
제1장 서 론¹„전과발전전략-정밀석유... · ii 2. oecd의 안전․유해성 관련...
188
I 제1장 서 론 ·································································· 1 제2장 정밀화학산업의 현황과 전망 ······························ 3 제1절 정밀화학산업의 현황 ········································································3 1. 국내의 시장현황 ···················································································· 3 2. 수출․입 현황 ·························································································· 6 3. 국내 정밀화학산업의 수급 전망 ························································ 10 제2절 정밀화학산업의 발전 전망 ····························································11 제3절 국내 정밀화학산업의 현황(SWOT) 분석···································13 제3장 정밀화학산업관련 국내외 환경규제 동향 및 전망 ·· 14 제1절 화학물질 위해성 ··············································································14 1. 화학물질 위해성의 특징 ····································································· 14 2. 화학물질의 위해성 관리 ····································································· 14 3. 화학물질 관리의 역사 ········································································· 15 제2절 우리나라의 화학물질 관리제도 ····················································17 제3절 선진국의 화학물질 관리 제도 ·····················································18 1. 일 본 ·································································································· 18 2. 미 국 ·································································································· 19 3. 유럽 연합(EU) ····················································································· 20 제4절 국제 동향 ·························································································21 1. 국제기구의 안전․유해성 관련 제도 ·················································· 21
Transcript of 제1장 서 론¹„전과발전전략-정밀석유... · ii 2. oecd의 안전․유해성 관련...

I
제1장 서 론 ·································································· 1
제2장 정밀화학산업의 현황과 전망 ······························ 3
제1절 정밀화학산업의 현황········································································ 3
1. 국내의 시장현황 ···················································································· 3
2. 수출․입 현황 ·························································································· 6
3. 국내 정밀화학산업의 수급 전망 ························································ 10
제2절 정밀화학산업의 발전 전망···························································· 11
제3절 국내 정밀화학산업의 현황(SWOT) 분석··································· 13
제3장 정밀화학산업관련 국내외 환경규제 동향 및 전망 ·· 14
제1절 화학물질 위해성·············································································· 14
1. 화학물질 위해성의 특징 ····································································· 14
2. 화학물질의 위해성 관리 ····································································· 14
3. 화학물질 관리의 역사 ········································································· 15
제2절 우리나라의 화학물질 관리제도···················································· 17
제3절 선진국의 화학물질 관리 제도····················································· 18
1. 일 본 ·································································································· 18
2. 미 국 ·································································································· 19
3. 유럽 연합(EU) ····················································································· 20
제4절 국제 동향························································································· 21
1. 국제기구의 안전․유해성 관련 제도 ·················································· 21
II
2. OECD의 안전․유해성 관련 제도 ························································· 22
3. 새로 추진되는 국제 정책 ··································································· 22
가. 스톡홀름 협약 ··············································································· 22
나. Prior Informed Consent(PIC) 협약 ··········································· 23
다. 통일 분류체계(Globally Harmonized System, GHS) ············ 24
제5절 전 망··························································································· 25
업의 환경 현황 ·································································· 26
제1절 농제4장 정밀화학산약산업의 현황 및 향후 전망··················· 26
1. 세계 농약산업의 현황 ········································································· 26
가. 세계 주요 농약회사의 동향 ··························································· 27
2. 국내의 농약공업 ················································································ 27
가. 국내농약의 발달과정 ······································································ 27
나. 국내 농약업체의 현황 ···································································· 28
다. 국내 농약의 생산현황 ···································································· 28
라. 국내농약의 개발현황 ······································································ 32
3. 국내 농약의 제형 현황 ······································································· 34
가. 현 황 ······························································································ 34
4. 농약산업의 세계 환경 규제 현황 ···················································· 38
5. 기술개발전망 ······················································································· 40
가. 농약시장 전망 ················································································· 40
나. 기술개발전망 ··················································································· 41
제2절 염료 산업의 현황 및 향후 전망················································· 43
1. 염료산업의 세계 환경 규제 현황 ···················································· 43
가. 에코라벨의 현황 및 전망 ······························································· 44
나. ETAD (Ecological and Toxicological Association of Dyes and
Organic Pigments Manufacturers) 역할 ································· 46
2. 국내 현황 및 문제점 ·········································································· 47
가. 염료합성 신공정 개발 ···································································· 48
III
나. 신규염료개발 ··················································································· 48
다. 환경규제 대응 ················································································· 52
제3절 계면활성제 산업의 현황 및 향후 전망····································· 54
1. 세계 계면활성제 현황 및 전망 ·························································· 54
가. 서 론 ······························································································ 54
나. 세계 계면활성제 시장 현황 ··························································· 54
2. 국내 계면활성제 시장 현황 ······························································· 56
가. 용도별 계면활성제 시장동향 ·························································· 57
3. 신규 계면활성제의 기술개발 동향 ··················································· 59
가. 일반적 분류방법에 의한 신규 계면활성제 ···································· 59
나. 제미니형 계면활성제 ········································································62
다. 화학적 분해성 계면활성제 ····························································· 62
라. 기술개발 전망 및 과제 ·································································· 63
제4절 도료산업의 현황과 전망······························································· 64
1. 도료 산업의 세계 환경 규제 현황 ···················································· 64
2. 국내 도료업계의 규제 현황 ······························································· 66
3. 국내외 기술개발 동향 ········································································· 69
가. 환경 대응형 도료 개발 동향 ························································· 69
나. 용도별 VOC 대응책 ····································································· 72
다. 기타 저 VOC형 도료 ····································································· 73
제5절 잉크산업의 현황과 전망······························································· 75
1. 잉크 산업의 현황 ················································································ 75
2. 국내외 기술개발 동향 ········································································· 76
제6절 접착제산업의 현황 및 향후 전망··············································· 77
1. 세계 접착제산업의 현황 ··································································· 77
가. 주요국가의 접착제 구성비 현황 ···················································· 77
나. 환경위해 요소 현황 ········································································ 80
다. 환경친화형 접착제 개발 현황 ························································ 80
라. 접착제산업의 환경규제 현황 ·························································· 82

IV
마. 접착제산업의 환경오염 평가 현황 ·············································· 84
2. 접착제 산업의 기술개발 전망 및 과제 ············································· 86
가. 기술개발 전망 ················································································· 86
나. 기술개발 과제 ················································································· 87
제7절 의약산업의 현황 및 향후 전망···················································· 91
1. 국내 의약산업 동향 ············································································ 91
2. 의약품 제조공정의 분류 및 오염 물질 배출 ···································· 95
가. 미생물 발효를 이용한 의약품 생산 ·············································· 95
나. 천연물이나 생물로부터 직접 추출되는 의약품 ···························· 97
다. 화학합성법에 의한 의약품의 제조 ················································ 97
라 의약품의 제제화 ··············································································· 98
3. 국내외 청정기술 개발 현황 ······························································· 99
가. 화학합성 단계의 단축을 통한 청정생산 ······································· 99
나. 반응공정의 최적화를 통한 청정생산 ········································· 100
다. 연속공정을 이용한 의약품의 청정생산 ······································· 101
라. 의약품 제제화 단계에서의 청정기술 ······································· 101
마 의약품 분리 및 정제공정에 서의 청정기술 ································· 102
바. 기존 공정의 운전 절차 개선을 통한 청정 생산 ························ 102
사. 유기용매의 회수 및 재사용 ························································· 102
4. 기술개발 전망 및 과제 ····································································· 103
제5장 개발방향 및 발전 전략 ····································· 105
제1절 개발 방향······················································································· 105
제2절 발전 전략······················································································· 107
1. 농약산업 ····························································································· 108
2. 염료 산업 ··························································································· 110
가. 염료합성 신 공정 개발 ································································ 110
나. 신규염료개발 ················································································· 110
다. 환경규제 대응 ··········································································· 112
V
3. 계면활성제 산업 ················································································ 115
가. 일반적 분류방법에 의한 신규 계면활성제 ·································· 115
나. 제미니형 계면활성제 ···································································· 116
다. 화학적 분해성 계면활성제 ··························································· 116
라. 기술개발 전망 및 과제 ································································ 116
4. 도료산업 ····························································································· 118
가. 환경 대응형 도료 개발 동향 ······················································· 118
나. 용도별 VOC 대응책 ····································································· 120
다. 기타 저 VOC형 도료 ··································································· 121
5. 접착제산업 ························································································· 123
가. 기술개발 전망 ··············································································· 123
나. 기술개발 과제 ··············································································· 123
6. 의약산업 ····························································································· 126
가. 화학합성 단계의 단축을 통 한 청정생산 ··································· 127
나. 반응공정의 최적화를 통 한 청정생산 ········································· 127
다. 연속공정을 이용한 의약품의 청정생산 ······································· 127
라. 의약품 제제화 단계에서의 청정기술 ······································· 128
마. 의약품 분리 및 정제공정에서의 청정기술 ·································· 128
바. 기존 공정의 운전 절차 개선을 통한 청정 생산 ························ 128
사. 유기용매의 회수 및 재사용 ························································· 128
제3절 세부 추진 시책············································································· 130
1. 친환경 합성공정 개발 ······································································· 130
2. 친환경 제형 공정 개발 ····································································· 131
3. 환경친화적 정밀화학 제품 개발 ···················································· 132
4. 정밀화학 제품의 신기능 개발 ·························································· 134
5. 생물촉매를 이용한 의약품 제조 공정 개발 ···································· 135

I
<표2-1-1> 주요 정밀화학제품의 국내 수급 동향 ······································· 3
<표2-1-2> 세부업종별 생산 점유율 ····························································· 5
<표2-1-3> 업종별 부가가치율 ······································································ 6
<표2-1-4> 세부분야별 수․출입 현황 ···························································· 7
<표2-1-5> 무역수지 현황 ············································································· 8
<표2-1-6> 수입에 대한 수출 비중 ······························································ 9
<표2-1-7> 국내 정밀화학산업의 수급전망 ·············································· 10
<표2-2-1> 세계 정밀화학산업의 시장전망 ·············································· 11
<표2-2-2> 정밀화학 산업별 국내 투자현황 ·············································· 12
<표3-4-1> 화학물질관리 관련 주요 국제기구의 활동 ······························ 21
<표4-1-1> 지역에 따른 세계 농약 시장의 구분 및 변화 추이 ············ 26
<표4-1-2> 국제 농약 시장의 현황 ···························································· 29
<표4-1-3> 원제 및 완제의 생산 및 출하량 추이 ···································· 29
<표4-1-4> 농약의 형태별 소비 추이 ························································· 30
<표4-1-5> 농약관리제도의 발달과정과 행정체계 ····································· 31
<표4-1-6> 선진국 대비 국내 해당분야의 기술수준 ···························· 33
<표4-1-7> 신규 농약 합성 성공률(Hit Rate) ·········································· 33
<표4-1-8> 국내 제형 현황 ······································································ 34
<표4-1-9> 농약의 형태별 소비 추이 ························································· 35
<표4-1-10> 신제형의 개발 배경 ································································ 36
<표4-1-11> 휘발성오염물질의 연간 사용 추이(유제를 중심으로, kg) · 38
<표4-2-1> 염료종류별 염착률 및 폐수유입률 ········································ 44
<표4-2-2> Skin sensitising disperse dyes ·········································· 46

II
<표4-2-3> 국내 염료생산 실적 ·································································· 47
<표4-3-1> 세계계면활성제 시장전망 ························································· 55
<표4-3-2> 일본의 계면활성제 생산추이 ···················································· 56
<표4-3-3> 국내의 계면활성제 수출실적 ···················································· 57
<표4-3-4> 국내계면활성제 용도별 생산 및 판매실적(1999년 기준) ····· 58
<표4-3-5> 제미니형 계면활성제의 특성 ···················································· 62
<표4-4-1> 오염원 분류에 따른 배출 기여율 ············································ 64
<표4-4-2> 각국의 VOC 배출 삭감 계획 ·················································· 65
<표4-4-3> 오염원별 RACT(Reasonably Available Control
Technology) 기준 ·································································· 66
<표4-4-4> 국내 VOC 발생량 ····································································· 67
<표4-4-5> 국내 도료 공업의 산업상 비중 추이 ······································ 68
<표4-4-6> 최근의 국내 도료 시장 규모 ··················································· 68
<표4-4-7> 자동차용 도료의 고형분 비교(도장시) ··································· 70
<표4-4-8> 환경 대응형 도료들의 특성 비교 ············································ 72
<표4-5-1> 인쇄잉크 종류별 유기용제 함유 비율 ····································· 75
<표4-6-1> 주요국가의 접착제 조성에 따른 구성비 현황 ························ 78
<표4-6-2> 한국과 일본의 접착제 용도에 따른 구성비 현황 ·················· 79
<표4-6-3> 유해화학물질의 노출기준 ······················································· 85
<표4-6-4> 경화 후 접착제 유출물의 화학적 독성실험 기준예 ··············· 86
<표4-6-5> 환경친화형 접착제 종류별 개발저해요소 현안 ······················ 87
<표4-7-1> 의약품 관련 제조업체수 추이 ·················································· 92
<표4-7-2> 업체별 매출실적 및 주요제품 ·················································· 92
<표4-7-3> 의약품 생산실적 추이 ······························································ 93
<표4-7-4> 의약품 수출실적 총괄표 ··························································· 93
<표4-6-5> 의약품 수입실적 총괄표 ··························································· 93
<표4-7-6> 국내 주요 제약회사의 제너릭 의약품 개발 현황 ·················· 94
<표4-7-7> 특허 만료시한이 가까운 초대형 의약품 ································· 95

III
<표5-2-1> 단계별 개발 방향 ···································································· 107
<표5-2-2> 농약산업의 환경친화적 발전을 위한 중장기 기술로드맵 ···· 109
<표5-2-3> 염료 산업의 환경친화적 발전을 위한 중장기 기술로드맵 ·· 114
<표5-2-4> 계면활성제 산업의 환경친화적 발전을 위한 중장기
기술로드맵 ················································································ 117
<표5-2-5> 도료산업의 환경친화적 발전을 위한 중장기 기술로드맵 ···· 122
<표5-2-6> 접착제산업의 환경친화적 발전을 위한 중장기 기술로드맵 125
<표5-2-7> 의약산업의 환경친화적 발전을 위한 중장기 기술로드맵 ···· 128
<표5-2-8> 정밀화학산업의 환경친화적 발전을 위한
중장기 기술로드맵 ··································································· 129
<표5-3-1> 주요 친환경 합성공정 개발 과제 ······································ 130
<표5-3-2> 주요 친환경 제형공정 개발 과제 ········································ 131
<표5-3-3> 주요 친환경 정밀화학 제품 개발 과제 ································· 133
<표5-3-4> 주요 신기능개발 과제 ·························································· 134
<표5-3-5> 주요 생물촉매를 이용한 의약품 제조공정 개발 과제 ······· 136

I
〔그림4-1-1〕 국내 농약의 신제형 변화 ·················································· 36
〔그림4-1-2〕 제형별 세계시장 점유율 ···················································· 37
〔그림4-2-1〕 Pathways of colorants into the environment ········· 43
〔그림4-4-1〕 각 형태별 메탈릭 베이스도료의 조성비(중량%) ··········· 70
〔그림4-7-1〕 미생물 발효를 이용한 의약품 생산 공정도 ···················· 96
〔그림4-7-2〕 천연물이나 생물로부터 직접 추출되는 의약품 공정 ······ 97
〔그림4-7-3〕 화학합성법에 의한 의약품의 제조공정도 ························ 98
〔그림4-7-4〕 의약품 제제화 공정도 ······················································· 99
제1장 서 론
1
제1장
서 론
정 화학산업은 매출면에서 전 세계 화학산업의 50%정도를 차지하는 산업이다. 최근 범용
화학제품은 수익성이 날로 감소하여 구미 각국의 선진 화학회사들이 정 화학제품의 비중을 높
여 가고 있으나, 국내의 경우 정 화학산업의 제조업에서 차지하는 비중은 생산의 경우 3.6%,
부가가치의 경우 4.4%(1997년 기준)이고, 화학공업에서의 생산비중은 27.4%, 부가가치는 32.8%
로 선진국과는 상당히 다른 양상을 보여주고 있는 실정이다. 또한 정유, 석유화학, 석탄, 비료,
철강산업 등 기초산업으로부터 원료를 공급받아 자동차, 선박, 섬유, 전자, 기타 화학산업 등의
원부자재를 공급하는 중간 소재형 산업으로 소량생산의 고부가가치산업의 하나로 많은 경험과
높은 기술력을 필요로 하는 산업이다.
정 화학산업 자체가 고도의 기술을 요구하고 있으며, 기술상호 간에 유사성이 적고 독특한
용도를 갖는 제품들로 구성되어 있어 일정 수준의 기술축적 없이는 자체개발이 어려운 두뇌 의
존형 산업이다. 최근 화학산업이 주요 환경오염 배출 산업으로 지목 받고 있고 전자산업 등 첨
단 산업에 비해 성장세가 둔화하고 있어 정부 차원의 지원이 점차 약화되고 있다. 선진국의 핵
심기술 이전 기피에 따라 90년대 들어 업계와 정부에서는 활발한 연구개발 활동을 전개하고 있
으며 국책연구소를 비롯해서 업계에서는 의약품, 농약, 염․안료, 촉매 등의 연구조합을 결성하
여 특정 연구개발 사업에 참여하고 있으며 자체 연구개발 투자도 수행하고 있는데, 지금까지 의
약품 등 몇 가지 분야에서 성과를 거두고 있다.
최근 국제 사회에서의 환경문제는 국가 단위의 지엽적인 문제에서 탈피하기 위하여 각종 국
제기구를 통하여 환경규제를 강화하기 위한 노력이 진행 중이며, 이러한 환경 규제의 범위는 공
정 및 생산 방식에까지 확대되어 교역단계에 한정되었던 종래의 국제 규제의 향이 산업의 생
산 공정까지 확대되어 정 화학 산업에 가장 많은 향을 주고 있다.
국내의 정 화학산업이 국제경쟁력을 확보하고 지속적인 발전을 이루기 위해서는 환경유해
원료와 화석연료 사용을 유발하는 에너지 사용을 최소화하고, 신공정기술, 오염물배출 저감기
술, 환경친화적 제품 등을 개발하는 것이 시급하다. 국내외적으로 미래형 환경친화적 정 화학
제품의 생산 공정 개발을 위한 노력이 추진되고 있으나, 정 화학산업은 그 전형적인 특징 상
정밀화학산업
2
기존 공정을 신공정으로 대체하기 위해서는 고도의 종합기술력이 필요하므로, 환경친화적인 청
정생산체제 구축을 위한 방향을 설정하고 일관성 있게 추진할 수 있는 방법 모색이 필요하다.
그러므로 국내 정 화학산업 현황과 전망을 검토하고, 정 화학산업과 관련한 국내외의 환경규
제 동향 및 우리나라에서의 환경부하 물질의 발생 현황을 분석함으로써, 국제적으로 급변하는
환경변화에 능동적으로 대처하고 대외 경쟁력을 지속적으로 유지할 수 있는 안정적인 지속형
정 화학산업 구조를 구축하기 위한 기술 개발과제를 도출하고자 한다.

제2장 정밀화학산업의 현황과 전망
3
제2장
정밀화학산업의 현황과 전망
제1절 정밀화학산업의 현황
1. 국내의 시장현황
국내 정 화학공업의 내수규모는 1998년 198,062억원으로 1997년의 183,449억원에 비해 8.3%
증가하 다. 업종별로 볼 때, 내수 시장규모가 가장 큰 업종은 의약으로 1998년 내수가 59,697억
원으로 전체의 30.1%를 점해 아직까지 최대 시장을 형성하고 있으며, 다음으로는 화장품․향료
로 30,609억원(15.5%), 사진용 화합물이 17,761억원(9.0%), 도료․잉크가 17,698억원(8.9%)순으로
나타나고 있다. 이들 4개 업종이 전체 63.5%를 점유하고 있는 실정이다.
<표2-1-1> 주요 정밀화학제품의 국내 수급 동향(단위 : 억원)
분 야 1990 1992 1995 1996 1997 1998
염․안료
수 출 925 1145 2054 2488 3493 4,575
내 수 7519 8982 10675 11120 13086 16,607
계 8444 10397 12729 13608 16579 21,182
생 산 4862 6189 7179 7939 9848 11,087
수 입 3582 4208 5550 5669 6730 10,095
농 약
수 출 52 60 143 135 255 276
내 수 4471 6120 7557 6812 7979 10,256
계 4523 6180 7700 6947 8234 10,532
생 산 4385 5889 7290 6472 7730 9,940
수 입 138 291 410 475 504 592
도료․잉크
수 출 210 567 1160 1249 1477 1,887
내 수 9769 11489 17333 20335 19812 17,698
계 9979 12056 18493 21584 21289 19,585
생 산 9516 11393 17254 20084 19470 17,488
수 입 463 663 1239 1500 1819 2,097

정밀화학산업
4
분 야 1990 1992 1995 1996 1997 1998
의 약
수 출 757 1261 1911 2156 2632 3,908
내 수 26475 31655 42079 48707 52440 59,697
계 27232 32916 43990 50863 557072 63,605
생 산 25872 30396 39829 45780 49292 57,047
수 입 1560 2520 4161 5103 5780 6,558
계면활성제
수 출 137 199 577 587 793 1,214
내 수 2053 2573 7268 6873 8380 10,046
계 2190 2772 7845 7440 9173 11,260
생 산 1603 2063 6892 6314 7913 10,206
수 입 587 709 953 1126 1260 1,054
화장품향 료
수 출 132 200 367 493 813 999
내 수 13085 15986 18209 29719 33298 30,609
계 13217 16186 18576 30212 34111 31,608
생 산 12172 14837 15842 26378 29704 28,331
수 입 1045 1349 2734 3834 4407 3,277
접착제
수 출 95 181 445 615 907 1,245
내 수 2941 3276 5408 5161 5328 4,025
계 3036 3457 5853 5776 6235 5,270
생 산 2505 2814 5056 5013 5352 4,265
수 입 531 643 797 763 883 1,005
사진용화합물
수 출 210 316 444 485 686 860
내 수 7489 10851 12764 16545 16630 17,761
계 1699 11167 13208 17030 17316 18,621
생 산 5693 8344 8888 12130 11570 12,924
수 입 2006 2823 4320 4900 5746 5,697
기 타
수 출 334 696 2017 2130 1893 4,627
내 수 9733 12916 22482 20538 26496 31,363
계 10067 13612 24445 22666 28389 35,990
생 산 4415 5121 11013 11231 15143 15,983
수 입 5652 7491 13432 11437 13246 20,007
계
수 출 2852 4895 9118 10318 12949 19,591
내 수 83535 103848 143721 165810 183449 198,062
계 86387 108743 152839 176128 196398 217,653
생 산 70823 88046 119243 141321 156023 167,271
수 입 15564 20997 33596 34807 40375 50,382
1)자료: 무역통계년보(관세청) 및 광공업통계조사 보고서(통계청)

제2장 정밀화학산업의 현황과 전망
5
내수시장이 크게 확대된 업종으로는 농약 28.5%, 염․안료 26.9%, 계면활성제 20.1%,의약
13.8% 사진용 화합물 6.8% 순으로 나타나고 있으며, 접착제 -24.5%, 도료․잉크는 -10.7%, 화장
품·향료 -8.1%의 감소를 보이고 있다.
1998년도의 업종별 생산점유율을 보면, 의약이 34.1%로 가장 높은 점유율을 보 으며, 화장
품․향료가 16.9%, 도료․잉크가 10.5% 순으로, 점유율이 가장 낮은 업종은 전년도에 이어 접착
제로서 2.5%에 불과한 실정이고, 생산점유율이 가장 큰 폭으로 증가한 업종은 의약으로서 2.5%,
계면활성제 1.0%, 농약 0.9%, 사진용 화합물 0.3% 증가한 반면, 화장품·향료, 도료․잉크, 접착
제, 염·안료가 각각 -2.1%, -2.0%, -0.9%, -0.3% 감소하 다.
<표2-1-2> 세부업종별 생산 점유율(단위 : %)
업 종 1990 1992 1993 1995 1996 1997 1998
염 ․ 안 료
농 약
도 료 ․ 잉 크
의 약
계면활성제
화장품 ․향료
접 착 제
사진용 화합물
기 타
6.9
6.2
13.4
36.2
2.3
17.2
3.5
8.0
6.3
7.0
6.7
12.9
34.5
2.3
16.9
3.2
9.5
7.0
6.1
6.6
12.4
33.1
2.0
19.4
4.2
8.8
7.4
6.0
6.1
14.5
33.4
5.8
13.3
4.2
7.5
9.2
5.6
4.6
14.2
32.4
4.5
18.7
3.5
8.6
7.9
6.3
5.0
12.5
31.6
5.1
19.0
3.4
7.4
9.7
6.6
5.9
10.5
34.1
6.1
16.9
2.5
7.7
9.6
1)자료:광공업통계조사보고서(통계청)
1998년에 높은 부가가치율을 보인 업종은 화장품․향료로 64.6%, 의약이 64.0%로 이들 2개
업종이 정 화학 전체 부가가치율 53.8%를 상회하 을 뿐 나머지 업종은 이보다 낮았다. 부가가
치율이 접착제와 도료․잉크 산업을 제외한 모든 업종에서 성장하 으며, 특히 97년도 성장한
업종이었던 화장품․향료가 1.6% 증가, 의약이 2.5% 증가하여 꾸준한 증가세를 보이고 있다.

정밀화학산업
6
<표2-1-3> 업종별 부가가치율 (단위 : %)
업종 1990 1992 1993 1995 1996 1997 1998
염 ․ 안 료 43.5 43.5 45.1 45.8 42.4 41.4 48.9
농 약 43.9 42.1 45.0 44.2 41.3 39.7 44.0
도 료 ․ 잉 크 41.3 41.7 44.1 40.8 38.6 35.7 35.2
의 약 61.5 63.3 63.5 60.1 61.2 61.5 64.0
계 면 활 성 제 85.7 110.4 126.7 43.2 42.5 40.2 43.0
화장품 ․향료 56.5 55.3 57.3 65.9 53.7 63.0 64.6
접 착 제 36.3 38.5 40.0 38.8 41.8 39.7 39.0
사진용 화합물 48.4 43.3 43.3 43.9 53.3 48.4 49.7
기 타 42.1 47.7 43.3 43.9 53.5 48.4 42.7
계 52.7 53.7 55.1 51.8 51.3 51.3 53.8
1)주 : 업종별 부가가치율 = 업종별 부가가치/업종별 생산액
2)자료: 광공업통계조사보고서(통계청)
2. 수출․입 현황
1998년도 외환위기가 심각했던 시기로 수출․입 현황을 보면, 증가율 면에서는 수출이 1,227
백만달러로 1997년 보다 -10.0% 감소하 으며, 수입도 3,261백만달러로 1997년 4,245백만달러에
비해 -23.2% 감소하 다. 무역적자도 2,035백만달러로 전년도 무역적자에 비해 -29.4%감소한 실
정이다. 1999년도에는 1997년 이전의 규모를 회복하여 정상적인 성장을 하고 있음을 알 수 있다.
업종별로 볼 때 수출을 가장 많이 하는 업종은 염․안료로서, 1999년 338백만달러로 1998연도의
327백만달러에 비해 3.4% 증가하 으며, 전체 수출의 21.9%를 차지하고 있으며, 다음으로는 의
약이 291백만달러로 18.9%, 도료․잉크가 173백만달러로 11.2%를 점하고 있다. 1999연도에 수출
증가가 가장 두드러졌던 업종은 계면활성제로서 98년도 4.1%에 이어 99년도에도 8.0%의 높은
성장을 보이고 있으며, 1998년도에 IMF의 향으로 의약과 계면활성제 두 업종만이 수출이 증
가하 고 농약(-26.4%), 화장품․향료(-16.6%), 사진용 화합물(-14.7%)을 비롯한 나머지 업종들은
수출이 감소하 으나 1999년도에 모두 회복하여 증가세로 돌아섰다. 1999년도에 수입을 가장 많
제2장 정밀화학산업의 현황과 전망
7
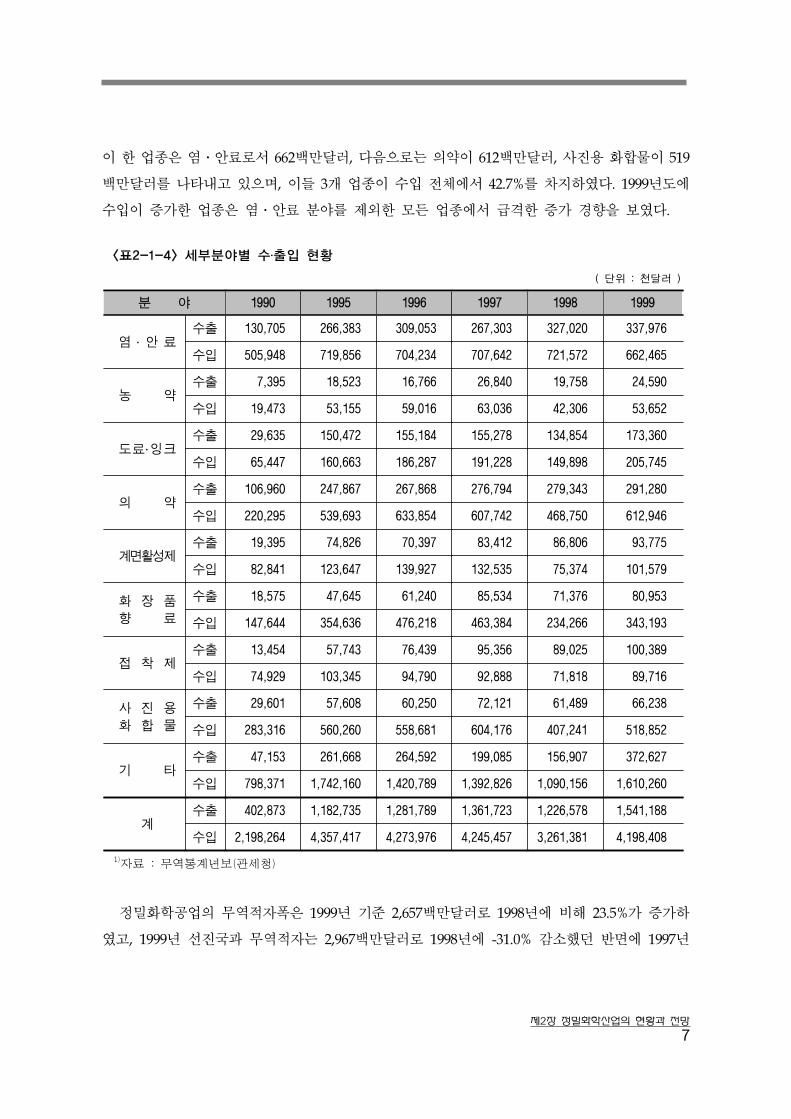
이 한 업종은 염․안료로서 662백만달러, 다음으로는 의약이 612백만달러, 사진용 화합물이 519
백만달러를 나타내고 있으며, 이들 3개 업종이 수입 전체에서 42.7%를 차지하 다. 1999년도에
수입이 증가한 업종은 염․안료 분야를 제외한 모든 업종에서 급격한 증가 경향을 보 다.
<표2-1-4> 세부분야별 수․출입 현황
( 단위 : 천달러 )
분 야 1990 1995 1996 1997 1998 1999
염 ․ 안 료수출 130,705 266,383 309,053 267,303 327,020 337,976
수입 505,948 719,856 704,234 707,642 721,572 662,465
농 약수출 7,395 18,523 16,766 26,840 19,758 24,590
수입 19,473 53,155 59,016 63,036 42,306 53,652
도료 ․잉크수출 29,635 150,472 155,184 155,278 134,854 173,360
수입 65,447 160,663 186,287 191,228 149,898 205,745
의 약수출 106,960 247,867 267,868 276,794 279,343 291,280
수입 220,295 539,693 633,854 607,742 468,750 612,946
계면활성제수출 19,395 74,826 70,397 83,412 86,806 93,775
수입 82,841 123,647 139,927 132,535 75,374 101,579
화 장 품향 료
수출 18,575 47,645 61,240 85,534 71,376 80,953
수입 147,644 354,636 476,218 463,384 234,266 343,193
접 착 제수출 13,454 57,743 76,439 95,356 89,025 100,389
수입 74,929 103,345 94,790 92,888 71,818 89,716
사 진 용화 합 물
수출 29,601 57,608 60,250 72,121 61,489 66,238
수입 283,316 560,260 558,681 604,176 407,241 518,852
기 타수출 47,153 261,668 264,592 199,085 156,907 372,627
수입 798,371 1,742,160 1,420,789 1,392,826 1,090,156 1,610,260
계수출 402,873 1,182,735 1,281,789 1,361,723 1,226,578 1,541,188
수입 2,198,264 4,357,417 4,273,976 4,245,457 3,261,381 4,198,408
1)자료 : 무역통계년보(관세청)
정 화학공업의 무역적자폭은 1999년 기준 2,657백만달러로 1998년에 비해 23.5%가 증가하
고, 1999년 선진국과 무역적자는 2,967백만달러로 1998년에 -31.0% 감소했던 반면에 1997년

정밀화학산업
8
수준으로 되돌아갔음을 알 수 있다. 1998년 동남아․기타지역의 흑자 폭은 33백만달러로 1997년
에 비해 흑자 폭이 크게 감소했으며, 무역 적자폭이 큰 국가로는 일본이 813백만달러며, 유럽지
역이 733백만달러, 미국이 522 백만달러다. 무역 흑자 폭이 가장 큰 국가는 홍콩으로 116백만달
러며, 중국, 인도네시아 순이다.
<표2-1-5> 무역수지 현황
( 단위 : 천달러 )
연도 국가 1995 1996 1997 1998 1999
선진국
일 본 -1,267,690 -1,185,515 -1,200,943 -812,744 -1,237,291
미 국 -744,042 -668,290 -750,369 -521,894 -678,763
유 럽 -1,168,481 -1,068,199 -1,046,044 -733,023 -1,051,250
계 -3,180,213 -2,921,984 -2,997,356 -2,067,661 -2,967,304
동남아․기타
중 국 67,346 63,227 100,165 117,802 103,675
홍 콩 88,437 92,085 108,412 92,825 115,606
인도네시아 70,750 63,825 70,031 23,314 53,827
대 만 -10,866 5,323 -4,977 381 1,977
기 타 -210,136 -294,483 -160,009 -201,464 34,999
계 5,531 -70,023 113,622 32,858 310,084
총 계 -3,174,682 -2,992,007 -2,883,734 -2,034,803 -2,657,200
1)자료 : 무역통계년보(관세청)
1998년에 제조업에서의 정 화학공업 수출점유율은 1.0%로 전년도에 비해 0.1%감소, 화학공
업에서의 수출비중도 1998년 10.9%로 1997년에 비해 -0.9%감소했다. 제조업에서의 정 화학공
업 수입점유율도 32.2%로 1997년에 비해 1.6% 증가했고, 정 화학공업의 무역적자액은 1999년
에 2,657백만달러로 1998년보다 대폭 증가했다.
정 화학공업의 수출비율은 1997년 8.3%로 1996년 7.3% 보다 1.0% 증가하 으며 정 화학공
업 전체 수출비율 보다 높은 업종은 염․안료(35.5%), 접착제(16.9%), 계면활성제(10.0%)이며 도
료․잉크를 비롯한 나머지 업종들은 수출비율이 저조한 실정이다. 또한 수출비율의 증가가 가
장 높게 나타난 업종은 접착제로 1996년보다 4.6% 증가하 으며, 염․안료 4.2%, 사진용 화합물
1.9%, 도료․잉크 1.4%순으로 수출비율이 증가하 다.
제2장 정밀화학산업의 현황과 전망
9
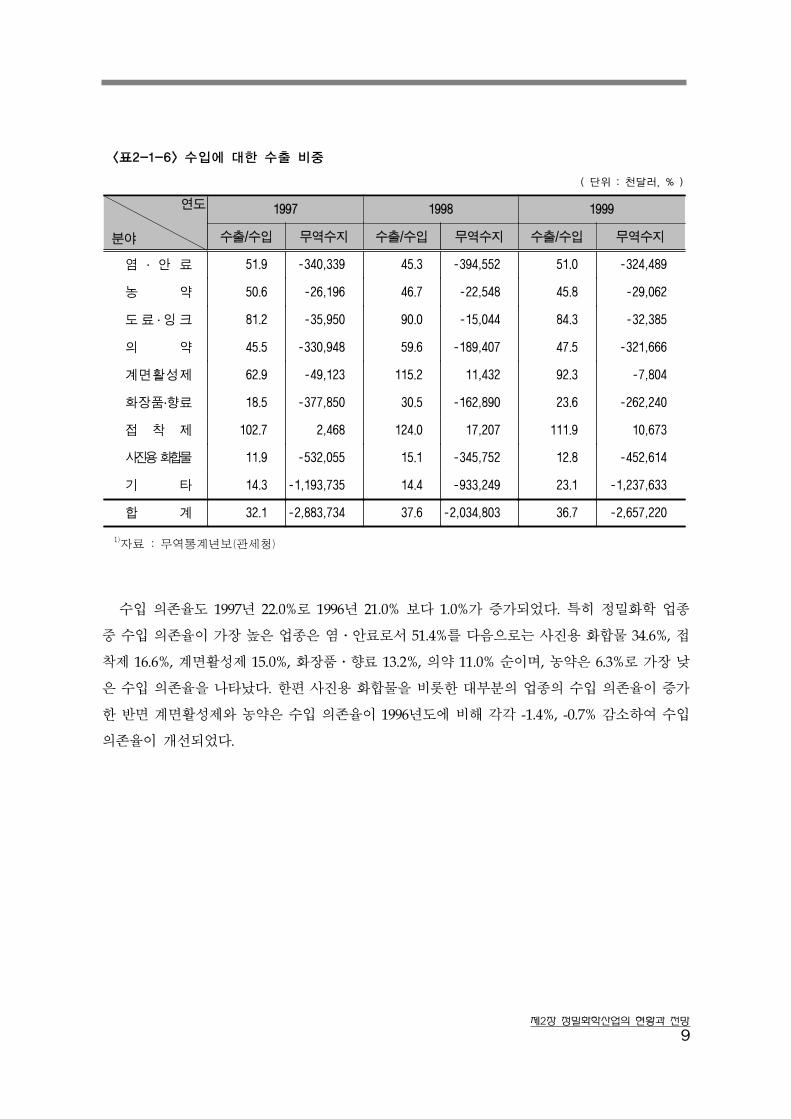
<표2-1-6> 수입에 대한 수출 비중
( 단위 : 천달러, % )
연도
분야
1997 1998 1999
수출/수입 무역수지 수출/수입 무역수지 수출/수입 무역수지
염 ․ 안 료 51.9 -340,339 45.3 -394,552 51.0 -324,489
농 약 50.6 -26,196 46.7 -22,548 45.8 -29,062
도 료 ․잉 크 81.2 -35,950 90.0 -15,044 84.3 -32,385
의 약 45.5 -330,948 59.6 -189,407 47.5 -321,666
계면활성제 62.9 -49,123 115.2 11,432 92.3 -7,804
화장품․향료 18.5 -377,850 30.5 -162,890 23.6 -262,240
접 착 제 102.7 2,468 124.0 17,207 111.9 10,673
사진용 화합물 11.9 -532,055 15.1 -345,752 12.8 -452,614
기 타 14.3 -1,193,735 14.4 -933,249 23.1 -1,237,633
합 계 32.1 -2,883,734 37.6 -2,034,803 36.7 -2,657,220
1)자료 : 무역통계년보(관세청)
수입 의존율도 1997년 22.0%로 1996년 21.0% 보다 1.0%가 증가되었다. 특히 정 화학 업종
중 수입 의존율이 가장 높은 업종은 염․안료로서 51.4%를 다음으로는 사진용 화합물 34.6%, 접
착제 16.6%, 계면활성제 15.0%, 화장품․향료 13.2%, 의약 11.0% 순이며, 농약은 6.3%로 가장 낮
은 수입 의존율을 나타났다. 한편 사진용 화합물을 비롯한 대부분의 업종의 수입 의존율이 증가
한 반면 계면활성제와 농약은 수입 의존율이 1996년도에 비해 각각 -1.4%, -0.7% 감소하여 수입
의존율이 개선되었다.
정밀화학산업
10
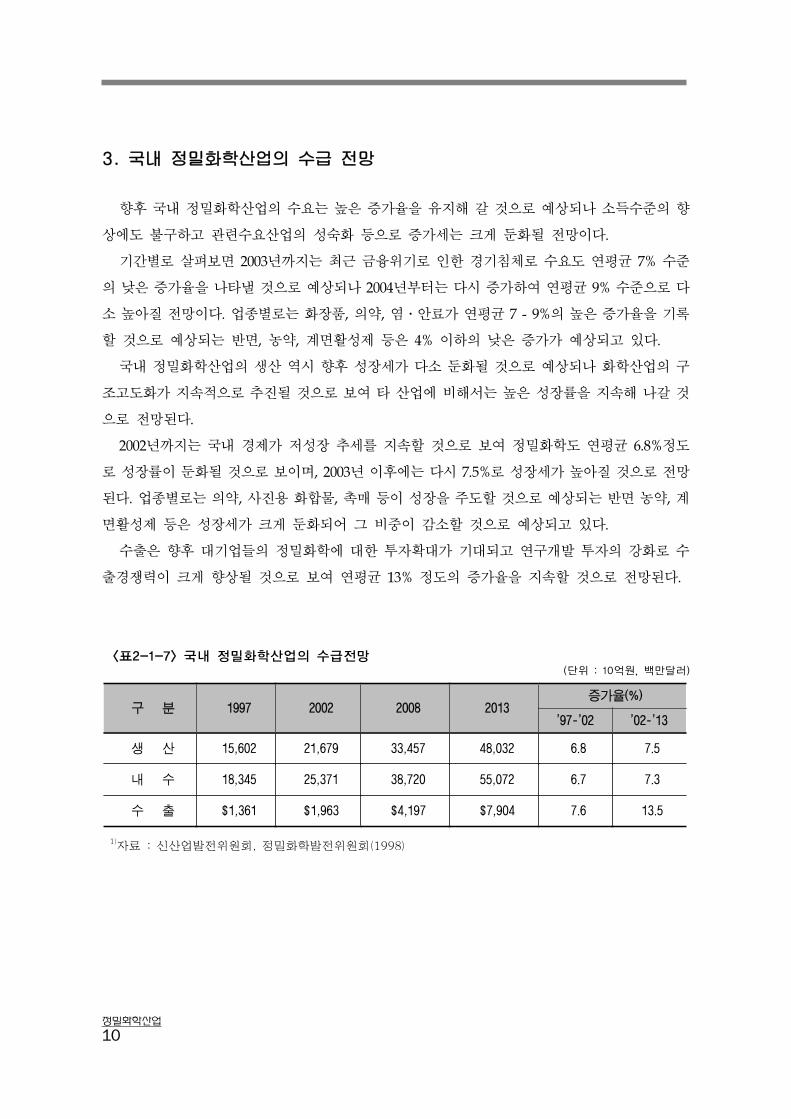
3. 국내 정밀화학산업의 수급 전망
향후 국내 정 화학산업의 수요는 높은 증가율을 유지해 갈 것으로 예상되나 소득수준의 향
상에도 불구하고 관련수요산업의 성숙화 등으로 증가세는 크게 둔화될 전망이다.
기간별로 살펴보면 2003년까지는 최근 금융위기로 인한 경기침체로 수요도 연평균 7% 수준
의 낮은 증가율을 나타낼 것으로 예상되나 2004년부터는 다시 증가하여 연평균 9% 수준으로 다
소 높아질 전망이다. 업종별로는 화장품, 의약, 염․안료가 연평균 7 - 9%의 높은 증가율을 기록
할 것으로 예상되는 반면, 농약, 계면활성제 등은 4% 이하의 낮은 증가가 예상되고 있다.
국내 정 화학산업의 생산 역시 향후 성장세가 다소 둔화될 것으로 예상되나 화학산업의 구
조고도화가 지속적으로 추진될 것으로 보여 타 산업에 비해서는 높은 성장률을 지속해 나갈 것
으로 전망된다.
2002년까지는 국내 경제가 저성장 추세를 지속할 것으로 보여 정 화학도 연평균 6.8%정도
로 성장률이 둔화될 것으로 보이며, 2003년 이후에는 다시 7.5%로 성장세가 높아질 것으로 전망
된다. 업종별로는 의약, 사진용 화합물, 촉매 등이 성장을 주도할 것으로 예상되는 반면 농약, 계
면활성제 등은 성장세가 크게 둔화되어 그 비중이 감소할 것으로 예상되고 있다.
수출은 향후 대기업들의 정 화학에 대한 투자확대가 기대되고 연구개발 투자의 강화로 수
출경쟁력이 크게 향상될 것으로 보여 연평균 13% 정도의 증가율을 지속할 것으로 전망된다.
<표2-1-7> 국내 정밀화학산업의 수급전망 (단위 : 10억원, 백만달러)
구 분 1997 2002 2008 2013증가율(%)
'97-'02 '02-'13
생 산 15,602 21,679 33,457 48,032 6.8 7.5
내 수 18,345 25,371 38,720 55,072 6.7 7.3
수 출 $1,361 $1,963 $4,197 $7,904 7.6 13.5
1)자료 : 신산업발전위원회, 정밀화학발전위원회(1998)

제2장 정밀화학산업의 현황과 전망
11
제2절 정밀화학산업의 발전 전망
세계 정 화학산업은 향후 연평균 약 5%의 증가율을 기록해 시장규모가 2003년에는1조 680
억 달러, 2013년에는 1조 7550억 달러 수준에 달할 것으로 전망되고 있다. 업종별로는 의약, 화
장품, 접착제, 촉매가 향후 5%내외의 상대적으로 높은 성장이 예상되는 반면 사진용 화합물, 농
약, 도료 등은 성장세가 둔화되거나 정체될 것으로 전망된다.
기술개발 면에서는 신 물질 창출단계를 넘어서 기존의 정 화학공정기술을 분리기술, 생물기
술 등과 접목해 새로운 개념의 정 공정기술로 발전해 갈 것으로 예상된다.
선진 다국적 기업들은 범용화학제품의 수요증가세 둔화와 개도국의 생산설비 확대 등으로
석유화학 등 일반화학산업의 경쟁력이 약화됨에 따라 최근 정 화학에 대한 연구 및 기술개발
을 가속화하고 있다.
또한 신제품개발과 기존제품의 성능개선에는 최근의 환경규제 강화와 인체에 대한 안정성
인식제고 등의 추세를 반 하고 있는데, 이들 제품은 종래의 제품들을 대체하면서 시장점유율
이 빠른 속도로 확대되어 나갈 전망이다.
<표2-2-1> 세계 정밀화학산업의 시장전망 (단위 : 억달러, %)
품 목 1997 2000 2003 2008 2013연평균증가율
전 체 7,900 9,190 10,680 13,690 17,550 5.1
의 약 3,073 3,700 4,500 6,200 8,542 6.6
농 약 302 330 360 410 460 2.7
염·안료 210 225 244 283 328 2.8
화 장 품 980 1,087 1,240 1,628 2,137 5.0
접 착 제 147 170 197 250 317 4.9
계면활성제 111 127 139 160 180 3.1
첨 가 제 348 403 467 541 627 3.7
촉 매 85 96 108 131 159 4.0
사진용 화합물 600 608 620 636 652 0.5
도 료 230 257 274 318 369 3.0
1)자료 : 산업연구원
정밀화학산업
12
정 화학 업체의 상위10개 업체는 국제 시장의 약30%를 차지하고 있고 나머지 약45%는 정
화학 업계의 핵심 구매업체인 약품업체 10개가 차지하고 있다.
환경문제는 전세계적인 문제여서 앞으로 북미 서유럽 이외의 나라에서도 정 화학 제품의
품종 구성에서 환경대응 타입의 비율이 증대될 것으로 예상된다. 99년에는 화학물질의 안전환
경대책으로 PRTR법(환경오염물질이동, 배출등록), 용기포장 리사이클법 등이 입법화되어 도료
산업은 특히 지금까지보다 더 환경에 대응하는 도료로의 전환이 필요하다. PRTR법은 미국,
국, 네덜란드 등에서는 이미 입법화되어 실시하고 있다.
Wood Mackenzie의 조사에 따르면, 98년 세계 농약의 유통단계에서 매출은 미 달러 환산으
로 (연평균 환율로 환산) 289억9500만 달러로 되어 전년 비 명목상 2% 감소, 환율과 실질 성장
으로는 6.6%가 감소하 다. 세부적으로 제초제 내성․병충해 저항성작물종자의 매출은 급속히
성장하여 98년에는 2억 5900만달러(전년대비명목상 성장률2.9% 증가, 실질 성장률 6.6%감소)
다. 살충제 매출액은 Biotechnology 제품 시장의 성장 등의 이유로 감소율이 6.5%이나, 그 밖의
농약(식조제, 살선충제, 훈증제)의 매출액은 11.4%로 증가하 다.
세계 잉크 생산량은 약 250만톤으로, 지역별로 북미(캐나다 포함) 40%, 유럽 30%, 아시아(일
본포함)30% 로 구성되어 있다. 미국의 98년 잉크업계는 금액으로 환산하여 전년도대비 2%정도
성장하 다.
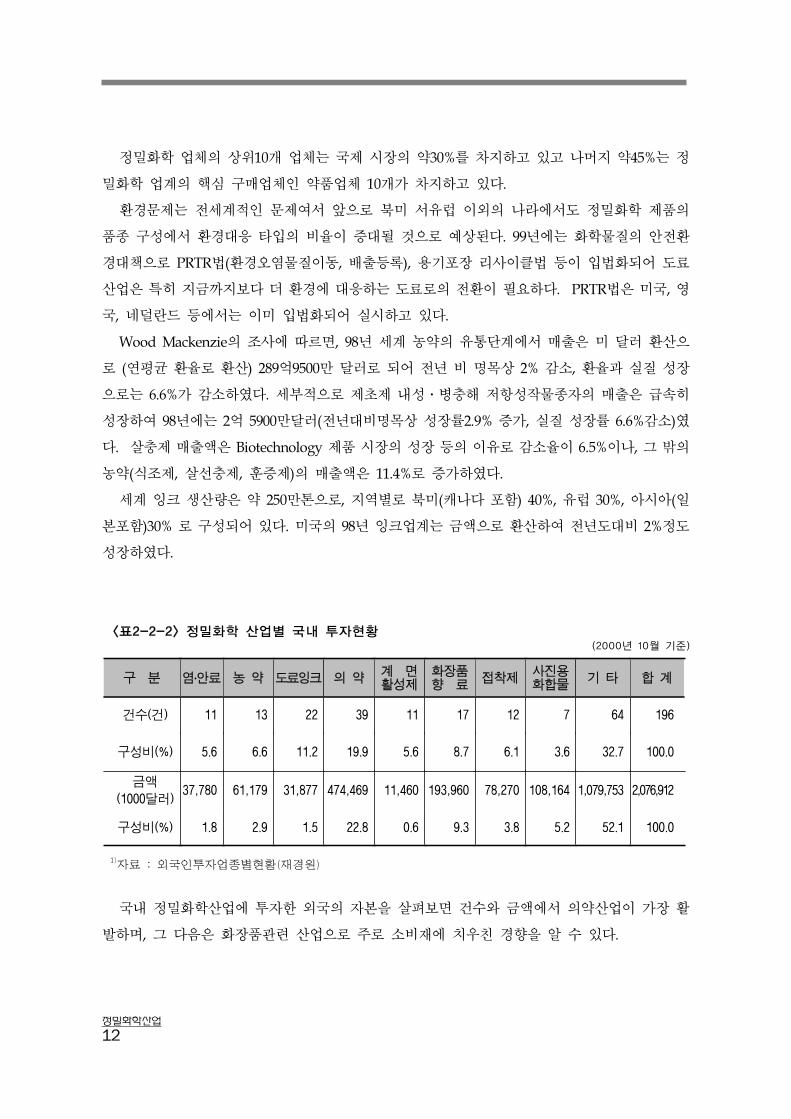
<표2-2-2> 정밀화학 산업별 국내 투자현황(2000년 10월 기준)
구 분 염․안료 농 약 도료잉크 의 약 계 면활성제
화장품향 료 접착제 사진용
화합물 기 타 합 계
건수(건) 11 13 22 39 11 17 12 7 64 196
구성비(%) 5.6 6.6 11.2 19.9 5.6 8.7 6.1 3.6 32.7 100.0
금액(1000달러)
37,780 61,179 31,877 474,469 11,460 193,960 78,270 108,164 1,079,753 2,076,912
구성비(%) 1.8 2.9 1.5 22.8 0.6 9.3 3.8 5.2 52.1 100.0
1)자료 : 외국인투자업종별현황(재경원)
국내 정 화학산업에 투자한 외국의 자본을 살펴보면 건수와 금액에서 의약산업이 가장 활
발하며, 그 다음은 화장품관련 산업으로 주로 소비재에 치우친 경향을 알 수 있다.
제2장 정밀화학산업의 현황과 전망
13
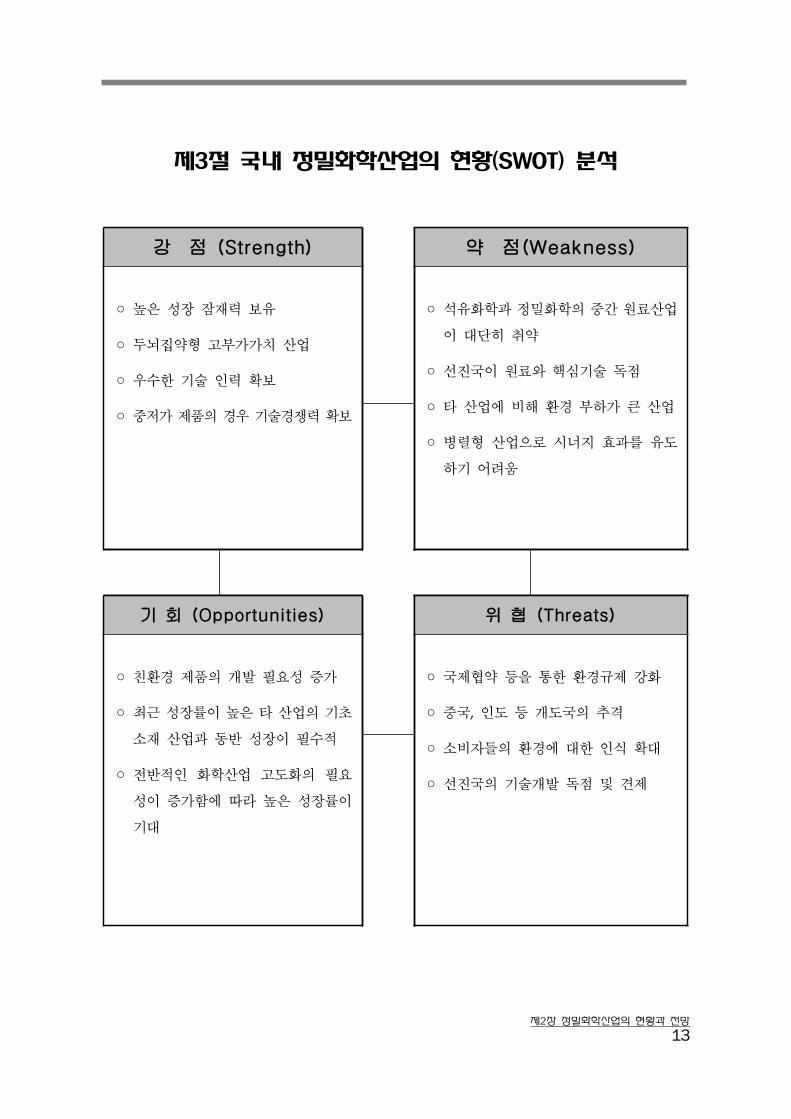
제3절 국내 정밀화학산업의 현황(SWOT) 분석
강 점 (Strength) 약 점(Weakness)
◦ 높은 성장 잠재력 보유
◦ 두뇌집약형 고부가가치 산업
◦ 우수한 기술 인력 확보
◦ 중저가 제품의 경우 기술경쟁력 확보
◦ 석유화학과 정 화학의 중간 원료산업
이 대단히 취약
◦ 선진국이 원료와 핵심기술 독점
◦ 타 산업에 비해 환경 부하가 큰 산업
◦ 병렬형 산업으로 시너지 효과를 유도
하기 어려움
기 회 (Opportunities) 위 협 (Threats)
◦ 친환경 제품의 개발 필요성 증가
◦ 최근 성장률이 높은 타 산업의 기초
소재 산업과 동반 성장이 필수적
◦ 전반적인 화학산업 고도화의 필요
성이 증가함에 따라 높은 성장률이
기대
◦ 국제협약 등을 통한 환경규제 강화
◦ 중국, 인도 등 개도국의 추격
◦ 소비자들의 환경에 대한 인식 확대
◦ 선진국의 기술개발 독점 및 견제

정밀화학산업
14
제3장
정밀화학산업관련 국내외 환경규제 동향 및 전망
제1절 화학물질 위해성
1. 화학물질 위해성의 특징
화학물질은 제조에서 폐기에 이르기까지 인체나 환경에 치명적인 위해를 가할 수 있는 잠재
성을 지니고 있다. 화학물질을 원료로 사용하는 공장에서 또는 운송 중에 인체․환경에 노출되
어 위해를 가하거나 공정 중에 발생되는 부산물․불순물로 인한 사고, 공산품․소비자제품에
함유된 유해화학물질로 인한 소비자 사고 등 화학물질은 전 생애의 각 단계를 통하여 환경과 인
간에 위해를 가할 수 있다. 또한 누출 사고 또는 부적정 폐기를 통해 환경에 배출된 유해물질은
환경을 경유하여 인체에 위해를 가할 수 있으며, 화학물질로 인한 환경오염은 한 지역에 그치지
않고 해류, 바람 등과 함께 멀리 이동하여 광역적인 피해를 줄 수 있다.
2. 화학물질의 위해성 관리
화학물질로 인한 인체 및 환경 위해를 방지하기 위한 조치는 작게는 각 개별국의 자발적 조
치 및 법령에 의한 규제, 또 지역별 또는 경제협력공동체 차원에서의 상호동의에 의한 조치가
있으며, 크게는 오존층 보호를 위한 몬트리올 의정서, 유해폐기물의 국가간 이동을 규제하는 바
젤협약 등 국제 협약에 의한 지구적 동의성 강제조치가 있었다.
화학물질 관리의 골격은 (1) 위해성 평가 (2) 위해성 관리 (3) 위해성 커뮤니테이션의 3단계로
이루어지며, (1)의 경우 관련 전문가에 의해, (2)의 경우 주로 정부에 의해 이루어진다. 정부는
보다 효율적인 관리를 위해서 법령의 제정과 시행을 통해 국민, 산업체에 구속력을 부여한다.
(3)의 경우는 위해성을 알려 인체 및 환경을 보호하는 것이 그 목적이다. 예로서 작업장에서의
MSDS(Material Safety Data Sheet) 비치, 경고표지 등을 통해 작업자에게, 이동차량 등에 경고표

제3장 정밀화학산업관련 국내외 환경규제 동향 및 전망
15
지를 붙여 공공에게, 소비자용품 및 가정용품에 표지를 붙여 소비자에게 화학물질의 위해성을
전달하는 것이 여기에 해당한다.
3. 화학물질 관리의 역사
화학물질은 그 특성에 따라 의약품, 농약, 화약 및 폭약, 화장품, 식품첨가물, 산업용 등 다양
한 용도를 가진다. 화학물질 관리의 역사는 먼저 의약품과 같이 인간이 의도적으로 섭취하는 물
질에 대해 가장 먼저 시작되었으며, 이후 식품에 잔류한 유해농약의 비의도적 섭취로 인한 위해
를 방지할 필요성도 대두되어, 이러한 용도의 물질에 대해서는 선진국이 1950년대부터 허가, 등
록제도 등을 도입하고, 사전 심사를 통해 유해성이 인정되는 제품의 출시․ 유통을 금지하는
등 엄격 관리를 시작한 이래 모든 국가가 유사한 제도를 도입하게 되었다.
산업용 화학물질 관리의 역사는 이보다 짧다. 1950년 후반부터 1960년대에 걸쳐 화학산업의
급격한 발달과 함께 화학물질이 관련된 많은 화재, 폭발사고가 발생하여, 산업용 화학물질에 대
해서도 위험관리가 필요하다는 것이 인식되어 가시적인 위험, 즉 화재, 폭발 등 물리적 위험이
있는 물질을 관리하는 법령이 등장하게 되었다. 그러나 1970년대부터는 화학물질 관리의 새로
운 국면을 맞게 된다. 그 이유는 1960년대 후반부터 1970년대에 걸친 무수히 많은 화학물질 관
련 사고가 인간이 의도적으로 섭취하지 않았음에도 환경을 경유하여 인체에 해를 가할 수 있다
는 점을 인식시켜 주었기 때문이다. 따라서 산업용 화학물질에 대해서도 의약품과 농약의 경우
처럼 사전에 유해성을 평가하여야 된다는 결론에 도달하게 되었다.
1973년 일본이 세계에서 처음으로 “화학물질 심사 및 규제에 관한 법률(화심법)”을 제정하여
산업용 화학물질의 사전 유해성 평가제도를 도입한 이래 1976년 미국, 1979년 EU가 동 제도를
도입하 고, 이후 1990년대 초반에 들어서서 캐나다, 뉴질랜드, 오스트레일리아, 한국 등 1990년
대 후반에 필리핀이 동 제도를 도입하여 국제적 추세에 동참하게 되었다.
가장 최근의 동향으로는 OECD 가입에 따른 의무 준수와 Agenda 21의 제19장의 이행을 위
한 법적 조치가 중점적으로 이루어졌다. 1992년, 리오 회의에서 열린 세계환경회의에서 ‘지속가
능한 발전’이라는 기본 취지하에 Agenda 21을 공표하 고 이 중 제19장은 환경적으로 건전한
화학물질 관리를 위한 행동강령을 각 국에 요구하고 있으며, 주 내용은 (1) 화학물질 위해성에
관한 국제적 평가의 확대 및 강화, (2) 화학물질의 분류 및 표시의 국제적 조화, (3) 유해화학물
질과 화학적 위험에 관한 정보교환, (4) 위해성 저감 계획, (5) 화학물질 관리를 위한 국가 능력
및 시설의 강화, (6) 화학물질의 불법 교역 방지이다.
정밀화학산업
16
환경 문제는 점점 광역적 심각성을 더해 범지구적 대처, 즉 환경협약 같은 구속력 있는 관리
도구가 필요하게 되었다. 환경협약은 생물자원 보호, 폐기물 적정관리, 지구환경 보호 등의 사유
로 날로 증가 추세에 있으며. 주로 UNEP(유엔환경계획) 등 국제기구, 선진국 또는 OECD 등 선
도적 그룹에 의해 주창 되고 있다.
화학물질 관련 국제협약은 유해 화학물질로부터 인간과 환경 보호를 목적으로, 유해 물질의
제조․사용․교역 금지, 국가간 오염물질 이동 제한, 개도국 및 후진국을 위한 재정적․기술적
지원 등을 골자로 하고 있다.
산업용 화학물질에 대한 국제협약은 이미 시행중인 오존층 보호를 위한 몬트리올의정서, 화
학무기 협약, 최근 협약화가 추진되고 있는 스톡홀름 협약과 PIC 협약이 있다. 국제협약은 정부
간 합의를 기본으로 하지만, 재정적․사회적 여건이 다른 국가간의 형평성이 완전히 보장되기
는 어렵다. 따라서 해당 국가나 기업 등 당사자는 협약 발효 전 그 파급 향을 충분히 검토하여
이후의 향을 예측하고 적절한 대응책을 강구하여야 한다.

