
P-05-26

of 9
-
Upload
reddygaari-abbayi -
Category
Documents
-
view
214 -
download
0
Transcript of P-05-26
-
7/30/2019 P-05-26
1/9
1
TUNNEL BORING MACHINES FOR THE SRISAILAM CANAL TUNNELS,
ANDHRA PRADESH, INDIA
David Salisbury1, Desiree Willis
2
1Robbins Asia Pacific, China Hong Kong City, Canton Road, Kowloon, Hong Kong SAR, China
2The Robbins Company, S.194th St., Kent, Washington, 98032, United States of America
Keywords: TBM, India, hard rock, OFTA
INTRODUCTION
The city of Hyderabad and the surrounding province of Andhra Pradesh, India has, for decades,
faced an increasing struggle for a reliable source of fresh water. Local drinking water is known to
carry excessive levels of fluoride, which poses a long-term health risk to the local population, their
livestock and the diverse natural flora and fauna of the region.
To address this problem the government of Andhra Pradesh has commissioned the Alimineti
Madhava Reddy (AMR) project comprising over 100km of aqueduct canals and tunnels to transfer
water from the Srisailam Reservoir to 120,000 hectares of farmland, as well as providing a greatly
improved source of drinking water to over 500 villages and the city of Hyderabad.
As part of this network, one of the longest tunnels ever constructed in India is being driven across
the Amrabad plateau, which contains the Rajiv Gandhi wild life sanctuary and the Nagarjuna Sagar
reserve, at 3568km
2
Indias largest tiger reserve. To minimize the environmental impact on thereserve, the contractor Jaiprakash JV elected to use two tunnel boring machines (TBM), one
working from each portal and meeting in the middle. At 43.5km in length, and 9.2m diameter,
tunnel-1 will be the longest tunnel in the world to be constructed without any intermediate points of
access.
Another section of the overall scheme, the Pula Subbiah Veligonda project will construct a similar
9.2m diameter, 19.2km long tunnel from the right bank of the river, beneath the Nagarjuna Sagar
reserve, to irrigate 160,000 hectares of farmland to the south.
This paper will describe the planning of the project, and the selection and procurement of the
TBMs. It will also outline the development of the on-site first time assembly (OFTA) method now
being adopted successfully on this project and a number of Robbins projects around the world.
Finally it will provide an update on the progress and difficulties overcome on the AMR project upto the time of writing.
PROJECT BACKGROUND
The Andhra Pradesh region of India has an average annual rainfall of just 925mm, making it one of
the most arid states in India. A scheme to provide a clean reliable and cheap water supply to this
region has been planned since 1983. These projects are two of a number of large irrigation schemes
intended to greatly improve the availability and reliability of water around the region.
The two projects emanate from the Srisailam reservoir and will provide water to four districts in
Andhra Pradesh. The AMR and Veligonda tunnels will utilize three identical 10.0m diameter
Robbins Double Shield TBMs and conveyor systems, and will also be supplied with Robbins
cutters, spare parts, and field service personnel.
-
7/30/2019 P-05-26
2/9
2
Alimineti Madhava Reddy (AMR) Project
The AMR Project begins at the left bank of the Srisailam Reservoir on the Krishna River. Two
main tunnels will distribute surplus water through a network of canals to the plains of the Nalgonda
District. The water will be used to irrigate 120,000 hectares of farmland and will provide potable
water to 516 villages.The main tunnel, Tunnel-1, starts from an
intake basin just upstream from the
Srisailam dam and travels from south to
north for 43.5km to a balancing reservoir
on the Dindi River, making it the worlds
longest TBM-driven tunnel without
intermediate access.
A second, 7.3km long, 8.7m diameter,
drill and blast tunnel running northeast
from the Dindi river will then distribute
the water to a network of canals.
Pula Subbaiah Veligonda Project
On the opposite side of the Srisailam
Reservoir is the Pula Subbaiah Veligonda
project.
Two parallel, 19.2km long tunnels,
Veligonda Tunnel-2, will transfer 1.2
billion m3
of floodwater annually via a
network of five canals to over 1,600km2
of farmland in the three districts ofPrakasam, Nellore, and Kadapa.
GEOLOGY
The geology of the Andhra Pradesh region is generally very stable, unlike the conditions in North of
the country. It is part of the ancient South Indian Peninsular Shield, and consists of two main rock
types; quartzite and granite. The project site is in a remote area with very little previous geological
information available. Therefore the geology of the tunnel has been interpreted mainly from surface
mapping and aerial photography. The main contractor, Jaiprakash, completed a walkover of the
surface and survey of all river valleys above the tunnel. This led to some concerns over the lack of
cover to the tunnel in one river valley, resulting in a realignment of the project.Other useful geological information on the southern section has been interpolated from the nearby
underground power stations and other related excavations on the Srisailam reservoir, some 5km
from the tunnel inlet portal.
