Process Safety eHANDBOOK - Chemical Processing
49
Transcript of Process Safety eHANDBOOK - Chemical Processing

Process Safety eHANDBOOK

The Rosemount 975 Flame Detector Series detect fuel and gas fires at long distances with the highest immunity to false alarms. Knowing that your personnel and assets are protected means you can focus on maximizing facility efficiency. Optical flame detectors detect hydrocarbon and hydrogen flames that may be present at a plant. All Rosemount flame detectors feature heated optics, automatic built-in-test, false alarm immunity, and real time diagnostics. Rosemount 975 flame detectors have an 80-percent decrease in response time and a 31-percent increase in area coverage compared to traditional devices. For more information visit Emerson.com/FlameGasDetection
I need quick, reliable detection of firesto protect personnel and maintainfacility output.
YOU CAN DO THAT
The Emerson logo is a trademark and a service mark of Emerson Electric Co. © 2019 Emerson Electric Co.
FGD-ADs-Chemical-Processing-eHandbook-Ad-190604.indd 1 6/4/2019 12:49:01 AM

TABLE OF CONTENTS
Effectively Manage Large-Scale Process Hazard Assessments 7Success depends upon properly addressing a number of issues
Use Dynamic Simulation To Improve Process Safety 13A digital twin can help spot and combat risks during design and operation
Prevent The Illusion Of Protection 21Address management system failings that undermine process safety
Rethink Your Refuge 28A zero-vulnerability safe haven helps protect personnel and speed emergency response
Ensure Reliable Fire Protection in Natural Gas Plants 39Combustible and toxic gas detectors as well as flame detectors can help reduce incidents
Additional Resources 49
The KOA Sanitary Advantage line consists of high-quality,
hygienically designed hose fittings, clamps, gaskets and acces-
sories for use in the food, beverage, dairy, cosmetics and
pharmaceutical industries.
The line is certified to meet the 3-A Sanitary Standard for sani-
tary fittings, gaskets and complete sanitary hose assemblies.
Materials are made from 316L stainless steel with traceabil-
ity and manufactured with a smooth (32 Ra) polish on food
contact surfaces. Finepoint™ Barb Ends eliminate areas where
transferred materials can become trapped. Fittings are inde-
pendently lab tested after manufacturing to ensure quality.
For more information, visit http://bit.ly/2p5fG86
PRODUCT FOCUS
SANITARY FITTINGS SUIT HYGIENIC APPLICATIONS
Kuriyama of America, Inc. | (847) 755-0360 | www.kuriyama.com
Process Safety eHANDBOOK: Take a Closer Look at Process Safety 3
www.ChemicalProcessing.com

UP TO 10 PSI 200MS BLAST RATING
TOXIC GAS PROTECTION
ZERO AIR CHANGES PER
HOUR
INTEGRATED LIFE SUPPORT
REMOTE MONITORING & DIAGNOSTICS
Protect personnel working within the blast zones of your facility with MineARC's comprehensively engineered ChemSAFE Blast Resistant Building range. Integrating blast, toxic gas, and optional fire protection with advanced monitoring and alert systems, the ChemSAFE BRB maximizes the safety of your personnel while providing a multi-purpose structure for everyday use.
PROTECTING THE LIVES OF YOUR GREATEST ASSET: YOUR TEAM.
For more information go toMINEARC.COM
MA-1151_ADV_Petro-BRB 19- V5.indd 1 13-Aug-19 9:26:15 AM

AD INDEXCHEMTREC • http://chemtrec.com/cp 38
Emerson Rosemount Inc. • Emerson.com 2
KNF Neuberger • knfusa.com/ExProof 20
Kuriyama of America, Inc. • https://www.kuriyama.com/ 27
MineARC Systems America, LLC • http://minearc.com 4
REMBE Inc. • www.rembe.us 6
SOR • sensoreng.com 12
KNF leak-tight, oil-free pumps are designed for the safe
transport and evacuation of costly, high purity, rare and/or
dangerous gases. Ultra-low leak rates of <6x10-6 mbar L/
sec prevent gas loss and contamination from air intrusion.
A safety back-up diaphragm system provides extra security
by preventing gas from escaping in the event of a primary
working-diaphragm failure.
Numerous cost-effective options are available, including
active inter-diaphragm leak monitoring, flow path material
choices, motor options (including explosion-proof), and
multiple levels of leak testing.
These pumps are well-suited for many chemical and process engineering applications includ-
ing: gas sampling and monitoring, cryostats, pulse tube and dilution refrigeration, and
helium liquefiers.
PRODUCT FOCUS
TRANSFER GAS SAFELY AND SECURELY
KNF Neuberger, Inc. | 609-890-8600 | www.knfusa.com/noescape
Process Safety eHANDBOOK: Take a Closer Look at Process Safety 5
www.ChemicalProcessing.com

Gallbergweg 21 | 59929 Brilon, Germany F +49 2961 50714 | [email protected] | www.rembe.de
3809 Beam Road Suite K | Charlotte, NC 28217, USA F +1 704 716 7025 | [email protected] | www.rembe.us
Consulting. Engineering. Products. Service.
© R
EMB
E® |
All r
ight
s re
serv
ed
Inc.
PROTECTYOUR
PLANT!
T +1 704 716 7022 T +49 2961 7405-0

No official or regulatory definition
exists for large-, medium- or small-
scale process hazard assessments
(PHA). You can use a variety of factors such
as the number of nodes, their complex-
ity, the amount of people involved, or the
length of time required for a PHA to char-
acterize its size. Larger projects invariably
lead to larger PHAs. After all, such projects
typically entail considerably higher levels of
risk than their smaller counterparts.
As the size of a PHA increases, the chances
for confusion, delay or omission of critical
safety tasks grow exponentially. Inadver-
tently omitting crucial tasks leaves the
project vulnerable to safety mishaps, liabil-
ity and potential business losses. Although
techniques for conducting PHAs are essen-
tially the same for any size effort, managing
PHAs for large projects requires emphasis
on numerous issues that may not exist or be
trivial for small projects. This article looks at
strategic considerations in managing large-
scale PHAs.
THE BIG PICTUREFor any PHA, irrespective of size, key con-
siderations include:
• identifying as many process hazards as
possible in a reasonable time;
• promptly putting systems in place to
address findings from the PHA;
• reducing risk to an acceptable level and
maintaining that reduction for the lifetime
of the project (i.e., the safety lifecycle);
• effectively transmitting vital safety infor-
mation to the project sponsors;
• properly allocating the budget and
achieving cost-effectiveness; and
Effectively Manage Large-Scale Process Hazard AssessmentsSuccess depends upon properly addressing a number of issues
By GC Shah, Wood
Process Safety eHANDBOOK: Take a Closer Look at Process Safety 7
www.ChemicalProcessing.com

• maintaining confidentiality and security of
data and documents.
The following strategic issues also
merit consideration:
• project sponsors and their safety practices;
• PHA infrastructure;
• PHA software;
• document management; and
• safety lifecycle management.
PROJECT SPONSORSVery frequently, large projects involve multi-
ple sponsors — with these organizations often
based in different geographic regions. Each
sponsor invariably has its own unique safety
philosophies, safety assessment procedures
and risk tolerance criteria. Unsurprisingly, their
definition of risks could differ substantially.
The lack of a common understanding of proj-
ect scope and PHA expectations increases the
chance of dissatisfied or even irate sponsors
— and may render the PHA useless. It’s not
always easy to get sponsors to agree. Diplo-
macy is a valuable trait for a PHA manager.
Here are some crucial points to keep in mind:
• Focus on getting a general agreement on
the PHA’s scope.
• Develop consensus on safety philosophy
as well as a common safety philosophy
and PHA assessment procedures for the
project. This often is covered in a strategy
document called PHA Terms of Reference.
• Establish common risk assessment criteria
and risk tolerance definitions.
Online hazmat training courses are critical to help keep
companies safe and compliant. The new courses fea-
ture an online platform that allows users to start, stop
and resume at any time. The fully interactive environ-
ment includes learning checks and a final exam. Users
can access each course in a 90-day period to complete
training. After successfully completing each course, a cer-
tificate of completion is issued for easy record-keeping.
What You Will Learn
• materials and dangerous goods training for employees who handle hazmat.
• Proper packaging methods to reduce liability and damages.
• How to properly ship hazardous material packages.
• How to reduce shipping costs through U.S. Department of Transportation exceptions.
PRODUCT FOCUS
SHIP HAZARDOUS MATERIAL COMPLIANTLY
CHEMTREC | 800-262-8200 | www.chemtrec.com/cptraining
www.ChemicalProcessing.com
Process Safety eHANDBOOK: Take a Closer Look at Process Safety 8

• Discuss PHA schedules, web access by
remote participants, and the number of
participants from specific sponsors. If the
sponsors are in different regions, work out
a PHA meeting schedule that maximizes
participation.
• Agree upon PHA methodology and soft-
ware (e.g., hazard and operability studies
(HAZOPs), layers of protection analyses
(LOPAs), safety integrity level (SIL) assess-
ments, or other equivalent techniques).
• Maintain confidentiality of spon-
sors’ documents.
The above list isn’t exhaustive; others points
also may be crucial and demand attention.
Early stages of PHAs involve intense and
extended discussions. Some sponsors may
feel passionately about their safety systems
and PHA methodologies. For a PHA man-
ager, this is an opportune time to establish
effective working relationships among spon-
sors. The aim is to enable the diverse group
of sponsors to work cohesively.
PHA INFRASTRUCTUREThis includes documents and data relevant
to a PHA as well as video conferencing
systems. Obviously, key documents such
as process and instrumentation drawings
(P&IDs), process flow diagrams, heat and
material balances, cause and effect dia-
grams, equipment data sheets, drawings,
and applicable regional regulations are
vital; they should be instantly available for
the PHA. In addition, consider the follow-
ing issues:
• When a PHA occurs during an ongoing
project, keeping track of documents can
be difficult. Isolate and “freeze” all relevant
P&IDs. As the project progresses, record
appropriate notes as a part of the docu-
ment management task.
• Ensure the video conferencing system is
compatible with the information technology
(IT) systems of all sponsors. (This point may
seem obvious but it’s easy to miss.)
• Include different units of measurement in
documents when this would help sponsors.
For example, report flow rates in gal/min
and m3/hr, or other similar units.
• Several days prior to the start of the PHA,
conduct a mock run to ensure all video
conferencing systems are working seam-
lessly. Keep IT help on standby to minimize
painful delays in the PHA.
• Transmit electronic copies of relevant doc-
uments to all participants a week or so in
advance of the PHA.
• One key issue that comes up during many
PHAs is: “What is the quantity of a release
or spill?” This quantity forms a basis for
assigning risk level. So, consider develop-
ing equations in spreadsheets or lookup
tables that enable quickly estimating
release quantity or rate with a reasonable
level of confidence.
• PHAs often use a risk matrix. Many such
matrices define risks rather broadly or inade-
quately, meaning estimates can differ widely.
Risk perception by different team members
www.ChemicalProcessing.com
Process Safety eHANDBOOK: Take a Closer Look at Process Safety 9