제3장 정밀화학산업관련 국내외 환경규제 동향 및 전망
17
제2절 우리나라의 화학물질 관리제도
현재 우리나라의 화학물질 관리체계는 화학물질의 성상, 용도 등에 따라 여러 부처에 산재한
개별 법령에 의해 운 되고 있다. 산업용 화학물질에 대해서는 환경부의 유해화학물질관리법(인
체 및 환경보호), 노동부의 산업안전관리법(작업자 보호), 산업자원부의 소방법 및 고압가스안전
관리법 등이 있고, 특정 용도에 대한 것으로는 보건복지부의 약사법(의약품 관리), 화장품법(화
장품 관리), 식품위생법(식품 및 식품첨가물 관리)과 농림부의 농약관리법(농약 관리) 등이 있다.
국제협약 이행을 위해 제정된 법으로는 산업자원부의 화학무기의금지를위한특정화학물질의제
조수출입규제등에관한법률(화학무기협약 반 )과 오존층보호를위한특정물질의제조규제등에관
한법률(몬트리올 의정서 반 ) 등이 있다.
의약품, 농약의 위해성 평가는 1960년대부터 시작되었으나, 인체와 환경에 가장 광범위하게
악 향을 미칠 수 있고 피해가 광역화할 수 있는 산업용 화학물질에 대한 평가의 역사는 이에
비해 짧다. 일본, 미국, EU 등 선진국이 1970년대부터 산업용 화학물질에 대해 신규화학물질의
출시전 유해성 심사제도를 도입한 것에 비해 십 년 이상의 시기적 격차는 있으나 1991년부터
유해화학물질관리법과 산업안전보건법에 동 제도가 시행되면서 산업용 화학물질에 대해서도 위
해성 평가라는 개념이 적용되기 시작했다.
최근의 민간 차원의 움직임으로는 대기업을 중심으로 RC(Responsible Care)의 실행 등 자발
적인 화학물질 관리체제 도입이 이뤄지고 있으나, 아직은 기업의 화학물질의 안전․유해성 관
리는 법령 준수 수준에 머물고 있다.
정밀화학산업
18
제3절 선진국의 화학물질 관리 제도
미국, 독일, 일본 등과 같은 선진국은 우리 나라에 비해 화학물질 개발 및 화학발전의 역사가
길어 많은 사고를 먼저 경험하 고, 이를 바탕으로 많은 시행착오를 거쳐 오늘과 같은 화학물질
관리제도를 정립하 다. 또 OECD, IFCS, UNEP 등 국제 활동에서 경험과 전문지식을 제공하면
서 선도그룹 역할을 하고 있다. 선진국에서는 국민보건, 안전확보 및 환경보전 강화를 위해 정
부 차원의 제도(법령 등) 못지않게 민간차원의 활동이 활성화되어 있다. 이 보조적 제도의 예로
서는 기업의 자사 화학제품에 대한 전과정(life cycle) 관리, 화학물질제조자협회 차원의 안전관
리 정보제공 시스템 운 , 민간단체의 공공에 대한 홍보 활동, 소비자 및 판매단체(지방자치 및
백화점 등) 차원의 모니터링 제도 등이 있다. 선진국은 자국의 화학물질 관리체계를 강화하는
한편, 수입 화학제품과 공산품에 대해서도 엄격한 기준을 적용하여 이를 수입규제수단 및 자국
의 산업보호수단으로 활용한다.
대부분의 국가들이 운 하고 있는 표준과 품질인증제도는 때로는 기술 장벽으로서 국제간
무역거래에 지대한 향을 준다. 국가별로 상이한 표준 및 인증제도로 인하여 외국의 표준규격
에 맞도록 상품을 변형하거나 외국의 표준에 맞는 새로운 생산시설을 구비해야 하므로 추가적
인 조정비용이 발생하게 되고 이에 수출국의 경쟁력이 저하되는 문제가 제기되고 있으며, 수입
국의 입장에서도 이러한 표준화의 차이가 어느 정도 수입을 억제하는 효과가 있기 때문에 이를
수입억제 수단으로 활용하고 있다.
1. 일 본
일본의 경우 원료 화학물질의 대표적 안전 대책에 대해서는 「화학물질의 심사 및 제조 등의
규제에 관한 법률」(화심법)에 의해 신규 화학물질은 심사를 받아야 하고, 난분해성, 고축적성,
장기 독성을 가지는 화학물질은 제1종 특정화학물질로 지정해, 원칙적으로 제조를 금지하며 난
분해성, 저축적성으로 장기 독성의 우려가 있는 물질을 제2종 특정화학 물질로 지정해 수량 보
고, 구조 설비 기준의 준수 등을 규제하고 있다. 또한, 가정용품 규제 및 가정용품 건강 피해 방
지 대책의 추진을 위하여 「유해 물질을 함유하는 가정용품의 규제에 관한 법률」에 근거해, 가
정용품에 함유되는 화학물질에 대하여 그 독성을 평가하기 위한 시험 등을 실시해 보건 위생상
제3장 정밀화학산업관련 국내외 환경규제 동향 및 전망
19
의 관점으로부터 규제기준을 설정하고 있어, 독성평가의 결과, 관리의 필요가 인정되는 경우 점
차적으로 규제기준을 설정하고 있다. 또 제조물책임제도(PL)의 도입에 따라 사업자 스스로 제품
의 안전 확보 수준을 한층 향상시켜나가는 것이 요구되고 있다.
2. 미 국
미국의 유해물질 관리체계의 특징은 관련 부처간에 Interagency Committee를 구성하여 부처
간의 긴 한 협조에 의한 체계적 운 이다. 또 위해의 사전 예방을 기본원칙으로 삼고 있으며,
모든 매체를 통한 화학물질의 전과정(제조에서 폐기까지) 관리체제 도입, 유해화학물질에 대한
노출 감소 또는 제거에 공동 노력을 기울인다. 규제의 방법은 연방 차원의 강제적 규제조치, 즉
제조공정 변화 요구, 배출 허용기준 설정, 생산이나 사용 금지, 안전 폐기를 위한 요구 등과 간접
적인 효과 유도로서 작업자교육, 모니터링, 재정 지원 등 자발적 조치를 촉진하는 수단이 있다.
대표적 제도를 설명하자면, 원료 화학물질을 관리하는 Toxic Chemical Substances Control
Act(TSCA)는 신규화학물질 심사제도를 두고 있으며, 발암성과 생식독성 물질을 집중관리 한다.
또 소비자용 제품에 대해서는 Consumer Product Safety Commission이 Consumer Prduct
Safety Act(CPSA), Hazardous Substances Act, Poison Prevention Packaging Act 등 여러 법을
통해 인체 안전을 확보하고 있다. CPSA는 제품마다의 안전기준을 정하고 있으며, 이 안전기준
중에는 ANSI규격이나 UL규격 등의 민간기관이 작성하는 안전규격에 적합하도록 요구되고 있
는 것이 다수이다. 또 각 주(state)에서도 제품안전규제를 실시하기도 한다.
미국 노동부(Department of Labor)의 노동안전위생국(OSHA)은 제조자 및 수입자가 작업장
에 있는 화학물질의 위해성(hazard)을 평가하고, 사업주(고용주)는 종업원에게 노출될 수 있는
유해화학물질에 대한 정보를 종업원에게 제공하여야 하며 또 판매 및 유통시에 해당 사업주에
게 필요한 정보를 전달하도록 하고 있다. 이 내용은 위해성 주지 기준(Hazard Communication
Standards: 약칭 HCS)으로 하여 공표되고 있으며 “Worker Right-To-Know"로 불리고 있다.
HCS는 1985년 11월 25일 발효시에는 제조업의 종업원을 대상으로 하 으나, 1988년 6월 24일
개정되어 비 제조 부분의 종업원까지 대상을 확대하 다. HCS의 주목적은 화학물질 노출에 의
한 건강장해로부터 작업자가 자신을 보호하도록 하기 위함이다. HCS는 연방정부의 다른 규제
법과는 달리 HCS의 목적을 수행하는 방법이 구체적으로 정형화되어 있지 않다. 그 이유 중의
하나는 각 작업장의 화학물질에 대한 노출 조건이 다를 수 있다는 것이다.
환경청(EPA)의 주요업무로는 자국의 청정대기 기준 설정, 대기오염물질의 방출한도 마련, 수
정밀화학산업
20
질기준의 제정 및 오염물질의 배출 통제, 위해 폐기물의 처리 및 운송, 저장에 관한 통제, 농약
및 방사능 폐기물과 같은 화학약품에 대한 규제 등을 들 수 있다.
3. 유럽 연합(EU)
회원국은 Council Directive와 Commission Directive로 정해진 EU의 규정을 따라야 한다. 신
규화학물질 신고규정 등이 포함된 Council Directive는 각 회원국이 해당 국가의 법에 도입해야
만 해당 국가에서 법적인 효력을 가지며, MSDS, 유해화학물질의 분류 및 표시 규정 등이 포함
된 Commission Directive의 경우 각 국가에 직접 법적 효력을 가지게 한다. EU 제도의 특징 중
하나는 원료․혼합물․소비자 제품에 대해 동일한 유해성 분류기준이 적용된다는 점이다.
EU에서는 1980년대 말부터 제품의 안전성을 확보의 노력과 각국의 안전규제의 통일을 도모
하려는 입법화가 시작되었다. 특정의 제품군마다 안전성에 관한 지침을 만들고 이러한 지침이
마련되지 않은 제품에 대해서는 1992년 채택된 제품안전지침을 적용하고 있다. 또한 제품안전
에 관한 EU내 통일규제 제도인 CE마크제도 운용을 통해 안전기준을 설정하여 안전성의 확보하
고 특정제품에 대한 회원국의 안전법규를 통일함으로써 기술 장벽을 제거하고 제품의 자유로운
유통을 촉진하고 있다.

제3장 정밀화학산업관련 국내외 환경규제 동향 및 전망
21
제4절 국제 동향
1. 국제기구의 안전․유해성 관련 제도
국제기구에서의 화학물질의 적정관리를 위한 활동은 표 3.4.1에 열거하 다.
IFCS(Intergovernmental Forum on Chemical Safety)는 Agenda 21의 제19장 화학물질 관련
목표달성을 위해 설치한 정부간 기구이며, IPCS(International Program on Chemical Safety)는
WHO, ILO, UNEP가 공동으로 참여하는 프로그램이다.
<표3-4-1> 화학물질관리 관련 주요 국제기구의 활동
주요기구 발족시기 구성단위 주 요 활 동 상 황
OECD 1971년 미국, 일본,
EU 등 27개국
회원국간 GLP 제도의 시행 및 상호인정의 조정
화학물질관련 상호정보 교환
기존화학물질의 체계적 조사 및 D/B화
신규화학물질에 관한 인체․환경유해성 평가
화학물질관련 정책결정에 국민, 지역주민의 참여권 보장
IFCS 1994년UNEP, ILO,
WHO
화학물질 위험성에 관한 국제적 평가의 확대 및 강화
화학물질의 분류 및 표시의 조화
유해화학물질과 화학적 위험성에 관한 정보교환
위험성 감소계획
화학물질관리를 위한 국가능력 및 시설의 강화
유해화학물질의 불법교역 방지
IPCS 1980년UNEP, ILO,
WHO
화학물질의 노출에 의한 인체건강 및 환경에 대한 위해성 평가
및 각종 시험법 개발
중독예방과 치료에 대한 각국의 활동지원과 개발도상 국과의
기술협력 및 교육훈련 촉진
화학물질 사고에 대응하기 위한 국제협력 촉진
IRPTC 1976년 UNEP
화학물질에 대한 종합적인 정보 D/B 작성
정보교환을 위한 국제적인 네트워크 구축
각국의 규제 화학물질에 대한 국제통보 추진
국제무역상 화학물질 정보교환 촉진
PIC, POPs 국제 협약 추진
정밀화학산업
22
2. OECD의 안전․유해성 관련 제도
우리 나라가 OECD 회원국으로 가입함에 따라 OECD에서 진행하는 화학물질 관련 정책을
준수해야할 의무가 있다. OECD에서는 인체 및 환경에 대한 향을 고려하고 화학물질을 통제
관리하는 것을 목적으로 산업용화학물질, 농약, 식품첨가제, 의약품, 화장품, 생명공학제품을 대
상으로 하여 회원국에 화학제품 안전관련 제도에 대한 가이드라인을 제시하여 회원국간의 조화
를 꾀하고 있다. 이에 따라 OECD에서는 화학물질의 유해성 평가를 위한 시험 가이드라인과
GLP 기준, 화학물질의 분류, 등록절차 및 시험, 평가방법에 대한 가이드라인을 제시하여 회원국
이 따르도록 하고 있다. OECD의 주요 업무로는 화학물질에 대한 정보수집, 시험, 평가 및 위험
관리 작업에 대한 회원국들 간의 공동부담 등에 관한 사항을 들 수 있다.
3. 새로 추진되는 국제 정책
가. 스톡홀름 협약
최근 협약 발효단계를 향해 가고 있는 스톡홀름 협약은 잔류성 유기오염물질(Persistent
Organic Pollutants, POPs)로부터 인간의 건강과 환경을 보호하는 것이 목적이다.
대상은 잔류성 유기오염물질인 PCB, 엔드린, 톡사펜, 클로르딘, 알드린, 디엘드린, 헵타클로
로, 미렉스, DDT, 헥사클로로벤젠, 다이옥신, 퓨란 등 12종이다. 2001년 5월 23일 스웨덴의 스
톡홀름에서 130개국의 대표가 참석한 가운데 최종의정서 채택 및 협약 서명식이 있었다. 최종
의정서에 서명한 국가는 한국, 일본, 국 등 115개국이며 협약 서명국은 미국, 캐나다 등 92개
국이다. 협약의 발효 시기는 50개국의 비준서가 기탁되어야 하나 각 국의 적극적 참여의사 표명
으로 볼 때 협약의 조기발효 가능성이 높다.
주요 내용은 다음과 같다.
- POPs 물질의 의도적인 사용․생산 및 수입․수출 규제
․ 부속서 A 화학물질의 사용, 생산, 수출입 금지
* 부속서 A : PCB, 엔드린, 톡사펜, 클로르단, 알드린 디엘드린, 헵타클로로, 미렉스, 헥사
클로로벤젠
․ 부속서 B 화학물질의 생산과 사용 제한
* 부속서 B: DDT(말라리아 병충해 방제/디코폴 중간체 허용)
제3장 정밀화학산업관련 국내외 환경규제 동향 및 전망
23
- 환경적으로 건전한 처분 목적의 교역 허용
- POPs 물질의 특성을 나타내는 신규 화학물질 사전 규제
- 환경배출과 인체노출의 최소화 조치
- 비의도적인 배출 저감 또는 근절
대상물질은 부속서 C의 Dioxin/furan, hexachlorobenzene, PCB로 배출 최저화를 목표로 총
배출량 감소가 요구된다. 또 협약은 부산물 POPs의 배출과 생성을 금지하기 위해 공정 변경, 대
체물질 사용을 요구한다.
나. Prior Informed Consent(PIC) 협약
PIC 협약은 유해화학물질의 국가간 교역의 결과로, 유해화학물질이 인간과 환경에 끼칠 수
있는 위해를 사전 예방하기 위해 도입된 제도로서, 그 목적은 유해 화학물질 관련 정보교환을
원활히 하고, 대상 유해화학물질 교역시, 수출국이 수입국에 사전 수입승인을 받도록 의무화하
는 제도이다.
대상 물질은 동 협약 부속서 Ⅲ에 등재된 화학물질이며 이후 추가될 수 있다. 산업화학 물질,
농약, 소비자사용 화학물질로 인간이나 환경보호의 이유로 금지되거나 엄격히 제한된 물질과
유해 농약제제를 포함하며, 의약품, 방사성물질, 식품첨가물, 연구용 화학물질(소량) 등은 제외
된다.
대상: 2,4,5-T, Aldrin, Captafol, Chlordane, Chlodimeform, Chlorobenzilate, DDT Dieldrin,
Dinoseb & Dinoseb salts, 1,2-Dibromoethane(EDB) Fluoroacetamide(EDB),
HCH(mixed isomers), Heptachlor, Hexachlorobenzene, Lindane, Mercury
compounds(무기수은 화합물, 알킬수은 화합물, 알킬옥시알킬 및 아릴 수은 화합물)
Pentachlorophenol, Monocrotophos(600g A.I./L초과 용해성 액제)
Methamidophos(600g A.I./L초과 용해성 액제)
Phosphamidon(1000g A.I./L초과 용해성 액제)
Methyl-parathion(19.5%, 40%, 50%, 60% A.I.를 함유하는 parathion methyl
emulsifiable 농축 액제와 1.5%, 2%, 3% A.I.를 함유하는 분제)
Parathion(모든 제제-에어러졸, 분제(DP), 유제(EC), 입제(GR), 수화제(WP)포함. capsule
suspension(CS)은 제외)
Crocidolite, Polybrominated biphenyl(PBB), Polychlorinated biphenyl(PCB)
Polychlorinated terphenyl(PCT), Tris(2,3-dibromopropyl) phosphate
정밀화학산업
24
다. 통일 분류체계(Globally Harmonized System, GHS)
Agenda 21의 Chapter 19의 6개 실행계획 중 하나로 분류 및 경고표시의 통일화가 작업이 이
루어져 OECD와 UNCOETDG/ILO를 중심으로 분류기준과 유해성 커뮤니케이션(MSDS, 경고표
지 등)의 통일이 이뤄지게 되었다.
통일 유해성 분류 시스템의 목적은 화학물질의 물리적 위험성, 건강 위해성, 환경 위해성에
대하여 세계적으로 통일되고 일치하는 분류기준을 도입하여, 이 분류 기준에 따른 호환성 있는
유해성 표시, 근로자를 위한 MSDS 등 유해성 관련 커뮤니케이션을 개발하는 것이다.
전 세계적으로 일치된 시스템의 적용은 (1) 화학물질의 운송․취급․사용에 따른 안전성 확
보를 더 용이하게 하고, (2) 통일된 분류기준, 심볼, 표시, 경고를 통해 화학물질에 대한 이해를
높여 결과적으로 근로자, 소비자, 잠재적 노출자를 보호할 수 있으며. (3) 또 산업체는 화학물질
의 개발․제조․판매․운송․경고표시 중복 제작 등에 필요한 비용을 저감시킬 수 있다.
이 새로운 시스템은 2001년까지 유해성 부분이 완성되었고, 올해까지 미진한 부분(유해성 커
뮤니케이션 부분)이 모두 완성될 예정이다. 선진국의 경우 2002년부터 자발적 시행을 선언하는
국가도 있으나 의무적 도입은 2004-2006년 이후일 것으로 보고 있다. 기존 시스템의 변경에 따
른 혼란 방지를 위해 기업을 대상으로 한 교육 및 홍보가 절실하다.
제3장 정밀화학산업관련 국내외 환경규제 동향 및 전망
25
제5절 전 망
정 화학 산업은 원재료와 에너지가 다량 사용되므로 대기 및 수질오염과 및 폐기물 발생 등
환경에 미치는 향이 매우 크다. 따라서 환경부하를 경감하기 위한 규제가 강화되는 추세이다.
최근 정 화학 산업과 환경의 관계는 점차 상호의존의 관계로 발전하고 있다. 생명과 지구환
경을 보전하는 정 화학 산업으로 전환하기 위해 생산위주의 정책에서 환경 친화적 정책으로
전환되고 있다. 국제적으로는 선진국과 개발도상국간, 지역 및 대륙간에 상호 경쟁관계에서 벗
어나 환경 친화적 생산기술을 함께 공유해야 하는 절박한 시대를 맞이하고 있다.
무역 자유화를 표방하고 있으나 단순한 환경보전 차원이 아닌 무역과 연계된 새로운 형태의
환경 규제가 계속 이어지게 될 것으로 예상되며, 정 화학 산업에도 많은 향을 미치게 될 것
으로 전망된다.
정 화학 산업은 환경규제의 향을 가장 많이 받는 업종으로서, 생산량 증가에 따라 환경오
염 물질의 발생량은 증가하게 될 것으로 예상된다.
기존의 오염물질에 대한 규제(바젤 협약, 기후변화 협약 등)는 WTO, OECD, 뉴 라운드를 거
치며 환경문제를 무역과 연계시키는 방향으로 변화하고 있다. 이러한 규제 변화는 다른 나라에
비해 수출 품목에 크게 향을 미치게 될 전망이다.
오염물질의 배출량 규제에서 오염원을 원천적으로 줄이기 위한 규제 또는 경제적으로 재활
용할 수 있는 제품 생산을 권장하는 방향으로 변화하고 있다.
최근 국제 환경규제가 ‘환경관련 상품의 서비스의 관세 비관세 장벽 감축 철폐’, ‘결과를 예
단하지 않으면서 다자간 협상’, ‘환경과 무역의 연계 강화’ 등으로 추진되고 있으며 앞으로도
이러한 기조는 큰 변화가 없을 것이다.
앞으로 원․부재료, 생산공정, 제품으로 이어지는 전체 공정구조가 오염물질 배출량을 최소
화하는 환경 친화적 구조로 전환되고, 생산성 증대와 에너지 절감에 따른 생산원가 절감과 자원
보호 및 환경보존을 병행하는 청정생산기술의 개발과 적용이 요구될 전망이다.
국내에서도 2005년부터 대기환경 규제가 한층 강화되어 화학산업의 큰 부담으로 작용하게
될 것이며, 통상과 환경이 연계되어 국내 정 화학 산업은 보다 적극적인 시설투자와 연구개발
활동이 요구되고, 국제 간 협의도 그에 대한 외교역량을 집중해야 할 것이다.

정밀화학산업
26
제4장
정밀화학산업의 환경 현황
제1절 농약산업의 현황 및 향후 전망
1. 세계 농약산업의 현황
농약은 다른 정 화학 제품과 마찬가지로 그 제조과정에서 다양한 형태의 환경오염을 유발
시킴은 물론이고 소비단계에서는 그 자체가 그대로 우리의 자연환경에 노출되어 환경오염에 크
게 향을 주는 유해화학물질로 분류될 수 있다. 이러한 농약의 시장현황은 지역별로 서로 상이
한 특징을 보이고 있는데, 2001년 현재 세계 농약 시장은 제초제 47.9%, 살충제 27.7%, 살균제
19.6%, 기타 4.8%를 차지하고 있으며, 지역별로는 북미가 29.%, 남미 15.5%, 서유럽 19.3% 동유
럽 2.9% 그리고 대한민국, 일본과 중국이 있는 극동아시아가 26.3%의 시장을 점유하고 있다. 각
지역의 경제력, 단위재배규모, 기후 및 토양의 특성, 주력재배품목의 상이성 등에 따라 크게 다
른 모습을 보여준다. 단위재배규모가 작고 인건비가 싸며 농작물을 주력으로 하는 아시아와 아
프리카 지역은 살충제의 소비량이 많고, , 콩, 옥수수 같은 밭작물을 주로하고 그 규모가 크며
인건비가 비싼 북미와 유럽지역은 제초제의 소비량이 많다.
<표4-1-1> 지역에 따른 세계 농약 시장의 구분 및 변화 추이
지 역 2000년(억달러) 성장률(%) 2001년
(억달러) 성장률(%)
북 미 84.08 +2.2 81.08 -3.6
남 미 45.04 +2.8 43.21 -4.1
서 유 럽 55.18 -18.5 53.96 -2.2
동 유 럽 7.80 -8.6 8.17 +4.7
극동아시아 79.65 +0.4 73.42 -7.8
기 타 20.09 -2.9 19.60 -2.4
합 계 291.84 -3.5 279.44 -4.21)자료 : Agrochemical service, woodmackenzie, 2002
제4장 정밀화학산업의 환경 현황
27
가. 세계 주요 농약회사의 동향
현재 신농약 한 품목을 상품화하는 비용은 공장 건설비를 제외하고 5,000만달러 내지 1억달
러 정도가 소요되며 7 - 10년의 기간이 필요하나 농약에 대한 안전성 규정이 날로 강화되는 추
세이므로 개발비용과 개발기간은 필연적으로 증가될 전망이다. 구미의 대형 농약회사들의 연구
개발 비율이 매출액대비 10% 내외로 일본회사들의 2배이고 연구비 절대액의 경우 10배이나 신
제품개발 능력이 거의 비슷한 수준인 것은 매우 흥미로운 사실이다.
또한, 기존 농약을 등록, 유지하는 데에도 과다한 비용이 필요하므로 신농약 개발과 기존 농
약의 등록을 유지하기 위해서는 최소 매출규모가 10억달러/년 이상이어야 하므로 최근 주요 농
약회사들의 통합 또는 합자가 상당히 실시되고 있는 실정이며, 향후에도 신농약 개발의 증가와
제품의 다양화가 예상되어 자금과 기술면에서의 통합 등이 일어날 전망이다.
상대적으로 시장의 성숙이 이루어졌음에도 불구하고 새로운 제품개발을 위한 실질적 투자가
지속적으로 필요한데, R&D 투자비용 증가비율이 농약시장 증가율을 초과하는 데에는 다음과
같은 몇 가지 이유가 있다. 즉 향상되는 환경관련 수요를 충족시키기 위하여 농약품목등록 요건
이 강화되고 있으므로 각종 자료의 수준이 지속적으로 향상되며, 기존품목의 재등록에 관한 계
획이 정부에 의해 주도되어 생활수준향상에 따른 환경 향에 대한 입증자료가 대폭 강화되었다.
또한 안전성을 포함한 환경 문제 등으로 기존품목을 대체하기 위한 신제품 개발이 이 기간동안
증가되었다.
2. 국내의 농약공업
가. 국내농약의 발달과정
20세기 이전까지 병해충 방제용 농약은 경험에 의해서 천연물질 또는 무기화합물을 사용하
으며, 1930년 조선농약공사(현, 한국삼공)가 설립되면서부터 외국의 유기합성농약이 우리나라
에 소개되어서 근대화가 이루어지기 시작하 으나 실재로 1945년까지 사용된 농약은 주로 석탄
유황합제, 비소제, 등의 무기농약과 Nicotine제 등의 식물성 농약이었다.
1946년부터는 DDT, Parathion 등의 농약이 수입 판매되었으며 각종 유기 염소계, 유기인계,
Carbamate계 살충제와 유기인계, 유기 유황계, 항생물질 등의 살균제 및 각종 제초제가 수입되
어 병해충 방제용으로 널리 사용되었다.
1970년대에는 정부의 식량증산 정책에 힘입어 농약제조기술이 크게 향상된 시기로, 다양한
정밀화학산업
28
품목을 개발하여, 저렴한 가격으로 농가에 공급함으로써 국내에서의 원제합성이 활발하게 진행
되었다. 또한 이 기간부터 사용 중인 농약의 독성 등의 문제점이 발견되어 정부로부터 사용 금
지되기 시작하여 자연환경에 대한 농약의 부정적인 향에 대한 인식이 높아 신규농약의 상품
화시 독성 등 안전성에 대한 자료의 요구기준이 높아지는 시기이다.
1980년대의 농약제품 개발은 기존약제에 대한 혼합제 개발이 활발하 고, 원제합성은 선진외
국제품의 복제이기는 하나 제법을 달리하는 제조기술의 향상으로 많은 원제의 합성이 가능하게
되었다. 특히 80년대 중반부터 물질특허의 도입에 대비한 신농약의 개발 연구가 KIST, KRICT
등을 중심으로 활성화되기 시작하 다. 1992년도 G7과제에 대비한 기업연구소 주축의 신농약
연구조합을 발족하여, 신농약을 주요과제로 선택하여 본격적인 연구를 수행하는 기반을 구축하
다. 그 결과 2003년 현재 국내에서도 지난 15여년간의 연구를 통하여 비록 선진국에서의 등록
에는 실패하 으나, 살충제 1개, 제초제 1개, 살균제 1개 등 총3개의 합성 신농약을 개발하여 국
내에 출시하 으며 현재 6개의 신규 농약이 제품개발단계 및 등록단계에 있는 등 어느 정도의
성과를 거두고 있는 실정이다.
나. 국내 농약업체의 현황
농약산업은 크게 원제산업과 제제업(완제품 제조업)으로 나눌 수 있는 데, 2002년 말 기준으
로 동부한농화학(주) 비롯한 29개사가 농약 제조업으로 등록되어 있고 동부정 화학(주)를 비롯
한 55개사가 수입업, 35개사가 원제업으로 등록되어 있어 농약관리법 개정(1996. 12.6) 이전의
30개사에서 77개 사로 증가되었다. 그러나 대부분의 농약관련 업종의 회사들은 년 매출액이 100
억 넘지 않는 세성을 보이고 있고 2001년 말 기준으로 전체 1조2,245억원의 시장 중 동부한농
화학(주), (주) 경농, 신젠타코리아, 바이엘크롭사이언스, 한국삼공, 동방아그로 등의 상위 6개사
가 전체 매출액의 73.3%에 해당하는 8,976 억원의 매출 실적을 나타내고 있다.
국내의 농약원제회사 중 1개 품목이라도 등록한 업체가 25개사로 살균제는 25개 품목을 16개
사가 59건을, 살충제는34개 품목을 13개 회사가 76건을, 제초제는 13개 품목을 14개 회사가 29
건을, 기타는 8개 품목을 25개 회사가 179건을 등록하고 있어, 농약원제 회사간 중복된 개발을
하고 있는 것으로 나타나고 있다. 1999년 5월 31일 현재 국내 농약의 제형은 876품목, 30여종의
제형으로 등록되어 있다.
다. 국내 농약의 생산현황
국내 농약 산업은 전 세계적으로 볼 때 2001년 기준으로 전년도 752 백만달러 보다 12% 증가

제4장 정밀화학산업의 환경 현황
29
한 817 백만달러로 평가되어 미국, 일본, 브라질, 프랑스, 중국, 독일, 캐나다에 이어 세계 8위의
시장으로 평가 받고 있고 인플레를 고려한 실질 성장률에선 25.9%의 성장률을 보여 주요 10개
국 중 가장 높은 성장률을 보 다.
<표4-1-2> 국제 농약 시장의 현황
국 가 명총판매량(백만달러) 2001년 시장
점유율(%)실질 성장률(%)
2000 2001
미 국 7,529 7,289 26.08 -5.9
일 본 3,364 2,934 10.50 -1.0
브 라 질 2,538 2,378 8.51 13.0
프 랑 스 1,755 1,806 6.46 5.0
중 국 1,921 1,805 6.46 -6.3
독 일 949 921 3.30 -2.5
캐 나 다 879 819 2.93 -5.2
대 한 민 국 705 810 2.90 25.7
인 도 752 789 2.82 6.4
호 주 834 705 2.52 -9.2
1)자료 : Agrochemical service 2001, Woodmackenzie.
국내 농약산업의 현황을 살펴보면 1,027품목, 389종의 원제가 등록되어있고 완제의 경우 농
약 주성분으로 27,790 톤의 제품이 생산되고 전년도 26,807 톤보다 8.2% 많은 28,218 톤의 제품
이 출하 소비되었고, 원제의 경우 9,687 톤이 생산되었고 전년도 12,991톤 보다 20% 줄은 10,385
톤의 원제가 출하 소비되었다.
<표4-1-3> 원제 및 완제의 생산 및 출하량 추이
구분(성분량 M/T) 1990년 1995년 1997년 1998년 1999년 2000년 2001년
생산량
원 제 22,556 13,399 17,874 14,323 13,970 13,376 9,687
완 제 26,610 26,676 25,300 22,073 26,264 29,459 27,790
소 계 49,166 40,075 43,174 36,396 40,234 42,835 37,477
출하량
원 제 23,091 20,303 17,490 15,410 14,206 12,991 10,385
완 제 25,082 25,834 24,814 22,103 25,837 26,087 28,218
소 계 48,173 46,137 42,304 37,513 40,043 39,078 38,603
1)자료 : 농약연보, 농약공업협회, 2002

정밀화학산업
30
농약의 형태에 따른 소비 추이를 살펴보면 주성분 기준으로 유제가 11,866 톤으로 전체의
42.1%를 점유하고 있고 수화제가 8,944 톤으로 31.7%, 입제가 5,724톤으로 20.3%, 수용제 2.0%,
분제 0.6% 순으로 점유하고 있고 수화제와 유제가 전년 대비 각각 2.75%, 0.24% 2증가하 고 분
제, 수용제, 입제는 각각 0.07%, 0.36%, 0.07% 감소하 다.
<표4-1-4> 농약의 형태별 소비 추이 (단위 : 성분량,M/T)
구 분 1997 1998 1999 2000 2001
유 제 9,575 8,786 10,047 10,253 11,866
분 제 314 370 295 179 173
수 화 제 6,711 5,936 7,905 8,205 8,944
수 용 제 668 647 772 606 555
입 제 6,124 5,374 5,397 5,310 5,724
기 타 제 1,422 990 1,421 1,534 956
합 계 24,814 22,103 25,837 26,087 28,218
1)자료 : 농약연보, 농약공업협회, 2002
그러나 위와 같은 농약산업의 외형적 성장에도 불구하고 국내 총원제수요의 73.3% 에 해
당하는 3,581억원(275,430천달러)의 원제를 미국, 일본, 독일 등에서 수입하고 있고 국내 생산 원
제는 단 1,302억원 가량 소비되는 등 수입의존도가 갈수록 심화되고 있어 새로운 신규물질의 창
출, 경쟁력 있는 generic 원제의 확보 및 생물 농약을 중심으로 하는 새로운 작물보호제원의 개
발이 절실히 요구되고 있다.
우리나라에서 사용하고 있는 농약은 주성분 기준으로 727종이 있으며, 단위면적당 사용량은
60년도(0.4Kg/ha), 70년도(1.4Kg/ha), 80년도(4.5Kg/ha), 90년도(12.9Kg/ha)로 사용량이 기하급
수적으로 늘어나고 있는데, 이는 외국의 사용량과 비교할 때(일본: 3.8Kg/hr, 미국: 3.1Kg/hr, 독
일: 2.6Kg/hr, 80년도 기준) 4 ∼ 10배 많은 량을 사용하고 있어 심각한 환경문제를 야기하고 있
는 실정이다. 우리나라의 농약사용량은 OECD회원국 중 제2위에 해당하는 데 OECD의 농약사
용량 감축 정책에 우리나라가 항상 focus로 등장하는 실정이다. OECD의 이러한 정책에 따라
정부는 2004년까지 농약사용량의 50%감축계획을 세워놓고 있는 실정이다.
1995년 WTO출범과 OECD가입으로 농약관리법이 전면 개정되어 우리나라도 선진국에 손색
없는 농약관리제도의 틀을 갖추어 나가고 있으나 향후의 농약관리 제도는 농약사용으로 인한
제4장 정밀화학산업의 환경 현황
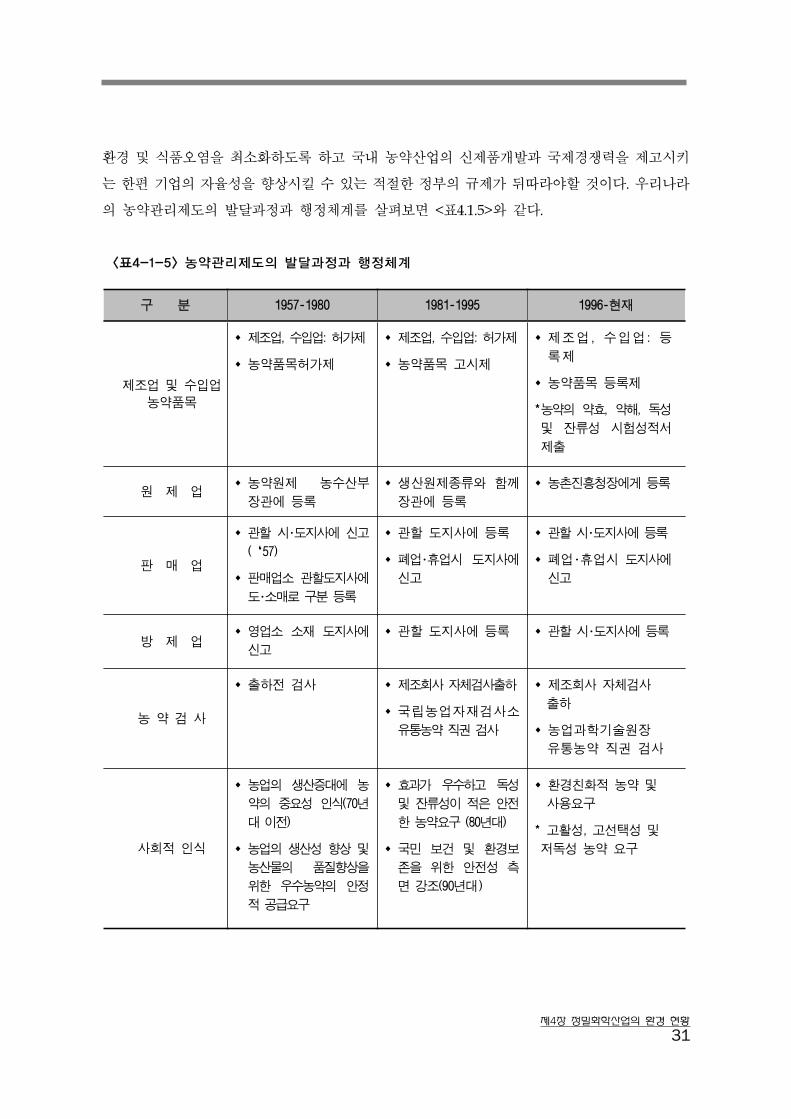
31
환경 및 식품오염을 최소화하도록 하고 국내 농약산업의 신제품개발과 국제경쟁력을 제고시키
는 한편 기업의 자율성을 향상시킬 수 있는 적절한 정부의 규제가 뒤따라야할 것이다. 우리나라
의 농약관리제도의 발달과정과 행정체계를 살펴보면 <표4.1.5>와 같다.
<표4-1-5> 농약관리제도의 발달과정과 행정체계
구 분 1957-1980 1981-1995 1996-현재
제조업 및 수입업 농약품목
제조업, 수입업: 허가제
농약품목허가제
제조업, 수입업: 허가제
농약품목 고시제
제조업, 수입업: 등
록제
농약품목 등록제
*농약의 약효, 약해, 독성
및 잔류성 시험성적서
제출
원 제 업농약원제 농수산부
장관에 등록
생산원제종류와 함께
장관에 등록
농촌진흥청장에게 등록
판 매 업
관할 시・도지사에 신고
(‘57)
판매업소 관할도지사에
도・소매로 구분 등록
관할 도지사에 등록
폐업・휴업시 도지사에
신고
관할 시・도지사에 등록
폐업・휴업시 도지사에
신고
방 제 업영업소 소재 도지사에
신고
관할 도지사에 등록 관할 시・도지사에 등록
농 약 검 사
출하전 검사 제조회사 자체검사출하
국립농업자재검사소
유통농약 직권 검사
제조회사 자체검사
출하
농업과학기술원장
유통농약 직권 검사
사회적 인식
농업의 생산증대에 농
약의 중요성 인식(70년
대 이전)
농업의 생산성 향상 및
농산물의 품질향상을
위한 우수농약의 안정
적 공급요구
효과가 우수하고 독성
및 잔류성이 적은 안전
한 농약요구 (80년대)
국민 보건 및 환경보
존을 위한 안전성 측
면 강조(90년대)
환경친화적 농약 및
사용요구
* 고활성, 고선택성 및
저독성 농약 요구
정밀화학산업
32
국내 농약시장은 WTO 출범과 더불어 환경보호에 대한 중요성이 확대되면서 업계전반에 변
동이 예고되는 가운데 농업환경변화에 따라 농약 수요가 위축되고 있는데, 소비자들이 농약사
용을 줄인 유기농산물을 선호하고 있고 농약이 환경과 인체에 악 향을 미치는 것으로 인식하
고 있어 농약 수요량은 지속적으로 감소될 것으로 예상된다.
라. 국내농약의 개발현황
1) 기존농약의 개발
국내 농약원제의 생산은 1969년 parathion 생산을 필두로 1990년에 51품목을 생산하 다. 또
한 농약원제의 국산화율도 90년도 수량대비 69%, 품목대비 24%에 이르는 실정이다. 국내 농약
원제의 생산능력은 외국의 기술도입보다 KIST, KRICT를 중심으로 한 외국 기술의 모방과정을
거치면서 지속적인 성장을 계속해서 제는 기업이 직접 개발할 수 있는 능력을 갖추었다. 원제
및 완제품 제조에 필요한 시설이나 주요공정은 대부분 국내 기업이 확보하고 있으며 다만 석유
화학공업에서 파생되는 원료 및 중간체 제조기업이나 제조기술의 확보는 미흡한 상태이다.
2) 신 농약의 개발
국내 신 농약의 개발은 1982년도 화학연구소에서 시작한 이래 오늘까지 20년이 안되는 짧은
연구개발 기간을 보유하고 있다. 1987년 신 농약개발 연구조합을 중심으로 이 사업에 기업이 처
음 참여하여 그 동안 출연연구소에 축적된 경험을 입수하여 Pyrethroid계 살충제, Pyrazole계
유도체 신 농약, Oxazole 및 Thiazole계 신 농약 및 Benzoylurea계 살충제 등 많은 분야의 연구
에 참여하게 되었다.
현재의 국내 신 농약 개발 수준을 각국의 신농약 물질특허 건수를 통하여 비교하면, 우리나
라는 신 농약 물질 특허건 수가 전 세계의 1% 미만에 불과하지만 일천한 신 농약개발 역사에
비추어 보면 성과와 가능성이 크다고 할 수 있다. 90년대 중반 이후 G7과제의 본격 가동에 따라
신물질의 개발속도는 급격히 증가하고 있다. 지난 15 여 년간의 연구축적을 통하여 2003년 현재
국내에서도 비록 선진국에서의 등록에는 실패하 으나, 살충제 1개, 제초제 1개, 살균제 1개 등
총3개의 합성 신농약을 개발하여 국내에 출시하 으며 현재 6개의 신규 농약이 제품개발단계
및 등록단계에 있는 등 어느 정도의 성과를 거두고 있는 실정이다.
국내의 유기화합물의 합성기술은 체계가 잡혀있으나, 생물검정기술 및 독성시험기술은 90년
대 이후 연구체계를 확립해 나가고 있다. 선진국은 오랜 기간 동안 경험과 기술축적으로 성장하
으나, 국내의 신 농약 기술은 그 기간이 짧아 선진국 수준에 미치지 못하고 있다. 최근 신 농약
개발에 필요한 각 분야가 체계적으로 확립되어 가고 있어 향후 기술수준의 향상이 기대되고 있

제4장 정밀화학산업의 환경 현황
33
으며, 선진국들의 검정기술 및 분자설계기술, 공정개발기술, 생리대사기술 등의 습득이 필요하다.
<표4-1-6> 선진국 대비 국내 해당분야의 기술수준
분 야 기 술 항 목선진국 대비 기술수준
부 족 다소부족 동 등 우 월 보다우월
신물질 화학농약 창출
생물 농약원 발견
○
○
제 조 화학농약 기존제형의 생산
생물농약 생산
공정중 환경오염 물질 제어
○ ○
○
○
제 제 기존제형 개발
신규제형 개발 ○
모니터링 환경중 안정성 평가 ○
신 농약 개발의 합성 성공률은 연구개발 비용과 직결될 것으로 사료되며, 년도 별로 분석해
보면 <표4-1-7>과 같다.
<표4-1-7> 신규 농약 합성 성공률(Hit Rate)
년 도 1965 1975 1985 1995 2000 2013
개발확률 1/11,000 1/20,000 1/38,000 1/46,000 1/58,500 1/80,000
1)자료 : 생리활성 정밀화학 technology roadmap, 산업자원부, 2002
표에서 보는 바와 같이 성공확률이 급격히 감소하는 가장 중요한 원인은 안전성 분야에 대한
강력한 규제 강화로 볼 수 있다. 1976년에는 총 신 농약 개발 연구비의 15.6%에 불과하던 안전
성관련 연구비용이 1985년에는 22.4%까지 증가하는 모습을 보이고 있고 계속 증가하는 추세로
알려져 있다. 이는 세계적으로 문제가 되고 있는 환경보호 때문에 정부의 안전성 관련 법규가
계속 강화되고 있기 때문이다. 이러한 추세는 향후에도 계속 강화되는 추세이므로 국내에서도
관련분야에 대한 적극적인 연구와 투자가 필요한 실정이다.

정밀화학산업
34
3. 국내 농약의 제형 현황
가. 현 황
국내 등록된 농약은 ‘99년 5월 31 현재 876품목, 30여종의 제형으로 등록되고 있다.
등록농약의 제형은 일반제형으로 불리어지는 유제, 액제, 수화제, 입제, 분제, 수용제 등으로
나눌 수 있으며, 신제형으로 불리어지는 입상 수화제, 분산성 액제, 액상 수화제, 미탁제, 유탁
제, 캡슐 현탁제 등으로 나눌 수 있다.
<표4-1-8> 국내 제형 현황
일반제형
제 형 WP GR EC SL DP SP
품목수 283 174 179 41 33 8
신제형
제 형 SC FU WG EW ME SG 기 타
품목수 75 20 25 7 4 5 22
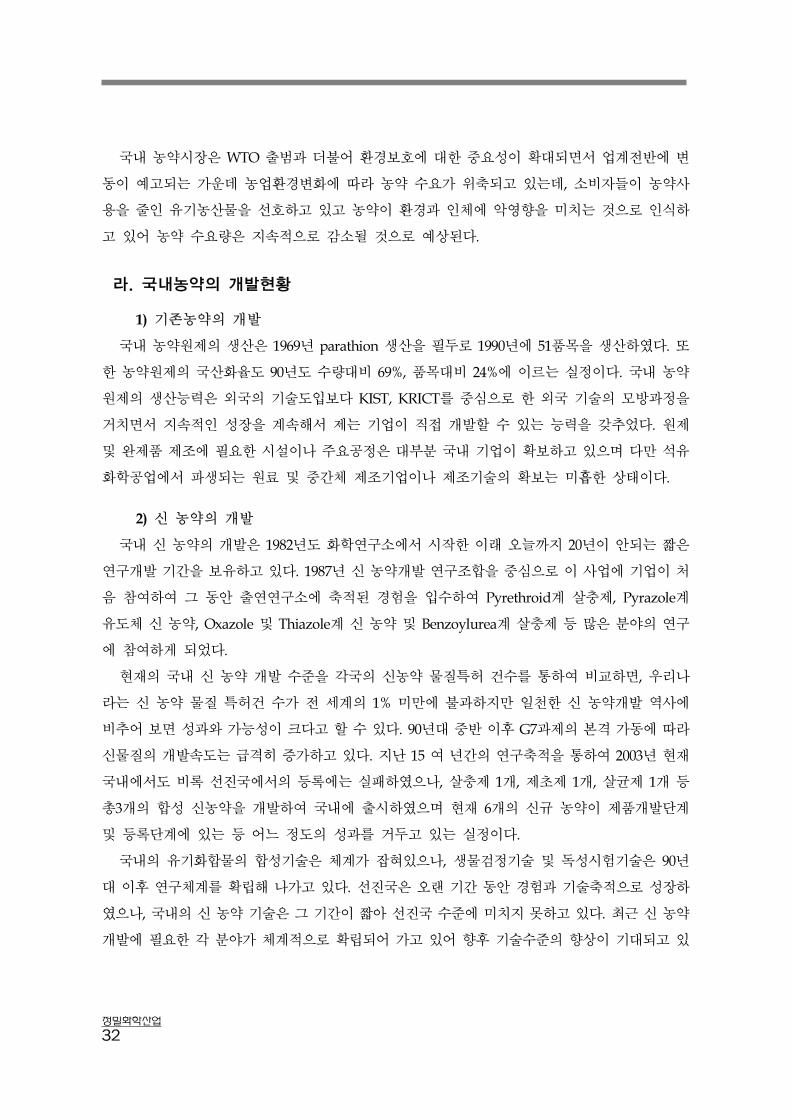
기존에 많이 사용되어 왔던 유제, 수화제, 입제 등의 제형 비중이 꾸준히 늘어나고 있음 알
수 있으며, 이는 농민의 선호도가 반 된 것으로 볼 수 있다. 비교적 신제형에 속하는 액상 수화
제와 기타 제형, 즉 도표상 윗부분인 녹색과 파란색 부분의 비율이 서서히 증가하고 있음에 주
목할 필요가 있다. 이로부터 기존의 유제, 수화제, 입제 등의 제형에 비해 신제형의 비중이 점차
늘어가고 있음을 확연히 알 수 있으며, 이러한 신제형들은 매우 다양한 형태를 보이고 있다.
2000년 등록 예정인 품목을 포함하여 1996년부터 최근 5년간 개발된 신제형의 품목수를 모두
나타낸 본 결과 비교적 오래 전 개발되었던 액상수화제의 비율이 가장 높으며, 새롭게 떠오르고
있는 입상수화제의 비중도 상당함을 알 수 있다.
농약의 형태에 따른 소비 추이를 살펴보면 주성분 기준으로 유제가 11,866 톤으로 전체의
42.1%를 점유하고 있고 수화제가 8,944 톤으로 31.7%, 입제가 5,724톤으로 20.3%, 수용제 2.0%,
분제 0.6% 순으로 점유하고 있고 수화제와 유제가 전년 대비 각각 2.75%, 0.24% 2증가하 고 분
제, 수용제, 입제는 각각 0.07%, 0.36%, 0.07% 감소하 다.

제4장 정밀화학산업의 환경 현황
35
<표4-1-9> 농약의 형태별 소비 추이(단위 : 성분량,M/T)
구 분 1997 1998 1999 2000 2001
유 제 9,575 8,786 10,047 10,253 11,866
분 제 314 370 295 179 173
수 화 제 6,711 5,936 7,905 8,205 8,944
수 용 제 668 647 772 606 555
입 제 6,124 5,374 5,397 5,310 5,724
기 타 제 1,422 990 1,421 1,534 956
합 계 24,814 22,103 25,837 26,087 28,218
1) 자료 : 농약연보, 농약공업협회, 2002
국내에 있어서의 제형의 변천 과정은 과거의 수화제, 유제, 분제 등에서 벗어나 환경친화형
제형과 노동력 절감형 제형의 큰 축으로 발전을 거듭하여 왔다. 그 중 유탁제, 미탁제, 유현탁제,
액상수화제(Suspension Concentrate, SC), 입상수화제(Water Dispersible Granule, WG)가 대표
적인 환경친화형 제형이라고 평가되고 있다.
이중 유탁제와 미탁제는 기존 유제의 대표적인 문제점이던 휘발성 오염물질을 사용하지 않
거나 사용량이 적다는 것에 큰 의의가 있다. 이와 같은 환경 친화형 제형들은 90년을 전후해서
국내에 등록되기 시작한 이래 2000년을 전후로 본격적으로 시장을 모습을 보이기 시작했으나
이들 제형의 모든 품목수가 전체 농약 시장의 품목 수에서 차지하는 비율은 약 2%을 정도로 시
장에서의 제형 점유율은 아주 낮은 실정이고 액상수화제와 입상수화제를 포함하더라도 약 16%
의 비율로 시장에서의 이들의 역할은 아주 미미한 실정이다.
또한 제제 분야에 있어서 농약 주성분의 용출을 조절하거나 특정한 공간에 머무르는 기술 개
발은 새로이 정복해야 할 과제로 평가되고 있다. 기존의 종자처리수화제의 경우 포장에서 전면
살포하는 것에 비하여 볍씨에 농약을 분의처리한 후 논에 이앙함으로써 기존의 전면 살포 방법
과 비교할 때 1/10 수준의 약량으로도 동일한 약효를 내는 등 농약의 주성분을 식물, 곤충에 가
장 잘 작용될 수 있는 위치로 확산을 시키거나 그 부분에 머무르게 하는 기술을 통해 농약의 생
리 활성적 효과를 높여 환경 중으로의 농약의 투입량을 줄이는 분야에 대한 연구가 제조업 연구
소를 중심으로 활발히 진행되고 있다.
정밀화학산업
36
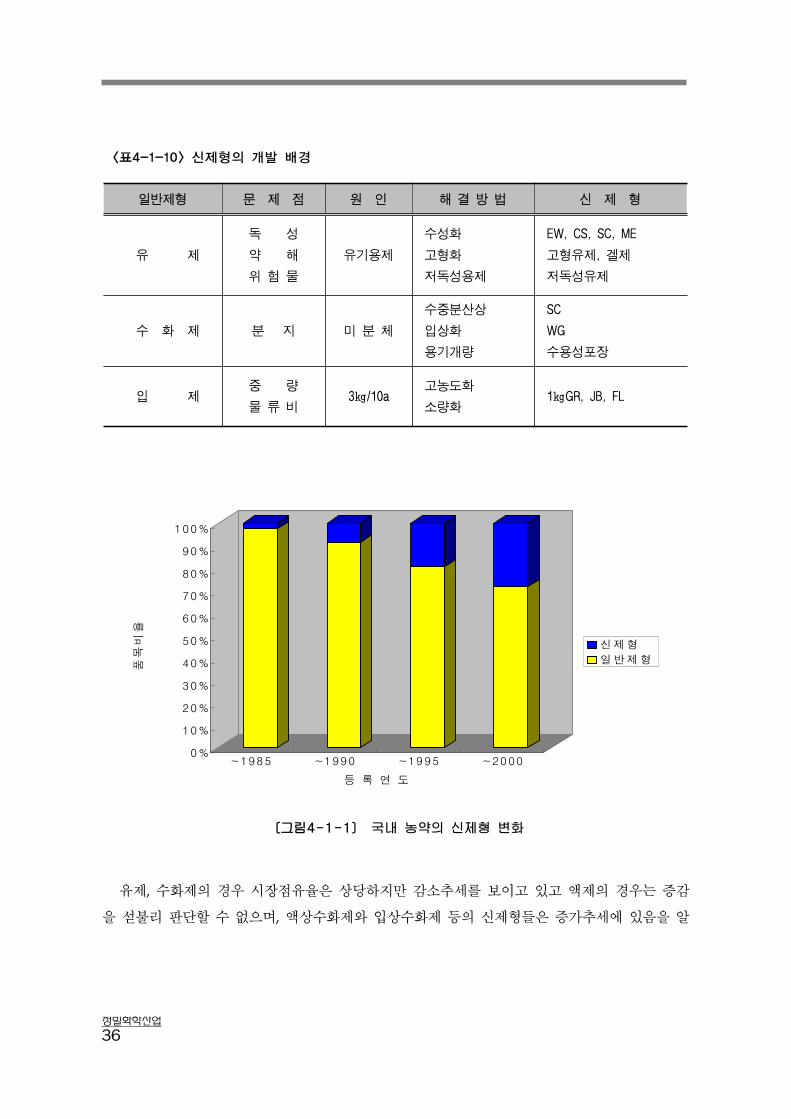
<표4-1-10> 신제형의 개발 배경
일반제형 문 제 점 원 인 해 결 방 법 신 제 형
유 제
독 성
약 해
위 험 물
유기용제
수성화
고형화
저독성용제
EW, CS, SC, ME
고형유제, 겔제
저독성유제
수 화 제 분 지 미 분 체
수중분산상
입상화
용기개량
SC
WG
수용성포장
입 제중 량
물 류 비3㎏/10a
고농도화
소량화1㎏GR, JB, FL
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
품 목
비 율
~1985 ~1990 ~1995 ~2000
등 록 연 도
신 제 형
일 반 제 형
〔그림4-1-1〕 국내 농약의 신제형 변화
유제, 수화제의 경우 시장점유율은 상당하지만 감소추세를 보이고 있고 액제의 경우는 증감
을 섣불리 판단할 수 없으며, 액상수화제와 입상수화제 등의 신제형들은 증가추세에 있음을 알
제4장 정밀화학산업의 환경 현황
37
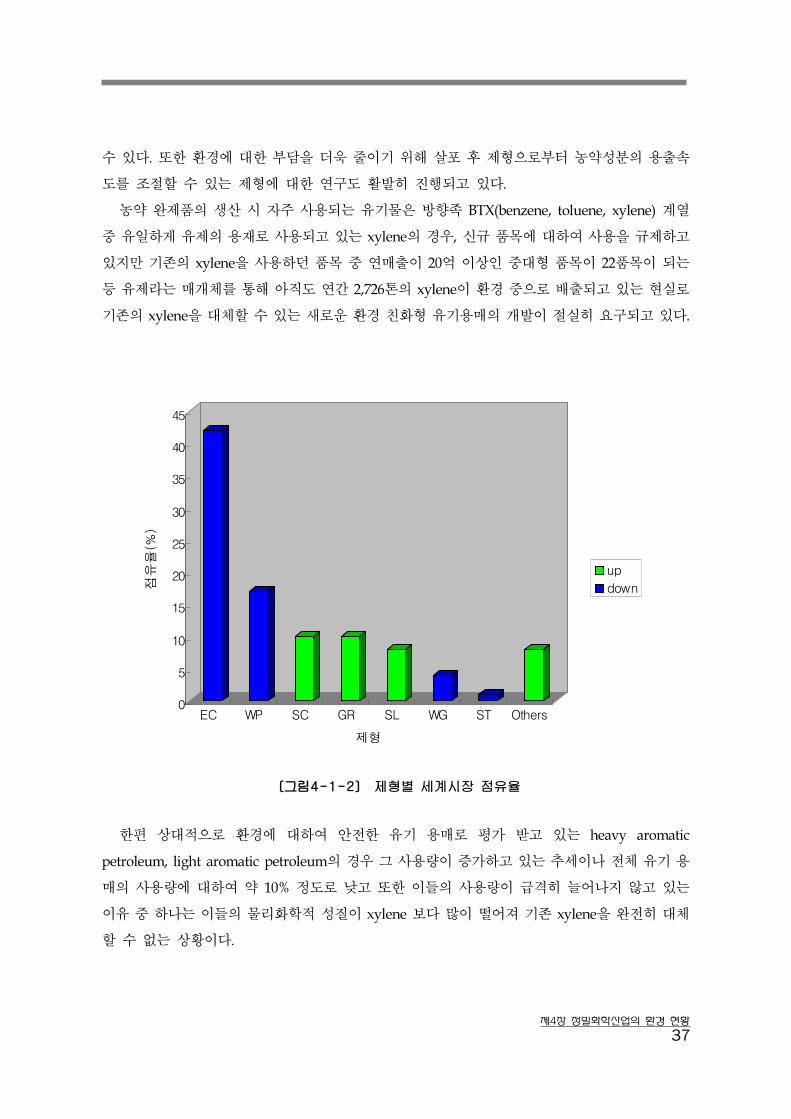
수 있다. 또한 환경에 대한 부담을 더욱 줄이기 위해 살포 후 제형으로부터 농약성분의 용출속
도를 조절할 수 있는 제형에 대한 연구도 활발히 진행되고 있다.
농약 완제품의 생산 시 자주 사용되는 유기물은 방향족 BTX(benzene, toluene, xylene) 계열
중 유일하게 유제의 용재로 사용되고 있는 xylene의 경우, 신규 품목에 대하여 사용을 규제하고
있지만 기존의 xylene을 사용하던 품목 중 연매출이 20억 이상인 중대형 품목이 22품목이 되는
등 유제라는 매개체를 통해 아직도 연간 2,726톤의 xylene이 환경 중으로 배출되고 있는 현실로
기존의 xylene을 대체할 수 있는 새로운 환경 친화형 유기용매의 개발이 절실히 요구되고 있다.
0
5
10
15
20
25
30
35
40
45
점유
율(%
)
EC WP SC GR SL WG ST Others
제형
up
down
〔그림4-1-2〕 제형별 세계시장 점유율
한편 상대적으로 환경에 대하여 안전한 유기 용매로 평가 받고 있는 heavy aromatic
petroleum, light aromatic petroleum의 경우 그 사용량이 증가하고 있는 추세이나 전체 유기 용
매의 사용량에 대하여 약 10% 정도로 낮고 또한 이들의 사용량이 급격히 늘어나지 않고 있는
이유 중 하나는 이들의 물리화학적 성질이 xylene 보다 많이 떨어져 기존 xylene을 완전히 대체
할 수 없는 상황이다.