At the AMR Project the ground conditions from the southern inlet consist of quartzite zones with an
unconfined compressive strength (UCS) of typically 80 to 250MPa, and up to 450MPa. These are
layered and separated by shale for approximately 60% of the length. The remaining 40% of the
northern section of the tunnel will pass through granite with a UCS of typically 100 to 230MPa.
Figure 1 AMR and Veligonda Projects location
-
7/30/2019 P-05-26
3/9
3
PROJECT CONSTRAINTS
Alignment
The vertical alignment is a single downhill 0.03% gradient from south to north. The concern over
the low cover geology led to a revised horizontal alignment from the initial straight tunnel. The
revised alignment incorporates two 10km radius curves at the southern end to push the alignmentapproximately 1km West as it crosses the Mamidirevu Vagu valley, thus achieving over 100m of
rock cover. The large radius curves allow the segments to be designed as if the tunnel were straight
with only plane correction packing required.
Programme
The entire project is expected to take about 60 months to complete, and should be operational by
December 2012. This relatively tight schedule for such a long drive effectively dictated the use of
two double shield TBMs, with other considerations to mitigate the programme including the OFTA
method allowing the Downstream outlet portal TBM to be launched in May 2008. However, at the
inlet portal the works area would not be ready until the end of April 2009, with the TBM scheduled
to start assembly in May 2009 and launched in August 2009.
Personnel
Jaiprakash has extensive experience in civil construction and drill and blast tunnelling, but little in
the field of TBM tunnelling. It was therefore essential to them that the TBM supply contract
included personnel suitably experienced in hard rock TBM tunnelling to work with the Jaiprakash
workforce. To meet this requirement, Robbins has a full time site staff including both Indian
nationals and expatriates. These personnel carry out all the maintenance of the TBM as well as
providing supervision of cutter changing and the overall tunnelling operations. Training the local
workforce in the various specialized skills required for efficient operation of a high performance
TBM has led to a longer than expected learning curve at the start of the outlet tunnel drive.
Portals
The outlet portal surface area was maximized to be 45m wide and 160m long to allow the full
length of the TBM to be assembled to minimize the time taken for launching the machine. A deep
trench was excavated in the granite to provide the site formation, see Figure 2.
However, at the inlet portal the tunnel invert level is 30m below the top water level of the reservoir,
protected by a bund wall. This meant that the site had to be reduced to 120m by 45m and would
take much longer to prepare.
TBM SPECIFICATION
Selection processFollowing a detailed selection process double shields
were eventually finalized as the best choice for the
tunnel excavation by Jaiprakash. Consideration was
given to using open TBMs and single shielded TBMs.
However, the simplest and most reliable solution, of
using two 10.0m diameter double shield machines
boring from opposite ends of the 43.5km tunnel, at the
inlet and outlet portals was the final choice.
Figure 2 AMR outfall portal site
-
7/30/2019 P-05-26
4/9
4
The main reasons behind these decisions were:
Construction of lining simultaneously with excavation Envisaged difficulties with the geology and unknown associated risk No temporary support required, and difficulty to quantify Optimized programme as no need for follow on concrete lining Two high performance TBMs of the same type, one working from each end.
Cutters
The machines utilize back-loading 20-inch diameter cutters, which provide for a more efficient
excavation and longer cutter life. Specially designed drive motors also allow each machine to run
at a higher than normal rpm, compensating for low expected penetration rates in the hard rock. In
squeezing ground, each cutterhead is also capable of vertical movement to allow for overboring.
Segmental lining
Each machine will install 300mm thick concrete segments, which will serve as a final liner to make
the finished tunnel diameter of 9.2m. As the TBMs bore, invert segments are laid directly on the
excavated surface and the 6+1 ring erected using dowels on the circle joints and spear bolts on the
radial joints. Stability of the segment rings is achieved through a combination of pea gravel
injection and grouting to fill the annulus outside the lining. Boring through precast blind weep
holes in the concrete lining to relieve external pressure can also be used to mitigate groundwater
seepage.
Probe drill
A probe drill on each of the machines can be utilized to verify geology 30m ahead of the TBM.
The drill is capable of 360 rotation and can alternatively serve for drilling grouting arrays. Large
40kW dewatering pumps located on the back-up have been specially designed to pump any wateraway from the tunnel face. This is required on both the uphill and downhill drives, as the final
hydraulic gradient is so shallow.