ideally should match reasonably closely
— and certainly shouldn’t vary by a wide
margin. To foster team members coming up
with relatively similar estimates of risk levels,
define consequence and likelihood of events
to an adequate degree of detail.
PHA SOFTWARELarge-scale PHAs involve massive amounts of
data. Obviously, you can’t afford to use soft-
ware that crashes, responds painfully slowly,
or is hard to configure. Consider both near-
term and long-term factors. Near-term factors
include the suitability of the user interface:
ease of use; entering and editing; and import-
ing/exporting data (e.g., search, sort, save,
delete, macro functions or special short-cut
commands, templates and data transfer). It
should be relatively easy to formulate nodes,
navigate between nodes, embed the risk
matrix, track recommendations, and generate
reports and PHA statistics. Some sponsors
may not have the proposed software package.
So, it’s important to ensure they have easy
access to the PHA files. The software should
generate Microsoft Office files without requir-
ing onerous steps.
The use of a mature software package lessens
the chance of disruption. However, PHA soft-
ware continually is improving and your system
can’t afford to be static. Verify you are using
the latest version of software. If you plan to
use relatively new software, conduct several
mock runs to ensure the software package will
function efficiently. Stay away from software
in its nascent stage of development. Such
software could cause painful disruptions and
costly delays in the conduct of a PHA.
In the long-run, you want to make certain the
PHA software remains reliable and efficient.
So, assess the following:
• Vendor support. Competent technical sup-
port from the vendor is vital for ensuring
that relevant changes in data, data struc-
tures or formats can be made in a timely
manner.
• Software updates. Ideally, the upgrades
should be seamless or near-seamless.
• Longevity of company and software. Look
for a stable company that upgrades PHA
software in well-organized steps and offers
updates that are easy to install. Unfortu-
nately, determining this is easier said than
done. Acquisitions and divestitures will
continue to impact the roster of vendors.
• Continual improvement. Cloud-based sys-
tems are gaining increasing acceptance
and popularity. Regardless of where it
resides, PHA software should be capa-
ble of connecting with other programs
for health, safety, security and quality
management.
• Cybersecurity. Although the number of
cyber intrusions on industrial control and
safety systems is on the rise, PHA data
have not yet been affected. However,
appropriate safeguards against cyber
intrusions merit attention. Close working
relationships between IT and safety/secu-
rity groups will be vital.
www.ChemicalProcessing.com
Process Safety eHANDBOOK: Take a Closer Look at Process Safety 10

• Effective tracking. It’s essential to know
the current status of corrective actions on
recommendations, risk status and re-vali-
dations of PHAs.
• Data analytics. There’s growing realization
that PHAs and safety functions could offer
valuable insights for improving safety if
data are analyzed carefully.
• Easy access to data. Keep track of the
compatibility of sponsors’ database man-
agement systems with the PHA software,
and make provisions so sponsors readily
and quickly can access relevant documents
in usable form.
DOCUMENT MANAGEMENTOne major issue for multisponsor PHAs is
hassle-free access to data. You must iron
out access rights and procedures during
the early stages of a project. Document
management should provide accurate and
updated data or files quickly. Generally, PHA
managers will use the existing document
system unless it’s grossly outdated. Intense
involvement by document management
professionals is crucial. Broad items to con-
sider include:
• Document integrity and security. You must
define different levels of access.
• Data inputs. The document system should
accept data in numerous forms, e.g.,
e-mails, mobile texts, scanned documents,
manual entry and bulk loads of data.
• Ease of use. Ensure all users have easy
access to review and receive printouts of
data and get update notifications.
• Collaboration. The system must provide
provisions for document routing and for
team members to collaborate.
• Alternative access. Make certain that users
still can access critical data if the primary
means (such as via the cloud) causes any
problems.
• Support. Competent document manage-
ment personnel should be available to
users quickly.
• Streamlined operation. Don’t create doc-
ument bureaucracy. Team members must
have fast access to vital information.
Remember, the focus is on risk reduction
and safety!
SAFETY LIFECYCLE MANAGEMENTRisk reduction isn’t a one-time event; it con-
tinues until the end of a project. Systems
must be in place to implement relevant
changes (management of change), docu-
ment them and update records. The safety
lifecycle is an integral part of IEC 61511/ISA
84 and its numerous revisions.
To sum up, large projects generally entail
larger risk than that of their smaller coun-
terparts. Strategic management requires
some important traits from a PHA manager
including diplomacy, patience and working
knowledge or familiarity with the PHA soft-
ware, database management and document
management systems.
GC SHAH, PE, is a senior HSE advisor at Wood, Houston.
Email him at [email protected].
www.ChemicalProcessing.com
Process Safety eHANDBOOK: Take a Closer Look at Process Safety 11

This Handbook delivers a roadmap for the implementation of closed loop grab sampling equipment in a way that satisfies the various groups within a facility, while meeting the requirements for the applicable regulatory governing bodies.
The topics covered include:•Why take grab samples?• Identifying your sampling points•Gather your process data•Challenges and pitfalls to avoid•Mitigating application hazards•Reliability, availability and maintenance
N
Learn about the techniques and methods that lead to a successful closed loop grab sampling project for the chemical and refining markets. Avoid the pitfalls that produce unsatisfactory results and lead to maintenance and reliability issues for operations.
Tips and best practices for a safe, simple and accurate path to operational success.
SENSOReng.com
Closed Loop Grab Sampling Handbook
FREEeB
ook
Ready to learn more? It’s all in our Closed Loop Grab Sampling eBook
Download your free copy now by visiting sorinc.comor scan the QR code.

Process upsets at many chemical plants
can quickly turn dangerous. Dynamic
simulation can give engineers and
operators the power to reduce potential pro-
cess upsets or non-routine situations.
Long accepted for its strength in training,
dynamic simulation can provide additional
far-reaching value for enhancing safety. By
using a digital twin as a double for the exist-
ing process (Figure 1), dynamic simulation
offers a protected environment in which
to practice safe deployment of process
strategies and justify further safety improve-
ments. Unfortunately, myths about such
simulation (see sidebar) frequently thwart
its application.
As facilities attempt to achieve their safety
risk tolerance by performing a layers of
protection analysis (LOPA), simulation can
help determine how to improve the indi-
vidual risk factors involved in reaching the
defined tolerance. (For details on how to
avoid coincident failures in layers of protec-
tion, see “Prevent the Illusion of Protection,”
p. 21.)
A wide variety of chemical plants can ben-
efit from dynamic simulation. Here, we’ll
use examples from ammonia production.
Ammonia facilities often choose to per-
form shutdowns during process upsets
because there’s so little time, minutes at
best, to react to potentially hazardous sit-
uations. While many process plants don’t
require as aggressive a response to con-
ditions, an ammonia facility provides an
ideal environment to illustrate the value of
dynamic simulation.
Use Dynamic Simulation to Improve Process SafetyA digital twin can help spot and combat risks during design and operation
By Timothy Herbig, Bluefield Process Safety
Process Safety eHANDBOOK: Take a Closer Look at Process Safety 13
www.ChemicalProcessing.com

IMPROVED RESPONSE TO NON-ROUTINE SITUATIONSResearch shows that in stressful environ-
ments, such as during non-routine and
emergency situations, operators make more
errors than under routine circumstances.
The goals of simulation include improving
safety by reducing stress and preparing
operators to perform non-routine tasks
often enough so they feel more routine.
Carrying out simulated tasks at an operator
station, as if in real life, improves response
time by invoking muscle memory in ways
that learning via pen and paper or class-
room instruction can’t.
Operator response time is a factor in a
LOPA. If performed often and well enough,
a task can be considered routine rather than
non-routine; this, in turn, could lower the
risk factor of a process area.
At an ammonia plant, a loss of feed water
can create a low level within the steam
drum, which may lead to water being
reintroduced to a hot drum, causing cata-
strophic vessel failure. In this case, during
simulation, operators might find a low level
inside the steam drum and practice imple-
menting a course of action to fix the cause,
loss of feed water.
After using dynamic simulation during train-
ing, the response of personnel becomes
more accurate and faster, thus enhancing
the independent layer of protection (IPL).
DIGITAL TWINFigure 1. An identical replica in the virtual world allows testing process changes and providing hands-on training and real-world results without affecting the actual plant.
www.ChemicalProcessing.com
Process Safety eHANDBOOK: Take a Closer Look at Process Safety 14

Because the team acts safely and quickly,
the safety instrumented system (SIS) acti-
vates less.
Actually, a dynamic simulator opens up a
number of opportunities related to opera-
tor performance.
Train on a digital twin instead of the real
plant. Training on a live, working control
system is less than ideal because of risks
to the process and the associated stress in
the learning environment. By training on
a digital replica of the process — includ-
ing devices, control system, and higher
networks and systems — operators know
how to work with the system interfaces. The
simulation doesn’t affect the live process in
any way.
Create a solid baseline of performance.
Using dynamic simulation, a facility can
establish a minimum acceptable perfor-
mance for operators in given situations.
Ammonia plants, which often are located
in remote locations, usually face a short-
age of experienced operators. Simulation
enables training all operators to the same
baseline level as well as evaluating how
quickly they detect a situation, how much
DON’T FALL FOR COMMON MYTHS
Five myths too often impede the wider use of dynamic simulation:
1. Low-fidelity simulation is useless. Low-fidelity simulations aren’t exact replicas of the real
system. However, in creating a LOPA, a near replica could provide enough proof that a
person would know what to do in certain situations.
2. Simulation is just for startup. When kept current, simulations are valuable during skill
re-evaluation. For example, alarms change over time and responding to them is critical, so
keeping those current in the simulation is important.
3. Testing individual sensors and assets is enough. Facilities that don’t test assets together in
the system put themselves at risk. Simulation brings all devices together to verify, for exam-
ple, that voting works as designed.
4. Use experienced operators to train new ones. As operators perform tasks, they inadver-
tently might modify procedures. If included in training, such shortcuts can compromise
approved safe procedures. Training through simulation preserves the approved procedures.
5. Alarm hitting and tripping are the same. High-level alarms don’t necessarily need to stop the
process. With enough practice, personnel can recognize situations and be ready to respond
before a higher alarm trips and stops the process.
www.ChemicalProcessing.com
Process Safety eHANDBOOK: Take a Closer Look at Process Safety 15