정밀화학산업
38
<표4-1-11> 휘발성오염물질의 연간 사용 추이(유제를 중심으로, kg)
구 분 1998 1999 2000 2001 2002
Xylene 2,254,509 2,970,596 2,661,730 2,943,907 2,726,392
Cychlohexanone 117,877 268,180 384,146 420,454 310,843
Dimethyl formaldehyde 10,020 10,605 18,884 36,736 34,217
Methyl Naphthalene 33,912 34,246 39,903 43,384 52,118
1-Hexanol 1,255 2,133 2,408 3,720 6,090
Caster Oil 1,255 2,133 2,408 3,720 6,090
Kocosol 100 873 17,270 63,139 85,102 75,736
Kocosol 150 32,232 149,001 154,298 188,261 183,022
1)계산식 = 각사의 품목별 년매출량 × 용매조성율(%)
2)자료 : 각사의 품목별 년매출량(포장단위 기준), 내부자료
이중 1997년부터 규제를 받고 있는 휘발성물질(VOC)을 주로 사용하고 있는 유제의 생산 및
소비 현황은 주목해야할 사실이다. 국내에 등록되어 있는 180개의 유제 중 20억 이상의 매출액
을 보이고 있는 상위 22개 품목 중 95% 해당하는 21품목이 VOC원으로 추정되고 있는 xylene,
dimethyl formaldehyde, methyl naphthalene, 1-hexanol 등을 용제로 사용하고 있었고 최근 5년
간 평균 3,077 톤 이상의 VOC 원인물질이 농약 제조 분야에 사용되었고 이중 87.1%에 해당하는
2,715 톤이 xylene이었다.
4. 농약산업의 세계 환경 규제 현황
92년 6월 리우선언에 따라 온실가스 배출 억제를 위한 기후변화협약 생물종다양성과 유전자
원의 보호를 위한 생물다양성협약이 채택되면서 급격히 강화되는 국내외 환경 규제의 향을
가장 많이 받는 산업 중 하나가 되었다.
이에 따라 정부는 기존의 화학농약 및 화학비료의 사용량을 단계적 감축을 유도하고 지역,
농규모, 작물 등에 알맞은 친환경농업 체계를 확립하겠다는 친환경농업 5개년 육성정책을 제
정 공포하고 농촌진흥청 등 관련부서와 시, 도의 친환경농업분야 추진계획을 총괄하는 국가 종
합계획을 수립하여 추진 중이다.(환경농업육성법 제6조)
1992년 이후 국내외에서 농약관련 규제되고 있는 현황을 살펴보면 다음과 같다.
제4장 정밀화학산업의 환경 현황
39
◦ 고독성 농약 15품목은 저곡해충, 검역, 산림용을 제외한 일반 농업분야에 대하여 신규, 변
경 등록을 보류하고 1991년 수준으로 출하량을 동결
◦ US/EPA 발암성농약으로 분류되는 캪탄, 홀펫, 알라크로르, 다미노자이드 성분 함유 11개
품목의 출하량을 1991년 수준으로 동결
◦ 만코제브(EBDC계통) 성분 함유 16개 품목은 연간 출하물량을 1,998M/T으로 자율조정
◦ 네오아소진 성분 함유 3개 품목은 1991년 수준으로 출하량 동결
◦ 오용 사건 및 환경 중에서의 안정성 때문에 규제를 받고 있는 파라콰트 농약은 1999년 이
전 출하 한도 수준인 1,340M/T 이하로 자율 조정
◦ UNEP(유엔환경프로그램) 등 7개 국제기구, 16개 상성회의에서 위해농약 공동규제를 위한
국제협약화를 추진 중
◦ 98년 9월 로테르담(네델란드) 외교회의에서 위해성농약 사전통보승인 협약(PIC : Prior
Informed Consent)문 채택 9차례의 정부간 협상회의를거쳐 02년 12월 현재 73개국이 가입
서명을 했고 36개국이 비준. 이 협약에 따르면 유해성이 있다고 평가되는 농약의 수출입시
위해성 정보를 정부간 정보교환을 위무화하여 수입국이 농약 수입 결정을 할 수 있도록 함
◦ 01년 5월 스톡홀름(스웨덴) 외교회의에서 잔류성유기오염물질협약(POPs : Persistent
Organic Pollutants)문 채택 6차례 정부간 협상회의를 통해 12종 물질을 선정 사용을 원칙
적으로 금지한다는 내용으로 12종의 규제 대상물질은 Aldrin, Chlordane, DDT, Dieldrin,
Endrin, Hetachlor, HCB, Toxaphene, Furan, PCBs, PCDD(다이옥신류), PCDF(다이옥신
류)
◦ 환경호르몬이라고 불리어지는 내분비계 장애 추정 물질로 분류된 67종의 물질 중 44종이
농약이고 이중 국내에는 17종의 농약과 유화제용 계면활성제로 nonylphenol 계통의 계면
활성제가 사용 중임. 미국, 일본, EU국가, WHO/UNEP 등에서도 조사 연구를 진행 중이
나 아직까지 그 위해성이 밝혀지지 않아 세계적으로 계속 사용 중이나 국내에서는 2001년
5월부터 내분비계 장애 추정 농약의 신규 및 변경 등록을 보류하고 있고 유화제용 계면활
성제인 nonylphenol의 경우 다른 계통의 계면활성제로 대체되고 있는 경향
◦ 국내에서의 내분비계 장애 추정 물질에 대한 안전성 연구는 현재 환경부, 농촌진흥청, 식
품의약품 안전청, 노동부와 공동 대책위원회를 구성 총 922억원이 소요되는 중장기 연구
정밀화학산업
40
계획을 수립하여 관련 연구를 추진 중이고, 농약의 품목 등록 및 관리를 수행하는 농촌진
흥청에서는 환경유해물질평가팀을 구성하여 2000~2005년 까지 농업환경중 안전관리 기준
연구를 대학과 공동으로 추진
◦ US/EPA 휘발성오염물질 및 발암성물질로 분류되어 그 사용 및 환경 중에서의 동태에 관
하여 많은 관심이 집중 되고 있는 유제용 용매인 xylene의 경우 기존의 품목은 그대로 유
지하되 별도의 조치 없이 신규 품목의 등록 시에는 xylene을 사용하지 않는 처방으로 품
목 개발 시험을 진행
5. 기술개발전망
가. 농약시장 전망
UR에 따른 농산물시장의 개방은 대규모 농업국인 미국의 향으로 상대적으로 생산단가가
높은 유럽이나 일본, 한국 등의 농업은 상대적으로 위축될 수밖에 없다. 국내의 경우 10년전 보
다 현재의 경지면적이 20-30%정도 감소하 으며, 이는 유럽이나 일본도 거의 비슷한 실정인 것
으로 예상된다.
이와 같이 경지면적이 감소함에 따라 농약의 소비가 감소하는 것은 당연한 일이다. 이 경우
유럽이나 일본의 대규모 농약회사들은 감소한 매출액을 보완하기 위하여 외국으로의 수출을 강
화하고 현지 법인을 설립하여 직접 판매를 시도하고 신제품 개발에 의한 기술예속화를 시도할
것이다.
또한 Green Round를 통한 환경보호의 강화는 농약의 안전성 및 환경 향 평가를 강화시키
게 되므로, 기존농약의 사용은 점차 감소하고 안전성이 강화된 신제품만이 살아남을 것이다. 또
한 유기합성농약 이외에 생물학적 보호수단이 활발하게 연구되고 있으며, 생태계에 부담을 보
다 적게 하면서 식량문제를 해결하는 대안으로 biotechnology가 강조되고 있다. 예를 들어 제초
제에 저항성을 갖는 유전자조작 작물과 살충력을 갖는 유전자를 도입한 작물 등 biotechnology
를 이용한 생물학적 작물보호 수단의 연구개발은 앞으로도 계속되어 화학적 보호수단과 상호보
완적으로 발달할 것으로 보인다.
이와 같은 국제적 환경변화에 따라 국내 농약산업은 큰 변화를 맞이하고 있다. 우선 기존 농
약의 경우 ‘95년 이후 국내 농약 등록에 필요한 독성 data의 강화로 신규제품등록이 거의 불가
능하며 점차 물질특허에 저촉되는 신제품의 출현으로 인하여 기존 농약의 복제 생산은 어려워

제4장 정밀화학산업의 환경 현황
41
지며 안전성 규제의 강화로 기존 농약 중 많은 품목이 사용에 제한을 받고 있고, 일부 기존농약
은 병해충에 내성이 생겨 수요가 급격히 줄어들고 있다. 또한 국내 농약산업은 개방이 불가피하
므로 상당 부분 수입에 의존하고 있는 국내 현실에 비추어 국내 농약회사의 입지는 더욱 어려워
질 것으로 생각된다.
의약분야에서는 이미 그 움직임이 나타났고 국내 제약회사에 막대한 타격을 주고 있으며, 농
약분야의 경우도 많은 외국기업이 직접 진출하 거나 진출할 계획을 수립중인 것으로 보인다.
이러한 움직임의 결과는 국내 농약회사 중 일부 대기업을 제외하고 중소기업의 경우 결국 합병
되거나 도태될 수밖에 없다고 생각된다. 이미 일부 기업에서는 사업다각화를 통한 탈 농약회사
로의 변신을 꾀하고 있는 실정이다.
나. 기술개발전망
복잡 다양한 국제적 환경 변화에 국내 농약산업이 대처할 수 있는 방법은 신제품의 개발 밖
에 없다고 본다. 신제품의 개발에 의해 세계시장에 진출하고 부가가치를 높이지 못하면 단순 수
입이나 모방에 의한 기업운 은 향후 10년 정도 지나면 도태될 수밖에 없을 것으로 전망된다.
국내 신 농약 개발은 2000년 초 까지 외국회사와 공동연구가 주를 이룰 것이지만 그 후에는 자
체 개발능력의 향상으로 세계시장에 독자적으로 진출하는 것이 가능해질 것으로 판단된다. 점
차 가중되는 연구비의 부담과 신물질의 상품화 성공 가능성의 저하로 국제 공동연구의 추세가
두드러질 것이므로 이러한 현상은 우리에게 유리하게 전개되고 있다고 볼 수 있다.
농약산업 및 농산물의 청정생산을 위해 가장 핵심적인 농자재인 농약의 청정화를 위해서는
인축 및 환경에 대해 위해성이 없는 새로운 농약의 개발이 필수 불가결하나 국내 현실상 단독
기업체에서 신농약 개발을 위해 합성에서부터 등록까지 모든 과정을 수행하기에는 역부족한 것
이 현실이다. 따라서 대학교를 등을 중심으로 한 기초 연구와 한국화학연구원 및 KIST를 중심
으로 한 정부 출연연구소에서 다수의 화합물 합성 및 HTS 기술을 통한 초기 단계의 스크리닝을
통한 후보 물질 도출을 주도하고, 기업체에서는 이후 과정인 화합물 구조 및 합성 공정의 최적
화, 상업화 단계를 수행하는 단계적 분업화 및 전문화가 필요하며, 가장 막대한 비용이 소요되
는 아급성 및 만성독성 시험단계에 대한 정부의 과감한 투자가 절실히 요구되고 있는 실정이다.
화학 농약의 대체 수단인 동시에 친환경농법 5개년 육성 정책의 가장 현실적인 대안으로 평
가 받고 있는 생물농약의 개발 및 상업화 환경을 보면 생물효과 있는 것으로 주장되어 지는 다
수의 제품이 있고 또한 새로운 유효 미생물 또는 생물을 찾기 위해 기존 농약 제조업체, 벤처기
업 및 대학을 중심으로 많은 연구가 수행되고 있지만 국내의 등록 관련 법규는 아직 완벽한 준
정밀화학산업
42
비가 이루어지지 않고 있으며, 생물농약이 농약 시장에서 그 역할을 충실히 할 수 있도록 관련
법령 및 규칙을 조속히 마련하여 고품질 농산물의 안정적 공급 및 환경에 대한 유해한 화학 농
약의 부하 감소를 유도해야겠다.
향후 신 농약개발에 있어서 고려되어야할 사항으로는 첫째, 안전성 및 환경보호 측면에서 우
수하여 점차 강화되는 규제에도 저촉되지 말아야하며, 둘째로는 치열한 경쟁이나 내성발생으로
인해 점차 짧아지는 상품의 수명으로 개발비 회수문제가 대두되므로 장기간 충분히 경쟁력 있
는 제품을 개발하여야 하며, 셋째로는 물질개발 뿐만 아니라 제제개발을 통하여 약효를 높이고,
안전성이나 환경문제를 피하며 사용의 편의성을 극대화하는 것도 짧은 기간에 적은 개발비로
최대의 이익을 낼 수 있는 방법이라고 생각된다. 국내 신농약 개발에 있어서도 이와 같은 사항
을 충분히 고려하여 개발목표를 분명히 하여 외국에 비해 기술이나 효능 면에서 경쟁력 있는 제
품을 개발해야 할 것이다.
제4장 정밀화학산업의 환경 현황
43
제2절 염료 산업의 현황 및 향후 전망
1. 염료산업의 세계 환경 규제 현황
섬유용 염료는 다량의 물을 사용하는 염색가공 특성에 의해, 환경오염이 유발되는 각종 폐수
를 다량 발생시킨다. 따라서 섬유제품의 고기능, 고감성화 추구에 못지않게 환경보호를 위한 연
구개발이 세계적으로 활발히 진행되고 있다. 염색가공시 염료에 의하여 발생되는 오염물질로서,
미 염착된 염료화합물 (불용성 및 수용성), 염색시 분해된 염료 부산물, 염료의 색상농도 조절에
사용된 무기염 (Sodium sulfate, Sodium chloride, Calcium sulfate 등), Metal-complex형 염료에
서 유발된 Metal류, 분산염료에 함유된 수용성 분산제 등이 있다.
특히 모든 종류의 염료 및 염료제품에 함유되는 조제들이 수용성이므로, 염색가공후 방출되
는 염색폐수에는 다량의 염료화합물과 기타 화학물질들이 포함되어 있고, 이러한 염료와 화학
물질은 폐수처리가 무척 까다로워서 환경오염을 야기하는 큰 문제이다.
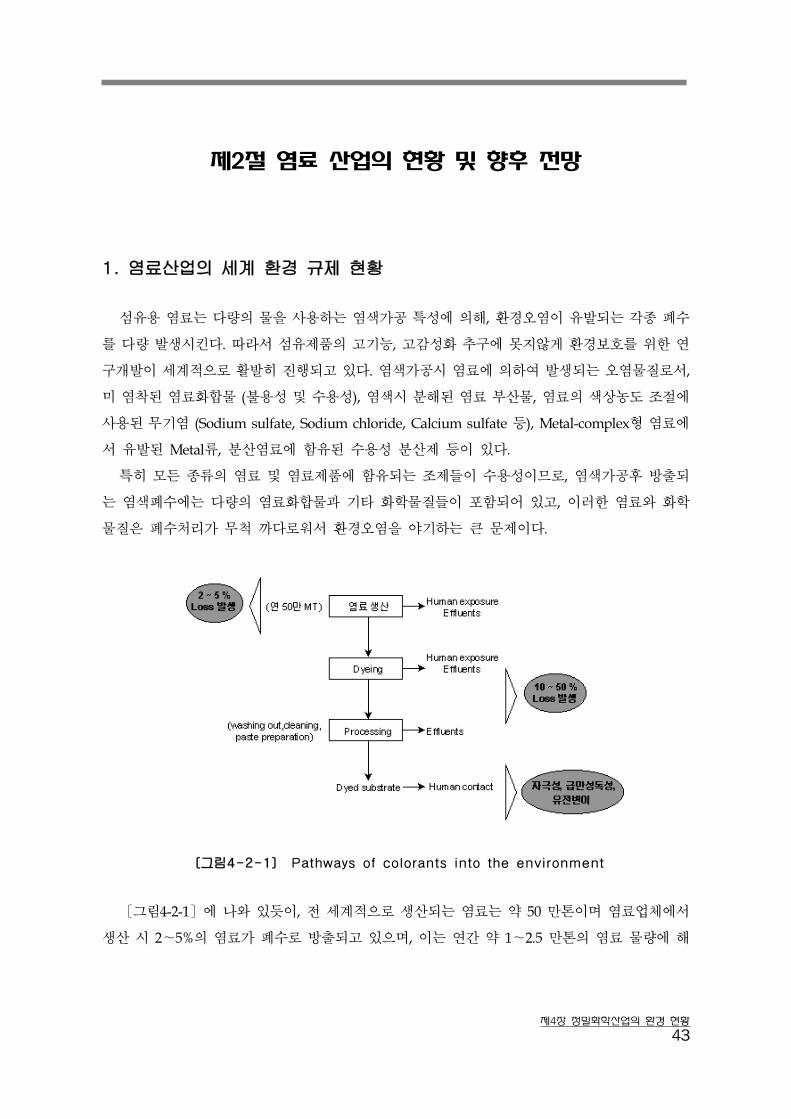
〔그림4-2-1〕 Pathways of colorants into the environment
〔그림4-2-1〕에 나와 있듯이, 전 세계적으로 생산되는 염료는 약 50 만톤이며 염료업체에서
생산 시 2∼5%의 염료가 폐수로 방출되고 있으며, 이는 연간 약 1∼2.5 만톤의 염료 물량에 해

정밀화학산업
44
당한다. 또한, 염색가공 공정에서는 10∼50%의 염료가 미 염착되어 폐수에 함유된다. 이때 미
염착되는 염료량은 염료의 화학적인 특성에 의하여 큰 차이를 보이는데 표 4.2.1에 정리되어 있
듯이 Cellulose용 염료가 가장 심각하여 반응성염료 및 Sulfur dye는 10∼50%의 염료가 폐수로
방출된다. 반면에 염기성염료와 분산염료는 상대적으로 낮은 폐수 함유률을 가지고 있어서 폐
수발생에 의한 환경오염 문제는 다소 약하다. 하지만, 폐수유입 염료량 뿐만 아니라 염료가 인
체에 미치는 Toxicological and Ecological effect가 더욱 중요하며, 이러한 연구는 특히 직접염
료, 산성염료 및 분산염료 등을 위주로 활발히 진행되고 있다.
유럽, 일본의 염료생산업체들은 이러한 환경문제에 적극적으로 대처하고자, 염색가공시 고염
착률을 나타내며 폐수에 함유되는 미 염착염료의 인체유독성이 없는 새로운 염료를 지속적으로
개발하고 있다.
<표4-2-1> 염료종류별 염착률 및 폐수유입률
염 료 종 류 염 색 소 재 염 착 률 % 폐수유입률%
Basic Acrylic 95~100 0~5
Disperse Polyester 90~100 0~10
Metal-complex Wool 90~98 2~10
Acid Polyamide 80~95 5~20
Vat Cellulose 80~95 5~20
Direct Cellulose 70~95 5~30
Sulfur Cellulose 60~90 10~40
Reactive Cellulose 50~90 10~50
가. 에코라벨의 현황 및 전망
환경보호 및 환경친화적인 요구가 점차 중요해지고 있으며, 특히 섬유인 경우 제품 생산시
사용하는 화학물질이 소비자의 피부에 직접 접촉할 가능성이 있기때문에, 다른 화학제품들에
비교하여 매우 엄격한 규제를 받고 있다. 따라서 독성, 알레르기성, 또는 발암성의 섬유용 염료
에 대한 연구 결과가 많이 발표되고 있으나 이러한 문제에 대한 검증이 필요하고, 특히 아시아
의 후진 섬유생산국에서 수입되는 섬유제품들에 대한 유해성 여부 Test가 허술히 이루어지고

제4장 정밀화학산업의 환경 현황
45
있는 현재의 문제점을 해결하기 위하여 소비자들이 객관적으로 신뢰할 수 있는 Eco-textiles
label이 매우 중요하다. 현재 유럽을 중심으로 사용되고 있는 이러한 Label중에서 the
International Association for Research and Testing (Field of Textile Ecology)의 “Oeko-Tex
Standard 100”이 가장 중요한 역할을 하고 있다.
Oeko-Tex Standard 100이 인증하는 항목은, pH값, Formaldehyde, Heavy metal, Pesticides,
Chlorinated phenols, MAK amines 함량 등 인데, 각 항목별, 용도별의 최대 허용치를 규정하여
이 허용치를 만족하는 섬유제품에 대하여 Oeko-Tex label을 인증한다. 상기 항목 중에서, 발암
물질인 Aromatic amines에 관한 규제항목인 MAK amines는 1994년에 처음 연구결과가 발표되
었고, 이후 1996년∼1998년 사이에 독일정부에서 사용규제를 하 다. 하지만, 최근의 연구결과
에 의하면, Oeko-Tex laboratories에서 사용하 던 분석방법 (Hot alkaline ammonia / methanol
추출법)이 너무 격렬한 분석 조건이 고, 따라서 섬유제품에 함유된 염․안료화합물이 발암성
Amines를 실제 발생시킨다고 볼 수 없다는 의견도 있다.
가장 최근에 Issue화된 것은, 1997년 독일의 BgVV (The Federal Health Office)가 8종의 분산
염료가 인체 접촉시 Skin sensitizer로 유해성이 있어서 규제필요성을 제기한 것인데, 그 이후에
유럽의 섬유관련 단체 및 각국의 정부산하 연구기관을 중심으로 상기 염료들의 유해성여부를
검증하는 연구가 활발히 진행된 결과, 현재 유럽의 민간단체인 ETAD 및 다국적 섬유업체인
Adidas, Marks&Spencer 등에서 1998년부터 이들 분산염료의 사용을 전면 금지시켰다. 따라서,
Oeko-Tex Standard 100에서도 12종 분산염료를 추가한 총 20종의 분산염료를 <표4-2-2 참조>
사용한 섬유제품에 대하여 Label 인증을 금지하고 있다.
<표4-2-2>에 정리된 규제 염료들 중에서 특히 C. I. Disperse Orange 76은 현재 세계적으로
사용량이 가장 많은 분산염료 Black EXN-SF 및 Navy EXN-SF의 조성염료이다. 따라서 Major
염료회사를 중심으로 Orange 76이 함유되지 않는 Eco-friendly disperse dyes의 신제품개발연구
가 활발히 진행되어 왔고, 98년 말부터 신제품의 출시가 이어졌다.
그러나, Acetate용 일반분산염료로 사용되어 왔던 대부분의 중요한 기본 염료들이 (예 :
Blue3, Yellow3, Red 1, Red 17, Orange 3, Blue 102) Eco-tex 규제에 해당됨에 따라서 현재 각
염료업체들은 Acetate용 Eco-free 신제품 series 개발에 연구력을 집중하고 있으며 국내 염료업
계에서도 이러한 규제에 적극 대응하는 염료개발이 절실한 실정이다. 특히 ‘99년부터 유럽국가
로 수입되는 모든 섬유 및 신발제품들의 Eco-label 부착이 의무화됨에 따라 국내업체 고급제품
의 선진시장 개척을 위하여서는 Eco-tex friendly 염․안료의 지속적인 개발과 적극적인 염색업
계 적용이 시급한 상황이다.

정밀화학산업
46
<표4-2-2> Skin sensitising disperse dyes
C. I. Disperse Blue 1 C. I. Disperse Yellow 1
C. I. Disperse Blue 3 C. I. Disperse Yellow 3
C. I. Disperse Blue 7 C. I. Disperse Yellow 9
C. I. Disperse Blue 26 C. I. Disperse Yellow 39
C. I. Disperse Blue 35 C. I. Disperse Yellow 49
C. I. Disperse Blue 102 C. I. Disperse Orange 1
C. I. Disperse Blue 106 C. I. Disperse Orange 3
C. I. Disperse Blue 124 C. I. Disperse Orange 37
C. I. Disperse Red 1 C. I. Disperse Orange 76
C. I. Disperse Red 11 C. I. Disperse Red 17
나. ETAD (Ecological and Toxicological Association of Dyes and
Organic Pigments Manufacturers) 역할
1974년 세계 Major 염․안료 업체를 회원으로 하여 스위스 바젤에 본사를 둔 ETAD가 설립
되었다. ETAD의 설립목적은 합성 유기 염․안료의 환경 및 인체에 미치는 향과 이 향을 최
소화하는 방법을 연구하고, 회원사들을 환경친화적인 생산, 판매, 관리를 하도록 지도함으로서
소비자 및 정부기관의 신뢰도를 인정받는 역할을 하는 것이다. 예를 들어 ETAD가 중점 수행하
는 프로그램으로서는 다음과 같은 것들이 있다.
1) DyeCare : 염료 취급시에 필요한 교육과 훈련을 시키는 것으로, Environmental impacts,
pollution prevention, health effects, industrial hygiene, exposure, work practices,
hazard communication등을 포함한다.
2) Exposure Reduction : 염료사용자의 안전을 보장하기 위하여 산업체/정부와의 협조를 유
도하고, 염료 packaging, weighing room의 ventilation, dust monitoring 및 safe work
practices에 대한 연구를 수행한다.
3) Toxicology : 다양한 종류의 염료의 Safety and biological behavior를 test하는 것으로, 대
표적인 연구 대상으로 C.I. Disperse Blue 79:1의 Toxicity 연구를 하 다.
4) Environment : 산업체, 학교 및 정부와 공동연구를 추진하여 염료의 환경에 대한 향을
연구한다. Metal-complex dyes등이 주요 과제이다.

제4장 정밀화학산업의 환경 현황
47
5) Pollution Prevention : 미국의 EPA와의 Joint program으로서 공해발생 원인 분석 및 대
책 등을 연구한다.
현재 약 40개의 염․안료업체가 정식 회원으로 가입되어 있고, 한국은 LG화학, 오 산업, 경
인양행 등 3개 업체가 회원으로 활동하고 있다. 이러한 국제적 협회를 구심점으로 한 환경보호
활동 및 연구는 21세기에도 더욱 중요한 역할을 해 나갈 것이다.
2. 국내 현황 및 문제점
염료생산량을 기준으로 할 때 국내염료 생산량은 전 세계생산량의 약 15% (68,100톤, 2001년)
를 점한다. 이들 중에서 반응성염료 및 분산염료의 생산량은 55,510톤으로 전체염료생산의 82%
를 차지하고 있다<표 4-2-3 참조>. 국내에서 가공되는 섬유소재중에서 반응성염료 및 분산염료
를 사용하는 셀룰로우즈 및 Polyester 섬유가 70% 이상을 차지한다는 것을 감안하면 무엇보다
도 반응성 및 분산염료 분야의 환경문제가 가장 중요하며 이 염료들에 의한 폐수발생 및 오염량
을 최소화시키는 연구가 우선적으로 진행되어야 한다.
하지만 매출규모나 연구개발 능력 면에서 볼때, Ciba, DyStar, Sumitomo 등 유럽, 일본의
Major 염료업체 같이 환경보호에 대한 R&D 활동을 제대로 하고 있는 국내염료업체가 없는 실
정으로, 이에 대한 국가적 차원의 정책입안 및 관련 과제수행 등이 시급히 실시되어야 한다.
<표4-2-3> 국내 염료생산 실적(2001년)
염료구분 생산량 (톤) 생산금액 (억원) 점유율 (%)
반 응 성 29,203 1,316 43
분 산 26,305 958 39
형 광 8,448 228 12
산 성 2,446 173 3.6
염 기 성 1,016 71 1.5
직 접 489 27 -
기 타 177 18 -
계 68,086 2,793 100

정밀화학산업
48
3. 기술개발 방향 및 향후전망
다량의 염료 사용에 의한 환경오염 문제를 해결하기 위하여 염료합성공정, 신규염료개발 및
환경규제 대응 등 3개 방향의 기술개발이 필요하며, 각 개발방향별 주요 과제는 다음과 같다.
가. 염료합성 신공정 개발
1) 수용성염료의 회수율 증대
수용성염료를 제조 시 합성이 완료된 순수 염료를 Salting out 시켜 고체상태로 분리 여과하
는데, 이때 용해도가 있는 염료성분이 폐수로 유입되는 문제가 있다. 따라서 현재의 Salting out
공정을 대체하여 여과폐수로 유입되는 염료를 최소화하는 새로운 공정개발이 필요하다.
2) Diazotization & Coupling 수율 증대
Azo계 염료는 산업계에서 사용 중인 전체 염료 중에서 70∼80%를 차지하는 가장 보편화된
염료인데, Diazotization 및 Coupling 공정이 필수공정이다. 이때, 전체 합성수율이 Heterocyclic
중간체인 경우 70% 미만으로 출발물질의 약 30%가 폐수로 함유되어 환경을 오염시키므로, 합
성수율을 90%이상으로 증대시키는 새로운 기술개발이 요구된다.
3) 환경친화형 유기용매 대체 신공정 개발
고급염료를 중심으로 유기용제를 사용하는 합성공정이 많이 사용되는데, 특히 Halogen을
Nitrile group으로 치환하는 반응은 DMF를 용제로 사용한다. 발암물질로 알려진 DMF를 현장
에서 대량 사용함에 따라 작업자들의 유해성이 심각하게 대두되고 있어서 인체 및 환경친화형
유기용매를 사용하는 신공정이 시급히 개발되어야 한다.
나. 신규염료개발
1) 환경친화적 신규 반응성염료 개발
1950년대 중반 셀룰로오즈 섬유 염색용 반응성염료가 처음 개발된 이후 빠른 속도로 시장이
성장되어 현재는 분산염료와 더불어 가장 중요한 염료로 사용되고 있다. 하지만, 환경 측면에서
볼 때 반응성염료의 2가지 큰 문제점은 먼저 염색시 미고착 되는 염료량이 10∼50%로 다량의
염료가 염색폐수로 유입되고 것이고, 다음은 염색시 염료와 섬유와의 친화력을 부여하기 위하
여 많은 양의 Glauber's salt를 염색용액에 투입함에 따라(30 ∼50g/liter) 환경오염을 초래하고
있는 것이다.
제4장 정밀화학산업의 환경 현황
49
이러한 문제를 개선하기 위하여, 1990년대 중반부터 Major 염료업체를 중심으로 심도 있는
연구가 진행되어 몇 가지 환경친화형 염료 신제품들이 출시되었다.
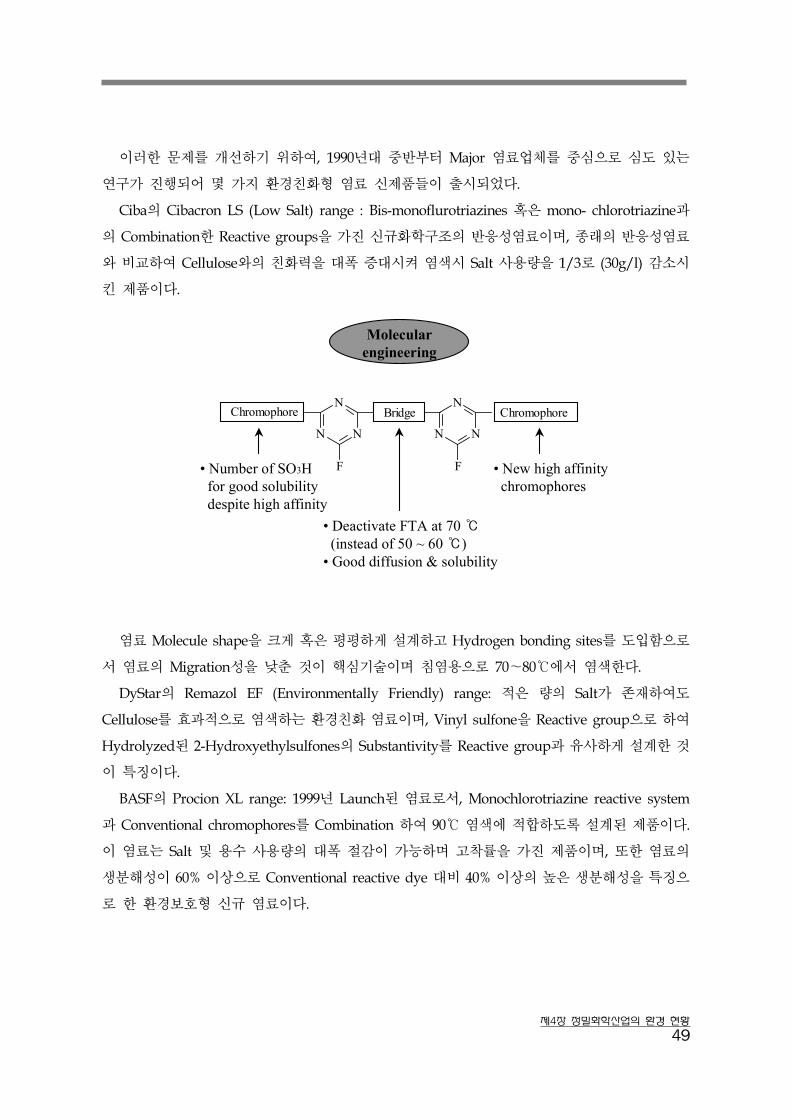
Ciba의 Cibacron LS (Low Salt) range : Bis-monoflurotriazines 혹은 mono- chlorotriazine과
의 Combination한 Reactive groups을 가진 신규화학구조의 반응성염료이며, 종래의 반응성염료
와 비교하여 Cellulose와의 친화력을 대폭 증대시켜 염색시 Salt 사용량을 1/3로 (30g/l) 감소시
킨 제품이다.
N N
NChromophore Bridge
N N
N
F F
Chromophore
Molecularengineering
• New high affinitychromophores
• Deactivate FTA at 70 ℃(instead of 50 ~ 60 ℃)
• Good diffusion & solubility
• Number of SO3Hfor good solubilitydespite high affinity
염료 Molecule shape을 크게 혹은 평평하게 설계하고 Hydrogen bonding sites를 도입함으로
서 염료의 Migration성을 낮춘 것이 핵심기술이며 침염용으로 70∼80℃에서 염색한다.
DyStar의 Remazol EF (Environmentally Friendly) range: 적은 량의 Salt가 존재하여도
Cellulose를 효과적으로 염색하는 환경친화 염료이며, Vinyl sulfone을 Reactive group으로 하여
Hydrolyzed된 2-Hydroxyethylsulfones의 Substantivity를 Reactive group과 유사하게 설계한 것
이 특징이다.
BASF의 Procion XL range: 1999년 Launch된 염료로서, Monochlorotriazine reactive system
과 Conventional chromophores를 Combination 하여 90℃ 염색에 적합하도록 설계된 제품이다.
이 염료는 Salt 및 용수 사용량의 대폭 절감이 가능하며 고착률을 가진 제품이며, 또한 염료의
생분해성이 60% 이상으로 Conventional reactive dye 대비 40% 이상의 높은 생분해성을 특징으
로 한 환경보호형 신규 염료이다.

정밀화학산업
50
Clariant의 Drimarene HF (High Fixation) range: Conventional 반응성염료의 가장 큰 문제점
인 낮은 고착률 (50∼79%)을 해결하기 위하여 2000년에 시장에 Launch된 신규 화학구조의 반응
성염료이다. 제품특징은, Difluropyrimidine reactive group을 가지고 있으며, 침염시 고착률이
색상별로 차이가 있으나 80∼95% 수준으로 Conventional reactive dyes를 사용할 경우보다 폐
수에 유입되는 염료가 대폭 감소된다.
Sumitomo의 Sumifix HF (High Fixation) range: Cellulose 고착률을 증대시키기 위하여 개발되
어 2000년에 Launch된 신규 화학구조를 가진 반응성염료들이며 90%의 침염 고착률을 나타낸다.
이상과 같이 섬유/염색산업에서 가장 중요한 Cellulose염색의 환경친화성 및 경제성을 동시
에 갖춘 신규 화학구조를 가진 반응성염료 개발은 90년대 후반이후 세계적인 염료업체의 R&D
가 가장 집중화되어 이루어 낸 연구 성과이며, 이 염료들은 향후 환경문제를 중요시 하는 섬유
세계시장을 주도 할 것으로 예상되고 있다. 하지만 국내 염료업계의 현주소는 일부 색상에서
Conventional reactive dyes를 약간 Modify한 염료를 제품화 하는 초보단계에 머물러 있어서,
이에 대한 적극적인 대응방안이 시급히 수립, 실행되어야 한다.
2) Non-metal based 신규 Acid dyes 개발
섬유소재중 Nylon, Wool 등을 염색시 주로 사용하는 염료가 Acid dye (산성염료)인데, 고급
섬유제품 염색시 섬유의 제반 견뢰도를 향상시키는 목적으로 Metal complex acid dye를 사용한
다. 따라서 염색 폐수에 Cr과 같은 Metal 화합물의 유입이 환경을 오염시키는 문제가 심각하게
제기되고 있어서, 고견뢰도를 가지면서 Metal을 함유하지 않는 신규 화학구조의 Acid dyes 개
발이 필요하다. 염료화학구조를 Nylon, wool 과의 친화력을 가지며 염색시 Leveling (균염성)성
이 양호한 Hydrophilic groups 및 Bridge groups 등을 설계하여 염료합성 및 평가를 통한 개발
가능성이 있다.
3) Digital printing용 (Ink-jet printing) Dyes 및 Inks 개발
전세계 섬유염색가공 물량의 약 15%가 Printing 방법으로 생산되고 있고, 침염법과 달리
Printing 현장의 염료폐수는 염료 및 조제 등 화학물질의 함유 농도가 대단히 높아서 Printing
업계에 의한 환경오염이 가장 심각하다. 즉 Printing 방법은 침염에 비하여 상대적으로 단위오
염배출량이 많은 (1.84kg/m3) 문제가 있는데, 이러한 폐수발생을 근본적으로 없앨 수 있는 새로
운 Printing법이 Textile Ink-jet printing이다. 환경측면에서 볼 때, 종래의 Printing 공정은 과량
의 염․안료 및 미염착 염안료를 회수하지 않고 직접 폐수로 유입되나, Ink-jet printing은 미사
용 Ink를 전량 Recycle시켜 재사용함으로서 최종 후 가공에서 발생되는 폐수를 제외하고는 환경

제4장 정밀화학산업의 환경 현황
51
오염물질의 발생이 없다. 90년대 들어와서 전자산업의 눈부신 발전은 OA용 Ink-jet의 성공적인
상업화에 이어 Textile용 Ink-jet printing 기술개발이 상용화 단계에 이르러 현장 Printing용
Ink-jet printer가 Piezo 방식 위주로 출시되어 일본, 미국 및 유럽에서 시장이 급성장하고 있다.
Textile ink-jet printing이 향후 기존의 Printing시장을 대체하기 위하여서는 크게 3가지의 제약
조건이 해결되어야 한다. 첫째, Printing speed가 현재보다 5배 이상 증대 (100m2/hr 이상) 되어
야 하며, 둘째 시스템의 Reliability (재현성, 안정성, 섬유 사용성 등)의 확보, 마지막으로 경제성
과 우수한 물성을 가진 Inks의 개발 등이다. 이 중에서 청정생산관점에서 Ink 및 염료의 개발이
가장 중요한 과제로 평가된다.
Ink-jet dyes의 개발에 있어서 무엇보다 먼저 고려해야 할 점은 Environmental safety 이다.
Acute toxicity는 기본적으로 쉽게 테스트하나, Long term toxicity는 보통 Ames test를 이용
하여 유전독성 및 발암성에 대하여 평가한다. 즉, 대상염료가 Incubator에서 Positive bacterial
reaction을 나타나면 발암성을 가질 수 있다고 본다. Ink-jet printing용 염료 중에서 Azo group
을 가진 염료가 가장 많이 사용되므로, 특히 Azo group의 Reductive degradation process에 의
하여 부생되는 화학물질의 Toxicity가 염료 자체의 Toxicity 못지않게 중요한 평가항목이다. 일
반적으로 염료의 Enzymatic breakdown products가 수용성 Group을 (SO3H 혹은 COOH) 가질
경우는 염료의 발암성은 없는 것으로 알려져 있으나, 수용성 Group이 없는 Products는 Toxicity
test가 매우 중요하다.
또한, Ink-jet head에서 요구하는 물성 및 견뢰도를 만족하는 신규 염료 및 Ink formulation
기술이 개발되어야 한다. Printing 산업에서 주로 사용하는 Cotton, Polyester 및 Silk 소재에 필
요한 Reactive, Disperse 및 Acid dyes가 개발대상 염료이며, 용해성을 감안할 때 개발방향을 다
음과 같다.
Reactive dyes & inks: Yellow, magenta, cyan 3원색, black, orange, green, blue 등의 고견뢰
도 신규 반응성염료의 구조 Design 및 합성으로 Ink-jet용 염료를 발굴한다. 수용성염료이므로
염료의 Purification 및 염료성분의 고농도화에도 안정한 안정제의 개발이 Ink의 핵심기술이다.
Disperse dyes & inks: 상기 Shades와 동일한 높은 색상강도와 고견뢰도를 가진 신규 분산염
료 (Heterocyclic based)의 구조 Design 및 합성으로 염료를 개발한다. 불용성염료이므로 Ink-jet
printing을 위하여 Milling시 평균입도 300nm 미만의 미세입자화가 Key technology이다. Nano
Technology의 적용가능성이 가장 기대되며, 미세입자화된 Mill base의 분산안정화 역시 Ink 품
질을 결정짓는 기술이다. Polymer binder와 Steric repulsion을 증대하는 Linker 사용을 핵심으
로 하는 고농도 분산안정화 기술개발이 필요하다.

정밀화학산업
52
Acid dyes & inks : Reactive dyes와 같이 수용성이므로 Formulation기술은 유사하나, 기존
Acid dyes는 Metal을 함유하고 있거나 발암물질로 규제되고 있으므로 인체무해하며 Bright
color hue 및 높은 용해도를 가진 신규 산성염료의 Design 및 합성이 가장 중요하다.
Ink-jet printer OEM업체는 각사의 Printing 방식과 Head특성에 적합한 Inks (염료)를 염료업
체와 공동 개발해 왔고, 2000년부터 염료 및 Ink를 출시한 업체는 Ciba, BASF, Avecia (Zeneca)
등이 기술개발을 주도하고 있다. 국내에는 Major OEM이 없기 때문에 Textile ink-jet용 염료 및
Inks개발이 일부 업체에서 기초연구 수준으로 진행이 되고 있으며, 현재까지 상품화가 이루어지
지 않고 있다. 이러한 유망분야의 기술개발이 국내에서 이루어지지 않는다면 관련시장이 본격
화 될 2003년 이후 세계시장을 해외 Major 업체들이 주도하고 결과적으로 국내 산업의 위축을
가져 올 것으로 우려된다.
Textile ink-jet printing은 전술한대로 생산성향상, 환경친화성 등의 장점을 바탕으로 하여 빠
른 속도로 종래의 Screen방식의 Printing시장을 대체해 나갈 것으로 예상되며, 2005년 세계
Printing 시장의 15%정도를 점유하여 연간 Ink 소요량이 2억만 리터 (20억달러)가 될 것으로 예
측된다.
다. 환경규제 대응
1) Oeko-Tex Friendly 신규 Disperse dyes 개발
전술한 대로 섬유제품의 수출확대를 위하여 국내 생산제품의 Oeko-Tex label 인정은 필수조
건이 되어가고 있다. 가장 최근에 Oeko-Tex에서 규제한 Skin senstzing disperse dyes 20종은
Polyester용 분산염료 분야에서는 신제품의 개발로 해결이 되었으나, 상대적으로 거의 대부분의
주요염료가 규제대상인 Acetate 분야는 일부 제품를 제외하고 만족할 만한 신제품이 나오지 않
고 있다. 특히 Polyester개발이후 최고의 신합섬으로 각광받는 PTT (Poly-Trimethylene
Terephthalate) 및 PLA (Poly Lactic Acid)섬유를 염색시 적용성이 우수한 분산염료가 Acetate
염색용 분산염료와 Energy type이 유사하므로, 이러한 신합섬의 올바른 염색가공을 위하여서는
Oeko-Tex friendly 신규 분산염료의 개발은 중요한 과제이다. 또한, Polyester의 Niche market이
지만 고부가가치 분야인 Heat transfer printing용 분산염료 대부분이 규제대상이므로 환경규제
대응형 신제품 개발에 대한 강한 Needs를 가지고 있고, 관련 염료세계시장은 1,500∼2,000억원
규모이다.

제4장 정밀화학산업의 환경 현황
53
개발방향은, 염료의 화학구조가 Polyester, PTT, PLA등 Substrates와의 최적의 Substantivity
를 가지며, 또한 Compact하고 Flat한 Molecule로 Design하여 합성 및 염색평가 하는 것이다.
Heterocyclic chromophores가 유망할 것으로 기대된다.
2) Non-amine based 신규 Hair dyes 개발
국내외적으로 시장이 급성장하고 있는 염모제는 소비자가 Hair 염색시 Diazo성분과
Coupling성분이 반응하여 원하는 색상을 발현하는데, Diazo성분이 인체 유독성의 Amine계 화
합물을 사용함에 따라 인체친화형의 새로운 방식의 염모제 개발이 요구된다. 현재까지는 상대
적으로 독성이 낮은 제한된 품목의 Amine 화합물을 사용할 수 있도록 허가되어 있지만 일반적
으로 발암물질로 알려진 Amine화합물을 사용하지 않는 신규 Coloring materials을 개발하여 근
본적인 해결방안이 필요하다.
개발방향은, Protein 염색성이 우수한 종래의 섬유용 염료의 화학구조 변형을 통하여 Hair
dyeing용 염료를 발굴하는 방향이 성공가능성이 높다.
섬유산업은 많은 종류의 화학물질을 사용하고 다량의 색소를 함유한 폐수가 발생되기 때문
에 세계적으로 환경보호 관점에서 많은 규제와 제약을 받고 있다. 이러한 규제는 향후 훨씬 강
화될 것으로 예상된다. 따라서 단순한 염색가공 기술만으로 유지한 염색산업이 이제는 환경친
화적인 업종으로 변신을 해야 되며, 특히 염료생산업계의 역할이 대단히 중요하다고 하겠다. 단
기적인 상품성을 추구하는 것 보다는 환경을 보호하는 Green product의 개발이 장기적인 관점
에서 볼 때 기업과 사회에 가져다주는 이익이 더 지대하며 이러한 연구개발에 집중적인 투자가
요구된다.

정밀화학산업
54
제3절 계면활성제 산업의 현황 및 향후 전망
1. 세계 계면활성제 현황 및 전망
가. 서 론
계면활성제는 어로 surface-active agent, surfactant, amphiphilic molecule등으로 표기되며,
계면활성제의 화학구조상 변질적인 특징은 극성 또는 침매성이 크게 다른 적어도 2종 이상의
적용부분으로 이루어진, 한 분자 내에 친수성 부분(hydrophilic part)과 소수성 부분
(hydrophobic part)이 공존되어 표면(surface) 또는 계면(interface)에 흡착(adsorption)하여 표면
또는 계면의 성질을 극단적으로 변화시키는 화합물로 정의될 수 있다.
계면활성제 산업은 정 화학공업분야 중에서도 다품종 소량생산의 형태이고, 제조품목의 다
양성으로 전 산업분야에서 매우 중요한 역할을 하는 정 화학제품으로서 그 응용분야가 다양하
여 전 산업분야에 미치는 향이 매우 큰 기술집약적 산업이다.
계면활성제는 1917년 독일에서 처음으로 공업화된 후 제조기술과 응용기술의 발달에 따라
그 종류도 약 2만 여종에 이르고 있다. 또한 거의 모든 산업분야에 걸쳐 제품의 고 품질화, 고기
능화, 고부가가치화를 달성하는데 없어서는 안 될 성분으로서 계속 신장될 것으로 전망된다.
계면활성제는 처음에 주로 섬유제조 공업에 사용되었으나 응용기술의 발전에 따라 수요구조
의 변화를 보이면서 주성분 또는 부성분으로서 세제, 종이, 펄프, 식품, 화장품, 안료, 도료, 고무,
플라스틱, 의약품, 농약, 콘크리트 및 세라믹 등 거의 전 산업분야에서 활용되고 있다.
국내 계면활성제 공업은 최근 10년 동안 3배 이상의 생산량이 증대되고 있으나, 섬유공업, 세
제용, 농업용 및 EO 부가물 중 저가품을 제외하고는 선진국에 비래 크게 낙후되어 있어 국제 경
쟁력이 취약한 상태이다. 세계 계면활성제의 수요는 2000년에는 127억 달러에 달할 것으로 예상
되며, 이중 비이온성 계면활성제과 음이온성 계면활성제의 비중이 90.4%로 예측된다. 국내 계면
활성제의 수요는 2000년에는 1억 달러에 달할 것으로 예상되며, 이중 비이온성 계면활성제과 음
이온성 계면활성제의 비중이 82.4%로 예측된다.
나. 세계 계면활성제 시장 현황
계면활성제는 다품종 소량생산의 제조형태를 가지면서도 전 산업분야에 걸쳐 응용분야가 다

제4장 정밀화학산업의 환경 현황
55
양하며 제품의 고품질화, 고기능화, 고부가가치화를 달성하는데 반드시 필요한 정 화학제품이
다. 세계 계면활성제의 수요는 2000년에는 127억 달러에 달할 것으로 예상되며, 이중 비이온성
계면활성제과 음이온성 계면활성제의 비중이 90.4%로 예측 된다
<표4-3-1> 세계계면활성제 시장전망(단위:억달러)
구 분 1990 1995 1996 1997 2000 2003 2008
음이온성 54.3 61.6 62.7 62.7 73.0 77.0 83.2
양이온성 7.3 9.3 9.6 10.0 11.0 13.0 17.0
비이온성 28.9 35.6 35.6 37.4 41.8 47.6 58.0
양 쪽 성 0.7 1.0 1.1 1.3 1.2 1.4 1.8
합 계 91.2 107.1 108.5 111.4 127.0 139.0 160.0
1)자료 : 씨스켐닷컴(주), 신산업발전위원회정밀산업분과위원회
주요 선진국의 생산 동향 및 전망을 보면 94년 미국과 유럽이 각각 33%, 32%를 차지해 전세
계 생산량의 65%를 차지하고 있으나 일본의 성잘률은 6% 이상으로 미국, 유럽의 성장률에 대
해 2배정도 이다. 2000년에는 일본의 점유율이 15%에 달할 것으로 예상된다. 2000년 이후를 보
면, 미국과 유럽의 계면활성제의 성장률은 3%로 둔화되는 반면, 개도국의 성장률은 3.5%를 넘
어 점차적으로 계면활성제의 생산이 개도국으로 성장률은 3.5%를 넘어 점차적으로 계면활성제
의 생산이 개도국으로 이전되는 현상이 나타나지만, 주요 선진국은 생산량이 증가보다는 고부
가가치의 신기술이 함유된 질적인 성장이 예상된다.
미국의 계면활성제 시장규모는 50억 달러로 연평균 3-4%성장하는 성숙시장의 한계에 봉착해
있으나 대체적으로 섬유유연제와 개인용품의 수요증가로 양이온성 계면활성제 시장이 꾸준히
성장하고 있다.
일본통산성에서 예측한 2000년까지의 향후 전망자료를 보면, 세계 계면활성제 시장은 연평균
3.2%의 성장을 보일 것으로 전망하고 있으며, 이 중에서도 양쪽성 계면활성제의 성장이 두드러
질 것으로 전망되고 있다. 구성비로 보면 음이온 계면활성제가 57.4%, 비이온성 계면활성제가
32.9%, 양이온 계면활성제가 80.7% 및 양쪽성 계면활성제가 0.9%로 세제가 포함된 음이온성 계
면활성제가 가장 많이 소요될 전망이며, 양쪽성 계면활성제는 계속 개발해야 할 분야로 기대되
고 있다.
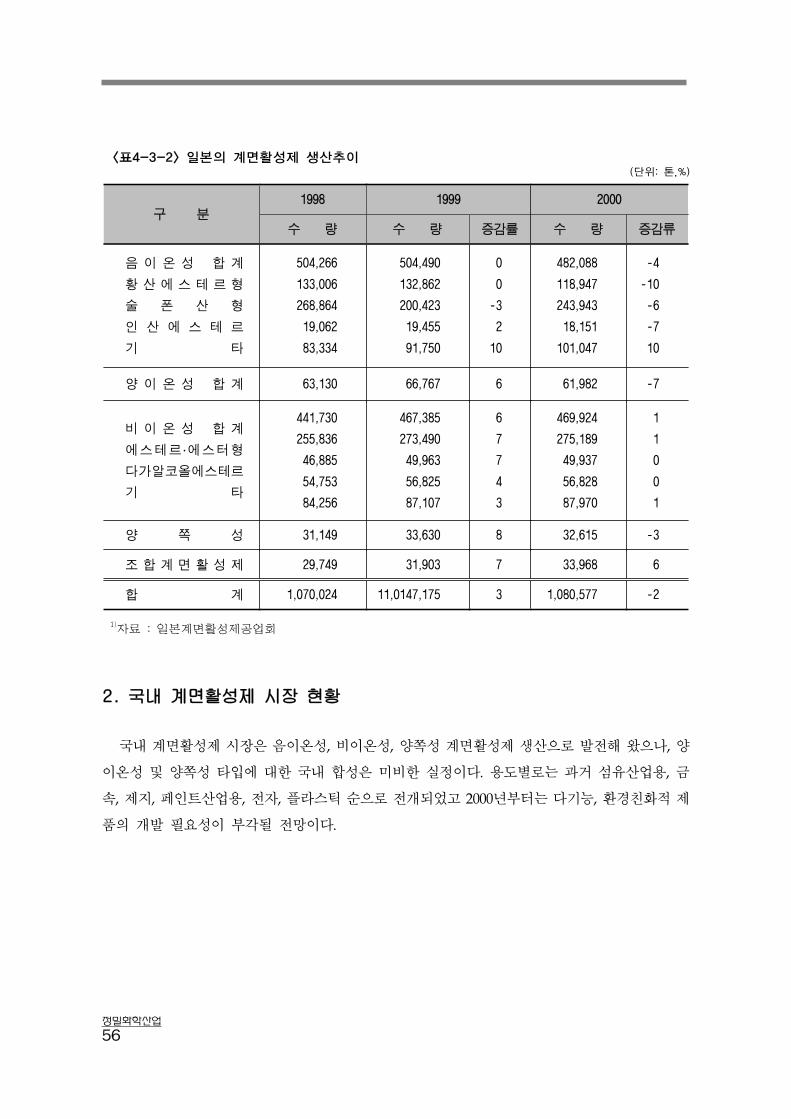
정밀화학산업
56
<표4-3-2> 일본의 계면활성제 생산추이(단위: 톤,%)
구 분1998 1999 2000
수 량 수 량 증감률 수 량 증감류
음 이 온 성 합 계
황 산 에 스 테 르 형
술 폰 산 형
인 산 에 스 테 르
기 타
504,266
133,006
268,864
19,062
83,334
504,490
132,862
200,423
19,455
91,750
0
0
-3
2
10
482,088
118,947
243,943
18,151
101,047
-4
-10
-6
-7
10
양 이 온 성 합 계 63,130 66,767 6 61,982 -7
비 이 온 성 합 계
에스테르 ․에스터형
다가알코올에스테르
기 타
441,730
255,836
46,885
54,753
84,256
467,385
273,490
49,963
56,825
87,107
6
7
7
4
3
469,924
275,189
49,937
56,828
87,970
1
1
0
0
1
양 쪽 성 31,149 33,630 8 32,615 -3
조 합 계 면 활 성 제 29,749 31,903 7 33,968 6
합 계 1,070,024 11,0147,175 3 1,080,577 -2
1)자료 : 일본계면활성제공업회
2. 국내 계면활성제 시장 현황
국내 계면활성제 시장은 음이온성, 비이온성, 양쪽성 계면활성제 생산으로 발전해 왔으나, 양
이온성 및 양쪽성 타입에 대한 국내 합성은 미비한 실정이다. 용도별로는 과거 섬유산업용, 금
속, 제지, 페인트산업용, 전자, 플라스틱 순으로 전개되었고 2000년부터는 다기능, 환경친화적 제
품의 개발 필요성이 부각될 전망이다.
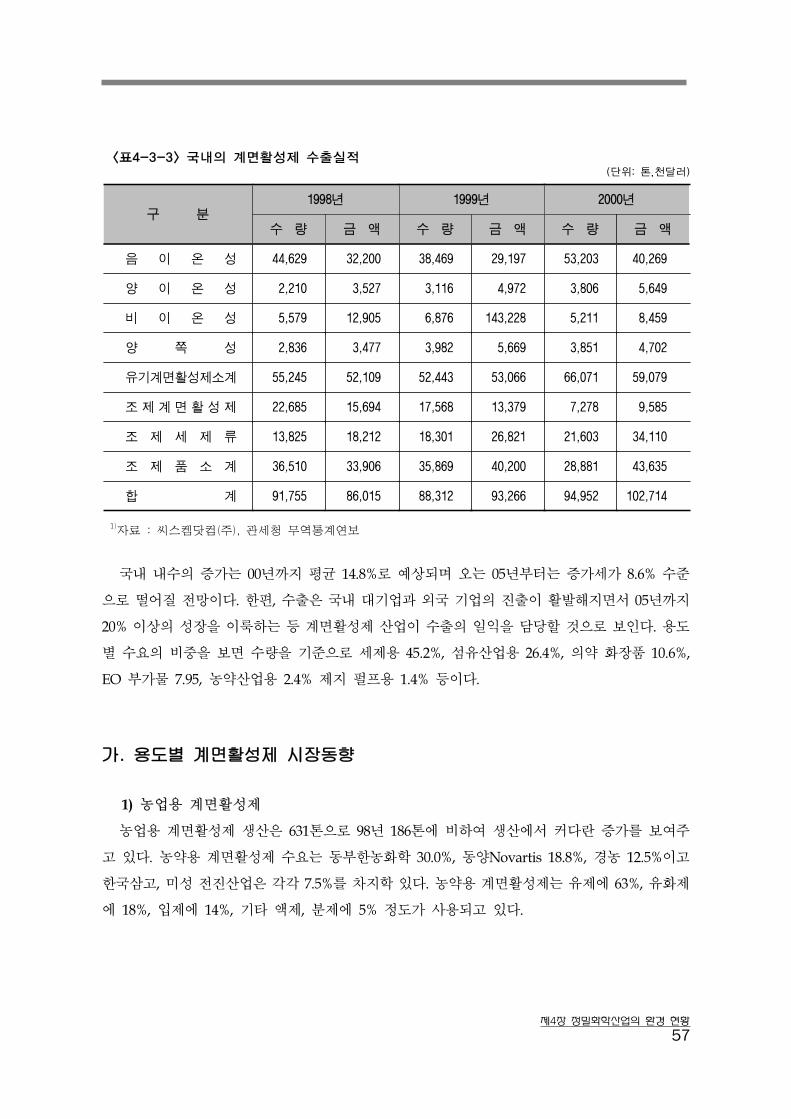
제4장 정밀화학산업의 환경 현황
57
<표4-3-3> 국내의 계면활성제 수출실적(단위: 톤,천달러)
구 분1998년 1999년 2000년
수 량 금 액 수 량 금 액 수 량 금 액
음 이 온 성 44,629 32,200 38,469 29,197 53,203 40,269
양 이 온 성 2,210 3,527 3,116 4,972 3,806 5,649
비 이 온 성 5,579 12,905 6,876 143,228 5,211 8,459
양 쪽 성 2,836 3,477 3,982 5,669 3,851 4,702
유기계면활성제소계 55,245 52,109 52,443 53,066 66,071 59,079
조 제 계 면 활 성 제 22,685 15,694 17,568 13,379 7,278 9,585
조 제 세 제 류 13,825 18,212 18,301 26,821 21,603 34,110
조 제 품 소 계 36,510 33,906 35,869 40,200 28,881 43,635
합 계 91,755 86,015 88,312 93,266 94,952 102,714
1)자료 : 씨스켐닷컴(주), 관세청 무역통계연보
국내 내수의 증가는 00년까지 평균 14.8%로 예상되며 오는 05년부터는 증가세가 8.6% 수준
으로 떨어질 전망이다. 한편, 수출은 국내 대기업과 외국 기업의 진출이 활발해지면서 05년까지
20% 이상의 성장을 이룩하는 등 계면활성제 산업이 수출의 일익을 담당할 것으로 보인다. 용도
별 수요의 비중을 보면 수량을 기준으로 세제용 45.2%, 섬유산업용 26.4%, 의약 화장품 10.6%,
EO 부가물 7.95, 농약산업용 2.4% 제지 펄프용 1.4% 등이다.
가. 용도별 계면활성제 시장동향
1) 농업용 계면활성제
농업용 계면활성제 생산은 631톤으로 98년 186톤에 비하여 생산에서 커다란 증가를 보여주
고 있다. 농약용 계면활성제 수요는 동부한농화학 30.0%, 동양Novartis 18.8%, 경농 12.5%이고
한국삼고, 미성 전진산업은 각각 7.5%를 차지학 있다. 농약용 계면활성제는 유제에 63%, 유화제
에 18%, 입제에 14%, 기타 액제, 분제에 5% 정도가 사용되고 있다.

정밀화학산업
58
<표4-3-4> 국내계면활성제 용도별 생산 및 판매실적(1999년 기준)(단윈 : 톤, 100만원)
구 분 생산량국내판매 수 출 합 계
수 량 금 액 수 량 금 액 수 량 금 액
섬 유 ( 유 재 포 함 )
피 혁 ( 가 지 재 포 함 )
제 지 ․ 펄 프 공 업
의 약 ․ 화 장 품 공 업
염료 ․안료 ․도료 ․잉크공업
고 무 ․ 플 라 스 틱 공 업
농 약 공 업
비 료 공 업
토목(혼화제등)건축공업
기계(윤활유포함)금속공업
유 출 유 처 리 제
세 제 공 업
기 타 공 업
소 계
E O 비 이 온 성
계 면 활 성 제 축 합 형
17,919
1,709
520
213
394
223
676
0.2
92
23,016
85
62,289
4676
111,813
5,169
13,484
1,189
491
104
351
205
415
0.2
82
20,485
81
39,447
3,142
79,476
45,547
28,056
1,787
929
251
902
597
1,013
2
130
26,494
109
35,827
1,808
100,995
71,787
3,224
513
-
109
6
-
216
-
-
602
-
21,584
949
27,203
2,828
6,109
555
-
170
12
-
277
-
-
711
-
18,377
1,084
27,325
3,721
16,708
1,702
491
213
357
205
631
0.2
82
21,087
81
61,031
1,091
106,679
18,375
34,165
2,342
929
421
1,004
597
1,290
2
130
27,235
109
54,204
5,892
128,320
75,508
합 계 165,982 125,023 172,782 30,031 31,046 155,054 203,826
2) 섬유용 계면활성제
섬유용 계면활성제 시장의 경우 99년 매출은 10%에서 50%까지 초고속 성장을 기록한 것으
로 파악되고 있다. 업계의 시장 점유율은 대동상사 36.5%, 대 화학 15%, 한국정 화학 8%, 세
기화학 4%, 풍림유화 3%, 기타 13%로 나타났다.
3) 제지용 계면활성제
제지산업에 사용되는 컬러코팅에 사용되는 윤활제는 정체를, 비실리콘 소포제는 감소를 나타
낸 반면, 펄프가격 인상에 따른 고지 사용증가에 따라 탈묵제 수요는 증가하고 있다. 98년 제지
용 비실리콘 소포제 수요는 초지용 1000톤, 코팅용 480톤, 펴수용 720톤 비해 20-30% 감소할 것
이다.
제4장 정밀화학산업의 환경 현황
59
4) 화장품용 계면활성제
99년 화장품용 계면활성제는 비이온성 계면활성제가 60%, 음이온 계면활성제가 40% 정도를
차지하고 있다. 비이온성 계면활성제는 크림, 로션 등에, 음이온성 계면활성제는 크렌징 등에 사
용된다. 화장품용 계면활성제 수요는 태평양화학 11%, LG화학 10%, 한국화장품 5% 등으로 추
정되고 있다.
5) 분산용 계면활성제
분산제의 용도는 섬유용, 제지용, 페인트안료용, 토목, 건축용 1%를 보이고 있다.
3. 신규 계면활성제의 기술개발 동향
계면활성제는 현재 우리의 생황에 매우 접하게 사용되고 있으면, 산업적으로도 매우 다양
한 분야에 응용되고 있다. 그 응용분야가 다양한 만큼 다양한 구조의 계면활성제가 개발되어져
왔으나, 상업적으로 성공한 제품들은 그리 많지 않다. 최근의 조사에 의하면, 계면활성제의 성능
및 기능 향상, 인체 및 환경에 대한 안전성 등으로 테마가 집중되고 있다.
가. 일반적 분류방법에 의한 신규 계면활성제
계면활성제는 물에 용해되어 해이될 대, 나타나는 친수기의 전하(이온성)에 따라 음이온성,
양이온성, 비이온성으로 분류된다. 이를 자세히 분류할 수 있다.
- 가용성: 수용성, 비수용성
- 친수기: 음이온성, 양이온성, 양쪽성, 비이온성
- 소수기: 탄화수소계, 실리콘계, 불소계, 하이브리드계 등
- 분자량: 단분자, 저분자, 올리고머, 폴리머
- 자연성: 합성, 반합성, 천연성, 바이오계
- 기능성: 화학 분해성, 생분해성, 킬레이트 형성성, 항균성, 산화환원반응성, 전도성
1) 음이온성 계면활성제
Carboxylic acid : Sulfosuccinic acid halfester는 ethoxylate의 부가분초가 좁은 화합물이 분포
가 넓은 화합물에 비해 우수한 기포력을 나타내었다.
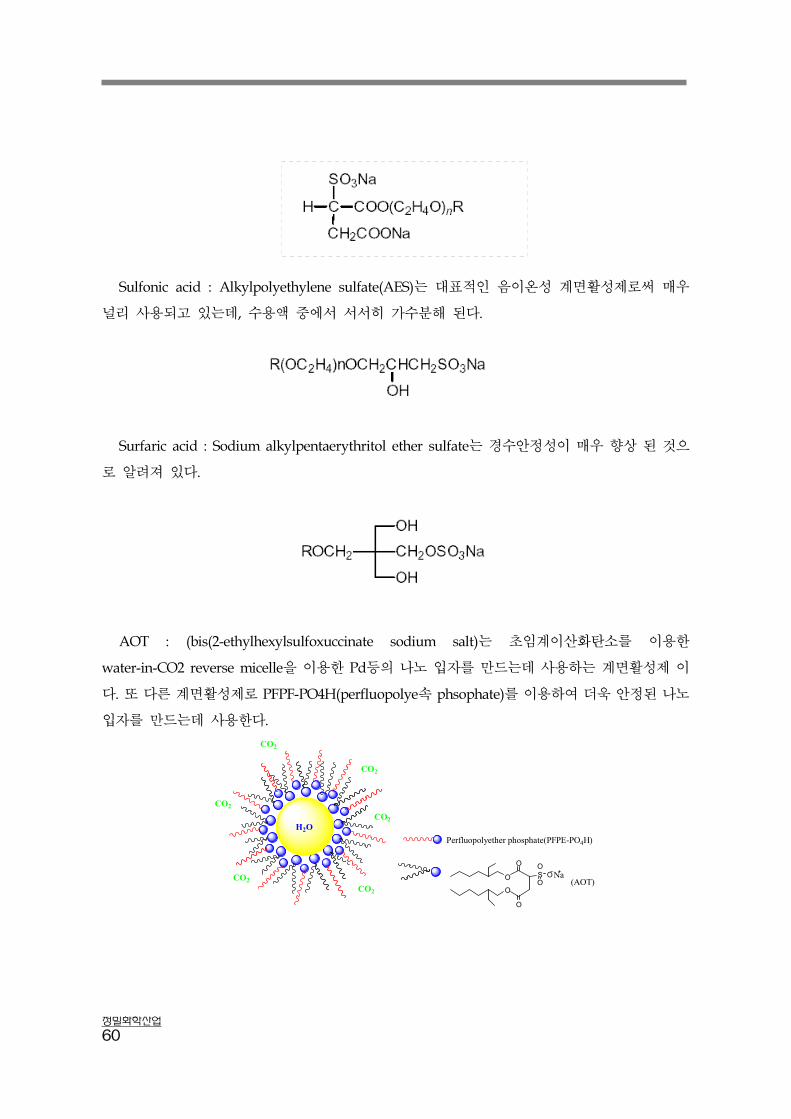
정밀화학산업
60
Sulfonic acid : Alkylpolyethylene sulfate(AES)는 대표적인 음이온성 계면활성제로써 매우
널리 사용되고 있는데, 수용액 중에서 서서히 가수분해 된다.
Surfaric acid : Sodium alkylpentaerythritol ether sulfate는 경수안정성이 매우 향상 된 것으
로 알려져 있다.
AOT : (bis(2-ethylhexylsulfoxuccinate sodium salt)는 초임계이산화탄소를 이용한
water-in-CO2 reverse micelle을 이용한 Pd등의 나노 입자를 만드는데 사용하는 계면활성제 이
다. 또 다른 계면활성제로 PFPF-PO4H(perfluopolye속 phsophate)를 이용하여 더욱 안정된 나노
입자를 만드는데 사용한다.
O
O
O
O
SO
OONa
Perfluopolyether phosphate(PFPE-PO4H)
(AOT)
H2O
CO2
CO2
CO2
CO2
CO2
CO2

제4장 정밀화학산업의 환경 현황
61
2) 양이온성 계면활성제
최근에는 양이온성 계면활성제의 환경오염의 가능성으로 Ester타입의 생분해성 양이온성 계
면활성제에 대한 연구가 활발히 진행되고 있다. Palm지방산과 Triethanolamine의 축합물을
Dimethysulfate로 4급화 한 양이온성 계면활성제 4는 피부에 대한 안전성 확보를 필요로 하는
화장품에의 적용을 제안하고 있다.
3) 양쪽성 계면활성제
Hexadecane bisaminoamide와 Sodium 1-bromo-2-hydroxypropane-sulfate로부터 얻어진
Bis9amidopropylhydroxysulfaobetaine)은 칼슘비누의 분산력이 매우 우수하 다.
4) 비이온성 계면활성제
비이온성 계면활성제의 친수기에는 크게 Polyoxyethylene과 hydroxyl그룹이 있다.

