PRE-FEASIBILITY REPORT -...
40
PRE-FEASIBILITY REPORT FOR PROPOSED INTEGRATED CEMENT PLANT Rotary Kiln of 4.0 Million TPA Clinker & 5.5 Million TPA Cement, VSK of 100 TPD Clinker & 165 TPD Cement, Captive Power Plant: 30 MW, Waste Heat Recovery Power Generation 30 MW, Synthetic Gypsum: 1560 TPD, DG sets: 2000 KVA ( Size, 1000 / 500 / 250 / 125 KVA) & Residential Colony: 505 Units in Mandal Jainath & District Adilabad (Telangana). Applicant M/s Adilabad Alloys & Associated Industries Limited Regd. Office: 7-1-24/2/c,301/A, 3rd Floor, Dhansi Surabhi Complex, Greenlands, Ameerpet, Hyderabad, Telangana- 500016
Transcript of PRE-FEASIBILITY REPORT -...

PRE-FEASIBILITY REPORTFOR
PROPOSED INTEGRATED CEMENT PLANTRotary Kiln of 4.0 Million TPA Clinker & 5.5
Million TPA Cement, VSK of 100 TPD Clinker &165 TPD Cement, Captive Power Plant: 30 MW,
Waste Heat Recovery Power Generation 30 MW,Synthetic Gypsum: 1560 TPD, DG sets: 2000 KVA( Size, 1000 / 500 / 250 / 125 KVA) & Residential
Colony: 505 Units
in Mandal Jainath & District Adilabad(Telangana).
Applicant
M/s Adilabad Alloys & Associated Industries LimitedRegd. Office: 7-1-24/2/c,301/A, 3rd Floor,
Dhansi Surabhi Complex, Greenlands,Ameerpet, Hyderabad, Telangana- 500016

Integrated Cement Plant in Mandal Jainath & District Adilabad (Telangana) by M/s Adilabad Alloys &Associated Industries Limited
Pre-FeasibilityReport
2
Pre-Feasibility Report
1.0 EXECUTIVE SUMMARYM/s Adilabad Alloys & Associated Industries Limited is proposing rotary kiln of 4.0 Million TPAClinker & 5.5 Million TPA Cement, VSK of 100 TPD Clinker & 165 TPD Cement, 30 MW Captive PowerPlant, 30 MW Waste Heat Recovery Power Generation, 1560 TPD Synthetic Gypsum, 2000 KVA DGsets (Size, 1000 / 500 / 250 / 125 KVA) & Residential Colony (505 Units) in Mandal Jainath & DistrictAdilabad (Telangana).Total land is 381.58 Acre, out of which 53 Acre is Govt. barren land and rest 328.58 Acre is privateagriculture land. Colony will be constructed at the site in 30 Acre ( 12.14 ha) land & proposed builtup area would be 61393 Sqm.Total power requirement for plant and colony will be 51 MW and total water requirement will be2200 KLD, which will be sourced from ground. Manpower requirement will be 413 nos.Project is based on dry process technology including crushing, preblending by stacker & reclaimerand grinding of limestone in VRM, blending silo, clinkerisation by rotary kiln & preheater, and finalgrinding of clinker, gypsum, slag and fly ash to manufacture OPC, PPC and PSC and packing of cement.VSK cement plant technology includes crushing section, storage & proportioning, raw milling,blending & homogenization, palletizing & burning, clinker/gypsum crushing, storage &proportioning, final grinding of clinker, gypsum, slag and fly ash to manufacture OPC, PPC and PSCand packing of cement. Indian and imported coal, pet coke and gypsum will be utilized. Road andrailway will be used for transportation of raw material, clinker and cement. Clinker will also betransported to sister units and market sale. In case of non-availability of clinker, grinding unit will beoperated with outside clinker sources.Fugitive emission will be controlled by water spray at limestone crushing & pre-blending(reclaiming), installation of bag filters at all material transfer points, concreted roads with vacuumsweeping, storage of clinker, fly ash and cement in silos, covered shed for gypsum, laterite, iron ore,bauxite, slag, pet coke, coal, alternative raw material and fuel storage.No solid waste generation from cement manufacturing process as dust collected from air pollutioncontrol equipment will be recycled in the cement manufacturing. Ash generated from CPP will beutilized in cement unit. STP sludge will be used as manure for green belt development.No waste water will be generated from Cement Plant. RO reject water will used in dust suppression,ash quenching and synthetic gypsum unit. Initially domestic sewage water will be disposed off insoak pits and septic tanks and after completion of project, separate / common STP shall be installedfor plant and colony and treated water will be used for plantation. Proper maintenance andlubrication of plant machineries will be carried out. Used oil will be sold to CPCB authorized recycler.33% of total plant & colony land would be used for plantation of native species

Integrated Cement Plant in Mandal Jainath & District Adilabad (Telangana) by M/s Adilabad Alloys &Associated Industries Limited
Pre-FeasibilityReport
3
SALIENT FEATURES OF THE PROJECT
S.No. Particulars Details1 Locations of the PlantManda JainathLand Survey Nos. Khasra details is enclosed as annexure 1District AdilabadState TelanganaToposheet No. 561/9, 561/10, 561/13, 561/14/82 Total Area of plant &colony Latitude 190 42’ 10.24” N to 190 43’ 18.47” N
Longitude 780 38’ 16.53”E to 780 39’ 9.19”E3 Temperature Min: 15° C in December,Max : 42° C in May4 Relative Humidity 25% in Summer5 Mean Annual Rainfall 1144.5 mm6 Nearest National Highway NH-7 (44) at 10.5 km Arial distance in WDirection (Nagpur to Hyderabad)7 Nearest Railway Station Adilabad at11 Km Arial distance in SWdirection8 Nearest Airport Hyderabad at 300 km by RoadNagpur at 200 km by Road9 Nearest city /Town Adilabad at 10 km Arial Distance in SWdirection at 20 km by road approx.Jainath at 500 meter in North.10 Reserved / Protected Forest within 10kmradius (Boundary to boundary distance) 1. Satnala Reserved Forest at 4 inSE to SEE direction2. Satnala Reserved Forest at 7.5km in S to SE direction3. Yapalguda Reserved Forest at6.25 km in SSW direction4. Satnala Reserved Forest at 7.75km in SW direction5. Yapalguda Reserved Forest at 6km in SW direction11 Nearest Surface Water bodies 1. Sathnala Dam Reservoir at 68km in SSE Direction2. Penganga River flowing from Nto NE direction at 8.5 KM3. Satnala flowing in W direction at7.75 KM & at 2.5 km in NWdirection4. One pond at 1 km in E direction5. Satnala Right Bank Canal at 1.1km in S direction12 Nearest Hill Ranges Nil13 Water requirement & Source 2200 KLD.

Integrated Cement Plant in Mandal Jainath & District Adilabad (Telangana) by M/s Adilabad Alloys &Associated Industries Limited
Pre-FeasibilityReport
4
Source: Ground water14 Soil Type Black Cotton Soil15 Seismic Zone Zone – III16 Capital cost Rs. 1350 crore2.0 INTRODUCTION OF THE PROJECT/ BACKGROUND INFORMATION
(i) Identification of project and project proponentM/s Adilabad Alloys & Associated Industries Limited is having Prospecting License of Limestone atVillage Pipalgaon, Mandal Jainath, Dist Adilabad in Telangana State. Since, the Cement Plant is aCapital intensive project and, therefore, Mr. G Venkateshwar who holds 45% stake in the Companyhas formed M/s Adilabad Alloys & Associated Industries Limited as a Corporate Vehicle forarranging necessary finance with like mined people.(ii) Brief description of nature of the projectM/s Adilabad Alloys & Associated Industries Limited is proposing rotary kiln of 4.0 Million TPAClinker & 5.5 Million TPA Cement, VSK of 100 TPD Clinker & 165 TPD Cement, 30 MW CaptivePower Plant, 30 MW Waste Heat Recovery Power Generation, 1560 TPD Synthetic Gypsum, 2000KVA DG sets (Size, 1000 / 500 / 250 / 125 KVA) & Residential Colony (505 Units) in Mandal Jainath& District Adilabad (Telangana).As per EIA Notification dated 14th Sep, 2006 as amended on 1st December 2009, the project fallsunder Category “A”.(iii) Need for the project and its importance to the country and or region.India is the second largest producer of cement in the world. No wonder, India's cement industry is avital part of its economy, providing employment to more than a million people, directly or indirectly.Ever since it was deregulated in 1982, the Indian cement industry has attracted huge investments,both from Indian as well as foreign investors.India has a lot of potential for development in the infrastructure and construction sector and thecement sector is expected to largely benefit from it. Some of the recent major government initiativessuch as development of 98 smart cities are expected to provide a major boost to the sector.Cement demand in India is expected to increase due to government’s push for large infrastructureprojects, leading to 45 million tonnes of cement needed in the next three to four years.(iv) Demand – Supply GapIndia's cement demand is expected to reach 550-600 Million Tonnes Per Annum (MTPA) by 2025.The housing sector is the biggest demand driver of cement, accounting for about 67 per cent of thetotal consumption in India. The other major consumers of cement include infrastructure at 13 percent, commercial construction at 11 per cent and industrial construction at nine per cent.To meet the rise in demand, cement companies are expected to add 56 million tonnes (MT) capacityover the next three years. The cement capacity in India may register a growth of eight per cent by

Integrated Cement Plant in Mandal Jainath & District Adilabad (Telangana) by M/s Adilabad Alloys &Associated Industries Limited
Pre-FeasibilityReport
5
next year end to 395 MT from the current level of 366 MT. It may increase further to 421 MT by theend of 2017. The country's per capita consumption stands at around 190 kg.The Government of India is strongly focused on infrastructure development to boost economicgrowth and is aiming for 100 smart cities. It plans to increase investment in infrastructure to US$ 1trillion in the 12th Five Year Plan (2012–17). The government also intends to expand the capacity ofthe railways and the facilities for handling and storage to ease the transportation of cement andreduce transportation costs. These measures would lead to increased construction activity therebyboosting cement demand.(v) Imports vs. Indigenous productionImports are not feasible as there is no proximity to ports.(vi) Export PossibilityIt is expected that in the near future, export of cement does not seem to be viable.(vii) Domestic/Export MarketDemand in target MarketCement market for the proposed unit would be mainly Telangana, Maharashtra, Karnataka &Chhattisgarh.(vii) Employment Generation (Direct and Indirect) due to the project sourcingCompany follows the “son of the soil” policy, wherein the maximum possible staffing is from localarea. Only where skills are not available locally will staff be hired from outside.Estimated manpower requirement
Sn Department ManpowerNo. of persons
General Shift1 Plant Unit head (Overall) 1 -1.1 Technical Technical head 1
1.1.1 Mechanical
Manager 2Engineer 1 4Foreman 8 6Crusher operator - 3Crusher attendant - 3Additive crusher attendant - 3Draftsman/ designer 2 -Fitter 8 6

