones e hipótesis adoptadas, así como el modelo creado explicando
todos sus componentes y restricciones.
5.2 Punto de partida
El modelo desarrollado en este proyecto se basa en los estudios y análisis llevados a cabo en [18] que
son aplicables a cualquier autoclave y configuración. En este caso, dado que no ha sido posible la
experimentación con un autoclave propio, se partirá de las particularizaciones que aparecen en dicho
artículo y que se presentan resumidamente a continuación.
5.2.1 Autoclave
El autoclave empleado para la simulación consta de un sistema de calentamiento por flujo de
nitrógeno y se caracteriza por una longitud de 10.25 m y un diámetro de 3.5 m.
Puede cargarse con un total de 3 carros cuyas medidas en mm pueden observarse en la figura 5-2. Se
supondrá también que dichos carros pueden editarse quitando pisos de los mismos según convenga,
pudiéndose introducir pues todos los carros de uno, dos, tres o cuatro pisos.
Figura 5-1. Vista frontal (a) y lateral (b) de los carros [18].

Modelado y resolución del problema de distribución óptima de piezas en un autoclave
49
Figura 5-2. Esquema de flujo del nitrógeno en el autoclave [18].
5.2.2 Características generales de los materiales a procesar
Las piezas insertadas en el autoclave para ser curadas se componen de:
Laminado o panel sándwich de preimpregnados con los termopares colocados.
Bolsa de vacío que recubre el laminado con su correspondiente entrada de vacío y capas
auxiliares (bleeder, barrier, etc.).
Utillaje sobre el que descansa toda la pieza.
Los preimpregnados que se estudiarán están compuestos por fibras o cintas de fibra de vidrio, kevlar
o carbono impregnados de resina epóxica. Estos se clasificarán en función de distintas propiedades
en 5 grupos distintos:
Tabla 5-1. Propiedades de los preimpregnados estudiados.
Nombre Tipo Contenido de resina
en peso [%]
Tiempo de
gelificación a 127ºC
[min]
Espesor de la
capa[mm]
G1 Fibras de vidrio 45 3 4 2 0.104
G2 Fibras de vidrio 38 2 4 2 0.241
K1 Fibras de kevlar 57 3 6 2 0.104
K2 Fibras de kevlar 52 3 6 2 0.267
C1 Cintas de carbono 40 2 4 2 0.104

Modelo matemático 50
5.2.3 Ciclo de curado
El ciclo de curado que se simula se presenta a continuación:
1. Vacío mínimo de 560 mmHg dentro de las bolsas de vacío.
2. La presión del autoclave se establece en 3.16 ∙ 10 0.35 ∙ 10 Pa.
3. Cuando la presión alcanza 1 bar, el vacío se elimina.
4. Rampas de calentamiento con las siguientes tolerancias: tasa de calentamiento en el rango de
1.2 4.4 /min entre 54 y 88 ; tasa de calentamiento en el rango de 0.56 4.4 /min
entre 88 y 111 ; tasa de calentamiento en el rango de 0.16 4.4 /min entre 111 y
122 .
5. Proceso isotérmico para cada laminado a la temperatura de curado de 127 5 durante al
menos 90 minutos. El termopar que indique la temperatura más baja es el que se toma de
referencia para la determinación del tiempo a una temperatura constante.
6. Rampa de enfriamiento hasta unos 50 con una tasa máxima de 2.8 /min.
Figura 5-3. Perfiles de curado representativos medidos durante un ciclo de curado en autoclave.
5.2.4 Utillaje
Los útiles empleados en la simulación serán de aluminio pudiéndose clasificar en 6 grupos distintos
en función de sus dimensiones y forma:

Modelado y resolución del problema de distribución óptima de piezas en un autoclave
51
Tipo a: el útil está compuesto por una placa curva de 2.5-5.5 mm de espesor fijada a la base
por unos soportes agujereados para mejorar la transmisión del calor.
Figura 5-4. Utillaje tipo a [18].
Tipo b: el útil está compuesto por una placa de dimensiones laterales diferentes, con un
espesor de entre 13 y 25 mm, sujeta a la base por un marco de 100-250 mm con agujeros.
Figura 5-5. Utillaje tipo b [18].
Tipo b1: igual que el tipo b pero el espesor de la placa está entre 26 y 40 mm y sin agujeros.
Tipo c: compuesto por una placa con un espesor entre 15 y 25 mm sin soportes. También
pertenecen a este grupo los soportes de varias piezas pequeñas.
Tipo c1: igual que el tipo c pero con un espesor de 40 mm.
Figura 5-6. Utillaje tipo c [18].

Modelo matemático 52
Tipo d: igual que el tipo b pero con un espesor comprendido entre 100 y 110 mm.
5.2.5 Definición de piezas
Una vez descritos los materiales y utillajes que se emplearán en las simulaciones, se presentan a
continuación los tipos de piezas (de aquí en adelante el referirse a pieza supone el conjunto formado
por el laminado, los materiales auxiliares y el utillaje) que se supondrán en el modelo, sin entrar en
detalle en los cálculos de los que resulta esta clasificación, que pueden consultarse en [18] con mayor
profundidad.
En total, se distinguen 4 tipos de piezas a procesar diferenciadas por sus características térmicas y
físicas:
Tabla 5-2. Clasificación de piezas según los análisis en [18].
Tipo de utillaje Espesor de utillaje [mm] Tipo de pieza
a 2.5-5.5 α
b 13-25 β
b1 13 β
c 15-25 β
b 40 γ
b1 20-40 γ
c1 40 γ
d 105 δ
Además de las piezas mostradas anteriormente, también habrá que tener en cuenta una modalidad
particular dentro de las piezas . Se trata del caso en que dichas piezas tengan unas medidas tales que
obliguen a emplear un carro de un solo piso para albergarlas. En dicho caso, las piezas se designarán
como ′.
5.2.6 Definición de los coeficientes de penalización
Dado que el retraso entre la temperatura del gas en el autoclave y la temperatura de las piezas

Modelado y resolución del problema de distribución óptima de piezas en un autoclave
53
representa el factor determinante que afecta al tiempo final de procesado, se definen los coeficientes
de penalización globales como el retraso de tiempo que invierte una pieza i colocada en una
posición j en alcanzar la temperatura de curado. Estos coeficientes se determinan a partir de los
retrasos de tiempo experimentales observados para cada pieza, geometría y posición en el autoclave.
En la figura 5-3 pueden observarse dichos retrasos; mientras que el gas en el interior del autoclave
sigue un perfil de temperaturas (línea continua), el resto de piezas, caracterizadas por diferentes tasas
de calentamiento, presentan perfiles con diferentes velocidades(resto de líneas representadas), siendo
el más lento el responsable del tiempo total empleado en el proceso de curado. Este hecho también
puede acarrear un mal procesado de las piezas con tasas de calentamiento mayores pues alcanzan la
temperatura de curado más rápido y pueden llegar a sobrecalentarse y dañarse. Sin embargo, estos
casos no se tendrán en cuenta en los cálculos.
Figura 5-7. Código de posiciones y sistema de coordenadas seguido para definir las penalizaciones en [18].
La tasa de calentamiento dentro del autoclave depende de dos factores: el tipo de pieza y su posición.
De esta forma, los coeficientes de penalización globales pueden definirse como el producto de uno
dependiente del tipo de pieza ( , ) y otro de la posición ( , ): , ∙ ,
El coeficiente , se define a su vez como el producto de otros 3 coeficientes relacionados con las
direcciones x, y, z ( , , ) dentro del autoclave. Además en algunos casos en los que existan
piezas ′ también entrarán en juego la interferencia entre partes contiguas ( ).
Para entender cómo aplicar los coeficientes de manera correcta es necesario definir unos ejes de
referencia y un código de posiciones que permita asignar penalizaciones a cada posición (figura 5-7).

Modelo matemático 54
En las tablas 5-3, 5-4, 5-5 y 5-6 se recopilan los coeficientes de penalización tomados y que se
emplearán en el modelo propuesto.
Tabla 5-3. Definición de los coeficientes de penalización asociados al tipo de pieza.
Tipo de pieza
, 1 6 7 15
Tabla 5-4. Definición de los coeficientes de penalización asociados a la posición x.
Piso Posición en la bandeja
1,2,3
Exterior 1
Interior 1.3
4
Exterior 1.3
Interior 1
Tabla 5-5. Definición de los coeficientes de penalización asociados a la posición y.
Piso
1,2,3 1
4 1.5

Modelado y resolución del problema de distribución óptima de piezas en un autoclave
55
Tabla 5-6. Definición de los coeficientes de penalización asociados a la posición z.
Carro Posición (fig.5-7c)
1
A 1
AC 2.5
C, CD y D 3
2
A y AC 3
C, CD y D 3.2
3 A, AC, C, CD, D 3.2
Tabla 5-7. Definición de los coeficientes de penalización relativos a la interferencia de piezas contiguas.
Tipo de interferencia Posición(fig.5-7c)
Efecto sombra
A 5
AC 4
C 2
CD y D 1.5
Efecto de estancamiento
A 1
AC 1
C 1.5
CD y D 3.2
En el caso de piezas grandes ( ′) situadas delante o detrás de piezas más pequeñas también se estudia
el efecto de la posición relativa de una respecto a la otra. Esta posición relativa afecta a las piezas

Modelo matemático 56
pequeñas pues en las zonas cercanas a piezas grandes, la velocidad del gas del autoclave disminuye
lo que supone un mayor retraso en alcanzar la temperatura deseada. Las penalizaciones en este caso
son las que aparecen en la tabla 5-7.
5.3 Particularizaciones
Una vez descrito de manera resumida el punto de partida de este proyecto, se pasa a continuación a
presentar las características propias y algunas modificaciones necesarias para hacer posible la
definición del modelo.
5.3.1 Descripción de las posiciones dentro del autoclave
La configuración de los carros en el autoclave será la misma a la que se presenta en el apartado
anterior (figura 5-7) excepto en la definición de las posiciones dentro de las bandejas en cada piso.
Estas posiciones serán parametrizadas de forma que puedan ser descritas mediante un modelo
matemático.
El sistema de referencia que se emplea para interpretar los coeficientes coincide con el que se
presenta en el punto de partida (figura 5-7), aquel que tiene como eje z el que atraviesa el autoclave
longitudinalmente, como eje y el perpendicular al suelo y como eje x el perpendicular a los dos
anteriores (figura 5-8). Como se verá posteriormente, el modelo solo trabajará para posicionar las
piezas con las coordenadas z y x definidas para cada bandeja, simulando las alturas y en función de
los pisos de los carros.
Figura 5-8. Sistema de referencia general.
El autoclave se puede cargar con un total de 3 carros, numerados en orden del 1 al 3 desde la puerta
de apertura hasta la pared final del autoclave (figura 5-9).

Modelado y resolución del problema de distribución óptima de piezas en un autoclave
57
Figura 5-9. Configuración de los carros en el autoclave.
Cada carro cuenta con un máximo de 4 pisos, numerados en orden del 1 al 4 comenzando desde el
más bajo hasta el más elevado (figura 5-10).
Figura 5-10. Configuración de los pisos en cada carro.
Cada piso, a su vez, consta de dos bandejas donde colocar las piezas, una a la izquierda y otra a la
derecha (figura 5-11).
Figura 5-11. Configuración de las bandejas de cada piso.
En cada bandeja se diferencian distintas zonas para la asignación de las penalizaciones. Con respecto
al eje z, las posibles posiciones en cada bandeja son las que aparecen en la figura 5-12. En ella puede