정밀화학산업
62
나. 제미니형 계면활성제
한 분자내에 두 개의 소수부와 두 개의 친수부를 갖는 계면활성제를 말한다. 최근에
Polyoxyethylen, Polymethylene, Heteroatomic group등과 같은 연결그룹을 사용하여, 한 개의
소소부와 한 개의 친수부로 이루어진 일반형 계면활성제를 연결한 형태의 신규 계면활성제가
주목을 받고 있다.
<표4-3-5> 제미니형 계면활성제의 특성at 20℃
CompoundWetting Time
(sec)
Lime-soapDispersingAbility
Stability forCa2+ and Mg2+
(ppm)
Foam Volume(㎖)
0 min 5 min
20
21
22
23
80
-
41
16
5.8
-
6.3
-
>6000
-
>5000
650
250
240
255
250
0
230
225
250
C12H25OSO3Na
C12H25OP(O)(ONa)2
C12H25SO3Na
C11N23CO2Na(pH11)
86
-
15
226
30.0
-
94.0
-
1080
-
-
250
240
-215
200
240
-
130
170
*R: C10H21; Y: OCH2CH2O
Other surface active properties of series of gemini surfactants
bearing two anionic head group derived from ethylene glycol
diglycidyl ether along with the reference single-chain surfactants
다. 화학적 분해성 계면활성제
환경적 관점에서 목적을 달성한 뒤 계면활성을 잃어버리는 화학분해성 계면활성제
: 1,3-Dioxolane 환상을 연결그룹으로 갖는 계면활성제
제4장 정밀화학산업의 환경 현황
63
비환상연결그룹을 가지는 분해성 계면활성제
오존 분해성 계면활성제 : 오존에 의해 분해되기 용이한 이중결합을 소수 또는 연결그룹에
도입된 것
이상에서와 같이, 계면활성제의 발전 방향은 고성능화 및 다기능화를 지향하고 인체 및 환경
에 대한 안전성이 중요시하는 방향으로 진행될 것이라 생각된다.
라. 기술개발 전망 및 과제
최근 세계 계면활성제 기술개발동향은 특수한 용도의 계면활성제를 적용하는 응용기술과 환
경오명을 적게 하는 생분해성 계면활성제, 기능성을 높여 상승효과를 유발시키는 다기능성 계
면활성제, 인체의 안전성을 높여주는 저자극성, 무독성 계면활성제, 기존의 합성품과는 다른 미
생물을 이용하는 계면활성제, 그리고 신소재로 각광받고 있는 불소, 및 실리콘계 계면활성제 등
이 주류를 이루고 있다.
고기능성이란 우수한 계면활성능력, 즉 우수한 침투력, 분산력, 유화력 등이지만 응용기술의
진보도 있고, 최근 자기 조직성이 강한 계면활성제가 우수한 유화력, 세정력 등을 발휘하는 것
을 알 수 있다.
향후 유망한 계면활성제 분야
고순도 계면활성제
고분자 계면활성제
자기회합성이 우수한 계면활성제
고기능, 다기능성 계면활성제
생분해성, 안전성이 우수한 계면활성제
이산화탄소용 계면활성제
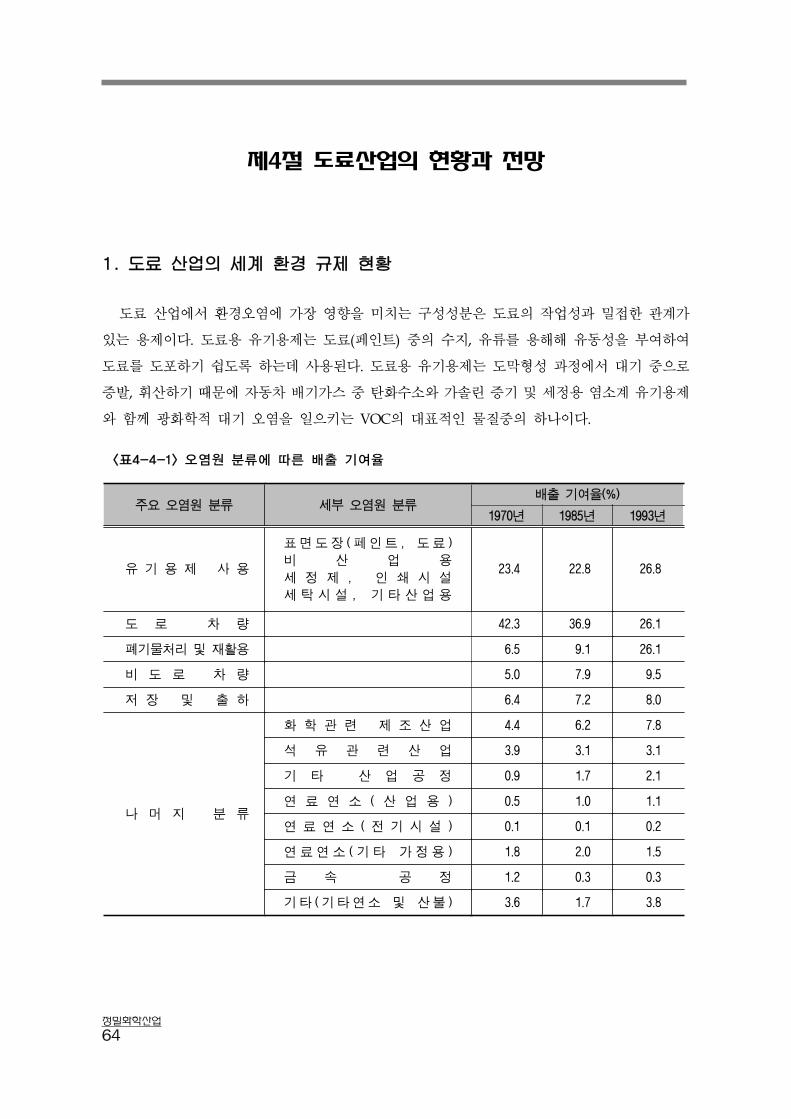
정밀화학산업
64
제4절 도료산업의 현황과 전망
1. 도료 산업의 세계 환경 규제 현황
도료 산업에서 환경오염에 가장 향을 미치는 구성성분은 도료의 작업성과 접한 관계가
있는 용제이다. 도료용 유기용제는 도료(페인트) 중의 수지, 유류를 용해해 유동성을 부여하여
도료를 도포하기 쉽도록 하는데 사용된다. 도료용 유기용제는 도막형성 과정에서 대기 중으로
증발, 휘산하기 때문에 자동차 배기가스 중 탄화수소와 가솔린 증기 및 세정용 염소계 유기용제
와 함께 광화학적 대기 오염을 일으키는 VOC의 대표적인 물질중의 하나이다.
<표4-4-1> 오염원 분류에 따른 배출 기여율
주요 오염원 분류 세부 오염원 분류배출 기여율(%)
1970년 1985년 1993년
유 기 용 제 사 용
표 면 도 장 ( 페 인 트 , 도 료 )비 산 업 용세 정 제 , 인 쇄 시 설세 탁 시 설 , 기 타 산 업 용
23.4 22.8 26.8
도 로 차 량 42.3 36.9 26.1
폐기물처리 및 재활용 6.5 9.1 26.1
비 도 로 차 량 5.0 7.9 9.5
저 장 및 출 하 6.4 7.2 8.0
나 머 지 분 류
화 학 관 련 제 조 산 업 4.4 6.2 7.8
석 유 관 련 산 업 3.9 3.1 3.1
기 타 산 업 공 정 0.9 1.7 2.1
연 료 연 소 ( 산 업 용 ) 0.5 1.0 1.1
연 료 연 소 ( 전 기 시 설 ) 0.1 0.1 0.2
연 료 연 소 ( 기 타 가 정 용 ) 1.8 2.0 1.5
금 속 공 정 1.2 0.3 0.3
기타 ( 기타연소 및 산불 ) 3.6 1.7 3.8
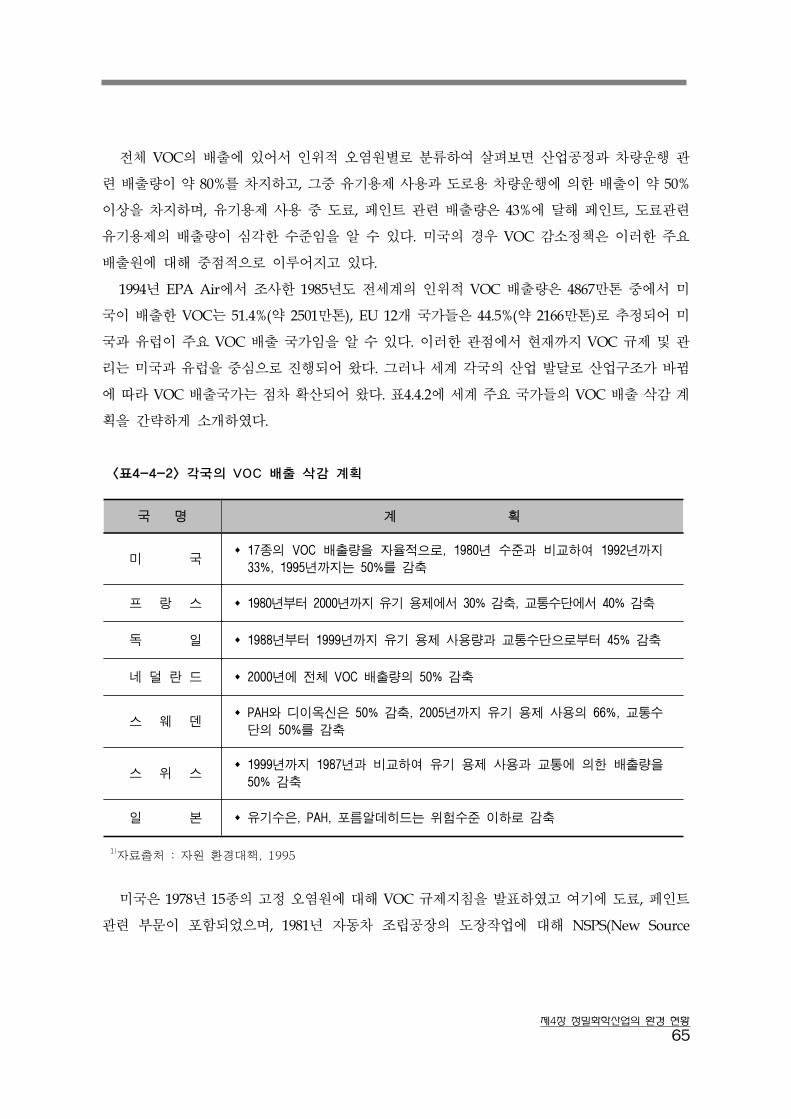
제4장 정밀화학산업의 환경 현황
65
전체 VOC의 배출에 있어서 인위적 오염원별로 분류하여 살펴보면 산업공정과 차량운행 관
련 배출량이 약 80%를 차지하고, 그중 유기용제 사용과 도로용 차량운행에 의한 배출이 약 50%
이상을 차지하며, 유기용제 사용 중 도료, 페인트 관련 배출량은 43%에 달해 페인트, 도료관련
유기용제의 배출량이 심각한 수준임을 알 수 있다. 미국의 경우 VOC 감소정책은 이러한 주요
배출원에 대해 중점적으로 이루어지고 있다.
1994년 EPA Air에서 조사한 1985년도 전세계의 인위적 VOC 배출량은 4867만톤 중에서 미
국이 배출한 VOC는 51.4%(약 2501만톤), EU 12개 국가들은 44.5%(약 2166만톤)로 추정되어 미
국과 유럽이 주요 VOC 배출 국가임을 알 수 있다. 이러한 관점에서 현재까지 VOC 규제 및 관
리는 미국과 유럽을 중심으로 진행되어 왔다. 그러나 세계 각국의 산업 발달로 산업구조가 바뀜
에 따라 VOC 배출국가는 점차 확산되어 왔다. 표4.4.2에 세계 주요 국가들의 VOC 배출 삭감 계
획을 간략하게 소개하 다.
<표4-4-2> 각국의 VOC 배출 삭감 계획
국 명 계 획
미 국17종의 VOC 배출량을 자율적으로, 1980년 수준과 비교하여 1992년까지 33%, 1995년까지는 50%를 감축
프 랑 스 1980년부터 2000년까지 유기 용제에서 30% 감축, 교통수단에서 40% 감축
독 일 1988년부터 1999년까지 유기 용제 사용량과 교통수단으로부터 45% 감축
네 덜 란 드 2000년에 전체 VOC 배출량의 50% 감축
스 웨 덴PAH와 디이옥신은 50% 감축, 2005년까지 유기 용제 사용의 66%, 교통수단의 50%를 감축
스 위 스1999년까지 1987년과 비교하여 유기 용제 사용과 교통에 의한 배출량을 50% 감축
일 본 유기수은, PAH, 포름알데히드는 위험수준 이하로 감축
1)자료출처 : 자원 환경대책, 1995
미국은 1978년 15종의 고정 오염원에 대해 VOC 규제지침을 발표하 고 여기에 도료, 페인트
관련 부문이 포함되었으며, 1981년 자동차 조립공장의 도장작업에 대해 NSPS(New Source

정밀화학산업
66
Performance Standard)가 발효되었다. 1990년 CAAA에는 페인트에 포함되어 있는 VOC양을
RACT 기준치 이하로 규제하고 있으며 도료, 페인트 도장산업의 오염원별로 EPA가 정한 VOC
의 RACT 기준을 표 4.4.3에 나타내었다.
<표4-4-3> 오염원별 RACT(Reasonably Available Control Technology) 기준
발 생 원 RACT limit(VOC : g/l)
자동차 및 경트럭 하 도 도 장 140
공 장중 도 도 장상 도 도 장
340340
캔 코 팅 판 외 부 도 장 340
금 속 가 구 360
철 구 조 물 옥외 보수 도장 350
종 이 코 팅 코 팅 라 인 350
금 속 부 품 고 성 능 도 장 420
최근에는 유해성 차원에서 유기용제 사용규제를 강화하기 위해 유해 대기오염물질에 대한
규제를 CAAA(Title Ⅲ)상에 규정하고 세정제, 도료, 접착제 개발과 관련하여 한층 더 엄격함을
요구하고 있다. 189개 화학 물질을 유해 대기오염물질로 지정하여 오염원별 규제 기준인
MACT(Maximum Available Control Technology)를 적용하고 있으며 189개 오염물질로는 유기
용제로 많이 사용되고 있는 톨루엔, 크실렌, 염화메틸렌, 메탄올, 메틸클로로포름 등이 포함되어
있다. EPA의 적용 스케줄에 의하면, 1994년까지 전체 도장업종의 25%(목재, 가구, 선박 등),
1997년까지 50%(자동차, 종이코팅 등), 2000년까지는 100% 전체 도장업종에 대해 MACT를 작
성 발령할 예정이다.
2. 국내 도료업계의 규제 현황
먼저 국내의 VOC의 배출 실태를 보면 최근 환경부가 자동차 배출, 도료, 도장관련 배출등의
오염원별 배출 실태를 추정한 자료를 표 4)에 나타내었다. 이 자료에 의하면 국내의 사정도 미
국의 경우와 유사하다.
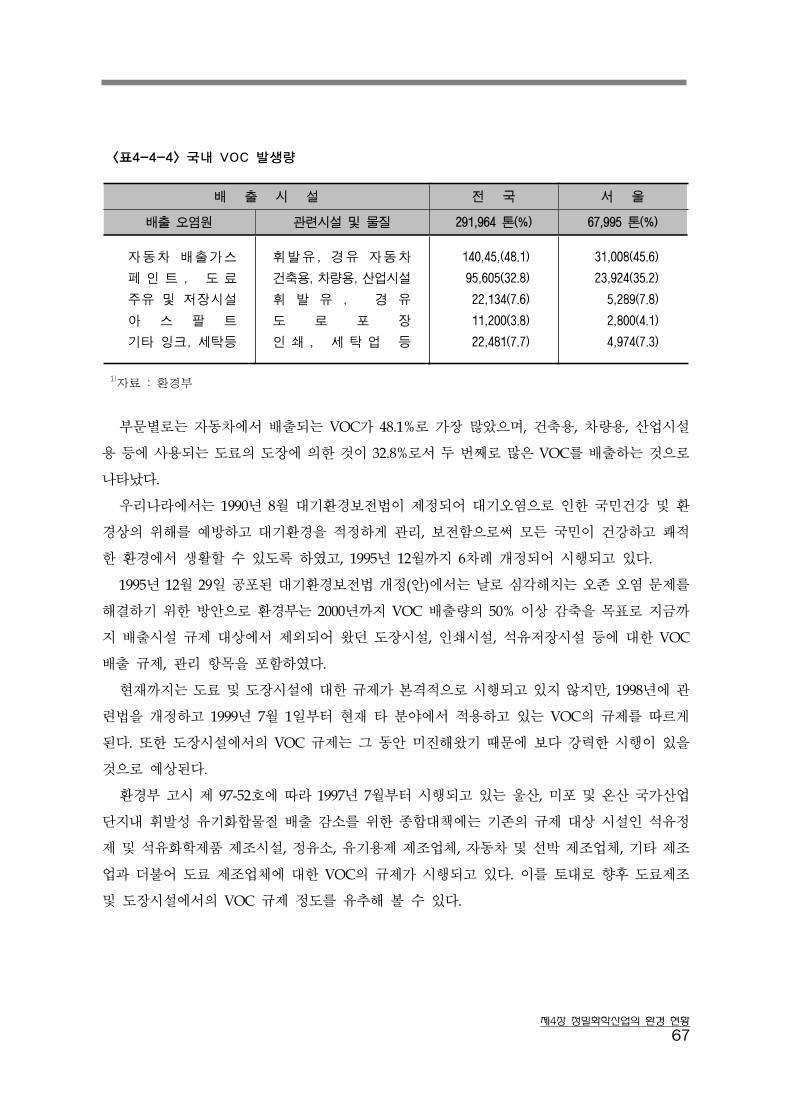
제4장 정밀화학산업의 환경 현황
67
<표4-4-4> 국내 VOC 발생량
배 출 시 설 전 국 서 울
배출 오염원 관련시설 및 물질 291,964 톤(%) 67,995 톤(%)
자동차 배출가스
페 인 트 , 도 료
주유 및 저장시설
아 스 팔 트
기타 잉크, 세탁등
휘발유, 경유 자동차
건축용, 차량용, 산업시설
휘 발 유 , 경 유
도 로 포 장
인 쇄 , 세 탁 업 등
140,45,(48.1)
95,605(32.8)
22,134(7.6)
11,200(3.8)
22,481(7.7)
31,008(45.6)
23,924(35.2)
5,289(7.8)
2,800(4.1)
4,974(7.3)
1)자료 : 환경부
부문별로는 자동차에서 배출되는 VOC가 48.1%로 가장 많았으며, 건축용, 차량용, 산업시설
용 등에 사용되는 도료의 도장에 의한 것이 32.8%로서 두 번째로 많은 VOC를 배출하는 것으로
나타났다.
우리나라에서는 1990년 8월 대기환경보전법이 제정되어 대기오염으로 인한 국민건강 및 환
경상의 위해를 예방하고 대기환경을 적정하게 관리, 보전함으로써 모든 국민이 건강하고 쾌적
한 환경에서 생활할 수 있도록 하 고, 1995년 12월까지 6차례 개정되어 시행되고 있다.
1995년 12월 29일 공포된 대기환경보전법 개정(안)에서는 날로 심각해지는 오존 오염 문제를
해결하기 위한 방안으로 환경부는 2000년까지 VOC 배출량의 50% 이상 감축을 목표로 지금까
지 배출시설 규제 대상에서 제외되어 왔던 도장시설, 인쇄시설, 석유저장시설 등에 대한 VOC
배출 규제, 관리 항목을 포함하 다.
현재까지는 도료 및 도장시설에 대한 규제가 본격적으로 시행되고 있지 않지만, 1998년에 관
련법을 개정하고 1999년 7월 1일부터 현재 타 분야에서 적용하고 있는 VOC의 규제를 따르게
된다. 또한 도장시설에서의 VOC 규제는 그 동안 미진해왔기 때문에 보다 강력한 시행이 있을
것으로 예상된다.
환경부 고시 제 97-52호에 따라 1997년 7월부터 시행되고 있는 울산, 미포 및 온산 국가산업
단지내 휘발성 유기화합물질 배출 감소를 위한 종합대책에는 기존의 규제 대상 시설인 석유정
제 및 석유화학제품 제조시설, 정유소, 유기용제 제조업체, 자동차 및 선박 제조업체, 기타 제조
업과 더불어 도료 제조업체에 대한 VOC의 규제가 시행되고 있다. 이를 토대로 향후 도료제조
및 도장시설에서의 VOC 규제 정도를 유추해 볼 수 있다.
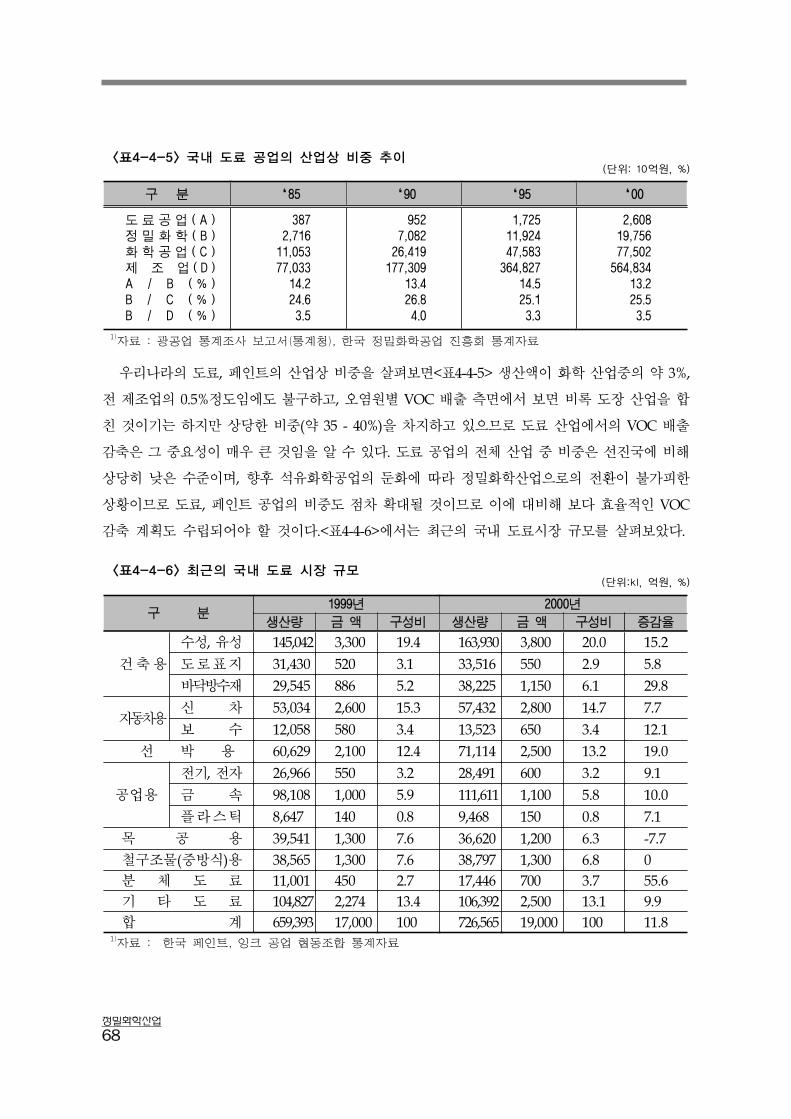
정밀화학산업
68
<표4-4-5> 국내 도료 공업의 산업상 비중 추이(단위: 10억원, %)
구 분 ‘85 ‘90 ‘95 ‘00
도 료 공 업 ( A )정 밀 화 학 ( B )화 학 공 업 ( C )제 조 업 ( D )A / B ( % )B / C ( % )B / D ( % )
3872,71611,05377,033
14.224.63.5
9527,08226,419177,309
13.426.84.0
1,72511,92447,583364,827
14.525.13.3
2,60819,75677,502564,834
13.225.53.5
1)자료 : 광공업 통계조사 보고서(통계청), 한국 정밀화학공업 진흥회 통계자료
우리나라의 도료, 페인트의 산업상 비중을 살펴보면<표4-4-5> 생산액이 화학 산업중의 약 3%,
전 제조업의 0.5%정도임에도 불구하고, 오염원별 VOC 배출 측면에서 보면 비록 도장 산업을 합
친 것이기는 하지만 상당한 비중(약 35 - 40%)을 차지하고 있으므로 도료 산업에서의 VOC 배출
감축은 그 중요성이 매우 큰 것임을 알 수 있다. 도료 공업의 전체 산업 중 비중은 선진국에 비해
상당히 낮은 수준이며, 향후 석유화학공업의 둔화에 따라 정 화학산업으로의 전환이 불가피한
상황이므로 도료, 페인트 공업의 비중도 점차 확대될 것이므로 이에 대비해 보다 효율적인 VOC
감축 계획도 수립되어야 할 것이다.<표4-4-6>에서는 최근의 국내 도료시장 규모를 살펴보았다.
<표4-4-6> 최근의 국내 도료 시장 규모(단위:kl, 억원, %)
구 분1999년 2000년
생산량 금 액 구성비 생산량 금 액 구성비 증감율
건 축 용
수성, 유성 145,042 3,300 19.4 163,930 3,800 20.0 15.2
도로표지 31,430 520 3.1 33,516 550 2.9 5.8
바닥방수재 29,545 886 5.2 38,225 1,150 6.1 29.8
자동차용신 차 53,034 2,600 15.3 57,432 2,800 14.7 7.7
보 수 12,058 580 3.4 13,523 650 3.4 12.1
선 박 용 60,629 2,100 12.4 71,114 2,500 13.2 19.0
공 업 용
전기, 전자 26,966 550 3.2 28,491 600 3.2 9.1
금 속 98,108 1,000 5.9 111,611 1,100 5.8 10.0
플라스틱 8,647 140 0.8 9,468 150 0.8 7.1
목 공 용 39,541 1,300 7.6 36,620 1,200 6.3 -7.7
철구조물(중방식)용 38,565 1,300 7.6 38,797 1,300 6.8 0
분 체 도 료 11,001 450 2.7 17,446 700 3.7 55.6
기 타 도 료 104,827 2,274 13.4 106,392 2,500 13.1 9.9
합 계 659,393 17,000 100 726,565 19,000 100 11.8
1)자료 : 한국 페인트, 잉크 공업 협동조합 통계자료
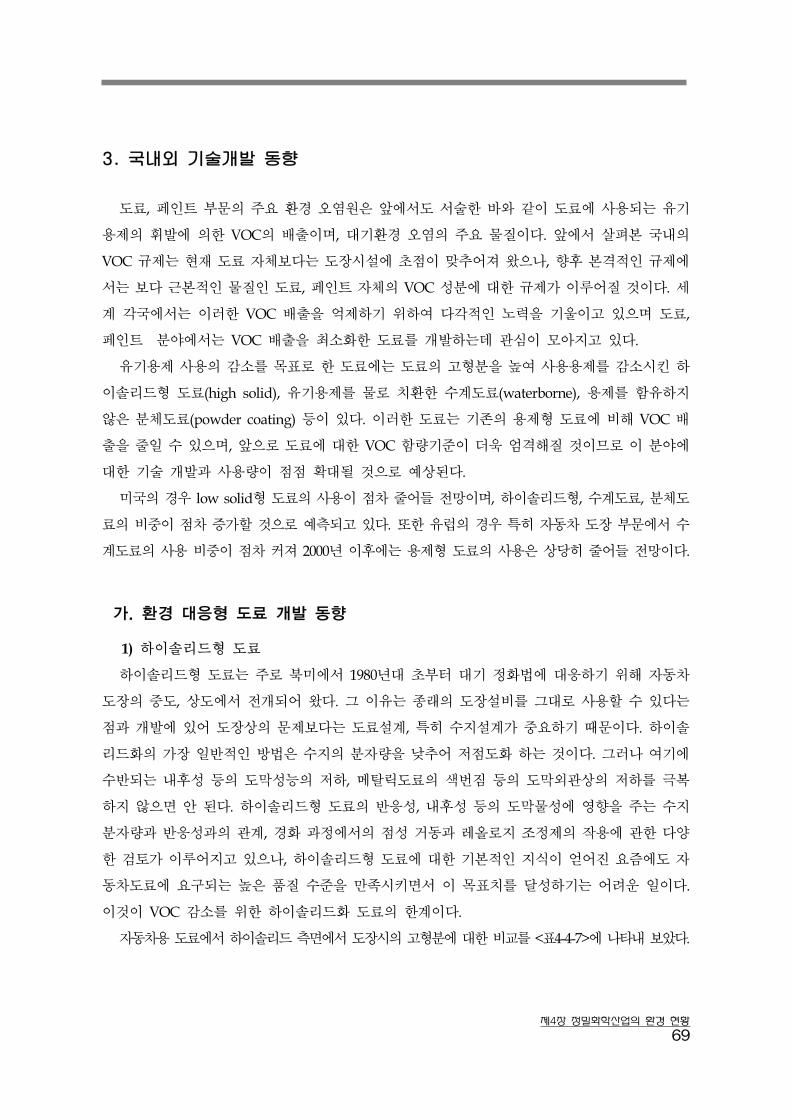
제4장 정밀화학산업의 환경 현황
69
3. 국내외 기술개발 동향
도료, 페인트 부문의 주요 환경 오염원은 앞에서도 서술한 바와 같이 도료에 사용되는 유기
용제의 휘발에 의한 VOC의 배출이며, 대기환경 오염의 주요 물질이다. 앞에서 살펴본 국내의
VOC 규제는 현재 도료 자체보다는 도장시설에 초점이 맞추어져 왔으나, 향후 본격적인 규제에
서는 보다 근본적인 물질인 도료, 페인트 자체의 VOC 성분에 대한 규제가 이루어질 것이다. 세
계 각국에서는 이러한 VOC 배출을 억제하기 위하여 다각적인 노력을 기울이고 있으며 도료,
페인트 분야에서는 VOC 배출을 최소화한 도료를 개발하는데 관심이 모아지고 있다.
유기용제 사용의 감소를 목표로 한 도료에는 도료의 고형분을 높여 사용용제를 감소시킨 하
이솔리드형 도료(high solid), 유기용제를 물로 치환한 수계도료(waterborne), 용제를 함유하지
않은 분체도료(powder coating) 등이 있다. 이러한 도료는 기존의 용제형 도료에 비해 VOC 배
출을 줄일 수 있으며, 앞으로 도료에 대한 VOC 함량기준이 더욱 엄격해질 것이므로 이 분야에
대한 기술 개발과 사용량이 점점 확대될 것으로 예상된다.
미국의 경우 low solid형 도료의 사용이 점차 줄어들 전망이며, 하이솔리드형, 수계도료, 분체도
료의 비중이 점차 증가할 것으로 예측되고 있다. 또한 유럽의 경우 특히 자동차 도장 부문에서 수
계도료의 사용 비중이 점차 커져 2000년 이후에는 용제형 도료의 사용은 상당히 줄어들 전망이다.
가. 환경 대응형 도료 개발 동향
1) 하이솔리드형 도료
하이솔리드형 도료는 주로 북미에서 1980년대 초부터 대기 정화법에 대응하기 위해 자동차
도장의 중도, 상도에서 전개되어 왔다. 그 이유는 종래의 도장설비를 그대로 사용할 수 있다는
점과 개발에 있어 도장상의 문제보다는 도료설계, 특히 수지설계가 중요하기 때문이다. 하이솔
리드화의 가장 일반적인 방법은 수지의 분자량을 낮추어 저점도화 하는 것이다. 그러나 여기에
수반되는 내후성 등의 도막성능의 저하, 메탈릭도료의 색번짐 등의 도막외관상의 저하를 극복
하지 않으면 안 된다. 하이솔리드형 도료의 반응성, 내후성 등의 도막물성에 향을 주는 수지
분자량과 반응성과의 관계, 경화 과정에서의 점성 거동과 레올로지 조정제의 작용에 관한 다양
한 검토가 이루어지고 있으나, 하이솔리드형 도료에 대한 기본적인 지식이 얻어진 요즘에도 자
동차도료에 요구되는 높은 품질 수준을 만족시키면서 이 목표치를 달성하기는 어려운 일이다.
이것이 VOC 감소를 위한 하이솔리드화 도료의 한계이다.
자동차용 도료에서 하이솔리드 측면에서 도장시의 고형분에 대한 비교를 <표4-4-7>에 나타내 보았다.
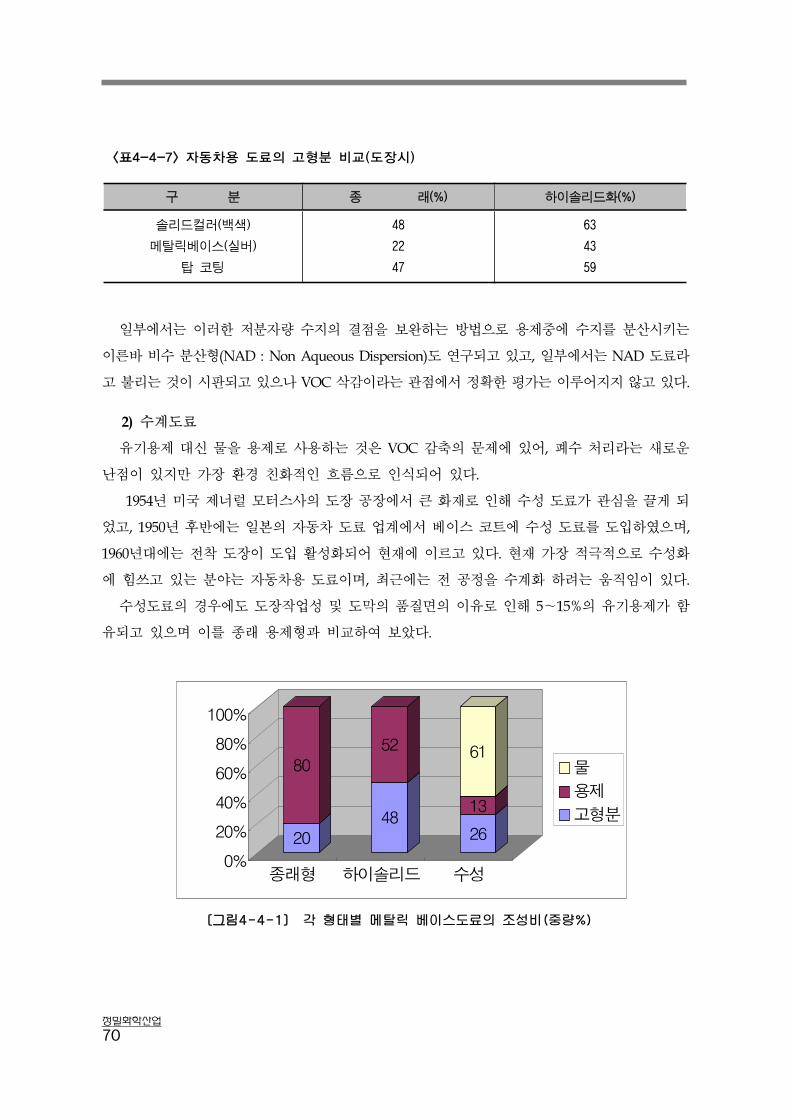
정밀화학산업
70
<표4-4-7> 자동차용 도료의 고형분 비교(도장시)
구 분 종 래(%) 하이솔리드화(%)
솔리드컬러(백색)
메탈릭베이스(실버)
탑 코팅
48
22
47
63
43
59
일부에서는 이러한 저분자량 수지의 결점을 보완하는 방법으로 용제중에 수지를 분산시키는
이른바 비수 분산형(NAD : Non Aqueous Dispersion)도 연구되고 있고, 일부에서는 NAD 도료라
고 불리는 것이 시판되고 있으나 VOC 삭감이라는 관점에서 정확한 평가는 이루어지지 않고 있다.
2) 수계도료
유기용제 대신 물을 용제로 사용하는 것은 VOC 감축의 문제에 있어, 폐수 처리라는 새로운
난점이 있지만 가장 환경 친화적인 흐름으로 인식되어 있다.
1954년 미국 제너럴 모터스사의 도장 공장에서 큰 화재로 인해 수성 도료가 관심을 끌게 되
었고, 1950년 후반에는 일본의 자동차 도료 업계에서 베이스 코트에 수성 도료를 도입하 으며,
1960년대에는 전착 도장이 도입 활성화되어 현재에 이르고 있다. 현재 가장 적극적으로 수성화
에 힘쓰고 있는 분야는 자동차용 도료이며, 최근에는 전 공정을 수계화 하려는 움직임이 있다.
수성도료의 경우에도 도장작업성 및 도막의 품질면의 이유로 인해 5∼15%의 유기용제가 함
유되고 있으며 이를 종래 용제형과 비교하여 보았다.
20
80
48
52
26
13
61
0%
20%
40%
60%
80%
100%
종래형 하이솔리드 수성
물
용제
고형분
〔그림4-4-1〕 각 형태별 메탈릭 베이스도료의 조성비(중량%)

제4장 정밀화학산업의 환경 현황
71
전착도료는 통상 20% 정도의 고형분과 3∼5%의 유기용제를 함유하고 있으며, 유기용제량을
1% 이하로 낮추는 것이 목표이다. 자동차용 중도 도료는 하이솔리드화에서 유럽을 중심으로 수
성화한 도료가 채용되고 있으며, 도장 고형분은 45∼50% 정도, 유기 용제량은 5∼15%정도로 도
막외관을 보전하면서 보다 낮은 VOC를 달성하는 것이 과제이다.
자동차용 베이스코트는 현재 가장 주목받고 있으며 진척이 빠른 도료이고, 국내에서도 일부
업체를 중심으로 제품화되어 있다.
수성화에 있어서 한가지 문제점은 물의 증발 거동에 있다. 물은 일반적으로 증발 잠열이 높
아 유기 용제와 같이 어떤 범위내에서 점차적으로 증발되지 않고 특정 온도에서 일시에 증발하
는 경향이 있다. 이로 인해 생기는 도막의 결함을 해결해야하며, 물의 증발 속도는 외부 환경에
향을 많이 받으므로 도장환경, 특히 습도 조절이 필요하다. 장마 등 습도가 아주 높을 때는 곤
란하다. 이러한 문제 때문에 수분 증발에 의존하지 않도록 하는 도장막의 레올로지 컨트롤이 주
목받게 되면서 각 회사가 이에 관한 연구에 주력하고 있다. 수성 메탈릭 베이스에서는 완성 상
태가 용제형 보다 우수하여 여러 어려움에도 불구하고 그 채용이 점차 확대될 것으로 기대된다.
3) 분체 도료
분체도료는 용제를 거의 함유하지 않는다는 점에서 가장 완벽한 환경 대응형 도료라 할 수
있다. 이미 1970년대부터 각광을 받기 시작하 으나 도막 외관과 비용 문제로 인해 널리 보급되
지는 못하 으나 최근에 다시 주목받아 활성화되고 있는 분야이다.
유럽과 미국에서는 엄격한 환경규제 하에서 분체도료가 우위에 있다는 점, 분체도료의 품질
개량이 급속히 이루어져 시장욕구에 대응하기 시작하 다는 점, 전용 도장설비가 급속히 채용
되었다는 점 등에서 최근 10년간 사용량이 크게 늘고 있다.
분체도료의 장점으로는 도료의 손실이 적다. 무용제형이라 안전하다. 후막도장이 가능하다.
도장의 자동화가 용이하다. 도료의 회수가 가능하므로 손실이 적다는 점을 들 수 있다.
그러나, 분체도장은 소부 건조형이기 때문에 옥외 구조물에서는 적용이 불가능하다는 점, 금
속 마무리에 어려움이 있다는 점 등의 약점을 가지고 있기도 하다.
<표4-4-8>에 위에서 언급한 환경 대응형 도료의 특성 및 장, 단점을 기존 용제형 도료와 비교
하여 보았다.
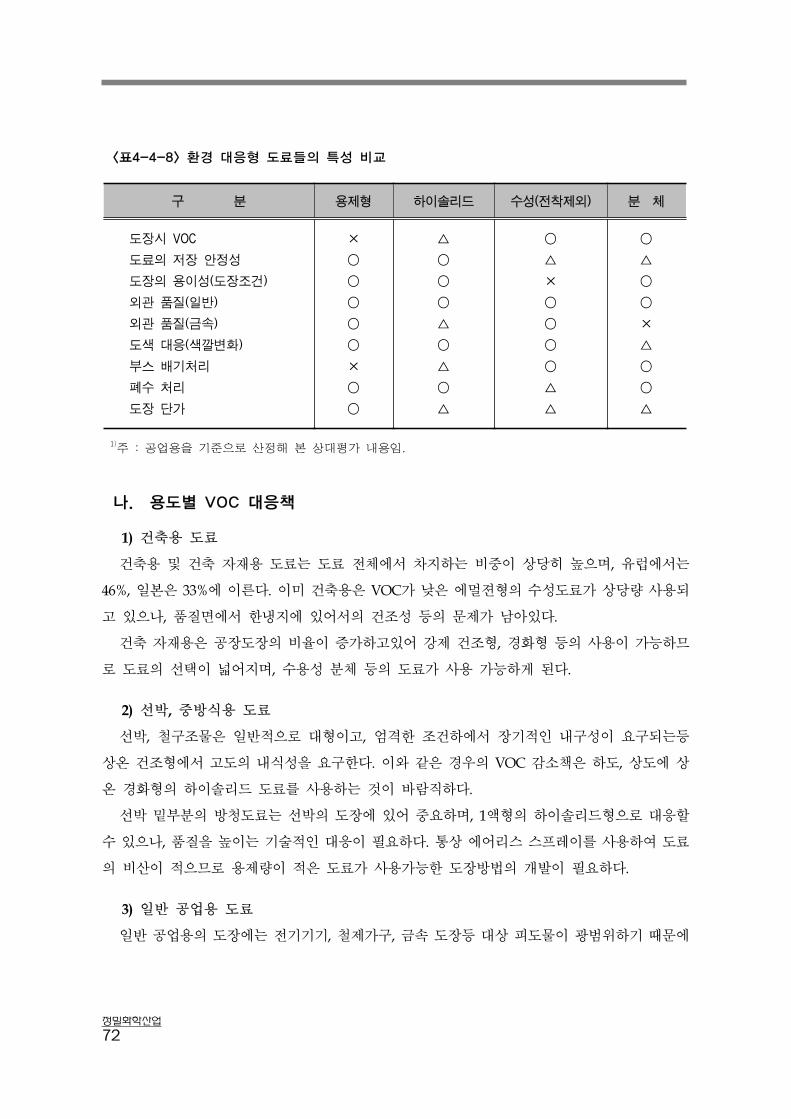
정밀화학산업
72
<표4-4-8> 환경 대응형 도료들의 특성 비교
구 분 용제형 하이솔리드 수성(전착제외) 분 체
도장시 VOC
도료의 저장 안정성
도장의 용이성(도장조건)
외관 품질(일반)
외관 품질(금속)
도색 대응(색깔변화)
부스 배기처리
폐수 처리
도장 단가
×
○
○
○
○
○
×
○
○
△
○
○
○
△
○
△
○
△
○
△
×
○
○
○
○
△
△
○
△
○
○
×
△
○
○
△
1)주 : 공업용을 기준으로 산정해 본 상대평가 내용임.
나. 용도별 VOC 대응책
1) 건축용 도료
건축용 및 건축 자재용 도료는 도료 전체에서 차지하는 비중이 상당히 높으며, 유럽에서는
46%, 일본은 33%에 이른다. 이미 건축용은 VOC가 낮은 에멀젼형의 수성도료가 상당량 사용되
고 있으나, 품질면에서 한냉지에 있어서의 건조성 등의 문제가 남아있다.
건축 자재용은 공장도장의 비율이 증가하고있어 강제 건조형, 경화형 등의 사용이 가능하므
로 도료의 선택이 넓어지며, 수용성 분체 등의 도료가 사용 가능하게 된다.
2) 선박, 중방식용 도료
선박, 철구조물은 일반적으로 대형이고, 엄격한 조건하에서 장기적인 내구성이 요구되는등
상온 건조형에서 고도의 내식성을 요구한다. 이와 같은 경우의 VOC 감소책은 하도, 상도에 상
온 경화형의 하이솔리드 도료를 사용하는 것이 바람직하다.
선박 밑부분의 방청도료는 선박의 도장에 있어 중요하며, 1액형의 하이솔리드형으로 대응할
수 있으나, 품질을 높이는 기술적인 대응이 필요하다. 통상 에어리스 스프레이를 사용하여 도료
의 비산이 적으므로 용제량이 적은 도료가 사용가능한 도장방법의 개발이 필요하다.
3) 일반 공업용 도료
일반 공업용의 도장에는 전기기기, 철제가구, 금속 도장등 대상 피도물이 광범위하기 때문에
제4장 정밀화학산업의 환경 현황
73
피도물의 조건, 요구 품질 등에 대해서 다양한 도료, 도장 시스템이 적용되고 있다.
이미 VOC 대응 도료인 전착도료, 분체도장 등이 많이 사용되고 있고, 도장 시스템으로서 완
성단계 이전에 미리 도장을 하는 프리코트(PCM) 방식도 채택되고 있으나 전반적으로는 아직
용제형의 도료 사용이 많다. 일반 공업용 도료에서는 피도물의 구조가 복잡한 등의 조건으로 수
성형, 하이솔리드형, 분체형 등의 도료 사용이 어려워 당분간은 제한된 분야에 대해서만 환경
대응형 도료가 적용될 것이다
4) 자동차용 도료
하도로서는 전착 도료가 사용되며, 종래에 용제형 도료가 사용되던 중도, 상도에 있어서는 중
도에서는 이미 상당부분 수성화 되었고, 상도에서는 특히 메탈릭 베이스에서는 수성타입의 장
점이 입증되었고, 일부 수용화 되거나 전체 도장시스템의 효율적인 안배로 VOC 감축에 노력하
고 있는 상황이다.
5) 자동차 보수용 도료
높은 경화온도가 불가하므로 상온건조, 강제건조형의 도료가 사용되며, 락카타입은 VOC 발
생이 높으므로 하이솔리드형의 아크릴 우레탄 도료가 주로 사용되고 있으며, 우레탄 타입은 내
구성이 우수하여 최근 사용 비중이 증가하고 있다.
다. 기타 저 VOC형 도료
다액형 도료로서 수송용 기계, 기구용에 사용되는 에폭시 타르 도료가 있는데 용제 함유량이
20%대로 비교적 낮다. 무기질 도료는 다액형으로 아연가루를 첨가한 징크리치 페인트(Zincrich
Paint)가 대표적이며 최근에는 일반 안료를 첨가해 부식 방지 이외의 용도에도 사용되고 있다.
전자선(EB), 자외선(UV) 경화형 도료는 전자선 및 자외선으로 경화시키는 도료로서 내열성이
없는 피도체에만 적용할 수 있으므로 전자선형은 목질 평판, 금속후판, 플라스틱, 무기재료 등의
도장에 쓰이며, 자외선 경화형은 목재용, 플라스틱 등의 도료로서 사용된다.
지금까지 살펴본 바와 같이 도료 산업에서 VOC 배출을 방지할 수 있는 최적의 방법은 VOC
배출이 적은 저용제형 도료(하이솔리드), 수계도료 및 분체형 도료를 적용하는 것이다. 미국에서
는 하이솔리드형 기술이 앞서고 있고, 유럽에서는 수계 및 분체형 기술이 앞서고 있다. 미국의
규제치는 저용제형 기술수준에 따라 설정되어 있고, 형제의 수준에서는 더 이상 용제를 줄일 경
우 도료의 성능 저하 문제가 있으므로 향후 더욱 엄격한 규제가 실시되면 수계 및 분체도료의
정밀화학산업
74
전반적인 채용이 불가피하다. 일본에서는 일본 도료공업회 및 도료 업계를 중심으로 VOC에 대
한 대응책을 강구, 수계도료 등 신기술을 채용해 나가고 있다.
국내에서도 VOC 대응형 도료를 활발히 검토, 연구하고 있으나 아직은 본격적인 환경대응형
도료의 채용이 미미한 실정이다. 국내 도료 업체들은 이러한 국제적인 동향을 주시하여 저
VOC 도료를 생산하는 기술의 연구개발에 힘써야 하며 정부는 업체로 하여금 기술개발을 유도
할 수 있는 경제적, 제도적 장치를 마련해야 할 것으로 지적되고 있다.
지구환경을 보전하고 오존 발생을 억제하기 위해 선진국을 위시하여 저공해, 저 VOC를 실현
하고자 각종 규제책과 기술개발을 위해 힘쓰고 있다. 유럽에서는 EC, EU를 중심으로
BATNEEC, EC Council Directive 94/63/EC 등 각종 법규와 규제를 제정하여 발표하 고, 유럽
각국은 자체적인 법률과 규제를 정하여 VOC를 줄이는데 노력하고 있으며, 미국에서는 EPA를
중심으로 CAAA 협정, APP(Air Polution Program),등의 규제와 R-66등을 제정하여 시행하고
있고, 각 주별로 별도의 규제책을 운용하고 있다. 일본은 1975년을 기점으로 VOC에 관심을 가
지고 각 현별로 조례를 제정하여 시행하고 있다.
국내에서는 1990년 8월 대기환경보전법이 제정되어 1995년 12월까지 6차례 개정되어 보다
구체적이고 엄격한 규제책을 시행하고 있으며, 정부는 2004년까지의 새로운 VOC 대책을 수립
하는 단계에 있고, 도료 제조 기업들의 자발적인 VOC 함량 기준안들을 수립하고 있는 중이다.
이러한 규제에 의한 VOC 억제보다는 보다 근본적으로 VOC 발생을 줄이기 위해 각 도료 업
체는 선진국을 시작으로 하여 도료 자체를 저 VOC화하기 위해 기술개발에 힘쓰고 있으며, 대
표적인 저 VOC 대응형 도료로서는 도료의 고형분을 높여 사용용제를 감소시킨 하이솔리드형
도료(high solid), 유기용제를 물로 치환한 수계도료(waterborne), 용제를 함유하지 않은 분체도
료(powder coating) 등이 주목받고 있으나, 각각은 종래의 용제형 도료에 비해 작업성이나 도막
물성, 저장성 등이 떨어져 이러한 성능들을 보강하여 궁극적으로는 용제형에 앞서거나 버금가
는 성능을 확보하는 것이 앞으로 연구하여야할 주요 과제이다.

제4장 정밀화학산업의 환경 현황
75
제5절 잉크산업의 현황과 전망
1. 잉크 산업의 현황
1997년 환경부에서 국내의 VOC 배출원별 배출량과 배출 비중을 조사한 결과 도료 산업에서
의 배출비중은 전체 VOC 배출량 중에서 46.2%로 조사된 것과 달리 인쇄 산업에서의 배출비중
은 약 3.6% 정도로 미미한 수준이었다. 한편 일본에서의 조사에서도 도료산업의 VOC 배출 비
중은 38.4%, 인쇄 산업에서의 배출량은 3.8%로 나타나 국내와 비슷한 양상을 보 다.
잉크 산업에서 배출되는 VOC의 주요 발생원을 알아보기 위해 인쇄용 잉크의 구성 성분과
유기용제의 함량을 살펴보자. 인쇄잉크에는 일반적으로 피인쇄체로의 접착성 또는 최적의 피막
적성, 그외의 물성을 부여하기 위해 여러 종류의 수지가 사용된다. 유기용제는 주로 이들 수지
를 용해하여 각 인쇄 방식과 코팅방식 또는 각종 기계에 대응한 최적의 인쇄적성과 코팅적성과
함께 적절한 건조속도를 갖게 하는 목적으로 사용된다. 따라서 코팅물의 사용방법이나 사용목
적에 따라 여러 가지의 수지와 여기에 맞는 유기용제가 사용될 수 있다. 이중에서 VOC는 액상
잉크용 비히클의 주성분으로서 주로 증발에 의해 발생되는 용제에 의해 배출된다. 인쇄잉크에
서 용제의 함유비율을 <표4-5-1>에 나타내었다.
<표4-5-1> 인쇄잉크 종류별 유기용제 함유 비율
성분비율(%) 옵셋잉크 윤전잉크 그라비아
잉크성분비율
(%)수성플렉소
잉크
안 료 26 25 5~40 유기안료 17
수 지 30 30 10~20 폴리머 30
유 류 25 10 - 물 40
용 제 20~30(15) 35~45(30) 40~85 알콜 7
첨 가 제 5 5 1~5 첨가제 6
잉크산업과 관련된 VOC의 구체적인 배출 규제치는 구미, 일본 등에서도 따로 규정하지 않는
추세이고, 대부분 도료, 페인트 산업의 배출 규제에 준하고 있는 실정이다. 참고로 1996년 EU-
지령 안에서 인쇄 부문의 배기 배출 제한 값은 히트셋, 오프셋 인쇄에서 100, 20 mgC/m3이고,
출판용에서는 75mgC/m3로 가이드라인 값을 정하고 있다.

정밀화학산업
76
2. 국내외 기술개발 동향
최근 지구환경문제가 부각되고 있는 시점에서 인쇄잉크분야에서도 환경보전을 위한 새로운
잉크개발이 적극 추진되고 있다. 95년부터 급속히 추진되고 있는 부문은 평판잉크의 무용제화
와 용제에 포함된 방향족 성분의 제거 및 감소시키는 것이다. 잉크업체에 의해 방향족 성분을
완전 제거한 것이나, 이 성분을 큰 폭으로 감소시키는 방법은 여러 가지가 있으나, 1995년 이후
에 잉크 생산업체들이 다양한 제품을 출시하고 있다.
미국에서는 자국내 농업 진흥책과 맞물려 콩기름을 원료로 한 잉크를 개발 장려하고 있어, 신
문인쇄 분야에서는 약 80%를 차지하고 있다. 일본에서는 1996년 환경문제 및 노동위생의 요구
증가로 각 업체들은 평판잉크 부문에서 문제가 되고 있는 아로마틱 성분을 제거한 실용제품들을
판매하고 있다. 또한 필름포장용 특수 그라비아 잉크의 용제에 대한 대책도 주요 과제로서 톨루
엔-프리 타입의 개발이 진행되고 있지만 수성화로 인한 건조설비의 비용문제로 지연되고 있다.
유럽은 이미 우레탄 원료 잉크에서 니트로셀룰로스, PVB 레진을 기본으로 하고, 용제는 에틸
아세테이트, 에틸알콜을 사용하고 있어 국내에서 흔히 사용하는 톨루엔, MEK 등을 사용하지 않
고 보다 위생적인 에틸알콜을 사용하는 잉크에 대한 연구가 필요하다.
국내의 개발 동향을 보면, 규제가 없었던 과거에는 인쇄성, 후가공성이 우수한 비닐계 잉크를
사용하 으나 톨루엔 및 환경문제가 대두되면서 대대적인 그라비아 잉크의 개선을 시작하여 우
레탄계 잉크로의 전환과 기술개발이 이루어지고 있다. 우레탄계 잉크는 PET, 나일론, OPP 필름
등 어느 소재에도 적응성이 우수해 단일 잉크로 여러 가지 필름에 사용하는 범용화에 유리하다.
그러나 그라비아 인쇄의 최대 문제인 용제에 의한 공해문제, 잔류용제를 해결하기 위해서는 근
본적으로 잉크의 성질을 개선하여 수성 또는 알코올의 잉크를 개발할 필요가 있으며 이에 관한
연구와 일부 사용이 이루어지고 있다.
수성잉크는 물과 알코올 주체로 되어 있기 때문에 양호한 인쇄환경유지가 가능하고 잔류용
제의 문제를 해결할 수 있고, VOC 감축을 이룰 수 있으나, 유성잉크에 비해 건조성이 느려 작
업속도를 저하시키고 한번 건조되면 재용해가 어렵다. 또한 동결되면 젤화되어 사용이 불가능
하며 수성잉크에 적합한 인쇄기 개발 및 가공성이 어려워 대량생산에 아직 많은 문제점이 있다.
또한 수성인쇄를 위해서는 인쇄기의 건조능력을 향상시키기고 부식방지를 위해 스테인레스 재
질로 유도해야하는 비용적인 측면도 무시할 수 없다.
현 시점에서 수성인쇄는 환경친화적인 방법이기는 하지만 용제형에 비해 품질, 생산성, 물성
등에서 많이 뒤지고 있기 때문에 앞으로 더 많은 연구와 투자가 필요한 분야이다.
제4장 정밀화학산업의 환경 현황
77
제6절 접착제산업의 현황 및 향후 전망
1. 세계 접착제산업의 현황
각종 산업용 제품이나 구조물의 결합에 중요한 역할을 담당하고 있는 접착제에 대한 요구사
항으로는 사용조건별 접착내구성 확립, 접착시간 단축과 전처리 공정의 간소화에 의한 생산성
향상 이외에도 환경 친화성이 새롭게 추가되었다. 접착제의 환경친화성을 확보하기 위한 노력
으로는 환경친화형 무독성 피착면 전처리공정, 재활용 용이성을 갖는 접착제 및 공정 도입, 유
독성 용제형 접착제의 대체조성 개발 등 환경부하 저감을 위한 다양한 연구가 전세계적으로 활
발히 진행되고 있다.
접착제는 수지, 용매, 촉매, 경화제, 첨가제 등 구성요소의 일부 또는 전부를 배합하여 제조되
는데 생산 및 적용 공정시 용매와 화학원료에서 휘발성 유기화합물(VOCs)이 주로 발생되고 있
으며, 폐기 후 매립시 미반응물 또는 유출물의 독성이 문제시 되고 있다. VOCs는 접착제의 상
온건조 및 가열경화 공정 중에 대기 중으로 쉽게 증발되고 대기 중에서 질소산화물과 광화학반
응을 일으켜 광화학스모그 유발, 광화학산화물인 전구물질 생성, 오존층 파괴, 지구온난화 및 발
암물질 생성 등 지구환경 및 인체에 미치는 부정적인 향으로 인하여 각종 환경규제의 대상이
되어 왔다.
가. 주요국가의 접착제 구성비 현황
1997∼2000년간의 각종 통계자료를 기준으로 주요국가의 접착제 조성에 따른 대략적 구성비
현황을 <표4-6-1>에 나타내었다.

정밀화학산업
78
<표4-6-1> 주요국가의 접착제 조성에 따른 구성비 현황(단위 %)
국가 조성
미국(1997년) 일본(2000년) 유럽(1998년) 한국(2000년)
수 계 형 59 40 36 51
핫 멜 트 형 18 12 16 8
반 응 형 12 13 20 8
용 제 형 10 10 19 14
기 타 1 25 9 19
1)수계형 : 수용성형과 에멀젼형 포함
2)용제형 : 초산비닐계, 합성고무계 및 천연고무계 포함
<표4-6-1>에서 보듯 전 세계적으로 VOCs free화의 기술로서 개발된 환경친화형 접착제는 수
용성형과 에멀젼형으로 구성된 수계접착제, 핫멜트형과 반응경화형의 무용제형을 취합하여 6
5∼89% 이상의 점유율을 확보하고 있다. 접착제 조성은 앞으로도 환경성을 고려하여 용제형은
점차 줄어들고 반응형, 수용성 및 핫멜트 접착제가 주류를 이룰 것으로 추측된다. VOCs를 유발
하는 용제형은 미국, 일본이 10% 대, 유럽 19% 정도로 통계자료의 인용년도, 주 적용산업, 접착
제 사용 환경의 차이를 감안하여도 유럽에서의 용제형 접착제의 사용비율이 비교적 높은 편이
다. 그러나 전세계적으로는 환경문제의 심각성에 대한 인식의 확산으로 용제형의 접착제는 점
차 줄어들고 에멀젼, 수용성 등의 비용제형 및 핫멜트형의 접착제가 점차 증가하는 추세이다.
국내의 용제형 접착제의 사용비율이 비교적 낮게 조사되었으나 세업자가 생산하여 세사업
장에서 사용되는 량의 정확한 조사가 불가하여 비교적 규모가 큰 업체를 대상으로 한 초산비닐
계(969톤/년), 합성고무계(12,428톤/년), 천연고무계(597톤/년) 용제형만의 생산실적을 기준으로
한 것이므로 실제비율은 더 증가할 것이다. 그럼에도 접착제 부문은 비교적 환경친화적 조성으
로의 구조개편 노력을 보이고 있음을 알 수 있다.
한국과 일본의 접착제 용도에 따른 구성비 현황을 <표4-6-2>에 나타내었다.

