PRODUCTION FLOW ANALYSIS - Lean Manufacturing · production flowanalysis can be applied ta analyse...
5
-
Upload
truongquynh -
Category
Documents
-
view
215 -
download
0
Transcript of PRODUCTION FLOW ANALYSIS - Lean Manufacturing · production flowanalysis can be applied ta analyse...


MANAGEMENT: PRODUCTIONFLOWANALYSIS
Production flow analysis:A toolfor designing a lean hospital
SAULIKARVONENMANAGEMENTCONSULTANTAND MANAGINGDIRECTOR,SKA-RESEARCHOY
DR HEIKKIKORVENRANTAPROJECTLEADEROFFUNCTIONALPLANNINGOFT-HOSPITALAND ASSOCIATEPROFESSORIN
PEDIATRICS,TURKUUNIVERSITY
MIKAELPAATELALEADINGARCHITECTAND MANAGINGDIRECTOR,ARKKITEHTITOIMISTOPAATELA-PAATELA& CO
TIMOSEPPÄLÄPROJECTLEADEROFCONSTRUCTIONIN THET-HOSPITALPROJECT,TURKUUNIVERSITYHOSPITAL
Experts agree on the need for a widespread systemredesign in health carel. An ageing population, amongother things, will present hospitals with a new
productivity challenge. System-engineering taols havedemonstrated significant potential for health caredevelopmene and modem research techniques are requiredfor the planning of hospitals for the future"''.
Organisational barriers play an importam role that restrictsthe implememation of new designs in hospitals. Within ahospiral, individual departments are usually isolated andbehave like functional "SilOS".2Because of this, hospitals aretypically based on functional organisations. Processorganisation4 and process-focused organisationS are bothactually synonyms for functional organisation. With such a set-up, units specialise in their own particular processes andfacilities with similar functions are grouped together.4.s.6Traditionallyhospitals' functionallayouts support this concept.7Laboratories, medical imaging, operating theatre units, andimensive care units, as well as wards are examples of functionallayout solutions. The disadvanrages of functional organisationare long throughput times, poor overall process contro!:6
complex patient flows, and long transfer distances.8 Many UKhospitals transfer patients from one unit to another via lengthyand complex routes.9 Scheduling and the achievemem offluem patiem flow is difficult in such hospitals9
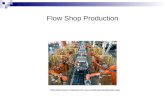
In product organisation or cellular manufacturing, widelyused in modem industry, production cells or lines completeproducts, as they have all the facilities they need ta do SO.+,lO.11The product of a hospital is a treated patiem - not an
Code0EIKMNPQRTU
ProcessStroke unit
Intensified monitoringInvasive cardiologyHomeIntensive ca re u n it
Cardiac care unitEmergencyNeurology wardRadiotogyMonitoringUltrasound examination

MANAGEMENT: PRODUCTION FLOW ANALYSIS
1234567891011121314151617181920
Number of patients1,2001,00070051750050033325850016780673333332017171786,000
patient flow systems ta help in the planning af a new, acutehospital. PFA is a pragmatic technique that has been used tapIan a change from functional organisation ta productorganisation in industry4,1O,1lBurbidge also defines PFA as atechnique for planning the simplification af the material flowsystems for factories: In this paper, we have used care-lineorganisation as a synonym for product organisation, The termsaf product organisation are based on an industrial frame afreference. The terms af care-line organisation better illustratethis organisation model from a health care viewpoint.
Case study: Turku University Hospital IT-HospitaL]PFAwas used in a study af the patient flows between differentunits af a new, acute care hospital; the T-Hospital in Turku,Finland, The hospital will be completed in 2011. Our targetwas ta study and simplify patient flow in the hospital by PFAin order ta achieve the advantages af care-line organisation.Currently, the hospital is functionally organised.
The patient flows were analysed tagether with the keypersonnel af the five main care-lines (cardiology,traumatalogy, neurology, surgery, and other medical (non-surgicaD treatment). AlIpatient flow data is based on the care-lines' evaluations af increases in patient volumes betweennow and the year 20 II. Following this, emergency, radiology,laboratary, intensive care, operating theatre units, andmaintenance gave their comments on the route data. PFA'ssubtechnique, factory flow analysis, was adapted into thesteps af the project: The patient flow af each main care-linewas analysed by the following steps:
PRNKPRPQKKPKKPRPEQKKPRPDRDUDQKKPRPKKPRPTQKKPRPDRDUDQKKPRPDRDUDUDQKKPTKKPRPDRDUDUDKKPRPMEQKKPRPDRDUDIDQKKPRPDRDUDUDIDQKKPRPDRDUDNDQKKPRPDRDUDEDQKKPRPMQKKPRPDRDUDUDNDQKKPRPDRDUDUDEDQKKPRPDRDUDMDQKKPRPDRDUDUDMDQKlIumbor of palionls
individual operation or examination. In hospitals, productorganisation means that all staff and appliances used in thetreatment af illness are grouped tagether as a multi-professional group that completes patient's care. Therefore,product organisation supports patient- and treatment-focusedhealth care. The well known benefits af product organisationinclude quicker throughput times, better quality, smallerinventories, and smaller inventory-carrying costs4,IO,in additionta better controllability af overall processes:.61OIn the UK, theNational Health Service accentuates the elimination af
unnecessary patient transfers and a reduced risk af delay whiletransferring the patient ta another phase af care as benefits afthe product-based layout in high volume patient care.?