Integrated Cement Plant in Mandal Jainath & District Adilabad (Telangana) by M/s Adilabad Alloys &Associated Industries Limited
Pre-FeasibilityReport
6
Compressor house operator 1 6Water supply operators - 6Welder 8 6Turner 1 -Khalasi 2 4Loader driver 1 4Dumper driver 2 -Crane operator 1 -1.1.2 Electrical Manager 1 -Engineer 2 -Foreman 4 8Power distribution foreman - 4Electrician 2 8Helper 2 81.1.3 Instrumentation Manager 1 -Engineer 2 -Foreman 4 8Mechanic 2 81.1.4 Process Manager 1 -Engineer 2 4CCR operator - 8Pyro attendent - 8Mills attendent - 8Helper 1 41.1.5 Quality control Manager 1 -Chemist 2 -Analyst 2 4Gauger 2 -Sampler 2 41.1.6 Civil Manager 1 -Engineer 1 -

Integrated Cement Plant in Mandal Jainath & District Adilabad (Telangana) by M/s Adilabad Alloys &Associated Industries Limited
Pre-FeasibilityReport
7
Masons 1 -Carpenter 1 -Plumber - 41.1.7 Technical cell Manager 1 -Engineer 2 -
1.1.8 Packing plant Manager 1Logistic 1 -Supervisor 2 -Tally checker 3Operator - 6Loaders - 201.2 Commercial Commercial head 1 -Manager 2 -1.2.1 Stores and Purchase Officers 3 -Staff 10 -1.2.2 Personnel and Manager 1 -Administration Officer 2 -Staff 4 -Receptionist 1 -1.2.3 EDP Manager 1 -Staff 3 -1.2.4 Excise Officer 1 -1.2.5 Accounts Manager 2 -Officer 1 -Staff 6 -1.2.6 Secretaries Staff 6 -1.2.7 Security Officer 1 -Guards 4 211.2.8 Dispensary Doctor 2 -Staff 2 41.2.9 LMV Driver 5 81.2.10 Telephone exchange Operator 1 -

Integrated Cement Plant in Mandal Jainath & District Adilabad (Telangana) by M/s Adilabad Alloys &Associated Industries Limited
Pre-FeasibilityReport
8
3.0 PROJECT DESCRIPTION
(i) Type of Project including interlinked and independent projects if anyM/s Adilabad Alloys & Associated Industries Limited is proposing rotary kiln of 4.0 Million TPAClinker & 5.5 Million TPA Cement, VSK of 100 TPD Clinker & 165 TPD Cement, 30 MW Captive PowerPlant, 30 MW Waste Heat Recovery Power Generation, 1560 TPD Synthetic Gypsum, 2000 KVA DGsets (Size, 1000 / 500 / 250 / 125 KVA) & Residential Colony (505 Units) in Mandal Jainath & DistrictAdilabad (Telangana).Interliked Project:
- Limestone Mine of M/s Adilabad Alloys & Associated Industries Ltd., village Pipalgaon, MandalJainath & District Adilabad (Telangana)
1.2.11 Guest house Staff 1 -Attendants 1 41.3 Marketing Marketing head 1 -Manager -Logistic 1 -Officer 1 -Assistant 1 -Marketing field 10 50Total 158 255
Grand Total 413

Integrated Cement Plant in Mandal Jainath & District Adilabad (Telangana) by M/s Adilabad Alloys &Associated Industries Limited
Pre-FeasibilityReport
9
(i) Location (map showing general location, specific location, and project boundary & project site
layout) with coordinates

Integrated Cement Plant in Mandal Jainath & District Adilabad (Telangana) by M/s Adilabad Alloys &Associated Industries Limited
Pre-FeasibilityReport
14
Map showing Environmental Settings of the Area
Integrated Cement Plant in Mandal Jainath & District Adilabad (Telangana) by M/s Adilabad Alloys &Associated Industries Limited Pre-Feasibility
Report
15
(iii) Details of alternative site consideration and basis of selecting the proposed site particularly
the environmental considerations gone sound be highlighted.No alternate site has been considered for the proposed project.Following are the main criteria, considered largely as near-ideal conditions, for locating a cementplant of desired capacity: Availability of suitable limestone for the manufacture of cement. Availability of land Scope for expansion. Availability of Transport & Communication. Nearness to market. No forest and eco-sensitive site within the project land
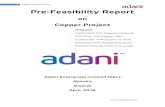
(iv) Size or magnitude of operation4.0 Million TPA Clinker & 5.5 Million TPA Cement, VSK of 100 TPD Clinker & 165 TPD Cement, 30MW Captive Power Plant, 30 MW Waste Heat Recovery Power Generation, 1560 TPD SyntheticGypsum, 2000 KVA DG sets ( Size, 1000 / 500 / 250 / 125 KVA) & Residential Colony (505 Units)Project description with process detailsThe dry process essentially consists of the following unit operation steps: Crushing of limestone at the mine site. Preblending of crushed limestone by Stacker & Reclaimer. Grinding-cum- Drying of Raw Materials and Coal & Petcoke in VRM Homogenization of raw meal in a blending silo. Clinkerisation of the raw meal in a rotary kiln with preheater, calciner and Cooler. Finish Grinding, storage and packing of cement
Integrated Cement Plant in Mandal Jainath & District Adilabad (Telangana) by M/s Adilabad Alloys &Associated Industries Limited Pre-Feasibility
Report
16
Various operations of dry process plant are detailed as follows:Crushing of Limestone at the Mine SiteThe ROM Limestone is fed to crusher Wobler where +90 mm part is fed into crusher, where it iscrushed to -90 mm size. The -90 mm size from crusher Wobler conveyed for stacking & reclaiming(pre-blending).Preblending of crushed limestone by Stacker & ReclaimerThe ROM limestone stacked through stacker and reclaimed by reclaimer.Grinding-cum- Drying of Raw Materials and Coal/Petcoke in VRMReclaimed limestone with corrective materials (sand, clay, laterite etc.) fed in VRM for grinding. Hotair of pre-heater used for drying of raw-material.Coal/petcoke is highly abrasive, therefore, its crushing is done usually in a roll crusher. The samesystem is proposed to be used. Grinding of coal is done either in air swept ball mill or in verticalroller mill. Because of saving in energy and better drying capacity VRM is proposed for use. Use ofalternate fuel (hazarous & non hazardous) will also be considered,Homogenization of raw meal in a blending silo.The ground raw meal is conveyed to blending-cum-storage silo(s) by mechanical conveyors. Thevariation in the quality of raw meal is reduced by using continuous blending silo.Clinkerisation of the raw meal in a rotary kiln with preheater, calciner and Cooler:In cyclone preheater system, an efficient heat transfer takes place to finally dispersed raw materialparticles by counter flow with hot gases and grinded raw meal. The preheater is multi stage cyclonesystem connected with gas ducts and meal chutes. The raw meal is fed into top stage gas duct. Thematerial gets separated from gas in cyclones and then travels downwards and through meal chute isdischarged into next lower stage gas duct. In this way, material comes into contact with hightemperature gases and gets preheated and partially calcined and then enters the precalcinator.Firing takes place in the calciner and back end of kiln called burning zone. In the calciner, calcinationtakes place by firing of pulverized coal and then material is discharged to the kiln. The feed travelsdown as the kiln rotates. The chemical reaction completes when the material reaches the burningzone and cement clinker is formed.The clinker is discharged from kiln at around 1000 Deg. C temp. and is cooled in a high efficiencygrate cooler. The cooled clinker is then transported to clinker storage silo by a set of Deep BucketConveyor (DBC).Finish Grinding, storage and packing of cement:Similarly of the raw material grinding system, the grinding of clinker into cement is based on thefollowing technologies:

Integrated Cement Plant in Mandal Jainath & District Adilabad (Telangana) by M/s Adilabad Alloys &Associated Industries Limited Pre-Feasibility
Report
17
Ball mill Roller press with ball mill. Vertical roller mill.In India, cement grinding is conventionally done by ball mill in close circuit using high efficiencyseparators. However, due to nearly 25-30 % saving in power, the use of roller press for pre-grindingfollowed by grinding in closed circuit ball mill (semi-finish grinding mode) has been used in most ofthe recently installed plants. Based on the performance of VRM, it is proposed to install VRM / Ballmill with roller press or one VRM with one ball mill.The ground cement is conveyed to cement silos for storage of different types of cement from where itis extracted and packed in HDPE bags by electronic rotary packing machines and dispatched toconsumers by road and railway. Mechanized loading system for loading of packed bags on trucks andwagon is envisaged.Wagon Tippler and Railway sidingCoal and pet coke will be received by road and railway. For unloading / handling of coal and pet cokefully mechanized system of wagon tippler and truck tippler will be installed at the site. Also cementand clinker will be dispatched by road and railway. Feasibility of new railway line from nearestrailway line to site will be explore for transportation of raw materials.VSK CEMENT PLANT
Capacity: 100 tpd Clinker & 165 tpd Cement
A. Major equipment:-
Sn. Equipment Specifications1 Primary Crusher (Jaw Crusher) 20 tph / 1 nos.2 Secondary Crusher (Hammer Mill) 20 tph / 1 nos.3 Raw Mill (Ball mill) 10 tph / 1 nos.4 Noduliser 10 tph / 1 nos.5 Kiln 100 tpd / 1 nos.6 Cement mill (Ball mill) 10 tph / 1 nos.7 Blending Silo 70 m3 / 1 nos.8 Raw meal silo 200 m3 / 1 nos.9 Clinker silo 100 m3 / 1 nos.10 Cement silo 100 m3 / 1 nos.11 Packing Plant 14 tph