제4장 정밀화학산업의 환경 현황
79
<표4-6-2> 한국과 일본의 접착제 용도에 따른 구성비 현황(단위 %)
구 분한 국 (2000년) 일 본 (2000년)
수 량(톤) 비 율 수 량(톤) 비 율
합 판 용 237 0.2 317,541 32.9
목 공 용 15,610 14.6 66,302 6.9
토목, 건축용 11,265 10.5 146,874 15.2
제 본 용 1,252 1.2 19,109 2.0
포 장 용 5,905 5.5 83,487 8.7
지 관 용 2,776 2.6 28,466 3.0
섬 유 용 7,732 7.2 43,732 4.5
자 동 차 용 1,737 1.6 46,580 4.8
신 발 용 18,498 17.3 5,710 0.6
전기, 전자용 596 0.6 20,417 2.1
고무 제품용 285 0.3 2,657 0.3
가 정 용 571 0.5 3,892 0.4
기 타 40,457 37.9 178,981 18.6
합 계 106,921 100 963,748 100
1)자료 : 정밀화학부문 산업분석, 산업자원부, 한국산업기술평가원(2002)
<표4-6-2>의 구성비를 분석해 보면 국내의 접착제 공업은 과거 전 생산량의 50% 이상을 점
하던 합판, 목공, 건축 관련용 접착제는 30% 아래로 점유율이 낮아졌다. 또 신발, 섬유, 고무 제
품 등의 분야도 한계에 도달된 상태이며 전기, 전자 제품, 자동차, 포장 분야는 비교적 양호하다.
그 중에서도 전자 및 자동차 산업은 적용되는 접착제의 소재 및 종류가 다양하고 소모량도 많아
지속적 수요신장이 기대되는 분야의 하나이다. 그러므로 향후 이들 분야의 수요 동향과 신기술
적용 공정에 맞는 환경친화형 신조성 접착제의 개발 및 무공해 적용공정 연구를 체계적으로 진
행하여야 할 시점이다. 한편 일본은 합판, 목공, 토목, 건축용이 꾸준히 50% 이상의 점유율을 나
타내고 있다. 최근에는 목공, 합판, 종이가공에 주로 사용되고 있는 환경친화형 수계 아크릴 수
지 접착제를 이용한 목공용 수요가 상승세를 보이고 있으며 토목, 건축, 자동차, 전기, 전자분야
등에 널리 쓰이는 에폭시 수지계 반응형 접착제도 수계형인 아크릴계와 이의 변성체로 대체되
고 있다.
정밀화학산업
80
나. 환경위해 요소 현황
용제계 접착제의 유독성 및 주제와 경화제로 구성된 2액형 반응형 접착제의 환경위해성은 주
지의 사실이므로 논외로 하고 이들의 대체 접착제와 관련한 환경위해요소를 분석하여 향후 개
선 및 개발방향을 환경친화적인 관점에서 재고해야 할 것이다.
전세계적으로 VOCs free를 위해 수계형 및 무용제형 접착제의 점유율이 월등히 높으나 제조
기술력 및 적용공정의 차이에 따라 여전히 잠재적 환경 위해요소를 가지고 있다. 유독성 용매를
물로 대체한 수용성 접착제는 유기 용제형 접착제의 환경대책으로 개발되어 VOCs 저감에 중요
한 역할을 담당하고 있으나 역시 해결해야 할 문제점이 많다.
수용성 접착제에도 작업시 희석 및 상 분리방지를 위해 소량의 용제가 포함되는 경우도 있고
주소재의 잔존 모노머가 문제시 되고 있으며 용제형에 비해 경제성, 작업성이 떨어지며 용매인
물의 증발 및 경화조건이 까다롭고 최종접착력도 비교적 낮은 단점으로 사용이 제한되는 분야
가 있다. 특히 접착공정에 사용 후 폐기되는 수용성 접착제에는 미경화물, 수용성인 주원료 수
지, 잔존모노머 및 유기첨가제 성분 등이 함유되어 있어 매립 및 폐수처리시의 2차 환경오염 방
지비용은 용제형 접착제의 2∼3배에 달하고 있다.
환경목표 달성을 위해서는 모든 접착제 생산 공정별 환경 향을 파악하고 이를 최소화하기 위
해 환경목표를 수립, 시행하여 환경 향 및 유해성을 최소화하는 제품을 생산토록 노력하여야 하
며 환경개선과 오염방지 활동을 지속적으로 전개하여야 한다. 환경친화적 주원료 및 첨가제와 관
련된 환경규제의 내용과 향을 인지하여 환경규제 극복을 위한 대응방안을 찾아야 한다.
접착제산업의 환경적 측면을 경제적 측면과 동시에 고려할 때 우리나라의 접착제산업은 다
수의 세기업이 주류를 이루고 있는 만큼 적정한 수준으로 환경을 관리하면서 환경친화적 구
조로의 개편을 추진해야 한다. 즉 접착제 수요산업인 신발, 자동차, 조선, 기계, 전기, 전자, 조립
금속 등의 꾸준한 성장 및 적용 부품수 증대에 따른 신 개념의 다양한 기능성과 환경친화 공정
이 요구되고 있어 국제적 환경관련규제, 국내 환경관련법규 강화 등에 대응하기 위한 새로운 기
술개발을 추진해야 한다.
그러므로 모든 접착제 생산공정 및 제품 등에 환경친화적 기술을 개발하여 적용하기 위해서
는 환경친화형 신조성 개발, 무공해 공정 도입, 오염방지 설비 도입 및 재활용기술과 관련된 혁
신적 제조기술로의 발상전환이 필요하다.
다. 환경친화형 접착제 개발 현황
전세계적으로 환경에 대한 중요성이 크게 인식됨에 따라 국제간 협약 등의 형태로 환경보호
제4장 정밀화학산업의 환경 현황
81
움직임이 나타나고 있다. 접착제의 경우도 용제형으로부터 수용성, 무용제형, 핫멜트형으로 대
체되고 있으며 전체적으로 접착제산업의 기술개발 concept은 고기능화와 친환경화의 동시 달성
이다. 현재 접착제 산업에서는 이종 신소재, 복합 재료화, 생산자동화 등의 요인으로 고기능성과
접착공정 작업장내 환경보호를 위한 무공해 접착제에 대한 요구가 확대되고 있다.
환경친화형 접착제를 수용성, 에멀젼으로 대표되는 수계형 접착제와 핫멜트, 반응형의 비수
계형 접착제로 구분하여 개발현황을 개관하면 다음과 같다.
1) 수계(수용성, 에멀젼)형 접착제
수계 접착제는 가격이 싸고 범용제품은 경쟁이 심해 기술적으로 성능이 우수하여도 상업화
에 실패하는 경우가 많다. 수용성 접착제류인 일반 초산 비닐계 에멀젼과 아크릴 바인다계,
EVA에멀젼계, 라택스계는 수용성, 작업 용이성, 작업 후 마무리 편리성, 무독성, 무휘발성 등 환
경친화적 요소가 장점이나 적용분야 및 피착제가 제한적이므로 에멀젼간 상호 혼합체, 중합체
등의 연구를 통해 단점개선에 노력하고 있다. 일례로서 폴리아크릴산계, 포르말린계 수지 등의
주 수지를 에폭시 수지가 가교해 수지의 가교 도를 높임으로써 접착물성의 향상과 수지의 개
질에 이용되고 있다. 또 주원료인 수용성 에멀젼에 환경호르몬과 관계된 프탈산 에스테르계 첨
가제를 사용치 않고 친화성, 유연성, 경제성을 갖는 타수지 에멀젼을 선택하여 병용시키는 방법,
환경친화성은 충족시키지만 내열성, 장기적인 내구성이 불안한 수성 비닐우레탄 수지계 접착제
의 개질연구 등이 있다.
초산비닐수지등 일반 에멀젼은 통상 가교제 없이는 내수성이 없으나 일액형 아크릴수지계
에멀젼을 이용한 무가교제형 내수성 접착제가 제조되었으며 물이 휘발되어 건조되면 내수성 피
막을 만드는 아크릴 에멀젼도 있다. 또 아크릴수지 분산제를 이용하여 각종 충진제를 배합한 페
이스트형 접착제는 점착 부여제를 에멀젼화해 배합함으로써 초기 접착성과 각종 플라스틱계 피
착제에의 접착성을 개선하 다.
카르복실기가 도입된 클로로프렌(CR)과 스티렌브타디엔(SBR) 라텍스를 기본으로 한 수계형
접착제는 초기점착성을 획기적으로 개선시켰다. 최근에는 CR을 용제에 용해시켜 분산제와 물
을 첨가한 후 고압유화기를 이용해 에멀젼화한 뒤 감압해 유기용제를 제거함으로써 유기용제를
포함하지 않는 환경친화형 CR계 접착제 제조방법도 제안되었으나, 산업용으로는 수용성 접착
공정조건에 맞는 설비의 보급이 미진하여 수요확산이 늦어지고 있다. 또 최근에는 청소년들의
흡입문제를 안고 있는 고무계 접착제의 용매인 톨루엔이나 벤젠계의 대체용매인 사이클로헥산
계 유기용제의 독성문제의 해결을 위해 고형고무에 비해 접착성이 떨어져 접착제 재료로 쓰이
지 못했던 합성고무 라텍스에 각종 첨가물을 넣어 기존 접착제의 점성을 유지하는 수성 무독성

정밀화학산업
82
본드개발에도 성공하 다.
또 환경친화형 접착제용 폴리우레탄계 수지의 개발 예로는 수성폴리우레탄 수지가 주류를
이루고 있으며 무용제형 폴리우레탄, 환경친화형인 습기 경화형 접착용 폴리우레탄 등이 있다.
2) 비수계형(핫멜트, 반응형) 접착제
폴리올레핀, 폴리아미드, 초산비닐 공중합 수지 등의 열가소성 수지가 주성분인 핫멜트 접착
제는 무용제형 접착제로서 환경 친화적이라는 장점 때문에 선진국에서는 이미 널리 적용되고
있고 국내에도 점차 용도가 크게 확대될 전망이다. 핫멜트의 장점으로는 순간 접착으로 빠른 접
착속도, 광범위한 용도, 재접착성, 무용제형, 경제성을 들 수 있으며 고성능화, 응용기술의 향상
에 의해 응용분야는 더욱 확대될 것이며 내열성이 유일한 단점이 되고 있다.
반응성 핫멜트 접착제는 기존 핫멜트 접착제의 내열성의 한계문제의 해결책으로서 최근 주
목되고 있다. 반응성 핫멜트 접착제는 가열․도포한 후 냉각․고화시키는 단계에서 일단 접착
이 완료되고, 그 후 고분자 반응, 가교 반응에 의해 내열성, 내약품성 등의 접착 특성이 대폭적
으로 향상되는 접착제이다. 따라서 종래의 핫멜트 접착제의 고속 접착과 무용제라는 이점을 살
리면서 내열성을 크게 향상시킨 접착제로서 건축소재, 자동차 산업분야에서 주목을 받고 있다.
반응형 접착제는 에폭시 수지계가 주류를 보이고 있으며, 토목,건축, 자동차, 전기, 전자분야
를 중심으로 성장하고 있다. 수요량은 많지 않으나 시아노아크릴레이트계는 반응형 순간접착제
로 시장을 확대하고 있으며 자외선(UV)경화형 접착제는 유리나 PC, 금속의 접착에 이용, 전기,
전자분야에서 많이 사용되고 있다. 용융온도를 높이지 않고 내열온도만을 향상시키기 위한 반
응성 타입으로서 방사선 가교형, 이소시아네이트기 말단 폴리우레탄, 실란 그라프트 폴리올레핀
등의 습기 경화형이 있다. 특히 카르복실기가 도입된 포화 폴리에스테르, 에폭시수지, 디아민 디
아미드를 배합한 열경화성 핫멜트 접착제는 자동차의 조립, 금속류의 접착제 유용하며 금속의
경우 접착시킨 후 열처리도 가능하다.
라. 접착제산업의 환경규제 현황
접착제와 관련한 규제로는 폐기물과 환경에 관계된 것이 많으며 환경규제는 주로 용제형 접
착제의 생산 및 적용 공정시 발생되는 VOCs의 제어에 목적이 있다. 접착제 산업에서 주로 발생
하는 VOCs는 피착제의 세척 공정시 발생하는 트리클로로에틸렌, 알코올류, 용제형 접착제의 주
성분인 벤젠, 톨루엔, 자일렌, 메틸에틸케톤(MEK), 희석재인 신나, 알코올류 등이 있다. VOCs는
대기오염물질로서 환경 및 건강에 향을 초래하여 국가별로 VOCs 감축을 대기질 관리의 주요
정책수단으로 이용하는 추세이다.
제4장 정밀화학산업의 환경 현황
83
최근 국내에서도 대기환경보전법 개정법률에 1999년 1월 1일부터 대기오염규제 지역내의
VOC 배출시설에 대한 규제를 명시하여 이에 따른 시행계획을 준비하고 있다. 또 노동부고시
제97-65호에 의한 작업장내 유해물질의 1일 8시간 노출기준은 톨루엔 : 100ppm, 크실렌 :
100ppm, 메탄올: 200ppm, 에탄올 : 1000ppm으로 정하 으며, 산업안전보건법시행규칙 제93조
제1항에 의무적 작업환경측정이 필요한 작업장에 용제형 접착제의 주성분인 톨루엔, 아세톤, 메
틸에틸케톤(MEK) 등 유기용제 54종, 특정화합물질 53종을 사용하여 업무를 행하는 옥내작업장
을 포함시켰다.
접착제산업과 직, 간접으로 관련된 국제환경조약으로는 지구온난화현상을 방지하기 위한 목
적으로 체결된 ‘기후변화협약 과 유해 폐기물의 국가간 이동을 방지하기 위한 '바젤협약'이 있
다. 바젤협약에서 규제하고 있는 대표적인 유해폐기물 대상물질은 의료 및 의약폐기물, 시안화
물폐기물, 폴리염화페닐류, 염료 및 도료폐기물, 접착제 폐기물, 중금속 등이다. 국제표준화기구
(International Standard Organization)의 ISO 14000시리즈는 원료조달에서 생산, 유통, 판매, 폐
기처분에 이르기까지 생산의 전 과정에 걸쳐 환경친화적인 경 체계를 구축한 사업체에게 부여
된다. 또 제품의 연구개발 및 원료선택 단계에서부터 생산공정, 유통, 판매, 폐기처리 등 기업 활
동의 전 과정에서 발생하는 환경오염을 적용대상으로 하고 있어 환경관련 기술개발촉진 등의
효과를 기대할 수 있다.
EU집행위원회의에서는 EU 회원국들은 2001년 4월까지 동 지침 준수에 필요한 국내법 규정
을 제정하거나 또는 필요한 행정조치를 취하고 이를 집행위에 통고하도록 하 다. 이 지침 제정
의 목적은 VOCs의 배출에서 비롯되는 직간접 효과 및 인체에 미치게 될 잠재적 위험을 방지 또
는 축소하기 위해 일정 수준 이상의 유기용매를 사용하는 활동에 관한 절차 및 조치를 규정하기
위함이었다. 동 지침 적용 대상 행위에는 접착코팅, 드라이 클리닝, 신발제조, 의약품 제조, 인
쇄, 고무 변형, 목재 및 플라스틱 접착 등이 있다.
Pollutant Release and Transfer Register(PRTR)법은 환경오염물질의 배출, 이동 등록에 관한
것으로 사업자가 대상이 되는 화학물질마다 공장, 사업장 등으로부터 대기, 배수, 토양 등의 환
경에의 배출량과 폐기물로서의 이동량을 자체 평가하여 정부에 보고하고 정부는 그 결과를 집
계해 이를 공표하는 것이다. 접착제 제조시 사용된 지정화학물질 예로서는 용제형 접착제용 유
기용제인 톨루엔, 자일렌, 메틸에틸 케톤, 디클로로메탄 등, 에폭시 수지계 접착제용 비스페놀A
형 액상에폭시 수지, 접착제, 실링제 성분 등이 있다.

정밀화학산업
84
마. 접착제산업의 환경오염 평가 현황
현재 사용 중인 유기용제형 접착제는 대부분 접착강도가 뛰어나고, 작업성이 우수한 장점이
있으나 가열접착 공정시 인체에 유독한 휘발성유기화합물질 배출로 인해 작업장 환경을 오염시
키고 있어 환경친화형 대체 접착제의 개발에 관심을 기울이고 있는 실정이다.
유기용제의 특성은 화학적으로 안정하고 상온에서 액체상태로 존재하다가 쉽게 휘발되는 성
질이 있으며 국내에서는 연간 수십만명이 직업적으로 작업장내 유기용제에 폭로되고 있고 그
수는 해마다 증가하는 추세이다. VOC 배출량도 도료와 접착제분야에서 전체배출량의 45% 이
상이나 수용화, 무용제화 기술개발로 점차 감소되고 있다.
기존 유기용제형 접착제는 MEK(methyl ethyl ketone), BTX(benzene, toluene, xylene) 등 유
기용제에 접착수지를 용해시켜 상온하 또는 가열시 용제의 휘발에 의해 접착이 이루어지기 때
문에 유기용제의 잔류시 완전 접착이 되지 않는다. 가열공정이 끝나면 접착제가 함유하고 있는
유기용제는 모두 작업장내 배출되어 작업장 환경을 오염시키고, 작업자의 건강상 문제를 유발
한다. 이와 같이 기존 유기 용제형 접착제는 접착물성 및 작업성이 우수하여 쉽게 적용하나 작
업장내 유해 환경요소 관리관점에서는 기본적인 VOC 농도측정 조차도 실시되는 경우가 적어
선결과제로 남아있는 상태이다. 특히 독성 유기용제에 만성 중독시 치료가 어렵고 유기용제의
특성상 현장작업 후 1∼2시간 후에는 측정성분의 체외배출로 정확한 검사수치를 얻기 어렵다.
작업장내 유해 환경요소를 제거하기 위한 방법으로는 대기오염 제어 시스템을 추가로 설치
하여 발생 오염물질을 포집하는 방법이 있으나 시설비, 유지관리비, 인력 등을 필요로 하고 있
어 업체별 경제적 여건상 적합하지 않고 또한 발생 유해물질의 후 처리 개념에서 벗어나지 못하
므로 근본적인 대책이라 할 수 없다. 또한 접착제가 함유하고 있는 유기용제를 근본적으로 친환
경 용매로 대체해야 하나 단순히 사용량을 줄이면 이는 접착제 고유의 조성에 변화를 줄 수 있
으므로 접착물성의 저하, 사용량 증가 및 접착제 단가 상승 등의 비효율적 향을 초래할 수 있
다. 그러므로 접착제 생산 및 접착공정이 이루어지는 작업장내 VOCs 농도를 비롯한 환경오염
측정을 보다 정 하고 신뢰성 있는 전문시험분석기관에 의뢰하여 발생되는 휘발성 물질의 종류
및 농도에 대한 유해성을 수시로 비교 평가하여 사전예방대책을 마련하여야 한다.
1) VOCs 측정 방법
유기용제형 접착제를 사용하는 작업장에서 동일한 실험조건하에서 실시하 으며 시료채취관
을 이용하여 휘발성 물질을 포집한다. 시료 채취기에 장착된 활성탄관과 실리카겔관을 발생원
위치에 부착하여 공기시료를 분당 0.2ℓ이하로 유지하고 각 각의 측정조건을 부여하여 일정시

제4장 정밀화학산업의 환경 현황
85
간 동안 채취한 후 gas chromatography를 이용하여 휘발성 물질의 종류 및 농도를 분석한다.
작업환경측정 결과의 평가는 노동부 고시 제2001-39호 규정에 의하여 실시한다.
작업장내 유해화학물질 허용농도는 노동부 고시 제 97-65호 준하여 평가하며 대표적인 유해
화학물질의 노출기준은 <표4-5-3>과 같다.
<표4-6-3> 유해화학물질의 노출기준 (단위 : ppm)
유해화학물질명 노 출 기 준 유해화학물질명 노 출 기 준
벤 젠 10 톨루엔 100
에틸아세테이트 400 아세톤 750
이소프로필알콜 400 트리클로로에틸렌 50
이소부틸알콜 50 크실렌 100
메틸이소부틸케톤 50 1.2.4-트리메틸벤젠 25
메틸에틸케톤 200 에틸렌글리콜 모노 에틸 에테르 아세테이트 5
메탄올 200에틸렌글리콜 모노 부틸에테르
25
노말헥산 50 디클로로메틸렌 50
노말부틸아세테이트 150 노말펜탄 600
스틸렌 50 n-부탄올 50
페놀 5
1)주 : a. TWA(time weighted average)-1일 8시간 작업을 기준으로 하여 유해요인의 측정농도에 발생
시간을 곱하여 8시간으로 나눈 농도를 말하며 산출공식은 다음과 같다.
TWA농도 = C 1 T 1+ C 2 C 2+...+ C n T n
8
2)주 : b. STEL(short term exposure limit) - 1회에 노출되는 경우의 허용농도로 이 농도이하에서는 1
회 노출간격이 1시간 이상인 경우 1일 작업시간 동안 4회까지 노출이 허용될 수 있는 농도를
말한다.
C : 유해요인의 측정농도, T : 유해요인의 발생시간

정밀화학산업
86
2) 유해유출물 화학적 독성 평가
접착제의 사후 즉, 피착체간 결합공정에 사용된 접착제는 적용제품의 수명이 다하면 매립과
같은 폐기물 처리과정을 거치게 되는데 이때 이미 사용된 접착제도 환경에 방치되기 마련이다.
일반적으로 접착제 제조에 사용되는 고분자의 종류로는 에폭시, 페놀, 아크릴, 실리콘, 우레탄
및 고무 등 다양한 합성 고분자가 있으며, 이들 대부분은 액상으로 존재하다가 경화과정을 거쳐
고화되면서 접착력을 발현화게 된다. 접착제의 경화거동은 선상의 고분자물이 열이나 기타 촉
매 등의 반응을 통해 3차원 망상구조를 형성하여 고화되며, 이 경화물은 완전 경화시에는 구조
적으로 매우 안정하기 때문에 접착력을 유지함과 동시에 분해되기가 어렵고 화학적으로 안정한
특성을 지니고 있다. 그러나 불완전 경화시 미반응물이나 주, 부원료 자체의 유해유출물 화학적
독성 평가는 사용공정상 VOCs 평가와 더불어 접착제 사용 후 환경에 미치는 향 평가에 중요
한 항목이다. pH 변화, 중금속류, 총 고형분량 및 총산화물질량의 측정값은 대한약전의 화학적
독성실험 기준을 바탕으로 접착제 경화물이 인체에 미치는 환경 위해성을 판단한다.
<표4-6-4> 경화 후 접착제 유출물의 화학적 독성실험 기준예
시 료 pH 변 화* 중금속류(ppm) 총고형분(㎎/㎖) 총산화물질(㎖)**
기 준 〈 1.5 〈 20 〈 10 〈 1.0
1)표준 pH : 7, ** KMnO4 소비량 측정에 의한 값
2. 접착제 산업의 기술개발 전망 및 과제
가. 기술개발 전망
접착제 산업에서는 용제형이 우선 개발된 후 수성, 반응형, 광경화형, 핫멜트 접착제로 변천
하며 기술적 향상을 보이고 있다. 특히 저공해 또는 무공해성 환경친화적인 접착제와 특수 사용
환경하에서 내구성을 유지하는 고기능성 접착제 분야가 주류를 이룰 것으로 전망된다. 향후 개
발 과제로는 수성, 무용제형, 반응성 핫멜트 접착제 등 환경친화형 접착제를 필두로 탄성접착제,
자외선 경화형 접착제, 유면접착제, 고강력 구조접착제, 등의 고기능성 접착제를 집중 육성하여
야 하며 생분해성을 갖는 접착제, 천연접착소재 유래 접착제등의 자연친화적 접착제 등이 있다.

제4장 정밀화학산업의 환경 현황
87
미국, 일본, 유럽 등 접착제산업 선진국은 전세계 각종 접착제 수요의 80% 이상을 생산 공급
하고 있으며 환경친화형 접착제의 주요 구성성분인 고기능성 수용성 또는 열가소성수지, 혼화
제, 경화제, 촉매 등을 독점적으로 공급하고 있다. 국내에서는 제품의 고부가가치화를 위해 꾸준
한 연구개발 결과로 배합기술 및 생산기술의 축적은 일부 이루어지고 있으나 촉매개발, 수지 합
성기술개발을 통한 핵심 주․부원료 개질, 대체소재 선정, 조성변환기술, 기능성 프라이머, 접착
제 적용공정 장치 및 재활용기술 개발이 시급한 실정이다. 접착제 업계는 우선 생산현장에서 점
증적으로 강화되고 있는 환경규제 대응방안과 접착공정여건의 개선을 통해 유독성 용제의 사용
및 VOCs 방출을 최대한 억제할 수 있는 기술개발 및 시설확충에 노력하여야 한다. 또 정부의
체계적이고 전략적인 지원하에 산․ 학․연 협력연구를 통해 환경친화형 접착제 개발을 위한
요소기술 및 향후 주목되는 기술 분야를 중심으로 원천기술을 확보하여 독자적인 기술력을 확
충해 나가야 한다.
<표4-6-5>에는 향후 환경친화형 접착제의 연구개발 방향을 결정할 시의 선결고려사항인 기
존 저독성/무독성 종류별 대표적 개발저해요소 현안을 나타내었다.
<표4-6-5> 환경친화형 접착제 종류별 개발저해요소 현안
접 착 제 종 류 개 발 저 해 요 소
수 용 성 형 ,에 멀 젼 형
사용후 잔류물 폐기시 수질오염성,
유기용제형 대비 저접착력,
무용제 경화형이액형은 적용성 저하, 일액형은 저장성 저하,
미반응 잔존 모노머의 환경오염성
핫 멜 트 형열가소성이므로 내열성 저하,
반응형, 유기용제형 대비 저접착력
생 분 해 형저장성 저하로 방부제 처리,
타접착제 대비 저내구성, 저접착강도
나. 기술개발 과제
접착제의 기능성 별로 다양한 연구가 진행되어 용도별 고기능성 접착제는 대부분 실용화되
고 있다. 그러므로 향후 개발과제는 아래에 나열한 바와 같이 환경친화적이며 복합기능을 갖는

정밀화학산업
88
다기능성 접착제의 신조성 및 기반기술 개발에 주안점을 두어야 할 것이다.
환경친화형 고내열성 일액형 구조접착제 개발
무용제형 반응성 핫멜트 접착제 개발
난접착수지용 환경친화형 접착제 개발
천연접착소재 유래 자연친화적 접착제 개발
환경친화형 접착제 주․부원료용 신소재(개질 및 합성) 개발
접착제 환경친화성 평가 기술(LCA, 분석평가기법) 개발
재활용/재이용 가능 접착제의 개발
접착제 폐기물 재활용 기술 개발
상기 향후 개발과제의 필요성을 상호 연관지어 각론적으로 서술하면 다음과 같다.
환경친화형 고내열성 일액형 구조접착제는 반도체, 자동차, 전기, 전자 및 항공산업의 발전에
따라 향후 급속한 수요증대가 예상되므로 가교성 관능기를 포함하는 수지 개발, 새로운 내열성
소재 및 첨가제의 개발이 고내열성 접착제의 연구방향이 될 것이다.
현재 단기간의 300∼500℃ 적용조건하에서 접착강도를 갖는 내열성 수지들이 개발되고 있으
나 환경친화성 및 가혹한 사용조건하 용접이나 체결방식을 대체할 장기 요구물성 충족에 의한
신뢰성 확보는 제한적이다. 기존 열경화형 이액형 에폭시계 및 유기용제형 페놀계 구조접착제
의 환경친화형 내열성 구조접착제로서 대체연구의 방향은 저가격, 혼합 후 가사시간 연장, 접착
후 경화시간 단축에 있다. 저장기간이 긴 수용성 일액형화에 의한 공정편의성 확립과 환경친화
성의 확보를 위한 무독성 수용성 수지계 및 천연소재로의 주, 부원료 변환된 신조성 개발도 필
요하다.
연구 예로는 금속과 복합재료의 접합공정에 쓰이는 기존 VOC free 고강력 접착제 제조시의
BTX류 등 각종 유기용제를 물로 대체하고 수용성 수지와 유연성 부여 수지가 주성분인 환경친
화성 고내열성 일액형 구조접착제를 들 수 있다.
무용제형 반응성 핫멜트 접착제는 용융 도포 후 냉각 고화시키는 1차 접착 완료 후 주성분내
함유 functional기의 가교 반응에 의해 내열성, 내약품성, 내구성 등의 접착 특성이 크게 향상된
다. 반응성 핫멜트 접착제는 열가소성 수지인 핫멜트 자체의 내열성의 한계를 극복하기 위하여
주목 받고 있다. 기존 핫멜트 접착제의 고속 접착성, 무용제형의 환경친화적 장점은 반드시 유
지하면서 용융온도도 높이지 않고 제반성능을 크게 향상시키기 위해 카르복실기, 이소시아네이
트기, 에폭시기, 아민계, 실란 등의 functional기를 도입한 개질수지를 활용한 제조기술 등을 개
발하여야 한다.

제4장 정밀화학산업의 환경 현황
89
난접착수지용 환경친화형 접착제 개발에는 폴리올레핀류는 소수성, 비활성 특성으로 인하여
자체접착 및 타 소재와의 접착이 어려운 소재이므로 특수조성의 기능성 접착제를 개발하여야
하며 접착부위별로 균일하고 강력한 접착성과 사용조건하 기후변화에 따른 내환경성이 요구된
다. 기존 폴리올레핀류와 이종소재와의 접착제로는 -OH, -COOH, -NH2 등의 친수성 작용기가
도입된 구조의 PE 및 PP계 열가소성 수지를 주원료로 한 제품이 주류를 이루고 있으며 환경친
화성에는 문제가 없으나 도입 친수성기의 종류, 함량, 안정성 등에 따라 접착력에 큰 차이를 가
져오므로 접착불량의 주원인이 되고 있다.
동일 용도용 에폭시계 접착제는 2 액형의 용제형이며 5배 이상 고가이므로 저독성 또는 무독
성의 환경친화형 일액형 접착제를 개발하여야 한다. 아울러 PET, PC 접착성형 제품화용 내열
및 내한성이 개선된 무독성 핫멜트계 접착제의 개발도 요구된다.
천연접착소재 유래 자연친화적 접착제는 식물성과 동물성 접착성분으로 구별되며 합성접착
제에 비하여 접착력 및 장기저장성의 개선이 요구된다. 그러므로 첨가제 부여, 조성변환 연구를
통해 방부제 없이도 장기보존성 및 요구강도를 확보한 후 범용용도에 화학 접착제 대용으로 활
용한다면 인체유해성 제거는 물론이고 환경문제 등 화학접착제로 인한 제반부작용을 저감할 수
있을 것이다. 또 일부 패각류의 피착제에 대한 내염수성 및 강한 부착력을 발현하는 천연원인물
질의 성분분석 및 접착 mechanism 연구 등과 같은 천연접착력을 모방 재현하는 기술개발도 경
제성이 요구되지 않는 특수용도용으로 필요하다.
환경친화형 접착제 주․부원료용 신소재(개질 및 합성) 개발에 필요한 수용성 고분자 수지
및 에멀젼 등 주․원료류는 국내에서도 생산 공급되고 외국조성을 모방한 특수 용도용 접착제
제조시에는 외산원료를 주로 사용하고 있다. 그러므로 새로운 환경친화형 접착제의 설계단계에
서부터 최적 국산 주․부원료의 대체국산화를 위한 개질 및 합성연구가 요구된다.
접착제 환경친화성 평가 기술(LCA, 분석평가기법) 개발을 통해 소재별, 용도별로 접착제 생
산 및 접착공정이 이루어지는 작업장내 VOCs 농도를 비롯한 각종 환경오염인자의 측정을 보다
정 하고 신뢰성 있는 평가기준과 시험분석법에 의해 수행하고 환경오염인자의 종류 및 농도
측정결과를 기준으로 사전예방대책을 마련하여야 한다.
재활용/재이용 가능 접착제의 개발을 통해 가전용, 각종 부품 접합용 기존 열경화성 수지계
접착제의 문제점인 적용제품의 재활용을 위한 부품별 해체시 3차원가교구조 형성에 의한 높은
접착성으로 부품파괴의 원인이 되는 점과 재활용/재이용 저해요인이 되어 폐기물을 양산시키는
문제를 동시에 해결할 수 있다. 기존 열경화성 수지계 접착제는 초기에는 실온에서 저점도인 저
분자 액상상태에서 열을 가하면 초기에는 각 분자간에 성긴구조의 network를 형성하여 gel화
정밀화학산업
90
된 후 점점 치 해져 완전 경화된다. 완전 경화후에는 불용불융의 상태이므로 가열공정, 화학적
처리에 의해서도 해체가 어렵다. 그러므로 완전경화 후에도 고온 처리시 재 액화되어 해체가 용
이한 재활용/재이용 가능 접착제의 개발이 요구되며 아울러 환경친화형 저공해/무공해 신조성
의 개발도 병행되어야 할 것이다.
접착제 폐기물 재활용 기술은 사후처리 개념의 기술과제이나 생산공정 페기물 및 사용후 경
화물의 재활용과 관련된 연구개발이 이루어져야 할 것이다. 대상 연구 분야로는 경화물내 미반
응 활성기나 모노머를 활용한 재활용기술과 완전경화물의 첨가제로의 활용을 위한 분말화 및
배합성분 조정 등 재활용 제품 생산을 위한 요소기술을 들 수 있다.

제4장 정밀화학산업의 환경 현황
91
제7절 의약산업의 현황 및 향후 전망
1. 국내 의약산업 동향
의약산업은 기술 집약적이고 부가가치가 높은 산업으로 제조공정이 여러 단계로 기술내용이
복잡하며 모방이 어려운 정 화학 산업이다. 선진국은 높은 기술수준 및 자본을 투입하여 신약
개발 연구에서부터 합성원료 생산에 집중하고 있으며 후진국은 선진국이 생산한 합성원료를 수
입하여 제제화 및 포장 판매하는 수준이다. 국내 제약 산업은 시장규모의 급속한 성장과 함께
신약개발에 노력을 기울이는 동시에 항생제 등과 의약 중간체를 수입하여 합성원료를 생산하고
있다. 2000년 항생물질제제 매출은 1조4천억 원으로 1999년에 비해 14.4% 증가하 으며 매출비
중은 17.9%를 차지한다. 국내 의약품 시장은 내수용 완제품을 중심으로 복제의약품 및 일반의약
품 비중이 높은 실정이다.
의약산업은 2002년과 2003년 각각 12.3%, 11.1% 성장이 예상되어 10년간 연평균 성장 율
10.9%를 초과할 전망이다. 2001년 국내 주요 제약기업의 매출은 의약분업 실시에 따른 처방건수
의 증가 및 고가 의약품의 사용증가로 18.7% 성장한 3조 3,255억원의 매출을 이루었다. 2002년
과 2003년은 정부의 적극적인 의료비 억제정책에 따라 각각 12.3%, 11.1%의 성장이 예상된다.
의약품 출하지수는 2002.5 월 152.8를 시현하여 상승 추세가 지속되고 있으며 전년 동기에 비해
서도 9.2% 증가하 다.
매출 전망 의약품출하지수(전년 동기비)
1)자료: 대신경제연구소 2)주: 거래소 및 코스닥기업 35개사의 실적임
96.1 97.1 98.1 99.1 00.1 01.1 02.1
천억원
증감률(우)
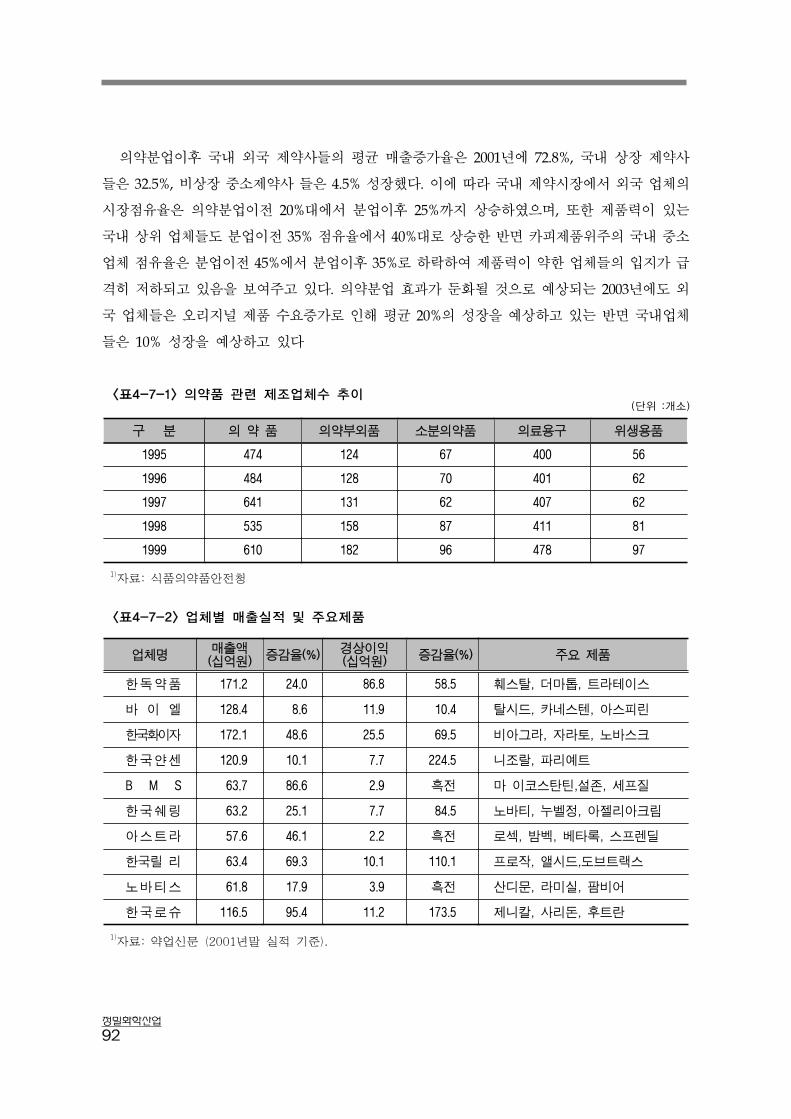
정밀화학산업
92
의약분업이후 국내 외국 제약사들의 평균 매출증가율은 2001년에 72.8%, 국내 상장 제약사
들은 32.5%, 비상장 중소제약사 들은 4.5% 성장했다. 이에 따라 국내 제약시장에서 외국 업체의
시장점유율은 의약분업이전 20%대에서 분업이후 25%까지 상승하 으며, 또한 제품력이 있는
국내 상위 업체들도 분업이전 35% 점유율에서 40%대로 상승한 반면 카피제품위주의 국내 중소
업체 점유율은 분업이전 45%에서 분업이후 35%로 하락하여 제품력이 약한 업체들의 입지가 급
격히 저하되고 있음을 보여주고 있다. 의약분업 효과가 둔화될 것으로 예상되는 2003년에도 외
국 업체들은 오리지널 제품 수요증가로 인해 평균 20%의 성장을 예상하고 있는 반면 국내업체
들은 10% 성장을 예상하고 있다
<표4-7-1> 의약품 관련 제조업체수 추이(단위 :개소)
구 분 의 약 품 의약부외품 소분의약품 의료용구 위생용품
1995 474 124 67 400 56
1996 484 128 70 401 62
1997 641 131 62 407 62
1998 535 158 87 411 81
1999 610 182 96 478 97
1)자료: 식품의약품안전청
<표4-7-2> 업체별 매출실적 및 주요제품
업체명 매출액 (십억원) 증감율(%) 경상이익
(십억원) 증감율(%) 주요 제품
한독약품 171.2 24.0 86.8 58.5 훼스탈, 더마톱, 트라테이스
바 이 엘 128.4 8.6 11.9 10.4 탈시드, 카네스텐, 아스피린
한국화이자 172.1 48.6 25.5 69.5 비아그라, 자라토, 노바스크
한국얀센 120.9 10.1 7.7 224.5 니조랄, 파리예트
B M S 63.7 86.6 2.9 흑전 마 이코스탄틴,설존, 세프질
한국쉐링 63.2 25.1 7.7 84.5 노바티, 누벨정, 아젤리아크림
아스트라 57.6 46.1 2.2 흑전 로섹, 밤벡, 베타록, 스프렌딜
한국릴 리 63.4 69.3 10.1 110.1 프로작, 앨시드,도브트랙스
노바티스 61.8 17.9 3.9 흑전 산디문, 라미실, 팜비어
한국로슈 116.5 95.4 11.2 173.5 제니칼, 사리돈, 후트란
1)자료: 약업신문 (2001년말 실적 기준).
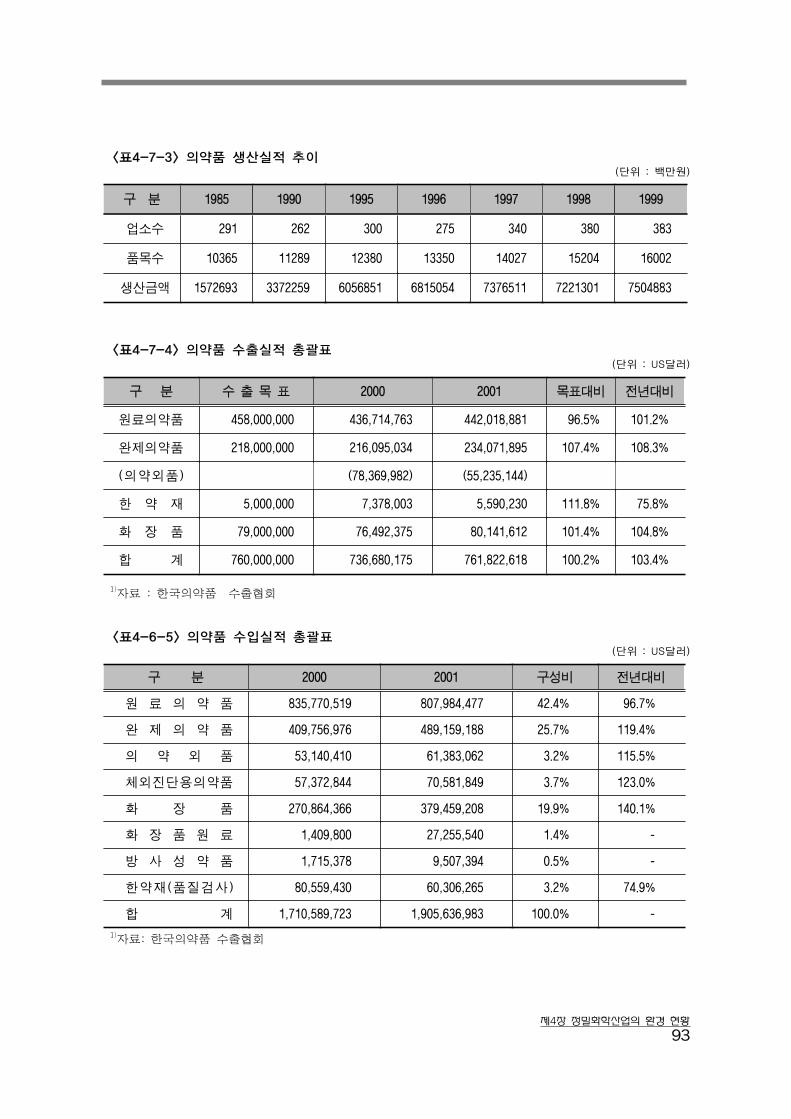
제4장 정밀화학산업의 환경 현황
93
<표4-7-3> 의약품 생산실적 추이(단위 : 백만원)
구 분 1985 1990 1995 1996 1997 1998 1999
업소수 291 262 300 275 340 380 383
품목수 10365 11289 12380 13350 14027 15204 16002
생산금액 1572693 3372259 6056851 6815054 7376511 7221301 7504883
<표4-7-4> 의약품 수출실적 총괄표(단위 : US달러)
구 분 수 출 목 표 2000 2001 목표대비 전년대비
원료의약품 458,000,000 436,714,763 442,018,881 96.5% 101.2%
완제의약품 218,000,000 216,095,034 234,071,895 107.4% 108.3%
(의약외품) (78,369,982) (55,235,144)
한 약 재 5,000,000 7,378,003 5,590,230 111.8% 75.8%
화 장 품 79,000,000 76,492,375 80,141,612 101.4% 104.8%
합 계 760,000,000 736,680,175 761,822,618 100.2% 103.4%
1)자료 : 한국의약품 수출협회
<표4-6-5> 의약품 수입실적 총괄표(단위 : US달러)
구 분 2000 2001 구성비 전년대비
원 료 의 약 품 835,770,519 807,984,477 42.4% 96.7%
완 제 의 약 품 409,756,976 489,159,188 25.7% 119.4%
의 약 외 품 53,140,410 61,383,062 3.2% 115.5%
체외진단용의약품 57,372,844 70,581,849 3.7% 123.0%
화 장 품 270,864,366 379,459,208 19.9% 140.1%
화 장 품 원 료 1,409,800 27,255,540 1.4% -
방 사 성 약 품 1,715,378 9,507,394 0.5% -
한약재(품질검사) 80,559,430 60,306,265 3.2% 74.9%
합 계 1,710,589,723 1,905,636,983 100.0% -
1)자료: 한국의약품 수출협회

정밀화학산업
94
국내기업들은 오리지널 제품 경쟁이 가속화와 높아지는 로열티 문제로 신약보다는 구내에
소개되지 않은 제품이나 특허 기간이 만료되면 곧 바로 생산할 수 있는 제너릭 제품 생산에 많
은 관심을 기울이고 있다. 제너릭 제품은 신약과 달리 도입비용이 적게 들면서 대형 품목화 할
수 있는 장점이 있다. 최근 국내 기업들은2005년 까지 물질 특허가 만료되는 대형제품들을 시판
한다는 목표로 연구가 진행 중이다.
<표4-7-6> 국내 주요 제약회사의 제너릭 의약품 개발 현황
업 체 명 성 분 적 용 증 특허만료 시장규모(십억 달러)
종 근 당
심 바 스 타 틴 고 지 혈 증 2005.12 4.5
오 메 프 라 졸 위 궤 양 만료 18.5
사이클로스포린A 면역억제제 2014(조성물) 1.3
로 바 스 타 틴 고 지 혈 증 만료 -
제 일 제 당심 바 스 타 틴 고 지 혈 증 2001.6 4.5
세 프 트 리 악 손 항 생 제 만료 1.2
한 미 약 품
온 단 세 트 론 항 구 토 제 2005.1 0.6
란 소 프 라 졸 위 궤 양 2004.6 0.2
암 로 피 딘 고 혈 압 2007.5 2.7
아지스로마이신 항 생 제 2003.8 1.1
세 프 트 리 악 손 항 생 제 만료 1.2
사이클로스포린A 면역억제제 2014(조성물) 1.3
이 트 라 코 나 졸 항 진 균 제 2017(조성물) 0.6
동 아 제 약 이 트 라 코 나 졸 항 진 균 제 2017(조성물) 0.6
1)자료 : 현대증권 2002.7
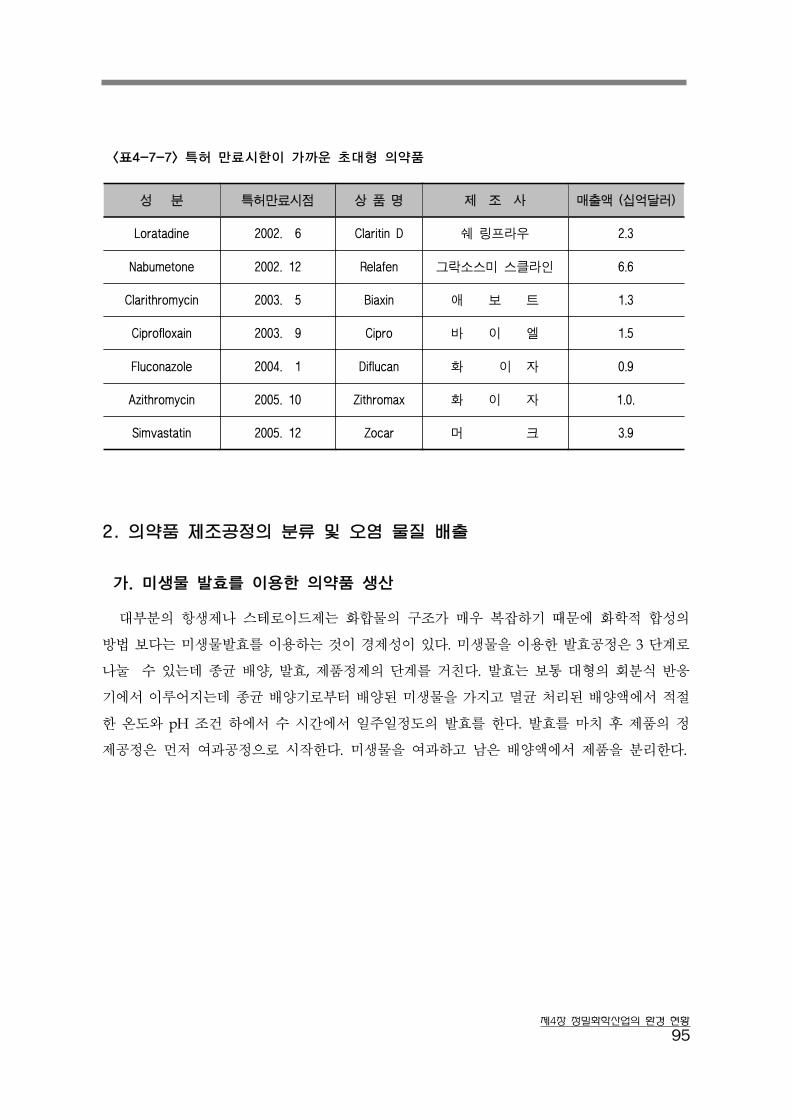
제4장 정밀화학산업의 환경 현황
95
<표4-7-7> 특허 만료시한이 가까운 초대형 의약품
성 분 특허만료시점 상 품 명 제 조 사 매출액 (십억달러)
Loratadine 2002. 6 Claritin D 쉐 링프라우 2.3
Nabumetone 2002. 12 Relafen 그락소스미 스클라인 6.6
Clarithromycin 2003. 5 Biaxin 애 보 트 1.3
Ciprofloxain 2003. 9 Cipro 바 이 엘 1.5
Fluconazole 2004. 1 Diflucan 화 이 자 0.9
Azithromycin 2005. 10 Zithromax 화 이 자 1.0.
Simvastatin 2005. 12 Zocar 머 크 3.9
2. 의약품 제조공정의 분류 및 오염 물질 배출
가. 미생물 발효를 이용한 의약품 생산
대부분의 항생제나 스테로이드제는 화합물의 구조가 매우 복잡하기 때문에 화학적 합성의
방법 보다는 미생물발효를 이용하는 것이 경제성이 있다. 미생물을 이용한 발효공정은 3 단계로
나눌 수 있는데 종균 배양, 발효, 제품정제의 단계를 거친다. 발효는 보통 대형의 회분식 반응
기에서 이루어지는데 종균 배양기로부터 배양된 미생물을 가지고 멸균 처리된 배양액에서 적절
한 온도와 pH 조건 하에서 수 시간에서 일주일정도의 발효를 한다. 발효를 마치 후 제품의 정
제공정은 먼저 여과공정으로 시작한다. 미생물을 여과하고 남은 배양액에서 제품을 분리한다.

정밀화학산업
96
발 효 여 과침전 또는 용해
분 리종균배양약효성분물질
필터케이크 슬러지폐수 (유기용매)
폐수 (유기용매)
배양액유기용매또는 금속염 유기용매
〔그림4-7-1〕 미생물 발효를 이용한 의약품 생산 공정도
이때 유기용매를 이용한 추출로서 제품을 배양액으로부터 분리하고 하는 데 이때 사용된 용
매는 대부분은 회수되어 재사용되지만 일정량은 폐기 처리한다. 발효 후 추출 용매로 많이 쓰
이는 화합물에는 아세톤, 메탄올, 이소프로판올, 에탄올, 아 알코올, 메틸이소부틸케톤(MIBK)
등이 있다.
직접침전법으로 제품을 배양액으로부터 분리하기도 하는데 중금속침전법이 많이 쓰인다. 제
품을 금속의 염의 형태로 만들어 배양액에서 침전시킨 후 고체상태의 염을 배양액에서 분리한
다. 제품은 고체상태의 염에서 다시 추출해내며 이때 사용되었던 금속이온 주로 구리나 아연이
주 오염 물질로 폐기 처리된다.
이온교환법이나 흡착은 이온교환수지나 흡착수지, 활성탄 등의 고형물질을 이용하여 제품을
배양액으로부터 분리한다. 흡착된 제품은 다시 용매를 사용하여 고형물질에서 탈착시키며 탈착
후 용매를 증발시킴으로 제품을 얻는다.
발효 도중 바이러스 등에 의하여 배양액이 오염될 경우에는 대형 발효기내에 있는 감염된 미
생물과 배양액 전체를 폐기해야 함으로 짧은 시간에 대량의 폐기물이 나온다. 발효 초기에 오염
이 될수록 폐기물 내에 양분이 많으므로 폐수처리가 어렵다.
고온의 증기는 멸균 시 주로 사용되는데 이때 세척제와 살균제가 함께 쓰이므로 폐기물의 부
담을 가중시킨다. 살균제로는 페놀이 주로 사용되며 이는 주 오염물질의 하나이다. 발효의 종류
에 따라서 황 및 산화질소류로 인한 대기오염의 가능성도 존재한다. 발효 정제 후 최종적으로
남는 폐액은 일반적으로 BOD, COD, TSS농도가 높음으로 오염을 막기 위해서는 세심한 주의가
필요하다.
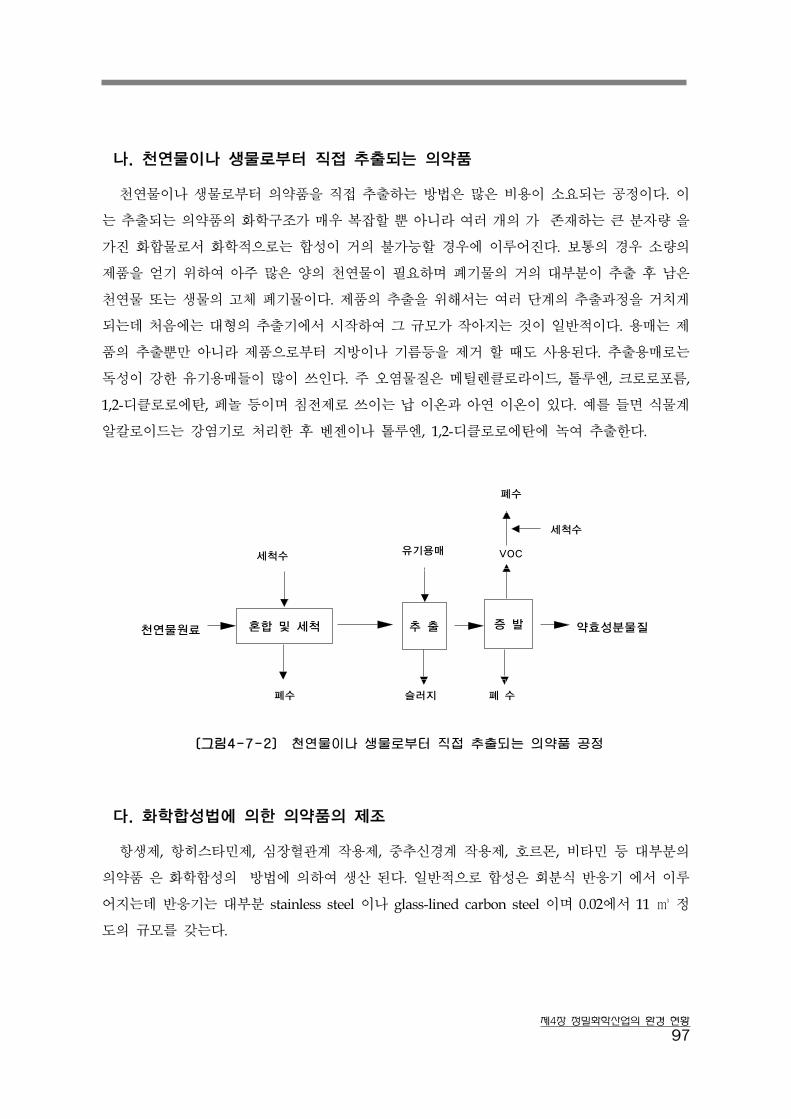
제4장 정밀화학산업의 환경 현황
97
나. 천연물이나 생물로부터 직접 추출되는 의약품
천연물이나 생물로부터 의약품을 직접 추출하는 방법은 많은 비용이 소요되는 공정이다. 이
는 추출되는 의약품의 화학구조가 매우 복잡할 뿐 아니라 여러 개의 가 존재하는 큰 분자량 을
가진 화합물로서 화학적으로는 합성이 거의 불가능할 경우에 이루어진다. 보통의 경우 소량의
제품을 얻기 위하여 아주 많은 양의 천연물이 필요하며 폐기물의 거의 대부분이 추출 후 남은
천연물 또는 생물의 고체 폐기물이다. 제품의 추출을 위해서는 여러 단계의 추출과정을 거치게
되는데 처음에는 대형의 추출기에서 시작하여 그 규모가 작아지는 것이 일반적이다. 용매는 제
품의 추출뿐만 아니라 제품으로부터 지방이나 기름등을 제거 할 때도 사용된다. 추출용매로는
독성이 강한 유기용매들이 많이 쓰인다. 주 오염물질은 메틸렌클로라이드, 톨루엔, 크로로포름,
1,2-디클로로에탄, 페놀 등이며 침전제로 쓰이는 납 이온과 아연 이온이 있다. 예를 들면 식물계
알칼로이드는 강염기로 처리한 후 벤젠이나 톨루엔, 1,2-디클로로에탄에 녹여 추출한다.
〔그림4-7-2〕 천연물이나 생물로부터 직접 추출되는 의약품 공정
다. 화학합성법에 의한 의약품의 제조
항생제, 항히스타민제, 심장혈관계 작용제, 중추신경계 작용제, 호르몬, 비타민 등 대부분의
의약품 은 화학합성의 방법에 의하여 생산 된다. 일반적으로 합성은 회분식 반응기 에서 이루
어지는데 반응기는 대부분 stainless steel 이나 glass-lined carbon steel 이며 0.02에서 11 ㎥ 정
도의 규모를 갖는다.
혼합 및 세척 추 출 증 발 천연물원료 약효성분물질
폐수 슬러지 폐 수
세척수 유기용매 VOC
폐수
세척수
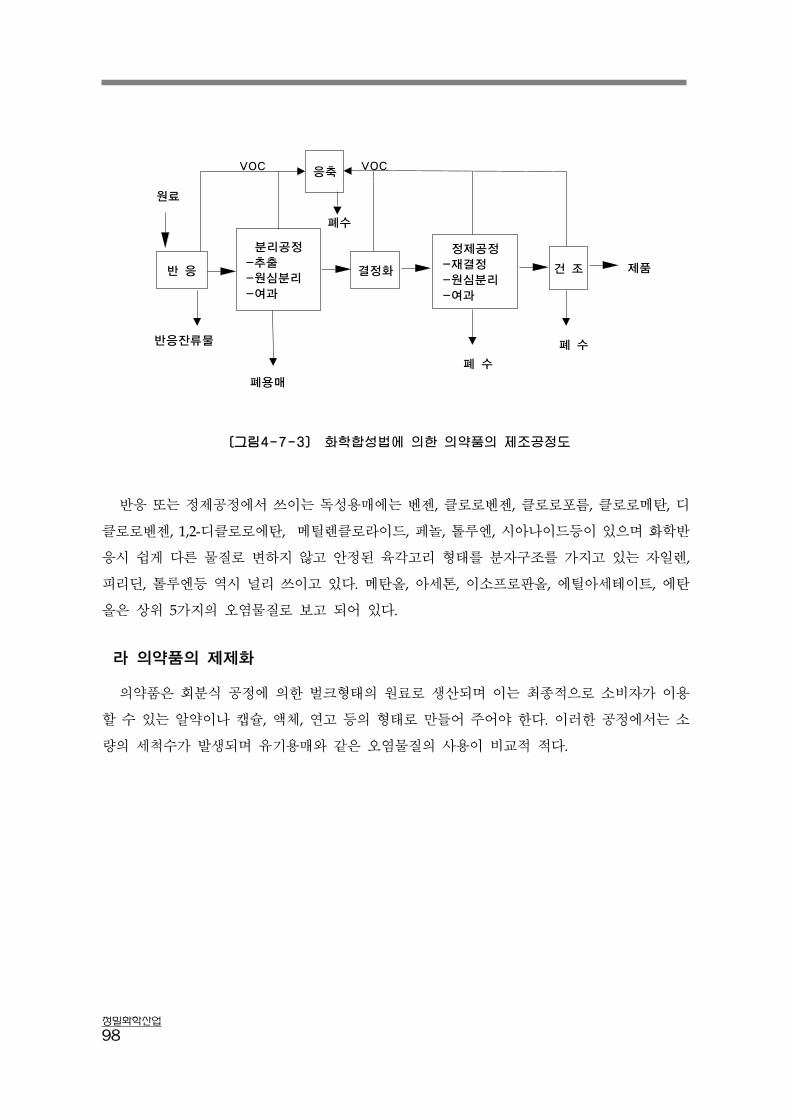
정밀화학산업
98
반응잔류물
폐용매
폐 수
분리공정 -추출 -원심분리 -여과
결정화
정제공정 -재결정 -원심분리 -여과
건 조반 응
원료
VOC
폐수
응축 VOC
폐 수
제품
〔그림4-7-3〕 화학합성법에 의한 의약품의 제조공정도
반응 또는 정제공정에서 쓰이는 독성용매에는 벤젠, 클로로벤젠, 클로로포름, 클로로메탄, 디
클로로벤젠, 1,2-디클로로에탄, 메틸렌클로라이드, 페놀, 톨루엔, 시아나이드등이 있으며 화학반
응시 쉽게 다른 물질로 변하지 않고 안정된 육각고리 형태를 분자구조를 가지고 있는 자일렌,
피리딘, 톨루엔등 역시 널리 쓰이고 있다. 메탄올, 아세톤, 이소프로판올, 에틸아세테이트, 에탄
올은 상위 5가지의 오염물질로 보고 되어 있다.
라 의약품의 제제화
의약품은 회분식 공정에 의한 벌크형태의 원료로 생산되며 이는 최종적으로 소비자가 이용
할 수 있는 알약이나 캡슐, 액체, 연고 등의 형태로 만들어 주어야 한다. 이러한 공정에서는 소
량의 세척수가 발생되며 유기용매와 같은 오염물질의 사용이 비교적 적다.

