PROCESSABILITY OF WASTE PLASTIC BAG AS A NOVEL … · Metal injection molding is the most cost...
60
PROCESSABILITY OF WASTE PLASTIC BAG AS A NOVEL BINDER SYSTEM IN METAL INJECTION MOLDING NUR HAFIZAH BINTI KAMARUDIN UNIVERSITI TUN HUSSEIN ONN MALAYSIA
Transcript of PROCESSABILITY OF WASTE PLASTIC BAG AS A NOVEL … · Metal injection molding is the most cost...

PROCESSABILITY OF WASTE PLASTIC BAG AS A
NOVEL BINDER SYSTEM IN METAL INJECTION
MOLDING
NUR HAFIZAH BINTI KAMARUDIN
UNIVERSITI TUN HUSSEIN ONN MALAYSIA

PROCESSABILITY OF WASTE PLASTIC BAG AS A NOVEL BINDER
SYSTEM IN METAL INJECTION MOLDING PROCESS
NUR HAFIZAH BINTI KAMARUDIN
A thesis submitted in
fulfillment of the requirement for the award of the
Degree of Master of Mechanical Engineering
Faculty of Mechanical and Manufacturing Engineering
Universiti Tun Hussein Onn Malaysia
AUGUST, 2017

iii
Special dedicated to my family who give me support:
Kamarudin Bin Yusof
Noraini Binti Sulaiman
Khairu Bin Kamarudin
Khartini Binti Kamarudin
Khairi Bin Kamarudin
Noor Hasliza Binti Kamarudin
Mohd Haizol Bin Kamarudin
Norfadilah Binti Kamarudin
DEDICATION

iv
ACKNOWLEDGEMENT
First of all, alhamdulillah and thanks to the Almighty God, Allah S.W.T for blessing
me with enough time and courage to finish this project successfully. This project would
not have been possible without the support and contributions of many people
especially the community of UTHM. I would like to thank each and everyone for their
assistance and guidance.
Much appreciation goes to my supervisor, Assoc. Prof. Dr. Mohd Halim Irwan
Bin Ibrahim for giving me the opportunity to execute this project. His guidance
motivates me more every time and provides encouragement to make this project
become reality and successful.
I would like to express my highly appreciation to Mr. Shahrul and Mr.
Fazlanuddin (Ceramic and Polymer laboratory), Mr. Anuar and Mr. Tarmizi (Material
Science laboratory) for their kindest assistances and giving technical advises toward
accomplishing this research.
My honourable appreciation also goes to my beloved parent, Kamarudin Bin
Yusof and Noraini Binti Sulaiman for their support and encouragement throughout my
life. They have instilled me the value of hard work and dedication which helped me to
become what I am today. Last, but certainly not least, I would like gratefully appreciate
the support given by beloved research mates who also my siblings, Khairu Bin
Kamarudin and Noor Hasliza Binti Kamarudin and those who helped making this
project successful, directly or indirectly. Your contributions and personal sacrifices are
truly appreciated and will be well remembered.
v
ABSTRACT
Metal injection molding is the most cost effective processes in powder metallurgy to
produce small and intricate part for mass production. Many researchers are mainly
focused on the commercial binders, while only few of them are conducting the MIM
using recycle binders. Therefore, this work focuses on the characterization of waste
plastic bag as a novel binder system with combination of palm kernel (PK) in “Green
MIM” of 316L Stainless Steel. Significant with this, this effort was able to reduce
MIM cost, reduce disposal problem and thus, create awareness among community that
waste product can also be considered as valuable things instead of disposing them.
However, this work was not covering the cleaning process of the waste plastic bag
(WPB). The feedstock was prepared by three formulation of 50/50 (WPB/PK), 40/60
(WPB/PK), 30/70 (WPB/PK), while keeping 60 vol. % of powder loading.
Homogeneity and rheology test prove that the all formulations were qualified to
proceed in molding process. The screening test of molding process was conducted via
Analysis of variance. It prove that the interaction factor was not significant to the
responses. The combination of orthogonal array Taguchi L9 (34) and Grey Taguchi
show that the optimal condition for conducting this process was; injection temperature
of 180 °C, mold temperature of 50 °C, injection pressure of 40 % and injection speed
of 50 %. Whereby, extraction in heptane solution (solvent to feed ratio of 12:1) at 70
°C within 7 hours was recognized as the optimal condition for solvent debinding. Else,
a thorough study was conducted to investigate thermal debinding and sintering. The
free defect of brown and sintered parts were produced. It was produced at 1360 °C by
1 °C/min within 240 minutes of soaking time in argon tube furnace. It was recorded
the high strength of 782.48 MPa and 154.96 hv. Overall, this work revealed that the
potential of using the waste plastic bag as a green binder for 316L Stainless Steel of
MIM was achievable.

vi
ABSTRAK
Pengacuan suntikan logam adalah proses yang efektif dalam aspek kos dalam
metalurgi serbuk untuk menghasilkan sebahagian kecil dan rumit untuk pengeluaran
besar-besaran. Ramai penyelidik memberi tumpuan kepada pengikat komersial,
manakala hanya beberapa daripada mereka menggunakan pengikat kitar semula. Oleh
demikian, kerja penyelidikan ini memberi tumpuan kepada pencirian beg plastik
sampah sebagai sistem pengikat novel dengan gabungan kernel sawit (PK) dalam
pengacuan suntikan 316L Stainless Steel. Signifikan dengan ini, usaha ini dapat
mengurangkan kos, masalah pelupusan sampah dan memberi kesedaran kepada
masyarakat bahawa bahan buangan juga boleh dijadikan sebagai perkara yang
berharga dan bukan hanya untuk dilupuskan sahaja. Walau bagaimanapun, kerja-kerja
ini tidak meliputi proses pembersihan beg plastik sampah (WPB). Bahan mentah telah
disediakan kepada tiga formulasi iaitu, 50/50 (WPB/PK), 40/60 (WPB/PK), 30/70
(WPB/PK), dengan mengekalkan 60 vol. % sebagai bebanan serbuk. Kehomogenan
dan ujian reologi membuktikan bahawa semua formulasi telah layak untuk digunakan
di dalam proses pengacuan. Ujian saringan proses pengacuan telah dijalankan melalui
Analisis Varians. Ia membuktikan bahawa faktor interaksi tidak ketara terhadap output
tersebut. Gabungan Taguchi L9 (34) dan Grey Taguchi menunjukkan bahawa keadaan
yang optimum untuk menjalankan proses ini adalah; suhu penyuntikan 180 °C, suhu
acuan 50 °C, tekanan suntikan sebanyak 40 % dan kelajuan suntikan sebanyak 50 %.
Selain itu, pengekstrakan dalam larutan heptana (nisbah pelarut terhadap berat sampel
adalah 12:1) pada 70 °C selama 7 jam telah diiktiraf sebagai keadaan yang optimum
bagi penyahikatan pelarut. Selepas itu, satu kajian menyeluruh telah dijalankan untuk
menyiasat penyahikatan terma dan pensinteran. Tiada sebarang kecacatan terjadi pada
komponen yang dihasilkan. Ia telah dihasilkan pada 1360 °C dengan menggunakan
kadar kenaikan sebanyak 1 °C/min selama 240 minit di dalam relau argon.Ia telah
mencatatkan kekuatan yang tinggi iaitu 782.48 MPa dan dan kekerasan sebanyak
154.96 hv. Secara keseluruhan, kerja-kerja ini membuktikan bahawa potensi
penggunaan beg plastik sampah sebagai pengikat hijau untuk 316L Stainless Steel
MIM telah tercapai.

vii
TABLE OF CONTENTS
TITLE i
DECLARATION ii
DEDICATION iii
ACKNOWLEDGEMENT iv
ABSTRACT v
ABSTRAK vi
TABLE OF CONTENTS vii
LIST OF TABLES xi
LIST OF FIGURES xvi
LIST OF SYMBOLS AND ABBREVIATIONS xxi
LIST OF APPENDICES xxiii
LIST OF PUBLICATIONS xxiv
CHAPTER 1 INTRODUCTION 1
1.1 Introduction 1
1.2 Background of research 1
1.3 Problem statement 3
1.4 Objectives 4
1.5 Scopes 4
1.6 Significant of study 5
CHAPTER 2 LITERATURE REVIEW 7
2.1 Introduction 7
2.2 Powder and binder system 7
2.3 Mixing 15
2.4 Rheological characterization 23
2.5 Injection molding 24
2.6 Debinding 27
viii
2.7 Sintering 36
2.8 Design of experiment 43
2.9 Summary of literature 45
CHAPTER 3 METHODOLOGY 47
3.1 Introduction 47
3.2 Flowchart 48
3.3 Material selection 48
3.3.1 Stainless steel 316L 49
3.3.2 Waste plastic bag 51
3.3.3 Palm kernel 53
3.4 Mixing 54
3.5 Injection molding 58
3.6 Debinding 60
3.6.1 Solvent 60
3.6.2 Thermal 61
3.7 Sintering 62
3.8 Material characterization 63
3.8.1 Fourier Transform Infrared Spectroscopy 63
3.8.2 Density 64
3.8.3 Flexural strength 65
3.8.4 Thermal 67
3.8.4.1 Thermo Gravimetric 67
Analysis
3.8.4.2 Differential Thermal 69
Analysis
3.8.5 Scanning Electron Micrograph 69
3.8.6 Rheometer 71
3.8.7 X-Ray Diffraction Analysis 73
3.8.8 Hardness 74
3.8.9 Tensile test 75
3.9 Design of experiment 77
3.9.1 Taguchi Method 77
3.9.2 Grey Taguchi Method 77
ix
3.9.3 Analysis of Varience 79
CHAPTER 4 RESULT AND DISCUSSION 81
4.1 Introduction 81
4.2 Binders characterization 81
4.2.1 Fourier Transform Spectroscopy 82
4.2.2 Density determination 83
4.2.3 Determination of degradation temperature 84
4.2.4 Determination of melting temperature 86
4.2.5 Summary of binder's characterization 87
4.3 Characterization of feedstock 88
4.3.1 Binder burnt-out test 88
4.3.2 Density test 89
4.3.3 Morphology structure of feedstock 90
4.3.4 Summary of feedstock characterization 91
4.4 Rheological investigation 91
4.5 Screening test of injection molding by Analysis 99
of Variance
4.5.1 Green density characteristic 103
4.5.1.1 Interaction of A and B 103
4.5.1.2 Interaction of A and C 106
4.5.1.3 Interaction of B and C 108
4.5.2 Green strength characteristic 110
4.5.2.1 Interaction of A and B 110
4.5.2.2 Interaction of A and C 113
4.5.2.3 Interaction of B and C 115
4.5.3 Summary of the screening test of 116
injection molding
4.6 Optimization of injection molding 117
4.6.1 Optimization of injection molding 117
processing condition for obtaining
optimal green density
4.6.2 Optimization of injection molding 122
processing condition for obtaining

x
optimal green strength
4.6.3 Multiple responses 126
4.6.4 Summary of injection molding 129
optimization
4.7 Screening process of solvent debinding 129
4.8 Optimization of solvent debinding 137
4.8.1 Palm kernel loss 139
4.8.2 Solvent part's density 145
4.8.3 Multiple responses 149
4.8.4 Summary of solvent debinding 152
4.9 Investigation of thermal debinding 153
4.10 Investigation of sintering 157
4.10.1 Morphology observation of final part 159
4.10.2 Chemical composition 162
4.10.3 Phase of sintered part 162
4.10.4 Physical and mechanical properties 164
of sintered part
4.10.5 Summary of sintering 165
CHAPTER 5 CONCLUSION AND RECOMMENDATION 167
5.1 Introduction 167
5.2 Summary and work's contribution 167
5.2.1 Binders characterization 167
5.2.2 Rheological characterization 168
5.2.3 Optimization of injection molding and 168
solvent debinding
5.2.4 Investigation of thermal debinding and 169
sintering
5.3 Recommendations 170
REFERENCES 171
APPENDICES 183
VITAE 217

xi
LIST OF TABLES
2.1 Descriptions of water and gas atomized SS316L 8
2.2 Details of the solid loading, critical solids loading 16
and optimal solids loading
2.3 Trend of mixing temperature applied in MIM 19
2.4 Summary of rheological characteristic 25
2.5 Categories of injection molding parameters 24
2.6 Description of injection molding parameters 25
2.7 Trend of the optimization parameters of the 26
injection molding
2.8 Solvent parameter used by Jamaludin et al. 32
2.9 Debinding parameter of previous study 34
2.9 Sintering parameter optimization applied by 38
Jamaludin et al.
2.10 Binder composition of Omar and Subuki 41
2.11 Sintering performances of SS316L according 41
to previous works
2.12 List of DOE in MIM 43
3.1 Stainless steel 316L powder characteristics 50
3.2 Chemical composition of Stainless steel 316L 50
3.3 Feedstock calculation for 60 vol. % powder loading 55
of three binder composition
3.4 Taguchi design for L9 (34) 77
4.1 Searched score of the reference spectrum for FTIR 82
analysis of WPB
4.2 Density of binders 84
4.3 Summary of the binder's characterization 88
4.4 The properties of commercial High Density 88