time they need to respond, and how
long it takes for the action to produce
results. After baselines are set, trainers
can benchmark operators over time until
tasks are performed to achieve desired
safe outcomes.
Design structured training. In an emer-
gency, each person plays a role in
de-escalating the situation. A dynamic
simulator enables the trainer at the facil-
ity to educate every operator in standard
plant procedures to execute that person’s
emergency role — and then to evaluate
the operator’s skills over time. The skillsets
themselves can be evaluated to ensure
they’re effective in emergencies.
Save time during refresher training. Sim-
ulation can expedite operator review of
updated safety situations. Ammonia plant
startups have many hazardous simultaneous
activities and can benefit from, for exam-
ple, compressing tank-fill time so operators
learn skills without waiting for the fill.
Provide proof to safety evaluators. Under
many circumstances, safety evaluators that
go into a facility must weigh the soundness
of performance reviews provided to them.
The REMBE Q-Rohr-3 family of products is an indoor flameless
venting system that eliminates the need for relocating dust
collectors or other enclosures outside. The REMBE Q-Rohr-3
consists of a specialized stainless steel mesh construction
and a REMBE rupture disc. An integrated signaling unit con-
nects to any audible/visual alarm and shutdown to alert plant
personnel, should there be an incident. In an event, flames are
extinguished, pressure, noise and dust are reduced to negli-
gible levels. The system is FM and ATEX approved and NFPA
compliant.
The product line is now approved for use with dusts, gases, hybrid mixtures and metal dusts. The
Q-Rohr-3-6T and Q-Rohr-3-6T-AL are ideal for applications found in pharmaceutical, coatings, steel,
iron and other industries. Click here for more info.For over 40 years, REMBE, GMBH has been and continues to be a leader in the innovation and
manufacture of high-quality explosion protection systems. As the inventor of flameless venting,
REMBE, specializes in combustible dust explosion prevention/protection systems for many ap-
plications across a multitude of industries. To download our free case study guide, click here.
PRODUCT FOCUS
INDOOR VENTING HELPS MANAGE COMBUSTIBLE DUST EXPLOSION RISKS
REMBE, INC. | 855-821-6230 | www.rembe.us
www.ChemicalProcessing.com
Process Safety eHANDBOOK: Take a Closer Look at Process Safety 16

A simulator can document how opera-
tors performed during training, giving the
evaluators more confidence they have an
accurate report of abilities.
SAFE DEPLOYMENT OF PROCESS STRATEGIESPlant staff must be sure of the changes they
make to improve process safety. By com-
bining LOPA and simulation, personnel can
detect weaknesses in design and refine pro-
cess areas.
For example, while performing a LOPA on a
section of the simulated facility, engineers
might find conditions that either are unsafe
or non-optimized. Digging further into the
simulation and experimenting with designs,
they might identify ways to improve that
area of the plant.
An ammonia process can be vulnerable
to many deviations, such as low level on
jacket water or turbine over-speeds. While
these conditions themselves don’t pose a
danger to the work site, if not reacted to
properly, their consequences can injure or
kill employees who operate the process.
Personnel can safely test, via simulation,
proposed responses to ensure they do what
they should. Key in all these activities: the
live process remains unaffected until the
updates are polished and safe.
When considering dynamic simulation to
help ensure design and deployment of
safe processes, keep in mind a variety of
opportunities.
Perform alarm evaluation. A team can affect
safety meaningfully by designing an alarm
strategy that reduces, for example, nuisance
alarms so that an operator only sees signif-
icant alarms, i.e., ones that demand action.
For instance, during an ammonia plant
startup, alarms frequently are set to align
with nameplate as recommended by the
manufacturer. However, the nameplate often
eventually gets exceeded as a facility con-
tinues to improve operations and systems
through debottlenecking. Dynamic simula-
tion enables re-evaluation of potential events
in the plant environment so they cause fewer
alarms. Without simulation, that re-evalua-
tion requires a great deal of time and can fall
to the bottom of the to-do list.
Match the fidelity of the simulation to the
need. The area of the plant that most needs
improvements in safety may not require a
high-fidelity simulation. Indeed, in safety
analysis, setting the fidelity at a low level
sometimes may suffice, thus saving some
costs and time.
Conduct regression testing. With a valid
simulation of the existing process, an engi-
neering team can set up tests to compare
proposed and existing conditions to ensure
that changes won’t create unsafe condi-
tions. Using simulation, this testing can be
largely automated and easily documented
www.ChemicalProcessing.com
Process Safety eHANDBOOK: Take a Closer Look at Process Safety 17

for record and compliance
purposes.
Test the SIS. By simulating
the SIS together with the
distributed control system,
a site can confirm that, if
the SIS were called upon,
the systems would act
together as they should. Or
it can see where changes
are necessary to improve
response and safety.
JUSTIFICATION OF SAFETY IMPROVEMENTSSimulation can give the
safety team tools to prove
how process or equip-
ment changes can enhance
safety, quality and produc-
tion time. Simulation also
provides an opportunity
to test the effectiveness of
safety system IPLs.
For instance, the design
team might notice that a
process change can offer
a provable four hours of
better production or save
several hours in a startup.
Further investigation might
show how to improve an
area’s safety integrity level
(SIL) rating.
An ammonia plant’s SIS
often is programmed
aggressively to shut down
the process for a variety of
situations that could, but
don’t always, pose dangers.
Although an SIS respond-
ing unnecessarily can result
in a substantial expense,
the SIS must act just in
case. Many facilities would
benefit if their teams could
realistically evaluate poten-
tially hazardous situations
before programming the
SIS to activate.
To improve safety and
avoid situations where the
SIS must activate, many
teams perform a LOPA.
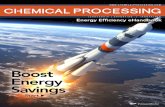
Combined with dynamic
simulation, a LOPA work-
sheet (Figure 2) helps
them determine the most
effective deployment of
layers of protection. After
using simulation to analyze
the potential problems,
teams can add layers
of protection or adjust
the process to avoid the
potential problems. Then
they can re-simulate the
revised process to evalu-
ate the solutions.
Dynamic simulation can
perform a valuable role in
several ways.
LOPA WORKSHEETFigure 2. In this project, a non-routine task contributes ten times more than a routine one to the ultimate risk results.
www.ChemicalProcessing.com
Process Safety eHANDBOOK: Take a Closer Look at Process Safety 18

Avoid over-engineering. A LOPA that
indicates a facility needs double redun-
dant block valves may lead to significant
over-engineering. In general, over-engi-
neered safety systems aren’t necessarily
safer; they’re just over-engineered. Simu-
lation could check, for example, whether
loss of lube oil pressure requires a SIS
response at an ammonia plant before a
facility incurs the added expense of extra
engineering and maintenance. Facilities
need the least complex systems that
implement the process safely. Simulation
can show where alternative technologies
or people, rather than systems, can handle
unique and complex tasks.
Set the IPL accurately. Simulation allows
a team to test the automation IPL and
reduce system errors. In fact, the testing
might indicate the facility has more IPLs
than required, enabling elimination of those
that aren’t needed — thus maintaining
safety while avoiding unnecessary costs.
Of course, the opposite also might occur —
testing might show the need for more IPLs,
thus saving the facility from potentially dan-
gerous conditions.
Verify human factors. A well-designed
simulator can confirm that human fac-
tors in a process and system are proper
and need no additional capital expense.
For example, does the operators’ human/
machine interface (HMI) enable them to
respond more quickly and efficiently by
giving them easy navigation and informa-
tion at their fingertips, or is it bulky and
obstructive to the point of actually reduc-
ing their effectiveness? Simulation allows
testing new systems well in advance of
their implementation and reviewing by
all interested parties rather than just
their designer.
ACHIEVE A SAFER REALITYAs the ammonia applications highlight, use
of dynamic simulation in many process sit-
uations can save time and money toward
creating a safer facility. In addition, dynamic
simulation prepares a team to go online
with fewer errors by helping them under-
stand and reduce the risks and training
them for the hazards that could happen.
As teams design the process and before
they implement the physical design,
dynamic simulation can tell them if they are
improving the LOPA results. If other design
options are on the table, the team can try
those ideas before moving ahead.
TIMOTHY HERBIG is a safety consultant for Bluefield
Process Safety, St. Louis, Mo. Email him at therbig@
bluefieldsafety.com.
ACKNOWLEDGMENT
The process simulation team at Emerson
Automation Solutions provided support and
technical information for this article.
www.ChemicalProcessing.com
Process Safety eHANDBOOK: Take a Closer Look at Process Safety 19

Trust KNF for proven liquid and gas pump performance in safety-critical applications.
• Suited for NEC/CEC Class 1, Division 1, Groups C & D; IEC EX, ATEX,
and other protection levels available
• Choose from a broad range of pump head and diaphragm materials
Learn more today at knfusa.com/ExProof
EXPLOSIONS.GOOD IN MOVIES.NOT AT YOUR FACILITY.

