numerical modeling of the EM and TM
5
Proceedings of the 2008 International Conference on Electrical Machines Paper ID 1099 978-1-4244-1736-0/08/$25.00 ©2008 IEEE 1 Numerical Modeling of the Electromagnetic and Thermal Fields in the Process of Uniform Heating of Half-Products Using Magnetic Flux Concentrators Teodor Leuca, Ştefan Nagy, Claudiu Mich-Vancea EMUEE Dept., University of Oradea; 1, Universitatii street, 410087 Oradea, Bihor, Romania; E-mail: [email protected], [email protected], [email protected] Abstract-This paper presents some research results about the volume induction heating in order to obtain a uniform heating of half-products. Modern design tools, especially those using numerical modeling, offer several benefits [1]. The technological development of the heat-processing of the half-products imposes a quick heating and a uniform distribution of the thermal field inside the half-product. We present here the results of the numerical processing of the volume induction heating process for three optimized cases. The first two cases optimize the geometry of the inductor in order to obtain the most uniform induction heating along the length of the half-product. The third case produces the same results using a different method: here we use magnetic flux concentrators. These concentrators intensify the electromagnetic field, thus leading to better results when using induction heating [2], [3]. I. INTRODUCTION Numerical modeling is very useful when studying the volume heating using electromagnetic induction, because it provides graphical representation of the electromagnetic and thermal fields’ distribution in the half-products depending on the electrical input parameters, geometry of the inductor- product assembly and material properties [4], [5]. The increase in demand and diversity of products, together with the decrease of raw materials, lead to a rapid development of new technologies in the area of raw material processing and a continuous quality improvement through optimization methods while also reducing the costs. Due to a fast development in IT and dedicated software for analyzing the thermal and electromagnetic phenomena, most of the optimization processes are done by numerical modeling. This method allows, among other things, verification for several optimized solutions in a short amount of time with reduced costs [6], [7]. When volume heating the cylindrical half-products (diameter D 2 = 60 mm, length L 2 = 800 mm) using electromagnetic induction with an inductor with a constant winding step (interior diameter D i1 = 96 mm, length L 1 = 1060 mm), we noticed an increased heating at the middle of the inductor and a diminished heating at the ends. When heat processing the half- product, the technological process requires that the half- product is uniformly heated (the temperature gradient along the length of the half-product should be under 5% of the final heating temperature). Thus, our research in this paper is oriented towards the uniform heating of the half-products, along their length, using electromagnetic induction. The optimization solutions that arouse directly from the study of the heating process that uses electric energy transferred by induction are the ones that modify the parameters of the inductor-piece assembly’s geometry. Thus, we have two solutions: 1) modifying the gap between the inductor and the piece for every coil of the inductor and 2) using a variable winding step for the inductor. Another method to obtain a uniformly heated half-product, along its length, with induction heating is the use of an inductor with constant winding step and diameter and magnetic flux concentrators at the ends of the inductor. II. NUMERICAL MODELING The numerical modeling was done using dedicated software for simulating the induction heating process – Flux 2D, [8]. To solve the coupled electromagnetic and thermal fields’ problem, this software uses the Finite Elements Method (FEM). Because of the geometric symmetry of the inductor- piece assembly, the simulation is done for only a quarter of this assembly. In fig. 1 we have presented the operation scheme of numerical modeling of the induction heating process, to obtain a uniformly heating on length, according to the Flux 2D software. Input block: Material properties, Geometry Electromagnetic solver: Electric losses. Upgrade material properties Thermal solver: Thermal distribution t = t 0 +i t = t f STOP Yes No Analyzing and optimizing the induction heating on length ΔT≤5%⋅T f Yes No Fig. 1. The operation scheme of the numerical modeling, to obtain a uniformly heating on length, according to the Flux 2D software. Authorized licensed use limited to: National Taiwan Univ of Science and Technology. Downloaded on May 17, 2009 at 08:58 from IEEE Xplore. Restrictions apply.