xii
Polyethylene
4.5 Comparison of n, E, η and αstv at shear rate 1000 s-1 98
4.6 Injection parameters for L9 (34) Taguchi Method 103
4.7 ANOVA table for A x B interaction of 50/50 105
(WPB/PK) for green density
4.8 ANOVA table for A x B interaction of 40/60 105
(WPB/PK) for green density
4.9 ANOVA table for A x B interaction of 30/70 106
(WPB/PK) for green density
4.10 ANOVA table for A x C interaction of 50/50 107
(WPB/PK) for green density
4.11 ANOVA table for A x C interaction of 40/60 107
(WPB/PK) for green density
4.12 ANOVA table for A x C interaction of 30/70 108
(WPB/PK) for green density
4.13 ANOVA table for B x C interaction of 50/50 108
(WPB/PK) for green density
4.14 ANOVA table for B x C interaction of 40/60 109
(WPB/PK) for green density
4.15 ANOVA table for B x C interaction of 30/70 109
(WPB/PK) for green density
4.16 ANOVA table for A x B interaction of 50/50 111
(WPB/PK) for strength
4.17 ANOVA table for A x B interaction of 40/60 112
(WPB/PK) for strength
4.18 ANOVA table for A x B interaction of 30/70 112
(WPB/PK) for strength
4.19 ANOVA table for A x C interaction of 50/50 113
(WPB/PK) for strength
4.20 ANOVA table for A x C interaction of 40/60 114
(WPB/PK) for strength
4.21 ANOVA table for A x C interaction of 30/70 114
(WPB/PK) for strength
4.22 ANOVA table for B x C interaction of 50/50 115

xiii
(WPB/PK) for strength
4.23 ANOVA table for B x C interaction of40/60 116
(WPB/PK) for strength
4.24 ANOVA table for B x C interaction of 30/70 116
(WPB/PK) for strength
4.25 Taguchi L9 (34) expresses the experimental results of 118
injection molding for optimizing green density
4.26 Response table for S/N ratio for inejction molding 118
when optimizing green density
4.27 ANOVA table of injection molding when optimizing 120
green density
4.28 Estimate of performance (characteristic: larger is 121
better)
of injection molding for green density
4.29 Confirmation experiment of injection molding for 121
optimizing the green density
4.30 Taguchi L9 (34) expresses the experimental results of 122
injection molding process for optimizing green strength
4.31 Response table of S/N ration for injection molding 123
when optimizing green strength
4.32 ANOVA table of injection molding process when 124
optimizing green strength
4.33 Estimate of performance (characteristic: larger 126
is better)
of injection molding process for green strength
4.34 Confirmation experiment of injection molding for 126
optimizing the green strength
4.35 Design of experiment of multiple performance for 127
injection molding
4.36 Response table for Grey Relational Grade for 127
injection molding
4.37 ANOVA table of Grey Relational Grade for 128
injection molding
4.38 Data of palm kernel loss at extraction temperature 131

xiv
of 40, 50, 60, 70 and 80 °C when immersed in
heptane, hexane and isooctane for 2, 4, 6
and 8 hours of extraction while keeping the S/F ratio
of 12:1 as a constant
4.39 Optimization parameters of solvent debinding 139
4.40 Taguchi method expresses the experimental results 139
of solvent debinding for optimizing PK loss
4.41 Response table of S/N ratio for solvent debinding 140
when optimizing PK loss
4.42 ANOVA table of solvent debinding when optimizing 144
the PK loss
4.43 Estimate of performance (characteristic: larger is 144
better) of solvent debinding for PK loss
4.44 Confirmation experiment of solvent debinding for 144
optimizing the PK loss
4.45 Taguchi method expresses the experimental 145
results of solvent debinding for optimizing
part's density
4.46 Response table of S/N ratio for solvent debinding 146
when optimizing part's density
4.47 ANOVA table of solvent debinding when 148
optimizing the part's density
4.48 Estimate of performance (characteristic: larger 148
is better) of solvent debinding for part's density
4.49 Confirmation experiment of solvent debinding for 149
optimizing the part's density
4.50 Design of experiment of multiple performances 149
for solvent debinding
4.51 Response table of Grey Relational Grade for 150
solvent debinding
4.52 ANOVA table of Grey Relational Grade for 152
solvent debinding optimization
4.53 Optimum condition of solvent debinding when 152
optimizing multiple performances of PK loss

xv
and part's density
4.54 Thermal debinding experimental 154
4.55 Sintering parameter 157
4.56 Sintered part performances 163

xvi
LIST OF FIGURES
2.1 Ideal binder attributes that concluded by German 11
and Bose
2.2 Mixing technique used by Ibrahim et al. 16
2.3 Type of defects: (a) wrinkles, (b) powder binder 27
separation, (c) short shot
2.4 Thermal profile used by Omar et al. 29
2.5 Hexane; (a) before, (b) after, extraction of RWFO 32
2.6 Defect of; (a) crack, (b) warping 34
2.7 Crack formed at high temperature of 60°C 35
2.9 Crack defect experienced by Omar et al. 36
2.10 XRD pattern by Rosip et al. 43
2.11 Material addition sequential in mixing 45
3.1 Flowchart of research 48
3.2 SEM image of SS316L powder 50
3.3 CPVC curve of water atomized SS316L 51
3.4 Palm kernel section cut 54
3.5 Materials that consist of waste plastic bag, 55
Stainless Steel 316L and palm kernel
3.6 Process flow of mixing technique for waste plastic 56
bag, stainless steel 316L and palm kernel
3.7 (a) Addition of waste plastic bag, (b) Addition of 57
metal powder, (c) Addition palm kernel,
(d) Feedstock texture after adding up 3 materials
3.8 (a) Plastic Granulator SLM 50FY, (b) Pallet form 58
of feedstock produced after crushing
3.9 (a) Nissei 21 Horizontal Screw Injection Molding 59
xvii
machine, (b) Green part produced
3.10 Change of the solvent after green part underwent 61
solvent debinding
3.11 Argon tube furnace (Model of PTF 14/75/610) 62
3.12 (a) Fourier Transform Infrared Spectroscopy (FTIR) 64
(b) Waste plastic bag sample for FTIR
3.13 Density analytical balance 65
3.14 (a) Universal testing machine, (b) Sample location 67
that subjected to three point bending test
3.15 TGA and DTA machine, Model Linseis 68
3.16 (a) Coating machine, (b) Spark light when 70
coating process completed
3.17 Scanning Electron Micrograph 70
3.18 Capillary rheometer 71
3.19 X-Ray Diffractometer 74
3.20 Micro Hardness Tester Vickers Machine 75
3.21 Tensile machine 76
4.1 Spectra of waste plastic bag/High Density PE 83
and library search (POLYETHYLENE HIGH
DENSITY/AP0049)
4.2 TGA curves of graph of palm kernel and waste 85
plastic bag
4.3 Optimum degradation curve of palm kernel and 85
waste plastic bag
4.4 Melting graph of palm kernel 86
4.5 Melting graph of waste plastic bag 86
4.6 TGA curve for 3 pieces of same batch of mixing 89
feedstock
4.7 Density distribution of the feedstock sampling 90
4.8 Scanning Electron Micrograph (SEM) 91
structure of the feedstock
4.9 Correlation of viscosity and shear rate for 93
50/50 (WPB/PK) at; (a) 160 °C, (b) 170 °C and
(c) 180 °C

xviii
4.10 Correlation of viscosity and shear rate for 95
40/60 (WPB/PK) at; (a) 160 °C, (b) 170 °C and
(c) 180 °C
4.11 Correlation of viscosity and shear rate for 96
30/70 (WPB/PK) at; (a) 160 °C, (b) 170 °C and
(c) 180 °C
4.12 Correlation of viscosity and temperature for feedstock 97
with different binder compositions
4.13 Green produced when using injection temperature of 100
130 °C, injection pressure of 20 % and injection speed
of 20 %
4.14 Green produced when using injection temperature of 100
130 °C, injection pressure of 30 % and injection speed
of 30 %
4.15 Green produced when using injection temperature 101
of 140 °C, injection pressure of 30 % and injection
speed of 30 %
4.16 Green produced when using injection temperature 101
of 150 °C, injection pressure of 30 % and injection
speed of 30 %
4.17 Green produced when using injection temperature 102
of 160 °C, injection pressure of 30 % and injection
speed of 30 %
4.18 Green produced when using injection temperature 103
of 160 °C, injection pressure of 40 % and injection
speed of 40 %
4.19 A x B interaction of 50/50 (WPB/PK) 104
for green density
4.20 A x B interaction of 50/50 (WPB/PK) 111
for green strength
4.21 Main effects plot (data means) for S/N ratio 119
for injection molding process when optimizing
the green density
4.22 Main effects plot (data means) of S/N ratio for 124

xix
injection molding process when optimizing
green strength
4.23 Response graph of Grey Relational Grade, 128
ξ(xo, xi) for injection molding
4.24 Morphology (magnification of 5000) of green part; 129
(a) surface and (b) cross section
4.25 Open-pore evolution (magnification of 5000) of 134
green part when immerse in heptane solution within
8 hours of extraction time at temperature of; (a)
40 °C, (b) 50 °C, (c) 60 °C and (d) 70 °C
4.26 Open-pore evolution as a function of 80 °C of 136
extraction temperature when immersed in heptane
solution for; (a) 2 hours, (b) 4 hours, (c) 6 hours,
and (d) 8 hours
4.27 Mass loss of the binder from green part when 137
immersed in heptane solution at 80 °C for
different extraction time
4.28 Main effects plot (data means) of S/N ratio for 141
solvent debinding when optimizing the palm
kernel loss
4.29 Main effects plot (data means) of S/N ratio for 147
solvent debinding process when optimizing
the part's density
4.30 Response graph of Grey Relational Grade, ξ (xo, xi) 151
for solvent debinding
4.31 Morphology (magnification of 5000) of green part 152
when immerse in heptane solution using S/F ratio
of 12:1 within 7 hours at 70 °C; (a) surface and (b)
cross section
4.32 Stages in thermal debinding 154
4.33 Brown density and relative density of brown part 155
at various temperature of 500 °C to 600 °C
4.34 Brown part with free-defect 156
4.35 Morphology comparison of SEM image when 156

xx
giving magnification of 2000x for (a) green
part, (b) brown part
4.36 Sintered part A 157
4.37 Sintered part B 159
4.38 Sintered part C 159
4.39 Optical microscope observation of sintered part 160
at: (a) sample A, (b) sample B , (c) sample C
4.40 Sample C of; (a) morphology, (b) EDS spectra 162
4.41 XRD diffractograms of; (a) SS316L, (b) SS316L 163
sintered part
4.42 Comparison of part dimension 165

xxi
LIST OF SYMBOLS AND ABBREVIATIONS
ANOVA Analysis of Varience
Au Gold
BSE Backscattered electron
C Carbon
ºC Degree Celsius
Ca Calcium
CCBs Coal combustion by-products
CPVC Critical Powder Volume Concentrations
CPVP Critical Powder Volume Percentage
Cr Chromium
Cu Copper
DOE Design of experiment
DSC Differential scanning calorimetry
DTA Differential Thermal Analysis
EDX Energy Disperse X-ray
EVA Ethylene Vinyl Acetate
Fe Iron
FOG Fat oil grease
FTIR Fourier Transform Infrared Spectroscopy
GRC Grey Relational Coefficient
GRG Grey Relational Grade
HAP Hydroxyapatite
HDPE High Density Polyethylene
LDPE Low Density Polyethylene
MIM Metal injection molding
Mn Manganese
Mo Molybdenum
NHAP Natural Hydroxyapatite
Ni Nickel
O Oxygen
PE Polyethylene
PEG Polyethlene Glycol
PIM Powder injection molding
PK Palm kernel

xxii
PL Polystyrene
PKO Palm kernel oil
PMMA Polymethylene Methacrylate
PP Polypropylene
PS Palm stearin
PW Paraffin wax
RSM Response Surface Methodology
SA Stearic acid
SE Secondary electrons
SEM Scanning Electron Microscope
SF Sewage fat
S/F Solvent to feed ratio
Si Silicon
S/N Signal to noise
SS316L Stainless steel 316L
Ti-6Al-4V Titanium alloy
TPNR Thermoplastic natural rubber
WPB Waste plastic bag
TGA Thermal Gravimetric Analyzer
XRD X-Ray Diffraction

xxiii
LIST OF APPENDICES
APPENDIX TITLE PAGE
A Feedstock calculation 184
B Density of distilled water 186
C Rheology calculation 188
D Mold specification and gatting system 192
E Interaction graph of screening test for injection 194
molding process
F Standard in determining the green strength and 203
tensile strength
G Tensile graph for sintered part 215

xxiv
LIST OF PUBLICATIONS
Journals:
(i) Mohd Halim Irwan Ibrahim and Nur Hafizah Kamarudin. (2016)
“Characterization of Waste Plastic Bag as a Novel Binder System and
Homogeneity Test for Stainless Steel 316L Metal Injection Molding”
International Journal of Engineering and Technology. Vol. 8, pp 2523-2529.
(ii) Nur Hafizah Kamarudin and Mohd Halim Irwan Ibrahim. (2017) “Effect of
Immerse Temperature and Time on Solvent Debinding Process of Stainless
Steel 316L Metal Injection Molding” Materials Science and Engineering.
Vol. 165, pp 1-10.
Proceedings:
(i) Nur Hafizah Kamarudin. “Effect of Immerse Temperature and Time on
Solvent Debinding Process of Stainless Steel 316L Metal Injection
Molding”. 18 December 2016. International Conference on Applied Science
(ICAS2016).