Integrated Cement Plant in Mandal Jainath & District Adilabad (Telangana) by M/s Adilabad Alloys &Associated Industries Limited Pre-Feasibility
Report
18
Manufacturing process :-
1. Crushing Section: - The raw materials mainly limestone, clay, coke are crushed in the separatecrushers and stored automatically into the respective silos.2. Storage & Proportioning: - The different raw materials are extracted from the silos in thedesired proportion through table feeders and conveyed to raw mill.3. Raw Milling: - The raw mix is ground into a Ball Mill at desired fineness to produce Raw Meal,and transported for Homogenizing.4. Blending & Homogenization: - The raw meal is homogenized in the blending silos, and is storedautomatically into a storage silo for feeding to the kiln.5. Palletizing & Burning: - The nodules are made into a nodulisor and charged into the kiln forburning. The clinker after discharge is stored in the clinker yard.6. Clinker/gypsum crushing, storage & proportioning: - Clinker & Gypsum after crushing storedinto the hoppers and extracted in the desired proportion with the help of table feeders andtransported to the Cement mill Hopper.7. Cement Milling: - The clinker & Gypsum mix is ground in the cement mill to produce cement.8. Storage & Packing: - The cement is stored into the cement silos and aerated, tested and packedfor dispatch.Process Flow chart
REDIDENTIAL COLONY
Process Description of Waste Heat Recovery Power PlantThere is a good amount of waste heat available from the expelled gases of Pre-Heaters (PH) and AirQuenched Coolers (AQC).The main energy used in cement plant consists of heat energy and electricalenergy and about 90% of the total energy is used as heat energy in clinker burning process. In theclinker burning process, a large amount of heat is consumed for burning limestone at more than1450 degree C to form clinker. From the total heat consumed in the burning process, around 55% isfor burning process and the rest 45% is discharged as sensible heat through the exhaust gases of Pre-Heater(PH), AQC, radiation & sensible heat carried out by clinker.

Integrated Cement Plant in Mandal Jainath & District Adilabad (Telangana) by M/s Adilabad Alloys &Associated Industries Limited Pre-Feasibility
Report
19
However, around 10% of the heat, extracted from the PHs& AQCs, is used in drying the raw materialand coal while grinding. The rest 35% is generally emitted to the atmosphere as waste heat. Forreutilization of this wasted heat from the exhaust gases of the PH & AQC this Waste Heat RecoverySystem is used to generate the electrical power. A typical heat flow in cement plants with waste heatrecovery system is shown below
Considering the above we have decided to install one Waste Heat Recovery Boiler (WHRB) at kilnPre-heater and one Waste Heat Recovery Boiler (WHRB) at AQC (Mid tap-off) in each Units. Steamgenerated by each unit make combined and fed to steam turbine for Electricity generation. In thisscheme Waste Heat Recovery Boiler (WHRB) at Kiln Pre-heater will be installed. In normal conditionthe flue gas from the top of the Pre-heater directly goes to ESP / bag house. Now the flue gas from thetop of the Pre-heater will go to the WHRB and after that it will enter to ESP / Bag house.Design Basis for WHRBS.N. Boiler Unit Kiln String AQC1 flue gas flow Nm3/h 600000 4250002 I/L temp deg C 300 6003 sp. Heat kcal/deg C/Nm3 0.362 0.324 O/L temp deg C 150 805 heat available Kcal/h 32580000 707200006 Total heat available Cr Kcal/h 10.33
7 Power potential MW 120.18 Power gen @ 25% conversion MW 30

Integrated Cement Plant in Mandal Jainath & District Adilabad (Telangana) by M/s Adilabad Alloys &Associated Industries Limited Pre-Feasibility
Report
20
V. Process Description of Power Generation Process (Air Cooled)In Proposed Captive thermal Power Plant, power will be generated by the utilization of thermalenergy of steam in turbine that in turn rotates an alternator. The steam will be generated in theboiler by burning of various fuels. In Proposed Power Plant, Pet coke/Coal will be used as the fuel & itwill burn in the boiler to generate steam. The generated steam will utilize to rotate the SteamTurbine, which in turn rotates an alternator.Coal/Petcoke will be transported by truck at over power plant site than trucks will be unloaded bytruck tippler in the Coal/Petcoke bunker. The Coal/Petcoke will feed to the coal crusher to crush it tothe required size through the vibro feeder that regulates the flow. The crushed coal/petcoke will fedthe boiler bunkers through the conveyor belt.After received coal/petcoke in the boiler bunkers, the coal/petcoke will be fed to the boiler furnacethrough the rotary/drag chain feeders in the controlled quantities. The coal/petcoke will burn in thefurnace & the resulted heat will be utilized to heat water & convert it into steam. The flue gases thatwill be generated on the burning of fuel will pass over the tubes of economizer & air pre-heater toutilize the heat carried by the flue gases going outside, otherwise heat will go waste. Now the fluegases pass through the ESP (Electro Static Precipitator) to chimney.On waterside, water will be received by PTP (Pre-treatment Plant) from the existing resources. Herewater will treat to get the required quality than it will be treated with lime & Dolomite in the HighRate Solid Contact Clarifier. Then clarified water will be fed to the RO plant where its properties willfine tuned to the required quality for DM system. In DM plant the required properties of water will beobtained and this DM water will feed to the boiler for the purpose of making steam. The coolingtower will feed with the RO water for its replenishment. The generated steam in boiler at requiredparameters will be fed to the turbine through the control valve. In turbine the thermal energy ofsteam will utilize to rotate it. The turbine in turn rotates an alternator (electric generator). Thegenerated electricity is evacuated from the alternator through the bus bar arrangement.30 ME CPP
Fuel, limestone analysis and calculation100 %
Petcoke(Sulphur 3.5
%)
100 %Petcoke(Sulphur
0.5 %)
Petcoke : Indian /Imported Coal15:85 (Weight
basis)
100% Indian/ Imported
CoalDescription UnitType CFBC CFBC CFBC CFBCMain Steam Pressure kg/cm2. A 105 105 105 105Main SteamTemperature deg C 540±5 540±5 540±5 540±5Main Steam Flow ( Kg/hr ) 144000 144000 144000 144000Fuel quantity at MCR TPH 11.2 11.2 21.8 25.6ASH HANDLING SYSTEMFly Ash TPH 3.7 3.7 6.1 5.9Bed Ash TPH 2.5 2.5 5.0 3.9

Integrated Cement Plant in Mandal Jainath & District Adilabad (Telangana) by M/s Adilabad Alloys &Associated Industries Limited Pre-Feasibility
Report
21
Ultimate analysis(% by weight)
100 %Petcoke
100 %Petcoke
Petcoke : Indian /Imported Coal15:85 (Weight
basis)
100% Indian/ Imported
CoalCarbon % 84.5 85.8 45.6 38.2Hydrogen % 3.5 4.0 5.5 5.9Nitrogen % 0.4 0.4 0.7 0.8Oxygen % 1.9 1.9 9.1 10.5Sulfur % 3.5 0.5 0.9 0.4Moisture % 5.4 6.6 9.6 10.4Ash % 0.8 0.8 28.5 33.8Volatile Matter % 7.2 7.2 21.5 24.2GCV Kcal/kg 7936 7936 4581 3942Air required Kg/kg ofcoal 15.9 16.1 9.8 8.6Flue gas generated kg/kg ofcoal 16.8 17.1 11.6 9.3m3/Sec 61.5 62.5 75.2 77.8Nm3/Sec 44.9 45.6 53.7 55.4COAL CONS. AND ASH GENERATIONFuel quantity Kg/hr 11188 11188 21830 25572Total ash quantity Kg/hr 6128 6128 11138 9797Bed ash quantity Kg/hr 2451 2451 5012 3919Fly ash quantity Kg/hr 3677 3677 6126 5878Coal & Limestone RequirementPetcoke TPD 269 269 84Indian / Importedcoal TPD 440 614Limestone TPD 161 131 131 31ID fan detailsID fan flow m3/sec 61.5 62.5 75.2 77.8ID fan temperature deg cent 138 138 144 148
30 MW Waste Heat Recovery Power PlantSOx, SPM and Chimney calculation
Description UOM
100 %Petcoke(Sulphur
3.5 %)
100 %Petcoke(Sulphur
0.5 %)
Petcoke :Indian /
ImportedCoal 15:85
(Weightbasis)
100% Indian /Imported Coal
Petcoke Qty Kg / Hr 11188 11188 3356Indian / Imported Coal Qty Kg / Hr 17901 21830Sulfur in Fuel % 3.5 0.5 3.5/0.4 0.4Sulfur in Fuel % 3.5 0.5 0.9 0.4Total Sulphur in Boiler Kg / Hr 391.57 55.94 189.1 87.3

Integrated Cement Plant in Mandal Jainath & District Adilabad (Telangana) by M/s Adilabad Alloys &Associated Industries Limited Pre-Feasibility
Report
22
Sulfur at outlet of boiler Kg / Hr 8 1 3.8 1.7Sulfur Emission Kg / Hr 8 1 3.8 1.7So2 emitted by boiler atchimney exit Kg / Hr 16 2 8 3Height of Chimney (asper CPCB formula) Meter 32 18 26 20
Chimney Height selected Meter 35Flue gas Flow m3/Sec 61.5 62.5 75.2 77.8Flue gas velocity at Stackoutlet m/sec 22 22 22 22Chimney Diameter atExit m 1.9 1.9 2.1 2.1
Flue gas flow Nm3/Hr 161586 164140 193478 193478Sox at Chimney at outlet mg/Nm3 97 14 39 18Dust load Kg/Hr 3677 3677 6126 6126Dust capture in ESP % 99.92 99.92 99.9 99.9Dust emission Kg/Hr 2.9 2.9 4.9 4.9Dust capture in FGD % N/ASPM at Chimney mg/Nm3 18 18 25 25
SYNTHETIC GYPSUM PLANTProduction capacity: (65 TPH / 1560 TPD) Synthetic gypsumProcess DescriptionThe manufacturing process of Synthetic Gypsum is basically conversion of Limestone Powder by chemicalreaction between Limestone and dilute Sulphuric Acid in definite proportion. The reactants originally thin slurryset to a solid mass during the reaction. After initial production to completion of the reaction i.e. SyntheticGypsum it may take up to 7 days.Chemistry of Synthetic Gypsum ProductionSynthetic Gypsum is made by the reaction of Lime Powder with Sulphuric Acid to convert calcium oxide toCalcium Sulphate form. This reaction can be represented by the following chemical reaction, which is the majorreaction.
1. Major reaction: CaCO3 + H2SO4 + H2O CaSO4.2H2O + CO2The Gypsum (Calcium Sulphate) contains about 7-8% moisture, the chemical impact of acid on Limestonelibrates a large amount of steam, which entrains fine particulates of Limestone and acidic fumes, most of whichoriginates from impurities in the Limestone.2. Minor reactions: MgO+ + H2SO4 Mg SO4 + H2OFe2O3+3H2SO4 Fe2 (SO4) 3+ 3 H2OAl2O3+3H2SO4 Al2(SO4) 3 + 3 H2O

