Process Capability and Cpk

of 58
-
Upload
yen-nguyen -
Category
Documents
-
view
252 -
download
1
Transcript of Process Capability and Cpk
-
8/19/2019 Process Capability and Cpk
1/58
-
8/19/2019 Process Capability and Cpk
2/58
Training materials, referencedocuments, and functional SPCtemplates are available free on
the Rockford Powertrain website. o to!
www.rockfordpowertrain.com"supplier
-
8/19/2019 Process Capability and Cpk
3/58
Process Capability
• Enables successful manufacturing andsales
• Prevents scrap, sorting, rework• Allows jobs to run well• Has major impact on cost and schedule
-
8/19/2019 Process Capability and Cpk
4/58
“Process Capability”
is the ability of a processto make a feature
within its tolerance .
-
8/19/2019 Process Capability and Cpk
5/58
Everything aries(and the variation can be seen if we measure precisely enough)
• Heights• !eights
• "engths• !idths• #iameters• !attage
• Horsepower • $iles per %allon
• Pressure• &oughness
• 'trength• Conductivity• "oudness• 'peed
• (or)ue• Etc. etc. etc.
-
8/19/2019 Process Capability and Cpk
6/58
Eli !hitney in *+ -• !on a ./'/ $ilitary contract to supply *0,000 guns• &educed variation and created interchangeable parts for
assembly and service by1 2 3nstalling powered factory machinery 2 .sing speciali4ed fi5tures, tools, jigs, templates, and end6stops 2 Creating drawings, routings, operations 7 training
-
8/19/2019 Process Capability and Cpk
7/58
$anufacturing in the 8* st Century• 3nternational competition to provide defect6free products
at competitive cost• &educing variation and providing interchangeable parts
for assembly and service by1 2 .sing machine tools 2 .sing speciali4ed fi5tures, tools, jigs, templates, and end6stops 2 .sing drawings, routings, operations 7 training
-
8/19/2019 Process Capability and Cpk
8/58
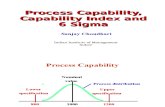
%raphing the tolerance and a measurement
It’s useful to see the tolerance and the part measurement on a graphSuppose that:
.51 .51! .51" .515 . 51# .51$ .51% .51& .5 ' .5 1 .5 .5 ! .5 " .5 5 .5 #.5 $ .5 %
-
8/19/2019 Process Capability and Cpk
9/58
%raphing the tolerance and a measurement
It’s useful to see the tolerance and the part measurement on a graphSuppose that:
((the tolerance is .515”
Speci)cation*imit +I,
.51 .51! .51" .515 . 51# .51$ .51% .51& .5 ' .5 1 .5 .5 ! .5 " .5 5 .5 #.5 $ .5 %
-
8/19/2019 Process Capability and Cpk
10/58
%raphing the tolerance and a measurement
It’s useful to see the tolerance and the part measurement on a graphSuppose that:
((the tolerance is .515” to .5 5”
Speci)cation*imit +-
Speci)cation*imit +I,
.51 .51! .51" .515 . 51# .51$ .51% .51& .5 ' .5 1 .5 .5 ! .5 " .5 5 .5 #.5 $ .5 %
-
8/19/2019 Process Capability and Cpk
11/58
%raphing the tolerance and a measurement
It’s useful to see the tolerance and the part measurement on a graphSuppose that:
((the tolerance is .515” to .5 5”((and an indi/idual part is measured at .5 '”.
Speci)cation*imit +-
Speci)cation*imit +I,
.51 .51! .51" .515 . 51# .51$ .51% .51& .5 ' .5 1 .5 .5 ! .5 " .5 5 .5 #.5 $ .5 %
X
-
8/19/2019 Process Capability and Cpk
12/58
%raphing the tolerance and measurements
Suppose 0e made and measured se/eralmore units and they 0ere all 2 -C3*4 thesame
6e 0ouldn’t ha/e /ery many part problems
Speci)cation*imit +-
Speci)cation*imit +I,
.51 .51! .51" .515 . 51# .51$ .51% .51& .5 ' .5 1 .5 .5 ! .5 " .5 5 .5 #.5 $ .5 %
X
X
X
X
-
8/19/2019 Process Capability and Cpk
13/58
%raphing the tolerance and measurements
In the real 0orld units are ,73 2 -C3*4 thesame. 2/erything 8-9I2S.