1CHAPTER 1
INTRODUCTION
1.1 Introduction
Metal injection molding (MIM) has been recognized to produce small and intricate
part in high volume mass production [1-3]. It was being a versatile technology that
can be used for a variety of alloys and ferrous metals such as carbonyl iron, iron-nickel,
various stainless steels, titanium, tungsten and tungsten heavy alloys, as well as,
intermetallic compounds [1,4]. Also, it was becomes a promising technology since it
can produce part with a high anti corrosion, having excellent mechanical properties
such as strength, hardness and such on [5-6].
In MIM technology, fine metal powders are mixed with suitable thermoplastic
binder and formed into the desired shapes [7-8]. The binder provides the flow ability
and formability for the fine metal powder during injection molding [5]. Then, both are
removed in the next processes that called debinding. The debinding process was
purpose to obtain a higher density part. Often, it was conducted by two stages of
removal, which are solvent extraction and thermal pyrolysis. After that, the
components are sintered in order to form strong metallic components which can be
produced by ensuring the pore-free structures is prepared. This process is able to
produce the components that approaching closely to its theoretical density value.
1.2 Background of research
Previous research has been done by Agote et al. used the recycled powder in ceramic
injection molding [9]. The recycle porcelain was used as a powders with combination

2
of the commercial binders for injection moulding. The waste porcelain application
has a remarkable economic and environmental benefit. Regarding to Critical Powder
Volume Concentrations (CPVC) and rheological tests, Agote et al. believed that it was
possible to used recycled porcelain in the ceramic injection molding instead of using
the commercial porcelain that is expensive.
Also, Ibrahim et al. worked on the MIM of Stainless Steel 316L that applying
the Natural Hydroxyapatite (NHAP) as a minor powder. The bimodal system was well
blended with binder system that comprised of commercial Polyethylene and palm
stearin [10]. The NHAP was made by synthesizing the waste Tilapia fish bones. As
known, the Hydroxyapatite (HAP) is a high biocompatibility materials due to its
composition was nearly closed to the human bone. It is a valuable material that have
a high cost to effort it. So that, this application of NHAP can reduce the manufacturing
cost instead of using the commercial hydroxyapatite which is costly. Thus, they were
investigated the process ability of natural HAP and SS316L mixture with commercial
binders as a feedstock in MIM. It was claimed that the mixture (feedstock) was
successfully injected and it was established as an appropriate feedstock in MIM.
While, previous study by Omar et al. applied waste rubber (from rejected
gloves) as a binder for MIM technology for 65 vol. % powder loading of Stainless
Steel 316L [11]. This previous study found that the feedstock was injectable and the
final density was achieving the 99 % of the theoretical values. It was highlighted that
the best sintering temperature for obtaining highest mechanical and physical properties
was at 1360 °C.
Beside that’s, Amin et al. used the environmental substances which is the
sewage fat (SF) as one of the binders system with combination of the Polypropylene
(PP) and Stainless Steel 316L as a metal powder in metal injection molding [1]. SF
has shown a great potential of being used as the major binder component for MIM
process after undergo several major test such as mixing homogeneity and rheological
properties.
Also, Asmawi et al. applied the recycle binder which is waste polystyrene
blended with palm kernel oil (PKO) and SS316L [12]. The core idea of previous study
is to apply the “Green MIM” which is environmental friendly. As known, the waste
polystyrene was greatly used as food packaging. In this regards, this effort was able
to reduce disposal problems.

3
Thus, author decided to use waste plastic bag as a binder source of commercial
High Density Polyethylene. Author believed that such waste was able to be a more
beneficial industrial products. Consequently, this research is focusing on the “Green
MIM” in order to reduce the manufacturing cost while decreasing the residue materials
and to widen the recycled product. In that sense, the overall aims of this research is to
produce the perfect final part by using the waste plastic bag as a binder without any
defects and thus contributes to the sustainability of the earth.
1.3 Problem statement
For many years, developing of newly binder system often being the major attention
among the researchers in order to enhance the MIM technology while keeping the
sustainability of the earth. This efforts has headed to several enhancements which are
cost reduction, reduce environmental problems and much more. So far, broad
exploration has been present by using natural resources binder, nevertheless only few
of them are focusing to the waste resources binder. Nowadays, tons of waste plastic
bag are disposed daily and it was getting worse when there are no alternative ways in
recycling the waste systematically. Hence, due to this fact had motivated the author
to reuse the waste plastic bag and transformed it into a more valuable industrial
products such as a backbone binder system in MIM, instead of using the commercial
High Density Polyethylene (HDPE). Even though this type of binder is cheap and
having high dimensional stability due to the crystallinity structure [13], but it is non-
biodegradable material which is difficult to dispose them. As reported by Nemade et
al., the waste plastic bag is known as a source of HDPE, therefore in this study the
waste plastic bag also used as the backbone binder system in “Green MIM” [14].
Although, the cleaning process of waste plastic bag involve a larger cost compared to
use the commercial HDPE, beside can creates awareness among community that waste
product can also be considered as valuable things instead of disposing them. Also,
author classified this as a delicate effort since the fact shows that HDPE was a non-
biodegradable materials, and they might cause air pollution by burning it, yet
introducing a disposal problem since it was daily produced in a tons amount and may
affect the human health. Indeed, author have limited this research work by excluding

4
the cleaning process of the waste plastic bag. So that, the new and clean waste plastic
bag are used.
In fact, by implementing of this waste in MIM is not sacrificing its function as
a backbone binder system which acts as a shape retention of metal part. Therefore, in
this study the waste plastic bag was characterized to analyze the properties of the
backbone binder system in MIM which practically having the similarity to the
commercial HDPE. Also, in order to determine the flow ability of molten feedstock
at a range of temperature, the rheological behavior of the feedstock has been
conducted.
Practically, Li et al., Adames, Vielma et al., Huang and Hsu, Raza et al., Patil
et al., Ibrahim and Kamarudin claimed the effectiveness of commercial HDPE as a
backbone binder system in MIM [15-20]. So, how about the waste plastic bag
performance?
1.4 Objectives
The objectives of this research are:
a. To characterize the binder system via Fourier Infrared Spectroscopy,
density and thermal test.
b. To evaluate the feedstock performance via rheological test, density,
binder burnt-out test and scanning electron micrograph.
c. To optimize injection molding process (by evaluating the green density
and strength) and solvent debinding process (by evaluating the palm
kernel loss and solvent part’s density) via Taguchi Method.
d. To measure value of thermal debinding (by considering brown density
and morphology) and sintering (by considering final part’s density,
tensile strength, hardness, morphology and shrinkage).
1.5 Scopes
The scopes of this study were focused on:
a. Palm kernel (PK) and waste plastic bag (WPB) were selected as a binder
system and Stainless Steel 316L (SS316L) act as metal powder.

5
b. The new clean WPB is used. Thus, the cleaning process of WPB was not
covered in this research.
c. The binder composition of 50/50 (WPB/PK), 40/60 (WPB/PK) and 30/70
(WPB/PK) and the constant powder loading of 60 vol. % were used.
d. Investigating the mixing procedure of SS316L, PK and WPB.
e. Measuring the acceptable volume ratio between binder system and metal
powder via rheological test.
f. Optimization of green part (by considering green density and green
strength) via density test (Archimedes’ Principle) and three-point
bending test (according to ASTM Standard SI 10 as being referred in
Metal Powder Industries Federation 15).
g. Investigating the solvent debinding in order to assess the palm kernel
diffusion through Scanning Electron Microscopic (SEM).
h. Optimization of solvent debinding (by considering the palm kernel loss
and solvent part’s density) via percentage of PK loss and density test
(Archimedes’ Principle).
i. Evaluation of brown part (part called after thermal debinding) by
examining the density (Archimedes’ Principle). Besides that, the
microscopic structure of the part is observe by SEM.
j. Evaluation of final part (part called after sintering) by determining the
parts density (Archimedes’ Principle), tensile test (according to ASTM
Standard E8 as being referred in Metal Powder Industries Federation 10),
hardness test and shrinkage. Also, the microscopic structure of the part
is observe by SEM and optical microscope.
1.6 Significant of study
Nowadays, there are tons of waste plastic bag produced every day. Even, many
countries are having a critical disposal problem. It will turn worsen when no
alternative ways are conducted for managing the disposal problems. Moreover, it is
become a crucial problems because of its great interconnection with the healthy level
of humans, animals and plants.

6
Instead of burning (which able to produce damage gases such as carbon
monoxide, nitrogen oxide, sulphur oxide, etc.) and having disposal problem, the effort
of reuse the waste plastic bag as a binder system in metal injection molding was
claimed as a great effort in order to overcome this several problems. In addition, the
MIM is relatively new in Malaysia and it gives a great opportunity for those
researchers that conducting this research. Perhaps this technology can be exploited in
Malaysia in future for the benefits of all industrial sectors. To date, developing of a
new locally binder system can be consider as a great concern where it was beneficial
to the local industry. Beside that’s, many attempts have been made in developing a
new binder system that focused on the cost reduction and shorten production process.
Significant with this, the potential uses of palm kernel and waste plastic bag as
a binder system for producing a better quality feedstock was investigated. Also, this
research demonstrates the great effort for a better finding in the future research purpose
to explore the “Green MIM”.

2CHAPTER 2
LITERATURE REVIEW
2.1 Introduction
This chapter details focus on presenting the metal injection molding (MIM) technology
specifically on the metal powder properties, binders system, binders and feedstock
characterization, optimizing injection molding and solvent debinding processes,
investigating thermal debinding and sintering. Overall, this chapter discussed the
possible parameters and ways that need to be includes in all the processes in order to
fulfil the objectives of this research. The specific requirement and technique of these
were being reviewed in this section. Regarding to this, the valuable previous studies
related to metal, binders, feedstock characterization and much more, are used as a
guideline to conduct the present research successfully.
2.2 Powder and binder system
In MIM, there are various types of metal powder were used by researchers; i.e.
Stainless Steel 316L, titanium alloy, tungsten carbide cobalt, high speed steels and
such on. The appropriate metal powder selection was done by considering their main
interest research either for producing the manufacturing products, biomedical
applications and such on.
Fundamentally, the powder can be classified into two categories; i.e., water and
gas atomized [2,4]. Table 2.1 represents the advantages and disadvantages of both
categories. It was stated that the water atomized was produced in irregular shape and
the gas atomized was existed in spherical shape. To be highlighted that MIM parts

8
produced by water atomized particles was able to attain high brown strength that
desirable in handling it’s sintering. In fact, it was due to the irregular particles cannot
flow past each other’s. However, water atomized powder has the low tap density. This
was resulting in high sintering shrinkage as well as the tendency of the irregular
particles to slightly align during injection molding. This phenomenon tend to cause a
high potential for anisotropic shrinkage to occur. Thus, this is a main reason of why
the vendors that using water atomized powder was firstly conducting a milling process
which purpose to produce a less irregular and slightly rounded powder. Whereas, the
gas atomized have the higher packing density compared to water atomized particle.
This will lead to requirement of less binder for injection molding and encouranging
the low shrinkage and avoiding distortion during sintering. Also, the spherical
morphology of this powder guarantees a more isotropic shrinkage as the particles
cannot take a preferred direction during injection molding. Beyond, the disadvantages
of this kind of powder are its higher price and lower brown strength.
Table 2.1: Descriptions of water and gas atomized SS316L
Types of powder Water atomised Gas atomised
Microstructure
Particle shape Irregular Spherical
Advantage(s) -Promoting excellent moldability
-Lower price
-Improve shape retention during
debinding and sintering
-Brown strength is fairly high
-Higher packing density (needs less
binder)
-Spherical morphology guarantee a
more isotropic shrinkage
-Low shrinkage and distortion during
sintering
Disadvantage(s) -Finer particle sizes have a tendency
to agglomerate into effectively larger
particles
-Low tap density (resulting in high
sintering shrinkage)
-Larger surface area (contributing to a
low critical powder loading)
-Lower sintered density
-Higher price
-Low brown strength (any handling or
vibration can destroy the brown part)
-Smaller surface area (contributing to a
high critical powder loading)
Ref. 2,4,13,21

