Phase Segregation LOUIS J. JACOBS, JR. W. ROY PENNEY 3.1...
29
Phase Segregation LOUIS J. JACOBS, JR. Director, Corporate Engineering Division A. E. Staley Manufacturing Company Decatur, Illinois W. ROY PENNEY Director, Corporate Process Engineering A. E. Stalev Manufacturing Company Decatur, Illinois 3.1 BASIC MECHANISMS AND ANALOGIES This chapter covers separations that are strictly a segregation of well-defined phase materials, that is, gas, solid, or liquid. Excluded are separations involving equilibrium considerations or phase changes of any of the components. Separations of this type are always performed following some other contacting operation, often an equilibrium separation, such as, entrainment separation following distillation, filtration after crystallization, decantation after liquid-liquid extraction, and collection of solids from air exiting a dryer. Sometimes, the phase segregation is performed by the equilibrium separator hardware, but most frequently a separate piece of equipment is used. These operations will be grouped by the phases that are to be separated: gas-liquid, liquid-liquid, solid-gas, and solid-liquid. The fundamental mechanisms in each group are similar. There are four basic mechanisms that contribute to each group of separations: 1. Gravity. 2. Centrifugal force. 3. Impaction (or interception). 4. Electromotive force. Within each separation group there are variations and differences of effects, but most of the methods and equipment fall into one of these four categories. Gravity separations depend essentially on the density differences of the gas, solid, or liquids present in the mix. The particle size of the dispersed phase and the properties of the continuous phase are also factors with the separation motivated by the acceleration of gravity. The simplest representation of this involves the assumption of a rigid spherical particle dispersed in a fluid with the terminal or free-settling velocity represented by (3.1-1) CHAPTER 3
Transcript of Phase Segregation LOUIS J. JACOBS, JR. W. ROY PENNEY 3.1...

P h a s e S e g r e g a t i o n
LOUIS J. JACOBS, JR.Director, Corporate Engineering DivisionA. E. Staley Manufacturing CompanyDecatur, Illinois
W. ROY PENNEYDirector, Corporate Process EngineeringA. E. Stalev Manufacturing CompanyDecatur, Illinois
3.1 BASIC MECHANISMS AND ANALOGIES
This chapter covers separations that are strictly a segregation of well-defined phase materials, that is, gas,solid, or liquid. Excluded are separations involving equilibrium considerations or phase changes of any ofthe components.
Separations of this type are always performed following some other contacting operation, often anequilibrium separation, such as, entrainment separation following distillation, filtration after crystallization,decantation after liquid-liquid extraction, and collection of solids from air exiting a dryer. Sometimes, thephase segregation is performed by the equilibrium separator hardware, but most frequently a separate pieceof equipment is used.
These operations will be grouped by the phases that are to be separated: gas-liquid, liquid-liquid,solid-gas, and solid-liquid. The fundamental mechanisms in each group are similar. There are four basicmechanisms that contribute to each group of separations:
1. Gravity.2. Centrifugal force.3. Impaction (or interception).4. Electromotive force.
Within each separation group there are variations and differences of effects, but most of the methods andequipment fall into one of these four categories.
Gravity separations depend essentially on the density differences of the gas, solid, or liquids present inthe mix. The particle size of the dispersed phase and the properties of the continuous phase are also factorswith the separation motivated by the acceleration of gravity. The simplest representation of this involvesthe assumption of a rigid spherical particle dispersed in a fluid with the terminal or free-settling velocityrepresented by
(3.1-1)
C H A P T E R 3
v1

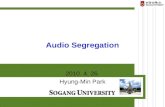
Reynolds number RE * dppU/fiFIGURE 3.1-1 Drag coefficient versus Reynolds number for various particle shapes. Reprinted withpermission from Lapple and Shepherd, Ind. Eng. Chem., 32, 605 (1940), © American Chemical Society.
where g is the local acceleration of gravity, dp is the particle diameter, pp is the particle density, p is thedensity of the continuous phase, and C is the drag coefficient. Any consistent set of units can be used inEq. (3.1-1). The drag coefficient is a function of the particle shape and the Reynolds number, Re =dp pUIii, where U is the relative velocity between the fluid and the particle, and \i is the continuous fluidviscosity. Correlations have been developed by Lappel and Shepherd1 and by many others for the relation-ship of the drag coefficient to the Reynolds number for various types of dispersed- and continuous-phasesystems. A common correlation of the drag coefficient to Re is that of Lappel and Shepherd (Fig. 3.1-1).Such relationships serve as the basis for design of many types of gravity separator. They represent onlythe simplest approach since factors such as particle geometrical variations, nonrigid particles, and hindranceeffects of other particles complicate an actual design. At Re < 0.3, Stokes' Law applies with C = 24/Reand the terminal velocity equation becomes
(3.1-2)
Separations or segregations using centrifugal force are very similiar in principle to those for gravityseparation. In this situation, the acceleration of gravity in Eq. (3.1-2) is replaced by the centrifugal accel-eration u>2r, where <*> is the rate of rotation and r is the radial distance from the center of rotation. Forh^h-speed mechanical separators, the force driving the separation could be several orders of magnitudegreater than that of gravity. Geometrical effects, dispersed-phase concentrations, and other factors willcomplicate any actual calculations, but the above functionality will hold and is useful to understand thephenomenon.
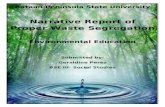
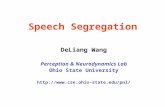
Impaction or impingement is another mechanism common to the various groups of separations. Fluidcarrying a discrete dispersed phase, that is, solid or liquid, impacts or impinges on a body. This body couldbe another solid or liquid particle, a plate, a fiber, and so on. The fluid will deflect around the body whilethe particle having greater inertia will impact the body allowing the opportunity for separation. Figure3.1-2 shows an example of this phenomenon. Impingement is estimated by calculating a target efficiencyrj, = X/Db, where Db is the body face dimension and X is the dimension approaching the body in whichall dispersed particles of a specified size will impact the body. The target efficiency has been correlatedfor various body shapes as in Fig. 3.1-3 using a separation number Nx = UtV0/gDb, where U1 is the terminalsettling velocity of the particle assuming Stokes' Law applies, K0 is the bulk fluid velocity, g is theacceleration of gravity, and Db is the characteristic body dimension. Since % and N3 are both dimensionless,any consistent set of units may be used. This calculation assumes the body is in an infinite fluid. Thepresence of other target bodies, as in a rain of spray droplets or a fiber bed, would allow a higher collectionefficiency.
A subset of the impaction mechanism is that of filtration for solid dispersed-phase particles. A screenor cloth may be used in which the space between components of the filter media is smaller than the particle
Drag
coe
fficien
t C
Spheres
Disks
Cylinders

FIGURE 3.1-2 Mechanism of inertial interception. Adapted from Perry's Chemical Engineers' Handbook,6th ed., 1984, Courtesy of McGraw-Hill Book Co.
size and the particle is sieved out of the fluid. Frequently, however, initial filter operation involves thebasic impaction mechanism to remove particles even smaller than the filter media opening. Once solidsbuild up on the media, the depth of solids ("the cake") serves as the impaction or sieving media, not thefilter cloth or screen.
Another subset of the impaction mechanism involves collection of very small particles, less than0.3 /urn, via contact with target bodies by Brownian movement. Brownian movement is a random diffusionof these small particles; since they are so small they have little momentum. In dense fields of target bodies,these particles diffuse randomly into contact with a body and are separated from the bulk fluid.
Electromotive or electrically induced charge separations are the fourth basic segregation mechanismcommon to the various phase combinations. The most common example of this mechanism is the gas-solid electrostatic precipitator. An electrical field is also used commercially for gas-liquid separations andfor removing liquid water from organic liquids and solids from organic liquids. In most cases, the mixtureis passed through an electrical field which charges the particles. Fixed bodies such as plates or grids withan opposite electrical charge are used to attract and collect the particles. The basic separation equationsinvolve an efficiency calculation:
(3.1-3)
where n = collection efficiency ( < 1)
inertialinterception
Targ
et e
fficie
ncy
FIGURE 3.1-3 Target efficiency of various shapes for particles in a Stokes' Law condition. From Lang-muir and Blodgett, U.S. Army Air Forces Tech. Rep. 5418, 1946, U.S. Dept. of Commerce, Office ofTechnical Service PB27565.
Intercepts:
Ribbon or cylinder: ^
Sphere: A