description
Paper ID 1099 Proceedings of the 2008 International Conference on Electrical Machines Input block: Material properties, Geometry Fig. 1. The operation scheme of the numerical modeling, to obtain a uniformly heating on length, according to the Flux 2D software. Upgrade material properties Analyzing and optimizing the induction heating on length STOP Electromagnetic solver: Electric losses. Thermal solver: Thermal distribution ΔT≤5%⋅T f No t = t 0 +i t = t f Yes
Transcript of numerical modeling of the EM and TM

Proceedings of the 2008 International Conference on Electrical Machines Paper ID 1099
978-1-4244-1736-0/08/$25.00 ©2008 IEEE 1
Numerical Modeling of the Electromagnetic and Thermal Fields in the Process of Uniform Heating of Half-Products Using Magnetic Flux Concentrators
Teodor Leuca, Ştefan Nagy, Claudiu Mich-Vancea
EMUEE Dept., University of Oradea; 1, Universitatii street, 410087 Oradea, Bihor, Romania; E-mail: [email protected], [email protected], [email protected]
Abstract-This paper presents some research results about the
volume induction heating in order to obtain a uniform heating of half-products. Modern design tools, especially those using numerical modeling, offer several benefits [1]. The technological development of the heat-processing of the half-products imposes a quick heating and a uniform distribution of the thermal field inside the half-product. We present here the results of the numerical processing of the volume induction heating process for three optimized cases. The first two cases optimize the geometry of the inductor in order to obtain the most uniform induction heating along the length of the half-product. The third case produces the same results using a different method: here we use magnetic flux concentrators. These concentrators intensify the electromagnetic field, thus leading to better results when using induction heating [2], [3].
I. INTRODUCTION
Numerical modeling is very useful when studying the volume heating using electromagnetic induction, because it provides graphical representation of the electromagnetic and thermal fields’ distribution in the half-products depending on the electrical input parameters, geometry of the inductor-product assembly and material properties [4], [5]. The increase in demand and diversity of products, together with the decrease of raw materials, lead to a rapid development of new technologies in the area of raw material processing and a continuous quality improvement through optimization methods while also reducing the costs. Due to a fast development in IT and dedicated software for analyzing the thermal and electromagnetic phenomena, most of the optimization processes are done by numerical modeling. This method allows, among other things, verification for several optimized solutions in a short amount of time with reduced costs [6], [7].
When volume heating the cylindrical half-products (diameter D2 = 60 mm, length L2 = 800 mm) using electromagnetic induction with an inductor with a constant winding step (interior diameter Di1 = 96 mm, length L1 = 1060 mm), we noticed an increased heating at the middle of the inductor and a diminished heating at the ends. When heat processing the half-product, the technological process requires that the half-product is uniformly heated (the temperature gradient along the length of the half-product should be under 5% of the final heating temperature). Thus, our research in this paper is
oriented towards the uniform heating of the half-products, along their length, using electromagnetic induction.
The optimization solutions that arouse directly from the study of the heating process that uses electric energy transferred by induction are the ones that modify the parameters of the inductor-piece assembly’s geometry. Thus, we have two solutions: 1) modifying the gap between the inductor and the piece for every coil of the inductor and 2) using a variable winding step for the inductor.
Another method to obtain a uniformly heated half-product, along its length, with induction heating is the use of an inductor with constant winding step and diameter and magnetic flux concentrators at the ends of the inductor.
II. NUMERICAL MODELING
The numerical modeling was done using dedicated software for simulating the induction heating process – Flux 2D, [8].
To solve the coupled electromagnetic and thermal fields’ problem, this software uses the Finite Elements Method (FEM). Because of the geometric symmetry of the inductor-piece assembly, the simulation is done for only a quarter of this assembly.
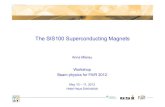
In fig. 1 we have presented the operation scheme of numerical modeling of the induction heating process, to obtain a uniformly heating on length, according to the Flux 2D software.