Modelo matemático 58
apreciarse como se ha dividido en partes igual la longitud de la bandeja para definir las 5 posibles
zonas de penalización.
Figura 5-12. Posibles posiciones de las piezas en el eje z.
Respecto al eje x, cada bandeja se divide en dos mitades, una interior y otra exterior de la forma que
se muestra en la figura 5-13. Como puede intuirse, no existe diferencia alguna entre colocar una
pieza en la bandeja izquierda o la derecha dentro de un mismo piso.
Figura 5-13. Posibles posiciones de las piezas en el eje x.
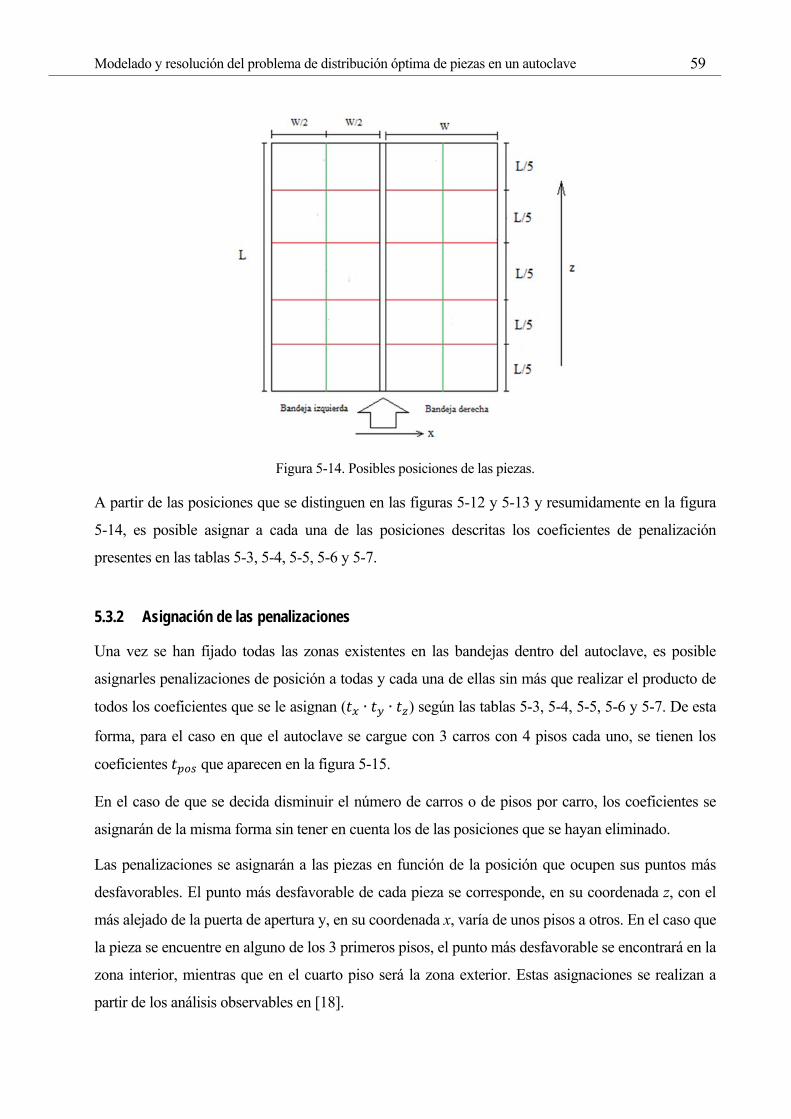
Modelado y resolución del problema de distribución óptima de piezas en un autoclave
59
Figura 5-14. Posibles posiciones de las piezas.
A partir de las posiciones que se distinguen en las figuras 5-12 y 5-13 y resumidamente en la figura
5-14, es posible asignar a cada una de las posiciones descritas los coeficientes de penalización
presentes en las tablas 5-3, 5-4, 5-5, 5-6 y 5-7.
5.3.2 Asignación de las penalizaciones
Una vez se han fijado todas las zonas existentes en las bandejas dentro del autoclave, es posible
asignarles penalizaciones de posición a todas y cada una de ellas sin más que realizar el producto de
todos los coeficientes que se le asignan ( ∙ ∙ ) según las tablas 5-3, 5-4, 5-5, 5-6 y 5-7. De esta
forma, para el caso en que el autoclave se cargue con 3 carros con 4 pisos cada uno, se tienen los
coeficientes que aparecen en la figura 5-15.
En el caso de que se decida disminuir el número de carros o de pisos por carro, los coeficientes se
asignarán de la misma forma sin tener en cuenta los de las posiciones que se hayan eliminado.
Las penalizaciones se asignarán a las piezas en función de la posición que ocupen sus puntos más
desfavorables. El punto más desfavorable de cada pieza se corresponde, en su coordenada z, con el
más alejado de la puerta de apertura y, en su coordenada x, varía de unos pisos a otros. En el caso que
la pieza se encuentre en alguno de los 3 primeros pisos, el punto más desfavorable se encontrará en la
zona interior, mientras que en el cuarto piso será la zona exterior. Estas asignaciones se realizan a
partir de los análisis observables en [18].

Modelo matemático 60
Figura 5-15. Penalizaciones asignadas a cada zona del autoclave ( ∙ ∙ ).
A modo de ejemplo, se presenta la figura 5-16 en la que se coloca una pieza (rectángulo de color
gris) a la que se le asigna una penalización consecuente a su posición. Concretamente, su posición en
la bandeja se correspondería con la zona C (penalización en z), interior (penalización en x) ya que se
ha supuesto que se trata de alguna bandeja de los 3 primeros pisos de algún carro.
Figura 5-16. Ejemplo de colocación de una pieza.

Modelado y resolución del problema de distribución óptima de piezas en un autoclave
61
Identificada la posición asignada a tal pieza, solo resta acudir a las tablas 5-3, 5-4, 5-5, 5-6 y 5-7
donde se definen las penalizaciones, o directamente a la figura 5-15 donde ya aparecen todos los
coeficientes de posición multiplicados. Solo quedaría multiplicar por el coeficiente de tipo ( )
para obtener el retraso correspondiente a esa pieza situada en esa posición dentro del autoclave.
5.4 Hipótesis
A continuación se presentan las hipótesis tenidas en consideración a la hora de modelar el problema:
1. Todas las piezas a procesar se supondrán rectangulares en planta. Esto supone que si no lo
son, se podrán definir de tal forma que sea posible contenerlas dentro de un rectángulo de
medidas inferiores a las de las bandejas del autoclave.
2. Las dimensiones de las piezas (largo y ancho) se supondrán tales que pueda colocarse al
menos una de ellas por bandeja, es decir, sus dimensiones serán menores o iguales a las de
las bandejas. La única excepción serán las piezas del tipo ′, cuyas dimensiones serán
mayores y se fijarán posteriormente.
3. Todas las piezas serán de una altura inferior a la distancia vertical entre una bandeja y otra,
excepto en el caso de existir piezas ′. Este tipo de piezas sí podrán sobrepasar la distancia
entre bandejas, por lo que se colocarán en carros de un único piso.
4. Las piezas ′ al no poder ser incluidas en ninguna bandeja de carros de varios pisos,
emplearán carros de un único piso, quedando dicho carro fuera del proceso de optimización
pues el tiempo de procesado de estas piezas siempre se supone menor que las del resto.
5. Se supondrá que las piezas pueden colocarse paralelas al largo de la bandejas o perpendicular
a él sin que sus propiedades térmicas varíen, pudiéndose, por tanto, colocar en una u otra
posición según convenga. También se supondrá que existen suficientes tomas de vacío para
emplear en todas las piezas sean cuales sean sus posiciones.
6. No se tendrán en cuenta las posibles interferencias creadas como consecuencia de las
posiciones relativas de unas piezas respecto a otras situadas en el mismo piso. Solo se
aplicarán los coeficientes de interferencia en el caso de existir piezas ′.
7. En el caso de existir piezas ′, estas se colocaran en carros de un piso situados por detrás de
los que tengan varios pisos. De esta forma, en el carro contiguo a los que alberguen piezas ′
se aplicarán los coeficientes de interferencia, pero solo en aquellos pisos que sean alcanzados
por la pieza ′ más alta.

Modelo matemático 62
5.5 Modelo general
El problema se formulará como uno de empaquetamiento en dos dimensiones, también conocido
como packing problem, en el que las bandejas de los carros harán la función de objetos y las piezas
de material compuesto serán los ítems que se coloquen en ellos. Para esto, se hará uso del trabajo
realizado por C. S. Chan, S. M. Lee y Q. S. Shen [57] en el que el problema de carga se formula con
un modelo entero mixto. A partir de esto, se realizarán las modificaciones y adaptaciones al modelo
para el caso particular que se estudia.
A continuación se presenta el modelo matemático desarrollado para este proyecto. Primero se
realizará una descripción detallada de las variables y parámetros que se emplean y posteriormente se
detallarán las restricciones y función objetivo a optimizar.
5.5.1 Variables y parámetros
Las variables que entran en juego en el modelo son:
N: número total de piezas. Se refiere al número de piezas distintas que no son del tipo ′
(estas no entran en el proceso de optimización) que se quieren procesar en el autoclave.
M: número arbitrariamente grande. Se trata de un parámetro auxiliar que se empleará en
algunas restricciones.
∆: número arbitrariamente pequeño. Se trata de un parámetro auxiliar que se empleará en
algunas restricciones.
Carros: número de carros con los que se carga el autoclave. Como se comentó con
anterioridad, el autoclave puede cargarse con 1, 2 o 3 carros según se desee.
Pisos: número de pisos que se incluyen en cada carro. Estos pueden variar entre 1 y 4 pisos
según convenga.
Lado: número de bandejas que existen por piso. Este parámetro se restringe a dos bandejas
por piso tal y como se describió en el apartado 5.3.1.
Posx: número de posiciones distintas posibles del punto más desfavorable de las piezas con
respecto a x en las bandejas. En el caso que se estudia, existirán dos posiciones diferentes
respecto a x como puede observarse en la figura 5-13 (posición interior y exterior).
Posz: número de posiciones distintas posibles del punto más desfavorable de las piezas con
respecto a z en las bandejas. En el caso que se estudia, existirán cinco posiciones diferentes
como se observa en la figura 5-12 (posiciones A, AC, C, CD, D) (tablas 5-6 y 5-7).

Modelado y resolución del problema de distribución óptima de piezas en un autoclave
63
L: longitud de las bandejas.
W: ancho de las bandejas.
: largo de la pieza i. Se considera el largo de la pieza como la dimensión de mayor valor.
: ancho de la pieza i. Se considera el ancho de la pieza como la dimensión de menor valor.
Figura 5-17. Largo y ancho de las piezas en función de sus dimensiones.
: matriz formada por los valores de penalización asignados a cada posición (figura 5-
15). Los subíndices indican:
o c: carro. Varía entre 0 y el número total de carros (Carros) menos uno.
o h: piso. Varía entre 0 y el número total de pisos (Pisos) menos uno.
o l: lado. Varía entre 0 y el número total de lados (Lados) menos uno de tal forma que
el 0 corresponde al lado izquierdo y el 1 al derecho.
o m: posición en x. Varía desde 0 hasta el número de posiciones disponibles en x
(Posx) menos uno. El valor 0 se corresponde con la posición más cercana al origen de
coordenadas y el 1 al más lejano (figuras 5-19, 5-20).
o n: posición en z. Varía desde 0 hasta el número de posiciones disponibles en z (Posz)
menos uno (figuras 5-19, 5-20).

Modelo matemático 64
: penalización por tipo asociada a la pieza i (tabla 5-3).
: variable binaria que es igual a 1 si la pieza i se encuentra en el carro c, piso h, lado l,
y la posición de su punto más desfavorable ocupa en el eje x la zona m y en el eje z la zona n,
y 0 en el caso contrario. Esta variable servirá para asignar penalizaciones a las piezas en
función de su posición más desfavorable.
: variable continua que indica la coordenada x de la esquina de la pieza i más próxima al
origen de coordenadas propio de la bandeja (figura 5-18).
: variable continua que indica la coordenada z de la esquina de la pieza i más próxima al
origen de coordenadas propio de la bandeja (figura 5-18).
Figura 5-18. Sistema de referencia empleado en el modelo desarrollado.
: variable binaria que es igual a 1 si el largo de la pieza i ( ) es paralelo al eje z y 0 en
caso contrario.
: variable binaria que es igual a 1 si la pieza i se encuentra a la izquierda de la pieza k.
Variable solo definida para i<k.
: variable binaria que es igual a 1 si la pieza i se encuentra a la derecha de la pieza k.
Variable solo definida para i<k.
: variable binaria que es igual a 1 si la pieza i se encuentra debajo de la pieza k. Variable
solo definida para i<k.
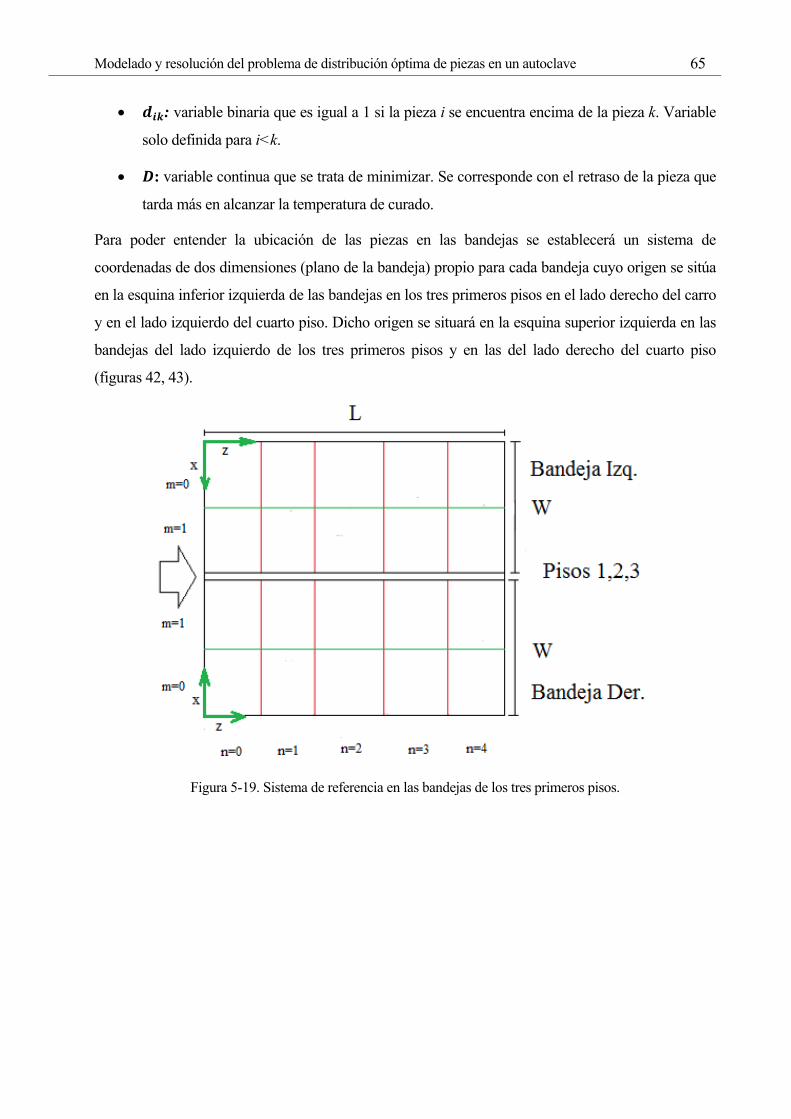
Modelado y resolución del problema de distribución óptima de piezas en un autoclave
65
: variable binaria que es igual a 1 si la pieza i se encuentra encima de la pieza k. Variable
solo definida para i<k.
: variable continua que se trata de minimizar. Se corresponde con el retraso de la pieza que
tarda más en alcanzar la temperatura de curado.
Para poder entender la ubicación de las piezas en las bandejas se establecerá un sistema de
coordenadas de dos dimensiones (plano de la bandeja) propio para cada bandeja cuyo origen se sitúa
en la esquina inferior izquierda de las bandejas en los tres primeros pisos en el lado derecho del carro
y en el lado izquierdo del cuarto piso. Dicho origen se situará en la esquina superior izquierda en las
bandejas del lado izquierdo de los tres primeros pisos y en las del lado derecho del cuarto piso
(figuras 42, 43).
Figura 5-19. Sistema de referencia en las bandejas de los tres primeros pisos.