Vn, = particle velocity toward collection electrodeA = collector electrode areaQ = bulk fluid flow ratee = natural logarithm base
The V1n term is directly related to particle diameter and the electrical field strength of each electrode, andinversely proportional to the fluid viscosity. This term is difficult to calculate for performance predictions,but it is typically between 0.1 and 0.7 ft/s (0.03 and 0.21 m/s) for solid-in-gas systems.
Many of the commercial phase segregations involve a combination of the mechanisms discussed, eitherin the same piece of equipment or in multiple equipment items in series.
In addition to common separation mechanisms for the various combinations of phase segregation, theapproach to solving problems also is similar. In each case, the quantity of each phase must be known, aswell as the density of each phase, the viscosity of the continuous phase, the dispersed-phase particle size,and the desired specification for the quality of the finished separation. In most cases, this involves samplingand experimental work.
Selection of a specific separation technique or scheme requires the above information plus comparisonof capital cost, operating cost, space available for equipment installation, and material of constructionrequirements. If the desired separation quality is obtainable by several approaches, the last four factorsbecome trade-off parameters.
3.2 GAS-LIQUID SEGREGATION
3.2-1 General
Gas-liquid phase segregation is typically required following some other separation process, such as distil-lation, absorption, evaporation, gas-liquid reactions, and condensation. Before separation techniques orequipment can be selected, the parameters of the separation must be defined. Information on volume ofgas or liquid, volume ratio of the phases, and dispersed-phase particle size—that is, drop or bubble s i ze -should be known or estimated. For existing operations, measurements are a possibility, while for newfacilities analogies from data on other processes could be used. Laboratory or pilot plant tests may beconsidered, but it is difficult to maintain all fluid dynamic properties constant while changing scale andwall effects may be significant on the small scale.
The most common of the gas-liquid separations are those involving liquid dispersed in gas such asentrainment from distillation trays, evaporators, or condensers. The usual objective is to prevent environ-mental emissions, downstream process contamination, or to conserve valuable material. The ratio of liquidto gas volumes is usually small although the weight ratio may be very high. Drop size is a key to selectingthe most effective separation technique, but size is difficult to measure. It must also be measured at thepoint where the separation is to be made owing to coalescence of collected particles. Sample trains consistingof a series of cyclone or various impaction collectors (Fig. 3.2-1) are available and can give an indicationof liquid quantities in various particle size cuts, although they are best used for solid particle cut evaluation.
Sampling must be done in an isokinetic manner to assure a representive sample. Isokinetic means thatthe sample must be collected in-line with the bulk gas flow so that the velocity in the sample tube equalsthe bulk flow velocity (Fig. 3.2-2). This sampling approach works in a dispersed two-phase flow regime,but it is difficult in either two-phase gas-liquid systems such as annular or stratified flow regimes. Samplingis also more difficult in horizontal flow than in vertical flow because drops larger than 5 ftm tend to anonuniform distribution in the stream, owing to gravity. Small particles (less than 3-5 fim) tend to remainuniformly dispersed owing to Brownian movement. Samples should be taken at more than one positionacross a duct.
For new gas-liquid systems or where measurements of particle size are too difficult to obtain, predictionsfrom existing data can be used as analogies. Four sources of such information are spray nozzle correlationsand data on gas bubbling through a liquid, vapor condensation, and two-phase flow in pipes. A goodreview of methods for predicting particle size can be found in Perry and Green.1 Table 3.2-1 indicatesapproximate size ranges for each of these operations if detailed correlations are not available.
Methods for estimating quantities of entrainment from gas-liquid contacting devices are also scarce.Distillation tray correlations by Fair2 are useful for tray-contacting operations (Figs. 3.2-3 and 3.2-4).Q B . Flood is obtained from Fig. 3.2-3; the flooding velocity is calculated by
(3.2-1)
where Vf — velocity (ft/s).

FIGURE 3.2-1 Typical vapor stream sampling train configuration. Excerpted by special permission fromChemical Engineering, August 5, 1985, © McGraw-Hill, Inc., New York, NY 10020.
a = liquid surface tension (dynes/cm)pL - liquid density (lbm/ft3)Pc = gas or vapor density (lb/ft3)
wu Wc - mass flow rates for liquid and vapor (gas) in Figs. 3.2-3 and 3.2-4
The percent of flood is calculated by {Vf I V^xJ) x 100. The entrainment ratio of liquid/gas is obtainedfrom the v axis in Fig. 3.2-4. These correlations can also be used to approximate entrainment from bubblingliquids, as in evaporators, by setting WJWc equal to 1 and using the sieve tray correlations in Fig. 3.2-4.Below 30% flood the amount of entrainment is almost inversely proportioned to the (vapor rate)3 down toa liquid/gas ratio of 0.0001. Below this value, liquid/gas entrainment varies directly with the gas rateindicating a change in drop formation mechanism.
Gas stream
FIGURE 3.2-2 Illustration of the need for isokinetic sampling.
Nozzle
Velocity =2000 ft/min
Velocity = 1000 ft/min
NozzleGas stream
Velocity -1000 ft/min
Velocity = 2000 ft/min
Air-tight pump
Coarse-controlvalve
Vacuum gage
Dry-gas meter
Orifice gage
Pitotmanometer Cyclone trap
Ice bath
Vacuumline
Fine-control valvelmpingers
Pitot9age
"S" typepitot tube
Coldbox
Probe Stack wall
ThermometerCheck valve
Filter holderHot box
v1

3.2-2 Gravity Segregation
Gravity separation occurs by merely reducing the velocity of a stream so that terminal particle settling orrise velocities due to gravity exceed the velocity of the bulk flow. The terminal particle or bubble velocitiescan be estimated by the methods described in Section 3.1.
This approach is usually not practical for drops less than 100 ^m, since for most situations large cross-sectional areas are needed to reduce the bulk velocity below the terminal settling velocities of such drops.An air stream with a 10 ft/s vertical velocity will entrain water drops less than about 700 /am, while a bulkvelocity of 1.0 ft/s will entrain drops of about 100 pm or less. Gravity techniques can be used to removelarge quantities of the larger-size dispersed-phase material prior to some other segregation technique.
Horizontal bulk flow configurations can be more effective than vertical flow by providing the dispersedmaterial a shorter path to travel to be separated. Figure 3.2-5 shows a configuration where the minimumsize particle that is removed at 100% efficiency is calculated by
(3.2-2)
This equation neglects the effect of stream turbulence. If the bulk stream flow has Re > 2100, then thedrop settling velocity should exceed the velocity of turbulent eddies, which can be estimated by Ve =*o (y72)I/2, where/is the friction factor determined from a Reynolds number correlation.
The above discussion holds for both liquid drops in gas or gas bubbles in liquid. It is especially difficultto remove small gas bubbles from liquids because of the high bulk fluid viscosity. A useful technique forgas removal involves use of thin liquid films or use of parallel plates in the bulk stream to minimize thevertical distance for a bubble to travel before coalescing with other gas volumes.
TABLE 3.2-1 Particle Size for Various Processes
Conventional liquid spray nozzlesTwo-fluid atomizing spray nozzlesGas bubbling through liquidCondensation processes with foggingAnnular two-phase pipe flow
100-5000 pm1-100 A*m
20-1000 fim0.1-30 pm10-2000 jim
Plate spacing
Csb
, Floo
d
FIGURE 3.2-3 Vapor-liquid flooding correlation. From Fair, Pet./Chem. Eng.y 33(10), 45 (September1961).
v1