Integrated Cement Plant in Mandal Jainath & District Adilabad (Telangana) by M/s Adilabad Alloys &Associated Industries Limited Pre-Feasibility
Report
23
Raw MaterialsLimestone 30% -50% CaO Limestone PowderAcid 98% Concentrated acid, 70% Spent acid.Water Recycled Water, Fresh WaterMixerThe name itself suggests the function of the equipment. In the mixer the Limestone, 98% H2SO4 acid and waterare mixed to form slurry. The optimum ratio isLimestone 55.00 to 62% depending on Lime quality.98% H2SO4 40.00 to 42.00%Water 35 .00%About 50 to 60% concentration is used for getting the better conversion. The retention time is about 3-4 minutes.DenThe Den is horizontal tunnel through which the slurry of acid and Limestone proceeds on a slowly movingslatted conveyor, which is also known as broadfield den. The residence time is typically an hour. During this timecake formation takes place. The gases are evolved in the process of Gypsum production, which are scrubbed withthe help of three stage scrubbing system.Storage and Curing of GypsumThe Gypsum material is transferred from Den to storage piles through EOT Crane, where further curing takesplace. It contains about 10% moisture and during this maturing stage the moisture content reduces. It isreshuffled with crane for further processing or dispatched in bulk or packed form.Curing of Gypsum takes 1week.Technical Specification of Equipment
S.No. Description Capacity / Size1. Lime storage hopper filling capacity 100 mt2. 2 Rotary air lock with vfd drive 65 mt3. 2 Screw conveyor with speedsensors &vfd drive 65 mt4. Bucket elevator (belt/chain) 65 TPH5. Buffer hopper capacity 5 mt6. Weigh feeder 65 Tph7. Pre Mixer & Mixer 65 Tph ,Paddles8. Den (65 tph) &Chain 65 Tph, chain9. Cyclone rl double layer (3+3) inside,shore hardness-85-90 and frplining outside10. Ventury rl double layer (3+3) inside,shore hardness-85-90 and frplining outside11. Ejector rl double layer (3+3) inside, shore hardness-85-90 and frplining outside12. Scrubber fan 72000m3/hr,450 mmwg,double layer rl / frp, impeller

Integrated Cement Plant in Mandal Jainath & District Adilabad (Telangana) by M/s Adilabad Alloys &Associated Industries Limited Pre-Feasibility
Report
24
S.No. Description Capacity / Sizedouble layer rl13. Dust collector unit with compressor 12000 m3/hr Make-Thermax / fluidair,50 m3/hr make-chicago pneumatic14. 8 Pumps & pipe line ejector- 100 m3/hr,ventury- 20 m3/hr, cyclone&rcc tower -20 m3/hr-2set,acid feed pump & mixer -20 m3/hr-5 set,vertical gland less Make Camlin, acid line hdpe / ms,scrubber water hdpe line15. Chimney Height-50 mtr,rl 6 mm (3+3) inside allsurface&frplining,acid proof brick lining in bottom (1.5mtr),16. 5 Acid tank capacity with levelsensor + 1 blank acid tank 1000 mt,Size ID-11.5 x 6 mtr height, base plate:25mm, 0-1.5mtr.: 16mm, 1.5-3.0mtr.: 12mm, remaining: 10mm and topplate: 6mm thk.17. 2 EOT Crane with grab 10 mt Rail mounted,doublegirder,lifting capacity -10 mt(incl.bucket) x 23 mtr span, qty-2 Nos, bucket-5 cum,class-4extra heavy duty as per IS-413718. All gear boxes (helical) Elecon/Naw19. Crane shed 25 x 139 X 6 mtr20. Chute & Ducting 65 tph, double layer frp21. Water tank Acid proof brick lining + all chamber below ejector, belowventury22. Process shed 20 x 24 mtr23. Service & unloading tank 30MT, 3*3*2 mtr24. Couplings Geared coupling Make-NAW, pinBush-Lovejoy25. Sprockets CS with hardened teeth26. Total Power 12 unit/mt of gypsum27. Moisture 10-12%(occasionally-15) with 6 ph value28. Ball Mill 180 TPHNote: rl=rubber lining; 3+3= 3mm thick two layers of 80 - 90 shore hardness
RAWMEALFROMSILO-2 BYDENSEPHASE /BULKER
SCREW CONVEYOR-1 PRE-MIXER
CUTTER
Raw meal, water and Acid are mixed in pre-mixer at a time. Raw meal paste is not formed earlier.Pre-mixer is a chanmber and all the three materials fall on mixer chamber and mix by paddle.Time taken in mixer = 10 minutes, Den = 20 minutes and cake is cut and discharge in yard.
DEN
SCHEMATIC PROCESS FLOW SHEET OF SYNTHETIC GYPSUM
SCREW CONVEYOR-2
MIXER
COOLINGTOWER
SCRUBBERFAN
BUCKET
ELEVATOR
HOPPER
ROTARY AIRLOCK-2
DUST COLLECTORFAN
rawmeal
storagehopper
(100mt)
ROTARY AIRLOCK-1
1 2 3 4 5EmegencyTank
Acid StorrageTank
Unloading Service Tank
Water Tank
Belt conveyer for cementPlant Feeding
YARD
Weighing Belt Conveyer
Figure - 2.6: Process Flow Sheet of Synthetic gypsum

Integrated Cement Plant in Mandal Jainath & District Adilabad (Telangana) by M/s Adilabad Alloys &Associated Industries Limited Pre-Feasibility
Report
25
The Area of the Colony is approx. 30 Acre ( 12.14 ha) & proposed built up area 61393 Sqm. Total populationwould be 3000 persons. The detailed Area Statement is given in the following TableSrNo Structure
Description
No.ofBuildings
No. ofFloors
Unitsper
Floor
TotalNo. ofUnits
Built UpArea inSqft /
flat
TotalBuilt UpArea inSqft /Floor
TotalArea in
Sqft
1 A Type Qtr 7 1 7 3419 23933 239332 B Type Qtr 2 4 4 32 1852 8633 59264
1 5 4 20 1852 8633 370403 C Type Qtr 6 4 4 96 1420 6855 136320
2 5 4 40 1420 6855 568004 D Type Qtr 9 4 4 144 1146 5736 165046
3 5 4 60 1146 5731 687695 Studio Aprtment 4 4 6 96 978 978 234726 Director Bungalow 1 Duplex 1 1 150007 Unit Head Bungalow 1 Duplex 1 1 58008 Temple 1 1 1 304299 School 1 1 1 28471
10 Other Service areas 1 1 1 10000660343Total Area in Sqm 61393
Total Built Up area in Acre 15.17

Integrated Cement Plant in Mandal Jainath & District Adilabad (Telangana) by M/s Adilabad Alloys &Associated Industries Limited Pre-Feasibility
Report
26
Plant Layout