The objective af this paper is ta demonstrate howproduction flowanalysis can be applied ta analyse and simplify
A. Analysis:
1. Code processes in the care-line identified with a code letter(Table 1).
2. Finding process route codes (PRC) for all patients.3. Printing out the PRC frequency chan (Table 2),4. Calculating the numbers af patients' transfers between
processes and printing out the from/ta chan (Table 3),S. Drawing a patient flow network for 2011, based on
functional organisation (Figure 1).6. Drawing a primary patient flow network for 2011, based
TOD E I M II P '1 R T U :!:internai transfers home:!: tutal
Stroke unit (D) 50 100 25 50 1000 1500 2000 4725 500 5225
intensifiell monitoring (E) 50 780 830 830
'mrnsive tardio'o!IY (1) 100 100 100
Intensive care (M) 25 80 20 125 125
Cardio'ogit monitoring (II) 50 50 50
_0 Emergency(P) 1500 700 100 1200 4500 1000 9000 1500 10500
M lIellrolo!IY ward ('1) 3500 3500
- Radio'o!IY (R) 1500 4500 6000 6000
-- Monitoring (1) 500 500 500 1000
Ultrasounll examiniltion (U) 2000 2000 2000
:!:interna' transfers 5225 830 100 125 50 4500 3500 6000 1000 2000 23330
home(K) 6000 6000
:!:tutai 5225 830 100 125 50 10500 3500 6000 1000 2000

MANAGEMENT:PRODUCTIONFLOWANALYSIS
I I
II
on functional organisation. Primary flow is based on theParetoprinciple, in which 20 % of the PRCscovers80 % ofthe care line's patients (Figure2a).
B. Synthcsis:
7. Drawing a streamlined primary patiem flow network in2011, based on a care-line organisation (Figure 2b).
The Figures 1 and 2a represem neurology patiem flows infunctional organisation. The patiem flow system network(Figure 1) covers all the neurology patients who use 20differem process routes (Table 2). However, patiem flows areconcemrated in a few process routes which compose aprimary patiem flow. Figure 2a represems neurology'sprimary patiem flow in which 80% of the patients use theseven most importam process routes (PRNs 1-7 in Table 2).Back-flows between radiology and emergency, radiology andthe stroke unit, plus ultrasound examinations and the strokeunit reduce efficiency and risk patiem safety.The targets are taeliminate the back-flows and place the primary flow's unitsnext ta each other or join some of the units tagether.
The streamlined patiem flow model in care-lineorganisation is presemed in Figure 2b. The streamlinedpatiem flow model would reduce neurology's patiem transfersbetweendepartmentsbynearly70%(from23,300 transfers ta7,300). The streamlined patiem flow requires the eliminationof the back-flows (Figure 2a) by the decemralisation ofultrasonic examination and other medical imaging. Thus, theemergency unit has its own radiological functions (Rad1); theunnecessary boundary between emergency and radiology canbe eliminated. Similarly, the stroke unit has its ownultrasound functions, and the CT imagingIMRl (Rad2) are
~'
placed immediately next to the stroke unit. Streamlined flowcan be largely implememed. When the streamlined flow(Figure 2b) is compared with taday's flow (Figure 2a), thestreamlined flow provides the following benefits for acuteneurological patients:... Quality of care can be improved because patients'
unnecessary and potemially risky transfers are reduced.... Direct personnel cost savings because much fewer
personnel are needed for patiem transfers between thestroke unit and radiology (ultrasonic, CT or MRl).
... Development of team work, when most of resourcesneeded in the patiem care are located close ta each other.Better team work supports cominuous care processimprovement.
... Indirect cost savings. The following factars comribute taindirect cost savings:i. The delays and errors caused by transfers are eliminated.ii. Nurses spend their working time in the stroke unit and
not transporting patients, their productivity can beincreased.
iii. Elimination of referrals between units - referral is not a
value-adding activity.iv. The transfer appliance costs and lift load are reduced.
The four other main care-lineswere analysedin the samewayas acute neurology.Then all main care-lines'PRCsweresummed up and the emire hospital's from/ta chart forprimary patiem flow was primed out. The primary andstreamlined patiem flows of the main care-lines and thehospital's primary flows were essemial inforrnation for thelayoutplanning.
Conclusion
PFA is a substamial taol for acute hospitallayout planning,where high velocity patiem flow is a critical goal. This type ofanalysis supports such planning by indicating with good

certainty which functions should be placed next ta each other.PFA challenges the prevailing practices of functionalorganisation and offers a starting point for streamlining thepatient flow system. PFA illustrates the complex patient flowpattem in functional organisation.
