pattern allowances.ppt
19
PATTERN ALLOWANCE • A duplicate of the product to be cast, modified dimensionally to reflect process of material to be cast • Modification incorporated in pattern are allowance or pattern allowance • Expandable mould use some form of reasonable pattern • Allowances are added to the pattern and mould cavity is larger than final Casting.
-
Upload
imamuddeen -
Category
Documents
-
view
1.630 -
download
120
description
casting
Transcript of pattern allowances.ppt
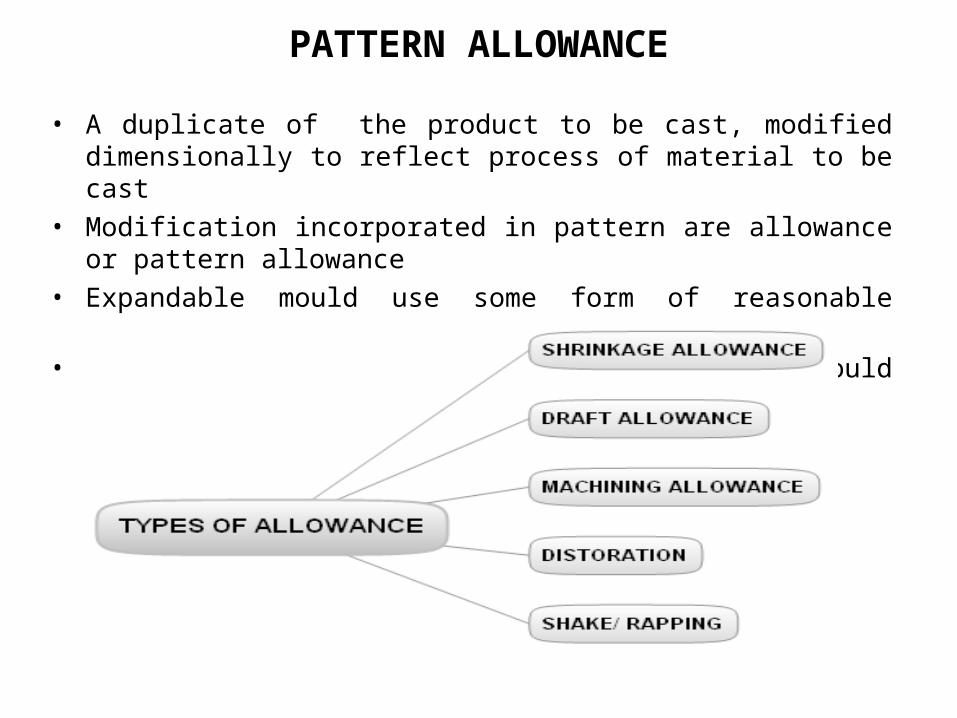
PATTERN ALLOWANCE
• A duplicate of the product to be cast, modified dimensionally to reflect process of material to be cast
• Modification incorporated in pattern are allowance or pattern allowance
• Expandable mould use some form of reasonable pattern
• Allowances are added to the pattern and mould cavity is larger than final Casting.

TYPES OF ALLOWANCE
PURPOSE
1.SHRINKAGE ALLOWANCE
To compensate for volumetric contraction during freezing of metal, this allowance is addedShrinkage though volumetric, allowance linearly expressed as % of mass or lengthPattern made larger applying shrink rule depending metal / product

TYPES OF ALLOWANCE PURPOSE
2. DRAFT ALLOWANCE The allowance which facilitate easy withdrawal of pattern from mould wallsSlight taper or draft is provided to vertical side of mould walls all aroundDrat allowance is additive: 1 – 1.5 % of length

TYPES OF ALLOWANCE
PURPOSE Diagram
3.MACHINING ALLOWANCE
To remove rough surface exhibited in casting especially sand casting by subsequent machiningAllowance is added to pattern to provide compensation during machiningDepends on finish requirement, product complexity and type of material to be cast
4.DISTORATION Thin section or abnormal change in size of the product restrained in mould which tend to distort upon coolingU or V shaped section tends to distort more while cooling in mould1-2º is given as allowance inwardly

TYPES OF ALLOWANCE
PURPOSE
5.SHAKE or RAPPING
Cavity enlarge while pattern is withdrawn due to tappingCavity made smaller. tapping of pattern results original dimension – It is a subtractive allowanceAdded to parting surface or parallel to parting surface
Size of the final patternSize of the final pattern




• Mould Force = hA (N)density of metal (kg/m3)
H head of metal (m)
A Projected area (m2)
Sand mould
mould pressure
Cavity Parting line
Cope
Drag

Cores
• Cores : cores are used to prepare cavity or hollow projections on
casting
• Complicated contour or cavity produced by cores- intricate &
complex shapes
Purpose of cores
• Intricate & hollow parts need cores for moulding (engine block,
other hollow parts)
• Cores may be used to form a part of sand mould
• Strengthen & improve a mould surface
• Cores may be used as a part of gating system




• Types of cores
– Unbalanced core
– Balanced core
– Cover core
– Vertical core
– Drop core

Core prints
• Purpose– Securely hold the core in position relative to
mould cavity and the core print is a part of core
Core
Core print
Chaplet
Mould

Dies• Die are used as mould to produce casting of low melting metals like
zinc aluminium , magnesium and copper alloys
• Used as permanent mould and contains product features – gravity die casting
• Mould is permanent and used for repeat production (mass production)
• Better reproducability of features and dimensions & surface finish
• Dies of split type made from metal where product features are machined
• Die is hinged at on of the edge
• Die material melting temperature must be grater than work material melt temperature and metal should not diffuse during freezing
• Die contains cavity, gates, runner and riser
• Core are used to produce hollows – core material invariably metal

DIE MATERIAL
– Die steel– AISI P20- for low volume production– AISI H13 – high volume production(Aluminium ,
Magnesium)– AISI H20-22 – usual die material (Cu alloys)


Casting Process
• Sand casting process