Data logging
To monitor TBM performance throughout the project, a newly designed data logging system has
been installed on each machine. Real-time meters allow the measurement of parameters including
cutterhead motor amperage, cutterhead power, and gripper cylinder pressure. Information is relayed
to bespoke designed software which allows multiple choice displays, viewable by the machine
operator, Tunnel Superintendent and Engineers to allow monitoring and adjustment of all TBM
equipment. Data can also be generated in graphic form to view trends over time. The data logging
system on these machines is more advanced than those previously used, monitoring a greaternumber of parameters, allowing equipment performance to be examined and maintenance planning
to be performed on a continuous basis.
TBM Backup
The backup consists of seven decks and a towed California crossing. The backup has been designed
to run on an outer rail which is recycled once this is exposed at the rear of the equipment. All the
backup structure was fabricated in India.
Each supply train can deliver enough materials and segments for two complete excavation cycles all
unloaded in one fast operation. At the full 22km length of the drive it will take over 1.25 hours of
travelling time for the supply trains to reach the TBM.
-
7/30/2019 P-05-26
5/9
5
The backup decks have two main levels and carry all the necessary equipment for running the
TBM:
Deck 0 TBM conveyor, transfer conveyor and bridge gantry, towing connection betweenTBM and backup, hydraulic power packs; Rail laying area.
Deck 1 and Deck 2 Electrical cabinets, transformers and VFD equipment; Segmenthandling equipment on the lower deck
Deck 3 Invert and secondary grouting mixers, pumps and material handling equipment Deck 4 Pea gravel injection equipment, storage hoppers and handling system Deck 5 Water supply and dewatering system. Emergency refuge chambers Deck 6 Air compressors, high voltage cable reel and ventilation equipment Deck 7 Ventilation equipment and dust scrubber system, duct magazine and hose reels California crossing Towed by the backup and running on the backup outer rails.
The backup decks are over 120m long and weigh unloaded 450t.
Emergency Chambers
Safety concerns in long tunnels necessitate the use of refuge chambers. On the AMR TBMs
chambers have been included which are able to accommodate the full working shift. Two separate
pressurized containers on the back-up decks provide a capacity for 32 people. The containers are
connected to a compressed air line from the surface. Should a fire or similar emergency occur,
compressed air is stored in cylinders sufficient for 32 persons for a two hour period should
pressurization not be possible.
Veligonda Project
A third identical 10.0m diameter Robbins double shield machine was designed for the nearby
Veligonda tunnel-2. Design elements of this third machine, such as the use of back-loading 20-inchcutters, are the same as those for the two AMR machines. The machine was delivered to site in late
2008, again with OFTA being used for its commissioning procedure. The machine is programmed
to commence excavation in March 2009 alongside another 7.7m diameter TBM excavating a
parallel tunnel.
CONTINUOUS CONVEYORS
A continuous conveyor system was
selected as the most efficient method of
spoil handling for the projects. The
system is the longest conveyor drive
Robbins conveyor division has everprovided, with the AMR tunnels each
containing two reaches of 11.25km and
the Veligonda tunnel extending a single
flight of 19.2km. To take the belt to
greater lengths, more powerful drives are
needed with booster drives at
approximately 5.5km spacing. The
914mm wide steel cable belt system will
be powered by a total of seven drive
motorsone main drive with two 300kW
motors at the tunnel portal plus threebooster drives with a total of five motors
Figure 3 Stacker conveyor at outfall portal
-
7/30/2019 P-05-26
6/9
6
inside the tunnel. They have a capacity of 800 tonnes per hour, with a speed of 3m/s and a cassette
capacity of 600m.
Once the TBMs bore the first 11.25km of their respective drives, the fixed tailpiece and the belt
storage cassette will be moved inside the tunnel, allowing for the continuous addition of belt to the
next conveyor flight. Muck removed during the course of the project will be recycled as backfillgravel, segment aggregate and rock fill on many of the projects balancing reservoirs.
At the outlet portal is an incline conveyor and a stacker conveyor. The stacker allows a stockpile of
9m height over an arc of 45 degrees. 5000m3
can be stockpiled with muck removal by truck.
The construction sites for the AMR and Veligonda tunnels are two to three hours away from each
other by road, making it possible to exchange conveyor components; hence the conveyor systems
themselves are nearly identical for maximum efficiency.