The Swiss cheese model familiar to
many safety professionals clearly
illustrates that when weaknesses in
barriers align, hazards can manifest [1]. If
these barriers are selected via a risk-based
methodology, the probability of failure is
calculable. Because many companies use
some type of semi-quantitative risk matrix
and require mitigation of risks to a cate-
gory level commensurate with a very low
probability of failure, multiple barriers rarely
should fail at the exact same time.
Yet, our experience in industry is that most
large consequence process safety incidents
occur due to coincidental failures of mul-
tiple layers of protection (LOPs). A likely
reason for this is that, while these layers are
assumed independent — and, thus, give the
illusion of protection — they actually aren’t
because they fall under the same manage-
ment system. A weak management system
can be a common cause of the multiple
failures.
This article examines the elements of an
integrated process safety management
system. It describes one system that can
be created and used to prevent the illusion
of protection.
WHAT IS A MANAGEMENT SYSTEM?Since the Center for Chemical Process
Safety (CCPS) issued its 20-element risk
based process safety element model, a clear
distinction has existed between process
safety and the process safety management
(PSM) regulation of the U.S. Occupa-
tional Safety and Health Administration
Prevent the Illusion of ProtectionAddress management system failings that undermine process safety
By Jerry J. Forest, Celanese
Prevent the Illusion of Protection
Address management system failings that undermine process safety
By Jerry J. Forest, Celanese
Process Safety eHANDBOOK: Take a Closer Look at Process Safety 21
www.ChemicalProcessing.com

(OSHA). The former term is defined as: “A
disciplined framework for managing the
integrity of operating systems and pro-
cesses handling hazardous substances by
applying good design principles, engineer-
ing, and operating practices” and is in place
to prevent incidents [2]. The later term
refers to the rule that regulates industry.
The two shouldn’t be used interchangeably.
Similarly, PSM shouldn’t be confused with a
management system. PSM simply consists
of the 14 elements that OSHA regulates in
covered processes.
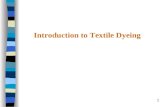
Common characteristics used to describe
management systems include a combina-
tion of people and systems, as illustrated in
Figure 1.
Weak systems executed by weak people
lead to chaos. Strong people can provide
a strong management system. However,
if that system isn’t documented, the orga-
nization will lose knowledge when people
leave. Similarly, a management system
only made up of procedures either leads
to people blindly following them without
critical thinking, or ignoring the proce-
dures. An effective management system
requires knowledgeable people executing
the necessary process safety elements
with discipline to produce repeatable
results. This type of system leads to
operational excellence and continuous
improvement.
CCPS’s Vision 20/20 describes the charac-
teristics of a vibrant management system
as “all employees must clearly understand
their role in managing process safety.”
Furthermore, the management system: “is
documented, accessible, and easily used;
defines how operations are conducted at
the workplace; promotes safety in design,
operations, and maintenance; and is agile
and continuously improved” [3].
With these characteristics in mind, a man-
agement system is: “a formally established
set of activities designed to produce spe-
cific results in a consistent manner on a
sustainable basis” [4]. Definition of these
activities is the next logical step in creating
a management system.
The past 20 years has seen the develop-
ment of several process safety models,
including those published by CCPS, the
American Chemistry Council, the American
OPERATIONAL EXCELLENCE MODEL Figure 1. People and systems both play key roles in achieving success.
Tribal Knowledge
Operational Excellence
Chaos Prescription
Peo
ple
Systems
www.ChemicalProcessing.com
Process Safety eHANDBOOK: Take a Closer Look at Process Safety 22

Petroleum Institute, OSHA, the U.S. Envi-
ronmental Protection Agency and the
European Union [4]. The comprehensive
model developed by CCPS appears in
“Guidelines for Risk Based Process Safety”
[5]; it’s summarized in Table 1 and used for
discussion purposes here.
The CCPS model includes 20 elements cat-
egorized into four pillars (Table 1). These
pillars — management commitment; under-
standing hazards and risks; management of
risks; and learning from experience — make
up the key elements of an effective man-
agement system.
INTEGRATING MANAGEMENT SYSTEM ELEMENTSThe illusion of protection arises when the
various process safety elements aren’t
connected in a management system. The
selection and use of safe operating limits
(SOLs) illustrates the importance of inter-
connectivity of process safety elements in a
management system [6].
Selecting SOLs requires choosing appro-
priate process safety information (PSI) to
understand the hazards of a process. This
enables identifying high risk scenarios as a
hazard identification and risk assessment
(HIRA) process proceeds. The team might
assign SOLs to those scenarios that opera-
tor action — taking into account equipment
design and the dynamics of the process —
could prevent [7]. Once selected, the SOLs
become part of the PSI.
The SOLs then must be documented and
accessible. In addition, operators must
receive initial and then refresher training.
One way to integrate these parts of the
management system is to transfer the
information gained with PSI and HIRA to
TABLE 1. CCPS PROCESS SAFETY MODEL
Commit to Process Safety
Understand Hazards and Risks
Manage Risks
Learn from Experience
Process Safety culture Process knowledge management Operating procedures Incident investigations
Compliance with standards
Hazard identification and risk analysis
Safe work practices Measurements and metrics
Process Safety competency
Asset integrity and reliability
Auditing
Workforce involvement Contractor management Management review
Stakeholder outreach
TrainingManagement of changeOperational readinessConduct of operationsEmergency management
Its four pillars include a total of 20 essential elements.
www.ChemicalProcessing.com
Process Safety eHANDBOOK: Take a Closer Look at Process Safety 23

standard operating proce-
dures (SOPs) and operator
certification/recertification
materials. Critical alarms
often accompany SOLs;
therefore, attention to alarm
management is crucial to
ensure the distributed con-
trol system’s configuration
aligns with the HIRA results.
This process should be doc-
umented. Because failure to
act on an SOL could lead to
significant consequences,
preventative maintenance
of instruments that measure
the deviations from nor-
mality deserves serious
consideration.
Auditing ensures each of
the elements described
above are interconnected
and working as intended.
The risk associated with
changes to anything in this
process must be evaluated
through a management of
change procedure. Finally,
any of these elements can
fail without the common
tie-in of management
commitment and review.
Figure 2 illustrates how
each of the process safety
management system ele-
ments are interconnected.
The management system
unites the process safety
elements. Without inte-
grating these elements, the
barriers and LOPs identified
in the HIRA only are an illu-
sion of protection. If those
LOPs aren’t considered in
building competency, doc-
umented for ease of access,
INTEGRATED MANAGEMENT SYSTEM FOR SAFE OPERATING LIMITSFigure 2. Failure to properly integrate elements can lead to the illusion of protection.
Management Commitment
Process Safety Information
Process Hazard Analysis
Operator Training
Alarm Management
Incident Reporting
Auditing
Management of Change
Standard Operating Procedures
Mechanical In-tegrity
www.ChemicalProcessing.com
Process Safety eHANDBOOK: Take a Closer Look at Process Safety 24

taken into account for equipment mainte-
nance and other elements of the process
safety management system, it’s easy to
understand how this common failure mech-
anism can occur.
BUILDING A MANAGEMENT SYSTEMThere are many ways to design a man-
agement system. Companies that have
ISO certification may have management
systems documented following the Inter-
national Organization for Standardization
requirements. “Guidelines for Implement-
ing Process Safety Management” [4] also
describes how management systems
are built.
When building a management system,
adhere to some important best practices:
• Document roles and responsibilities for all
levels of the organization.
• Keep written procedures simple and
short, and include instructions and
requirements, not descriptions.
• Group similar requirements together. For
example, list all training requirements
in one document rather than dispersing
them through several.
• Include instructions in the system for
maintaining uniformity in the documents.
• Establish an approval process
for changes.
• Develop formal auditing protocols to
ensure that elements of the management
system are being followed.
With these items in mind, adopt a
three-tiered approach for the manage-
ment system.
Tier 1. In this tier, documents describe
how a company or a site does business.
For process safety, the Tier 1 document
might detail CCPS’s 20 elements of
process safety, the high requirements
for each, and how every element is
addressed. Some elements only might
have a Tier 1 requirement. This gives
individual sites or units the flexibility to
comply with the higher level requirements
commensurate with applicability.
Tier 2. Here, documents cover aspects
requiring more prescription. They describe
what is required. For example, a Tier 1
requirement might be that each process
undergoes a HIRA review once every 5
years. Because this element is essential to
understand the hazards and the risks of
a process, the Tier 2 document describes
specifics of the HIRA, such as team com-
position, methodology, minimum PSI used,
reporting and approval — to name a few.
Tier 3. In this tier, documents describe
who is responsible for what, and how
it gets done. Let’s consider, for exam-
ple, incident investigation. The Tier 1
document might mandate reporting of
all incidents. Tier 2 might have more
prescriptive requirements, such as an inci-
dent must be reported within 24 hours,
www.ChemicalProcessing.com
Process Safety eHANDBOOK: Take a Closer Look at Process Safety 25

categorized (with instructions provided on
how to classify), and communicated in a
certain way. A Tier 3 document describes
who reports incidents and how they
report them. This might differ among sites
or even units at a site. (Incident investi-
gations often reveal deficiencies in Tier 3
documents that need addressing.)
Success of such a tiered management
system depends upon strong ongoing
management support. It also requires ade-
quate training for all involved, auditing for
effectiveness, and periodic management
review and continuous improvement.
FORESTALL FAILINGSThe CCPS 20-element process safety
model, if used properly, provides a basis
for effective protection against incidents.
You can’t just pick and choose portions.
Rather, the various process safety ele-
ments must share an intimate connection.
This connection is made possible by a
functioning and vibrant management
system that: “is documented, accessible,
and easily used; defines how operations
are conducted at the workplace; promotes
safety in design, operations, and main-
tenance; and is agile and continuously
improved” [3]. Without this vibrant man-
agement system, we only have the illusion
of protection.
JERRY J. FOREST is senior director, process safety,
for Celanese, Dallas. Email him at jerry.forest@cel-
anese.com.
REFERENCES1. “ANSI/API RP 754 — Process Safety Performance Indi-
cators for the Refining and Petrochemical Industries,”
2nd ed., Amer. Petr. Inst., Washington, D.C. (April 2016).
2. “Process Safety Glossary,” www.aiche.org/ccps/
resources/glossary/process-safety-glossary/pro-
cess-safety, Ctr. for Chem. Proc. Safety (CCPS), New
York City, accessed July 4, 2018.
3. “Vision 20/20,” www.aiche.org/ccps/resources/
vision-2020/five-industry-tenets/vibrant-manage-
ment-systems, CCPS, accessed July 4, 2018.
4. “Guidelines for Implementing Process Safety Manage-
ment,” 2nd ed., CCPS, John Wiley & Sons, Hoboken,
NJ (2016).
5. “Guidelines for Risk Based Process Safety,” CCPS,
John Wiley & Sons, Hoboken, NJ (2007).
6. Forest, Jerry, “Know Your Limits,” pp. 498–501, Proc.
Safety Progr. (Dec. 2018).
7. “Process Safety Glossary,” www.aiche.org/ccps/
resources/glossary/processsafety-glossary/safe-op-
erating-limits, CCPS, accessed January 8, 2018.
ADDITIONAL READING“Guidelines for Integrating Management Systems and
Metrics to Improve Process Safety Performance,” CCPS,
John Wiley & Sons, Hoboken, NJ (2016).
“Process Safety Visions, Vibrant Man-
agement Systems,” p. 55, Chem. Eng. Progr. (Jan. 2017).
www.ChemicalProcessing.com
Process Safety eHANDBOOK: Take a Closer Look at Process Safety 26

TIGERFLEXISO 9001-2000
REGISTERED Q.M.S.
™
THE ASSOCIATION FOR HOSE ANDACCESSORIES DISTRIBUTION Made In USA
Static Dissipative Food Grade Material Handling HosesSuperior Static Protection!
Durable Abrasion Resistant!
Food Grade!
Light Weight!
Thermoplastic Industrial Hoses
EDITION 0114
VLT-SD™
VOLT™WINNER!
CHEMICAL PROCESSING
BY