9
Previous works shows that the melting temperature of water atomised SS316L
which valued by 1371 °C to 1440 °C [21-26]. While, Barreiros et al. highlighted the
challenges that must be overcome in Stainless Steel injection molding, especially
during sintering [27]. The challenges are listed as below:
a. To decrease binder/carbon content in the feedstock.
b. To decrease carbon contamination during debinding and sintering.
c. To avoid the formation of chromium carbide and presence of precipitation-
free zones.
d. To avoid grain growth during sintering.
German and Bose claimed that no binder is perfect and thus the binder selection
should be crucially considered [7] . Hence, the selection of suitable binder is a
prerequisite in producing a good quality of MIM parts successfully. The binder plays
an important role as a temporary vehicle for homogeneously packing a powder into a
desired shape and it is functioned to retain the shape until the beginning of sintering
process [2]. The binder is usually designed as multi-component system [13]. Asmawi
et al. was classified the binders into two groups [12]. The first group is the
wax/polymer compounds, while another group is the binder that based on the
polymer/polymer compounds. Each of the components of wax and polymer
functioned specifically. The polymer functioned to impart rigidity to the part when
cold, while the wax works in reducing feedstock viscosity.
Also, Vielma et al. claimed that the binder system is usually designed as multi-
component system [13]. The first component is functioned as a backbone binder. It
was usually a thermoplastic that supports and maintains the part shape during all
phases prior to the later stages of debinding. While the second component, being
commonly a wax that improves the feedstock flow ability and it is removed in the early
stages of debinding. During debinding, the open pores created allows the gaseous
products that produced by remaining polymer to diffuse out from the part. Else,
additive act as a surfactant serving as a bridge between binder and polymer can be
added.
There are several backbones binder; i.e., polyethylene (PE), polystyrene (PL),
ethylene vinyl acetate (EVA), polypropylene (PP), polyethylene glycol (PEG),
polymethyl methacrylate (PMMA) among others. Meanwhile, Huang and Hsu
claimed that the backbone polymer strongly affects the dimensions and the mechanical

10
properties of the sintered part [17]. Also, previous study recommended a proper
selection of backbone binder, such as HDPE, is required to increase the dimensional
accuracy and quality of SS316L sintered parts.
Then, the wetting agent or wax was functioned to improve material flow ability
without sacrificing ease of removing it during debinding process. This binder is firstly
remove via solvent debinding, leaving open pores that allowed the gaseous products
of remaining polymer to diffuse out of the structure [28]. While, Vielma et al. reported
that wax binder often exhibit the powder-binder separation, poor strength and a high
potential of distortion during the debinding process [13]. This report was made as a
precious guideline as not using the wax as a binder system.
Sometimes, it is require to adding up additive (surfactant) which often used is
stearic acid [2,13,28,30]. Details on the surfactant are summarized as below:
a. Serving as a bridge between the binder and powder (act as lubricant).
b. Reducing the friction between powder and machine/die walls.
c. Improve dispersion of powder in binder (enhance miscibility between
binder components).
d. Enhance powder loading and green strength without sacrificing the flow
properties of the mixtures.
e. Giving a better homogeneity.
f. Reduces the contact angle by lowering the surface energy of binder-
powder interface minimizing the separation of the binder from the powder-
binder mixtures during injection molding.
g. Normally, it is present in a low melting temperature and affinity to
preferentially adsorb onto powder surfaces, forming a densely thin outer
layer on a particle surface which leads to a more homogeneous packing
structure.
Next, German and Bose summarized the ideal binder attributes to flow
characteristics, powder interaction, debinding process and manufacturing [7]. It is well
presented in Figure 2.1. Previous author affirmed that the appropriate binder selection
should considered the all requirements in order to conduct a successful MIM
technology. They are claiming that the well-defined facts are consistent with another
previous works.

11
Flow characteristic
- viscosity below 10 Pa.s at the molding temperature
- low viscosity change with temperature during molding
- rapid change in viscosity during cooling
- strong and rigid after cooling
- small molecule to fit between particles and avoid orientation
during flow
- minimum flow orientation
Powder interaction
- low contact angle
- adherence to powder
- chemically passive, even under high shear and at high
temperatures
- thermally stable during mixing and molding
Debinding- multiple components with differing characteristics- noncorrosive, nontoxic decomposition product- low ash content, low metallic content- decomposition temperature above molding and mixing temperatures- decomposition before sintering temperature- complete removal as the powder attains structural rigidity
Manufacturing- inexpensive and available- safe and environmentally acceptable- long shelf life, low water absorption, no volatile components- not degraded by cycling heating (reusable)- high lubricity- high strength and stiffness- high thermal conductivity- low thermal expansion coefficient- soluble in common solvents- short chain length, no orientation
Figure 2.1: Ideal binder attributes that concluded by German and Bose [7]
Meanwhile, Arifin et al. reported that a good binder system should be easy to
remove in initial removal stage which usually performed by solvent debinding [31].
Where else, the remaining binder remove using next secondary debinding, so called
thermal debinding. In this stage, the backbone binder was removed through the pore
channels that facilitate by the primary debinding stage. Other than that’s, the ideal
binder for MIM should also have the decomposition temperature above mixing and
injection molding temperature. Also, it must be lower than the sintering temperature.
Vielma et al. and Patil et al. present some specific requirement for a good
binder. First, the binder should facilitate the mixing as well as the injection molding
[13,32]. Then, the binder should exhibit the low viscosity at injection temperature,
rigid and strong after cooling. Other than that’s, the decomposition product should be
non-corrosive, non-toxic and have low ash and metallic contents. Also, it required to
have the high lubricity, long shelf life, high thermal conductivity and low thermal
expansion. In manufacturing view, the binder must be inexpensive and
environmentally friendly.
Else, Wen et al. stated that the binder should [33]:
a. Have a low melting temperature and quickly solidify.
b. Have sufficient strength at room temperature (≥4 MPa), a low viscosity
(≤10 Pa.s) and a good fluidity at injection temperature.
c. Being chemically passive and having the ability to wet the particle with a
low contact angle (<5 °) and ideally adhere to the particle surface.

12
d. Being easily remove after shaping and ideally not leaving any residue that
potentially causes contamination. The decomposed by products should be
non-corrosive and non-toxic.
e. Being commercially available and practically affordable.
Basically, the binder systems constituents for injection moulding application
can be divide into two categorize, which are comprised of [31]:
a. Low molecular weight polymer: has low temperature decomposition.
b. High molecular weight polymer: has relatively high temperature
decomposition.
Previous study by Vielma et al. applying the virgin HDPE and paraffin wax as
a binder system for the manufacturing of bronze and M2 high speed steels parts [13].
Previous author highlighted that HDPE was commonly used as a binder for powder
and plastic injection molding. It was found that having HDPE as a binder was able to
give various advantages and they are listed as below:
a. Able to produce a good feedstock homogeneity.
b. Able to achieve a suitable rheological behaviour which promotes the easy
moldability.
c. The crystalline feature of the HDPE make it perform a good mechanical
strength of the part.
d. In advances, the crystallinity feature of the HDPE is able to avoid defects
such as swelling, bubble and such on.
Else, Patil et al. have been reported that HDPE was a good secondary binder
components since that it can produce the high strength part and able to serve as a
backbone polymers during debinding [32].
While, Huang and Tsu studied the effect of different backbone polymer, which
are High Density Polyethylene (HDPE) and Low Density Polyethylene (LDPE), on
the properties of Stainless Steel 316L MIM parts [17]. Previous authors confirmed
that the better use of HDPE rather than LDPE. There are 5 conclusions drawn from
this previous work:
a. The use of an LDPE as backbone polymer results in a favourable flow
behaviour that able to enhance green part’s surface quality.

13
b. The LDPE/HDPE backbone polymer helps to eliminate the crack defect
from sintered part.
c. The use of an HDPE backbone polymer was able to stabilize the spiral
flow. This achievement promotes the improvement on dimensions,
density, and hardness stabilities of the sintered parts.
d. HDPE backbone binder provides better dimensional stability than does
LDPE.
e. HDPE backbone polymer improves the stability of density by 30 % and
the hardness by 64 %.
Ibrahim et al. used Polyethylene Glycol (PEG), Polymethyl Methacrylate
(PMMA) and stearic acid (SA) as a binder system for water atomized SS316L metal
injection molding [34]. It was highlighted that the PEG and PMMA are highly
preferable due to its ability to be easily removed through water leaching and thermal
debinding. Moreover, the removing of PEG was only required water as the solution
to extract it. This effort was considered as a delicate effort since it was promoting the
low cost of debinding. While, SA was added to improve the binder properties such as
surface wetting, spreading, adsorption, and binder strengthening. Often, the surfactant
was often added as an additive that consists of a functional group adhering to the
powder surface and an oriented molecular chain extending into the binder. Also, other
researchers such as Amin et al., Jamaludin et al., Sulong et al., Chua et al., Chen et al.,
Rosip et al. and Rajabi et al. used this established binder system regarding the
beneficial facts mentioned above [24,35-40].
It is differ with Supriadi et al. which are investigating the three types of binder
system which comprised of Ethylene Vinyl Acetate (EVA) based, polypropylene (PP)
based and wax-based system [41]. The wax-based are consisting of paraffin wax,
bee’s wax and carnauba wax. It was found that the wax-based binder system achieved
the lowest viscosity and heat capacity as well as greater pseudo plasticity than other
binder systems. Also, the feedstock which was mixed with wax-based binder system
performed the smallest deformation. This result inferred that wax-based binder system
was appropriate as binder materials for very fine metal powder applied in MIM.
Conversely, some of the researches are trying to manipulate the potential of
environmental substances for being added as a binder for green MIM. For examples
are palm kernel, palm stearin, carnauba wax and beeswax [1]. All of these are affirmed

14
as an environmental friendly binder components and available resource in Malaysia.
Instead of that, others are trying to use water soluble binder like PEG where the first
stage of debinding was performed using the water leaching.
While, another work of Ibrahim et al. used recycle binder of restaurant waste
fat and oil (RWFO) as a binder system of water atomized SS316L [42]. RWFO
extracted from the grease traps have been long analyzed as a potential feedstock for
biodiesel due to its numerous amounts of fatty acids.
Asmawi et al. applied 60 wt. % waste polystyrene (PS) and 40 wt. % palm
kernel oil (PKO) which well blended with 60 vol. % of water atomized SS316L to
produce feedstock for MIM [14]. It was found that the feedstock shows a good
homogeneity, which was proven by conducting several tests; i.e., feedstock density,
binder burn-out, rheology and Scanning Electron Micrograph (SEM) observation.
Omar and Subuki applied 50/60/70 wt. % of palm stearin (PS) and 50/40/30
wt. % of polypropylene (PP) as a binder system to be mixed with 65 vol. % gas
atomized SS316L [3]. These authors claimed that the higher PS content provided the
better sintered part’s density.
Nor et al. applied palm stearin as the binder system in MIM and the study of
characterization of the feedstock was conducted [2]. In previous study, Titanium alloy
was mixed with 60 wt. % of palm stearin and 40 wt. % of polyethylene [35]. Palm
stearin has been reported that having a good attribute as a binder system in MIM
[2,43]. Since it was an available resource in Malaysia, palm stearin has been a
potential binder system that can be applied in MIM. Moreover, it was consist of fatty
acid which functioned as a surface active agent for many binders that are used [2].
Instead of that, the major benefit of the palm stearin is on the ability of modifications
that can be done on its chemistry and rheological properties in order to meet the
specific requirement of MIM.
Meanwhile, Asmawi et al. produced feedstock that consist of 60 vol. %
SS316L, 60 wt. % of waste polystyrene and 40 wt. % of palm kernel [12]. It has been
reported that the waste polystyrene give a major threat to the environment because this
typical plastics are non-biodegradable. Thus, its disposal in landfills is limited due to
high cost of the incineration and space. Therefore, the major constraint of applying
the waste polystyrene is about the wettability and particle bonding between metal
powder and waste polystyrene. Previous author was stressed out several problem of
applying the waste polystyrene which are the moldability performance, compatibility