제4장 정밀화학산업의 환경 현황
99
혼합 및 그래뉼화
캡슐화정제화
장치세척약효성분 물질 제품
폐수 수계용매 폐수
바인더(sugar,starch) VOC
〔그림4-7-4〕 의약품 제제화 공정도
3. 국내외 청정기술 개발 현황
의약산업은 투입되는 원료물질의 양에 비하여 제품의 양이 현저하게 적기 때문에 많은 양의
잔류 폐기물이 생성되는 특징을 가지고 있다. 위에서 살펴 본 바와 같이 발효를 이용한 의약품
의 제조와 천연물에서 직접 추출되는 의약품의 경우 특히 소량의 약효성분 물질을 얻기 위해
다량의 원료물질이 투입되며, 이로 인하여 많은 오염물질이 배출되고 있는 실정이며 화학합성
의 경우에도 다른 산업의 폐수와 달리 고농도의 유기물, 난분 해성 물질 및 COD를 쉽게 증가
시키는 유기용매 등이 어우러진 복합폐수로 배출된다. 이러한 오염물질의 생성을 방지하기위한
노력은 여러 분야에서 찾아 볼 수 있다.
가. 화학합성 단계의 단축을 통한 청정생산
화학반응의 단계를 단축시킴으로 단축된 공정에서 사용되었던 원재료의 절감과 함께 부산물
및 오염물질의 생성을 제거할 수 있으며, 생성된 폐수의 처리 비용까지 절감할 수 있다. Pfizer
의 Sertraline 제조공정을 살펴보면 반응 단계를 단축함으로써 Sertraline 1톤당 60,000갤런의 용
매 소비량을 6,000갤런으로 축소시켰으며, 연간 440톤의 이산화티타늄과 150톤의 염산 (35%) 그
리고 100톤의 가성소다(50%)를 사용하지 않게 되었다. 또한 이로 인한 환경 부담을 덜게 되어
수십만달러의 비용을 절감하게 되었다.

정밀화학산업
100
O
ClC l
NC H3
C lC l
OH2
M ethylam ineE thano l +
Im ine (not isolated)
NC H3
C lC l
H
P d , CaCO 3E thanol
D -M andelic ac idE thanol
M ixture o f c is and trans isom er(not isolated )
N CH3
C lC l
H
S ertra line m ande la te
E thyl ace tateHC l HC l
S ertra line H C l (Zo loft)
N CH3
C lC l
H
또한 LG화학의 경우에는 퀴놀론계 항생제 제조 공정의 반응 단계를 크게 단축시킴으로 원료
와 다량의 유기용매의 사용을 절감할 수 있었다. 퀴놀론계 항생제 중간체 제조 공정에서 두 차
례의 반응 후 여과 및 결정화 공정을 거쳐, 다시 세 차례의 반응을 시키는 총 7단계의 공정을
새로운 화학합성 경로와 촉매를 이용하여 한 단계로 줄일 수 있었다.
나. 반응공정의 최적화를 통한 청정생산
Bristol-Myers Squibb 의 경우 반응물과 생성물 그리고 부산물의 용해도 특성을 이용하여
Taxol의 중간체를 대량 생산하는 공정을 청정생산으로 개선하 다. 기존의 공정은 벤젠과의 공
비증류 그리고 벤젠의 증발공정을 거친 후 나머지를 dichloromethane에 녹여 cyclo-addition을
시킨 후 ethyl acetate/heptan 으로 침전시킨다. 이 공정은 벤젠을 증발시키는 과정을 대형화하
기 어렵다는 커다란 단점이 있다.
CHO NH2
OMe
N
OMe
R3NO
OCl
O
O
OCH C O
+
O
O
NO
C6H5
OMe
+

제4장 정밀화학산업의 환경 현황
101
새로 개발된 공정에서는 벤젠대신 톨루엔을 이용하 는데 반응이 진행되면서 생성물과 부산
물인 amine hydrochloride가 침전을 하 으나 물을 첨가해 주었을 때 부산물은 물에 쉽게 녹았
다. 반응은 톨루엔 층에서 일어나고 부산물은 수층으로 녹아 들어가고 반응 결과물은 침전을 함
으로 여과공정을 거쳐 생성물을 쉽게 회수하 다. 이때 수율도 기존의 68 %에서 87 %로 크게
증가하 다.
다. 연속공정을 이용한 의약품의 청정생산
다른 화학물질과 달리 의약품의 제조는 주로 회분식 반응기가 사용되고 있다. 회분식 반응기
의 경우 원료를 투입할 때와 반응이 끝난 후 반응물을 반응기로부터 빼낼 때 유기용매의 증기
가 다량 방출되며 화학물질을 다른 용기로 옮겨 부을 때에 흘릴 가능성이 있다. 또한 회분식 반
응기의 경우는 반응 후에 다음 반응을 위하여 다량의 유기용매 및 세척제를 이용하여 자주 세척
해 주어야 하기 때문에 많은 오염물질을 배출시킨다. 따라서 회분식 반응기를 연속식 반응기로
공정의 전체 또는 일부를 교체한다면 오염 물질인 다량의 유기용매의 사용을 줄일 수 있게 된
다. LG화학의 경우 퀴놀론계 항생제 중간체제조 공정 중에서 발열반응이 심한 회분식 반응공
정을 관형반응기를 이용한 연속공정으로 바꾸어 줌으로써 반응열을 효과적으로 제어하여 부산
물의 생성을 억제하 으며, 중간체 생산 수율을 최대한으로 올릴 수 있었다. 미국의 비타민 E
의 주요 생산자인 Hoffmann La Poche 공장에서는 많은 시설을 연속 공정으로 적용하여 오염
물질의 배출을 크게 절감하 다.
라. 의약품 제제화 단계에서의 청정기술
제품의 형태나 포장, 성분 등을 조정하여 오염물질의 사용이나 배출을 줄일 수 있는 청정기
술의 예로서 Galxo-Wellcome사의 잔탁코팅법을 들 수 있다. Galxo-Wellcome사의 경우 새로운
수용액상에서의 코팅방법을 채택함으로 잔탁의 알약 코팅에서 메틸렌 클로라이드, 이소프로필
알코올, 메탄올, 에탄올 사용을 없앨 수 있었다. Galxo-Wellcome사는 수용액상에서의 코팅공정
을 채택하기 전에 약효가 높은 온도와 습도에서 없어지는 문제를 해결하 고 또한 화합물이 코
팅 쪽으로 녹아나와 코팅의 색이 변하는 문제를 해결하 다. 150만달러을 투자하 으며 이로 인
하여 연간 28만 달러의 유기용매 구입비용과 폐기물 479톤의 폐기 비용 32만달러을 절약하 으
며 연간1만5천 파운드의 VOC 방출을 완전히 제거하 다.
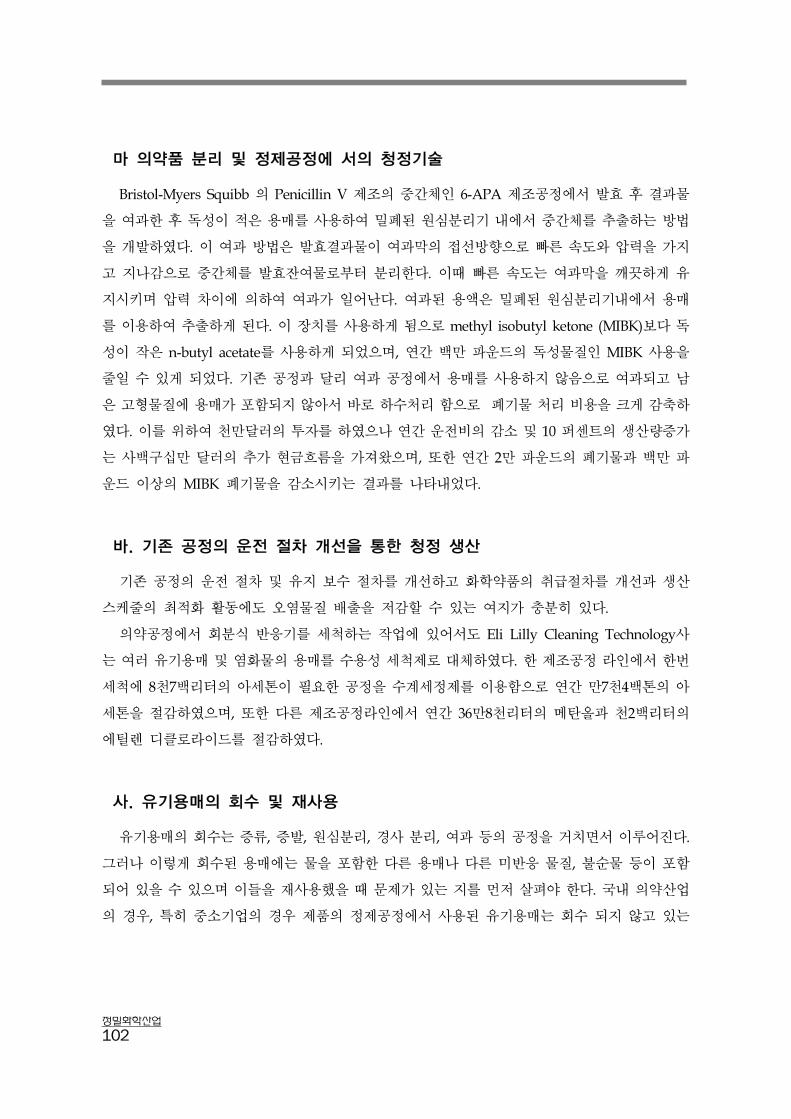
정밀화학산업
102
마 의약품 분리 및 정제공정에 서의 청정기술
Bristol-Myers Squibb 의 Penicillin V 제조의 중간체인 6-APA 제조공정에서 발효 후 결과물
을 여과한 후 독성이 적은 용매를 사용하여 폐된 원심분리기 내에서 중간체를 추출하는 방법
을 개발하 다. 이 여과 방법은 발효결과물이 여과막의 접선방향으로 빠른 속도와 압력을 가지
고 지나감으로 중간체를 발효잔여물로부터 분리한다. 이때 빠른 속도는 여과막을 깨끗하게 유
지시키며 압력 차이에 의하여 여과가 일어난다. 여과된 용액은 폐된 원심분리기내에서 용매
를 이용하여 추출하게 된다. 이 장치를 사용하게 됨으로 methyl isobutyl ketone (MIBK)보다 독
성이 작은 n-butyl acetate를 사용하게 되었으며, 연간 백만 파운드의 독성물질인 MIBK 사용을
줄일 수 있게 되었다. 기존 공정과 달리 여과 공정에서 용매를 사용하지 않음으로 여과되고 남
은 고형물질에 용매가 포함되지 않아서 바로 하수처리 함으로 폐기물 처리 비용을 크게 감축하
다. 이를 위하여 천만달러의 투자를 하 으나 연간 운전비의 감소 및 10 퍼센트의 생산량증가
는 사백구십만 달러의 추가 현금흐름을 가져왔으며, 또한 연간 2만 파운드의 폐기물과 백만 파
운드 이상의 MIBK 폐기물을 감소시키는 결과를 나타내었다.
바. 기존 공정의 운전 절차 개선을 통한 청정 생산
기존 공정의 운전 절차 및 유지 보수 절차를 개선하고 화학약품의 취급절차를 개선과 생산
스케줄의 최적화 활동에도 오염물질 배출을 저감할 수 있는 여지가 충분히 있다.
의약공정에서 회분식 반응기를 세척하는 작업에 있어서도 Eli Lilly Cleaning Technology사
는 여러 유기용매 및 염화물의 용매를 수용성 세척제로 대체하 다. 한 제조공정 라인에서 한번
세척에 8천7백리터의 아세톤이 필요한 공정을 수계세정제를 이용함으로 연간 만7천4백톤의 아
세톤을 절감하 으며, 또한 다른 제조공정라인에서 연간 36만8천리터의 메탄올과 천2백리터의
에틸렌 디클로라이드를 절감하 다.
사. 유기용매의 회수 및 재사용
유기용매의 회수는 증류, 증발, 원심분리, 경사 분리, 여과 등의 공정을 거치면서 이루어진다.
그러나 이렇게 회수된 용매에는 물을 포함한 다른 용매나 다른 미반응 물질, 불순물 등이 포함
되어 있을 수 있으며 이들을 재사용했을 때 문제가 있는 지를 먼저 살펴야 한다. 국내 의약산업
의 경우, 특히 중소기업의 경우 제품의 정제공정에서 사용된 유기용매는 회수 되지 않고 있는

제4장 정밀화학산업의 환경 현황
103
실정이다. 이것은 대부분의 의약품 제조공정에서 사용되는 용매가 3∼10가지 의 다양한 용매를
사용하기 때문이며, 이들의 분리를 위해서는 많은 설비가 뒷받침 되어야 하기 때문이다. 여러
종류의 유기용매가 복합되어 있는 폐수는 주로 세폐기물업체에 의해 위탁 처리되고 있다. 이
경우 일부는 회수되어지나 대부분의 경우 폐기물 처리 되고 있다.
4. 기술개발 전망 및 과제
청정생산기술의 주요 경향은 기존의 생산 공정을 2세대 또는 3세대 공정으로, 즉 환경 친화
적이며 효율적인 공정으로 다시 설계하여 비용 절감의 효과와 생산성 향상을 가져오는 데 초점
을 맞추고 있다. 이러한 경향은 의약품제조 공정이 복잡하다는 특징에 기인한다. 의약품 제조공
정은 앞에서 언급한 바와 같이 여러 단계의 반응 공정과 분리 공정을 거치고 있다. 생성물의 구
조가 복잡할수록 다양한 원료 물질을 사용할 수 있으며, 또한 여러 가지의 경로를 이용하여 목
적하는 물질을 만들 수 있는 가능성이 있기 때문에 이 분야에서의 청정 기술 개발이 중요하다.
유기합성반응을 이용하는 경우에 원하는 반응에 대한 촉매의 설계는 부산물을 줄이며 직접
적으로 청정반응을 할 수 있는 좋은 방법이다. 이러한 방법은 의약제품 뿐 아니라 모든 공정에
서 공통적인 추세이다. 새로운 단위공정을 도입하는 방법도 청정생산기술의 한 방향이다. 예를
들어 마이크로파를 이용한 유기합성반응기술, 초임계유체를 이용한 반응기술 등은 산화 반응이
나 수소화 반응에 있어서 환경친화적인 기술이며 좀 더 연구개발해야 될 과제이다.
또한 반응과 분리가 동시에 일어나는 박막 반응기는 제품생산에 있어서 그 선택도를 크게 높
여 주며, 분리공정을 생략함으로 유기용매의 사용량을 크게 절감할 수 있으므로 청정기술로 확
보해야 할 기술 중의 하나이다.
반응 매체에 있어서도 청정 기술이 적용될 수 있다. 산업적으로 사용이 시작된 이온성액체가
그 한 가지 예이며 공해를 유발하는 유해한 용매를 대체할 수 있는 새로운 디자이너 용매로서
많은 연구가 진행되고 있는 중이다.
발효기술 및 아미노산, 핵산, 항생제등의 생산기술의 경우에는 국내 의약산업 중 선진국 수준
에 근접한 기술력을 가지고 있다. 그러나 발효, 합성 또는 천연물로부터 제품을 분리한 후 정제
하는 기술은 선진국과 많은 격차를 보인다. 이러한 정제 기술은 제품의 효능 및 순도에 직접적
인 향을 미치는 중요한 기술로서 기술개발을 위한 투자가 필요하다.
생물 촉매를 이용할 경우 발효나 유기합성의 경우와 달리 거의 완전한 청정생산의 기술을 구
현할 수 있다. 생물 촉매 즉 효소나 효소를 포함한 세포는 유기합성촉매와 같이 화학합성에 이

정밀화학산업
104
용될 수 있다. 이들의 특징은 생체촉매 자체가 생분해성이며 반응이 상온 상압 수계에서 주로
일어나며 반응속도가 매우 빠르기 때문에 에너지 절약형이다. 무엇보다도 기질 특이성, 선택성,
반응특이성, 위치특이성, 입체특이성이 아주 뛰어나다는 장점을 크게 이용할 때 유기합성의 복
잡한 다단계 반응을 거치지 않고 단일 생체촉매 반응으로 목적하는 물질을 합성할 수 있다. 의
약품의 경우 광학적으로 순수한 물질을 합성해야 할 경우가 많기 때문에 생체촉매를 이용하는
것이 청정생산기술을 제공할 뿐 아니라 경제적인 이익을 제공한다. 항생제, 고혈압 치료제, 우울
증 치료제, 비천연 아미노산의 제조에 대한 연구가 활발히 진행되고 있다.
제5장 개발방향 및 발전 전략
105
제5장
개발방향 및 발전 전략
제1절 개발 방향
선진국들은 자국의 환경보전의 목적 뿐 아니라 상품의 경쟁력을 확보하기 위하여, 국제 환경
협약을 통하여 제품의 생산 공정뿐만 아니라 환경적으로 유해하거나 향을 주는 제품의 경우
이를 무역규제를 통해서 통제하려는 입장이다. 따라서 국내 정 화학 산업의 국제경쟁력을 확
보하고 지속적인 발전을 도모하기 위해서는, 오염물의 발생량을 저감시키는 공정개선기술, 자
원·에너지절약형 및 환경 보전형 신공정, 환경오염을 원천적으로 감소하는 환경상품의 개발 등
청정생산기술의 개발 및 보급에 박차를 가해야 한다.
더욱이 선진국에서는 정 화학 산업의 핵심기술의 이전과 중요 핵심 정 화학 중간체 보급
을 기피하고 있고, WTO 출범과 우리나라의 OECD 가입으로 국내시장의 개방화와 국제화가 더
욱 확대될 것으로 보여, 국제적 환경규제에 적극적이며 능동적으로 대처하고 정 화학 산업의
경쟁력을 제고하기 위해서는 환경친화적 제품 등 청정생산기술개발 및 고기능성 제품, 신물질
창출 등을 통한 경쟁력을 확보하고 국제적 우위의 발판으로 삼아야 할 때이다.
이를 위하여, 우리나라 정 화학 산업의 분야별 현황을 파악·분석하고 청정생산체계 구축을
위한 요건을 분석하여 청정생산체계 구축의 방향을 설정하고 실천전략을 수립하는 것이 필요하
다. 또한, 정 화학 산업의 환경친화적인 청정생산체계 구축을 일관성 있게 추진할 수 있는 체
제가 확립되어야 할 것이다.
국내 정 화학 산업에 긴요한 청정생산기술개발의 효율적 추진을 위해서는 분야별 현황을
파악하고 기술발전 속도, 연구개발 여건, 사업화 여건 및 기술의 중요도를 고려하여 단계별 기
술개발 전략을 수립하여야 한다. 이를 위하여 시장, 기술개발능력, 기술수준 등 다양한 측면을
고려하여 단기, 중기, 장기적으로 개발하거나 확보해야 할 기술을 도출하는 것이 중요하다.
정 화학 산업의 경우, 기술, 자금, 인력 면에서 기반이 미약하여 기술개발 수준이 낙후되어
있으므로 선진국의 다국적 화학기업과의 경쟁을 위해서는 정 화학 분야의 연구개발 능력과 자
정밀화학산업
106
본력이 있는 대기업의 참여를 확대함으로써 산업구조를 고도화하고 유망 중소기업의 전문화를
유도함으로써 국제경쟁력을 강화하도록 하여야 할 것이다.
정부지원에 의해 업계 공동으로 개발하기 위한 개발비에 대한 지원규모도 확대해야 하며 정
부의 지원 하에 전문기술기관의 기술진단을 통하여 기존기술 및 개발기술을 보급 발전시켜야
할 것이다.
우리나라 정 화학 산업계는 국제적으로 강화되는 환경규제에 능동적으로 대처하고 국내 환
경문제를 근본적으로 해결함으로써, 정 화학 산업의 대외 경쟁력을 지속적으로 유지할 수 있
는 지속형 산업 구조를 구축하기 위한 방안으로서, 단기적으로는 기존 공정에서의 공해물질 배
출량 저감, 에너지 절감 및 폐자원의 재활용 기술을 개발, 활용하고, 중기적으로는 친환경적 공
정 개발 및 기존 공정의 보완방안을 생각할 수 있으며, 장기적으로는 혁신적인 무공해 신공정
개발에 주력해야 할 것으로 판단된다. 그러므로 중, 단기적인 기술개발 전략으로서 기존의 공정
을 개량하거나 최소한의 설비 보완을 통해 현 설비의 기능을 최대한 활용하면서 환경 친화적이
고 에너지 효율을 극대화할 수 있는 공정기술을 확립하는 것이 바람직할 것으로 판단된다.

제5장 개발방향 및 발전 전략
107
제2절 발전 전략
환경친화적 정 화학산업의 구조 전환을 위하여 단기, 중기, 장기적인 관점에서 방향을 설정
하여, 1) 청정생산기술의 개발 및 보급, 2) 오염물 발생량 저감을 위한 공정개선기술 개발, 3) 자
원․에너지 절약형 및 환경보전형 신공정 개발, 4) 환경오염 부하를 원천적으로 저감하는 신 환
경상품개발 등을 주요 추진 시책으로 설정하 다.
제1단계인 단기적 개발방향으로는 현재 환경문제가 심각한 공정을 개선하기 위한 청정공정
개념을 도입하여 기존 공정에서의 공해물질 배출량과 사용되는 에너지를 절감함은 물론이고 버
려져서 자원의 낭비가 될 뿐 아니라 환경부하를 증가시키는 폐자원을 재활용하는 기술을 개발
하여 보급하고, 제2단계인 중기 개발방향은 제1단계에서 축적된 기술을 토대로 현재 적용되지
않고 있는 새로운 친환경 공정기술을 개발하고, 한편으로는 환경부하가 큰 제품을 친환경 청정
제품으로 대체하여 환경오염을 원천적으로 저감하는 기술을 개발하는 것이 바람직한 것으로 사
료된다. 마지막으로 3단계가 끝나는 2012년에는 정 화학 제품 및 그의 제조 공정에서 Zero
Emission System 구축을 위한 기반이 조성되는 것을 목표로 혁신적인 무공해 신공정 개발과 혁
신적인 청정제품 개발을 추진하고자 한다.
이들의 개발방향을 성격이 대단히 상이한 각 세부 업종별로 자세히 살펴보고 각각의 산업에
서 단계적으로 필요한 기술들을 정리해 보고자 한다.
<표5-2-1> 단계별 개발 방향
단 계 추 진 목 표 내 용
1 단계
(2003~2005)
용수사용량 10%
용매사용량 20%
폐기물 발생량 10% 저감
기존 공정에서의 공해물질 배출량 저감 기술
개발
에너지 절감 및 폐자원 재활용기술 개발
2 단계
(2006~2008)
용수사용량 20%
용매사용량 30%
폐기물 발생량 20% 저감
친환경 공정기술 개발
환경부하가 큰 제품 대체기술 개발
3 단계
(2009~2012)
Zero Emission System
구축을 위한 기반 조성
혁신적인 무공해 신공정 개발
혁신적인 청정제품 개발

정밀화학산업
108
1. 농약산업
농약산업은 크게 농약활성물질인 원료를 생산하는 원제업과 일반 소비자가 사용하는 완제품
을 생산하는 완제업으로 나눌 수 있는데, 복잡 다양한 국제적 환경 변화에 국내 농약산업이 대
처할 수 있는 방법은 친환경성이 높은 신제품의 개발 밖에 없다고 본다. 신제품의 개발에 의해
세계시장에 진출하고 부가가치를 높이지 못하면, 단순 수입이나 모방에 의한 기업운 에 그치
므로 향후 10년 정도 지나면 도태될 수밖에 없을 것으로 전망된다.
농약원제 산업에서의 청정기술 개발 방향은 친환경제품인 신농약 개발과 generic 원제의 제
조 공정 개선으로 나누어 생각할 수 있다. 국내에서 생산되는 원제의 대부분이 generic제품인
것을 생각하여 단기 및 중기의 과제로 친환경적인 합성공정과 유해중간체를 대체하는 방향으로
설정할 수 있다. 환경성이 크게 강화된 신 농약 개발은 농약산업 및 농산물의 청정생산을 위해
가장 핵심적인 농자재인 농약의 청정화를 위해서는 인체 및 환경에 대해 위해성이 없는 새로운
농약의 개발이 필수 불가결하다. 국내 현실상 개발기간이 길고 막대한 투자비가 소요되는 현실
을 감안할 때 단독 기업체에서 신농약 개발을 위해 합성에서부터 등록까지 모든 과정을 수행하
기에는 역부족한 것이 현실이다. 2000년 초 까지 외국회사와 공동연구가 주를 이루고 있지만 10
년 정도 후에는 자체 개발능력의 향상으로 세계시장에 독자적으로 진출하는 것이 가능해질 것
으로 판단된다.
화학 농약의 대체 수단인 동시에 친환경농법 5개년 육성 정책의 가장 현실적인 대안으로 평
가 받고 있는 생물농약의 개발 및 상업화 환경을 보면 생물효과 있는 것으로 주장되어 지는 다
수의 제품이 있고 또한 새로운 유효 미생물 또는 생물을 활용할 수 있으며, 이를 뒷받침해 줄
국내의 등록 관련 법규를 정비하여 생물농약이 농약시장에서 그 역할을 충실히 할 수 있도록 하
여 고품질 농산물의 안정적 공급 및 환경에 대한 유해한 화학 농약의 부하 감소시킬 수 있는 방
법이 될 수 있다.
향후 새로운 제형을 포함하는 신 농약개발에 있어서 고려되어야할 사항으로는 첫째, 안전성
및 환경보호 측면에서 우수하여 점차 강화되는 규제에도 저촉되지 말아야하며, 둘째로는 치열
한 경쟁이나 내성발생으로 인해 점차 짧아지는 상품의 수명으로 개발비 회수문제가 대두되므로
장기간 충분히 경쟁력 있는 제품을 개발하여야 하며, 셋째로는 물질개발 뿐만 아니라 제형개발
을 통하여 약효를 높이고, 안전성이나 환경문제를 피하며 사용의 편의성을 극대화하는 것도 짧
은 기간에 적은 개발비로 최대의 이익을 낼 수 있는 방법이라고 생각된다. 국내 신농약 개발에
있어서도 이와 같은 사항을 충분히 고려하여 개발목표를 분명히 하여 외국에 비해 기술이나 효
능 면에서 경쟁력 있는 제품을 개발해야 할 것이다.

제5장 개발방향 및 발전 전략
109
<표5-2-2> 농약산업의 환경친화적 발전을 위한 중장기 기술로드맵
단 계 1 단 계 2 단 계 3 단 계
단계별 목표 환경친화형 기반조성 실증기술 개발 Zero Emission System 기반구축
과제년도 2003 2004 2005 2006 2007 2008 2009 2010 2011 2012
농
약
산
업
친환경 합성
공정 개발
친환경 제형
공정 개발
유해중간체 대체 기술 개발
친환경 합성 공정 개발
VOC 저감 기술 개발
유해제형용매의 대체 기술무공해 신공정 개발
서방형 농약 제형 개발
원제 효능 최적화 기술 개발 친환경 농약 개발
Green Chemistry 적용기술 개발

정밀화학산업
110
2. 염료 산업
다량의 염료 사용에 의한 환경오염 문제를 해결하기 위하여 염료합성공정, 신규염료개발 및
환경규제 대응 등 3개 방향의 기술개발이 필요하며, 각 개발방향별 주요 과제는 다음과 같다.
가. 염료합성 신 공정 개발
1) 수용성염료의 회수률 증대
수용성염료를 제조 시 합성이 완료된 순수 염료를 salting out 시켜 고체상태로 분리 여과하
는데, 이때 용해도가 있는 염료성분이 폐수로 유입되는 문제가 있다. 따라서 현재의 Salting out
공정을 대체하여 여과폐수로 유입되는 염료를 최소화하는 새로운 공정개발이 필요하다.
2) Diazotization & Coupling 수율 증대
Azo계 염료는 산업계에서 사용 중인 전체 염료 중에서 70∼80%를 차지하는 가장 보편화된
염료인데, Diazotization 및 Coupling 공정이 필수공정이다. 이때 전체 합성수율이 Heterocyclic
중간체인 경우 70% 미만으로 출발물질의 약 30%가 폐수로 함유되어 환경을 오염시키므로 합성
수율을 90%이상으로 증대시키는 새로운 기술개발이 요구된다.
3) 환경친화형 Organic solvent 신공정 개발
고급염료를 중심으로 유기용제를 사용하는 합성공정이 많이 사용되는데, 특히 Halogen을
Nitrile group으로 치환하는 반응은 DMF를 용제로 사용한다. 발암물질로 알려진 DMF를 현장
에서 대량 사용함에 따라 작업자들의 유해성이 심각하게 대두되고 있어서 인체 및 환경친화형
Organic solvent를 사용하는 신공정이 시급히 개발되어야 한다.
나. 신규염료개발
1) 환경친화적 신규 반응성염료 개발
1950년대 중반 셀룰로오즈섬유 염색용 반응성염료가 처음 개발된 이후 빠른 속도로 시장이
성장되어 현재는 분산염료와 더불어 가장 중요한 염료로 사용되고 있다. 하지만 환경 측면에서
볼 때 반응성염료의 2가지 큰 문제점은 먼저 염색시 미고착되는 염료량이 10∼50%로 다량의 염
료가 염색폐수로 유입되고 것이고, 다음은 염색시 염료와 섬유와의 친화력을 부여하기 위하여
많은 량의 Glauber's salt를 염색용액에 투입함에 따라 (30∼50g/liter) 환경오염을 초래하고 있
제5장 개발방향 및 발전 전략
111
는 것이다.
이러한 문제를 개선하기 위하여, 1990년대 중반부터 Major 염료업체를 중심으로 심도있는 연
구가 진행되어 몇 가지 환경친화형 염료 신제품들이 출시되었다.
이상과 같이 섬유/염색산업에서 가장 중요한 Cellulose염색의 환경친화성 및 경제성을 동시
에 갖춘 신규 화학구조를 가진 반응성염료 개발은 90년대 후반이후 세계적인 염료업체의 R&D
가 가장 집중화되어 이루어 낸 연구 성과이며, 이 염료들은 향후 환경문제를 중요시 하는 섬유
세계시장을 주도 할 것으로 예상되고 있다. 하지만 국내 염료업계의 현주소는 일부 색상에서
Conventional reactive dyes를 약간 Modify한 염료를 제품화 하는 초보단계에 머물러 있어서,
이에 대한 적극적인 대응방안이 시급히 수립, 실행되어야 한다.
2) Non-metal based 신규 Acid dyes 개발
섬유소재중 Nylon, Wool 등을 염색시 주로 사용하는 염료가 Acid dye (산성염료)인데, 고급
섬유제품 염색시 섬유의 제반 견뢰도를 향상시키는 목적으로 Metal complex acid dye를 사용한
다. 따라서 염색 폐수에 Cr과 같은 Metal 화합물의 유입이 환경을 오염시키는 문제가 심각하게
제기되고 있어서, 고견뢰도를 가지면서 Metal을 함유하지 않는 신규 화학구조의 Acid dyes 개
발이 필요하다. 염료화학구조를 Nylon, wool 과의 친화력을 가지며 염색시 Leveling (균염성)성
이 양호한 Hydrophilic groups 및 Bridge groups 등을 Design하여 염료합성 및 평가를 통한 개
발가능성이 있다.
3) Digital printing용 (Ink-jet printing) Dyes 및 Inks 개발
전세계 섬유염색가공 물량의 약 15%가 Printing 방법으로 생산되고 있고, 침염법과 달리
Printing 현장의 염료폐수는 염료 및 조제 등 화학물질의 함류농도가 대단히 높아서 Printing 업
계에 의한 환경오염이 가장 심각하다. 즉 Printing 방법은 침염에 비하여 상대적으로 단위오염
배출량이 많은 (1.84kg/m3) 문제가 있는데, 이러한 폐수발생을 근본적으로 없앨 수 있는 새로운
Printing법이 Textile Ink-jet printing이다. 환경측면에서 볼 때, 종래의 Printing 공정은 과량의
염안료 및 미염착 염안료를 회수하지 않고 직접 폐수로 유입되나, Ink-jet printing은 미사용 Ink
를 전량 Recycle시켜 재사용함으로서 최종 후가공에서 발생되는 폐수를 제외하고는 환경오염물
질의 발생이 없다. 90년대 들어와서 전자산업의 눈부신 발전은 OA용 Ink-jet의 성공적인 상업화
에 이어 Textile용 Ink-jet printing 기술개발이 상용화 단계에 이르러 현장 Printing용 Ink-jet
printer가 Piezo 방식 위주로 출시되어 일본, 미국 및 유럽에서 시장이 급성장하고 있다. Textile
ink-jet printing이 향후 기존의 Printing시장을 대체하기 위하여서는 크게 3가지의 Barrier가 해

정밀화학산업
112
결되어야 한다. 첫째, Printing speed가 현재보다 5배 이상 증대 (100m2/hr 이상) 되어야 하며,
둘째 System의 Reliability (재현성, 안정성, 섬유 사용성 등)의 확보, 마지막으로 경제성과 우수
한 물성을 가진 Inks의 개발 등이다. 이 중에서 청정생산관점에서 Ink 및 염료의 개발이 가장 중
요한 과제로 평가된다.
Ink-jet dyes의 개발에 있어서 무엇보다 먼저 고려해야 할 점은 Environmental safety 이다.
Acute toxicity는 기본적으로 쉽게 Test하나, Long term toxicity는 보통 Ames test를 이용하
여 유전독성 및 발암성에 대하여 평가한다. 즉, 대상염료가 Incubator 에서 Positive bacterial
reaction을 나타나면 발암성을 가질 수 있다고 본다. Ink-jet printing용 염료 중에서 Azo group
을 가진 염료가 가장 많이 사용되므로, 특히 Azo group의 Reductive degradation process 에서
의하여 부생되는 화학물질의 Toxicity가 염료 자체의 Toxicity 못지않게 중요한 평가항목이다.
일반적으로 염료의 Enzymatic breakdown products가 수용성 Group을 (SO3H 혹은 COOH) 가
질 경우는 염료의 발암성은 없는 것으로 알려져 있으나, 수용성 Group이 없는 Products는
Toxicity test가 매우 중요하다.
또한, Ink-jet head에서 요구하는 물성 및 견뢰도를 만족하는 신규 염료 및 Ink formulation
기술이 개발되어야 한다. Printing 산업에서 주로 사용하는 Cotton, Polyester 및 Silk 소재에 필
요한 Reactive, Disperse 및 Acid dyes가 개발대상 염료이다.
Textile ink-jet printing은 전술한대로 생산성향상, 환경친화성 등의 장점을 바탕으로 하여 빠
른 속도로 종래의 Screen방식의 Printing시장을 대체해 나갈 것으로 예상되며, 2005년 세계
Printing 시장의 15%정도를 점유하여 연간 Ink 소요량이 2억만 리터 (20억달러)가 될 것으로 예
측된다.
다. 환경규제 대응
1) Oeko-Tex Friendly 신규 Disperse dyes 개발
전술한 대로 섬유제품의 수출확대를 위하여 국내 생산제품의 Oeko-Tex label 인정은 필수조
건이 되어가고 있다. 가장 최근에 Oeko-Tex에서 규제한 Skin sensitzing disperse dyes 20종은
Polyester용 분산염료 분야에서는 신제품의 개발로 해결이 되었으나, 상대적으로 거의 대부분의
주요염료가 규제대상인 Acetate 분야는 일부 제품를 제외하고 만족할 만한 신제품이 나오지 않
고 있다. 특히 Polyester개발이후 최고의 신합섬으로 각광받는 PTT (Poly-Trimethylene
Terephthalate) 및 PLA (Poly Lactic Acid)섬유를 염색시 적용성이 우수한 분산염료가 Acetate
염색용 분산염료와 Energy type이 유사하므로, 이러한 신 합섬의 올바른 염색가공을 위하여서

제5장 개발방향 및 발전 전략
113
는 Oeko-Tex friendly 신규 분산염료의 개발은 중요한 과제이다. 또한, Polyester의 Niche
market이지만 고부가가치 분야인 Heat transfer printing용 분산염료 대부분이 규제대상이므로
환경규제 대응형 신제품 개발에 대한 강한 Needs를 가지고 있고, 관련 염료세계시장은 1,500∼
2,000억원 규모이다.
개발방향은, 염료의 화학구조가 Polyester, PTT, PLA등 Substrates와의 최적의 Substantivity
를 가지며, 또한 Compact하고 Flat한 Molecule로 Design하여 합성 및 염색평가 하는 것이다.
Heterocyclic chromophores가 유망할 것으로 기대된다.
2) Non-amine based 신규 Hair dyes 개발
국내외적으로 시장이 급성장하고 있는 염모제는 소비자가 Hair 염색시 Diazo성분과
Coupling성분이 반응하여 원하는 색상을 발현하는데, Diazo성분이 인체 유독성의 Amine계 화
합물을 사용함에 따라 인체친화형의 새로운 방식의 염모제 개발이 요구된다. 현재까지는 상대
적으로 독성이 낮은 제한된 품목의 Amine 화합물을 사용할 수 있도록 허가되어 있지만 일반적
으로 발암물질로 알려진 Amine화합물을 사용하지 않는 신규 Coloring materials을 개발하여 근
본적인 해결방안이 필요하다.
개발방향은, Protein 염색성이 우수한 종래의 섬유용 염료의 화학구조 변형을 통하여 Hair
dyeing용 염료를 발굴하는 방향이 성공가능성이 높다.
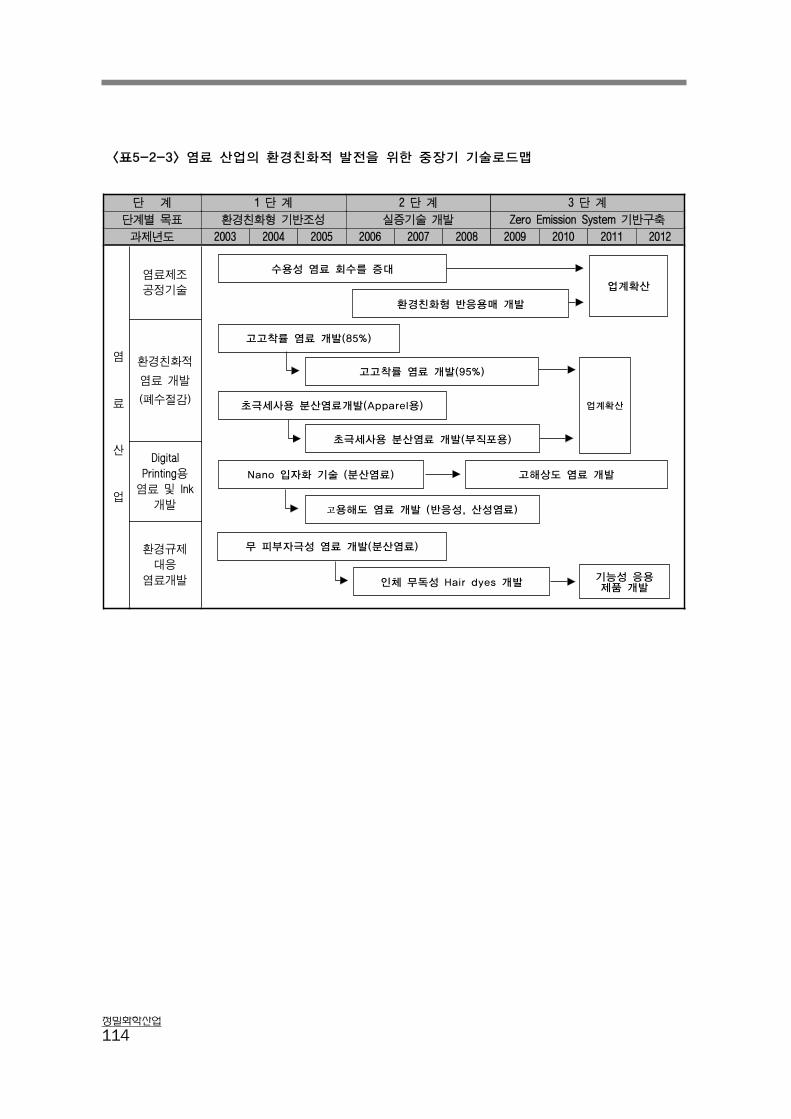
정밀화학산업
114
<표5-2-3> 염료 산업의 환경친화적 발전을 위한 중장기 기술로드맵
단 계 1 단 계 2 단 계 3 단 계
단계별 목표 환경친화형 기반조성 실증기술 개발 Zero Emission System 기반구축
과제년도 2003 2004 2005 2006 2007 2008 2009 2010 2011 2012
염
료
산
업
염료제조공정기술
수용성 염료 회수를 증대
환경친화형 반응용매 개발
업계확산
고고착률 염료 개발(85%)
고고착률 염료 개발(95%)
초극세사용 분산염료개발(Apparel용)
초극세사용 분산염료 개발(부직포용)
Nano 입자화 기술 (분산염료)
고용해도 염료 개발 (반응성, 산성염료)
무 피부자극성 염료 개발(분산염료)
인체 무독성 Hair dyes 개발 기능성 응용 제품 개발
고해상도 염료 개발
업계확산
환경친화적
염료 개발
(폐수절감)
Digital Printing용
염료 및 Ink 개발
환경규제대응
염료개발

제5장 개발방향 및 발전 전략
115
3. 계면활성제 산업
계면활성제는 현재 우리의 생황에 매우 접하게 사용되고 있으면, 산업적으로도 매우 다양
한 분야에 응용되고 있다. 그 응용분야가 다양한 만큼 다양한 구조의 계면활성제가 개발되어져
왔으나, 상업적으로 성공한 제품들은 그리 많지 않다. 최근의 조사에 의하면, 계면활성제의 성능
및 기능 향상, 인체 및 환경에 대한 안전성 등으로 테마가 집중되고 있다.
가. 일반적 분류방법에 의한 신규 계면활성제
계면활성제는 물에 용해되어 해리될 때, 나타나는 친수기의 전하(이온성)에 따라 음이온성,
양이온성, 비이온성으로 분류된다. 이를 자세히 분류할 수 있다.
가용성 : 수용성, 비수용성
친수기 : 음이온성, 양이온성, 양쪽성, 비이온성
소수기 : 탄화수소계, 실리콘계, 불소계, 하이브리드계 등
분자량 : 단분자, 저분자, 올리고머, 폴리머
자연성 : 합성, 반합성, 천연성, 바이오계
기능성 : 화학 분해성, 생분해성, 킬레이트 형성성, 항균성, 산화환원반응성, 전도성
1) 음이온성 계면활성제
Carboxylic acid : Sulfosuccinic acid halfester는 ethoxylate의 부가분초가 좁은 화합물이 분포
가 넓은 화합물에 비해 우수한 기포력을 나타냄.
Sulfonic acid : Alkylpolyethylene sulfate(AES)는 대표적인 음이온성 계면활성제로써 매우
널리 사용되고 있는데, 수용액 중에서 서서히 가수분해 됨.
Surfaric acid : Sodium alkylpentaerythritol ether sulfate는 경수안정성이 매우 향상 된 것
으로 알려져 있음.
AOT : (bis(2-ethylhexylsulfoxuccinate sodium salt)는 초임계이산화탄소를 이용한
water-in-CO2 reverse micelle을 이용한 Pd등의 나노 입자를 만드는데 사용
하는 계면활성제 이다. 또 다른 계면활성제로 PFPF-PO4H(perfluopolye속
phsophate)를 이용하여 더욱 안정된 나노 입자를 만드는데 사용함.

정밀화학산업
116
2) 양이온성 계면활성제
최근에는 양이온성 계면활성제의 환경오염의 가능성으로 Ester타입의 생분해성 양이온성 계
면활성제에 대한 연구가 활발히 진행되고 있다. Palm지방산과 Triethanolamine의 축합물을
Dimethysulfate로 4급화 한 양이온성 계면활성제 4는 피부에 대한 안전성 확보를 필요로 하는
화장품에의 적용을 제안하고 있음.
3) 양쪽성 계면활성제
Hexadecane bisaminoamide와 Sodium 1-bromo-2-hydroxypropane-sulfate로부터 얻어진
Bis9amidopropylhydroxysulfaobetaine)은 칼슘비누의 분산력이 매우 우수함.
4) 비이온성 계면활성제
비이온성 계면활성제의 친수기에는 크게 Polyoxyethylene과 hydroxyl그룹이 있음.
나. 제미니형 계면활성제
한 분자내에 두 개의 소수부와 두 개의 친수부를 갖는 계면활성제를 말한다. 최근에
Polyoxyethylen, Polymethylene, Heteroatomic group등과 같은 연결그룹을 사용하여, 한 개의
소소부와 한 개의 친수부로 이루어진 일반형 계면활성제를 연결한 형태의 신규 계면활성제가
주목을 받고 있다.
다. 화학적 분해성 계면활성제
환경적 관점에서 목적을 달성한 뒤 계면활성을 잃어버리는 화학분해성 계면활성제
: 1,3-Dioxolane 환상을 연결그룹으로 갖는 계면활성제
비환상 연결그룹을 가지는 분해성 계면활성제
오존 분해성 계면활성제 : 오존에 의해 분해되기 용이한 이중결합을 소수 또는 연결그룹에
도입된 것
이상에서와 같이, 계면활성제의 발전 방향은 고성능화 및 다기능화를 지향하고 인체 및 환경
에 대한 안전성이 중요시하는 방향으로 진행될 것이라 생각된다.
라. 기술개발 전망 및 과제
최근 세계 계면활성제 기술개발동향은 특수한 용도의 계면활성제를 적용하는 응용기술과 환
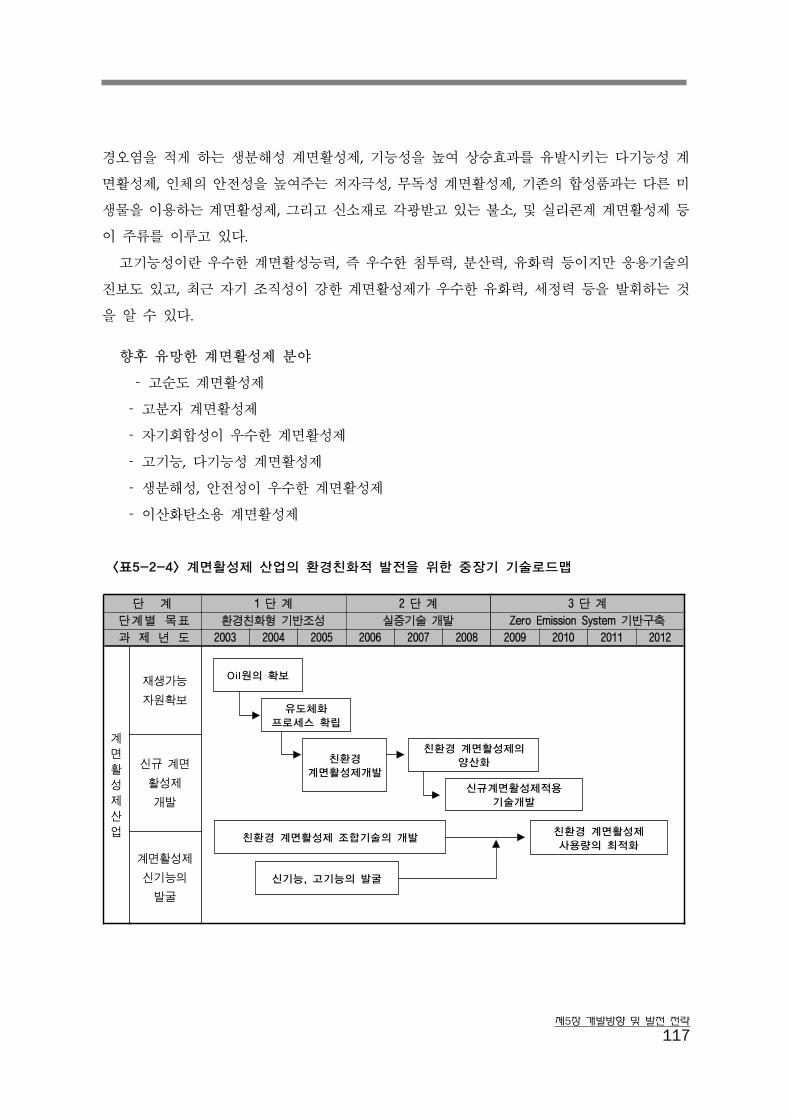
제5장 개발방향 및 발전 전략
117
경오염을 적게 하는 생분해성 계면활성제, 기능성을 높여 상승효과를 유발시키는 다기능성 계
면활성제, 인체의 안전성을 높여주는 저자극성, 무독성 계면활성제, 기존의 합성품과는 다른 미
생물을 이용하는 계면활성제, 그리고 신소재로 각광받고 있는 불소, 및 실리콘계 계면활성제 등
이 주류를 이루고 있다.
고기능성이란 우수한 계면활성능력, 즉 우수한 침투력, 분산력, 유화력 등이지만 응용기술의
진보도 있고, 최근 자기 조직성이 강한 계면활성제가 우수한 유화력, 세정력 등을 발휘하는 것
을 알 수 있다.
향후 유망한 계면활성제 분야
고순도 계면활성제
고분자 계면활성제
자기회합성이 우수한 계면활성제
고기능, 다기능성 계면활성제
생분해성, 안전성이 우수한 계면활성제
이산화탄소용 계면활성제
<표5-2-4> 계면활성제 산업의 환경친화적 발전을 위한 중장기 기술로드맵
단 계 1 단 계 2 단 계 3 단 계
단계별 목표 환경친화형 기반조성 실증기술 개발 Zero Emission System 기반구축
과 제 년 도 2003 2004 2005 2006 2007 2008 2009 2010 2011 2012
계면활성제산업
재생가능
자원확보
신규 계면
활성제
개발
계면활성제
신기능의
발굴
Oil원의 확보
유도체화 프로세스 확립
친환경 계면활성제개발
친환경 계면활성제의 양산화
신규계면활성제적용기술개발
친환경 계면활성제 조합기술의 개발
신기능, 고기능의 발굴
친환경 계면활성제 사용량의 최적화
정밀화학산업
118
4. 도료산업
도료, 페인트 부문의 주요 환경 오염원은 앞에서도 서술한 바와 같이 도료에 사용되는 유기
용제의 휘발에 의한 VOC의 배출이며, 대기환경 오염의 주요 물질이다. 앞에서 살펴본 국내의
VOC 규제는 현재 도료 자체보다는 도장시설에 초점이 맞추어져 왔으나, 향후 본격적인 규제에
서는 보다 근본적인 물질인 도료, 페인트 자체의 VOC 성분에 대한 규제가 이루어질 것이다. 세
계 각국에서는 이러한 VOC 배출을 억제하기 위하여 다각적인 노력을 기울이고 있으며 도료,
페인트 분야에서는 VOC 배출을 최소화한 도료를 개발하는데 관심이 모아지고 있다.
유기용제 사용의 감소를 목표로 한 도료에는 도료의 고형분을 높여 사용용제를 감소시킨 하
이솔리드형 도료(high solid), 유기용제를 물로 치환한 수계도료(waterborne), 용제를 함유하지
않은 분체도료(powder coating) 등이 있다. 이러한 도료는 기존의 용제형 도료에 비해 VOC 배
출을 줄일 수 있으며, 앞으로 도료에 대한 VOC 함량기준이 더욱 엄격해질 것이므로 이 분야에
대한 기술 개발과 사용량이 점점 확대될 것으로 예상된다.
미국의 경우 low solid형 도료의 사용이 점차 줄어들 전망이며, 하이솔리드형, 수계도료, 분
체도료의 비중이 점차 증가할 것으로 예측되고 있다. 또한 유럽의 경우 특히 자동차 도장 부문
에서 수계도료의 사용 비중이 점차 커져 2000년 이후에는 용제형 도료의 사용은 상당히 줄어들
전망이다.
가. 환경 대응형 도료 개발 동향
1) 하이솔리드형 도료
하이솔리드형 도료는 주로 북미에서 1980년대 초부터 대기 정화법에 대응하기 위해 자동차
도장의 중도, 상도에서 전개되어 왔다. 그 이유는 종래의 도장설비를 그대로 사용할 수 있다는
점과 개발에 있어 도장상의 문제보다는 도료설계, 특히 수지설계가 중요하기 때문이다. 하이솔
리드화의 가장 일반적인 방법은 수지의 분자량을 낮추어 저점도화 하는 것이다. 그러나 여기에
수반되는 내후성 등의 도막성능의 저하, 메탈릭 도료의 색번짐 등의 도막외관상의 저하를 극복
하지 않으면 안 된다. 하이솔리드형 도료의 반응성, 내후성 등의 도막물성에 향을 주는 수지
분자량과 반응성과의 관계, 경화 과정에서의 점성 거동과 레올로지 조정제의 작용에 관한 다양
한 검토가 이루어지고 있으나, 하이솔리드형 도료에 대한 기본적인 지식이 얻어진 요즘에도 자
동차 도료에 요구되는 높은 품질 수준을 만족시키면서 이 목표치를 달성하기는 어려운 일이다.

제5장 개발방향 및 발전 전략
119
이것이 VOC 감소를 위한 하이솔리드화 도료의 한계이다.
일부에서는 저분자량 수지의 결점을 보완하는 방법으로 용제중에 수지를 분산시키는 이른바
비수 분산형(NAD : Non Aqueous Dispersion)도 연구되고 있고, 일부에서는 NAD 도료라고 불
리는 것이 시판되고 있으나 VOC 삭감이라는 관점에서 정확한 평가는 이루어지지 않고 있다.
2) 수계도료
유기용제 대신 물을 용제로 사용하는 것은 VOC 감축의 문제에 있어, 폐수 처리라는 새로운
난점이 있지만 가장 환경 친화적인 흐름으로 인식되어 있다.
1954년 미국 제너럴 모터스사의 도장 공장에서 큰 화재로 인해 수성 도료가 관심을 끌게 되
었고, 1950년 후반에는 일본의 자동차 도료 업계에서 베이스 코트에 수성 도료를 도입하 으며,
1960년대에는 전착 도장이 도입 활성화되어 현재에 이르고 있다. 현재 가장 적극적으로 수성화
에 힘쓰고 있는 분야는 자동차용 도료이며, 최근에는 전 공정을 수계화 하려는 움직임이 있다.
전착도료는 통상 20% 정도의 고형분과 3∼5%의 유기용제를 함유하고 있으며, 유기용제량을
1% 이하로 낮추는 것이 목표이다. 자동차용 중도 도료는 하이솔리드화에서 유럽을 중심으로 수
성화한 도료가 채용되고 있으며, 도장 고형분은 45∼50% 정도, 유기 용제량은 5∼15%정도로 도
막외관을 보전하면서 보다 낮은 VOC를 달성하는 것이 과제이다.
수성화에 있어서 한 가지 문제점은 물의 증발 거동에 있다. 물은 일반적으로 증발 잠열이 높아
유기 용제와 같이 어떤 범위 내에서 점차적으로 증발되지 않고 특정 온도에서 일시에 증발하는
경향이 있다. 이로 인해 생기는 도막의 결함을 해결해야하며, 물의 증발 속도는 외부 환경에 향
을 많이 받으므로 도장환경, 특히 습도 조절이 필요하다. 장마 등 습도가 아주 높을 때는 곤란하
다. 이러한 문제 때문에 수분 증발에 의존하지 않도록 하는 도장 막의 레올로지 컨트롤이 주목받
게 되면서 각 회사가 이에 관한 연구에 주력하고 있다. 수성 메탈릭 베이스에서는 완성 상태가
용제형 보다 우수하여 여러 어려움에도 불구하고 그 채용이 점차 확대될 것으로 기대된다.
3) 분체 도료
분체도료는 용제를 거의 함유하지 않는다는 점에서 가장 완벽한 환경 대응형 도료라 할 수
있다. 이미 1970년대부터 각광을 받기 시작하 으나 도막 외관과 비용 문제로 인해 널리 보급되
지는 못하 으나 최근에 다시 주목받아 활성화되고 있는 분야이다.
유럽과 미국에서는 엄격한 환경규제 하에서 분체도료가 우위에 있다는 점, 분체도료의 품질
개량이 급속히 이루어져 시장욕구에 대응하기 시작하 다는 점, 전용 도장설비가 급속히 채용
되었다는 점 등에서 최근 10년간 사용량이 크게 늘고 있다.

정밀화학산업
120
분체도료의 장점으로는 도료의 손실이 적다. 무용제형이라 안전하다. 후막도장이 가능하다.
도장의 자동화가 용이하다. 도료의 회수가 가능하므로 손실이 적다는 점을 들 수 있다.
그러나, 분체도장은 소부 건조형이기 때문에 옥외 구조물에서는 적용이 불가능하다는 점, 금
속 마무리에 어려움이 있다는 점 등의 약점을 가지고 있기도 하다.
나. 용도별 VOC 대응책
1) 건축용 도료
건축용 및 건축 자재용 도료는 도료 전체에서 차지하는 비중이 상당히 높으며, 유럽에서는
46%, 일본은 33%에 이른다. 이미 건축용은 VOC가 낮은 에멀젼형의 수성도료가 상당량 사용되
고 있으나, 품질 면에서 한냉지에 있어서의 건조성 등의 문제가 남아있다.
건축 자재용은 공장도장의 비율이 증가하고 있어 강제 건조형, 경화형 등의 사용이 가능하므
로 도료의 선택이 넓어지며, 수용성 분체 등의 도료가 사용 가능하게 된다.
2) 선박, 중방식용 도료
선박, 철구조물은 일반적으로 대형이고, 엄격한 조건하에서 장기적인 내구성이 요구되는 등
상온 건조형에서 고도의 내식성을 요구한다. 이와 같은 경우의 VOC 감소책은 하도, 상도에 상
온 경화형의 하이솔리드 도료를 사용하는 것이 바람직하다.
선박 밑 부분의 방청도료는 선박의 도장에 있어 중요하며, 1액형의 하이솔리드형으로 대응할
수 있으나, 품질을 높이는 기술적인 대응이 필요하다. 통상 에어리스 스프레이를 사용하여 도료
의 비산이 적으므로 용제량이 적은 도료가 사용가능한 도장방법의 개발이 필요하다.
3) 일반 공업용 도료
일반 공업용의 도장에는 전기기기, 철제가구, 금속 도장등 대상 피도물이 광범위하기 때문에
피도물의 조건, 요구 품질 등에 대해서 다양한 도료, 도장 시스템이 적용되고 있다.
이미 VOC 대응 도료인 전착도료, 분체도장 등이 많이 사용되고 있고, 도장 시스템으로서 완
성단계 이전에 미리 도장을 하는 프리코트(PCM) 방식도 채택되고 있으나 전반적으로는 아직
용제형의 도료 사용이 많다. 일반 공업용 도료에서는 피도물의 구조가 복잡한 등의 조건으로 수
성형, 하이솔리드형, 분체형 등의 도료 사용이 어려워 당분간은 제한된 분야에 대해서만 환경
대응형 도료가 적용될 것이다

제5장 개발방향 및 발전 전략
121
4) 자동차용 도료
하도로서는 전착 도료가 사용되며, 종래에 용제형 도료가 사용되던 중도, 상도에 있어서는 중
도에서는 이미 상당부분 수성화 되었고, 상도에서는 특히 메탈릭 베이스에서는 수성타입의 장
점이 입증되었고, 일부 수용화 되거나 전체 도장시스템의 효율적인 안배로 VOC 감축에 노력하
고 있는 상황이다.
5) 자동차 보수용 도료
높은 경화온도가 불가하므로 상온건조, 강제건조형의 도료가 사용되며, 락카타입은 VOC 발
생이 높으므로 하이솔리드형의 아크릴 우레탄 도료가 주로 사용되고 있으며, 우레탄 타입은 내
구성이 우수하여 최근 사용 비중이 증가하고 있다.
다. 기타 저 VOC형 도료
다액형 도료로서 수송용 기계, 기구용에 사용되는 에폭시 타르 도료가 있는데 용제 함유량이
20%대로 비교적 낮다. 무기질 도료는 다액형으로 아연가루를 첨가한 징크리치 페인트(Zincrich
Paint)가 대표적이며 최근에는 일반 안료를 첨가해 부식 방지 이외의 용도에도 사용되고 있다.
전자선(EB), 자외선(UV) 경화형 도료는 전자선 및 자외선으로 경화시키는 도료로서 내열성이
없는 피도체에만 적용할 수 있으므로 전자선형은 목질 평판, 금속후판, 플라스틱, 무기재료 등의
도장에 쓰이며, 자외선 경화형은 목재용, 플라스틱 등의 도료로서 사용된다.
지금까지 살펴본 바와 같이 도료 산업에서 VOC 배출을 방지할 수 있는 최적의 방법은 VOC
배출이 적은 저용제형 도료(하이솔리드), 수계도료 및 분체형 도료를 적용하는 것이다. 미국에서
는 하이솔리드형 기술이 앞서고 있고, 유럽에서는 수계 및 분체형 기술이 앞서고 있다. 미국의
규제치는 저용제형 기술수준에 따라 설정되어 있고, 형제의 수준에서는 더 이상 용제를 줄일 경
우 도료의 성능 저하 문제가 있으므로 향후 더욱 엄격한 규제가 실시되면 수계 및 분체도료의
전반적인 채용이 불가피하다. 일본에서는 일본 도료공업회 및 도료 업계를 중심으로 VOC에 대
한 대응책을 강구, 수계도료 등 신기술을 채용해 나가고 있다.
국내에서도 VOC 대응형 도료를 활발히 검토, 연구하고 있으나 아직은 본격적인 환경대응형
도료의 채용이 미미한 실정이다. 국내 도료 업체들은 이러한 국제적인 동향을 주시하여 저
VOC 도료를 생산하는 기술의 연구개발에 힘써야 하며 정부는 업체로 하여금 기술개발을 유도
할 수 있는 경제적, 제도적 장치를 마련해야 할 것으로 지적되고 있다.