While it is not uncommon to
find shelter-in-place (SIP) or
safe-haven locations desig-
nated across chemical facilities, what varies
is the level of protection offered at these
sites. Functionality can range from merely a
muster point — a SIP — to a positively pres-
surized room — a safe haven. Either way,
when determining the room’s acceptable
performance criteria, the industry generally
applies ERPG-3 or a vulnerability factor.
An acceptable vulnerability factor often is
deemed the probability of a fatality being
less than 1%.
Emergency SIP forms an integral part of any
plant’s broader emergency response plan.
Explosions, fires and the release of smoke
or other toxic gases are some of the types
of incidents that can occur despite high
levels of planning and safety precautions.
Numerous government agencies and other
organizations recommend SIP as a measure
to reduce harm in the event of a chemical
release. Any building may be used as a tem-
porary measure to reduce health risk from
exposure to the toxic materials by simply
closing windows and doors and turning off
ventilation fans and air conditioning and
heating systems.
Three factors govern the effectiveness of a
SIP location:
• the tightness of the building or leak-
age rate,
• the concentration of the toxic gas, and
• the release duration.
Rethink Your RefugeA zero-vulnerability safe haven helps protect personnel and speed emergency response
By J. A. Rau, MineARC Systems America, LLC; A. Young, MineARC Systems, Pty Ltd; and M. McDermott, High Performance Building Solutions
Process Safety eHANDBOOK: Take a Closer Look at Process Safety 28
www.ChemicalProcessing.com

The tightness of the building primarily is
based on building construction; however,
temperature differential and wind speed
also play a factor.
Identification of the maximum toxic con-
centration occurs during a facility siting
study (FSS). An FSS is a hazard analysis
that defines maximum credible event (MCE)
scenarios using a consequence-based
approach to produce a quantitative risk
assessment. Determining potential conse-
quences is a necessary step in the process
of developing a comprehensive safety plan.
The FSS determines the expected release
duration based on stored inventories
of toxic materials. The higher the toxic
concentration and longer the release
duration, the less effective sheltering in
place becomes.
While occupants may feel safe sheltering in
place from the external toxic hazard, typical
buildings have high leakage rates. A typical
wood-framed constructed building can have
three to five air changes per hour (ACH50),
rendering it ineffective against most chemical
releases. Additionally, sealing to an accept-
able airtightness can be time-consuming and
expensive. Even with professional air sealing,
it is difficult to air seal existing structures to
an acceptable tightness.
Here, we present a case study for the
conversion of five SIP spaces to 0%
vulnerability safe havens. There are con-
siderations for effectively sealing existing
infrastructure and ensuring positive
pressure to ensure contaminants do not
infiltrate safe-haven locations along with
providing the critical elements of life sup-
port, including:
• Positive pressure
• Breathable air supply
• Supplemental O2
• Removal of accumulated CO2
• Cooling and dehumidifying
INFILTRATION TESTING BACKGROUNDMineARC contracted Charlotte, North Car-
olina-based High Performance Building
Solutions Inc. (HPBS) to perform an air
infiltration study for spaces identified as
candidates to be used as SIP in the event
of an accidental chemical release. This SIP
strategy uses the existing structure and its
indoor atmosphere to separate individu-
als temporarily from a hazardous outdoor
atmosphere.
A series of pre-weatherization air leakage
tests were conducted to determine the
baseline air infiltration rate of potential SIP
spaces. Manual air sealing, a cleanroom
suspended ceiling system and low-leakage
HVAC dampers were installed to reduce the
overall air infiltration of the SIP spaces and
to close off air leakage pathways from non-
protected spaces in the building through
the HVAC system.
www.ChemicalProcessing.com
Process Safety eHANDBOOK: Take a Closer Look at Process Safety 29

Post-weatherization air leakage tests were
conducted to determine the air infiltration
rate of the SIP space after the completion
of weatherization and HVAC work. The SIP
spaces additionally were air sealed using
the proprietary AeroBarrier system to
reduce infiltration rates further.
SCOPEAir sealing work was completed, and
low-leakage HVAC dampers were installed
to reduce the overall air infiltration of
the SIP spaces and to isolate the HVAC
from nonprotected spaces in the building.
Post-weatherization air leakage tests were
conducted to determine the air infiltration
rate of the SIP space after the comple-
tion of air sealing, suspended ceiling and
HVAC work.
AeroBarrier air sealing was conducted on
SIP spaces as a pilot project on September
18 through September 21, 2017, with post air
leakage tests conducted on September 21
and September 22 to determine the air infil-
tration rate of the SIP space after sealing
was completed.
Following ASTM E 779-10, pressurization air
leakage tests were conducted on the spaces
in Table 1, as recommended in the FSS.
AIR LEAKAGE TEST RESULTSPositive-pressure air leakage test results are
reported in four different ways:
• CFM4 is the quantitative volume of air
passing through an enclosure under
a pressure difference of 4 Pascals
(equivalent to a 5-mph wind). This is a
measurable physical quantity and the
value recommended in the FSS to elimi-
nate toxic gas ingress into the SIP spaces.
• CFM25 is the quantitative volume of air
passing through an enclosure under a
pressure difference of 25 Pascals (0.1-
in w.g.). FEMA 453 requires Class 1 Safe
Havens be pressurized to 25 Pascals. This
is a measurable physical property.
• CFM50 is the quantitative volume of air
passing through an enclosure under a pres-
sure difference of 50 Pascals (0.2-in w.g.).
• ACH50 is the quantitative volume of air
passing through an enclosure under a
pressure difference of 50 Pascals (0.2-in
w.g.) normalized by the enclosure volume.
SIP Space Occupancy Floor Area (Square Feet) Volume (Cubic Feet)
SIP Space 1 40 990 10,481
SIP Space 2 6 955 8,210
SIP Space 3 5 391 3,917
SIP Space 4 10 1,697 16,968
SIP Space 5 40 293 2,637
SIP SPECIFICATIONSTable 1. The FSS recommends SIP space testing based on these criteria.
www.ChemicalProcessing.com
Process Safety eHANDBOOK: Take a Closer Look at Process Safety 30

ACH is the abbreviation for air changes
per hour. It is the number of times the air
volume in a building changes per hour at
50 Pascals of pressure.
Table 2 shows the CFM50 and ACH50 for
each of the SIP spaces pre and post-weath-
erization along with the percentage
reduction in leakage. SIP Spaces 1 and 5 did
not have pre-weatherization results as ini-
tially the whole building was tested.
Smaller spaces were selected as the whole
building was too large to feasibly convert to
a SIP space (retesting of the new SIP spaces
was not completed). The control room, SIP
Space 4, was abandoned in favor of a smaller
adjacent room due to high leakage post-man-
ual weatherization and the computers that
could not be shut down, which prevented the
use of AeroBarrier in the space.
The AeroBarrier air sealing was prescribed
a target. According to the AeroBarrier
simultaneous air leakage calculations, all the
spaces met and surpassed this airtightness
target; sealing was halted at this point.
Table 3 shows the CFM50 and ACH50
for each of the SIP spaces as tested by
HPBS post-AeroBarrier along with the
percentage reduction. The HPBS results
Safe Haven Space
CFM50 ACH50% ReductionPre-
WeatherizationPost-
WeatherizationPre-
WeatherizationPost-
Weatherization
SIP Space 1 N/A 1,871 N/A 10.7 N/A
SIP Space 2 3,623 1,560 26 11.4 57%
SIP Space 3 385 135 6 2.1 65%
SIP Space 4 N/A N/A N/A N/A N/A
SIP Space 5 N/A 655 N/A 19.4 N/A
POST-WEATHERIZATION LEAKAGE RESULTSTable 2. This table shows SIP space results according to CFM50 and ACH50 guidelines.
Safe Haven Space
CFM50 ACH50
% ReductionPost-Weatherization
Post AeroBarrier®
Post-Weatherization
Post AeroBarrier®
SIP Space 1 1,871 455 10.7 2.6 76%
SIP Space 2 1,560 182 11.4 1.3 88%
SIP Space 3 135 125 2.1 1.9 7%
SIP Space 4 N/A 173 N/A 3.3 N/A
SIP Space 5 655 138 19.4 3.1 79%
POST-AEROBARRIER LEAKAGE RESULTSTable 3. These are the post-AeroBarrier results along with the percentage reduction according to CFM50 and ACH50.
www.ChemicalProcessing.com
Process Safety eHANDBOOK: Take a Closer Look at Process Safety 31

were used to calculate the
amount of positive pres-
sure required to convert the
rooms to positive-pressure
safe havens.
The AeroBarrier air seal-
ing methods improved the
air barrier integrity for all
the proposed SIP spaces
between 7 and 88% over the
post-manual weatherization
leakage rates. Air leakage
still was observed behind
many electrical penetrations,
including HVAC thermostats
and fire and smoke alarms.
These devices were covered
with plastic to protect them
from the sealant but had
hidden holes behind them.
Figure 1 displays the
post-AeroBarrier leakage
rate in comparison to the
FEMA 453 estimates for
air leakage rates based on
construction types. FEMA
453 estimates are reported
in square feet of floor area
at 25 Pascals and do not
take into consideration the
ceiling height and volume of
the space.
Figure 2 is an estimated
leakage rate based on con-
struction type to estimate
the filtration and posi-
tive-pressure system size
AIR LEAKAGE RESULTS Figure 1. This compares post-AeroBarrier air leakage rates with the FEMA 453 estimates based on construction types.
LEAK RATE ESTIMATESFigure 2. Estimated leakage rates per square foot of floor space to achieve 0.1 iwg (25Pa) overpressure by construction type.
www.ChemicalProcessing.com
Process Safety eHANDBOOK: Take a Closer Look at Process Safety 32