15
issue and its diffusion during thermal degradation as it contains hydrocarbon chain
with a phenyl group attached to every other carbon atom.
2.3 Mixing
Mixing is a process where all materials are mixed in purpose to produce homogeneous
feedstock. The materials include are consist of the metal powder, primary binder and
secondary binder or else the surfactant if necessary, which is depend on the binder
system that applied. Knowing the deficiencies in quality of the feedstock cannot be
corrected by subsequent processing modification, the feedstock preparation was being
the most crucial process in MIM technology. Consequently, it is essential to mix the
selected powders and binder in correct composition and technique [44]. So that, the
homogeneous feedstock with free of powder-binder separation or particle segregation
was able to be obtained. However, failure in dispersing powder uniformly in the binder
and unsuitable rheological behaviour of feedstock will cause molding defects such as
distortion, cracks, or voids that will lead to non-uniform shrinkage or warping in the
sintered parts.
Prior study by Supati et al. discovered that there are several parameters such
as time, temperature, sequence of material addition, powder size and shape,
formulation of binder, shear rate, and powder loading that must be considered for
producing good homogeneity of feedstock [44]. In that sense, they was establish the
suitable mixing parameters for the research which are consisting of mixing
temperature, speed and powder loading, while the other parameters are kept constantly.
It was to be highlighted that the appropriate volumetric powder loading and best
mixing conditions are essential to determine the former in order to obtain a moldable
feedstock since powder loading controls the net dimensional shrinkage and influences
the final part quality.
Else, German and Bose mentioned that it was need to focus on three things in
evaluating the feedstock [7]. The terms are solids loading, critical solid loading and
optimal solid loading. Displayed in Table 2.2 was the description of all terms. Noted
that the best powder loading could minimised the distortion, defects and shrinkage of
the injected part [45].
16
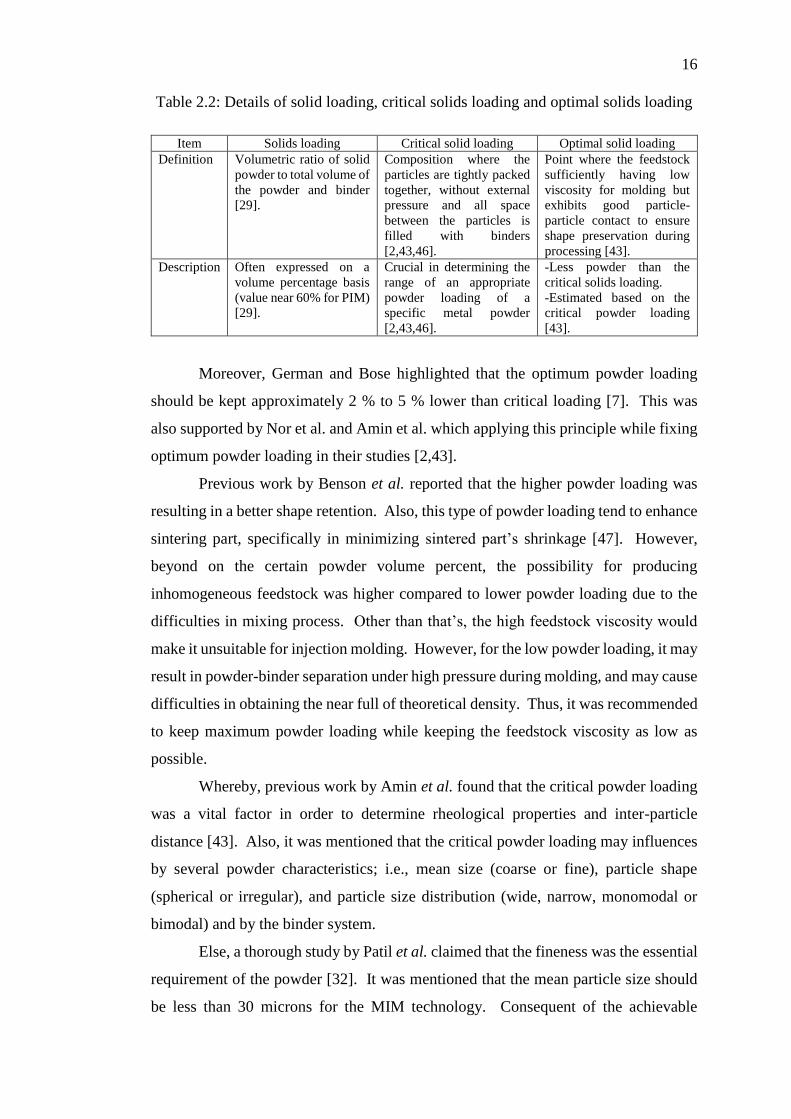
Table 2.2: Details of solid loading, critical solids loading and optimal solids loading
Item Solids loading Critical solid loading Optimal solid loading Definition Volumetric ratio of solid
powder to total volume of
the powder and binder
[29].
Composition where the
particles are tightly packed
together, without external
pressure and all space
between the particles is
filled with binders
[2,43,46].
Point where the feedstock
sufficiently having low
viscosity for molding but
exhibits good particle-
particle contact to ensure
shape preservation during
processing [43]. Description Often expressed on a
volume percentage basis
(value near 60% for PIM)
[29].
Crucial in determining the
range of an appropriate
powder loading of a
specific metal powder
[2,43,46].
-Less powder than the
critical solids loading.
-Estimated based on the
critical powder loading
[43].
Moreover, German and Bose highlighted that the optimum powder loading
should be kept approximately 2 % to 5 % lower than critical loading [7]. This was
also supported by Nor et al. and Amin et al. which applying this principle while fixing
optimum powder loading in their studies [2,43].
Previous work by Benson et al. reported that the higher powder loading was
resulting in a better shape retention. Also, this type of powder loading tend to enhance
sintering part, specifically in minimizing sintered part’s shrinkage [47]. However,
beyond on the certain powder volume percent, the possibility for producing
inhomogeneous feedstock was higher compared to lower powder loading due to the
difficulties in mixing process. Other than that’s, the high feedstock viscosity would
make it unsuitable for injection molding. However, for the low powder loading, it may
result in powder-binder separation under high pressure during molding, and may cause
difficulties in obtaining the near full of theoretical density. Thus, it was recommended
to keep maximum powder loading while keeping the feedstock viscosity as low as
possible.
Whereby, previous work by Amin et al. found that the critical powder loading
was a vital factor in order to determine rheological properties and inter-particle
distance [43]. Also, it was mentioned that the critical powder loading may influences
by several powder characteristics; i.e., mean size (coarse or fine), particle shape
(spherical or irregular), and particle size distribution (wide, narrow, monomodal or
bimodal) and by the binder system.
Else, a thorough study by Patil et al. claimed that the fineness was the essential
requirement of the powder [32]. It was mentioned that the mean particle size should
be less than 30 microns for the MIM technology. Consequent of the achievable

17
fineness, the size distribution should encourage the packing of the powder necessarily.
The particle surfaces also should be clean in order to prevent powder agglomeration.
Also, Jamaludin et al. stated that the fine powder performed a better densification than
the coarse powder, and it was due to the larger surface exhibit in the powder itself [21].
Another concern was related to the molecular weight of the binders. Subuki et
al. applied a greater molecular weight of polypropylene (PP), polyethylene (PE),
thermoplastic natural rubber (TPNR) as the backbone polymer due to the high
contribution towards strength characteristic especially during thermal debinding [30].
Meanwhile, Paraffin wax (PW) and palm stearin (PS) were used as the primary binder
system due to their low melting point and viscosity.
Next, the mixing technique is able to affect feedstock’s homogeneity [28].
Thus, Table 2.3 shows the mixing technique that was applied by previous researchers.
It was built according to several properties; i.e., type of metal powder, powder loading,
feedstock composition, type of mixer, mixing speed, mixing temperature and the
mixing duration. Details in this was discussed as below.
There are several types of machine that are commonly used; i.e., roll mills,
high-shear mixers, shear rolls and screw extruders [16,28]. The first two are examples
of batch operation’s machine, while the last two are suitable for continuous operation.
The machine selection was depending on the details application and materials to be
used for feedstock preparation. For examples, a very fine particles which highly
probability of agglomeration is requiring the planetary or z-blade mixers. This type of
particles need a longer mixing duration instead of not using the preferable mixing
machine. While, it was recommended the use of the twin-screw extruders or shear
rolls for high volume productions. Thus, it was beneficial for researchers to know the
capability and capacity of their mixer to ensure the successful of producing the good
feedstock homogeneity.
Here was some valuable information that can be summarized accordingly to
Table 2.3:
a. The mixing temperature was fixed in range temperature of the highest
melting temperature and the lowest degradation temperature [7].
b. By referring the highest melting temperature of the binders, the mixing
temperature was fixed by adding up about 3.16 °C to 38.50 °C.
c. So, it was suggested to the researchers to adding up the aforementioned
range in purpose to conduct a successfully mixing.

18
Supati et al. claimed that the shear rate was controlled by speed of the mixing
blades [44]. Increase of mixing speed promotes increase of feedstock homogeneity.
The temperature rise due to the amount of energy input by mixer blades was converted
to heat during shearing of the mixer increase with increase of speed. This was
particularly detrimental to low melting point binder constituents, if any. Again
highlighted, the mixing temperature should be in the range of lowest degradation
temperature and the highest melting temperature of the binders [2,13,43]. A higher
mixing temperature is required to enhance the deagglomeration process that cause by
the higher binder viscosity [44]. Nevertheless, too high mixing temperature will cause
the powder-binder separation and heterogeneous feedstock are produce. Ibrahim et al.
works on the water atomized SS316L powder for micro metal injection molding which
focusing on the rheological optimization [48]. As known a good mixing technique
was too important for ensuring the good homogeneity and flow ability of the molten
feedstock during mixing and injection molding process. Thus, previous study
highlighted the mixing technique that was applied. It was presented in Figure 2.2
below.
Mix SS316L with SA for 5 min at
room temperature
Mix PMMA with acetone by using ratio
of; 1gm of PMMA: 4 ml of acetone
Mix both mixture for 15 minutes at room
temperature
Adding up PEG and mix for 15 minutes at
room temperature
Mix the all materials at 70 °C within 1 hour
Adding up
acetone will
exhibit low
viscosity and
high shear rate
compared to
other feedstock
Binder composition:
73 % Polyethylene
Glycol (PEG)
25 % Polymethyl
Methacrilate (PMMA)
2 % Stearic Acid (SA)
Figure 2.2: Mixing technique used by Ibrahim et al. [48]

Table 2.3: Trend of mixing temperature applied in MIM
Metal
powder
Powder
loading
(vol. %)
Binder
system
Item(s)
Melting
temperature
(°C)
Degradation
temperature
(°C)
Density
(g/cm3)
Mixing
temperature
(°C)
Machine Speed
(rpm)
Duration
(minutes) Year Ref.
Alumina
58
HDPE 129.78 Start/end
(470/550) 0.96
140.00 Haake Rheocord
252p 40 30 2008 13 PW 56.97
Start/end
(200/400) 0.91
SA 71.05 Start/end
(200/400) 0.94
SS316L 63,65,67,
69
PS 61.00 Start/end
(288/463) -
150.00 Sigma blade 50 120 2009 2
PE 127.00 Start/end
(390/502) -
SS316L -
LLDPE 130.00 - 0.92
135.00
Brabender
Plastograph EC
(rotary mixer)
25 60 2011 49 PS 61.31 - 0.89
SA 69.60 - 0.85
ZK60
Magnesium
Alloy
64
PS 52.00 Start/end
(288/463) 0.89
150.00 Sigma blade - 60 2012 50
LDPE 130.00 Start/end
(389/501) 0.91
WC-Co 61
PS 61.42 Start/end
(398.5/598.8) -
130.00 - - - 2014 35
PE 126.84 Start/end
(389.6/501.6) -
SS316L 60
PS 185.00 - 0.91
190.00
Brabender
Plastograph EC
(rotary mixer)
30 60 2014 12 PKO 30.00 - 0.91
SS316L 60
PP 170.00 - -
175.00
Brabender
Plastograph EC
(rotary mixer)
30 60 2014 1 SF 60.00 - -

20
Table 2.2 (continued)
SS316L
65
PS 61.60 470.40 -
190.00 Brabender
Plasticorder 50 120 2014 30
PE 125.50 502.60 -
PP 171.10 486.60 -
PW 59.80 498.60 -
TPNR 121.60 362.20 -
SS316L -
Palm
kernel
oil
30.00 363.40 0.91
190.00
Brabender
Plastograph EC
(rotary mixer)
30 60 2016 51 Waste
polysty
rene
185.40 324.30 1.05
SS316L 63 PS 70.00
- 0.89
150.00
Brabender
Plastograph EC
(rotary mixer)
- - 2017 52 LDPE 111.50 0.92