Input block: Material properties,
Geometry
Electromagnetic solver: Electric losses.
Upgrade material properties
Thermal solver: Thermal distribution
t = t0+i t = tf
STOP
Yes No
Analyzing and optimizing the
induction heating on length
ΔT≤5%⋅TfYes
No
Fig. 1. The operation scheme of the numerical modeling, to obtain auniformly heating on length, according to the Flux 2D software.
Authorized licensed use limited to: National Taiwan Univ of Science and Technology. Downloaded on May 17, 2009 at 08:58 from IEEE Xplore. Restrictions apply.

Proceedings of the 2008 International Conference on Electrical Machines
2
In [9] shows how the finite elements method offers the numerical solution of dealing with the eddy currents, which appear during the induction heating; it also shows how the same finite elements method offers a numerical solution for the Fourier’s equation in what regards the thermal field.
The semi-finished product which is going to be heated is a cylindrical section bar with the length D2 = 800 mm and diameter φ2 = 60 mm. The initial properties of this semi-finished product (Anticorodal 100 - Aluminum alloy) are: density ]/[7,2 3
2 cmgv =υ ; resistivity ][)1081(101,3 36
2 cmΩ ⋅⋅⋅+⋅= −− θρ ; magnetic permeability 1=rμ ; thermal conductivity
]/[)108,01(210 3 CmW o⋅⋅⋅+= − θλ ; specific heat ]/[10565,2 36 CmJc o⋅⋅= ; coefficient of thermal convection
]/[20 2 CmWRConv o⋅= ; coefficient of thermal radiation 8,0=RRad ; melting point ][650585 CT o÷= . The inductor
is made of copper of 10x20x2 mm (height×width×thickness), with 52 turns, with constant wrapping step; the distance between the turns and the product to be heated is also constant. The material properties of the inductor used in the numerical modeling are: density ]/[95,8 3
2 cmgv =υ ; resistivity ][101,2 6
2 cmΩ ⋅⋅= −ρ ; magnetic permeability 1=rμ ; thermal conductivity ]/[401 CmW o⋅=λ ; specific heat
]/[1045,3 36 CmJc o⋅⋅= ; coefficient of thermal convection: ]/[20 2 CmWRConv o⋅= ; coefficient of thermal radiation:
2,0=RRad . The volume inductive heating is an intermediary stage in the
technological process of achieving finished products. It is necessary to heat the semi-finished product uniformly lengthwise, up to the melting point, still without melting it, in order to obtain high quality products and also to reduce costs. Thus the consequence of this technological process is the difference of temperature on the length of the product to be a maximum of 5% from the final heating temperature. Some empirical methods can also be used but it is very expensive and consequently the induction heating method can be inappropriate. The numerical modeling of the induction heating process requires low designing and achievement costs.
In the case of a common design of the induction heating process the result is an inductor with equal distance between turns and product, and also with constant wrapping step. In this case the semi-finished product will be not uniformly heated lengthwise, no matter how the piece is placed inside the inductor.
According to the equations describing the electromagnetic induction heating phenomena there are two methods that can be used in the design of the inductor in order to achieve a uniform lengthwise heating of the semi-finished product. The first one is to have an optimal distance between the semi-finished product and each turn of the inductor. The second one is to design an inductor with adjustable wrapping step.
The optimum variation of the distance between the inductor and the product as well as the variation of the wrapping step can be obtained through optimization methods that are using
special optimization functions (genetic algorithms) or stochastic processes.
These processes do not require additional costs; still, they can be used only for one type of semi-finished product, consequently unique inductor – product system. Due to this disadvantage the authors have looked for and finally found a solution that can be used for all kinds of semi-finished products and the inductor can also be easily designed. This method uses magnetic flux concentrators at both ends of the inductor. The uniform lengthwise heating with magnetic flux concentrators can be used also for the already in production inductors.