Modelo matemático 66
Figura 5-20. Sistema de referencia en las bandejas del cuarto piso.
Las variables binarias , , y sirven para definir la ubicación relativa de las piezas entre
sí. La figura 5-21 ayuda a explicar la utilización de estas variables.
Figura 5-21. Posición relativa entre piezas.

Modelado y resolución del problema de distribución óptima de piezas en un autoclave
67
Concretamente, la bandeja representada en la figura 5-21, correspondiente a la bandeja situada en el
lado l del piso h del carro c se carga con dos ítems, las piezas i y k cuyos puntos más desfavorables
se sitúan en las posiciones m y n y M y N respectivamente en la bandeja, de tal manera que las
variables de asignación y son iguales a 1. Las variables de orientación tomarán los
siguientes valores:
- y son iguales a 1: ya que la pieza i está situada a la izquierda y encima de la pieza k.
- y son iguales a 0: ya que se cumple lo anterior.
- es igual a 1 ya que el largo de la pieza i es paralelo al eje z de la bandeja.
- es igual a 0 ya que el largo de la pieza k es paralelo al eje x de la bandeja.
5.6 Modelo matemático
Se procede a continuación a mostrar el modelo matemático creado necesario para conseguir el
objetivo de este proyecto.
. :
1 1 ∀ , ; 1
1 1 ∀ , ; 2
1 1 ∀ , ; 3
1 1 ∀ , ; 4
∑ , ∑ , 1 ∀ , , , , ; 5
∑ 1, , , , ∀ ;
6
1 ∀ ; 7
1 ∀ ; 8
1 ∑ ∀ , , , ; 9

Modelo matemático 68
1 ∆ ∑ ∑
1 ∑ , ∀ , , , ;
10
1 ∑ ∑
∑ ∑ ∀ , , , ;
11
1 ∆ ∑
∆ ∑ ∆ ∑
∆ ∑ ∑ 1 ∑ ,
∀ , , , ;
12
∑ 1, ∀ , , , ;
13
∑ ∙ ∙, , , , ∀ ;
14
, 0 ∀ ; 15
, 0,1 ∀ , , , , , ; 16
, , , 0,1 ∀ , ; 17
Como puede observarse se trata de un modelo lineal ya que ni las restricciones ni la función objetivo
presentan alguna no linealidad.
La resolución del modelo provee una forma óptima de colocar las piezas de tal manera que el tiempo
de procesado de las mismas sea mínimo. Para ello se minimiza el retraso máximo de las piezas en
alcanzar la temperatura de curado.
Las restricciones empleadas en el modelo tienen las siguientes funciones:
(1-4): Aseguran que las piezas no se superpongan. Esto se consigue asegurando que las
coordenadas del punto más desfavorable de la pieza i sean siempre menores o iguales a las
coordenadas más cercanas al origen de coordenadas de la pieza k siempre que i sea menor
que k.

Modelado y resolución del problema de distribución óptima de piezas en un autoclave
69
(5): Verifica que las restricciones (1-4) se cumplen para piezas situadas en una misma
bandeja. Esta restricción impide que si dos piezas, i y k respectivamente, se sitúan en una
misma bandeja (∑ , 1 y ∑ , 1) alguna/s de las variables que
indican la posición relativa entre piezas ( , , , ) debe ser igual a 1.
(6): Obliga a que cada pieza solo esté asignada a una posición dentro del autoclave.
(7-8): Asegura que las piezas introducidas en la bandeja no adopten posiciones que hagan
que las sobrepasen. Se consigue haciendo que las coordenadas de la posición más
desfavorable de las piezas sean siempre menores o iguales a las dimensiones limitantes de las
bandejas.
(9-12): Permiten asignar una penalización a las piezas según la posición de su punto más
desfavorable. Estas restricciones hacen posible corresponder el valor de la variable binaria
con la posición más desfavorable de la pieza en una bandeja. Por ejemplo, si las
coordenadas del punto más desfavorable de una pieza fueran x=750 mm y z=700 mm, estas
restricciones aseguran que la variable sea igual a 1.
o (9-10): Determinan la penalización asociada a la posición x del punto más
desfavorable de la pieza.
o (11-12): Determinan la penalización asociada a la posición z del punto más
desfavorable de la pieza.
(13): Asegura que cada pieza en cada bandeja solo ocupa una posición como máximo.
(14): Asocia la penalización a cada pieza. Como se comentó en el capítulo 5.2.6 la
penalización total sobre una pieza resulta del producto del coeficiente asociado a la posición
( ) y al tipo de pieza ( ). De esta forma, la expresión ∑ ∙, , , , será
igual al coeficiente de penalización asociado a la posición de la pieza i, ya que para el resto
de posiciones el producto será 0 y no se tendrá en cuenta.
El tiempo requerido en la resolución de este problema depende de dos factores fundamentales como
lo son el tamaño del problema y la computadora y herramienta utilizada para la resolución. El
tamaño del problema puede suponer tiempos computacionales muy elevados dada la complejidad y
cantidad de variables existentes en el problema. Para el caso que se estudia (curado en autoclave de
piezas de material compuesto), el tamaño del problema dependerá del número de piezas que se desee
procesar. De este modo, se descartan tamaños muy grandes pues las piezas no entrarían en el
autoclave por sus dimensiones. Tampoco se supondrán piezas muy pequeñas que podrían aumentar
el tamaño del problema y, por consiguiente, el tiempo computacional. Sin embargo, en el caso que se
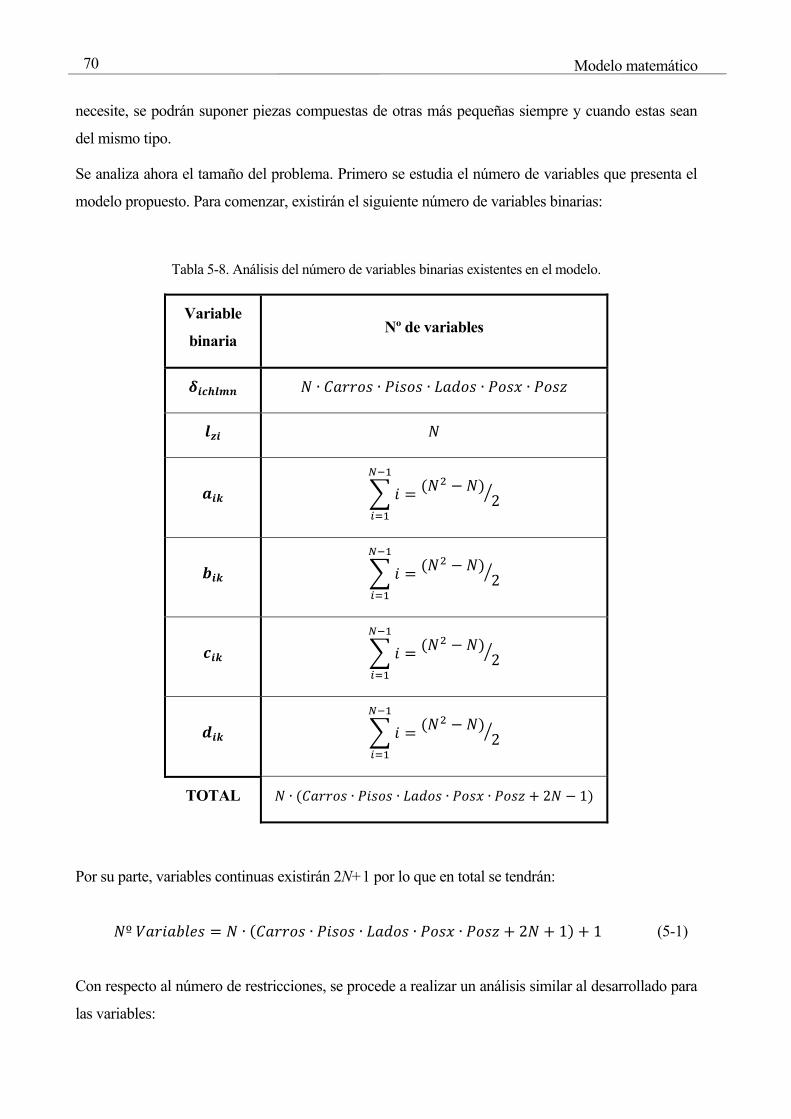
Modelo matemático 70
necesite, se podrán suponer piezas compuestas de otras más pequeñas siempre y cuando estas sean
del mismo tipo.
Se analiza ahora el tamaño del problema. Primero se estudia el número de variables que presenta el
modelo propuesto. Para comenzar, existirán el siguiente número de variables binarias:
Tabla 5-8. Análisis del número de variables binarias existentes en el modelo.
Variable
binaria Nº de variables
∙ ∙ ∙ ∙ ∙
2
2
2
2
TOTAL ∙ ∙ ∙ ∙ ∙ 2 1
Por su parte, variables continuas existirán 2N+1 por lo que en total se tendrán:
º ∙ ∙ ∙ ∙ ∙ 2 1 1 (5-1)
Con respecto al número de restricciones, se procede a realizar un análisis similar al desarrollado para
las variables:

Modelado y resolución del problema de distribución óptima de piezas en un autoclave
71
Tabla 5-9. Análisis del número de restricciones del modelo.
Restricción Nº de restricciones
2 1
) 1
2∙ ∙ ∙
, 4
5 ∙ ∙ ∙
TOTAL ∙ 2 29
2∙ ∙ ∙
Con respecto a la herramienta utilizada, en este proyecto se ha desarrollado un software mediante
Visual Studio incorporando el solver de optimización Gurobi en su versión 5.6.3 ya que este es capaz
de soportar y resolver modelos de programación lineal enteros mixtos (MILP). Concretamente, el
software desarrollado se ha denominado Cure Optimizer (CuOp). Empleando Visual Studio se ha
creado una aplicación de Windows Form con una interfaz sencilla y fácil de emplear a la que se debe
alimentar con un archivo (de tipo .xlsx) que contenga la lista de piezas que se desee procesar. El
funcionamiento y la interfaz de la herramienta se desarrollarán y mostrarán más adelante en el anexo
adjunto a este proyecto.
5.7 Particularidades
5.7.1 Piezas ′
Como se ha comentado desde un principio, las piezas α′ suponen un tipo especial de piezas que
podrán ser procesadas en el autoclave propuesto. Concretamente se trata de piezas del tipo α cuyo
tamaño hace necesario que se coloquen en un carro con un único piso. De esta forma, estas piezas se
diferencian del resto de tipo en que algunas de sus dimensiones sobrepasan las disponibles en un
carro normal. Por ejemplo, serían aquellas cuya altura excediera la disponible en un piso, o cuyos
largos o anchos excedieran los disponibles en una bandeja (una pieza de medidas 1500x2000x700
sería un caso de pieza ′ ya que tanto el ancho como el alto exceden las dimensiones disponibles en
una bandeja normal).
Al ser piezas del tipo α (la menor penalización por tipo de pieza posible) y no poderse colocar junto