ON-SITE FIRST TIME ASSEMBLY
Robbins first developed OFTA for the 14.44m diameter Niagara TBM as a way to build a large
diameter machine in a relatively small amount of time. OFTA allows TBMs to be initiallyassembled onsite, rather than in a manufacturing facility. The process eliminates all pre-assembly
and disassembly in workshops and requires fewer total man-hours as a result. The reductions in
man-power and shipping of large components generally add up to significant cost savings. By
analyzing the risks and benefits in advance it is possible to determine on which projects this method
will provide time and cost savings.
Pre-planning is generally done months in advance to ensure that adequate personnel, cranes, and
other lifting devices are available at the site. Multiple quality control measures are put in place to
make sure the OFTA process runs as efficiently as possible. A typical project requires that Robbins
engineers develop a complete set of procedures for the assembly. Key personnel are then provided
to oversee the assembly, including mechanics, electrical engineers, welders, fitters, and field servicesupervisors.
Several developments in the TBM manufacturing process have assisted the development of OFTA:
The ability to visualize accurately the assembly of component parts using 3D graphics CAD
software has greatly reduced the risk of clashes and conflicts between components which was not
previously available with 2D drawings; The use of modular components allows each component to
be tested at its own point of manufacture, eliminating any real need for repeat factory testing at a
TBM assembly shop. Standardisation of TBMs and repeat designs allows many of the testing and
commissioning problems to be eliminated through the generations of machines.
Since its inception at Niagara, OFTA has
been used in the planning for a number
of machines and was immediatelyrecognized as offering potential benefits
to the AMR and Veligonda projects.
OFTA at the AMR outlet portal
The TBM order for the AMR project was
signed in May 2007 and components for
the first 10m machine began arriving in
late 2007 only eight months after the
finalizing the order, with all components
for the first TBM delivered to site within
13 months.Gantry cranes capable of lifting up to
170 tonnes were assembled at the outfallFigure 4 Assembly of the TBM at the outfall portal
-
7/30/2019 P-05-26
7/9
7
portal to hoist machine components into the launch pit. Machine components including the
cutterhead, gripper system, forward shield, and telescopic shield, were assembled in a concrete
cradle, see Figure 4. The finished TBM then crawled forward by reacting against invert segments
installed progressively up to the tunnel entrance, see Figure 5. The back-up decks and other
supporting equipment was assembled concurrently as well as the main components of the conveyorsystem.
The whole assembly process was
completed in 16 weeks, this was slightly
longer than planned and some minor
miss-matches of components had to be
overcome. The remoteness of the
project and the lack of an experience
local labour force to support the
Robbins site team added to the delays.
Nevertheless, the whole process of
TBM order to commissioning using theOFTA process led to a saving of over 4
months on the critical path of the
project.
EARLY CHALLENGES
Groundwater inflow
The granite section of the tunnel is blocky and fractured with dolerite dykes, this has led tosignificant water flowing into the face. This water is picked up by the cutterhead buckets and
deposited on the conveyor, this forms an abrasive paste which causes rapid wear to the conveyor
scrapers. Water draining from the belt also affects the segment erector causing mechanical
problems. Different scrapers were tried to improve this problem. Water carried along the conveyor
system also caused a problem for the inclined conveyor and the stacker conveyor at the portal. The
stacker conveyor angle has been reduced to limit this problem.
Boulder damage to the conveyor
The blocky rock led to large boulders
entering the cutterhead, and being dropped
onto the conveyor.Some of these boulders block in the transfer
hoppers causing massive tears in the
conveyor belt. Boulders also would roll
back and drop off the incline and stacker
conveyor, see figure 6. Additional grizzly
bars were added to the cutterhead openings
to reduce the size of rocks passing into the
cutterhead. This has also helped with the
problems of boulders.
Other issuesThe project suffers regular power outage causing loss of production and safety concerns. The site
has full generator back-up but this takes time to start and is expensive to run.
Figure 5 The fully assembled TBM
Figure 6 Boulders on the stacker conveyor
-
7/30/2019 P-05-26
8/9
8
The TBM tail shield is open-bottomed which allows the invert segment to be set directly against the
exposed rock surface. Early problems with the ring build required the opening size to be widened to
cover the bottom three segments. This in practice initially did not work and packing had to be
placed beneath the segment. The solution proved to be to increase the opening allowing the
interaction between the lower three segments and the tail shield to be minimized.Excavated material is being recycled for aggregate including the backfill for the annulus around the
segments. The coarseness of the crushed granite is not ideal for this function causing excessive wear
and difficulty in placing. The injection system has been moved forward from deck 6 to deck 2 to
reduce the wear.