FIGURE 3.2-4 Entrainment correlation for vapor-liquid contacting. From Fair, Pet./Chem. Eng., 33(10),45 (September 1961).
3.2-3 Centrifugal Separators
The most common type of centrifugal separator for segregation is the cyclone. Many designs are used forgas-liquid and gas-solid separations. A design is shown in Fig. 3.5-2 which is common for gas-solidseparations. It has also been used for gas-liquid separation but problems are often encountered. Theseproblems are apparently due to re-entrainment of liquid from the cyclone wall or to liquid running downthe outside of the outlet stack which is then carried out with the exit gas. A much improved design forgas-liquid cyclone or tangential entry separator is shown in Fig. 3.2-6. This design is based on informationby Ludwig3 and Penney and Jacobs.4 The key differences over conventional cyclone design are the follow-ing:
FIGURE 3.2-5 Horizontal gravity-settler model.
Frac
tiona
l en
train
men
t (m
oles
/mol
e gr
oss d
ownf
low)
of floodSieve ptotesBubble cop plotes-

D1 minimum or volumeneeded for liquid storage
FIGURE 3.2-6 Recommended vapor-liquid tangential separator geometiy.
1. The cone bottom is replaced with a dished or flat head.2. Liquid in the bottom head is isolated from the rest of the separator volume by a horizontal plate
with an open annular space at the vertical vessel walls to allow the separated liquid to pass intothe bottom of the vessel.
3. The gas-liquid inlet is located well below the top of the vessel.4. A lip is attached to the entrance of the outlet stack to cause liquid running down the outside of the
outlet pipe to drop through the separator away from the high-velocity outlet gas vortex.
Figure 3.2-7 illustrates the potential problem with liquid re-entrainment if some of these measures arenot applied. The horizontal liquid protector plate, which separates accumulated liquid from swirling gasesis probably best supported by vessel wall baffles. This prevents rotation of the collected liquid and re-entrainment.
As the inlet velocity is increased from very low values, the separation efficiency rapidly increases to amaximum in the 80-120 ft/s range. At higher velocities, the liquid on the wall can be re-entrained by gasshear into the rotating gas vortex, and the separation efficiency drops significantly. The design limitationshould be on the basis of gas shear which is proportional to pGVh where p c is the gas density (in lbm/ft3)and V1 is the inlet velocity (in ft/s); pcVy should be less than 1000.
For gas-liquid separators designed as in Fig. 3.2-6, the separation can be estimated using a commoncyclone equation:
-Lip around outlet line
Liquid baffles
Liquid protectorplate or 1 — in. minimum

(3.2-3)
where dp,, is the drop cut diameter for 50% removal, N is the number of vapor spirals in the separatorbody, D, is the inlet nozzle diameter (in ft), and V1 is the inlet velocity (in ft/s). Table 3.2-2 provides anindication of variation of N with inlet velocity. Figure 3.2-8 indicates prediction of removal efficiency forother particle sizes. From Eq. (3.2-3), it can be observed that larger flow rates require larger diameterswhich increase the size of the drops effectively removed. Table 3.2-3 indicates the effect of separator sizeon drop collection. For very large flows, multiple units allow more efficient separation, although carefulpiping design is required to assure equal distribution to each unit.
Pressure drops through tangential entry separators are not well documented, but they are generally inthe range of 8 velocity heads; that is, Ap = 8 (pcVJ/2gc)
Several commercial separators are available using centrifugal principles. AU are similar, in that sta-tionary internal vanes direct the flow into a centrifugal motion which causes denser liquid drops to contacta surface where they coalesce and are separated by draining. These commercial devices are either in-lineor inside vessels near the vapor outlet (Figs. 3.2-9 and 3.2-10). These devices are limited to smallerfractions of liquid than the tangential separators described above. They are, however, about 99% efficientin removing 10 jim drops. Sizing and pressure drop estimation are based on vendor's literature. Commonapplication is in steam lines or evaporator heads to improve the "quality" of steam generated.
3.2-4 lmpaction and Impingement
This category involves a wide range of styles and devices, all based on some obstruction to the bulk vaporflow causing a directional change in the flow. The entrained liquid particles having greater momentumimpinge or impact on a surface, coalesce with other liquid material, and separate via gravity.
Several manufacturers supply units with "wavy plates'* which force several direction changes in series(Fig. 3.2-11). Channel spacing may vary from a fraction of an inch to 6-8 in. Devices with four bendsare common with channel spacing of 2-3 in. The best separation efficiency is obtained in the range of 7-20 ft/s bulk velocity with a pressure drop in the range of 0.05-0.15 in. H2O. Vendors should be consultedfor actual performance data. These devices are limited to about 5% liquid by weight, and they can handlesome entrained solids with the liquid flushing away collected solids. Separation efficiencies of 90% arepossible for particles down to about 10 pm.
Some of the units have gutters (Fig. 3.2-11) on the vanes to trap separated liquid and force it to drain.Other designs such as the Petersen Candle Separator (Fig. 3.2-12) have close channel spacing down to0.025-0.03 in., with a high turning angle which allow 80-90% separation of drops down to 2-3 fim. Thisis accomplished with a much higher pressure drop, 12-20 in. H2O.
Knitted wire mesh pads are a common impingement device for removing liquid entrainment from vaporor gas streams. The Otto H. York Company pioneered this concept with the Demister®. Several vendorsare now active in the field.
The wire or fiber pad is generally 4-12 in. in depth with 6 in. being the most common size. Wirediameter ranges from 0.006 to 0.15 in. and the density of the mesh varies from 5 to 13.5 lbm/ft3 for the
TABLE 3.2-2 Number ofTangential Separator Spirals as aFunction of Inlet Vapor Velocity
FIGURE 3.2-7 Potential problems of vapor-liquid tangential separators. FromStern et al., Cyclone Dust Collectors, American Petroleum Institute, New York,1955.
V1 (ft/s)
3065
100
N
345

Particle size ratio (dp/d^)
FIGURE 3.2-8 Adjustment of separation efficiency for various particle sizes for tangential separators.
common 316 stainless steel material. The wire provides a target surface on which the liquid drops impingeas the mixture passes through. The larger, heavier drops have enough momentum that they are unable tofollow the gas through the many layers of wire. As drops impact the wires, they coalesce with liquidalready held on the wire until the mass of retained liquid grows large enough to drain and drop off themesh pad. The pads are generally placed horizontally with vertical vapor flow up through the pad. Figure3.2-13 shows several configurations.
As with other separators, there is an optimum vapor velocity through the pad. The allowable velocityis calculated by
(3.2-4)
K is a design constant based on experience which varies with disengaging height above the source ofentrainment, system pressure, liquid loading, and liquid viscosity. The most common recommendation ofthe vendors is K = 0.35. A disengaging height below about 10 in. should have lower K values: £ = 0.12for 3 in. or K = 0.22 for 6 in. For low-pressure applications the value of K should be reduced; at 2 in.Hg abs, K = 0.2 or at 16 in. Hg abs, K = 0.27 is recommended. Most vendors agree that for pressuresurges a design velocity of a new separator should be VD = 0.75 Va. The separator diameter is calculatedby Z) = (4Q/TTVD)U2. The calculated diameter is that available for the vapor flow and does not include theportion of the pad diameter that is ineffective because of support rings or bars.
Good separation efficiency is obtained from 0.3Kfl to V0. Efficient removal of smaller particles increaseswith velocity until re-entrainment occurs at velocities above Va. Mesh pads are effective in drop removaldown to 5-10 /xm. Some solids may be handled, but the lower-density mesh and liquid sprays above thepad are recommended to prevent pluggage.
Pressure drop across a mesh pad is usually less than 1 in. H2O and is of little concern except in vacuumoperations or systems involving large flows with fans or blowers at near atmospheric pressure. Pressuredrop is estimated by Ap = CV% p c , , where Ap is the pressure drop (in in. H2O), Vc is the gas velocity(in ft/s), and pc is the vapor density (in lbm/ft3; C = 0.2 for a standard-density 4 in. thick pad, and C =0.12 for a low-density 6 in. thick pad. For situations where pressure drop is critical, methods presented
TABLE 3.2-3 Separator Diameter Effect on Drop Size Removed
Rem
oval
effic
ienc
y of
parti
cles
d p(%
)
SeparatorDiameter
(ft)
48
12
Drop Diameter50% Removed
101519
Drop Diameter90% Removed
304050