Modelo matemático 72
con el resto de piezas de manera general, esta modalidad de piezas no entrarán en juego en la
optimización del modelo propuesto en este capítulo, ya que se supondrá que sea cual sea el carro en
el que se coloquen nunca serán de las piezas que más tiempo de procesado emplearán.
Este tipo de piezas tendrán unas dimensiones tales que en cada carro de un único piso solo puedan
colocarse dos de ellas, de tal forma que podrán colocarse un total de cuatro piezas α′ para que quede
un carro que optimizar. Además, estas piezas siempre se colocarán en los carros del fondo del
autoclave. Por lo tanto se podrán dar los siguientes casos:
Tabla 5-10. Distribución ante la existencia de piezas ′.
Nº piezas ′ Carro 1 Carro 2 Carro 3
0 Piezas , , , Piezas , , , Piezas , , ,
Piezas , , , Piezas , , , Piezas ′
Piezas , , , Piezas ′ Piezas ′
Otro aspecto importante a considerar en el caso de que se procesen piezas ′ será su altura. Esta será
la responsable de la existencia de efectos de interferencia en el carro de varios pisos que los preceda,
y por tanto, de la aplicación de los coeficientes de interferencia introducidos en la tabla 9,
concretamente los de estancamiento. Así, en función de la altura de la pieza ′ más grande, se
distinguirán distintos casos a considerar (figura 5-22):
Caso 1: La pieza α′ mayor cubre parte del primer piso. En este caso, debe variarse la matriz
de tal forma que en el piso 1 del carro que precede al carro con piezas α′ se apliquen
los coeficientes de la tabla 5-7.
Caso 2: La pieza α′ mayor cubre parte del segundo piso. En este caso, debe variarse la matriz
de tal forma que en los pisos 1 y 2 del carro que precede al carro con piezas ′ se
apliquen los coeficientes de la tabla 5-7.
Caso 3: La pieza α′ mayor cubre parte del tercer piso. En este caso, debe variarse la matriz
de tal forma que en los pisos 1, 2 y 3 del carro que precede al carro con piezas ′ se
apliquen los coeficientes de la tabla 5-7.
Caso 4: La pieza ′ mayor cubre parte del cuarto piso. En este caso, debe variarse la matriz
de tal forma que en los pisos 1, 2, 3 y 4 del carro que precede al carro con piezas ′
se apliquen los coeficientes de la tabla 5-7.

Modelado y resolución del problema de distribución óptima de piezas en un autoclave
73
Figura 5-22. Casos diferentes en función de la altura de la mayor pieza .
5.7.2 Matriz de penalizaciones
Se procede a continuación a describir cómo se estructura la matriz que contiene las penalizaciones
asociadas a la posición de las piezas. Para ello se emplea la siguiente figura esquemática:
Figura 5-23. Esquema de la estructura de la matriz A .
Como puede observarse la matriz está compuesta, en primer lugar, por Carros filas y Pisos
columnas. Cada componente de dicha matriz es otra matriz de tamaño Lados x Posx, cuyas
componentes, a su vez, son vectores con las penalizaciones propias de cada posición. De esta forma,
la matriz correspondiente a la componente en el caso general sería:
A12.53 3 3 1.3 3.25 3.9 3.9 3.912.53 3 3 1.3 3.25 3.9 3.9 3.9
(5-2)
Como se puede apreciar, la primera fila de la matriz anterior se corresponde con las bandejas del lado
izquierdo del primer piso del primer carro y la segunda fila con las bandejas del lado derecho. Con
respecto a las columnas, la primera se corresponde con las penalizaciones de las posiciones de la

Modelo matemático 74
bandeja más cercanas al origen de coordenadas, mientras que la segunda se corresponde con las más
alejadas. El hecho de que no se distinga entre colocar una pieza en el lado derecho o el izquierdo en
el autoclave se pone de manifiesto en la igualdad de las componentes de los vectores de cada
columna.
A base de submatrices como la anterior, es posible rellenar la matriz de penalizaciones de forma que
a cada posición del autoclave le corresponda un valor.

75
6 SIMULACIONES
na vez descrito el modelo matemático creado en este proyecto, se pasa ahora a abordar el
cuarto objetivo necesario para cumplir con el objetivo general del trabajo. Para ello se procede
a continuación a mostrar algunas de las simulaciones llevadas a cabo con el fin de comprobar la
validez del modelo.
6.1 Casos estudiados
Se presentarán tres casos distintos, simulando cada uno un lote con una lista de piezas diferentes, en
los que se podrá observar la colocación óptima que se hace de ellas y el retraso mínimo conseguido.
Para ello se han tomado como base los tipos de piezas empleadas en [18], y se han seleccionado para
realizar la simulación de tres casos diferentes: 1) sin piezas ′, 2) con piezas ′ y 3) sin piezas ′ y
variando la configuración del autoclave. Se ha omitido la comparación con los lotes estudiados en
[18], ya que en reiterados contactos con sus autores, estos no lograron justificar su solución.
El primer lote simulado contará con piezas de todo tipo excepto ′ para ver cómo trabaja el
programa sin ningún tipo de particularidad. Para ello, se supondrá que se cargan en el autoclave
todos los carros y que, cada uno de ellos, dispondrá de cuatro pisos para colocar las piezas.
El segundo lote contará con un par de piezas ′ para mostrar cómo reacciona el software
desarrollado ante esta particularidad.
Por último, el tercer lote que se simulará no contará con ninguna pieza ′ y se llevará acabo con un
menor número de carros y pisos que en el caso de cargar al máximo el autoclave (ya que el lote a
procesar no cuenta con un gran número de piezas).
Para cada lote, primero se describirá la lista de piezas a procesar mostrando sus características y
propiedades. En segundo lugar se mostrará la configuración final de las piezas una vez optimizado el
proceso indicando el retraso máximo y la pieza que lo alcanza. Por último se mostrarán los retrasos
obtenidos para cada una de las piezas del lote.
U

Simulaciones 76
6.1.1 Primer lote
6.1.1.1 Descripción
Se presenta a continuación la lista de piezas supuesta para esta primera simulación en la que se
indican las dimensiones de las piezas, tipo y utillaje empleado:
Tabla 6-1. Lista de piezas correspondiente al primer lote simulado.
PIEZA LAMINADO UTILLAJE
Nº Dimensiones [mm] Tipo Material Espesor[mm] Tipo Espesor[mm]
1 780x2400x170 G2 1.93 b 25
2 800x2550x180 G2 1.93 b 25
3 800x3040x180 G2 1.93 b 20
4 800x2550x180 G2 1.93 b 19
5 800x3100x180 G2 1.93 b 25
6 640x3000x190 G2 2.41 b 40
7 800x2550x190 G2 1.93 b 20
8 640x3230x90 G2 2.17 b 22
9 550x640x540 K1+K2 2.11 a 2.5
10 630x1900x188 G2 2.17 b 25
11 750x1050x340 G1+G2 2.21 a 3
12 950x3100x180 G2 2.17 b 11
13 630x1000x120 G2 2.65 c 25
14 630x1000x120 G2 2.65 c 25
15 600x3100x180 G2 2.17 b 11
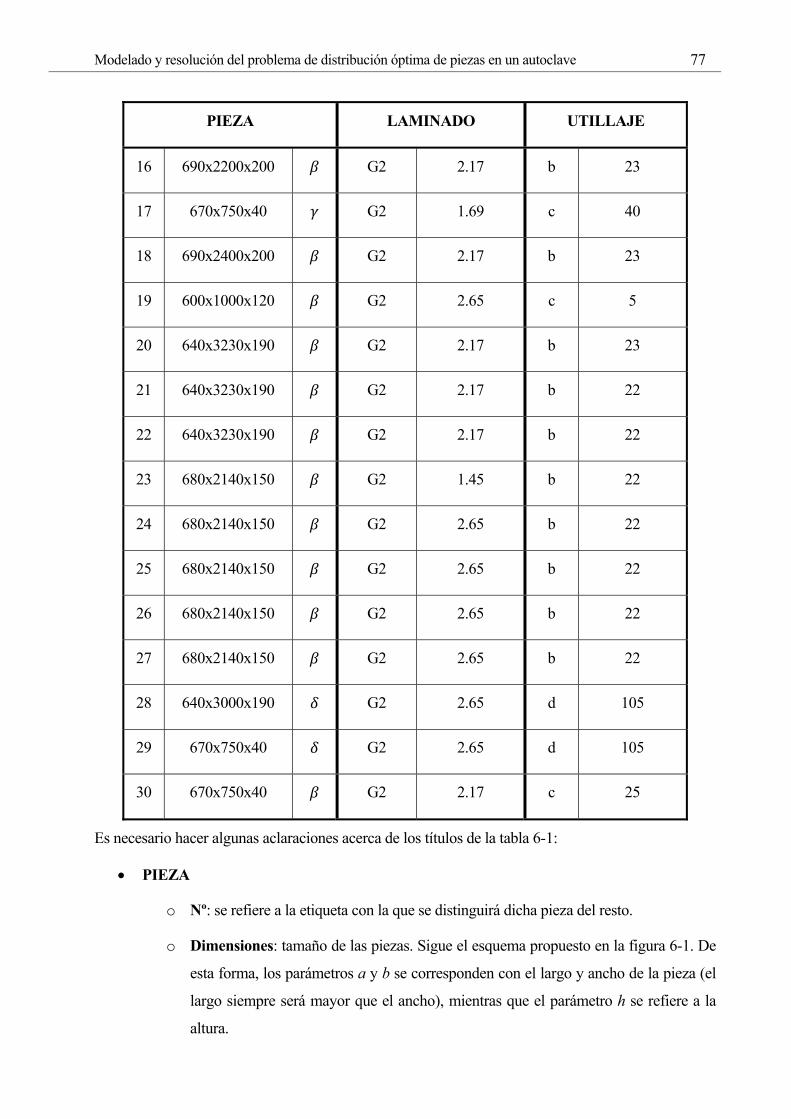
Modelado y resolución del problema de distribución óptima de piezas en un autoclave
77
PIEZA LAMINADO UTILLAJE
16 690x2200x200 G2 2.17 b 23
17 670x750x40 G2 1.69 c 40
18 690x2400x200 G2 2.17 b 23
19 600x1000x120 G2 2.65 c 5
20 640x3230x190 G2 2.17 b 23
21 640x3230x190 G2 2.17 b 22
22 640x3230x190 G2 2.17 b 22
23 680x2140x150 G2 1.45 b 22
24 680x2140x150 G2 2.65 b 22
25 680x2140x150 G2 2.65 b 22
26 680x2140x150 G2 2.65 b 22
27 680x2140x150 G2 2.65 b 22
28 640x3000x190 G2 2.65 d 105
29 670x750x40 G2 2.65 d 105
30 670x750x40 G2 2.17 c 25
Es necesario hacer algunas aclaraciones acerca de los títulos de la tabla 6-1:
PIEZA
o Nº: se refiere a la etiqueta con la que se distinguirá dicha pieza del resto.
o Dimensiones: tamaño de las piezas. Sigue el esquema propuesto en la figura 6-1. De
esta forma, los parámetros a y b se corresponden con el largo y ancho de la pieza (el
largo siempre será mayor que el ancho), mientras que el parámetro h se refiere a la
altura.

Simulaciones 78
o Tipo: se refiere a la tipología referida en la tabla 5-3 a la que pertenece la pieza en
cuestión en función de la disposición de su laminado y utillaje.
LAMINADO
o Material: tipo de material del que se compone el laminado de la pieza (tabla 5-1).
o Espesor: se refiere al espesor total del laminado, resultado de la suma de todas las
capas de material compuesto.
UTILLAJE
o Tipo: se corresponde con el útil que se emplea para cargar la pieza en el autoclave
según se indica en el apartado correspondiente al utillaje empleado (apartado 5.2.4).
o Espesor: característica del utillaje empleado.
Figura 6-1. Dimensiones totales de las piezas (a x b x h).
6.1.1.2 Optimización del lote
Una vez descrita la lista de piezas a procesar, se procede a describir la optimización obtenida al
emplear el modelo desarrollado.
Concretamente, para la lista de piezas propuesta anteriormente, su disposición en el autoclave es la
que se muestra en la figura 6-2. En ella puede observarse la disposición propuesta por el software
desarrollado (CuOp) de manera esquemática. Aparecen las piezas (cada una con su número
identificativo) colocadas en los distintos pisos (DECKX, siendo X el piso correspondiente) de los
distintos carros (CARTX). Además también se diferencia entre la posición izquierda (L) y derecha
(R). Otro aspecto a tener en cuenta es el código de colores que se emplea para las piezas,
correspondiéndose cada color con un tipo de pieza distinto como se indica en la tabla 6-2.