Integrated Cement Plant in Mandal Jainath & District Adilabad (Telangana) by M/s Adilabad Alloys &Associated Industries Limited Pre-Feasibility
Report
27
Equipment Details- Cement Plant
Equipment SelectionA list of equipment and storages capacities are given below. In selecting a particular type ofequipment or storage for the project, among others, the following issues have been considered: Equipment costs Energy consumption Raw material characteristics Sizes in which the equipment is available Lead times for particular types of equipment Operating experience with various types of equipment Ease of operation of equipment Product to be manufactured Site conditions Local skills available Environmental issues
Plant and Equipment Sizing
S. No. Particulars Equipment Size1. Crusheri) Primary 1800 TPHii) Secondary 700 TPH2. Stacker and Reclaimeri) Limestone Stacker 3500 TPH
ii) Limestone Reclaimer 2000 TPHiii) Coal/ Gypsum stacker 2000 TPHiv) Coal Reclaimer 500 TPH3. Raw Mill (VRM) 850 TPH4. Cement Mill (VRM /BM with RP or Combinationof BM+VRM) 700 TPH5. Coal and Pet coke mill 75 TPH pet coke/ 100 TPH coal6. Kiln 12000 TPD7. Packer 4 nos &16 spouts per packer8. CPP Boiler 120 TPH9. CPP Turbine 30 MW10. Waste Heat Recovery Boilers with pre-heatersand Clinker Cooler and turbine 30 MW11 VSK Unit 100 TPH Clinker + 165 TPH Cement12. Ready Mix plant (s) Required for construction13. O2 unit Required for project work
Integrated Cement Plant in Mandal Jainath & District Adilabad (Telangana) by M/s Adilabad Alloys &Associated Industries Limited Pre-Feasibility
Report
28
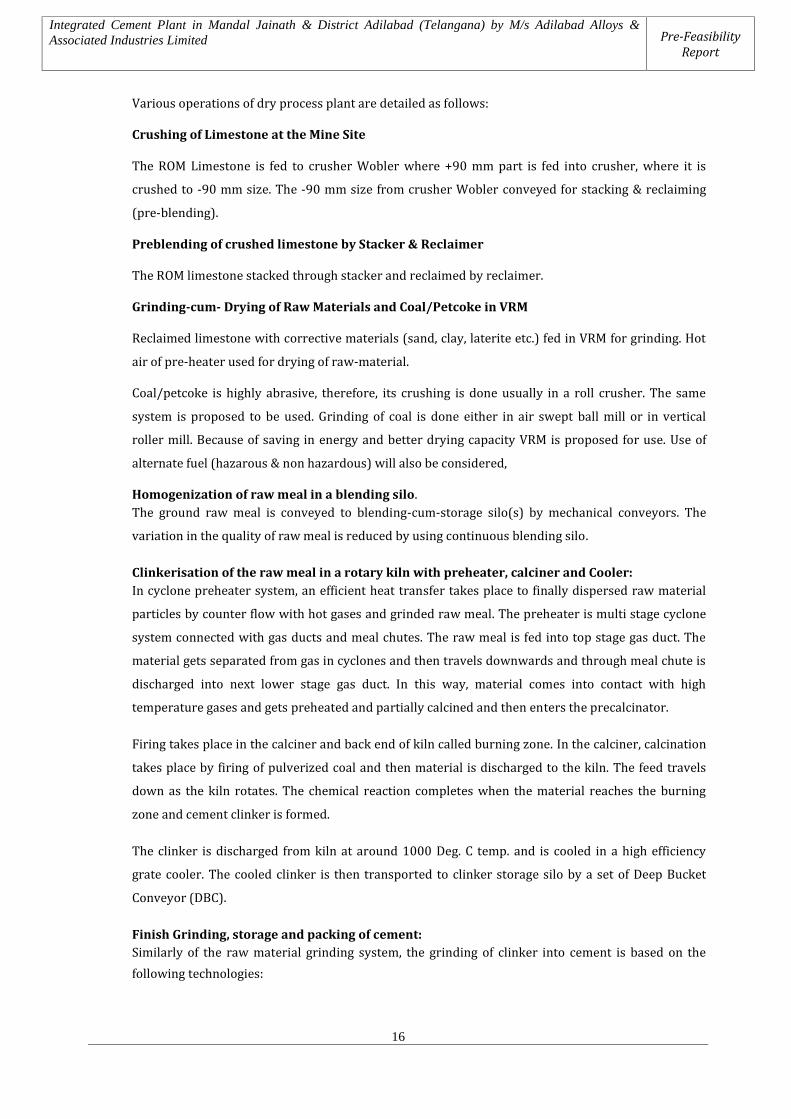
Major Storages
S. No. Particulars Type of Storage Capacity (Tonnes)1. Limestone Stock pile 2*1800002. Iron Ore Stock pile 1000003. Slag Stock pile 1000004 Bauxite Stock pile 1000003. Coal & Petcoke Covered Storage yard/Stock pile 2*1000004. Gypsum Covered Storage yard 1000005. Clinker Stock yard/ Silo 2*750006. Cement Silo 2 * 100002*50007. Fly ash Silo 2*50008. Sulphuric Acid Storage Tank 6*1000 Kl(5 Acid tank + 1Blank Acid tank)
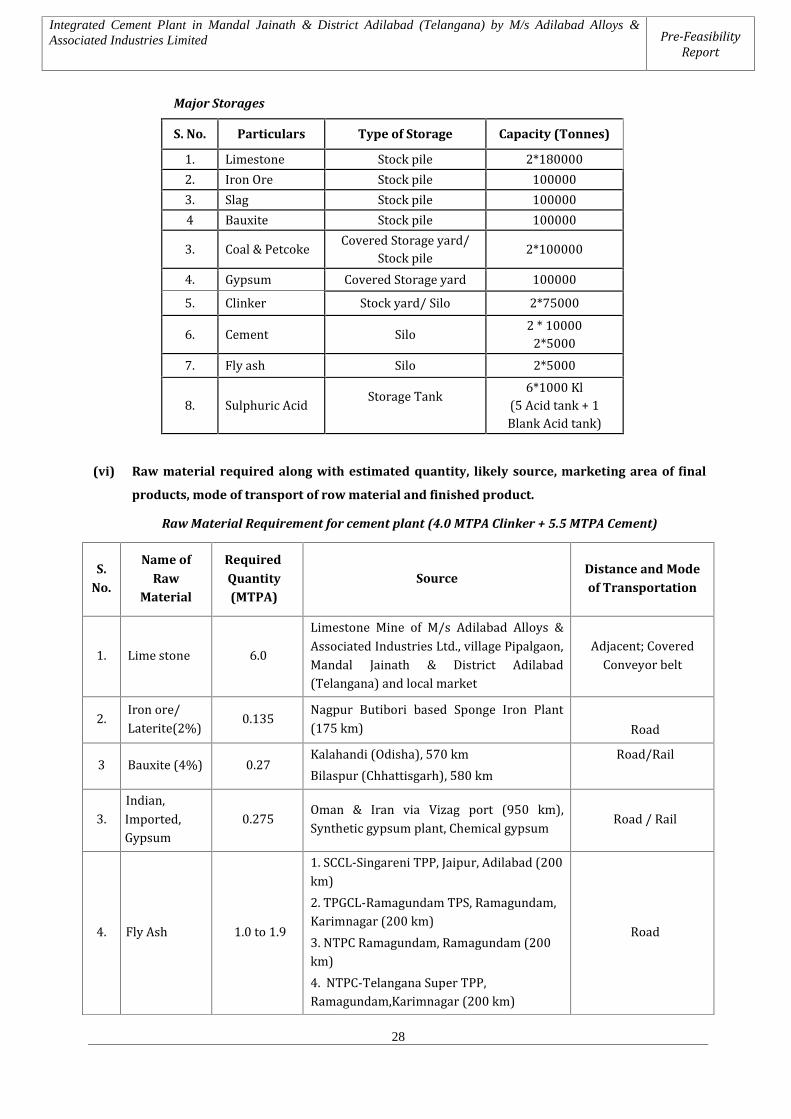
(vi) Raw material required along with estimated quantity, likely source, marketing area of final
products, mode of transport of row material and finished product.
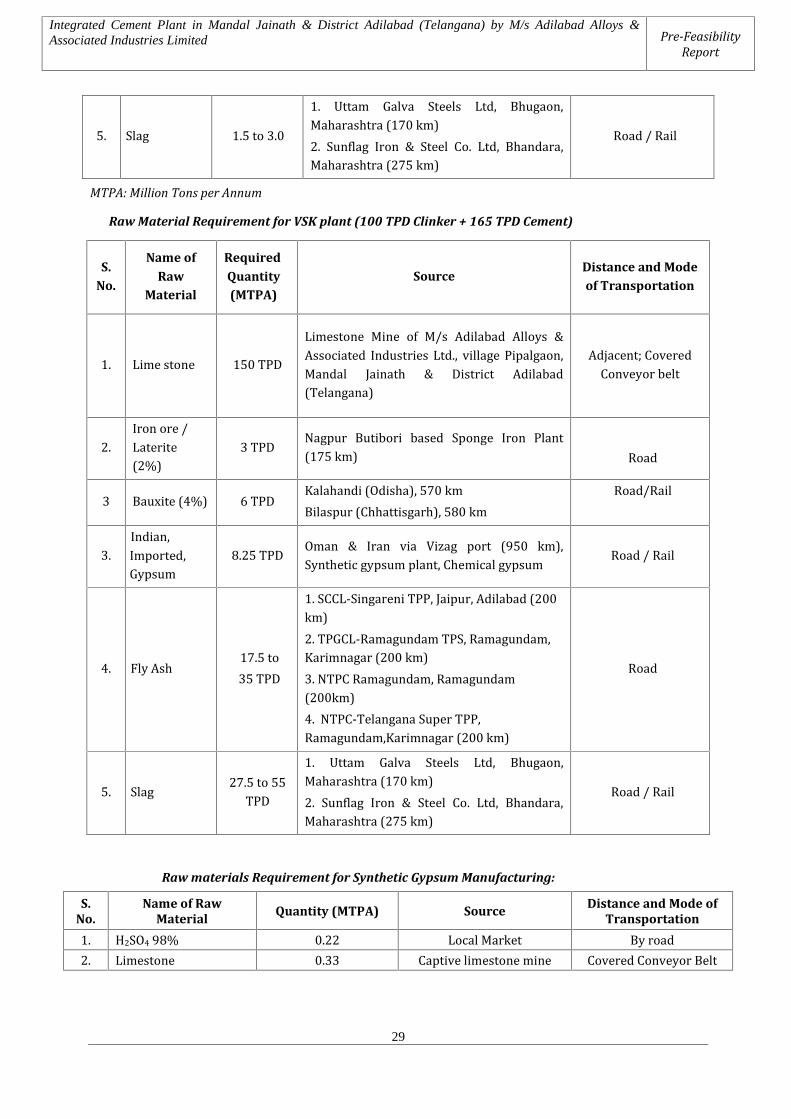
Raw Material Requirement for cement plant (4.0 MTPA Clinker + 5.5 MTPA Cement)
S.No.
Name ofRaw
Material
RequiredQuantity(MTPA)
SourceDistance and Modeof Transportation
1. Lime stone 6.0 Limestone Mine of M/s Adilabad Alloys &Associated Industries Ltd., village Pipalgaon,Mandal Jainath & District Adilabad(Telangana) and local marketAdjacent; CoveredConveyor belt
2. Iron ore/Laterite(2%) 0.135 Nagpur Butibori based Sponge Iron Plant(175 km) Road3 Bauxite (4%) 0.27 Kalahandi (Odisha), 570 kmBilaspur (Chhattisgarh), 580 km Road/Rail3. Indian,Imported,Gypsum 0.275 Oman & Iran via Vizag port (950 km),Synthetic gypsum plant, Chemical gypsum Road / Rail
4. Fly Ash 1.0 to 1.91. SCCL-Singareni TPP, Jaipur, Adilabad (200km)2. TPGCL-Ramagundam TPS, Ramagundam,Karimnagar (200 km)3. NTPC Ramagundam, Ramagundam (200km)4. NTPC-Telangana Super TPP,Ramagundam,Karimnagar (200 km)
Road
Integrated Cement Plant in Mandal Jainath & District Adilabad (Telangana) by M/s Adilabad Alloys &Associated Industries Limited Pre-Feasibility
Report
29
5. Slag 1.5 to 3.0 1. Uttam Galva Steels Ltd, Bhugaon,Maharashtra (170 km)2. Sunflag Iron & Steel Co. Ltd, Bhandara,Maharashtra (275 km) Road / RailMTPA: Million Tons per Annum
Raw Material Requirement for VSK plant (100 TPD Clinker + 165 TPD Cement)
S.No.
Name ofRaw
Material
RequiredQuantity(MTPA)
SourceDistance and Modeof Transportation
1. Lime stone 150 TPD Limestone Mine of M/s Adilabad Alloys &Associated Industries Ltd., village Pipalgaon,Mandal Jainath & District Adilabad(Telangana)Adjacent; CoveredConveyor belt
2. Iron ore /Laterite(2%) 3 TPD Nagpur Butibori based Sponge Iron Plant(175 km) Road3 Bauxite (4%) 6 TPD Kalahandi (Odisha), 570 kmBilaspur (Chhattisgarh), 580 km Road/Rail3. Indian,Imported,Gypsum 8.25 TPD Oman & Iran via Vizag port (950 km),Synthetic gypsum plant, Chemical gypsum Road / Rail
4. Fly Ash 17.5 to35 TPD1. SCCL-Singareni TPP, Jaipur, Adilabad (200km)2. TPGCL-Ramagundam TPS, Ramagundam,Karimnagar (200 km)3. NTPC Ramagundam, Ramagundam(200km)4. NTPC-Telangana Super TPP,Ramagundam,Karimnagar (200 km)
Road
5. Slag 27.5 to 55TPD1. Uttam Galva Steels Ltd, Bhugaon,Maharashtra (170 km)2. Sunflag Iron & Steel Co. Ltd, Bhandara,Maharashtra (275 km) Road / Rail
Raw materials Requirement for Synthetic Gypsum Manufacturing:
S.No.
Name of RawMaterial Quantity (MTPA) Source Distance and Mode of
Transportation1. H2SO4 98% 0.22 Local Market By road2. Limestone 0.33 Captive limestone mine Covered Conveyor Belt