FIGURE 3.2-9 Commercial in-line centrifugal vapor-liquid separator. Courtesy of the Centrifix Corp.
by York and Poppele5 should be used which include physical property, liquid loading, and mesh densityeffects.
Pads are usually made in sections to fit through vessel access paths with hold down bars above andbelow the mesh. These sections may be wired together and then wired to an annular vessel support ring.
Mesh material is usually 316 stainless steel wire although monel, nickel, copper, titanium, alloy 20,teflon, polyethylene, or other plastics are also available.
A wide variety of other packing materials such as rings, saddles, and Tellerettes are used to eliminateentrapment. Correlations for flow and pressure drop through these materials can be found in Chapter 6.Particles strike the packing and, if the surface is wet, adhere and coalesce. Drops as small as 3 /ttm can beseparated with 90% efficiency with vapor velocities of up to 30 ft/s. With high liquid loading, the packingmay be adequately wetted by the entrainment. If not, irrigation of the packed bed will be needed. Vaporflow can be either vertical or horizontal with countercurrent or cocurrent liquid irrigation in the verticalcase or crossflow liquid design in the horizontal case. Horizontal crossflow has advantages of smaller totalliquid rates to obtain the same wetting and more effective flushing of solids. Detailed packing designinformation is available from vendors. Unirrigated efficiency is less than mesh pads and frequently a packedsection is followed by a mesh pad to catch final entrainment.
Tightly packed fiber bed mist eliminators are another option for impingement separations. These deviceswere developed by the Monsanto Company for sulfuric acid plant mist applications, but they are now alsoavailable from various companies. Their main advantage is to allow efficient removal of particles down tothe 0.1-1 fim range. These very small particles are not separated by having greater momentum than thevapor or gas, but by the random Brownian movement or random diffusion. The particles diffuse to the fibersurface in the very densely packed beds. Brownian movement actually increases as particle size decreases,improving the separation of very small particles.
Various configurations are used, but a cylindrical bed as in Fig. 3.2-14 is the most common. Thetypical size ranges from 8.5 in. in diameter and 24 in. long to 24 in. in diameter and 120 in. long withmultiple parallel units used for high gas flows.
Since the bed is very dense, the pressure drop will be very high unless low velocity and large cross-sectional flow areas are used. The units can be sized for a specific pressure drop since this quantity is nota significant factor in the efficiency obtained. Pressure drops of 2-20 in. H2O are typical with bed velocitiesin the 0.25-0.7 ft/s range.
While these devices are unsurpassed for particles less than 3 jtm, they are very expensive when compared
Outlet
Drain
Secondaryvortex stabilizer
ring
Basic lineseparator
Centrifixvortex tuyere
Inlet

FIGURE 3.2-10 Centrifugal vapor-liquid separator inside an evaporator. Courtesy of the Centrifix Corp.
to mesh pads and packing. Information on particle size should be obtained to be sure removal below 3 /imis required. Devices such as packing or mesh pads upstream of the fiber bed may be desirable to limit theliquid loading on the fiber bed, thereby minimizing pressure drop and possible re-entrainment.
Other techniques using an impingement or impaction principle involve collision of drops with largerdrops of the same or different liquids. One way of facilitating this is to use spray nozzles to create a largepopulation of liquid drops that intercept or contact the drops to be removed. Spray nozzles can be selectedby style and pressure drop to obtain the desired droplet size that maximizes removal of entrained materialand is large enough to be collected easily by gravity. Figure 3.1-3 is a plot of collection efficiency of asingle drop. The V0 term is the relative velocity between the spray particle and the bulk gas flow. Withtarget efficiency i\T, the overall efficiency of the spray can be estimated by Eq. (3.2-5):
(3.2-5)
where L is the effective spray length (in ft) and dc is the effective spray drop diameter (in ft). For multiplestages of sprays, as in Fig. 3.2-15, the separation efficiency is estimated by Eq. (3.2-6):
(3.2-6)

Gas stream with entrainedparticles is forced upward,outward through spacesbetween stacked rings.
Gas follows curved pathin converging-diverging,specially contourednozzle formed byspaces between rings.
Forces, which can exceed100,00Og in throat ofnozzle, coalesce evensubmicron particles, trapthem on upper wall.
Liquid spray washes awayseparated particles asthey reach outside wallof nozzle rings.
Drain
FIGURE 3.2-11 Wavy plate impingement separator. Courtesy of the Peerless Manufacturing Co.
Strippingvanes
Gutters
Liquidreservoir
Condensateoutlet
FIGURE 3.2-12 The Peterson candle separator mechanism.
How Petersen Separator works

Open separators In-line gas scrubbers Oil-gas separators Oversize vesselFIGURE 3.2-13 Typical mesh pad installations in process equipment. Courtesy of Metal Textile Corp.Bulletin ME-7.
Evaporators Horizontal separators Horizontal separators Fractioning towers

FIGURE 3.2-14 Fiber bed mist eliminator configuration. Courtesy Monsanto Envirochem Co.
where m is the number of stages of sprays. Desirable drop sizes of sprays are in the 200-800 /xm range.Numerous commercial designs are available using sprays. Open towers with sprays can remove particles
down to about 10 /*m with about 0.5-1.0 in. H2O pressure drop. Spray systems have the advantage ofhandling solid entrapment as well as liquid, and they operate with a low irrigation rate, about 0.134 ft3
liquid/ft3 vapor.Venturi scrubbers are an enhancement of the spray approach. A contacting liquid is added to the
entrainment-contaminated gas stream just upstream of, or at the throat of, a venturi (Fig. 3.2-16). Theturbulence of high-velocity gas in the venturi causes break-up of the introduced liquid into small drops thatintercept and coalesce with the small, entrained particles. Collection efficiency greater than 90% of particles
Cleon gas out Retainer plate
Cop screws
Retomer lugsTwo lifting«ugs eq sp •
Gosket
Cos flow
Support piote
•Concentric screens,Liquiddroin-oge Fiber pocking
HoIf coupling
Vapor out
Second stagespray bank
First stagespray bank
Liquid in
Vapor in
Liquid out
FIGURE 3.2-15 Multiple-stage spray tower configuration.
Liquid seol pot

FIGURE 3.2-16 Venturi separator system. Courtesy of Plant Engineering, Sept. 30, 1982.
down to 0.5 fim is possible with a venturi, but with a high pressure drop of about 20-40 in. H2O. A venturican handle liquid and solid entrainment and can also allow for gas absorption by using appropriate contactingliquids. The scrubbing liquid is generally recirculated with purge and make-up added as needed.
Venturi scrubbers are available in various configurations from several vendors. All the designs haveanother device following the venturi, such as a cyclone or mesh pad to separate the liquid-gas mixtureleaving the venturi.
Venturi scrubbers are costly to operate because of the high pressure drop associated with their use,particularly for large gas flows. Figure 3.2-17 indicates some of the trade-offs of pressure drop, liquid/gasratio, and entrainment size removal.6 Various correlations are given in the literature, particularly by Calvert6
and a good review is found in Perry and Green,1 but vendors should be consulted for actual design data.
3.2-5 Electromotive Devices
Electrostatic precipitators are most often used for the removal of solids from large gas volumes, but theywork equally well for submicron- to low-micron-range liquid entrainment. At dc voltages of 25-100 kV,a corona discharge occurs close to the negative electrode, which is usually a wire or grid. Gas is ionizedand migrates to a grounded collector electrode, which is usually a vertical plate. Particles in the gas arecharged and drawn to the collector plate where their charge is neutralized and they are collected. Liquidremoval is less of a problem than solid removal since collected liquid coalesces and drains readily. Gasusually flows horizontally past the electrodes at velocities in the 2-8 ft/s range to allow particles time tomigrate to the collector without significant turbulence. In some designs, vertical cylinders are used as thecollector with the charging electrode being a concentric wire with gas flow up through the cylinder.
Pressure drop in these devices is only about 1 in. H2O which is a big advantage for very small particleremoval in comparison to fiber bed or venturi separators. The low gas velocity and low pressure drop,however, require a unit with a large volume that has high capital cost.
Theoretical calculations are not recommended for design, but Eq. (3.1-3) gives an indication of theeffect of several variables. Increasing collection efficiency from 90 to 99% requires doubling the collectorarea.
Liquid drain
Liquid feeds
Inlet
Throat
Adjustableinsert
Wettedelbow
Electric orhydraulicactuator
Cyclonicseparator
Optionalmesh-type orchevron mistseparator pad