Modelado y resolución del problema de distribución óptima de piezas en un autoclave
79
Figura 6-2. Distribución óptima de las piezas en el autoclave para el lote 1.
Tabla 6-2. Código de colores seguido en las representaciones.
Color Tipo de pieza
Verde
Amarillo
Naranja
Rojo
En este caso, el retraso máximo de tiempo en alcanzar la temperatura adecuada en el curado lo
experimentan las piezas 28 y 29, ambas de tipo . Dicho retraso se cuenta en 58.5 minutos respecto
al tiempo que tarda el gas en alcanzar la temperatura de curado. De esta forma, 58.5 minutos después
de que el nitrógeno contenido en el interior del autoclave alcance la temperatura de curado, se
comienza a contar el tiempo (90 minutos) que se tiene que mantener la temperatura constante. El

Simulaciones 80
tiempo de computación de la herramienta en resolver el problema de optimización es de 0.8594
segundos para este caso.
Un análisis lógico acerca de cómo colocar las piezas lleva a pensar que aquellas de tipo deberán
colocarse lo más cerca posible de la entrada del autoclave con el objetivo de que alcancen la
temperatura adecuada de la forma más rápida posible, ya que por su composición serán las
principales culpables del retraso de tiempo en el proceso. Esta lógica puede observarse en la
disposición propuesta por el software, concretamente en las piezas 28 y 29, que al ser del tipo que
más tarda en alcanzar la temperatura adecuada se colocan en las posiciones delanteras.
Con respecto a la pieza 29, aunque pueda pensarse que sería más conveniente su colocación en el
primer carro tal y como se han definido los coeficientes de penalización por posición, resulta
indiferente su posicionamiento en el primer carro pues, aunque esto pudiese disminuir su retraso, la
pieza 28 permanecería siendo la crítica con un retraso de 58.5 minutos, siendo imposible disminuir
más dicho retraso al no poder ocupar ninguna otra posición más favorable.
Para mostrar prácticamente como es la asignación de penalizaciones a las piezas según el modelo
propuesto, se procede a continuación describir cuáles son los coeficientes de penalización aplicados
sobre las dos piezas críticas del lote (tabla 6-3).
Tabla 6-3. Penalizaciones asociadas a las dos piezas críticas del lote 1.
PIEZA COEFICIENTE APLICADO PENALIZACIÓN
TOTAL
28
15
58.5 min
1.3
1
3
29
15
58.5 min
1.3
1
3

Modelado y resolución del problema de distribución óptima de piezas en un autoclave
81
Pieza 28
o Por tipo: al ser una pieza catalogada como le corresponde una penalización de 15.
o Por posición.
Posición x: al encontrarse el punto más desfavorable de la pieza en la zona
interior de la bandeja derecha del primer piso del primer carro, le corresponde
una penalización respecto a su posición en x de 1.3.
Posición y: al ubicarse en el primer piso del primer carro, le corresponde una
penalización de 1.
Posición en z: encontrándose el punto más desfavorable de la pieza en la
última de las divisiones de la bandeja respecto al eje z, su penalización es de
3.
Pieza 29 o Por tipo: al ser una pieza catalogada como le corresponde una penalización de 15.
o Por posición.
Posición x: al encontrarse el punto más desfavorable de la pieza en la zona
interior de la bandeja derecha del segundo piso del segundo carro, le
corresponde una penalización respecto a su posición en x de 1.3.
Posición y: al ubicarse en el segundo piso del segundo carro, le corresponde
una penalización de 1 por este motivo.
Posición en z: encontrándose el punto más desfavorable de la pieza en la
primera de las divisiones de la bandeja respecto al eje z, su penalización es 3.
Para comprobar la utilidad del software desarrollado, se supondrá que se modifica la organización de
las piezas sin ningún criterio colocando la pieza 28 en otras posiciones. Colocándola en alguna de las
dos bandejas del cuarto piso del primer carro, se obtendría un retraso de 87.5 minutos. Si, por el
contrario, se decidiera colocar en alguna bandeja de los tres primeros pisos del segundo carro se
llegaría a un retraso de 62.4 minutos. En el cuarto piso del mismo carro se obtendrían 93.6 minutos.
Por último, en el último carro se llegarían a alcanzar 62.4 y 93.6 minutos respectivamente, según se
colocase en los 3 primeros pisos o en el cuarto.
Puede comprobarse pues como el modelo creado consigue colocar las piezas de tal forma que el
retraso en alcanzar la temperatura adecuada por la pieza que más tarda sea mínimo.
Por último, se muestra en la tabla 16 los retrasos alcanzados por el resto de piezas del lote:

Simulaciones 82
Tabla 6-4. Retrasos alcanzados por las piezas del lote 1.
PIEZA RETRASO (min) PIEZA RETRASO (min)
1 24.96 16 37.44
2 24.96 17 34.125
3 24.96 18 37.44
4 24.96 19 35.10
5 37.44 20 24.96
6 40.95 21 24.96
7 24.96 22 24.96
8 27.30 23 24.96
9 4.875 24 24.96
10 37.44 25 24.96
11 4.16 26 23.40
12 23.40 27 23.40
13 24.96 28 58.50
14 37.44 29 58.50
15 23.40 30 24.96
6.1.2 Segundo lote
6.1.2.1 Descripción
De nuevo, como para el lote anterior, se presenta la lista de piezas supuesta para este caso:

Modelado y resolución del problema de distribución óptima de piezas en un autoclave
83
Tabla 6-5. Lista de piezas correspondiente al segundo lote simulado.
PIEZA LAMINADO UTILLAJE
Nº Dimensiones [mm] Tipo Material Espesor[mm] Tipo Espesor[mm]
1 900x1200x80 G2 3.86 c 25
2 900x1200x140 G1+K2 3.86 c 25
3 640x3150x520 G2 2.41 a 5.5
4 1500x2000x500 ′ G2+K1+K2 2.29 a 3
5 540x780x160 G2 2.17 b 40
6 540x780x160 G2 2.17 b 40
7 540x780x160 G2 2.17 b 40
8 540x780x160 G2 2.17 b 40
9 630x670x40 G2 2.65 c 40
10 630x670x40 G2 2.65 c 40
11 780x880x15 G1+G2+K2+C1 2.69 c 15
12 780x880x15 G2 1.45 c 15
13 780x880x15 G2 1.45 c 15
14 1500x2000x500 ′ G2+K1 3.10 a 2.5
15 750x1050x340 G1+G2 2.21 a 3
16 640x3230x190 C2 2.17 b 22
17 1500x2000x600 ′ G2+K1+K2 2.29 a 3
Como puede observarse, en este caso existen 3 piezas del tipo ′ por lo que será necesario emplear
dos carros para albergarlas. El resto serán colocadas en las bandejas del primer carro de la forma que

Simulaciones 84
mejor convenga.
Al existir piezas ′ también habrá que tener en cuenta la presencia de efectos de interferencia entre
las piezas de esta tipología y las colocadas en el primer carro. Concretamente, al ser la pieza 17 la de
mayor altura (600 mm cubriendo el primer piso del carro 1), será la que se tome en cuenta a la hora
de aplicar los coeficientes de penalización a las piezas del primer carro (estancamiento en el primer
piso).
Como se comentó anteriormente, las piezas ′ quedarán fuera del problema de optimización pues
por su tipología, se supone que nunca serán críticas en el tiempo de procesado de los lotes.
La figura 6-3 muestra la disposición óptima de las piezas para este caso. Puede observarse como solo
aparecen las piezas de tipo distinto a ′ colocadas en el primer carro del autoclave, pues los otros dos
están ocupados por las de tipo ′. El retraso máximo en alcanzar la temperatura de curado lo
alcanzan las piezas 7, 9 y 16, siendo tal retraso de 27.3 minutos por el tipo y posición de cada una de
ellas. El tiempo que tarda la herramienta en encontrar una solución óptima para este lote es de 0.4375
segundos.
Figura 6-3. Distribución óptima de las piezas en el autoclave para el lote 2.

Modelado y resolución del problema de distribución óptima de piezas en un autoclave
85
En este caso, no todas las piezas del tipo son las que más tardan en alcanzar la temperatura de
curado. Esto es así debido a que sus dimensiones permiten colocarlas de tal manera que sus
posiciones no conlleven una penalización suficiente como para suponer el retraso más alto del lote.
Concretamente, las piezas 10, 6, 5, y 8 tienen asociadas una penalización por posición igual a 1.3,
siendo el retraso total de estas piezas de 9.1 minutos, mientras que las que suponen el mayor retraso
tienen asociada una penalización por su posición de 3.9.
Como es fácil de observar, en el caso de que se colocase por error alguna de las piezas del tipo o
en el cuarto piso, el tiempo de procesado del lote se incrementaría considerablemente, pudiendo
llegar a casi el doble del retraso actual. Se muestran a continuación los retrasos alcanzados por cada
una de las piezas del lote:
Tabla 6-6. Retrasos alcanzados por las piezas del lote 2.
PIEZA RETRASO (min) PIEZA RETRASO (min)
1 11.70 10 9.10
2 23.40 11 23.40
3 5.85 12 19.50
4 - 13 19.50
5 9.10 14 -
6 9.10 15 4.875
7 27.30 16 27.30
8 9.10 17 -
9 27.3
Otro detalle importante a destacar es como el modelo desarrollado coloca las piezas con menor
penalización asociada a su tipología en las posiciones más desfavorables, para que de esta forma se
minimice el retraso general del lote (piezas 15 y 3 en el cuarto piso).

Simulaciones 86
6.1.3 Tercer lote
6.1.3.1 Descripción
La lista de piezas en esta ocasión es la que se presenta a continuación:
Tabla 6-7. Lista de piezas correspondiente al tercer lote simulado.
PIEZA LAMINADO UTILLAJE
Nº Dimensiones
[mm]
Tipo Material Espesor[mm] Tipo Espesor[mm]
1 780x2400x170 G2 1.93 b 25
2 800x2550x180 G2 1.93 b 25
3 800x3040x180 G2 1.93 b 20
4 800x2550x180 G2 1.93 b 19
5 800x3100x180 G2 1.93 b 25
6 640x3000x190 G2 2.41 b 40
7 800x2550x190 G2 1.93 b 20
8 640x3230x90 G2 2.17 b 22
9 550x640x540 K1+K2 2.11 a 2.5
10 630x1900x188 G2 2.17 b 25
11 750x1050x340 G1+G2 2.21 a 3
12 950x3100x180 G2 2.17 b 11
13 630x1000x120 G2 2.65 c 25
14 630x1000x120 G2 2.65 c 25
15 600x3100x180 G2 2.17 b 11

Modelado y resolución del problema de distribución óptima de piezas en un autoclave
87
PIEZA LAMINADO UTILLAJE
Nº Dimensiones
[mm]
Tipo Material Espesor[mm] Tipo Espesor[mm]
16 690x2200x200 G2 2.17 b 23
17 670x750x40 G2 1.69 c 40
En este caso, dado el número de piezas y sus dimensiones, se decide no emplear todos los carros que
se pueden introducir en el autoclave sino que se utilizarán dos carros con 3 pisos únicamente. De esta
forma, se trata de simular el caso en que por cualquier motivo (mantenimiento, rotura, etc), no se
contase con el tercer carro y se debiese de continuar con la producción de las piezas de material
compuesto. Así se seguiría cargando el autoclave con los carros restantes para continuar con el
procesado de piezas. Además también se supondrá una configuración distinta de cada uno de los
carros (cada uno con tres pisos).
En la figura 6-4 pueden verse los resultados obtenidos mediante el software desarrollado (CuOp). En
este caso, la inexistencia del último carro se debe a una elección propia del usuario ya que en las
características del lote se ha seleccionado la utilización de dos carros únicamente. Lo mismo ocurre
con el número de pisos de los dos carros disponibles.
Figura 6-4. Distribución óptima de las piezas en el autoclave para el lote 3.