A notable finding is the dominant position of medicalimaging within all five of the main care-lines' primary flow.Medical imaging has a central role at both ends of the careprocess; at the beginning in the emergency unit and at theend in the wards (e.g. neurology case, Figures 1-2). Medicalimaging should be ubiquitaus in an acute care hospital. Thiscan be achieved by well thought-out decentralisation, whichcontradicts the prevailing principle of functional organisationthat tends ta centralise imaging facilities under the radiologyfunction. In care-line organisation, the imaging facilities arelocated in close proximity ta care-lines' needs. This can halfpatient transfers betWeen units in an acute care-hospital;transfer distances can be reduced by more than 50%. In the
References
'Smith] Redesigninghealth care. BMj 2001;322:
2 Reid Pp,Compton WD, Grossmann]H,Fanjiang G. eds. Buildinga BetterDdivery
System pA NewEngineeringlHealth Cdre.partnership.WashiI)gtonDC The
Nationa1.Academic Press, 2005.
'EdwardsN, Hariison A. Plannihghospitalsmthlimitedevidence: a researchand
policy prob\em BMj 1999; 31.9:i36h63
1Burbidge]L. ProductionFlow Analysispfor pldnning group technoIogy. Oxford:
Oxford University Press, 1989
'APICS dictionary 8th edition, 1.995.
6 Hannan R,PetersonL. Reinventing The Factory. New York: The Free Press, 1990.
, NHS. Modemisation Agency, Redesign coriceptS. 2004.
http://Www.wise. I)hs:uk! cmsWISE/Cross + Curting-l'ThemesimakingbestUseofbe
ds/redesignlredesignconceptS. htm
6 NHS. Modemisation Agency, Clipical systel11$improvernent, Layour and.flow.
Source: WarwickBusiness School, moduld: 'Setvic~process redesign'.2005.
http://www.mse.phS. uk!sites/crosscutting! cliriicalsystemsimprovementlDocume
nt%20Library /l!GuidanceiLayout%20aI)d%20Flow.pdl
9 WalleyP.Designing the accident.and emergenC)ls}'stern:lessons from
manufactUting..Einerg l1ed j 2003; 20:.126,30.
MANAGEMENT:PRODUCTIONFLOWANALYSIS
demonstration unit, Hendrich has showed the value of not
transferring patients from unit ta unit.12Every time a patientis transfer.red, the patient comes into contact with another 25or so caregivers.12The benefits of care-line organisation areadditionally supported by tWo findings: the patient transfersfrom unit ta unit are a potential cause of quality deviations 12,13
and they generate significant indirect costs.14Hospitals' labour productivity and patient flow velocity
should be increased. Cur.rent functional organisations tend ta
increasingly reduce the productivity because nobody isresponsible for the entire patient flow management andpatient transfer distances are long. In the future, increasingnumbers of (frequently older) patients will need more healthcare personnel ta transfer them via complex process routes.Functional layout generates unnecessary waiting timesbetWeen departments and hospitals' corridors will be morelikely ta get blocked during peak hours.
Functional organisation prevents the use of the theory ofconstraint (TOC), a modem production control principle.1516TOC aims ta maximise a bottleneck's utilisation as the
bottleneck deter.rnines the throughput of the entire system.On the other hand, maximising non-bottlenecks' utilisation isuseless15.16In functional organisation, each function tries tamaximise its own utilisation, whether or not the function is
the bottleneck of the patient flow. Therefore, functionalorganisation sub-optimises and generates unnecessary costscontinuously. On the contrary, in care-line organisation, apatient flow manager could focus on bottleneck utilisationbecause he/she manages whole patient flow includinginter.rnediate support activities.
One of the biggest challenges ta modemising acutehospitals is ta implement the organisational change fromfunctional organisation ta care-line organisation. As a result ofthis change, the value-adding units in care production, suchas emergency, operating theatre, medical imaging, intensivecare, and so on, no longer behave like functional silos butrather support care-line organisation and so achieve highvelocity patient flow, in addition ta high quality care. Modemlayout planning plus PFA will support this target of highvelocity patient flow. [)
Kay]M, ecls.Group TechnoIogyand CdIular Manufacturing: A Stau:-of
the-Art Synthesisof Research Boston / Dordrecht / London: KluwerAcademic Publishers, 1998.
Burbidge]L Change to group technology-process organisanon is obsolete.
International journa! of ProductionResearch1992; 30:1209-1219.HeI)drich A. TraI)sfonniI)g Current Hospital Design: Engineering ConceptS
Applied to the Patient Care Team and Hospital Design. ln: Reid Pp, ComptonANew
Render M, Woocls DD. Gaps in continuity of care and progress on
patient safety.BMj, 2000; 320, 791-794.H HendrichA, Lee N, in PageA,
Environment ofNurses. Washington D.C..
252.
" Goldratt E, GowerPublishing Company
Limited, 1989.
"YoungT,BrailsfordS, Connell C, DaviesR, Harper P, Using industrialprocessesimprovepatientcare.BMj, 2004;328, 162-164.