FIGURE 3.2-17 Venturi scrubber parameter trade-offs. Reproduced with permission from S. Calvert, J.Air Pollut. Control Assoc, 24, 929 (Oct. 1974).
3.2-6 Selection Approach
Selection of the optimal gas-liquid separation technique or equipment configuration depends on the follow-ing factors:
1. Primary objective of the separation (clean gas or clear liquid).2. Concentration of liquid and vapor (or gas).3. Size of drops (or bubbles if the liquid phase is continuous).4. Separation efficiency required.5. Presence of any solids with liquid en train ment.6. Material of construction requirements.7. Capital and operating costs.
These factors are listed in the order in which they are normally considered in making a selection. Figure3.2-18 presents a logic diagram to aid in selection.
The first decision in the equipment-selection process is determining whether the objective of the sep-aration is a good quality liquid or gas. A clean gas, free of entrainment, is the more common separationgoal, especially in situations where gas or vapor is to be vented to the environment. The option seeking agood quality liquid effluent is a much less common problem. Typical situations involving the separationof gas from liquid include the removal of bubbles or foam to measure liquid properties for process controlor final liquid product packaging.
The concentration of one phase in the other dictates the equipment configuration. If a clean gas streamis the primary objective, a stream with a high liquid loading, greater than 10% by volume of liquid, willneed some technique to remove the gross liquid prior to a final clean-up device. A gravity-separator vesselor tangential-entry vessel can provide removal of most of the liquid with a mesh pad, wavy vane, or fiberbed following to provide the desired clean-up.
The particle size of liquid drops or gas bubbles to be removed significantly influences the selection.Figure 3.2-19 indicates the working range of the common gas-liquid separators as well as liquid particlesizes formed in several common processes.
Efficiency of separation from the stream is a major factor in the economics of separation. Clean waterin gas from an evaporator or dryer may be much less critical than removal of sulfuric acid mist from anacid plant vent. Therefore, separation specifications and complexity of equipment can vary greatly.

FIGURE 3.2-18 Vapor-liquid separator selection logic.
Is clean gas orliquid the prime
objective?
YES
Liquid
NO Is gross gasdisengagement
adequate?
NO Is foam break-upmain concern?
YES
Usemechanical devices,
hot surfaces, orchemical addition
NO
NO
Is gas volumeless than 5%?
Are bubbles below300 Mm?
Tangential separatoror gravity separator
Use commercialtangential separator
if size permits
YES
YES
Promotecoalescence withpacked media or
parallel plates
Usepipe separation
orknockout pot
Use mesh pad,wavy plates, or
commercial centrifugaldevice
NO Are solidsa problem?
NO
YES
Irrigatedpackedcolumn
NO
Usetangential separator
plus additional device
Must particlesless than 10 ^m be
removed?
NO
Use mesh pad withsprays or spray
tower
NO
NO Is pressure droplimited to 20 in. H2O?
YES
Electrostaticprecipitator
YESAre solidsa problem?
YES
YES
Use Brink*mist eliminator
NO
Must particles< 3ftm be removed?
Use tangentialseparator
YESIs removal ofparticles > 40 /*m
adequate?
NO
Use knockout potor pipe separator
Is removal ofparticles > 500 m
adequate?
YES
YESIs liquid volumemore than 50%?
NO
YESIs liquid volumemore than 10%?
Gas
Use venturiscrubber followed
by a separator

Particle size (jum)FIGURE 3.2-19 Vapor-liquid separator application range.
Hydraulic nozzle drops
Pneumaticnozzle drops
Condensing fog
H7SO4 Contactor mist
Contact HSO4 mist
Annular two-phase pipe flow
Gravity
Cyclone/tangential separator
Wavy plate
Commercial centrifugal devices
Mesh pads
Mesh pads with sprays
Packed or tray columns
Venturi scrubbers
Fiber bed Brink' mist eliminators
Electrostatic precipitators

The presence of solids, even in small quantities, can be an extreme nuisance factor in a system design.Solids can readily foul packed columns, mesh pads, or fiber beds unless prescrubbing or significant irrigationis used to flush contact surfaces.
Material of construction is not a big factor in equipment selection because most equipment is availablein a wide variety of metals, glasses, or plastics. In some situations where plastics are available, significantcost savings may be possible compared to use of some of the exotic metals.
Capital and operating costs are always the key factor in an equipment selection. They become a factor,however, only after multiple approaches have been identified as viable solutions to the defined problems.It is very difficult to generalize cost information for the amount of material to be handled, the separationrequirements, and the materials of construction needed. Table 3.2-4 indicates relative comparisons of thegeneral equipment types with regard to capital and operating costs. Operating costs should consider pressuredrop through the equipment if the loss must be compensated with fan or blower energy, liquid handlingsuch as pumping costs, chemical usage for cleaning, and maintenance. For situations where a process isvented from some significant pressure to atmosphere, the pressure drop through a separation may not be afactor if the loss is available.
The gravity settling chamber shows up as a high capital cost technique, if it is used separately toapproach a high degree of separation efficiency. A much smaller gravity chamber to remove gross entrain-ment plus a follow-up device such as a mesh pad or centrifugal vane device could make a very economicalseparator.
3.3 IMMISCIBLE LIQUID SEGREGATION
3.3-1 General
As discussed in Section 3.1, the principles of all phase segregations are very similar regardless of whetherthe individual phases are gas, liquid, or solid. However, separation of immiscible liquid phases is distinctivecompared to the others in that the important density difference between the phases is usually very small,sometimes less than 0.1 g/cm3. Liquid-gas, liquid-solid, or gas-solid separations typically have phasedensity differences of 1.0 g/cm3 or more. Segregation of phases with a small density difference requireslarge equipment, application of large forces, or unique equipment geometries. As with gas-liquid separa-tions, the common mechanisms are gravity, centrifugal force, impaction and interception, and electromotiveeffects.
Immiscible liquid phases are formed because of chemical effects, namely, the mutual solubilities of thetwo phases. The design for liquid-liquid separations is affected therefore by changes in temperature,pressure, presence of contaminants such as surfactants, and stream mixing effects. In this section, however,we will not consider any solubility factors, only the effect of physical forces.
The presence of two liquid phases may be the result of an extraction, washing, or reaction operation.The two phases may have been contacted in pipes, static mixers, agitated vessels, or at the impeller of apump. The type of contacting, the level of shear forces applied, the concentration of the phases, and thetime of contacting all influence the difficulty of the separation process.
To define the immiscible-liquid-segregation problem, the drop size range of the dispersed phase mustbe known or approximated. Weinstein1 and Middleman2 present drop correlations for pipeline contactingand static mixers while Coulaloglou and Tavlarides3 present correlations of liquid in liquid drop sizes foragitated vessels. All use the Sauter mean drop size definitions and involve use of the Weber number, a
TABLE 3.2-4 Relative Costs of Gas-Liquid Separation
LOW
HIGH
Capital
Open pipesMesh padsCentrifugal vanesMesh pad with vesselWavy platesTangential entry separatorsPacked sectionsSpray towersVenturi with separatorGravity settling chamberFiber bedElectrostatic precipitator
Operating
Open pipesGravity chambersMesh padsWavy platesSpray columnsPacked sectionsCentrifugal turning vanesElectrostatic precipitatorsFiber bedsTangential entry separatorsVenturi scrubbers