정밀화학산업
122
<표5-2-5> 도료산업의 환경친화적 발전을 위한 중장기 기술로드맵
단 계 1 단 계 2 단 계 3 단 계
단계별 목표 환경친화형 기반조성 실증기술 개발 Zero Emission System 기반구축
과제년도 2003 2004 2005 2006 2007 2008 2009 2010 2011 2012
도료산업
VOC저감
기술 개발
전학․분체도료
수계 도료 개발
선박용 방오 도료 개발
천연원료도료 개발 친환경도료개발
친환경도료적용기술개발
천연원료
도료개발
친환경도료
개발
제5장 개발방향 및 발전 전략
123
5. 접착제산업
가. 기술개발 전망
접착제 산업에서는 용제형이 우선 개발된 후 수성, 반응형, 광경화형, 핫멜트 접착제로 변천
하며 기술적 향상을 보이고 있다. 특히 저공해 또는 무공해성 환경친화적인 접착제와 특수 사용
환경하에서 내구성을 유지하는 고기능성 접착제 분야가 주류를 이룰 것으로 전망된다. 향후 개
발 과제로는 수성, 무용제형, 반응성 핫멜트 접착제 등 환경친화형 접착제를 필두로 탄성접착제,
자외선 경화형 접착제, 유면접착제, 고강력 구조접착제, 등의 고기능성 접착제를 집중 육성하여
야 하며 생분해성을 갖는 접착제, 천연접착소재 유래 접착제등의 자연친화적 접착제 등이 있다.
미국, 일본, 유럽 등 접착제산업 선진국은 전세계 각종 접착제 수요의 80% 이상을 생산 공급
하고 있으며 환경친화형 접착제의 주요 구성성분인 고기능성 수용성 또는 열가소성수지, 혼화
제, 경화제, 촉매 등을 독점적으로 공급하고 있다. 국내에서는 제품의 고부가가치화를 위한 꾸준
한 연구개발 결과로 배합기술 및 생산기술의 축적은 일부 이루어지고 있으나 촉매개발, 수지 합
성기술개발을 통한 핵심 주부원료 개질, 대체소재 선정, 조성변환기술, 기능성 프라이머, 접착제
적용공정 장치 및 재활용기술 개발이 시급한 실정이다. 접착제 업계는 우선 생산현장에서 점증
적으로 강화되고 있는 환경규제 대응방안과 접착공정여건의 개선을 통해 유독성 용제의 사용
및 VOCs 방출을 최대한 억제할 수 있는 기술개발 및 시설확충에 노력하여야 한다. 또 정부의
체계적이고 전략적인 지원 하에 산․학․연 협력연구를 통해 환경친화형 접착제개발을 위한 요
소기술 및 향후 주목되는 기술 분야를 중심으로 원천기술을 확보하여 독자적인 기술력을 확충
해 나가야 한다.
나. 기술개발 과제
접착제의 기능성 별로 다양한 연구가 진행되어 용도별 고기능성 접착제는 대부분 실용화되
고 있다. 그러므로 향후 개발과제는 아래에 나열한 바와 같이 환경친화적이며 복합기능을 갖는
다기능성 접착제의 신조성 및 기반기술 개발에 주안점을 두어야 할 것이다.
환경친화형 고내열성 일액형 구조접착제 개발
무용제형 반응성 핫멜트 접착제 개발
난접착수지용 환경친화형 접착제 개발
천연접착소재 유래 자연친화적 접착제 개발
환경친화형 접착제 주,부원료용 신소재(개질 및 합성) 개발

정밀화학산업
124
접착제 환경친화성 평가 기술(LCA, 분석평가기법) 개발
재활용/재이용 가능 접착제의 개발
접착제 폐기물 재활용 기술 개발
상기 향후 개발과제의 필요성을 상호 연관지어 각론적으로 서술하면 다음과 같다.
환경친화형 고내열성 일액형 구조접착제는 반도체, 자동차, 전기, 전자 및 항공산업의 발전에
따라 향후 급속한 수요증대가 예상되므로 가교성 관능기를 포함하는 수지 개발, 새로운 내열성
소재 및 첨가제의 개발이 고내열성 접착제의 연구방향이 될 것이다.
무용제형 반응성 핫멜트 접착제는 용융도포후 냉각고화시키는 1차 접착 완료 후 주성분내 함
유 functional기의 가교 반응에 의해 내열성, 내약품성, 내구성 등의 접착 특성이 크게 향상된다.
반응성 핫멜트 접착제는 열가소성 수지인 핫멜트 자체의 내열성의 한계를 극복하기 위하여 주
목 받고 있다. 기존 핫멜트 접착제의 고속 접착성, 무용제형의 환경친화적 장점은 반드시 유지
하면서 용융온도도 높이지 않고 제반성능을 크게 향상시키기 위해 카르복실기, 이소시아네이트
기, 에폭시기, 아민계, 실란 등의 functional기를 도입한 개질수지를 활용한 제조기술 등을 개발
하여야 한다.
난접착수지용 환경친화형 접착제 개발에는 폴리올레핀류는 소수성, 비활성 특성으로 인하여
자체접착 및 타소재와의 접착이 어려운 소재이므로 특수조성의 기능성 접착제를 개발하여야 하
며 접착부위별로 균일하고 강력한 접착성과 사용조건하 기후변화에 따른 내환경성이 요구된다.
천연접착소재 유래 자연친화적 접착제는 식물성과 동물성 접착성분으로 구별되며 합성접착
제에 비하여 접착력 및 장기저장성의 개선이 요구된다. 그러므로 첨가제 부여, 조성변환 연구를
통해 방부제 없이도 장기보존성 및 요구강도를 확보한 후 범용용도에 화학 접착제 대용으로 활
용한다면 인체유해성 제거는 물론이고 환경문제 등 화학접착제로 인한 제반부작용을 저감할 수
있을 것이다. 또 일부 패각류의 피착제에 대한 내염수성 및 강한 부착력을 발현하는 천연원인물
질의 성분분석 및 접착mechanism 연구 등과 같은 천연접착력을 모방재현하는 기술개발도 경제
성이 요구되지 않는 특수용도용으로 필요하다.
환경친화형 접착제 주, 부원료용 신소재(개질 및 합성) 개발에 필요한 수용성 고분자 수지 및
에멀젼 등 주원료류는 국내에서도 생산 공급되고 외국조성을 모방한 특수 용도용 접착제 제조
시에는 외산원료를 주로 사용하고 있다. 그러므로 새로운 환경친화형 접착제의 설계단계에서부
터 최적 국산 주, 부원료의 대체국산화를 위한 개질 및 합성연구가 요구된다.
접착제 환경친화성 평가 기술(LCA, 분석평가기법) 개발을 통해 소재별, 용도별로 접착제 생
산 및 접착공정이 이루어지는 작업장내 VOCs 농도를 비롯한 각종 환경오염인자의 측정을 보다

제5장 개발방향 및 발전 전략
125
정 하고 신뢰성 있는 평가기준과 시험분석법에 의해 수행하고 환경오염인자의 종류 및 농도
측정결과를 기준으로 사전예방대책을 마련하여야 한다.
재활용/재이용 가능 접착제의 개발을 통해 가전용, 각종 부품 접합용 기존 열경화성 수지계
접착제의 문제점인 적용제품의 재활용을 위한 부품별 해체시 3차원가교구조 형성에 의한 높은
접착성으로 부품파괴의 원인이 되는 점과 재활용/ 재이용 저해요인이 되어 폐기물을 양산시키
는 문제를 동시에 해결할 수 있다. 기존 열경화성 수지계 접착제는 초기에는 실온에서 저점도인
저분자 액상상태에서 열을 가하면 초기에는 각 분자간에 성긴구조의 network를 형성하여 gel화
된 후 점점 치 해져 완전 경화된다. 완전경화후에는 불용불융의 상태이므로 가열공정, 화학적
처리에 의해서도 해체가 어렵다. 그러므로 완전경화 후에도 고온처리시 재액화되어 해체가 용
이한 재활용/재이용 가능 접착제의 개발이 요구되며 아울러 환경친화형 저공해/무공해 신조성
의 개발도 병행되어야 할 것이다.
접착제 폐기물 재활용 기술은 사후처리 개념의 기술과제이나 생산공정 페기물 및 사용후 경
화물의 재활용과 관련된 연구개발이 이루어져야 할 것이다. 대상 연구분야로는 경화물내 미반
응 활성기나 모노머를 활용한 재활용기술과 완전경화물의 첨가제로의 활용을 위한 분말화 및
배합성분 조정 등 재활용 제품 생산을 위한 요소기술을 들 수 있다.
<표5-2-6> 접착제산업의 환경친화적 발전을 위한 중장기 기술로드맵
단 계 1 단 계 2 단 계 3 단 계
단계별 목표 환경친화형 기반조성 실증기술 개발 Zero Emission System 기반구축
과제년도 2003 2004 2005 2006 2007 2008 2009 2010 2011 2012
접착제산업
저/무독성
제품화수성/천연/생분해성 원료
고성능화, 특수 용도 조성제조
최적 조성별 양산화
최적 적용공정
실증
물성최적화 및 활용
고정별 유해물질저감기술
고부가가치 소재화, 해체용이 접착기술
수용화/무용제화 공정
환경친화형 접착제 실용화
(대기/수질오염 저감율 >90%,
폐기물 저감율 >80%)
저/무공해
공정화
폐기물 저감화
정밀화학산업
126
6. 의약산업
의약산업은 농약산업과 마찬가지로 원료산업과 제제산업으로 구분해서 생각할 수 있는데, 의
약제제 산업에서는 농약산업의 경우와는 달리 타 산업에 비하여 환경부하가 미미한 특징을 가
지고 있다. 원료의약산업은 타 정 화학 제품과 마찬가지로 화학합성공정에서의 환경오염과 유
해중간체의 생성 또는 사용이 문제가 된다. 또한 투입되는 원료물질의 양에 비하여 제품의 양이
현저하게 적기 때문에 많은 양의 잔류 폐기물이 생성되는 특징을 가지고 있다. 친환경 공정으로
알려진 발효를 이용한 의약품의 제조와 천연물에서 직 접 추출되는 의약품의 경우 특히 소량의
약효성분 물질을 얻기 위해 다량의 원료물질이 투입되며 이로 인하여 많은 오염물질이 배출되
고 있는 실정이다. 화학합성의 경우에도 다른 산업의 폐수와 달리 고농도의 유기물, 난분해성
물질 및 COD를 쉽게 증가 시키는 유기용매 등이 어우러진 복합폐수로 배출된다. 이러한 오염
물질의 생성을 방지하기위한 기술 개발이 필요하다.
청정생산기술의 주요 경향은 기존의 생산 공정을 2세대 또는 3세대 공정으로, 즉 환경 친화
적이며 효율적인 공정으로 다시 설계하여 비용 절감의 효과와 생산성 향상을 가져오는 데 초점
을 맞추고 있다. 이러한 경향은 의약품제조 공정이 복잡하다는 특징에 기인한다. 의약품 제조공
정은 앞에서 언급한 바와 같이 여러 단계의 반응 공정과 분리 공정을 거치고 있다. 생성물의 구
조가 복잡할수록 다양한 원료 물질을 사용할 수 있으며, 또한 여러 가지의 경로를 이용하여 목
적하는 물질을 만들 수 있는 가능성이 있기 때문에 이 분야에서의 청정 기술 개발이 중요하다.
유기합성반응을 이용하는 경우에 원하는 반응에 대한 촉매의 설계는 부산물을 줄이며 직접
적으로 청정반응을 할 수 있는 좋은 방법이다. 이러한 방법은 의약제품 뿐 아니라 모든 공정에
서 공통적인 추세이다. 새로운 단위공정을 도입하는 방법도 청정생산기술의 한 방향이다. 예를
들어 마이크로파를 이용한 유기합성반응기술, 초임계유체를 이용한 반응기술 등은 산화 반응이
나 수소화 반응에 있어서 환경친화적인 기술이며 좀 더 연구 개발해야 될 과제이다.
또한 반응 과 분리가 동시에 일어나는 박막 반응기는 제품생산에 있어서 그 선택도를 크게
높여 주며 분리공정을 생략함으로 유기용매의 사용량을 크게 절감할 수 있으므로 청정기술로
확보해야 할 기술 중의 하나이다.
반응 매체에 있어서도 청정 기술이 적용될 수 있다. 산업적으로 사용이 시작된 이온성 액체
가 그 한 가지 예이며 공해를 유발하는 유해한 용매를 대체할 수 있는 새로운 디자이너 용매로
서 많은 연구가 진행되고 있는 중이다.
제5장 개발방향 및 발전 전략
127
발효기술 및 아미노산 핵산 항생제등의 생산기술의 경우에는 국내 의약산업 중 선진국 수준
에 근접한 기술력을 가지고 있다. 그러나 발효, 합성 또는 천연물로부터 제품을 분리한 후 정제
하는 기술은 선진국과 많은 격차를 보인다. 이러한 정제 기술은 제품의 효능 및 순도에 직접적
인 향을 미치는 중요한 기술로서 기술개발을 위한 투자가 필요하다.
생물촉매를 이용할 경우 발효나 유기합성의 경우와 달리 거의 완전한 청정생산의 기술을 구
현할 수 있다. 생물촉매 즉 효소나 효소를 포함한 세포는 유기합성촉매와 같이 화학합성에 이용
될 수 있다. 이들의 특징은 생체촉매 자체가 생분해성이며 반응이 상온 상압 수계에서 주로 일
어나며 반응속도가 매우 빠르기 때문에 에너지 절약형이다. 무엇보다도 기질 특이성, 선택성, 반
응특이성, 위치특이성, 입체특이성이 아주 뛰어나다는 장점을 크게 이용할 때 유기합성의 복잡
한 다단계 반응을 거치지 않고 단일 생체촉매 반응으로 목적하는 물질을 합성할 수 있다. 의약
품의 경우 광학적으로 순수한 물질을 합성해야 할 경우가 많기 때문에 생체촉매를 이용하는 것
이 청정생산기술을 제공할 뿐 아니라 경제적인 이익을 제공한다. 항생제, 고혈압 치료제, 우울증
치료제, 비천연 아미노산의 제조에 대한 연구가 활발히 진행되고 있다.
가. 화학합성 단계의 단축을 통 한 청정생산
화학반응의 단계를 단축시킴으로 단축된 공정에서 사용되었던 원재료의 절감과 함께 부산물
및 오염물질의 생성을 억제할 수 있으며 생성된 폐수의 처리 비용까지 절감할 수 있다.
나. 반응공정의 최적화를 통 한 청정생산
반응물과 생성물 그리고 부산물의 특성을 이용하여 의약 중간체나 원료의약을 대량 생산하
는 공정을 청정 생산으로 개선할 수 있다.
다. 연속공정을 이용한 의약품의 청정생산
다른 화학물질과 달리 의약품의 제조는 주로 회분식 반응기가 사용 되고 있다. 회분식 반응
기의 경우 원료를 투입할 때와 반응이 끝난 후 반응물을 반응기로부터 빼낼 때 유기용매의 증
기가 다량 방출되며 화학물질을 다른 용기로 옮겨 부을 때에 유실될 가능성이 있다. 또한 회분
식 반응기의 경우는 반응 후에 다음 반응을 위하여 다량의 유기용매 및 세척제를 이용하여 자주
세척해 주어야 하기 때문에 많은 오염물질을 배출시킨다. 따라서 회분식 반응기를 연속식 반응
기로 공정의 전체 또는 일부를 교체한다면 오염 물질인 다량의 유기용매의 사용을 줄일 수 있게
된다.
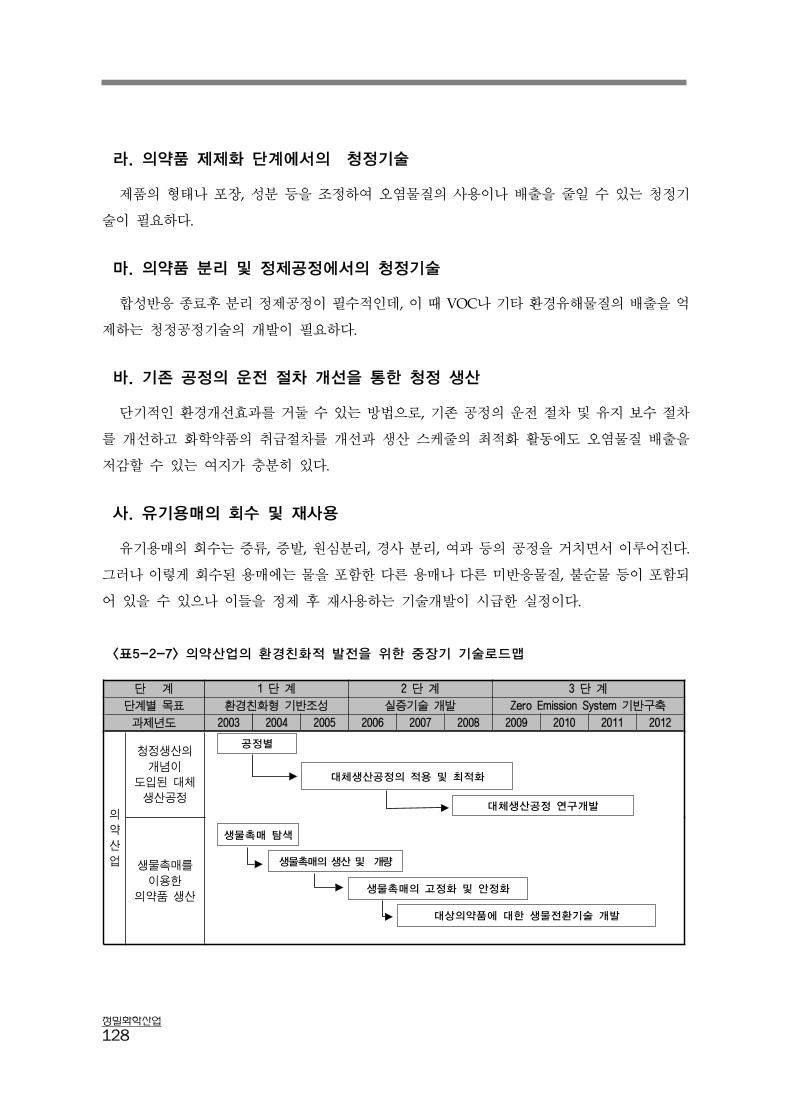
정밀화학산업
128
라. 의약품 제제화 단계에서의 청정기술
제품의 형태나 포장, 성분 등을 조정하여 오염물질의 사용이나 배출을 줄일 수 있는 청정기
술이 필요하다.
마. 의약품 분리 및 정제공정에서의 청정기술
합성반응 종료후 분리 정제공정이 필수적인데, 이 때 VOC나 기타 환경유해물질의 배출을 억
제하는 청정공정기술의 개발이 필요하다.
바. 기존 공정의 운전 절차 개선을 통한 청정 생산
단기적인 환경개선효과를 거둘 수 있는 방법으로, 기존 공정의 운전 절차 및 유지 보수 절차
를 개선하고 화학약품의 취급절차를 개선과 생산 스케줄의 최적화 활동에도 오염물질 배출을
저감할 수 있는 여지가 충분히 있다.
사. 유기용매의 회수 및 재사용
유기용매의 회수는 증류, 증발, 원심분리, 경사 분리, 여과 등의 공정을 거치면서 이루어진다.
그러나 이렇게 회수된 용매에는 물을 포함한 다른 용매나 다른 미반응물질, 불순물 등이 포함되
어 있을 수 있으나 이들을 정제 후 재사용하는 기술개발이 시급한 실정이다.
<표5-2-7> 의약산업의 환경친화적 발전을 위한 중장기 기술로드맵
단 계 1 단 계 2 단 계 3 단 계
단계별 목표 환경친화형 기반조성 실증기술 개발 Zero Emission System 기반구축
과제년도 2003 2004 2005 2006 2007 2008 2009 2010 2011 2012
의약산업
청정생산의 개념이
도입된 대체 생산공정
대체생산공정 연구개발
대체생산공정의 적용 및 최적화
공정별
생물촉매를 이용한
의약품 생산
생물촉매의 생산 및 개량
생물촉매 탐색
생물촉매의 고정화 및 안정화
대상의약품에 대한 생물전환기술 개발

단 계 1 단 계 2 단 계 3 단 계
단계별 목표 환경친화형 기반조성 실증기술 개발 Zero Emission System 기반구축
과제년도 2003 2004 2005 2006 2007 2008 2009 2010 2011 2012
농약산업
친환경 합성공정 개발
친환경 제형공정 개발
염료산업
염료제조공정기술
환경친화적 염료 개발
(폐수절감)
Digital Printing용 염료 및 Ink 개발
환경규제대응 염료개발
계면활성제 산업
재생가능자원확보
신규 계면 활성제 개발
계면활성제신기능의 발굴
도료산업
VOC저감 기술 개발
천연원료 도료개발
친환경도료 개발
접착제산업
저/무독성 제품화 수성/천연/생분해성 원료
고성능화, 특수 용도 조성제조
최적 조성별 양산화
최적 적용공정 실증
물성최적화 및 활용
고정별 유해물질저감기술
고부가가치 소재화, 해체용이 접착기술
수용화/무용제화 공정
환경친화형 접착제 실용화(대기/수질오염 저감율 >90%,
폐기물 저감율 >80%)저/무공해 공정화
폐기물 저감화
의약산업
청정생산의 개념이 도입된 대체 생산공정
대체생산공정 연구개발
대체생산공정의 적용 및 최적화
공정별 현황조사
생물촉매를 이용한 의약품
생산
생물촉매의 생산 및 개량
생물촉매 탐색
생물촉매의 고정화 및 안정화
대상의약품에대한 생물전환기술 개발
제5장 개발방향 및 발전 전략
129
<표5-2-8> 정밀화학산업의 환경친화적 발전을 위한 중장기 기술로드맵
유해중간체 대체 기술 개발
친환경 합성 공정 개발
VOC 저감 기술 개발
유해제형용매의 대체 기술 무공해 신공정 개발
서방형 농약 제형 개발
원제 효능 최적화 기술 개발 친환경 농약 개발
Green Chemistry 적용기술 개발
Oil원의 확보
유도체화 프로세스 확립
친환경
계면활성제개발친환경 계면활성제의 양산화
신규계면활성제적용기술개발
친환경 계면활성제 조합기술의 개발
신기능, 고기능의 발굴
친환경 계면활성제 사용량의 최적화
전학․분체도료
수계 도료 개발
선박용 방오 도료 개발
천연원료도료 개발 친환경도료개발 친환경도료적용기술개발
수용성 염료 회수를 증대
환경친화형 반응용매 개발업계확산
고고착률 염료 개발(85%)
고고착률 염료 개발(95%)
초극세사용 분산염료개발(Apparel용)
초극세사용 분산염료 개발(부직포용)
Nano 입자화 기술 (분산염료)
고용해도 염료 개발 (반응성, 산성염료)
무 피부자극성 염료 개발(분산염료)
인체 무독성 Hair dyes 개발 기능성 응용 제품 개발
고해상도 염료 개발
업계확산

정밀화학산업
130
제3절 세부 추진 시책
1. 친환경 합성공정 개발
◦ 유해 중간체 대체기술 개발
독성 및 환경유해물질을 친환경물질로 대체
◦ 친환경 합성공정 개발
환경유해 원료 미사용 공정, VOC 저감을 위한 반응 및 공정 용매 대체기술
◦ 전기화학적 공정기술 개발
◦ Green Chemistry 적용기술 개발
<표5-3-1> 주요 친환경 합성공정 개발 과제
구 분 중 분 류 기 술 개 발 과 제
친환경 합성공정
농·의약원제등
정밀화학
제품의 친환경
제조공정
유해 중간체 대체기술 개발
친환경 합성공정 개발
전기화학적 공정기술 개발
Green Chemistry 적용기술 개발
염료제조공정수용성염료 회수율 증대기술 개발
환경친화형 반응용매 개발
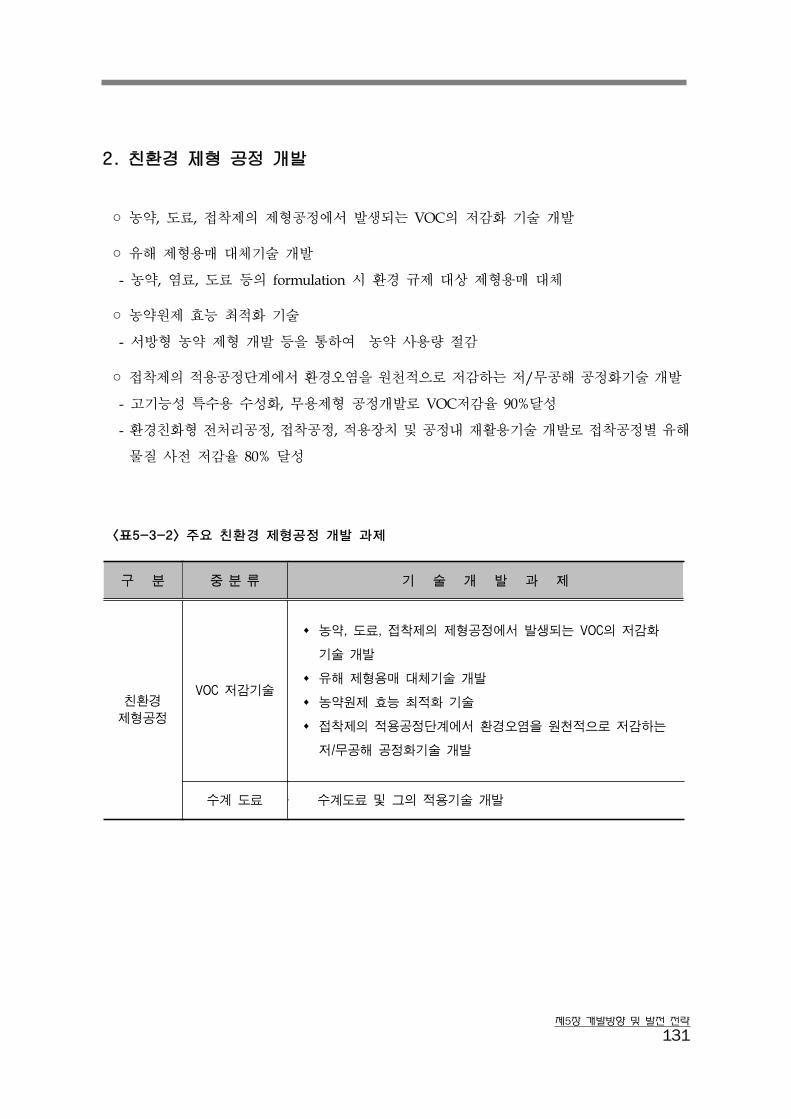
제5장 개발방향 및 발전 전략
131
2. 친환경 제형 공정 개발
◦ 농약, 도료, 접착제의 제형공정에서 발생되는 VOC의 저감화 기술 개발
◦ 유해 제형용매 대체기술 개발
- 농약, 염료, 도료 등의 formulation 시 환경 규제 대상 제형용매 대체
◦ 농약원제 효능 최적화 기술
- 서방형 농약 제형 개발 등을 통하여 농약 사용량 절감
◦ 접착제의 적용공정단계에서 환경오염을 원천적으로 저감하는 저/무공해 공정화기술 개발
- 고기능성 특수용 수성화, 무용제형 공정개발로 VOC저감율 90%달성
- 환경친화형 전처리공정, 접착공정, 적용장치 및 공정내 재활용기술 개발로 접착공정별 유해
물질 사전 저감율 80% 달성
<표5-3-2> 주요 친환경 제형공정 개발 과제
구 분 중 분 류 기 술 개 발 과 제
친환경 제형공정
VOC 저감기술
농약, 도료, 접착제의 제형공정에서 발생되는 VOC의 저감화
기술 개발
유해 제형용매 대체기술 개발
농약원제 효능 최적화 기술
접착제의 적용공정단계에서 환경오염을 원천적으로 저감하는
저/무공해 공정화기술 개발
수계 도료 수계도료 및 그의 적용기술 개발

정밀화학산업
132
3. 환경친화적 정밀화학 제품 개발
◦ 기존의 환경부하가 큰 정 화학 제품을 대체할 수 있는 신규 친환경 제품 개발을 통하여
국내외 시장을 선점
◦ 환경 규제 대응 염료개발
- 무피부자극성 염료개발(분산염료), 인체 무독성 Hair Dyes 개발
- 발암성 Amine을 사용하지 않는 인체 무해한 신개념 염료 개발
◦ 고 고착율 염료 개발(85%∼98%)
- Cellulose 염색시 유입되는 폐수 5%∼15%로 감소
◦ 초극세 사용 분산염료 개발 (Apparel 및 부직포용)
- 사용 염료량을 o.w.f.(on the weight of fiber) 기준 10%이상을 5% 수준으로 저감
◦ 고용해도 염료 개발 (반응성, 산성염료)
- Ink의 고농도화로 폐수발생 감소
◦ 신규 계면활성제 개발
- 청정 계면활성제 개발, 생분해도가 높고 고기능성 계면활성제 개발
◦ 신규 계면활성제의 적용기술 개발
- 새로운 기능을 갖는 계면활성제의 기능을 최대한 발휘할 수 있는 적용기술
- 고 도화 및 고농축화에 따른 적용기술 개발
◦ 친환경 도료 개발
- 박막형분체 도료(20∼30㎛), 저온경화 분체도료(120℃이하), 초내후성 분체도료, 자외선 경
화형 분체도료 등
- 하이솔리드 도료(도장시 도료고형분(TARGET: 60∼75%), NAD수지계, 아크릴수지계, 우레
탄수지계, 아미노알키드수지계 하이솔리드기술 확보)
◦ 기능성 환경대응형 도료
- 나노기술을 이용한 항균도료, 천연 원료 도료
- 광촉매를 이용한 내오염성도료 및 대기정화(NOx, SOx 분해)도료
- 중금속 Free 도료(Pb-free 전착도료, Tin-free 선저방오도료 등)

제5장 개발방향 및 발전 전략
133
◦ 친환경 접착제 개발
- 생산단계에서 환경오염을 원천적으로 저감하는 저/무독성 조성화
- 환경친화형 접착제 주, 부원료용 신소재 개질 및 합성기술 개발로 주소재 수입 대체 50%
이상 저감효과
- 적용공정단계에서 환경오염을 원천적으로 저감하는 저/무공해 공정화
- 고기능성 특수용 수성화, 무용제형 공정 개발로 VOC 저감율 90% 달성
- 환경친화형 전처리공정, 접착공정, 적용장치 및 공정내 재활용기술 개발로 접착공정별 유해
물질 사전 저감율 80% 달성
<표5-3-3> 주요 친환경 정밀화학 제품 개발 과제
구 분 중 분 류 기 술 개 발 과 제
친환경
정밀화학
제품
친환경 염료
환경 규제 대응 염료개발
고 고착율 염료 개발
초극세 사용 분산염료 개발
고용해도 염료 개발
친환경 도료분체 도료 개발
기능성 환경대응형 도료
친환경 접착제
저/무독성 조성화 기술 개발
고기능성 특수용 수성화, 무용제형 공정 개발
환경친화형 접착제 주, 부원료용 신소재 개질 및 합성기술
개발
기타 친환경
정밀화학 제품
친환경 농약원제 및 제형 개발
미생물 농약 및 적용기술 개발
청정 계면활성제 개발
생분해성 계면활성제 및 응용기술 개발
기타 친환경 정밀화학 제품 개발
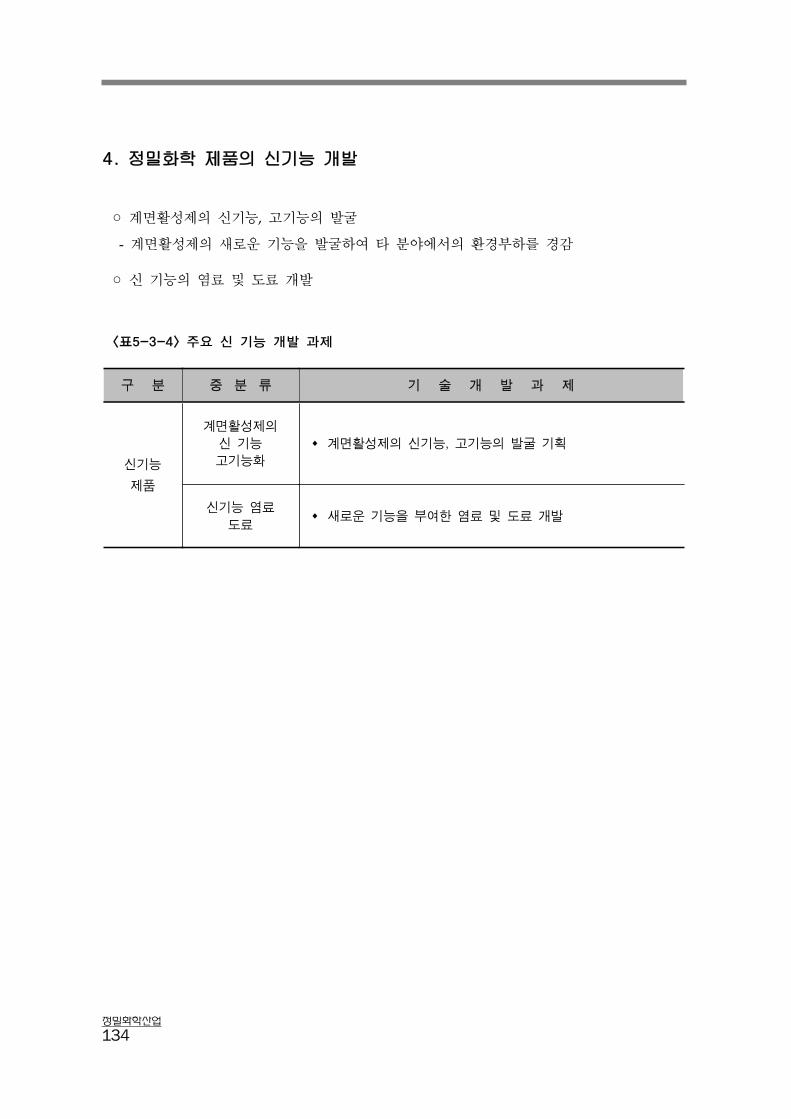
정밀화학산업
134
4. 정밀화학 제품의 신기능 개발
◦ 계면활성제의 신기능, 고기능의 발굴
- 계면활성제의 새로운 기능을 발굴하여 타 분야에서의 환경부하를 경감
◦ 신 기능의 염료 및 도료 개발
<표5-3-4> 주요 신 기능 개발 과제
구 분 중 분 류 기 술 개 발 과 제
신기능
제품
계면활성제의 신 기능 고기능화
계면활성제의 신기능, 고기능의 발굴 기획
신기능 염료 도료
새로운 기능을 부여한 염료 및 도료 개발
제5장 개발방향 및 발전 전략
135
5. 생물촉매를 이용한 의약품 제조 공정 개발
◦ 생물촉매 탐색기술
- 생물촉매는 그 자체가 생분해성이며 높은 선택성을 가지고 있으므로 부산물이 거의 없는
공정을 구현하여 용매 사용량 획기적으로 경감
- 스크리닝을 위한 데이터베이스 확보
- 유전자 재조합기술과 표층발현기술을 이용한 생물촉매 스크리닝
- 균주 및 효소 스크리닝 기술
◦ 생물촉매 생산 및 개량기술
- 의약품의 구조가 복잡해짐에 따라 이에 적합한 생물촉매의 생산을 위하여 생물촉매의 특
이성과 안정성을 높이는 연구가 필수적이며 생물촉매의 개량으로 부산물 등 독성 오염물질
의 배출이 없는 공정을 구현
․클로닝 기술
․단백질 구조 분석 기술
․대사공학 기술
․생물촉매의 인공진화 기술 등
◦ 생물촉매의 고정화 및 안정화 기술
- 생물촉매의 고정화를 통하여 다양한 오염물질 저감형 반응기 설계가 가능하며 안정화로 생
산성을 향상
․고정화 담체 제조기술, 반응기질 합성 및 디자인, 조효소 재생기술, 세포 안정화 기술 등
◦ 대상 의약품에 대한 생물공정 전환기술 개발
- 광학적으로 순수한 제품을 개발함에 있어서 기존의 유기 합성법보다 뛰어난 입체선택성을
가지고 있으므로 기존의 반응 단계를 대폭 단축
- 경제적인 측면이나 환경친화적인 측면에서 우수한 효과 보유
․항생제원료 생산, 고혈압/우울증 치료제 생산 기술 등
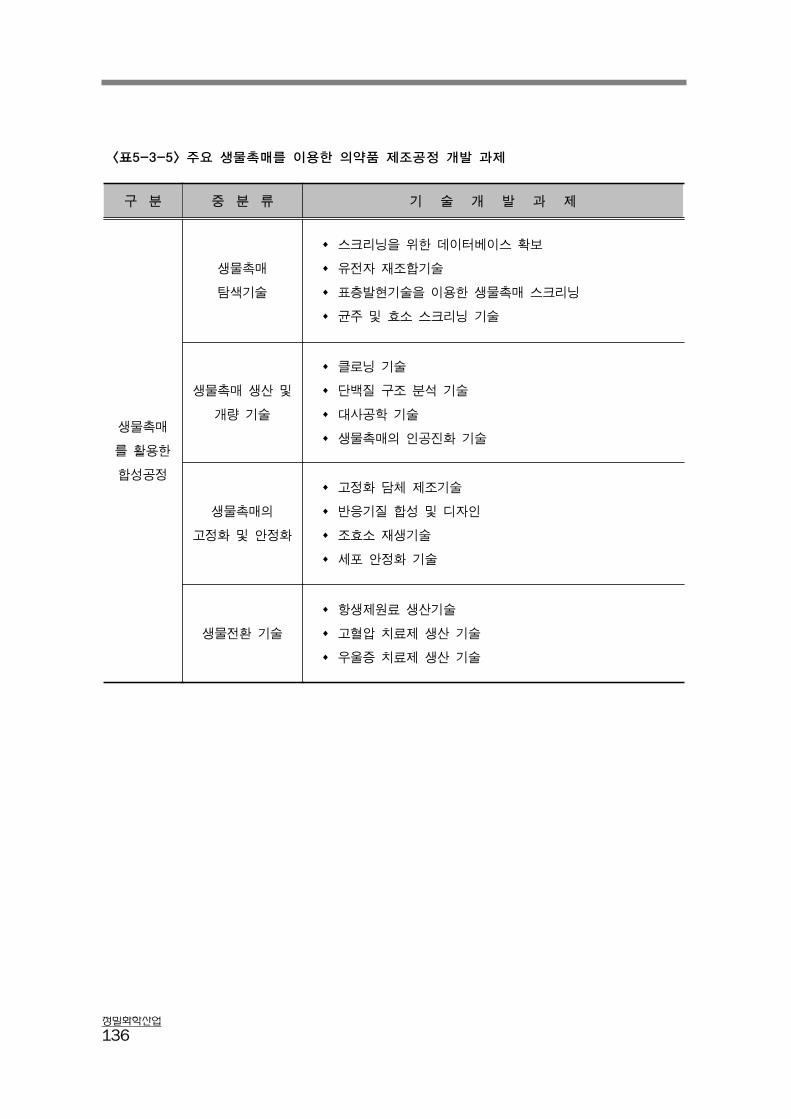
정밀화학산업
136
<표5-3-5> 주요 생물촉매를 이용한 의약품 제조공정 개발 과제
구 분 중 분 류 기 술 개 발 과 제
생물촉매
를 활용한
합성공정
생물촉매
탐색기술
스크리닝을 위한 데이터베이스 확보
유전자 재조합기술
표층발현기술을 이용한 생물촉매 스크리닝
균주 및 효소 스크리닝 기술
생물촉매 생산 및
개량 기술
클로닝 기술
단백질 구조 분석 기술
대사공학 기술
생물촉매의 인공진화 기술
생물촉매의
고정화 및 안정화
고정화 담체 제조기술
반응기질 합성 및 디자인
조효소 재생기술
세포 안정화 기술
생물전환 기술
항생제원료 생산기술
고혈압 치료제 생산 기술
우울증 치료제 생산 기술

제5장 개발방향 및 발전 전략
137

I
제1장 서 론 ·································································· 1
제2장 석유화학산업 현황 및 전망 ·································· 2
제1절 현 황 ························································································ 2
1. 석유화학산업의 중요성 ········································································· 2
2. 석유화학산업 여건의 변화 ··································································· 2
3. 국내 석유화학산업의 수급 역사 ·························································· 3
4. 한국 석유화학산업의 현 위상 ······························································ 3
5. 한국 석유화학산업의 경쟁력 및 기대 현황 ········································ 5
6. 한국 석유화학산업의 문제점 및 취약점 ············································· 6
가. 환 경 ································································································ 6
나. 문제점 ································································································ 6
다. 취약점 ································································································ 6
제2절 전 망 ······················································································· 7
1. 석유화학산업의 비전 ············································································· 7
2. 석유화학산업 수급 및 생산 ································································· 7
3. 한국 석유화학산업의 발전전략 ···························································· 9
제3장 석유화학산업 관련 국내외 환경규제 동향 및 전망 10
제1절 뉴라운드가 석유화학산업에 미치는 영향································ 10
1. 뉴라운드 ······························································································· 10
2. 한국의 석유화학산업에 미치는 영향 ················································· 10
제2절 국제환경협약이 석유화학산업에 미치는 영향························ 11
II
1. 석유화학산업에 영향을 주고 있는 국제협약의 현황 ······················· 11
가. 기후변화 협약 ················································································· 11
나. 바젤협약 ·························································································· 11
다. 몬트리올 의정서 ·············································································· 11
2. 주요 국제환경협약이 석유화학산업에 미치는 영향 ························· 12
제3절 각국의 환경규제가 석유화학산업에 미치는 영향··················· 13
제4절 환경규제가 석유화학산업에 미치는 영향································· 14
1. 국가 환경규제 정책과 석유화학산업의 변천사 ································· 14
2. 환경매체별 환경규제 영향 ································································· 15
가. 대기환경분야 ··················································································· 15
나. 질환경분야 ······················································································· 15
다. 폐기물 분야 ····················································································· 16
라. 유해화학물질분야 ············································································ 16
마. 토양환경분야 ··················································································· 16
제5절 전 망·························································································· 17
1.새천년 석유화학산업의 환경규제 전망 ··············································· 17
2. 환경매체별 규제 전망 ······································································· 17
가. 대기환경분야 ··················································································· 17
나. 수질환경분야 ··················································································· 18
다. 유독물 분야 ····················································································· 18
라. 폐기물 분야 ····················································································· 18
제4장 유화학산업의 환경 현황 ·······································19
제1절 환경적 특성 ·················································································· 19
제2절 오염 발생 현황············································································· 20
1. 대기오염물질 ····················································································· 20
2. 산업폐수 ····························································································· 20
3. 고체폐기물 ························································································· 20
III
제5장 추진 과제 및 발전 전략 ······································21
제1절 추 진 과 제·················································································· 21
제2절 발 전 전 략 ··············································································· 25
제3절 기술개발 ROADMAP ································································· 27

I
<표2-1-1> 국내 석유화학제품의 시설능력 현황 ···································· 4
<표2-1-2> 대외 수출입 규모 ··································································· 4
<표2-1-3> 중국시장에서 범용 석유화학제품의 지역(국)별 경쟁력 비교····· 5
<표2-2-1> 부문별 생산능력 및 수요 전망 ············································· 8
<표5-1-1> 반응 공학적 청정생산기법 ··················································· 22
<표5-1-2> 공정변경에 의한 공정개선기술 ············································ 23
<표5-1-3> 유해성 원부재료의 대체 공정기술 ······································ 24

제1장 서 론
1
제1장
서 론
석유화학산업은 2001년 기준 26조원(추정) 규모로서 제조업 총생산액의 4.4%를 점유하는 등
우리나라 국가경제의 주력산업으로서, 급속한 기술개발과 인류의 생활방식 변화에 따른 신규수
요의 창출로 소비량이 계속 증가하여 현재에는 인류생활에 필수 불가결한 주요 소재산업이다.
석유화학산업은 에너지 다소비산업이며, 발생 오염물의 종류가 매우 다양하고 배출원도 매우
복잡하며. 대기오염물질에 대한 배출허용기준이 엄격해지고 강화됨으로써 석유화학산업에서는
기존의 환경관리체계로는 이러한 규제의 준수는 물론 예방이 불가능하게 된다.
'96년 말, 우리나라가 OECD에 가입하고, 기후변화협약 등 국제환경협약의 가입 및 이에 따
른 이행의무로 석유화학산업에 있어서 또 하나의 부담이 되고 있다.
석유화학산업분야에서 개발도상국의 신규진출 및 선진국의 국제적인 합병과 전략적 제휴 그
리고 구조개편, 고부가가치 분야의 진출 등으로 국제시장에서의 경쟁이 더욱 더 치열해지고, 석
유화학산업은 점점 더 어려운 상황에 놓이고 있다.
세계적으로 확산되고 있는 환경규제에 능동적으로 대처하기 위하여 부정적인 향을 최소화
해야 하고, 대외경쟁력의 강화를 위한 기회로 활용해야 할 시기이다.
본 고에서는 환경시대에 보다 능동적으로 대처하면서 수출경쟁력을 지속적으로 유지․확보
할 수 있는 석유화학산업의 발전비전을 제시하고자 한다.
석유화학산업
2
제2장
석유화학산업 현황 및 전망
제1절 현 황
1. 석유화학산업의 중요성
석유화학산업은 의식주와 관련된 각종 생활용품에서부터 전기전자, 컴퓨터, 자동차, 건설 등
산업에 기초소재를 생산․공급하는 주요 기간산업이다.
특히 우리나라에서 국가경제를 주도하는 자동차, 가전, 건설, 섬유 등의 주력산업에 석유화학
으로부터 출발한 합성재료의 적용이 꾸준히 증가하면서 한국 산업경쟁력의 기초가 되고 있다.
최근 NT, BT, IT, ET 등 기존의 과학기술 역이 융합된 첨단기술이 등장하면서, 동 분야에서
요구되고 있는 특수소재․물질들의 개발에 석유화학기업의 연구개발이 집중되고 있어 미래 첨
단산업 발전의 견인차 역할을 담당하고 있다.
2. 석유화학산업 여건의 변화
90년대 이후 생산 및 수요에서 선진국의 비중은 축소되는 반면 개도국 및 산유국의 비중 증
가되고 있다.
- 석유화학산업의 발전 패러다임이 변화하고 있다.
- 공급자(Production) 중심 → 수요자(Cost, Needs) 중심
- 생산규모 중심(설비투자) → 제품 고부가가치화(기술투자)
- Local(Block) Market → Globalization
- 규모의 경제, 제품별 전문화, 동종기업간 전략적 제휴가 강화됨
이와 관련하여 전자 Business가 적극적으로 추진되고 있다.
- 선진화학기업들을 중심으로 전자상거래 활성화
- 국내 종합상사 또는 닷컴(.com)기업들을 중심으로 활발히 진행됨
제2장 석유화학산업 현황 및 전망
3
- 경 중심이 물량중심에서 가치중심으로 전환됨을 의미함
- 구조조정은 사업의 분사와 매각/인수, 합병, 전략적 제휴 등 다양한 형태로 진행됨
- 선진국은 포트폴리오에 의한 사업의 통폐합, Downsizing, M&A, 전략적 제휴 추진
3. 국내 석유화학산업의 수급 역사
1980년대 중반까지는 내수위주로 개발되었고 또한 수요증가폭에 비해 시설이 확충되지 못하
여 대부분의 품목이 공급부족현상이 발생하 다.
1980년대 중반 이후 대폭적인 시설확충으로 일부품목을 제외하고는 국내 수요에 비해 심한
공급 과잉현상을 초래하 다.
1991년에 들어서면서 경제의 회복세와 구미 대형공장들의 잇달은 사고 및 엔화 강세 등에 힘
입어 합성수지, 합성원료, 합성고무의 3대 부문은 전년비 11.5%(내수기준)의 성장, 업체들의 수
익도 크게 호전되었다.
2001년 석유화학제품 수급은 주요 3대 부문 기준 생산 15,050천톤에 내수 9,340천톤, 수출
6,866천톤으로 수출이 생산의 46% 점유하고 있다.
4. 한국 석유화학산업의 현 위상
생산액은 2001년 기준 26조원 규모로서 제조업 총생산액의 4.4% 점유하여 1995년 14조원에
서 5년 만에 2배 가까이 빠르게 증가하고 있다.
수급은 3대 부문((합성수지, 합섬원료, 합성고무) 기준 생산 15백만톤에 내수 9백만톤으로 수
출비중이 46%를 차지하고 있다.
- 2001년 3대부문 석유화학제품 생산은 내수부진에도 불구하고 2000년보다 2.4% 증가로 비
교적 양호한 성장세를 보이고 있다.
- 국내수요는 합성수지의 경우 예년과 비슷한 4.4%의 성장률을 기록하 으나, 합성원료와
합성고무는 5%대 수요가 감소되고 있다.
.합성수지 : ① 주택경기/리모델링 활성화로 PVC, EPS 수요 양호
② 가정/컴퓨터산업 침체로 PS, ABS 수요 정체
.합성원료 : ① TPA, EG는 수출증가, 내수감소 경향 뚜렷
② AN, CPLM은 정기보수와 수요산업의 불황으로 생산/내수 모두 감소
석유화학산업
4
.합성고무 : ① 타이어 수출감소와 고급제품 수입증가에 따른 타이어 생산감소 (△5%)로
범용합성고무 수요 감소
② BR은 주요 수요처인 PS(HI) 생산증가로 수요감소폭 축소
- 수출은 2001년말 기준 82억불로 한국 총 수출액의 5.5% 점유하고 있고, 수입은 3억불( 수
입품 지역 비중은 일본 비중과 중동비중이 각각 상승.)로 무역수지는 43억불 흑자를 기록
하고 있다.
- 수출은 중국시장이 48%, 기타 아시아가 26%로 절대적 비중 점유하고 있으며 중국으로의
수출 의존도가 더욱 커지고 있다.
<표2-1-1> 국내 석유화학제품의 시설능력 현황(단위 : 십억원)
1990 1995 1998 1999 2000 2001
제 조 업 (A) 176,440 364,821 425,007 479,733 564,834 581,780
화학산업 (B) 15,722 33,519 47,223 46,279 56,038
석유화학산업 (C) 4,883 13,802 21,026 20,427 25,767 25,800
비중 (C/A) (C/B)
2.8%31.1%
3.8%41.2%
4.9%44.5%
4.3%44.1%
4.6%46.0%
4.4%
1)자료 광공업통계조사보고서(2000), 2001년은 협회 추정치임.
<표2-1-2> 대외 수출입 규모(단위 : 억불)
1990 1995 2000 2001 참고 (2001년 총수출입액)
수 출수 입
1233
5849
9445
82 (5.5%)39 (2.8%)
1,5041,411
무역수지 ▲21 9 49 43
1)주 ( )는 전체 수출입액을 100으로 한 비중 2)주 2001년 반도체, 자동차, 컴퓨터, 조선 등에 이어 6대 수출산업 (자료) KOTIS 무역통계
제2장 석유화학산업 현황 및 전망
5
5. 한국 석유화학산업의 경쟁력 및 기대 현황
중국은 석유화학제품 국제교역에서 가장 중요한 시장으로 중국시장에서의 경쟁력이 곧 국제
경쟁력이라고 할 수 있다. 외국의 컨설팅 기관들의 분석자료에 따르면 한국의 가격경쟁력이 중
동지역보다는 떨어지지만, 2위 그룹의 경쟁력을 갖는 것으로 평가하고 있다.
<표 2-1-3> 중국시장에서 범용 석유화학제품의 지역(국)별 경쟁력 비교
평 가 요 인
가 격 경 쟁 력 비가격 경쟁력
원 료
생 산 성
수송비용BargainPower
Diversity(품질)
선발기업 이익설비규모
노후화 정도
1위사우디/이란 A A A BC AB C C
미국/캐나다 AB AB B BC B A B
2위
한 국 C B B A A AB A
대 만 C AB AB A B BC B
싱가포르 C AB AB AB C BC C
3위일 본 C C C A B A A
서 유 럽 BC B C C C A B
공장 운전 및 공정개선 기술과 제품 응용기술(Compounding/ Alloy)에서는 선진국과 대등한
수준으로 생산성과 범용제품의 품질 및 안정성이 뛰어난 것으로 평가되고 있다. 또한 주요 석유
화학설비의 60% 이상이 ‘90년대 이후 건설된 설비로, 설비안정성과 생산성, 에너지효율성 모두
경쟁력이 있다.
반면, 내수시장에서는 안정적인 성장을 지속하고 있다. 자동차, 전자재료, 건설 등 주요산업
에서 타소재 대체와 안정적인 수요성장을 이끌고 있어, 경제성장률과 비슷한 수준의 안정된 내
수성장 가능할 것으로 보인다. 구미․일본 등 선진국들은 전자, 섬유 등 주요산업 생산기지가
점차 개도국으로 이전됨에 따라 경제성장률을 밑도는 저성장기에 돌입하고 있다.

석유화학산업
6
6. 한국 석유화학산업의 문제점 및 취약점
가. 환 경
- 국내시장이 성숙단계에 진입하고 향후 가공업체의 생산기지 해외 이전 등으로 수요신장
에 한계가 있음.
- 내수규모에 비해 생산량이 많아 국내 업체간 가격전쟁 재발 가능성이 있음.
- 특수규격제품에 대한 수입의존 증가 및 해외기업의 Globalization 대상이 될 수 있음.
나. 문제점
- 기업규모가 작으며 기업내 세계적 규모의 핵심사업이 미미함.
- Cost 경쟁력의 국제적 열세 및 기업당 연구개발비 저조.
- Globalization 속도가 느림
다. 취약점
1) 원료 및 에너지비용 부담 과중
- 한국은 원료․에너지를 수입에 의존하고 있으며, 특히 에너지의 경우 높은 세율로 구입가
격이 더욱 높아져 대부분의 경쟁국에 비하여 근본적인 불리함을 안고 있다.
2) 품목별 생산기업 과다로 국내외 시장에서 과잉경쟁 유발
- 세계적으로 석유화학과 같은 자본․기술집약적인 장치산업은 생산기업이 소수기업에 집
약되어 있어, 내수시장은 경쟁이 거의 없고 수출시장에서도 자국기업간에는 긴 한 협조
가 이루어지고 있다.
3) 해외 주요 경쟁기업들의 대형화로 원가(비용)경쟁력 약화
- 2000년대 이후 완공되는 신규설비가 점차 대형화되고 동 설비의 물량 대부분이 수출시장
으로 유입되면서, 생산효율성이 높은 저원가 제품의 시장공급량 증가하고 있다.
- 선발 주요 기업들은 경쟁기업간 대형 합병 또는 사업통합으로 기업규모가 크게 증가, 경
효율성을 제고하고 Bargain Power를 강화하고 있다.
4) 선발 메이저기업과 기초공정기술 및 고부가가치 기술력의 격차 지속
- 100년 이상의 화학산업 기술연구 역사를 가진 선진 메이저기업과 비교할 때 공장건설을 위한 기초
공정기술과 첨단 고부가가치 특화기술에서는 상당한 기술력의 격차가 좁혀지기 어려운 실정이다.

제2장 석유화학산업 현황 및 전망
7
제2절 전 망
1. 석유화학산업의 비전
국내 주요산업이 세계시장에서 경쟁력을 갖기 위해서는 그 기반이 되는 소재산업이 필수적
이므로 장기적으로 국내산업의 경쟁력 강화를 위한 기초기반 산업으로 중요한 역할을 담당할
것으로 예상된다. 일본의 전자, 자동차 등 주력산업의 경쟁력도 자국내 양질의 소재산업이 존재
하기 때문에 가능한 것으로 평가받고 있다.
세계 석유화학시장에서 가격과 품질 모든 면에서 경쟁력 있는 공급기지로 발전할 전망이다.
현재 한국석유화학산업의 강점을 가지고 기회를 활용한다면, 아시아 시장에서 중동지역 다음으
로 경쟁력이 있는 수출국이 될 수 있을 것이다. 아시아 개도국들이 석유화학제품 자급화를 위하
여 계속 노력하더라도, 대규모 자본․기술 집약적인 산업이라는 점을 감안할 때 빠른 자급화 진
전은 어려워 2010년 이후에도 대량의 수입이 불가피할 전망이다.
미래 첨단기술인 BT, IT, NT, ET의 성장을 이끄는 기초기술 제공과 연구개발을 위한 자금 공
급원으로서의 역할 수행하고 있다.
2. 석유화학산업 수급 및 생산
석유화학산업의 생산액은 설비능력 증대에 따른 양적 성장(2.7%/yr)과 산업의 고부가가치화
에 따른 질적 성장(7.4%/yr)으로 구분, 연평균 4.%/yr전후의 성장이 전망되므로 2010년에는 37
조원대 규모로 성장이 기대된다.
에틸렌 생산능력은 설비 합리화 차원으로 Revamping을 추진하여 2010년에는 연산 650만톤
규모로 증가하고, 세계시장 점유율은 4.5%로 5위권 수준을 유지할 전망이다.
향후 2005년까지 석유화학제품 생산은 PX, TPA, Caprolactam, TDI/MDI 등 일부 품목에서
만 증설이 진행되어 증가폭이 매우 작은 반면, 수요는 합성수지의 안정적 수요증가에 힘입어 연
평균 3.7%성장할 전망이다.
석유화학산업의 부가가치는 2010년 13조원 대로서, 생산액당 부가가치 비율이 2002년의 27%
에서 2010년에는 35%로 상승할 전망이다.

석유화학산업
8
수출액의 경우에도 절대 수출량은 2010년까지 정체, 혹은 소폭 감소할 전망이지만 수출품목
의 점진적인 고급화로 수출액이 연평균 4% 전후로 증가할 전망이다.
한국 석유화학설비의 잉여능력(수출가능 능력) 비중은 2001년 기준 42%에서 2005년에는 37%
로 점차 낮아질 전망이다.
<표2-2-1> 부문별 생산능력 및 수요 전망(단위 : 천톤, %)
2001 2002 2003 2004 2005 2010AAGR
'01-'05 '05-'10
합성수지
생산능력(A)
국내수요(B)
9,546
4,296
9,796
4,557
9,796
4,799
9,796
5,053
9,796
5,321
9,796
6,505
0.6%
5.5% 4.1%
내수비중(B/A) 45% 47% 49% 52% 54% 66%
합성원료
생산능력(A)
국내수요(B)
6,175
4,845
6,175
5,015
6,695
5,120
6,895
5,228
6,895
5,338
6,895
6,010
2.8%
2.5% 2.4%
내수비중(B/A) 78% 81% 76% 76% 77% 87%
합성고무
생산능력(A)
국내수요(B)
458
199
458
204
458
210
458
216
458
223
458
252
0.0%
2.9 2.5%
내수비중(B/A) 43% 45% 46% 47% 49% 55%
계
생산능력(A)
국내수요(B)
16,179
9,340
16,429
9,776
16,949
10,129
17,149
10,497
17,149
10,881
17,149
12,766
1.5%
3.9% 3.2%
내수비중(B/A) 58% 60% 60% 61% 63% 74%
1)주 전망은
․ 생산능력 : 현시점에서 발표된 신증설까지만 반영하여 가정
․ 수요 : ‘석유화학산업의 발전전략과 미래상’(2000)의 수요성장률에서 최근 시황을 감안하여 추정

제2장 석유화학산업 현황 및 전망
9
3. 한국 석유화학산업의 발전전략
기 본 전 략
○ 세계적으로 경쟁력이 있는 강한 기업 육성 ➡ 대형화․집약화를 통하여 세계 30위권의 전문화학기업 2∼3개社 육성
○ 산업의 고부가가치화 ➡ 고부가가치제품 생산비중 : 20% (2001년) → 40% (2010년)
○ 전략적 해외투자로 안정적 해외시장 진출거점 확보 ➡ 해외생산비중 : 5% (2001년) → 20% (2010년)
○ 환경경영으로 지속가능한 발전체제 구축
ꀺ
기본 전략 민 간 정 부
원가경쟁력 강화 전략
기업합병 및 사업통합을 통한
대형화․집약화
전략적 제휴의 확대
신증설 자제와 노후시설 폐기
납사 및 대체원료에 0세율 적용
산업용 연료에 대한 특소세 폐지
상시구조조정 지원체제 구축
각종 부담금 폐지 및 축소
고부가가치화 전략
기존제품의 고부가가치화
- 차별화제품 비중 확대
고부가가치 틈새시장 발굴,
사업화
기업의 R&D 활성화 지원
화학산업 전체에 대한 통합 기술 네
트워크 구축
고급 기술인력 양성을 위한 교육환경
개선과 인센티브 강화
세계화 전략
수출시장의 다변화
해외 직접투자 확대
- 수출시장․산유국
통상마찰 사전조정 시스템 구축
산업의 이해에 근거한 양자간․다자간
경제협력(FTA등) 강화
환경경영 전략
Responsible Care 운동의 정착
및 활성화
2010년까지 에너지효율성 10%
이상 개선
청정생산기술, 에너지절약기술 개발을
위한 장기 Road Map에 따른 산․학․연
기술개발 지원
석유화학산업
10
제3장
석유화학산업 관련 국내외 환경규제 동향 및 전망
제1절 뉴라운드가 석유화학산업에 미치는 영향
1. 뉴라운드
과거에는 가장 무서운 무역장벽이 관세 으나, 앞으로는 그린라운드가 가장 강력한 비관세장
벽이 될 전망이다. 2001년 11월 9일부터 14일까지 카타르의 도하에서 각료회의가 뉴라운드(일명
“Doha Development Agenda”로 표현) 출범을 공식 선언하고 2005년 1월1일까지 3년의 기간동
안 최종협상안의 타결을 위한 본격적인 협상국면에 돌입하게 된다.
뉴라운드 출범 선언으로 환경파괴를 유발하는 상품과 서비스는 설 자리를 잃게 되지만 환경
보호를 목적으로 하는 다양한 새로운 산업분야들은 급부상할 전망이다. 그린라운드 타결 시점
까지 빈발할 것으로 예상되는 각종 쌍무적, 일방적인 환경규제조치로, 선진국들이 보다 유리한
입장에서 협상을 타결시키기 위해 환경규제를 더욱 강화할 것으로 보인다.
2. 한국의 석유화학산업에 미치는 영향
우리나라는 국제환경규제의 강화가 단기적으로는 국내산업의 경쟁력약화 및 수출감소를 초
래할 것으로 예측되나, 장기적으로는 환경기술의 개발을 통한 국제경쟁력의 확보 여부에 따라
향이 달라질 것이고, 국제환경규제의 강화는 국내환경질의 개선을 촉진시킨다는 긍정적인 효
과를 주게 될 것이다.
뉴라운드 협상결과 한국의 석유화학산업에 미치는 향에 대해서 수출이 4.78% 증가하게 되
고, 수입은 4.84% 증가하여, 무역수지가 14.8 백만 달러 흑자에 달할 것으로 예상하고 있다. 생
산성 향상 측면에서는 0.98% 증가할 것으로 예측되어 주요 국가들보다도 생산성 향상 측면에서
는 유리할 것으로 조사되었다.
제3장 석유화학산업관련 국내외 환경규제 동향 및 전망
11
제2절 국제환경협약이 석유화학산업에 미치는 영향
1. 석유화학산업에 영향을 주고 있는 국제협약의 현황
전세계적으로 발효중인 180여 개의 환경협약 중 몬트리올 의정서, 기후변화협약, 바젤협약
등이 석유화학산업과 관련이 있으며, 이중 31개에 가입되어 있으며 무역규제 조치까지 담고 있
는 국제환경협약은 바젤협약 등을 포함하여 모두 18개로 우리나라는 기후변화 협약 등 7개에
가입하고 있다.
가. 기후변화 협약
1992년에 세계 각국 지도자들이 브라질의 리우에 모여 지구 온난화와 기상 이변의 원인 물질인
이산화탄소 발생의 저감을 위한 기후변화 협약을 체결하 다. 1994년 3월에 발효되었고 현재까지
176개국이 가입했으며 우리나라는 1993년 12월에 47번째로 가입하 다.
국가별로 정도의 차이는 있으나 모든 나라가 책임이 있으므로 능력에 따라 의무를 부담하되 당
사국들을 부속서Ⅰ국가(선진국)와 기타국가(개도국)로 구분하여 각기 다른 의무 부과하고 있다.
1994년에 발효된 기후변화협약은 온실가스 배출량을 1990년 수준으로 낮추기 위해 노력하도
록 규정하고 있다. 교토의정서는 규제대상 온실가스를 6가지로 확정짓고, 3차의 기간으로 나누
어 온실가스 저감목표를 설정하도록 하 으며, 부속서I국가들은 1차기간인 2008년부터 2012년
까지 1990년 배출량 대비 평균 5.2% 감축할 것을 합의하 다.
나. 바젤협약
1989년 스위스 바젤에서 체결된 협약으로 유해폐기물의 국가간 이동 및 처리에 관한 규제를
다루고 있다. 폭발성, 인화성, 독성 등 13가지 특성을 갖고 있는 폐기물 47종을 규제대상 물질로
정하고 이들 물질의 국가간 이동을 금지하고 있다. 각 가입국은 자국의 폐기물 발생을 최소화하
고 가능한 자국 토에서 처리하도록 의무화하고 있다.
다. 몬트리올 의정서
1985년 3월 오존층 보호를 위한 비엔나 협약이 채택된 데 이어 1987년 9월에는 오존층 파괴

석유화학산업
12
물질의 생산 및 소비감축을 내용으로 하는 몬트리올 의정서가 채택되었다.
프레온가스 사용을 1997년까지는 15%로, 2000년에는 전면규제하고 있다.(현재 미국은 1995년
이후 전면규제를 추진 중) 오존층을 파괴하는 물질로 염화불화탄소(CFCs), 할론(Halon), 사염화
탄소 등 95종의 물질을 규정하고 있는데, 우리나라는 1992년 2월에 비엔나협약 및 몬트리올 의
정서에 가입했고, 1998년 10월 현재 몬트리올 의정서에는 168개국이 가입하 다.
우리나라가 포함되어 있는 개발도상국의 의무규정을 보면, 1995년∼1997년 평균소비량이나 1
인당 소비량 0.3㎏ 중 낮은 수치를 기준으로 1999년 7월부터는 동결하고, 순차적으로 감축하여
2010년부터는 완전히 사용을 할 수 없도록 하고 있다.
2. 주요 국제환경협약이 석유화학산업에 미치는 영향
무역-환경의 연계 논의가 마무리되고 환경과 무역에 대한 국제규범이 정해지면 세계의 무역
질서는 환경 중심의 구조로 재편될 것이며, 환경보전을 위해 무역을 규제하는 국제 환경협약이
증가하고 있다. 각종 국제 환경협약이 실질적으로 발효되면 석유화학산업 등 에너지 다소비 산
업구조인 우리나라 산업특성상 에너지 가격이 상승하여 산업 전반적인 생산비용이 상승하고 이
결과 성장이 둔화되어 산업 생산 및 성장이 단기적으로 악 향을 받을 것으로 보인다. 장기적
으로 에너지 절약산업 등의 새로운 환경산업이 성장할 것이며, 환경친화적 기술개발이 촉진된
다면 산업구조도 환경친화적으로 전환될 수 있을 것으로 기대된다.