Fig. 2 shows the optimum variation of the distance between the semi-finished product and the turns of the inductor. Fig. 3 shows the inductor’s optimum wrapping step necessary in order to obtain the uniform lengthwise heating of the semi-finished product.
Due to the magnetic flux concentrators the magnetic field is stronger at the ends of the product; the temperature here is higher than in the middle of the product. This is good only if the length of the semi-finished product is equal with the inductor’s length. The thicker is the concentrator material the more intense is the magnetic flux. Fig. 4 shows the temperature variation along the semi-finished product, depending on the concentrator’s thickness.
8.09.0
10.011.012.013.014.015.016.017.018.019.020.0
27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52
Turns
Del
ta [
mm
]
Fig. 2. Variation of the inductor-heated piece distance from centre towards the ends.
Wrapping step
0.01.02.03.04.05.06.07.08.09.0
iz0
iz1
iz2
iz3
iz4
iz5
iz6
iz7
iz8
iz9
iz10
iz11
iz12
iz13
iz14
iz15
iz16
iz17
iz18
iz19
iz20
iz21
iz22
iz23
iz24
Fig. 3. Variation of the inductor’s wrapping step from centre towards theends.
Authorized licensed use limited to: National Taiwan Univ of Science and Technology. Downloaded on May 17, 2009 at 08:58 from IEEE Xplore. Restrictions apply.

Proceedings of the 2008 International Conference on Electrical Machines
3
III. RESULTS
The numerical modeling using informational techniques offers the possibility of studying the induction heating process from both quantitative and qualitative point of view, through the magnetic and thermal field measurements. Further below we are presenting the results obtained through the numerical modeling method for: Initial Case: when we have constant distance between the inductor’s turns and the product to be heated and also constant wrapping step. Case I: when we have constant wrapping step of the inductor and variable distance between the inductor’s turns and the product, as it can be seen in fig. 2; Case II: when we have constant distance between the inductor’s turns and the product to be heated and variable wrapping step, as it can be seen in fig. 3; Case III: when we have constant distance between the inductor’s turns and the product to be heated, constant wrapping step, and magnetic flux concentrators. The significant results obtained by numerical modeling like distribution of current density and distribution of thermal field are presented in fig. 5 up to 12.
Magnetic flux concentrator
Fig. 8. The distribution of current density for the case III.
40
50
60
70
80
90
0 10 20 30 40 50 60
Thickness concentrator [mm]
Tem
pera
ture
[ o C
]
Fig. 4. Variation of the temperature along the heated piece depending on themagnetic flux concentrator’s thickness.
Fig. 7. The distribution of current density for the case II.
Fig. 5. The distribution of current density for the initial case.
Fig. 6. The distribution of current density for the case I.
Authorized licensed use limited to: National Taiwan Univ of Science and Technology. Downloaded on May 17, 2009 at 08:58 from IEEE Xplore. Restrictions apply.

Proceedings of the 2008 International Conference on Electrical Machines
4
The most important results of the analysis of the induction
heating used for a uniform lengthwise heating are shown in Table 1.
TABLE I RESULTS FOR THE FOUR STUDIED CASES
Initial Case Case I Case II Case III
Heating time [s] 30 30,3 31 28 Maximum temperature [oC] 574,98 551,37 549,79 546,46 Minimal temperature [oC] 440,02 513,93 504,32 499,38 Temperature difference per section [oC] 134,96 37,44 45,46 47,08
Temperature difference lengthwise [oC] 107,92 8,22 17,15 15,39
Percentage value of the lengthwise temperature variation [%]
18,77 1,49 3,12 2,81
Efficiency 37,79 38,99 37,98 37,3 Fig. 13 shows a comparison between the temperature
variations along the product’s surface in the four analyzed cases. With the help of numerical modeling we can find the best solutions to design an inductor – heated piece system appropriate for the achievement of a finished- product. We can easily notice that the methods we have proposed in order to obtain a uniform heating along a semi-finished product are consistently reducing the temperature variation along the heated piece from 107 oC in the initial case (the most frequent situation) to a variation less than 17 oC in the cases proposed by the researchers.