dimensionless group relating inertial forces and surface-tension forces as in Eqs. (3.3-1) and (3.3-2):
(for pipes) (3.3-1)
(for agitated vessels or pump contacting) (3.3-2)
where D is the pipe diameter, V is the average velocity in the pipe, p c is the continuous-phase density, oris the interfacial tension, N is the impeller rotational speed, and D1 is the impeller diameter. Figure 3.3-1gives correlations for open pipes or Kenics static mixers, where /*D is the dispersed-phase viscosity, /*c isthe continuous-phase viscosity and d32 is the Sauter mean drop size. A design drop size of about 0.8 d32
is reasonable. For agitated vessels or pumps, Eq. (3.3-3) gives an estimate of drop size:
(3.3-3)
where d32 is the Sauter mean drop size in the same units as D1 and 4> is the weight fraction of the dispersedphase. The drop size range may be from 0.5 d32 to 2.0 d32.
3
Part of the drop size prediction requires knowing which phase is dispersed and which is continuous.Selker and SIeicher4 provide a useful correlation to predict which is the dispersed phase based on phasevolume ratios and density and viscosity of each phase. This information may be approximated by Eq.(3.3-4),
(3.3-4)
where QL is the volume of the light phase and QH the volume of the heavy phase is consistent units. Thefollowing guidelines are suggested:
X Result
<0.3 Light phase always dispersed0.3-0.5 Light phase probably dispersed0.5-2.0 Phase inversion possible; design for the worst case2.0-3.3 Heavy phase probably dispersed>3.3 Heavy phase always dispersed
In situations where either phase could be dispersed, the phase being added is normally the dispersed phase;that is, in an agitated vessel one phase is being mixed and a second phase is added. As concentrations,temperature, and physical properties change, phase inversion may occur.
3.3-2 Gravity Separation
A wide variety of designs are used for gravity segregation in immiscible-liquid separators: horizontal orvertical vessels, troughs (API separators), and vessels with various internal configurations or parallel plates.
FIGURE 3.3-1 Drop size correlation for pipes and static mixes. Reprinted with permission from S.Middleman, IEC Chem Process Des Dev., 13, 78 (1974), © American Chemical Society.
Sauter mean drop sizePipe ID.Weber numberEmpty pipe
X
<0.30.3-0.50.5-2.02.0-3.3>3.3
Result
Light phase always dispersedLight phase probably dispersedPhase inversion possible; design for the worst caseHeavy phase probably dispersedHeavy phase always dispersed

The vessels are often referred to as decanters and may operate as a batch or a continuous operation. Theemphasis here will be on continuous designs. The basic design approach is as follows:
Calculate settling velocity for drops.
Pick a preliminary size based on overflow rate.
Estimate the time for drop coalescence.
Specify feed and outlet geometries.
Drop settling velocity is estimated from Stokes' Law using Newton's basic drag equation:
(3.3-5)
where d is the drop size, g is the acceleration of gravity pD and pc are the dispersed- and continuous-phasedensities, and ptc is the continuous-phase viscosity. A number of assumptions for derivation of Eq.(3.3-5) are often violated in the design of continuous equipment:
1. The continuous phase is a quiescent fluid.
2. The drop is a rigid sphere.
3. The drop moves in laminar flow (i.e., Re = Ud pcZ^c ^ №)•
4. The drop is large enough so that Brownian movement can be ignored.
5. The drop is not hindered by other drops or by vessel surfaces.
Assumption 1 is probably the most significant; however, the difficulty in obtaining or specifying a dropdiameter overshadows these other factors. Most drop sizes calculated by typical correlations as in Fig.3.3-1 are above 300 fim. However, because of the limitations of the assumptions of the design equation,a 150 /*m {d = 0.0005 ft) design drop diameter is recommended.
The overflow rate in a continuous gravity separator is defined as QcifAh where Qc is the continuous-
phase flow rate and A1 is the interfacial area between the coalesced phases. The continuous phase mustflow vertically from the entry elevation to the outlet. Drops must move countercurrently to this velocity toreach the interface and coalesce with other dispersed-phase material. Ideally, the continuous phase movesin a uniform plug flow with a velocity equal to the overflow rate. The minimum or design drop size shouldhave a settling velocity greater than the overflow rate, QcZA1 < U1. This provides an approach to set theseparator size based on interface area. The approach is made less accurate because of deviations from plugflow, but with a conservative design drop size, reasonable estimates can be obtained.
The performance of gravity separators is dependent on two parts: (1) the movement of dispersed-phasedrops to the interface and (2) the coalescing of the dispersed-phase drops at the interface. Either part couldbe the controlling factor. The coalescence is dependent on the purity of the phases and the interfacialtension. There is no simple equation to predict the time required for coalescence; which may range froma fraction of a second to 2-3 min. The time gets shorter as the density difference between the phasesincreases, the continuous-phase viscosity decreases, the viscosity inside the drop decreases, and the inter-facial tension increases.
Drops waiting to cross the interface often form a deep band of dispersed drops. The depth of thisdispersion band, HD, is correlated by HD = (QcZAr)
n. Values of n range from 2.5 to 7 for different chemicalsystems. If H0 becomes a significant fraction of the separator depth, a slight increase in feed rate couldcause the separator to become filled with the dispersion band, thereby eliminating the desired separation.Roughly half the volume of the dispersion band is occupied by dispersed-phase drops. Residence time inthe dispersion band is then 9 -1(H0AiZQ0). A good design practice is to keep HD < 10% of the separatorheight and 9 greater than 2-5 min.
The above conditions assume two relatively pure liquids. The presence of a surface-active agent or finedispersed solids can interfere with the coalescing process and result in a stable emulsion. Many liquid-liquid separators form a stable emulsion at the interface called a "rag layer" because of these agents andmay require draw-off nozzles near the interface to prevent accumulation. The "rag layer" is like foam inliquid-gas systems and is typically stabilized by very fine solids. If the rag is drawn off it may be de-emulsified or broken by filtration, heating, chemical addition, or reversing the phase that is dispersed.
Both the overflow rate and the residence time in dispersion band are decreased by increasing theinterfacial area. Accordingly, long horizontal vessels provide the most desirable geometry (Fig. 3.3-2).This configuration is good for vessels up to about a 12 ft (3.7 m) diameter and for pressure vesselrequirements. For much larger volume applications, either a large horizontal tank with center feed andperipheral discharge, such as a water clarifier, or a large horizontal trough such as an API separator is abetter selection.
In horizontal decanters, the continuous phase flows perpendicular to the drops. This causes turbulencewhich interferes with the settling process. If the cross-flow were fully laminar, settling would not be a

Diffuser detail section C-C
FIGURE 3.3-2 Recommended horizontal decanter configuration.
problem; however, it is usually impractical to operate with laminar flow. The degree of turbulence isexpressed by the Reynolds number Re = VDh Pclv-c* where V is the continuous-phase crossflow velocityand Dh is the hydraulic diameter of the continuous-phase layer (Dh equals four times the flow area dividedby the perimeter of the flow channel including the interface). Experience indicates that the followingguidelines hold for decanters:
Reynolds Number Effect
< 5,000 Little problem5,000-20,000 Some hindrance20,000-50,000 Major problem may exist> 50,000 Expect poor separation
It is good practice to proportion the decanter so that the velocities of both phases are similar, normallywith a ratio less than 2:1. Some velocity difference, however, seems to be desirable to aid coalescence.
The proper introduction to feed to a gravity separation is the key to its performance. For optimumdesign, the feed should be (1) introduced uniformly across the active cross-section of the decanter and (2)done in a way to leave no residual jetting or turbulence. An uncontrolled mixture inlet without properdiffusion will enter as a strong jet, shooting across the separator and causing significant turbulence andmixing. A practical approach is to limit the inlet velocity head at the nozzle to pV2 - 250 lbm/ft-s2. Forwater, this corresponds to about 2 ft/s. In addition, forcing a direction change on the inlet flow can reducethe jet effect. A very simple approach is to use a plate just inside the inlet at least two times the nozzlediameter and located one-half nozzle diameter in from the inlet. This deflects the jet and significantlyreduces the velocity.
For critical designs or retrofitting a marginal existing separator, more elaborate designs are required.To force good distribution and to calm inlet velocity effects, diffusers having a peak velocity of no morethan 2-5 times the separator mean velocity are recommended. Successful designs have two closely spaced,perforated or slotted, parallel plates. The first plate takes a high pressure drop with open flow area 3-10%of the separator cross-sectional area. The second plate has its open area off-set from the first plate todissipate velocity. The second plate should have an area of 20-50% of the separator cross section. Thespacing of the plates is about the dimension of the plate perforations or slot width.
High outlet velocity of the heavy and light phases can also adversely affect separation if a vortex isformed and nonseparated dispersion band material is drawn out in the vortex. The exit flow of each separatedphase should be drawn from the separator at velocities not more than 10 times the average velocity in theseparator. The ideal outlet consists of overflow and underflow weirs extending across the separator. Ifstandard nozzles are used at the top or bottom of a horizontal vessel, vortex breaker plates four times thenozzle diameter inside the vessel can prevent vortexing.
Reynolds Number
< 5,0005,000-20,00020,000-50,000> 50,000
Effect
Little problemSome hindranceMajor problem may existExpect poor separation
Light liquid out
I Valves to findand drain ragFeed nozzle
Heavy liquid out
1 in. holes
Section A-A
l in.gap