Whereas, Asmawi et al. mixed 60 vol. % Stainless Steel 316L with 60 wt. %
of waste polystyrene and 40 wt. % of palm kernel oil [12]. The materials are mixed at
190°C with the rotational speed of 30 rpm using Brabender Plastograph EC within 1
hour. It is worth to know that the mixing temperature of 190 °C was selected in order
to prevent the binder constituent from degrade since it was within the highest melting
temperature (185 °C) and the lowest degradation temperature of the binder system
(324 °C). The waste polystyrene and palm kernel oil are fully melted at this
temperature. The mixing was started by adding up the waste polystyrene and mix it
for 10 minutes. Next, the metal powder was added and followed by palm kernel oil,
and they are mixed for 60 minutes. Later, the blended feedstock was taken out from
the mixer and leave to cool at room temperature before being crushed into small pallet
using Granulator machine.
Then, previous study by Subuki et al. mixed 65 vol. % SS316L with various
type of binder and composition [30]. Three different binder systems are prepared; i.e.,
feedstock A (70 % PS/30 % PE), feedstock B (70 % PS/30 % PP), feedstock C (40 %
TPNR/60 % PW). Owing to greater molecular weight, PP, PE and TPNR are selected
as the backbone polymer. It was expected that this binder system was able to attain a
high strength part especially during thermal debinding. While the PW and PS are used
as the primary binder and the major fraction in binder system due to their low viscosity
and melting point. The mixing was conducted by using Brabender Plasticorder at 190
°C for about 2 hours with a rotational speed of 50 rpm. First, a quarter amount of
polymer is loaded into the mixer bowl. Then, the powder was loaded gradually
together with the remaining binder. The homogenous feedstock was assumed to be
produced regarding to the mixing torque yielded a stable and consistent value.
Also, a thorough knowledge of the material properties of the developed binder
system and feedstock are essential for successful of the powder injection molding
(PIM) [8]. In view of the above, characterization of a developed binder system and
feedstock has been reported as a compulsory process. It is supported by Subuki et al.
which claimed that the powder, binders and feedstock characterization was one of the
most important steps in metal injection molding technology because the subsequent
processes (molding, debinding, and sintering) were depend on the properties of the
binders and feedstock [30]. It have been too crucial because the part defects cannot be
controlled in the subsequent processing steps [43]. So, the all steps involved in
22
characterisation of feedstock is needed to be monitored since they will affect the final
product [2,53].
Nor et al. stated that the metal powder and binder’s characterization are being
the crucial step in purpose to understand the whole process of MIM [2].
Aforementioned, the initial properties of the feedstock will dictate the final properties
of the sintered part. Then, there are some characterization tests that have been
conducted in this study. There are density test, scanning electron microscopy (SEM),
critical powder volume percentage (CPVP), energy dispersive X-ray diffraction
(XRD), thermo gravimetric analysis (TGA) and differential scanning calorimetry
(DSC).
While, Amin et al. studied the potential used of sewage fat as binder in MIM
technology [1]. The sewage fat (SF) is also called as fat oil grease (FOG). The
previous study found that the binder formulation of 40/60 (SF/PP) was the best binder
composition according to homogeneity and rheological test.
According to Amin et al., the cemented carbide (WC-Co) was mixed at an
optimal powder loading (within 2 % to 5 % lower than CPVP value which is 65 %)
with 60 % palm stearin and 40 % polyethylene [43]. It has been reported that the
optimal powder loading of the powder was valued by 61 %. The result was based on
rheological characterization that has been conducted. It was consisted of several
properties, i.e., pseudoplastic behaviour, powder law index (n) lower than 1, low
activation energy and highly moldability index.
Whereas, Amin et al. also conducted the study of mixing homogeneity and
rheological characterization for optimal binder formulation for metal injection
molding of Stainless Steel 316L with two binder formulation of 70/30 and 60/40
between Polypropylene (PP) and Sewage Fat (SF) [1]. The best rheological behaviour
are studied according to viscosity, shear rate and powder law index. Thus, the test
shows that the both formulations are exhibited pseudoplastic behaviour. After
homogeneity test and rheological test, it show that the sewage fat has shown a great
potential for being used as the major binder component for MIM process. Previous
author found that 60/40 (PP/SF) was exhibit the ideal binder composition according
on rheological analysis and mixing homogeneity.
Other than that’s, Vielma et al. conducted the homogeneity test using three
methods [13]. First, the torque value was applied to measure the resistance of rotor
blades. Probably, when a steady state of the torque reached, it can be said that the
23
uniform mixing of the feedstock was achieved and leads in producing the good
feedstock homogeneity. Next, the density for three crushed feedstock of the same
batch of mixing session are measured. The small deviation from the mean density
indicates the good feedstock’s homogeneity. Third, the capillary rheometer was used.
The pressure fluctuation was being studied through a small capillary while keeping the
shear rate as a constant. They stated that the small variation of testing time and
capillary pressure indicates the homogeneous feedstock, whereby the high fluctuations
indicates heterogeneous distribution of power in the binder. Details stated are when
the minimum and maximum pressure represent binder rich and solid-rich feedstock
portions, respectively.
2.4 Rheological characterization
Generally, the rheological characterization was conducted to investigate the
rheological behavior existed in a flow material. Previous work by Agote et al., Nor et
al., Ibrahim et al. and others claimed that the pseudoplastic/shear thinning behavior
was required in MIM technology [2,9,34]. Technically, the pseudoplastic exhibit
when the viscosity was decrease as the increase of shear rate. At the meantime, the
viscosity must be in range of 10 Pa.s to 1000 Pa.s [13,54-56]. Else, the rheological
behavior of dilatant was extremely avoided in MIM [45,54]. This undesired behavior
could be indicate when the viscosity is increase with the shear rate. Noted that the
existing of this undesirable behavior was indicating the powder binder separation
occurred during the flow of molten feedstock.
While, Ibrahim et al. claimed that it was desired in MIM for the viscosity
should decreased fast with the increase of shear rate during injection molding [54].
The high shear sensitivity is important to produce a complex, delicate and miniaturized
parts. Also, they found that the lower value of E stated that any small fluctuation of
temperature during molding will not result in sudden viscosity change. Noted that a
sudden change could cause undue stress concentrations in molded parts, resulting in
cracking and distortion. Table 2.4 summarized the rheological characteristic which
desired in MIM.

24
Table 2.4: Summary of rheological characteristic
Item(s) Symbol Unit Requirement Description(s) Ref.
Flow
behaviour
exponent
n - Lower
-Indicates the degree of shear
sensitivity
- Lower n, faster the viscosity
changes with shear rate
-less than 1 (desired for MIM)
[2,43,49,
54]
Flow
activation
energy
E kJ/mole Lower
-Expresses effect of temperature
on feedstock viscosity
-Lower E indicates that the
viscosity is not so sensitive to
temperature variation
[43,54]
Rheological
index stv - Higher
-Demonstrate the quality of the
feedstock for injection molding in
terms of flowability
[43,54]
2.5 Injection molding
At the injection molding stage, the part is formed into a desired shape, so called by
green part, which was produced by applying the specific range of heat and pressure.
The feedstock is heated at a temperature above the melting points of binders but below
the highest degradation temperature of binders [32]. Noted that, the too high in
feedstock viscosity resulting in parts defect during injection molding.
Previous works by Kamaruddin et al. and Chua et al. applied Taguchi Method
in order to optimize the injection molding [37,57]. The listed molding parameters that
have been included in their studies are nozzle temperature, front temperature, injection
pressure, speed, cooling time, holding time, injection time and much more .
Berginc et al. had classified the molding parameters into two categories which
are comprised of controlled and uncontrolled parameters [58]. Table 2.5 shows both
types of parameter, while displayed in Table 2.6 is the injection molding parameters
indication that prepared for briefly elaborates some injection parameters.
Table 2.5: Categories of injection molding parameters [58]
Controlled parameters Uncontrolled parameters
Material temperature Die shape
Injection speed Pressure drop
Duration of holding pressure Mold -temperature variation
Holding pressure Mixture homogeneity
Cycle time Material heating due to friction
Mold temperature Moisture in the material, etc.
REFERENCES
[1] Amin, A. M., Ibrahim, M. H. I. and Asmawi, R. Mixing homogeneity and
rheological characterization for optimal binder formulation for metal injection
moulding. Applied Mechanics and Materials. 2014. 607: 181-184.
[2] Nor, N. H., Muhamad, N., Jamaludin, K. R., Ahmad, S. and Ibrahim, M. H. I.
Characterisation of titanium alloy feedstock for metal injection moulding using
palm stearin binder system. The International Coference on Advances in
Materials and Processing Technologies. 2009. pp. 1-10.
[3] Omar, M. A. and Subuki, I. Sintering characteristics of injection moulded 316L
component using palm-based biopolymer binder. Malaysia: Sintering-Methods
and Products. 2012.
[4] Hartwig, T., Veltl, G., Petzoldt, F., Kunze, H., Scoll, R. and Kieback, B.
Powders for metal injection molding. Journal of the European Ceramic Society.
1998. 18: 1211-1216.
[5] Porter, M. Effects of Binder Systems for Metal Injection Moulding. Master’s
Thesis. Lulea University of Technology; 2003.
[6] Liu, L., Loh, N. H., Tay, B. Y. Tor, S. B. Murakoshi, Y. and Maeda, R. Mixing
and characterisation of 316L stainless steel feedstock for micro powder
injection molding. Materials Characterization. 2005. 3: 230-238.
[7] German, R. M. and Bose, A. Injection Molding of Metals and Ceramics. U. S.A:
Metal Powder Industries Federation. 1997.
[8] Samanta, S. K., Chattopadhyay, H. and Godkhindi, M. M. Thermo-physical
characterization of binder and feedstock for single and multiphase flow of PIM
316L feedstock. Journal of Materials Processing Technology. 2011. 12: 2114-
2122.
[9] Agote, I., Odriozola, A., Gutierrez, M., Santamaria, A., Quintanilla, J.,
Coupelle, P. and Soares, J. Rheological study of waste porcelain feedstocks for
injection moulding. Journal of the European Ceramic Society. 2001. 21(16):

172
2843–2853.
[10] Ibrahim, M. H.I., Mustafa, N., Amin, A. and Asmawi, R. Processability study
of natural hydroxyapatite and SS316L via metal injection molding.
International Symposium on Technology Management and Emerging
Technologies. 2015. pp. 358–362.
[11] Omar, M. A., Abdullah, N., Zainona, N. M., Roslania, N. and Subuki, I.
Development of waste rubber as a binder component for metal. Jurnal
Teknologi. 2012. 59: 169-172.
[12] Asmawi, R., Ibrahim, M. H. I. and Amin, A. M. Mixing and characterisation of
stainless steel 316L feedstock for waste polystyrene binder system in metal
injection molding (MIM). Applied Mechanics and Materials. 2015. 607: 83-86.
[13] Vielma, P. T., Cervera, A., Levenfeld, B. and Varez, A. Production of alumina
parts by powder injection molding with a binder system based on high density
polyethylene. Journal of the European Ceramic Society. 2008. 28(4): 763-771.
[14] Nemade, S. N. and Thorat, P. V. Utilization of polymer waste for modification
of bitumen in road construction. Scientific Reviews & Chemical
Communications. 2013. 3(4): 198-213.
[15] Li, Y., Liu, S., Qu, X. and Huang, B. Thermal debinding processing of 316L
stainless steel powder injection molding compacts. Journal Material Processing
Technology. 2003. 137(1): 65-69.
[16] Adames, J. M. Characterization of Polymeric Binders for Metal Injection
Molding (MIM) Process. Ph.D. Thesis. University of Akron; 2007.
[17] Huang, M. and Hsu, H. Effect of backbone polymer on properties of 316L
stainless steel MIM compact. Journal of Materials Processing Technology.
2009. 209: 5527–5535.
[18] Raza, M. R., Ahmad, F., Omar, M. A. and German, R. M. Binder Removal
from Powder Injection Molded Stainless Steel. Journal of Applied Sciences.
2011. 11(11): 2042-2047.
[19] Patil, S. S. and Pandit, S. V. A review: Powder injection moulding.
International Journal of Informative & Futuristic Research. 2015. 2(10): 3881–
3893.
[20] Kamarudin, N. H. and Ibrahim, M. H. I. Characterization of waste plastic bag
as a novel binder system and homogeneity test for stainless steel 316L metal
injection molding. International Journal Engineering Technology. 2016. 8(6):