Fig. 9. The distribution of the thermal field for the initial case.
Fig. 10. The distribution of the thermal field for the case I.
Fig. 11. The distribution of the thermal field for the case II.
Magnetic flux concentrator
Fig. 12. The distribution of the thermal field for the case III.
Authorized licensed use limited to: National Taiwan Univ of Science and Technology. Downloaded on May 17, 2009 at 08:58 from IEEE Xplore. Restrictions apply.

Proceedings of the 2008 International Conference on Electrical Machines
5
This method, which is using magnetic flux concentrators at
the ends of the inductor, has been also experimentally checked. The results obtained during the experiment are shown in the figures below. Fig. 14 shows how the magnetic flux concentrator should be placed at the end of the inductor and also the position of the heated piece inside the inductor. Fig. 15 shows the distribution of the thermal field on the surface of the heated semi-finished product. A thermo-vision camera has measured the temperature on the surface of the heated piece.
IV. CONCLUSIONS
The electromagnetic induction heating has many advantages, as presented in the literature [1]. The optimization methods presented in this paper are technologically viable, having a temperature gradient along the length less than 5 % of the final heating temperature. The variable winding step method is the simplest but it requires the most manufacturing precision. The method proposed by the authors is also simple, easy to obtain, leading to a temperature gradient along the length even smaller than for the variable winding step method. This method can be successfully used for the heating of short half-products (50-100 mm). In this case the half-product will continue to heat up even if it’s at the end of the inductor.
REFERENCES [1] J.D. Lavers, “State of the art of numerical modeling for induction
processes”, International Symposium on Heating by Electromagnetic Sources, pp. 13-25, 19-22 June 2007, Padua, Italy.
[2] V. Nemkov, R. Goldstein, R. Rufini, ”Optimal design of induction coil with magnetic flux controllers”, Int. Symp. on Heating by Electromagnetic Sources, 19-22 June 2007, Padua, Italy.
[3] http//:www.fluxtrol.com [4] V. Fireţeanu, T. Tudorache, “Numerical Simulations of Continuous
Induction Heating of Magnetic Billets and Sheet Taking into Acount the Temperature Dependence of Physical Properties”, Proceedings of the International Induction Heating Seminar, 2001, Padua, Italy.
[5] V. Fireţeanu, M. Popa, T. Tudorache, E. Vladu, “Numerical Analysis of Induction through Heating Processes and Optimal Parameters Evaluation”, Proceedings of the sixth International Symposium on Electric and Magnetic Fields, 2003, Aachen.
[6] Yu. Pleshivtseva, A. Efimov, E. Rapoport, B. Nacke, A. Nikanorov, “Optimal design and control of induction heaters for forging industry, Int. Symp. on Heating by Electromagnetic Sources, 19-22 June 2007, Padua, Italy.
[7] S. Galunin, M. Zlobina, Yu. Blinov, B. Nacke, et al, “Numerical optimization in design of induction heating systems”, Int. Symp. on Heating by EM Sources, 23-25 June 2004, Padua, Italy.
[8] Flux2D – CAD Package for Electromagnetic and Thermal Analysis using Finite Elements, Users Guide, Cedrat.
Fig. 14. The place of the magnetic flux concentrator and the place of theheated piece inside the inductor.
Fig. 15. The distribution of the real thermal field inside the semi-finished product.
Case initial
Case II
Case III
Case IV
Lenght [mm]
Tem
pera
ture
[o C
]
Fig. 13. Temperature variation along the external axis of the heated piece.
Authorized licensed use limited to: National Taiwan Univ of Science and Technology. Downloaded on May 17, 2009 at 08:58 from IEEE Xplore. Restrictions apply.