under the FEMA 453 stan-
dard. All the SIP locations
were between tight and
typical except for SIP Room
2, which was a small prefab-
ricated metal-constructed
portable building.
Table 4 shows the combined
AeroBarrier and manual air
sealing methods improved
the airtightness for all
the proposed SIP spaces
between 68% and 95% over
the original leakage rates.
Figure 3 compares the
ACH50 pre-weatherization,
post-weatherization and
AeroBarrier air infiltration
results.
LIFE SUPPORT SYSTEMSMineARC Systems, a
refuge chamber and safety
technology company, recal-
culated the vulnerability for
each SIP space based on
the post-AeroBarrier leak-
age rates. All SIP spaces still
had a vulnerability of 100%
and therefore required the
installation of independent
life support systems to be
deemed 0% vulnerability
safe havens.
Figure 4 shows the toxic
gas concentration, dura-
tion of the release and
Safe Haven Space
ACH50
% ReductionPre- Weatherization
Post- Weatherization
Post AeroBarrier
SIP Space 1 N/A 10.7 2.6 76%
SIP Space 2 26.5 11.4 1.3 95%
SIP Space 3 5.9 2.1 1.9 68%
SIP Space 4 N/A N/A 3.3 N/A
SIP Space 5 N/A 19.4 3.1 84%
AIR INFILTRATION IMPROVEMENT FOR SIP SPACESTable 4. AeroBarrier and manual air sealing methods combined resulted in big improvements for SIP spaces.
AIR INFILTRATION RESULTSFigure 3. This figure compares the ACH50 pre-weatherization, post-weatherization and AeroBarrier air infiltration results.
www.ChemicalProcessing.com
Process Safety eHANDBOOK: Take a Closer Look at Process Safety 33

vulnerability for each SIP space. As the larg-
est MCE was a full tank rupture, the toxic
concentrations were extremely high, but the
duration was short at 1 min.
The leakage rate at 4 Pascals of pressure
difference is slightly more than would
occur under a 5-mph wind used in the dis-
persion model in the FSS report based on
climatic data for the facility (to maintain
positive pressure and neutralize air infil-
tration). Post-weatherization infiltration
rates in cubic feet per minute at 4 Pascals
of pressure for each of the SIP spaces is
shown in Table 5.
The air leakage test results provide a
mathematical formula that can be used to
calculate the amount of breathable com-
pressed-air cylinders (437 ft3) that must
be added to each candidate SIP space to
maintain a 4 Pascal positive pressure to
overcome a 5-mph design wind coincident
with a toxic release.
MineARC Systems was contracted to
install life support systems to convert
the SIP spaces to positive-pressure safe
havens. The MineARC AirBANK pos-
itive-pressure system provides rapid
pressurization, which is activated and
maintained using the AirBANK Control via
a simple human-machine interface (HMI)
touch screen.
MineARC’s integrated Aura-FX Gas Mon-
itor ensures breathable air automatically
remains within acceptable limits. Addi-
tionally, the installation of supplementary
oxygen and carbon dioxide scrubbing sys-
tems in safe havens are as needed.
SIP SPACE VULNERABILITY Figure 4. A tank rupture appears as the worst-case scenario but of a short duration.
Safe-Haven Space Volume (Cubic Feet)
CFM4
SIP Space 1 10,481 99
SIP Space 2 8,210 32
SIP Space 3 3,917 24
SIP Space 4 3,110 45
SIP Space 5 2,637 21
AIR LEAKAGE RESULTS AT CFM4Table 5. SIP space post-weatherization infiltra-tion rates using AeroBarrier is shown.
www.ChemicalProcessing.com
Process Safety eHANDBOOK: Take a Closer Look at Process Safety 34

Figure 5 shows the number of 437-ft3
cylinders required for each safe-haven
location. The minimum breathable air per
person is 2.5 cfm (70L/min) per person
based on MineARC’s experience and test-
ing within the refuge chamber industry.
The maximum CO2 concentration is at 1%
and O2 between 19.5 and 23.5% based on
Occupational Safety and Health Administra-
tion (OSHA) limits. Because of the volume
and number of people in Safe Haven Space
5, it required supplemental oxygen and
carbon dioxide scrubbing to maintain the
internal gas concentrations within specified
limits (Figure 6). Three sodium chlorate
oxygen candles and two AirGEN CO2 scrub-
bers were included in the design.
In 2018, MineARC completed installa-
tion and training on the five safe-haven
spaces. Each safe haven was tested
during the commissioning process to
ensure it could maintain acceptable posi-
tive pressure.
CONCLUSIONSThe conversion of SIP locations to 0%
vulnerability safe havens is a three-step
process consisting of the following:
1. Identification of the correct SIP loca-
tion based on ease of sealing and
small volume based on the required
occupancy,
2. Manual and AeroBarrier air sealing of
SIP spaces,
3. Installation of life support equipment.
INTERNAL GAS CONCENTRATIONS IN SAFE HAVENSFigure 6.Additional supplemental oxygen and carbon dioxide scrubbing may be needed to maintain the internal gas concentrations within OSHA limits.
QUANTITY OF CYLINDERS REQUIRED FOR 4PA POSITIVE PRESSUREFigure 5. Based on how much air each person would need to breath, this figure shows how many cyl-inders would be needed in a chamber.
www.ChemicalProcessing.com
Process Safety eHANDBOOK: Take a Closer Look at Process Safety 35

Identifying SIP spaces that can seal from
the outset is crucial to a successful result.
In the case study, three of the five original
locations were abandoned in favor of rooms
in adjacent locations because of high leak-
age rates or reducing the size to make the
project more cost-effective. Control rooms
are the most difficult to seal because of
the false floor and myriad cable trays and
pass-throughs installed for the computer
systems. The smaller the room and the
more robust the construction (i.e., prefab-
ricated metal or concrete buildings), the
better it seals.
REFERENCES
ASTM E779-10, “Standard Test Method for Deter-
mining Air Leakage Rate by Fan Pressurization,”
ASTM International, West Conshohocken, PA,
2019, www.astm.org
Brake, Fellow, & Bates (1999). “Criteria for the
design of emergency refuge stations for an under-
ground metal mine.” Aus. IMM Proceedings, No.2,
1999, pp 1–7.
Department of Mines and Petroleum, 2013,
“Refuge chambers in underground mines — guide-
line: Resources Safety,” Department of Mines and
Petroleum, Western Australia, 41 pp.
Epstein, Y., & Moran D. (2006). Thermal Comfort
and the Heat Stress Indices, Industrial Health, 44,
388–398.
FEMA 453. (2006). “Design Guidance for Shelters
and Safe Rooms,” Federal Emergency Manage-
ment Agency
Health & Safety Executive UK (2008). “Guidance
and Information on the role and design of safe
havens in arrangements for escape from mines,”
www.hse.gov.uk/pubns/mines08.pdf
ITA Working Group 5 (2016). “Provisions for
refuge chambers in tunnel projects under con-
struction,” ITA Report N°014 - V2 / March 2018.
Mines Safety and Health Administration (2008).
30 CFR Parts 7 and 75 “Refuge Alternatives for
Underground Coal Mines; Final Rule.”
National Institute for Occupational Safety and
Health (2007). “Research Report on Refuge
Alternatives for Underground Coal Mines,”
www.cdc.gov/niosh/docket/archive/pdfs/
NIOSH-125/125-ResearchReportonRefugeAlterna-
tives.pdf.
Occupational Safety & Health Administration
(2013). “Permit-required confined spaces,” www.
osha.gov/pls/oshaweb/owadisp.show_docu-
ment?p_table=STANDARDS&p_id=9797
Suming Du. (2014). “On the effectiveness of shel-
ter-in-place as a measure to reduce harm from
atmospheric releases,” Journal of Emergency Man-
agement, Vol. 12, No, 3, May/June 2014.
Venter. J. (1998). “Portable Refuge Chambers:
Air or Tomb in Underground Escape Strategies,”
School for Mechanical and Materials Engineering,
Potchefstoom University, Republic of South Africa.
Worksafe Australia National Standard (2005).
“Australian Standard AS: NZS 1716:2003 Respira-
tory protective devices.”
Yantosik. G. (2006). “Shelter-in-Place Protective
Action Guide.” The Chemical Stockpile Emergency
Preparedness Program (CSEPP). U.S. Department
of Energy
www.ChemicalProcessing.com
Process Safety eHANDBOOK: Take a Closer Look at Process Safety 36

Manual air sealing needs to be overseen by
someone with familiarity in building tight-
ness. While most of the tasks are general
construction, standard contractors are not
trained to work at the level of precision
needed to ensure proper sealing. Even a
tiny orifice or ceiling tile not sealed cor-
rectly can ruin a leakage test result.
For future construction projects, incorpo-
rating SIP spaces should occur during the
design phase. Air barrier commissioning is
standard in new construction and should
include the following tasks at a minimum:
• Design review of the plans with specifi-
cations for the air barrier and mechanical
system — specifically as they relate to
spaces designated for use as safe havens;
• Quality assurance inspections during
construction to ensure a continuous air
barrier is in place; and,
• Final air leakage testing of the continuous
air barrier to ensure the leakage rate of
the safe haven spaces are within accept-
able limits.
Complementary life support equipment
is essential to sustain life within an air-
tight environment. For personnel to
remain within the sealed safe haven, the
environment must be habitable. Air is to
be free of toxins such as carbon dioxide,
and acceptable levels of oxygen must be
maintained.
Positive-pressure systems reduce the ingress
of toxins and provide some or all of the
required source of breathable air. Additional
equipment such as compressed air, oxygen
cylinders and air scrubbers are used to meet
the shortfall. Furthermore, internal conditions
must consider the human condition, support-
ing workable body temperature and humidity.
Reducing the risk of harm to personnel is a
priority for emergency response planning.
While the likelihood of an MCE occurring
may be low, the risk to on-site personnel in
the event of an incident is high. Convert-
ing SIP locations to zero-vulnerability safe
havens improves emergency response.
J. A. RAU is general manager at MineARC Systems
America, LLC, and can be reached at James.Rau@min-
earc.com. ASHLEE YOUNG is marketing coordinator
at MineARC Systems, Pty Ltd and can be reached at
[email protected] MEGHAN MCDERMOTT
is the owner and architectural engineer of High Per-
formance Building Solutions. Email her at meghan@
hpb-solutions.com.
www.ChemicalProcessing.com
Process Safety eHANDBOOK: Take a Closer Look at Process Safety 37

As a hazardous materials manufacturer, getting your products
from point A to point B safely can be a challenge. There’s a lot
riding on those 18 wheels, and your reputation is at the top of
the list. That’s why you need CHEMTREC. We provide you with
unsurpassed 24/7 emergency support from our state-of-the-art
call center. But we’re more than that – we’re an experienced
partner who can help remove risk and internal burdens so your
organization can succeed and grow. When shipping hazardous
materials, the safety of your company, the public, and the
environment is more than just our business – it’s our passion, and
our reputation too.
Think of us as peace of mind on 18 wheels.
Online Hazmat TrainingIf your company ships or is planning to ship hazardous materials then you may be required to take up-to-date hazmat training. CHEMTREC’s self-paced online hazmat training courses can help keep your company safe and compliant. Here’s what you will learn:
The World’s Leading Emergency Response Call Center
Learn more at chemtrec.com/cp
SIGN UP FOR TRAINING AT chemtrec.com/cptraining
Proper packaging methods to reduce liability and damagesHow to properly ship hazardous material packagesHow to reduce shipping costs through U.S. DOT exceptions… AND MORE!