Simulaciones 88
En esta ocasión, el retraso máximo en alcanzar la temperatura de curado es de 27.3 minutos
alcanzados por las piezas 8 y 15 situadas en el primer carro. El tiempo de computación en este último
caso es de 0.4375 segundos.
Una vez más las piezas más desfavorables por tipología se vuelven a situar en el primer carro,
siendo en esta ocasión indiferente la bandeja en la que se coloquen pues al no tener en cuenta el
cuarto piso, con respecto a las penalizaciones, son idénticas las bandejas de los tres primeros pisos
del carro. Sin embargo, si estas piezas se colocaran en el segundo carro se obtendría un tiempo de
procesado mayor al obtenido.
El resto de piezas, por su parte, tienen un retraso menor pero cercano al máximo, excepto en el caso
de la pieza 9 que su retraso es tan solo de 3.9 minutos desde que el nitrógeno contenido en el
autoclave alcanza la temperatura de curado (tabla 6-8). Estas diferencias de retrasos entre piezas no
son deseables pues pueden suponer daños por quemado del material, por ello es deseable evitar
mezclar tipos de piezas cuyos tiempos de procesamiento sean muy distintos.
Tabla 6-8. Retrasos alcanzados por las piezas del lote 3.
PIEZA RETRASO (min) PIEZA RETRASO (min)
1 24.96 10 23.40
2 23.40 11 23.40
3 24.96 12 24.96
4 24.96 13 23.40
5 24.96 14 23.40
6 23.40 15 27.30
7 23.40 16 24.96
8 27.30 17 24.96
9 3.90

89
7 CONCLUSIONES Y FUTURAS LÍNEAS DE
INVESTIGACIÓN
7.1 Conclusiones
Como se ha puesto de manifiesto durante todo el proyecto, la fabricación de piezas de material
compuesto es un proceso muy complejo y de difícil automatización, lo que dificulta en gran medida
la gestión y optimización de las tareas y subprocesos que lo componen. En este proyecto se ha dado
una visión general de los procesos de manufactura de composites, centrándose más en los
correspondientes al uso del autoclave, donde se ha podido comprobar la enorme complejidad que
supone dicho proceso de fabricación. De esta manera el primer objetivo específico fijado en el
capítulo 1.1 acerca del estudio del proceso tecnológico queda resuelto por completo.
También se han estudiado y analizado diversos problemas relacionados con la colocación óptima de
piezas sobre superficies o volúmenes, explicando algunas de sus características y propiedades. De
esta forma se ha proporcionado información útil y necesaria para entender el modelo matemático
propuesto posteriormente. Por lo tanto, el segundo objetivo específico también ha sido llevado a cabo
con éxito.
En lo que respecta al uso de la técnica que se ha aplicado y respondiendo al tercer objetivo
específico fijado al inicio del proyecto, se concluye que el modelo matemático desarrollado refleja el
problema propuesto y resulta de gran utilidad, ya que proporciona una distribución óptima de las
piezas en un tiempo computacional muy bajo.
Para terminar y cumplir con el cuarto objetivo específico fijado, las simulaciones llevadas a cabo en
el proyecto demuestran que el modelo es válido y que efectivamente proporciona la distribución
óptima de las piezas en el autoclave. Para los casos propuestos, se ha analizado y comprobado que el
modelo matemático integrado en el software desarrollado proporciona la distribución óptima
necesaria para minimizar el tiempo de curado de los lotes propuestos.
Alcanzados pues todos los objetivos específicos propuestos, se puede concluir por tanto que el
objetivo general del proyecto se cumple satisfactoriamente.

Conclusiones y futuras líneas de investigación 90
Con respecto a la utilización de la herramienta desarrollada, se concluye que su manejo es muy
intuitivo y sencillo, no necesitando un conocimiento muy avanzado para poder utilizarlo, de manera
que cualquier operario podría emplearlo a la hora de cargar el autoclave. De hecho, únicamente
requiere la formalización del documento de entrada con la lista de piezas ordenada según su número
de etiqueta y distinción de largos, anchos, alturas y tipología de las piezas. A la hora de analizar los
resultados, también cuenta con una interfaz muy sencilla pudiéndose mostrar los outputs del
programa de diferentes formas según se desee.
Cabe destacar también en el apartado técnico que en el caso de un número muy alto de piezas de
pequeñas dimensiones, el modelo puede incrementar su tiempo de respuesta de forma exponencial
pues se trata de un problema combinatorio de alta complejidad computacional con un gran número
de variables distintas (capítulo 4.5). Sin embargo, el programa permite limitar dicho tiempo y
proporcionar una solución que, aun no siendo la óptima, puede resultar útil para el proceso. Dado que
esto no es común en el procesado que se contempla (piezas de tamaño mediano), se concluye que el
modelo es suficientemente válido.
Centrados en el procesado en el autoclave, en las simulaciones supuestas en el capítulo 5 y en los
diferentes análisis observados en la bibliografía [18], se observa con mucha claridad la gran
importancia que tiene una buena colocación de las piezas que se van a procesar en la minimización
del tiempo que tarda este subproceso de la manufactura de composites. Esto no solo se traducirá en
un procesado del lote más rápido, sino también en una mayor disponibilidad del autoclave mejorando
así la productividad del proceso general de fabricación de materiales compuestos. Dicho esto, se
puede concluir que la herramienta desarrollada es de gran utilidad pues proporciona en un corto
periodo de tiempo ,y mediante un manejo muy sencillo, una configuración de las piezas a curar
óptima asegurando la minimización de su tiempo de procesado.
7.2 Futuras líneas de investigación
Se procede ahora a la propuesta de una serie de posibles líneas de investigación futuras con las que
continuar y mejorar el proyecto desarrollado.
Pese a los interesantes resultados obtenidos en las simulaciones llevadas a cabo en el capítulo
5, sería fundamental su cotejo mediante la experimentación con el curado de lotes de piezas
de material compuesto reales en un autoclave. Esto terminaría de asegurar la utilidad de la
herramienta y permitiría modificarla con el fin de resolver las posibles perturbaciones
observadas del modelo teórico con respecto al modelo real de curado.
Otra importante línea futura de investigación sería la mejora progresiva del modelo de

Modelado y resolución del problema de distribución óptima de piezas en un autoclave
91
optimización desarrollado. Para ello se deberían incluir en este algunos aspectos que hasta
ahora no se han tenido en cuenta como por ejemplo:
o Forma de las piezas: sería muy interesante no restringir la forma de las piezas a una
planta rectangular, sino poder jugar de una forma más libre con sus superficies y
formas a la hora de su colocación en las bandejas del autoclave.
o Interferencia entre piezas: un aspecto no muy desarrollado tanto en este proyecto
como en el que sirve de base para la definición de los coeficientes de penalización
(solo se tiene en cuenta en el caso de que existan piezas ′), es el efecto de
interferencia entre unas piezas y otras incluidas en una misma bandeja y entre
bandejas de carros diferentes. Una mayor profundización en este aspecto permitiría
cuantificar de forma aproximada este efecto en el calentamiento de las piezas,
permitiendo así desarrollar un modelo más cercano a la realidad.
o Efecto de variar la configuración del autoclave: en el proyecto se ha supuesto
despreciable el efecto de variar el número de carros y bandejas de cada carro a la hora
de definir los coeficientes de penalización, sin embargo, habría que realizar un
estudio sobre su efecto en el calentamiento de las piezas para tener la certeza de si
este aspecto es despreciable o habría de tenerse en cuenta en el modelo de alguna
forma.
o Definición más precisa de coeficientes de penalización: los coeficientes por los que
se ha determinado la posición más favorable para las piezas en el proyecto, aunque se
definen de manera bastante clara, dejan posiciones en las que la colocación de una
pieza u otra se hace indiferente. Una línea de investigación muy interesante sería una
definición más particular de los coeficientes, asociándolos a posiciones más concretas
y diferenciadas.
Otro punto de gran interés para continuar con el desarrollo del proyecto sería la
particularización de la herramienta para diversos autoclaves, pudiendo comprobar así cuán
difícil resulta su implementación y modificación para tener en cuenta los distintos
coeficientes según las dimensiones y tipos de autoclave.
En lo que respecta a los casos de lotes con piezas ′, se podrían aplicar modelos como el
empleado para el resto de piezas para determinar su colocación óptima en los carros que
deban cubrir. También se podrían estudiar los casos en que estas piezas no solo fueran del
tipo , sino que pudiesen ser críticas para el lote y, por tanto, su posición fuese importante.

Conclusiones y futuras líneas de investigación 92
Por último, y como solución al problema que surge en el caso de que el número de piezas a
procesar sea muy elevado (alto tiempo computacional), sería interesante desarrollar una
heurística que resolviera estos casos de forma rápida proporcionando una configuración
óptima de las piezas en el autoclave.

93
8 BIBLIOGRAFÍA
[1] Hojjati, M., Hoa, S.V.: Curing simulation of thick thermosetting composites. Composites
manufacturing. 5, 159-169 (1994)
[2] Yue, G., Zhang, B., Dai, F., Du, S.: Three-dimensional cure simulation of stiffened thermosetting
composite panels. Journal of Materials, Science & Technology. 26, 467-471 (2010)
[3] Blest, D.C., Duffy, B.R., McKee, S., Zulkifle, A.K.: Curing simulation of thermoset composites.
Composites: Part A.30, 1289-1309 (1999)
[4] Costa, V.A.F., Sousa, A.C.M.: Modeling of flow and thermo-kinetics during the cure of thick
laminated composites. International Journal of Thermal Sciences. 42, 15-22 (2003)
[5] Xiangqiao, Y.: Finite element simulation of cure of thick composite: formulations and validation
verification. Journal of Reinforced Plastics and Composites. 27, 339-355 (2008)
[6] Park, H.C., Lee, S. W.: Cure simulation of thick composite structures using the finite element
method. Journal of Composite Materials. 35, 188-201 (2001)
[7] Loos, A.C., Springer, G.S.: Curing of epoxy matrix composites. Journal of composite
materials.17, 135-169 (1983)
[8] Susich, D.F., Laananen, D.H., Ruffner, D.: Cure cycle simulation for thermoset composites.
Composites Manufacturing No 3. 4, 139-146 (1993)
[9] Mazumdar, S.K.: Composites Manufacturing: Materials, Product, and Process Engineering. CRC
Press. 2001.
[10] Kenny, J.M.: Application of modeling to the control and optimization of composite processing.
Composite Structures. 27, 129–139 (1994)
[11] Parthasarathy, S., Mantell, S.C., Stelson, K. A.: Estimation, control and optimization of curing
in thick-sectioned composite parts. Journal of Dynamic Systems, Measurement, and Control. 126,
824-833 (2004)
[12] Pillai, V.K., Beris, A.N., Dhurjati, P.S.: Implementation of model-based optimal temperature
profiles for autoclave curing of composites using a knowledge-based system. Industrial &

Bibliografía 94
Engineering Chemistry Research. 33, 2443–2452 (1994)
[13] Dufour, P., Michaud, D.J., Touré, Y., Dhurjati, P.S.: A partial differential equation model
predictive control strategy: application to autoclave composite processing. Computers & Chemical
Engineering. 28, 545–336 (2004)
[14] Martínez, G.M.: Fast cures for thick laminated organic matrix composites. Chemical
Engineering Science. 46, 439-450 (1991)
[15] Dmitriev, O., Mischenko, S.: Optimization of Curing Cycles for Thick-wall Products of the
Polymeric Composite Materials. Advances in Composite Materials - Ecodesign and Analysis. 7,
141-160 (2011)
[16] Rai, N., Pitchumani, R.: Optimal cure cycles for the fabrication of thermosetting-matrix
composites. Polymer composites. 18, 566-581 (1997)
[17] Pillai, V., Berist, A.N., Dhurjati, P.: Heuristics guided optimization of a batch autoclave curing
process. Computers & Chemical Engineering. 20, 275-294 (1996)
[18] Maffezzoli, A., Grieco, A.: Optimization of parts placement in autoclave processing of
composites. Applied Composite Materials. 20, 233-248 (2013)
[19] Hennessy, D., Hinkle, D.: Applying Case-Based reasoning to autoclave loading. Journal IEEE
Expert: Intelligent Systems and Their applications. 7, 21-26 (1992)
[20] Miracle, D.B., Donaldson S.L.: Introduction to composites. ASM Handbook. 21, 3-17 (2001)
[21] Herakovich, C.T.: Mechanics of composites: A historical review. Mechanics Research
Communications. 41, 1-20 (2012)
[22] París, F., Cañas, J., Marín, J.C.: Introducción al análisis y diseño con materiales compuestos.
Universidad de Sevilla. Escuela Superior de Ingenieros. Grupo de Elasticidad y Resistencia de
Materiales. 2006.
[23] Zhou, Y., Yang, L., Huang, Y.: Micro- and Macromechanical properties of materials. CRC
Press. 2013.
[24] Harris, B.: Engineering Composites Materials. The Institute of Materials. 1999.
[25] López Cábaco, R.: Apuntes de la asignatura Diseño estructural de aviones. 5º Curso Ingeniero
Aeronáutico. Universidad de Sevilla. Escuela Técnica Superior de Ingeniería. 2014.
[26] Chun-Yung, M.: Composite airframe structures. Conmilit Press Ltd. 1992.
[27] Kalra, L., Perry, M.J., Lee, L.J.: Automation of autoclave cure of graphite-epoxy composites.