Integrated Cement Plant in Mandal Jainath & District Adilabad (Telangana) by M/s Adilabad Alloys &Associated Industries Limited Pre-Feasibility
Report
30
Fuel Requirement
S.No Name of Fuel Quantity Source
Distance (km)andMode of
Transportation
1. Indian andImported Coal /Pet Coke
CementPlant 0.4 MTPA Petcoke/ 0.8 MTPA Coal Coal: Local market/ NearbyKorba coal Bilaspur /Raigarh / USA etc.Petcoke: Local petroleumrefinery / Jamnagar petcoke/ USA etc.Vizag port (950 km),Raigarh – 735,Bilaspur – 585,Chandrapur,Maharashtra-95 KMVSK Kiln 10 TPD Petcoke /20 TPD Coal
CPP 0.092 MTPA PetCoke / 0.15 MTPACoalMode of transportation of Final ProductCement will be transported by Rail & Road to the market. Clinker will also betransported by Rail& Road to other grinding unit.
(viii) Resources optimization/ recycling and reuse envisaged in the project, if any, should
be briefly outlined.
Fly ash generated from CPP will be utilized in cement manufacturing. No solid waste generation from the cement plant. However, material collected by the dustcollectors (Bag Filters) will automatically be recycled in the process. RO reject will be utilized for dust suppression, ash quenching & synthetic gypsum unit. STP treated water will be used for plantation and sludge will be utilized as manure for greenbelt development, There will no discharge outside the project premises.(ix) Availability of water its source, energy /power requirement and source should be given.
WaterThe estimated requirement of water for industrial activities and domestic activity would be around2200 m3/day. The Ground water is proposed to be used.
Integrated Cement Plant in Mandal Jainath & District Adilabad (Telangana) by M/s Adilabad Alloys &Associated Industries Limited Pre-Feasibility
Report
31
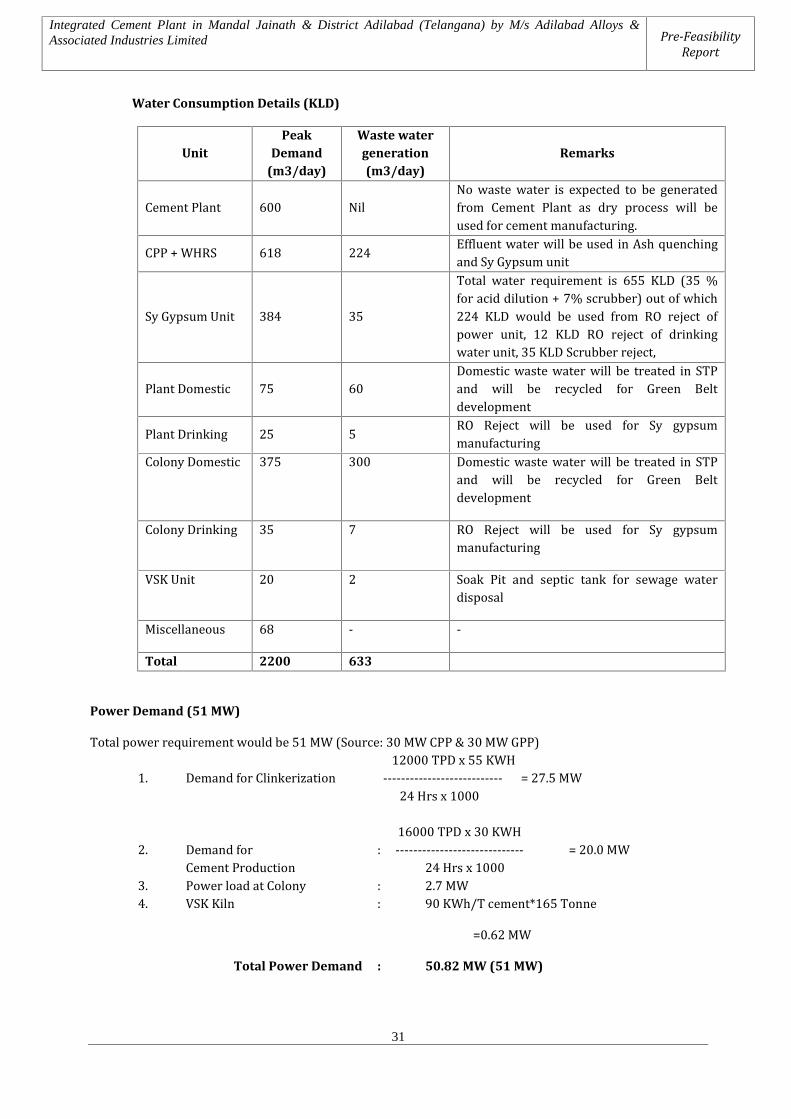
Water Consumption Details (KLD)
UnitPeak
Demand(m3/day)
Waste watergeneration(m3/day)
Remarks
Cement Plant 600 Nil No waste water is expected to be generatedfrom Cement Plant as dry process will beused for cement manufacturing.CPP + WHRS 618 224 Effluent water will be used in Ash quenchingand Sy Gypsum unitSy Gypsum Unit 384 35 Total water requirement is 655 KLD (35 %for acid dilution + 7% scrubber) out of which224 KLD would be used from RO reject ofpower unit, 12 KLD RO reject of drinkingwater unit, 35 KLD Scrubber reject,Plant Domestic 75 60 Domestic waste water will be treated in STPand will be recycled for Green BeltdevelopmentPlant Drinking 25 5 RO Reject will be used for Sy gypsummanufacturingColony Domestic 375 300 Domestic waste water will be treated in STPand will be recycled for Green BeltdevelopmentColony Drinking 35 7 RO Reject will be used for Sy gypsummanufacturingVSK Unit 20 2 Soak Pit and septic tank for sewage waterdisposalMiscellaneous 68 - -Total 2200 633
Power Demand (51 MW)Total power requirement would be 51 MW (Source: 30 MW CPP & 30 MW GPP)12000 TPD x 55 KWH1. Demand for Clinkerization --------------------------- = 27.5 MW24 Hrs x 100016000 TPD x 30 KWH2. Demand for : ----------------------------- = 20.0 MWCement Production 24 Hrs x 10003. Power load at Colony : 2.7 MW4. VSK Kiln : 90 KWh/T cement*165 Tonne=0.62 MWTotal Power Demand : 50.82 MW (51 MW)

Integrated Cement Plant in Mandal Jainath & District Adilabad (Telangana) by M/s Adilabad Alloys &Associated Industries Limited Pre-Feasibility
Report
32
(ix) Quantity of waste to be generated (liquid and solid) and scheme for their
management/disposal
No waste water discharge outside the plant. No industrial waste shall be generated in operation phase. Used oil & grease generated from plant machinery/Gear boxes and DG sets will be sold to theCPCB authorized recycler.
4.0 Site Analysis
(i) Connectivity
Nearest National Highway is NH-7(44) is at Arial distance of 10.5 kms from site in W direction. Itis connecting from Nagpur to Hyderabad. Approximate road distance from city/towns i.e. Adilabad is 20 km in WWS direction (ArialDistance is 10 KM) The nearest railway station is the Adilabad. The nearest airport is Hyderabad (300 kms by Road) & Nagpur (200 Kms by Road) Nearest Sea Port is Vishakapatnam / Vizag at 950 km by road The site is well connected with communication facilities like telephone, fax, wireless and telex.
(ii) Land from Land use and land ownershipTotal land is 381.58 Acre, out of which 53 Acre is govt barren land and rest 328.58 Acre is privateagriculture land.(iii) TopographyPhysio-graphically, the prospected area forms a north-westerly sloping flat plain. The highestelevation in the area is about 258 m AMSL in the extreme south east corner of the area, whereas thelowest elevation is about 258 m AMSL towards the North North West of the prospected area. Thearea is mainly covered by black cotton soil except sporadic outcrop of limestone and shale at places.The drainage of the area is served by local streams/ rivulets (nala) flowing from east to northwestern direction and finally merging with Satnala river, which is a tributary of Penganga river. Thecultivation is being done in the entire area. However, small part of the area (53 Acre), which is notirrigated and barren govt land. The major crops of the area are Sorghum, Maize, Peddy, Cotton andPulses.
(ii) Existing land use pattern (agriculture, non-agriculture, forest, water bodies (including
area under CRZ)), shortest distances from the periphery of the project to periphery of the
forests, national park, wild life sanctuary, eco sensitive areas, water bodies (distance
from the HFL of the river), CRZ. In case of notified industrial area, a copy of the Gazette
notification should be given.