Natural gas processing plants are
complex facilities designed to
separate natural gas composed
almost entirely of methane from other
hydrocarbons, nitrogen, water, metals and
other impurities. These plants are usually
located in natural gas processing regions
and connected to wellheads through a
network of small-diameter, low-pressure
gathering pipelines. Natural gas plants’
main hazard are fires and detonations and
acute exposure to toxic gases from uncon-
trolled releases of flammable and toxic
materials. The large inventories of flamma-
ble and toxic gases and liquids managed
by these plants combined with the high
density of equipment and relatively large
occupancy rates speak to their high
hazard potential.
The dangers of gas plants are underscored
by the severity of accidents that can occur.
On June 27, 2016, for example, loss of con-
tainment from a heat exchanger led to the
release of methane, ethane, propane and
other hydrocarbons at the Enterprise Prod-
ucts Pascagoula gas plant in Pascagoula,
Miss. (CSB 2019). The leak led to a large-
scale fire and explosion. A similar incident
occurred on September 25, 1998, when a
heat exchanger in the Esso gas plant in
Longford, Victoria, Australia, ruptured,
releasing hydrocarbon vapors and liquids
(Kletz 2009). As with the Enterprise Prod-
ucts incident, the escape resulted in a large
fire and explosion.
Natural gas plants are critical infrastruc-
ture for the modern energy supply and
Ensure Reliable Fire Protection in Natural Gas PlantsCombustible and toxic gas detectors as well as flame detectors can help reduce incidents.
By Edward Naranjo, Emerson
Process Safety eHANDBOOK: Take a Closer Look at Process Safety 39
www.ChemicalProcessing.com

their safety is of utmost importance. In the
United States, natural gas plant operators
must follow process safety management
regulations for general industry (29 CFR
1910) as well as several of the state plans
approved by the Occupational Safety and
Health Administration. Guidelines like API
Bull 75L and process safety standards like
IEC 61511 offer the framework for man-
aging process safety systems through
their lifecycle.
In the following sections, we will review
provisions for protection of natural gas
processing facilities and illustrate their use
through several examples of common pro-
cess modules. We will then address the
interface between fire and gas detectors
and the control systems that manage the
plant. Fire and gas systems are in effect the
independent layer of protection that drive
mitigation actions to arrest the escalation
of accidents. In consequence, it is important
NATURAL GAS PROCESSING FLOW DIAGRAMFigure 1. Natural gas processing plants are complex facilities designed to separate natural gas com-posed from other hydrocarbons, nitrogen, water, metals and other impurities.
www.ChemicalProcessing.com
Process Safety eHANDBOOK: Take a Closer Look at Process Safety 40

to survey how instruments and logic solvers
contribute to improving the performance of
the combination.
PROVISIONS OF FIRE AND GAS SYSTEMSNatural gas processing consists of sepa-
rating several hydrocarbon molecules and
contaminants from pure natural gas. The
process includes condensate and water
removal, acid gas removal, dehydration,
mercury removal, nitrogen rejection, and
natural gas recovery, separation, and
treatment. Many associated hydrocarbons
known as natural gas liquids are valuable
products of the separation of natural gas;
when components are separated and frac-
tionated, their feedstocks are sold to oil
refineries, petrochemical plants and oil pro-
ducers for a variety of uses. A schematic
flow diagram of a natural gas processing
plant is shown in Figure 1 (Riazi et al. 2013).
Process units incorporate some degree of
protection in the form of fixed point and
open path gas detection. Because raw nat-
ural gas contains components with higher
and lower molecular density than air, detec-
tors in several process units must be placed
at both floor and ceiling level where gas
may fractionate. Open path detectors may
be used to protect module boundaries,
particularly where heavier-than-air combus-
tible fluids are managed, and the process is
relatively close to the perimeter and disper-
sion modeling indicates that small, but high
probability releases may cross the fence line
and the sources of such releases are outside
the coverage or at the limits of point detec-
tion. Point and open path hydrogen sulfide
(H2S) detection are required in acid gas
removal and the sulfur recovery unit, and
similarly, at the gas well during production
of hydrocarbon fluids and condensates and
water removal.
In general, it is impractical to provide toxic
gas detectors to address every toxic release
scenario in most process facilities. As a
result, the use of fixed detectors is limited
to target receptor monitoring and high-risk
applications. Point detectors are placed
on grid spacing and near points of entry
and along normal travel paths of travel
within the units, especially in those loca-
tions where personnel may not be able to
observe the area as they approach potential
release sources. Open path H2S detectors
are beneficial between equipment in toxic
service and mustering points and between
potential release sources and uncontrolled
areas like service roads and parking lots.
The UK Health and Safety Executive (HSE)
has alerted about the dangers of oil mist in
offshore gas turbines (HSE 2008). When
liquid sprays impinge on hot metal surfaces,
they may ignite as the surface temperature
exceeds the liquids’ autoignition tem-
peratures. In the same fashion, lubricating
systems in gas compressors in gas plants
are at risk of fires if not protected. Oil mist
www.ChemicalProcessing.com
Process Safety eHANDBOOK: Take a Closer Look at Process Safety 41

detectors should be installed near compres-
sors and lubricating and hydraulic systems.
Likewise, for glycol dehydration and natural
gas liquid extraction using the absorption
method, best practice calls for installing oil
mist detectors near high pressure sources
of liquid leaks.
Ultrasonic gas leak detectors are applied in
all outdoor locations with pressurized pipe-
work. Locations include compressor areas,
filter stations, separators, gas metering
skids and receiver areas.
Flame detectors should view all modules
and all major items of the plant. A common
arrangement is to locate detectors at the
corners of an area or module such that the
detectors’ field of view covers areas where
fires may occur. Computer aided design
tools should be used to optimize area
coverage at the design stage. To increase
detection effectiveness, no area should be
completely dependent on a single device.
Figure 2 illustrates flame detectors on an
absorption tower and reboiler.
Because of their long-range capability and
wide field of view, multispectral infrared
flame detectors offer optimum performance
for these applications. Flame detectors
should be used with combustible gas detec-
tors to safeguard plants against fires and
explosions. As the HSE has shown in the UK
INSTALLATION IN DEHYDRATION PROCESSING UNITFigure 2. Two flame detectors are used to monitor the area around an absorption tower and reboiler.
www.ChemicalProcessing.com
Process Safety eHANDBOOK: Take a Closer Look at Process Safety 42

offshore sector, combustible gas detection
equipment is not 100% effective in open
installations (McGillivray and Hare 2008).
The likelihood of credible gas releases
escalating into incidents that could cause
large-scale damage is much diminished
when flame and combustible gas detectors
work in tandem. In the next section, we’ll
examine some common arrangements of
these devices in process modules.
SEPARATOR AREASeparator process modules include the
separator, heat exchanger, and gas cooler.
Figure 3 shows an ideal arrangement. Point
gas detectors are placed between the
separator and heat exchanger, under the
coolers, where gas may accumulate. Two
open path detectors are placed on oppo-
site sides of the process module to provide
area monitoring consistent with the prev-
alent wind direction. For fast response to
pressurized gas releases, ultrasonic gas leak
detectors are positioned to cover potential
leak sources like flanges and valves on the
separator and coolers. To avoid shadow-
ing and reflections, gas leak detectors are
placed on either side of the cooler, while
flame detectors are installed at the cor-
ners and between the separator and heat
exchanges to view most of the module.
A cluster of devices as shown may be
interfaced with a logic solver installed in
a control room. To reduce wiring and the
control system’s footprint, a distributed
FLAME AND GAS DETECTORS AND CONTROL SYSTEM IN SEPARATOR AREAFigure 3. A distributed I/O block can be placed near the process module to help reduce wiring and the control system’s footprint.
www.ChemicalProcessing.com
Process Safety eHANDBOOK: Take a Closer Look at Process Safety 43

I/O block can be placed near the process
module also shown in Figure 3.
METERING SKIDMeasurement of process fluids being
transferred to other plants takes place in
metering skids. The primary variable to
be measured is mass flowrate. Main com-
ponents include the structure frame and
supports, pipework, process equipment
like flowmeters and process gas chro-
matographs, and local control system. For
illustration, we’ll assume the process fluid is
pipeline quality dry natural gas. As shown
in Figure 4, an ultrasonic gas leak detector
covers the footprint of the metering skid.
Depending on size and degree of obstruc-
tion, one or several flame detectors may
be necessary to supply adequate area
coverage for the skid. In this example, two
detectors are placed on opposite corners.
A distributed system offers an elegant
approach for managing field devices in a
metering skid installation. A distributed I/O
block, for example, can interface with flame
and gas detectors for one or several meter-
ing skids in proximity, an arrangement that
offers the benefits described in the previ-
ous section.
PACKAGED FIRE AND GAS SYSTEMFire and gas systems in gas plants are no
ordinary equipment. Because gas plants
are located near exploration and produc-
tion facilities, logic solvers may be exposed
to adverse conditions like high humidity,
brine, high vibration, and voltage variations.
FLAME AND GAS DETECTORS IN NATURAL GAS METERING SKIDFigure 4. An ultrasonic gas leak detector covers the footprint of the metering skid.
www.ChemicalProcessing.com
Process Safety eHANDBOOK: Take a Closer Look at Process Safety 44