The local labour force is not experienced in TBM work, while this was expected it has led to a
lengthened learning curve process. Robbins has put together a detailed training course which takes
the Contractors personnel through four stages of learning from general tunnelling to looking in
detail at electrical and hydraulic circuitry and studying the operation and maintenance manuals of
the equipment.
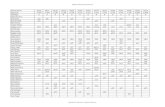
PROJECT UPDATEExcavation commenced on 19
thMay 2008. By mid March 2009 the first TBM had achieved over
2,500m of its predicted 22.5km drive. Early difficulties with the geology had been expected as well
as the learning curve for training local personnel in the operation and maintenance of the TBM and
conveyor systems. Following a three week stoppage in January 2009 to replace a cracked main
bearing seal progress has improved with all the best day, week and months so far being achieved in
the first quarter of 2009. Excavation outputs up to the 12th
March 2009 are given in Figure 7.
Modifications to the TBM and conveyor systems to deal with the blocky ground and groundwater
have been made and are proving effective. Excavation rates are expected to increase significantly in
2009.
Production Records at 12th
March 2009
Best calendar month 401.85
Best Payment period month 423.53
Best Day 27.03
Best Week 117.05
12d
ays
5/08 6/08 7/08 8/08 9/08 10/08 11/08 12/08 1/09 2/09 3/09
Figure 7 Monthly progress for first 10 months
-
7/30/2019 P-05-26
9/9
9
CONCLUSIONS
The OFTA method can be used on any TBM type at any diameter, though it is best suited to the
larger diameter projects. In 2008 Robbins also completed the assembly of the 12.4m diameter Main
Beam TBM for the Jinping-II Hydroelectric Project. The jobsite, located in a remote area of
Chinas Sichuan Province, requires that most components be shipped via barge on the nearbyYalong River (a tributary of the Yangtze). The OFTA process allowed for decreased shipping costs
and shipping risks since the assembly was achieved during the high water season of the Yangtze,
where the barges could be used. At other times the TBM components would have required road
transport utilizing very expensive heavy
haulage equipment.
At the end of 2008 Robbins had orders for
several future machines which will utilize
OFTA. The second AMR TBM and the
Veligonda Tunnel No. 2 machine discussed
above; The 12km long 10.0m diameter EPB
TBM Sleemanabad Carrier Canal tunnel inMadhya Pradesh, India; and a 9.59m
diameter EPB TBM for the 6.2km long
Mexico City Metros Line 12. The OFTA
approach is being considered in all Robbins
future machine proposals.
Future developments utilizing 4D graphics
(3D assembly animation linked to a
programme timeline) that will allow greater
levels of planning and control of the OFTA
process are currently being planned.
ACKNOWLEDGEMENTS
The authors would like to thank the AMR site team, especially Jim Clark and Bill Brundan, for their
photographs, input and updates on the project.
REFERENCES
Willis, D. (2008), Robbins TBM Assembly Method Fits Up with Tight Schedules, The Robbins Company press
release.
Willis, D. (2008), Robbins TBMs Excavate Indias water tunnels, The Robbins Company press release.
Figure 8 The AMR project team







![St. Mary's gazette (Leonard Town, Md.) 1864-05-26 [p ]chroniclingamerica.loc.gov/lccn/sn89060120/1864-05-26/ed-1/seq-2.pdf · defenders of ftdtiaMtf* J 4 (Of him itmay bw trulyarid,](https://static.fdocuments.in/doc/165x107/5e85aa4cce12e55e44584eff/st-marys-gazette-leonard-town-md-1864-05-26-p-defenders-of-ftdtiamtf-j.jpg)








![[4830-01-p] DEPARTMENT OF THE TREASURY Internal Revenue … › ... › 2020-11465.pdf · 2020-05-26 · [4830-01-p] DEPARTMENT OF THE TREASURY Internal Revenue Service 26 CFR Part](https://static.fdocuments.in/doc/165x107/5f1c77be89be1b7d2d76808e/4830-01-p-department-of-the-treasury-internal-revenue-a-a-2020-11465pdf.jpg)
![Home | UBC Blogs - SPAN101’blogs.ubc.ca/span101summer2016/files/2016/05/span101_5.pdf · 2016-05-26 · Dictado: PrácBca’ [ejercicio3.40,p.96]’ Sergio:’ Tú’deseas’una’descripción’de’mi’persona.’¡Aquí’va!](https://static.fdocuments.in/doc/165x107/5f0eb16e7e708231d4407918/home-ubc-blogs-span101ablogsubccaspan101summer2016files201605span1015pdf.jpg)