FIGURE 3.3-3 Simple decanter interface control.
For some critical designs, small-scale dynamic models are useful in evaluating performance. Care mustbe taken to assure that the same flow regime exists on both scales, that is, laminar or turbulent.
All gravity separators require good control of the liquid-liquid interface for consistent performance.For liquid-filled systems, level control instruments or interface detectors are used. A simpler, less costlymethod is to use a weir or underflow leg to fix the interface. The weirs or legs are made adjustable andare set on start-up. Positioning is estimated by doing a force balance [Eq. (3.3-6)] based on the ay b, andc dimensions indicated in Fig. 3.3-3:
(3.3-6)
Flow friction losses are assumed negligible and pL and pH are the light and heavy densities, respectively.Batch-operated gravity separations avoid the complications of turbulence in continuous separators. They
can be designed based on Stokes' Law for dilute dispersions, where the separation time is that for adispersed-phase drop to go from the farthest point to the interface: 6 = HIU, where O is separation time,H is the height from the farthest point to the interface, and V1 is the Stokes' Law settling velocity. Forsystems where coalescence is the limiting mechanism, the ratio of the volume to cross-sectional area shouldbe proportional to separation time and is the key parameter. Small-scale batch tests can be used to confirmsizing or separation time.
Batch settlers are best used for separation following batch contacting of two phases where both oper-ations can be done in the same vessel. The difficult part is making a clean cut between phases when drainingor pumping out. This is normally done visually with a sight glass or with a conductivity probe. Preventionof vortexing in the exit line is important to prevent premature entrainment of the light phase into the heavyphase. Use of a vortex breaker over a bottom outlet nozzle, a slow exit velocity, or taking an intermediatecut and recycling are alternate approaches.
Since all gravity settling depends on the distance a drop must travel to reach an interface, or the interfacearea available for coalescence, various designs having parallel plates have been promoted in recent years.The parallel plates create individual flow channels and, in effect, are many separators in parallel. Platespacing may range from about 0.75 in. (1.9 cm) to several inches. The maximum distance a dispersed-phase drop must travel to reach an interface is the distance between the plates, rather than several feet ina large open gravity-settling vessel. The parallel plates also maximize the interfacial area to aid coalescence.Separations keyed to overflow rate QfA can be performed with much greater interface area in a muchsmaller vessel. The parallel plates also address the problem of turbulence affecting gravity settling. Sincethe separator Reynolds number is a function of hydraulic diameter, the presence of the plates greatly reducesthe hydraulic diameter and allows laminar flow (Re < 2100) to be obtained in a reasonably sized vesselwith 0.75-1.5 in. (1.9-3.8 cm) plate spacing.
Many variations of parallel-plate separators are now available; some have flat plates, some use wavyplates, some use parallel chevrons or tubes. Most of the plates are placed on an angle to allow the lightand heavy phases to disengage as they pass through the plate section. New commercial designs use acrossflow approach, while some of the earlier designs required the collected dispersed phase to flow backcountercurrent to the bulk flow. Some disengagement volume is needed after the bulk flow exits the platesections, but at this point, the dispersed phase has coalesced into large drops which readily separate bygravity as they exit the plate surfaces. Units requiring countercurrent flow are not recommended for largevolumes of dispersed phase. Parallel plates added to ineffective existing gravity separator vessels can greatlyimprove separation quality or increase capacity.
FeedInterface
Adjustable leg
Siphon break

3.3-3 Centrifugal Separators
Cyclones for liquid-liquid segregations have been tried experimentally but are not in use commerciallyowing to the relatively small density differences and the high shear flow in the device which would breakdown liquid drops.
Mechanical centrifuges, however, are used commercially for immiscible-liquid separations. Centrifugeswork on the basic Stokes' Law functionality by increasing the settling velocity many times over that ofgravity by the application of centrifugal force. This is referred to as the number of &s developed by themachine, G = r{2icN)2lgy where r is the centrifuge bowl radius, N is the number of revolutions of thebowl per second, and g is the acceleration due to gravity.
The simplest liquid-liquid centrifuge is a tubular device of small diameter (< 8 in.) and very highspeed. It is fed at one end with the separated liquid phases removed at the opposite end through tubes ofdifferent radii. Maximum capacity is about 0.045 ft3/s (1.3 L/s).
The most common liquid-liquid centrifuge is a disk type design (Fig. 3.3-4). Forces up to 9000 timesgravity are typical. The inclined disks in the centrifuge enhance settling similar to the application of parallelplates in gravity settlers. The lower-density liquid phase moves to the top of the channel between disksand toward the center of the machine. The higher-density liquid phase moves toward the outside of thebowl but also exits at the top in a separate channel. Some solids can be handled with either periodicshutdown and clean-out or an automatic solids ejection by either parting the bowl momentarily or openingnozzles to eject the solids.
A minimum disk spacing must be maintained to prevent choking of the channels. Capacities of diskcentrifuges range from 0.011 to 1.11 ft3/s (0.3 to 30 L/s). The specific gravity difference of the purecomponents should be at least 0.01 and the drop size of the dispersed phase should be at least 1 fim. Somereported results indicate removals down to 0-5 ppm on feed streams of 15% dispersed phase.
3.3-4 Interception
Mixtures of immiscible liquids can be separated by an interception method analogous to mesh pads or fiberbeds in gas-liquid segregation. The mixture is passed through a dense bed of fibers or wire mesh and thedispersed drops contact with media surface. Most systems are designed with media materials that arepreferentially wetted by the dispersed drops. The dispersed material is held by the media until enoughmaterial coalesces and large globules disengage from the media. The large globules, now of significantsize, are readily separated by gravity. These devices are often referred to as coalescers.
Metal wires are generally wetted by aqueous phases, while organic polymeric materials are usuallywetted by organic chemicals. Glass or treated glass fibers can be tailored for either aqueous or organicphase wetting. Fiber size and media pore size are decreased with the need to separate smaller drops.Particles down to 1-5 /xm have been removed successfully. Pressure drop typically ranges from < 1 to20 lbf/in.2.
For very efficient operations, two-stage combinations of coalescing elements are used. The second stagemay be a continuous-phase wetted media, very densely packed to prevent entry of dispersed drops(Fig. 3.3-5).
Coalescers are good for clean liquid-liquid systems, but systems containing solids will rapidly plug the
Feed
Light-phaseeffluent
Heavy-phaseeffluent
Solidsholdingspace
FIGURE 3.3-4 Liquid-liquid disk centrifuge configuration. Figure reproduced with the permission ofMcGraw-Hill Book Co. from Perry's Chemical Engineers' Handbook, 6th ed., 1984.