Modelado y resolución del problema de distribución óptima de piezas en un autoclave
95
Journal of Composite Materials. 26, 2567-2584 (1992)
[28] Arndt, K.-F., Krahl, F.: Classification and Chemical Structure of Polymers. Polymer Solids and
Polymer Melts – Definitions and Physical Properties I. 1, 5-32 (2013)
[29] Zeng, X., Raghavan, J.: Role of tool-part interaction in process-induced warpage of autoclave-
manufactured composite structures. Composites: Part A. 41, 1174-1183 (2010)
[30] Kaushik,V., Raghavan,J.: Experimental study of tool-part interaction during autoclave
processing of thermoset polymer composite structures. Composites: Part A. 41, 1210-1218 (2010)
[31] Nawab, Y., Jacquemin, F., Casari,P., Boyard, N., Borjon-Piron, Y., Sobotka, V.: Study of
variation of thermal expansion coefficients in carbo/epoxy laminated composite plates. Composites:
Part B. 50, 144-149 (2013)
[32] Abraham, D., Matthews, S., Mcllhagger, R.: A comparison of physical properties of glass fibre
epoxy composites produced by wet lay-up with autoclave consolidation and resin transfer moulding.
Composites Part A. 29A, 795-801 (1998)
[33] Kalpankjian, S., Schmid, S.R.: Manufactura, ingeniería y tecnología. Quinta Edición. Pearson
Prentice Hall. 2008
[34] Groover, M.P.: Fundamentos de manufactura moderna: materiales, procesos y sistemas. 1a
Edición. Pearson Prentice Hall. 1997
[35] Baker, A.A., Dutton, S., Kelly, D.W.: Composite materials for aircraft structures. Second
Edition. AIAA Education Series. 2004
[36] Volume 3. Polymer matrix composites materials usage, design and analysis. Department of
defense handbook. Composite materials handbook. 2002.
[37] Tanrattanakul, V., Dumrong, J.: Comparison between microwave and thermal curing of glass
fiber-epoxy composites:effect of microwave-heating cycle on mechanical properties. Journal of
Applied Polymer Science. 102, 1059-1070 (2006)
[38] París, F.: Apuntes del módulo 2.1: Materials and Aircraft Components. Máster Global Supply
Chain & Aeronautical Industry Operations. 2014.
[39] Tsai, S.W., Miravete de Marco, A.: Diseño y análisis de materiales compuestos. Editorial
Reverte. 1988
[40] Preglej, A., Karba, R., Steiner, I., Skrjanc, I.: Mathematical model of an Autoclave. Journal of
Mechanical Engineering 57, 503-516 (2011)
[41] Upadhya, A.R., Dayananda, G.N., Kamalakannan, G.M., Ramaswamy Setty, J.: Autoclaves for

Bibliografía 96
aerospace applications: Issues and challenges. International Journal of Aerospace Engineering.
Hindawi Publishing Corporation. 2011
[42] www.airbus.com
[43] McGann, T.W., Crilly, E.R.: Curing. ASM Handbook. 21, 486-491 (2001)
[44] Advani, S.G., Murat Sozer,E.: Process Modeling in composites manufacturing. CRC Press.
2002
[45] Gallardo, J.M.: Apuntes de la asignatura Materiales Aeroespaciales. 5º Curso Ingeniero
Aeronáutico. Universidad de Sevilla. Escuela Técnica Superior de Ingeniería. 2013
[46] Garschke, C., Parlevliet, P.P., Weimer, C., Fox, B.L.: Cure kinetics and viscosity modelling of a
high-performance epoxy resin film. Polymer Testing. 32, 150-157 (2013)
[47] Xin, C., Gu, Y., Li, M. Li, Y., Zhang, Z.: Online monitoring and analysis of resin pressure
inside composite laminate during zero-bleeding autoclave process. Polymer composites. 314-323
(2011)
[48] Boey, F.Y.C., Lye, S.W.: Void reduction in autoclave processing of thermoset composites. Part
1: High pressure effects on void reduction. Composites. 23, 261-265 (1992)
[49] Boey, F.Y.C., Lye, S.W.: Effects of vacuum and pressure in an autoclave curing process for a
thermosetting fibre-reinforced composite. Journal of Materials Processing Technology.23, 121-131
(1990)
[50] Stringer, L.G.: Optimization of the wet lay-up/vacuum bag process for the fabrication of carbon
fibre epoxy composites with high fibre fraction and low void content. Composites. 20, 441-452
(1989)
[51] Springer, G. S.: Resin Flow During the Cure of Fiber Reinforced Composites. Journal of
Composite Materials. 16, 400-410, (1982).
[52] Dyckhoff, H.: A typology of cutting and packing problems. European Journal of Operational
Research. 44, 145-159 (1990)
[53] Gilmore, P.C.: Cutting stock, linear programming, knapsacking, dynamic programming and
integer programming, some interconnections. 4, 217-235 (1979)
[54] Wäscher, G., Haubner, H., Schumann, H.: An improved typology of cutting and packing
problems. European Journal of Operational Research. 183, 1109-1130 (2007)
[55] Silva, E., Oliveira, J.F., Wäscher, G.: 2DCPackGen: A problem generator for two-dimensional
rectangular cutting and packing problems. European Journal of Operational Research. 237, 846-856

Modelado y resolución del problema de distribución óptima de piezas en un autoclave
97
(2014)
[56] Imahori, S., Yagiura, M., Nagamochi, H.: Practical algorithms for two-dimensional packing.
Mathematical Engineering Technical Reports. 2006
[57] Chen, C.S., Lee, S.M., Shen, Q.S.: An analytical model for the container loading problem.
European Journal of Operational Research. 80, 68-76 (1995)
[58] Bortfeldt, A., Wäscher, G.: Constraints in container loading - A state-of-the-art review.
European Journal of Operational Research. 229, 1-20 (2013)


99
ANEXOS
A. CuOp
A.1 Introducción
En este anexo se realiza una breve descripción de la herramienta creada y desarrollada para este
proyecto. Se describirán su interfaz, cómo introducir los datos correspondientes a cada lote (input) y
cómo se presentan los datos de salida (output).
Para la programación de la aplicación se ha hecho uso de Visual Studio 2013 mediante el lenguaje de
programación C#. Para la resolución del problema de optimización lineal propuesto se ha empleado
el solver Gurobi en su versión 5.6.3 integrándolo en la aplicación mediante código.
A.2 Descripción de la herramienta
Primero se explica el porqué del nombre que se ha decidido dar a la aplicación. CuOp no es más que
la unión de las primeras letras de la misión que tiene la herramienta, la optimización del curado en
autoclave de piezas de material compuesto (Cure Optimization - CuOp).
Dicha herramienta ha sido creada desde cero como una aplicación con interfaz de usuario de
Windows Form a base de código en lenguaje C#. De esta forma, desde el principio y en todo
momento se ha buscado la sencillez y facilidad de uso para el usuario tratando de conseguir la
máxima claridad a la hora de seleccionar opciones y obtener información.
La estructura básica seguida en la interfaz divide al programa en dos mitades claramente
diferenciadas. Por una parte, la introducción de datos necesarios y opciones disponibles para el
usuario (inputs de la aplicación). Por otra, los resultados obtenidos (outputs de la aplicación) que se
presentan al usuario de diversas formas según convenga una visión general de cada pieza en conjunto
con el resto, o de cada pieza en particular. Dicha estructura se presenta a continuación:
Entradas (Input).
o Configuración del autoclave.

Anexos 100
Número de carros introducidos.
Número de pisos por carro introducido.
o Información del lote.
Nombre del lote.
Lista de piezas (ubicación del archivo de entrada).
Resultados (Output).
o Información de la pieza.
Posición.
Penalizaciones.
Propiedades.
o Tiempo de retraso.
Piezas críticas.
Retraso máximo.
o Posiciones.
Gráfico de piezas y posiciones.
Se procede ahora a profundizar más en cada uno de estos apartados explicando sus características y
funciones.
A.2.1 Input
Se trata de la pestaña que permite introducir los datos en el programa. Para ello, cuenta con varios
botones y opciones que el usuario debe seleccionar en función del caso que desee estudiar.
Concretamente, esta pestaña se divide a su vez en otros dos paneles. Uno que permite determinar la
configuración inicial con la que se desea cargar el autoclave, es decir, permite decidir el número de
carros que se quieren introducir en el aparato (máximo tres) y de cuántas bandejas son estos carros
(máximo cuatro). El otro panel permite elegir el nombre del archivo de salida que creará la
herramienta automáticamente, la carpeta destino donde se guardará y el fichero en el que deberán de
aparecer las medidas de las piezas y la tipología de cada una de ellas. Además permite imponer un
tiempo de computación máximo al programa, para el caso de problemas en los que este sea
demasiado elevado. El programa está diseñado de tal forma que no permite avanzar al usuario de un
panel a otro hasta que termine con el que está seleccionando, teniendo que utilizar los botones

Modelado y resolución del problema de distribución óptima de piezas en un autoclave
101
“Next” y “Back” para pasar de un panel a otro. De igual forma, la pestaña “Output” también
permanece desactivada mientras no se presione el botón “Optimize” una vez se hayan elegido
correctamente los parámetros y se desee optimizar el lote de piezas.
Figura A-1. Pestaña Input de CuOp.
De esta forma, los pasos a seguir en esta ventana serían; en primer lugar, la selección de cómo se
cargará el autoclave en lo que a los carros se refiere mediante las opciones “Number of carts” y
“Number of decks per cart”. Una vez se hayan seleccionado según se desee, mediante el botón
“Next” se abrirá el segundo panel.
Figura A-2. Panel de configuración del autoclave de CuOp.
En el segundo panel se debe introducir el nombre del lote en el cuadro de texto “Batch name” para
luego seleccionar dónde se quiere guardar el archivo resumen de la optimización (en “Destination”).
Hecho esto solo queda seleccionar el archivo que contiene las características de las piezas a procesar
(“List of parts”) y el tiempo máximo (“Max. Solving time”) que se quiere permitir a la computación
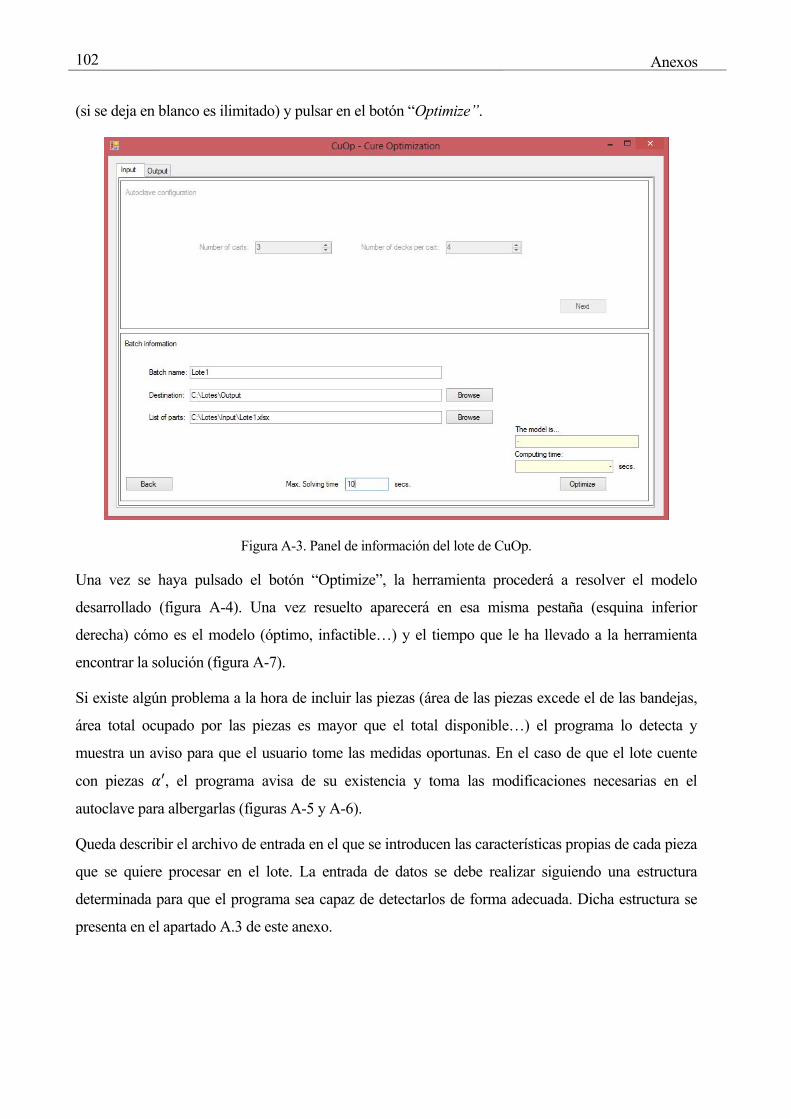
Anexos 102
(si se deja en blanco es ilimitado) y pulsar en el botón “Optimize”.
Figura A-3. Panel de información del lote de CuOp.
Una vez se haya pulsado el botón “Optimize”, la herramienta procederá a resolver el modelo
desarrollado (figura A-4). Una vez resuelto aparecerá en esa misma pestaña (esquina inferior
derecha) cómo es el modelo (óptimo, infactible…) y el tiempo que le ha llevado a la herramienta
encontrar la solución (figura A-7).
Si existe algún problema a la hora de incluir las piezas (área de las piezas excede el de las bandejas,
área total ocupado por las piezas es mayor que el total disponible…) el programa lo detecta y
muestra un aviso para que el usuario tome las medidas oportunas. En el caso de que el lote cuente
con piezas ′, el programa avisa de su existencia y toma las modificaciones necesarias en el
autoclave para albergarlas (figuras A-5 y A-6).
Queda describir el archivo de entrada en el que se introducen las características propias de cada pieza
que se quiere procesar en el lote. La entrada de datos se debe realizar siguiendo una estructura
determinada para que el programa sea capaz de detectarlos de forma adecuada. Dicha estructura se
presenta en el apartado A.3 de este anexo.