3he uestion isn’t I; units /ary.It’s ho0 much 0hen and 0hy.
Speci)cation*imit +-
Speci)cation*imit +I,
.51 .51! .51" .515 . 51# .51$ .51% .51& .5 ' .5 1 .5 .5 ! .5 " .5 5 .5 #.5 $ .5 %
XX
XXX
XXXXX
XXXXXXX
-
8/19/2019 Process Capability and Cpk
14/58
3he “normal bell cur/e”
6idths heights depths thic
-
8/19/2019 Process Capability and Cpk
15/58
6hat is a “standard de/iation”>
If 0e measure the ?IS3-,C2 from the C2,329 of the bellto each indi/idual measurement that ma
-
8/19/2019 Process Capability and Cpk
16/58
Fo0 much of the cur/e is included in ho0 many standardde/iations>
;rom D1 to 1 is about #%E of the bell cur/e.;rom D to is about &5E;rom D! to ! is about &&.$!E;rom D" to " is about &&.&&E
(NOT#$ %e usually show the bell from &' to ' to make it easier to draw,but in concept, the )tails of the bell get ery thin and go on fore er!"
#$ #% #& #' #( #) *) *( *' *& *% *$+
-
8/19/2019 Process Capability and Cpk
17/58
-
B
6hat is Cp +t is a measure of howwella process is within a speci cation!
Cp< G - di/ided by B- G ?istance from process mean to closest spec limitB G ! Standard ?e/iations @also called “! Sigma”A
- bigger Cp< is better because fe0er units 0ill be beyond spec.@- bigger “-” and a smaller “B” are better.A
Speci)cation*imit
Speci)cation*imit
HS**S*
HC*
-
8/19/2019 Process Capability and Cpk
18/58
-
B
“Process Capability” is the ability of aprocess to )t its output 0ithin thetolerances.
a *-9J29 “-”and a S+-**29 “B”means B23329 “Process Capability”
Speci)cation*imit
Speci)cation*imit
Cp< G- di/ided byB
-
8/19/2019 Process Capability and Cpk
19/58
-
B
-n -nalogy
nalogy! 3he bell cur/e is your automobile. 3he spec limits are the edges of your garage door.If - G B you are hitting the frame of your garage door 0ith your car.
Speci)cation*imit
Speci)cation*imit
Cp< G- di/ided byB
-
8/19/2019 Process Capability and Cpk
20/58
-
B
Fo0 can 0e ma
1. ?esign the product so a 0ider tolerance is functional @“robust design”A. Choose e uipment and methods for a good safety margin @“process capabilit!. Correctly adKust but only 0hen needed @“control”A". ?isco/er 0ays to narro0 the natural /ariation @“impro/ement”A
Speci)cation*imit
Speci)cation*imit
Cp< G- di/ided byB
-
8/19/2019 Process Capability and Cpk
21/58
-
B
6hat does a ery good Cp< do for us>
3his process is producing good units with a good safetymargin .
,ote that 0hen Cp< G our process mean is # standardde/iations from the nearest spec so 0e say it has -$ SigmaCapability.
Speci)cation*imit
Speci)cation*imit
3his Cp< isabout .8ery good
+ean
-
8/19/2019 Process Capability and Cpk
22/58
-
B
6hat does a problem Cp< loo< li
3his process is in danger of producing some defects.It is too close to the speci)cation limits.
(-emember$ the bell cur e tail goes further than .//we only show the bell to '0sigma to make it easier to draw!"
Speci)cation*imit
Speci)cation*imit
3his Cp< is Kustslightly greaterthan 1. ,otgood
-
8/19/2019 Process Capability and Cpk
23/58
-
B
6hat does a ery bad Cp< loo< li
- signi)cant part of the “tail” is hanging out beyond the spec limits. 3his process is producing scrap re0or< and customer reKects.