제3장 석유화학산업관련 국내외 환경규제 동향 및 전망
13
제3절 각국의 환경규제가 석유화학산업에 미치는 영향
최근 미국, EU, 일본 등 선진국가의 개별 환경정책들이 점차 비관세 무역장벽의 양상을 띠고
있다.
각 국의 환경관련 무역규제 조치들은 선진국들을 중심으로 환경청정기술 및 대체기술의 개
발과 연계되어 채택되고 있기 때문에 관련분야에서의 기술수준이 낮은 우리나라로서는 주요 교
역 대상국인 미국, EU, 일본 등 선진국시장에의 접근이 점차 어려워질 것으로 전망된다. 미국,
EU 등 선진국은 환경규제기준 및 배출허용기준과 같은 직접적 환경규제 수단을 통하여 자국의
환경을 보전하려고 노력하고 있다. 따라서 이 기준은 충족시키지 못하는 상품의 판매뿐만 아니
라 수입도 금지하게 하고 있으며, 이러한 선진국들의 직접규제는 우리나라 수출에 직접적인
향을 미치게 될 것이다.
개별 국가에서 환경규제의 추진 과정에서 환경협약 이행의무 부과를 둘러싼 각국간 이해 대
립, 환경보호 명분을 내세운 선진국의 무역규제 남발 등 국익 갈등이 심화될 가능성이 큰 것으
로 예상하고 있다.
최근 국제사회 내 환경현안 해결 모색에서는 「교토의정서」 이행을 위한 국제협상이 최종 타
결됨에 따라 각국 별로 온실가스 감축을 위한 국내대책 마련에 주력하는 가운데 2002년부터 본
격 논의될 예정인 무역‧환경 연계문제와 2002년 9월 세계 환경정상회의 개최에 대비, 지역별‧국
가별로 사전입장 조율 및 대응전략 마련에 부심하고 있다.
이러한 환경현안 해결 노력 강화는 화석연료 사용 증가와 무분별한 개발 등에 따른 지구환경
훼손 방지 필요성에 대한 국제사회 내 공감대가 확산되고 있는 데에 따른 것이나 추진과정에서
환경협약 이행 의무 부과를 둘러싼 각국 간 이해 대립, 환경보호 명분을 내세운 선진국의 무역
규제 남발 등 국익 갈등이 심화될 가능성이 클 것으로 전망된다.

석유화학산업
14
제4절 환경규제가 석유화학산업에 미치는 영향
1. 국가 환경규제 정책과 석유화학산업의 변천사
1963년 우리나라 최초의 공해방지법이 제정되었다. 공해방지법이 제정․시행되기 시작한 지
30여 년이 흘 고 이와 괘를 같이 하여 국내 석유화학산업도 1972년에 울산 국가산업단지 내에
수직계열화를 이룩한 지 30여 년의 역사를 가지고 있다. 초기 공해방지법은 당시의 사회적 분위
기, 즉 경제개발 5개년 계획과 같은 개발 논리에 려서 제 역할을 충분히 해냈다고 볼 수 없다.
헌법에서는 “환경권”을 국민의 기본권으로 규정하고 있다. 1980년에 환경권이 국민의 기본권
으로 규정되어 이전의 단순 행정위주(설비관리)의 국가 환경관리 정책은 대규모 산업단지로 인
한 환경오염을 효과적으로 해결하기 위하여 1986년에는 국내에서 최초로 울산․온산․미포 국
가산업단지를 “대기보전 특별대책지역”으로 지정되어 주민의 건강․안전분야도 고려함으로써
일반지역과 차별화된 환경관리 정책이 시작되었다.
단일 환경법규에서는 1990년부터 환경매체별 복수 규제법규로 세분화되어 실질적인 환경규
제가 시작되었다. 1977년 이래로 “환경보전법”의 단일 법규로 유지해오던 환경법규는 산업규모
의 급속한 확대, 업종의 다변화 및 환경 매체별 오염 가속화 등으로 인하여 1990년에 환경정책
기본법을 비롯한 대기 환경보전법 등의 환경 매체별 법규가 제정되었다. 이 시기에 석유화학산
업계에서도 별도의 환경관리부서 설치, 전문가 양성 및 오염물질 처리시설의 개선 등이 본격화
되었다.
석유화학산업의 대규모 투자사업 진행에 따른 대기보전특별대책지역 지정 등 관리 강화하고
있다. 국가에서 관리하던 석유화학공업 육성법이 1986년도에 폐지되고 경기가 활성화됨에 따라
국내 석유화학산업은 1989년부터 1996년까지 연평균 2조원의 투자가 진행되었다. 반면에 국내
에서 가장 규모가 큰 여수국가산업단지가 주변 지역에 미치는 환경 향 조사 보고서가 발표됨
에 따라 울산에 이어 두 번째로 여수국가산업단지가 대기보전특별 대책지역으로 지정되었다.
VOC 등의 신규 규제 시작과 함께 석유화학산업에도 환경경 체제가 도입되고 있다.
국내 대기질에서 발암성물질과 오존의 전구물질인 휘발성유기화합물질(VOC)이 다량 검출됨
에 따라 엄격/특별 배출기준의 적용 이외에 VOC 설치기준의 준수, 신․증설의 원칙적 제한,
TMS의 조기 정상화 등의 규제가 적용됨으로써 울산․여수를 비롯한 대부분의 석유화학산업은

제3장 석유화학산업관련 국내외 환경규제 동향 및 전망
15
기존의 환경관리체계로는 이러한 규제의 준수는 물론 예방이 불가능하다는 판단하에서 자발적
으로 국제 환경경 규격 도입 및 ISO 14001인증을 활발하게 전개함으로써 환경관리 체질을 바
꾸는 전환점이 되었다.
1996년 OECD 가입에 따라 화학물질의 관리에 대한 규제가 강화되고 있다. 1996년도에 우리
나라가 OECD 가입시 의무 이행조건에 포함된 각종 환경분야, 예를 들면 화학물질 환경배출량
및 이동량 보고 제도(PRTR) 등은 석유화학산업에 있어서 또 하나의 강력한 규제로써 작용하고
있다.
1990년대 초반이후부터 현재까지 국내 공급량이 내수량을 초과하고 중국을 포함한 개발도상
국과 산유국에서는 저임금, 값싼 원료를 무기로 대규모 석유화학공장의 신․증설이 계속됨에
따라 국내 석유화학산업은 점점 더 어려운 상황에 놓이고 있고 국가기관을 비롯한 시민단체들
이 환경오염의 주범으로 인식하는 등 이중고를 겪고 있다.
2. 환경매체별 환경규제 영향
가. 대기환경분야
국내 대기환경보전법에서는 52종의 일반대기오염물질과 25종의 특정대기유해물질이 지정되
어 28종의 가스상 및 입자상 물질에 대한 배출허용기준이 설정․규제되고 있고 4년 주기로 배
출허용 기준이 강화되어 왔다. 특히, 석유화학산업체가 집된 여수국가산단과 울산국가산단이
대기보전특별대책지역으로 지정됨으로써 “휘발성유기화합물질(VOC) 취급시설 규제”, “동 단지
내의 신․증설 제한”, “악취 배출사업장에 대한 단속 강화”, “굴뚝자동측정기(TMS)의 조기설치
및 법규 적용”등의 규제가 신설됨에 따라 석유화학산업은 기업의 속성인 지속적인 투자(신․증
설)가 위축되는 계기가 되었다.
또한, 오염물질 사후처리 위주의 대기질 관리에서 제조공정중의 점원과 비점원에서의 오염물
질 발생을 예방하는 환경관리와 청정생산기술 개발 및 적용 방향으로 전환하고 있다.
나. 질환경분야
석유화학산업은 업종의 특성상 다량의 물을 소비하고 폐수 발생량이 많지만 용수구입비용이
저렴하여 제조원가에 미치는 향이 적고 폐수처리 또한 폐수 또는 하수종말처리시설에 유입되고
있다. 따라서, 타 환경매체와 비교하여 그 동안 규제의 향이 상대적으로 적었다고 할 수 있다.

석유화학산업
16
하지만, UN으로부터 물 부족국가로 인식되는 국내의 상황에서 다량의 물을 소비하는 석유화
학산업은 수자원의 고갈과 하천 오염의 주요 인자로서의 인식이 증가함에 따라 폐수 발생량을
저감하기 위한 공정과 제품개발이 가장 시급한 상황이다.
다. 폐기물 분야
석유화학산업은 생산단위수가 많고 크기 때문에 산업폐기물의 발생량이 많고 그 종류가 매
우 다양하다. 특히, 염소를 함유한 탄화수소 폐기물의 경우에는 소각 또는 고온 열분해과정에서
다이옥신이 발생될 수 있지만 다이옥신에 대한 배출규제가 점차 강화되고 있으므로 폐기물 처
리과정에서 염소화 탄화수소의 처리 기피가 심화되어 공정운전에 심각한 향을 줄 수 있다.
라. 유해화학물질분야
국내 유해화학물질은 90년대 중반까지 업실적과 유통량을 관리하 으나, “화학물질의 유
해성 심사”, “화학물질 수․출입 신고”, “화학물질 환경배출량 및 이동량 보고” 제도 등의 물질
자체의 유해성과 취급 전 과정에서의 환경배출량 관리로 전환되면서 원료 및 제품 자체가 대부
분 유해화학물질로 분류되는 석유화학산업은 원료의 선택, 공정의 설계/운전, 제품의 판매, 폐
기 등 전 과정에 있어서 화학물질의 환경배출량 감소에 대한 규제가 증가하고 있다.
마. 토양환경분야
석유화학산업은 원료, 부원료, 중간물질 및 제품이 대부분 토양오염유발물질(유류로 분류)에
해당되고 1996년도에 토양환경보전법이 제정․시행됨에 따라 토양오염 방지조치와 1년∼3년 주
기로 시하는 토양오염도 검사 규제를 받게 되었다.
특히, IMF이후 석유화학산업도 기업간 M&A가 활발해지고 ISO14015에서도 환경의무이행
(Due diligence)사항에서 가장 중요한 항목으로 토양환경평가를 상호 요구하게 되고 기업의 가
치를 결정하는 데 있어서 중요한 인자가 됨으로써 토양오염 예방과 오염 토양의 복원 및 치환이
최대의 관심사로 떠오르게 되었다.
제3장 석유화학산업관련 국내외 환경규제 동향 및 전망
17
제5절 전 망
1. 새천년 석유화학산업의 환경규제 전망
석유화학산업은 국가기간 산업으로서 국가 경제발전에 중추적인 역할을 해왔고 삶의 질을
한 단계 향상시키는 데 기여한 바가 크다는 사실은 부인할 수 없는 긍정적인 평가이다.
그러나, 석유화학산업 전반에 걸친 부정적인 시각도 동시에 확대되고 있다. 최근 들어서 플라
스틱 폐기물의 처리문제, 석유화학 산업에서 발생한 화재․폭발사고, 낙동강 페놀유출 사고, 씨
프린스호의 유류 해양누출과 같은 대형 환경오염 사고, 공단 주변 주민의 안전과 건강위협, 화
학물질의 생태계 잔류에 의한 환경호르몬 문제 등이 화학산업이 국내에 뿌리내린 지 30여 년이
지나면서 사회적 문제로 대두됨에 따라 향후에는 과거의 규제와는 매우 다른 측면에서 진행될
것으로 예측된다.
2. 환경매체별 규제 전망
가. 대기환경분야
기후변화협약에서 규정한 지구온난화물질의 의무이행 감축시기가 도래 (2008년)하고 OECD
가입 국가인 우리나라도 감축의무를 벗어날 수 없는 상황에서 에너지 다소비 업종인 석유화학
산업은 에너지의 효율적 사용과 저소비형 공정 개발에 대한 부담이 증가될 것으로 예측된다.
또한, 일반 시민에게 가장 민감하게 작용하는 악취에 대한 규제가 별도의 법규 제정(가칭 악취
방지법)을 통해 강하게 규제될 예정이므로 원료에서부터 제품까지 취급하는 대부분의 물질이 악
취물질인 석유화학산업은 제조공정의 악취 배출원 개선을 위한 투자가 증가될 것으로 예상된다.
한편, 다년간 대기오염물질로 지정되었지만 배출허용기준이 미 설정되었던 염화비닐(Vinyl
chloride monomer)에 대한 배출기준이 신설됨에 따라 염화비닐수지 제조공정에서는 반응 전환
율의 증대, 미반응 염화비닐의 회수 기술개발을 통해 법규를 준수하여야 할 것이다.
최근 들어 국내에서 자주 문제가 되고 있는 오존(Ozone)의 전구물질로 작용하는 VOC물질
출하시설(Loading arm, Tank truck)에 대한 출하방식의 규제가 2004년부터 시행예정이므로 제
조공정과 출하차량의 개선에 따른 경제적 부담이 예상된다.
석유화학산업
18
나. 수질환경분야
호소나 하천의 부 양화 물질로 알려진 총 인과 총 질소의 배출규제가 조만간 예정되어 있고
현행 17종으로 관리되고 있는 특정수질유해 물질이 대폭 늘어날 것으로 예측되므로 일반적인
폐수처리방법으로 처리가 곤란한 물질에 대한 발생원에서의 감축, 처리기술에 대한 연구개발이
우선적으로 수행되어야 할 것이다.
특히, 매우 저렴하게 공급되던 공업용수가 가격 현실화 정책과 유지수관리 및 수계오염 방지
를 위해 도입된 “물이용부담금” 제도가 조만간 시행되므로 선진화된 기업과 제품의 가격 경쟁
을 하고 있는 국내 석유화학산업은 용수 소비량이 적은 공정 개발, 폐수 발생량의 최소화, 대체
수자원 개발 및 폐수의 재이용/재활용 공정 기술 개발에 더욱 주력할 것으로 판단된다.
다. 유독물 분야
화학물질 환경배출량 및 이동량 보고 대상물질이 대폭 확대되었고 지역별, 업종별, 업체별 환
경배출량이 일반인에게 공개가 예상되며, 이 경우 환경 NGOs를 비롯한 시민사회단체와 정부로
부터 유해화학물질의 환경배출량 감축 압력 내지는 규제가 예상된다.
라. 폐기물 분야
폐기물은 기업의 생산활동 과정에서 불가피하게 발생할 수밖에 없다고 생각해왔던 과거의 인
식에서 최근에는 폐기물을 경제적인 손실로 인정함에 따라 국제적 경쟁력을 높이기 위해서는 반
응 전환율의 향상, 정제 효율 제고와 같은 청정생산기술 도입의 필요성이 점차 증가되고 있다.
특히, 타 소재 (종이, 금속류 등)와 비교하여 폐기물의 재활용율이 낮고 처리과정에서 2차 환
경오염물질을 유발시키는 플라스틱 폐기물이 사회문제로 대두됨에 따라 생산자 책임 재활용 제
도로의 폐기물 관리정책이 전환되어 조만간 시행예정이지만 플라스틱 폐기물의 재활용 기술 개
발이 계속 늦어질 경우 발생억제 정책이 병행되어 제품의 판매에 많은 제약이 따를 것으로 예상
된다.
제4장 석유화학산업의 환경 현황
19
제4장
석유화학산업의 환경 현황
제1절 환경적 특성
석유화학산업은 에틸렌, 프로필렌, 부타디엔, 벤젠, 톨루렌, 자일렌 등의 기초 원료제품과 합
성수지, 합성섬유, 합성고무 등과 같은 유도제품, 그리고 이들을 활용한 최종제품을 제조하는 기
초 소재산업이다.
제품을 환경친화적으로 재설계하고 운전 중에 발생하는 오염물질의 배출을 감소시키게 하는
복합 규제로 인하여 석유화학산업은 가장 심하게 향을 받는 산업이다.
석유화학산업은 다단계의 복잡한 제조공정을 사용하므로 발생되는 오염물의 종류가 매우 다
양하고 배출원도 매우 복잡하며 많은 에너지가 소비되는 업종이다.
석유화학 관련 기업들이 폐기물 처리, 환경시설 유지 및 환경기술개발 등의 환경비용이 크게
증가하고 있는데, 기업체 당 20억원 이상이며 매년 10% 이상 증가하고 있다.
국내 석유화학산업의 환경오염방지시설 투자는 미국에 비하여 40% 정도로 저조한 실정이다.
석유화학산업에서 환경오염방지에 관련된 정보는 특정한 공정, 장비 또는 제품에 국한되거나
경쟁업체 간의 경쟁과 보안유지로 노출되기 어려운 특징을 갖고 있다.
현재까지 석유화학산업에서의 환경기술 개발은 주로 사후처리기술 위주로 발달해 온 실정이
고, 환경오염물질의 발생을 원천적으로 절감하는 청정기술은 현재 도입단계에 불과하다.

석유화학산업
20
제2절 오염 발생 현황
원료 취급공정에서부터 반응공정, 분리, 여과/세척공정 등의 전 제조공정 및 전기, 증기, 냉
각수, brine 등과 같은 utility의 제조와 사용 과정에서 발생하고 있다.
1. 대기오염물질
황산화물, 질소산화물, 일산화탄소, 입자, 냄새 그리고 다양한 탄화수소를 포함한다. 연소설
비, 크래킹공정, decoking 공정 및 여러 단위공정에서 발생된다.(촉매 재생, flare, 저장탱크로부
터의 증발, spillage, 누출, 냉각탑, 응축기 등) 석유화학산업에서 발생되는 대기오염물질에 관한
자료는 발표되고 있지 않다.
2. 산업폐수
석유 유도제품과 천연가스, 윤활유, 가스오일, 연료유, 타르와 코크 등을 포함한 폐수가 배출
된다. 탄화수소를 정화하면서 생성되는 알칼리성의 폐수, 황화수소와 머캡탄을 함유한 증기 응
축수, 부식 방지제의 사용으로 인하여 중금속을 함유한 폐수, 부식 방지제와 원료 중의 질소화
합물을 함유한 폐수 등이 있다.
석유정제 및 고무/플라스틱을 포함한 석유화학산업에서 발생되는 폐수량은 전 화학산업의
약 14%에 해당하나 (7만 m3/년), 산업 전체와 비교할 때 약 2.2%로 비교적 작다.
3. 고체폐기물
폴리에틸렌, 폴리프로필렌, 폴리스틸렌, 폴리염화비닐 등 중합폐기물을 포함한다. 폐수처리시
발생되는 침니(silt), lime, alum, sludge 등의 고체폐기물 및 중금속 등 독성 물질을 함유한 폐촉
매도 발행하고 있다. 폐기물 중에서 폐산, 폐알칼리, 폐유기용제, 폐유의 순서로 많이 발생하며
(4개의 폐기물이 전체의 약 80%), 발생되는 폐기물의 양이 연간 약 20% 증가하고 있다.
고체 폐기물은 매립, 소각, 재활용, 화학적 처리, 생물학적 처리, 해양처리 등으로 처리하고
있으며, 90% 정도가 공장 내에서 처리되고 있다.
제5장 추진과제 및 발전 전략
21
제5장
추진 과제 및 발전 전략
제1절 추 진 과 제
석유화학산업은 양적인 성장에는 성공하 으나 오염저감과 에너지 효율성 개선노력이 미흡
한 상태이며, 개발 위주 발전방향에서 “지속가능한 개발”을 추구하는 환경친화적 발전전략으로
전환이 필요하다.
미래의 국가경쟁력을 지속적으로 유지하고 발전시키기 위해서는 기존의 화학제품과 화학공
정을 환경에 덜 유해한 새로운 화학제품과 화학공정으로 대체해 나가야 한다.
그동안 정부나 산업체의 관심은 최종 방출되는 오염물의 후처리 기술(End-of-pipe
technology) 개발에 집중되어 왔으나, 앞으로는 오염물질의 발생을 최소화하기 위하여 공정의
최적조건을 확립하고, 기존공정과 완전히 다른 새로운 공정을 개발하는 청정기술을 지향해야
할 것이다.
석유화학산업에서 연구개발이 필요한 청정생산기술은 다음과 같이 크게 3개의 중분야로 구
분할 수 있다.
첫째, 새로운 반응경로, 원료, 반응매개물, 촉매, 반응기 또는 반응조건 등을 개발하여 환경오
염물질의 배출을 원천적으로 감소시키는 새로운 반응공학적 청정생산기법
둘째, 현재 사용하고 있는 기존 제조공정에서 일부의 반응공정 또는 분리공정을 개선하여 환
경오염물질의 배출을 원천적으로 감소시키는 공정변경에 의한 공정개선기술
셋째, 유해하거나 환경오염을 유발하는 원부재료를 덜 유해하거나 무해한 물질로 대체하거
나, 부산물을 활용하여 환경오염을 감소시키는 유해성 원부재료의 대체 공정기술
국내 시장규모, 기술의 파급효과, 국외 연구동향 등을 검토하여 국내에서 개발할 필요성이 큰
기술개발 추진과제를 최종적으로 도출하 다. 도출된 추진과제를 상기한 청정기술 중분야 별로
각각 다음 표에 정리하 다.

석유화학산업
22
<표5-1-1> 반응 공학적 청정생산기법
기 술 명 기 술 개 요과제 구분
고 선택성 저 부산물
생성 EG (Ethylene
Glycol) 제조기술 개발
에틸렌에서 산화에틸렌을 거쳐 EG를 합성하는 2단 공정에
서 산화 에틸렌의 제한적 선택성을 극복할 수 있는 새로운
중간체 반응 경로나 1단 저압 반응 공정을 개발
부산물 생성 저감 및 에너지 절약
단기 과제
폴리프로필렌 무용매
중합기술 개발
고효율의 촉매를 사용하는 프로필렌 벌크중합 (bulk
polymerization) 기술 개발
제품 정제에서 비롯되는 폐수 및 배출물질 방지 및 촉매 사
용량의 감소에 따른 폐수 발생량의 감축
중기 과제
신 반응기 공정기술
개발
오염물질의 배출과 에너지 소비를 감축할 수 있는 초음파
반응기, 마이크로 반응기, 단시간 접촉 반응기(short-contact
time reactor), 분리막 반응기 또는 분리막을 결합한 hybrid
반응기 등과 같은 새로운 개념의 반응기의 개발
저 환경오염, 보다 낮은 운전비용, 보다 균일한 반응, 향상된
공정의 운전성 등을 확보하기 위한 새로운 반응조건 탐색
장기 과제
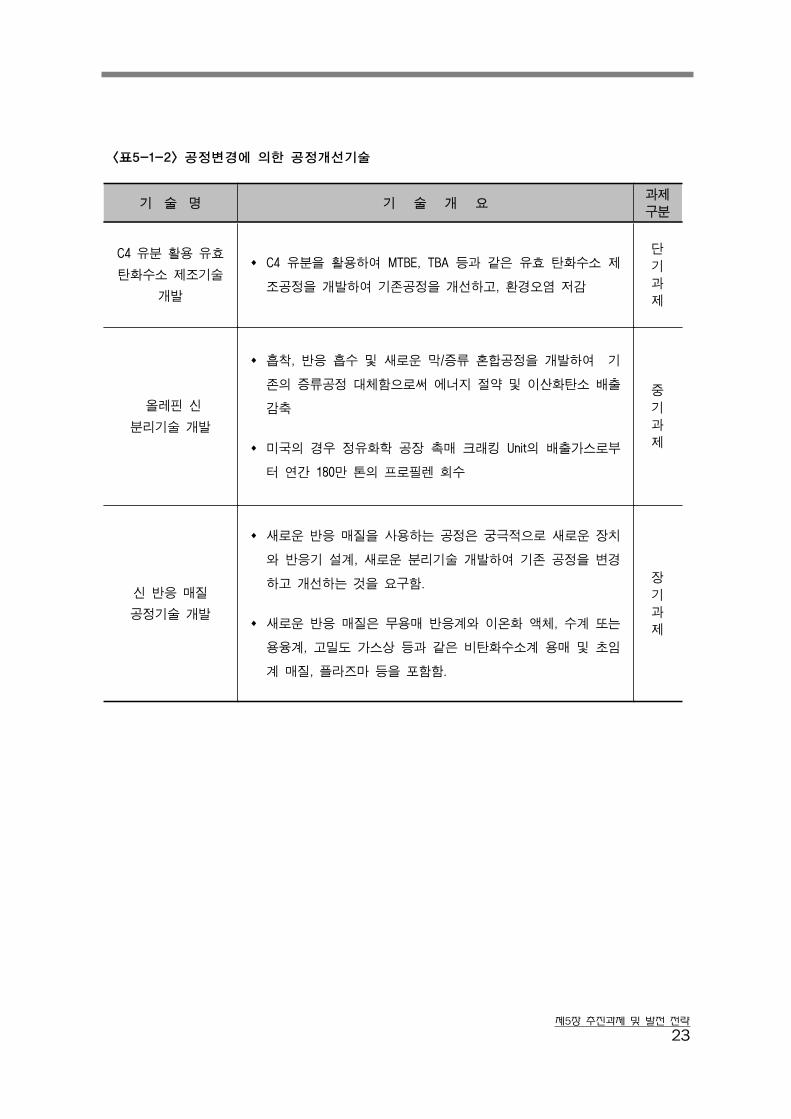
제5장 추진과제 및 발전 전략
23
<표5-1-2> 공정변경에 의한 공정개선기술
기 술 명 기 술 개 요과제 구분
C4 유분 활용 유효
탄화수소 제조기술
개발
C4 유분을 활용하여 MTBE, TBA 등과 같은 유효 탄화수소 제
조공정을 개발하여 기존공정을 개선하고, 환경오염 저감
단기 과제
올레핀 신
분리기술 개발
흡착, 반응 흡수 및 새로운 막/증류 혼합공정을 개발하여 기
존의 증류공정 대체함으로써 에너지 절약 및 이산화탄소 배출
감축
미국의 경우 정유화학 공장 촉매 크래킹 Unit의 배출가스로부
터 연간 180만 톤의 프로필렌 회수
중기 과제
신 반응 매질
공정기술 개발
새로운 반응 매질을 사용하는 공정은 궁극적으로 새로운 장치
와 반응기 설계, 새로운 분리기술 개발하여 기존 공정을 변경
하고 개선하는 것을 요구함.
새로운 반응 매질은 무용매 반응계와 이온화 액체, 수계 또는
용융계, 고밀도 가스상 등과 같은 비탄화수소계 용매 및 초임
계 매질, 플라즈마 등을 포함함.
장기 과제

석유화학산업
24
<표5-1-3> 유해성 원부재료의 대체 공정기술
기 술 명 기 술 개 요과제 구분
Phosgen 비사용 TDI
(Toluene Diisocyanate)
제조기술 개발
맹독성 phosgene을 이산화탄소로 대체하며, 유기화합물 무수
물을 탈수제로 대체하여 HCl의 생성을 방지함.
중기
과제
CO2 활성화 및
반응기술 개발
지구온난화 가스인 CO2를 고부가가치 석유화학 제품을 제조
하는 대체 원료로 사용하는 기술 개발
빛 형태의 에너지를 CO2를 활성화하는 에너지로 전환시켜
CO2를 활성화하면서 계속 반응시킬 수 있는 방법을 탐구
신촉매와 신반응기 설계를 포함하는 공정기술의 개발 필요
장기
과제
C1 화합물을
고부가가치
유도체(C5 이상)로
전환하는 기술 개발
석유의 새로운 대체 원료를 사용함으로써 폐기물과 부산물을
최소화하면서 자원활용 효율을 향상시킴.
새로운 C1 화합물의 전환기술(예: 광촉매, 열촉매, 전기화학적
촉매, 저온 전환) 개발
메탄의 부분산화에 의한 고효율 합성가스(CO + H2) 제조 기
술 개발
장기
과제
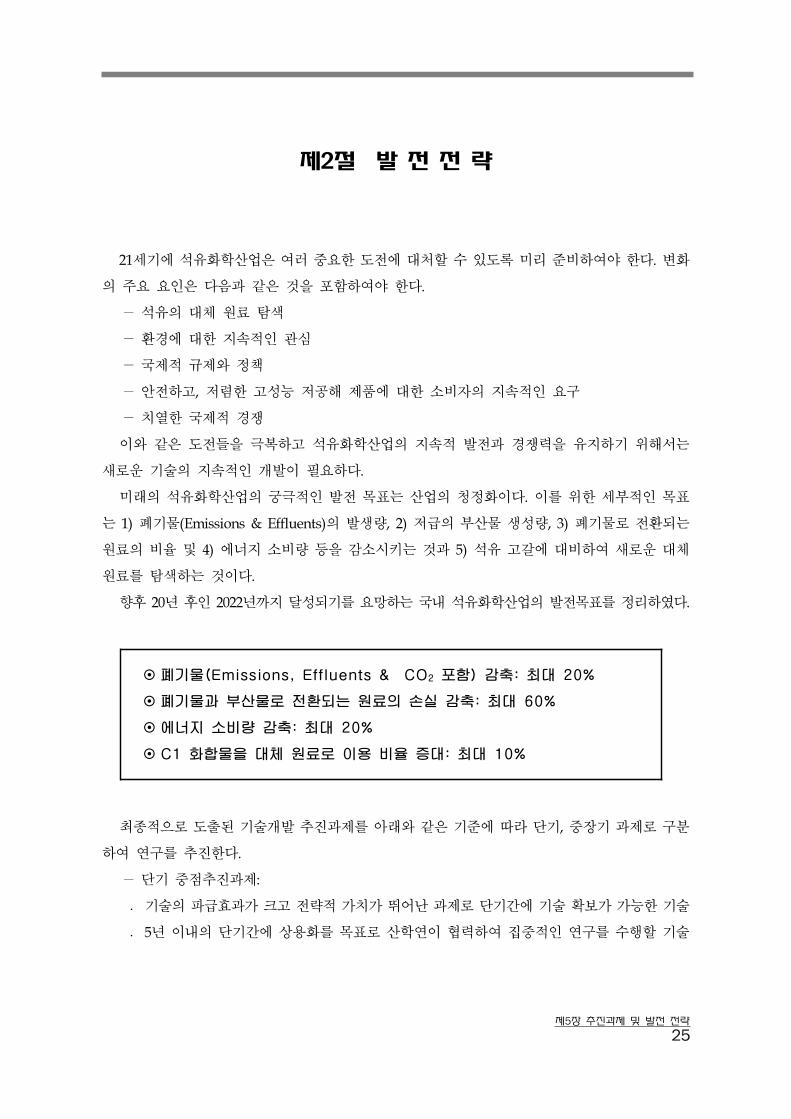
제5장 추진과제 및 발전 전략
25
제2절 발 전 전 략
21세기에 석유화학산업은 여러 중요한 도전에 대처할 수 있도록 미리 준비하여야 한다. 변화
의 주요 요인은 다음과 같은 것을 포함하여야 한다.
- 석유의 대체 원료 탐색
- 환경에 대한 지속적인 관심
- 국제적 규제와 정책
- 안전하고, 저렴한 고성능 저공해 제품에 대한 소비자의 지속적인 요구
- 치열한 국제적 경쟁
이와 같은 도전들을 극복하고 석유화학산업의 지속적 발전과 경쟁력을 유지하기 위해서는
새로운 기술의 지속적인 개발이 필요하다.
미래의 석유화학산업의 궁극적인 발전 목표는 산업의 청정화이다. 이를 위한 세부적인 목표
는 1) 폐기물(Emissions & Effluents)의 발생량, 2) 저급의 부산물 생성량, 3) 폐기물로 전환되는
원료의 비율 및 4) 에너지 소비량 등을 감소시키는 것과 5) 석유 고갈에 대비하여 새로운 대체
원료를 탐색하는 것이다.
향후 20년 후인 2022년까지 달성되기를 요망하는 국내 석유화학산업의 발전목표를 정리하 다.
폐기물(Emissions, Effluents & CO2 포함) 감축: 최대 20%
폐기물과 부산물로 전환되는 원료의 손실 감축: 최대 60%
에너지 소비량 감축: 최대 20%
C1 화합물을 대체 원료로 이용 비율 증대: 최대 10%
최종적으로 도출된 기술개발 추진과제를 아래와 같은 기준에 따라 단기, 중장기 과제로 구분
하여 연구를 추진한다.
- 단기 중점추진과제:
.기술의 파급효과가 크고 전략적 가치가 뛰어난 과제로 단기간에 기술 확보가 가능한 기술
.5년 이내의 단기간에 상용화를 목표로 산학연이 협력하여 집중적인 연구를 수행할 기술
석유화학산업
26
- 중장기 기반핵심과제
.현 상태에서 국내 연구인력이 부족하고 기술 수준이 낮지만 기술의 파급효과가 큰 과제
로 단기 핵심과제에 포함되지 않은 기술
.상용화보다는 기술력 확보에 중점을 두고 출연(연)과 대학에서 소규모로 연구를 추진할
기술
출연(연), 산업체와 대학의 관련 전문가들이 모두 참여하는 석유화학 청정기술 개발 연구조직
을 구성하여 연구개발을 수행토록 한다. 또한, 미국의 Green Chemistry Institute 및 OECD의
Green Chemistry Technology 촉진 그룹 등의 석유화학 관련 국외의 선도 연구그룹과 협조 체
제를 구축한다.
단기 중점추진과제와 중장기 기반핵심과제 각각에 대하여 도출된 세부기술 별로 상세한 연
구개발 추진계획을 확립하여 연구를 추진함으로써 상기한 국내 석유화학산업의 발전목표를 달
성하는데 기여할 수 있도록 해야 한다.
청정기술개발사업을 통하여, 석유화학산업분야의 오염예방기술을 적극적으로 개발하고 활용
함으로써 오염물질 배출감소에 의한 국내의 환경을 개선하고, 지속가능한 미래사회를 구현하도
록 한다.
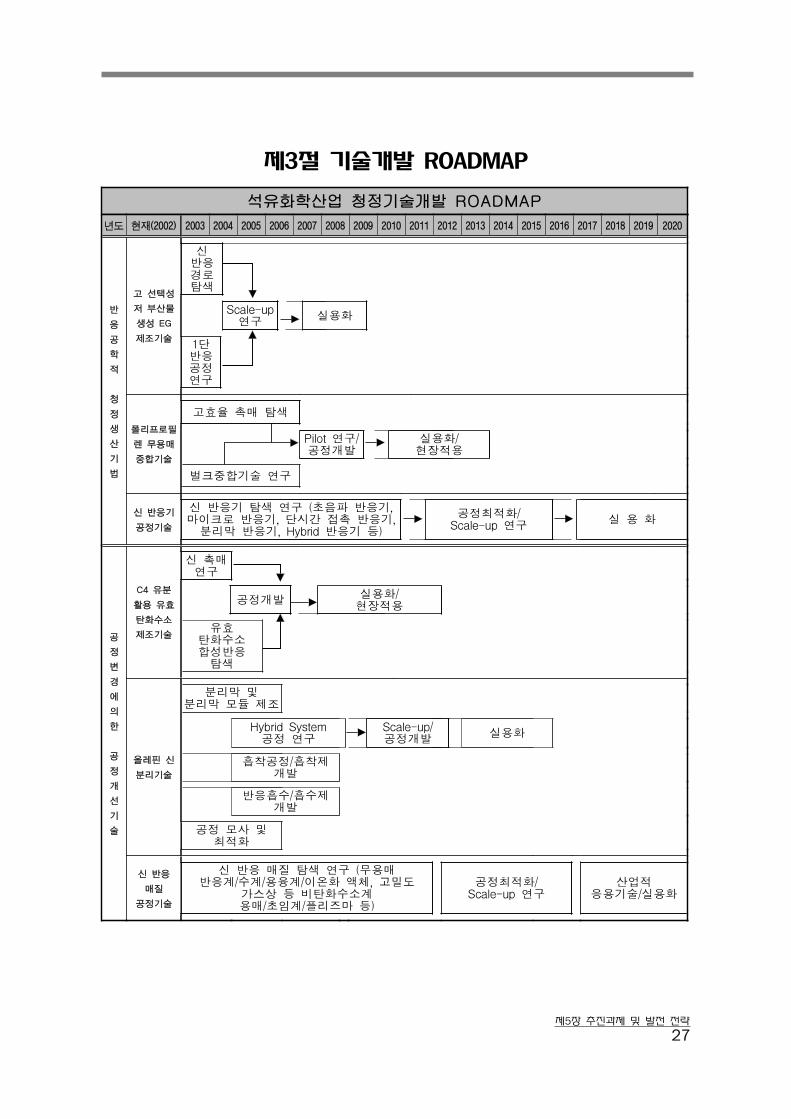
제5장 추진과제 및 발전 전략
27
제3절 기술개발 ROADMAP
석유화학산업 청정기술개발 ROADMAP
년도 현재(2002) 2003 2004 2005 2006 2007 2008 2009 2010 2011 2012 2013 2014 2015 2016 2017 2018 2019 2020
반
응
공
학
적
청
정
생
산
기
법
고 선택성
저 부산물
생성 EG
제조기술
신 반응 경로 탐색
Scale-up연구 실용화
1단 반응공정 연구
폴리프로필
렌 무용매
중합기술
고효율 촉매 탐색
Pilot 연구/공정개발
실용화/현장적용
벌크중합기술 연구
신 반응기
공정기술
신 반응기 탐색 연구 (초음파 반응기, 마이크로 반응기, 단시간 접촉 반응기, 분리막 반응기, Hybrid 반응기 등)
공정최적화/Scale-up 연구 실 용 화
공
정
변
경
에
의
한
공
정
개
선
기
술
C4 유분
활용 유효
탄화수소
제조기술
신 촉매 연구
공정개발 실용화/현장적용
유효 탄화수소 합성반응 탐색
올레핀 신
분리기술
분리막 및 분리막 모듈 제조
Hybrid System 공정 연구
Scale-up/공정개발 실용화
흡착공정/흡착제 개발
반응흡수/흡수제 개발
공정 모사 및 최적화
신 반응
매질
공정기술
신 반응 매질 탐색 연구 (무용매 반응계/수계/용융계/이온화 액체, 고 도
가스상 등 비탄화수소계 용매/초임계/플리즈마 등)
공정최적화/Scale-up 연구
산업적 응용기술/실용화

석유화학산업
28
석유화학산업 청정기술개발 ROADMAP
년도 현재(2002) 2003 2004 2005 2006 2007 2008 2009 2010 2011 2012 2013 2014 2015 2016 2017 2018 2019 2020
유
해
성
원
부
재
료
대
체
공
정
기
술
Phosgen
비사용
TDI
제조기술
고선택성 촉매 탐색
Pilot 연구/
공정개발
실용화/
현장적용
합성 반응 연구
CO2
활성화 및
반응기술
개발
CO2 활성화 에너지 및 반응기술 연구
Pilot 연구/공정개발실용화/
현장적용
신촉매와 신반응기 연구
C1
화합물의
고부가가
치 유도체
전환기술
신 C1 화합물 전환기술 연구 (광촉매, 열촉매,
전기화학적 촉매, 저온 전환 등)
공정최적화/
Scale-up 연구실용화 연구
메탄의 부분산화에 의한 합성가스 제조기술

제5장 추진과제 및 발전 전략
29
<첨부1> 추진과제 개요서
중 분 야 반 응 공 학 적 청 정 생 산 기 법
세부기술명고 선택성 저 부산물 생성 EG (Ethylene Glycol)
제조기술 개발기술소유국가 미국, 일본
기 술 내 용
기존기술은 에틸렌에서 산화에틸렌을 거쳐 EG를 합성하는 2단 공정을
사용하고 있는데, 부산물이 많이 발생하고 에너지 소비가 크다는 단점이
있음.
본 연구에서는 산화 에틸렌의 제한적 선택성을 극복할 수 있는 새로운
중간체 반응경로를 개발하거나, 또는 1단 저압 반응 공정을 개발하여 기
존기술의 문제점을 해결하고자 함.
대상소재 국내규모815천톤/년
(1998년 기준)
적용가능
%
30%
(개발 5년 후)
국내 적용
가능규모250천톤/년
기대효과(환경적 효과, 경제적 효과)
부산물 생성 저감 및 에너지 절약
석유화학산업의 청정화에 기여
기술 적용 성공 가능성 매우높음 높음 ○ 보통 낮음 매우낮음
국내기술 보유 여부 기 적 용 개발완료 개 발 중 개발필요 ○
개발기술
기 간 4 년실용화/상업화
기 술
기 간 2 년
자 금 15 억원 자 금 10 억원

석유화학산업
30
중 분 야 반 응 공 학 적 청 정 생 산 기 법
세부기술명 폴리프로필렌 무용매 중합기술 개발 기술소유국가 미국, 일본
기 술 내 용
기존기술은 용액중합에 의하여 폴리프로필렌을 제조하고 있음. 중합체
의 분리와 건조에 있어서 용매의 완벽한 회수가 불가능함. Silica-gel 또
는 molecular sieve를 이용한 용매 회수 흡착공정은 기술적으로는 가능하
나 경제적인 측면에서 불가능하고, 중합체 부유물 처리시 많은 양의 폐
수가 발생한다는 문제점이 있음.
본 연구에서는 용매를 사용하지 않는 고효율의 촉매를 이용하는 중합공
정을 개발하여 폐수 및 폐기물의 배출을 방지하고자 함. 또한, 촉매 사
용량의 감소로 인하여 촉매를 제거할 때 발생하는 폐수량의 감소를 기
대할 수 있음.
대상소재 국내규모2,345 천톤/년
(1999년 기준)
적용가능
%
30%
(개발 5년 후)
국내적용
가능규모700천톤/년
기대효과(환경적 효과, 경제적 효과)
현재 1000kg의 폴리프로필렌을 생산하기 위해 투입되는 원료의 양을
1185kg에서 1013kg까지 절감 가능
환경적 효과(고밀도 폴리에틸렌 1000kg 생산시):
∙ 배기가스: 108kg에서 16kg으로 감축 가능
∙ 폐수발생량: 77kg에서 0로 감축 가능
∙ 고체 폐기물: 15kg에서 4kg으로 감축 가능
기술 적용 성공 가능성 매우높음 높음 ○ 보통 낮음 매우낮음
국내기술 보유 여부 기 적 용 개발완료 개 발 중 개발필요 ○
개발기술
기 간 6 년실용화/상업화
기 술
기 간 2 년
자 금 30 억원 자 금 20 억원

제5장 추진과제 및 발전 전략
31
중 분 야 반 응 공 학 적 청 정 생 산 기 법
세부기술명 신 반응기 공정기술 개발 기술소유국가 선진국개발중
기 술 내 용
본 연구에서는 기존반응기를 대체하여 오염물질의 배출과 에너지 소비
를 감축할 수 있는 초음파 반응기, 마이크로 반응기, 단시간 접촉 반응
기(short-contact time reactor), 분리막 반응기 또는 분리막을 결합한
hybrid 반응기 등과 같은 새로운 개념의 반응기를 개발하고자 함.
저 환경오염, 보다 낮은 운전비용, 보다 균일한 반응, 향상된 공정의 운
전성 등을 확보하기 위한 새로운 반응기와 반응조건을 탐색하는 연구임.
대상소재 국내규모2,000
천톤/년
적용가능
%
30%
(개발 5년 후)
국내적용
가능규모600천톤/년
기대효과(환경적 효과, 경제적 효과)
기존기술로는 달성할 수 없는 환경오염 저감 및 에너지 절약 가능
시설투자비를 최소화하면서 보다 낮은 제조비용으로 화학제품의 생산이
가능함.
기존기술과 공정을 대체하여 석유화학산업의 청정화에 기여
기술 적용 성공 가능성 매우높음 높음 ○ 보통 낮음 매우낮음
국내기술 보유 여부 기 적 용 개발완료 개 발 중 개발필요 ○
개발기술
기 간 15 년실용화/상업화
기 술
기 간 5 년
자 금 150 억원 자 금 80 억원

석유화학산업
32
중 분 야 반 응 공 학 적 청 정 생 산 기 법
세부기술명 신 반응기 공정기술 개발 기술소유국가 선진국개발중
기 술 내 용
기존 공정은 불충분한 분리로 인하여 사용이 불가능한 부산물이 다량 발
생하며, 산화폐기물과 알칼리액이 들어있는 폐수가 발생하는 등의 문제가
있음.
본 연구에서는 C4 유분을 활용하여 MTBE, TBA 등과 같은 유효 탄화수소
제조공정을 개발하여 기존공정을 개선하고, 환경오염 저감시키고자 함.
휠스는 C4 유분 분리공정의 전 단계에서 다단계 MTBE/TBA 제조공정을
개발하여 C4 유분을 직접 활용하면서 기존의 분리공정을 개선하였음.
대상소재 국내규모730천톤/년
(1998년 기준)
적용가능
%
30%
(개발 5년 후)
국내 적용
가능규모
220
천톤/년
기대효과(환경적 효과, 경제적 효과)
분리공정에 소요되는 에너지 소비를 대폭 절감 가능
산 촉매제 대신에 고체 산 촉매제 사용하여 부산물과 폐수 발생을 대폭
적으로 감축
반응매개가 부식성이 없고 이에 따른 수선비용의 절감
촉매는 재생가능하며, 따라서 소각 또는 매립의 문제 방지
공정의 유연성 확보
기술 적용 성공 가능성 매우높음 높음 ○ 보통 낮음 매우낮음
국내기술 보유 여부 기 적 용 개발완료 개 발 중 개발필요 ○
개발기술
기 간 4 년실용화/상업화
기 술
기 간 3 년
자 금 30 억원 자 금 20 억원
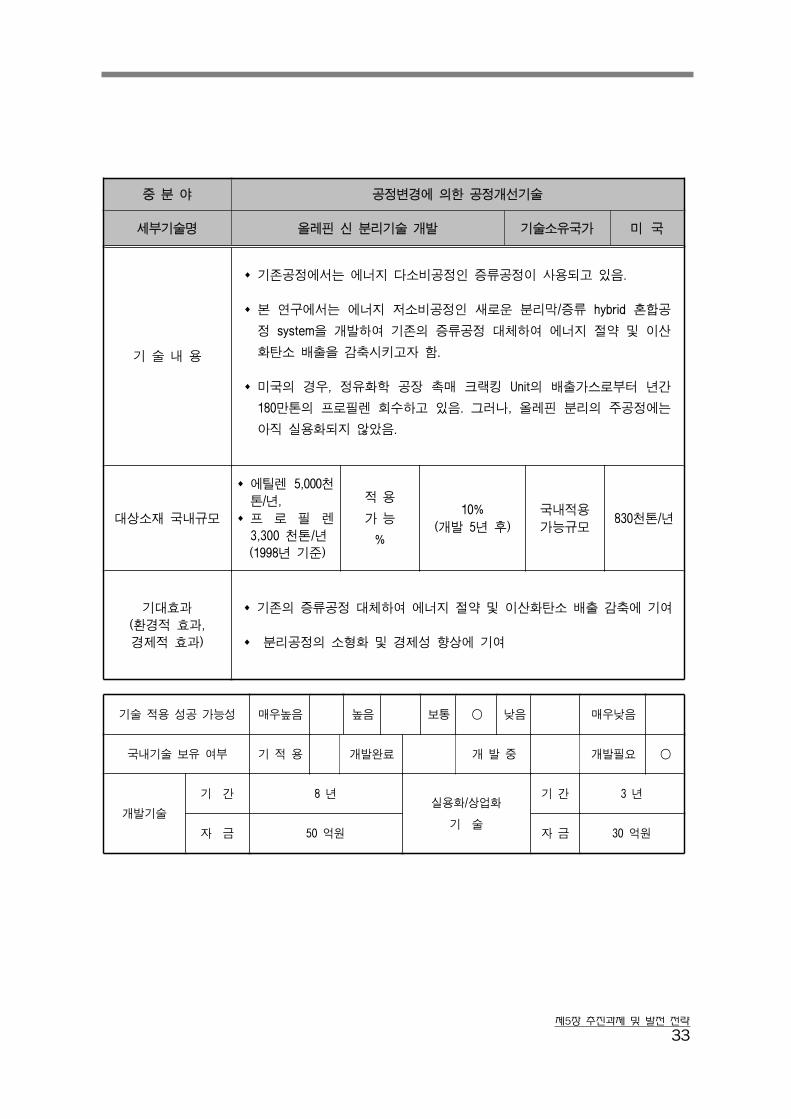
제5장 추진과제 및 발전 전략
33
중 분 야 공정변경에 의한 공정개선기술
세부기술명 올레핀 신 분리기술 개발 기술소유국가 미 국
기 술 내 용
기존공정에서는 에너지 다소비공정인 증류공정이 사용되고 있음.
본 연구에서는 에너지 저소비공정인 새로운 분리막/증류 hybrid 혼합공
정 system을 개발하여 기존의 증류공정 대체하여 에너지 절약 및 이산
화탄소 배출을 감축시키고자 함.
미국의 경우, 정유화학 공장 촉매 크랙킹 Unit의 배출가스로부터 년간
180만톤의 프로필렌 회수하고 있음. 그러나, 올레핀 분리의 주공정에는
아직 실용화되지 않았음.
대상소재 국내규모
에틸렌 5,000천톤/년, 프 로 필 렌 3,300 천톤/년
(1998년 기준)
적 용
가 능
%
10%(개발 5년 후)
국내적용 가능규모
830천톤/년
기대효과(환경적 효과, 경제적 효과)
기존의 증류공정 대체하여 에너지 절약 및 이산화탄소 배출 감축에 기여
분리공정의 소형화 및 경제성 향상에 기여
기술 적용 성공 가능성 매우높음 높음 보통 ○ 낮음 매우낮음
국내기술 보유 여부 기 적 용 개발완료 개 발 중 개발필요 ○
개발기술
기 간 8 년실용화/상업화
기 술
기 간 3 년
자 금 50 억원 자 금 30 억원
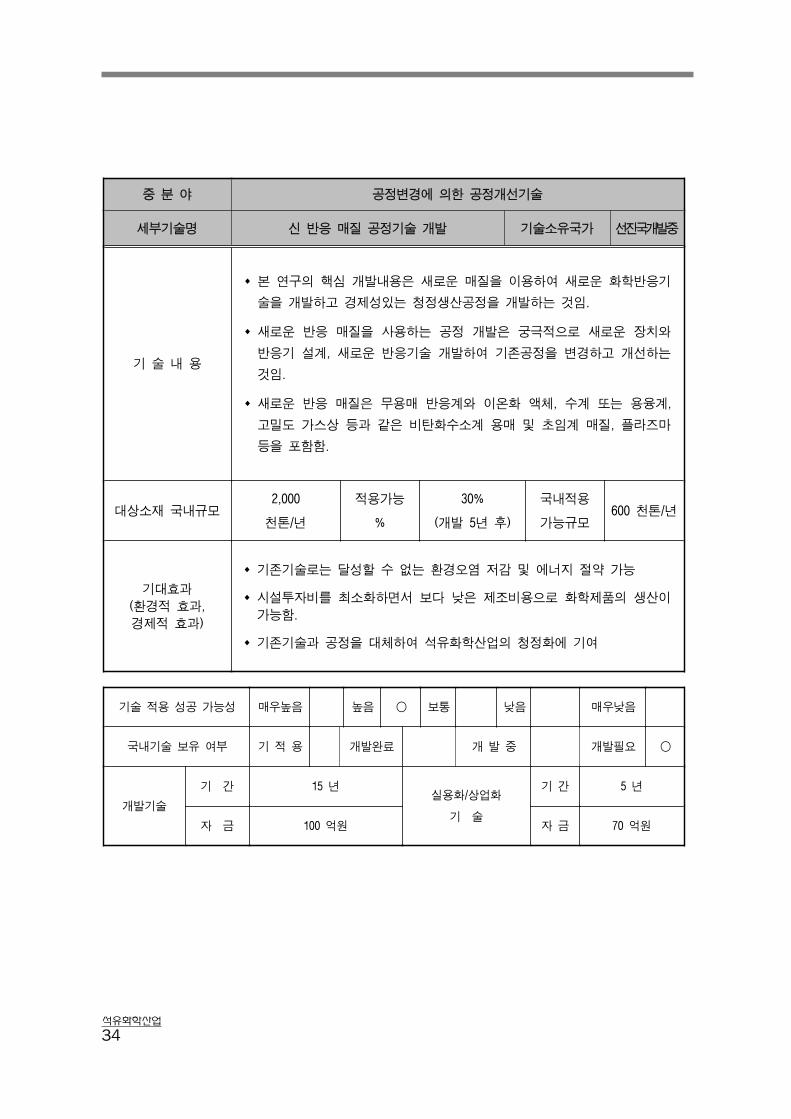
석유화학산업
34
중 분 야 공정변경에 의한 공정개선기술
세부기술명 신 반응 매질 공정기술 개발 기술소유국가 선진국개발중
기 술 내 용
본 연구의 핵심 개발내용은 새로운 매질을 이용하여 새로운 화학반응기
술을 개발하고 경제성있는 청정생산공정을 개발하는 것임.
새로운 반응 매질을 사용하는 공정 개발은 궁극적으로 새로운 장치와
반응기 설계, 새로운 반응기술 개발하여 기존공정을 변경하고 개선하는
것임.
새로운 반응 매질은 무용매 반응계와 이온화 액체, 수계 또는 용융계,
고밀도 가스상 등과 같은 비탄화수소계 용매 및 초임계 매질, 플라즈마
등을 포함함.
대상소재 국내규모2,000
천톤/년
적용가능
%
30%
(개발 5년 후)
국내적용
가능규모600 천톤/년
기대효과(환경적 효과, 경제적 효과)
기존기술로는 달성할 수 없는 환경오염 저감 및 에너지 절약 가능
시설투자비를 최소화하면서 보다 낮은 제조비용으로 화학제품의 생산이 가능함.
기존기술과 공정을 대체하여 석유화학산업의 청정화에 기여
기술 적용 성공 가능성 매우높음 높음 ○ 보통 낮음 매우낮음
국내기술 보유 여부 기 적 용 개발완료 개 발 중 개발필요 ○
개발기술
기 간 15 년실용화/상업화
기 술
기 간 5 년
자 금 100 억원 자 금 70 억원
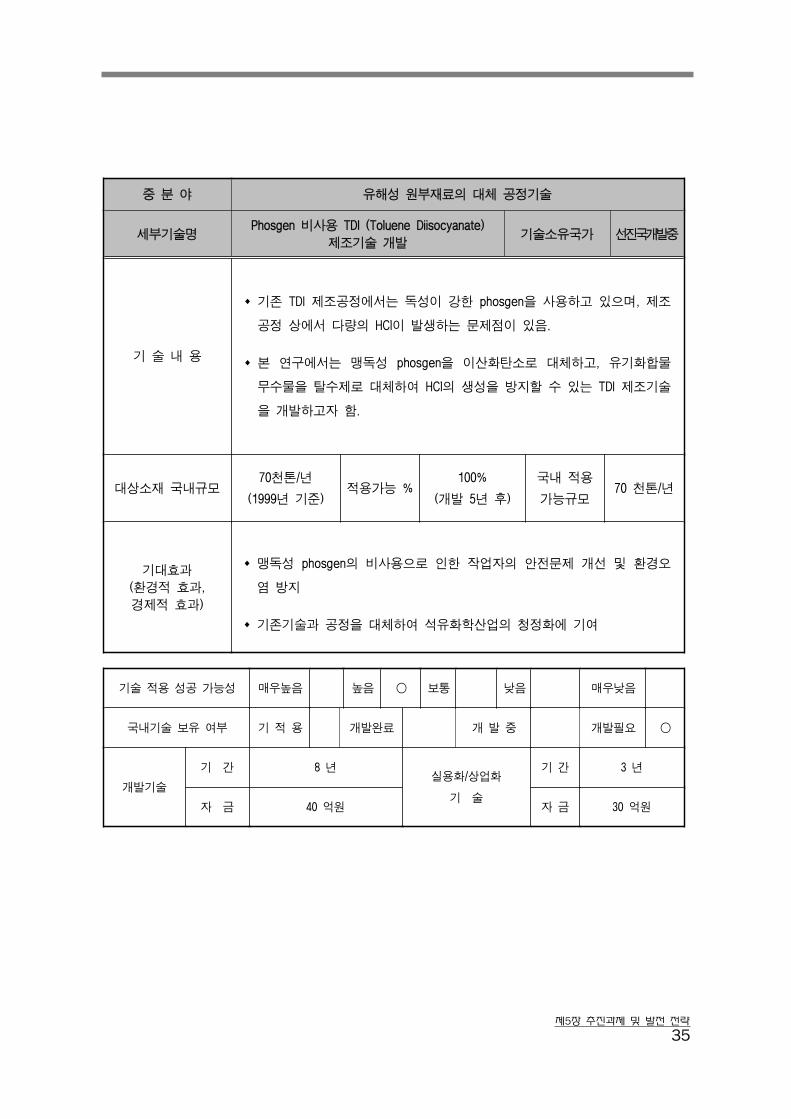
제5장 추진과제 및 발전 전략
35
중 분 야 유해성 원부재료의 대체 공정기술
세부기술명Phosgen 비사용 TDI (Toluene Diisocyanate)
제조기술 개발기술소유국가 선진국개발중
기 술 내 용
기존 TDI 제조공정에서는 독성이 강한 phosgen을 사용하고 있으며, 제조
공정 상에서 다량의 HCl이 발생하는 문제점이 있음.
본 연구에서는 맹독성 phosgen을 이산화탄소로 대체하고, 유기화합물
무수물을 탈수제로 대체하여 HCl의 생성을 방지할 수 있는 TDI 제조기술
을 개발하고자 함.
대상소재 국내규모70천톤/년
(1999년 기준)적용가능 %
100%
(개발 5년 후)
국내 적용
가능규모70 천톤/년
기대효과(환경적 효과, 경제적 효과)
맹독성 phosgen의 비사용으로 인한 작업자의 안전문제 개선 및 환경오
염 방지
기존기술과 공정을 대체하여 석유화학산업의 청정화에 기여
기술 적용 성공 가능성 매우높음 높음 ○ 보통 낮음 매우낮음
국내기술 보유 여부 기 적 용 개발완료 개 발 중 개발필요 ○
개발기술
기 간 8 년실용화/상업화
기 술
기 간 3 년
자 금 40 억원 자 금 30 억원

석유화학산업
36
중 분 야 유해성 원부재료의 대체 공정기술
세부기술명 CO2 활성화 및 반응기술 개발 기술소유국가 선진국개발중
기 술 내 용
본 연구에서는 지구온난화 가스인 CO2를 고부가가치 석유화학 제품을
제조하는 대체 원료로 사용하는 기술을 개발하고자 함.
빛 형태의 에너지를 CO2를 활성화하는 에너지로 전환시켜 CO2를 활성화
하면서 계속 반응시킬 수 있는 방법을 탐구하는 것임.
신촉매와 신반응기 설계를 포함하는 공정기술의 개발이 필요함.
대상소재 국내규모3000천/년
(2001년 기준)
적용가능
%
10%
(개발 5년 후)
국내 적용
가능규모300 천톤/년
기대효과(환경적 효과, 경제적 효과)
지구온난화 가스인 CO2 재활용기술 개발로 환경오염을 방지하면서 폐자
원활용 효율을 향상시킬 수 있음.
석유화학산업의 새로운 대체 원료 개발 가능
기술 적용 성공 가능성 매우높음 높음 ○ 보통 낮음 매우낮음
국내기술 보유 여부 기 적 용 개발완료 개 발 중 개발필요 ○
개발기술
기 간 12 년실용화/상업화
기 술
기 간 5 년
자 금 100 억원 자 금 50 억원

제5장 추진과제 및 발전 전략
37
중 분 야 유해성 원부재료의 대체 공정기술
세부기술명C1 화합물을 고부가가치 유도체(C5 이상)로
전환하는 기술 개발기술소유국가 선진국개발중
기 술 내 용
석유의 새로운 대체 원료를 사용함으로써 석유고갈에 대비하고, 폐기물
과 부산물을 최소화하면서 자원활용 효율을 향상시킬 수 있는 기술을
개발함.
본 연구에서는 새로운 C1 화합물의 전환기술(예: 광촉매, 열촉매, 전기화
학적 촉매, 저온 전환)을 중점적으로 개발하고자 함.
또한, 메탄의 부분산화에 의한 고효율 합성가스(CO+H2) 제조기술을 개발함.
대상소재 국내규모
에틸렌 5,000 천톤/년,
프로필렌 3,300 천톤/년 (1998년 기준)
적용가능
%
10%
(개발 5년 후)
국내 적용
가능규모830천톤/년
기대효과(환경적 효과, 경제적 효과)
석유 고갈에 대비할 수 있는 기술 확보
폐기물과 부산물의 최소화 및 자원활용 효율의 향상 가능
석유화학산업의 새로운 대체 원료 개발 가능
기술 적용 성공 가능성 매우높음 높음 ○ 보통 낮음 매우낮음
국내기술 보유 여부 기 적 용 개발완료 개 발 중 개발필요 ○
개발기술
기 간 15 년실용화/상업화
기 술
기 간 5 년
자 금 100 억원 자 금 50 억원


