Modelado y resolución del problema de distribución óptima de piezas en un autoclave
103
Figura A-4. Interfaz de espera de CuOp.
Figura A-5. Aviso de la existencia de piezas α′.
Figura A-6. Aviso de las modificaciones en el autoclave para procesar las piezas α′.

Anexos 104
Figura A-7. Interfaz de CuOp una vez encontrada la solución óptima.
A.2.2 Output
Se trata de la pestaña que permite obtener los resultados de la optimización desarrollada con el
programa. Para ello, cuenta con varias pestañas y botones que permiten observar estos resultados de
formas distintas según se desee.
Concretamente, esta pestaña se subdivide en otras tres que presentan los resultados de forma analítica
y visual.
La primera (“Part information”) muestra las propiedades de la pieza que se seleccione, observándose
también de forma gráfica su posición en la bandeja. En concreto muestra información acerca de la
tipología, tamaño, posición y tiempos de la pieza en cuestión (figura A-8). El funcionamiento de esta
pestaña es tan simple que basta con seleccionarla y elegir en el desplegable “Part” la pieza en la que
se está interesado. Hecho esto se mostrarán sus propiedades y su posición de forma automática.
La segunda pestaña (“Time”) muestra el retraso máximo alcanzado y cuáles son las piezas críticas a
la que se debe (figura A-9). En esta pestaña no existen opciones para el usuario ya que únicamente
muestra el retraso máximo del lote. Se utiliza para obtener de manera directa el tiempo máximo de
procesamiento del lote.
La tercera pestaña (“Positions”) muestra la disposición final de las piezas en el autoclave según la
optimización llevada a cabo (figura A-10). Además, pulsando en la pieza que interese aparecerá en el
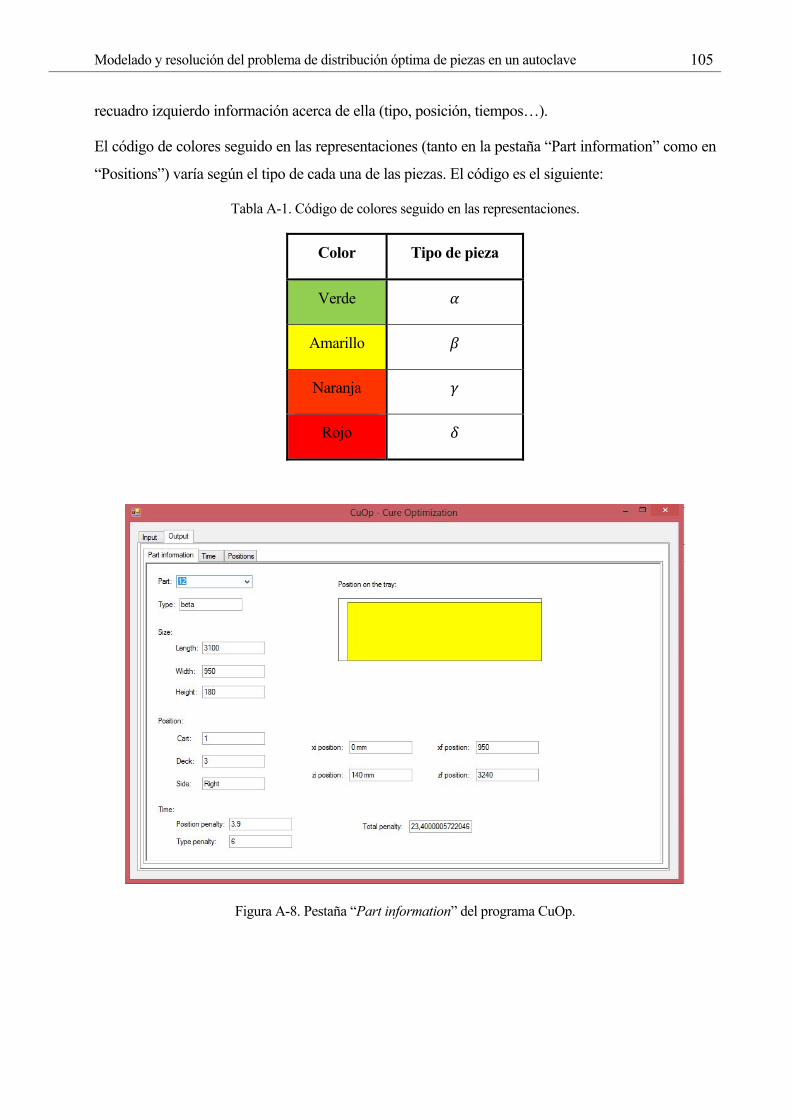
Modelado y resolución del problema de distribución óptima de piezas en un autoclave
105
recuadro izquierdo información acerca de ella (tipo, posición, tiempos…).
El código de colores seguido en las representaciones (tanto en la pestaña “Part information” como en
“Positions”) varía según el tipo de cada una de las piezas. El código es el siguiente:
Tabla A-1. Código de colores seguido en las representaciones.
Color Tipo de pieza
Verde
Amarillo
Naranja
Rojo
Figura A-8. Pestaña “Part information” del programa CuOp.
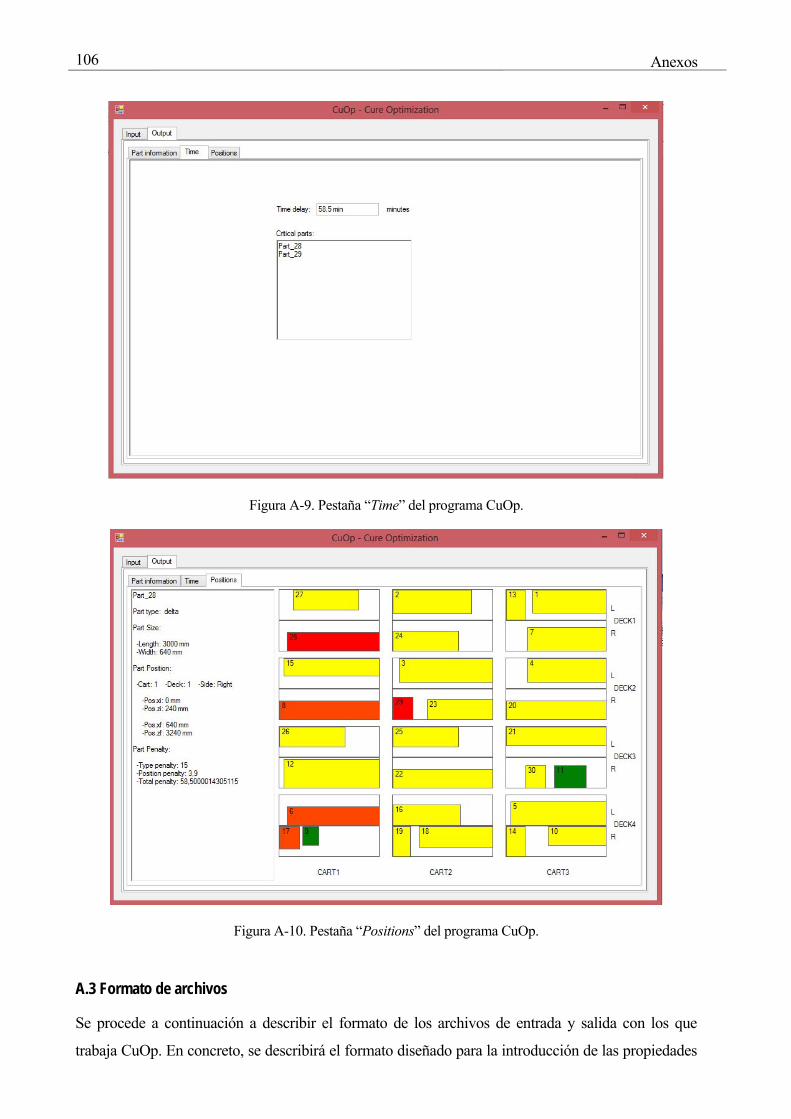
Anexos 106
Figura A-9. Pestaña “Time” del programa CuOp.
Figura A-10. Pestaña “Positions” del programa CuOp.
A.3 Formato de archivos
Se procede a continuación a describir el formato de los archivos de entrada y salida con los que
trabaja CuOp. En concreto, se describirá el formato diseñado para la introducción de las propiedades

Modelado y resolución del problema de distribución óptima de piezas en un autoclave
107
de las piezas en el programa (input) y el que CuOp devuelve con el resumen de la optimización.
A.3.1 Input
El input con las piezas a procesar será un archivo de Excel (.xlsx) estructurado en 5 filas de
caracteres, cada una de ellas con una propiedad distinta de las piezas. La estructura es la siguiente:
Fila 1: piezas. Se refiere al número con el que se denominará la pieza a procesar. Cada pieza
tendrá una columna asociada en la que también aparecerán sus propiedades.
Fila 2: largos de las piezas. Se refiere a la dimensión mayor de las piezas a procesar en el
plano de las bandejas. Se deben introducir en milímetros.
Fila 3: ancho de las piezas. Se refiere a la dimensión menor de las piezas a procesar en el
plano de las bandejas. Se deben introducir en milímetros.
Fila 4: alto de las piezas. Se refiere al espesor de las piezas. Se deben introducir en
milímetros.
Fila 5: tipo de pieza. Muestra de qué tipo de pieza se trata. Se deben introducir el nombre del
tipo de pieza en minúsculas (alpha, beta, gamma, delta).
Según esta estructura, los datos correspondientes a cada pieza deberán estar agrupados en columnas,
teniendo cuidado de seguir el orden deseado de las piezas en todas las filas, para que no se mezclen
propiedades de unas con otras. De esta forma, las propiedades de la pieza 1 del lote serán las
correspondientes a las que aparecen en la columna de dicha pieza.
Es de vital importancia asegurarse de que el orden de las propiedades introducidas es el correcto y de
que el número de componentes en cada fila es el mismo que en el resto, ya que sino el programa dará
error y no funcionará de forma correcta. También es importante asegurarse de que se sigue la
plantilla mostrada en la figura A-11 (comenzar el archivo en la celda A1 y seguir como en la
plantilla).
Según lo anterior, la hoja de cálculo contará con N+1 columnas siendo N el número de piezas a
optimizar, siendo indispensable tener en cuenta que la primera columna debe de mantenerse para
describir a qué propiedad se corresponde cada fila (pieza, largo, ancho, espesor, tipo).

Anexos 108
Figura A-11. Estructura del archivo de entrada de CuOp.
A.3.2 Output
Después de cada optimización, el programa crea un libro de Excel (.xlsx) en el que muestra un
resumen de las posiciones de las piezas en el autoclave. La estructura de dicho archivo se divide en 4
hojas de cálculo como sigue:
“Summary”: muestra el nombre de la simulación escogido en la pestaña Input de CuOp, la
fecha y hora de la simulación, el retraso máximo y que piezas lo alcanzan y el tiempo
empleado por la herramienta en encontrar la solución (figura A-12).
“Parts”: muestra las propiedades (tipo, dimensiones) y posiciones ocupadas por cada una de
las piezas (dentro del autoclave y en cada bandeja) que componen el lote (figura A-13). Las
entradas xi, zi, xf y zf se refieren a las posiciones de las esquinas de las piezas según los ejes
coordinados descritos en el capítulo 5.3.
“Time”: muestras las penalizaciones por tipo (tp) y posición de cada pieza (txyz) y el retraso
total alcanzado (ttotal) por la misma (figura A-14).
“Positions”: muestra qué piezas están colocadas en cada una de las bandejas disponibles del
autoclave (figura A-15).

Modelado y resolución del problema de distribución óptima de piezas en un autoclave
109
Figura A-12. Hoja “Summary” del archivo de salida de CuOp.
Figura A-13. Hoja “Parts” del archivo de salida de CuOp.

Anexos 110
Figura A-14. Hoja “Time” del archivo de salida de CuOp.
Figura A-15. Hoja “Positions” del archivo de salida de CuOp.


