,otice that if distance “-” approaches Lerothe Cp< 0ould approach Lero andthe process 0ould become 5'E defecti/e
Speci)cation*imit
Speci)cation*imit
3his Cp< is lessthan 1. 6edesire aminimum of1.!! and
ultimately 0e0ant or more.
-
8/19/2019 Process Capability and Cpk
24/58
9ree software is available to draw a histogramand calculate average, standard deviation, and Cpk/
"ocated at1 www/rockfordpowertrain/com:supplier
-
8/19/2019 Process Capability and Cpk
25/58
6hat “SiM Sigma Philosophy” did +otorolateach its suppliers in the 1&%'’s>
In the 1&%'’s +otorola achie/ed dramatic uality impro/ementsand 0on the HS-’s +alcolm Baldrige ,ational Nuality -0ard.
+otorola began seminars teaching its “SiM Sigma Philosophy” toits suppliers and to other companies.
3he follo0ing fe0 slides depict some original messages from thattime.
Speci)cation*imit
Speci)cation*imit
-
8/19/2019 Process Capability and Cpk
26/58
9obust ?esign D part of the original SiM Sigma
3he ne0 design abo/e has tolerances set “tight” to a
-
8/19/2019 Process Capability and Cpk
27/58
9obust ?esign D part of the original SiM Sigma
C-H3I7,:
Suppliers must negotiate the 0idening of tolerances B2;792 competiti/ebids uotations and acceptance of orders. Competiti/e bids arecommitments to meet all eMisting tolerances. ;ailure to meet customertolerances means failure to meet contract re uirements. Pre/entbreaches of contract.
,e0 ProductSpeci)cation*imit
,e0 ProductSpeci)cation*imit
Ono0n2Misting
Process
,e0 ProductSpeci)cation*imit
,e0 ProductSpeci)cation*imit
Ono0n
2MistingProcess
-
8/19/2019 Process Capability and Cpk
28/58
9obust Processes D part of the original SiM Sigma
3he process abo/e /aries so much that it “)lls” the design tolerance. 3hedi erent process belo0 has good repeatability for “siM sigma capability”.
It’s a false(economy to choose an allegedly lo0er(cost process that “usesup” all tolerance. 3he resulting scrap re0or< reKections recalls damageto reputation crisis communications and )re()ghting cancel out thealleged economy. “9obust Process” re uires s
-
8/19/2019 Process Capability and Cpk
29/58
# Sigma Philosophy D ,ot Qust 3he Shop ;loor1etting e ery person )capable and in )self control
Achieving delivery and project deadlines
$eeting budgets 7 financial goals Administrative tasks#esign workPurchasing:sourcing'pecial projects'ecurity and 'afety
Health and Environmental"egal compliance
Anything that can bedefined and measured
-
8/19/2019 Process Capability and Cpk
30/58
etting every person -capable and in -self control
Defined & Understood
Requirements
bility to!easure Results
"rocess#apability andbility to #ontrol
$he %Requisites
f 'elf #ontrol
-
8/19/2019 Process Capability and Cpk
31/58
Summary!R 3o call a process “capable” typically re uires atleast a Cp< of 1.!! @ and ( " standardde/iations 0ithin toleranceA
R +any customers desire a Cp< of .' @ and ( #
standard de/iations 0ithin toleranceAR 7rganiLations need:
1. ;easible designs. Capable processes
!. Process self(control
-
8/19/2019 Process Capability and Cpk
32/58
Conclusion!Process Capability:
es* +o*
+o*
+o*
es*
es*
potentially capableif re centered
potentially capableif re centered
too wide
-
8/19/2019 Process Capability and Cpk
33/58
&eview ;uestion *
!hat is
-
8/19/2019 Process Capability and Cpk
34/58
&eview ;uestion 8
How is the calculatedor estimated=
-
8/19/2019 Process Capability and Cpk
35/58
&eview ;uestion ?