Not surprisingly, printed circuit boards are
weatherized by application of conformal
coating and wires and other electronic
components are designed to allow for few
common failures. Compared to other con-
trollers, a fire and gas system logic solver
incorporates redundant power and commu-
nication paths for input and output devices
and must easily integrate with safety instru-
mented and emergency shutdown systems
to which they may pass certain demands.
Certifications also play a critical role for
fire and gas systems in gas plants, because
these address minimum requirements for
product performance, reliability and sur-
vivability. In the United States, fire and gas
systems are installed according to NFPA 72
and certified to performance standards like
FM 3010 and UL 864. Similarly, the system
level standard for Europe is EN 54-2.
One of the most important differences
between personal computers and industrial
logic solvers is the design of the latter as
complete packages. In logic solvers, software,
hardware, and documentation are designed
and tested to work together. Similarly, fire
and gas systems are designed to meet per-
formance standards that link the size and
nature of the hazards to the characteristics of
the system and ensure requirements are met
for operation and availability. Such packaged
solutions offer several benefits to natural
gas plants. To begin, the performance of the
complete system, from a selected group of
initiating devices to notification appliances
and other fire outputs is defined and limits
and exceptions are known. Surprises during
installation commissioning, and operation are
kept to a minimum. In addition, packaged
solutions are equipped with configuration
libraries that facilitate the automatic com-
missioning and documentation of several
devices at a time. As mentioned above, gas
plants can have several hundred or thousand
flame and gas detectors and other peripher-
als associated with fire and gas monitoring,
resulting in numerous weeks of installation
and commissioning for manual or sequen-
tial set up, an approach that is also prone to
error. In one instance, smart commissioning
with pre-loaded field device settings resulted
in a significant reduction of commissioning
cycle time.
The profit to be gained from packaged
systems extends well beyond commis-
sioning. It is well known that real-time
HART integration into system architecture
enables users to get access to diagnostics
and configuration information. Continu-
ous communication between field devices
and control system allows problems with
the device to be detected within seconds,
enabling action to avoid process disruptions
and unplanned process shutdowns. Regret-
tably, many end users have no access to
such information. Unlike field devices for
process control, flame and gas detectors
make use of analog output values below 4
mA to report faults. Values of 1, 2 and 2.5
www.ChemicalProcessing.com
Process Safety eHANDBOOK: Take a Closer Look at Process Safety 45

mA to denote informational or critical faults
are not uncommon. Table 1 illustrates some
common diagnostics available in a few
commercial models and their corresponding
analog output levels.
For field devices equipped with HART, the
FieldComm Group specifies a minimum
analog current signal of 3.5 mA. As a result,
end users wishing to take advantage of
diagnostics, process variable, and con-
figuration information available through
HART must program logic solvers to read
values below the HART limit. The process
is time consuming because every model’s
specific range of analog output levels and
configurations must be considered. Even
if some controllers allow access to HART
commands with analog output values
below 3.5 mA, device specific commands
may be suppressed. Invariably, ensuring
the device meets the design safety intent
requires additional programming and test-
ing, often after installation. Compare such
an approach to one of a packaged pre-engi-
neered system. By design, with a packaged
Table 1. This list includes several Rosemount flame and gas detectors, as well as their common diagnostics and corresponding analog output levels.
Fault Condition Product Model(s) Analog Output (mA)
Input voltage less than 8 VDC Gas Transmitter 2.5
Input voltage more than 33 VDC Gas Transmitter 2.5
Critical memory fault Gas Transmitter 2.5
Onboard power supply fault Gas Transmitter 2.5
Sensor zero drift Toxic Gas Sensor 2.5
Memory fault Toxic Gas Sensor 2.5
Calibrate sensor Toxic Gas Sensor 2.5
Span calibration failure Combustible Gas Sensor 2.5
Zero calibration failure Combustible Gas Sensor 2.5
Sensor over-range Combustible Gas Sensor 2.5
Low temperature Combustible Gas Sensor 2.5
High temperature Combustible Gas Sensor 2.5
Replace sensor Combustible Gas Sensor Momentary 2.5 mA
Memory fault Combustible Gas Sensor 2.5
Power supply fault Combustible Gas Sensor 2.5
Sensor nearing end of life Combustible Gas Sensor Momentary 2.5 mA
Sensor weak signal Combustible Gas Sensor Momentary 2.5 mA
Fault Flame Detector 1.0
Dirty window Flame Detector 2.0
Sensor test fault Ultrasonic Gas Leak Detector 2.0
Internal process fault Ultrasonic Gas Leak Detector 1.0
Major fault Ultrasonic Gas Leak Detector 0
SAMPLE FAULT ANALOG CURRENT LEVELS
www.ChemicalProcessing.com
Process Safety eHANDBOOK: Take a Closer Look at Process Safety 46

solution pertinent commands are tested for
every HART field device within the scope
of the certification. The need for custom
programming is reduced, which helps keep
system implementation on schedule.
Finally, pre-engineered systems enable more
efficient alarm management. When an assort-
ment of field devices and control systems
which have not been tested together are first
integrated, the diversity of alarms and alerts
that must be managed can be overwhelm-
ing. Which action should be undertaken if a
device reports a low line voltage fault? Can
it continue to operate under low voltage
for several weeks or is it unable to perform
its protective function? Although standards
for alarm management like ANSI/ISA-18.2
specify rankings for diagnostics, the termi-
nology, what constitutes an alarm, and what
is critical for a device’s safe operation varies
considerably by vendor. Making sense of the
diversity falls on the end user, which must
rationalize alarms through trial and error. At
one extreme, all diagnostics are suppressed,
putting an end to improved asset utilization,
while at the other alarm flooding is likely to
occur. With pre-engineered systems, much
of the trial and error related to alarm ratio-
nalization is minimized. Rank ordering of
diagnostics and level of criticality is consis-
tent across field devices. In consequence,
implementations are not only faster but the
plant also benefits from fewer abnormal sit-
uations and decrease of capital equipment
for repairs.
CONCLUSIONNatural gas plants are critical infrastruc-
ture for natural gas supply. Although
some separation of water, metals, and
other impurities from raw natural gas
takes place at wells, natural gas process-
ing facilities carry out most of the steps to
separate natural gas liquids into feedstock
for oil refineries and chemical plants and
produce pipeline grade natural gas. Due
to the potential for accidental release of
hazardous chemicals, natural gas plants
face severe risks. Fires and explosions
and acute exposure to toxic gases and
asphyxiants can disrupt operations and
cause harm to the workforce and any
surrounding population. Fire and gas sys-
tems protect these plants by reducing
the consequences of incidents. Minimum
provisions for fire and gas systems include
the installation of combustible and toxic
gas detectors and flame detectors. As
shown in the two examples above, the
ideal arrangement of these devices varies
across process modules based on the
nature, location and severity of the poten-
tial hazard.
Fire and gas systems for natural gas
plants must be reliable. Due in no small
part to the risk of business disruption,
process facilities have instituted tougher
safety practices including more safety
instrumentation and layers of protec-
tion. System hardware and software are
designed for adverse environments and
www.ChemicalProcessing.com
Process Safety eHANDBOOK: Take a Closer Look at Process Safety 47

the systems themselves are certified under
performance standards for adequate
availability and survivability. Distributed
I/O configurations contribute to reducing
the footprint of these systems, enabling
operators to integrate devices over long
distances at reduced costs compared to
conventional peer-to-peer networks.
For operators seeking to deploy or
modify a fire and gas system, packaged
safety solutions offer significant bene-
fits. Smart commissioning, ready access
to configuration and diagnostic informa-
tion through HART and rank ordering of
alarms out of the box reduce the need for
custom programming and testing, which in
turn leads to faster implementations and
reduced maintenance costs.
EDWARD NARANJO is director of fire and gas sys-
tems for Emerson’s Automation Solutions business.
He is an ISA Fellow and certified functional safety
engineer with 16 years of experience in flame and
gas detection. Edward may be reached by e-mail at
REFERENCESANSI/ISA-18.2, Management of Alarm Systems
for the Process Industries. 2016. Research Trian-
gle Park, NC: ISA.
API Bull. 75L, Guidance Document for the
Development of a Safety and Environmental
Management System for Onshore Oil and Nat-
ural Gas Production Operations and Associated
Activities. 2007. Washington, DC: API.
CSB. 2019. Loss of Containment, Fires, and
Explosions at Enterprise Products Midstream
Gas Plant, Pascagoula, Mississippi, No. 2016-02-
I-MS. Washington, DC: U.S. Chemical Safety and
Hazard Investigation Board.
EN 54-2, Fire Detection and Fire Alarm Systems,
Part 2: Control and Indicating Equipment. 2006.
Brussels, Belgium: European Committee for
Standardization (CEN).
FM 3010, Approval Standard for Fire Alarm Sig-
naling Systems. 2014. Northwood, MA: FM.
HSE. 2008. Fire and Explosion Hazards in Off-
shore Gas Turbines: Offshore Information Sheet
No. 10/2008. Aberdeen, UK: HSE.
McGillivray A. and Hare, J. 2008. Offshore
Hydrocarbon Releases 2001 – 2008 (RR672).
Buxton, Derbyshire, UK: HSE.
IEC 61511, Functional Safety: Safety Instru-
mented Systems for the Process Industry
Sector (2nd Ed.). 2016. Brussels, Belgium:
European Committee for Standardization
(CEN).
Kletz, T. 2009. What Went Wrong? Case His-
tories of Process Plant Disasters and How They
Could Have Been Avoided (5th Ed.). Amster-
dam, The Netherlands: Elsevier.
NFPA 72, National Fire Alarm and Signaling
Code. 2019. Quincy, MA: NFPA.
Riazi, M. R., Eser, S., Peña Díez, J. L., and
Agrawal, S. S. 2013. Introduction. In Petroleum
Refining and Natural Gas Processing, eds. M.
R. Riazi, S. Eser, J. L. Peña Díez, S. S. Agrawal.
West Conshohocken, PA: ASTM International.
UL 864, Standard for Control Units and Acces-
sories for Fire Alarm Systems (10th Ed.). 2014.
Chicago, IL: UL.
www.ChemicalProcessing.com
Process Safety eHANDBOOK: Take a Closer Look at Process Safety 48

Visit the lighter side, featuring draw-
ings by award-winning cartoonist
Jerry King. Click on an image and you
will arrive at a page with the winning
caption and all submissions for that
particular cartoon.
EHANDBOOKSCheck out our vast library of past eHandbooks that offer a
wealth of information on a single topic, aimed at providing
best practices, key trends, developments and successful
applications to help make your facilities as efficient, safe,
environmentally friendly and economically competitive
as possible.
UPCOMING AND ON DEMAND WEBINARSTap into expert knowledge. Chemical Processing editors
and industry experts delve into hot topics challenging
the chemical processing industry today while providing
insights and practical guidance. Each of these free webi-
nars feature a live Q&A session and lasts 60 minutes.
WHITE PAPERSCheck out our library of white papers covering myriad
topics and offering valuable insight into products and solu-
tions important to chemical processing professionals. From
automation to fluid handling, separations technologies and
utilities, this white paper library has it all.
MINUTE CLINICChemical Processing’s Minute Clinic podcast series is
designed to tackle one critical issue at a time — giving you
hard-hitting information in just minutes.
ASK THE EXPERTSHave a question on a technical issue that needs to be
addressed? Visit our Ask the Experts forum. Covering
topics from combustion to steam systems, our roster of
leading subject matter experts, as well as other forum
members, can help you tackle plant issues.
TOP COMICAL PROCESSING
JOIN US ON SOCIAL MEDIA!
ADDITIONAL RESOURCES
Process Safety eHANDBOOK: Take a Closer Look at Process Safety 49