173
2523-2529.
[21] Jamaludin, K. R., Muhamad, N., Nizam, M. and Rahman, A. Densification of
SS316L gas atomized and water-atomized powder compact. Seminar II-
AMReG. 2008. pp 1-9.
[22] Tatt, T. K., Muhamad, N. Muchtar, A., Sulong, A. B. and Yunn, H. S.
Rheological behaviour of novel feedstock for manufacturing porous stainless
steel via (MIM)-PSH. Jurnal Teknologi (Sciences and Engineering). 2012. 59:
187–191.
[23] Specification Sheet : Alloy 316 / 316L. Philadelphia. 2014.
[24] Jamaludin, K. R., Muhamad, N., Nizam, M., Rahman, A., Amin, S. Y. M.,
Ibrahim, M. H. I., Murtahadhi and Nor, N. H. M. Moulding parameter
optimisation for the best sintered density. Proceedings of the World Congress
on Engineering. 2015. pp. 1-5.
[25] Jamaludin, K. R., Muhamad, N., Amin, S. Y. M., Ahmad, S., Ibrahim, M. H. I.
and Nor, N. H. M. An influence of the SS316L powder particle shape to the
densification of metal injection molding (MIM) compact. Advances in
Mechanical, Manufacturing and Materials Engineering. 2015: 94-104.
[26] Jamaludin, K. R., Muhamad, Rahman, M. N. A., Ahmad, S., Ibrahim, M. H. I.
and Nor, N. H. M. Optimizing the injection parameter of water atomised SS316L
powder with design of experiment method for best sintered density. Chiang Mai
Journal of Science. 2009. 36(3): 349-358.
[27] Barreiros, F. M., Martins, A. G., Matos, M., Mascarenhas, J. and Vieira, T.
Preparing MIM feedstocks for bio-applications using an agar-based binder.
Materials Science Forum. 2008. 587-588: 385-389.
[28] Gutiérrez, J. G., Stringari, G. B. and Emri, I. Powder Injection Molding of Metal
and Ceramic Parts. Intech. 2012. 65-88.
[29] Amin, S. Y. M., Muhamad, N., Abdullah, S. and Jamaludin, K. R. Application
of RSM technique to optimize the solvent debinding process for MIM compacts.
International Conference on Tourism Development. 2005. pp. 1-10.
[30] Subuki, I., Jai, J. Ismail, M. H., Hassan, N. and Omar, M. A. Interaction between
Binder and powder in injection moulding of 316L stainless steel. Advanced
Materials Research. 2014. 879: 7-11.

174
[31] Arifin, I. Y. A., Sulong, A. B., Gunawan and Mohruni, A. S. Palm Stearin as
Alternative Binder for MIM: A Review. Journal of Ocean, Mechanical and
Aerospace. 2014. 7: 18-23.
[32] Patil, S. S. and Pandit, S. V. A review: Powder injection moulding. International
Journal of Informative & Futuristic Research. 2015. 2(10): 3881–3893.
[33] Wen, G., Cao, P., Gabbitas, B., Zhang, D. and Edmonds, N. Development and
design of binder systems for titanium metal injection molding. Metallurgical and
Materials Transactions A: Physical Metallurgy and Materials Science. 2013.
44(3): 1530–1547.
[34] Ibrahim, M. H. I. Muhamad, N. and Sulong, A. B. Rheological investigation of
water atomised stainless steel. International Journal of Mechanical and
Materials Engineering (IJMME). 2009. 4(1): 1-8.
[35] Amin, S. Y. M. and Jamaludin, K. R. Rheological properties of SS316l MIM
feedstock prepared with different particle sizes and powder loadings. Journal
Institution Engineering Malaysia. 2009. 71(2): 59-63.
[36] Sulong, A. B., Muhamad, N., Arifin, A. and Yong, K. B. Optimizing injection
parameter of metal injection molding processes using the feedstock of 16 µm
stainless steel powder (SS316L), PEG, PMMA and Stearic Acid. Journal of
Applied Science Research. 2012. 8(6): 2998–3003.
[37] Chua, M. I. H., Sulong, A. B., Abdullah, M. F. and Muhamad, N. Optimization
of injection molding and solvent debinding parameters of stainless steel powder
(SS316L) based feedstock for metal injection molding. Sains Malaysiana. 2013.
42(12): 1743–1750.
[38] Chen, G., Cao, P., Wen, G. and Edmonds, N. Debinding behaviour of a water
soluble PEG / PMMA binder for Ti metal injection moulding. Materials
Chemistry and Physics. 2013. 139: 557–565.
[39] Rosip, N. I. M., Ahmad, S. Jamaludin, K. R. and Noor, F. M. Producing of
316L stainless steel (SS316L) foam via slurry method. International
Conference on Mechanical Engineering Research. 2013. pp. 1-8.
[40] Rajabi, J., Muhamad, N., Sulong, A. B., Fayyaz, A. and Raza, M. R. The effect
of nano-sized stainless steel powder addition on mechanical and physical
properties of micropowder injection molded part. Materials and Design. 2014.
63: 223–232.

175
[41] Supriadi, S., Baek, E. R. Choi, C. J. and Lee, B. T. Binder system for STS 316
nanopowder feedstocks in micro-metal injection molding. Journal of Materials
Processing Technology. 2007. 187-188: 270-273.
[42] Ibrahim, M. H. I., Amin, A. M., Asmawi, R. and Mustafa, N. Influences of
Restaurant Waste Fats and Oils (RWFO) from Grease Trap as Binder on
Rheological and Solvent Extraction Behavior in SS316L Metal Injection
Molding. Metals. 2016. 6(3): 1-14.
[43] Amin, S. Y. M., Muhamad, N., Jamaludin, K. R. Fayyaz, A. and Yunn, H. S.
Characterization of the feedstock properties of metal injection-molded WC-Co
with palm stearin binder system. Sains Malaysiana. 2014. 43(1): 123-128.
[44] Supati, R., Loh, N. H., Khor, K. A. and Tor, S. B. Mixing and characterization
of feedstock for powder injection molding. Materials Letters. 2000. 46 (2): 109-
114.
[45] Ibrahim, M. H. I., Muhamad, N., Sulong, A. B., Jamaludin, K. R., Ahmat, S. and
Nor, N. H. M. Water atomised stainless steel powder for micro metal
injection molding : optimization of rheological properties. Malaysian
Metallurgy Conference. 2008. pp. 1-8.
[46] Ibrahim, M. H. I., Muhamad, N., Sulong, A. B., Murtadhahadi, Jamaludin, K.
R., Ahmad, S. and Nor, N. H. M. Rheological characterization of water atomised
stainless steel powder for micro metal injection molding. Seminar II-AMReG 08.
2008. pp. 169-177.
[47] Benson, J. M., Ritcher, W. and Chikwanda, H. C. Rheological assessment of
titanium MIM feedstocks. Journal of the Southern African Institute of Mining
and Metallurgy. 2011. 111(3): 133-136.
[48] Ibrahim, M. H. I., Muhamad, N., Sulong, A. B., Jamaludin, K. R., Ahmat, S. and
Nor, N. H. M. Water atomised stainless steel powder for micro metal injection
molding : optimization of rheological properties. Journal of Mechanical and
Material Engineering. 2009. 1-8.
[49] Li, H. P., Muhamad, N. and Murthadhahadi. The characterization and flow
behavior of 316L stainless steel feedstock for micro metal injection molding.
Applied Mechanics and Materials. 2011. 44-47: 2872–2876.
[50] Harun, M. R., Muhamad, N., Sulong, A. B., Nor, N. H. M., Jamaludin, K. R. and
Ibrahim, M. H. I. Solvent debinding process for ZK60 magnesium alloy MIM
compact. Jurnal Teknologi (Sciences and Engineering). 2012. 59: 159-168.

176
[51] Asmawi, R., Ibrahim, M. H. I. and Amin, A. M. Mixing and characterisation of
stainless steel 316L feedstock for waste polystyrene binder system in metal
injection molding (MIM). Applied Mechanics and Materials. 2015. 607: 83- 86.
[52] Mustafa, N., Ibrahim, M. H. I., Amin, A. M. and Asmawi, R. Parameter
optimization of natural hydroxyapatite/SS316L via metal injection molding
(MIM). IOP Conference Series: Materials Science and Engineering. 2017. 165:
1-9.
[53] Amin, S. Y. M. Muhamad, N. and Jamaludin, K. R. Optimization of injection
molding parameters for WC-Co feedstocks. Jurnal Teknologi (Sciences and
Engineering). 2013. 63(1): 51-54.
[54] Ibrahim, M. H. I., Muhamad, N. and Sulong, A. B. Rheological characteristic of
water atomised stainless steel powder for micro metal injection molding.
Seminar AMReG. 2008. pp. 160-177.
[55] Abdullah, M. F., Sulong, A. B., Muhamad, N., Chua, M. I. H., Yahya, N. H. N.
Comparison on rheology properties of polypropylene and polyethylene as binder
system with stainless steel 316L for metal injection molding. Key Engineering
Materials. 2011. 409-414.
[56] Choi, J. P., Lyu, H. G., Lee, W. S. and Lee, J. S. Investigation of the rheological
behavior of 316L stainless steel micro-nano powder feedstock for micro powder
injection molding. Powder Technology. 2014. 261: 201-209.
[57] Kamaruddin, S., Khan, Z. A., Wan, K. S. and Tebal, N. The use of the taguchi
method in determining the optimum plastic injection moulding parameters for
the production of a consumer. Jurnal Mekanikal. 2004. 18: 98-110.
[58] Berginc, B., Kampus, Z. and Sustarsic. The use of the taguchi approach to
determine the influence of injection-moulding parameters on the properties of
green parts. Manufacturing Engineering. 2006. 15(1): 63-70.
[59] Ibrahim, M. H. I., Muhamad, N., Sulong, A. B., Jamaludin, K. R., Ahmad, S.
and Nor, N. H. M. Optimization of micro metal injection molding for highest
green strength by using taguchi method. International Journal of Mechanical
and Materials Engineering. 2010. 5(2): 282-289.
[60] Ibrahim, M. H. I., Muhamad, N., Nor, N. H. M., Ahmad, S., Harun, M. R.
Parameter optimization towards highest micro MIM density by using taguchi
method. Key Engineering Materials. 2010. 443: 705-710.
[61] Ibrahim, M. H. I., Muhamad, N., Sulong, A. B., Jamaludin, K. R. and Nor, N.

177
H. M. Optimization of micro metal injection molding with multiple
performance characteristics using grey relational grade. Chiang Mai Journal of
Science. 2011. 38(2): 231-241.
[62] Jamaludin, K. R., Muhamad, N., Ahmad, S., Ibrahim, M. H. I. and Nor, N. H.
M. Injection moulding temperature and powder loading influence to the metal
injection moulding (MIM) green compact. Scientific Research and Essays.
2011. 6(21): 4532–4538.
[63] Li, H. P., Muhamad, N., Sulong, A. B. and Yunn, H. S. Application of taguchi
method for parameters optimization in micro metal injection molding. Applied
Mechanical Materials. 2011. 52: 244-248.
[64] Nor, N. H. M., Muhamad, N., Ibrahim, M. H. I. and Jamaludin, K. R.
Optimization of injection molding parameter of Ti-6Al-4V powder mix with
palm stearin and polyethylene for the highest green strength by using taguchi
method. International Journal of Mechanical and Materials Engineering.
2011. 6(1): 126-132.
[65] Sulong, A. B., Muhamad, N. and Arifin, M. Optimizing injection parameter of
metal injection molding processes using the feedstock of 16 micro meter
Stainless Steel Powder (SS316L), PEG, PMMA and stearic acid. Journal of
Applied Science. 2012. 8(6): 2998-3003.
[66] Pachauri, P. and Hamiuddin, M. Optimization of injection moulding process
parameters in MIM for impact toughness of sintered parts. International
Journal of Advanced Materials and Metallurgical Engineering. 2015. 1(1): 1-
11.
[67] Amin, A. M., Ibrahim, M. H. I., Asmawi, R., Mustapha, N. and Hashim, M. Y.
Green density optimisation with sustainable sewage fat as binder components
in SS316L feedstock of metal injection moulding process (MIM) by taguchi
method. Applied Mechanics and Materials. 2015. 773-774: 173-177.
[68] Nor, N. H. M., Muhamad, N., Ismail, M. H., Jamaludin, K. R., Ahmad, S. and
Ibrahim, M. H. I. Flow Behaviour To Determine the Defects of Green Part in
Metal Injection Molding. International Journal of Mechanical and Materials
Engineering. 2009. 4(1): 70-75.
[69] Zaky, M. T. Effect of solvent debinding variables on the shape maintenance of
green molded bodies. Journal of Materials Science. 2004. 39(10): 3397–3402.
[70] Jamaludin, K. R., Muhamad, N., Rahman, M. N. A., Murtadhahadi, Amin, S.