!hat is a
-
8/19/2019 Process Capability and Cpk
36/58
&eview ;uestion B
!hat is Cpk used for=
-
8/19/2019 Process Capability and Cpk
37/58
&eview ;uestion
'uppose that a feature tolerance is /+ 0>:/+D0>,and the process average is /+ >,and the process standard deviation is /008>
is the process satisfactory and capable=
-
8/19/2019 Process Capability and Cpk
38/58
&eview ;uestion D
'uppose that a tor)ue tolerance is 8 footpounds minimum,
and the process average is 8D foot pounds,and the process standard deviation is ? foot
poundsis the process capable=
-
8/19/2019 Process Capability and Cpk
39/58
&eview ;uestion +
'uppose that a diameter tolerance is -/0*0> to-/0D0>,
and the process average is -/0B*>,and the process standard deviation is /008>
is the process capable=
-
8/19/2019 Process Capability and Cpk
40/58
-
8/19/2019 Process Capability and Cpk
41/58
&eview ;uestion Foe is boring an inside diameter on a lathe/(he diameter tolerance is */ -0> to 8/080>/Foe has measured three random samples at8/00 >, 8/00B>, and 8/00D>/• Estimate the process average/• Estimate the standard deviation @best guess /• Estimate whether the process can be capable/
-
8/19/2019 Process Capability and Cpk
42/58
&eview ;uestion *0(echCorp is demonstrating a new
grease dispenser machine/(echCorp claims that they can #uring the demo, ten samples of grease in a row were
dispensed @in ounces as follows18/?, 8/0, 8/D, ?/0, 8/*, 8/+, 8/ , 8/ , 8/0, 8/B
• Gased on the sample data, evaluate (echCorp sclaim that they can
-
8/19/2019 Process Capability and Cpk
43/58
-
8/19/2019 Process Capability and Cpk
44/58
;ui4 ;uestion 8
(rue of 9alse=
!e can estimate the process averageby taking a set of sample measurements,
adding them up, and dividing by thenumber of measurements/
-
8/19/2019 Process Capability and Cpk
45/58
;ui4 ;uestion ?(rue or 9alse=
A
-
8/19/2019 Process Capability and Cpk
46/58
;ui4 ;uestion B
(rue or 9alse=
!hen using Cpk, the goal is to keep theCpk value as low as possible/
-
8/19/2019 Process Capability and Cpk
47/58
;ui4 ;uestion (rue or 9alse=
3f the feature tolerance is /? 0>:/?D0>,and the process average is /? *>,and the process standard deviation is /00B>
then the process should be called
-
8/19/2019 Process Capability and Cpk
48/58
;ui4 ;uestion D(rue or 9alse=
3f a pressure tolerance is 8 0 P'3 minimum,and the process average is 8D0 P'3,and the process standard deviation is B P'3,
then the process is
-
8/19/2019 Process Capability and Cpk
49/58
;ui4 ;uestion +
(rue or 9alse=
3f a height tolerance is +/0*0> to +/0D0>,and the process average is +/0B8>,and the process standard deviation is /008>
then the process is
-
8/19/2019 Process Capability and Cpk
50/58
;ui4 ;uestion -(rue or 9alse=
3f "arry is cutting an L/#/ and the diameter iseasily adjustable, the tolerance is B/0 > toB/0 >, the process average is B/0 >, andthe standard deviation is /00*>
then "arry should be able to make theprocess fully by adjusting theprocess/
-
8/19/2019 Process Capability and Cpk
51/58
;ui4 ;uestion (rue or 9alse=
3f Fill is boring an 3/#/ with a tolerance of */B+ >to */ 8 >, and has measured three samplesat */ 0*>, */ 00>, and */B >
then the average of the samples is */ 0*>,
the standard deviation is probably largerthan /0*0>, and the Cpk is probably 4ero/
-
8/19/2019 Process Capability and Cpk
52/58
;ui4 ;uestion *0(rue or 9alse=
3f Hi(echCo is demonstrating a new surface coating machine, and claims that theirmachine and during the demo the coatingthickness readings @in inches were as follows1
/08+, /08-, /08+, /08 , /08-, /08 , /08-, /08 , /08-, /08+then the sample readings suggest that Hi(echCo
might be telling the truth about being able to hold plusor minus /0*0 inches/
-
8/19/2019 Process Capability and Cpk
53/58
Appendi5
Cpk and PP$
@Parts Per $illion #efective
-
8/19/2019 Process Capability and Cpk
54/58
Cpk! void confusion and pitfalls R ?72S I3 8-94> Cp< varies when sampled
because it’s calculated from the a/erage and thestandard de/iation both of 0hich are estimatedfrom samples .