Integrated Cement Plant in Mandal Jainath & District Adilabad (Telangana) by M/s Adilabad Alloys &Associated Industries Limited Pre-Feasibility
Report
33
Environmental Settings of the Area
S.No. Particulars Details1 Locations of the PlantManda JainathLand Survey Nos. Khasra details is enclosed as annexure 1District AdilabadState TelanganaToposheet No. 561/9, 561/10, 561/13, 561/14/8
2 Total Area of plant &colony Latitude 190 42’ 10.24” N to 190 43’ 18.47” NLongitude 780 38’ 16.53”E to 780 39’ 9.19”E
3 Temperature Min: 15° C in December,Max : 42° C in May4 Relative Humidity 25% in Summer5 Mean Annual Rainfall 1144.5 mm6 Nearest National Highway NH-7 (44) at 10.5 km Arial distance in WDirection (Nagpur to Hyderabad)7 Nearest Railway Station Adilabad at11 Km Arial distance in SWdirection8 Nearest Airport Hyderabad at 300 km by RoadNagpur at 200 km by Road9 Nearest city /Town Adilabad at 10 km Arial Distance in SWdirection at 20 km by road approx.Jainath at 500 meter in North.
10 Reserved / Protected Forest within 10kmradius (Boundary to boundary distance) 1. Satnala Reserved Forest at 4 in SEto SEE direction2. Satnala Reserved Forest at 7.5 kmin S to SE direction3. Yapalguda Reserved Forest at 6.25km in SSW direction4. Satnala Reserved Forest at 7.75 kmin SW direction5. Yapalguda Reserved Forest at 6 kmin SW direction

Integrated Cement Plant in Mandal Jainath & District Adilabad (Telangana) by M/s Adilabad Alloys &Associated Industries Limited Pre-Feasibility
Report
34
11 Nearest Surface Water bodies 1. Sathnala Dam Reservoir at 6 8kmin SSE Direction2. Penganga River flowing from N toNE direction at 8.5 KM3. Satnala flowing in W direction at7.75 KM & at 2.5 km in NWdirection4. One pond at 1 km in E direction5. Satnala Right Bank Canal at 1.1 kmin S direction12 Nearest Hill Ranges Nil13 Water requirement & Source 2200 KLD.Source: Ground water14 Soil Type Black Cotton Soil15 Seismic Zone Zone – III16 Capital cost Rs. 1350 crore
(v) Existing InfrastructureAs the project is new, so the proposed site is a vacant land presently no industrial infrastructureexists.(vi) Soil ClassificationThe district has mainly the Black Cotton Soil.(vii) Climatic data from secondary sourcesThe climate of the district is characterized by hot summer and in generally dry except during thesouth-west monsoon season. The year may be divided into four seasons. The cold season fromDecember to February is followed by the summer season from March to May. The period from June toSeptember constitute the south west monsoon season, while October and November from the postmonsoon season. The cold weather commences towards the end of November when the temperaturebegins to fall rapidly. December is generally the coldest month, with the mean daily maximumtemperature at about 29C and the minimum daily is 15C. The relative humidifies are high generallyduring the south-west monsoon season. The air is generally dry during the rest of the year, the districtpart of the year being the summer season when the humidity in the afternoon is 25%.The rainfall in the district, in general increases from the south-west towards the north east. About85% of annual rainfall is received during the south-west monsoon season. July is being the peak rainymonth. The variation in the Annual rainfall from year is not large. The normal Annual rainfall of thedistrict is 1044.5m.m. Winds are light to moderate with some strengthening in the period from May toAugust. During the post-monsoon and cold season, winds blow mostly from the east or north-east. By

Integrated Cement Plant in Mandal Jainath & District Adilabad (Telangana) by M/s Adilabad Alloys &Associated Industries Limited Pre-Feasibility
Report
35
March, south westerlies and westerlies start blowing and continue during the rest of summer. Thesought west monsoon season winds are mostly from directions between south-west and north west.5. Planning Brief
(i) Planning Concept (type of industries, facilities, transportation etc.) Town and country
Planning/Development authority classification.Proposed industry is cement industry (Red Category). Transportation of raw material and finalproduct will be done via existing road and rail network and cement concrete road will be developedwithin the proposed project area.(ii) Population ProjectionTemporary influx of people will be there as the managerial and supervisory staff will generally beoutsider. A projection may be made by a governmental organization, or by those unaffiliated with agovernment.(iii) Land use planningTotal land is 381.58 Acre, out of which 53 Acre is govt barren land and rest 328.58 Acre is privateagriculture land.
Plant area = 20 acre VSK (mini Plant ) = 4 acre CPP Area = 10 Acre Packing plant area = 4 Acre Sy. Gypsum area = 3 Acre Raw material unloading area = 2.5 Acre Raw material storage area = 30 Acre Road & cemented Area = 30 Acre Parking Area = 35 Acre Available space for future expansion: 83.56 Length of plant boundary (periphery) = 9455 Meter Water storage pond area = 4 acre Plantation area = 125.92 acre Colony Area = 30 acre
(iv) Assessment of infrastructure demand (Physical & Social)Company will assess the demand of infrastructure (Physical & Social) in nearby area of the proposedsite and will be developed in under corporate social responsibilities programs.(v) Amenities/FacilitiesCompany will develop the Amenities/Facilities in nearby area of the proposed project site as perrequirement of local people of the nearby area under corporate social responsibilities programs.6) Proposed Infrastructure
(i) Industrial Area (processing area)

Integrated Cement Plant in Mandal Jainath & District Adilabad (Telangana) by M/s Adilabad Alloys &Associated Industries Limited Pre-Feasibility
Report
36
Total land is 381.58 Acre, out of which 53 Acre is govt barren land and rest 328.58 Acre is privateagriculture land.(ii) Residential Area (Non processing area)Colony for staff will be constructed. Total units will be 505 and school, shopping complex, temple,dispensary, club etc will be constructed. Total built-up area will be 61393 sq meter and constructionarea would be 15.17 Acre. Total colony area 30 Acre. 33% area would be green.(iii) Green BeltGreenbelt will be developed in 33% of the total area of the proposed plant and colony.(iv) Social InfrastructureProposed project will result in growth of the surrounding areas by increased direct and indirectemployment opportunities in the region including ancillary development and supportinginfrastructure.The installation of proposed plant will lead to the development of certain local ancillary facilities andconsequent employment opportunities. Further the proposed cement project will also lead to thedevelopment of market, trade centers, activities etc.(v) Connectivity
Nearest National Highway is NH-7(44) is at Arial distance of 10.5 kms from site in W direction. Itis connecting from Nagpur to Hyderabad.Approximate road distance from city/towns i.e. Adilabad is 20 km in WWS direction (ArialDistance is 10 KM)The nearest railway station is the Adilabad.The nearest airport is at Hyderabad (300 kms by Road) & Nagpur (200 Kms by Road)Nearest Sea Port is Vishakapatnam / Vizag at 950 km by roadThe site is well connected with communication facilities like telephone, fax, wireless and telex andas such, no constraints are envisaged in this aspect.
(vi) Drinking WaterTotal water requirement will be 220KLD which will be sourced from ground. Water will be treated inRO unit for drinking purpose.(vii) Sewerage systemThe domestic effluent generated will be treated in Sewage Treatment Plant (300 KLD). Initially duringthe project construction, septic tanks and septic tanks will be provided and after completion ofproject STP will be constructed for plant and mine and capacity would be 80 KLD in plant and 300KLD in colony or a common STP would be constructed.
Process flow diagram of STP plant

Integrated Cement Plant in Mandal Jainath & District Adilabad (Telangana) by M/s Adilabad Alloys &Associated Industries Limited Pre-Feasibility
Report
37
Quality of STP Treated water
Parameters Quality of Raw Sewage Quality of TreatedSewagepH 6.0 to 8.0 6.5 to 7.8BOD 300 ppm 10 ppmCOD 400 ppm 50 ppmTSS 300 ppm 10 ppmO & G 50 ppm 10 ppm
Process description of STP plantBar screen chamber followed by collection cum equalization tank followed by Fluidized Aerobic BedReactors (2 Nos.) will be provided with coarse air bubble diffusion system followed by Tube SettlerTank in the STP. The clear supernatant after disinfecting by chlorination will be passed through dualfilter and activated Carbon filter before will be collected in the treated water tank. The sludgegenerated from the FAB will be passed through sludge digester and dried and the filtrate will becollected and sent back to the equalization tank and the dried cakes will be used as manure. Thetreated water will be used for plantation activities.(viii) Industrial Waste managementNo industrial waste water will be generated from cement plant. However waste water generated fromRO unit shall be reused for dust suppression and plantation.(ix) Solid waste management

Integrated Cement Plant in Mandal Jainath & District Adilabad (Telangana) by M/s Adilabad Alloys &Associated Industries Limited Pre-Feasibility
Report
38
No solid waste generation from the cement plant. However, material collected by the dustcollectors (Bag Filters) will automatically be recycled in the process. Fly ash generated from CPP will be utilized in cement manufacturing.
(x) Power requirement and sourceThe estimated power requirement for the plant and colony will be 51 MW, for which a captivethermal power plant of 30 MW and 30 MW waste heat recovery power plant are proposed to be setup. Till installation of the proposed captive thermal power plant, the required power will be receivedfrom grid.7.0 Rehabilitation and Resettlement (R & R) Plan
(i) Policy to be adopted (Central/State)in respect of the project affected persons including homeoustees, land oustees and landless laborer (brief outline to be given)The proposed land has no physical presence of house and any public property. Land compensationbeing given as per the mutual agreement and land acquisition act.
8.0 Project Schedule and Cost Estimates
(i) Likely date of start of construction and likely date of completion (time schedule for the project
to be given)The proposed project would be started after completion of land purchasing and grant of EC and willtake maximum 36 months for completion.(ii) Estimated project cost along with analysis in terms of economic viability of the projectThe total investment for the proposed project works out to approximately Rs 1350 Crores. Theestimated Investment Cost for the project has been based on the requirement of fixed and non-fixedassets.The details of total investment are shown in the table below:
S. N. Description Total cost(Rs. In Cr)1 Land (Plant & Colony) 352 Site Development 103 Buildings & infrastructures 854 Plant and Machineries with railway sidings 8005 Captive Power Plant (30 MW) 1006 Waste Heat Recovery System (30MW) 1507 Residential Colony 1308 VSK Unit 109 Sy Gypsum Unit 50Total 1285Contingency (5%) 64.25
Grand total 1349.25 or 1350
9.0 Analysis of proposal