178
Y. M., Ahmad, S. and Ibrahim, M. H. I. Rheological investigation of water
atomized metal injection molding (MIM) feedstock for processibility
prediction. Advanced Materials Research. 2009. 83-86: 945-952.
[71] Omar, M. A., Ibrahim, R., Sidik, M. I., Mustapha, M. and Mohamad, N. Rapid
debinding of 316L stainless steel injection moulded component. Journal of
Materials Processing Technology. 2003. 140(1-3): 397-400.
[72] Seeran, M., Chikwanda, H., Focke, W. and Machaka, R. A study of solvent
debinding variables on Ti6Al4V green bodies. Advanced Materials Research.
2014. 1019: 204-209.
[73] Li, S., Huang, B., Li, Y., Qu, X., Liu, S. and Fan, J. A new type of binder for
metal injection molding. Journal of Materials Processing Technology. 2003.
137: 70-73.
[74] Enneti, R. K., Shivashankar, T. S., Park, S. J., German, R. M. and Atre, S. V.
Master debinding curves for solvent extraction of binders in powder injection
molding. Powder Technology. 2012. 282: 14-17.
[75] Suleiman, M. J., Johari, N., Ahmad, M. A., Ibrahim, R., Talib, A. R. and
Harmin, M. Y. Solvent debinding of inconel 718 fabricated via metal injection
molding. Advanced Materials Research. 2016. 1133: 275-279.
[76] Jamaludin, K. R., Muhamad, N., Rahman, M. N., Amin, S. Y. M., Ahmad, S.,
Ibrahim, M. H. I. and Murtadhahadi. Prestasi penyahikatan pelarut dengan
menggunakan kaedah reka bentuk eksperimen. Sains Malaysiana. 2009. 38(6):
883-888.
[77] Jamaludin, M. I., Mohamad, N. H., Kasim, N. A. A., Saedon, J. B. and
Muhamad, N. Parameter optimization of debinding injection moulded Ti-6Al-
4V mix with palm stearin and polyethylene. Applied Mechanics and Materials.
2014. 660: 234-238.
[78] Abajo, C., Morales, A. J. and Torralba, J. M. New processing route for ZrSiO4
by powder injection moulding using an eco-friendly binder system. Boletin d la
Sociedad Espanola de Ceramica y Vidrio. 2015. 54(3): 93-100.
[79] Omar, M. A., Sauti, T., Abdullah, N. Debinding and Sintering Characteristic of
Injection Moulding CoCrMo Alloy Powder for Biomedical Applications.
International Journal of Emerging Technology and Innovative Engineering.
2015. 1(7): 18-22.
[80] Jamaludin, K. R., Muhamad, N., Rahman, M. N., Ahmad, S., Ibrahim, M. H.

179
I. and Nor, N. H. M. Orthogonal Array Tehnique for Optimizing the Sintering
Parameter of the Sintering parameter of the metal injection molding (MIM)
compact: best flexure strength. The International Conference on Advances in
Materials and Processing Technologies. 2009. pp. 1-7.
[81] Ferri, O. M. Optimisation of Fatigue Behaviour of Ti-6Al-4V Alloy
Components Fabricated by Metal Injection Moulding. Ph.D. Thesis.
Technishen Universitat Hamburg; 2010.
[82] Jamaludin, K. R., Muhamad, N., Rahman, M. N. A., Amin, S. Y. M., Ahmad,
S. and Ibrahim, M. H. I. Sintering Parameter Optimisation of the SS316L metal
injection molding (MIM) compacts for final density using taguchi method. The
3rd South East Asian Technical University Consortium (SEATUC) Symposium.
2016. pp. 258-262.
[83] Omar, M. A., Davies, H. A., Messer, P. F. and Ellis, B. The influence of PMMA
content on the properties of 316L stainless steel MIM compact. Journal of
Materials Processing Technology. 2001. 113: 477-481.
[84] Raza, M. R., Ahmad, F., Mamat, O., Omar, M. A., German, R. M. and Muhsan,
A. S. Effects of sintering temperature and cooling rate on mechanical properties
of powder injection molded 316L stainless steel. Solid State Phenomena. 2012.
185: 102-105.
[85] Ji, C. H., Loh, N. H., Khor, K. A. and Tor, S. B. Sintering study of 316L stainless
steel metal injection molding parts using taguchi method: Final density.
Materials Science and Engineering A. 2001. 311(1-2): 74-82.
[86] Wahi, A., Muhamad and N., Zakaria. Optimization of 67% powder loading Co-
30cr-6Mo µMIM part by taguchi method. Jurnal Teknologi (Sciences and
Engineering). 2014. 68(4): 57-60.
[87] Ibrahim, M. H. I., Muhamad, N., Sulong, A. B., Jamaludin, K. R., Nor, N. H.
M. and Ahmad, S. Optimization of micro metal injection molding SS316L for
the highest green strength by using taguchi method. Advanced Materials
Research. 2011. 264: 135-140.
[88] Ibrahim, M. H. I., Muhamad, N., Sulong, A. B. and Jamaludin, K. R.
Optimization of micro metal injection molding with multiple performance
characteristics using grey relational grade. Journal Science Technology. 2011.
38(2): 231-241.
[89] Nor, N. H. M., Ismail, M. H., Muhamad, N., Ruzi, M. and Jamaludin, K. R.

180
Sintering optimization of Ti-6Al-4V powder mix with palm stearin based binder
using grey-Taguchi method. Advanced Science Letter. 2013. 19(1): 260-263.
[90] Pareek, R. and Bhamniya, J. Optimization of Injection Moulding Process using
Taguchi and ANOVA. International Journal of Scientific & Engineering
Research. 2013. 4(1): 1-6.
[91] Wahi, A., Muhamad, N. and Sulong, A. B. Sintering parameter optimization of
μPIM Co-30Cr-6Mo using taguchi-grey relational analysis based on multiple
responses. International Conference on Mechanical and Industrial
Engineering. 2015. pp. 8-11.
[92] Suri, P., Koseski, R. P. and German, R. M. Microstructural evolution of
injection molded gas-atomized and water-atomized 316L stainless steel powder
during sintering. Materials Science and Engineering A. 2005. 390(1-2): 171-
177.
[93] Siddique, R., Khatib, J. and Kaur, I. Recycled plastic in concrete. Waste
Management. 2008. 28: 1835–1852.
[94] Nemade, S. N. and Thorat, P. V. Utilization of polymer waste for modification
of bitumen in road construction. Scientific Reviews & Chemical
Communications. 2013. 3(4): 198-213.
[95] Chavan, M. A. J. Use of plastic waste in flexible pavements. International
Journal of Application or Innovation in Engineering & Management. 2013.
2(4): 540-550.
[96] Patel, V., Popli, S. and Bhatt, D. Utilization of plastic waste in construction of
roads. International Journal of Scientific Research. 2014. 3(4): 161-163.
[97] Chong. G. L. and Siew, W. L. Chemical and physical properties of palm kernel
oil. Proceedings of the World Conference on Lauric Oils: Sources, Processing,
and Applications. 1994. pp. 1-5.
[98] Majestic Mountain Sage. Palm Kernel Oil Partially Hydrogenated Palm Kernel
Oil Material Safety Data Sheet. Logan. 2002
[99] Ewart, P. D. The Formulation of Titanium-Based Metal Feedstocks and the
Fabrication of Parts Using the Powder Injection Moulding Process. Ph.D
Thesis. University of Waikato; 2015.
[100] T. Nicolet and C. All, “Introduction to Fourier Transform Infrared
Spectrometry,” A Thermo Electron Bussines, pp. 1–8, 2001.
[101] Philips, “Technical notes Philips Electronics,” in Thermal Analysis, 2009.

181
[102] Herranz, G., Levenfeld, B., Varez and Torralba, J. M. Development of new
feedstock formulation based on high density polyethylene for MIM of M2 high
speed steels. Powder Metallurgy. 2005. 48(2): 134-138.
[103] Wongpanit, P., Khanthsri, S., Puengboonsri, S. and Manonukul, A. Effects of
acrylic acid-grafted HDPE in HDPE-based binder on properties after injection
and debinding in metal injection molding. Materials Chemistry and
Physics. 2014. 147(1):238-246.
[104] Muhsan, A. S., Ahmad, F. and Raza, M. R. Flow properties of Cu/CNTs
feedstocks. International Journal of Applied Physics and Mathematics. 2011.
1(3): 199-202.
[105] Jamaludin, K. R., Muhamad, N., Rahman, M. N. A. Ahmad, S., Ibrahim, M. H.
I., Nor, N. H. M., Harun, M. R. and Daud, Y. Multiple performance
optimization for the best injection molding process of Ti-6Al-4V green
compact. Applied Mechanics and Materials. 2010. 44-47: 2707-2711.
[106] Jamaludin, K. R., Muhamad, N., Rahman, M. N. A., Amin, S. Y. M., Ismail, M.
H. and Murtadhahadi. Particle size and injection temperature effect on the
injection molding of SS316L powder. Journal of Mechanical Engineering.
2008. 5(1): 59-71.
[107] Jamaludin, K. R., Muhamad, N., Amin, S. Y. M., Shahrir, A. and Ismail, M. I.
Temperature influence to the injection molding of fine and coarse SS316L
powder with PEG, PMMA and stearic acid binder system. Malaysian
Symposium on Advances in Powder Metallurgy & Particulate Materials. 2007.
pp. 1-10.
[108] Jamaludin, K. R., Muhamad, N., Rahman, M. N. A., Amin, S. Y. M., Ismail, M.
H. and Murtadhahadi. Particle size and injection temperature effect on the
injection molding of SS316L powder. Journal of Mechanical Engineering.
2008. 5(1): 59-71.
[109] Sharmin, K. Optimization of binder removal for ceramic microfabrication via
polymer co-extrusion. Ceramics International. 2014. 40(3): 3939–3946.
[110] Jamaludin, M. I., Kasim, N. A., Nor, N. H. M. and Ismail, M. H. Development
of porous Ti-6Al-4V mix with palm stearin binder by metal injection molding
technique. American Journal of Applied Sciences. 2015. 12(10): 742-751.
[111] Jamaludin, K. R., Muhamad, N., Rahman, M. N., Amin, S. Y. M., Ahmad, S.
and Ibrahim, M. H. I. Performance of solvent debinding using design of

182
experiment method. Sains Malaysiana. 2009. 38(6): 883-888.
[112] Krauss, V. A. and Oliviera. A model of PEG removal from alumina injection
moulded parts by solvent debinding. Journal of Materials Processing
Technology. 2007. 182(1): 268-273.
[113] Nor, N. H. M., Muhamad, N. Ihsan, A. K. A. M. and Jamaludin K. R. Sintering
parameter optimization of Ti-6Al-4V metal injection molding for highest
strength using palm stearin binder. Procedia Engineering. 2013. 68: 359-364.
[114] Escobar, C. F., Trajano, V., Schaeffer, L. and Santos, L. A. Effects of thermal
debinding on binder removal of stainless steel AISI 420L feedstock. Congresso
Latino Americano de Orgaos Artificiais e Biomaterials. 2012. pp. 1-10.
[115] Panda, S. S., Singh, V., Upadyhyaya, A. and Agrawal, D. Sintering response of
austenitic (316L) and ferritic (434L) stainless steel consolidated in
conventional and microwave furnaces. Scripta Materialia. 2006. 54(12): 2179-
2183.
[116] Usama, M. A. and Alcock, J. R. A review of micro-powder injection moulding
as a microfabrication technique. Journal of Micromechanics and
Microengineering. 2011. 21(4): 1-22.
[117] Procesnih, V., Brizganja, P. and Nerjavnega. The influence of MIM and
sintering process parameters on the mechanical properties of 316L SS.
Materials Technology. 2006. 40(5): 193-198.
[118] M. H. I. Bin Ibrahim, “Kebolehacuan Suntikan Logam Mikro SS316L
Menggunakan Bahan Pengikat PEG dan PMMA,” Universiti Kebangsaan
Malaysia Bangi, 2012.
[119] Shu, G. J., Hwang, K. S. and Pan, Y. T. Improvements in sintered density and
dimensional stability of powder injection-molded 316L compacts by adjusting
the alloying compositions. Acta Materialia. 2006. 54(5): 1335-1342.
[120] Lu, Z., Huang, Z., Jiang, S., Liu, W. and Zhang, K. Influencing factors for the
microstructure and mechanical properties of micro porous titanium
manufactured by metal injection molding. Metals. 2016. 6(4): 1-10.
[121] Koikul, U., Manonukul, A. and Suranuntchai, S. Effects of replacing binder
with powder space holder on properties of metal injection moulded foam.
Journal of Metals, Materials and Minerals. 2010. 20(1): 57-62.