FIGURE 3.3-5 Liquid-liquid coalescer configuration. Courtesy of Osmonics, Inc., Minnetonka, MN.
media unless a prefiltration step is used. When significant solids are present, a packed bed similar to adeep bed filter may be used with periodic backflush.
The performance of coalescers cannot be predicted theoretically and such systems require experimentalwork to determine sizing, using the same media, flow rate per area of media, and dispersion preparationmethod. Tests need to be run over sufficient time to assure that the media is fully loaded with the dispersedphase and that steady-state operation has been obtained. Periods up to 2 h may be needed to assure completeloading. A material balance of dispersed phase in and out of the system is a good check.
Another impaction technique is that of flotation. Gas bubbles are used to intercept dispersed liquiddrops and float them out of the bulk phase. Three methods are used to form the bubbles: (1) mechanicaldispersion, (2) electrolytic gas formation, and (3) dissolved air. Mechanically dispersed systems involveeither agitators or gas spargers to form the bubbles. Bubble size is usually large and not efficient in contactingsmall liquid drops. Electrolytic gas uses a direct current between electrodes to create small oxygen andhydrogen bubbles from water solutions. Dissolved air flotation is the most common method; in this pro-cedure, liquid is saturated with gas by various techniques followed by a sudden pressure reduction. Bubbles30-100 fim are evolved with optimum separation occurring with 50-60 fim bubbles.5 Gas requirements of0.01-0.03 Ib1n air/lbm dispersed phase are typical. Oil refinery applications of flotation to remove oil fromwastewater are used, after gross oil separation by gravity settlers. Separation efficiencies of greater than90% are obtained with 50-250 ppm oil concentration feed.
Membrane separators are used for immiscible liquid segregation. These devices are extensively coveredelsewhere in this book. For actual segregation, ultrafiltration or microfiltration membranes are anothervariation of an impaction or interception mechanism. Ultrafiltration membranes have discrete pores about0.001-0.02 fim in diameter which allow the continuous phase to pass while trapping the much largerindividual drops, which are usually greater than 0.1 fim. Flow velocity across the membrane surfaceresuspends trapped dispersed-phase material to prevent blinding of the pores. Pressure drop requirements
Organic phaseoutlet
Hydrophobicseparatorymembranes
Emulsion inlet
Coolescingmembranes
Pressure gageconnection
Hydrophilicseparatorymembranes
Water-phaseoutlet

for ultrafiltration are under 100 ltyin.2. Ideally, the membrane material is not wetted by the dispersedphase. These devices are good for obtaining a clarified continuous phase, for example, removing dilute oilfrom water. The dispersed phase, however, can only be concentrated, not truly separated, since a strongcontinuous-phase velocity is needed across the surface to prevent fouling. An example is feeding a 2-3%oil in water mimxture with a clear water stream passing through the membrane containing about 0.0005%oil, and an exit bulk flow of about 20-30% oil. The exit bulk flow could then be separated by moreconventional settling devices.
3.3-5 Electroseparators
Electrical charging methods may be used to remove aqueous materials and solids from organic fluids as incrude oil desalting. Dispersed materials passed between electrodes are charged with either dipoles or netcharges such that they are attracted either to each other or to an electrode surface where they coalesce withother dispersed-phase materials. The coalesced materials are readily separated by gravity settling. Somecommercial units handle up to 125,000 bbl/day of crude oil.
3.3-6 Selection of Liquid-Liquid Segregation Devices
The following factors need to be considered in selection of the optimal device or combination of separationequipment items:
Concentration of feedParticle size of dispersed phaseEffluent quality requiredCapital costOperating costsSpace for equipmentMaterial of construction
These factors are considered in the logic diagram shown as Fig. 3.3-6.Systems with greater than 30% concentration of dispersed phase are difficult to handle in anything but
large-volume gravity settlers. Coalescence will be a dominant factor due to the high frequency of dispersed-phase drop interaction. Coalescence will be greatly affected by the physical properties of the fluids, espe-cially the interfacial tension. Fluid pairs with interfacial tensions grater than 10 dynes/cm should readilycoalesce, while those < 1 dynes/cm will readily emulsify. Concentrations below 30% disperse materialcan be handled by disk centrifuges also. Below 15%, concentration plate settlers can be added becausesettling, not coalescence, is likely to be the dominant mechanism. Below 5% concentration, all equipmentis applicable and selection must be based on other criteria.
Dispersions may be considered in two categories—primary dispersions having drops 25 fim and largerand secondary dispersions of particles below 25 pm. Some secondary dispersions or haze are formed as aresult of the coalescing of primary drops. Secondary dispersions require techniques other than gravitysettling such as fiber coalescers, flotation, or centrifugation to obtain good separation efficiency.
Emulsions are another category of dispersion with particles generally less than 1 /*m and with lowinterfacial tension. Dense media coalescers are sometimes effective as are membranes. Chemical or heattreatment may be needed to break the emulsion by changing the interfacial tension followed by conventionaltechniques. For water dispersed in an organic emulsion, the electroseparators are a possible choice. Figure3.3-7 gives an indication of the range of application of the various devices as a function of particle size.
The required effluent quality is a prime factor in the final separator system configuration. Combinationsof two or three separator devices or techniques may be needed. Gravity settlers can do a gross separationof drops down to about 150 /im. Centrifuges, fiber bed coalescers, or membranes would be required forvery high efficiencies of particles down to 1 /im. To clear a mixture of 30% dispersed-phase concentrationto only a few parts per million residual would require gravity settling followed by some polishing device.
Capital costs are difficult to generalize owing to the wide range of feed properties, output specifications,and material of construction requirements. Table 3.3-1 is a relative positioning of the various separationtechniques.
Operating costs of the various devices vary from essentially no cost for gravity chambers with weiroutlet controls, to significant electrical and maintenance costs for high-speed centrifuges. Some periodiccosts for clean-out of solids accumulations may be required with most of the devices. Relative positioningof the devices by operating cost is essentially in the order of capital cost shown in Table 3.3-1.
Space available for equipment is frequently a key factor, especially when retrofitting existing operations.For locations with considerable real estate available, large gravity decanters, API separators, or circularclarifier vessels are applicable. For space-limited situations, use of parallel plates can greatly reduce theseparator area and volume, sometimes by a factor of 10-20. High-speed disk centrifuges require the smallest

NO
NO
NO
NO
Coalescersor flotation
Particles to beremoved all > 25 ^m
Dispersed phaseconcentration > 5%
Dispersed phaseconcentration > 15%
NO
YES
Particles to beremoved all < 25 nm
YES
Plate settlers
NO
YES
YES
Disk centrifuge
NO
Particles to be removedall > 200 Aim
Is adequate spaceavailable?
YES
Dispersed phaseconcentration > 30%
by volume
TO SEPARATE DISPERSIONS(systems settle with time)
YES
YES
Gravity settler(decanter or API)
TO SEPARATE EMULSIONS(systems not settling with time)
Flotation orcoalescers
NO
NO
Gravity settler plusadditional device
Particles to be removedall > 200 /um
Particles to be removedall>25Mm
Plate separator
YES
Gravity settler(decanter or API)
YES
May need chemical or heat treatmentprior to separation equipment
Organic
Electrotreateror coalescers
Need clean aqueousor organic fluid
H2O
Membrane unitsor coalescers
FIGURE 3.3-6 Immiscible liquid separation selection chart.

Particle size (/urn)
FIGURE 3.3-7 Immiscible liquid separator particle size range.
area and volume of the liquid separators for large flow applications, but they are the devices with highestpurchase and operating costs.
Material of construction should not pose a major problem since most devices are available in a widerange of metals and plastics. If lower-cost metals or reinforced plastics are not acceptable and exotic metalsare needed, a smaller size device such as the centrifuge may be more attractive, compromising the typicalcapital cost comparison of Table 3.3-1.
3.4 LIQUID-SOLID SEGREGATION
3.4-1 Gravity Settlers
TYPE I SEDIMENTATION
The settling of dilute slurries where there is little particle-to-particle interaction is commonly referred to asType I settling. All particles settle independently; consequently, if a particle size distribution is known andthe settling rate of individual particles is known, then a settler can be designed. The design method forsolid-liquid gravity settlers is the same as the previously described design method for gas-liquid gravity
TABLE 3.3-1 Relative Capital Costs of Liquid-Liquid Separators
Low capitalDecanter vesselsOpen-trough separators (API type)Plate separator devices
Moderate capitalCoalescersFlotation systems
High capitalElectroseparatorsMembranesCentrifuges
Gravity decanters or API
Plate settlers
Fiber pack coalescers
Centrifuges
Flotation
Electrotreaters
Membranes
Next Page