Integrated Cement Plant in Mandal Jainath & District Adilabad (Telangana) by M/s Adilabad Alloys &Associated Industries Limited Pre-Feasibility
Report
39
The state of Telangana will get revenues in terms of taxes, local people will get opportunity in termsof indirect employment, business opportunity like transport of Cement to the market, fly ashtransport, in short nearby people will get opportunity to improve their livelihood.10.0 ENVIRONMENTAL MANAGEMENT PLAN
10.1 Air Pollution ControlParticulate emission from various stacks and material transfer points is the main pollutant from thecement plants. Adequate preventive measures to keep the pollution level of particulate emission toless than 30 mg/Nm3 would be provided.Measures taken for control of fugitive emission include:- Bag house with raw mill & kiln, Coal mill and cement mill, ESP with clinker cooler and boiler Bag filters at all material transfer points Water spray system in the Limestone crushing section Water sprinkling system in the Limestone preblending (reclaiming) Concreting roads and vacuum sweeping Covered unloading hoppers Silo for clinker, cement and fly ash storage Covered shed for storage of gypsum, laterite, iron ore, bauxite, pet coke & coal storage
Pollution Control Measures
Stack Emission (Stack Emission: 50 mg/Nm3)
S.No Source Pollution ControlEquipment
Stack Ht.(m)
Stack Dia(m)
Temp.°C
Total Air Vol.m3/Hr
1 Raw Mill & Kiln Bag House 150 5.0 240 19500002 Coal Mill Bag House 60 1.6 120 2000003 Clinker Cooler ESP 60 4.3 275 1000004 Cement Mill (VRM) Bag House 40 4.0 100 4800005 Cement Mill(Ball Mill) Bag House 30 1.6 100 650006 Boiler (30 MW) ESP 72 2.3 160 3000007 Synthetic Gypsum Three Stage WetScrubber 50 1.1 70 720008 Ball Mill with Synthetic
GypsumBag House 30 1.63 90 65000
Bag Filters for Control of Fugitive Emission (Design PM < 30 mg/Nm3)

Integrated Cement Plant in Mandal Jainath & District Adilabad (Telangana) by M/s Adilabad Alloys &Associated Industries Limited Pre-Feasibility
Report
40
Clinkerization Section 36Sr. No. Application Quantity1 Primary Crusher, Appron Feeder, Wobbler feeder, conveyors 12 Secondary Crusher 13 Reject circuit of Primary Crusher (For Vibrating Screen) 14 Belt conveyor of Secondary Crusher & L.S SURGE HOPPER TOP 15 L.S stacker reclaimer & iron-ore feeding 16 L.S reclaiming TT 17 Raw Mill Feed Hopper 18 Raw Mill Hopper Extraction belt 29 For TT 221 BC01 (raw mill feed conveying intermediate TT) 110 Coal & Gypusm Crusher 111 Gypsum unloading hoppers 112 Coal reclaiming tt 113 At tt for future coal mill diversion 214 For coal conveying intermediate tt 115 Recirculation BE & BC feeding to mill (raw mill building for mill feed) 116 Mill Reject BC, BE Boot & Recirculation Building BC 117 Air Slide below Cyclone 118 Air Slide below Cyclone, Silo Feeding BE Boot 119 B.E FEED AIRSLIDE & Kiln Feed Elevator Boot 120 Silo Top 121 Bin Extraction 122 Kiln feed bin top & feeding 123 PH Building 124 For DPC at ESP discharge point 125 Raw Coal Hopper bag filter 126 Fine coal hopper bag filter 127 Wagon Tippler circuit & transfer points 828 Wagon Clinker loading circuit 8
Total 44Cement Mill Section 44
Sr. No. Application Quantity1 Dedusting of clinker unloading to samson feeder 22 Clinker tank top & DPC dedusting. 23 Dedusting of extraction conv.-1, 2 & 3, below tunnel 94 Dedusting of extraction conv. discharge & cross conv. feed. 15 Dedusting of cross conv. discharge. 16 Clinker hopper & feed conv. disch. dedusting. 17 Gypsum & Gitty hoppers & feed conv. dedusting 18 Weigh feeders & conv. dedusting. 19 Fly Ash Silo top 110 Fly Ash collecting bin 111 Mill feed conv. & B.E dedusting 112 Reject bin disch. conveyors & B.E boot dedusting 113 Dedusting of air slides below bag house 114 Dedusting of cement silo - 1 & 2 215 Dedusting of cement silo - 1 & 2 extraction bin 216 Dedusting of B.E boot & B.E feeding air slide for packer-1 to 4 417 Dedusting of roto-packer-1 to 4 418 Dedusting of roto-packer-1 to 4 spillage & extraction 419 For bulk loading spout 120 SKS Feeding elevator 1

Integrated Cement Plant in Mandal Jainath & District Adilabad (Telangana) by M/s Adilabad Alloys &Associated Industries Limited Pre-Feasibility
Report
41
21 Separator feeding air slide venting 122 SKS reject circuit elevator 123 SKS venting 1Total 44
Bag Filters / ESP for Control of Emission in CPP (Design PM < 30 mg/Nm3)
S.No Location of Bag Filter Qty (Nos) No. of Bags Total CollectionArea(M2) Design Temp(0C)1 Coal transfer tower & Grizzlehopper 1 110 145.2 502 Lime stone grizzle hopper 1 42 55.44 503 Lime Stone Crusher House 1 180 238 504 Coal Crusher House 1 289 381.5 505 Between transfer tower andbunker 1 208 275 506 Between transfer tower andbunker 1 121 160 50Pollution Control Measures for VSK Unit
Bag filters:-Sn. Bag filter location Qty.1 Raw material crushing section 12 Raw mill grinding section 13 Raw meal silo 14 Nodulisers 15 Wet Scrubber for Kiln 16 Clinker silo 17 Cement mill section 18 Cement silo 1Emission Control Measures at Sy. Gypsum UnitThe gases evolved from Mixer and Den during the chemical reactions are scrubbed with water in three-stageprocess.1 Injector and Ventury scrubber2 Wet cyclonic separator3 Water spray tower.Injector and Ventury ScrubberThe gases are formed during chemical reactions in the Mixer and Den collected through blower is firstlyscrubbed with water in Injector. Water circulation is through high volume pump. The un-dissolved gases arefurther goes to the venture scrubber. The un-dissolved gases comes from Injector are scrubbed in theventure scrubber, Continuous water spray absorbs the gases. The efficiency of the Injector and venturescrubber is 90%.Wet Cyclone SeparatorThe air containing un-dissolved gases and particles are scrubbed in the wet cyclone. The Spraying Water

Integrated Cement Plant in Mandal Jainath & District Adilabad (Telangana) by M/s Adilabad Alloys &Associated Industries Limited Pre-Feasibility
Report
42
Contains 1% Solution of NaOH. The efficiency of the cyclone separator is 50% for the Silica.Scrubbing TowerIn scrubbing tower the counter current contact between the water and undissolved gases. Out of five towersfour towers are operated on the wet basis with continuous water spray from high pressure nozzles and havethe efficiency about 90%, Sixth tower is operated on the dry basis to protect water carry over to scrubbingfan. These gases are sending to the Chimney via Blower. All re-circulation water is collected in pits with zigjack flow to settle the silica particles. Silica water, Precipitate CaCO3 or Na2CO3 slurry than separated withfilter press & silica cake is used in Gypsum as filler.Bag filter will be installed ball mill of 180 TPH to maintain PM level< 30 mg/Nm3.10.2 Solid Waste Management
No solid waste will be generated in cement manufacturing process. Dust collected from air pollution control equipment will be 100% recycled in the cementmanufacturing. Ash and bed ash generated from CPP will be utilized in cement unit. STP sludge will be used as manure for green belt development
10.3 Waste Water Management No waste water will be generated from Cement Plant as dry process technology will be used forcement manufacturing. Initially there will be only discharge from office toilets and canteen which will be disposed off insoak pits via septic tank. After completion of project work STP shall be installed and treatedwater will be used for plantation. RO reject water will be used for ash quenching, synthetic gypsum unit and dust suppression.
10.4 Noise Pollution ControlThe high noise generating machineries are Raw mill, Coal mill, Cooler fans and Compressors etc. Thenoise level in the nearby area of these machineries will be around 95 to 110 dB (A). The personsworking in the work zone area use ear plugs. To maintain the overall noise level less than 85 dB (A)in the plant area and less than 70 dB (A) at the plant boundary the following measures are taken:-Following management plan will be implemented: Proper maintenance and lubrication of plant machineries. Plantation all around plant premises. Installation of compressors in closed building. PPEs will be provided to workers. Regular monitoring will be carried out and corrective measures will be taken.
10.5 Hazardous Waste Management

Integrated Cement Plant in Mandal Jainath & District Adilabad (Telangana) by M/s Adilabad Alloys &Associated Industries Limited Pre-Feasibility
Report
43
Used oil will be generated as hazardous waste from the machineries which will be sold to CPCBauthorized dealer.10.6 Green Belt Development
33% of total plant + colony land would be used for plantation of native species.10.7 Socio Economics MeasuresCompany is committed to contribute in the development of basic needs of the local area likeeducation, Health & family welfare, women empowerment, Natural resource management, waterconservation, roads etc.11.0 CONCLUSIONProposed project will result in growth of the surrounding areas by increased direct and indirectemployment opportunities in the region including ancillary development and supportinginfrastructure. Special emphasis on Financial and Social benefits will be given to the local peopleincluding tribal population, if any, in the area. Development of social amenities will be in the form ofmedical facilities, education to underprivileged and creation of self-help groups.No adverse effect on environment is envisaged as proper mitigation measure will be taken up for thesame.
*******

Integrated Cement Plant in Mandal Jainath & District Adilabad (Telangana) by M/s Adilabad Alloys &Associated Industries Limited Pre-Feasibility
Report
44
Annexure -1
Land Khasra Details of Jainath Mandal
S. NO. Khasra Number Area (Acres), Total1 346 14.262 345 253 344 534 342 225 343 136 340 157 264 128 263 159 262 17
10 339 911 338 1612 266 9.3213 265 1814 268 815 269 1216 270 1217 271 618 272 719 273 1320 276 1821 277 622 278 423 275 724 274 825 335 826 267 1027 336 828 337 16
Acre 381.58ha (2.471) 154.42
*******