R C-9973S -,? S3ICOS> Ji/ing re0ards orreprimands based on minor short(term
uctuations of Cp< amounts to a lottery.Watch real trends.
R +-O2 - “P*-,3 -829-J2” CPO> It’s unhelpfulto report a plant average Cp< of multiplecharacteristics and products because:1. Cp< /alues depend on each chosen tolerance
. -n “o
-
8/19/2019 Process Capability and Cpk
55/58
-
B
6hat is PP+ @defect Parts Per +illionA>
“PP+” is an estimate of the portion that is beyond the spec limit.If 0e
-
8/19/2019 Process Capability and Cpk
56/58
6hat is the “#(Sigma Philosophy”“1.5(Sigma Shift”>
3he “# Sigma Philosophy” includes the premise that real(0orld processes
mo/e around to some eMtent and produce more defects than a staticprocess. -s an arbitrary con/ention this is represented as an “unfa/orableshift” of 1.5 sigma in Parts Per +illion tables for SiM Sigma programs. 3heintention is to plan conser/ati/ely.
/This means that the -PP0 vs. Sigma charts published for -$#Sigma Programs showhigher defect rates than the similar but traditional -1#tables in statistical te2tbooks. 3
Speci)cation*imit
Speci)cation*imit
Hnfa/orableprocess shiftof 1.5standardde/iations
-
8/19/2019 Process Capability and Cpk
57/58
3he follo0ing page is a table sho0ing therelationships among the follo0ing:
R Cp
-
8/19/2019 Process Capability and Cpk
58/58
#p,@#efined as
distance fromprocess mean tothe nearest spec,
divided by ?'tandard
#eviations
"How ManySigma
Capability?"#istance of
Process $ean to'pec "imit in
'tandard #eviations
-ithin 'pec
@Process PerfectlyCentered,Goth (ails
Considered%ood .nits Per
$illion
PP$ of the GellCurve
ut of 'pec @Process Perfectly
Centered,Goth (ails
Considered
PP$ of the GellCurve
ut of 'pec@Process Mot
Centered,Lnly Lne (ailConsidered
(he column A("E9( e)uates to *defective out of how
many total=
PP$ of the GellCurve
Lut of 'pec
with Six-SigmaPhilosophy
of 1.5 StandardDeviation Penalty
for AnticipatedUnfavorable
Process Mean Drift
0 0 0 *,000,000 00,000 8
0/*+ 0/ ?-8, 8 D*+,0+ ?0-, ?- ?
0/?? * D-8,D- ?*+,?** * -,D D
0/ */ -DD,?-D *??,D*B DD,-0+ * 00,000
0/D+ 8 B, 00 B , 00 88,+ 0 BB ?0-, ?-
0/-? 8/ -+, -* *8,B* D,8*0 *D* * -,D
* ? +,?00 8,+00 *,? 0 +B* DD,-0+
*/*+ ?/ , ? BD 8?? B,8 - 88,+ 0
*/??B , ?+ D? ?8 ?*, D0 D,8*0
*/ B/ , ?/8 D/- ?/B 8 B,0B- *,? 0
*/D+ , /B 0/D 0/? ?,B-?,0BD 8??
*/-? / , / D 0/0B 0/08 8, ?0, BB ?8
8 , / - 0/008 0/00* *,00 , +D,D ? %./
8/*+ D/ , / 8 0/0000- 0/0000B 8B,++-,8+D,8+? 0/?
#p,0 ""!0 and 1'i2 'igma1